La página se está cargando...

ARCMASTER
®
Versión Nº: 1 Fecha de edición: 17 de abril de 2006 Manual Nº: 0-4904
Características de operación:
Art # A-07238
SOLDADURA DE ARCO POR
INVERSOR
400
V
3
50
60
Hz
INVERTER
FASES
Manual de operación
300 AC/DC

!NOSOTROS VALORAMOS SU
TRABAJO!
Felicitaciones por su nuevo producto Thermal Arc. Estamos
orgullosos de tenerlo como cliente y nos esforzaremos por
brindarle el mejor y más fiable servicio de la industria. Este
producto está respaldado por nuestra amplia garantía y nuestra
extensa red internacional de atención al cliente. Para encontrar al
distribuidor o al agente de servicio técnico más cercanos a su
domicilio, llame al 1-800-752-7621, o visite nuestra página web
www.thermalarc.com.
Este Manual de operación ha sido diseñado para instruirlo acerca
de la utilización y operación correctas de su producto Thermal
Arc. Nuestra mayor preocupación es que esté satisfecho con el
producto y que su operación sea segura. Por lo tanto, rogamos
se tome el tiempo necesario para leer todo el manual,
especialmente las Precauciones de seguridad. Le ayudarán a
evitar los riesgos potenciales que pueden presentarse al trabajar
con este producto.
¡USTED ESTÁ EN BUENA
COMPAÑÍA!
La marca elegida por contratistas y fabricantes en todo el
mundo.
Thermal Arc es una marca global de los productos de soldadura
por arco de Thermadyne Industries Inc. Fabricamos y proveemos
a la mayoría de los sectores de la industria de la soldadura de
todo el mundo, los cuales incluyen a las áreas de fabricación,
construcción, minería, automotriz, aeroespacial, ingeniería, rural
y hobbystas/bricolaje.
Nos distinguimos de nuestros competidores por la fiabilidad de
nuestros productos, líderes en el mercado, que han superado la
prueba del tiempo. Estamos orgullosos de nuestras innovaciones
técnicas, precios competitivos, entrega excelente, la alta calidad
de nuestra atención al cliente y asistencia técnica, junto a nuestra
gran experiencia en ventas y marketing.
Por sobre todas las cosas, estamos comprometidos a desarrollar
productos tecnológicamente avanzados para lograr un ambiente
de trabajo más seguro dentro de la industria de la soldadura.

ADVERTENCIAS
Antes de instalar, operar, o realizar trabajos de mantenimiento o reparación en el equipo,
lea todo este manual, asegúrese de entender su contenido y ponga en práctica las normas
de seguridad de su empresa.
A pesar de que la información contenida en este manual representa el mejor criterio del
fabricante del equipo, éste no asume responsabilidad alguna sobre su utilización.
ArcMaster 300 AC/DC Soldadura por arco con inversor
Manual de instrucción número 0-4904 para:
Número de pieza 10-3098
Publicado por:
Thermadyne Industries Inc.
82 Benning Street
West Lebanon, New Hampshire, 03784, EE.UU.
(603) 298-5711
www.thermalarc.com
Copyright 2006 por
Thermadyne Industries Inc.
Todos los derechos reservados.
Está prohibida la reproducción de este trabajo, en su totalidad o en parte, sin el
consentimiento por escrito del editor.
Por la presente el editor declara que no asume ninguna responsabilidad para
ninguna parte por ninguna pérdida o daño causado por cualquier error u omisión
en este manual, independientemente de que tal error haya sido ocasionado por
negligencia, accidente o por cualquier otra causa.
Fecha de publicación: 17 de abril de 2006
A los efectos de la garantía, guarde la siguiente información:
Lugar de compra: ___________________________________
Datos del comprador: ___________________________________
Nº de serie del equipo: ___________________________________

ÍNDICE
SECCIÓN 1:
INSTRUCCIONES DE SEGURIDAD Y ADVERTENCIAS....................................................................... 1
1.01 Peligros de la soldadura de arco.......................................................................................................1
1.02 Principales normas de seguridad......................................................................................................4
1.03 Declaración de conformidad .............................................................................................................5
SIGNIFICADO DE LOS SÍMBOLOS.............................................................................................. 7
SECCIÓN 2:
INTRODUCCIÓN Y DESCRIPCIÓN .............................................................................................. 8
2.01 Descripción.......................................................................................................................................8
2.02 Diagrama de bloques funcionales .....................................................................................................9
2.03 Métodos de transporte......................................................................................................................9
SECCIÓN 3:
RECOMENDACIONES PARA LA INSTALACIÓN...............................................................................10
3.01 Ambiente ........................................................................................................................................10
3.02 Ubicación........................................................................................................................................10
3.03 Conexiones de la alimentación eléctrica..........................................................................................10
3.04 Requisitos del suministro de energía eléctrica................................................................................11
3.05 Alimentación eléctrica.....................................................................................................................12
3.06 Introducción a la alta frecuencia .....................................................................................................12
3.07 Interferencia por alta frecuencia......................................................................................................13
3.08 Especificaciones .............................................................................................................................14
3.09 Ciclo de trabajo...............................................................................................................................15
SECCIÓN 4:
CONTROLES DEL OPERADOR..................................................................................................16
4.01 Controles de la máquina ArcMaster 300 AC/DC ..............................................................................16
4.02 Selección del proceso de soldadura para la máquina ArcMaster 300 AC/DC...................................18
4.03 Descripción de los parámetros de soldadura de la máquina ArcMaster 300 AC/DC .......................19
4.04 Parámetros de soldadura de la máquina ArcMaster 300 AC/DC......................................................21
4.05 Características de la fuente de alimentación....................................................................................22
SECCIÓN 5:
CONFIGURACIÓN PARA LOS MODOS ELECTRODO (SMAW) Y TIG (GTAW).............................................24
SECCIÓN 6:
SECUENCIA DE OPERACIÓN ...................................................................................................25
6.01 Soldadura con electrodo.................................................................................................................26
6.02 Soldadura TIG con alta frecuencia (TIG AF) en CA o CC..................................................................26
6.03 Secuencia del modo Pendiente .......................................................................................................27
6.04 Secuencia del modo Pendiente con repetición................................................................................27
6.05 Controles del pulso.........................................................................................................................28
6.06 Procedimiento para Guardar y Cargar.............................................................................................29
SECCIÓN 7:
GUÍA BÁSICA DE SOLDADURA TIG............................................................................................30
7.01 Explicación del “Arco fluctuante” durante la soldadura de aluminio en modo TIG en CA................30
7.02 Polaridad del electrodo...................................................................................................................31
7.03 Intervalo de corriente en el electrodo tungsteno .............................................................................31
7.04 Tipos de electrodos de tungsteno...................................................................................................31
7.05 Guía para seleccionar el diámetro del alambre de relleno................................................................32

7.06 Selección del gas de protección......................................................................................................32
7.07 Parámetros de soldadura TIG para tubos de acero de bajo nivel de carbono y aleaciones ................
bajas...............................................................................................................................................32
7.08 Parámetros de soldadura para aluminio..........................................................................................33
7.09 Parámetros de soldadura para acero ..............................................................................................33
SECCIÓN 8:
GUÍA BÁSICA DE SOLDADURA POR ARCO...................................................................................34
8.01 Polaridad del electrodo...................................................................................................................34
8.02 Efectos de la soldadura con electrodos sobre varios metales .........................................................34
GARANTÍA LIMITADA Y PLAZOS DE VALIDEZ


ARCMASTER 300 AC/DC
1
7. Utilice portaelectrodos completamente aislados. Nunca sumerja el
portaelectrodos en agua para enfriarlo, ni lo deje sobre el piso o
sobre la superficie de la pieza. No toque al mismo tiempo dos
portaelectrodos que estén conectados a dos máquinas de soldar, ni
toque a otras personas con el portaelectrodos o con el electrodo.
8. No utilice cables desgastados, dañados, subdimensionados o mal
empalmados.
9. No envuelva su cuerpo con los cables.
10. Conecte la pieza a una buena puesta a tierra eléctrica.
11. No toque el electrodo mientras esté en contacto con el circuito de
masa (puesta a tierra).
12. Utilice únicamente un equipo que esté bien mantenido. Repare o
reemplace inmediatamente las piezas dañadas.
13. No utilice una soldadora con salida de CA en espacios reducidos o
húmedos, a menos que esté equipada con un reductor de tensión.
Utilice equipos con salida de CC.
14. Cuando trabaje en altura utilice un arnés de seguridad para evitar
las caídas.
15. Mantenga todos los paneles y cubiertas en su lugar.
ADVERTENCIA
Los RAYOS DEL ARCO pueden quemar los ojos y la piel;
el RUIDO puede dañar la audición. Los rayos del arco
producidos en el proceso de soldadura emiten un intenso
calor y fuertes rayos ultravioletas que pueden quemar los
ojos y la piel. El ruido de algunos procesos puede dañar
la audición.
1. Use una careta para soldadura provista con una tonalidad de filtro
adecuada (vea ANSI Z49.1 en la lista de Normas de Seguridad)
para proteger su cara y ojos cuando suelde u observe un proceso
de soldadura.
1.01 Peligros de la soldadura por arco
ADVERTENCIA
UNA DESCARGA ELÉCTRICA puede ocasionar la
muerte.
No toque piezas eléctricas con tensión pues pueden
causarle una descarga fatal o quemaduras graves. El
circuito del electrodo y la pieza siempre está con tensión
cuando la salida está encendida. El circuito de
alimentación y los circuitos internos de la máquina
también están con tensión cuando la alimentación está
encendida. En la soldadura por alambre semiautomática
o automática, el alambre, el carretel de alambre, la carcasa
del rodillo de accionamiento y todas las partes metálicas
en contacto con el alambre de soldadura están con tensión.
Todo equipo que esté instalado o puesto a tierra de manera
incorrecta constituye un peligro.
1. No toque las partes eléctricas con tensión.
2. Use guantes y protector corporal aislantes, secos y sin agujeros.
3. Aíslese usted mismo de la pieza y de la masa mediante el uso de
alfombras o cubiertas aislantes secas.
4. Antes de instalar o realizar tareas de mantenimiento en este equipo,
desconecte la alimentación o detenga el motor. Bloquee el interruptor
de la alimentación o desmonte los fusibles de la alimentación de
modo que la alimentación no pueda encenderse accidentalmente.
5. Instale y conecte correctamente a tierra este equipo según lo indicado
en el Manual del usuario y en los códigos nacionales, estatales y
locales.
6. Apague el equipo cuando no lo utilice. Si va a dejar el equipo sin
atención o fuera de servicio, desconecte la alimentación del mismo.
SECCIÓN 1. INSTRUCCIONES DE SEGURIDAD Y ADVERTENCIAS
!
ADVERTENCIA
PROTÉJASE A SI MISMO Y A OTRAS PERSONAS DE SERIAS LESIONES O DE MUERTE. MANTENGA A LOS NIÑOS ALEJADOS. LAS PERSONAS
QUE USEN MARCAPASOS DEBEN MANTÉNERSE ALEJADAS; CONSULTE ANTES A SU MÉDICO. NO PIERDA ESTAS INSTRUCCIONES. LEA EL
MANUAL DE OPERACIÓN ANTES DE INSTALAR, OPERAR O REALIZAR TAREAS DE MANTENIMIENTO EN ESTE EQUIPO.
Si el operario no cumple estrictamente con todas las reglas de seguridad y toma las precauciones necesarias, los productos y procesos de soldadura
pueden producir serias lesiones o la muerte, o daños materiales.
Las prácticas de seguridad en el trabajo de soldadura y corte se han desarrollado a partir de experiencias anteriores. Antes de utilizar este equipo
se deben aprender estas prácticas mediante el estudio y entrenamiento. Algunas de estas prácticas se utilizan en equipos conectados al suministro
de energía eléctrica; otras se utilizan en equipos accionados por un motor. Aquella persona que no esté bien entrenada en prácticas de soldadura
y corte no debe intentar soldar.
Las prácticas de seguridad están descritas en la norma Z49.1 de la American National Standards (Normas Nacionales Norteamericanas), titulada:
SEGURIDAD EN SOLDADURA Y CORTE. Usted debe estudiar esta publicación y otras guías antes de operar este equipo; al final de esta sección
encontrará un listado de estas precauciones de seguridad. HAGA QUE TODO EL TRABAJO DE INSTALACIÓN, OPERACIÓN, MANTENIMIENTO Y
REPARACIÓN SEA REALIZADO ÚNICAMENTE POR PERSONAL CUALIFICADO.

