
I MANUALE DI ISTRUZIONI PER PUNTATRICE pag. 2
GB INSTRUCTION MANUAL FOR SPOT WELDING MACHINE page 6
D BETRIEBSANLEITUNG FÜR PUNKTSCHWEIßMASCHINE Seite 10
F MANUEL D’INSTRUCTION POUR POSTE A SOUDER PAR POINTS page 15
E MANUAL DE INSTRUCCIÓN PARA SOLDADORA POR PUNTOS pag. 19
P MANUAL DE INSTRUÇÕES PARA MÁQUINA DE SOLDAR POR PONTOS pag. 23
SF PISTEHITSAUSKONEEN KÄYTTÖOHJE Sivu.27
DK INSTRUKTIONSVEJLEDNING TIL PUNKTSVEJSEAPPARAT Side. 31
NL INSTRUCTIEHANDLEIDING PUNTLASMACHINE Pag. 35
S INSTRUCTIEHANDLEIDING PUNTLASMACHINE Sid. 39
GR EGCEIRIDIO CRHSHS GIA PONTA sel. 43
3.300.173/B
30/10/13
Parti di ricambio e schemi elettrici
Spare parts and wiring diagrams
Ersatzteile und elektrische Schaltpläne
Pièces de rechange et schémas éléctriques
Piezas de repuesto y esquemas eléctricos
Partes sobressalentes e esquema eléctrico
Varaosat ja sähkökaavio
Reservedele og elskema
Reserveonderdelen en elektrisch schema
Reservdelar och elschema
Antallaktikav kai hlektrikov scediavgramma
Pagg. Seiten sel.: 48÷51

2
IMPORTANTE: PRIMA DELLA MESSA IN OPERA DEL-
L'APPARECCHIO LEGGERE IL CONTENUTO DI QUESTO
MANUALE E CONSERVARLO, PER TUTTA LA VITA OPE-
RATIVA, IN UN LUOGO NOTO AGLI INTERESSATI.
QUESTO APPARECCHIO DEVE ESSERE UTILIZZATO
ESCLUSIVAMENTE PER OPERAZIONI DI SALDATURA.
1 PRECAUZIONI DI SICUREZZA
LA SALDATURA ED IL TAGLIO AD ARCO POSSONO
ESSERE NOCIVI PER VOI E PER GLI ALTRI, pertanto l'uti-
lizzatore deve essere istruito contro i rischi, di seguito rias-
sunti, derivanti dalle operazioni di saldatura. Per informazio-
ni più dettagliate richiedere il manuale cod.3.300758
SCOSSA ELETTRICA - Può uccidere.
· Installate e collegate a terra la saldatrice secondo
le norme applicabili.
· Non toccare le parti elettriche sotto tensione o gli
elettrodi con la pelle nuda, i guanti o gli indumenti bagnati.
· Isolatevi dalla terra e dal pezzo da saldare.
· Assicuratevi che la vostra posizione di lavoro sia sicura.
FUMI E GAS - Possono danneggiare la salute.
· Tenete la testa fuori dai fumi.
· Operate in presenza di adeguata ventilazione ed
utilizzate aspiratori nella zona dell’arco onde evitare
la presenza di gas nella zona di lavoro.
RAGGI DELL’ARCO - Possono ferire gli occhi e bruciare la pelle.
· Proteggete gli occhi con maschere di saldatura
dotate di lenti filtranti ed il corpo con indumenti
appropriati.
· Proteggete gli altri con adeguati schermi o tendine.
RISCHIO DI INCENDIO E BRUCIATURE
· Le scintille (spruzzi) possono causare incendi e
bruciare la pelle; assicurarsi, pertanto che non vi
siano materiali infiammabili nei paraggi ed utilizzare
idonei indumenti di protezione.
RUMORE
Questo apparecchio non produce di per se rumori
eccedenti gli 80dB. Il procedimento di taglio pla-
sma/saldatura può produrre livelli di rumore supe-
riori a tale limite; pertanto, gli utilizzatori dovranno mettere in
atto le precauzioni previste dalla legge.
PACE MAKER
· I campi magnetici derivanti da correnti elevate pos-
sono incidere sul funzionamento di pacemaker. I por-
tatori di apparecchiature elettroniche vitali (pace-
maker) devono consultare il medico prima di avvicinarsi alle
operazioni di saldatura ad arco, di taglio, scriccatura o di sal-
datura a punti.
ESPLOSIONI
· Non saldare in prossimità di recipienti a pressione
o in presenza di polveri, gas o vapori esplosivi. ·
Maneggiare con cura le bombole ed i regolatori di
pressione utilizzati nelle operazioni di saldatura.
COMPATIBILITÀ ELETTROMAGNETICA
Questo apparecchio è costruito in conformità alle indicazio-
ni contenute nella norma armonizzata IEC 60974-10 e deve
essere usato solo a scopo professionale in un ambiente
industriale. Vi possono essere, infatti, potenziali diffi-
coltà nell'assicurare la compatibilità elettromagnetica in
un ambiente diverso da quello industriale.
SMALTIMENTO APPARECCHIATURE ELETTRI-
CHE ED ELETTRONICHE
Non smaltire le apparecchiature elettriche assie-
me ai rifiuti normali!
In ottemperanza alla Direttiva Europea 2002/96/CE sui
rifiuti da apparecchiature elettriche ed elettroniche e
relativa attuazione nell'ambito della legislazione naziona-
le, le apparecchiature elettriche giunte a fine vita devo-
no essere raccolte separatamente e conferite ad un
impianto di riciclo ecocompatibile. In qualità di proprieta-
rio delle apparecchiature dovrà informarsi presso il
nostro rappresentante in loco sui sistemi di raccolta
approvati. Dando applicazione a questa Direttiva
Europea migliorerà la situazione ambientale e la salute
umana!
IN CASO DI CATTIVO FUNZIONAMENTO RICHIEDETE
L’ASSISTENZA DI PERSONALE QUALIFICATO.
2 DESCRIZIONI GENERALI
2.1 SPECIFICHE
Questa macchina è stata studiata per affrontare i problemi
che si presentano nella riparazione delle carrozzeria delle
automobili
N.B. Solo carrozzerie in acciaio.
Essa permette l’eliminazione di ammaccature o di rilievi pre-
senti sulla carrozzeria, operando da un solo lato.
La saldatrice non deve essere utilizzata per altri scopi per
esempio sgelare i tubi o effettuare operazioni meccaniche.
La macchina è stata progettata per essere utilizzata dall’o-
peratore tramite i dispositivi di comando previsti
2.2 SPIEGAZIONE DEI DATI TECNICI RIPORTATI
SULLA TARGA DI MACCHINA
N° Numero di matricola da citare sempre per qual-
siasi richiesta relativa alla saldatrice.
EN 50063 La saldatrice è costruita secondo queste
norme internazionali.
Trasformatore monofase.
U20 Tensione a vuoto secondaria.
I
2cc Massima corrente di corto circuito.
U
1n Tensione nominale di alimentazione.
1-50Hz Alimentazione monofase 50 Hz.
S
50 Potenza al 50%.
IP23C Grado di protezione della carcassa. Grado 3
come seconda cifra significa che l'apparecchio
è idoneo a lavorare all'esterno sotto la pioggia.
C: la lettera addizionale C significa che l'appa-
recchio è protetto contro l'accesso di un utensi-
le (diametro 2,5 mm) alle parti in tensione del
circuito di alimentazione.
MANUALE DI ISTRUZIONI PER PUNTATRICE

Idonea a lavorare in ambienti con rischio accre-
sciuto
NOTE: Idonea a lavorare in ambienti con grado di inquina-
mento 3 (vedi IEC 60664-1)
2.3 DESCRIZIONE DELLE PROTEZIONI
2.3.1 Protezione termica
Questo apparecchio è protetto da un termostato il quale, se
si superano le temperature ammesse, impedisce il funzio-
namento della macchina. In queste condizioni il display indi-
cherà il codice di errore E1.
3 INSTALLAZIONE
L'installazione della macchina deve essere fatta da perso-
nale esperto. Tutti i collegamenti debbono essere eseguiti in
conformità alle norme vigenti e nel pieno rispetto della legge
antinfortunistica (norma CEI 26-10- CENELEC HD 427).
1 Collocare la saldatrice in una posizione stabile e sicura.
La circolazione dell'aria deve essere libera in entrata e in
uscita e la saldatrice deve essere protetta dall'ingresso di
liquidi, sporco, limature metalliche ecc.
2 Controllare che la tensione di alimentazione corrisponda
alla tensione indicata sulla targa dei dati tecnici della sal-
datrice.
Collegare una spina di portata adeguata al cavo di ali-
mentazione assicurandosi che il conduttore giallo/verde
sia collegato allo spinotto di terra.
La portata dell'interruttore magnetotermico o dei fusibili,
in serie alla alimentazione, deve essere uguale alla cor-
rente I1 assorbita dalla macchina.
Eventuali prolunghe debbono essere di sezione adegua-
ta alla corrente I1 assorbita.
3 Ai portatori di pace maker è proibito usare la macchi-
na o avvicinarsi ai cavi.
4 Inserire a fondo la spina del cavo di massa in una presa
(U oV) e ruotare in senso orario.
5 Inserire a fondo la spina della pistola in una presa (U oV)
e ruotare in senso orario.
6 Infilare il connettore di comando 3 poli nell’apposita
presa; se selezionato il ciclo manuale“MAN” il ciclo di
puntatura inizia alla pressione del grilletto della torcia.
7 Accendere la saldatrice con l’interruttore X situato sul
retro della macchina.
8 Per limitare l'esposizione al campo magnetico tenere il
cavo della pistola dal lato della mano che la impugna, evi-
tando di avvolgersi con il cavo.
4 DESCRIZIONE DELL'APPARECCHIO
A- Tasto per la selezione dell’operatore “USER”.
B- Led. Segnala la attivazione o lo spegnimento della
funzione di selezione dell’operatore.
C- Tasto. Attiva la funzione di riscaldamento ad impulsi.
Si utilizza per realizzare delle calde su lamiere di grosso
spessore.
Vengono erogati tre impulsi consecutivi intervallati da un
tempo di pausa fisso di 360 msec.
Con i pulsanti S e T si regola la potenza, il display R
visualizza la regolazione. Minimo = 20 Massimo = 90.
D- Led. Segnala l’attivazione della funzione di
riscaldamento ad impulsi. Per il funzionamento legge-
S
3
re “funzione manuale – automatico” led O.
E- Led. Segnala l’attivazione della funzione di puntatura
rosette. Per il funzionamento leggere “funzione manua-
le – automatico” led O.
F- Tasto. Attiva la funzione puntatura rosette.
Serve a eseguire le trazioni su lamierati avendo preventi-
vamente montato il martello sulla pistola e avendo fissa-
to la rosetta a tre punte nella testa del martello.
La potenza è costante e tramite i pulsanti S e T si rego-
la un tempo, il display R visualizza la regolazione Minimo
= 01 Massimo = 15.
G- Led. Segnala l’attivazione della funzione di puntatura
degli inserti. Per il funzionamento leggere “funzione
manuale – automatico” led O.
H-Tasto. Attiva la funzione di puntatura inserti.
Serve a puntare i vari inserti filettati presenti nelle moder-
ne carrozzerie delle auto. La potenza è costante e trami-
te i pulsanti S e T si regola un tempo, il display R visua-
lizza la regolazione Minimo = 01 Massimo = 50.
I- Led. Segnala l’attivazione della funzione di ricalco
lamiere. Per il funzionamento leggere “funzione manua-
le – automatico” led O.
L- Tasto. Attiva la funzione di ricalco lamiere.
Serve a riappiattire le lamiere che hanno subito delle
deformazioni. Si esegue con l’apposito elettrodo.
Tempo fisso e tramite i pulsanti S e T si regola una
potenza., il display R visualizza la regolazione Minimo =
20 Massimo = 60.
M- Led. Segnala l’attivazione della funzione di scalda
lamiere. Per il funzionamento leggere “funzione manua-
le – automatico” led O.
N- Tasto. Attiva la funzione di scalda lamiere.
Serve ad eseguire il riscaldo delle lamiere deformate tra-
mite il carbone.
Il tempo è illimitato e tramite i pulsanti S e T si regola una
potenza, il display R visualizza la regolazione Minimo =
20 - Massimo = 60.
O-Tasto selezione funzionamento automatico/manuale.
All’accensione se la macchina è predisposta per il fun-
zionamento manuale “MAN” il led P si accende.
NOTA: all’accensione del generatore i led lampeggiano
indicando lo stato di attesa “stand by”cioè macchina
accesa senza tensione in attesa di comando.
Selezionare una funzione di lavoro.
La selezione tra funzionamento Manuale e Automatico
avviene alla pressione del tasto O.
Per funzionamento manuale si intende che, una volta
selezionata la funzione, la puntatura viene comandata
dal grilletto della pistola; il led che visualizza la scelta
della funzione restano accesi in modo non lampeggiante
e il display R visualizza la regolazione.
Attenzione:con questa modalità di lavoro il generatore
non entra mai in “stand by”.
Per funzionamento automatico si intende che la pun-
tatura non viene comandata dal grilletto della torcia,
in relazione a questo i led che visualizzano la attivazione
della funzione hanno due modi di funzionamento:
1) Lampeggiante la macchina non eroga tensione questo
significa che è in attesa che l’operatore esegua la sele-
zione di una funzione oppure che la macchina è inattiva
per più di due minuti.Il display R visualizza due lineette
(“stand by”).
2) NON lampeggiante la macchina eroga tensione ridotta

4
e per eseguire il lavoro impostato dall’operatore verifica
automaticamente che ci sia contatto tra la torcia e il
pezzo in lavorazione il display R visualizza numericamen-
te la regolazione e i tasti T e S sono attivi.
NOTA: In funzionamento automatico, una volta attivata
una funzione, la macchina genera una bassa tensione
che serve a verificare il contatto tra la pistola e il pezzo in
lavorazione; quindi per eseguire correttamente la lavora-
zione agire come segue:
· Appoggiare l’elettrodo di puntatura in modo fermo e
deciso sul pezzo in lavorazione.
· Lasciare eseguire il lavoro alla macchina.
· Alzarsi dal punto di lavoro e non appoggiare la pistola
in zone che possano venire accidentalmente a con-
tatto con la massa.
P- Led che segnala il funzionamento manuale.
Q-Led che segnala il funzionamento automatico.
R- Display visualizza le regolazioni eseguite con i tasti
S e T.
S- Tasto aumenta i valori visualizzati dal diplay R.
T- Tasto diminuisce i valori visualizzati dal diplay R.
U-V- Prese di potenza per cavo massa e pistola di pun-
tatura.
W-Presa 3 poli a cui connettere il maschio volante della
pistola di puntatura indispensabile per il funzionamen-
to manuale.
Attenzione: usare esclusivamente torce originali; altre
potrebbero danneggiare la macchina.
X- Interruttore che accende e spegne la macchina.
Y- Cavo rete.
5 COLLEGAMENTO DELLA MASSA
Il cavo di massa deve essere fissato il più vicino possibi-
le al punto in cui si agirà.
Per il fissaggio della massa rapida fornita con il cavo agire
come segue:
Per funzionamento manuale led P acceso.
1) Fissare l’elettrodo per le calde alla pistola di saldatura
2) Premere il pulsante H il led G si accende.
3) Tramite il tasto T regolare il tempo al minimo ( 05 )
4) Poggiare la massa il più vicino possibile al punto di lavoro
preventivamente sverniciato.
5) Poggiare la pistola vicino alla massa e premere il grilletto.
6) Sollevare la pistola e girare in senso orario il dado avvita-
to sul puntale della massa.
Per funzionamento automatico led Q acceso.
1) Fissare un qualsiasi elettrodo alla pistola di saldatura
2) Premere il pulsante H il led G smette di lampeggiare.
3) Tramite il tasto T regolare il tempo al minimo ( 05 )
4) Poggiare il puntale della massa il più vicino possibile al
punto di lavoro preventivamente sverniciato.
5) Poggiare la pistola vicino alla massa attendere che la
A
R
U
V
W
M
F
Y
B
N
G
E
X
Fig. 1
S
O
Q
P
T
C
D
H
I
L

5
macchina rilevi il contatto e che esegua il punto.
6) Sollevare la pistola e girare in senso orario il dado avvita-
to sul puntale della massa.
6 LAVORO DI PIU’ OPERATORI
Può capitare che più operatori abbiano la necessità di usare
la macchina con regolazioni diverse; per questo motivo è
stata introdotta la funzione USER.
Questa funzione permette di memorizzare e di richiamare dei
valori personalizzati registrando sempre l’ultimo valore impo-
stato per ogni programma e per ogni livello di operatore.
La accensione del led B visualizza se la macchina è in uso
da un operatore, alla pressione breve del tasto A il display R
visualizza la lettera L seguita da un numero che è quello
scelto dall’utilizzatore una seconda pressione breve confer-
ma l’operatore e riabilita l’uso del generatore.
Come funziona il riconoscimento dell’operatore.
Alla pressione breve (per breve si intende inferiore a 0,7sec)
del pulsante A (USER) il display R visualizza la sigla L1 (livel-
lo 1) il led B è spento; la pressione del tasto S attiva il livello
2 e attiva la funzione,il led B si accende e il display R visua-
lizza la sigla L2. La pressione del tasto A conferma il livello
visualizzato dal display e abilita il funzionamento del genera-
tore.
L’operatore può attivare, selezionare,e regolare le funzioni
che desidera, la memorizzazione delle impostazioni nei vari
modi di lavoro avviene al cambio di funzione oppure 5
secondi dopo l’ultima regolazione.
Poniamo che l’operatore 1 abbia terminato l’utilizzo e un
secondo operatore voglia impostare il suo lavoro.
Il led B acceso segnala al secondo operatore che la mac-
china è già in uso da un collega quindi preme il tasto A, sul
display R compare la sigla “L2” (sigla dell’operatore che ha
in uso la macchina) seleziona il livello “L3” e lo conferma pre-
mendo il tasto A, a questo punto la macchina propone le
impostazioni, relative alle varie funzioni impostate in “L3” a
questo punto il nuovo utilizzatore può impostare le sue rego-
lazioni senza modificare le impostazioni già memorizzate da
“L2”.
PER USCIRE DAL RICONOSCIMENTO OPERATORE
BASTA selezionare il livello L1, il led B si spegne quindi pre-
mere brevemente il pulsante A per confermare l’uscita dalla
funzione.
Il pulsante posto sul dorso della pistola dà la possibilità all’o-
peratore di selezionare le funzioni della macchina senza
muoversi dal punto di lavoro.
7 MANUTENZIONE
Conservare leggibili e chiare le indicazioni e le figure sulla
saldatrice.
Il cavo rete ed i cavi di saldatura debbono essere isolati e in
perfette condizioni; fare attenzione ai punti dove subiscono
flessioni: vicino ai morsetti di collegamento, alle pinze di
massa e all'ingresso nella pistola.
Tutte le operazioni di manutenzione devono essere eseguite
da personale qualificato.
Prima di rimuovere i pannelli assicurarsi che la spina della
macchina sia scollegata dal quadro di alimentazione.
Gli elettrodi in uso devono essere liberati frequentemente da
scorie ferrose.
Rimuovere periodicamente olio e grasso NON UTILIZZAN-
DO GETTI DI ACQUA NE SOLVENTI SULLE PARTI VERNI-
CIATE.

IMPORTANT: BEFORE STARTING THE EQUIPMENT,
READ THE CONTENTS OF THIS MANUAL, WHICH MUST
BE STORED IN A PLACE FAMILIAR TO ALL USERS FOR
THE ENTIRE OPERATIVE LIFE-SPAN OF THE MACHINE.
THIS EQUIPMENT MUST BE USED SOLELY FOR WELD-
ING OPERATIONS.
1 SAFETY PRECAUTIONS
WELDING AND ARC CUTTING CAN BE HARMFUL TO
YOURSELF AND OTHERS. The user must therefore be edu-
cated against the hazards, summarized below, deriving from
welding operations. For more detailed information, order the
manual code 3.300.758
ELECTRIC SHOCK - May be fatal.
· Install and earth the welding machine according to
the applicable regulations.
· Do not touch live electrical parts or electrodes with
bare skin, gloves or wet clothing.
· Isolate yourselves from both the earth and the workpiece.
· Make sure your working position is safe.
FUMES AND GASES - May be hazardous to your health.
· Keep your head away from fumes.
· Work in the presence of adequate ventilation, and
use ventilators around the arc to prevent gases from
forming in the work area.
ARC RAYS - May injure the eyes and burn the skin.
· Protect your eyes with welding masks fitted with fil-
tered lenses, and protect your body with appropriate
safety garments.
· Protect others by installing adequate shields or curtains.
RISK OF FIRE AND BURNS
· Sparks (sprays) may cause fires and burn the skin;
you should therefore make sure there are no flam-
mable materials in the area, and wear appropriate
protective garments.
NOISE
This machine does not directly produce noise
exceeding 80dB. The plasma cutting/welding proce-
dure may produce noise levels beyond said limit;
users must therefore implement all precautions required by
law.
PACEMAKERS
· The magnetic fields created by high currents may
affect the operation of pacemakers. Wearers of vital
electronic equipment (pacemakers) shall consult
their physician before beginning any arc welding, cutting,
gouging or spot welding operations.
EXPLOSIONS
· Do not weld in the vicinity of containers under pres-
sure, or in the presence of explosive dust, gases or
fumes. · All cylinders and pressure regulators used in
welding operations should be handled with care.
ELECTROMAGNETIC COMPATIBILITY
This machine is manufactured in compliance with the
instructions contained in the harmonized standard IEC
60974-10, and must be used solely for professional pur-
poses in an industrial environment. There may be poten-
tial difficulties in ensuring electromagnetic compatibility
in non-industrial environments.
DISPOSAL OF ELECTRICAL AND ELECTRONIC
EQUIPMENT
Do not dispose of electrical equipment together
with normal waste!In observance of European
Directive 2002/96/EC on Waste Electrical and Electronic
Equipment and its implementation in accordance with
national law, electrical equipment that has reached the
end of its life must be collected separately and returned
to an environmentally compatible recycling facility. As
the owner of the equipment, you should get information
on approved collection systems from our local represen-
tative. By applying this European Directive you will
improve the environment and human health!
IN CASE OF MALFUNCTIONS, REQUEST ASSISTANCE
FROM QUALIFIED PERSONNEL.
2 GENERAL DESCRIPTIONS
2.1 SPECIFICATIONS
This machine was developed to handle the problems that
arise in auto body repair
NOTE: Only steel bodies.
It makes it possible to eliminate dents or bulges on the body,
working from just one side.
The welding machine must not be used for any other pur-
pose, such as defrosting pipes or performing mechanical
tasks. The machine was designed to be used by the opera-
tor using the planned control devices
2.2 EXPLANATION OF THE TECHNICAL SPECIFICA-
TIONS LISTED ON THE MACHINE PLATE
N° Serial number, which must be indicated on any
request regarding the welding machine
EN 5063 The welding machine is manufactured accord-
ing to these international standards.
Single-phase transformer
U20 Secondary open-circuit voltage
I2cc Max. short circuit current
U1n Rated supply voltage.
1-50Hz 50-Hz single-phase power supply
S50 Power at 50%
IP23C Protection rating for the housing. Grade 3 as the
second digit means that the equipment is
suit able for use outdoors in the rain.
C: The additional letter C means that the
equipment is protected against access to the
live parts of the power circuit by a tool (diameter
2.5 mm ).
Suitable for use in high-risk environments.
NOTES: Suitable for use in environments with a pollution
rating of 3 (see IEC 60664-1)
S
INSTRUCTION MANUAL FOR SPOT WELDING MACHINE
6

2.3 DESCRIPTION OF PROTECTIVE DEVICES
2.3.1 Thermal protection
This machine is protected by a thermostat, which prevents
the machine from operating if the allowable temperatures are
exceeded. In this condition the display will show the error
code E1.
3 INSTALLATION
Only skilled personnel should install the machine. All con-
nections must be carried out according to current regula-
tions, and in full observance of safety laws (regulation CEI
26-10 - CENELEC HD 427).
1. Place the welding machine in a stable and safe position.
Air must circulate freely, both incoming and outgoing,
and the welding machine must be protected from entry
by liquids, dirt, metal filings, etc.
2. Make sure that the supply voltage matches the voltage
indicated on the specifications plate of the welding
machine. When mounting a plug, make sure it has an
adequate capacity, and that the yellow/green conductor
of the power supply cable is connected to the earth pin.
The capacity of the overload cutout switch or fuses
installed in series with the power supply must be equiv-
alent to the absorbed current I1 of the machine.
Any extension cords must be sized appropriately for the
absorbed current I1.
3. Pacemaker wearers are prohibited from using the
machine or approach the cables.
4. Fully insert the earth cable plug into une socket (U or V)
and turn clockwise.
5. Fully insert the gun plug into one socket (U or V) and turn
clockwise.
6. Insert the 3-pin control connector into the socket pro-
vided; if the manual cycle “MAN” is selected, the spot-
welding cycle begins when the torch trigger is pressed.
7. Turn on the welding machine using the switch X on the
back of the machine.
8. To limit exposure to the magnetic field, keep the gun
cable on the side of the hand holding it, avoiding wrap-
ping the cable around.
4 DESCRIPTION OF THE EQUIPMENT
A- Key to select the operator “USER”.
B- LED. Signals the activation or shutdown of the oper-
ator selection function.
C- Key. Activates the pulse heating function.
It is used to produce heat on thick sheet metal.
It delivers three consecutive pulses at a fixed inter-
val of 360 msec.
The buttons S and T adjust the power; display R
shows the setting.
Minimum = 20 Maximum = 90.
A
R
U
V
W
M
F
Y
B
N
G
E
X
Fig. 1
S
O
Q
P
T
C
D
H
I
L
7

D-LED. Signals activation of the pulse heating fun-
tion. For operation, read “manual – automatic func-
tion” LED O.
E- LED. Signals activation of the rosette spot-weld-
ing function. For operation, read “manual – auto-
matic function” LED O.
F- Key. Activates the rosette spot-welding function.
Performs traction on sheet metal after first mounting
the hammer on the gun and fastening the three-
pointed rosette to the hammer head.
The power is constant. Time is adjusted using the
buttons S and T. The display R shows the setting:
Minimum = 01 Maximum = 15.
G- LED. Signals activation of the insert spot-welding
function. For operation, read “manual – automatic
function” LED O.
H- Key. Activates the insert spot-welding function.
Fastens the various threaded inserts present in
modern auto bodies.
The power is constant. Time is adjusted using the
buttons S and T. The display R shows the setting:
Minimum = 01 Maximum = 50.
I- LED. Signals activation of the metal pressing
function. For operation, read “manual – automatic
function” LED O.
L- Key. Activates the sheet metal pressing function.
Serves to flatten sheet metal that has become mis-
shapen. It is carried out using the specific electrode.
Time is fixed, and the buttons S and T adjust the
power; the display R shows the setting: Minimum =
20 Maximum = 60.
M- LED. Signals activation of the sheet metal heat-
ing function. For operation, read “manual – auto-
matic function” LED O.
N- Key. Activates the sheet metal heating function.
Heats deformed sheet metal using carbon.
The time is unlimited. Use the buttons S and T to
set a power; the display R shows the setting.
Minimum = 20 - Maximum = 60.
O- Automatic mode or manual selection key.
Upon start-up, if the machine is set up for manual
mode “MAN” the LED P lights.
NOTE: upon power source start-up the LEDs flash,
indicating “stand-by” status: the machine is on, with
no voltage, awaiting commands.
Select an operating function.
Selecting between manual and automatic mode
takes place by pressing the O key.
Manual mode means that, once the function is
selected, spot-welding is controlled by the trig-
ger; the LED that indicates the function choice
remains lit without flashing, and the display R shows
the setting.
Warning: in this operating mode the power source
never enters “stand-by.”
Automatic mode means that spot-welding is not
controlled by the torch trigger. In relation to this
the LEDs that show activation of the function have
two operating modes:
1) Flashing the machine does not deliver voltage. This
means that it is waiting for the operator to select a
function, or that the machine has been inactive for
more than two minutes. The display R shows two
lines (“stand-by”).
2) NOT flashing the machine delivers reduced voltage,
and to carry out the job set by the operator, it auto-
matically makes sure there is contact between the
torch and the workpiece. The display R shows the
setting numerically, and the keys T and S are
active.
NOTE: In automatic mode, once a function is enabled,
the machine generates a low voltage that serves to
check the contact between the gun and the work-
piece; thus to correctly perform the job, proceed as
follows:
Rest the spot-welding electrode firmly and steadily
on the workpiece.
Let the machine perform the job.
Lift up from the working position and do not rest
the gun in zones that might accidentally come
into contact with earth.
P- LED which signals manual mode.
Q- LED which signals automatic mode.
R- Display shows the settings made with the keys S
and T.
S- Key increases the values shown on the display R.
T- Key reduces the values shown on the display R.
U-V- Power sockets for earth cable and spot-weld-
ing gun.
W- 3-pin socket to which to connect the male patch
connector of the spot-welding gun, essential for
manual mode.
Warning: use only original torches; others might
damage the machine.
X- Switch that turns the machine on and off.
Y- Mains cable.
5 EARTH CONNECTION
The earth cable must be fastened as close as poss-
ble to the point where you will be working.
To fasten the quick earth supplied with the cable, pro-
ceed as follows:
For manual mode LED P lit.
1) Fasten the heating electrode to the welding gun
2) Press the button H; the LED G lights.
3) Use the key T to adjust the time to the minimum (05)
4) Rest the earth as close as possible to the working
area, after first removing all paint.
5) Rest the gun near the earth and press the trigger.
6) Raise the gun and turn the nut screwed onto the
earth probe clockwise.
For automatic mode, LED Q is lit.
1) Fasten any electrode to the welding gun
2) Press the button H; the LED G stops flashing.
3) Use the key T to adjust the time to the minimum (05)
4) Rest the earth probe as close as possible to the
working area, after first removing all paint.
8

5) Rest the gun near the earth; wait for the machine to
detect the contact and make the spot-weld.
6) Raise the gun and turn the nut screwed onto the
earth probe clockwise.
6 WORKING WITH MULTIPLE OPERATORS
It may occur that multiple operators need to use the
machine with different settings; this is why the USER
function was introduced.
This function allows you to save and call up customized
values, always recording the last value set for each pro-
gram and for each operator level.
The LED B lights if the machine is being used by an
operator. Briefly pressing the key A causes the display R
to show the letter L followed by a number, which is the
one selected by the user. Press it briefly again to con-
firm the operator and re-enable use of the power
source.
How operator recognition works.
Briefly pressing (“brief” means less than 0.7 sec ) the
button A (USER) causes the display R t show the
abbreviation L1 (level 1), and LED B is off; pressing the
S key activates level 2 and activates the function. The
LED B lights and the display R shows the abbreviation
L2. Pressing the key A confirms the level shown on the
display and enables power source operation.
The operator may activate, select, and adjust the
desired functions. The settings are saved in the various
operating modes whenever the function changes, or 5
seconds after the last adjustment.
Let us imagine that operator 1 has stopped using the
machine, and a second operator wishes to set up his
or her work.
The LED B lights to signal to the second operator that
the machine is already being used by a colleague; s/he
then presses the key A. Display R shows the abbrevia-
tion “L2” (abbreviation of the operator who is using the
machine). S/he selects level “L3” and confirms it by
pressing the key A. At this point the machine suggests
the settings, corresponding to the various functions set
in “L3”; at this point the new user may set his or her
adjustments without changing the settings already
saved by “L2.”
TO EXIT DAL OPERATOR RECOGNITION SIMPLY select
level L1. The LED B shuts off. Then briefly press the but-
ton A to confirm exiting the function.
The button on the back of the gun allows the operator
to select the machine functions without moving from the
working position.
7 MAINTENANCE
Keep all instructions and figures on the welding machine
clear and legible. The mains cable and welding cables
must be insulated and in perfect condition; be careful at
the flex points: near the connector terminals, earth
clamps and gun input. All maintenance operations must
be carried out by qualified personnel.
Before removing the panels, make sure that the machine
plug is disconnected from the power supply panel.
The electrodes in use must be frequently cleaned of fer-
rous waste.
Periodically remove oil and grease NOT USING
SPRAYED WATER NOR SOLVENTS ON THE PAINTED
PARTS.
9

10
WICHTIG: VOR DER INBETRIEBNAHME DES GERÄTS
DEN INHALT DER VORLIEGENDEN BETRIEBSANLEI-
TUNG AUFMERKSAM DURCHLESEN; DIE BETRIEBS-
ANLEITUNG MUß FÜR DIE GESAMTE LEBENSDAUER
DES GERÄTS AN EINEM ALLEN INTERESSIERTEN
PERSONEN BEKANNTEN ORT AUFBEWAHRT WERDEN.
DIESES GERÄT DARF AUSSCHLIEßLICH ZUR AUSFÜHR-
UNG VON SCHWEIßARBEITEN VERWENDET WERDEN.
1 SICHERHEITSVORSCHRIFTEN
DAS LICHTBOGENSCHWEIßEN UND -SCHNEIDEN KANN
FÜR SIE UND ANDERE GESUNDHEITSSCHÄDLICH SEIN;
daher muß der Benutzer über die nachstehend kurz darge-
legten Gefahren beim Schweißen unterrichtet werden. Für
ausführlichere Informationen das Handbuch Nr. 3.300758
anfordern.
STROMSCHLAG - Er kann tödlich sein!
· Die Schweißmaschine gemäß den einschlägigen
Vorschriften installieren und erden.
· Keinesfalls stromführende Teile oder die Elektroden
mit ungeschützten Händen, nassen Handschuhen oder
Kleidungsstücken berühren.
· Der Benutzer muß sich von der Erde und vom Werkstück
isolieren. · Sicherstellen, daß Ihre Arbeitsposition sicher ist.
RAUCH UND GASE - Sie können gesundheitsschädlich sein!
· Den Kopf nicht in die Rauchgase halten.
· Für eine ausreichende Lüftung während des
Schweißens sorgen und im Bereich des
Lichtbogens eine Absaugung verwenden, damit der
Arbeitsbereich frei von Rauchgas bleibt.
STRAHLUNG DES LICHTBOGENS - Sie kann die Augen
verletzen und zu Hautverbrennungen führen!
· Die Augen mit entsprechenden Augenschutzfil-tern
schützen und Schutzkleidung verwenden.
· Zum Schutz der anderen geeignete Schutzschir-me
oder Zelte verwenden.
BRANDGEFAHR UND VERBRENNUNGSGEFAHR
· Die Funken (Spritzer) können Brände verursachen
und zu Hautverbrennungen führen. Daher ist sicher-
zustellen, daß sich keine entflammbaren Materialien
in der Nähe befinden. Geeignete Schutzkleidung tragen.
LÄRM
Dieses Gerät erzeugt selbst keine Geräusche, die 80
dB überschreiten. Beim Plasmaschneid- und
Plasmaschweißprozeß kann es zu einer
Geräuschentwicklung kommen, die diesen Wert überschrei-
tet. Daher müssen die Benutzer die gesetzlich vorgeschrie-
benen Vorsichtsmaßnahmen treffen.
HERZSCHRITTMACHER
· Die durch große Ströme erzeugten magnetischen
Felder können den Betrieb von Herzschrittmachern
stören. Träger von lebenswichtigen elektronischen
Geräten (Herzschrittmacher) müssen daher ihren Arzt befra-
gen, bevor sie sich in die Nähe von Lichtbogenschweiß-,
Schneid-, Brennputz- oder Punktschweißprozessen bege-
ben.
EXPLOSIONSGEFAHR
· Keine Schneid-/Schweißarbeiten in der Nähe von
Druckbehältern oder in Umgebungen ausführen, die
explosiven Staub, Gas oder Dämpfe enthalten. Die
für den Schweiß-/Schneiprozeß verwendeten Gasflaschen
und Druckregler sorgsam behandeln.
ELEKTROMAGNETISCHE VERTRÄGLICHKEIT
Dieses Gerät wurde in Übereinstimmung mit den Angaben
der harmonisierten Norm IEC 60974-10 konstruiert und
darf ausschließlich zu gewerblichen Zwecken und nur in
industriellen Arbeitsumgebungen verwendet werden. Es
ist nämlich unter Umständen mit Schwierigkeiten ver-
bunden ist, die elektromagnetische Verträglichkeit des
Geräts in anderen als industriellen Umgebungen zu
gewährleisten.
ENTSORGUNG DER ELEKTRO- UND
ELEKTRONIKGERÄTE
Elektrogeräte dürfen niemals gemeinsam mit
gewöhnlichen Abfällen entsorgt werden! In Über-
einstimmung mit der Europäischen Richtlinie
2002/96/EG über Elektro- und Elektronik-Altgeräte und
der jeweiligen Umsetzung in nationales Recht sind nicht
mehr verwendete Elektrogeräte gesondert zu sammeln
und einer Anlage für umweltgerechtes Recycling zuzu-
führen. Als Eigentümer der Geräte müssen Sie sich bei
unserem örtlichen Vertreter über die zugelassenen
Sammlungssysteme informieren. Die Umsetzung
genannter Europäischer Richtlinie wird Umwelt und
menschlicher Gesundheit zugute kommen!
IM FALLE VON FEHLFUNKTIONEN MUß MAN SICH AN
EINEN FACHMANN WENDEN.
2 ALLGEMEINE BESCHREIBUNG
2.1 TECHNISCHE ANGABEN
Diese Maschine wurde konzipiert, um den Problemen bei
der Reparatur von Fahrzeugkarosserien zu begegnen.
HINWEIS: Nur Karosserien aus Stahl.
Sie gestattet das Beseitigen von Dellen und Beulen auf der
Karosserie an nur einseitig zugänglichen Stellen.
Die Schweißmaschine darf zu keinem anderen Zweck wie
z.B. das Auftauen von Rohren oder das Ausführen von
mechanischen Arbeiten verwendet werden. Die Maschine
muss vom Bediener mit Hilfe der vorgesehenen Stellteile
bedient werden.
2.2 ERLÄUTERUNG DER TECHNISCHEN DATEN, DIE
AUF DEM LEISTUNGSSCHILD DER MASCHINE
ANGEGEBEN SIND
Nr. Seriennummer; sie muss bei allen Anfragen zur
Schweißmaschine stets angegeben werden.
EN 50063 Die Konstruktion der Schweißmaschine
entspricht diesen Normen.
Einphasen-Transformator/Gleichrichter.
U20 Leerlauf-Sekundärspannung
I2cc Max. Kurzschlußstrom
U1n Nennspannung.
1-50Hz Einphasen-Stromversorgung 50 Hz
S50 Leistung @ 50%
BETRIEBSANLEITUNG FÜR PUNKTSCHWEIßMASCHINE

11
IP23C Schutzart des Gehäuses. Die zweite Ziffer 3
gibt an, dass das Gerät im Freien bei Regen
betrieben werden darf. C: Der zusätzliche
Buchstabe C gibt an, dass das Gerät gegen
das Eindringen eines Werkzeugs (Durchmesser
2,5 mm) in den Bereich der aktiven Teile des
Stromversorgungskreises geschützt ist.
S Geeignet zum Betrieb in Umgebungen mit
erhöhter Gefährdung.
ANMERKUNGEN: Das Gerät ist für den Betrieb in
Umgebungen mit Verunreinigungsgrad 3 geeignet (siehe IEC
60664-1).
2.3 BESCHREIBUNG DER SCHUTZEINRICHTUNGEN
2.3.1 Thermischer Schutz
Dieses Gerät wird durch einen Thermostaten geschützt, der
den Betrieb der Maschine sperrt, wenn die zulässige
Temperatur überschritten wird. In diesem Zustand zeigt das
Display den Fehlercode E1 an.
3 INSTALLATION
Die Installation der Maschine muss durch Fachpersonal
erfolgen. Alle Anschlüsse müssen nach den geltenden
Bestimmungen und unter strikter Beachtung der
Unfallverhütungsvorschriften ausgeführt werden (Norm CEI
26-10 CENELEC HD 427).
1. Die Schweißmaschine stabil und sicher positionieren.
Die Zirkulation der ein- und austretenden Luft muss
gewährleistet sein. Außerdem muss die
Schweißmaschine gegen das Eindringen von
Flüssigkeiten, Schmutz, Metallspänen usw. geschützt
werden.
2. Sicherstellen, dass die Netzspannunug der auf dem
Leistungsschild der Schweißmaschine angegebenen
Nennspannung entspricht.
Das Netzkabel mit einem der Stromaufnahme entspre-
chenden Netzstecker ausrüsten und sicherstellen, dass
der gelb-grüne Schutzleiter an den Schutzkontakt ange-
schlossen ist.
Der Nennstrom des in Reihe mit der
Netzstromversorgung geschalteten Leistungsschutz-
Schalters oder der Schmelzsicherungen muss gleich
dem von der Maschine aufgenommenen Strom I1 sein.
Ggf. verwendete Verlängerungen müssen einen der
Stromaufnahme I1 angemessenen Querschnitt haben.
3. Trägern von Herzschrittmachern ist der Gebrauch
der Maschine und die Annäherung an die Kabel ver-
boten.
4. Den Stecker des Massekabels bis zum Anschlag in die
Steckdose (U oder V) stecken und nach rechts drehen.
5. Den Stecker der Schweißpistole bis zum Anschlag in die
Steckdose (U oder V) stecken und nach rechts drehen.
6. Den 3-poligen Stecker der Steuerleitung in die hierfür
vorgesehene Steckdose stecken. Wenn der
A
R
U
V
W
M
F
Y
B
N
G
E
X
Fig. 1
S
O
Q
P
T
C
D
H
I
L

12
Handbetrieb (MAN) gewählt wurde, beginnt der
Punktschweißbetrieb bei Betätigung des Druckschalters
der Schweißpistole.
7. Die Schweißmaschine mit dem Schalter X auf der
Rückseite der Maschine einschalten.
8. Zur Begrenzung der Aussetzung an das Magnetfeld
muss sich das Kabel der Schweißpistole auf der Seite
der Hand befinden, die die Schweißpistole hält, damit
das Kabel keine Spirale um den Schweißer bildet.
4 BESCHREIBUNG DES GERÄTS
A- Taste für die Wahl des Benutzers (“USER”) .
B- LED. Sie signalisiert die Aktivierung bzw.
Deaktivierung der vom Bediener gewählten Funktion.
C- Taste. Sie aktiviert die Funktion zum Erwärmen
des Bleches mit Impulsen.
Sie dient zum Erwärmen von sehr dicken Blechen.
Es werden drei aufeinander folgende Impulse mit
einem festen Intervall von 360 ms ausgegeben.
Mit den Tasten S und T regelt man die Leistung. Das
Display R zeigt die Einstellung an.
Minimum = 20 Maximum = 90.
D- LED. Sie signalisiert die Aktivierung der Funktion
zum Erwärmen des Blechs mit Impulsen. Für die
Funktionsweise siehe “Funktion Handbetrieb –
Automatikbetrieb” LED O.
E- LED. Sie signalisiert die Aktivierung der Funktion
zum Punktschweißen von Spezialscheiben. Für die
Funktionsweise siehe “Funktion Handbetrieb –
Automatikbetrieb” LED O.
F- Taste. Zum Aktivieren der Funktion zum
Punktschweißen von Spezialscheiben.
Sie dient zum Ausüben der Zugkraft bei Blechen;
hierzu muss man den Ausbeulhammer auf die
Pistole montieren und die Spezialscheibe mit drei
Spitzen im Hammerkopf befestigen.
Die Leistung ist konstant und mit den Tasten S und
T regelt man die Zeit; das Display R zeigt die
Einstellung an: Minimum = 01 Maximum = 15.
G- LED. Sie signalisiert die Aktivierung der Funktion
zum Punktschweißen von Gewindeeinsätzen. Für die
Funktionsweise siehe “Funktion Handbetrieb –
Automatikbetrieb” LED O.
H- Taste. Sie aktiviert die Funktion zum
Punktschweißen von Gewindeeinsätzen.
Sie dient zum Punktschweißen der verschiedenen
Gewindeeinsätze, über die moderne
Fahrzeugkarosserien verfügen.
Die Leistung ist konstant und mit den Tasten S und
T regelt man die Zeit; das Display R zeigt die
Einstellung an: Minimum = 01 Maximum = 50.
I- LED. Sie signalisiert die Aktivierung der Funktion
zum Stauchen von Blechen. Für die Funktionsweise
siehe “Funktion Handbetrieb – Automatikbetrieb”
LED O.
L- Taste. Sie aktiviert die Funktion zum Stauchen
von Blechen.
Sie dient zum Glätten von verformten Blechen.
Hierzu wird eine spezielle Elektrode benötigt. Die
Zeit ist konstant und mit den Tasten S und T regelt
man die Leistung. Das Display R zeigt die
Einstellung an: Minimum = 20 Maximum = 60.
M- LED. Sie signalisiert die Aktivierung der Funktion
zum Erwärmen des Blechs. Für die Funktionsweise
siehe “Funktion Handbetrieb – Automatikbetrieb”
LED O.
N- Taste. Sie aktiviert die Funktion zum Erwärmen
des Blechs.
Sie dient zum Erwärmen des verformten Blechs mit
Hilfe einer Kohleelektrode.
Die Zeit ist unbegrenzt und mit den Tasten S und T
regelt man die Leistung. Das Display R zeigt die
Einstellung an: Minimum = 20 - Maximum = 60.
O- Taste für die Wahl des Automatikbetriebs oder
Handbetriebs.
Wenn die Maschine auf Handbetrieb (“MAN“) einge-
stellt ist, leuchtet beim Einschalten die LED P auf.
HINWEIS: Beim Einschalten der Stromquelle blinken
die LEDs und zeigen so den Wartezustand (Standby)
an; d.h. dass die Maschine ohne Spannung einge-
schaltet ist und auf einen Bedienungsbefehl wartet.
Eine Arbeitsfunktion wählen.
Die Wahl zwischen Handbetrieb und
Automatikbetrieb erfolgt durch Drücken der Taste O.
Mit “Handbetrieb“ ist gemeint, dass das
Punktschweißen nach Wahl der Funktion mit dem
Druckschalter der Schweißpistole gesteuert wird.
Die LEDs, die die gewählte Funktion anzeigen, blin
ken und das Display R zeigt die Einstellung an.
Achtung:In dieser Betriebsart schaltet die
Stromquelle nie auf “Standby”.
Mit “Automatikbetrieb“ ist gemeint, dass das
Punktschweißen nicht mit dem Druckschalter der
Schweißpistole gesteuert wird. Bei dieser
Betriebsart haben die LEDs, die die Aktivierung der
Funktion anzeigen, zwei Funktionsweisen:
1) Blinkend: Die Maschine gibt keine Spannung ab.
Das bedeutet, dass sie darauf wartet, dass der
Bediener eine Funktion wählt, oder dass sie länger
als zwei Minuten inaktiv war. Das Display R zeigt
zwei Linien an (“Standby”).
2) NICHT blinkend: Die Maschine gibt eine reduzierte
Spannung ab und zum Ausführen der von Bediener
eingestellten Arbeit prüft sie automatisch, ob zwi-
schen Brenner und Werkstück Kontakt ist. Das
Display R zeigt die Einstellung in Ziffern an und die
Tasten T und S sind aktiv.
HINWEIS: Im Automatikbetrieb erzeugt die Maschine
nach Aktivierung einer Funktion eine niedrige
Spannung, die zur Kontrolle des Kontakts zwischen
Pistole und Werkstück dient. Zum sachgemäßen
Ausführung der Arbeit muss man dann wie folgt ver
fahren:
- Die Punktschweißelektrode mit einer sicheren und
entschiedenen Bewegung auf das Werkstück
aufsetzen.
- Die Arbeit von der Maschine ausführen lassen.
- Die Elektrode vom Arbeitspunkt anheben. Die
Pistole nicht an einer Stelle ablegen, wo sie ver
sehentlich in Kontakt mit der Masse kommen
könnte.

13
P- LED Sie signalisiert den Handbetrieb.
Q- LED Sie signalisiert den Automatikbetrieb.
R- Display Es zeigt die mit den Tasten S und T
vorgenommenen Einstellungen an.
S- Taste Sie dient zum Heraufsetzen der auf Diplay R
angezeigten Werte.
T- Taste Sie dient zum Herabsetzen der auf Diplay R
angezeigten Werte.
U-V Leistungssteckdosen für Massekabel und
Punktschweißpistole.
W- 3-polige Steckdose für den fliegenden Stecker der
Punktschweißpistole; unabdingbar für den
Handbetrieb.
Achtung: Ausschließlich Originalbrenner verwenden;
andere Brenner könnten die Maschine beschädigen.
X- Schalter zum Ein- und Ausschalten der Maschine.
Y- Netzkabel.
5 MASSEANSCHLUSS
Das Massekabel muss so nahe wie möglich an der
Schweißstelle befestigt werden.
Zum Befestigen der mit dem Kabel gelieferten
Masseschnellklemme wie folgt verfahren:
Für den Handbetrieb: LED P eingeschaltet.
1) Die Elektrode für die Erwärmung des Blechs an der
Schweißpistole befestigen.
2) Die Taste H drücken: Die LED G leuchtet auf.
3) Mit der Taste T die Zeit auf das Minimum (05) einstel-
len.
4) Die Masseklemme möglichst nahe an dem zuvor vom
Lack befreiten Arbeitspunkt aufsetzen.
5) Die Pistole in der Nähe der Masseklemme aufsetzen
und ihren Druckschalter betätigen.
6) Die Pistole anheben und die auf die Spitze der
Masseklemme geschraubte Mutter im Uhrzeigersinn
drehen.
Für den Automatikbetrieb: LED Q eingeschaltet.
1) Eine beliebige Elektrode an der Schweißpistole befe-
stigen.
2) Die Taste H drücken: Die LED G hört auf zu blinken.
3) Mit der Taste T die Zeit auf das Minimum (05) einstel-
len.
4) Die Spitze der Masseklemme möglichst nahe an dem
zuvor von Lack befreiten Arbeitspunkt aufsetzen.
5) Die Pistole in der Nähe der Masseklemme aufsetzen
und abwarten, bis die Maschine den Kontakt erkennt
und den Schweißpunkt ausführt.
6) Die Pistole anheben und die auf die Spitze der
Masseklemme geschraubte Mutter im Uhrzeigersinn
drehen.
6 ARBEIT MIT MEHREREN BENUTZERN
Es kann vorkommen, dass mehrere Benutzer die
Maschine mit unterschiedlichen Einstellungen verwen-
den müssen. Aus diesem Grund wurde die Funktion
USER vorgesehen.
Diese Funktion gestattet das Speichern und Abrufen der
individuellen Einstellungen. Es wird immer der zuletzt für
jedes Programm und für jede Benutzerebene eingestellte
Wert gespeichert.
Das Aufleuchten der LED B zeigt an, dass die Maschine
von einem Bediener benutzt wird. Drückt man kurz die
Taste A, zeigt das Display R den Buchstaben L gefolgt
von einer vom Benutzer gewählten Zahl an. Durch
erneutes kurzes Drücken der Taste bestätigt man den
Benutzer und gibt den Betrieb der Stromquelle frei.
Benutzeridentifikation.
Bei kurzer Betätigung (kürzer als 0,7s) der Taste A
(USER) zeigt das Display R das Kürzel L1 (Ebene 1) an.
Die LED B ist ausgeschaltet. Durch Drücken der Taste S
aktiviert man Ebene 2 und aktiviert die Funktion “USER”.
Die LED B leuchtet auf und das Display R zeigt das
Kürzel L2 an. Durch Drücken der Taste A bestätigt man
die vom Display angezeigte Ebene und gibt den Betrieb
der Stromquelle frei.
Der Benutzer kann die Funktionen nach Bedarf aktivie-
ren, wählen und einstellen. Die Speicherung der
Einstellungen der verschiednen Arbeitsmodi erfolgt beim
Wechseln der Funktion bzw. 5 Sekunden nach der letz-
ten Einstellung.
Nehmen wir an, dass der Benutzer 1 die Arbeit been-
det hat und ein zweiter Benutzer seine Arbeit einstel-
len möchte.
Die leuchtende LED B zeigt dem Benutzer an, dass die
Maschine schon von einem Kollegen verwendet wird. Er
muss daher die Taste A drücken. Auf dem Display R
erscheint das Kürzel “L2” (Kürzel des Benutzers, der die
Maschine gebraucht). Man muss nun Ebene “L3”
wählen und durch Drücken der Taste A bestätigen. An
diesem Punkt schlägt die Maschine die Einstellungen für
die in “L3” eingestellten Funktionen vor. Nun kann der
neue Benutzer seine Einstellungen eingeben, ohne die
schon in “L2” gespeicherten Einstellungen zu verändern.
ZUM VERLASSEN DER FUNKTION FÜR DIE BENUTZE-
RIDENTIFIKATION muss man lediglich Ebene L1 wählen.
Die LED B erlischt. Dann kurz die Taste A drücken, um
die Beendigung der Funktion zu bestätigen.
Die Taste auf dem Rücken der Pistole bietet dem
Benutzer die Möglichkeit, die Funktionen der Maschine
vom Arbeitsplatz aus zu wählen.