ARCMASTER 300 AC/DC
2
2. Use lentes de seguridad aprobados. Se recomienda el uso de
protecciones laterales.
3. Utilice pantallas o barreras protectoras para proteger a otras personas
contra el deslumbramiento y brillo; adviértales que no miren el
arco.
4. Use ropa protectora fabricada con material durable, resistente a las
llamas (lana y cuero) y protectores para los pies.
5. Si el nivel de ruido es elevado, use tapones para oído o auriculares.
ADVERTENCIA
Los HUMOS Y GASES pueden ser peligrosos para su
salud.
Los procesos de soldadura producen humos y gases.
Aspirar estos humos y gases puede ser peligroso para su
salud.
1. Mantenga su cabeza fuera de la columna de humo. No aspire el
humo.
2. Si trabaja en interiores, ventile el área y/o emplee un sistema de
extracción sobre el arco para eliminar los humos y gases de la
soldadura.
3. Si la ventilación es escasa, utilice un respirador aprobado con
suministro de aire.
4. Lea las Hojas de datos de seguridad (MSDS) y las instrucciones del
fabricante para informarse acerca de los metales, consumibles,
revestimientos y limpiadores.
5. Trabaje en un espacio reducido sólo si está bien ventilado, o si
utiliza un respirador con suministro de aire. Los gases de protección
utilizados para soldar pueden desplazar el aire y causar lesiones o
la muerte. Asegúrese de que el aire que respira no esté contaminado.
6. No suelde en lugares donde se desarrollan operaciones de
desengrasado, limpieza o rociado. El calor y los rayos del arco
pueden reaccionar con los vapores y formar gases altamente tóxicos
e irritantes.
7. No suelde sobre metales revestidos tales como acero galvanizado,
cadmiado o recubierto con plomo a menos que el revestimiento
sea eliminado del área de soldadura de la pieza y que el lugar esté
bien ventilado; si es necesario, utilice un respirador con suministro
de aire. Los revestimientos y cualquier metal que contenga estos
elementos, pueden emitir humos tóxicos durante el proceso de
soldadura.
ADVERTENCIA
SOLDAR puede provocar incendios o explosiones.
El arco de soldadura despide chispas y salpicaduras. Las
chispas, el metal caliente, las salpicaduras de soldadura
y las piezas y equipos calientes pueden provocar incendios
y quemaduras. El contacto accidental del electrodo o del
alambre de soldadura con objetos metálicos puede
producir chispas, sobrecalentamiento o incendios.
1. Protéjase usted mismo y a otras personas de las chispas y del
metal caliente.
2. No suelde en sitios donde haya materiales inflamables que las
chispas puedan encender.
3. Aleje todo material inflamable que se encuentre a menos de 35 pies
(10,7 m) del arco de soldadura. Si esto no es posible, cúbralos
firmemente con cubiertas aprobadas.
4. Tenga en cuenta que las chispas y materiales calientes provenientes
de la soldadura pueden introducirse fácilmente, a través de
pequeñas grietas y aberturas, en las áreas adyacentes.
5. Esté alerta ante la producción de un incendio y siempre tenga cerca
suyo un extinguidor.
6. Tenga en cuenta que al efectuar soldaduras en cielorrasos, pisos,
tabiques o mamparas puede producirse un incendio en el lado
oculto.
7. No suelde en recipientes cerrados tales como tanques o tambores.
8. Conecte el cable de masa a la pieza lo más cerca posible del área de
soldadura para acortar el trayecto de la corriente de soldadura y
evitar que la misma circule por caminos o lugares que puedan
causar descargas eléctricas y riesgos de incendio.
9. No utilice una máquina de soldar para descongelar tuberías.
10. Después de utilizar la máquina, desmonte el electrodo del
portaelectrodos o corte el alambre de soldadura en la punta de
contacto.
Soldadura o corte
Espesor de la pieza
Filtro
Soldadura o corte
Tamaño del electrodo
Filtro
Soldadura blanda 2
Arco metálico con gas
Soldadura fuerte 3 ó 4 Metal base no ferroso Todos 11
Corte con oxígeno
Metal base ferroso Todos 12
LivianoMenor de 1” (25 mm) 3 ó 4 Soldadura de arco de tungsteno c/gas Todos 12
Medio Entre 1 y 6” (25-150 mm) 4 ó 5 (TIG) Todos 12
Pesado Mayor de 6” (150 mm) 5 ó 6 Soldadura atómica de hidrógeno Todos 12
Soldadura con gas
Soldadura con elect. de carbón Todos 12
LivianoMenor de 1/8” (3 mm) 4 ó 5 Soldadura co
n arco de plasma
Medio Entre 1/8 y 1/2” (3-12 mm) 5 ó 6
Ranurado con carbón - aire
Pesado Mayor de 1/2” (12 mm) 6 ó 8 Liviano12
Arco metálico c/protección
Menor de 5/32” (4 mm) 10 Pesado 14
5/32 a 1/4”,
12
Corte con arco de plasma
Mayor de 1/4” (6,4 mm) 14 LivianoMenor de 300 A 9
Medio Entre 300 y 400 A 12
Pesado Mayor de 400 A 14
Tabla de selección de filtro de protección para soldadura y corte
(gafas y careta), de AWS A6.2-73

ARCMASTER 300 AC/DC
3
ADVERTENCIA
Las CHISPAS Y EL METAL CALIENTE pueden provocar
lesiones.
El corte y el esmerilado despiden partículas de metal. A
medida que la soldadura se enfría, pueden desprenderse
escorias.
1. Use protectores faciales o gafas de seguridad aprobadas. Se
recomienda el uso de protecciones laterales.
2. Use protectores para el cuerpo apropiados para proteger la piel.
ADVERTENCIA
Los CILINDROS pueden explotar si sufren daños.
Los cilindros de gas de protección contienen gas bajo
gran presión. Un cilindro puede explotar si sufre algún
daño. Trate con cuidado a los cilindros de gas, pues
forman parte del proceso normal de soldadura.
1. Proteja a los cilindros de gas comprimido del calor excesivo, golpes
y arcos.
2. Instale y asegure los cilindros en una posición vertical,
encadenándolos a un soporte fijo o a una estructura especial para
cilindros para evitar caídas o golpes.
3. Mantenga los cilindros alejados de los circuitos de soldadura o de
cualquier otro circuito eléctrico.
4. Nunca permita que un electrodo de soldadura toque un cilindro.
5. Use sólo los cilindros de gas de protección, reguladores, mangueras
y acoplamientos correctos, diseñados para la aplicación específica;
mantenga a estos elementos y a sus accesorios en buenas
condiciones.
6. Aparte su cara de la salida de la válvula mientras abre la válvula del
cilindro.
7. Mantenga la tapa de protección de la válvula en su lugar, excepto
cuando el cilindro esté en uso o conectado para ello.
8. Lea y siga las instrucciones acerca de los cilindros de gas
comprimido, sus equipos auxiliares y la publicación P-1 CGA
incluida en las Normas de Seguridad.
!
ADVERTENCIA
Los motores pueden ser peligrosos.
ADVERTENCIA
Los GASES DE ESCAPE DEL MOTOR pueden causar la
muerte.
Los motores producen gases de escape dañinos.
1. Utilice el equipo en exteriores, en áreas abiertas y con buena
ventilación.
2. Si el equipo se utiliza en un área cerrada, ventee el escape del motor
al exterior, alejado de las entradas de aire del edificio.
ADVERTENCIA
El COMBUSTIBLE DEL MOTOR puede provocar incendios
o explosiones.
El combustible del motor es altamente inflamable.
1. Detenga el motor antes de controlar o añadir combustible.
2. No añada combustible mientras fuma, o si la unidad está cerca de
chispas o llamas.
3. Antes de añadir combustible, espere a que el motor se enfríe. Si es
posible, controle y añada combustible al motor frío, antes de iniciar
el trabajo.
4. No sobrepase el nivel máximo de llenado del tanque — deje espacio
para que el combustible se expanda.
5. No derrame combustible. Si se derrama combustible, limpie el
derrame antes de arrancar el motor.
ADVERTENCIA
Las PARTES MÓVILES pueden causar lesiones.
Las partes móviles, tales como ventiladores, rotores y correas pueden
cortar dedos y manos y atrapar la ropa si está suelta.
1. Mantenga todas las puertas, paneles, cubiertas y protecciones
cerradas y aseguradas en su lugar.
2. Detenga el motor antes de instalar o conectar la unidad.
3. Haga que únicamente personal cualificado desmonte las
protecciones o cubiertas para efectuar tareas de mantenimiento
o solucionar problemas en caso de que sea necesario.
4. Para evitar un arranque accidental durante las tareas de
mantenimiento, desconecte de la batería el cable negativo (-).
5. Mantenga las manos, cabello, ropas sueltas y herramientas
alejadas de las partes móviles.
6. Cuando el trabajo de mantenimiento haya terminado, reinstale
los paneles o protecciones y cierre las puertas antes de arrancar
el motor.
ADVERTENCIA
Las CHISPAS pueden provocar la EXPLOSIÓN DE LOS
GASES DE LA BATERÍA; el ÁCIDO DE LA BATERÍA puede
quemar los ojos y la piel.
Las baterías contienen ácido y generan gases explosivos.
1. Cuando trabaje sobre una batería siempre use un protector facial.
2. Detenga el motor antes de desconectar o conectar los cables de la
batería.

ARCMASTER 300 AC/DC
4
3. Cuando trabaje sobre una batería evite que las herramientas
provoquen chispas.
4. No utilice la máquina de soldar para cargar baterías o hacer arrancar
vehículos mediante puentes.
5. Controle la polaridad correcta (+ y –) de las baterías.
ADVERTENCIA
El REFRIGERANTE A PRESIÓN, CALIENTE Y
VAPORIZADO puede quemar su cara, ojos y piel.
El refrigerante en el radiador puede estar muy caliente y
bajo presión.
1. No desmonte la tapa del radiador si el motor está caliente. Deje que el
motor se enfríe.
2. Cuando desmonte la tapa, use guantes y coloque un trapo sobre la
tapa.
3. Deje que la presión escape antes de desmontar completamente la
tapa.
!
ADVERTENCIA
Según lo determinado por el estado de California, la
utilización de este producto en tareas de soldadura o
corte, genera humos o gases que contienen compuestos
químicos que ocasionan defectos congénitos y, en algunos
casos, cáncer (Código de salud y seguridad de California,
sección 25249.5 y subsecuentes).
NOTA
Consideraciones acerca de las tareas de soldadura y de
los efectos de los campos magnéticos y eléctricos de baja
frecuencia
Lo que sigue es una cita de la Sección Conclusiones Generales del
Informe sobre los antecedentes de la Oficina de Evaluación de la
Tecnología del Congreso de los Estados Unidos sobre Efectos Biológicos
de los Campos Eléctricos y Magnéticos de los Sistemas de Potencia de
Frecuencia Industrial OTA-BP-E-63 (Washington, DC: Imprenta del
Gobierno de los Estados Unidos, Mayo 1989): “... hay ahora un volumen
muy grande de resultados científicos basados en experimentos a nivel
celular y de estudios en animales y personas que establecen claramente
que los campos magnéticos de baja frecuencia pueden interactuar con,
y producir cambios en, los sistemas biológicos. Aunque la mayor parte
de este trabajo es de muy alta calidad, los resultados son complejos. La
opinión científica actual todavía no nos permite interpretar la evidencia
en un solo marco coherente. Aún más frustrante, todavía no nos permite
establecer conclusiones definitivas sobre las preguntas acerca de los
riesgos posibles, ni ofrecer consejos claros basados en la ciencia sobre
las estrategias para reducir al mínimo o evitar los riesgos potenciales.”
Para reducir los campos magnéticos en el área de trabajo, siga los
procedimientos indicados a continuación:
1. Mantenga los cables juntos, retorciéndolos o encintándolos.
2. Disponga los cables a un costado, lejos del operador.
3. No enrolle ni cuelgue el cable alrededor de su cuerpo.
4. Mantenga la fuente de alimentación para soldadura y los cables
tan alejados de su cuerpo como sea posible.
ACERCA DE LOS MARCAPASOS:
Los procedimientos indicados anteriormente se
encuentran entre aquellos normalmente recomendados
para personas que usan marcapasos. Si necesita mayor
información consulte a su médico.
1.02 Principales normas de seguridad
Seguridad en soldadura y corte, Norma ANSI Z49.1; se puede obtener
en la American Welding Society (Sociedad Norteamericana de
Soldadura), 550 N.W. LeJeune Rd, Miami, FL 33126
Normas de seguridad y salud ocupacional, OSHA, 29CFR 1910; se
pueden obtener en la Superintendencia de documentos, Imprenta del
gobierno de los Estados Unidos, Washington, D.C. 20402
Recommended Safe Practices for the Preparation for Welding and Cutting
of Containers That Have Held Hazardous Substances (Prácticas de
seguridad recomendadas para trabajos de soldadura y corte de
recipientes que han contenido sustancias peligrosas), norma AWS
F4.1 de la American Welding Society (Sociedad Norteamericana de
Soldadura), 550 N.W. LeJeune Rd., Miami, FL 33126.
National Electrical Code (Código Nacional Eléctrico Norteamericano),
Norma NFPA 70 de la National Fire Protection Association (Asociación
Nacional de Protección contra el Fuego), Batterymarch Park, Quincy,
MA 02269.
Safe Handling of Compressed Gases in Cylinders (Manejo seguro de
cilindros de gases comprimidos), CGA Folleto P-1, de la Compressed
Gas Association (Asociación de Gas Comprimido), 1235 Jefferson Davis
Highway, Suite 501, Arlington, VA 22202.
Code for Safety in Welding and Cutting (Código de Seguridad en el
Trabajo de Soldadura y Corte), Norma CSA W117.2, se puede obtener
en la Oficina de ventas de normas de la Canadian Standards Association
(Asociación Canadiense de Normalización), 178 Rexdale Boulevard,
Rexdale, Ontario, Canadá M9W 1R3.
Safe Practices for Occupation and Educational Eye and Face Protection
(Prácticas de seguridad ocupacional y educacional, protección ocular y
facial),Norma ANSI Z87.1, del American National Standards Institute
Instituto Nacional Norteamericano de Normalización), 1430 Broadway,
ew York, NY 10018.
Cutting and Welding Processes (Procesos de corte y soldadura), Norma
NFPA 51B, de la National Fire Protection Association (Asociación
Nacional de Protección contra el Fuego), Batterymarch Park, Quincy,
MA 02269.

ARCMASTER 300 AC/DC
5
1.03 Declaración de conformidad
Fabricante: Thermadyne Corporation
Dirección: 82 Benning Street
West Lebanon, New Hampshire 03784
EE.UU.
El equipo descrito en este manual cumple con todos los aspectos aplicables y reglamentos de la ‘Directiva de baja tensión’ (Directiva del Consejo
Europeo 73/23/EEC tal como fue enmendada por la Directiva del Consejo 93/68/EEC) y con la legislación nacional para el cumplimiento de esta
Directiva.
El equipo descrito en este manual cumple con todos los aspectos aplicables y reglamentos de la ‘Directiva de EMC’ (Compatibilidad electromagnética)
(Directiva del Consejo Europeo 89/336/EEC) y con la legislación nacional para el cumplimiento de esta Directiva.
Los números de serie son exclusivos de cada equipo individual y detallan su descripción, piezas utilizadas para elaborar una unidad y su fecha de
fabricación.
Normas nacionales y especificaciones técnicas
El producto está diseñado y fabricado de acuerdo a un número de normas y requisitos técnicos. Entre ellas están:
• Norma C22.2, número 60, para equipos de soldadura por arco de la CSA (Asociación Canadiense de Normalización).
• Ensayo de inflamabilidad de todas las placas de circuitos impresos utilizadas según el UL (Underwriters Laboratory) clasificación 94VO.
• Norma CENELEC EN50199 EMC para equipos de soldadura por arco.
• Normas ISO/IEC 60974-1 (BS 638-PT10) (EN 60 974-1) (EN50192) (EN50078) aplicables a equipos
de corte por plasma y accesorios asociados.
• Para aquellos ambientes en los cuales exista un elevado riesgo de sufrir descargas eléctricas, las fuentes de alimentación marcadas con el
símbolo S cumplen con la norma EN50192 cuando son utilizadas junto con antorchas de mano con puntas expuestas, siempre que estén
equipadas con guías de sujeción vertical correctamente instaladas.
• Dentro de la fábrica, y como parte de la rutina del proceso de fabricación y diseño, se llevan a cabo exhaustivas verificaciones del diseño del
producto. De esta forma se comprueba que el producto es seguro y funciona según lo especificado siempre que sea utilizado de acuerdo a
las instrucciones incluidas en este manual y a las normas de la industria relacionadas. El proceso de fabricación incluye ensayos rigurosos
para asegurar que el producto cumple o excede todas las especificaciones de diseño.
Thermadyne ha estado fabricando productos por más de 30 años, y continuará en el logro de la excelencia dentro de su área de fabricación.
Representante responsable del fabricante:
Steve Ward
Director de Operaciones
Thermadyne Europe
Europe Building
Chorley N Industrial Park
Chorley, Lancashire,
England PR6 7BX

ARCMASTER 300 AC/DC
6

7
SIGNIFICADO DE LOS SÍMBOLOS
A
Amperaje
ELECTRODO ( Soldadura por arco
metálico protegido SMAW)
V
Tensión
Función de corriente pulsante
Hz
Hertz (frecuencia)
Tiempo de soldadura por puntos
(GTAW)
SEC
Segundos
Control remoto (Panel/Remoto)
%
Porcentaje
Función remota
CC (Corriente Continua)
Control del arco (SMAW)
CA (Corriente Alterna)
Postflujo de gas
Función estándar
Preflujo de gas
Función pendiente
VRD
Circuito del dispositivo reductor de
tensión
Función pendiente con repetición
—
Negativo
Función pulsante
+
Positivo
Arranque por impulso (Alta
frecuencia GTAW)
Entrada de gas
Arranque por toque ( Circuito TIG
con inicio de arco normal GTAW)
Salida de gas

8
SECCIÓN 2. INTRODUCCIÓN Y DESCRIPCIÓN
2.01 Descripción
La Thermal Arc
TM
ARC MASTER 300 AC/DC es una fuente de alimentación para soldadura de CA/CC, autocontenida,
trifásica, con características de salida de Corriente Constante (CC). Esta unidad esta equipada con un medidor
digital de tensión/corriente, válvula de control de gas, función de pendiente y pulso incorporada, inicio de arco
normal o por alta frecuencia para utilizar en procesos de Soldadura por arco de tungsteno con gas de protección
(GTAW), Soldadura por arco de tungsteno pulsante (GTAW-P), Soldadura por arco de tungsteno con gas de
protección en pendiente (GTAW-S) y Soldadura por arco metálico protegido (SMAW). La fuente de alimentación
está contenida en una caja de plástico no conductora, resistente a los golpes y retardante de llama.
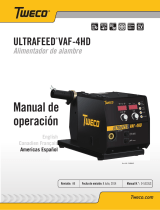
300A5A (A)
(V)
OCV
Proceso con ELECTRODO
300A25A
(A)
(V)
OCV
10V
300A (A)
(V)
OCV
5A
Proceso TIG con inicio de arco normal Proceso TIG AF con inicio por alta frecuencia
Figura 2-1. Curva tensión-corriente del modelo 300 AC/DC
Nota:
La curva tensión-corriente muestra la capacidad máxima de salida de tensión y corriente de la
fuente de alimentación para soldadura. Las curvas de los otros ajustes caerán entre las curvas
mostradas.

9
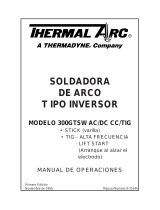
2.02 Diagrama de bloques funcionales
La figura 2 ilustra el diagrama de bloques funcionales de la fuente de alimentación 300 AC/DC.
Figura 2-2. Diagrama de bloques funcionales del modelo 300 AC/DC
2.03 Métodos de transporte
Esta unidad está equipada con una manija para su transporte.
ADVERTENCIA 1
UNA DESCARGA ELÉCTRICA puede ocasionar la muerte. NO TOQUE las partes eléctricas con
tensión. Antes de mover la fuente de alimentación para soldadura, interrumpa la línea del
suministro eléctrico y luego desconecte los conductores de la entrada de alimentación.
ADVERTENCIA 2
LA CAÍDA DE UN EQUIPO puede ocasionar graves lesiones al personal y daños al equipo.
Levante la unidad por la manija ubicada en la parte superior.
Utilice un carrito de mano o un dispositivo similar con capacidad de transporte adecuada.
Si utiliza un vehiculo elevador de horquilla, acomode y asegure la unidad sobre un patín
adecuado antes de transportarla.