14
7 WARTUNG
Darauf achten, dass die Anweisungen und Bilder auf der
Schweißmaschine stets klar lesbar bleiben. Das
Netzkabel und die Schweißkabel müssen isoliert sein
und sich in einem einwandfreien Zustand befinden. Auf
Knickstellen achten: in der Nähe der
Anschlussklemmen, bei den Masseklemmen und am
Eintritt in die Schweißpistole. Alle Wartungsarbeiten
müssen von Fachkräften ausgeführt werden.
Vor dem Entfernen der Verkleidungen sicherstellen, dass
der Netzstecker der Maschine vom Verteilerschrank
abgezogen wurde.
Die verwendeten Elektroden müssen häufig von
Eisenschlacke gesäubert werden.
Die Maschine in regelmäßigen Zeitabständen von Öl und
Fett säubern. HIERZU KEINEN WASSERSTRAHL UND
KEIN LÖSEMITTEL VERWENDEN.

15
IMPORTANT: AVANT LA MISE EN MARCHE DE LA
MACHINE, LIRE CE MANUEL ET LE GARDER, PENDANT
TOUTE LA VIE OPÉRATIONNELLE, DANS UN ENDROIT
CONNU PAR LES DIFFÉRENTES PERSONNES INTÉ-
RESSÉES. CETTE MACHINE NE DOIT ÊTRE UTILISÉE
QUE POUR DES OPÉRATIONS DE SOUDURE.
1 PRÉCAUTIONS DE SÉCURITÉ
LA SOUDURE ET LE DÉCOUPAGE À L’ARC PEUVENT
ÊTRE NUISIBLES À VOUS ET AUX AUTRES. L’utilisateur
doit pourtant connaître les risques, résumés ci-dessous,
liés aux opérations de soudure. Pour des informations
plus détaillées, demander le manuel code.3.300758
DÉCHARGE ÉLECTRIQUE - Peut tuer.
· Installer et raccorder à la terre le poste à souder
selon les normes applicables.
· Ne pas toucher les pièces électriques sous ten-
sion ou les électrodes avec la peau nue, les gants ou les
vêtements mouillés.
· S’isoler de la terre et de la pièce à souder.
· S’assurer que la position de travail est sûre.
FUMÉES ET GAZ - Peuvent nuire à la santé
· Garder la tête en dehors des fumées.
· Opérer en présence d’une ventilation adéquate
et utiliser des aspirateurs dans la zone de l’arc afin
d’éviter l’existence de gaz dans la zone de travail.
RAYONS DE L’ARC - Peuvent blesser les yeux et brûler la
peau.
· Protéger les yeux à l’aide de masques de soudu-
re dotés de lentilles filtrantes et le corps au moyen
de vêtements adéquats.
· Protéger les autres à l’aide d’écrans ou rideaux adé-
quats.
RISQUE D’INCENDIE ET BRÛLURES
· Les étincelles (jets) peuvent causer des incen-
dies et brûler la peau; s’assurer donc qu’il n’y a
aucune matière inflammable dans les parages et
utiliser des vêtements de protection adéquats.
BRUIT
Cette machine ne produit pas elle-même des
bruits supérieurs à 80 dB. Le procédé de décou-
page au plasma/soudure peut produire des
niveaux de bruit supérieurs à cette limite; les utilisateurs
devront donc mette en oeuvre les précautions prévues
par la loi.
STIMULATEURS CARDIAQUES
· Les champs magnétiques générés par des cou-
rants élevés peuvent affecter le fonctionnement
des stimulateurs cardiaques. Les porteurs d’appa-
reils électroniques vitaux (stimulateurs cardiaques) doi-
vent consulter le médecin avant de se rapprocher aux
opérations de soudure à l’arc, découpage, décriquage ou
soudure par points.
EXPLOSIONS
· Ne pas souder à proximité de récipients sous
pression ou en présence de poussières, gaz ou
vapeurs explosifs. Manier avec soin les bouteilles
et les détendeurs de pression utilisés dans les opérations
de soudure.
COMPATIBILITE ELECTROMAGNETIQUE
Cette machine est construite en conformité aux indications
contenues dans la norme harmonisée IEC 60974-10 et ne
doit être utilisée que pour des buts professionnels dans
un milieu industriel. En fait, il peut y avoir des difficultés
potentielles dans l’assurance de la compatibilité électro-
magnétique dans un milieu différent de celui industriel.
ÉLIMINATION D'ÉQUIPEMENTS ÉLECTRIQUES
ET ÉLECTRONIQUES
Ne pas éliminer les déchets d’équipements élec-
triques et électroniques avec les ordures
ménagères!Conformément à la Directive Européenne
2002/96/CE sur les déchets d’équipements électriques
et électroniques et à son introduction dans le cadre des
législations nationales, une fois leur cycle de vie terminé,
les équipements électriques et électroniques doivent
être collectés séparément et conférés à une usine de
recyclage. Nous recommandons aux propriétaires des
équipements de s’informer auprès de notre représentant
local au sujet des systèmes de collecte agréés.En vous
conformant à cette Directive Européenne, vous contri-
buez à la protection de l’environnement et de la santé!
EN CAS DE MAUVAIS FONCTIONNEMENT, DEMANDER
L’ASSISTANCE DE PERSONNEL QUALIFIÉ.
2 DESCRIPTIONS GENERALES
2.1 SPECIFICATIONS
Cette machine a été conçue pour aborder les problèmes
survenant lors de la réparation des carrosseries automo-
biles.
N.B. Uniquement carrosseries en acier.
Elle permet d’éliminer les bosses ou les reliefs sur la car-
rosserie en opérant d’un seul côté.
Le poste à souder ne doit pas être utilisé pour des buts
différents tels que décongeler les tuyaux ou effectuer des
opérations mécaniques. La machine a été conçue de
sorte que l’opérateur peut l’utiliser au moyen des dispo-
sitifs de commande prévus.
2.2 EXPLICATION DES DONNEES TECHNIQUES
PRESENTES SUR LA PLAQUETTE DE LA
MACHINE
N° Numéro matricule à citer toujours pour toute
question concernant le poste à souder
EN 50063 Le poste à souder est construit selon ces
normes internationales
Transformateur monophasé
U20 Tension à vide secondaire
I
2cc Courant max. de court circuit
U
1n Tension nominale d'alimentation.
MANUEL D’INSTRUCTION POUR POSTE A SOUDER PAR POINTS

16
1-50Hz Alimentation monophasée 50Hz
S50 Puissance à 50%
IP23C Degré de protection de la carcasse. Degré 3
en tant que deuxième chiffre signifie que cette
machine peut être utilisée à l'extérieur
sous la pluie. C: la lettre additionnelle C
signifie que la machine est protégée contre
l'accès d'un outil (diamètre 2,5 mm) aux
pièces sous tension du circuit d'alimentation.
S Indiquée pour opérer dans des milieux avec
risque accru.
NOTE: Indiquée pour opérer dans des milieux avec
degré de pollution 3 (voir IEC 60664-1)
2.3 DESCRIPTION DES PROTECTIONS
2.3.1 Protection thermique
Cette machine est protégée par un thermostat empê-
chant le fonctionnement de la machine lors du dépasse-
ment des températures admises. Dans ces conditions le
ventilateur continue à fonctionner et le display affichera le
code d'erreur E1.
3 INSTALLATION
L'installation de la machine doit être exécutée par du per-
sonnel expert. Tous les raccordements doivent être exé-
cutés conformément aux normes en vigueur et dans le
plein respect de la loi sur la prévention des accidents.
(norme CEI 26-10 - CENELEC HD 427).
1. Placer le poste à souder dans une position stable et
sûre. La circulation de l'air doit être dégagée à l'en-
trée et à la sortie et la machine doit être protégée
contre l'entrée de liquides, saleté, limailles métal-
liques, etc.
2. Contrôler que la tension d'alimentation correspond à
la tension indiquée sur la plaquette des données
techniques du poste à souder.
Brancher une prise de capacité suffisante sur le cor-
don d'alimentation en s'assurant que le conducteur
vert/jaune est branché sur la borne de terre.
La capacité de l'interrupteur magnéto-thermique ou
des fusibles, en série à l'alimentation, doit être égale
au courant I1 absorbé par la machine.
Toute éventuelle liaison de raccordement doit avoir
une section suffisante au courant I1 absorbé.
3. Aux porteurs de stimulateurs cardiaques il est
défendu d'utiliser la machine ou de s'approcher
des câbles.
4. Enfoncer la fiche du câble de masse dans la prise (U
ou V) et tourner en sens horaire.
5. Enfoncer la fiche du pistolet dans la prise (U ou V) et
tourner en sens horaire.
6. Brancher le connecteur de commande 3 pôles sur la
prise prévue à cet effet ; si le cycle manuel « MAN » a
été sélectionné, le cycle de pointage débute en
A
R
U
V
W
M
F
Y
B
N
G
E
X
Fig. 1
S
O
Q
P
T
C
D
H
I
L

17
appuyant sur la détente de la torche.
7. Mettre en marche le poste à souder à l’aide de l’inter-
rupteur X situé sur l’arrière de la machine.
8. Afin de limiter l'exposition au champ magnétique,
tenir le câble du pistolet du côté de la main qui le saisi
tout en évitant de s'enrouler avec le câble.
4 DESCRIPTION DE LA MACHINE
A- Touche pour la sélection de l’opérateur « USER ».
B- Voyant. Signale l’activation ou la désactivation de la
fonction de sélection de l’opérateur.
C- Touche. Active la fonction de chauffage par
impulsions.
Cette fonction est utilisée pour réaliser des chauffes
sur tôles de grosse épaisseur.
Trois impulsions consécutives sont émises, suivies
par un temps de pause fixe de 360 msec.
Les touches S et T règlent la puissance et le display
R affiche le réglage. Mini = 20 Maxi = 90.
D- Voyant. Signale l’activation de la fonction de
chauffage par impulsions. Pour le fonctionnement lire
« fonction manuelle – automatique » voyant O.
E- Voyant. Signale l’activation de la fonction de
pointage de rondelles. Pour le fonctionnement lire
«fonction manuelle – automatique » voyant O.
F- Touche. Active la fonction de pointage de rondelles.
Cette fonction sert à exécuter les tractions des tôles
après avoir monté le marteau sur le pistolet et fixé la
rondelle à trois pointes sur la tête du marteau.
La puissance est constante et le temps peut être
réglé au moyen des touches S et T ; le display R
affiche le réglage Mini = 01 Maxi 15.
G- Voyant. Signale l’activation de la fonction de
pointage de pièces d’insertion. Pour le fonctionnement
lire « fonction manuelle – automatique » voyant O.
H- Touche. Active la fonction de pointage de
pièces d’insertion.
Cette fonction sert à souder par points les différentes
pièces d’insertion des modernes carrosseries
automobiles. La puissance est constante et le temps
peut être réglé au moyen des touches S et T ; le
display R affiche le réglage Mini = 01 Maxi 50.
I- Voyant. Signale l’activation de la fonction de
décalquage de tôles. Pour le fonctionnement lire
«fonction manuelle – automatique » voyant O.
L- Touche. Active la fonction de décalquage de tôles.
Cette fonction sert à raplatir les tôles ayant subi des
déformations. La fonction est exécutée au moyen de
l’électrode prévue à cet effet. Le temps est fixe et la
puissance peut être réglée au moyen des touches S
et T; le display R affiche le réglage Mini = 20 Maxi = 60.
M- Voyant. Signale l’activation de la fonction de
chauffage de tôles. Pour le fonctionnement lire
«fonction manuelle – automatique » voyant O.
N- Touche. Active la fonction de chauffage de tôles.
Cette fonction sert à chauffer les tôles déformées par
le charbon.
Le temps est illimité et la puissance peut être réglée
au moyen des touches S et T ; le display R affiche le
réglage Mini = 20 Maxi 60.
O- Touche de sélection fonctionnement automatique ou
manuel. A la mise en marche, si la machine est
prédisposée pour le fonctionnement manuel «MAN»,
le voyant P s’allume
NOTE: à la mise en marche du générateur, les
voyants clignotent tout en indiquant l’état d’attente
«stand by», c’est-à-dire que la machine est en
marche hors tension en attente de commande.
Sélectionner une fonction de travail.
La sélection entre fonctionnement Manuel et
Automatique se fait en appuyant sur la touche O.
Fonctionnement manuel signifie que, après avoir
sélectionné la fonction, le pointage est commandé
par la détente du pistolet ; les voyants affichant la
fonction retenue restent allumés en mode non
clignotant et le display R affiche le réglage.
Attention : dans cette modalité de fonctionnement le
générateur n’entre jamais en « stand by ».
Fonctionnement automatique signifie que le
pointage n’est pas commandé par la détente de la
torche ; par conséquent, les voyants affichant
l’activation de la fonction ont deux modalités de
fonctionnement :
1) Clignotant : la machine ne débite aucune tension;
cela signifie qu’elle attend que l’opérateur sélection-
ne une fonction ou bien que la machine est hors
service pendant plus de deux minutes. Le display R
affiche deux tirets (« stand by »).
2) NON clignotant : la machine débite une tension
réduite et, pour exécuter l’opération définie par
l’opérateur, vérifie automatiquement la présence d’un
contact entre la torche et la pièce à souder ; le display
R affiche les chiffres de réglage et les touches T et S
sont actives.
NOTE: Pendant le fonctionnement automatique, après
avoir activé une fonction, la machine débite une
tension réduite servant à vérifier le contact entre le
pistolet et la pièce à souder ; pour une correcte
exécution de l’opération, procéder de la manière
suivante :
• Placer l’électrode de pointage sur la pièce à souder
avec un geste ferme et décidé.
• Attendre que la machine exécute l’opération.
• Soulever l’électrode et prêter attention à ne pas
placer le pistolet dans un endroit où il pourrait entrer
en contact accidentel avec la masse.
P- Voyant signalant le fonctionnement manuel.
Q- Voyant signalant le fonctionnement automatique.
R- Display affichant les réglages exécutés au moyen
des touches S et T.
S- Touche pour augmenter les valeurs affichées par le
display R.
T- Touche pour réduire les valeurs affichées par le
display R.
U-V Prises de puissance pour câble de masse et pistolet
de pointage.
W- Prise 3 pôles pour le branchement du connecteur
mâle volant du pistolet de pointage indispensable
pour le fonctionnement manuel.
Attention: utiliser exclusivement des torches
d’origine car d’autres torches pourraient
endommager la machine.
X- Interrupteur pour la mise en marche et l’arrêt de la
machine.
Y- Câble de réseau.

18
5 RACCORDEMENT DE LA MASSE
Le câble de masse doit être fixé aussi proche que pos-
sible au point où il va opérer.
Pour fixer la prise de masse rapide fournie avec le câble
procéder de la manière suivante :
Pour le fonctionnement manuel voyant P allumé.
1) Fixer l’électrode pour les chauffes au pistolet de soudure
2) En appuyant sur la touche H le voyant G s’allume.
3) Régler le temps à la valeur minimale (05) au moyen de
la touche T.
4) Placer la masse aussi proche que possible au point de
travail précédemment déverni.
5) Placer le pistolet proche de la masse et appuyer sur la
détente
6) Soulever le pistolet et tourner en sens horaire l’écrou
vissé sur l’embout de la masse.
Pour le fonctionnement automatique voyant Q allumé.
1) Fixer une électrode quelconque au pistolet de soudure
2) En appuyant sur la touche H le voyant G arrête de cli-
gnoter.
3) Régler le temps à la valeur minimale (05) au moyen de
la touche T.
4) Placer l’embout de la masse aussi proche que possible
au point de travail précédemment déverni.
5) Placer le pistolet proche de la masse et attendre jus-
qu’à ce que la machine détecte le contact et exécute le
point.
6) Soulever le pistolet et tourner en sens horaire l’écrou
vissé sur l’embout de la masse.
6 EMPLOI PAR PLUSIEURS OPERATEURS
Il peut arriver que plusieurs opérateurs nécessitent d’uti-
liser la machine avec des réglages différents ; voilà donc
l’introduction de la fonction USER.
Cette fonction permet de mémoriser et de rappeler des
valeurs personnalisées tout en enregistrant toujours la
dernière valeur définie pour chaque programme et pour
chaque niveau d’opérateur.
L’allumage du voyant B indique si la machine est
employée par un opérateur ; en appuyant brièvement sur
la touche A, le display R affiche la lettre L suivie par un
chiffre choisi par l’utilisateur ; une deuxième pression
confirme l’opérateur et valide l’emploi du générateur.
Identification de l’opérateur.
En appuyant brièvement (par brièvement on entend pen-
dant moins de 0,7 sec) sur la touche A (USER), le display
R affiche le sigle L1 (niveau 1) et le voyant B est éteint ;
en appuyant sur la touche S, on active le niveau 2 et la
fonction USER ; le voyant B s’allume et le display R
affiche le sigle L2. La pression de la touche A confirme le
niveau affiché par le display et valide le fonctionnement
du générateur.
L’opérateur peut activer, sélectionner et régler les fonc-
tions désirées ; la mémorisation des paramètres dans les
différents modes de travail se fait au changement de
fonction ou bien 5 secondes après le dernier réglage.
Supposons que l’opérateur 1 a terminé l’emploi et un
deuxième opérateur veut définir son travail.
Le voyant B allumé indique au deuxième opérateur que la
machine est déjà utilisée par un collègue ; il doit alors
appuyer sur la touche A, le display R affichant le sigle
«L2» (sigle de l’opérateur utilisant la machine), sélection-
ner le niveau «L3» et le confirmer en appuyant sur la
touche A ; la machine propose alors les paramètres rela-
tifs aux différentes fonctions définies au niveau «L3» et le
nouveau utilisateur peut définir ses paramètres sans
modifier ceux déjà mémoriser par l’utilisateur «L2».
POUR SORTIR DE LA FONCTION D’IDENTIFICATION DE
L’OPERATEUR IL SUFFIT DE sélectionner le niveau L1 ;
le voyant B s’éteint et il faut donc appuyer brièvement sur
la touche A pour confirmer la sortie de la fonction.
Le bouton situé sur le dos du pistolet donne la possibilité
à l’opérateur de sélectionner les fonctions de la machine
sans se déplacer du point de travail.
7 ENTRETIEN
Les indications et les figures sur le poste à souder doivent
rester lisibles et claires. Le câble de réseau et les câbles
de soudure doivent être isolés et en parfaites conditions ;
prêter attention aux points subissant des flexions, notam-
ment près des bornes de raccordement, des pinces de
masse et de l’entrée dans le pistolet. Toutes les opéra-
tions d’entretien doivent être exécutées par du personnel
qualifié.
Avant d’enlever les panneaux s’assurer que la fiche est
débranchée du tableau d’alimentation.
Les électrodes employées doivent être libérées fréquem-
ment des scories de fer.
Enlever périodiquement huile et graisse SANS UTILISER
NI JETS D’EAU NI SOLVANTS SUR LES PIECES
PEINTES.

19
IMPORTANTE: ANTES DE LA PUESTA EN FUNCIONAMIEN-
TO DEL APARATO, LEER EL CONTENIDO DE ESTE MANUAL
Y CONSERVARLO, DURANTE TODA LA VIDA OPERATIVA, EN
UN SITIO CONOCIDO POR LOS INTERESADOS. ESTE APA-
RATO DEBERÁ SER UTILIZADO EXCLUSIVAMENTE PARA
OPERACIONES DE SOLDADURA.
1 PRECAUCIONES DE SEGURIDAD
LA SOLDADURA Y EL CORTE DE ARCO PUEDEN SER
NOCIVOS PARA USTEDES Y PARA LOS DEMÁS, por lo
que el utilizador deberá ser informado de los riesgos, resu-
midos a continuación, que derivan de las operaciones de
soldadura. Para informaciones más detalladas, pedir el
manual cod.3.300.758
DESCARGA ELÉCTRICA – Puede matar.
· Instalar y conectar a tierra la soldadora según las
normas aplicables.
· No tocar las partes eléctricas bajo corriente o los elec-
trodos con la piel desnuda, los guantes o las ropas mojadas.
· Aíslense de la tierra y de la pieza por soldar.
· Asegúrense de que su posición de trabajo sea segura.
HUMOS Y GASES – Pueden dañar la salud.
· Mantengan la cabeza fuera de los humos.
· Trabajen con una ventilación adecuada y utilicen
aspiradores en la zona del arco para evitar la pre-
sencia de gases en la zona de trabajo.
RAYOS DEL ARCO – Pueden herir los ojos y quemar la piel.
· Protejan los ojos con máscaras para soldadura
dotadas de lentes filtrantes y el cuerpo con prendas
apropiadas.
· Protejan a los demás con adecuadas pantallas o cortinas.
RIESGO DE INCENDIO Y QUEMADURAS
· Las chispas (salpicaduras) pueden causar incen-
dios y quemar la piel; asegurarse, por tanto de que
no se encuentren materiales inflamables en las cer-
canías y utilizar prendas de protección idóneas.
RUIDO
Este aparato de por sí no produce ruidos superiores
a los 80dB. El procedimiento de corte plasma/solda-
dura podría producir niveles de ruido superiores a tal
límite; por consiguiente, los utilizadores deberán poner en
practica las precauciones previstas por la ley.
PACE-MAKER (MARCA – PASOS)
· Los campos magnéticos que derivan de corrientes
elevadas podrían incidir en el funcionamiento de los
pace-maker. Los portadores de aparatos electróni-
cos vitales (pace-maker) deben consultar el médico antes
de acercarse a las operaciones de soldadura de arco, de
corte, desagrietamiento o soldadura por puntos.
EXPLOSIONES
· No soldar en proximidad de recipientes a presión o
en presencia de polvo, gas o vapores explosivos.
Manejar con cuidado las bombonas y los regulado-
res de presión utilizados en las operaciones de soldadura.
COMPATIBILIDAD ELECTROMAGNÉTICA
Este aparato se ha construido de conformidad a las indica-
ciones contenidas en la norma armonizada IEC 60974-10 y
se deberá usar solo de forma profesional en un ambien-
te industrial. En efecto, podrían presentarse potenciales
dificultades en el asegurar la compatibilidad electro-
magnética en un ambiente diferente del industrial.
RECOGIDA Y GESTIÓN DE LOS RESIDUOS DE
APARATOS ELÉCTRICOS Y ELECTRÓNICOS
¡No está permitido eliminar los aparatos eléctri-
cos junto con los residuos sólidos urbanos!
Según lo establecido por la Directiva Europea
2002/96/CE sobre residuos de aparatos eléctricos y
electrónicos y su aplicación en el ámbito de la legisla-
ción nacional, los aparatos eléctricos que han concluido
su vida útil deben ser recogidos por separado y entre-
gados a una instalación de reciclado ecocompatible. En
calidad de propietario de los aparatos, usted deberá
solicitar a nuestro representante local las informaciones
sobre los sistemas aprobados de recogida de estos
residuos. ¡Aplicando lo establecido por esta Directiva
Europea se contribuye a mejorar la situación ambiental y
salvaguardar la salud humana!
EN EL CASO DE MAL FUNCIONAMIENTO, PEDIR LA
ASISTENCIA DE PERSONAL CUALIFICADO.
2 DESCRIPCIONES GENERALES
2.1 CARACTERÍSTICAS
Esta máquina se ha estudiado para afrontar los problemas
que se presentan en la reparación de las carrocerías de los
automóviles.
NOTA Solo carrocerías de acero.
Permite la eliminación de abolladuras o de relieves presen-
tes en la carrocería, actuando por un solo lado.
La soldadora no debe ser utilizada para otros fines como por
ejemplo deshelar los tubos o efectuar operaciones mecáni-
cas. La máquina se ha proyectado para ser utilizada por el
operador mediante los dispositivos de accionamiento pre-
vistos.
2.2 EXPLICACIÓN DE LOS DATOS TÉCNICOS
CITADOS EN LA PLACA DE LA MÁQUINA
N° Numero de matricula que se citará siempre
para cualquier petición relativa a la soldadora
EN 50063 La soldadora se ha construido según estas
normas internacionales
Transformador monofásico.
U20 Tensión en vacío secundaria.
I2cc Corriente máxima de corto-circuito
U1n Tensión nominal de alimentación.
1-50Hz Alimentación monofásico 50 Hz.
S50 Potencia al 50%
IP23C Grado de protección de la carcasa. Grado 3
como segunda cifra significa que el aparato es
idóneo para trabajar al exterior bajo la lluvia.
C: la letra adicional C significa que el aparato
está protegido contra el acceso de una herra-
MANUAL DE INSTRUCCIÓN PARA SOLDADORA POR PUNTOS

mienta (diámetro 2,5 mm) a las partes en ten-
sió del circuito de alimentación.
S Idónea para trabajar en ambientes con riesgo
aumentado
NOTAS: Idónea para trabajar en ambientes con grado
de contaminación 3 (ver IEC 60664-1)
2.3 DESCRIPCIÓN DE LOS DISPOSITIVOS DE
PROTECCIÓN
2.3.1 Protección térmica
Este aparato está protegido por un termostato el cual, si se
superasen las temperaturas admitidas, impediría el funcio-
namiento de la máquina. En estas condiciones el display
indicaría el código de error E1.
3 INSTALACIÓN
La instalación de la máquina deberá hacerse por personal
experto. Todas las conexiones deberán realizarse en confor-
midad a las normas vigentes y en el pleno respeto de la ley
de prevención de accidentes (norma CEI 26-10- CENELEC
HD 427).
1. Colocar la soldadora en una posición estable y segura.
La circulación del aire deberá ser libre en entrada y en
salida y deberá estar protegida de la entrada de líquidos,
suciedad, limaduras metálicas, etc.
2. Controlar que la tensión de alimentación corresponda a
la tensión indicada en la placa de los datos técnicos de
la soldadora.
Conectar una clavija de calibre adecuado al cable de ali-
mentación asegurándose de que el conductor amari-
llo/verde esté conectado a al enchufe de tierra.
El calibre del interruptor magneto térmico o de los fusi-
bles, en serie con la alimentación, deberá ser igual a la
corriente I1 absorbida por la máquina.
Eventuales cables de prolongación deberán ser de sec-
ción adecuada a la corriente I1 absorbida .
3. A los portadores de pace maker está prohibido usar
la máquina o acercarse a los cables.
4. Insertar a fondo la clavija del cable de masa en el enchu-
fe (U o V) y girar en el sentido de las agujas del reloj.
5. Insertar a fondo la clavija de la pistola en el enchufe (U o
V) y girar en el sentido de las agujas del reloj.
6. Insertar el conector de mando 3 polos en la toma corres-
pondiente; si estuviera seleccionado el ciclo manual
“MAN” el ciclo de soldadura por puntos iniciaría al pre-
sionar el gatillo de la antorcha.
7. Encender la soldadora con el interruptor X situado en la
parte posterior de la máquina.
8. Para limitar la exposición al campo magnético mantener
el cable de la pistola del lado de la mano que la empuña,
evitando que se enrolle el cable.
4 DESCRIPCIÓN DEL APARATO
A- Tecla para la selección del operador “USER”.
B- Led. Señala la activación o el apagado de la función de
selección del operador.
C- Tecla. Activa la función de calentamiento por impulsos.
Se utiliza para realizar caldas en chapas gruesas.
Se suministran tres impulsos consecutivos con interva-
los de un tiempo fijo de pausa de 360 mseg.
Con los pulsadores S y T se regula la potencia, el
display R visualiza la regulación.
Mínimo = 20 Máximo = 90.
D- Led. Señala la activación de la función de calentamien-
to por impulsos. Para el funcionamiento leer “función
manual – automático” led O.
E- Led. Señala la activación de la función de soldadura por
puntos rosetas. Para el funcionamiento leer “función
manual – automático” led O.
F- Tecla. Activa la función soldadura por puntos rosetas.
Sirve para efectuar las tracciones en chapas habiendo
preventivamente montado el martillo en la pistola y
habiendo fijado la roseta de tres puntas en la cabeza del
martillo.La potencia es constante y mediante los pulsa-
dores S y T se regula un tiempo, el display R visualiza la
regulación Mínimo = 01 Máximo = 15.
G- Led. Señala la activación de la función de soldadura por
puntos de los insertos. Para el funcionamiento leer
“función manual – automático” led O.
H- Tecla. Activa la función de soldadura por puntos de los
insertos. Sirve para soldar los distintos insertos filetea-
dos presentes en las modernas carrocerías de los
automóviles. La potencia es constante y mediante los
pulsadores S y T se regula un tiempo, el display R visua
liza la regulación Mínimo = 01 Máximo = 50.
I- Led. Señala la activación de la función de recalco
chapas. Para el funcionamiento leer “función manual –
automático” led O.
L- Tecla. Activa la función de recalco chapas.
Sirve para aplanar las chapas que han sufrido deforma-
ciones. Se efectúa con el electrodo correspondiente.
Tiempo fijo y mediante los pulsadores S y T se regula
una potencia, el display R visualiza la regulación Mínimo
= 20 Máximo = 60.
M- Led. Señala la activación de la función de calienta
chapas. Para el funcionamiento leer “función manual –
automático” led O.
N- Tecla. Activa la función de calienta chapas.
Sirve para efectuar el calentamiento de las chapas
deformadas mediante el carbón.
El tiempo es ilimitado y mediante los pulsadores S y T
se regula una potencia, el display R visualiza la regula-
ción Mínimo = 20 - Máximo = 60.
O- Tecla selección funcionamiento automático o
manual.
Al encendido si la máquina está predispuesta para el
funcionamiento manual “MAN” el led P se enciende.
NOTA: al encendido del generador los led centellean
indicando el estado de espera “stand by” es decir
máquina encendida sin tensión a la espera de mando.
Seleccionar una función de trabajo.
La selección entre funcionamiento Manual y Automático
se produce pulsando la tecla O.
Por funcionamiento manual se entiende que, una vez
seleccionada la función, la soldadura por puntos viene
accionada por el gatillo de la pistola; el led que visua
liza la elección de la función permanecen encendidos
de forma no centelleante y el display R visualiza la
regulación.
Atención: con esta modalidad de trabajo el generador
no entra nunca en “stand by”.
Por funcionamiento automático se entiende que la
soldadura por puntos no viene accionada por el
20

gatillo de la antorcha, en relación a esto los led que
visualizan la activación de la función tienen dos formas
de funcionamiento:
1) Centelleante la máquina no suministra tensión esto
significa que está a la espera de que el operador efectúe
la selección de una función o que la máquina esté
inactiva durante más de dos minutos. El display R
visualiza dos rayitas (“stand by”).
2) NO centelleante la máquina suministra tensión
reducida y para realizar el trabajo programado por el
operador controla automáticamente que exista
contacto entre la antorcha y la pieza en tratamiento el
display R visualiza numéricamente la regulación y las
teclas T y S son activas.
NOTA: En funcionamiento automático, una vez activada
una función, la máquina genera una baja tensión que sirve
para controlar el contacto entre la pistola y la pieza en trata-
miento; por tanto para realizar correctamente el trabajo
actuar de la forma siguiente:
• Apoyar el electrodo de soldadura por puntos de forma
firme y decidida sobre la pieza que se está tratando.
• Dejar realizar el trabajo a la máquina.
• Alzarse del punto de trabajo y no apoyar la pistola en
zonas que puedan entrar accidentalmente en
contacto con la masa.
P- Led que señala el funcionamiento manual.
Q- Led que señala el funcionamiento automático.
R- Display visualiza las regulaciones efectuadas con las
teclas S y T.
S- Tecla que aumenta los valores visualizados por el diplay
R.
T- Tecla que disminuye los valores visualizados por el
diplay R.
U-V Tomas de potencia para cable masa y pistola de solda
dura por puntos.
W- Toma 3 polos a la que conectar el macho volante de la
pistola de soldadura por puntos indispensable para el
funcionamiento manual.
Atención: usar exclusivamente antorchas originales;
otras podrían dañar la máquina.
X- Interruptor que enciende y apaga la máquina.
Y- Cable de red.
5 CONEXIÓN DE LA MASA
El cable de masa debe ser fijado lo más cerca posible al
punto en el que se actuará.
Para la fijación de la masa rápida entregada con el cable
actuar de la forma siguiente:
Para funcionamiento manual led P acceso.
1) Sujetar el electrodo para las caldas a la pistola de
soldadura.
2) Pulsar el pulsador H el led G se enciende.
3) Con la tecla T regular el tiempo al mínimo ( 05 )
4) Apoyar la masa lo más cerca posible al punto de trabajo
A
R
U
V
W
M
F
Y
B
N
G
E
X
Fig. 1
S
O
Q
P
T
C
D
H
I
L
21

22
preventivamente desbarnizado.
5) Apoyar la pistola cerca de la masa y pulsar el gatillo.
6) Levantar la pistola y girar en el sentido de las agujas del
reloj la tuerca atornillada en el puntal de la masa.
Para funcionamiento automático led Q acceso.
1) Fijar un electrodo cualquiera a la pistola de soldadura
2) Pulsar el pulsador H el led G deja de centellear.
3) Con la tecla T regular el tiempo al mínimo ( 05 )
4) Apoyar el puntal de la masa lo más cerca posible al punto
de trabajo preventivamente desbarnizado.
5) Apoyar la pistola cerca de la masa esperar que la máqui-
na detecte el contacto y que realice el punto.
6) Levantar la pistola y girar en el sentido de las agujas del
reloj la tuerca atornillada en el puntal de la masa
6 TRABAJO DE VARIOS OPERADORES
Podría suceder que varios operadores necesitasen usar la
máquina con regulaciones diferentes; por este motivo se ha
introducido la función USER.
Esta función permite memorizar y solicitar los valores perso-
nalizados registrando siempre el último valor programado
para cada programa y para cada nivel de operador.
El encendido del led B visualiza si la máquina está siendo
usada por un operador, a la presión breve de la tecla A el
display R visualiza la letra L seguida por un número que es
el elegido por el utilizador, una segunda breve presión con-
firma el operador y rehabilita el uso del generador.
Como funciona el reconocimiento del operador.
A la presión breve ( por breve se entiende inferior a 0,7sec )
del pulsador A (USER) el display R visualiza la sigla L1 (nivel
1) el led B está apagado; la presión de la tecla S activa el
nivel 2 y activa la función, el led B se enciende y el display
R visualiza la sigla L2. La presión de la tecla A confirma el
nivel visualizado por el display y habilita el funcionamiento
del generador.
El operador puede activar, seleccionar, y regular las funcio-
nes que desea, la memorización de las configuraciones en
los distintos modos de trabajo tiene lugar al cambio de fun-
ción o 5 segundos después de la última regulación.
Supongamos que el operador 1 haya terminado la utili-
zación y un segundo operador quiera configurar su tra-
bajo.
El led B encendido señala al segundo operador que la
máquina está ya siendo usada por un colega por tanto pul-
sar la tecla A, en el display R aparece la sigla “L2” (sigla del
operador que está usando la máquina) selecciona el nivel
“L3” y lo confirma pulsando la tecla A, a este punto la
máquina propone las configuraciones, correspondientes a
las distintas funciones programadas en “L3” en este
momento el nuevo utilizador podrá configurar sus regulacio-
nes sin modificar las ya memorizadas por “L2”.
PARA SALIR DEL RECONOCIMIENTO OPERADOR BASTA
seleccionar el nivel L1, el led B se apaga a continuación pul-
sar brevemente el pulsador A para confirmar la salida de la
función.
El pulsador situado en el revés de la pistola da la posibilidad
al operador de seleccionar las funciones de la máquina sin
moverse del punto de trabajo.
7 MANTENIMIENTO
Conservar legibles y claras las indicaciones y las figuras en
la soldadora. El cable de red y los cables de la soldadura
deben estar aislados y en perfectas condiciones; presten
atención a los puntos donde sufren flexiones: cerca de los
bornes de conexión, en las pinzas de masa y a la entrada en
la pistola. Todas las operaciones de mantenimiento deberán
ser realizadas por personal cualificado.
Antes de quitar los paneles asegurarse de que la clavija de
la máquina esté desconectada del cuadro de alimentación.
Los electrodos en uso deberán ser limpiados con frecuencia
de las escorias de hierro.
Eliminar periódicamente aceite y grasa SIN UTILIZAR CHO-
RROS DE AGUA NI DISOLVENTES SOBRE LAS PARTES
BARNIZADAS.

23
MANUAL DE INSTRUCCIÓN PARA SOLDADORA POR PUNTOS
IMPORTANTE: ANTES DE UTILIZAR O APARELHO LER
O CONTEÚDO DO PRESENTE MANUAL E CONSERVAR
O MESMO DURANTE TODA A VIDA OPERATIVA DO
PRODUTO, EM LOCAL DE FÁCIL ACESSO.
ESTE APARELHO DEVE SER UTILIZADO EXCLUSIVA-
MENTE PARA OPERAÇÕES DE SOLDADURA.
1 PRECAUÇÕES DE SEGURANÇA
A SOLDADURA E O CISALHAMENTO A ARCO PODEM
SER NOCIVOS ÀS PESSOAS, portanto, o utilizador deve
conhecer as precauções contra os riscos, a seguir lista-
dos, derivantes das operações de soldadura. Caso forem
necessárias outras informações mais pormenorizadas,
consultar o manual cod 3.300.758
CHOQUE ELÉCTRICO - Perigo de Morte.
• A Máquina de Soldar deve ser instalada e liga-
da à terra, de acordo com as normas vigentes.
• Não se deve tocar as partes eléctricas sob
tensão ou os eléctrodos com a pele do corpo, com luvas
ou com indumentos molhados.
• O utilizador deve se isolar da terra e da peça que
deverá ser soldada.
• O utilizador deve se certificar que a sua posição de tra-
balho seja segura.
FUMAÇA E GÁS - Podem ser prejudiciais à saúde.
• Manter a cabeça fora da fumaça.
• Trabalhar na presença de uma ventilação ade-
quada e utilizar os aspiradores na zona do arco
para evitar a presença de gás na zona de trabalho.
RAIOS DO ARCO - Podem ferir os olhos e queimar a
pele.
• Proteger os olhos com máscaras de soldadura
montadas com lentes filtrantes e o corpo com
indumentos apropriados.
• Proteger as outras pessoas com amparos ou cortinas.
RISCO DE INCÊNDIO E QUEIMADURAS
• As cintilas (borrifos) podem causar incêndios e
queimar a pele; certificar-se, portanto, se não há
materiais inflamáveis aos redores e utilizar indu-
mentos de protecção idóneos.
RUMOR
Este aparelho não produz rumores que excedem
80dB. O procedimento de cisalhamento
plasma/soldadura pode produzir níveis de rumor
superiores a este limite; portanto, os utilizadores deverão
aplicar as precauções previstas pela lei.
PACE-MAKER
• Os campos magnéticos derivantes de correntes
elevadas podem incidir no funcionamento de
pace-maker. Os portadores de aparelhagens
electrónicas vitais (pace-maker) devem consultar um
médico antes de se aproximar das operações de solda-
dura a arco, cisalhamento, descosedura ou soldagem por
pontos.
EXPLOSÕES
• Não soldar nas proximidades de recipientes à
pressão ou na presença de pós, gases ou vapo-
res explosivos. Manejar com cuidado as bombas
e os reguladores de pressão utilizados nas operações de
soldadura.
COMPATIBILIDADE ELECTROMAGNÉTICA
Este aparelho foi construído conforme as indicações con-
tidas na norma IEC 60974-10 e deve ser usado somen-
te para fins profissionais em ambiente industrial. De
facto, podem verificar-se algumas dificuldades de
compatibilidade electromagnética num ambiente
diferente daquele industrial.
ELIMINAÇÃO DE APARELHAGENS ELÉCTRICAS
E ELECTRÓNICAS
Não eliminar as aparelhagens eléctricas junta-
mente ao lixo normal!De acordo com a Directiva
Europeia 2002/96/CE sobre os lixos de aparelhagens
eléctricas e electrónicas e respectiva execução no
âmbito da legislação nacional, as aparelhagens eléctri-
cas que tenham terminado a sua vida útil devem ser
separadas e entregues a um empresa de reciclagem
eco-compatível. Na qualidade de proprietário das apare-
lhagens, deverá informar-se junto do nosso representan-
te no local sobre os sistemas de recolha diferenciada
aprovados. Dando aplicação desta Directiva Europeia,
melhorará a situação ambiental e a saúde humana!
EM CASO DE MAU FUNCIONAMENTO SOLICITAR A
ASSISTÊNCIA DE PESSOAS QUALIFICADAS.
2 DESCRIÇÕES GERAIS
2.1 ESPECIFICAÇÕES
Esta máquina foi projectada para solucionar os proble-
mas que surgem na reparação de carroçarias dos
automóveis.
N.B.: Somente carroçarias em aço.
A máquina permite eliminar os achatamentos ou as
saliências presentes na carroçaria, operando de um só
lado. A máquina de soldadura não deve ser utilizada para
outras finalidades como, por exemplo, para descongelar
os tubos ou para efectuar operações mecânicas. A
máquina foi projectada para ser utilizada por um opera-
dor mediante os dispositivos de comando previstos.
2.2 EXPLICAÇÃO DOS DADOS TÉCNICOS
En 50063 A máquina de soldadura foi fabricada de acor-
do com as normas internacionais.
N°. Número de matrícula que deverá ser indicado
em caso de qualquer solicitação relativa à
máquina de soldadura.
Transformador monofásico
U20 Tensão a vácuo secundária.
I2cc Corrente máxima de curto-circuito.
U1n Tensão nominal de alimentação
1~ 50Hz Alimentação monofásica 50 Hz

24
S
50
Potência a 50%
IP23 C. Grau de protecção da carcassa.
Grau 3 como segundo número significa
que este aparelho é idóneo para trabalhar
no exterior debaixo de chuva.
A letra adicional C significa que o aparelho
está protegido contra o acesso de um uten-
sílio (diâmetro 2,5 mm ) nas partes em ten-
são do circuito de alimentação.
. Idónea a trabalhar em ambientes com risco
acrescentado.
OBS.:A máquina de soldadura foi projectada para trabalhar
também em ambientes com grau de poluição 3. (Ver IEC
60664-1).
2.3 PROTECÇÕES
2.3.1 Protecção térmica
Este aparelho possui um termóstato de protecção que
impede o funcionamento da máquina caso as tempera-
turas admitidas forem superadas. Caso esta condição
se verifique, o código de erro E1 aparecerá no display.
3 INSTALAÇÃO
A instalação da máquina deve ser efectuada por pesso-
al especializado. Todas as ligações devem ser executa-
das de acordo com as normas em vigor e respeitando
as leis em matéria de segurança (norma CEI 26-10-
CENELEC HD 427).
1 Colocar a máquina de soldar numa posição estável
e segura. A circulação do ar deve ser livre, tanto em
entrada como em saída, e a máquina de soldar deve
ser protegida contra a entrada de líquidos, sujidade,
limalhas metálicas, etc.
2 Verificar se a tensão de alimentação corresponde à
indicada na chapa de identificação com os dados
técnicos da máquina de soldar.
Aplicar uma ficha de capacidade adequada no cabo
de alimentação, certificando-se que o condutor
amarelo/verde seja ligado ao terminal de terra.
A capacidade do interruptor magnetotérmico, ou
dos fusíveis, em série com a alimentação, deve ser
igual à corrente I1 consumida pela máquina.
Eventuais extensões deverão ter secção adequada à
corrente I1 consumida.
Se a alimentação for de 115 V, a máquina pode fun
cionar com tensões compreendidas entre 96 V e
140 V.
Se a alimentação for de 230 V, a máquina pode fun-
cionar com tensões compreendidas entre 190 V e
260 V.
A troca de alimentação deve ser efectuada com a
máquina desligada.
3 É proibida a utilização ou a aproximação dos cabos
aos portadores de pacemaker.
4 Introduzir completamente a ficha do cabo de massa
numa tomada e rodar no sentido horário.
5 Introduzir completamente a ficha da pistola numa
tomada e rodar no sentido horário.
6 Enfiar o conector de comando de 3 pólos na res
pectiva tomada; se estiver seleccionado o ciclo
S
manual “MAN” o ciclo de aplicação dos pontos ini-
cia premindo o gatilho do maçarico.
7 Ligar a máquina de soldar no interruptor X situado
na parte detrás da máquina.
8 Para limitar a exposição ao campo magnético, man-
ter o cabo da pistola do lado da mão que a empun-
ha, evitando de enrolar-se com o cabo.
4 DESCRIÇÃO DO APARELHO
A- Tecla para selecção do operador “USER”.
B- Sinalizador. Indica a activação ou extinção da fun-
ção seleccionada pelo operador.
C- Tecla. Activa a função de aquecimento por impul-
sos.
Utilizada para realizar calor em chapas de grande
espessura.
Três impulsos consecutivos são desprendidos com
intervalados de pausa fixos (360 m/s). Com os
botões S e T regula-se a potência, o display R
visualiza a regulação. Mínima = 20 Máxima = 90.
D- Sinalizador. Indica que a função de aquecimento
por impulsos foi activada. Para o funcionamento, ler
“função manual – automática” sinalizador O.
E- Sinalizador. Indica que a função tira-mossas anilhas
foi activada. Para o funcionamento, ler “função
manual – automática” sinalizador O.
F- Tecla. Activa a função tira-mossas anilhas.
Serve para efectuar as tracções em chapas, tendo
previamente montado o martelo na pistola e fixado a
anilha de três pontas na cabeça do martelo.
A potência é constante e através dos botões S e T
regulase o tempo, o display R visualiza a regulação
Mínima = 01 Máxima = 15.
G- Sinalizador. Indica que a função tira-mossas das
dobras foi activada. Para o funcionamento, ler “fun-
ção manual – automática” sinalizador O.
H- Tecla. Activa a função tira-mossas dobras.
Serve para tirar mossas de várias dobras filetadas
presentes nas carroçarias modernas dos automó-
veis. A potência é constante e através dos botões S
e T regula-se um tempo, o display R visualiza a
regulação Mínima = 01 Máxima = 50.
I- Sinalizador. Indica que a função de traçado chapa
foi activada. Para o funcionamento, ler “função
manual – automática” sinalizador O.
L- Tecla. Activa a função de traçado chapa.
Serve para aplanar as chapas que sofreram defo-
mações. Efectua-se com o eléctrodo específico.
Tempo fixo e, através dos botões S e T, regulase
uma potência. O display R visualiza a regulação
Mínima = 20 Máxima = 60.
M- Sinalizador. Indica que a função de aquecimento
chapa foi activada. Para o funcionamento, ler “fun-
ção manual – automática” sinalizador O.
N- Tecla. Activa a função de aquecimento chapa.
Serve para efectuar o aquecimento das chapas
deformadas através do carvão.
O tempo é ilimitado e, através dos botões S e T,
regula-se uma potência, o display R visualiza a
regulação Mínima = 20 - Máxima = 60.
O- Tecla selecção funcionamento automático ou
manual.

25
No arranque, se a máquina estiver predisposta para
o funcionamento manual “MAN”, o sinalizador P ilu
mina-se.
OBS.: quando o gerador é ligado, os sinalizadores
lampejam indicando o estado de espera “stand by,
isto é, máquina ligada à espera de comando.
Seleccionar uma função de trabalho.
A selecção funcionamento Manual e Automático é
feita ao pressionar a tecla O.
Por funcionamento manual entende-se que, uma
vez seleccionada a função, a punção (tira- mos-
sas) é comandada pelo gatilho da pistola; os
sinalizadores que visualizam a escolha da função
permanecem iluminados sem lampejar e o display R
visualiza a regulação.
Atenção: com esta modalidade de trabalho, o gera-
dor nunca entra em “stand by”.
Por funcionamento automático entende-se que a
punção (tira-mossas) não é comandada pelo
gatilho da tocha, neste sentido, os sinalizadores
que visualizam a activação da função apresentam
duas modalidades de funcionamento:
1) Lampejante: a máquina não distribui tensão. Isto
significa que está à espera que o operador seleccio-
ne uma função ou que a máquina permaneceu não
activa por mais de dois minutos. O display R visuali-
za duas linhas (“stand by”).
2) NÃO lampejante: a máquina distribui tensão reduzi-
da e para efectuar a operação definida pelo opera-
dor verifica automaticamente se há contacto entre a
tocha e a peça que está a ser processada. O display
R visualiza numericamente a regulação e as teclas T
e S encontram-se activadas.
OBS.: Em funcionamento automático, uma vez
activada uma função, a máquina gera uma baixa
tensão que serve para verificar o contacto entre a
pistola e a peça que está a ser processada; portan-
to, para efectuar correctamente a operação seguir
as seguintes indicações:
-Apoiar o eléctrodo tira-mossas de maneira firme e
decidida sobre a peça que está a ser processada.
-Deixar que a máquina efectue a operação.
-Erguer e não apoiar a pistola em zonas que
podem acidentalmente entrar em contacto com a
massa.
P- Sinalizador que indica o funcionamento manual.
Q- Sinalizador que indica o funcionamento automático.
R- Display que visualiza as regulações efectuadas com
as teclas S e T.
S- Tecla que aumenta os valores visualizados no dis-
play R.
T- Tecla que diminui os valores visualizados no display
R.
U-V- Tomada de alimentação para cabo de massa e
pistola tira-mossas.
W- Tomada de 3 pólos onde conectar o macho volante
A
R
U
V
W
M
F
Y
B
N
G
E
X
Fig. 1
S
O
Q
P
T
C
D
H
I
L

26
da pistola tira-mossas indispensável para o funcio-
namento manual.
Atenção: usar exclusivamente tochas originais;
tochas diferentes podem prejudicar a máquina.
X- Interruptor que liga e desliga a máquina.
Y- Cabo rede.
5 LIGAÇÃO DA MASSA
O cabo de massa deve ser fixado o mais próximo
possível do ponto em que o trabalho será efectuado.
Para a fixação da massa rápida, fornecida com o cabo,
seguir as instruções:
Para o funcionamento manual sinalizador P iluminado.
1) Fixar o eléctrodo para realizar calor na pistola de sol-
dadura
2) Carregar no botão H, o sinalizador G ilumina-se.
3) Através da tecla T regular o tempo no mínimo ( 05 )
4) Apoiar a massa o mais próximo possível do ponto de
operação, previamente desgalvanizado.
5) Apoiar a pistola para perto da massa e carregar no
gatilho.
6) Erguer a pistola e girar no sentido horário a porca
aparafusada na extremidade da massa.
Para o funcionamento automático sinalizador Q ilumi-
nado.
1) Fixar um eléctrodo qualquer na pistola de soldadura
2) Carregar no botão H o sinalizador G pára de lampejar.
3) Através da tecla T regular o tempo no mínimo ( 05 )
4) Apoiar a extremidade da massa o mais próximo pos-
sível do ponto de operação, previamente desgalvaniza-
do.
5) Apoiar a pistola em proximidade da massa, esperar
que a máquina perceba o contacto e efectue o ponto.
6) Erguer a pistola e girar no sentido horário a porca
aparafusada na extremidade da massa.
6 TRABALHO COM VÁRIOS OPERADORES
Pode acontecer que vários operadores tenham a neces-
sidade de usar a máquina com regulações diferentes;
por esta razão, foi introduzida a função USER.
Esta função permite memorizar e chamar novamente os
valores personalizados, gravando sempre o último valor
definido para cada programa e para cada nível de ope-
rador.
Quando iluminado, o Sinalizador B visualiza se a máqui-
na está a ser usada por um operador; ao pressionar
brevemente a tecla A o display R visualiza a letra L
seguida por um número que é aquele escolhido pelo uti-
lizador. Uma segunda pressão breve confirma o opera-
dor e restabelece o uso do gerador.
Como funciona o reconhecimento do operador.
Ao pressionar brevemente (por menos de 0,7 segundos
) o botão A (USER) o display R visualiza a sigla L1 (nível
1) o sinalizador B apaga-se; ao pressionar a tecla S acti-
va-se o nível 2 e a função é activada, o sinalizador B ilu-
mina-se e o display R visualiza a sigla L2. Ao pressionar
a tecla A confirma-se o nível visualizado pelo display e
habilita-se o funcionamento do gerador.
O operador pode activar, seleccionar e regular as fun-
ções que deseja, a memorização das definições nas
várias modalidades de trabalho é feita ao mudar a fun-
ção ou então 5 segundos após a última regulação.
Suponhamos que o operador 1 tenha terminado de
usar e um segundo operador queira definir o seu tra-
balho.
O sinalizador B iluminado indica ao segundo operador
que a máquina está a ser usada por um colega, portan-
to, carrega na tecla A, no display R aparece a sigla “L2”
(sigla do operador que está a usar a máquina) seleccio-
na o nível “L3” e confirma carregando na tecla A, em
seguida a máquina propõe as definições relativas às
várias funções definidas em “L3”, em seguida o novo
utilizador pode definir suas regulações sem modificar as
definições memorizadas antecedentemente por “L2”.
PARA SAIR DO RECONHECIMENTO OPERADOR É
SUFICIENTE seleccionar o nível L1, o sinalizador B
apaga-se. Carregar, então, brevemente, no botão A para
confirmar a saída da função.
O botão colocado no dorso da pistola dá a possibilida-
de ao operador de seleccionar as funções da máquina
sem sair do local de trabalho.
7 MANUTENÇÃO
Conservar, de modo legível e claro, as indicações e as
figuras presentes na máquina de soldadura.
O cabo de rede de soldadura devem ser isolados e
encontrar-se em perfeitas condições; prestar atenção
nos pontos onde sofrem flexões: nas proximidades dos
alicates de ligação, nas pinças de massa e na entrada
da pistola.
Todas as operações de manutenção devem ser efectua-
das por pessoal qualificado.
Antes de remover os painéis, certificar-se de que a ficha
da máquina esteja desconectada do quadro de alimen-
tação.
Os eléctrodos em uso não devem apresentar escórias
ferrosas.
Remover periodicamente o óleo e a gordura, porém
SEM UTILIZAR JACTOS DE ÁGUA OU solventes nas
partes pintadas.

27
TÄRKEÄÄ: LUE TÄSSÄ KÄYTTÖOPPAASSA ANNETUT
OHJEET HUOLELLISESTI ENNEN KAARIHITSAUSLAIT-
TEEN KÄYTTÖÖNOTTOA. SÄILYTÄ KÄYTTÖOPAS
KAIKKIEN LAITTEEN KÄYTTÄJIEN TUNTEMASSA
PAIKASSA LAITTEEN KOKO KÄYTTÖIÄN AJAN. TÄTÄ
LAITETTA SAA KÄYTTÄÄ AINOASTAAN
HITSAUSTOIMENPITEISIIN.
1 TURVAOHJEET
KAARIHITSAUS TAI -LEIKKUU VOIVAT AIHEUTTAA
VAARATILANTEITA LAITTEEN KÄYTTÄJÄLLE TAI SEN
YMPÄRILLÄ TYÖSKENTELEVILLE HENKILÖILLE.
Tutustu tämän vuoksi seuraavassa esittelemiimme
hitsaukseen liittyviin vaaratilanteisiin. Mikäli kaipaat lisäti-
etoja, kysy käyttöopasta koodi 3.300.758
SÄHKÖISKU - Voi tappaa.
· Asenna ja maadoita hitsauslaite voimassa olevi-
en normien mukaisesti.
· Älä koske jännitteen alaisina oleviin osiin tai
elektrodeihin paljain käsin tai silloin, kun käyttämäsi
käsineet tai vaatteet ovat märät.
· Eristä itsesi maasta ja älä koske hitsattavaan kappale-
eseen.
· Varmista, että työskentelyasentosi on turvallinen.
SAVUT JA KAASUT - Voivat vaarantaa terveyden.
· Älä hengitä syntyviä savuja.
· Työskentele ainoastaan silloin, kun työtilan tuule-
tus on riittävä ja käytä sellaisia imulaitteita kaaren
alueella jotka poistavat kaasut työskentelyalueelta.
KAAREN SÄDE - Voi aiheuttaa silmävaurioita tai polttaa ihon.
· Suojaa silmäsi suodattavilla linsseillä varustetulla
hitsausnaamarilla ja vartalosi tarkoitukseen sopi-
villa suojavaatteilla.
· Suojaa hitsauslaitteen ympärillä työskentelevät henkilöt
tarkoituksenmukaisilla seinämillä tai verhoilla.
TULIPALON JA PALOVAMMOJEN VAARA
· Kipinät (roiskeet) voivat aiheuttaa tulipaloja tai
polttaa ihon. Varmista tämän vuoksi, ettei
hitsausalueen ympärillä ole helposti syttyviä
materiaaleja ja suojaudu tarkoitukseen sopivilla tur-
vavarusteilla.
MELU
Laite ei tuota itse yli 80 dB meluarvoja.
Plasmaleikkuu- tai hitsaustoimenpiteiden
yhteydessä voi kuitenkin syntyä tätäkin korke-
ampia meluarvoja. Laitteen käyttäjän on suojauduttava
melua vastaan lain määrittämiä turvavarusteita
käyttämällä.
SYDÄMEN TAHDISTAJA
· Korkean virran aiheuttamat magneettikentät
saattavat aiheuttaa häiriöitä sydämentahdistimen
toimintaan. Elintoimintoja ylläpitävien laitteiden
(sydämentahdistin) käyttäjien tulee ottaa yhteyttä lääkäri-
in ennen hitsauskoneen käyttöä (kaarihitsaus, leikkaus,
kaiverrus tai pistehitsaus).
RÄJÄHDYKSET
· Älä hitsaa paineistettujen säiliöiden tai räjäh-
dysalttiiden jauheiden, kaasujen tai höyryjen lähei-
syydessä. · Käsittele hitsaustoimenpiteiden aika-
na käytettyjä kaasupulloja sekä paineen säätimiä
varovasti.
SÄHKÖMAGNEETTINEN YHTEENSOPIVUUS
Hitsauslaite on valmistettu yhdennetyssä normissa
EN50199 annettujen määräysten mukaisesti ja sitä
saa käyttää ainoastaan ammattikäyttöön teollisissa
tiloissa. Laitteen sähkömagneettista yhteens-
opivuutta ei voida taata, mikäli sitä käytetään
teollisista tiloista poikkeavissa ympäristöissä.
ELEKTRONIIKKA JÄTE JA ELEKTRONIIKKA
ROMU
Älä laita käytöstä poistettuja elektroniikkalait-
teita normaalin jätteen sekaan
EU:n jätedirektiivin 2002/96/EC mukaan, kan-
salliset lait huomioiden, on sähkö- ja elektroniikkalaitteet
sekä niihin liittyvät välineet, lajiteltava ja toimitettava
johonkin hyväksyttyyn kierrätyskeskuksen elektroniikka-
romun vastaanottopisteeseen. Paikalliselta laite- edusta-
jalta voi tiedustella lähimmän kierrätyskeskuksen vastaa-
nottopisteen sijaintia. Noudattamalla EU direktiiviä
parannat ympäristön tilaa ja edistät ihmisten terveyttä.
PYYDÄ AMMATTIHENKILÖIDEN APUA, MIKÄLI LAITTE-
EN TOIMINNASSA ILMENEE HÄIRIÖITÄ.
2. LAITTEEN YLEISTIEDOT
2.1 TEKNISET TIEDOT
Tämä laite on suunniteltu autokorikorjauksiin.
HUOM! Tämä laite soveltuu vain teräskorien oikaisuun.
Tällä laitteella voidaan oikaista vetää ulos autopelleissä
olevia lommoja hitsaamalla pellin pintaan yhdeltä puo-
lelta hitsattavien vetolaattojen tai ruuvien avulla.
Tätä hitsauskonetta ei saa käyttää muuhun tarkoitukseen
kuin mihin se on alun perin suunniteltu. Tällä hitsausko-
neella ei saa sulattaa jäätyneitä putkia.
2.2 Laitteen konekilven merkinnät
N° Koneen sarjanumero
En 50063 Kansainväliset standardit joiden mukaan
kone on valmistettu.
1-vaihe muuntaja.
U
20 Toisio tyhjäkäyntijännite
I2cc Maks. oikosulkuvirta
U1n Liitäntäjännite.
1~50Hz Liitäntä 1-vaihe 50Hz:n liitännälle
S50 Teho 50%
IP23C Suojausluokka,
luokka 3, merkkijonossa oleva toinen
numero tarkoittaa, että tämä laite soveltuu
ulkona sateessa käytettäväksi.
Kirjain C tarkoittaa, että laitteen piirikortit on
suojattu niin, ettei niitä voida koskettaa,
laitteen suojakoteloa avaamatta halkaisija-
PISTEHITSAUSKONEEN KÄYTTÖOHJE

28
taan 2,5 mm suuremmalla työkalulla.
S Käyttöympäristö; Soveltuu käytettäväksi
ympäristössä jossa on kohonnut käyttöriski.
2.3 SUOJAUKSET
2.3.1 Lämpösuoja
Tämä laite on varustettu lämpösuojalla joka pysäyttää
koneen jos sallittu käyttölämpötila ylittyy. Tällaisissa
tapauksissa tuuletin jatkaa koneen jäähdyttämistä ja
näyttöön tule virhekoodi E1
3. KÄYTTÖÖNOTTO
Ammattitaitoisen henkilön tulee suorittaa koneen
käyttökuntoon asentaminen ja kaikessa tulee nou-
dattaa voimassa olevia turvallisuusmääräyksiä ja
standardeja ( katso CE126-10 ja CENELEC HD427)
1 Aseta kone tukevasti turvalliseen paikkaan. Koneen
ympärillä tule olla riittävästi tilaa jotta jäähdytysilma
pääsee vapaasti virtaamaan koneen läpi.
Kone on suojattava, palavilta nesteiltä, lialta ja
metallipölyltä ym. vierailta aineilta.
2 Varmista, että liitäntäjännite on konekilven mukainen.
Liitäntäkaapelin A kytkentä:
-liitä keltavihreä maadoitusjohto maadoitusliittimeen
virtajohdot virtaliittimiin.
-liitäntäkaapelin turvakytkin tulee sijoittaa mahdolli-
simman lähelle koneen käyttöpaikkaa niin, että virran
syöttö koneelle voidaan tarvittaessa katkaista mah-
dollisimman nopeasti.
-Liitäntäjohdon, turvakytkimen ja sulakkeiden tulee
olla mitoitettuja ottotehon I1 mukaisille virroille.
3 Jos käytät sydämentahdistajaa älä käytä konetta
tai koske koneen kaapeleihin.
4 Työnnä maakaapeli (U-V) liitäntään ja käännä se
kiinni.
5 Työnnä hitsauspistoolin virtakaapeli (U-V) liitäntään ja
käännä se kiinni.
6 Liitä kolmi-napainen ohjausvirtaliitin laitteen ohjaus-
virtaliittimeen; jos toimintatavaksi on valittu ”MAN”,
käynnistyy hitsaus kun hitsauspistoolin liipaisinta
painetaan.
7 Kytke koneeseen virta päälle virta päälle koneen
takapaneelissa olevalla kytkimellä
8 Jotta magneettikentälle altistuminen jäisi mahdolli-
simman vähäiseksi, pidä hitsauspistoolin virtakaapeli
mahdollisimman suorassa ja sen käden sivulla jolla
käytät pistoolia. Älä kierrä kaapelia kätesi tai itsesi
ympärille.
4 KONEEN LIITTIMET JA HALLINTALAITTEET
A- Näppäin valitaan käyttäjä ” USER”
B- Merkkivalo Ilmaisee käyttäjän aktivoinnin tai lope-
tuksen valitulle toiminnolle.
C- Näppäin Aktivoi pulssitetun lämmitys toiminnon.
Käytetään kun halutaan paikallisesti lämmittää pak-
suja levyjä. Tuottaa kolme peräkkäistä virtapulssia
360 millisekunnin välein.
Näppäimillä S ja T säädetään virtaa jonka näyttö R
näyttää. Minimi arvo =20 ja maksimi arvo 90.
D- Merkkivalo ilmaisee palaessaan, että pulssitettu
lämmitystoiminto on aktivoitu. Lisätiedot toiminnolle,
lue kappale ” käsi – automaattinen toiminto” merkki-
valo O.
E- Merkkivalo ilmaisee palaessaan, että nyppy” pis-
tehitsaustoiminto on aktivoitu.
Lisätiedot toiminnolle, lue kappale ” käsi – automaat-
tinen toiminto” merkkivalo O.
F- Näppäin aktivoi ”nyppy” pistehitsaus toiminnon.
Asenna kolminapainen vetolaatta vetovasaraan pää-
hän. Hitsauksessa käytetään vakiovirtaa. Säädä hit-
sausaika näppäimillä S ja T. Näyttöön R tulee sää-
detty aika. Minimi arvo = 01 ja maksimiarvo =15.
G- Merkkivalo ilmaisee, että pistehitsaustoiminto on
aktivoitu. Lisätiedot toiminnolle, lue kappale ” käsi –
automaattinen toiminto” merkkivalo O.
H- Näppäin aktivoi pistehitsaustoiminnon.
Tällä toiminnolla voidaan hitsata erilaisia kiinnikkeitä
joita nykyaikaisissa autokoreissa käytetään.
Hitsauksessa käytetään vakiovirtaa. Säädä hitsausai-
ka näppäimillä S ja T. Näyttöön R tulee säädetty
aika. Minimi arvo = 01 ja maksimiarvo =50.
I- Merkkivalo ilmaisee palaessaan, että metallin
muokkaustoiminto on aktivoitu. Lisätiedot toiminnol-
le, lue kappale ” käsi – automaattinen toiminto”
merkkivalo O.
L- Näppäin aktivoi metallin muokkaustoiminnon.
Tällä toiminnolla voidaan lämmittää muotoilla esim.
ylösnousset metallilevyn reunat tähän tarkoitukseen
tarkoitetulla erikoiselektrodilla. Toiminnossa käyte-
tään ennalta säädettyä aikaa, ja hitsausvirta on
säädettävissä näppäimillä S ja T, näyttö R näyttää
säädetyn virran. Säätöalue 20 – 60.
M- Merkkivalo ilmaisee palaessaan, että metallilevyn
lämmitystoiminto on aktivoitu.
N- Näppäin aktivoi metallilevyn lämmitystoiminnon.
Käytä hiilipuikko elektrodia metallilevyn lämmityk
seen ja muotoiluun. Aika on rajoittamaton. Käytä
näppäimiä S ja T hitsausvirran säätämiseen, näyttö
R näyttää säädettyä virtaa. Säätöalue 20 – 60.
O- Valintanäppäin Automaatti- tai käsikäyttö toi-
minnolle.
Kun laite käynnistetään, jos toiminnoksi on valittu
käsikäyttö ” MAN” palaa merkkivalo P.
HUOM: käynnistyksen yhteydessä merkkivalo vilkkuu
”standby”, merkkinä siitä, että koneeseen on kytketty
virta päälle ja se odottaa käyttäjän komentoja.
Valitse toimintatavaksi näppäimellä O joko auto-
maatti- tai käsikäyttö.
Käsikäyttö toiminto tarkoittaa, että kun joku hitsaus-
toimintoon valittu käynnistetään hitsaus pistoolin
liipaisinta painamalla. Hitsaustoimintoa vastaava
merkkivalo palaa vilkkumatta ja näytössä R on
toiminnolle säädetty arvo.
Varoitus. Käsikäyttö toiminnossa ei milloinkaan
”standby” merkkiä ilmoiteta.
Automaattitoiminto tarkoittaa, ettei pistehitsausta
käynnistetä pistoolin liipaisinta painamalla.
Automaatti toiminnossa valittua hitsaustoimintoa
näyttävillä merkkivaloilla on kaski eri tarkoitusta.
1) Kun merkkivalot vilkku ei hitsauskone anna virtaa.
Tämä tarkoitta, että laite odottaa käyttäjän valitsevan

29
sopivan hitsaustoiminnon, taikka, että laite on ollut
aktivoimatta yli kaksi minuuttia. Näytössä R on kaksi
viivaa ” standby”.
2) Vilkkumaton merkkivalo ilmoittaa, että kone tuottaa
alhaista jännitettä käyttäjän valitsemalle hitsaustoi-
minnolle, laite testaa automaattisesti, että pistoolin ja
työkappaleen välillä on sähköinen kontakti. Näyttä R
näyttää säädetyt arvot numeroina ja näppäimet T ja
S on aktivoitu.
Huom. Automaatti toiminnossa heti kun joku hitsa-
ustoiminto on valittu tuottaa kone alhaisen jännitteen,
jolla tarkistetaan pistoolin ja työkappaleen välinen
sähköinen kontakti.
Hitsaustyön suorittamiseksi tee seuraavasti:
Aseta hitsauspistooli tukevasti hitsattavaa kappaletta
kohti ja anna koneen suoritta hitsaus.
Nosta pistooli ylös hitsauspisteestä ja aseta se niin,
ettei se ole vahingossa kosketuksessa maadoi-
tuksen tai työkappaleen kanssa.
P- Merkkivalo ilmaisee palaessaan, että käsikäyttö
toiminto on aktivoitu.
Q- Merkkivalo ilmaisee palaessaan, että automaatti
toiminto on aktivoitu
R- Näyttö näyttää arvoja jotka on säädetty näppäi-
millä S ja T.
S- Näppäimellä suurennetaan säädettävää arvoa
joka näkyy näytössä R
T- Näppäimellä pienennetään säädettävää arvoa
joka näkyy näytössä R
U-V- Virtaliittimet hitsauspistoolin ja maakaapelin
liittimille.
W- Kolminapainen hitsauspistoolin ohjausvirtaliitin.
Varoitus käytä vain alkuperäistä CEBORA hitsa-
uspoltinta.
X- Virtakytkin jolla koneeseen kytketään virta päälle/
pois.
Y- Liitäntäkaapeli.
5 MAAKAAPELIN LIITTÄMINEN
Maakaapeli on liitettävä niin lähelle hitsattavaa koh-
taa kuin mahdollista.
Kun olet kiinnittänyt maakaapelin tee seuraavasti:
Käsikäyttö toiminnossa: merkkivalo P palaa.
1) Kiinnitä lämmityselektrodi hitsauspoistooliin.
2) Paina näppäintä H; merkkivalo G palaa.
3) Säädä näppäimellä T hitsausaika minimiin ( 05).
4) Aseta hitsauspistooli, maalin poiston jälkeen, työsken-
tely pisteeseen niin tiivisti kuin mahdollista.
5) Vie hitsauspistooli lähelle maadoituspistettä ja paina
liipaisinta.
6) Nosta hitsauspistooli ja irrota maadoituspuristin kään-
tämällä puristuspihdin kiristysruuvia myötäpäivään.
A
R
U
V
W
M
F
Y
B
N
G
E
X
Fig. 1
S
O
Q
P
T
C
D
H
I
L

30
Automaatti toiminnossa: merkkivalo Q palaa.
1) Kiinnitä mikä elektrodi vain hitsauspoistooliin.
2) Paina näppäintä H; merkkivalo G lakkaa vilkkumasta.
3) Säädä näppäimellä T hitsausaika minimiin ( 05).
4) Aseta hitsauspistooli, maalin poiston jälkeen, työsken-
tely pisteeseen niin tiivisti kuin mahdollista.
5) Vie hitsauspistooli lähelle maadoituspistettä ja paina
liipaisinta.
6) Nosta hitsauspistooli ja irrota maadoituspuristin kään-
tämällä puristuspihdin kiristysruuvia myötäpäivään.
6. USEAN KÄYTTÄJÄN TYÖSKENTELY
Kone voidaan säätää valmiiksi erilaisille toiminnolle eri
käyttäjiä varten jota varten laitteessa on ”USER” toimin-
to millä voidaan valita koneen käyttäjä.
Toiminta mahdollistaa erilaisten säätöjen valintojen teke-
misen ja tallentamisen kutakin käyttäjää varten
erikseen.
Merkkivalo B palaa jos konetta on käytetty jonkun käyttä-
jän toimesta.
Näpäyttämällä näppäintä A ilmestyy näytölle kirjain L
sekä joku numero jonka käyttäjä on valinnut.
Näpäyttämällä uudestaan näppäintä hyväksytään valittu
käyttäjä ja kone on valmiina toimimaan valitun käyttäjän
säädöillä.
Käyttäjä tunnukset toimii seuraavasti.
Näpäyttämällä näppäintä ( tarkoittaa painamalla näppäin-
tä lyhyemmän aikaa kuin 0,7 sek.) näppäintä A näpäyttä-
mällä tulee näyttöön R lyhenne L1 (level1=taso1) eikä
merkkivalo B pala; painamalla S näppäintä aktivoidaan L2
sekä aktivoidaan toiminto. Merkkivalo B palaa ja näytös-
sä R on lyhenne L2. Painamalla näppäintä A hyväksytään
näytössä oleva arvo ja hitsauskone on toimintavalmiina.
Käyttäjä voi tämän jälkeen tehdä vapaasti valintoja ja sää-
töjä eri hitsaustoiminnolle jotka tallentuu koneen muistiin
automaattisesti 5 sekunnin kuluttua viimeisestä säädöstä.
Kuvitellaan, että käyttäjä 1 on lopettanut koneen käy-
tön ja toinen käyttäjä haluaa ottaa käyttöön omat hit-
sausohjelmat.
Merkkivalo B palaa joka ilmoittaa, että konetta on jo käyt-
tänyt toinen käyttäjä. Näpäyttämällä näppäintä A alkaa
näytössä R vilkkua lyhenne L2 ( tunnus käyttäjälle joka on
aikaisemmin käyttänyt laitetta) Valitse seuraava tunnuk-
sen ” L3” ja hyväksy se painamalla näppäintä A.
Tässä tapauksessa laite on valmiina toimimaan niillä ase-
tuksilla jotka on aikaisemmin tallennettu käyttäjätunnuk-
selle L3 . Asetuksia voi nyt myös muuttaa, ilman että tun-
nuksen L2 asetukset muuttuisivat.
Käyttäjätilasta poistutaan yksinkertaisesti valitsemalla
tunnukseksi L1. Merkkivalo B sammuu
näpäytä näppäintä A hyväksyäksesi.
Pistoolin takaosassa on nuppi jolla käyttäjä voi valita hit-
saustoiminnon.
7 YLLÄPITO
Pidä kaikki koneen ohjeet ja merkinnät puhtaina sekä
hyvin luettavina. Tarkista, että virtakaapelit ja niiden eris-
teet ovat kunnossa. Tarkista erityisen hyvin kaikki kaape-
leiden liittimet ja maadoituspuristimen liitokset sekä hitsa-
uspistoolin liitännät. Pidä hitsauskaapeleiden liitännät
puhtaina ja tarkista, että ne on kunnolla kiristetty koneen
liittimiin. Maadoitusliittimillä on oltava hyvä sähköinen
kontakti hitsattavaan metalliin, että vältettäisiin ylikuume-
neminen ja kipinöinti, sekä huono virranjohtavuus joka
saattaa vahingoittaa hitsattavan kohdan tai alentaa hit-
sauslaadun.
Varmista että olet katkaissut virran koneelta ja irrottanut
liitäntäjohdon pistokkeen, ennen kuin avaat koneen suo-
japeltejä. Pidä elektrodit aina puhtaina ja kunnossa.
Puhdista määrävälein pistooli öljystä rasvasta, ÄLÄ
KÄYTÄ PUHDISTUKSEEN VETTÄ TAI LIUOTIN AINEITA,

31
tering af gasflaskerne og trykregulatorerne, som anven-
des i forbindelse med svejsning.
ELEKTROMAGNETISK KOMPATIBILITET
Dette apparat er konstrueret i overensstemmelse med angivel-
serne i den harmoniserede norm IEC 60974-10. Apparatet må
kun anvendes til professionel brug i industriel sam-
menhæng. Der kan være vanskeligheder forbundet med
fastsættelse af den elektromagnetiske kompatibilitet,
såfremt apparatet ikke anvendes i industriel sam-
menhæng.
BORTSKAFFELSE AF ELEKTRISK OG ELEK-
TRONISK UDSTYR
Bortskaf ikke de elektriske apparater sammen
med det normale affald!
Ved skrotning skal de elektriske apparater indsamles
særskilt og indleveres til en genbrugsanstalt jf. EU-direk-
tivet 2002/96/EF om affald af elektrisk og elektronisk
udstyr (WEEE), som er inkorporeret i den nationale lov-
givning. Apparaternes ejer skal indhente oplysninger
vedrørende de tilladte indsamlingsmetoder hos vores
lokale repræsentant. Overholdelse af kravene i dette
direktiv forbedrer miljøet og øger sundheden.
I TILFÆLDE AF FUNKTIONSFORSTYRRELSER SKAL
DER RETTES HENVENDELSE TIL KVALIFICERET PER-
SONALE.
2 GENERELLE BESKRIVELSER
2.1 SPECIFIKATIONER
Dette apparat er udviklet til at mindske de problemer, der
kan forekomme ved reparation af bilkarrosserier.
NB! Kun stålkarrosserier.
Apparatet arbejder på den ene side af bilen og fjerner
buler eller ujævnheder på bilkarrosseriet.
Svejseapparatet må ikke benyttes til andre formål som
f.eks. optøning af vandrør eller mekaniske arbejder.
Apparatet er udviklet til at blive brugt af operatøren ved
hjælp af styrepanelet
2.2 FORKLARING AF DE TEKNISKE DATA
EN 50063 Svejsemaskinen er bygget i overens-
stemmelse med disse internationale
standarder.
Enfaset Transformer.
U20. Sekundær spænding.
I2cc Maks. kortslutningsstrøm.
U1n Nominel forsyningsspænding.
1~ 50Hz Enfaset forsyning 50 Hz.
S50 Effekt ved 50 %.
IP23 C. Maskinkroppens beskyttelsesgrad.
Grad 3 som andet tal betyder, at dette
apparat er egnet til udendørs arbejde i regvejr.
Det ekstra bogstav C betyder, at apparatet
er beskyttet mod, at et værktøj (diameter
2,5 mm) kan komme i kontakt med kompo-
nen terne under spænding i forsyningskred-
sløbet.
Egnet til arbejde i omgivelser med forhøjet
risiko.
S
VIGTIGT: LÆS INSTRUKTIONSMANUALEN INDEN BRUG
AF SVEJSEAPPARATET. MANUALEN SKAL GEMMES OG
OPBEVARES I SVEJSEAPPARATETS DRIFTSLEVETID PÅ
ET STED, SOM KENDES AF SVEJSEPERSONALET.
DETTE APPARAT MÅ KUN ANVENDES TIL SVEJSNING.
1 SIKKERHEDSFORANSTALTNINGER
BUESVEJSNING OG -SKÆRING KAN UDGØRE EN
SUNDHEDSRISIKO FOR SVEJSEREN OG ANDRE PER-
SONER. Svejseren skal derfor informeres om risiciene,
der er forbundet med svejsning. Risiciene er beskrevet
nedenfor. Yderligere oplysning kan fås ved bestilling af
manualen art. nr.3.300.758
ELEKTRISK STØD - kan forårsage dødsfald
• Installér svejseapparatet og slut det til jordings-
systemet i overensstemmelse med de gældende
normer.
• Berør ikke de strømførende dele eller elektroderne med
bare hænder eller arbejdstøj eller handsker, som er fugtige.
• Isolér svejseren og svejseemnet fra jorden.
• Kontrollér, at arbejdsområdet ikke udgør en fare.
RØG OG GASSER - kan udgøre en sundhedsrisiko
• Hold ansigtet bort fra røgen.
• Udfør svejsningen på steder med tilstrækkelig
udluftning og anvend udsugningsapparater i
området omkring buen. Herved undgås tilstedeværelse af
farlig gas i arbejdsområdet.
STRÅLER FRA BUEN - kan forårsage øjenskader og for-
brænding af huden
• Beskyt øjnene ved hjælp af svejseskærme, der
er forsynede med glas med filter, og bær passen-
de arbejdstøj.
• Beskyt de øvrige personer i området ved at opstille pas-
sende afskærmninger eller forhæng.
RISIKO FOR BRAND ELLER FORBRÆNDINGER
• Gnisterne (svejsesprøjt) kan resultere i brand
eller forbrændinger af huden. Kontrollér derfor, at
der ikke er anbragt brandfarlige materialer i svej-
seområdet. Bær passende beskyttelsesudstyr.
STØJ
Apparatets støjniveau overstiger ikke 80 dB.
Plasmasvejsningen/den almindelige svejsning kan
dog skabe støjniveauer, der overstiger ovennævn-
te niveau. Svejserne skal derfor anvende beskyttelsesud-
styret, der foreskrives i den gældende lovgivning.
PACE-MAKER
• De magnetiske felter, der opstår som følge af den
høje strøm, kan påvirke funktionen i en pace-maker.
Personer, som bærer pace-maker, skal derfor rette
henvendelse til lægen inden påbegyndelse af buesvejsning,
skæring, flammehøvling eller punktsvejsning.
EKSPLOSIONER
• Svejs aldrig i nærheden af beholdere, som er
under tryk, eller i nærheden af eksplosivt støv, gas
eller dampe. Vær forsigtig i forbindelse med hånd-
INSTRUKTIONSVEJLEDNING TIL PUNKTSVEJSEAPPARAT

32
N.B:Svejsemaskinen er endvidere udviklet til arbejde i
omgivelser med forureningsgrad 3. (se IEC 60664).
2.3 BESKYTTELSE
2.3.1 Termisk beskyttelse
Dette apparat er beskyttet af en termostat, som hindrer
apparatets funktion ved overskridelse af den tilladte
temperatur. I dette tilfælde viser displayet fejlkoden E1.
3 INSTALLATION
Apparatet skal installeres af specialuddannet personale.
Alle tilslutningerne skal opfylde kravene i de gældende
standarder og i lovgivningen vedrørende forebyggelse af
arbejdsulykker (CEI 26-10-CENELEC HD 427).
1 Anbring svejseapparatet stabilt og sikkert. Der skal
være fri luftcirkulation ved indtaget og udløbet, og
svejseapparatet skal beskyttes mod indtrængning af
vand, snavs, metalspåner osv.
2 Kontrollér, at forsyningsspændingen svarer til mær-
kespændingen i svejseapparatets tekniske data.
Slut et stik med passende kapacitet til forsynings-
kablet. Kontrollér, at den gule/grønne leder er sluttet
til jordstikket.
Kapaciteten i den termomagnetiske afbryder eller
sikringerne (serieforbundet med forsyningen) skal
svare til apparatets strømforbrug I1.
Eventuelle forlængerledninger skal have et tværsnit,
der svarer til strømforbruget I1.
Hvis forsyningsspændingen er 115 V, kan apparatet
fungere ved spændinger på 96-140 V.
Hvis forsyningsspændingen er 230 V, kan apparatet
fungere ved spændinger på 190-260 V.
Forsyningsskift skal foretages, når apparatet er sluk-
ket.
3 Personer med pacemaker må ikke benytte apparatet
eller nærme sig kablerne.
4 Sæt jordkablets stik i en stikkontakt, og drej det med
uret.
5 Sæt svejseslangens stik i en stikkontakt, og drej det
med uret.
6 Sæt den 3-polede styrekonnektor i stikkontakten.
Hvis den manuelle drift “MAN” er valgt, vil punkts-
vejsningen begynde, når der bliver trykket på svej-
seslangens knap.
7 Tænd svejseapparatet ved hjælp af afbryderen X,
der sidder bag på apparatet.
8 Hold svejseslangens kabel med samme hånd, der
holder svejseslangen, uden at blive viklet ind i kab-
let, for at begrænse virkningen fra magnetfeltet.
4 BESKRIVELSE AF APPARAT
A- Knap til valg af operatør “USER”.
B- Lysdiode. Angiver, om funktionen for valg af opera-
tør er aktiveret/deaktiveret.
C- Knap. Aktiverer funktionen for punktopvarmning.
Denne bruges til opvarmning af tykke metalplader.
Der kommer 3 impulser efter hinanden med et fast
pauseinterval på 360 msek.
Brug knapperne S og T til at indstille effekten.
Displayet R viser indstillingen.
Min. = 20. Maks. = 90.
D- Lysdiode. Angiver, at funktionen for punktop-
varmning er aktiveret. Se ”Manuel/automatisk drift”
- knap O vedrørende funktion.
E- Lysdiode. Angiver, at funktionen for skivepunkts-
vejsning er aktiveret. Se ”Manuel/automatisk drift”
- knap O vedrørende funktion.
F- Knap. Aktiverer funktionen for skivepunktsvejs-
ning.
Denne bruges til udføre modstandssvejsning af
metalplader ved på forhånd at have monteret ham-
meren på svejseslangen og den trekantede skive på
hammerhovedet.
Effekten er konstant. Brug knapperne S og T til at
indstille tiden. Displayet R viser indstillingen.
Min. = 01. Maks. = 15.
G- Lysdiode. Angiver, at funktionen for punktsvejs-
ning af indsats er aktiveret. Se ”Manuel/automatisk
drift” - knap O vedrørende funktion.
H- Knap. Aktiverer funktionen for punktsvejsning af
indsats. Denne bruges til punktsvejsning af de for-
skellige indsatse med gevind, der findes i moderne
bilkarrosserier. Effekten er konstant. Brug knapperne
S og T til at indstille tiden. Displayet R viser indstil
lingen. Min. = 01. Maks. = 50.
I- Lysdiode. Angiver, at funktionen for pladepre-
sning er aktiveret. Se ”Manuel/automatisk drift” -
knap O vedrørende funktion.
L- Knap. Aktiverer funktionen for pladepresning.
Denne bruges til at fladpresse metalplader, der er
blevet deforme. Svejsningen udføres med en pas
sende elektrode. Tiden er fast. Brug knapperne S og
T til at indstille effekten. Displayet R viser indstillin
gen. Min. = 20. Maks. = 60.
M- Lysdiode. Angiver, at funktionen for pladeop-
varmning er aktiveret. Se ”Manuel/automatisk drift”
- knap O vedrørende funktion.
N- Knap. Aktiverer funktionen for pladeopvarmning.
Denne bruges til at opvarme de deforme metalplader
ved hjælp af kul.
Tiden er ubegrænset. Brug knapperne S og T til at
indstille effekten. Displayet R viser indstillingen.
Min. = 20. Maks. = 60.
O- Vælgerknap for automatisk/manuel drift.
Hvis apparatet er indstillet til manuel drift “MAN”, vil
lysdioden P tænde, når apparatet startes.
BEMÆRK: Når generatoren tændes, blinker lysdio-
derne for at indikere, at apparatet står på standby,
dvs. apparatet står tændt uden spænding og venter
på kommando.
Vælg en funktion.
Tryk på knappen O for at vælge manuel/automatisk
drift. Når den manuelle drift er valgt, styrer du
punktsvejsningen ved hjælp af svejseslangens
knap. Lysdioderne, som viser funktionsvalget, lyser
konstant. Displayet R viser indstillingen.
Advarsel: Generatoren går aldrig på standby i denne
funktion.
Ved automatisk drift styres punktsvejsningen ikke
af svejseslangens knap. Samtidigt kan lysdioderne,
der angiver, at funktionen er aktiveret, se ud på to
forskellige måder:
1) Blinker. Apparatet yder ingen spænding. Dette bety

33
der, at det venter på, at operatøren vælger en funkti
on, eller at apparatet ikke har været brugt i mere end
to minutter. Displayet R viser to streger (standby).
2) Blinker IKKE. Apparatet yder en svag spænding.
Det kontrollerer automatisk, at der er forbindelse
mellem svejseslangen og arbejdsemnet, før det kan
udføre det arbejde, som operatøren har valgt.
Displayet R viser indstillingen med tal. Knapperne S
og T er aktiverede.
BEMÆRK: Når en funktion er blevet aktiveret ved
automatisk drift, yder apparatet en svag spænding,
der bruges til at kontrollere forbindelsen mellem
svejseslangen og arbejdsemnet. Gør derfor følgende
for korrekt betjening af apparatet:
• Hold elektroden til punktsvejsning stille mod
arbejdsemnet.
• Lad apparatet udføre arbejdet.
• Fjern elektroden fra arbejdsstedet. Placér ikke
svejseslangen, hvor den ved et uheld kan berøre
jordklemmen.
P- Lysdiode, der indikerer manuel drift.
Q- Lysdiode, der indikerer automatisk drift.
R- Display, der viser de indstillinger, der er udført
med knapperne S og T.
S- Knap, der forøger værdierne, der vises på dis-
playet R.
T Knap, der formindsker værdierne, der vises på
displayet R.
U-V Effektudtag til jordkabel og punktsvejseslange.
W- 3-polet stikkontakt, hvor det løse hanstik på punkts-
vejseslangen skal sættes i. Dette er nødvendigt for
manuel drift.
Advarsel: Brug kun originale svejseslanger.
Uoriginale svejseslanger kan ødelægge apparatet.
X- Afbryder til at tænde og slukke apparatet.
Y- Forsyningskabel.
5 TILSLUTNING AF JORDKLEMMEN
Jordkablet skal være tilsluttet så tæt som muligt på
det sted, der skal svejses. Fastgør kablets jordklemme
med lynkobling på følgende måde:
Lysdioden P er tændt ved manuel drift.
1) Fastgør opvarmningselektroden til svejseslangen.
2) Tryk på knappen H. Lysdioden G tænder.
3) Brug knappen T til at indstille minimumstiden (05).
4) Placér jordklemmen så tæt som muligt på arbejdsste-
det (malingen skal være fjernet).
5) Placér svejseslangen ved siden af jordklemmen og
tryk på knappen.
6) Løft svejseslangen. Drej møtrikken, der er skruet fast
på spidsen af jordklemmen, med uret.
Lysdioden Q er tændt ved automatisk drift.
1) Fastgør en hvilken som helst elektrode til svejseslangen.
A
R
U
V
W
M
F
Y
B
N
G
E
X
Fig. 1
S
O
Q
P
T
C
D
H
I
L

34
2) Tryk på knappen H. Lysdioden G stopper med at blinke.
3) Brug knappen T til at indstille minimumstiden (05).
4) Placér spidsen af jordklemmen så tæt som muligt på
arbejdsstedet (malingen skal være fjernet).
5) Placér svejseslangen tæt på jordklemmen og vent,
indtil apparatet genkender kontakten og udfører punkts-
vejsningen.
6) Løft svejseslangen. Drej møtrikken, der er skruet fast
på spidsen af jordklemmen, med uret.
6 FLERE OPERATØRER
Det kan ske, at det er nødvendigt for flere operatører at
bruge apparatet med forskellige indstillinger. Derfor fin-
des funktionen USER.
Denne funktion gør det muligt at lagre og tilbagekalde
de individuelle indstillinger. Funktionen registrerer altid
den sidstanvendte indstilling for hvert program og for
hver operatør.
Når lysdioden B er tændt, bruges apparatet af en opera-
tør. Tryk kort på knappen A. Displayet R viser bogstavet
L efterfulgt af et tal, der er valgt af operatøren. Tryk kort
på knappen igen for at bekræfte operatøren og aktivere
generatoren.
Identificering af operatør
Ved et kort tryk (ved kort forstås mindre end 0,7 sek.) på
knappen A (USER) viser displayet R symbolet L1 (niveau
1). Lysdioden B er slukket. Tryk på knappen S for at bla-
dre til niveau 2. Lysdioden B tænder og displayet R viser
symbolet L2. Tryk på knappen A for at bekræfte niveau-
et, der vises i displayet, og aktivér generatoren.
Operatøren kan aktivere, vælge og indstille de funktio-
ner, han ønsker. Lagringen af indstillingerne i de forskel-
lige funktioner sker, når der skiftes funktion eller 5
sekunder efter den seneste indstilling.
Lad os forestille os, at operatør 1 er færdig med at
bruge apparatet, og operatør 2 vil indstille den til et
andet arbejde.
Når lysdioden B er tændt, er apparatet allerede i brug af
en anden operatør. Tryk på knappen A. På displayet R
vises symbolet L2 (symbolet for den operatør, der er i
gang med at bruge apparatet). Find niveau L3 og vælg
det ved at trykke på knap A. Apparatet foreslår nu ind-
stillinger for de forskellige funktioner under niveau L3.
Det er nu muligt at indstille apparatet på ny uden at
ændre de indstillinger, der er lagret under niveau L2.
FORLAD IDENTIFICERING AF OPERATØR ved at vælge
niveau L1. Lysdioden B slukker. Tryk derefter kort på
knappen A for at bekræfte, at du vil forlade funktionen.
Knappen på ryggen af svejseslangen gør det muligt for
operatøren at vælge funktionerne på apparatet uden at
skulle flytte sig fra arbejdsstedet.
7 VEDLIGEHOLDELSE
Sørg for, at mærkaterne og figurerne på svejseapparatet
forbliver læsbare og tydelige. Forsyningskablet og svejs-
ekablerne skal være isolerede og i perfekt stand. Vær
opmærksom på steder med bøjninger, som f.eks. ved
siden af samlingsklemmerne, jordklemmerne og ved til-
slutningen til svejseslangen. Al vedligeholdelse skal fore-
tages af kvalificeret personale.
Kontrollér, at stikket er taget ud af stikkontakten, inden
panelerne fjernes.
Elektroderne, der bruges, skal regelmæssigt rengøres
for jernrester.
Rengør regelmæssigt for olie og fedt. BRUG IKKE
VANDSTRÅLER ELLER OPLØSNINGSMIDLER.

35
INSTRUCTIEHANDLEIDING PUNTLASMACHINE
BELANGRIJK: LEES VOORDAT U MET DEZE MACHINE
BEGINT TE WERKEN DE GEBRUIKSAANWIJZING AAN-
DACHTIG DOOR EN BEWAAR ZE GEDURENDE DE VOL-
LEDIGE LEVENSDUUR VAN DE MACHINE OP EEN
PLAATS DIE DOOR ALLE GEBRUIKERS IS GEKEND.
DEZE UITRUSTING MAG UITSLUITEND WORDEN
GEBRUIKT VOOR LASWERKZAAMHEDEN.
1 VEILIGHEIDSVOORSCHRIFTEN
LASSEN EN VLAMBOOGSNIJDEN KAN SCHADELIJK
ZIJN VOOR UZELF EN VOOR ANDEREN. Daarom moet
de gebruiker worden gewezen op de gevaren, hierna
opgesomd, die met laswerkzaamheden gepaard gaan.
Voor meer gedetailleerde informatie, bestel het handboek
met code 3.300.758
ELEKTRISCHE SCHOK - Kan dodelijk zijn.
• Installeer en aard de lasmachine volgens de gel-
dende voorschriften.
• Raak elektrische onderdelen of elektroden onder
spanning niet aan met de blote huid, handschoenen of
natte kledij.
• Zorg dat u zowel van de aarde als van het werkstuk geï-
soleerd bent.
• Zorg voor een veilige werkpositie.
DAMPEN EN GASSEN - Kunnen schadelijk zijn voor uw
gezondheid.
• Houd uw hoofd uit de buurt van dampen.
• Werk in aanwezigheid van een goede ventilatie
en gebruik ventilatoren rondom de boog om gasvorming
in de werkzone te vermijden.
BOOGSTRALEN - Kunnen oogletsels en brandwonden
veroorzaken.
• Bescherm uw ogen met een lasmasker met gefil-
terd glas en bescherm uw lichaam met aangepas-
te veiligheidskledij.
• Bescherm anderen door de installatie van geschikte
schermen of gordijnen.
GEVAAR VOOR BRAND EN BRANDWONDEN
• Vonken (spatten) kunnen brand en brandwon-
den veroorzaken; daarom dient u zich ervan te
vergewissen dat er geen brandbaar materiaal in
de buurt is en aangepaste beschermkledij te dragen.
GELUID
Deze machine produceert geen rechtstreeks
geluid van meer dan 80 dB. Het plasmasnij/las-
procédé kan evenwel geluidsniveaus veroorzaken
die deze limiet overschrijden; daarom dienen gebruikers
alle wettelijk verplichte voorzorgsmaatregelen te treffen.
PACEMAKERS
• De magnetische velden veroorzaakt door een
hoge stroom kunnen een nadelige uitwerking heb-
ben op pacemakers. Personen die elektronische
apparatuur (pacemakers) dragen moeten informatie bij
een arts inwinnen voor ze afvlam-, booglas-, puntlas- en
snijwerkzaamheden benaderen.
ONTPLOFFINGEN
• Las niet in de nabijheid van houders onder druk
of in de aanwezigheid van explosief stof, gassen
of dampen. • Alle cilinders en drukregelaars die bij
laswerkzaamheden worden gebruik dienen met zorg te
worden behandeld.
ELEKTROMAGNETISCHE COMPATIBILITEIT
Deze machine is vervaardigd in overeenstemming met de
voorschriften zoals bepaald in de geharmoniseerde norm
IEC 60974-10 en mag uitsluitend worden gebruikt voor
professionele doeleinden in een industriële omgeving.
Het garanderen van elektromagnetische compatibiliteit
kan problematisch zijn in niet-industriële omgevingen.
VERWIJDERING VAN ELEKTRISCHE EN ELEK-
TRONISCHE UITRUSTING
Behandel elektrische apparatuur niet als gewoon
afval!
Overeenkomstig de Europese richtlijn 2002/96/EC
betreffende de verwerking van elektrisch en elektronisch
afval en de toepassing van deze richtlijn conform de
nationale wetgeving, moet elektrische apparatuur die het
einde van zijn levensduur heeft bereikt gescheiden wor-
den ingezameld en ingeleverd bij een recyclingbedrijf
dat zich houdt aan de milieuvoorschriften. Als eigenaar
van de apparatuur dient u zich bij onze lokale vertegen-
woordiger te informeren over goedgekeurde inzame-
lingsmethoden. Door het toepassen van deze Europese
richtlijn draagt u bij aan een schoner milieu en een bete-
re volksgezondheid!
ROEP IN GEVAL VAN STORINGEN DE HULP IN VAN
BEKWAAM PERSONEEL.
2 ALGEMENE BESCHRIJVING
2.1 SPECIFICATIES
Dit apparaat werd ontwikkeld om problemen op te lossen
die zich kunnen voordoen bij carrosserieherstel.
OPMERKING: Alleen stalen carrosserieën.
Met het apparaat kunnen deuken of bulten in de carros-
serie worden verwijderd door slechts vanaf één kant te
werken.
Het lasapparaat mag niet worden gebruikt voor andere
doeleinden, zoals het ontdooien van leidingen of het uit-
voeren van mechanische taken. Het apparaat is bedoeld
voor gebruik in combinatie met programmeerbare regel-
apparatuur.
2.2 UITLEG VAN DE TECHNISCHE SPECIFICATIES
EN 50063 Het lasapparaat is vervaardigd in over-
eenstem ming met de internationale norm .
NE. Serienummer. Moet worden vermeld bij elk
verzoek betreffende het lasapparaat.
Enfasige transformator.
U
20 Secundaire openboogspanning.
I2cc Maximum kortsluitingstroom.
U1n Nominale voedingsspanning.
1~ 50Hz Enfasige voeding van 50Hz.