10
SECCIÓN 3. RECOMENDACIONES PARA LA INSTALACIÓN
3.01 Ambiente
La fuente de alimentación ArcMaster 300 AC/DC está diseñada para funcionar en ambientes adversos.
Ejemplos de ambientes con condiciones adversas:
a. Lugares en los cuales los movimientos están restringidos, por lo que el operador está forzado a
realizar su trabajo en una posición incómoda (arrodillado, sentado o recostado) en contacto
físico con las piezas conductoras.
b. Lugares limitados en forma parcial o completa por elementos conductores y en donde hay un
alto riesgo de establecer contacto de forma inevitable o accidental con el operador.
c. En lugares calientes, húmedos o sucios donde la humedad o la transpiración reducen
considerablemente la resistencia de la piel del cuerpo y del aislamiento de los accesorios.
Los ambientes con condiciones adversas no incluyen aquellos lugares donde los elementos conductores
con tensión cercanos al operador, causantes de elevados riesgos, han sido aislados.
3.02 Ubicación
Asegúrese de ubicar la máquina de soldar en lugares que cumplan con las siguientes indicaciones:
• Lugares donde no haya humedad o polvo. • Temperatura ambiente entre 0º y 40º C.
•
Lugares donde no haya gases corrosivos,
aceite o vapor.
•
Lugares donde no haya vibraciones anormales o
donde la máquina pueda sufrir golpes.
•
Lugares protegidos de la luz solar directa y
de la lluvia.
•
Separada a una distancia de 12” (304,79 mm) o
más de muros o elementos similares que puedan
restringir el flujo de aire para refrigerar la
máquina.
ADVERTENCIA
Thermal Arc aconseja que este equipo sea conectado por un electricista cualificado.
3.03 Conexiones de la alimentación eléctrica
ADVERTENCIA
Una DESCARGA ELÉCTRICA puede causar la muerte; luego de desconectar la entrada de
alimentación aún queda un valor IMPORTANTE DE TENSIÓN DE CC en la máquina.
NO TOQUE las partes eléctricas con tensión.
APAGUE la fuente de alimentación para soldadura, desconecte la entrada de alimentación y
emplee los procedimientos de bloqueo y consigna de la línea de alimentación. Los
procedimientos de bloqueo y consigna consisten en colocar un candado en el interruptor
seccionador de la línea en la posición abierto, retirar sus fusibles o abrir y marcar el interruptor u
otro dispositivo de desconexión con una tarjeta roja de advertencia.

11
3.04 Requisitos del suministro de energía eléctrica
Haga funcionar la fuente de alimentación para soldadura con un suministro de CA monofásica de 50/60 Hz. La
tensión de entrada debe coincidir con una de las tensiones de entrada indicadas en los datos de alimentación
en la placa de características de la unidad. Si necesita información sobre el tipo de servicio eléctrico disponible,
cómo realizar una conexión apropiada y las inspecciones requeridas, consulte a la empresa eléctrica local.
El interruptor seccionador de línea ofrece un medio seguro y cómodo para cortar la energía eléctrica si la
fuente de alimentación para soldadura necesita una inspección o trabajos de reparación o mantenimiento.
Nota:
Esta unidad está equipada con un cable formado por tres conductores de potencia y uno de puesta a
tierra, conectado en la entrada trifásica de la fuente de alimentación para soldadura.
No conecte ninguno de los conductores de entrada (MARRÓN, AZUL o ROJO) en el terminal de puesta a tierra.
No conecte el conductor de puesta a tierra (AMARILLO/VERDE) en un terminal de la entrada de la alimentación.
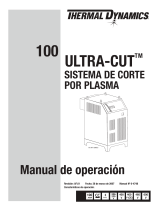
Consulte la figura 3:
1. Conecte el extremo del conductor de puesta a tierra (AMARILLO/VERDE) a una puesta a tierra adecuada.
Utilice un método de puesta a tierra que cumpla con todos los códigos eléctricos aplicables.
2. Conecte los extremos de los conductores 1 (MARRÓN), 2 (AZUL) y 3 (ROJO) de la línea de entrada a un
interruptor seccionador que esté abierto (es decir sin tensión).
3. Guíese por las tablas 3-1 y 3-2 para seleccionar los fusibles para el interruptor seccionador.
Tensión de entrada Calibre del fusible
400 V 60 A
Figura 3-1. Conexiones de la alimentación eléctrica
Nota:
El calibre de los fusibles está calculado en base a no más del 200 % de la corriente de entrada
(en amperios) de la fuente de alimentación para soldadura (según lo indicado en el artículo
630 del Código Eléctrico Nacional Norteamericano).
Figura 3-1. Conexiones de la alimentación eléctrica

12
3.05 Alimentación eléctrica
Cada unidad posee un circuito INRUSH y un circuito que detecta la tensión de entrada. Cuando se cierra el
INTERRUPTOR PRINCIPAL, el circuito inrush suministra una precarga a los capacitores de entrada. Los
SCR del Conjunto de control de potencia (PCA) se encenderán después de que los capacitores de entrada
se hayan cargado a la tensión de operación (luego de aproximadamente 5 segundos).
Nota:
Tenga en cuenta el valor y tipo de tensión de alimentación disponible. El PCA podría dañarse si
se le aplica una tensión de 460 Vca o mayor.
Se recomienda adoptar los valores que se indican a continuación para obtener la máxima corriente
de soldadura y el máximo ciclo de trabajo de este equipo de soldadura:
Tabla 3-2. Parámetros del circuito de alimentación de 400 V para lograr la corriente máxima
La ARCMASTER 300 AC/DC está diseñada para ser utilizada con un generador como suministro de la fuente
de alimentación. Si necesita información para determinar el tamaño correcto del generador para suministrar
energía a la fuente de alimentación y las recomendaciones para su ajuste, póngase en contacto con un
agente acreditado de Thermal Arc. Como regla general, y de acuerdo al tipo de generador utilizado, la
potencia del mismo debe ser el doble de la potencia máxima de la soldadora.
3.06 Introducción a la alta frecuencia
No se puede subestimar la importancia de una correcta instalación del equipo de soldadura por alta
frecuencia. Si se genera una interferencia debido al arco iniciado o estabilizado por alta frecuencia, la
misma está invariablemente originada por una instalación inapropiada. La siguiente información está
concebida a modo de guía para el personal que instala máquinas de soldar por alta frecuencia.
Advertencia
Explosivos
La sección de alta frecuencia de esta máquina posee una salida similar a la de un transmisor de
radio. La máquina NO debe ser utilizada cerca de donde se estén realizando trabajos de voladura
debido al peligro de un encendido prematuro.
Computadoras
También es posible que el funcionamiento de los ordenadores cercanos a la máquina resulte
afectado durante los trabajos de soldadura.
Corriente y ciclo de trabajo
Modelo
Medidas de los
cables del circuito
de alimentación
(montados de
fábrica)
Valores mínimos del
circuito de alimentación
(en Voltios/Amperios)
TIG
ELECTRODO
400/28 300 A con 40% - ArcMaster
300 AC/DC
4 cables de 4 mm
2
(mínimo)
400/40 - 300 A con 40%

13
3.07 Interferencia por alta frecuencia
La interferencia puede ser transmitida por una máquina de soldar con inicio o estabilización del arco por
alta frecuencia de las siguiente maneras:
Radiación directa
Si la máquina tiene una caja de metal que no está correctamente puesta a tierra, la misma puede
emitir radiación. La radiación puede transmitirse a través de aberturas tales como aquellos paneles
de acceso que estén abiertos. El blindaje de la unidad de alta frecuencia en la fuente de alimentación
evitará la emisión de la radiación directa si el equipo está correctamente puesto a tierra.
Transmisión a través del cable de alimentación
Sin la adecuada protección y filtrado, la energía de alta frecuencia puede ser inducida en el cableado
de la instalación eléctrica del lugar por acoplamiento directo. La energía es entonces transmitida por
radiación y por conducción. La fuente de alimentación posee un blindaje y filtros adecuados.
Radiación de los cables de soldadura
La interferencia radiada por los cables de soldadura, aunque de valor elevado en las cercanías de los
cables, disminuye rápidamente con la distancia. Mantenga los cables lo más cortos posibles, de esta
forma minimizará este tipo de interferencia. Evite donde sea posible la formación de bucles y la
suspensión de los cables.
Reflexión de la radiación por objetos metálicos sin puesta a tierra
Uno de los mayores factores que contribuyen a la interferencia es la reflexión de los objetos
metálicos sin puesta a tierra cercanos a los cables de soldadura. En la mayoría de los casos, una
efectiva puesta a tierra de tales objetos evitará la reflexión de la radiación.

14
3.08 Especificaciones
Parámetro
300 AC/DC
Salida nominal
Amperios
Voltios
Ciclo de trabajo
300
22
30%
Ciclo de
trabajo
TIG 300 A / 22 V con ciclo de trabajo de 40%
250 A / 20 V con ciclo de trabajo de 60%
180 A / 18 V con ciclo de trabajo de 100%
ELECTRODO 300 A / 32 V con ciclo de trabajo de 40%
250 A / 30 V con ciclo de trabajo de 60%
180 A / 28 V con ciclo de trabajo de 100%
Corriente de
salida
TIG 5 – 300 (CC)
5 – 300 (CA) con 60 Hz, limpieza 50%
Intervalo ELECTRODO 5 – 300 (CC)
5 – 300 (CA) con 60 Hz, limpieza 50%
Tensión de circuito abierto 65 V
Dimensiones
Ancho
Altura
Longitud
8,3” (210 mm)
16,5” (420 mm)
17,7” (450 mm)
Peso 52,8 lb (24 kg)
Salida a la carga nominal
Tensión nominal de entrada
Amperios de salida
Voltios de salida
Ciclo de trabajo
KVA
KW
Trifásica
300 A
32 V
40%
18.0
12.0
Salida sin carga
KVA
KW
0,5
0,13
Tensión de entrada
monofásica
400 V
Amperaje suministrado con carga nominal
40
Amperaje sin carga
1.6
Thermal Arc continúa esforzándose para producir los mejores productos posibles y por lo tanto se reserva los derechos de cambiar, mejorar o
revisar las especificaciones o los diseños de este o cualquiera de los productos sin previo aviso. Tales actualizaciones o cambios no le dan
derecho al comprador de equipos vendidos o transportados con anterioridad a los cambios, actualizaciones o mejoras correspondientes ni al
reemplazo de tales elementos. Los valores especificados en la tabla anterior son los valores óptimos, los valores de su equipo pueden ser
diferentes. Los equipos individuales pueden diferir de las especificaciones anteriores debido en parte, pero no de forma exclusiva, a una o más
de las condiciones siguientes: variaciones o cambios en los componentes fabricados, ubicación y condiciones de la instalación, y condiciones
de la red local de suministro de energía.

15
3.09 Ciclo de trabajo
El ciclo de trabajo de una fuente de alimentación de soldadura es un porcentaje de un periodo de diez
(10) minutos, en el que la máquina puede operar con una salida dada sin causar sobrecalentamiento ni
daños a la unidad. Si la corriente de soldadura (en amperios) disminuye, el ciclo de trabajo aumenta. Si
la corriente de soldadura (en amperios) aumenta más allá de la salida nominal, el ciclo de trabajo
disminuirá.
ADVERTENCIA
Si se exceden los valores del ciclo de trabajo, se activará el circuito de protección contra
sobrecarga térmica y se apagará la salida hasta que la unidad se enfríe y alcance la temperatura
normal de operación.
PRECAUCIÓN
No exceda de forma continuada la capacidad del ciclo de trabajo pues podría causar daños a
la fuente de alimentación para soldadura y anular la garantía de fábrica.
NOTA
Debido a las variaciones que pueden presentarse en los productos fabricados, el rendimiento,
las tensiones, los valores nominales, todas las potencias y las medidas, dimensiones y pesos
indicados son sólo aproximados. Las potencias y los valores nominales que pueden
alcanzarse durante el uso y operación dependerán de la instalación, utilización, aplicaciones,
mantenimiento y servicio adecuados.