36
S50 Vermogen op 50%
IP23 C. Beschermingsklasse van de behuizing.
Klasse 3 als tweede cijfer wil zeggen dat dit
apparaat geschikt is om buiten in de regen te
worden gebruikt.
De bijkomende letter C betekent dat het
apparaat beveiligd is tegen de aanraking van
onder spanning staande onderdelen van het
voe dingscircuit met een stuk gereedschap
(diameter van 2,5 mm ).
Geschikt voor werkzaamheden in omgevin
gen met verhoogd risico.
OPMERKING: Het lasapparaat is ook ontworpen voor
gebruik in omgevingen met verontreinigingsgraad 3. (Zie
IEC 60664-1).
2.3 BEVEILIGING
2.3.1 Thermische beveiliging
Dit apparaat is beveiligd met een thermostaat, die de
werking van het apparaat blokkeert als de toegestane
temperaturen zijn overschreden. In deze toestand zal het
display de foutcode E1 weergeven.
3 INSTALLATIE
De machine mag uitsluitend door ervaren personeel
worden uitgevoerd. Alle aansluitingen moeten in over-
eenstemming met de van kracht zijnde normen en de
wetten ter voorkoming van arbeidsongevallen worden
uitgevoerd (norm CEI 26-10- CENELEC HD 427).
1 Plaats de lasmachine in een stabiele en veilige stand.
De luchtcirculatie moet zowel aan de invoer als aan
de uitvoer ongehinderd plaatsvinden. De lasmachine
moet worden beschermd tegen vloeistoffen, vuil,
ijzervijzel, enz.
2 Controleer dat de voedingsspanning overeenstemt
met de spanning die staat aangegeven op het plaat-
je met technische gegevens van de lasmachine.
Sluit een stekker aan met een reikwijdte die geschikt
is voor de voedingskabel en verzeker u ervan dat de
groen/gele draad aan het aardecontact aangesloten is.
Het vermogen van de magnetothermische schake-
laar of van de zekeringen, in serie met de voeding,
moet gelijk zijn aan de geabsorbeerde stroom II van
de machine.
Eventuale verlengsnoeren moeten een doorsnede
hebben die voor de geabsorbeerde stroom II
geschikt is.
Als de voeding met 115V overeenkomt, kan de
machine functioneren op een spanning tussen 96V
en 140V.
Als de voeding met 230V overeeenkomt, kan de
machine functioneren op een spanning tussen 190V
en 260V.
De voeding mag alleen bij uitgeschakelde machine
worden uitgevoerd.
3 Het is verboden dat pacemaker-dragers van de
machine gebruik maken of de kabels hiervan
benaderen.
4 Steek de stekker van de aardekabel in een contact
en draai rechtsom.
5 Steek de stekker van de pistool in een contact en
S
draai rechtsom.
6 Steek de 3-polige bedieningsconnector in het spe-
ciale contact. Als u voor de handmatige cyclus
“MAN” gekozen heeft, wordt de puntlascyclus
opgestart door een druk op de trekker van de toorts.
7 Schakel de lasmachine in met behulp van de scha
kelaar X op de achterkant van de machine.
8 Houd de kabel van de machine aan de zijde van de
hand die de machine vasthoudt om de blootstelling
aan het magnetische veld te beperken en om te
voorkomen dat de kabel zich om u heen draait.
4 BESCHRIJVING VAN HET APPARAAT
A- Toets om de gebruiker (“USER”) te selecteren.
B- LED. Geeft aan of de gebruikerskeuzefunctie inge-
schakeld of uitgeschakeld is.
C- Toets. Schakelt de pulsverwarmingsfunctie in.
Deze functie wordt gebruikt om warmte te produce-
ren op dik plaatmetaal. Ze levert drie opeenvolgende
pulsen af met een vaste tussentijd van 360 msec.
Met de toetsen S en T regelt u het vermogen;
display R geeft de instelling weer.
Minimum = 20 Maximum = 90.
D- LED. Geeft aan dat de pulsverwarmingsfunctie is
ingeschakeld. Voor de bediening, lees “handmatige -
automatische functie” toets O.
E- LED. Geeft aan dat de rozet-proplasfunctie is inge-
schakeld. Voor de bediening, lees “handmatige -
automatische functie” toets O.
F- Toets. Schakelt de rozet-proplasfunctie in.
Oefent trekkracht uit op het plaatmetaal nadat eerst
de hamer is gemonteerd op het laspistool en de
driepuntsrozet is bevestigd op de hamerkop.
Het vermogen is constant. De tijd wordt geregeld
met de toetsen S en T. Display R geeft de instelling
weer. Minimum = 01 Maximum = 15.
G- LED. Geeft aan dat de inzet-proplasfunctie is inge-
schakeld. Voor de bediening, lees “handmatige -
automatische functie” toets O.
H- Toets. Schakelt de inzet-proplasfunctie in.
Zet de verschillende draadinzetstukken vast in
moderne carrosserieën. Het vermogen is constant.
De tijd wordt geregeld met de toetsen S en T.
Display R geeft de instelling weer. Minimum = 01
Maximum = 50.
I- LED. Geeft aan dat de metaalpersfunctie is inge
schakeld. Voor de bediening, lees “handmatige -
automatische functie” toets O.
L- Toets. Schakelt de plaatmetaalpersfunctie in.
Maakt vervormd plaatmetaal vlak. Dit gebeurt met
een specifieke elektrode. De tijdinstelling is vast en
het vermogen wordt geregeld met de toetsen S en
T; display R geeft de instelling weer. Minimum = 20
Maximum = 60.
M- LED. Geeft aan dat de plaatmetaalverwarmingsfunc
tie is ingeschakeld. Voor de bediening, lees “hand
matige - automatische functie” toets O.
N- Toets. Schakelt de plaatmetaalverwarmingsfunc-
tie in.
Warmt het vervormde plaatmetaal op met behulp
van een koolelektrode.
De tijd is onbeperkt. Gebruik de toetsen S en T om

37
het vermogen in te stellen; display R geeft de instel
ling weer. Minimum = 20 - Maximum = 60.
O- Keuzetoets automatische of handmatige stand.
Als bij het opstarten van het apparaat de hand
matige stand “MAN” is ingesteld, brandt LED P.
OPMERKING: Bij het opstarten van de stroombron
knipperen de LED’s om de "stand-by"-status aan te
geven: het apparaat is ingeschakeld, levert geen
spanning en wacht op opdrachten.
Kies een bedieningsfunctie.
Kiezen tussen de handmatige en de automatisch
stand gebeurt door op toets O te drukken.
De handmatige stand betekent dat, wanneer de
functie is geselecteerd, het proplassen wordt gere-
geld met de toortsschakelaar; de LED die de func-
tiekeuze aangeeft, stopt met knipperen en blijft con-
stant branden en display R geeft de instelling weer.
Waarschuwing: in deze bedieningsstand gaat de
stroombron nooit in “stand-by.”
De automatische stand betekent dat het proplas-
sen niet wordt geregeld met de toortsschakelaar.
De LED’s die aangeven dat de functie is ingescha
keld, hebben twee bedieningsstanden:
1) Ze knipperen: het apparaat levert geen spanning.
Dit betekent dat het apparaat wacht totdat de
gebruiker een functie kiest of dat het apparaat gedu-
rende twee minuten of langer niet actief is geweest.
Display R geeft twee strepen weer (“stand-by”).
2) Ze knipperen NIET: het apparaat levert een lage
spanning en zorgt automatisch voor contact tussen
de toorts en het werkstuk om de taak uit te voeren
die de gebruiker heeft ingesteld. Display R geeft de
instelling numeriek weer en de toetsen S en T zijn
actief.
OPMERKING: Wanneer in de automatische stand
een functie is ingeschakeld, genereert het apparaat
een lage spanning om het contact tussen het pistool
en het werkstuk te controleren; ga als volgt te werk
om de taak correct uit te voeren:
• Laat de proplaselektrode goed op het werkstuk
rusten.
• Laat het apparaat de taak uitvoeren.
• Til het pistool op vanuit de werkpositie en laat
het niet rusten op zones die per ongeluk in
contact kunnen komen met massa.
P- LED die de handmatige stand aangeeft.
Q- LED die de automatische stand aangeeft.
R- Display dat de instellingen weergeeft die zijn geko-
zen met toetsen S en T.
S- Toets om de waarden die worden weergegeven op
display R te verhogen.
T- Toets om de waarden die worden weergegeven op
display R te verlagen.
U-V- Voedingscontacten voor massakabel en proplas-
pistool.
W- 3-pens contact waarop de mannelijke koppeling
A
R
U
V
W
M
F
Y
B
N
G
E
X
Fig. 1
S
O
Q
P
T
C
D
H
I
L

38
van het proplaspistool wordt aangesloten, essentie-
el voor de handmatige stand.
Waarschuwing: gebruik uitsluitend originele toort-
sen; andere toortsen kunnen het apparaat beschadi-
gen.
X- Schakelaar waarmee het apparaat wordt in- en uit-
geschakeld.
Y- Netkabel.
5 MASSA-AANSLUITING
De massakabel moet zo dicht mogelijk bij de werk-
zone worden aangesloten.
Ga als volgt te werk om de snelle massa-aansluiting met
de kabel tot stand te brengen:
Voor de handmatige stand, LED P brandt.
1) Bevestig de verwarmingselektrode op het laspistool
2) Druk op toets H; LED G licht op.
3) Stel de minimumtijd (05) in met toets T
4) Laat de massapen zo dicht mogelijk bij de werkzone
rusten, na eerst de lak te hebben verwijderd.
5) Laat het pistool rusten naast de massa-aansluiting en
druk op de schakelaar.
6) Til het pistool op en draai de schroef op de massapen
met de klok mee.
Voor de automatische stand, LED Q brandt.
1) Bevestig om het even welke elektrode op het laspi-
stool
2) Druk op toets H; LED G stopt met knipperen.
3) Stel de minimumtijd (05) in met toets T
4) Laat de massapen zo dicht mogelijk bij de werkzone
rusten, na eerst de lak te hebben verwijderd.
5) Laat het pistool rusten naast de massa-aansluiting;
wacht tot het apparaat het contact detecteert en voer
de proplas uit.
6) Til het pistool op en draai de schroef op de massapen
met de klok mee.
6 WERKEN MET MEER DAN EEN GEBRUIKER
Het kan zijn dat het apparaat door meer dan een gebrui-
ker moet worden gebruikt met verschillende instellingen;
daarom werd de USER-functie geïntroduceerd.
Deze functie maakt het mogelijk eigen waarden op te
slaan en op te roepen en registreert altijd de laatst inge-
stelde waarde voor elk programma en voor elk gebrui-
kersniveau.
LED B brandt als het apparaat wordt gebruikt door een
gebruiker. Wanneer toets A kort wordt ingedrukt, geeft
display R de letter L weer gevolgd door een nummer. Dit
is het nummer dat is gekozen door de gebruiker. Druk
nogmaals kort om de gebruiker te bevestigen en het
gebruik van de stroombron opnieuw mogelijk te maken.
Hoe werkt de gebruikersherkenning?
Wanneer toets A (USER) kort wordt ingedrukt ("kort"
betekent minder dan 0,7 sec ), geeft display R de afkor-
ting L1 (niveau 1) weer en gaat LED B uit; druk op toets
S om over te gaan naar niveau 2 en de functie in te
schakelen. LED B gaat branden en display R geeft de
afkorting L2 weer. Druk op toets A om het niveau dat
wordt weergegeven op het display te bevestigen en het
gebruik van de stroombron mogelijk te maken.
De gebruiker kan de gewenste functies inschakelen, sel-
ecteren en instellen. De instellingen worden opgeslagen
in de verschillende bedieningsstanden wanneer de func-
tie verandert of 5 seconden na de laatste instelling.
Veronderstel dat gebruiker 1 gestopt is met het
gebruik van het apparaat en een tweede gebruiker
zijn of haar werk wilt instellen.
LED B brandt om aan te geven aan de tweede gebruiker
dat het apparaat reeds wordt gebruikt door een collega;
hij/zij drukt dan op toets A. Display R geeft de afkorting
L2 weer (afkorting van de gebruiker die het apparaat
gebruikt). Hij/zij kiest het niveau L3 en bevestigt het
door te drukken op toets A. Het apparaat stelt nu de
instellingen voor die overeenkomen met de diverse func-
ties die zijn ingesteld in L3; de nieuwe gebruiker kan nu
zijn of haar eigen instellingen kiezen zonder de instellin-
gen te wijzigen die reeds zijn opgeslagen door L2.
OM DE GEBRUIKERSHERKENNING AF TE SLUITEN,
kiest u gewoon L1. LED B gaat uit. Druk daarna kort op
toets A om het afsluiten van de functie te bevestigen.
Met de toets op de achterkant van het pistool kan de
gebruiker de apparaatfuncties kiezen zonder de werkpo-
sitie te verlaten.
7 ONDERHOUD
Zorg ervoor dat alle instructies en afbeeldingen op het
lasapparaat duidelijk leesbaar en zichtbaar blijven. De
netkabel en de laskabels moeten geïsoleerd en in per-
fecte staat zijn; let vooral op de buigpunten: nabij de
aansluitpunten, massaklemmen en pistoolingang. Alle
onderhoudswerkzaamheden mogen uitsluitend worden
uitgevoerd door gekwalificeerd personeel.
Voor het verwijderen van de panelen moet de stekker
van het apparaat uit het voedingspaneel worden
gehaald. Verwijder regelmatig ferro-afval van de gebruik-
te elektroden.
Verwijder regelmatig olie en vet. GEBRUIK GEEN
WATERSPUIT OF OPLOSMIDDELEN OM TE REINIGEN.

39
INSTRUCTIEHANDLEIDING PUNTLASMACHINE
VIKTIGT: LÄS MANUALEN INNAN UTRUSTNINGEN
ANVÄNDS. FÖRVARA MANUALEN LÄTTILLGÄNGLIGT
FÖR PERSONALEN UNDER UTRUSTNINGENS HELA
LIVSLÄNGD.DENNA UTRUSTNING SKA ENDAST
ANVÄNDAS FÖR SVETSARBETEN.
1 FÖRSIKTIGHETSÅTGÄRDER
BÅGSVETSNINGEN OCH -SKÄRNINGEN KAN UTGÖRA
EN FARA FÖR DIG OCH ANDRA PERSONER.
Användaren måste därför informeras om de risker som
uppstår på grund av svetsarbetena. Se sammanfattning-
en nedan. För mer detaljerad information, beställ manual
kod 3.300.758
ELSTÖT - Dödsfara
• Installera och anslut svetsen enligt gällande
standard.
• Rör inte vid spänningsförande elektriska delar
eller elektroder med bar hud, våta handskar eller kläder.
• Isolera dig mot jord och det arbetsstycke som ska svet-
sas.
• Kontrollera att arbetsplatsen är säker.
RÖK OCH GAS - Kan vara skadliga för hälsan
• Håll huvudet borta från röken.
• Se till att det finns tillräcklig ventilation vid arbe-
tet och använd uppsugningssystem i bågzonen
för att undvika gasförekomst i arbetszonen.
STRÅLAR FRÅN BÅGEN - Kan skada ögonen och brän-
na huden
• Skydda ögonen med svetsmasker som är för-
sedda med filtrerande linser och bär lämpliga klä-
der.
• Skydda andra personer med lämpliga skärmar eller för-
hängen.
RISK FÖR BRAND OCH BRÄNNSKADOR
• Gnistor (stänk) kan orsaka bränder och bränna
huden. Kontrollera därför att det inte finns lättan-
tändligt material i närheten och bär lämpliga
skyddskläder.
BULLER
Denna utrustning alstrar inte buller som överskri-
der 80 dB. Plasmaskärningen/svetsningen kan
alstra bullernivåer över denna gräns. Användarna
ska därför vidta de försiktighetsåtgärder som föreskrivs
av gällande lagstiftning.
PACEMAKER
• De magnetfält som uppstår på grund av högström
kan påverka pacemakerfunktionen. Bärare av liv-
suppehållande elektroniska apparater (pacemaker)
ska konsultera en läkare innan de går i närheten av bågs-
vetsnings-, bågskärnings-, bågmejslings- eller punktsvets-
ningsarbeten.
EXPLOSIONER
• Svetsa inte i närheten av tryckbehållare eller där
det förekommer explosiva pulver, gaser eller
ångor. Hantera de gastuber och tryckregulatorer
som används vid svetsarbetena försiktigt.
ELEKTROMAGNETISK KOMPATIBILITET
Denna utrustning är konstruerad i överensstämmelse med
föreskrifterna i harmoniserad standard IEC 60974-10 och får
endast användas för professionellt bruk i en industri-
miljö. Det kan i själva verket vara svårt att garantera den
elektromagnetiska kompatibiliteten i en annan miljö än
en industrimiljö.
KASSERING AV ELEKTRISKA OCH ELEKTRONI-
SKA PRODUKTER
Kassera inte elektriska produkter tillsammans
med normalt hushållsavfall!
I enlighet med direktiv 2002/96/EG om avfall som utgörs
av elektriska och elektroniska produkter och dess
tillämpning i överensstämmelse med landets gällande
lagstiftning, ska elektriska produkter vid slutet av sitt liv
samlas in separat och lämnas till en återvinningscentral.
Du ska i egenskap av ägare till produkterna informera
dig om godkända återvinningssystem via närmaste åter-
försäljare. Hjälp till att värna om miljön och människors
hälsa genom att tillämpa detta EU-direktiv!
KONTAKTA KVALIFICERAD PERSONAL VID EN EVEN-
TUELL DRIFTSTÖRNING.
2 ALLMÄN BESKRIVNING
2.1 SPECIFIKATIONER
Denna apparat har konstruerats för att kunna hantera de
problem som kan uppstå vid reparation av bilkarosser.
OBS! Endast stålkarosser.
Den arbetar från den ena sidan och eliminerar bucklor
eller utbuktningar i bilkarossen.
Svetsen ska inte användas för andra ändamål, t.ex. för att
tina rör eller utföra mekaniska arbetsmoment. Apparaten
är konstruerad för att användas av operatören med hjälp
av reglagen.
2.2 FÖRKLARING AV TEKNISKA DATA
EN 50063 Maskinen är tillverkad i enlighet med dessa
europeiska standarder
N°. Serienummer. Ska alltid uppges vid alla typer
av förfrågningar angående maskinen.
Enfas Transformator.
U
20 Sekundärspänning vid tomgång.
I2cc Max. kortslutningsström
U1n Nominell matarspänning.
1~ 50Hz Enfas matning vid 50 Hz.
S50 50 % effekt
IP23 C. Höljets kapslingsklass.
Siffran 3 som andra siffra innebär att denna
maskin får användas utomhus vid regn.
Tilläggsbokstaven C innebär att denna
maskin är skyddad mot ingrepp med
verktyg (diameter 2,5 mm) på spännings-
satta delar i matningskretsen.
Lämplig för användning i miljöer med förhöjd
risk.
OBS! Maskinen är konstruerad för att arbeta i miljöer med
föroreningsgrad 3 (se standard IEC 60664-1).
S

40
2.3 SKYDD
2.3.1 Överhettningsskydd
Apparaten skyddas av en termostat som stoppar appa-
raten om max. temperatur överskrids. I sådant läge visar
displayen felmeddelandet E1. Sätt i det 3-poliga styr-
kontaktdonet i aktuellt uttag. Om du har valt manuell
drift MAN börjar punktsvetsningen när du trycker in
slangpaketets avtryckare.
3 INSTALLATION
Installationen av apparaten får endast utföras av kvalifi-
cerad personal. Alla anslutningar måste utföras i enlighet
med gällande standarder och med full respekt för olyck-
sförebyggande lagar (se standard CEI 26-10 - CENELEC
HD 427).
1 Placera svetsen stabilt och säkert. Luften måste
kunna cirkulera fritt framför ventilationsöppningarna.
Svetsen ska skyddas mot inträngning av vätska,
smuts, metallspån o.s.v.
2 Kontrollera att matningsspänningen överensstämmer
med spänningen som anges på svetsens märkplåt.
Anslut en kontakt av lämplig dimension till nätka-
beln. Kontrollera att den gulgröna ledaren är anslu-
ten till jordstiftet.
Dimensionen på den termomagnetiska brytaren eller
säkringarna som är placerade i serie med elmatning-
en måste vara lika med strömmen I1 som förbrukas
av apparaten.
Eventuella förlängningssladdar ska ha ett tvärsnitt
som är lämpligt för strömförbrukningen I1.
Vid 115 V matningsspänning kan apparaten använ-
das för spänningar mellan 96 och 140 V.
Vid 230 V matningsspänning kan apparaten använ-
das för spänningar mellan 190 och 260 V.
Bytet av matningsspänning ska utföras med
avstängd apparat.
3 Bärare av pacemaker får inte använda apparaten
eller befinna sig i närheten av kablarna.
4 Sätt i jordkablens kontakt i ett uttag och vrid
medurs.
5 Sätt i slangpaketets kontakt i ett uttag och vrid
medurs.
6 Sätt i det 3-poliga styrkontaktdonet i aktuellt uttag.
Om du har valt manuell drift MAN börjar punktsvets-
ningen när du trycker in slangpaketets avtryckare.
7 Starta svetsen med strömbrytaren X som sitter bak
på apparaten.
8 Undvik att utsätta dig för magnetfältet. Håll därför i
slangpaketets kabel med samma hand som du håller
slangpaketet. Det förhindrar att kabeln lindas runt
dig.
4 BESKRIVNING AV APPARATEN
A- Knapp för val av operatör USER.
B- Lysdiod. Indikerar att funktionen för val av operatör
är aktiverad/deaktiverad.
C- Knapp. Aktiverar funktionen för upphettning med
impulser.
Den används för upphettning av tjocka plåtar.
Det alstras tre impulser efter varandra med en fast
paustid på 360 ms. Knapparna S och T används för
att ställa in effekten. Displayen R visar inställningen.
Min. = 20. Max. = 90.
D- Lysdiod. Indikerar att funktionen för upphettning
med impulser är aktiverad. Angående drift, se
Manuell/automatisk drift - knapp O.
E- Lysdiod. Indikerar att funktionen för punktsvetsning
av brickor är aktiverad. Angående drift, se
Manuell/automatisk drift - knapp O.
F- Knapp. Aktiverar funktionen för punktsvetsning
av brickor.
Den används för motståndssvetsning av plåtar efter
att hammaren har monterats på slangpaketet och
efter att brickan med tre spetsar har monterats på
hammarhuvudet.
Effekten är konstant. Knapparna S och T används
för att ställa in en tid. Displayen R visar inställningen.
Min. = 01. Max. = 15.
G- Lysdiod. Indikerar att funktionen för punktsvetsning
av insatser är aktiverad. Angående drift, se
Manuell/automatisk drift - knapp O.
H- Knapp. Aktiverar funktionen för punktsvetsning
av insatser.
Den används för punktsvetsning av de olika gänga-
de insatser som finns på dagens moderna bilkaros
ser. Effekten är konstant. Knapparna S och T
används för att ställa in en tid. Displayen R visar
inställningen. Min. = 01. Max. = 50.
I- Lysdiod. Indikerar att funktionen för stuksvetsning
av plåtar är aktiverad. Angående drift, se
Manuell/automatisk drift - knapp O.
L- Knapp. Aktiverar funktionen för stuksvetsning av
plåtar.
Den används för att jämna till plåtar som har blivi
deformerade. Svetsningen utförs med motsvarand
elektrod. Tiden är fast. Knapparna S och T används
för att ställa in en effekt. Displayen R visar inställ-
ningen. Min. = 20. Max. = 60.
M- Lysdiod. Indikerar att funktionen för upphettning av
plåtar är aktiverad. Angående drift, se Manuell/auto-
matisk drift - knapp O.
N- Knapp. Aktiverar funktionen för upphettning av
plåtar.
Den används för upphettning av deformerade plåtar
med hjälp av kol.
Tiden är obegränsad. Knapparna S och
T används
för att ställa in en effekt. Displayen R visar inställ-
ningen. Min. = 20. Max. = 60.
O- Knapp för val av manuell/automatisk drift.
Lysdioden P tänds vid starten om apparaten är
inställd på manuell drift MAN.
OBS! Lysdioderna blinkar vid starten av generatorn
och indikerar att apparaten är i standby-läge, d.v.s.
påslagen men utan spänning i väntan på ett ko
mando.Välj en funktion.
Välj mellan manuell/automatisk drift genom att
trycka på knappen O.
När en funktion har valts vid manuell drift styrs
punktsvetsningen med slangpaketets avtryckare.
Lysdioderna som indikerar valet av funktion lyser
med fast sken. Displayen R visar inställningen.

41
Varning! Vid detta driftsätt sätts aldrig generatorn i
standby-läge.
Vid automatisk drift styrs punktsvetsningen inte
med slangpaketets avtryckare. I samband med
detta kan lysdioderna som indikerar att funktionen är
aktiverad se ut på två sätt:
1) Blinkar. Apparaten matar ingen spänning. Det innebär
att den väntar på att operatören ska välja en funktion
eller att apparaten inte har använts på över 2 minuter.
Displayen R visar två streck (standbyläge).
2) Blinkar INTE. Apparaten matar svag spänning. Den
kontrollerar automatiskt att det är kontakt mellan
slangpaketet och arbetsstycket för att kunna utföra
den bearbetning som har ställts in av operatören.
Displayen R visar inställningen med siffror.
Knapparna S och T är aktiverade.
OBS! När en funktion har aktiverats vid automatisk
drift matar apparaten en svag spänning som
används för att kontrollera att det är kontakt mellan
slangpaketet och arbetsstycket. Utför bearbetningen
korrekt genom att göra följande:
• Håll elektroden för punktsvetsning stilla och
bestämt mot arbetsstycket.
• Låt apparaten utföra bearbetningen.
• Lyft elektroden från bearbetningspunkten.
Placera inte slangpaketet i områden där det
av misstag kan komma i kontakt med jord-
klämman.
P- Lysdiod som indikerar manuell drift.
Q- Lysdiod som indikerar automatisk drift.
R- Display som visar de inställningar som har utförts
med knapparna S och T.
S- Knapp för ökning av de värden som visas på
displayen R.
T- Knapp för minskning av de värden som visas på
displayen R.
U-V- Effektuttag för jordkabel och slangpaket för
punktsvetsning.
W- 3-poligt uttag dit det lösa hankontaktdonet för
slangpaketet för punktsvetsning ska anslutas. Detta
erfordras för den manuella driften.
Varning! Använd endast originalslangpaket, annars
kan apparaten bli skadad.
X- Strömbrytare som startar och stänger av apparaten.
Y- Nätkabel.
5 JORDANSLUTNING
Jordkabeln ska fästas så nära svetspunkten som
möjligt.
Fäst jordkabelns snabbklämma på följande sätt:
Lysdioden P är tänd vid manuell drift.
1) Fäst elektroden för upphettning på slangpaketet.
2) Tryck på knappen H. Lysdioden G tänds.
3) Använd knappen T för att ställa in min. tid (05).
4) Placera jordklämman så nära svetspunkten som möj-
A
R
U
V
W
M
F
Y
B
N
G
E
X
Fig. 1
S
O
Q
P
T
C
D
H
I
L

42
ligt (lacken ska vara borttagen).
5) Placera slangpaketet nära jordklämman och tryck på
avtryckaren.
6) Lyft slangpaketet. Vrid därefter medurs på muttern
som är fastskruvad på jordklämmans skruvspets.
Lysdioden Q är tänd vid automatisk drift.
1) Fäst valfri elektrod på slangpaketet.
2) Tryck på knappen H. Lysdioden G slutar att blinka.
3) Använd knappen T för att ställa in min. tid (05).
4) Placera jordklämmans skruvspets så nära svetspunk-
ten som möjligt (lacken ska vara borttagen).
5) Placera slangpaketet nära jordklämman. Vänta tills
apparaten känner av kontakten och utför punktsvets-
ningen.
6) Lyft slangpaketet. Vrid därefter medurs på muttern
som är fastskruvad på jordklämmans skruvspets.
6 FLERA OPERATÖRER
Det kan inträffa att flera operatörer behöver använda
apparaten med olika inställningar. Det finns därför funk-
tionen USER.
Med denna funktion går det att lagra och hämta ope-
ratörsanpassade värden. Funktionen registrerar alltid det
senast inmatade värdet för varje program och för varje
operatörsnivå.
När lysdioden B är tänd betyder det att apparaten redan
används av en operatör. Om du trycker snabbt på knap-
pen A visar displayen R bokstaven L följt av ett nummer
som har valts av operatören. Tryck snabbt på knappen
en andra gång för att bekräfta operatören och återakti-
vera generatordriften.
Identifiering av operatör.
När du trycker snabbt (kortare än 0,7 sekunder) på
knappen A (USER) visar displayen R beteckningen L1
(nivå 1). Lysdioden B är släckt. Tryck på knappen S för
att aktivera nivå 2 och funktionen. Lysdioden B tänds.
Displayen R visar beteckningen L2. Tryck på knappen A
för att bekräfta den nivå som visas på displayen och
aktivera generatordriften.
Operatören kan aktivera, välja och ställa in valfria funk-
tioner. Lagringen av inställningarna i de olika driftsätten
sker vid funktionsbytet eller 5 sekunder efter den senas-
te inställningen.
Vi tänker oss att operatör 1 har avslutat sitt arbete
och att operatör 2 vill ställa in sin bearbetning.
När lysdioden B är tänd vet du att apparaten redan
används av en arbetskollega. Tryck då på knappen A.
Displayen R visar beteckningen L2 (beteckningen för
den operatör som använder apparaten). Välj nivå L3 och
bekräfta genom att trycka på knappen A. Apparaten
föreslår nu inställningar för de olika inställda funktioner-
na under nivå L3. Du kan nu göra dina egna inställningar
utan att ändra de inställningar som redan har lagrats
under nivå L2.
LÄMNA IDENTIFIERINGEN AV OPERATÖREN genom att
välja nivå L1. Lysdioden B släcks. Tryck därefter snabbt
på knappen A för att bekräfta att du vill lämna funktio-
nen.
Knappen på slangpaketets rygg gör att operatören kan
välja funktioner utan att flytta sig från svetspunkten.
7 UNDERHÅLL
Se till att svetsens anvisningar och figurer förblir läsliga
och tydliga. Nätkabeln och svetskablarna ska vara isole-
rade och i perfekt skick. Var uppmärksam på de punkter
där de blir böjda, t.ex. i närheten av anslutningsklämmor,
jordklämmor och i anslutningspunkten till slangpaketet.
Samtliga underhållsmoment ska utföras av kvalificerad
personal.
Dra ut apparatens kontakt från eluttaget innan panelerna
tas bort.
Ta regelbundet bort järnrester från de elektroder som
används.
Ta regelbundet bort olja och fett. ANVÄND INTE
VATTENSTRÅLAR ELLER LÖSNINGSMEDEL.

43
EKRHVXEI"
• Mhn ekteleivte sugkollhvsei" kontav se doceiva
upov pivesh hv se parousiva ekrhktikwvn skonwvn,
aerivwn hv atmwvn. Ceirivzeste me prosochv ti" fiav-
le" kai tou" ruqmistev" pivesh" pou crhsimopoiouvntai
katav ti" enevrgeie" sugkovllhsh".
HLEKTROMAGNHTIKH SUMBATOTHTA
Authv h suskeuhv eivnai kataskeuasmevnh suvmfwna me ti"
endeivxei" pou perievcontai ston enarmonismevno kanoni-
smov IEC 60974-10 kai prevpei na crhsimopoieivtai movno
gia epaggelmatikouv" skopouv" kai se biomhcanikov peri-
bavllon. Qa mporouvsan, pravgmati, na upavrcoun dusko
li-
ve" sthn exasfavlish th" hlektromagnhtikhv" sumbatovth-
ta" se peribavllon diaforetikov ap· ekeivno th" biomhca-
niva".
DIALUSH HLEKTRIKWN KAI HLEKTRONIKWN
SUSKEUWN
Μην πετάτε τις ηλεκτρικές συσκεύες μαζί με τα
κανονικά απόβλητα!! Σύμφωνα με την Ευρωπαϊκή
Οδηγία 2002/96/CE πάνω στα απόβλητα των ηλεκτρικών
και ηλεκτρονικών συσκευών και την σχετική εφαρμογή
της μέσα στα πλαίσια της ισχύουσας εθνικής
νομοθεσίας, οι πρός πέταγμα ηλεκτρικές συσκευές
πρέπει να συλλέγονται ξεχωριστά και να μεταφέρονται σε
μία μονάδα ανακύκλωσης αποβλήτων οικολογικά
αποτελεσματική. Ο ιδιοκτήτης της ηλεκτρικής συσκευής
πρέπει να ενημερωθεί πάνω στα εγκεκριμένα συστήματα
επεξεργασίας αποβλήτων από τον τοπικό αντιπρόσωπό
μας. Εφαρμόζοντας αυτή την Ευρωπαϊκή Οδηγία θα
καλυτερεύσει το περιβάλλον και η ανθρώπινη υγεία!
SE PERIVPTWSH KAKHV" LEITOURGIVA" ZHTEIVSTE TH
SUMPARAVSTASH EIDIKEUMEVNOU PROSWPIKOUV.
2 GENIKH PERIGRAFH
2.1 DIEUKRINISEIS
Authv h mhcanhv scediavsthke gia th luvsh twn problh-
mavtwn pou parousiavzontai sta sunergeiva episkeuhv"
amaxwmavtwn.
PROSOCH: Movno gia amaxwvmata apov cavluba.
Epitrevpei thn afaivresh shmadiwvn hv proexocwvn sta
amaxwvmata, douleuvonta" sev mia mov
no pleurav.
H suskeuhv sugkovllhsh" den prevpei na crhsimopoieivtai
gia avllou" skopouv" ovpw" gia paravdeigma gia to
xepavgwma swlhvnwn hv gia mhcanikev" enevrgeie". H
mhcanhv scediavsthke gia na crhsimopoieivtai apov to cei-
risthv me tou" problepovmenou" ceirismouv" elevgcou.
2.2 EPEXHGHSH TWN TECNIKWN STOICEIWN
EN 50063 H suskeuhv sugkovllhsh" evcei kataskeua-
steiv suvmfwna me autouv" tou" dieqneiv"
kanovne".
N°. Ariqmov" mhtrwvou pou prevpei na anafevre-
tai pavnta gia opoiadhvpote zhvthsh sce
tikav me th suskeuhv.
Statikov" Metaschmatisthv".
U20 Deutereuvousa tavsh me anoictov kuvklwm/a
(korufaiva timhv)
I2cc Mevgisto reuma bracukuklwvmato"
EGCEIRIDIO CRHSHS GIA PONTA
SHMANTIKOœ PRIN QEVSETE SE LEITOURGIVA THN
SUSKEUHV DIABAVSTE TO PAROVN EGCEIRIVDIO KAI
DIATHREIVSTE TO GIA OVLH TH DIAVRKEIA TH" ZWHV"
TH" SUSKEUHV" SE CWVRO POU NA EIVNAI GNWSTOV
STOU" ENDIAFEROVMENOU".
AUTHV H SUSKEUHV PREVPEI NA CRHSIMOPOIEIVTAI
APOKLEISTIKAV GIA ENEVRGEIE" SUGKOVLLHSH".
1 PROFULAVXEI" ASFAVLEIA"
H SUGKOVLLHSH KAI TO KOVYIMO ME TOVXO MPO-
ROUVN NA APOTELEVSOUN AITIVE" KINDUVNOU GIA SA"
KAI GIA TRIVTOU", gi• autov o crhvsth" prevpei na eiv-
nai ekpaideumevno" w" pro" tou" kinduvnou" pou proevr-
contai apov ti" enevrgeie" sugkovllhsh" kai pou anafe-
vrontai sunoptikav parakavtw. Gia piov akribeiv" plhrofo-
rive" zhteivste to egceirivdio me kwvdika 3.300.758
HLEKTROPLHXIVA - Kivnduno" qanavtou.
• Egkatasteivste th suskeuhv kai ektelevste th
geiv
wshv th" suvmfwna me tou" iscuvonte" kanoni-
smouv".
• Mhn aggivzete ta hlektrikav mevrh upov tavsh hv ta
hlektrovdia me gumnov devrma, bregmevna gavntia hv rouvca.
• Apomonwqeivte apov th gh hv apov to kommavti pou
prevpei na sugkollhvsete.
• Bebaiwqeivte na eivnai asfalhv" h qevsh ergasiva" sa".
KAPNOIV KAI AEVRIA - Mporouvn na prokalevsoun zhmiev"
sthn ugeiva.
• Diathreivte to kefavli evxw apov tou" atmouv".
• Ekteleivte thn ergasiva sa" me katavllhlo
aerismov kai crhsimopoieivte anarrofhthvre"
sthn periochv tou tovxou gia na apofeuvgetai h
parousiva aerivwn sto cwvro ergasiva".
AKTIVNE" TOU TOVXOU - Mporouvn na plhgwvsoun ta mav-
tia kai na kavyoun to devrma.
• Prostateuvete ta mavtia me eidikev" mavske" gia
th sugkovllhsh pou na evcoun fakouv" filtrariv-
smato" kai to swvma me katavllhlh endumasiv
a.
• Prostateuvete trivta provswpa crhsimopoiwvnta" katav-
llhla diacwristikav toicwvmata hv kourtivne".
KIVNDUNO" PURKAGIAV" KAI EGKAUMAVTWN
• Oi spivqe" (pitsiliev") mporouvn na prokalevsoun
purkagiev" hv na kavyoun to devrma. Gi
• autov bebaiwqeivte ovti den upavrcoun guvrw euv-
flekta ulikav kai crhsimopoieivte katavllhlh prostateu-
tikhv endumasiva.
QOVRUBO"
Authv kaqeauthv h suskeuhv den paravgei qoruvbou" pou
na uperbaivnoun ta 80 dB. H diadikasiva koyivmato"
plavsmato"§sugkovllhsh" mporeiv na paravgei ovmw"
qoruvbou" pevran autouv tou orivou. Gi• autov oi crhvste" prevpei
na lambavnoun ta problepovmena apov to Novmo mevtra.
BHMATODO
VTE"
• Τα μαγνητικά πεδία που προέρχονται από
υψηλά ρεύματα μπορεί να έχουν αντίκτυπο στην
λειτουργία του βηματοδότη. Οι φορείς τέτοιου
είδους ζωτικών ηλεκτρονικών συσκευών, πρέπει να
συμβουλευτούν γιατρό ή τον ίδιο τον κατασκευαστή πριν
από την προσέγγιση στις διαδικασίες συγκόλλησης τόξου,
κοπής ή συγκόλλησης ακίδας σποτ.

44
U1n Onomastikhv tavsh trofodosiva".
1~ 50Hz Monfasikhv trofodosiva 50 Hz.
S50 Iscuv" sto 50%
IP23 C. Baqmov" prostasiva" skeletouv.
Baqmov" 3 san deuvtero yhfeivo shmaivnei ovti
authv h suskeuhv eivnai katavllhlh gia na lei-
tourgeiv se exwterikov cwvro kavtw apov bro chv.
To provsqeto gravmma C shmaivnei ovti h
suskeuhv prostateuvetai apov thn provsba-
sh ergaleivou (diamevtrou 2,5 mm) sta tmh-v
mata
Katavllhlh gia na leitourgeiv se peribavl
lonta me auxhmevno kivnduno.
PROSOCH: H suskeuhv epivsh" scediavsthke gia na lei-
tourgeiv se peribavllonta me baqmov ruvpansh" 3. (Blevpe
IEC60 664-1).
2.3 PROSTASIES
2.3.1 Qermikhv prostasiv
a
Authv h suskeuhv prostateuvetai apov evnan qermostavth
pou, an xepernwvntai oi apodektev" qermokrasive", empo-
divzei th leitourgiva th". Se autev" ti" sunqhvke" h
oqovnh qa deivcnei ton kwdikov sfavlmato" E1.
3 EGKATASTASH
H egkatavstash th" mhcanhv" prevpei na ekteleivtai
apov eidikeumevno proswpikov. Ole" oi sundevsei" prevpei
na ektelouvntai suvmfwna me tou" iscuvonte" kanoni-
smouv" kai thrwvnta" plhvrw" th nomoqesiva provlhyh"
atuchmavtwn (kanonismov" CEI 26-10- CENELEC HD
427).
1 Topoqethvste th sugkollhtikhv mhcanhv se tovpo
staqerov kai asfalhv. H kukloforiva tou aevra pre-v
pei na eivnai eleuvqerh sthn eivsodo kai sthn evxodo
kai h sugkollhtikhv mhcanhv na prostateuvetai apov
eiscwvrhsh ugrwvn, akaqarsive" skovne" metavllwn
klp.
2 Elevgcete ovti h tavsh trofodosiva" antistoiceiv
sthn tavsh pou anagravfetai sthn pinakivda tec-
nikwvn stoiceivwn th" sugkollhtikhv" mhcanhv".
Sundevste evnan reumatolhvpth katavllhlh" ikanovth-
ta" pro" to kalw
vdio trofodosiva" elevgconta" ovti
o kivtrino" pravsino" agwgov" eivnai sundedemevno"
sto buvsma geivwsh".
H ikanovthta tou magnhteqermikouv diakovpth hv twn
asfaleiwvn, se seirav sthn trofodosiva, prevpei na
eivnai ivsh me to reuvma I1 pou aporrofavtai apov
th mhcanhv.
Endecovmene" proektavsei" prevpei na eivnai katavl-
lhlh" diatomhv" pro" to aporrofouvmeno reuvma I1.
An h trofodosiva eivnai 115V, h mhcanhv mporeiv na
leitourghvsei gia tavsei" anavmesa se 96V kai 140V.
An h trofodosiva eivnai 230V, h mhcanhv mporeiv na
leitourghvsei gia tavsei" anavmesa se 190V kai 260V.
H allaghv trofodosiva" prevpei na ekteleivtai me th
mhcanhv sbhsthv.
3 Se avtoma pou fevroun bhmatodovte" apagoreuvetai h
crhvsh th" mhcanhv" hv na proseggivzoun ta kalw-v
dia,
4 Eisavgete mevcri to tevrma to fi" tou kalwdivou sw-v
mato" se mia privza kai peristrevfete dexiovstrofa.
5 Eisavgete mevcri to tevrma to fi" tou pistoliouv se
mia privza kai peristrevfete dexiovstrofa.
S
6 Eisavgete to suvndesmo elevgcou 3 povlwn sthn
eidikhv privza. An epilevgetai o ceirokivnhto" kuvklo"
„MAN‰ o kuvklo" pontarivsmato" arcivzei pievzonta"
th skandavlh th" tsimpivda".
7Anavvyte th sugkollhtikhv mhcanhv me to diakovpth
X topoqethmevno sto pivsw mevro" th" mhcanhv".
8 Gia na periorivsete thn evkqesh se magnhtikov pedivo
kratavte to kalwvdio tou pistoliouv sthn pleurav
tou ceriouv pou to sthrivzei, apofeuvgonta" na
tulicteivte mevsa sto kalwvdio.
4 PERIGRAFH THS SUSKEUHS
A- Plhvktro gia thn epiloghv tou ceiristhv “USER”.
B- Lucniva. Epishmaivnei thn energopoivhsh hv apenergo-
poivhsh th" leitourgiva„ epiloghv" ceiristhv.
C- Plhvktro. Energopoieiv th leitourgiva pal
mikhv" meqo-v
dou qevrmansh".
Crhsimopoieivtai gia na dhmiourgouvntai qermev"
perioce" se lamarivne" megavlou pavcou".
Paravgontai trei" diadocike" palmwvsei" me endiav
mese" pauvsei" staqerhv" diavrkeia" 360 msec.
Me ta plhvktra S kai T ruqmivzetai h iscu", h
oqovnh R emfanivzei th ruvqmish.
Elavcisto = 20 Mevgisto = 90.
D- Lucniva. Epishmaivnei thn energopoivhsh th" leitour-
giva" palmikhv" qevrmansh". Gia th leitourgiva dia-
bavste “ceirokivnhth – autovmath leitourgiva” O.
E- Lucniva. Epishmaivnei thn energopoivhsh th" leitour-
giva" pontarivsmato" me rozevte". Gia th leitourgiva
diabavste “ceirokivnhth – autovmath leitourgiva” O.
F- Plhvktro. Energopoieiv th leitourgiva pontarivsmato"
me rozevte".
Creiavzetai gia na askeivv ton efelkusmov se lamari-v
ne" evconta" prohgoumevnw" egkatasthvsei to sfuriv
sto pistovli kai sterewvsei th rozevta triwvn
aicmwvn sthn kefalhv tou sfuriouv.
H iscu" eivnai staqerhv kai me ta plhvktra S kai T
ruqmivzetai evna" crovno", h oqovnh R emfanivzei th
ruvqmish Elavcisto = 01 Mevgisto = 15.
G- Lucniva. Epishmaivnei thn energopoivhsh th" leitour-
giva" pontarivsmato" paremblhmavtwn. Gia th lei-
tourgiva diabavste “ceirokivnhth – autovmath leitour-
giva” O.
H- Plhvktro. Energopoieiv
th leitourgiva pontarivsmato"
paremblhmavtwn.
Creiavzetai gia na pontavrei ta diavfora speirwtav
paremblhvmata pou upavrcoun sta montevrna amaxw-v
mata twn autokinhvtwn.
H iscuv" eivnai staqerhv kai me ta plhvktra S kai T
ruqmivzetai evna" crovno", h oqovnh R emfanivzei th
ruvqmish Elavcisto = 01 Mevgisto = 50.
I- Lucniva. Epishmaivnei thn energopoivhsh th" leitour-
giva" sfurokophvmato" lamarivnwn. Gia th leitourgiva
diabavste “ceirokivnhth – autovmath leitourgiva” O.
L- Plhvktro. Energopoieiv th leitourgiva sfurokophvma-
to" lamarivnwn.
Creiavzetai gia thn isopevdwsh twn lamariv
nwn pou
evcoun uposteiv paramorfwvsei". Ekteleivtai me to
eidikov hlektrovdio.
Staqero" crovno" kai me ta plhvktra S kai T ruq-
mivzetai mia iscuv", h oqovnh R emfanivzei th ruvqmi-
sh Elavcisto = 20 Mevgisto = 60.

45
M- Lucniva. Epishmaivnei thn energopoivhsh th" leitour-
giva" qevrmansh" lamarivnwn. Gia th leitourgiva dia-
bavste “ceirokivnhth – autovmath leitourgiva” O.
N- Plhvktro. Energopoieiv th leitourgiva qevrmansh"
lamarivnwn.
Creiavzetai gia na qermaivnontai oi lamarivne" pou
evcoun paramorfwqeiv mevsw tou avnqraka.
O crovno" eivnai aperiovristo" kai me ta plhvktra S
kai T ruqmivzetai mia iscuv", h oqovnh R emfanivzei
th ruvqmish Elavcisto = 20 - Mevgisto = 60.
O- Plhvktro epilogh" autovmatou hv ceirokivnhtou tro-
vpou.
Sto avnamma h mhcanhv prodiativqetai gia th
ceirokivnhth leitourgiva “MAN” kai h lucniva P
anavbei.
SHMEIWSH: sto avnamma th" gennhvtria" oi luc-
nive" anabosbhvnoun deivcnonta" thn katavstash ana-
monhv" “stand by” dhladhv mhcanhv anammevnh cwri"
tavsh se anamonhv entolhv".
Epilevxte mia leitourgiva ergasiva".
H epiloghv metaxuv Ceirokivnhth" kai Autovmath"
leitourgiva" pragmatopoieivtai pievzonta" to plhvk-
tro O.
Ceirokivnhth leitourgiva shmaivnei ovti afouv epi-
levcthke h leitourgiva, to pontavrisma elevgcetai
apov to plhvktro pistoliouv. Oi lucnive" pou emfani-v
zoun thn epiloghv th" leitourgiva" paramevnoun
anammevne" me trovpo mh anabosbhnovmeno kai h
oqovnh R emfanivzei th ruvqmish.
Prosochv: me autovn ton trovpo ergasiva" h gennhv-
tria den mpaivnei potev se„”stand by”.
Autovmath leitourgiva shmaivnei ovti to pontavrisma
den elevgcetai apov to plhvktro th" tsimpivda", se
scevsh me autov oi lucnive" pou emfanivzoun thn
energopoivhsh th" leitourgiva" evcoun duov trovpou":
1) Anabosbhnovmeno to mhcavnhma den parevcei tavsh
kai autov
shmaivnei ovti perimevnei na ektelevsei o
ceiristh" thn epiloghv mia" leitourgiva" hv ovti to
mhcavnhma eivnai apenergov gia perissovtero apov duo
letpav. H oqovnh R emfanivzei duo grammouvle" (“stand
by”).
2) MH anabosbhnovmeno to mhcanvhma parevcei elat-
twmevnh tavsh kai gia na eketelevsei thn ergasiva
pou prosdiorivsthke apov to ceiristhv, epalhqeuvei
autovmata thn epafhv anavmesa sthn tsimpivda kai
to metallo se katergasiva. H oqovnh R emfanivzei
ariqmhtikav th ruvqmish kai ta plhvktra T kai S eiv
nai energav.
SHMEIWSH: se autovmato trovpo, afouv energopoihvqhke
mia leitourgiva, h mhcanhv paravgei mia camhlhv
tavsh pou creiavzetai gia thn epalhvqeush th"
epafhv" anavmesa sthn tsimpivda kai to mevtallo se
katergasiva. Gia na ektelevsete loipovn swstav thn
katergasiva energhvste w" exh":
A
R
U
V
W
M
F
Y
B
N
G
E
X
Eik. 1
S
O
Q
P
T
C
D
H
I
L

46
-Akoumphvste to hlektrovdio pontarivsmato" me
staqerov kai oristikov trovpo sto kommavti se kater
gasiva.
-Afhvste th mhcanhv na ektelevsei thn katergasiva.
-Shkwqeivte apov to shmeivo ergasiva" kai mhn
akoumpavte to pistovli se periocev„ pou mporouvn na
evrqoun parempiptovntw" se epafhv me th geivwsh.
P- Lucniva pou epishmaivnei th ceirokivnhth leitourgiva.
Q- Lucniva pou epishmaivnei thn autovmath leitourgiva.
R- Oqovnh pou emfanivzei ti" ruqmivsei" pou evginan me
ta plhvktra S kai T.
S-
Plhvktro pou auxavnei ti" time" pou emfanivzontai
apo thn oqovnh R.
T- Plhvktro pou elattwvnei ti" timev" pou emfanivzon-
tai apo thn oqovnh.
U-V Privze" iscuvo" gia kalwvdio geivwsh" kai pistovli
pontarivsmato".
W- Privzva 3 povlwn sthn opoiva qa sundevsete to airou-v
meno arsenikov tou pistoliouv pontarivsmato" apa-
raivthto gia th ceirokivnhth leitourgiva
Prosochv: crhsimopoihvste apokleistikav auqentike"
tsimpivde". Alle" qa mporouvsan na blavyoun thù
mhcanhv.
X- Diakovpth" pou anavbei kai sbhvnei th mhcanhv.
Y- Kalwvdio diktuvou.
5
SUNDESH GEIWSHS
To kalwvdio swvmato" prevpei na sterewqeiv ovso to
dunatovn pio kontav sto shmeivo ovpou qa ergasteivte.
Gia th sterevwsh th" grhvgorh" geivwsh" pou
promhqeuvetai me to kalwvdio, energhvste w" exh":
Gia ceirokivnhth leitourgivva lucniva P anammevnh.
1) Sterewvste to hlektrovdio gia ti" qerme" perioce",
sto pistovli sugkovllhsh"
2) Pievste to plhvktro H kai h lucniva G ana
vbei.
3) Me to plhvktro T ruqmivste to crovno sto elavcisto
(05)
4) Akoumphvste th geivwsh ovso to dunatovn pio kontav
sto shmeivo ergasiva" ovpou qa evcete prohgoumevnw"
afairevsei to bernivki.
5) Akoumphvste to pistovli kontav sth geivwsh kai piev-
ste to plhvktro.
6) Shkwvste to pistovli kai peristrevyte dexiovvstrofa
to paximavdi bidwmevno sthn aicmhv tou swvmato".
Gia autovmath leitourgiva lucniva Q anammevnh.
1) Sterewvste evna opoiodhvpote hlektrovdio sto pistovli
sugkovllhsh"
2) Pievste to plhvktro H kai h lucniva G stamatavei
na anabosbhvnei.
3) Me to plhvktro T ruqmivste to crono sto elavcisto
(05)
4) Akoumphvste thn aicmhv th" geivwsh" ovso to duna-
tovn pio kontav sto shmeivo ergasiva" ovpou qa evcete
prohgoumevnw" afairevsei to bernivki.
5) Akoumphvste to pistovli kontav sth geivwsh, perimev-
nete h mhcanhv na anicneuvsei thn epafhv kai na ekte-
levsei to pontavrisma.
6) Shkwvste to pistovli kai strevyte dexiovstrofa to
paximavdi bidwmevno sthn aicmhv th" geivwsh".
6 ERGASIA ME PERISSOTEROUS CEIRISTES
Mporeiv na eivnai aparaivthto perissovteroi ceiristev"
na ergastouvn sth mhcanhv me diaforetike" ruqmivsei".
Gia autov to lovgo problevpetai h leitourgiva USER.
Authv h leitourgiva epitrevpei na apoqhkeuvsete kai na
anakalevsete exatomikeumevne" timev" apoqhkeuvonta"
pavnta thn teleutaiva timhv gia kavqe provgramma kai
gia kavqe epivpedo ceiristhv.
H lucniva B pou anavbei deivcnei an h mhcanhv crhsimo-
poieivvtai apov evnan ceiristhv, pievzonta" suvntoma to
plhvktro A h oqovnh R emfanivzei to gravmma L kai evnan
ariqmov pou eivnai ekeivno" pou epilevcthke apov to cei-
risthv, mia deuvterh suvntomh pivesh epibebaiwvnei to
ceiristhv kai energopoieiv th crhvsh th" gennhvtria".
Pw" pragmatopoieivtai h anagnwvrish tou ceiristhv.
Pievzonta" suvntoma (dhladhv ligovtero apov 0,7sec) to
plhvtro A (USER) h oqovnh R emfanivzei to mhvnuma L1
(epivpedo 1) h lucniva B eivnai sbhsthv, h pivesh tou
plhvktrou S energopoieiv to epivpedo 2 kai energopoieiv
th leitourgiva, h lucniva B anavbei kai h oqovnh R
emfanivzei to mhvnuma L2. H pivesh tou plhvktrou A
epibebaiwvnei to epivpedo pou emfanivzetai apov thn
oqovnh kai energopoieiv th leitourgiva th" gennhvtria".
O ceiristh" mporeiv na energopoihvsei, epilevxei kai
ruqmivsei ti" leitourgive" pou epiqumeiv, h apoqhvkeush
twn ruqmivsewn stou" diavforou" trovpou" ergasiva" giv-
netai me thn allaghv th" leitourgiva" hv 5 deuterovlep-
ta metav thn teleutaiva ruvqmish.
A" upoqevsoume ovti o ceiristhv" oloklhvrwse th crhvsh
kai evna" deuvtero" ceiristhv" qevlei na prosdiorivsei
thn ergasiva tou.
H lucniva anammevnh B deivcnei sto deuvtero ceiristhv
ovti h mhcanhv crhsimopoieivtai apov evna sunavdelfo kai
gia autov pievzei to plhvktro A, sthn oqovnh R emfani-
zetai “L2” (shvma tou ceiristhv pou crhsimopoieiv th
mhcanhv) epilevgei to epivpedo “L3” kai to epibebaiwvnei
pievzonta" to plhvktro A. Sto shmeivo autov h mhcanhv
proteivnei tou" trovpou" prosdiorismouv pou scetivzontai
me ti" diavfore„ leitourgive" tou pou ruqmivsthkan se
“L3” kai o nevo" ceiristh" mporeiv twvra na kavnei ti"
neve" ruqmivsei" cwriv" na tropopoihvsei ti" hvdh apo-
qhkeumevne" apov “L2”.
GIA NA BGEITE APO THN ANAGNWRISH CEIRISTH
ARKEI na epilevxete to epivpedo L1, h lucniva B sbhv-
nei kai tovte pievste suvntoma to plhvktro A gia na
epibebaiwvsete thn evxodo apov th leitourgiva.
To plhvktro sto pivsw mevro" tou pistoliouv divnei sto
ceiristhv th dunatovthta na epilevxei ti" leitourgive"
th" mhcanhv" cwriv" na kinhqeiv apov to shmeivo ergasi-
va".

47
7 SUNTHRHSH
Diathreivte se kalhv katavstash ti" odhgive" kai ti"
eikovne" pavnw sth suskeuhv sugkovllhsh". To kalwvdio
diktuvou kai ta kalwvdia sugkovllhsh" prevpei na eivnai
monwmevna kai se tevleie" sunqhvke". Prosevxte ta
shmeiva pou ufivstantai kavmyei": kontav stou" akrodevk-
te" suvndesh", sti" tsimpivde" geivwsh" kai sthn eivso-
do sto pistovli.
Ole" oi enevrgeie" sunthvrhsh" prevpei na ektelouvntai
apov eidikeumevno proswpikov.
Prin afairevsete ti" plavke" bebaiwqeivte ovti to fi"
th" mhcanhv" eivnai aposundemevno apov ton pivnaka
trofodosiva".
Ta hlektrovdia se crhvsh prevpei na eleuqerwvnontai
sucnav apo upoleivmmata sidhvrou.
Afaireivte periodikav evlaia kai gkravsa OCI OMWS
EKTOXEUWNTAS NERO H CRHSIMOPOIWNTAS DIA-
LUTIKA STA BERNIKWMENA MERH.
v
QUESTA PARTE È DESTINATA ESCLUSIVAMENTE AL PERSONALE QUALIFICATO.
THIS PART IS INTENDED SOLELY FOR QUALIFIED PERSONNEL.
DIESER TEIL IST AUSSCHLIEßLICH FÜR DAS FACHPERSONAL BESTIMMT.
CETTE PARTIE EST DESTINEE EXCLUSIVEMENT AU PERSONNEL QUALIFIE.
ESTA PARTE ESTÁ DESTINADA EXCLUSIVAMENTE AL PERSONAL CUALIFICADO.
ESTA PARTE È DEDICADA EXCLUSIVAMENTE AO PESSOAL QUALIFICADO.
TÄMÄ OSA ON TARKOITETTU AINOASTAAN AMMATTITAITOISELLE HENKILÖKUNNALLE.
DETTE AFSNIT HENVENDER SIG UDELUKKENDE TIL KVALIFICERET PERSONALE.
DIT DEEL IS UITSLUITEND BESTEMD VOOR BEVOEGD PERSONEEL.
DENNA DEL ÄR ENDAST AVSEDD FÖR KVALIFICERAD PERSONAL.
AUTOV TO TMHVMA PROORIVZETAI APOKLEISTIKAV GIA TO EIDIKEUMEVNO PROSWPIKO.V

48

49
pos DESCRIZIONE DESCRIPTION
01 FASCIONE HOUSING
02 COPERCHIO COVER
03 SUPPORTO MANICO HANDLE SUPPORT
04 MANICO HANDLE
05 PANNELLO POSTERIORE BACK PANEL
06 PRESSACAVO STRAIN RELIEF
07 CAVO RETE POWER CORD
08 INTERRUTTORE SWITCH
09 COPERTURA COVER
10 CORNICE FRAME
11 PANNELLO ALETTATO FINNED PANEL
12 CIRCUITO FILTRO FILTER CIRCUIT
13 SUPPORTO CIRCUITO CIRCUIT BOARD SUPPORT
14 CIRCUITO DI POTENZA POWER CIRCUIT
15 TRASFORMATORE TRANSFORMER
16 FONDO BOTTOM
17 PIEDE IN GOMMA RUBBER FOOT
18 PANNELLO ANTERIORE FRONT PANEL
19 CIRCUITO DI CONTROLLO CONTROL CIRCUIT
20 PRESA TBE 35.50.70 TBE 35.50.70 SOCKET
21 CONNETTORE CONNECTOR
22 TERMOSTATO THERMOSTAT
23 CAVO MASSA EARTH CABLE
24 KIT ACCESSORI ACCESSORIES KIT
25 CONNETTORE CONNECTOR
26 SPINA VOLANTE WANDER PLUG
27 MANDRINO HOOK
28 LEVA PULSANTE TORCIA TORCH LEVER
29 IMPUGNATURA DESTRA RH HANDGRIP
30 PULSANTE SWITCH
31 COPERTURA COVER
32 MICRO INTERRUTTORE MICRO SWITCH
33 IMPUGNATURA SINISTRA LH HANDGRIP
34 CAVO DI PUNTATURA SPOT-WELD CABLE
35 MARTELLO BATTENTE SLIDING HAMMER
36 MANDRINO PUNTATURA SPOT-WELD HOLDER
When ordering spare parts please always state the machine item
and serial number and its purchase data, the spare part position
and the quantity.
La richiesta di pezzi di ricambio deve indicare sempre: numero di
articolo, matricola e data di acquisto della macchina, posizione e
quantità del ricambio.

50

51
CODIFICA COLORI WIRING DIAGRAM
CABLAGGIO ELETTRICO COLOUR CODE
A NERO BLACK
B ROSSO RED
C GRIGIO GREY
D BIANCO WHITE
E VERDE GREEN
F VIOLA PURPLE
G GIALLO YELLOW
H BLU BLUE
K MARRONE BROWN
J ARANCIO ORANGE
I ROSA PINK
CODIFICA COLORI WIRING DIAGRAM
CABLAGGIO ELETTRICO COLOUR CODE
L ROSA-NERO PINK-BLACK
M GRIGIO-VIOLA GREY-PURPLE
N BIANCO-VIOLA WHITE-PURPLE
O BIANCO-NERO WHITE-BLACK
P GRIGIO-BLU GREY-BLUE
Q BIANCO-ROSSO WHITE-RED
R GRIGIO-ROSSO GREY-RED
S BIANCO-BLU WHITE-BLUE
T NERO-BLU BLACK-BLUE
U GIALLO-VERDE YELLOW-GREEN
V AZZURRO BLUE