16
SECCIÓN 4. CONTROLES DEL OPERADOR
4.01 Controles de la máquina ArcMaster 300 AC/DC
Figura 4-1. Fuente de alimentación ArcMaster 300 AC/DC
1 Perilla de control
Este control ajusta el parámetro de soldadura seleccionado, si gira la perilla en sentido horario el
parámetro indicado en el medidor digital aumenta. Empuje la perilla para visualizar la tensión de
soldadura real.
2 Conector para control remoto
El contacto 14 del conector para control remoto se utiliza para conectar dispositivos remotos de
control de corriente a la fuente de alimentación para soldadura. Para realizar la conexión, alinee las
ranuras del conector hembra y el enchufe, inserte el enchufe y gire el collar roscado en sentido
horario hasta el tope.
Figura 4-2. Conector hembra de 14 contactos
1
3
2
5
4
8
6
7

17
Contacto del conector
Función
A
Entrada del interruptor de la antorcha (24 V) para activar la corriente de soldadura.
(conecte los contactos A y B para encender la corriente de soldadura)
B Entrada del interruptor de la antorcha (0 V) para activar la corriente de soldadura
(conecte los contactos A y B para encender la corriente de soldadura)
C Conexión al potenciómetro del control remoto de 5 kΩ del lado de 5 kΩ (valor máximo).
D
Conexión al potenciómetro del control remoto de 5 kΩ, del lado de 0 Ω (valor mínimo).
E Conexión a la salida variable del potenciómetro del control remoto de 5 kΩ.
G Puesta a tierra del circuito de alimentación
F,H,I,J,K,L No utilizados
M Señal de detección de la habilitación del movimiento de la mesa (OK to move), para
aplicaciones robóticas.
N Señal de detección de la habilitación del movimiento de la mesa (OK to move), para
aplicaciones robóticas.
Tabla 4-1. Funciones de los contactos del conector
3 Terminal positivo
La corriente de soldadura circula desde la fuente de alimentación a través de un conector para
servicio pesado tipo Dinse (medida 35-70). Es esencial que el enchufe macho sea insertado y girado
firmemente para lograr una buena conexión eléctrica.
4 Terminal negativo
La corriente de soldadura circula desde la fuente de alimentación a través de un conector para
servicio pesado tipo Dinse (medida 35-70). Es esencial que el enchufe macho sea insertado y girado
firmemente para lograr una buena conexión eléctrica.
PRECAUCIÓN
Si las conexiones de los terminales de soldadora están flojas pueden causar sobrecalentamiento y
provocar que el enchufe macho se derrita y quede atascado en el terminal bayoneta.
5 Salida de gas
La salida de gas consiste en un acoplamiento hembra con rosca BSP 3/8”.
6 Interruptor de encendido/apagado (ON/ OFF)
Cuando este interruptor está en la posición ON (encendido), conecta el inversor a la tensión de
alimentación y activa la fuente de alimentación.
ADVERTENCIA
Cuando la soldadora está conectada a la tensión de alimentación, puede haber 240 V de
tensión en los componentes eléctricos internos respecto a la puesta a tierra.
7 Cable de entrada
El cable de entrada conecta la tensión de alimentación al equipo.
8 Entrada de gas
La entrada de gas consiste en un acoplamiento hembra con rosca BSP 3/8”.

18
4.02 Selección del proceso de soldadura para la máquina ArcMaster 300 AC/DC
Modo de soldadura
Selección del proceso
de soldadura
ELECTRODO TIG AF
TIG con
arco
normal
Descripción
ESTÁNDAR (STD)
Sí Sí Sí
Operación 2T en modos TIG mediante la
utilización de dispositivos remotos para
controlar el contactor y la corriente.
PENDIENTE (SLOPE)
No Sí Sí
Operación 4T en modos TIG con relleno de
cráter mediante la utilización de un
dispositivo con contactor remoto para
controlar la secuencia.
REPETICIÓN (REPEAT)
No Sí Sí
Operación 4T en modos TIG con repetición
de operación y relleno de cráter mediante la
utilización de un dispositivo con contactor
remoto.
PUNTEADO (SPOT)
No Sí No
Operación 2T con soldadura por punteado
en el modo TIG de alta frecuencia mediante
la utilización de un dispositivo con contactor
remoto.
PULSANTE (PULSE
ON/OFF)
No Sí Sí
Operación por encendido/apagado de pulsos
en modos TIG.
Sí Sí Sí
Selecciona la corriente de soldadura en CA o
CC.
Contactor ON/OFF
Sí No Sí
Operación (encendido/apagado) del contactor
en el modo Electrodo.
Operación
REMOTO/PANEL
Sí Sí Sí
Selecciona entre operación mediante el panel
de control o por control remoto.
Tabla 4-2. Selección del proceso de soldadura versus Modo de soldadura de la máquina ArcMaster
300 AC/DC

19
4.03 Descripción de los parámetros de soldadura de la máquina ArcMaster 300 AC/DC
Art # Spa_A-07237
GUARDAR CARGAR
Figura 4-3. Panel delantero de la máquina ArcMaster 300 AC/DC con la descripción de los parámetros
Tabla 4-3. Descripción de los parámetros de soldadura de la máquina ArcMaster 300 AC/DC
Parámetro Descripción
PREFLUJO
Este parámetro funciona sólo en los modos TIG y se utiliza para suministrar gas a la
zona de soldadura antes de iniciar el arco, después de presionar el gatillo de la
antorcha. Este control se utiliza para reducir de forma drástica la porosidad de la
soldadura en el inicio de una soldadura.
ARRANQUE EN
CALIENTE
Este parámetro funciona en todos los modos de soldadura, excepto en el modo TIG
normal y se utiliza para calentar la zona de soldadura en los modos TIG o para mejorar
las características de inicio con electrodos convencionales, por ejemplo con electrodos
con bajo nivel de hidrógeno. Ajusta la corriente de pico de inicio en la parte superior
de la corriente de Pico de soldadura (PEAK (WELD)).
Por ejemplo: corriente de Arranque en caliente = 130 A cuando el Pico de soldadura es
= 100 A y el Arranque en caliente es = 30 A.
CORRIENTE
INICIAL
Este parámetro funciona únicamente en los modos TIG PENDIENTE y REPETICIÓN (4T)
y se utiliza para ajustar la corriente de inicio para TIG. La Corriente de inicio permanece
encendida hasta que se suelta el gatillo de la antorcha.
PENDIENTE
CRECIENTE
Este parámetro funciona únicamente en los modos TIG y se utiliza para ajustar el
tiempo de crecimiento (rampa) de la corriente de soldadura, después de presionar y
luego soltar el gatillo de la antorcha, a partir de la Corriente inicial hasta la corriente de
Pico (o de Base).
CORRIENTE DE
PICO (PEAK CUR)
Este parámetro ajusta el la corriente de Pico de soldadura en el modo PULSANTE.
SOLDADURA
(WELD)
Este parámetro ajusta la corriente de soldadura TIG en los modos ESTÁNDAR,
PENDIENTE, REPETICIÓN y PUNTEADO cuando el modo PULSANTE está apagado.
Este parámetro también define la corriente de soldadura con ELECTRODO.
BASE (Corriente de
base)
Este parámetro ajusta la corriente de base en el modo TIG Pulsante.

20
TIEMPO DE PUNTO Este parámetro ajusta la duración del TIEMPO DE PUNTO únicamente en el modo TIG AF.
ANCHO DE PULSO Este parámetro ajusta el porcentaje del tiempo de FRECUENCIA DE LOS PULSOS
(PULSE FREQ.) para la corriente de PICO de soldadura cuando PULSANTE está
activado.
FRECUENCIA DE
LOS PULSOS
Este parámetro ajusta FRECUENCIA DE LOS PULSOS cuando PULSANTE está activado.
FRECUENCIA DE
CA
Este parámetro funciona únicamente en el modo CA (AC) y se utiliza para ajustar la
frecuencia de la corriente de soldadura de CA.
EQUILIBRIO DE LA
ONDA
Este parámetro se utiliza para soldar aluminio en el modo TIG con CA y para ajustar la
relación penetración/acción de limpieza de la corriente de soldadura en CA. Generalmente,
el parámetro EQUILIBRIO DE LA ONDA se ajusta al 50 % para la soldadura con
ELECTRODO en CA. El control del EQUILIBRIO DE LA ONDA cambia la relación
penetración/acción de limpieza en el arco de soldadura en el modo TIG en CA. La máxima
penetración de soldadura se logra cuando el control de EQUILIBRIO DE LA ONDA se ajusta
al 10%. Para lograr la máxima limpieza en piezas de aluminio o de aleaciones de magnesio
sumamente oxidadas, el control de EQUILIBRIO DE LA ONDA debe ajustarse al 65%.
WAVE BALANCE=10%
Maximum Penetration and
reduced cleaning
WAVE BALANCE=50%
Balanced with 50% penetration
and 50% cleaning
WAVE BALANCE=65%
Maximum Cleaning and
reduced penetration
10%50% 65%
90%50% 35%
(+)(+) (+)
(-)(-) (-)
PENDIENTE
DECRECIENTE
Este parámetro funciona únicamente en los modos TIG y se utiliza para ajustar el
tiempo de decrecimiento de la corriente de soldadura, después de presionar el gatillo
de la antorcha, hasta CORRIENTE DE CRÁTER (CRATER CUR). Este control se utiliza
para eliminar el cráter que puede formarse al terminar una soldadura.
CORRIENTE DE
CRÁTER
Este parámetro funciona únicamente en los modos TIG PENDIENTE y REPETICIÓN (4T)
y se utiliza para ajustar la corriente final para TIG. La Corriente de CRÁTER permanece
encendida hasta que se suelta el gatillo de la antorcha.
POSTFLUJO
Este parámetro funciona únicamente en los modos TIG y se utiliza para ajustar el
tiempo del postflujo de gas una vez extinguido el arco. Este control se utiliza para
reducir de forma drástica la oxidación del electrodo de tungsteno.
GUARDAR CARGAR
Los botones SAVE/LOAD (Guardar/Cargar) se utilizan para guardar en la memoria o cargar
en el panel de control de la máquina 300 AC/DC hasta un máximo de 5 programas.
Tabla 4-3 (continuación). Descripción de los parámetros de soldadura de la máquina ArcMaster 300 AC/DC
Equil. de onda = 50% Equil. de onda = 10% Equil. de onda = 65%
Equilibrio con 50% de penetración
y 50% de acción limpiadora
Penetración máxima y acción
limpiadora reducida
Acción limpiadora reducida
y penetración máxima

21
4.04 Parámetros de soldadura de la máquina ArcMaster 300 AC/DC
Modo de soldadura
Parámetro de
soldadura
Intervalo del
parámetro
Ajuste de
fábrica
Unidad de
incremento
ELECTRODO TIG AF
TIG
normal
PREFLUJO 0 a 1 seg. 0 seg. 0,1 seg. No Sí Sí
ARRANQUE EN
CALIENTE
0 a 70 A 20 A 1 A Sí Sí No
CORRIENTE INICIAL 5 a 300 A 30 A 1 A No Sí Sí
PENDIENTE CRECIENTE 0 a 15 seg. 1 seg. 0,1 seg. No Sí Sí
CORRIENTE DE PICO
PULSANTE
5 a 300 A 120 A 1 A No Sí Sí
CORRIENTE DE BASE
PULSANTE
5 a 300 A 80 A 1 A No Sí Sí
CORRIENTE DE
SOLDADURA
(TIG)
5 a 300 A 80 A 1 A No Sí Sí
CORRIENTE DE
SOLDADURA
(ELECTRODO)
5 a 300 A 80 A 1 A Sí No No
TIEMPO DE PUNTO 0,5 a 5 seg. 2 seg. 0,1 seg. No Sí Sí
ANCHO DE PULSO 15 a 80% 50% 1% No Sí Sí
FRECUENCIA DE LOS
PULSOS
0,5 a 500 Hz 100 Hz
Vea la tabla 4-
5
No Sí Sí
FRECUENCIA DE CA 15 a 150 Hz 60 Hz 1 Hz Sí Sí Sí
EQUILIBRIO DE LA
ONDA
10 a 65% 20% 1% Sí Sí Sí
PENDIENTE
DECRECIENTE
0 a 25 seg. 3 seg. 0,1 seg. No Sí Sí
CORRIENTE DE
CRÁTER
5 a 300 A 30 A 1 A No Sí Sí
POSTFLUJO 0 a 60 seg. 10 seg. 0,1 seg. No Sí Sí
Tabla 4-4. Parámetros de soldadura de la máquina ArcMaster 300 AC/DC
Intervalo de la
FRECUENCIA DE PULSO
Unidad de incremento
0,5 a 20 Hz 0,1 Hz
20 a 100 Hz 1 Hz
100 a 500 Hz 5 Hz
Tabla 4-5. FRECUENCIA DE LOS PULSOS: intervalo y unidades de incremento