52
CEBORA S.p.A - Via Andrea Costa, 24 - 40057 Cadriano di Granarolo - Bologna - Italy
Tel. +39.051.765.000 - Fax. +39.051.765.222
www.cebora.it - e-mail: [email protected]
Transcripción de documentos
I MANUALE DI ISTRUZIONI PER PUNTATRICE GB INSTRUCTION MANUAL FOR SPOT WELDING MACHINE page 6 D BETRIEBSANLEITUNG FÜR PUNKTSCHWEIßMASCHINE Seite 10 F MANUEL D’INSTRUCTION POUR POSTE A SOUDER PAR POINTS page 15 E MANUAL DE INSTRUCCIÓN PARA SOLDADORA POR PUNTOS pag. 19 P MANUAL DE INSTRUÇÕES PARA MÁQUINA DE SOLDAR POR PONTOS pag. 23 SF PISTEHITSAUSKONEEN KÄYTTÖOHJE Sivu.27 DK INSTRUKTIONSVEJLEDNING TIL PUNKTSVEJSEAPPARAT Side. 31 NL INSTRUCTIEHANDLEIDING PUNTLASMACHINE Pag. 35 S INSTRUCTIEHANDLEIDING PUNTLASMACHINE Sid. 39 GR EGCEIRIDIO CRHSHS GIA PONTA sel. 43 Parti di ricambio e schemi elettrici Spare parts and wiring diagrams Ersatzteile und elektrische Schaltpläne Pièces de rechange et schémas éléctriques Piezas de repuesto y esquemas eléctricos Partes sobressalentes e esquema eléctrico pag. 2 Varaosat ja sähkökaavio Reservedele og elskema Reserveonderdelen en elektrisch schema Reservdelar och elschema Antallaktikav kai hlektrikov scediavgramma Pagg. Seiten sel.: 48÷51 3.300.173/B 30/10/13 MANUALE DI ISTRUZIONI PER PUNTATRICE IMPORTANTE: PRIMA DELLA MESSA IN OPERA DELL'APPARECCHIO LEGGERE IL CONTENUTO DI QUESTO MANUALE E CONSERVARLO, PER TUTTA LA VITA OPERATIVA, IN UN LUOGO NOTO AGLI INTERESSATI. QUESTO APPARECCHIO DEVE ESSERE UTILIZZATO ESCLUSIVAMENTE PER OPERAZIONI DI SALDATURA. COMPATIBILITÀ ELETTROMAGNETICA Questo apparecchio è costruito in conformità alle indicazioni contenute nella norma armonizzata IEC 60974-10 e deve essere usato solo a scopo professionale in un ambiente industriale. Vi possono essere, infatti, potenziali difficoltà nell'assicurare la compatibilità elettromagnetica in un ambiente diverso da quello industriale. 1 PRECAUZIONI DI SICUREZZA LA SALDATURA ED IL TAGLIO AD ARCO POSSONO ESSERE NOCIVI PER VOI E PER GLI ALTRI, pertanto l'utilizzatore deve essere istruito contro i rischi, di seguito riassunti, derivanti dalle operazioni di saldatura. Per informazioni più dettagliate richiedere il manuale cod.3.300758 SCOSSA ELETTRICA - Può uccidere. · Installate e collegate a terra la saldatrice secondo le norme applicabili. · Non toccare le parti elettriche sotto tensione o gli elettrodi con la pelle nuda, i guanti o gli indumenti bagnati. · Isolatevi dalla terra e dal pezzo da saldare. · Assicuratevi che la vostra posizione di lavoro sia sicura. FUMI E GAS - Possono danneggiare la salute. · Tenete la testa fuori dai fumi. · Operate in presenza di adeguata ventilazione ed utilizzate aspiratori nella zona dell’arco onde evitare la presenza di gas nella zona di lavoro. RAGGI DELL’ARCO - Possono ferire gli occhi e bruciare la pelle. · Proteggete gli occhi con maschere di saldatura dotate di lenti filtranti ed il corpo con indumenti appropriati. · Proteggete gli altri con adeguati schermi o tendine. RISCHIO DI INCENDIO E BRUCIATURE · Le scintille (spruzzi) possono causare incendi e bruciare la pelle; assicurarsi, pertanto che non vi siano materiali infiammabili nei paraggi ed utilizzare idonei indumenti di protezione. RUMORE Questo apparecchio non produce di per se rumori eccedenti gli 80dB. Il procedimento di taglio plasma/saldatura può produrre livelli di rumore superiori a tale limite; pertanto, gli utilizzatori dovranno mettere in atto le precauzioni previste dalla legge. SMALTIMENTO APPARECCHIATURE ELETTRICHE ED ELETTRONICHE Non smaltire le apparecchiature elettriche assieme ai rifiuti normali! In ottemperanza alla Direttiva Europea 2002/96/CE sui rifiuti da apparecchiature elettriche ed elettroniche e relativa attuazione nell'ambito della legislazione nazionale, le apparecchiature elettriche giunte a fine vita devono essere raccolte separatamente e conferite ad un impianto di riciclo ecocompatibile. In qualità di proprietario delle apparecchiature dovrà informarsi presso il nostro rappresentante in loco sui sistemi di raccolta approvati. Dando applicazione a questa Direttiva Europea migliorerà la situazione ambientale e la salute umana! IN CASO DI CATTIVO FUNZIONAMENTO RICHIEDETE L’ASSISTENZA DI PERSONALE QUALIFICATO. 2 DESCRIZIONI GENERALI 2.1 SPECIFICHE Questa macchina è stata studiata per affrontare i problemi che si presentano nella riparazione delle carrozzeria delle automobili N.B. Solo carrozzerie in acciaio. Essa permette l’eliminazione di ammaccature o di rilievi presenti sulla carrozzeria, operando da un solo lato. La saldatrice non deve essere utilizzata per altri scopi per esempio sgelare i tubi o effettuare operazioni meccaniche. La macchina è stata progettata per essere utilizzata dall’operatore tramite i dispositivi di comando previsti 2.2 SPIEGAZIONE DEI DATI TECNICI RIPORTATI SULLA TARGA DI MACCHINA N° EN 50063 PACE MAKER · I campi magnetici derivanti da correnti elevate possono incidere sul funzionamento di pacemaker. I portatori di apparecchiature elettroniche vitali (pacemaker) devono consultare il medico prima di avvicinarsi alle operazioni di saldatura ad arco, di taglio, scriccatura o di saldatura a punti. ESPLOSIONI · Non saldare in prossimità di recipienti a pressione o in presenza di polveri, gas o vapori esplosivi. · Maneggiare con cura le bombole ed i regolatori di pressione utilizzati nelle operazioni di saldatura. 2 U20 I2cc U1n 1-50Hz S50 IP23C Numero di matricola da citare sempre per qualsiasi richiesta relativa alla saldatrice. La saldatrice è costruita secondo queste norme internazionali. Trasformatore monofase. Tensione a vuoto secondaria. Massima corrente di corto circuito. Tensione nominale di alimentazione. Alimentazione monofase 50 Hz. Potenza al 50%. Grado di protezione della carcassa. Grado 3 come seconda cifra significa che l'apparecchio è idoneo a lavorare all'esterno sotto la pioggia. C: la lettera addizionale C significa che l'apparecchio è protetto contro l'accesso di un utensile (diametro 2,5 mm) alle parti in tensione del circuito di alimentazione. S Idonea a lavorare in ambienti con rischio accresciuto NOTE: Idonea a lavorare in ambienti con grado di inquinamento 3 (vedi IEC 60664-1) 2.3 DESCRIZIONE DELLE PROTEZIONI 2.3.1 Protezione termica Questo apparecchio è protetto da un termostato il quale, se si superano le temperature ammesse, impedisce il funzionamento della macchina. In queste condizioni il display indicherà il codice di errore E1. 3 INSTALLAZIONE L'installazione della macchina deve essere fatta da personale esperto. Tutti i collegamenti debbono essere eseguiti in conformità alle norme vigenti e nel pieno rispetto della legge antinfortunistica (norma CEI 26-10- CENELEC HD 427). 1 Collocare la saldatrice in una posizione stabile e sicura. La circolazione dell'aria deve essere libera in entrata e in uscita e la saldatrice deve essere protetta dall'ingresso di liquidi, sporco, limature metalliche ecc. 2 Controllare che la tensione di alimentazione corrisponda alla tensione indicata sulla targa dei dati tecnici della saldatrice. Collegare una spina di portata adeguata al cavo di alimentazione assicurandosi che il conduttore giallo/verde sia collegato allo spinotto di terra. La portata dell'interruttore magnetotermico o dei fusibili, in serie alla alimentazione, deve essere uguale alla corrente I1 assorbita dalla macchina. Eventuali prolunghe debbono essere di sezione adeguata alla corrente I1 assorbita. 3 Ai portatori di pace maker è proibito usare la macchina o avvicinarsi ai cavi. 4 Inserire a fondo la spina del cavo di massa in una presa (U oV) e ruotare in senso orario. 5 Inserire a fondo la spina della pistola in una presa (U oV) e ruotare in senso orario. 6 Infilare il connettore di comando 3 poli nell’apposita presa; se selezionato il ciclo manuale“MAN” il ciclo di puntatura inizia alla pressione del grilletto della torcia. 7 Accendere la saldatrice con l’interruttore X situato sul retro della macchina. 8 Per limitare l'esposizione al campo magnetico tenere il cavo della pistola dal lato della mano che la impugna, evitando di avvolgersi con il cavo. 4 DESCRIZIONE DELL'APPARECCHIO A- Tasto per la selezione dell’operatore “USER”. B- Led. Segnala la attivazione o lo spegnimento della funzione di selezione dell’operatore. C- Tasto. Attiva la funzione di riscaldamento ad impulsi. Si utilizza per realizzare delle calde su lamiere di grosso spessore. Vengono erogati tre impulsi consecutivi intervallati da un tempo di pausa fisso di 360 msec. Con i pulsanti S e T si regola la potenza, il display R visualizza la regolazione. Minimo = 20 Massimo = 90. D- Led. Segnala l’attivazione della funzione di riscaldamento ad impulsi. Per il funzionamento legge- re “funzione manuale – automatico” led O. E- Led. Segnala l’attivazione della funzione di puntatura rosette. Per il funzionamento leggere “funzione manuale – automatico” led O. F- Tasto. Attiva la funzione puntatura rosette. Serve a eseguire le trazioni su lamierati avendo preventivamente montato il martello sulla pistola e avendo fissato la rosetta a tre punte nella testa del martello. La potenza è costante e tramite i pulsanti S e T si regola un tempo, il display R visualizza la regolazione Minimo = 01 Massimo = 15. G- Led. Segnala l’attivazione della funzione di puntatura degli inserti. Per il funzionamento leggere “funzione manuale – automatico” led O. H- Tasto. Attiva la funzione di puntatura inserti. Serve a puntare i vari inserti filettati presenti nelle moderne carrozzerie delle auto. La potenza è costante e tramite i pulsanti S e T si regola un tempo, il display R visualizza la regolazione Minimo = 01 Massimo = 50. I- Led. Segnala l’attivazione della funzione di ricalco lamiere. Per il funzionamento leggere “funzione manuale – automatico” led O. L- Tasto. Attiva la funzione di ricalco lamiere. Serve a riappiattire le lamiere che hanno subito delle deformazioni. Si esegue con l’apposito elettrodo. Tempo fisso e tramite i pulsanti S e T si regola una potenza., il display R visualizza la regolazione Minimo = 20 Massimo = 60. M- Led. Segnala l’attivazione della funzione di scalda lamiere. Per il funzionamento leggere “funzione manuale – automatico” led O. N- Tasto. Attiva la funzione di scalda lamiere. Serve ad eseguire il riscaldo delle lamiere deformate tramite il carbone. Il tempo è illimitato e tramite i pulsanti S e T si regola una potenza, il display R visualizza la regolazione Minimo = 20 - Massimo = 60. O- Tasto selezione funzionamento automatico/manuale. All’accensione se la macchina è predisposta per il funzionamento manuale “MAN” il led P si accende. NOTA: all’accensione del generatore i led lampeggiano indicando lo stato di attesa “stand by”cioè macchina accesa senza tensione in attesa di comando. Selezionare una funzione di lavoro. La selezione tra funzionamento Manuale e Automatico avviene alla pressione del tasto O. Per funzionamento manuale si intende che, una volta selezionata la funzione, la puntatura viene comandata dal grilletto della pistola; il led che visualizza la scelta della funzione restano accesi in modo non lampeggiante e il display R visualizza la regolazione. Attenzione:con questa modalità di lavoro il generatore non entra mai in “stand by”. Per funzionamento automatico si intende che la puntatura non viene comandata dal grilletto della torcia, in relazione a questo i led che visualizzano la attivazione della funzione hanno due modi di funzionamento: 1) Lampeggiante la macchina non eroga tensione questo significa che è in attesa che l’operatore esegua la selezione di una funzione oppure che la macchina è inattiva per più di due minuti.Il display R visualizza due lineette (“stand by”). 2) NON lampeggiante la macchina eroga tensione ridotta 3 Q O D C E B A P S T R F G H I L M N Y X W U V Fig. 1 e per eseguire il lavoro impostato dall’operatore verifica automaticamente che ci sia contatto tra la torcia e il pezzo in lavorazione il display R visualizza numericamente la regolazione e i tasti T e S sono attivi. NOTA: In funzionamento automatico, una volta attivata una funzione, la macchina genera una bassa tensione che serve a verificare il contatto tra la pistola e il pezzo in lavorazione; quindi per eseguire correttamente la lavorazione agire come segue: · Appoggiare l’elettrodo di puntatura in modo fermo e deciso sul pezzo in lavorazione. · Lasciare eseguire il lavoro alla macchina. · Alzarsi dal punto di lavoro e non appoggiare la pistola in zone che possano venire accidentalmente a contatto con la massa. P- Led che segnala il funzionamento manuale. Q- Led che segnala il funzionamento automatico. R- Display visualizza le regolazioni eseguite con i tasti S e T. S- Tasto aumenta i valori visualizzati dal diplay R. T- Tasto diminuisce i valori visualizzati dal diplay R. U-V- Prese di potenza per cavo massa e pistola di puntatura. W-Presa 3 poli a cui connettere il maschio volante della pistola di puntatura indispensabile per il funzionamento manuale. Attenzione: usare esclusivamente torce originali; altre 4 potrebbero danneggiare la macchina. X- Interruttore che accende e spegne la macchina. Y- Cavo rete. 5 COLLEGAMENTO DELLA MASSA Il cavo di massa deve essere fissato il più vicino possibile al punto in cui si agirà. Per il fissaggio della massa rapida fornita con il cavo agire come segue: Per funzionamento manuale led P acceso. 1) Fissare l’elettrodo per le calde alla pistola di saldatura 2) Premere il pulsante H il led G si accende. 3) Tramite il tasto T regolare il tempo al minimo ( 05 ) 4) Poggiare la massa il più vicino possibile al punto di lavoro preventivamente sverniciato. 5) Poggiare la pistola vicino alla massa e premere il grilletto. 6) Sollevare la pistola e girare in senso orario il dado avvitato sul puntale della massa. Per funzionamento automatico led Q acceso. 1) Fissare un qualsiasi elettrodo alla pistola di saldatura 2) Premere il pulsante H il led G smette di lampeggiare. 3) Tramite il tasto T regolare il tempo al minimo ( 05 ) 4) Poggiare il puntale della massa il più vicino possibile al punto di lavoro preventivamente sverniciato. 5) Poggiare la pistola vicino alla massa attendere che la macchina rilevi il contatto e che esegua il punto. 6) Sollevare la pistola e girare in senso orario il dado avvitato sul puntale della massa. 6 LAVORO DI PIU’ OPERATORI Può capitare che più operatori abbiano la necessità di usare la macchina con regolazioni diverse; per questo motivo è stata introdotta la funzione USER. Questa funzione permette di memorizzare e di richiamare dei valori personalizzati registrando sempre l’ultimo valore impostato per ogni programma e per ogni livello di operatore. La accensione del led B visualizza se la macchina è in uso da un operatore, alla pressione breve del tasto A il display R visualizza la lettera L seguita da un numero che è quello scelto dall’utilizzatore una seconda pressione breve conferma l’operatore e riabilita l’uso del generatore. Come funziona il riconoscimento dell’operatore. Alla pressione breve (per breve si intende inferiore a 0,7sec) del pulsante A (USER) il display R visualizza la sigla L1 (livello 1) il led B è spento; la pressione del tasto S attiva il livello 2 e attiva la funzione,il led B si accende e il display R visualizza la sigla L2. La pressione del tasto A conferma il livello visualizzato dal display e abilita il funzionamento del generatore. L’operatore può attivare, selezionare,e regolare le funzioni che desidera, la memorizzazione delle impostazioni nei vari modi di lavoro avviene al cambio di funzione oppure 5 secondi dopo l’ultima regolazione. Poniamo che l’operatore 1 abbia terminato l’utilizzo e un secondo operatore voglia impostare il suo lavoro. Il led B acceso segnala al secondo operatore che la macchina è già in uso da un collega quindi preme il tasto A, sul display R compare la sigla “L2” (sigla dell’operatore che ha in uso la macchina) seleziona il livello “L3” e lo conferma premendo il tasto A, a questo punto la macchina propone le impostazioni, relative alle varie funzioni impostate in “L3” a questo punto il nuovo utilizzatore può impostare le sue regolazioni senza modificare le impostazioni già memorizzate da “L2”. PER USCIRE DAL RICONOSCIMENTO OPERATORE BASTA selezionare il livello L1, il led B si spegne quindi premere brevemente il pulsante A per confermare l’uscita dalla funzione. Il pulsante posto sul dorso della pistola dà la possibilità all’operatore di selezionare le funzioni della macchina senza muoversi dal punto di lavoro. 7 MANUTENZIONE Conservare leggibili e chiare le indicazioni e le figure sulla saldatrice. Il cavo rete ed i cavi di saldatura debbono essere isolati e in perfette condizioni; fare attenzione ai punti dove subiscono flessioni: vicino ai morsetti di collegamento, alle pinze di massa e all'ingresso nella pistola. Tutte le operazioni di manutenzione devono essere eseguite da personale qualificato. Prima di rimuovere i pannelli assicurarsi che la spina della macchina sia scollegata dal quadro di alimentazione. Gli elettrodi in uso devono essere liberati frequentemente da scorie ferrose. Rimuovere periodicamente olio e grasso NON UTILIZZANDO GETTI DI ACQUA NE SOLVENTI SULLE PARTI VERNICIATE. 5 INSTRUCTION MANUAL FOR SPOT WELDING MACHINE IMPORTANT: BEFORE STARTING THE EQUIPMENT, READ THE CONTENTS OF THIS MANUAL, WHICH MUST BE STORED IN A PLACE FAMILIAR TO ALL USERS FOR THE ENTIRE OPERATIVE LIFE-SPAN OF THE MACHINE. THIS EQUIPMENT MUST BE USED SOLELY FOR WELDING OPERATIONS. ELECTROMAGNETIC COMPATIBILITY This machine is manufactured in compliance with the instructions contained in the harmonized standard IEC 60974-10, and must be used solely for professional purposes in an industrial environment. There may be potential difficulties in ensuring electromagnetic compatibility in non-industrial environments. 1 SAFETY PRECAUTIONS WELDING AND ARC CUTTING CAN BE HARMFUL TO YOURSELF AND OTHERS. The user must therefore be educated against the hazards, summarized below, deriving from welding operations. For more detailed information, order the manual code 3.300.758 ELECTRIC SHOCK - May be fatal. · Install and earth the welding machine according to the applicable regulations. · Do not touch live electrical parts or electrodes with bare skin, gloves or wet clothing. · Isolate yourselves from both the earth and the workpiece. · Make sure your working position is safe. FUMES AND GASES - May be hazardous to your health. · Keep your head away from fumes. · Work in the presence of adequate ventilation, and use ventilators around the arc to prevent gases from forming in the work area. ARC RAYS - May injure the eyes and burn the skin. · Protect your eyes with welding masks fitted with filtered lenses, and protect your body with appropriate safety garments. · Protect others by installing adequate shields or curtains. RISK OF FIRE AND BURNS · Sparks (sprays) may cause fires and burn the skin; you should therefore make sure there are no flammable materials in the area, and wear appropriate protective garments. NOISE This machine does not directly produce noise exceeding 80dB. The plasma cutting/welding procedure may produce noise levels beyond said limit; users must therefore implement all precautions required by law. PACEMAKERS · The magnetic fields created by high currents may affect the operation of pacemakers. Wearers of vital electronic equipment (pacemakers) shall consult their physician before beginning any arc welding, cutting, gouging or spot welding operations. EXPLOSIONS · Do not weld in the vicinity of containers under pressure, or in the presence of explosive dust, gases or fumes. · All cylinders and pressure regulators used in welding operations should be handled with care. 6 DISPOSAL OF ELECTRICAL AND ELECTRONIC EQUIPMENT Do not dispose of electrical equipment together with normal waste!In observance of European Directive 2002/96/EC on Waste Electrical and Electronic Equipment and its implementation in accordance with national law, electrical equipment that has reached the end of its life must be collected separately and returned to an environmentally compatible recycling facility. As the owner of the equipment, you should get information on approved collection systems from our local representative. By applying this European Directive you will improve the environment and human health! IN CASE OF MALFUNCTIONS, REQUEST ASSISTANCE FROM QUALIFIED PERSONNEL. 2 GENERAL DESCRIPTIONS 2.1 SPECIFICATIONS This machine was developed to handle the problems that arise in auto body repair NOTE: Only steel bodies. It makes it possible to eliminate dents or bulges on the body, working from just one side. The welding machine must not be used for any other purpose, such as defrosting pipes or performing mechanical tasks. The machine was designed to be used by the operator using the planned control devices 2.2 EXPLANATION OF THE TECHNICAL SPECIFICATIONS LISTED ON THE MACHINE PLATE N° EN 5063 U20 I2cc U1n 1-50Hz S50 IP23C S NOTES: rating of Serial number, which must be indicated on any request regarding the welding machine The welding machine is manufactured according to these international standards. Single-phase transformer Secondary open-circuit voltage Max. short circuit current Rated supply voltage. 50-Hz single-phase power supply Power at 50% Protection rating for the housing. Grade 3 as the second digit means that the equipment is suit able for use outdoors in the rain. C: The additional letter C means that the equipment is protected against access to the live parts of the power circuit by a tool (diameter 2.5 mm ). Suitable for use in high-risk environments. Suitable for use in environments with a pollution 3 (see IEC 60664-1) 2.3 3. Pacemaker wearers are prohibited from using the machine or approach the cables. 4. Fully insert the earth cable plug into une socket (U or V) and turn clockwise. 5. Fully insert the gun plug into one socket (U or V) and turn clockwise. 6. Insert the 3-pin control connector into the socket provided; if the manual cycle “MAN” is selected, the spotwelding cycle begins when the torch trigger is pressed. 7. Turn on the welding machine using the switch X on the back of the machine. 8. To limit exposure to the magnetic field, keep the gun cable on the side of the hand holding it, avoiding wrapping the cable around. DESCRIPTION OF PROTECTIVE DEVICES 2.3.1 Thermal protection This machine is protected by a thermostat, which prevents the machine from operating if the allowable temperatures are exceeded. In this condition the display will show the error code E1. 3 INSTALLATION Only skilled personnel should install the machine. All connections must be carried out according to current regulations, and in full observance of safety laws (regulation CEI 26-10 - CENELEC HD 427). 1. Place the welding machine in a stable and safe position. Air must circulate freely, both incoming and outgoing, and the welding machine must be protected from entry by liquids, dirt, metal filings, etc. 2. Make sure that the supply voltage matches the voltage indicated on the specifications plate of the welding machine. When mounting a plug, make sure it has an adequate capacity, and that the yellow/green conductor of the power supply cable is connected to the earth pin. The capacity of the overload cutout switch or fuses installed in series with the power supply must be equivalent to the absorbed current I1 of the machine. Any extension cords must be sized appropriately for the absorbed current I1. Q O B A P S T R 4 DESCRIPTION OF THE EQUIPMENT A- Key to select the operator “USER”. B- LED. Signals the activation or shutdown of the operator selection function. C- Key. Activates the pulse heating function. It is used to produce heat on thick sheet metal. It delivers three consecutive pulses at a fixed interval of 360 msec. The buttons S and T adjust the power; display R shows the setting. Minimum = 20 Maximum = 90. D C E F G H I L M N Y X W U V Fig. 1 7 D-LED. Signals activation of the pulse heating funtion. For operation, read “manual – automatic function” LED O. E- LED. Signals activation of the rosette spot-welding function. For operation, read “manual – automatic function” LED O. F- Key. Activates the rosette spot-welding function. Performs traction on sheet metal after first mounting the hammer on the gun and fastening the threepointed rosette to the hammer head. The power is constant. Time is adjusted using the buttons S and T. The display R shows the setting: Minimum = 01 Maximum = 15. G- LED. Signals activation of the insert spot-welding function. For operation, read “manual – automatic function” LED O. H- Key. Activates the insert spot-welding function. Fastens the various threaded inserts present in modern auto bodies. The power is constant. Time is adjusted using the buttons S and T. The display R shows the setting: Minimum = 01 Maximum = 50. I- LED. Signals activation of the metal pressing function. For operation, read “manual – automatic function” LED O. L- Key. Activates the sheet metal pressing function. Serves to flatten sheet metal that has become misshapen. It is carried out using the specific electrode. Time is fixed, and the buttons S and T adjust the power; the display R shows the setting: Minimum = 20 Maximum = 60. M- LED. Signals activation of the sheet metal heating function. For operation, read “manual – automatic function” LED O. N- Key. Activates the sheet metal heating function. Heats deformed sheet metal using carbon. The time is unlimited. Use the buttons S and T to set a power; the display R shows the setting. Minimum = 20 - Maximum = 60. O- Automatic mode or manual selection key. Upon start-up, if the machine is set up for manual mode “MAN” the LED P lights. NOTE: upon power source start-up the LEDs flash, indicating “stand-by” status: the machine is on, with no voltage, awaiting commands. Select an operating function. Selecting between manual and automatic mode takes place by pressing the O key. Manual mode means that, once the function is selected, spot-welding is controlled by the trigger; the LED that indicates the function choice remains lit without flashing, and the display R shows the setting. Warning: in this operating mode the power source never enters “stand-by.” Automatic mode means that spot-welding is not controlled by the torch trigger. In relation to this the LEDs that show activation of the function have two operating modes: 8 1) Flashing the machine does not deliver voltage. This means that it is waiting for the operator to select a function, or that the machine has been inactive for more than two minutes. The display R shows two lines (“stand-by”). 2) NOT flashing the machine delivers reduced voltage, and to carry out the job set by the operator, it automatically makes sure there is contact between the torch and the workpiece. The display R shows the setting numerically, and the keys T and S are active. NOTE: In automatic mode, once a function is enabled, the machine generates a low voltage that serves to check the contact between the gun and the workpiece; thus to correctly perform the job, proceed as follows: Rest the spot-welding electrode firmly and steadily on the workpiece. Let the machine perform the job. Lift up from the working position and do not rest the gun in zones that might accidentally come into contact with earth. P- LED which signals manual mode. Q- LED which signals automatic mode. R- Display shows the settings made with the keys S and T. S- Key increases the values shown on the display R. T- Key reduces the values shown on the display R. U-V- Power sockets for earth cable and spot-welding gun. W- 3-pin socket to which to connect the male patch connector of the spot-welding gun, essential for manual mode. Warning: use only original torches; others might damage the machine. X- Switch that turns the machine on and off. Y- Mains cable. 5 EARTH CONNECTION The earth cable must be fastened as close as possble to the point where you will be working. To fasten the quick earth supplied with the cable, proceed as follows: For manual mode LED P lit. 1) Fasten the heating electrode to the welding gun 2) Press the button H; the LED G lights. 3) Use the key T to adjust the time to the minimum (05) 4) Rest the earth as close as possible to the working area, after first removing all paint. 5) Rest the gun near the earth and press the trigger. 6) Raise the gun and turn the nut screwed onto the earth probe clockwise. For automatic mode, LED Q is lit. 1) Fasten any electrode to the welding gun 2) Press the button H; the LED G stops flashing. 3) Use the key T to adjust the time to the minimum (05) 4) Rest the earth probe as close as possible to the working area, after first removing all paint. 5) Rest the gun near the earth; wait for the machine to detect the contact and make the spot-weld. 6) Raise the gun and turn the nut screwed onto the earth probe clockwise. The button on the back of the gun allows the operator to select the machine functions without moving from the working position. 6 WORKING WITH MULTIPLE OPERATORS It may occur that multiple operators need to use the machine with different settings; this is why the USER function was introduced. This function allows you to save and call up customized values, always recording the last value set for each program and for each operator level. The LED B lights if the machine is being used by an operator. Briefly pressing the key A causes the display R to show the letter L followed by a number, which is the one selected by the user. Press it briefly again to confirm the operator and re-enable use of the power source. How operator recognition works. Briefly pressing (“brief” means less than 0.7 sec ) the button A (USER) causes the display R t show the abbreviation L1 (level 1), and LED B is off; pressing the S key activates level 2 and activates the function. The LED B lights and the display R shows the abbreviation L2. Pressing the key A confirms the level shown on the display and enables power source operation. The operator may activate, select, and adjust the desired functions. The settings are saved in the various operating modes whenever the function changes, or 5 seconds after the last adjustment. Let us imagine that operator 1 has stopped using the machine, and a second operator wishes to set up his or her work. The LED B lights to signal to the second operator that the machine is already being used by a colleague; s/he then presses the key A. Display R shows the abbreviation “L2” (abbreviation of the operator who is using the machine). S/he selects level “L3” and confirms it by pressing the key A. At this point the machine suggests the settings, corresponding to the various functions set in “L3”; at this point the new user may set his or her adjustments without changing the settings already saved by “L2.” TO EXIT DAL OPERATOR RECOGNITION SIMPLY select level L1. The LED B shuts off. Then briefly press the button A to confirm exiting the function. 7 MAINTENANCE Keep all instructions and figures on the welding machine clear and legible. The mains cable and welding cables must be insulated and in perfect condition; be careful at the flex points: near the connector terminals, earth clamps and gun input. All maintenance operations must be carried out by qualified personnel. Before removing the panels, make sure that the machine plug is disconnected from the power supply panel. The electrodes in use must be frequently cleaned of ferrous waste. Periodically remove oil and grease NOT USING SPRAYED WATER NOR SOLVENTS ON THE PAINTED PARTS. 9 BETRIEBSANLEITUNG FÜR PUNKTSCHWEIßMASCHINE WICHTIG: VOR DER INBETRIEBNAHME DES GERÄTS DEN INHALT DER VORLIEGENDEN BETRIEBSANLEITUNG AUFMERKSAM DURCHLESEN; DIE BETRIEBSANLEITUNG MUß FÜR DIE GESAMTE LEBENSDAUER DES GERÄTS AN EINEM ALLEN INTERESSIERTEN PERSONEN BEKANNTEN ORT AUFBEWAHRT WERDEN. DIESES GERÄT DARF AUSSCHLIEßLICH ZUR AUSFÜHRUNG VON SCHWEIßARBEITEN VERWENDET WERDEN. 1 SICHERHEITSVORSCHRIFTEN DAS LICHTBOGENSCHWEIßEN UND -SCHNEIDEN KANN FÜR SIE UND ANDERE GESUNDHEITSSCHÄDLICH SEIN; daher muß der Benutzer über die nachstehend kurz dargelegten Gefahren beim Schweißen unterrichtet werden. Für ausführlichere Informationen das Handbuch Nr. 3.300758 anfordern. STROMSCHLAG - Er kann tödlich sein! · Die Schweißmaschine gemäß den einschlägigen Vorschriften installieren und erden. · Keinesfalls stromführende Teile oder die Elektroden mit ungeschützten Händen, nassen Handschuhen oder Kleidungsstücken berühren. · Der Benutzer muß sich von der Erde und vom Werkstück isolieren. · Sicherstellen, daß Ihre Arbeitsposition sicher ist. RAUCH UND GASE - Sie können gesundheitsschädlich sein! · Den Kopf nicht in die Rauchgase halten. · Für eine ausreichende Lüftung während des Schweißens sorgen und im Bereich des Lichtbogens eine Absaugung verwenden, damit der Arbeitsbereich frei von Rauchgas bleibt. STRAHLUNG DES LICHTBOGENS - Sie kann die Augen verletzen und zu Hautverbrennungen führen! · Die Augen mit entsprechenden Augenschutzfil-tern schützen und Schutzkleidung verwenden. · Zum Schutz der anderen geeignete Schutzschir-me oder Zelte verwenden. BRANDGEFAHR UND VERBRENNUNGSGEFAHR · Die Funken (Spritzer) können Brände verursachen und zu Hautverbrennungen führen. Daher ist sicherzustellen, daß sich keine entflammbaren Materialien in der Nähe befinden. Geeignete Schutzkleidung tragen. LÄRM Dieses Gerät erzeugt selbst keine Geräusche, die 80 dB überschreiten. Beim Plasmaschneid- und Plasmaschweißprozeß kann es zu einer Geräuschentwicklung kommen, die diesen Wert überschreitet. Daher müssen die Benutzer die gesetzlich vorgeschriebenen Vorsichtsmaßnahmen treffen. HERZSCHRITTMACHER · Die durch große Ströme erzeugten magnetischen Felder können den Betrieb von Herzschrittmachern stören. Träger von lebenswichtigen elektronischen Geräten (Herzschrittmacher) müssen daher ihren Arzt befragen, bevor sie sich in die Nähe von Lichtbogenschweiß-, Schneid-, Brennputz- oder Punktschweißprozessen begeben. 10 EXPLOSIONSGEFAHR · Keine Schneid-/Schweißarbeiten in der Nähe von Druckbehältern oder in Umgebungen ausführen, die explosiven Staub, Gas oder Dämpfe enthalten. Die für den Schweiß-/Schneiprozeß verwendeten Gasflaschen und Druckregler sorgsam behandeln. ELEKTROMAGNETISCHE VERTRÄGLICHKEIT Dieses Gerät wurde in Übereinstimmung mit den Angaben der harmonisierten Norm IEC 60974-10 konstruiert und darf ausschließlich zu gewerblichen Zwecken und nur in industriellen Arbeitsumgebungen verwendet werden. Es ist nämlich unter Umständen mit Schwierigkeiten verbunden ist, die elektromagnetische Verträglichkeit des Geräts in anderen als industriellen Umgebungen zu gewährleisten. ENTSORGUNG DER ELEKTRO- UND ELEKTRONIKGERÄTE Elektrogeräte dürfen niemals gemeinsam mit gewöhnlichen Abfällen entsorgt werden! In Übereinstimmung mit der Europäischen Richtlinie 2002/96/EG über Elektro- und Elektronik-Altgeräte und der jeweiligen Umsetzung in nationales Recht sind nicht mehr verwendete Elektrogeräte gesondert zu sammeln und einer Anlage für umweltgerechtes Recycling zuzuführen. Als Eigentümer der Geräte müssen Sie sich bei unserem örtlichen Vertreter über die zugelassenen Sammlungssysteme informieren. Die Umsetzung genannter Europäischer Richtlinie wird Umwelt und menschlicher Gesundheit zugute kommen! IM FALLE VON FEHLFUNKTIONEN MUß MAN SICH AN EINEN FACHMANN WENDEN. 2 ALLGEMEINE BESCHREIBUNG 2.1 TECHNISCHE ANGABEN Diese Maschine wurde konzipiert, um den Problemen bei der Reparatur von Fahrzeugkarosserien zu begegnen. HINWEIS: Nur Karosserien aus Stahl. Sie gestattet das Beseitigen von Dellen und Beulen auf der Karosserie an nur einseitig zugänglichen Stellen. Die Schweißmaschine darf zu keinem anderen Zweck wie z.B. das Auftauen von Rohren oder das Ausführen von mechanischen Arbeiten verwendet werden. Die Maschine muss vom Bediener mit Hilfe der vorgesehenen Stellteile bedient werden. 2.2 ERLÄUTERUNG DER TECHNISCHEN DATEN, DIE AUF DEM LEISTUNGSSCHILD DER MASCHINE ANGEGEBEN SIND Nr. EN 50063 Seriennummer; sie muss bei allen Anfragen zur Schweißmaschine stets angegeben werden. Die Konstruktion der Schweißmaschine entspricht diesen Normen. Einphasen-Transformator/Gleichrichter. U20 I2cc U1n 1-50Hz S50 Leerlauf-Sekundärspannung Max. Kurzschlußstrom Nennspannung. Einphasen-Stromversorgung 50 Hz Leistung @ 50% IP23C Schutzart des Gehäuses. Die zweite Ziffer 3 gibt an, dass das Gerät im Freien bei Regen betrieben werden darf. C: Der zusätzliche Buchstabe C gibt an, dass das Gerät gegen das Eindringen eines Werkzeugs (Durchmesser 2,5 mm) in den Bereich der aktiven Teile des Stromversorgungskreises geschützt ist. S Geeignet zum Betrieb in Umgebungen mit erhöhter Gefährdung. ANMERKUNGEN: Das Gerät ist für den Betrieb in Umgebungen mit Verunreinigungsgrad 3 geeignet (siehe IEC 60664-1). 1. Die Schweißmaschine stabil und sicher positionieren. Die Zirkulation der ein- und austretenden Luft muss gewährleistet sein. Außerdem muss die Schweißmaschine gegen das Eindringen von Flüssigkeiten, Schmutz, Metallspänen usw. geschützt werden. 2. Sicherstellen, dass die Netzspannunug der auf dem Leistungsschild der Schweißmaschine angegebenen Nennspannung entspricht. Das Netzkabel mit einem der Stromaufnahme entsprechenden Netzstecker ausrüsten und sicherstellen, dass der gelb-grüne Schutzleiter an den Schutzkontakt angeschlossen ist. Der Nennstrom des in Reihe mit der Netzstromversorgung geschalteten LeistungsschutzSchalters oder der Schmelzsicherungen muss gleich dem von der Maschine aufgenommenen Strom I1 sein. Ggf. verwendete Verlängerungen müssen einen der Stromaufnahme I1 angemessenen Querschnitt haben. 3. Trägern von Herzschrittmachern ist der Gebrauch der Maschine und die Annäherung an die Kabel verboten. 4. Den Stecker des Massekabels bis zum Anschlag in die Steckdose (U oder V) stecken und nach rechts drehen. 5. Den Stecker der Schweißpistole bis zum Anschlag in die Steckdose (U oder V) stecken und nach rechts drehen. 6. Den 3-poligen Stecker der Steuerleitung in die hierfür vorgesehene Steckdose stecken. Wenn der 2.3 BESCHREIBUNG DER SCHUTZEINRICHTUNGEN 2.3.1 Thermischer Schutz Dieses Gerät wird durch einen Thermostaten geschützt, der den Betrieb der Maschine sperrt, wenn die zulässige Temperatur überschritten wird. In diesem Zustand zeigt das Display den Fehlercode E1 an. 3 INSTALLATION Die Installation der Maschine muss durch Fachpersonal erfolgen. Alle Anschlüsse müssen nach den geltenden Bestimmungen und unter strikter Beachtung der Unfallverhütungsvorschriften ausgeführt werden (Norm CEI 26-10 CENELEC HD 427). Q O B A P S T R D C E F G H I L M N Y X W U V Fig. 1 11 Handbetrieb (MAN) gewählt wurde, beginnt der Punktschweißbetrieb bei Betätigung des Druckschalters der Schweißpistole. 7. Die Schweißmaschine mit dem Schalter X auf der Rückseite der Maschine einschalten. 8. Zur Begrenzung der Aussetzung an das Magnetfeld muss sich das Kabel der Schweißpistole auf der Seite der Hand befinden, die die Schweißpistole hält, damit das Kabel keine Spirale um den Schweißer bildet. 4 BESCHREIBUNG DES GERÄTS A- Taste für die Wahl des Benutzers (“USER”) . B- LED. Sie signalisiert die Aktivierung bzw. Deaktivierung der vom Bediener gewählten Funktion. C- Taste. Sie aktiviert die Funktion zum Erwärmen des Bleches mit Impulsen. Sie dient zum Erwärmen von sehr dicken Blechen. Es werden drei aufeinander folgende Impulse mit einem festen Intervall von 360 ms ausgegeben. Mit den Tasten S und T regelt man die Leistung. Das Display R zeigt die Einstellung an. Minimum = 20 Maximum = 90. D- LED. Sie signalisiert die Aktivierung der Funktion zum Erwärmen des Blechs mit Impulsen. Für die Funktionsweise siehe “Funktion Handbetrieb – Automatikbetrieb” LED O. E- LED. Sie signalisiert die Aktivierung der Funktion zum Punktschweißen von Spezialscheiben. Für die Funktionsweise siehe “Funktion Handbetrieb – Automatikbetrieb” LED O. F- Taste. Zum Aktivieren der Funktion zum Punktschweißen von Spezialscheiben. Sie dient zum Ausüben der Zugkraft bei Blechen; hierzu muss man den Ausbeulhammer auf die Pistole montieren und die Spezialscheibe mit drei Spitzen im Hammerkopf befestigen. Die Leistung ist konstant und mit den Tasten S und T regelt man die Zeit; das Display R zeigt die Einstellung an: Minimum = 01 Maximum = 15. G- LED. Sie signalisiert die Aktivierung der Funktion zum Punktschweißen von Gewindeeinsätzen. Für die Funktionsweise siehe “Funktion Handbetrieb – Automatikbetrieb” LED O. H- Taste. Sie aktiviert die Funktion zum Punktschweißen von Gewindeeinsätzen. Sie dient zum Punktschweißen der verschiedenen Gewindeeinsätze, über die moderne Fahrzeugkarosserien verfügen. Die Leistung ist konstant und mit den Tasten S und T regelt man die Zeit; das Display R zeigt die Einstellung an: Minimum = 01 Maximum = 50. I- LED. Sie signalisiert die Aktivierung der Funktion zum Stauchen von Blechen. Für die Funktionsweise siehe “Funktion Handbetrieb – Automatikbetrieb” LED O. L- Taste. Sie aktiviert die Funktion zum Stauchen von Blechen. Sie dient zum Glätten von verformten Blechen. Hierzu wird eine spezielle Elektrode benötigt. Die Zeit ist konstant und mit den Tasten S und T regelt 12 man die Leistung. Das Display R zeigt die Einstellung an: Minimum = 20 Maximum = 60. M- LED. Sie signalisiert die Aktivierung der Funktion zum Erwärmen des Blechs. Für die Funktionsweise siehe “Funktion Handbetrieb – Automatikbetrieb” LED O. N- Taste. Sie aktiviert die Funktion zum Erwärmen des Blechs. Sie dient zum Erwärmen des verformten Blechs mit Hilfe einer Kohleelektrode. Die Zeit ist unbegrenzt und mit den Tasten S und T regelt man die Leistung. Das Display R zeigt die Einstellung an: Minimum = 20 - Maximum = 60. O- Taste für die Wahl des Automatikbetriebs oder Handbetriebs. Wenn die Maschine auf Handbetrieb (“MAN“) eingestellt ist, leuchtet beim Einschalten die LED P auf. HINWEIS: Beim Einschalten der Stromquelle blinken die LEDs und zeigen so den Wartezustand (Standby) an; d.h. dass die Maschine ohne Spannung eingeschaltet ist und auf einen Bedienungsbefehl wartet. Eine Arbeitsfunktion wählen. Die Wahl zwischen Handbetrieb und Automatikbetrieb erfolgt durch Drücken der Taste O. Mit “Handbetrieb“ ist gemeint, dass das Punktschweißen nach Wahl der Funktion mit dem Druckschalter der Schweißpistole gesteuert wird. Die LEDs, die die gewählte Funktion anzeigen, blin ken und das Display R zeigt die Einstellung an. Achtung:In dieser Betriebsart schaltet die Stromquelle nie auf “Standby”. Mit “Automatikbetrieb“ ist gemeint, dass das Punktschweißen nicht mit dem Druckschalter der Schweißpistole gesteuert wird. Bei dieser Betriebsart haben die LEDs, die die Aktivierung der Funktion anzeigen, zwei Funktionsweisen: 1) Blinkend: Die Maschine gibt keine Spannung ab. Das bedeutet, dass sie darauf wartet, dass der Bediener eine Funktion wählt, oder dass sie länger als zwei Minuten inaktiv war. Das Display R zeigt zwei Linien an (“Standby”). 2) NICHT blinkend: Die Maschine gibt eine reduzierte Spannung ab und zum Ausführen der von Bediener eingestellten Arbeit prüft sie automatisch, ob zwischen Brenner und Werkstück Kontakt ist. Das Display R zeigt die Einstellung in Ziffern an und die Tasten T und S sind aktiv. HINWEIS: Im Automatikbetrieb erzeugt die Maschine nach Aktivierung einer Funktion eine niedrige Spannung, die zur Kontrolle des Kontakts zwischen Pistole und Werkstück dient. Zum sachgemäßen Ausführung der Arbeit muss man dann wie folgt ver fahren: - Die Punktschweißelektrode mit einer sicheren und entschiedenen Bewegung auf das Werkstück aufsetzen. - Die Arbeit von der Maschine ausführen lassen. - Die Elektrode vom Arbeitspunkt anheben. Die Pistole nicht an einer Stelle ablegen, wo sie ver sehentlich in Kontakt mit der Masse kommen könnte. P- LED Sie signalisiert den Handbetrieb. Q- LED Sie signalisiert den Automatikbetrieb. R- Display Es zeigt die mit den Tasten S und T vorgenommenen Einstellungen an. S- Taste Sie dient zum Heraufsetzen der auf Diplay R angezeigten Werte. T- Taste Sie dient zum Herabsetzen der auf Diplay R angezeigten Werte. U-V Leistungssteckdosen für Massekabel und Punktschweißpistole. W- 3-polige Steckdose für den fliegenden Stecker der Punktschweißpistole; unabdingbar für den Handbetrieb. Achtung: Ausschließlich Originalbrenner verwenden; andere Brenner könnten die Maschine beschädigen. X- Schalter zum Ein- und Ausschalten der Maschine. Y- Netzkabel. 5 MASSEANSCHLUSS Das Massekabel muss so nahe wie möglich an der Schweißstelle befestigt werden. Zum Befestigen der mit dem Kabel gelieferten Masseschnellklemme wie folgt verfahren: Für den Handbetrieb: LED P eingeschaltet. 1) Die Elektrode für die Erwärmung des Blechs an der Schweißpistole befestigen. 2) Die Taste H drücken: Die LED G leuchtet auf. 3) Mit der Taste T die Zeit auf das Minimum (05) einstellen. 4) Die Masseklemme möglichst nahe an dem zuvor vom Lack befreiten Arbeitspunkt aufsetzen. 5) Die Pistole in der Nähe der Masseklemme aufsetzen und ihren Druckschalter betätigen. 6) Die Pistole anheben und die auf die Spitze der Masseklemme geschraubte Mutter im Uhrzeigersinn drehen. Für den Automatikbetrieb: LED Q eingeschaltet. 1) Eine beliebige Elektrode an der Schweißpistole befestigen. 2) Die Taste H drücken: Die LED G hört auf zu blinken. 3) Mit der Taste T die Zeit auf das Minimum (05) einstellen. 4) Die Spitze der Masseklemme möglichst nahe an dem zuvor von Lack befreiten Arbeitspunkt aufsetzen. 5) Die Pistole in der Nähe der Masseklemme aufsetzen und abwarten, bis die Maschine den Kontakt erkennt und den Schweißpunkt ausführt. 6) Die Pistole anheben und die auf die Spitze der Masseklemme geschraubte Mutter im Uhrzeigersinn drehen. individuellen Einstellungen. Es wird immer der zuletzt für jedes Programm und für jede Benutzerebene eingestellte Wert gespeichert. Das Aufleuchten der LED B zeigt an, dass die Maschine von einem Bediener benutzt wird. Drückt man kurz die Taste A, zeigt das Display R den Buchstaben L gefolgt von einer vom Benutzer gewählten Zahl an. Durch erneutes kurzes Drücken der Taste bestätigt man den Benutzer und gibt den Betrieb der Stromquelle frei. Benutzeridentifikation. Bei kurzer Betätigung (kürzer als 0,7s) der Taste A (USER) zeigt das Display R das Kürzel L1 (Ebene 1) an. Die LED B ist ausgeschaltet. Durch Drücken der Taste S aktiviert man Ebene 2 und aktiviert die Funktion “USER”. Die LED B leuchtet auf und das Display R zeigt das Kürzel L2 an. Durch Drücken der Taste A bestätigt man die vom Display angezeigte Ebene und gibt den Betrieb der Stromquelle frei. Der Benutzer kann die Funktionen nach Bedarf aktivieren, wählen und einstellen. Die Speicherung der Einstellungen der verschiednen Arbeitsmodi erfolgt beim Wechseln der Funktion bzw. 5 Sekunden nach der letzten Einstellung. Nehmen wir an, dass der Benutzer 1 die Arbeit beendet hat und ein zweiter Benutzer seine Arbeit einstellen möchte. Die leuchtende LED B zeigt dem Benutzer an, dass die Maschine schon von einem Kollegen verwendet wird. Er muss daher die Taste A drücken. Auf dem Display R erscheint das Kürzel “L2” (Kürzel des Benutzers, der die Maschine gebraucht). Man muss nun Ebene “L3” wählen und durch Drücken der Taste A bestätigen. An diesem Punkt schlägt die Maschine die Einstellungen für die in “L3” eingestellten Funktionen vor. Nun kann der neue Benutzer seine Einstellungen eingeben, ohne die schon in “L2” gespeicherten Einstellungen zu verändern. ZUM VERLASSEN DER FUNKTION FÜR DIE BENUTZERIDENTIFIKATION muss man lediglich Ebene L1 wählen. Die LED B erlischt. Dann kurz die Taste A drücken, um die Beendigung der Funktion zu bestätigen. Die Taste auf dem Rücken der Pistole bietet dem Benutzer die Möglichkeit, die Funktionen der Maschine vom Arbeitsplatz aus zu wählen. 6 ARBEIT MIT MEHREREN BENUTZERN Es kann vorkommen, dass mehrere Benutzer die Maschine mit unterschiedlichen Einstellungen verwenden müssen. Aus diesem Grund wurde die Funktion USER vorgesehen. Diese Funktion gestattet das Speichern und Abrufen der 13 7 WARTUNG Darauf achten, dass die Anweisungen und Bilder auf der Schweißmaschine stets klar lesbar bleiben. Das Netzkabel und die Schweißkabel müssen isoliert sein und sich in einem einwandfreien Zustand befinden. Auf Knickstellen achten: in der Nähe der Anschlussklemmen, bei den Masseklemmen und am Eintritt in die Schweißpistole. Alle Wartungsarbeiten müssen von Fachkräften ausgeführt werden. Vor dem Entfernen der Verkleidungen sicherstellen, dass der Netzstecker der Maschine vom Verteilerschrank abgezogen wurde. Die verwendeten Elektroden müssen häufig von Eisenschlacke gesäubert werden. Die Maschine in regelmäßigen Zeitabständen von Öl und Fett säubern. HIERZU KEINEN WASSERSTRAHL UND KEIN LÖSEMITTEL VERWENDEN. 14 MANUEL D’INSTRUCTION POUR POSTE A SOUDER PAR POINTS IMPORTANT: AVANT LA MISE EN MARCHE DE LA MACHINE, LIRE CE MANUEL ET LE GARDER, PENDANT TOUTE LA VIE OPÉRATIONNELLE, DANS UN ENDROIT CONNU PAR LES DIFFÉRENTES PERSONNES INTÉRESSÉES. CETTE MACHINE NE DOIT ÊTRE UTILISÉE QUE POUR DES OPÉRATIONS DE SOUDURE. 1 PRÉCAUTIONS DE SÉCURITÉ LA SOUDURE ET LE DÉCOUPAGE À L’ARC PEUVENT ÊTRE NUISIBLES À VOUS ET AUX AUTRES. L’utilisateur doit pourtant connaître les risques, résumés ci-dessous, liés aux opérations de soudure. Pour des informations plus détaillées, demander le manuel code.3.300758 DÉCHARGE ÉLECTRIQUE - Peut tuer. · Installer et raccorder à la terre le poste à souder selon les normes applicables. · Ne pas toucher les pièces électriques sous tension ou les électrodes avec la peau nue, les gants ou les vêtements mouillés. · S’isoler de la terre et de la pièce à souder. · S’assurer que la position de travail est sûre. FUMÉES ET GAZ - Peuvent nuire à la santé · Garder la tête en dehors des fumées. · Opérer en présence d’une ventilation adéquate et utiliser des aspirateurs dans la zone de l’arc afin d’éviter l’existence de gaz dans la zone de travail. RAYONS DE L’ARC - Peuvent blesser les yeux et brûler la peau. · Protéger les yeux à l’aide de masques de soudure dotés de lentilles filtrantes et le corps au moyen de vêtements adéquats. · Protéger les autres à l’aide d’écrans ou rideaux adéquats. RISQUE D’INCENDIE ET BRÛLURES · Les étincelles (jets) peuvent causer des incendies et brûler la peau; s’assurer donc qu’il n’y a aucune matière inflammable dans les parages et utiliser des vêtements de protection adéquats. BRUIT Cette machine ne produit pas elle-même des bruits supérieurs à 80 dB. Le procédé de découpage au plasma/soudure peut produire des niveaux de bruit supérieurs à cette limite; les utilisateurs devront donc mette en oeuvre les précautions prévues par la loi. STIMULATEURS CARDIAQUES · Les champs magnétiques générés par des courants élevés peuvent affecter le fonctionnement des stimulateurs cardiaques. Les porteurs d’appareils électroniques vitaux (stimulateurs cardiaques) doivent consulter le médecin avant de se rapprocher aux opérations de soudure à l’arc, découpage, décriquage ou soudure par points. EXPLOSIONS · Ne pas souder à proximité de récipients sous pression ou en présence de poussières, gaz ou vapeurs explosifs. Manier avec soin les bouteilles et les détendeurs de pression utilisés dans les opérations de soudure. COMPATIBILITE ELECTROMAGNETIQUE Cette machine est construite en conformité aux indications contenues dans la norme harmonisée IEC 60974-10 et ne doit être utilisée que pour des buts professionnels dans un milieu industriel. En fait, il peut y avoir des difficultés potentielles dans l’assurance de la compatibilité électromagnétique dans un milieu différent de celui industriel. ÉLIMINATION D'ÉQUIPEMENTS ÉLECTRIQUES ET ÉLECTRONIQUES Ne pas éliminer les déchets d’équipements électriques et électroniques avec les ordures ménagères!Conformément à la Directive Européenne 2002/96/CE sur les déchets d’équipements électriques et électroniques et à son introduction dans le cadre des législations nationales, une fois leur cycle de vie terminé, les équipements électriques et électroniques doivent être collectés séparément et conférés à une usine de recyclage. Nous recommandons aux propriétaires des équipements de s’informer auprès de notre représentant local au sujet des systèmes de collecte agréés.En vous conformant à cette Directive Européenne, vous contribuez à la protection de l’environnement et de la santé! EN CAS DE MAUVAIS FONCTIONNEMENT, DEMANDER L’ASSISTANCE DE PERSONNEL QUALIFIÉ. 2 DESCRIPTIONS GENERALES 2.1 SPECIFICATIONS Cette machine a été conçue pour aborder les problèmes survenant lors de la réparation des carrosseries automobiles. N.B. Uniquement carrosseries en acier. Elle permet d’éliminer les bosses ou les reliefs sur la carrosserie en opérant d’un seul côté. Le poste à souder ne doit pas être utilisé pour des buts différents tels que décongeler les tuyaux ou effectuer des opérations mécaniques. La machine a été conçue de sorte que l’opérateur peut l’utiliser au moyen des dispositifs de commande prévus. 2.2 EXPLICATION DES DONNEES TECHNIQUES PRESENTES SUR LA PLAQUETTE DE LA MACHINE N° EN 50063 Numéro matricule à citer toujours pour toute question concernant le poste à souder Le poste à souder est construit selon ces normes internationales Transformateur monophasé U20 I2cc U1n Tension à vide secondaire Courant max. de court circuit Tension nominale d'alimentation. 15 plein respect de la loi sur la prévention des accidents. (norme CEI 26-10 - CENELEC HD 427). 1. Placer le poste à souder dans une position stable et sûre. La circulation de l'air doit être dégagée à l'entrée et à la sortie et la machine doit être protégée contre l'entrée de liquides, saleté, limailles métalliques, etc. 2. Contrôler que la tension d'alimentation correspond à la tension indiquée sur la plaquette des données techniques du poste à souder. Brancher une prise de capacité suffisante sur le cordon d'alimentation en s'assurant que le conducteur vert/jaune est branché sur la borne de terre. La capacité de l'interrupteur magnéto-thermique ou des fusibles, en série à l'alimentation, doit être égale au courant I1 absorbé par la machine. Toute éventuelle liaison de raccordement doit avoir une section suffisante au courant I1 absorbé. 3. Aux porteurs de stimulateurs cardiaques il est défendu d'utiliser la machine ou de s'approcher des câbles. 4. Enfoncer la fiche du câble de masse dans la prise (U ou V) et tourner en sens horaire. 5. Enfoncer la fiche du pistolet dans la prise (U ou V) et tourner en sens horaire. 6. Brancher le connecteur de commande 3 pôles sur la prise prévue à cet effet ; si le cycle manuel « MAN » a été sélectionné, le cycle de pointage débute en 1-50Hz S50 IP23C Alimentation monophasée 50Hz Puissance à 50% Degré de protection de la carcasse. Degré 3 en tant que deuxième chiffre signifie que cette machine peut être utilisée à l'extérieur sous la pluie. C: la lettre additionnelle C signifie que la machine est protégée contre l'accès d'un outil (diamètre 2,5 mm) aux pièces sous tension du circuit d'alimentation. S Indiquée pour opérer dans des milieux avec risque accru. NOTE: Indiquée pour opérer dans des milieux avec degré de pollution 3 (voir IEC 60664-1) 2.3 DESCRIPTION DES PROTECTIONS 2.3.1 Protection thermique Cette machine est protégée par un thermostat empêchant le fonctionnement de la machine lors du dépassement des températures admises. Dans ces conditions le ventilateur continue à fonctionner et le display affichera le code d'erreur E1. 3 INSTALLATION L'installation de la machine doit être exécutée par du personnel expert. Tous les raccordements doivent être exécutés conformément aux normes en vigueur et dans le Q O B A P S T R D C E F G H I L M N W U V Fig. 1 16 Y X appuyant sur la détente de la torche. 7. Mettre en marche le poste à souder à l’aide de l’interrupteur X situé sur l’arrière de la machine. 8. Afin de limiter l'exposition au champ magnétique, tenir le câble du pistolet du côté de la main qui le saisi tout en évitant de s'enrouler avec le câble. 4 DESCRIPTION DE LA MACHINE A- Touche pour la sélection de l’opérateur « USER ». B- Voyant. Signale l’activation ou la désactivation de la fonction de sélection de l’opérateur. C- Touche. Active la fonction de chauffage par impulsions. Cette fonction est utilisée pour réaliser des chauffes sur tôles de grosse épaisseur. Trois impulsions consécutives sont émises, suivies par un temps de pause fixe de 360 msec. Les touches S et T règlent la puissance et le display R affiche le réglage. Mini = 20 Maxi = 90. D- Voyant. Signale l’activation de la fonction de chauffage par impulsions. Pour le fonctionnement lire « fonction manuelle – automatique » voyant O. E- Voyant. Signale l’activation de la fonction de pointage de rondelles. Pour le fonctionnement lire «fonction manuelle – automatique » voyant O. F- Touche. Active la fonction de pointage de rondelles. Cette fonction sert à exécuter les tractions des tôles après avoir monté le marteau sur le pistolet et fixé la rondelle à trois pointes sur la tête du marteau. La puissance est constante et le temps peut être réglé au moyen des touches S et T ; le display R affiche le réglage Mini = 01 Maxi 15. G- Voyant. Signale l’activation de la fonction de pointage de pièces d’insertion. Pour le fonctionnement lire « fonction manuelle – automatique » voyant O. H- Touche. Active la fonction de pointage de pièces d’insertion. Cette fonction sert à souder par points les différentes pièces d’insertion des modernes carrosseries automobiles. La puissance est constante et le temps peut être réglé au moyen des touches S et T ; le display R affiche le réglage Mini = 01 Maxi 50. I- Voyant. Signale l’activation de la fonction de décalquage de tôles. Pour le fonctionnement lire «fonction manuelle – automatique » voyant O. L- Touche. Active la fonction de décalquage de tôles. Cette fonction sert à raplatir les tôles ayant subi des déformations. La fonction est exécutée au moyen de l’électrode prévue à cet effet. Le temps est fixe et la puissance peut être réglée au moyen des touches S et T; le display R affiche le réglage Mini = 20 Maxi = 60. M- Voyant. Signale l’activation de la fonction de chauffage de tôles. Pour le fonctionnement lire «fonction manuelle – automatique » voyant O. N- Touche. Active la fonction de chauffage de tôles. Cette fonction sert à chauffer les tôles déformées par le charbon. Le temps est illimité et la puissance peut être réglée au moyen des touches S et T ; le display R affiche le réglage Mini = 20 Maxi 60. O- Touche de sélection fonctionnement automatique ou manuel. A la mise en marche, si la machine est prédisposée pour le fonctionnement manuel «MAN», le voyant P s’allume NOTE: à la mise en marche du générateur, les voyants clignotent tout en indiquant l’état d’attente «stand by», c’est-à-dire que la machine est en marche hors tension en attente de commande. Sélectionner une fonction de travail. La sélection entre fonctionnement Manuel et Automatique se fait en appuyant sur la touche O. Fonctionnement manuel signifie que, après avoir sélectionné la fonction, le pointage est commandé par la détente du pistolet ; les voyants affichant la fonction retenue restent allumés en mode non clignotant et le display R affiche le réglage. Attention : dans cette modalité de fonctionnement le générateur n’entre jamais en « stand by ». Fonctionnement automatique signifie que le pointage n’est pas commandé par la détente de la torche ; par conséquent, les voyants affichant l’activation de la fonction ont deux modalités de fonctionnement : 1) Clignotant : la machine ne débite aucune tension; cela signifie qu’elle attend que l’opérateur sélectionne une fonction ou bien que la machine est hors service pendant plus de deux minutes. Le display R affiche deux tirets (« stand by »). 