22
4.05 Características de la fuente de alimentación
Característica Descripción
Nuevo control digital
• Casi todos los parámetros de soldadura son ajustables.
Panel con interruptores táctiles
• Los interruptores táctiles eliminan los daños mecánicos.
Cubierta del panel delantero
• Protege los controles del panel delantero.
Medidor digital
• Muestra el valor del parámetro de soldadura seleccionado.
• Muestra la corriente de soldadura durante la operación.
• Muestra la corriente de soldadura durante los 20 segundos
posteriores a la finalización de la soldadura.
• El valor del parámetro de soldadura seleccionado puede ajustarse
en cualquier momento, incluso mientras está soldando.
Control inteligente del ventilador
• El sistema inteligente de refrigeración está diseñado para reducir
el polvo y la formación de materiales extraños, lo cual proporciona
una óptima refrigeración.
• La velocidad del ventilador disminuye unos 30 segundos después
de haber encendido la máquina.
• La velocidad del ventilador aumenta cuando los componentes
internos alcanzan la temperatura de trabajo.
Interruptor ON/OFF
(encendido/apagado)
• El interruptor de encendido/apagado del suministro de tensión de
alimentación está ubicado en el panel trasero.
Dispositivo reductor de tensión (VRD)
Vea en la sección 11 las
instrucciones de desactivación
Reduce la tensión de circuito abierto (OCV) cuando la fuente de
alimentación no se utiliza. Elimina la necesidad de añadir
reductores de tensión y no tiene efectos en el arranque del arco.
• El VRD cumple totalmente la norma IEC 60974-1.
• En el modo Electrodo, la luz verde encendida del VRD indica que
la máquina no está soldando; la luz roja encendida indica que la
máquina está soldando.
• En los modos TIG el VRD está apagado (OFF).
Perilla de control
• Para que el parámetro de soldadura seleccionado aumente gire la
perilla en sentido horario.
• Para que el parámetro seleccionado disminuya gire la perilla en
sentido antihorario.
• El valor del parámetro de soldadura seleccionado puede ajustarse
en cualquier momento, incluso mientras está soldando.
• Para ver la tensión real del arco empuje la perilla.
Autodiagnóstico mediante el uso de
los códigos de error
• Cuando ocurre un problema en el suministro de tensión de
alimentación o en los componentes internos aparece un código de
error en el medidor digital.
Consulte la guía de solución de problemas.
Tabla 4-6. Características de la fuente de alimentación

23
Característica Descripción
Función Guardar/Cargar
• La memoria de la 300 AC/DC puede almacenar hasta 5 programas
de soldadura.
Instrucciones para GUARDAR los parámetros de soldadura en la
memoria
• Pulse y MANTENGA pulsado el botón SAVE (Guardar). Escuchará
un sonido de aviso y el display del medidor digital mostrará el
número 1.
• Para seleccionar una ubicación de la memoria haga girar la perilla
de control; aparecerán los números 1 al 5 en el medidor.
• Después de seleccionar la ubicación deseada en la memoria (por
ejemplo la Nº 5), pulse el botón de desplazamiento derecho y la
máquina emitirá una señal audible para confirmar que los
parámetros de soldadura del panel de control han sido guardados.
Instrucciones para CARGAR un programa en el panel de control
• Pulse y MANTENGA pulsado el botón LOAD (Cargar). Escuchará
un sonido de aviso y el display del medidor digital mostrará el
número 1.
• Para seleccionar una ubicación de la memoria haga girar la perilla
de control; aparecerán los números 1 al 5 en el medidor.
Después de seleccionar la ubicación deseada en la memoria (por
ejemplo la Nº 5), pulse el botón de desplazamiento derecho y la
maquina emitirá una señal audible para confirmar que los
parámetros de soldadura han sido cargados en el panel de control.
Tabla 4-6. Características de la fuente de alimentación (continuación)

24
SECCIÓN 5. CONFIGURACIÓN PARA LOS MODOS ELECTRODO
(SMAW) Y TIG (GTAW)
Cuando se utiliza la fuente de alimentación para soldadura, se aplican los procedimientos de operación
convencionales; por ejemplo: el cable de masa se conecta directamente a la pieza y el cable del electrodo se
utiliza en el portaelectrodos. El diseño del bobinado de la máquina brinda amplios márgenes de seguridad y
garantizan que la fuente de alimentación para soldadura soportará sobrecargas de corta duración sin efectos
adversos. Los valores del intervalo de variación de la corriente de soldadura deben utilizarse sólo como guía. La
corriente entregada en el arco depende de la tensión del arco de soldadura, y como esta tensión varía según la
clase de electrodo, la corriente de soldadura para un mismo ajuste variará de acuerdo al tipo de electrodo que se
utilice. El operador debe utilizar los valores del intervalo de variación de la corriente de soldadura como una guía
y finalmente deberá corregir el ajuste de la corriente al valor que mejor se adapte a su aplicación.
ADVERTENCIA
Asegúrese de que el suministro de tensión de
alimentación esté apagado antes de conectar
la pinza de masa a la pieza e insertar el
electrodo en el portaelectrodos.
PRECAUCIÓN
Elimine todo el material del embalaje
antes de utilizar la máquina.
Asegúrese de que las aberturas de
ventilación delanteras, traseras o
laterales de la fuente de alimentación
para soldadura no estén bloqueadas.
PRECAUCIÓN
NO cambie el modo de soldadura o el
modo de proceso de soldadura antes
de que el tiempo de POSTFLUJO haya
finalizado.
Art # A-07475
Figura 5-1. Configuración de la máquina 300
AC/DC

25
SECCIÓN 6. SECUENCIA DE OPERACIÓN
NOTA: Los botones de desplazamiento se utilizan para seleccionar los parámetros que
serán ajustados. Los LED indican cuál función está en proceso de ajuste en el diagrama de
secuencia de soldadura. Consulte la tabla de símbolos en la página 7 del manual.
Art # Spa_A-07272
GUARDAR CARGAR
Figura 6-1. Panel delantero de la máquina 300 AC/DC
1. Función pulsante: pulse este botón para habilitar las funciones de pulsos de corriente en TIG.
2.
Función de corriente remota: pulse estos botones para habilitar las funciones de control remoto de la
corriente.
3. Funciones del modo TIG: pulse este botón para desplazarse a través de los modos de función TIG
(Estándar, Pendiente, Pendiente con repetición y Pulsante) de la salida.
4. Pantalla digital de LED: esta ventana muestra los valores del amperaje de la soldadura y de los
parámetros. También le indica al operador la presencia de problemas internos tales como temperatura
alta, tensión de alimentación baja o alta, etc., mediante un sonido de advertencia y mensajes de error.
5. Botones Save (Guardar) y Load (Cargar): el operador puede almacenar fácilmente hasta 5 programas
de parámetros de soldadura mediante los botones Guardar y Cargar.
6. Perilla de control: le permite al operador ajustar el amperaje de salida dentro del intervalo completo de
la fuente de alimentación y definir el valor de cada parámetro.
7. Botón de proceso: este botón se utiliza para seleccionar los modos ELECTRODO, TIG AF y TIG normal.
8.
Botones de desplazamiento: se utilizan para seleccionar los parámetros que serán ajustados. Los LED
muestran cuál función está en proceso de ajuste en el diagrama de secuencia.
9. Botón AC/DC (CA/CC): selecciona la salida de soldadura para CA o CC.
10. Función contactor: estos botones habilitan las funciones del Contactor.

26
6.01 Soldadura con electrodo
• Conecte el cable de masa al terminal negativo
• Conecte el cable del electrodo al terminal positivo
• Encienda la máquina
• Seleccione la corriente de soldadura para CA o CC. Si selecciona CA, ajuste el parámetro
FRECUENCIA DE CA en 60 Hz y el de EQUILIBRIO DE LA ONDA en el 50%.
• Seleccione Contactor
• Si es necesario, conecte el dispositivo de control remoto
Utilice los botones de desplazamiento para cambiar a los parámetros que serán ajustados. Los LED
mostrarán cuál función está en proceso de ajuste en el diagrama de secuencia de soldadura. Utilice la
perilla de control para definir cada parámetro.
• Seleccione ARRANQUE EN CALIENTE
• Ajuste la corriente de soldadura (WELD)
Comience a soldar
6.02 Soldadura TIG con alta frecuencia (TIG AF) en CA o CC
• Conecte el cable de masa al terminal positivo
• Conecte la antorcha TIG al acoplamiento de gas
• Encienda la máquina
• Seleccione la corriente de soldadura para CA o CC. Si selecciona CA, ajuste los parámetros
FRECUENCIA DE CA y EQUILIBRIO DE LA ONDA
• Si es necesario, conecte el dispositivo de control remoto.
Utilice los botones de desplazamiento para cambiar a los parámetros que serán ajustados. Los LED
mostrarán cuál función está en proceso de ajuste en el diagrama de secuencia de soldadura. Utilice la
perilla de control para definir cada parámetro.
• Defina el tiempo de PREFLUJO (PRE-FLOW)
• Ajuste la corriente de ARRANQUE EN CALIENTE (HOT START)
• Defina el tiempo de POSTFLUJO (POST-FLOW)
• Ajuste CORRIENTE DE PICO DE SOLDADURA (PEAK CUR)
• Defina el tiempo de POSTFLUJO (POST-FLOW)
Si es necesario, seleccione los parámetros del modo Pendiente
• Defina CORRIENTE INICIAL (INTIAL CUR)
• Ajuste el tiempo de PENDIENTE CRECIENTE (UP SLOPE)
• Ajuste CORRIENTE DE PICO DE SOLDADURA (PEAK CUR)
• Defina la corriente de BASE
• Ajuste el tiempo de PENDIENTE CRECIENTE (DOWN SLOPE)
• Defina CORRIENTE DE CRÁTER (CRATER CUR)
Si es necesario, ajuste los parámetros del modo Pulsante
• Ajuste el porcentaje del ANCHO DEL PULSO (PULSE WIDTH) para CORRIENTE DE PICO (PEAK
CURRENT)
• Ajuste el pico de corriente
• Ajuste FRECUENCIA DE LOS PULSOS (PULSE FREQ)
Comience a soldar