2) NON clignotant : la machine débite une tension réduite et, pour exécuter l’opération définie par l’opérateur, vérifie automatiquement la présence d’un contact entre la torche et la pièce à souder ; le display R affiche les chiffres de réglage et les touches T et S sont actives. NOTE: Pendant le fonctionnement automatique, après avoir activé une fonction, la machine débite une tension réduite servant à vérifier le contact entre le pistolet et la pièce à souder ; pour une correcte exécution de l’opération, procéder de la manière suivante : • Placer l’électrode de pointage sur la pièce à souder avec un geste ferme et décidé. • Attendre que la machine exécute l’opération. • Soulever l’électrode et prêter attention à ne pas placer le pistolet dans un endroit où il pourrait entrer en contact accidentel avec la masse. P- Voyant signalant le fonctionnement manuel. Q- Voyant signalant le fonctionnement automatique. R- Display affichant les réglages exécutés au moyen des touches S et T. S- Touche pour augmenter les valeurs affichées par le display R. T- Touche pour réduire les valeurs affichées par le display R. U-V Prises de puissance pour câble de masse et pistolet de pointage. W- Prise 3 pôles pour le branchement du connecteur mâle volant du pistolet de pointage indispensable pour le fonctionnement manuel. Attention: utiliser exclusivement des torches d’origine car d’autres torches pourraient endommager la machine. X- Interrupteur pour la mise en marche et l’arrêt de la machine. Y- Câble de réseau. 17 5 RACCORDEMENT DE LA MASSE Le câble de masse doit être fixé aussi proche que possible au point où il va opérer. Pour fixer la prise de masse rapide fournie avec le câble procéder de la manière suivante : Pour le fonctionnement manuel voyant P allumé. 1) Fixer l’électrode pour les chauffes au pistolet de soudure 2) En appuyant sur la touche H le voyant G s’allume. 3) Régler le temps à la valeur minimale (05) au moyen de la touche T. 4) Placer la masse aussi proche que possible au point de travail précédemment déverni. 5) Placer le pistolet proche de la masse et appuyer sur la détente 6) Soulever le pistolet et tourner en sens horaire l’écrou vissé sur l’embout de la masse. Pour le fonctionnement automatique voyant Q allumé. 1) Fixer une électrode quelconque au pistolet de soudure 2) En appuyant sur la touche H le voyant G arrête de clignoter. 3) Régler le temps à la valeur minimale (05) au moyen de la touche T. 4) Placer l’embout de la masse aussi proche que possible au point de travail précédemment déverni. 5) Placer le pistolet proche de la masse et attendre jusqu’à ce que la machine détecte le contact et exécute le point. 6) Soulever le pistolet et tourner en sens horaire l’écrou vissé sur l’embout de la masse. appuyer sur la touche A, le display R affichant le sigle «L2» (sigle de l’opérateur utilisant la machine), sélectionner le niveau «L3» et le confirmer en appuyant sur la touche A ; la machine propose alors les paramètres relatifs aux différentes fonctions définies au niveau «L3» et le nouveau utilisateur peut définir ses paramètres sans modifier ceux déjà mémoriser par l’utilisateur «L2». POUR SORTIR DE LA FONCTION D’IDENTIFICATION DE L’OPERATEUR IL SUFFIT DE sélectionner le niveau L1 ; le voyant B s’éteint et il faut donc appuyer brièvement sur la touche A pour confirmer la sortie de la fonction. Le bouton situé sur le dos du pistolet donne la possibilité à l’opérateur de sélectionner les fonctions de la machine sans se déplacer du point de travail. 6 EMPLOI PAR PLUSIEURS OPERATEURS Il peut arriver que plusieurs opérateurs nécessitent d’utiliser la machine avec des réglages différents ; voilà donc l’introduction de la fonction USER. Cette fonction permet de mémoriser et de rappeler des valeurs personnalisées tout en enregistrant toujours la dernière valeur définie pour chaque programme et pour chaque niveau d’opérateur. L’allumage du voyant B indique si la machine est employée par un opérateur ; en appuyant brièvement sur la touche A, le display R affiche la lettre L suivie par un chiffre choisi par l’utilisateur ; une deuxième pression confirme l’opérateur et valide l’emploi du générateur. Identification de l’opérateur. En appuyant brièvement (par brièvement on entend pendant moins de 0,7 sec) sur la touche A (USER), le display R affiche le sigle L1 (niveau 1) et le voyant B est éteint ; en appuyant sur la touche S, on active le niveau 2 et la fonction USER ; le voyant B s’allume et le display R affiche le sigle L2. La pression de la touche A confirme le niveau affiché par le display et valide le fonctionnement du générateur. L’opérateur peut activer, sélectionner et régler les fonctions désirées ; la mémorisation des paramètres dans les différents modes de travail se fait au changement de fonction ou bien 5 secondes après le dernier réglage. Supposons que l’opérateur 1 a terminé l’emploi et un deuxième opérateur veut définir son travail. Le voyant B allumé indique au deuxième opérateur que la machine est déjà utilisée par un collègue ; il doit alors 18 7 ENTRETIEN Les indications et les figures sur le poste à souder doivent rester lisibles et claires. Le câble de réseau et les câbles de soudure doivent être isolés et en parfaites conditions ; prêter attention aux points subissant des flexions, notamment près des bornes de raccordement, des pinces de masse et de l’entrée dans le pistolet. Toutes les opérations d’entretien doivent être exécutées par du personnel qualifié. Avant d’enlever les panneaux s’assurer que la fiche est débranchée du tableau d’alimentation. Les électrodes employées doivent être libérées fréquemment des scories de fer. Enlever périodiquement huile et graisse SANS UTILISER NI JETS D’EAU NI SOLVANTS SUR LES PIECES PEINTES. MANUAL DE INSTRUCCIÓN PARA SOLDADORA POR PUNTOS IMPORTANTE: ANTES DE LA PUESTA EN FUNCIONAMIENTO DEL APARATO, LEER EL CONTENIDO DE ESTE MANUAL Y CONSERVARLO, DURANTE TODA LA VIDA OPERATIVA, EN UN SITIO CONOCIDO POR LOS INTERESADOS. ESTE APARATO DEBERÁ SER UTILIZADO EXCLUSIVAMENTE PARA OPERACIONES DE SOLDADURA. COMPATIBILIDAD ELECTROMAGNÉTICA Este aparato se ha construido de conformidad a las indicaciones contenidas en la norma armonizada IEC 60974-10 y se deberá usar solo de forma profesional en un ambiente industrial. En efecto, podrían presentarse potenciales dificultades en el asegurar la compatibilidad electromagnética en un ambiente diferente del industrial. 1 PRECAUCIONES DE SEGURIDAD LA SOLDADURA Y EL CORTE DE ARCO PUEDEN SER NOCIVOS PARA USTEDES Y PARA LOS DEMÁS, por lo que el utilizador deberá ser informado de los riesgos, resumidos a continuación, que derivan de las operaciones de soldadura. Para informaciones más detalladas, pedir el manual cod.3.300.758 DESCARGA ELÉCTRICA – Puede matar. · Instalar y conectar a tierra la soldadora según las normas aplicables. · No tocar las partes eléctricas bajo corriente o los electrodos con la piel desnuda, los guantes o las ropas mojadas. · Aíslense de la tierra y de la pieza por soldar. · Asegúrense de que su posición de trabajo sea segura. HUMOS Y GASES – Pueden dañar la salud. · Mantengan la cabeza fuera de los humos. · Trabajen con una ventilación adecuada y utilicen aspiradores en la zona del arco para evitar la presencia de gases en la zona de trabajo. RAYOS DEL ARCO – Pueden herir los ojos y quemar la piel. · Protejan los ojos con máscaras para soldadura dotadas de lentes filtrantes y el cuerpo con prendas apropiadas. · Protejan a los demás con adecuadas pantallas o cortinas. RIESGO DE INCENDIO Y QUEMADURAS · Las chispas (salpicaduras) pueden causar incendios y quemar la piel; asegurarse, por tanto de que no se encuentren materiales inflamables en las cercanías y utilizar prendas de protección idóneas. RUIDO Este aparato de por sí no produce ruidos superiores a los 80dB. El procedimiento de corte plasma/soldadura podría producir niveles de ruido superiores a tal límite; por consiguiente, los utilizadores deberán poner en practica las precauciones previstas por la ley. PACE-MAKER (MARCA – PASOS) · Los campos magnéticos que derivan de corrientes elevadas podrían incidir en el funcionamiento de los pace-maker. Los portadores de aparatos electrónicos vitales (pace-maker) deben consultar el médico antes de acercarse a las operaciones de soldadura de arco, de corte, desagrietamiento o soldadura por puntos. EXPLOSIONES · No soldar en proximidad de recipientes a presión o en presencia de polvo, gas o vapores explosivos. Manejar con cuidado las bombonas y los reguladores de presión utilizados en las operaciones de soldadura. RECOGIDA Y GESTIÓN DE LOS RESIDUOS DE APARATOS ELÉCTRICOS Y ELECTRÓNICOS ¡No está permitido eliminar los aparatos eléctricos junto con los residuos sólidos urbanos! Según lo establecido por la Directiva Europea 2002/96/CE sobre residuos de aparatos eléctricos y electrónicos y su aplicación en el ámbito de la legislación nacional, los aparatos eléctricos que han concluido su vida útil deben ser recogidos por separado y entregados a una instalación de reciclado ecocompatible. En calidad de propietario de los aparatos, usted deberá solicitar a nuestro representante local las informaciones sobre los sistemas aprobados de recogida de estos residuos. ¡Aplicando lo establecido por esta Directiva Europea se contribuye a mejorar la situación ambiental y salvaguardar la salud humana! EN EL CASO DE MAL FUNCIONAMIENTO, PEDIR LA ASISTENCIA DE PERSONAL CUALIFICADO. 2 DESCRIPCIONES GENERALES 2.1 CARACTERÍSTICAS Esta máquina se ha estudiado para afrontar los problemas que se presentan en la reparación de las carrocerías de los automóviles. NOTA Solo carrocerías de acero. Permite la eliminación de abolladuras o de relieves presentes en la carrocería, actuando por un solo lado. La soldadora no debe ser utilizada para otros fines como por ejemplo deshelar los tubos o efectuar operaciones mecánicas. La máquina se ha proyectado para ser utilizada por el operador mediante los dispositivos de accionamiento previstos. 2.2 EXPLICACIÓN DE LOS DATOS TÉCNICOS CITADOS EN LA PLACA DE LA MÁQUINA N° Numero de matricula que se citará siempre para cualquier petición relativa a la soldadora La soldadora se ha construido según estas normas internacionales Transformador monofásico. Tensión en vacío secundaria. Corriente máxima de corto-circuito Tensión nominal de alimentación. Alimentación monofásico 50 Hz. Potencia al 50% Grado de protección de la carcasa. Grado 3 como segunda cifra significa que el aparato es idóneo para trabajar al exterior bajo la lluvia. C: la letra adicional C significa que el aparato está protegido contra el acceso de una herra- EN 50063 U20 I2cc U1n 1-50Hz S50 IP23C 19 mienta (diámetro 2,5 mm) a las partes en tensió del circuito de alimentación. S Idónea para trabajar en ambientes con riesgo aumentado NOTAS: Idónea para trabajar en ambientes con grado de contaminación 3 (ver IEC 60664-1) D- E2.3 DESCRIPCIÓN DE LOS DISPOSITIVOS DE PROTECCIÓN F2.3.1 Protección térmica Este aparato está protegido por un termostato el cual, si se superasen las temperaturas admitidas, impediría el funcionamiento de la máquina. En estas condiciones el display indicaría el código de error E1. 3 INSTALACIÓN La instalación de la máquina deberá hacerse por personal experto. Todas las conexiones deberán realizarse en conformidad a las normas vigentes y en el pleno respeto de la ley de prevención de accidentes (norma CEI 26-10- CENELEC HD 427). 1. Colocar la soldadora en una posición estable y segura. La circulación del aire deberá ser libre en entrada y en salida y deberá estar protegida de la entrada de líquidos, suciedad, limaduras metálicas, etc. 2. Controlar que la tensión de alimentación corresponda a la tensión indicada en la placa de los datos técnicos de la soldadora. Conectar una clavija de calibre adecuado al cable de alimentación asegurándose de que el conductor amarillo/verde esté conectado a al enchufe de tierra. El calibre del interruptor magneto térmico o de los fusibles, en serie con la alimentación, deberá ser igual a la corriente I1 absorbida por la máquina. Eventuales cables de prolongación deberán ser de sección adecuada a la corriente I1 absorbida . 3. A los portadores de pace maker está prohibido usar la máquina o acercarse a los cables. 4. Insertar a fondo la clavija del cable de masa en el enchufe (U o V) y girar en el sentido de las agujas del reloj. 5. Insertar a fondo la clavija de la pistola en el enchufe (U o V) y girar en el sentido de las agujas del reloj. 6. Insertar el conector de mando 3 polos en la toma correspondiente; si estuviera seleccionado el ciclo manual “MAN” el ciclo de soldadura por puntos iniciaría al presionar el gatillo de la antorcha. 7. Encender la soldadora con el interruptor X situado en la parte posterior de la máquina. 8. Para limitar la exposición al campo magnético mantener el cable de la pistola del lado de la mano que la empuña, evitando que se enrolle el cable. 4 DESCRIPCIÓN DEL APARATO A- Tecla para la selección del operador “USER”. B- Led. Señala la activación o el apagado de la función de selección del operador. C- Tecla. Activa la función de calentamiento por impulsos. Se utiliza para realizar caldas en chapas gruesas. Se suministran tres impulsos consecutivos con intervalos de un tiempo fijo de pausa de 360 mseg. 20 G- H- I- L- M- N- O- Con los pulsadores S y T se regula la potencia, el display R visualiza la regulación. Mínimo = 20 Máximo = 90. Led. Señala la activación de la función de calentamiento por impulsos. Para el funcionamiento leer “función manual – automático” led O. Led. Señala la activación de la función de soldadura por puntos rosetas. Para el funcionamiento leer “función manual – automático” led O. Tecla. Activa la función soldadura por puntos rosetas. Sirve para efectuar las tracciones en chapas habiendo preventivamente montado el martillo en la pistola y habiendo fijado la roseta de tres puntas en la cabeza del martillo.La potencia es constante y mediante los pulsadores S y T se regula un tiempo, el display R visualiza la regulación Mínimo = 01 Máximo = 15. Led. Señala la activación de la función de soldadura por puntos de los insertos. Para el funcionamiento leer “función manual – automático” led O. Tecla. Activa la función de soldadura por puntos de los insertos. Sirve para soldar los distintos insertos fileteados presentes en las modernas carrocerías de los automóviles. La potencia es constante y mediante los pulsadores S y T se regula un tiempo, el display R visua liza la regulación Mínimo = 01 Máximo = 50. Led. Señala la activación de la función de recalco chapas. Para el funcionamiento leer “función manual – automático” led O. Tecla. Activa la función de recalco chapas. Sirve para aplanar las chapas que han sufrido deformaciones. Se efectúa con el electrodo correspondiente. Tiempo fijo y mediante los pulsadores S y T se regula una potencia, el display R visualiza la regulación Mínimo = 20 Máximo = 60. Led. Señala la activación de la función de calienta chapas. Para el funcionamiento leer “función manual – automático” led O. Tecla. Activa la función de calienta chapas. Sirve para efectuar el calentamiento de las chapas deformadas mediante el carbón. El tiempo es ilimitado y mediante los pulsadores S y T se regula una potencia, el display R visualiza la regulación Mínimo = 20 - Máximo = 60. Tecla selección funcionamiento automático o manual. Al encendido si la máquina está predispuesta para el funcionamiento manual “MAN” el led P se enciende. NOTA: al encendido del generador los led centellean indicando el estado de espera “stand by” es decir máquina encendida sin tensión a la espera de mando. Seleccionar una función de trabajo. La selección entre funcionamiento Manual y Automático se produce pulsando la tecla O. Por funcionamiento manual se entiende que, una vez seleccionada la función, la soldadura por puntos viene accionada por el gatillo de la pistola; el led que visua liza la elección de la función permanecen encendidos de forma no centelleante y el display R visualiza la regulación. Atención: con esta modalidad de trabajo el generador no entra nunca en “stand by”. Por funcionamiento automático se entiende que la soldadura por puntos no viene accionada por el Q O D C E B A P S T R F G H I L M N Y X W U V Fig. 1 gatillo de la antorcha, en relación a esto los led que visualizan la activación de la función tienen dos formas de funcionamiento: 1) Centelleante la máquina no suministra tensión esto significa que está a la espera de que el operador efectúe la selección de una función o que la máquina esté inactiva durante más de dos minutos. El display R visualiza dos rayitas (“stand by”). 2) NO centelleante la máquina suministra tensión reducida y para realizar el trabajo programado por el operador controla automáticamente que exista contacto entre la antorcha y la pieza en tratamiento el display R visualiza numéricamente la regulación y las teclas T y S son activas. NOTA: En funcionamiento automático, una vez activada una función, la máquina genera una baja tensión que sirve para controlar el contacto entre la pistola y la pieza en tratamiento; por tanto para realizar correctamente el trabajo actuar de la forma siguiente: • Apoyar el electrodo de soldadura por puntos de forma firme y decidida sobre la pieza que se está tratando. • Dejar realizar el trabajo a la máquina. • Alzarse del punto de trabajo y no apoyar la pistola en zonas que puedan entrar accidentalmente en contacto con la masa. P- Led que señala el funcionamiento manual. Q- Led que señala el funcionamiento automático. R- Display visualiza las regulaciones efectuadas con las teclas S y T. S- Tecla que aumenta los valores visualizados por el diplay R. T- Tecla que disminuye los valores visualizados por el diplay R. U-V Tomas de potencia para cable masa y pistola de solda dura por puntos. W- Toma 3 polos a la que conectar el macho volante de la pistola de soldadura por puntos indispensable para el funcionamiento manual. Atención: usar exclusivamente antorchas originales; otras podrían dañar la máquina. X- Interruptor que enciende y apaga la máquina. Y- Cable de red. 5 CONEXIÓN DE LA MASA El cable de masa debe ser fijado lo más cerca posible al punto en el que se actuará. Para la fijación de la masa rápida entregada con el cable actuar de la forma siguiente: Para funcionamiento manual led P acceso. 1) Sujetar el electrodo para las caldas a la pistola de soldadura. 2) Pulsar el pulsador H el led G se enciende. 3) Con la tecla T regular el tiempo al mínimo ( 05 ) 4) Apoyar la masa lo más cerca posible al punto de trabajo 21 preventivamente desbarnizado. 5) Apoyar la pistola cerca de la masa y pulsar el gatillo. 6) Levantar la pistola y girar en el sentido de las agujas del reloj la tuerca atornillada en el puntal de la masa. Para funcionamiento automático led Q acceso. 1) Fijar un electrodo cualquiera a la pistola de soldadura 2) Pulsar el pulsador H el led G deja de centellear. 3) Con la tecla T regular el tiempo al mínimo ( 05 ) 4) Apoyar el puntal de la masa lo más cerca posible al punto de trabajo preventivamente desbarnizado. 5) Apoyar la pistola cerca de la masa esperar que la máquina detecte el contacto y que realice el punto. 6) Levantar la pistola y girar en el sentido de las agujas del reloj la tuerca atornillada en el puntal de la masa 6 TRABAJO DE VARIOS OPERADORES Podría suceder que varios operadores necesitasen usar la máquina con regulaciones diferentes; por este motivo se ha introducido la función USER. Esta función permite memorizar y solicitar los valores personalizados registrando siempre el último valor programado para cada programa y para cada nivel de operador. El encendido del led B visualiza si la máquina está siendo usada por un operador, a la presión breve de la tecla A el display R visualiza la letra L seguida por un número que es el elegido por el utilizador, una segunda breve presión confirma el operador y rehabilita el uso del generador. Como funciona el reconocimiento del operador. A la presión breve ( por breve se entiende inferior a 0,7sec ) del pulsador A (USER) el display R visualiza la sigla L1 (nivel 1) el led B está apagado; la presión de la tecla S activa el nivel 2 y activa la función, el led B se enciende y el display R visualiza la sigla L2. La presión de la tecla A confirma el nivel visualizado por el display y habilita el funcionamiento del generador. El operador puede activar, seleccionar, y regular las funciones que desea, la memorización de las configuraciones en los distintos modos de trabajo tiene lugar al cambio de función o 5 segundos después de la última regulación. Supongamos que el operador 1 haya terminado la utilización y un segundo operador quiera configurar su trabajo. El led B encendido señala al segundo operador que la máquina está ya siendo usada por un colega por tanto pulsar la tecla A, en el display R aparece la sigla “L2” (sigla del operador que está usando la máquina) selecciona el nivel “L3” y lo confirma pulsando la tecla A, a este punto la máquina propone las configuraciones, correspondientes a las distintas funciones programadas en “L3” en este momento el nuevo utilizador podrá configurar sus regulaciones sin modificar las ya memorizadas por “L2”. PARA SALIR DEL RECONOCIMIENTO OPERADOR BASTA seleccionar el nivel L1, el led B se apaga a continuación pulsar brevemente el pulsador A para confirmar la salida de la función. El pulsador situado en el revés de la pistola da la posibilidad al operador de seleccionar las funciones de la máquina sin moverse del punto de trabajo. 22 7 MANTENIMIENTO Conservar legibles y claras las indicaciones y las figuras en la soldadora. El cable de red y los cables de la soldadura deben estar aislados y en perfectas condiciones; presten atención a los puntos donde sufren flexiones: cerca de los bornes de conexión, en las pinzas de masa y a la entrada en la pistola. Todas las operaciones de mantenimiento deberán ser realizadas por personal cualificado. Antes de quitar los paneles asegurarse de que la clavija de la máquina esté desconectada del cuadro de alimentación. Los electrodos en uso deberán ser limpiados con frecuencia de las escorias de hierro. Eliminar periódicamente aceite y grasa SIN UTILIZAR CHORROS DE AGUA NI DISOLVENTES SOBRE LAS PARTES BARNIZADAS. MANUAL DE INSTRUCCIÓN PARA SOLDADORA POR PUNTOS IMPORTANTE: ANTES DE UTILIZAR O APARELHO LER O CONTEÚDO DO PRESENTE MANUAL E CONSERVAR O MESMO DURANTE TODA A VIDA OPERATIVA DO PRODUTO, EM LOCAL DE FÁCIL ACESSO. ESTE APARELHO DEVE SER UTILIZADO EXCLUSIVAMENTE PARA OPERAÇÕES DE SOLDADURA. 1 PRECAUÇÕES DE SEGURANÇA A SOLDADURA E O CISALHAMENTO A ARCO PODEM SER NOCIVOS ÀS PESSOAS, portanto, o utilizador deve conhecer as precauções contra os riscos, a seguir listados, derivantes das operações de soldadura. Caso forem necessárias outras informações mais pormenorizadas, consultar o manual cod 3.300.758 CHOQUE ELÉCTRICO - Perigo de Morte. • A Máquina de Soldar deve ser instalada e ligada à terra, de acordo com as normas vigentes. • Não se deve tocar as partes eléctricas sob tensão ou os eléctrodos com a pele do corpo, com luvas ou com indumentos molhados. • O utilizador deve se isolar da terra e da peça que deverá ser soldada. • O utilizador deve se certificar que a sua posição de trabalho seja segura. FUMAÇA E GÁS - Podem ser prejudiciais à saúde. • Manter a cabeça fora da fumaça. • Trabalhar na presença de uma ventilação adequada e utilizar os aspiradores na zona do arco para evitar a presença de gás na zona de trabalho. RAIOS DO ARCO - Podem ferir os olhos e queimar a pele. • Proteger os olhos com máscaras de soldadura montadas com lentes filtrantes e o corpo com indumentos apropriados. • Proteger as outras pessoas com amparos ou cortinas. RISCO DE INCÊNDIO E QUEIMADURAS • As cintilas (borrifos) podem causar incêndios e queimar a pele; certificar-se, portanto, se não há materiais inflamáveis aos redores e utilizar indumentos de protecção idóneos. RUMOR Este aparelho não produz rumores que excedem 80dB. O procedimento de cisalhamento plasma/soldadura pode produzir níveis de rumor superiores a este limite; portanto, os utilizadores deverão aplicar as precauções previstas pela lei. PACE-MAKER • Os campos magnéticos derivantes de correntes elevadas podem incidir no funcionamento de pace-maker. Os portadores de aparelhagens electrónicas vitais (pace-maker) devem consultar um médico antes de se aproximar das operações de soldadura a arco, cisalhamento, descosedura ou soldagem por pontos. EXPLOSÕES • Não soldar nas proximidades de recipientes à pressão ou na presença de pós, gases ou vapores explosivos. Manejar com cuidado as bombas e os reguladores de pressão utilizados nas operações de soldadura. COMPATIBILIDADE ELECTROMAGNÉTICA Este aparelho foi construído conforme as indicações contidas na norma IEC 60974-10 e deve ser usado somente para fins profissionais em ambiente industrial. De facto, podem verificar-se algumas dificuldades de compatibilidade electromagnética num ambiente diferente daquele industrial. ELIMINAÇÃO DE APARELHAGENS ELÉCTRICAS E ELECTRÓNICAS Não eliminar as aparelhagens eléctricas juntamente ao lixo normal!De acordo com a Directiva Europeia 2002/96/CE sobre os lixos de aparelhagens eléctricas e electrónicas e respectiva execução no âmbito da legislação nacional, as aparelhagens eléctricas que tenham terminado a sua vida útil devem ser separadas e entregues a um empresa de reciclagem eco-compatível. Na qualidade de proprietário das aparelhagens, deverá informar-se junto do nosso representante no local sobre os sistemas de recolha diferenciada aprovados. Dando aplicação desta Directiva Europeia, melhorará a situação ambiental e a saúde humana! EM CASO DE MAU FUNCIONAMENTO SOLICITAR A ASSISTÊNCIA DE PESSOAS QUALIFICADAS. 2 DESCRIÇÕES GERAIS 2.1 ESPECIFICAÇÕES Esta máquina foi projectada para solucionar os problemas que surgem na reparação de carroçarias dos automóveis. N.B.: Somente carroçarias em aço. A máquina permite eliminar os achatamentos ou as saliências presentes na carroçaria, operando de um só lado. A máquina de soldadura não deve ser utilizada para outras finalidades como, por exemplo, para descongelar os tubos ou para efectuar operações mecânicas. A máquina foi projectada para ser utilizada por um operador mediante os dispositivos de comando previstos. 2.2 EXPLICAÇÃO DOS DADOS TÉCNICOS En 50063 N°. U20 I2cc U1n 1~ 50Hz A máquina de soldadura foi fabricada de acordo com as normas internacionais. Número de matrícula que deverá ser indicado em caso de qualquer solicitação relativa à máquina de soldadura. Transformador monofásico Tensão a vácuo secundária. Corrente máxima de curto-circuito. Tensão nominal de alimentação Alimentação monofásica 50 Hz 23 S50 Potência a 50% IP23 C. Grau de protecção da carcassa. Grau 3 como segundo número significa que este aparelho é idóneo para trabalhar no exterior debaixo de chuva. A letra adicional C significa que o aparelho está protegido contra o acesso de um utensílio (diâmetro 2,5 mm ) nas partes em tensão do circuito de alimentação. S. Idónea a trabalhar em ambientes com risco acrescentado. OBS.:A máquina de soldadura foi projectada para trabalhar também em ambientes com grau de poluição 3. (Ver IEC 60664-1). 2.3 PROTECÇÕES 2.3.1 Protecção térmica Este aparelho possui um termóstato de protecção que impede o funcionamento da máquina caso as temperaturas admitidas forem superadas. Caso esta condição se verifique, o código de erro E1 aparecerá no display. 3 INSTALAÇÃO A instalação da máquina deve ser efectuada por pessoal especializado. Todas as ligações devem ser executadas de acordo com as normas em vigor e respeitando as leis em matéria de segurança (norma CEI 26-10CENELEC HD 427). 1 Colocar a máquina de soldar numa posição estável e segura. A circulação do ar deve ser livre, tanto em entrada como em saída, e a máquina de soldar deve ser protegida contra a entrada de líquidos, sujidade, limalhas metálicas, etc. 2 Verificar se a tensão de alimentação corresponde à indicada na chapa de identificação com os dados técnicos da máquina de soldar. Aplicar uma ficha de capacidade adequada no cabo de alimentação, certificando-se que o condutor amarelo/verde seja ligado ao terminal de terra. A capacidade do interruptor magnetotérmico, ou dos fusíveis, em série com a alimentação, deve ser igual à corrente I1 consumida pela máquina. Eventuais extensões deverão ter secção adequada à corrente I1 consumida. Se a alimentação for de 115 V, a máquina pode fun cionar com tensões compreendidas entre 96 V e 140 V. Se a alimentação for de 230 V, a máquina pode funcionar com tensões compreendidas entre 190 V e 260 V. A troca de alimentação deve ser efectuada com a máquina desligada. 3 É proibida a utilização ou a aproximação dos cabos aos portadores de pacemaker. 4 Introduzir completamente a ficha do cabo de massa numa tomada e rodar no sentido horário. 5 Introduzir completamente a ficha da pistola numa tomada e rodar no sentido horário. 6 Enfiar o conector de comando de 3 pólos na res pectiva tomada; se estiver seleccionado o ciclo 24 7 8 manual “MAN” o ciclo de aplicação dos pontos inicia premindo o gatilho do maçarico. Ligar a máquina de soldar no interruptor X situado na parte detrás da máquina. Para limitar a exposição ao campo magnético, manter o cabo da pistola do lado da mão que a empunha, evitando de enrolar-se com o cabo. 4 DESCRIÇÃO DO APARELHO A- Tecla para selecção do operador “USER”. B- Sinalizador. Indica a activação ou extinção da função seleccionada pelo operador. C- Tecla. Activa a função de aquecimento por impulsos. Utilizada para realizar calor em chapas de grande espessura. Três impulsos consecutivos são desprendidos com intervalados de pausa fixos (360 m/s). Com os botões S e T regula-se a potência, o display R visualiza a regulação. Mínima = 20 Máxima = 90. D- Sinalizador. Indica que a função de aquecimento por impulsos foi activada. Para o funcionamento, ler “função manual – automática” sinalizador O. E- Sinalizador. Indica que a função tira-mossas anilhas foi activada. Para o funcionamento, ler “função manual – automática” sinalizador O. F- Tecla. Activa a função tira-mossas anilhas. Serve para efectuar as tracções em chapas, tendo previamente montado o martelo na pistola e fixado a anilha de três pontas na cabeça do martelo. A potência é constante e através dos botões S e T regulase o tempo, o display R visualiza a regulação Mínima = 01 Máxima = 15. G- Sinalizador. Indica que a função tira-mossas das dobras foi activada. Para o funcionamento, ler “função manual – automática” sinalizador O. H- Tecla. Activa a função tira-mossas dobras. Serve para tirar mossas de várias dobras filetadas presentes nas carroçarias modernas dos automóveis. A potência é constante e através dos botões S e T regula-se um tempo, o display R visualiza a regulação Mínima = 01 Máxima = 50. I- Sinalizador. Indica que a função de traçado chapa foi activada. Para o funcionamento, ler “função manual – automática” sinalizador O. L- Tecla. Activa a função de traçado chapa. Serve para aplanar as chapas que sofreram defomações. Efectua-se com o eléctrodo específico. Tempo fixo e, através dos botões S e T, regulase uma potência. O display R visualiza a regulação Mínima = 20 Máxima = 60. M- Sinalizador. Indica que a função de aquecimento chapa foi activada. Para o funcionamento, ler “função manual – automática” sinalizador O. N- Tecla. Activa a função de aquecimento chapa. Serve para efectuar o aquecimento das chapas deformadas através do carvão. O tempo é ilimitado e, através dos botões S e T, regula-se uma potência, o display R visualiza a regulação Mínima = 20 - Máxima = 60. O- Tecla selecção funcionamento automático ou manual. Q O D C E B A P S T R F G H I L M N Y X W U V Fig. 1 No arranque, se a máquina estiver predisposta para o funcionamento manual “MAN”, o sinalizador P ilu mina-se. OBS.: quando o gerador é ligado, os sinalizadores lampejam indicando o estado de espera “stand by, isto é, máquina ligada à espera de comando. Seleccionar uma função de trabalho. A selecção funcionamento Manual e Automático é feita ao pressionar a tecla O. Por funcionamento manual entende-se que, uma vez seleccionada a função, a punção (tira- mossas) é comandada pelo gatilho da pistola; os sinalizadores que visualizam a escolha da função permanecem iluminados sem lampejar e o display R visualiza a regulação. Atenção: com esta modalidade de trabalho, o gerador nunca entra em “stand by”. Por funcionamento automático entende-se que a punção (tira-mossas) não é comandada pelo gatilho da tocha, neste sentido, os sinalizadores que visualizam a activação da função apresentam duas modalidades de funcionamento: 1) Lampejante: a máquina não distribui tensão. Isto significa que está à espera que o operador seleccione uma função ou que a máquina permaneceu não activa por mais de dois minutos. O display R visualiza duas linhas (“stand by”). 2) NÃO lampejante: a máquina distribui tensão reduzi- da e para efectuar a operação definida pelo operador verifica automaticamente se há contacto entre a tocha e a peça que está a ser processada. O display R visualiza numericamente a regulação e as teclas T e S encontram-se activadas. OBS.: Em funcionamento automático, uma vez activada uma função, a máquina gera uma baixa tensão que serve para verificar o contacto entre a pistola e a peça que está a ser processada; portanto, para efectuar correctamente a operação seguir as seguintes indicações: -Apoiar o eléctrodo tira-mossas de maneira firme e decidida sobre a peça que está a ser processada. -Deixar que a máquina efectue a operação. -Erguer e não apoiar a pistola em zonas que podem acidentalmente entrar em contacto com a massa. P- Sinalizador que indica o funcionamento manual. Q- Sinalizador que indica o funcionamento automático. R- Display que visualiza as regulações efectuadas com as teclas S e T. S- Tecla que aumenta os valores visualizados no display R. T- Tecla que diminui os valores visualizados no display R. U-V- Tomada de alimentação para cabo de massa e pistola tira-mossas. W- Tomada de 3 pólos onde conectar o macho volante 25 da pistola tira-mossas indispensável para o funcionamento manual. Atenção: usar exclusivamente tochas originais; tochas diferentes podem prejudicar a máquina. X- Interruptor que liga e desliga a máquina. Y- Cabo rede. 5 LIGAÇÃO DA MASSA O cabo de massa deve ser fixado o mais próximo possível do ponto em que o trabalho será efectuado. Para a fixação da massa rápida, fornecida com o cabo, seguir as instruções: Para o funcionamento manual sinalizador P iluminado. 1) Fixar o eléctrodo para realizar calor na pistola de soldadura 2) Carregar no botão H, o sinalizador G ilumina-se. 3) Através da tecla T regular o tempo no mínimo ( 05 ) 4) Apoiar a massa o mais próximo possível do ponto de operação, previamente desgalvanizado. 5) Apoiar a pistola para perto da massa e carregar no gatilho. 6) Erguer a pistola e girar no sentido horário a porca aparafusada na extremidade da massa. Para o funcionamento automático sinalizador Q iluminado. 1) Fixar um eléctrodo qualquer na pistola de soldadura 2) Carregar no botão H o sinalizador G pára de lampejar. 3) Através da tecla T regular o tempo no mínimo ( 05 ) 4) Apoiar a extremidade da massa o mais próximo possível do ponto de operação, previamente desgalvanizado. 5) Apoiar a pistola em proximidade da massa, esperar que a máquina perceba o contacto e efectue o ponto. 6) Erguer a pistola e girar no sentido horário a porca aparafusada na extremidade da massa. várias modalidades de trabalho é feita ao mudar a função ou então 5 segundos após a última regulação. Suponhamos que o operador 1 tenha terminado de usar e um segundo operador queira definir o seu trabalho. O sinalizador B iluminado indica ao segundo operador que a máquina está a ser usada por um colega, portanto, carrega na tecla A, no display R aparece a sigla “L2” (sigla do operador que está a usar a máquina) selecciona o nível “L3” e confirma carregando na tecla A, em seguida a máquina propõe as definições relativas às várias funções definidas em “L3”, em seguida o novo utilizador pode definir suas regulações sem modificar as definições memorizadas antecedentemente por “L2”. PARA SAIR DO RECONHECIMENTO OPERADOR É SUFICIENTE seleccionar o nível L1, o sinalizador B apaga-se. Carregar, então, brevemente, no botão A para confirmar a saída da função. O botão colocado no dorso da pistola dá a possibilidade ao operador de seleccionar as funções da máquina sem sair do local de trabalho. 6 TRABALHO COM VÁRIOS OPERADORES Pode acontecer que vários operadores tenham a necessidade de usar a máquina com regulações diferentes; por esta razão, foi introduzida a função USER. Esta função permite memorizar e chamar novamente os valores personalizados, gravando sempre o último valor definido para cada programa e para cada nível de operador. Quando iluminado, o Sinalizador B visualiza se a máquina está a ser usada por um operador; ao pressionar brevemente a tecla A o display R visualiza a letra L seguida por um número que é aquele escolhido pelo utilizador. Uma segunda pressão breve confirma o operador e restabelece o uso do gerador. Como funciona o reconhecimento do operador. Ao pressionar brevemente (por menos de 0,7 segundos ) o botão A (USER) o display R visualiza a sigla L1 (nível 1) o sinalizador B apaga-se; ao pressionar a tecla S activa-se o nível 2 e a função é activada, o sinalizador B ilumina-se e o display R visualiza a sigla L2. Ao pressionar a tecla A confirma-se o nível visualizado pelo display e habilita-se o funcionamento do gerador. O operador pode activar, seleccionar e regular as funções que deseja, a memorização das definições nas 26 7 MANUTENÇÃO Conservar, de modo legível e claro, as indicações e as figuras presentes na máquina de soldadura. O cabo de rede de soldadura devem ser isolados e encontrar-se em perfeitas condições; prestar atenção nos pontos onde sofrem flexões: nas proximidades dos alicates de ligação, nas pinças de massa e na entrada da pistola. Todas as operações de manutenção devem ser efectuadas por pessoal qualificado. Antes de remover os painéis, certificar-se de que a ficha da máquina esteja desconectada do quadro de alimentação. Os eléctrodos em uso não devem apresentar escórias ferrosas. Remover periodicamente o óleo e a gordura, porém SEM UTILIZAR JACTOS DE ÁGUA OU solventes nas partes pintadas. PISTEHITSAUSKONEEN KÄYTTÖOHJE TÄRKEÄÄ: LUE TÄSSÄ KÄYTTÖOPPAASSA ANNETUT OHJEET HUOLELLISESTI ENNEN KAARIHITSAUSLAITTEEN KÄYTTÖÖNOTTOA. SÄILYTÄ KÄYTTÖOPAS KAIKKIEN LAITTEEN KÄYTTÄJIEN TUNTEMASSA PAIKASSA LAITTEEN KOKO KÄYTTÖIÄN AJAN. TÄTÄ LAITETTA SAA KÄYTTÄÄ AINOASTAAN HITSAUSTOIMENPITEISIIN. 1 TURVAOHJEET KAARIHITSAUS TAI -LEIKKUU VOIVAT AIHEUTTAA VAARATILANTEITA LAITTEEN KÄYTTÄJÄLLE TAI SEN YMPÄRILLÄ TYÖSKENTELEVILLE HENKILÖILLE. Tutustu tämän vuoksi seuraavassa esittelemiimme hitsaukseen liittyviin vaaratilanteisiin. Mikäli kaipaat lisätietoja, kysy käyttöopasta koodi 3.300.758 SÄHKÖISKU - Voi tappaa. · Asenna ja maadoita hitsauslaite voimassa olevien normien mukaisesti. · Älä koske jännitteen alaisina oleviin osiin tai elektrodeihin paljain käsin tai silloin, kun käyttämäsi käsineet tai vaatteet ovat märät. · Eristä itsesi maasta ja älä koske hitsattavaan kappaleeseen. · Varmista, että työskentelyasentosi on turvallinen. SAVUT JA KAASUT - Voivat vaarantaa terveyden. · Älä hengitä syntyviä savuja. · Työskentele ainoastaan silloin, kun työtilan tuuletus on riittävä ja käytä sellaisia imulaitteita kaaren alueella jotka poistavat kaasut työskentelyalueelta. KAAREN SÄDE - Voi aiheuttaa silmävaurioita tai polttaa ihon. · Suojaa silmäsi suodattavilla linsseillä varustetulla hitsausnaamarilla ja vartalosi tarkoitukseen sopivilla suojavaatteilla. · Suojaa hitsauslaitteen ympärillä työskentelevät henkilöt tarkoituksenmukaisilla seinämillä tai verhoilla. TULIPALON JA PALOVAMMOJEN VAARA · Kipinät (roiskeet) voivat aiheuttaa tulipaloja tai polttaa ihon. Varmista tämän vuoksi, ettei hitsausalueen ympärillä ole helposti syttyviä materiaaleja ja suojaudu tarkoitukseen sopivilla turvavarusteilla. MELU Laite ei tuota itse yli 80 dB meluarvoja. Plasmaleikkuutai hitsaustoimenpiteiden yhteydessä voi kuitenkin syntyä tätäkin korkeampia meluarvoja. Laitteen käyttäjän on suojauduttava melua vastaan lain määrittämiä turvavarusteita käyttämällä. SYDÄMEN TAHDISTAJA · Korkean virran aiheuttamat magneettikentät saattavat aiheuttaa häiriöitä sydämentahdistimen toimintaan. Elintoimintoja ylläpitävien laitteiden (sydämentahdistin) käyttäjien tulee ottaa yhteyttä lääkäriin ennen hitsauskoneen käyttöä (kaarihitsaus, leikkaus, kaiverrus tai pistehitsaus). RÄJÄHDYKSET · Älä hitsaa paineistettujen säiliöiden tai räjähdysalttiiden jauheiden, kaasujen tai höyryjen läheisyydessä. · Käsittele hitsaustoimenpiteiden aikana käytettyjä kaasupulloja sekä paineen säätimiä varovasti. SÄHKÖMAGNEETTINEN YHTEENSOPIVUUS Hitsauslaite on valmistettu yhdennetyssä normissa EN50199 annettujen määräysten mukaisesti ja sitä saa käyttää ainoastaan ammattikäyttöön teollisissa tiloissa. Laitteen sähkömagneettista yhteensopivuutta ei voida taata, mikäli sitä käytetään teollisista tiloista poikkeavissa ympäristöissä. ELEKTRONIIKKA JÄTE JA ELEKTRONIIKKA ROMU Älä laita käytöstä poistettuja elektroniikkalaitteita normaalin jätteen sekaan EU:n jätedirektiivin 2002/96/EC mukaan, kansalliset lait huomioiden, on sähkö- ja elektroniikkalaitteet sekä niihin liittyvät välineet, lajiteltava ja toimitettava johonkin hyväksyttyyn kierrätyskeskuksen elektroniikkaromun vastaanottopisteeseen. Paikalliselta laite- edustajalta voi tiedustella lähimmän kierrätyskeskuksen vastaanottopisteen sijaintia. Noudattamalla EU direktiiviä parannat ympäristön tilaa ja edistät ihmisten terveyttä. PYYDÄ AMMATTIHENKILÖIDEN APUA, MIKÄLI LAITTEEN TOIMINNASSA ILMENEE HÄIRIÖITÄ. 2. LAITTEEN YLEISTIEDOT 2.1 TEKNISET TIEDOT Tämä laite on suunniteltu autokorikorjauksiin. HUOM! Tämä laite soveltuu vain teräskorien oikaisuun. Tällä laitteella voidaan oikaista vetää ulos autopelleissä olevia lommoja hitsaamalla pellin pintaan yhdeltä puolelta hitsattavien vetolaattojen tai ruuvien avulla. Tätä hitsauskonetta ei saa käyttää muuhun tarkoitukseen kuin mihin se on alun perin suunniteltu. Tällä hitsauskoneella ei saa sulattaa jäätyneitä putkia. 2.2 Laitteen konekilven merkinnät N° En 50063 Koneen sarjanumero Kansainväliset standardit joiden mukaan kone on valmistettu. 1-vaihe muuntaja. U20 I2cc U1n 1~50Hz S50 IP23C Toisio tyhjäkäyntijännite Maks. oikosulkuvirta Liitäntäjännite. Liitäntä 1-vaihe 50Hz:n liitännälle Teho 50% Suojausluokka, luokka 3, merkkijonossa oleva toinen numero tarkoittaa, että tämä laite soveltuu ulkona sateessa käytettäväksi. Kirjain C tarkoittaa, että laitteen piirikortit on suojattu niin, ettei niitä voida koskettaa, laitteen suojakoteloa avaamatta halkaisija27 S 2.3 taan 2,5 mm suuremmalla työkalulla. Käyttöympäristö; Soveltuu käytettäväksi ympäristössä jossa on kohonnut käyttöriski. SUOJAUKSET 2.3.1 Lämpösuoja Tämä laite on varustettu lämpösuojalla joka pysäyttää koneen jos sallittu käyttölämpötila ylittyy. Tällaisissa tapauksissa tuuletin jatkaa koneen jäähdyttämistä ja näyttöön tule virhekoodi E1 3. KÄYTTÖÖNOTTO Ammattitaitoisen henkilön tulee suorittaa koneen käyttökuntoon asentaminen ja kaikessa tulee noudattaa voimassa olevia turvallisuusmääräyksiä ja standardeja ( katso CE126-10 ja CENELEC HD427) 1 Aseta kone tukevasti turvalliseen paikkaan. Koneen ympärillä tule olla riittävästi tilaa jotta jäähdytysilma pääsee vapaasti virtaamaan koneen läpi. Kone on suojattava, palavilta nesteiltä, lialta ja metallipölyltä ym. vierailta aineilta. 2 Varmista, että liitäntäjännite on konekilven mukainen. Liitäntäkaapelin A kytkentä: -liitä keltavihreä maadoitusjohto maadoitusliittimeen virtajohdot virtaliittimiin. -liitäntäkaapelin turvakytkin tulee sijoittaa mahdollisimman lähelle koneen käyttöpaikkaa niin, että virran syöttö koneelle voidaan tarvittaessa katkaista mahdollisimman nopeasti. -Liitäntäjohdon, turvakytkimen ja sulakkeiden tulee olla mitoitettuja ottotehon I1 mukaisille virroille. Jos käytät sydämentahdistajaa älä käytä konetta tai koske koneen kaapeleihin. Työnnä maakaapeli (U-V) liitäntään ja käännä se kiinni. Työnnä hitsauspistoolin virtakaapeli (U-V) liitäntään ja käännä se kiinni. Liitä kolmi-napainen ohjausvirtaliitin laitteen ohjausvirtaliittimeen; jos toimintatavaksi on valittu ”MAN”, käynnistyy hitsaus kun hitsauspistoolin liipaisinta painetaan. Kytke koneeseen virta päälle virta päälle koneen takapaneelissa olevalla kytkimellä Jotta magneettikentälle altistuminen jäisi mahdollisimman vähäiseksi, pidä hitsauspistoolin virtakaapeli mahdollisimman suorassa ja sen käden sivulla jolla käytät pistoolia. Älä kierrä kaapelia kätesi tai itsesi ympärille. 3 4 5 6 7 8 4 KONEEN LIITTIMET JA HALLINTALAITTEET A- Näppäin valitaan käyttäjä ” USER” B- Merkkivalo Ilmaisee käyttäjän aktivoinnin tai lopetuksen valitulle toiminnolle. C- Näppäin Aktivoi pulssitetun lämmitys toiminnon. Käytetään kun halutaan paikallisesti lämmittää paksuja levyjä. Tuottaa kolme peräkkäistä virtapulssia 360 millisekunnin välein. Näppäimillä S ja T säädetään virtaa jonka näyttö R 28 näyttää. Minimi arvo =20 ja maksimi arvo 90. D- Merkkivalo ilmaisee palaessaan, että pulssitettu lämmitystoiminto on aktivoitu. Lisätiedot toiminnolle, lue kappale ” käsi – automaattinen toiminto” merkkivalo O. E- Merkkivalo ilmaisee palaessaan, että nyppy” pistehitsaustoiminto on aktivoitu. Lisätiedot toiminnolle, lue kappale ” käsi – automaattinen toiminto” merkkivalo O. F- Näppäin aktivoi ”nyppy” pistehitsaus toiminnon. Asenna kolminapainen vetolaatta vetovasaraan päähän. Hitsauksessa käytetään vakiovirtaa. Säädä hitsausaika näppäimillä S ja T. Näyttöön R tulee säädetty aika. Minimi arvo = 01 ja maksimiarvo =15. G- Merkkivalo ilmaisee, että pistehitsaustoiminto on aktivoitu. Lisätiedot toiminnolle, lue kappale ” käsi – automaattinen toiminto” merkkivalo O. H- Näppäin aktivoi pistehitsaustoiminnon. Tällä toiminnolla voidaan hitsata erilaisia kiinnikkeitä joita nykyaikaisissa autokoreissa käytetään. Hitsauksessa käytetään vakiovirtaa. Säädä hitsausaika näppäimillä S ja T. Näyttöön R tulee säädetty aika. Minimi arvo = 01 ja maksimiarvo =50. I- Merkkivalo ilmaisee palaessaan, että metallin muokkaustoiminto on aktivoitu. Lisätiedot toiminnolle, lue kappale ” käsi – automaattinen toiminto” merkkivalo O. L- Näppäin aktivoi metallin muokkaustoiminnon. Tällä toiminnolla voidaan lämmittää muotoilla esim. ylösnousset metallilevyn reunat tähän tarkoitukseen tarkoitetulla erikoiselektrodilla. Toiminnossa käytetään ennalta säädettyä aikaa, ja hitsausvirta on säädettävissä näppäimillä S ja T, näyttö R näyttää säädetyn virran. Säätöalue 20 – 60. M- Merkkivalo ilmaisee palaessaan, että metallilevyn lämmitystoiminto on aktivoitu. N- Näppäin aktivoi metallilevyn lämmitystoiminnon. Käytä hiilipuikko elektrodia metallilevyn lämmityk seen ja muotoiluun. Aika on rajoittamaton. Käytä näppäimiä S ja T hitsausvirran säätämiseen, näyttö R näyttää säädettyä virtaa. Säätöalue 20 – 60. O- Valintanäppäin Automaatti- tai käsikäyttö toiminnolle. Kun laite käynnistetään, jos toiminnoksi on valittu käsikäyttö ” MAN” palaa merkkivalo P. HUOM: käynnistyksen yhteydessä merkkivalo vilkkuu ”standby”, merkkinä siitä, että koneeseen on kytketty virta päälle ja se odottaa käyttäjän komentoja. Valitse toimintatavaksi näppäimellä O joko automaatti- tai käsikäyttö. Käsikäyttö toiminto tarkoittaa, että kun joku hitsaustoimintoon valittu käynnistetään hitsaus pistoolin liipaisinta painamalla. Hitsaustoimintoa vastaava merkkivalo palaa vilkkumatta ja näytössä R on toiminnolle säädetty arvo. Varoitus. Käsikäyttö toiminnossa ei milloinkaan ”standby” merkkiä ilmoiteta. Automaattitoiminto tarkoittaa, ettei pistehitsausta käynnistetä pistoolin liipaisinta painamalla. Automaatti toiminnossa valittua hitsaustoimintoa näyttävillä merkkivaloilla on kaski eri tarkoitusta. 1) Kun merkkivalot vilkku ei hitsauskone anna virtaa. Tämä tarkoitta, että laite odottaa käyttäjän valitsevan Q O D C E B A P S T R F G H I L M N Y X W U V Fig. 1 2) PQRS- sopivan hitsaustoiminnon, taikka, että laite on ollut aktivoimatta yli kaksi minuuttia. Näytössä R on kaksi viivaa ” standby”. Vilkkumaton merkkivalo ilmoittaa, että kone tuottaa alhaista jännitettä käyttäjän valitsemalle hitsaustoiminnolle, laite testaa automaattisesti, että pistoolin ja työkappaleen välillä on sähköinen kontakti. Näyttä R näyttää säädetyt arvot numeroina ja näppäimet T ja S on aktivoitu. Huom. Automaatti toiminnossa heti kun joku hitsaustoiminto on valittu tuottaa kone alhaisen jännitteen, jolla tarkistetaan pistoolin ja työkappaleen välinen sähköinen kontakti. Hitsaustyön suorittamiseksi tee seuraavasti: Aseta hitsauspistooli tukevasti hitsattavaa kappaletta kohti ja anna koneen suoritta hitsaus. Nosta pistooli ylös hitsauspisteestä ja aseta se niin, ettei se ole vahingossa kosketuksessa maadoituksen tai työkappaleen kanssa. Merkkivalo ilmaisee palaessaan, että käsikäyttö toiminto on aktivoitu. Merkkivalo ilmaisee palaessaan, että automaatti toiminto on aktivoitu Näyttö näyttää arvoja jotka on säädetty näppäimillä S ja T. Näppäimellä suurennetaan säädettävää arvoa joka näkyy näytössä R T- Näppäimellä pienennetään säädettävää arvoa joka näkyy näytössä R U-V- Virtaliittimet hitsauspistoolin ja maakaapelin liittimille. W- Kolminapainen hitsauspistoolin ohjausvirtaliitin. Varoitus käytä vain alkuperäistä CEBORA hitsauspoltinta. X- Virtakytkin jolla koneeseen kytketään virta päälle/ pois. Y- Liitäntäkaapeli. 5 MAAKAAPELIN LIITTÄMINEN Maakaapeli on liitettävä niin lähelle hitsattavaa kohtaa kuin mahdollista. Kun olet kiinnittänyt maakaapelin tee seuraavasti: Käsikäyttö toiminnossa: merkkivalo P palaa. 1) Kiinnitä lämmityselektrodi hitsauspoistooliin. 2) Paina näppäintä H; merkkivalo G palaa. 3) Säädä näppäimellä T hitsausaika minimiin ( 05). 4) Aseta hitsauspistooli, maalin poiston jälkeen, työskentely pisteeseen niin tiivisti kuin mahdollista. 5) Vie hitsauspistooli lähelle maadoituspistettä ja paina liipaisinta. 6) Nosta hitsauspistooli ja irrota maadoituspuristin kääntämällä puristuspihdin kiristysruuvia myötäpäivään. 29 Automaatti toiminnossa: merkkivalo Q palaa. 1) Kiinnitä mikä elektrodi vain hitsauspoistooliin. 2) Paina näppäintä H; merkkivalo G lakkaa vilkkumasta. 3) Säädä näppäimellä T hitsausaika minimiin ( 05). 4) Aseta hitsauspistooli, maalin poiston jälkeen, työskentely pisteeseen niin tiivisti kuin mahdollista. 5) Vie hitsauspistooli lähelle maadoituspistettä ja paina liipaisinta. 6) Nosta hitsauspistooli ja irrota maadoituspuristin kääntämällä puristuspihdin kiristysruuvia myötäpäivään. 6. USEAN KÄYTTÄJÄN TYÖSKENTELY Kone voidaan säätää valmiiksi erilaisille toiminnolle eri käyttäjiä varten jota varten laitteessa on ”USER” toiminto millä voidaan valita koneen käyttäjä. Toiminta mahdollistaa erilaisten säätöjen valintojen tekemisen ja tallentamisen kutakin käyttäjää varten erikseen. Merkkivalo B palaa jos konetta on käytetty jonkun käyttäjän toimesta. Näpäyttämällä näppäintä A ilmestyy näytölle kirjain L sekä joku numero jonka käyttäjä on valinnut. Näpäyttämällä uudestaan näppäintä hyväksytään valittu käyttäjä ja kone on valmiina toimimaan valitun käyttäjän säädöillä. Käyttäjä tunnukset toimii seuraavasti. Näpäyttämällä näppäintä ( tarkoittaa painamalla näppäintä lyhyemmän aikaa kuin 0,7 sek.) näppäintä A näpäyttämällä tulee näyttöön R lyhenne L1 (level1=taso1) eikä merkkivalo B pala; painamalla S näppäintä aktivoidaan L2 sekä aktivoidaan toiminto. Merkkivalo B palaa ja näytössä R on lyhenne L2. Painamalla näppäintä A hyväksytään näytössä oleva arvo ja hitsauskone on toimintavalmiina. Käyttäjä voi tämän jälkeen tehdä vapaasti valintoja ja säätöjä eri hitsaustoiminnolle jotka tallentuu koneen muistiin automaattisesti 5 sekunnin kuluttua viimeisestä säädöstä. Kuvitellaan, että käyttäjä 1 on lopettanut koneen käytön ja toinen käyttäjä haluaa ottaa käyttöön omat hitsausohjelmat. Merkkivalo B palaa joka ilmoittaa, että konetta on jo käyttänyt toinen käyttäjä. Näpäyttämällä näppäintä A alkaa näytössä R vilkkua lyhenne L2 ( tunnus käyttäjälle joka on aikaisemmin käyttänyt laitetta) Valitse seuraava tunnuksen ” L3” ja hyväksy se painamalla näppäintä A. Tässä tapauksessa laite on valmiina toimimaan niillä asetuksilla jotka on aikaisemmin tallennettu käyttäjätunnukselle L3 . Asetuksia voi nyt myös muuttaa, ilman että tunnuksen L2 asetukset muuttuisivat. Käyttäjätilasta poistutaan yksinkertaisesti valitsemalla tunnukseksi L1. Merkkivalo B sammuu näpäytä näppäintä A hyväksyäksesi. Pistoolin takaosassa on nuppi jolla käyttäjä voi valita hitsaustoiminnon. 30 7 YLLÄPITO Pidä kaikki koneen ohjeet ja merkinnät puhtaina sekä hyvin luettavina. Tarkista, että virtakaapelit ja niiden eristeet ovat kunnossa. Tarkista erityisen hyvin kaikki kaapeleiden liittimet ja maadoituspuristimen liitokset sekä hitsauspistoolin liitännät. Pidä hitsauskaapeleiden liitännät puhtaina ja tarkista, että ne on kunnolla kiristetty koneen liittimiin. Maadoitusliittimillä on oltava hyvä sähköinen kontakti hitsattavaan metalliin, että vältettäisiin ylikuumeneminen ja kipinöinti, sekä huono virranjohtavuus joka saattaa vahingoittaa hitsattavan kohdan tai alentaa hitsauslaadun. Varmista että olet katkaissut virran koneelta ja irrottanut liitäntäjohdon pistokkeen, ennen kuin avaat koneen suojapeltejä. Pidä elektrodit aina puhtaina ja kunnossa. Puhdista määrävälein pistooli öljystä rasvasta, ÄLÄ KÄYTÄ PUHDISTUKSEEN VETTÄ TAI LIUOTIN AINEITA, INSTRUKTIONSVEJLEDNING TIL PUNKTSVEJSEAPPARAT VIGTIGT: LÆS INSTRUKTIONSMANUALEN INDEN BRUG AF SVEJSEAPPARATET. MANUALEN SKAL GEMMES OG OPBEVARES I SVEJSEAPPARATETS DRIFTSLEVETID PÅ ET STED, SOM KENDES AF SVEJSEPERSONALET. DETTE APPARAT MÅ KUN ANVENDES TIL SVEJSNING. 1 SIKKERHEDSFORANSTALTNINGER BUESVEJSNING OG -SKÆRING KAN UDGØRE EN SUNDHEDSRISIKO FOR SVEJSEREN OG ANDRE PERSONER. Svejseren skal derfor informeres om risiciene, der er forbundet med svejsning. Risiciene er beskrevet nedenfor. Yderligere oplysning kan fås ved bestilling af manualen art. nr.3.300.758 ELEKTRISK STØD - kan forårsage dødsfald • Installér svejseapparatet og slut det til jordingssystemet i overensstemmelse med de gældende normer. • Berør ikke de strømførende dele eller elektroderne med bare hænder eller arbejdstøj eller handsker, som er fugtige. • Isolér svejseren og svejseemnet fra jorden. • Kontrollér, at arbejdsområdet ikke udgør en fare. RØG OG GASSER - kan udgøre en sundhedsrisiko • Hold ansigtet bort fra røgen. • Udfør svejsningen på steder med tilstrækkelig udluftning og anvend udsugningsapparater i området omkring buen. Herved undgås tilstedeværelse af farlig gas i arbejdsområdet. STRÅLER FRA BUEN - kan forårsage øjenskader og forbrænding af huden • Beskyt øjnene ved hjælp af svejseskærme, der er forsynede med glas med filter, og bær passende arbejdstøj. • Beskyt de øvrige personer i området ved at opstille passende afskærmninger eller forhæng. RISIKO FOR BRAND ELLER FORBRÆNDINGER • Gnisterne (svejsesprøjt) kan resultere i brand eller forbrændinger af huden. Kontrollér derfor, at der ikke er anbragt brandfarlige materialer i svejseområdet. Bær passende beskyttelsesudstyr. tering af gasflaskerne og trykregulatorerne, som anvendes i forbindelse med svejsning. ELEKTROMAGNETISK KOMPATIBILITET Dette apparat er konstrueret i overensstemmelse med angivelserne i den harmoniserede norm IEC 60974-10. Apparatet må kun anvendes til professionel brug i industriel sammenhæng. Der kan være vanskeligheder forbundet med fastsættelse af den elektromagnetiske kompatibilitet, såfremt apparatet ikke anvendes i industriel sammenhæng. BORTSKAFFELSE AF ELEKTRISK OG ELEKTRONISK UDSTYR Bortskaf ikke de elektriske apparater sammen med det normale affald! Ved skrotning skal de elektriske apparater indsamles særskilt og indleveres til en genbrugsanstalt jf. EU-direktivet 2002/96/EF om affald af elektrisk og elektronisk udstyr (WEEE), som er inkorporeret i den nationale lovgivning. Apparaternes ejer skal indhente oplysninger vedrørende de tilladte indsamlingsmetoder hos vores lokale repræsentant. Overholdelse af kravene i dette direktiv forbedrer miljøet og øger sundheden. I TILFÆLDE AF FUNKTIONSFORSTYRRELSER SKAL DER RETTES HENVENDELSE TIL KVALIFICERET PERSONALE. 2 GENERELLE BESKRIVELSER 2.1 SPECIFIKATIONER Dette apparat er udviklet til at mindske de problemer, der kan forekomme ved reparation af bilkarrosserier. NB! Kun stålkarrosserier. Apparatet arbejder på den ene side af bilen og fjerner buler eller ujævnheder på bilkarrosseriet. Svejseapparatet må ikke benyttes til andre formål som f.eks. optøning af vandrør eller mekaniske arbejder. Apparatet er udviklet til at blive brugt af operatøren ved hjælp af styrepanelet 2.2 FORKLARING AF DE TEKNISKE DATA EN 50063 STØJ Apparatets støjniveau overstiger ikke 80 dB. Plasmasvejsningen/den almindelige svejsning kan dog skabe støjniveauer, der overstiger ovennævnte niveau. Svejserne skal derfor anvende beskyttelsesudstyret, der foreskrives i den gældende lovgivning. PACE-MAKER • De magnetiske felter, der opstår som følge af den høje strøm, kan påvirke funktionen i en pace-maker. Personer, som bærer pace-maker, skal derfor rette henvendelse til lægen inden påbegyndelse af buesvejsning, skæring, flammehøvling eller punktsvejsning. EKSPLOSIONER • Svejs aldrig i nærheden af beholdere, som er under tryk, eller i nærheden af eksplosivt støv, gas eller dampe. Vær forsigtig i forbindelse med hånd- U20. I2cc U1n 1~ 50Hz S50 IP23 C. S Svejsemaskinen er bygget i overensstemmelse med disse internationale standarder. Enfaset Transformer. Sekundær spænding. Maks. kortslutningsstrøm. Nominel forsyningsspænding. Enfaset forsyning 50 Hz. Effekt ved 50 %. Maskinkroppens beskyttelsesgrad. Grad 3 som andet tal betyder, at dette apparat er egnet til udendørs arbejde i regvejr. Det ekstra bogstav C betyder, at apparatet er beskyttet mod, at et værktøj (diameter 2,5 mm) kan komme i kontakt med komponen terne under spænding i forsyningskredsløbet. Egnet til arbejde i omgivelser med forhøjet risiko. 31 N.B:Svejsemaskinen er endvidere udviklet til arbejde i omgivelser med forureningsgrad 3. (se IEC 60664). 2.3 BESKYTTELSE 2.3.1 Termisk beskyttelse Dette apparat er beskyttet af en termostat, som hindrer apparatets funktion ved overskridelse af den tilladte temperatur. I dette tilfælde viser displayet fejlkoden E1. 3 INSTALLATION Apparatet skal installeres af specialuddannet personale. Alle tilslutningerne skal opfylde kravene i de gældende standarder og i lovgivningen vedrørende forebyggelse af arbejdsulykker (CEI 26-10-CENELEC HD 427). 1 Anbring svejseapparatet stabilt og sikkert. Der skal være fri luftcirkulation ved indtaget og udløbet, og svejseapparatet skal beskyttes mod indtrængning af vand, snavs, metalspåner osv. 2 Kontrollér, at forsyningsspændingen svarer til mærkespændingen i svejseapparatets tekniske data. Slut et stik med passende kapacitet til forsyningskablet. Kontrollér, at den gule/grønne leder er sluttet til jordstikket. Kapaciteten i den termomagnetiske afbryder eller sikringerne (serieforbundet med forsyningen) skal svare til apparatets strømforbrug I1. Eventuelle forlængerledninger skal have et tværsnit, der svarer til strømforbruget I1. Hvis forsyningsspændingen er 115 V, kan apparatet fungere ved spændinger på 96-140 V. Hvis forsyningsspændingen er 230 V, kan apparatet fungere ved spændinger på 190-260 V. Forsyningsskift skal foretages, når apparatet er slukket. 3 Personer med pacemaker må ikke benytte apparatet eller nærme sig kablerne. 4 Sæt jordkablets stik i en stikkontakt, og drej det med uret. 5 Sæt svejseslangens stik i en stikkontakt, og drej det med uret. 6 Sæt den 3-polede styrekonnektor i stikkontakten. Hvis den manuelle drift “MAN” er valgt, vil punktsvejsningen begynde, når der bliver trykket på svejseslangens knap. 7 Tænd svejseapparatet ved hjælp af afbryderen X, der sidder bag på apparatet. 8 Hold svejseslangens kabel med samme hånd, der holder svejseslangen, uden at blive viklet ind i kablet, for at begrænse virkningen fra magnetfeltet. 4 BESKRIVELSE AF APPARAT A- Knap til valg af operatør “USER”. B- Lysdiode. Angiver, om funktionen for valg af operatør er aktiveret/deaktiveret. C- Knap. Aktiverer funktionen for punktopvarmning. Denne bruges til opvarmning af tykke metalplader. Der kommer 3 impulser efter hinanden med et fast pauseinterval på 360 msek. Brug knapperne S og T til at indstille effekten. Displayet R viser indstillingen. 