27
6.03 Secuencia del modo Pendiente
Nota:
La función Pendiente funciona únicamente con un dispositivo remoto de encendido/apagado.
1) Para iniciar la secuencia de Pendiente, cierre el interruptor remoto. Una vez establecido el arco de la
soldadura, la fuente de alimentación mantendrá el ajuste inicial de la corriente siempre que los contactos
del interruptor remoto permanezcan cerrados.
a) En el modo TIG AF, habrá alta frecuencia en la antorcha luego de transcurrido el tiempo de Preflujo.
Si la antorcha está cerca de la pieza, la corriente de soldadura se transferirá a la pieza y establecerá
el arco con el valor ajustado para la corriente inicial.
b) En el modo TIG normal, la corriente normal circulará en la antorcha luego de transcurrido el tiempo
de Preflujo. Si el electrodo toca la pieza y luego se separa de ella, el arco de soldadura se
establecerá con el valor ajustado para la corriente inicial.
2) Apertura del interruptor remoto; la corriente aumenta hasta el valor de la corriente de soldadura. Una
vez que el arco ha alcanzado la corriente de soldadura, la fuente de alimentación mantendrá dicha
corriente siempre que los contactos del interruptor remoto permanezcan abiertos.
Cierre del interruptor remoto; la corriente de soldadura disminuye hasta el valor ajustado para la corriente
final. Una vez que la corriente de soldadura haya alcanzado su valor final, la fuente de alimentación
mantendrá dicha corriente siempre que los contactos del interruptor remoto permanezcan cerrados.
3) Apertura del interruptor remoto; el arco de soldadura se detiene y comienza la secuencia de Postflujo.
6.04 Secuencia del modo Pendiente con repetición
La función de repetición funciona y permanece activa únicamente durante el período decreciente del ciclo en
la secuencia del modo Pendiente. Durante el período de pendiente decreciente, la apertura de los contactos
del interruptor remoto hará que la corriente aumente hasta el valor de la corriente de soldadura. Dentro del
período de pendiente decreciente, la función de repetición puede ser activada tantas veces como se desee.
Para continuar con el ciclo de pendiente y finalizar la secuencia, cierre los contactos del interruptor remoto y
deje que la corriente de soldadura alcance el valor de corriente final ajustado. Una vez alcanzado el valor de
corriente ajustado, una nueva apertura del interruptor remoto apagará el arco de soldadura y comenzará el ciclo
de postflujo.

28
6.05 Controles del pulso
Los controles del pulso se utilizan principalmente para controlar la entrada de calor. El pulso ofrece las
siguientes ventajas:
1) Control del charco de soldadura – su tamaño y fluidez (especialmente cuando está fuera de su posición)
2) Aumenta la penetración
3) Controla la velocidad de desplazamiento
4) Mejora la calidad de la consistencia
5) Disminuye la deformación en materiales más livianos o de bajo espesor.
La corriente pulsante brinda un sistema en el que la corriente de soldadura cambia continuamente entre dos
niveles. Durante los períodos de pico de la corriente se producen el calentamiento y la fusión, y durante los
períodos de base de la corriente, se producen el enfriamiento y la solidificación. El ancho del pulso es el
tiempo, dentro de un ciclo, en el que la corriente permanece al valor de pico ajustado. La frecuencia del
pulso, medida en Hertz, es el número de veces por segundo en el que la corriente cambia entre los valores
de las corriente de pico y de base ajustados. Esto equivale a mover hacia arriba y hacia abajo un reóstato de
pie para aumentar y disminuir la corriente de soldadura de forma regular. Cuanto más velozmente se mueva
el reóstato de pie hacia arriba y hacia abajo, más alta será la frecuencia.

29
6.06 Procedimiento para Guardar y Cargar
La memoria de la máquina 300 AC/DC admite el almacenamiento de hasta 5 programas.
Instrucciones para GUARDAR los parámetros de la corriente de soldadura en la memoria
• Pulsa y MANTENGA pulsado el botón SAVE (Guardar). Escuchará un sonido de aviso y el display del
medidor digital mostrará el número 1.
• Para seleccionar una ubicación en la memoria gire la perilla de control; el medidor mostrará los números 1
al 5.
• Después de seleccionar la ubicación deseada en la memoria (Nº 1 al 5), pulse el botón de desplazamiento
derecho y la máquina emitirá una señal audible para confirmar que los parámetros de soldadura del panel
de control han sido guardados.
Instrucciones para CARGAR un programa en el panel de control
• Pulse y MANTENGA pulsado el botón LOAD (Cargar). Escuchará un sonido de aviso y el display del
medidor digital mostrará el número 1.
• Para seleccionar una ubicación en la memoria gire la perilla de control; el medidor mostrará los números 1
al 5.
• Después de seleccionar la ubicación deseada en la memoria (Nº 1 al 5), pulse el botón de desplazamiento
derecho y la maquina emitirá una señal audible para confirmar que los parámetros de soldadura han sido
cargados en el panel de control.

30
SECCIÓN 7. GUÍA BÁSICA DE SOLDADURA TIG
7.01 Explicación del “Arco fluctuante” durante la soldadura de aluminio en modo
TIG en CA
La siguiente explicación le ayudará a entender el fenómeno conocido como Arco fluctuante, también
denominado Rectificación del arco.
Teóricamente, la fluctuación del arco está causada por la escasez de óxido en el charco de soldadura.
La capa de óxido en la placa reduce la energía para la emisión de electrones. La emisión de electrones del
charco de soldadura (CC+) ocasiona que las capas de óxido se rompan; a esto se le denomina “acción de
limpieza”. Sin embargo, una vez que la acción de limpieza ha producido una superficie espejada en el
charco de soldadura, el efecto de la capa de óxido se reduce debido a que dicha capa ha desaparecido.
Esto dificulta la emisión de electrones del charco de soldadura y aumenta la probabilidad de que el arco
pierda estabilidad.
Esta idea está sustentada por haberse observado que una vez iniciada la fluctuación, la misma puede ser
detenida apartando el arco de la superficie espejada del charco de soldadura y llevándolo a una zona
donde el material está cubierto por una capa de óxido. Tan pronto se hace esto el arco retorna a una
condición estable. Es decir, mientras el arco esté “consumiendo” placa cubierta de óxido la inestabilidad
no ocurre. Pero una vez que el arco queda fijo, el charco comienza a “limpiarse” por la emisión de
electrones y comienza la fluctuación.
Las pruebas llevadas a cabo con distintos tipos de fuentes de alimentación de TIG en CA han demostrado
que la Rectificación del arco no se limita a un tipo o diseño de fuente de alimentación en particular, ambos
tipos de fuentes, convencional y con inversor, sufren el mismo problema.
TIG en CA sobre aluminio
El problema
: el arco parece inestable y los pulsos o fluctuaciones, por ejemplo, parecen cambiar
rápidamente a la corriente de soldadura.
Condiciones que acentúan la fluctuación del
arco:
Acciones para minimizar la fluctuación del arco:
• Pieza fría. • Precaliente la pieza.
• Longitud del arco muy corta. • Aumente la longitud del arco.
• Cráter del polo de soldadura cerca de los 0,39”
y los 0,47” (10 y 12 mm) de diámetro
•
Introduzca la varilla de material de relleno en el
charco de soldadura (añade óxido).
• El campo del arco en un punto produce una
limpieza a “espejo” en el charco de soldadura.
•
Desplace el charco de soldadura para introducir
óxido en el charco.
• Acción de limpieza profunda debido a, por
ejemplo, una prolongada emisión de óxido de
un charco de soldadura inmóvil, lo cual
aumenta la posibilidad de fluctuación del arco.
• Para reducir la acción de limpieza ajuste el
EQUILIBRIO DE LA ONDA por debajo del
50% o mueva el charco de soldadura.
• El efecto se acentúa cuando la corriente del
tungsteno está cercana a su máximo, por ejemplo,
se forma una bola derretida en el extremo.
•
Utilice un electrodo de tungsteno de mayor
diámetro.
Tabla 7-1. Reducción de la fluctuación del arco
Conclusión: el Arco fluctuante en el modo TIG CA es un fenómeno físico independiente del diseño de
la máquina.

31
7.02 Polaridad del electrodo
Para polaridad directa en CC, conecte la antorcha TIG en el terminal - / TORCH y el cable de masa en el
terminal + / WORK. La polaridad directa en CC es la polaridad más utilizada para soldadura TIG en CC
pues limita el desgaste del electrodo debido a que el 70% del calor se concentra en la pieza.
7.03 Intervalo de corriente en el electrodo tungsteno
Diámetro del electrodo
Corriente en CA
(Amperios)
Corriente en CC
(Amperios)
0,040” (1,0 mm) 30 – 70 30 – 60
1/16” (1,6mm) 60 – 95 60 – 115
3/32” (2,4mm) 125 – 150 100 – 165
1/8” (3,2mm) 130 – 225 135 – 200
5/32” (4,0mm) 190 – 280 190 – 280
3/16” (4,8mm) 250 – 340 250 – 340
Tabla 7-2. Intervalos de corriente para distintos tamaños de electrodos de tungsteno
7.04 Tipos de electrodos de tungsteno
Tipo de electrodo
(acabado
rectificado)
Aplicaciones de soldadura Características
Código
de color
Toriado al 2%
Soldadura en CC de acero
dulce, acero inoxidable y cobre.
Inicio del arco excelente, larga
vida, alta capacidad de
transporte de corriente.
Rojo
Circoniado al 1%
Alta calidad de soldadura en CA
de aluminio, magnesio y sus
aleaciones.
Autolimpiante, larga vida,
mantiene la forma de bola del
extremo, alta capacidad de
transporte de corriente.
Blanco
Ceriado al 2%
Soldadura en CA y CC de acero
dulce, acero inoxidable, cobre,
aluminio, magnesio y sus
aleaciones.
Larga vida, mayor estabilidad
del arco, fácil arranque, mayor
intervalo de corriente, arco más
estrecho y concentrado.
Gris
Tabla 7-3. Tipos de electrodos de tungsteno

32
7.05 Guía para seleccionar el diámetro del alambre de relleno
Diámetro del alambre de
relleno
Intervalo de corriente en CA
(Amperios)
Intervalo de corriente en CC
(Amperios)
1/16” (1,6 mm) 30 - 95 20 - 90
3/32” (2,4 mm) 125 - 160 65 - 115
1/8” (3,2 mm) 180 - 240 100 - 165
3/16” (4,8 mm) 220 - 320 200 - 350
Tabla 7-4. Guía de selección del alambre de relleno
NOTA
Utilice los diámetros de los alambres de relleno especificados en la tabla 10 sólo a modo de
guía. Pueden utilizarse otros diámetros de alambre de acuerdo a la aplicación de soldadura.
7.06 Selección del gas de protección
Aleación
Gas de protección
Argoshield es una marca registrada de BOC Gases Limited
Aluminio y aleaciones Soldadura con argón, Argoshield 80T, 81T
Acero al carbono Soldadura con argón
Acero inoxidable Soldadura con argón, Argoshield 71T, 80T, 81T
Aleación de níquel Soldadura con argón, Argoshield 71T
Cobre Soldadura con argón, Argoshield 81T
Titanio Soldadura con argón, Argoshield 80T, 81T
Tabla 7-5. Selección del gas de protección
7.07 Parámetros de soldadura TIG para tubos de acero de bajo nivel de carbono y
aleaciones bajas
Tipo y diámetro del
electrodo
Intervalo de corriente en
CC Amperios
Llenado del
electrodo por el
pase de la raíz
Preparación
Toriado al 2%
3/32” (2,4 mm)
120 - 170 Sí
Toriado al 2%
3/32” (2,4 mm)
100 - 160 Sí
Toriado al 2%
3/32” (2,4 mm)
90 - 130 No
Tabla 7-6. Parámetros de soldadura TIG para tubos de acero de bajo nivel de carbono y aleaciones bajas

33
7.08 Parámetros de soldadura para aluminio
Espesor del
metal base
Corriente en CA
para aluminio
Diámetro del
electrodo de
tungsteno
Diámetro del
electrodo de
relleno (si es
requerido)
Caudal de
argón
litros/minuto
Tipo de unión
30-45 A tope/en esquina 0,040”
1 mm
35-50
0,040”
1 mm
1/16”
1,6 mm
5-7
Traslapada/de filete
40-60 A tope/en esquina 0,045”
1,2 mm
45-70
0,040”
1 mm
1/16”
1,6 mm
5-7
Traslapada/de filete
60-85 A tope/en esquina 1/16”
1,6 mm
70-95
1/16”
1,6 mm
1/16”
1,6 mm
7
Traslapada/de filete
125-150 A tope/en esquina 1/8”
3,2 mm
130-160
3/32” / 2,4 mm
1/8” / 3,2 mm
3/32”
2,4 mm
10
Traslapada/de filete
180-225 A tope/en esquina 3/16”
4,8 mm
190-240
1/8”
3,2 mm
1/8”
3,2 mm
10
Traslapada/de filete
240-280 A tope/en esquina ¼”
6,4 mm
250-320
3/16”
4,8 mm
3/16”
4,8 mm
13
Traslapada/de filete
Tabla 7-7. Parámetros de soldadura TIG en CA
7.09 Parámetros de soldadura para acero
Espesor del
metal base
Corriente en
CC para
acero dulce
Corriente en
CC para
acero
inoxidable
Diámetro del
electrodo de
tungsteno
Diámetro del
electrodo de
relleno (si es
requerido)
Caudal de
argón
litros/minuto
Tipo de unión
35-45 20-30 A tope/en esquina 0,040”
1 mm
40-50 25-35
0,040”
1 mm
1/16”
1,6 mm
5-7
Traslapada/de filete
45-55 30-45 A tope/en esquina 0,045”
1,2 mm
50-60 35-50
0,040”
1 mm
1/16”
1,6 mm
5-7
Traslapada/de filete
60-70 40-60 A tope/en esquina
1/16”
1,6 mm
70-90 50-70
1/16”
1,6 mm
1/16”
1,6 mm
7
Traslapada/de filete
80-100 65-85 A tope/en esquina 1/8”
3,2 mm
90-115 90-110
1/16”
1,6 mm
3/32”
2,4 mm
7
Traslapada/de filete
115-135 100-125 A tope/en esquina 3/16”
4,8 mm
140-165 125-150
3/32”
2,4 mm
1/8”
3,2 mm
10
Traslapada/de filete
160-175 135-160 A tope/en esquina ¼”
6,4 mm
170-200 160-180
1/8”
3,2 mm
5/32”
4 mm
10
Traslapada/de filete
Tabla 7-8. Parámetros de soldadura TIG en CC

34
SECCIÓN 8. GUÍA BÁSICA DE SOLDADURA POR ARCO
8.01 Polaridad del electrodo
Por lo general, los electrodos están conectados al terminal ‘+’ y el cable de masa al terminal ‘−’, pero si
tiene dudas consulte el catálogo del fabricante del electrodo.
8.02 Efectos de la soldadura con electrodos sobre varios metales
Aceros de alta resistencia y aceros aleados
Los dos efectos más importantes al soldar estos aceros son la formación de una zona endurecida en la
zona de soldadura y, si no se tomaron las precauciones apropiadas, la producción de grietas bajo los
cordones. El área endurecida y las grietas bajo los cordones en la zona de soldadura puede ser reducida
mediante el uso de los electrodos correctos, el precalentamiento de la zona, ajustes de corriente más
elevados, electrodos de mayor tamaño, mayor deposición de electrodo mediante costuras más cortas o el
tratamiento térmico en un horno.
Aceros al manganeso
Un enfriamiento lento a partir de una alta temperatura vuelve quebradizos a los aceros al manganeso. Por
esta razón, es esencial mantener frío el acero al manganeso durante la soldadura enfriándolo luego de
cada pasada o salteando soldaduras para distribuir el calor.
Fundición de hierro
La mayoría de los tipos de hierro fundido, excepto el hierro blanco, son soldables. El hierro blanco es
extremadamente frágil y generalmente se agrieta cuando se intenta soldarlo. También suelen presentarse
problemas al tratar de soldar hierro blanco maleable, debido a la porosidad causada por el gas contenido
en este tipo de hierro.
Cobre y aleaciones
El factor más importante a tener en cuenta al soldar cobre es su gran conductividad del calor. Por este
motivo, para soldar grandes secciones de cobre se necesita precalentar las piezas para lograr una fusión
apropiada de la soldadura y del metal base.
Tipos de electrodos
Los electrodos para soldadura por arco están clasificados en un cierta cantidad de grupos que dependen
de sus aplicaciones. Hay una gran cantidad de electrodos que se utilizan para fines industriales
específicos, pero los mismos no son de interés particular para el trabajo general diario. Estos incluyen
algunos tipos de bajo nivel de hidrógeno para aceros de alta resistencia, tipos celulósicos para tuberías de
gran diámetro, etc. La variedad de electrodos considerados en esta publicación cubrirá la mayoría de las
aplicaciones que pueden encontrarse; todos son fáciles de usar y trabajan aún en las máquinas de
soldadura más elementales.

35
Metales a unir
Electrodo Comentarios
Acero dulce 6013 Electrodos ideales para todos los
trabajos de propósitos generales. Se
caracterizan por una terminación
sobresaliente, fácil arranque del arco
y salpicaduras reducidas.
Acero dulce 7014 Estos electrodos trabajan en todas las
posiciones y pueden utilizarse en
piezas de acero dulce y galvanizado,
placas, vallados, puertas, tuberías,
tanques, etc. Especialmente
adecuados para soldadura vertical
descendente.
Fundición de hierro Níquel al 99 % Apropiados para unir cualquier tipo
de fundición de hierro excepto la de
hierro blanco.
Acero inoxidable 318L-16 Alta resistencia a la corrosión. Ideal
para trabajos con aceros inoxidables
en la industria láctea, etc.
Cobre, bronce, latón,
etc.
Bronce
5.7 ERCUSI-A
Electrodos de fácil utilización para
acoplamientos navales, derivaciones
y válvulas de agua, brazos flotadores,
etc. También son aptos para uniones
de cobre con acero y para
recubrimientos de bronce en ejes de
acero.
Aceros de alta
aleación, metales
disímiles, resistencia al
agrietamiento.
Para trabajos de
soldadura difíciles.
312-16 Permiten realizar los trabajos más
difíciles, tales como soldadura de
resortes, ejes, uniones de acero dulce
e inoxidable rotas y aceros aleados.
No adecuado para soldar aluminio.
Tabla 8-1. Tipos de electrodos

GARANTÍA LIMITADA Y PERIODO DE VALIDEZ
Esta información es válida para los productos Thermadyne comprados en el Reino Unido
Abril de 2006
Thermadyne garantiza que los productos indicados están exentos de defectos de materiales y mano de obra siempre
que sean operados de acuerdo con las instrucciones escritas tal como están expresadas en el manual del propietario
que se suministra con la máquina. Los productos para soldadura de Thermadyne están fabricados para usuarios
industriales y comerciales y personal capacitado con experiencia en la utilización y mantenimiento de equipos
eléctricos de soldadura y corte.
La garantía de Thermadyne no se aplicará en los casos siguientes:
1. Equipos que hayan sido modificados por terceros no pertenecientes al personal del servicio técnico de Thermadyne
o que no cuenten con el consentimiento por escrito del departamento técnico de Thermadyne en el Reino Unido.
2. Equipos que hayan sido utilizados más allá de las especificaciones establecidas en el manual del propietario.
3. Instalaciones que no cumplan con lo indicado en los manuales de instalación o mantenimiento.
4. Equipos que no hayan sido limpiados y mantenidos como está indicado en los manuales del propietario, de
instalación o de mantenimiento y reparación.
Si necesita efectuar reclamos por garantía, rogamos se comunique con el departamento de garantías de Thermadyne
UK para solicitar un formulario de autorización de devolución por garantía.
Equipos para soldadura – Plazo de validez de la garantía limitada
Producto
Periodo
200S, 300S, 400S, 200TS, 300TS, 400TS, 400 MST, 200AC/DC, 300AC/DC,
PowerMaster 320SP, 400SP, 500SP,
Fabricator 200, Ultrafeed VA4000, Portafeed VS212
3 años
150SE, 155SE, 250SE, 400SE, 250TE, 400TE, 180AC/DC, 250AC/DC, 400AC/DC
Fabricator 250, Fabricator 330, Fabricator 400, Fabricator 450, 220GMS
2 años
Opcionales y accesorios
6 meses
Reparaciones y piezas de reemplazo
3 meses
Consumibles de la antorcha
No
Equipos para corte – Plazo de validez de la garantía limitada
Producto
Periodo
CutMaster 38, 51, 81,101, 151
3 años
PakMaster 150XL, Drag-Gun Plus
2 años
CutSkill C-35A, C-70A, C-100A, Drag-Gun
1 año
Antorchas 1TorchTM, SureLokTM y PCH 120
1 año
Otras antorchas
6 meses
Piezas de reemplazo
3 meses
Accesorios para arco – Plazo de validez para los productos
Producto
Periodo
Todos los productos
1 mes
Consumibles
No
Consumibles de la antorcha
No

Thermadyne USA
2800 Airport Road
Denton, Tx 76207 EE.UU.
Teléfono: (940) 566-2000
800-426-1888
Fax: 800-535-0557
Correo electrónico: sales@thermalarc.com
Thermadyne Canada
2070 Wyecroft Road
Oakville, Ontario
Canadá, L6L5V6
Teléfono: (905)-827-1111
Fax: 905-827-3648
Thermadyne Europe
Europe Building
Chorley North Industrial Park
Chorley, Lancashire
Inglaterra, PR6 7Bx
Teléfono: 44-1257-261755
Fax: 44-1257-224800
Thermadyne, China
RM 102A
685 Ding Xi Rd
Chan
g Ning District
Shanghai, PR, 200052
Teléfono: 86-21-69171135
Fax: 86-21-69171139
Thermadyne Asia Sdn Bhd
Lot 151, Jalan Industri 3/5A
Rawang Integrated Industr ial Park - Jln Batu Arang
48000 Rawang Selangor Darul Ehsan
Malasia Oeste
Teléfono: 603+ 6092 2988
Fax : 603+ 6092 1085
Cigweld, Australia
71 Gower Street
Preston, Victoria
Australia, 3072
Teléfono: 61-3-9474-7400
Fax: 61-3-9474-7510
Thermadyne Italy
OCIM, S.r.L.
Via Benaco, 3
20098 S. Giuliano
Milán, Italia
Teléfono: (39) 02-98 80320
Fax: (39) 02-98 281773
Thermadyne International
2070 Wyecroft Road
Oakville, Ontario
Canadá, L6L5V6
Teléfono: (905)-827-9777
Fax: 905-827-9797
CONTACTOS INTERNACIONALES PARA ATENCIÓN AL CLIENTE

World Headquarters
Thermadyne Holdings Corporation
Suite 300, 16052 Swingley Ridge Road
St. Louis, MO 63017, EE.UU.
Teléfono: (636) 728-3000
Fax:
(636) 728-3010
Correo electrónico: sales@thermalarc.com
www.thermalarc.com
1/44