32 Min. = 20. Maks. = 90. D- Lysdiode. Angiver, at funktionen for punktopvarmning er aktiveret. Se ”Manuel/automatisk drift” - knap O vedrørende funktion. E- Lysdiode. Angiver, at funktionen for skivepunktsvejsning er aktiveret. Se ”Manuel/automatisk drift” - knap O vedrørende funktion. F- Knap. Aktiverer funktionen for skivepunktsvejsning. Denne bruges til udføre modstandssvejsning af metalplader ved på forhånd at have monteret hammeren på svejseslangen og den trekantede skive på hammerhovedet. Effekten er konstant. Brug knapperne S og T til at indstille tiden. Displayet R viser indstillingen. Min. = 01. Maks. = 15. G- Lysdiode. Angiver, at funktionen for punktsvejsning af indsats er aktiveret. Se ”Manuel/automatisk drift” - knap O vedrørende funktion. H- Knap. Aktiverer funktionen for punktsvejsning af indsats. Denne bruges til punktsvejsning af de forskellige indsatse med gevind, der findes i moderne bilkarrosserier. Effekten er konstant. Brug knapperne S og T til at indstille tiden. Displayet R viser indstil lingen. Min. = 01. Maks. = 50. I- Lysdiode. Angiver, at funktionen for pladepresning er aktiveret. Se ”Manuel/automatisk drift” knap O vedrørende funktion. L- Knap. Aktiverer funktionen for pladepresning. Denne bruges til at fladpresse metalplader, der er blevet deforme. Svejsningen udføres med en pas sende elektrode. Tiden er fast. Brug knapperne S og T til at indstille effekten. Displayet R viser indstillin gen. Min. = 20. Maks. = 60. M- Lysdiode. Angiver, at funktionen for pladeopvarmning er aktiveret. Se ”Manuel/automatisk drift” - knap O vedrørende funktion. N- Knap. Aktiverer funktionen for pladeopvarmning. Denne bruges til at opvarme de deforme metalplader ved hjælp af kul. Tiden er ubegrænset. Brug knapperne S og T til at indstille effekten. Displayet R viser indstillingen. Min. = 20. Maks. = 60. O- Vælgerknap for automatisk/manuel drift. Hvis apparatet er indstillet til manuel drift “MAN”, vil lysdioden P tænde, når apparatet startes. BEMÆRK: Når generatoren tændes, blinker lysdioderne for at indikere, at apparatet står på standby, dvs. apparatet står tændt uden spænding og venter på kommando. Vælg en funktion. Tryk på knappen O for at vælge manuel/automatisk drift. Når den manuelle drift er valgt, styrer du punktsvejsningen ved hjælp af svejseslangens knap. Lysdioderne, som viser funktionsvalget, lyser konstant. Displayet R viser indstillingen. Advarsel: Generatoren går aldrig på standby i denne funktion. Ved automatisk drift styres punktsvejsningen ikke af svejseslangens knap. Samtidigt kan lysdioderne, der angiver, at funktionen er aktiveret, se ud på to forskellige måder: 1) Blinker. Apparatet yder ingen spænding. Dette bety Q O D C E B A P S T R F G H I L M N Y X W U V Fig. 1 2) PQRST der, at det venter på, at operatøren vælger en funkti on, eller at apparatet ikke har været brugt i mere end to minutter. Displayet R viser to streger (standby). Blinker IKKE. Apparatet yder en svag spænding. Det kontrollerer automatisk, at der er forbindelse mellem svejseslangen og arbejdsemnet, før det kan udføre det arbejde, som operatøren har valgt. Displayet R viser indstillingen med tal. Knapperne S og T er aktiverede. BEMÆRK: Når en funktion er blevet aktiveret ved automatisk drift, yder apparatet en svag spænding, der bruges til at kontrollere forbindelsen mellem svejseslangen og arbejdsemnet. Gør derfor følgende for korrekt betjening af apparatet: • Hold elektroden til punktsvejsning stille mod arbejdsemnet. • Lad apparatet udføre arbejdet. • Fjern elektroden fra arbejdsstedet. Placér ikke svejseslangen, hvor den ved et uheld kan berøre jordklemmen. Lysdiode, der indikerer manuel drift. Lysdiode, der indikerer automatisk drift. Display, der viser de indstillinger, der er udført med knapperne S og T. Knap, der forøger værdierne, der vises på displayet R. Knap, der formindsker værdierne, der vises på displayet R. U-V Effektudtag til jordkabel og punktsvejseslange. W- 3-polet stikkontakt, hvor det løse hanstik på punktsvejseslangen skal sættes i. Dette er nødvendigt for manuel drift. Advarsel: Brug kun originale svejseslanger. Uoriginale svejseslanger kan ødelægge apparatet. X- Afbryder til at tænde og slukke apparatet. Y- Forsyningskabel. 5 TILSLUTNING AF JORDKLEMMEN Jordkablet skal være tilsluttet så tæt som muligt på det sted, der skal svejses. Fastgør kablets jordklemme med lynkobling på følgende måde: Lysdioden P er tændt ved manuel drift. 1) Fastgør opvarmningselektroden til svejseslangen. 2) Tryk på knappen H. Lysdioden G tænder. 3) Brug knappen T til at indstille minimumstiden (05). 4) Placér jordklemmen så tæt som muligt på arbejdsstedet (malingen skal være fjernet). 5) Placér svejseslangen ved siden af jordklemmen og tryk på knappen. 6) Løft svejseslangen. Drej møtrikken, der er skruet fast på spidsen af jordklemmen, med uret. Lysdioden Q er tændt ved automatisk drift. 1) Fastgør en hvilken som helst elektrode til svejseslangen. 33 2) Tryk på knappen H. Lysdioden G stopper med at blinke. 3) Brug knappen T til at indstille minimumstiden (05). 4) Placér spidsen af jordklemmen så tæt som muligt på arbejdsstedet (malingen skal være fjernet). 5) Placér svejseslangen tæt på jordklemmen og vent, indtil apparatet genkender kontakten og udfører punktsvejsningen. 6) Løft svejseslangen. Drej møtrikken, der er skruet fast på spidsen af jordklemmen, med uret. 6 FLERE OPERATØRER Det kan ske, at det er nødvendigt for flere operatører at bruge apparatet med forskellige indstillinger. Derfor findes funktionen USER. Denne funktion gør det muligt at lagre og tilbagekalde de individuelle indstillinger. Funktionen registrerer altid den sidstanvendte indstilling for hvert program og for hver operatør. Når lysdioden B er tændt, bruges apparatet af en operatør. Tryk kort på knappen A. Displayet R viser bogstavet L efterfulgt af et tal, der er valgt af operatøren. Tryk kort på knappen igen for at bekræfte operatøren og aktivere generatoren. Identificering af operatør Ved et kort tryk (ved kort forstås mindre end 0,7 sek.) på knappen A (USER) viser displayet R symbolet L1 (niveau 1). Lysdioden B er slukket. Tryk på knappen S for at bladre til niveau 2. Lysdioden B tænder og displayet R viser symbolet L2. Tryk på knappen A for at bekræfte niveauet, der vises i displayet, og aktivér generatoren. Operatøren kan aktivere, vælge og indstille de funktioner, han ønsker. Lagringen af indstillingerne i de forskellige funktioner sker, når der skiftes funktion eller 5 sekunder efter den seneste indstilling. Lad os forestille os, at operatør 1 er færdig med at bruge apparatet, og operatør 2 vil indstille den til et andet arbejde. Når lysdioden B er tændt, er apparatet allerede i brug af en anden operatør. Tryk på knappen A. På displayet R vises symbolet L2 (symbolet for den operatør, der er i gang med at bruge apparatet). Find niveau L3 og vælg det ved at trykke på knap A. Apparatet foreslår nu indstillinger for de forskellige funktioner under niveau L3. Det er nu muligt at indstille apparatet på ny uden at ændre de indstillinger, der er lagret under niveau L2. FORLAD IDENTIFICERING AF OPERATØR ved at vælge niveau L1. Lysdioden B slukker. Tryk derefter kort på knappen A for at bekræfte, at du vil forlade funktionen. Knappen på ryggen af svejseslangen gør det muligt for operatøren at vælge funktionerne på apparatet uden at skulle flytte sig fra arbejdsstedet. 34 7 VEDLIGEHOLDELSE Sørg for, at mærkaterne og figurerne på svejseapparatet forbliver læsbare og tydelige. Forsyningskablet og svejsekablerne skal være isolerede og i perfekt stand. Vær opmærksom på steder med bøjninger, som f.eks. ved siden af samlingsklemmerne, jordklemmerne og ved tilslutningen til svejseslangen. Al vedligeholdelse skal foretages af kvalificeret personale. Kontrollér, at stikket er taget ud af stikkontakten, inden panelerne fjernes. Elektroderne, der bruges, skal regelmæssigt rengøres for jernrester. Rengør regelmæssigt for olie og fedt. BRUG IKKE VANDSTRÅLER ELLER OPLØSNINGSMIDLER. INSTRUCTIEHANDLEIDING PUNTLASMACHINE BELANGRIJK: LEES VOORDAT U MET DEZE MACHINE BEGINT TE WERKEN DE GEBRUIKSAANWIJZING AANDACHTIG DOOR EN BEWAAR ZE GEDURENDE DE VOLLEDIGE LEVENSDUUR VAN DE MACHINE OP EEN PLAATS DIE DOOR ALLE GEBRUIKERS IS GEKEND. DEZE UITRUSTING MAG UITSLUITEND WORDEN GEBRUIKT VOOR LASWERKZAAMHEDEN. 1 VEILIGHEIDSVOORSCHRIFTEN LASSEN EN VLAMBOOGSNIJDEN KAN SCHADELIJK ZIJN VOOR UZELF EN VOOR ANDEREN. Daarom moet de gebruiker worden gewezen op de gevaren, hierna opgesomd, die met laswerkzaamheden gepaard gaan. Voor meer gedetailleerde informatie, bestel het handboek met code 3.300.758 ELEKTRISCHE SCHOK - Kan dodelijk zijn. • Installeer en aard de lasmachine volgens de geldende voorschriften. • Raak elektrische onderdelen of elektroden onder spanning niet aan met de blote huid, handschoenen of natte kledij. • Zorg dat u zowel van de aarde als van het werkstuk geïsoleerd bent. • Zorg voor een veilige werkpositie. DAMPEN EN GASSEN - Kunnen schadelijk zijn voor uw gezondheid. • Houd uw hoofd uit de buurt van dampen. • Werk in aanwezigheid van een goede ventilatie en gebruik ventilatoren rondom de boog om gasvorming in de werkzone te vermijden. BOOGSTRALEN - Kunnen oogletsels en brandwonden veroorzaken. • Bescherm uw ogen met een lasmasker met gefilterd glas en bescherm uw lichaam met aangepaste veiligheidskledij. • Bescherm anderen door de installatie van geschikte schermen of gordijnen. GEVAAR VOOR BRAND EN BRANDWONDEN • Vonken (spatten) kunnen brand en brandwonden veroorzaken; daarom dient u zich ervan te vergewissen dat er geen brandbaar materiaal in de buurt is en aangepaste beschermkledij te dragen. GELUID Deze machine produceert geen rechtstreeks geluid van meer dan 80 dB. Het plasmasnij/lasprocédé kan evenwel geluidsniveaus veroorzaken die deze limiet overschrijden; daarom dienen gebruikers alle wettelijk verplichte voorzorgsmaatregelen te treffen. PACEMAKERS • De magnetische velden veroorzaakt door een hoge stroom kunnen een nadelige uitwerking hebben op pacemakers. Personen die elektronische apparatuur (pacemakers) dragen moeten informatie bij een arts inwinnen voor ze afvlam-, booglas-, puntlas- en snijwerkzaamheden benaderen. ONTPLOFFINGEN • Las niet in de nabijheid van houders onder druk of in de aanwezigheid van explosief stof, gassen of dampen. • Alle cilinders en drukregelaars die bij laswerkzaamheden worden gebruik dienen met zorg te worden behandeld. ELEKTROMAGNETISCHE COMPATIBILITEIT Deze machine is vervaardigd in overeenstemming met de voorschriften zoals bepaald in de geharmoniseerde norm IEC 60974-10 en mag uitsluitend worden gebruikt voor professionele doeleinden in een industriële omgeving. Het garanderen van elektromagnetische compatibiliteit kan problematisch zijn in niet-industriële omgevingen. VERWIJDERING VAN ELEKTRISCHE EN ELEKTRONISCHE UITRUSTING Behandel elektrische apparatuur niet als gewoon afval! Overeenkomstig de Europese richtlijn 2002/96/EC betreffende de verwerking van elektrisch en elektronisch afval en de toepassing van deze richtlijn conform de nationale wetgeving, moet elektrische apparatuur die het einde van zijn levensduur heeft bereikt gescheiden worden ingezameld en ingeleverd bij een recyclingbedrijf dat zich houdt aan de milieuvoorschriften. Als eigenaar van de apparatuur dient u zich bij onze lokale vertegenwoordiger te informeren over goedgekeurde inzamelingsmethoden. Door het toepassen van deze Europese richtlijn draagt u bij aan een schoner milieu en een betere volksgezondheid! ROEP IN GEVAL VAN STORINGEN DE HULP IN VAN BEKWAAM PERSONEEL. 2 ALGEMENE BESCHRIJVING 2.1 SPECIFICATIES Dit apparaat werd ontwikkeld om problemen op te lossen die zich kunnen voordoen bij carrosserieherstel. OPMERKING: Alleen stalen carrosserieën. Met het apparaat kunnen deuken of bulten in de carrosserie worden verwijderd door slechts vanaf één kant te werken. Het lasapparaat mag niet worden gebruikt voor andere doeleinden, zoals het ontdooien van leidingen of het uitvoeren van mechanische taken. Het apparaat is bedoeld voor gebruik in combinatie met programmeerbare regelapparatuur. 2.2 UITLEG VAN DE TECHNISCHE SPECIFICATIES EN 50063 NE. Het lasapparaat is vervaardigd in overeenstem ming met de internationale norm . Serienummer. Moet worden vermeld bij elk verzoek betreffende het lasapparaat. Enfasige transformator. U20 I2cc U1n 1~ 50Hz Secundaire openboogspanning. Maximum kortsluitingstroom. Nominale voedingsspanning. Enfasige voeding van 50Hz. 35 S50 IP23 C. Vermogen op 50% Beschermingsklasse van de behuizing. Klasse 3 als tweede cijfer wil zeggen dat dit apparaat geschikt is om buiten in de regen te worden gebruikt. De bijkomende letter C betekent dat het apparaat beveiligd is tegen de aanraking van onder spanning staande onderdelen van het voe dingscircuit met een stuk gereedschap (diameter van 2,5 mm ). S Geschikt voor werkzaamheden in omgevin gen met verhoogd risico. OPMERKING: Het lasapparaat is ook ontworpen voor gebruik in omgevingen met verontreinigingsgraad 3. (Zie IEC 60664-1). 2.3 BEVEILIGING 2.3.1 Thermische beveiliging Dit apparaat is beveiligd met een thermostaat, die de werking van het apparaat blokkeert als de toegestane temperaturen zijn overschreden. In deze toestand zal het display de foutcode E1 weergeven. 3 INSTALLATIE De machine mag uitsluitend door ervaren personeel worden uitgevoerd. Alle aansluitingen moeten in overeenstemming met de van kracht zijnde normen en de wetten ter voorkoming van arbeidsongevallen worden uitgevoerd (norm CEI 26-10- CENELEC HD 427). 1 Plaats de lasmachine in een stabiele en veilige stand. De luchtcirculatie moet zowel aan de invoer als aan de uitvoer ongehinderd plaatsvinden. De lasmachine moet worden beschermd tegen vloeistoffen, vuil, ijzervijzel, enz. 2 Controleer dat de voedingsspanning overeenstemt met de spanning die staat aangegeven op het plaatje met technische gegevens van de lasmachine. Sluit een stekker aan met een reikwijdte die geschikt is voor de voedingskabel en verzeker u ervan dat de groen/gele draad aan het aardecontact aangesloten is. Het vermogen van de magnetothermische schakelaar of van de zekeringen, in serie met de voeding, moet gelijk zijn aan de geabsorbeerde stroom II van de machine. Eventuale verlengsnoeren moeten een doorsnede hebben die voor de geabsorbeerde stroom II geschikt is. Als de voeding met 115V overeenkomt, kan de machine functioneren op een spanning tussen 96V en 140V. Als de voeding met 230V overeeenkomt, kan de machine functioneren op een spanning tussen 190V en 260V. De voeding mag alleen bij uitgeschakelde machine worden uitgevoerd. 3 Het is verboden dat pacemaker-dragers van de machine gebruik maken of de kabels hiervan benaderen. 4 Steek de stekker van de aardekabel in een contact en draai rechtsom. 5 Steek de stekker van de pistool in een contact en 36 6 7 8 draai rechtsom. Steek de 3-polige bedieningsconnector in het speciale contact. Als u voor de handmatige cyclus “MAN” gekozen heeft, wordt de puntlascyclus opgestart door een druk op de trekker van de toorts. Schakel de lasmachine in met behulp van de scha kelaar X op de achterkant van de machine. Houd de kabel van de machine aan de zijde van de hand die de machine vasthoudt om de blootstelling aan het magnetische veld te beperken en om te voorkomen dat de kabel zich om u heen draait. 4 BESCHRIJVING VAN HET APPARAAT A- Toets om de gebruiker (“USER”) te selecteren. B- LED. Geeft aan of de gebruikerskeuzefunctie ingeschakeld of uitgeschakeld is. C- Toets. Schakelt de pulsverwarmingsfunctie in. Deze functie wordt gebruikt om warmte te produceren op dik plaatmetaal. Ze levert drie opeenvolgende pulsen af met een vaste tussentijd van 360 msec. Met de toetsen S en T regelt u het vermogen; display R geeft de instelling weer. Minimum = 20 Maximum = 90. D- LED. Geeft aan dat de pulsverwarmingsfunctie is ingeschakeld. Voor de bediening, lees “handmatige automatische functie” toets O. E- LED. Geeft aan dat de rozet-proplasfunctie is ingeschakeld. Voor de bediening, lees “handmatige automatische functie” toets O. F- Toets. Schakelt de rozet-proplasfunctie in. Oefent trekkracht uit op het plaatmetaal nadat eerst de hamer is gemonteerd op het laspistool en de driepuntsrozet is bevestigd op de hamerkop. Het vermogen is constant. De tijd wordt geregeld met de toetsen S en T. Display R geeft de instelling weer. Minimum = 01 Maximum = 15. G- LED. Geeft aan dat de inzet-proplasfunctie is ingeschakeld. Voor de bediening, lees “handmatige automatische functie” toets O. H- Toets. Schakelt de inzet-proplasfunctie in. Zet de verschillende draadinzetstukken vast in moderne carrosserieën. Het vermogen is constant. De tijd wordt geregeld met de toetsen S en T. Display R geeft de instelling weer. Minimum = 01 Maximum = 50. I- LED. Geeft aan dat de metaalpersfunctie is inge schakeld. Voor de bediening, lees “handmatige automatische functie” toets O. L- Toets. Schakelt de plaatmetaalpersfunctie in. Maakt vervormd plaatmetaal vlak. Dit gebeurt met een specifieke elektrode. De tijdinstelling is vast en het vermogen wordt geregeld met de toetsen S en T; display R geeft de instelling weer. Minimum = 20 Maximum = 60. M- LED. Geeft aan dat de plaatmetaalverwarmingsfunc tie is ingeschakeld. Voor de bediening, lees “hand matige - automatische functie” toets O. N- Toets. Schakelt de plaatmetaalverwarmingsfunctie in. Warmt het vervormde plaatmetaal op met behulp van een koolelektrode. De tijd is onbeperkt. Gebruik de toetsen S en T om Q O D C E B A P S T R F G H I L M N Y X W U V Fig. 1 het vermogen in te stellen; display R geeft de instel ling weer. Minimum = 20 - Maximum = 60. O- Keuzetoets automatische of handmatige stand. Als bij het opstarten van het apparaat de hand matige stand “MAN” is ingesteld, brandt LED P. OPMERKING: Bij het opstarten van de stroombron knipperen de LED’s om de "stand-by"-status aan te geven: het apparaat is ingeschakeld, levert geen spanning en wacht op opdrachten. Kies een bedieningsfunctie. Kiezen tussen de handmatige en de automatisch stand gebeurt door op toets O te drukken. De handmatige stand betekent dat, wanneer de functie is geselecteerd, het proplassen wordt geregeld met de toortsschakelaar; de LED die de functiekeuze aangeeft, stopt met knipperen en blijft constant branden en display R geeft de instelling weer. Waarschuwing: in deze bedieningsstand gaat de stroombron nooit in “stand-by.” De automatische stand betekent dat het proplassen niet wordt geregeld met de toortsschakelaar. De LED’s die aangeven dat de functie is ingescha keld, hebben twee bedieningsstanden: 1) Ze knipperen: het apparaat levert geen spanning. Dit betekent dat het apparaat wacht totdat de gebruiker een functie kiest of dat het apparaat gedurende twee minuten of langer niet actief is geweest. Display R geeft twee strepen weer (“stand-by”). 2) Ze knipperen NIET: het apparaat levert een lage spanning en zorgt automatisch voor contact tussen de toorts en het werkstuk om de taak uit te voeren die de gebruiker heeft ingesteld. Display R geeft de instelling numeriek weer en de toetsen S en T zijn actief. OPMERKING: Wanneer in de automatische stand een functie is ingeschakeld, genereert het apparaat een lage spanning om het contact tussen het pistool en het werkstuk te controleren; ga als volgt te werk om de taak correct uit te voeren: • Laat de proplaselektrode goed op het werkstuk rusten. • Laat het apparaat de taak uitvoeren. • Til het pistool op vanuit de werkpositie en laat het niet rusten op zones die per ongeluk in contact kunnen komen met massa. P- LED die de handmatige stand aangeeft. Q- LED die de automatische stand aangeeft. R- Display dat de instellingen weergeeft die zijn gekozen met toetsen S en T. S- Toets om de waarden die worden weergegeven op display R te verhogen. T- Toets om de waarden die worden weergegeven op display R te verlagen. U-V- Voedingscontacten voor massakabel en proplaspistool. W- 3-pens contact waarop de mannelijke koppeling 37 van het proplaspistool wordt aangesloten, essentieel voor de handmatige stand. Waarschuwing: gebruik uitsluitend originele toortsen; andere toortsen kunnen het apparaat beschadigen. X- Schakelaar waarmee het apparaat wordt in- en uitgeschakeld. Y- Netkabel. 5 MASSA-AANSLUITING De massakabel moet zo dicht mogelijk bij de werkzone worden aangesloten. Ga als volgt te werk om de snelle massa-aansluiting met de kabel tot stand te brengen: Voor de handmatige stand, LED P brandt. 1) Bevestig de verwarmingselektrode op het laspistool 2) Druk op toets H; LED G licht op. 3) Stel de minimumtijd (05) in met toets T 4) Laat de massapen zo dicht mogelijk bij de werkzone rusten, na eerst de lak te hebben verwijderd. 5) Laat het pistool rusten naast de massa-aansluiting en druk op de schakelaar. 6) Til het pistool op en draai de schroef op de massapen met de klok mee. gebruik van de stroombron mogelijk te maken. De gebruiker kan de gewenste functies inschakelen, selecteren en instellen. De instellingen worden opgeslagen in de verschillende bedieningsstanden wanneer de functie verandert of 5 seconden na de laatste instelling. Veronderstel dat gebruiker 1 gestopt is met het gebruik van het apparaat en een tweede gebruiker zijn of haar werk wilt instellen. LED B brandt om aan te geven aan de tweede gebruiker dat het apparaat reeds wordt gebruikt door een collega; hij/zij drukt dan op toets A. Display R geeft de afkorting L2 weer (afkorting van de gebruiker die het apparaat gebruikt). Hij/zij kiest het niveau L3 en bevestigt het door te drukken op toets A. Het apparaat stelt nu de instellingen voor die overeenkomen met de diverse functies die zijn ingesteld in L3; de nieuwe gebruiker kan nu zijn of haar eigen instellingen kiezen zonder de instellingen te wijzigen die reeds zijn opgeslagen door L2. OM DE GEBRUIKERSHERKENNING AF TE SLUITEN, kiest u gewoon L1. LED B gaat uit. Druk daarna kort op toets A om het afsluiten van de functie te bevestigen. Met de toets op de achterkant van het pistool kan de gebruiker de apparaatfuncties kiezen zonder de werkpositie te verlaten. Voor de automatische stand, LED Q brandt. 1) Bevestig om het even welke elektrode op het laspistool 2) Druk op toets H; LED G stopt met knipperen. 3) Stel de minimumtijd (05) in met toets T 4) Laat de massapen zo dicht mogelijk bij de werkzone rusten, na eerst de lak te hebben verwijderd. 5) Laat het pistool rusten naast de massa-aansluiting; wacht tot het apparaat het contact detecteert en voer de proplas uit. 6) Til het pistool op en draai de schroef op de massapen met de klok mee. 6 WERKEN MET MEER DAN EEN GEBRUIKER Het kan zijn dat het apparaat door meer dan een gebruiker moet worden gebruikt met verschillende instellingen; daarom werd de USER-functie geïntroduceerd. Deze functie maakt het mogelijk eigen waarden op te slaan en op te roepen en registreert altijd de laatst ingestelde waarde voor elk programma en voor elk gebruikersniveau. LED B brandt als het apparaat wordt gebruikt door een gebruiker. Wanneer toets A kort wordt ingedrukt, geeft display R de letter L weer gevolgd door een nummer. Dit is het nummer dat is gekozen door de gebruiker. Druk nogmaals kort om de gebruiker te bevestigen en het gebruik van de stroombron opnieuw mogelijk te maken. Hoe werkt de gebruikersherkenning? Wanneer toets A (USER) kort wordt ingedrukt ("kort" betekent minder dan 0,7 sec ), geeft display R de afkorting L1 (niveau 1) weer en gaat LED B uit; druk op toets S om over te gaan naar niveau 2 en de functie in te schakelen. LED B gaat branden en display R geeft de afkorting L2 weer. Druk op toets A om het niveau dat wordt weergegeven op het display te bevestigen en het 38 7 ONDERHOUD Zorg ervoor dat alle instructies en afbeeldingen op het lasapparaat duidelijk leesbaar en zichtbaar blijven. De netkabel en de laskabels moeten geïsoleerd en in perfecte staat zijn; let vooral op de buigpunten: nabij de aansluitpunten, massaklemmen en pistoolingang. Alle onderhoudswerkzaamheden mogen uitsluitend worden uitgevoerd door gekwalificeerd personeel. Voor het verwijderen van de panelen moet de stekker van het apparaat uit het voedingspaneel worden gehaald. Verwijder regelmatig ferro-afval van de gebruikte elektroden. Verwijder regelmatig olie en vet. GEBRUIK GEEN WATERSPUIT OF OPLOSMIDDELEN OM TE REINIGEN. INSTRUCTIEHANDLEIDING PUNTLASMACHINE VIKTIGT: LÄS MANUALEN INNAN UTRUSTNINGEN ANVÄNDS. FÖRVARA MANUALEN LÄTTILLGÄNGLIGT FÖR PERSONALEN UNDER UTRUSTNINGENS HELA LIVSLÄNGD.DENNA UTRUSTNING SKA ENDAST ANVÄNDAS FÖR SVETSARBETEN. 1 FÖRSIKTIGHETSÅTGÄRDER BÅGSVETSNINGEN OCH -SKÄRNINGEN KAN UTGÖRA EN FARA FÖR DIG OCH ANDRA PERSONER. Användaren måste därför informeras om de risker som uppstår på grund av svetsarbetena. Se sammanfattningen nedan. För mer detaljerad information, beställ manual kod 3.300.758 ELSTÖT - Dödsfara • Installera och anslut svetsen enligt gällande standard. • Rör inte vid spänningsförande elektriska delar eller elektroder med bar hud, våta handskar eller kläder. • Isolera dig mot jord och det arbetsstycke som ska svetsas. • Kontrollera att arbetsplatsen är säker. RÖK OCH GAS - Kan vara skadliga för hälsan • Håll huvudet borta från röken. • Se till att det finns tillräcklig ventilation vid arbetet och använd uppsugningssystem i bågzonen för att undvika gasförekomst i arbetszonen. STRÅLAR FRÅN BÅGEN - Kan skada ögonen och bränna huden • Skydda ögonen med svetsmasker som är försedda med filtrerande linser och bär lämpliga kläder. • Skydda andra personer med lämpliga skärmar eller förhängen. RISK FÖR BRAND OCH BRÄNNSKADOR • Gnistor (stänk) kan orsaka bränder och bränna huden. Kontrollera därför att det inte finns lättantändligt material i närheten och bär lämpliga skyddskläder. BULLER Denna utrustning alstrar inte buller som överskrider 80 dB. Plasmaskärningen/svetsningen kan alstra bullernivåer över denna gräns. Användarna ska därför vidta de försiktighetsåtgärder som föreskrivs av gällande lagstiftning. PACEMAKER • De magnetfält som uppstår på grund av högström kan påverka pacemakerfunktionen. Bärare av livsuppehållande elektroniska apparater (pacemaker) ska konsultera en läkare innan de går i närheten av bågsvetsnings-, bågskärnings-, bågmejslings- eller punktsvetsningsarbeten. EXPLOSIONER • Svetsa inte i närheten av tryckbehållare eller där det förekommer explosiva pulver, gaser eller ångor. Hantera de gastuber och tryckregulatorer som används vid svetsarbetena försiktigt. ELEKTROMAGNETISK KOMPATIBILITET Denna utrustning är konstruerad i överensstämmelse med föreskrifterna i harmoniserad standard IEC 60974-10 och får endast användas för professionellt bruk i en industrimiljö. Det kan i själva verket vara svårt att garantera den elektromagnetiska kompatibiliteten i en annan miljö än en industrimiljö. KASSERING AV ELEKTRISKA OCH ELEKTRONISKA PRODUKTER Kassera inte elektriska produkter tillsammans med normalt hushållsavfall! I enlighet med direktiv 2002/96/EG om avfall som utgörs av elektriska och elektroniska produkter och dess tillämpning i överensstämmelse med landets gällande lagstiftning, ska elektriska produkter vid slutet av sitt liv samlas in separat och lämnas till en återvinningscentral. Du ska i egenskap av ägare till produkterna informera dig om godkända återvinningssystem via närmaste återförsäljare. Hjälp till att värna om miljön och människors hälsa genom att tillämpa detta EU-direktiv! KONTAKTA KVALIFICERAD PERSONAL VID EN EVENTUELL DRIFTSTÖRNING. 2 ALLMÄN BESKRIVNING 2.1 SPECIFIKATIONER Denna apparat har konstruerats för att kunna hantera de problem som kan uppstå vid reparation av bilkarosser. OBS! Endast stålkarosser. Den arbetar från den ena sidan och eliminerar bucklor eller utbuktningar i bilkarossen. Svetsen ska inte användas för andra ändamål, t.ex. för att tina rör eller utföra mekaniska arbetsmoment. Apparaten är konstruerad för att användas av operatören med hjälp av reglagen. 2.2 FÖRKLARING AV TEKNISKA DATA EN 50063 Maskinen är tillverkad i enlighet med dessa europeiska standarder N°. Serienummer. Ska alltid uppges vid alla typer av förfrågningar angående maskinen. Enfas Transformator. U20 Sekundärspänning vid tomgång. I2cc Max. kortslutningsström U1n Nominell matarspänning. 1~ 50Hz Enfas matning vid 50 Hz. S50 50 % effekt IP23 C. Höljets kapslingsklass. Siffran 3 som andra siffra innebär att denna maskin får användas utomhus vid regn. Tilläggsbokstaven C innebär att denna maskin är skyddad mot ingrepp med verktyg (diameter 2,5 mm) på spänningssatta delar i matningskretsen. S Lämplig för användning i miljöer med förhöjd risk. OBS! Maskinen är konstruerad för att arbeta i miljöer med föroreningsgrad 3 (se standard IEC 60664-1). 39 2.3 SKYDD 2.3.1 Överhettningsskydd Apparaten skyddas av en termostat som stoppar apparaten om max. temperatur överskrids. I sådant läge visar displayen felmeddelandet E1. Sätt i det 3-poliga styrkontaktdonet i aktuellt uttag. Om du har valt manuell drift MAN börjar punktsvetsningen när du trycker in slangpaketets avtryckare. D- E- 3 INSTALLATION FInstallationen av apparaten får endast utföras av kvalificerad personal. Alla anslutningar måste utföras i enlighet med gällande standarder och med full respekt för olycksförebyggande lagar (se standard CEI 26-10 - CENELEC HD 427). 1 Placera svetsen stabilt och säkert. Luften måste kunna cirkulera fritt framför ventilationsöppningarna. Svetsen ska skyddas mot inträngning av vätska, smuts, metallspån o.s.v. 2 Kontrollera att matningsspänningen överensstämmer med spänningen som anges på svetsens märkplåt. Anslut en kontakt av lämplig dimension till nätkabeln. Kontrollera att den gulgröna ledaren är ansluten till jordstiftet. Dimensionen på den termomagnetiska brytaren eller säkringarna som är placerade i serie med elmatningen måste vara lika med strömmen I1 som förbrukas av apparaten. Eventuella förlängningssladdar ska ha ett tvärsnitt som är lämpligt för strömförbrukningen I1. Vid 115 V matningsspänning kan apparaten användas för spänningar mellan 96 och 140 V. Vid 230 V matningsspänning kan apparaten användas för spänningar mellan 190 och 260 V. Bytet av matningsspänning ska utföras med avstängd apparat. 3 Bärare av pacemaker får inte använda apparaten eller befinna sig i närheten av kablarna. 4 Sätt i jordkablens kontakt i ett uttag och vrid medurs. 5 Sätt i slangpaketets kontakt i ett uttag och vrid medurs. 6 Sätt i det 3-poliga styrkontaktdonet i aktuellt uttag. Om du har valt manuell drift MAN börjar punktsvetsningen när du trycker in slangpaketets avtryckare. 7 Starta svetsen med strömbrytaren X som sitter bak på apparaten. 8 Undvik att utsätta dig för magnetfältet. Håll därför i slangpaketets kabel med samma hand som du håller slangpaketet. Det förhindrar att kabeln lindas runt dig. 4 BESKRIVNING AV APPARATEN A- Knapp för val av operatör USER. B- Lysdiod. Indikerar att funktionen för val av operatör är aktiverad/deaktiverad. C- Knapp. Aktiverar funktionen för upphettning med impulser. 40 G- H- I- L- M- N- O- Den används för upphettning av tjocka plåtar. Det alstras tre impulser efter varandra med en fast paustid på 360 ms. Knapparna S och T används för att ställa in effekten. Displayen R visar inställningen. Min. = 20. Max. = 90. Lysdiod. Indikerar att funktionen för upphettning med impulser är aktiverad. Angående drift, se Manuell/automatisk drift - knapp O. Lysdiod. Indikerar att funktionen för punktsvetsning av brickor är aktiverad. Angående drift, se Manuell/automatisk drift - knapp O. Knapp. Aktiverar funktionen för punktsvetsning av brickor. Den används för motståndssvetsning av plåtar efter att hammaren har monterats på slangpaketet och efter att brickan med tre spetsar har monterats på hammarhuvudet. Effekten är konstant. Knapparna S och T används för att ställa in en tid. Displayen R visar inställningen. Min. = 01. Max. = 15. Lysdiod. Indikerar att funktionen för punktsvetsning av insatser är aktiverad. Angående drift, se Manuell/automatisk drift - knapp O. Knapp. Aktiverar funktionen för punktsvetsning av insatser. Den används för punktsvetsning av de olika gängade insatser som finns på dagens moderna bilkaros ser. Effekten är konstant. Knapparna S och T används för att ställa in en tid. Displayen R visar inställningen. Min. = 01. Max. = 50. Lysdiod. Indikerar att funktionen för stuksvetsning av plåtar är aktiverad. Angående drift, se Manuell/automatisk drift - knapp O. Knapp. Aktiverar funktionen för stuksvetsning av plåtar. Den används för att jämna till plåtar som har blivi deformerade. Svetsningen utförs med motsvarand elektrod. Tiden är fast. Knapparna S och T används för att ställa in en effekt. Displayen R visar inställningen. Min. = 20. Max. = 60. Lysdiod. Indikerar att funktionen för upphettning av plåtar är aktiverad. Angående drift, se Manuell/automatisk drift - knapp O. Knapp. Aktiverar funktionen för upphettning av plåtar. Den används för upphettning av deformerade plåtar med hjälp av kol. Tiden är obegränsad. Knapparna S och T används för att ställa in en effekt. Displayen R visar inställningen. Min. = 20. Max. = 60. Knapp för val av manuell/automatisk drift. Lysdioden P tänds vid starten om apparaten är inställd på manuell drift MAN. OBS! Lysdioderna blinkar vid starten av generatorn och indikerar att apparaten är i standby-läge, d.v.s. påslagen men utan spänning i väntan på ett ko mando.Välj en funktion. Välj mellan manuell/automatisk drift genom att trycka på knappen O. När en funktion har valts vid manuell drift styrs punktsvetsningen med slangpaketets avtryckare. Lysdioderna som indikerar valet av funktion lyser med fast sken. Displayen R visar inställningen. Q O D C E B A P S T R F G H I L M N Y X W U V Fig. 1 Varning! Vid detta driftsätt sätts aldrig generatorn i standby-läge. Vid automatisk drift styrs punktsvetsningen inte med slangpaketets avtryckare. I samband med detta kan lysdioderna som indikerar att funktionen är aktiverad se ut på två sätt: 1) Blinkar. Apparaten matar ingen spänning. Det innebär att den väntar på att operatören ska välja en funktion eller att apparaten inte har använts på över 2 minuter. Displayen R visar två streck (standbyläge). 2) Blinkar INTE. Apparaten matar svag spänning. Den kontrollerar automatiskt att det är kontakt mellan slangpaketet och arbetsstycket för att kunna utföra den bearbetning som har ställts in av operatören. Displayen R visar inställningen med siffror. Knapparna S och T är aktiverade. OBS! När en funktion har aktiverats vid automatisk drift matar apparaten en svag spänning som används för att kontrollera att det är kontakt mellan slangpaketet och arbetsstycket. Utför bearbetningen korrekt genom att göra följande: • Håll elektroden för punktsvetsning stilla och bestämt mot arbetsstycket. • Låt apparaten utföra bearbetningen. • Lyft elektroden från bearbetningspunkten. Placera inte slangpaketet i områden där det av misstag kan komma i kontakt med jordklämman. P- Lysdiod som indikerar manuell drift. Q- Lysdiod som indikerar automatisk drift. R- Display som visar de inställningar som har utförts med knapparna S och T. S- Knapp för ökning av de värden som visas på displayen R. T- Knapp för minskning av de värden som visas på displayen R. U-V- Effektuttag för jordkabel och slangpaket för punktsvetsning. W- 3-poligt uttag dit det lösa hankontaktdonet för slangpaketet för punktsvetsning ska anslutas. Detta erfordras för den manuella driften. Varning! Använd endast originalslangpaket, annars kan apparaten bli skadad. X- Strömbrytare som startar och stänger av apparaten. Y- Nätkabel. 5 JORDANSLUTNING Jordkabeln ska fästas så nära svetspunkten som möjligt. Fäst jordkabelns snabbklämma på följande sätt: Lysdioden P är tänd vid manuell drift. 1) Fäst elektroden för upphettning på slangpaketet. 2) Tryck på knappen H. Lysdioden G tänds. 3) Använd knappen T för att ställa in min. tid (05). 4) Placera jordklämman så nära svetspunkten som möj41 ligt (lacken ska vara borttagen). 5) Placera slangpaketet nära jordklämman och tryck på avtryckaren. 6) Lyft slangpaketet. Vrid därefter medurs på muttern som är fastskruvad på jordklämmans skruvspets. Lysdioden Q är tänd vid automatisk drift. 1) Fäst valfri elektrod på slangpaketet. 2) Tryck på knappen H. Lysdioden G slutar att blinka. 3) Använd knappen T för att ställa in min. tid (05). 4) Placera jordklämmans skruvspets så nära svetspunkten som möjligt (lacken ska vara borttagen). 5) Placera slangpaketet nära jordklämman. Vänta tills apparaten känner av kontakten och utför punktsvetsningen. 6) Lyft slangpaketet. Vrid därefter medurs på muttern som är fastskruvad på jordklämmans skruvspets. 6 FLERA OPERATÖRER Det kan inträffa att flera operatörer behöver använda apparaten med olika inställningar. Det finns därför funktionen USER. Med denna funktion går det att lagra och hämta operatörsanpassade värden. Funktionen registrerar alltid det senast inmatade värdet för varje program och för varje operatörsnivå. När lysdioden B är tänd betyder det att apparaten redan används av en operatör. Om du trycker snabbt på knappen A visar displayen R bokstaven L följt av ett nummer som har valts av operatören. Tryck snabbt på knappen en andra gång för att bekräfta operatören och återaktivera generatordriften. Identifiering av operatör. När du trycker snabbt (kortare än 0,7 sekunder) på knappen A (USER) visar displayen R beteckningen L1 (nivå 1). Lysdioden B är släckt. Tryck på knappen S för att aktivera nivå 2 och funktionen. Lysdioden B tänds. Displayen R visar beteckningen L2. Tryck på knappen A för att bekräfta den nivå som visas på displayen och aktivera generatordriften. Operatören kan aktivera, välja och ställa in valfria funktioner. Lagringen av inställningarna i de olika driftsätten sker vid funktionsbytet eller 5 sekunder efter den senaste inställningen. Vi tänker oss att operatör 1 har avslutat sitt arbete och att operatör 2 vill ställa in sin bearbetning. När lysdioden B är tänd vet du att apparaten redan används av en arbetskollega. Tryck då på knappen A. Displayen R visar beteckningen L2 (beteckningen för den operatör som använder apparaten). Välj nivå L3 och bekräfta genom att trycka på knappen A. Apparaten föreslår nu inställningar för de olika inställda funktionerna under nivå L3. Du kan nu göra dina egna inställningar utan att ändra de inställningar som redan har lagrats under nivå L2. LÄMNA IDENTIFIERINGEN AV OPERATÖREN genom att välja nivå L1. Lysdioden B släcks. Tryck därefter snabbt på knappen A för att bekräfta att du vill lämna funktionen. Knappen på slangpaketets rygg gör att operatören kan välja funktioner utan att flytta sig från svetspunkten. 42 7 UNDERHÅLL Se till att svetsens anvisningar och figurer förblir läsliga och tydliga. Nätkabeln och svetskablarna ska vara isolerade och i perfekt skick. Var uppmärksam på de punkter där de blir böjda, t.ex. i närheten av anslutningsklämmor, jordklämmor och i anslutningspunkten till slangpaketet. Samtliga underhållsmoment ska utföras av kvalificerad personal. Dra ut apparatens kontakt från eluttaget innan panelerna tas bort. Ta regelbundet bort järnrester från de elektroder som används. Ta regelbundet bort olja och fett. ANVÄND INTE VATTENSTRÅLAR ELLER LÖSNINGSMEDEL. EGCEIRIDIO CRHSHS GIA PONTA SHMANTIKOœ PRIN QEVSETE SE LEITOURGIVA THN SUSKEUHV DIABAVSTE TO PAROVN EGCEIRIVDIO KAI DIATHREIVSTE TO GIA OVLH TH DIAVRKEIA TH" ZWHV" TH" SUSKEUHV" SE CWVRO POU NA EIVNAI GNWSTOV STOU" ENDIAFEROVMENOU". AUTHV H SUSKEUHV PREVPEI NA CRHSIMOPOIEIVTAI APOKLEISTIKAV GIA ENEVRGEIE" SUGKOVLLHSH". 1 PROFULAVXEI" ASFAVLEIA" H SUGKOVLLHSH KAI TO KOVYIMO ME TOVXO MPOROUVN NA APOTELEVSOUN AITIVE" KINDUVNOU GIA SA" KAI GIA TRIVTOU", gi• autov o crhvsth" prevpei na eivnai ekpaideumevno" w" pro" tou" kinduvnou" pou proevrcontai apov ti" enevrgeie" sugkovllhsh" kai pou anafevrontai sunoptikav parakavtw. Gia piov akribeiv" plhroforive" zhteivste to egceirivdio me kwvdika 3.300.758 HLEKTROPLHXIVA - Kivnduno" qanavtou. • Egkatasteivste th suskeuhv kai ektelevste th geivwshv th" suvmfwna me tou" iscuvonte" kanonismouv". • Mhn aggivzete ta hlektrikav mevrh upov tavsh hv ta hlektrovdia me gumnov devrma, bregmevna gavntia hv rouvca. • Apomonwqeivte apov th gh hv apov to kommavti pou prevpei na sugkollhvsete. • Bebaiwqeivte na eivnai asfalhv" h qevsh ergasiva" sa". KAPNOIV KAI AEVRIA - Mporouvn na prokalevsoun zhmiev" sthn ugeiva. • Diathreivte to kefavli evxw apov tou" atmouv". • Ekteleivte thn ergasiva sa" me katavllhlo aerismov kai crhsimopoieivte anarrofhthvre" sthn periochv tou tovxou gia na apofeuvgetai h parousiva aerivwn sto cwvro ergasiva". AKTIVNE" TOU TOVXOU - Mporouvn na plhgwvsoun ta mavtia kai na kavyoun to devrma. • Prostateuvete ta mavtia me eidikev" mavske" gia th sugkovllhsh pou na evcoun fakouv" filtrarivsmato" kai to swvma me katavllhlh endumasiva. • Prostateuvete trivta provswpa crhsimopoiwvnta" katavllhla diacwristikav toicwvmata hv kourtivne". KIVNDUNO" PURKAGIAV" KAI EGKAUMAVTWN • Oi spivqe" (pitsiliev") mporouvn na prokalevsoun purkagiev" hv na kavyoun to devrma. Gi • autov bebaiwqeivte ovti den upavrcoun guvrw euvflekta ulikav kai crhsimopoieivte katavllhlh prostateutikhv endumasiva. QOVRUBO" Authv kaqeauthv h suskeuhv den paravgei qoruvbou" pou na uperbaivnoun ta 80 dB. H diadikasiva koyivmato" plavsmato"§sugkovllhsh" mporeiv na paravgei ovmw" qoruvbou" pevran autouv tou orivou. Gi• autov oi crhvste" prevpei na lambavnoun ta problepovmena apov to Novmo mevtra. BHMATODOVTE" • Τα μαγνητικά πεδία που προέρχονται από υψηλά ρεύματα μπορεί να έχουν αντίκτυπο στην λειτουργία του βηματοδότη. Οι φορείς τέτοιου είδους ζωτικών ηλεκτρονικών συσκευών, πρέπει να συμβουλευτούν γιατρό ή τον ίδιο τον κατασκευαστή πριν από την προσέγγιση στις διαδικασίες συγκόλλησης τόξου, κοπής ή συγκόλλησης ακίδας σποτ. EKRHVXEI" • Mhn ekteleivte sugkollhvsei" kontav se doceiva upov pivesh hv se parousiva ekrhktikwvn skonwvn, aerivwn hv atmwvn. Ceirivzeste me prosochv ti" fiavle" kai tou" ruqmistev" pivesh" pou crhsimopoiouvntai katav ti" enevrgeie" sugkovllhsh". HLEKTROMAGNHTIKH SUMBATOTHTA Authv h suskeuhv eivnai kataskeuasmevnh suvmfwna me ti" endeivxei" pou perievcontai ston enarmonismevno kanonismov IEC 60974-10 kai prevpei na crhsimopoieivtai movno gia epaggelmatikouv" skopouv" kai se biomhcanikov peribavllon. Qa mporouvsan, pravgmati, na upavrcoun duskolive" sthn exasfavlish th" hlektromagnhtikhv" sumbatovthta" se peribavllon diaforetikov ap· ekeivno th" biomhcaniva". DIALUSH HLEKTRIKWN KAI HLEKTRONIKWN SUSKEUWN Μην πετάτε τις ηλεκτρικές συσκεύες μαζί με τα κανονικά απόβλητα!! Σύμφωνα με την Ευρωπαϊκή Οδηγία 2002/96/CE πάνω στα απόβλητα των ηλεκτρικών και ηλεκτρονικών συσκευών και την σχετική εφαρμογή της μέσα στα πλαίσια της ισχύουσας εθνικής νομοθεσίας, οι πρός πέταγμα ηλεκτρικές συσκευές πρέπει να συλλέγονται ξεχωριστά και να μεταφέρονται σε μία μονάδα ανακύκλωσης αποβλήτων οικολογικά αποτελεσματική. Ο ιδιοκτήτης της ηλεκτρικής συσκευής πρέπει να ενημερωθεί πάνω στα εγκεκριμένα συστήματα επεξεργασίας αποβλήτων από τον τοπικό αντιπρόσωπό μας. Εφαρμόζοντας αυτή την Ευρωπαϊκή Οδηγία θα καλυτερεύσει το περιβάλλον και η ανθρώπινη υγεία! SE PERIVPTWSH KAKHV" LEITOURGIVA" ZHTEIVSTE TH SUMPARAVSTASH EIDIKEUMEVNOU PROSWPIKOUV. 2 GENIKH PERIGRAFH 2.1 DIEUKRINISEIS Authv h mhcanhv scediavsthke gia th luvsh twn problhmavtwn pou parousiavzontai sta sunergeiva episkeuhv" amaxwmavtwn. PROSOCH: Movno gia amaxwvmata apov cavluba. Epitrevpei thn afaivresh shmadiwvn hv proexocwvn sta amaxwvmata, douleuvonta" sev mia movno pleurav. H suskeuhv sugkovllhsh" den prevpei na crhsimopoieivtai gia avllou" skopouv" ovpw" gia paravdeigma gia to xepavgwma swlhvnwn hv gia mhcanikev" enevrgeie". H mhcanhv scediavsthke gia na crhsimopoieivtai apov to ceiristhv me tou" problepovmenou" ceirismouv" elevgcou. 2.2 EPEXHGHSH TWN TECNIKWN STOICEIWN EN 50063 N°. U20 I2cc H suskeuhv sugkovllhsh" evcei kataskeuasteiv suvmfwna me autouv" tou" dieqneiv" kanovne". Ariqmov" mhtrwvou pou prevpei na anafevretai pavnta gia opoiadhvpote zhvthsh sce tikav me th suskeuhv. Statikov" Metaschmatisthv". Deutereuvousa tavsh me anoictov kuvklwm/a (korufaiva timhv) Mevgisto reuma bracukuklwvmato" 43 U1n 1~ 50Hz S50 IP23 C. Onomastikhv tavsh trofodosiva". Monfasikhv trofodosiva 50 Hz. Iscuv" sto 50% Baqmov" prostasiva" skeletouv. Baqmov" 3 san deuvtero yhfeivo shmaivnei ovti authv h suskeuhv eivnai katavllhlh gia na leitourgeiv se exwterikov cwvro kavtw apov bro chv. To provsqeto gravmma C shmaivnei ovti h suskeuhv prostateuvetai apov thn provsbash ergaleivou (diamevtrou 2,5 mm) sta tmh-v mata S Katavllhlh gia na leitourgeiv se peribavl lonta me auxhmevno kivnduno. PROSOCH: H suskeuhv epivsh" scediavsthke gia na leitourgeiv se peribavllonta me baqmov ruvpansh" 3. (Blevpe IEC60 664-1). 2.3 PROSTASIES 2.3.1 Qermikhv prostasiva Authv h suskeuhv prostateuvetai apov evnan qermostavth pou, an xepernwvntai oi apodektev" qermokrasive", empodivzei th leitourgiva th". Se autev" ti" sunqhvke" h oqovnh qa deivcnei ton kwdikov sfavlmato" E1. 3 EGKATASTASH H egkatavstash th" mhcanhv" prevpei na ekteleivtai apov eidikeumevno proswpikov. Ole" oi sundevsei" prevpei na ektelouvntai suvmfwna me tou" iscuvonte" kanonismouv" kai thrwvnta" plhvrw" th nomoqesiva provlhyh" atuchmavtwn (kanonismov" CEI 26-10- CENELEC HD 427). 1 Topoqethvste th sugkollhtikhv mhcanhv se tovpo staqerov kai asfalhv. H kukloforiva tou aevra pre-v pei na eivnai eleuvqerh sthn eivsodo kai sthn evxodo kai h sugkollhtikhv mhcanhv na prostateuvetai apov eiscwvrhsh ugrwvn, akaqarsive" skovne" metavllwn klp. 2 Elevgcete ovti h tavsh trofodosiva" antistoiceiv sthn tavsh pou anagravfetai sthn pinakivda tecnikwvn stoiceivwn th" sugkollhtikhv" mhcanhv". Sundevste evnan reumatolhvpth katavllhlh" ikanovthta" pro" to kalwvdio trofodosiva" elevgconta" ovti o kivtrino" pravsino" agwgov" eivnai sundedemevno" sto buvsma geivwsh". H ikanovthta tou magnhteqermikouv diakovpth hv twn asfaleiwvn, se seirav sthn trofodosiva, prevpei na eivnai ivsh me to reuvma I1 pou aporrofavtai apov th mhcanhv. Endecovmene" proektavsei" prevpei na eivnai katavllhlh" diatomhv" pro" to aporrofouvmeno reuvma I1. An h trofodosiva eivnai 115V, h mhcanhv mporeiv na leitourghvsei gia tavsei" anavmesa se 96V kai 140V. An h trofodosiva eivnai 230V, h mhcanhv mporeiv na leitourghvsei gia tavsei" anavmesa se 190V kai 260V. H allaghv trofodosiva" prevpei na ekteleivtai me th mhcanhv sbhsthv. 3 Se avtoma pou fevroun bhmatodovte" apagoreuvetai h crhvsh th" mhcanhv" hv na proseggivzoun ta kalw-v dia, 4 Eisavgete mevcri to tevrma to fi" tou kalwdivou sw-v mato" se mia privza kai peristrevfete dexiovstrofa. 5 Eisavgete mevcri to tevrma to fi" tou pistoliouv se mia privza kai peristrevfete dexiovstrofa. 44 6 7 8 Eisavgete to suvndesmo elevgcou 3 povlwn sthn eidikhv privza. An epilevgetai o ceirokivnhto" kuvklo" „MAN‰ o kuvklo" pontarivsmato" arcivzei pievzonta" th skandavlh th" tsimpivda". Anavvyte th sugkollhtikhv mhcanhv me to diakovpth X topoqethmevno sto pivsw mevro" th" mhcanhv". Gia na periorivsete thn evkqesh se magnhtikov pedivo kratavte to kalwvdio tou pistoliouv sthn pleurav tou ceriouv pou to sthrivzei, apofeuvgonta" na tulicteivte mevsa sto kalwvdio. 4 PERIGRAFH THS SUSKEUHS A- Plhvktro gia thn epiloghv tou ceiristhv “USER”. B- Lucniva. Epishmaivnei thn energopoivhsh hv apenergopoivhsh th" leitourgiva„ epiloghv" ceiristhv. C- Plhvktro. Energopoieiv th leitourgiva palmikhv" meqo-v dou qevrmansh". Crhsimopoieivtai gia na dhmiourgouvntai qermev" perioce" se lamarivne" megavlou pavcou". Paravgontai trei" diadocike" palmwvsei" me endiav mese" pauvsei" staqerhv" diavrkeia" 360 msec. Me ta plhvktra S kai T ruqmivzetai h iscu", h oqovnh R emfanivzei th ruvqmish. Elavcisto = 20 Mevgisto = 90. D- Lucniva. Epishmaivnei thn energopoivhsh th" leitourgiva" palmikhv" qevrmansh". Gia th leitourgiva diabavste “ceirokivnhth – autovmath leitourgiva” O. E- Lucniva. Epishmaivnei thn energopoivhsh th" leitourgiva" pontarivsmato" me rozevte". Gia th leitourgiva diabavste “ceirokivnhth – autovmath leitourgiva” O. F- Plhvktro. Energopoieiv th leitourgiva pontarivsmato" me rozevte". Creiavzetai gia na askeivv ton efelkusmov se lamari-v ne" evconta" prohgoumevnw" egkatasthvsei to sfuriv sto pistovli kai sterewvsei th rozevta triwvn aicmwvn sthn kefalhv tou sfuriouv. H iscu" eivnai staqerhv kai me ta plhvktra S kai T ruqmivzetai evna" crovno", h oqovnh R emfanivzei th ruvqmish Elavcisto = 01 Mevgisto = 15. G- Lucniva. Epishmaivnei thn energopoivhsh th" leitourgiva" pontarivsmato" paremblhmavtwn. Gia th leitourgiva diabavste “ceirokivnhth – autovmath leitourgiva” O. H- Plhvktro. Energopoieiv th leitourgiva pontarivsmato" paremblhmavtwn. Creiavzetai gia na pontavrei ta diavfora speirwtav paremblhvmata pou upavrcoun sta montevrna amaxw-v mata twn autokinhvtwn. H iscuv" eivnai staqerhv kai me ta plhvktra S kai T ruqmivzetai evna" crovno", h oqovnh R emfanivzei th ruvqmish Elavcisto = 01 Mevgisto = 50. I- Lucniva. Epishmaivnei thn energopoivhsh th" leitourgiva" sfurokophvmato" lamarivnwn. Gia th leitourgiva diabavste “ceirokivnhth – autovmath leitourgiva” O. L- Plhvktro. Energopoieiv th leitourgiva sfurokophvmato" lamarivnwn. Creiavzetai gia thn isopevdwsh twn lamarivnwn pou evcoun uposteiv paramorfwvsei". Ekteleivtai me to eidikov hlektrovdio. Staqero" crovno" kai me ta plhvktra S kai T ruqmivzetai mia iscuv", h oqovnh R emfanivzei th ruvqmish Elavcisto = 20 Mevgisto = 60. Q O D C E B A P S T R F G H I L M N Y X W U V Eik. 1 M- Lucniva. Epishmaivnei thn energopoivhsh th" leitourgiva" qevrmansh" lamarivnwn. Gia th leitourgiva diabavste “ceirokivnhth – autovmath leitourgiva” O. N- Plhvktro. Energopoieiv th leitourgiva qevrmansh" lamarivnwn. Creiavzetai gia na qermaivnontai oi lamarivne" pou evcoun paramorfwqeiv mevsw tou avnqraka. O crovno" eivnai aperiovristo" kai me ta plhvktra S kai T ruqmivzetai mia iscuv", h oqovnh R emfanivzei th ruvqmish Elavcisto = 20 - Mevgisto = 60. O- Plhvktro epilogh" autovmatou hv ceirokivnhtou trovpou. Sto avnamma h mhcanhv prodiativqetai gia th ceirokivnhth leitourgiva “MAN” kai h lucniva P anavbei. SHMEIWSH: sto avnamma th" gennhvtria" oi lucnive" anabosbhvnoun deivcnonta" thn katavstash anamonhv" “stand by” dhladhv mhcanhv anammevnh cwri" tavsh se anamonhv entolhv". Epilevxte mia leitourgiva ergasiva". H epiloghv metaxuv Ceirokivnhth" kai Autovmath" leitourgiva" pragmatopoieivtai pievzonta" to plhvktro O. Ceirokivnhth leitourgiva shmaivnei ovti afouv epilevcthke h leitourgiva, to pontavrisma elevgcetai apov to plhvktro pistoliouv. Oi lucnive" pou emfani-v zoun thn epiloghv th" leitourgiva" paramevnoun anammevne" me trovpo mh anabosbhnovmeno kai h oqovnh R emfanivzei th ruvqmish. Prosochv: me autovn ton trovpo ergasiva" h gennhvtria den mpaivnei potev se„”stand by”. Autovmath leitourgiva shmaivnei ovti to pontavrisma den elevgcetai apov to plhvktro th" tsimpivda", se scevsh me autov oi lucnive" pou emfanivzoun thn energopoivhsh th" leitourgiva" evcoun duov trovpou": 1) Anabosbhnovmeno to mhcavnhma den parevcei tavsh kai autov shmaivnei ovti perimevnei na ektelevsei o ceiristh" thn epiloghv mia" leitourgiva" hv ovti to mhcavnhma eivnai apenergov gia perissovtero apov duo letpav. H oqovnh R emfanivzei duo grammouvle" (“stand by”). 2) MH anabosbhnovmeno to mhcanvhma parevcei elattwmevnh tavsh kai gia na eketelevsei thn ergasiva pou prosdiorivsthke apov to ceiristhv, epalhqeuvei autovmata thn epafhv anavmesa sthn tsimpivda kai to metallo se katergasiva. H oqovnh R emfanivzei ariqmhtikav th ruvqmish kai ta plhvktra T kai S eiv nai energav. SHMEIWSH: se autovmato trovpo, afouv energopoihvqhke mia leitourgiva, h mhcanhv paravgei mia camhlhv tavsh pou creiavzetai gia thn epalhvqeush th" epafhv" anavmesa sthn tsimpivda kai to mevtallo se katergasiva. Gia na ektelevsete loipovn swstav thn katergasiva energhvste w" exh": 45 -Akoumphvste to hlektrovdio pontarivsmato" me staqerov kai oristikov trovpo sto kommavti se kater gasiva. -Afhvste th mhcanhv na ektelevsei thn katergasiva. -Shkwqeivte apov to shmeivo ergasiva" kai mhn akoumpavte to pistovli se periocev„ pou mporouvn na evrqoun parempiptovntw" se epafhv me th geivwsh. P- Lucniva pou epishmaivnei th ceirokivnhth leitourgiva. Q- Lucniva pou epishmaivnei thn autovmath leitourgiva. R- Oqovnh pou emfanivzei ti" ruqmivsei" pou evginan me ta plhvktra S kai T. S- Plhvktro pou auxavnei ti" time" pou emfanivzontai apo thn oqovnh R. T- Plhvktro pou elattwvnei ti" timev" pou emfanivzontai apo thn oqovnh. U-V Privze" iscuvo" gia kalwvdio geivwsh" kai pistovli pontarivsmato". W- Privzva 3 povlwn sthn opoiva qa sundevsete to airou-v meno arsenikov tou pistoliouv pontarivsmato" aparaivthto gia th ceirokivnhth leitourgiva Prosochv: crhsimopoihvste apokleistikav auqentike" tsimpivde". Alle" qa mporouvsan na blavyoun thù mhcanhv. X- Diakovpth" pou anavbei kai sbhvnei th mhcanhv. Y- Kalwvdio diktuvou. 5 SUNDESH GEIWSHS To kalwvdio swvmato" prevpei na sterewqeiv ovso to dunatovn pio kontav sto shmeivo ovpou qa ergasteivte. Gia th sterevwsh th" grhvgorh" geivwsh" pou promhqeuvetai me to kalwvdio, energhvste w" exh": Gia ceirokivnhth leitourgivva lucniva P anammevnh. 1) Sterewvste to hlektrovdio gia ti" qerme" perioce", sto pistovli sugkovllhsh" 2) Pievste to plhvktro H kai h lucniva G anavbei. 3) Me to plhvktro T ruqmivste to crovno sto elavcisto (05) 4) Akoumphvste th geivwsh ovso to dunatovn pio kontav sto shmeivo ergasiva" ovpou qa evcete prohgoumevnw" afairevsei to bernivki. 5) Akoumphvste to pistovli kontav sth geivwsh kai pievste to plhvktro. 6) Shkwvste to pistovli kai peristrevyte dexiovvstrofa to paximavdi bidwmevno sthn aicmhv tou swvmato". Gia autovmath leitourgiva lucniva Q anammevnh. 1) Sterewvste evna opoiodhvpote hlektrovdio sto pistovli sugkovllhsh" 2) Pievste to plhvktro H kai h lucniva G stamatavei na anabosbhvnei. 3) Me to plhvktro T ruqmivste to crono sto elavcisto (05) 4) Akoumphvste thn aicmhv th" geivwsh" ovso to dunatovn pio kontav sto shmeivo ergasiva" ovpou qa evcete prohgoumevnw" afairevsei to bernivki. 5) Akoumphvste to pistovli kontav sth geivwsh, perimevnete h mhcanhv na anicneuvsei thn epafhv kai na ektelevsei to pontavrisma. 6) Shkwvste to pistovli kai strevyte dexiovstrofa to paximavdi bidwmevno sthn aicmhv th" geivwsh". 46 6 ERGASIA ME PERISSOTEROUS CEIRISTES Mporeiv na eivnai aparaivthto perissovteroi ceiristev" na ergastouvn sth mhcanhv me diaforetike" ruqmivsei". Gia autov to lovgo problevpetai h leitourgiva USER. Authv h leitourgiva epitrevpei na apoqhkeuvsete kai na anakalevsete exatomikeumevne" timev" apoqhkeuvonta" pavnta thn teleutaiva timhv gia kavqe provgramma kai gia kavqe epivpedo ceiristhv. H lucniva B pou anavbei deivcnei an h mhcanhv crhsimopoieivvtai apov evnan ceiristhv, pievzonta" suvntoma to plhvktro A h oqovnh R emfanivzei to gravmma L kai evnan ariqmov pou eivnai ekeivno" pou epilevcthke apov to ceiristhv, mia deuvterh suvntomh pivesh epibebaiwvnei to ceiristhv kai energopoieiv th crhvsh th" gennhvtria". Pw" pragmatopoieivtai h anagnwvrish tou ceiristhv. Pievzonta" suvntoma (dhladhv ligovtero apov 0,7sec) to plhvtro A (USER) h oqovnh R emfanivzei to mhvnuma L1 (epivpedo 1) h lucniva B eivnai sbhsthv, h pivesh tou plhvktrou S energopoieiv to epivpedo 2 kai energopoieiv th leitourgiva, h lucniva B anavbei kai h oqovnh R emfanivzei to mhvnuma L2. H pivesh tou plhvktrou A epibebaiwvnei to epivpedo pou emfanivzetai apov thn oqovnh kai energopoieiv th leitourgiva th" gennhvtria". O ceiristh" mporeiv na energopoihvsei, epilevxei kai ruqmivsei ti" leitourgive" pou epiqumeiv, h apoqhvkeush twn ruqmivsewn stou" diavforou" trovpou" ergasiva" givnetai me thn allaghv th" leitourgiva" hv 5 deuterovlepta metav thn teleutaiva ruvqmish. A" upoqevsoume ovti o ceiristhv" oloklhvrwse th crhvsh kai evna" deuvtero" ceiristhv" qevlei na prosdiorivsei thn ergasiva tou. H lucniva anammevnh B deivcnei sto deuvtero ceiristhv ovti h mhcanhv crhsimopoieivtai apov evna sunavdelfo kai gia autov pievzei to plhvktro A, sthn oqovnh R emfanizetai “L2” (shvma tou ceiristhv pou crhsimopoieiv th mhcanhv) epilevgei to epivpedo “L3” kai to epibebaiwvnei pievzonta" to plhvktro A. Sto shmeivo autov h mhcanhv proteivnei tou" trovpou" prosdiorismouv pou scetivzontai me ti" diavfore„ leitourgive" tou pou ruqmivsthkan se “L3” kai o nevo" ceiristh" mporeiv twvra na kavnei ti" neve" ruqmivsei" cwriv" na tropopoihvsei ti" hvdh apoqhkeumevne" apov “L2”. GIA NA BGEITE APO THN ANAGNWRISH CEIRISTH ARKEI na epilevxete to epivpedo L1, h lucniva B sbhvnei kai tovte pievste suvntoma to plhvktro A gia na epibebaiwvsete thn evxodo apov th leitourgiva. To plhvktro sto pivsw mevro" tou pistoliouv divnei sto ceiristhv th dunatovthta na epilevxei ti" leitourgive" th" mhcanhv" cwriv" na kinhqeiv apov to shmeivo ergasiva". 7 SUNTHRHSH Diathreivte se kalhv katavstash ti" odhgive" kai ti" eikovne" pavnw sth suskeuhv sugkovllhsh". To kalwvdio diktuvou kai ta kalwvdia sugkovllhsh" prevpei na eivnai monwmevna kai se tevleie" sunqhvke". Prosevxte ta shmeiva pou ufivstantai kavmyei": kontav stou" akrodevkte" suvndesh", sti" tsimpivde" geivwsh" kai sthn eivsodo sto pistovli. Ole" oi enevrgeie" sunthvrhsh" prevpei na ektelouvntai apov eidikeumevno proswpikov. Prin afairevsete ti" plavke" bebaiwqeivte ovti to fi" th" mhcanhv" eivnai aposundemevno apov ton pivnaka trofodosiva". Ta hlektrovdia se crhvsh prevpei na eleuqerwvnontai sucnav apo upoleivmmata sidhvrou. Afaireivte periodikav evlaia kai gkravsa OCI OMWS EKTOXEUWNTAS NERO H CRHSIMOPOIWNTAS DIALUTIKA STA BERNIKWMENA MERH. v QUESTA PARTE È DESTINATA ESCLUSIVAMENTE AL PERSONALE QUALIFICATO. THIS PART IS INTENDED SOLELY FOR QUALIFIED PERSONNEL. DIESER TEIL IST AUSSCHLIEßLICH FÜR DAS FACHPERSONAL BESTIMMT. CETTE PARTIE EST DESTINEE EXCLUSIVEMENT AU PERSONNEL QUALIFIE. ESTA PARTE ESTÁ DESTINADA EXCLUSIVAMENTE AL PERSONAL CUALIFICADO. ESTA PARTE È DEDICADA EXCLUSIVAMENTE AO PESSOAL QUALIFICADO. TÄMÄ OSA ON TARKOITETTU AINOASTAAN AMMATTITAITOISELLE HENKILÖKUNNALLE. DETTE AFSNIT HENVENDER SIG UDELUKKENDE TIL KVALIFICERET PERSONALE. DIT DEEL IS UITSLUITEND BESTEMD VOOR BEVOEGD PERSONEEL. DENNA DEL ÄR ENDAST AVSEDD FÖR KVALIFICERAD PERSONAL. AUTOV TO TMHVMA PROORIVZETAI APOKLEISTIKAV GIA TO EIDIKEUMEVNO PROSWPIKO.V 47 48 pos DESCRIZIONE DESCRIPTION 01 FASCIONE HOUSING 02 COPERCHIO COVER 03 SUPPORTO MANICO HANDLE SUPPORT 04 MANICO HANDLE 05 PANNELLO POSTERIORE BACK PANEL 06 PRESSACAVO STRAIN RELIEF 07 CAVO RETE POWER CORD 08 INTERRUTTORE SWITCH 09 COPERTURA COVER 10 CORNICE FRAME 11 PANNELLO ALETTATO FINNED PANEL 12 CIRCUITO FILTRO FILTER CIRCUIT 13 SUPPORTO CIRCUITO CIRCUIT BOARD SUPPORT 14 CIRCUITO DI POTENZA POWER CIRCUIT 15 TRASFORMATORE TRANSFORMER 16 FONDO BOTTOM 17 PIEDE IN GOMMA RUBBER FOOT 18 PANNELLO ANTERIORE FRONT PANEL 19 CIRCUITO DI CONTROLLO CONTROL CIRCUIT 20 PRESA TBE 35.50.70 TBE 35.50.70 SOCKET 21 CONNETTORE CONNECTOR 22 TERMOSTATO THERMOSTAT 23 CAVO MASSA EARTH CABLE 24 KIT ACCESSORI ACCESSORIES KIT 25 CONNETTORE CONNECTOR 26 SPINA VOLANTE WANDER PLUG 27 MANDRINO HOOK 28 LEVA PULSANTE TORCIA TORCH LEVER 29 IMPUGNATURA DESTRA RH HANDGRIP 30 PULSANTE SWITCH 31 COPERTURA COVER 32 MICRO INTERRUTTORE MICRO SWITCH 33 IMPUGNATURA SINISTRA LH HANDGRIP 34 CAVO DI PUNTATURA SPOT-WELD CABLE 35 MARTELLO BATTENTE SLIDING HAMMER 36 MANDRINO PUNTATURA SPOT-WELD HOLDER La richiesta di pezzi di ricambio deve indicare sempre: numero di articolo, matricola e data di acquisto della macchina, posizione e quantità del ricambio. When ordering spare parts please always state the machine item and serial number and its purchase data, the spare part position and the quantity. 49 50 CODIFICA COLORI WIRING DIAGRAM CABLAGGIO ELETTRICO COLOUR CODE A B C D E F G H K J I NERO ROSSO GRIGIO BIANCO VERDE VIOLA GIALLO BLU MARRONE ARANCIO ROSA BLACK RED GREY WHITE GREEN PURPLE YELLOW BLUE BROWN ORANGE PINK CODIFICA COLORI WIRING DIAGRAM CABLAGGIO ELETTRICO COLOUR CODE L M N O P Q R S T U V ROSA-NERO GRIGIO-VIOLA BIANCO-VIOLA BIANCO-NERO GRIGIO-BLU BIANCO-ROSSO GRIGIO-ROSSO BIANCO-BLU NERO-BLU GIALLO-VERDE AZZURRO PINK-BLACK GREY-PURPLE WHITE-PURPLE WHITE-BLACK GREY-BLUE WHITE-RED GREY-RED WHITE-BLUE BLACK-BLUE YELLOW-GREEN BLUE 51 CEBORA S.p.A - Via Andrea Costa, 24 - 40057 Cadriano di Granarolo - Bologna - Italy Tel. +39.051.765.000 - Fax. +39.051.765.222 www.cebora.it - e-mail: [email protected] 52-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
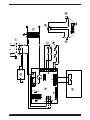 50
50
-
 51
51
-
 52
52




















































En otros idiomas
- français: Cebora Spot 2500 Manuel utilisateur
- italiano: Cebora Spot 2500 Manuale utente
- English: Cebora Spot 2500 User manual
- Deutsch: Cebora Spot 2500 Benutzerhandbuch
- Nederlands: Cebora Spot 2500 Handleiding
- português: Cebora Spot 2500 Manual do usuário
- dansk: Cebora Spot 2500 Brugermanual
- svenska: Cebora Spot 2500 Användarmanual
- suomi: Cebora Spot 2500 Ohjekirja
Documentos relacionados
-
Cebora Spot 2500 Manual de usuario
-
-
-
-
-
-
-
-