
Valid for serial no. 940-xxx-xxxx0449 265 2009-10-05460
A6 Mastertrac
A6TF F1/ A6TF F1 Twin
Instrucciones de uso

-- 2 --
Reservado el derecho de cambiar las especificaciones sin previo aviso.
ESPAÑOL 4..............................................

3

ESPAÑOL
-- 4 --
TOCc
1 SEGURIDAD 5.......................................................
2 INTRODUCCIÓN 8...................................................
2.1 Generalidades 8............................................................
2.2 Método de soldadura 8.......................................................
2.3 Definiciones 8..............................................................
2.4 Soldeo en plano horizontal 8..................................................
2.5 Datos técnicos 9............................................................
2.6 Componentes principales A6TF F1 (SAW),
A6TF F1 Twin (SAW) 10......................................................
2.7 Descripción de los componentes principales 11..................................
3 INSTALACIÓN 12.....................................................
3.1 Generalidades 12............................................................
3.2 Montaje 12..................................................................
3.3 Ajuste del cubo de freno 12....................................................
3.4 Conexión 13.................................................................
4 OPERACIÓN 14.......................................................
4.1 Generalidades 14............................................................
4.2 Carga del hilo de soldadura (A6TF F1/ A6TF F1 Twin) 15..........................
4.3 Cambio de rodillo alimentador (A6TF F1/ A6TF F1 Twin) 16.......................
4.4 Equipos de contacto para la soldadura SAW. 17..................................
4.5 Carga de polvo (soldadura SAW) 18............................................
4.6 Transporte de la máquina de soldar automática 19...............................
4.7 Modificación de la A6TF F1/ A6TF F1 Twin (soldadura SAW) a soldadura MIG/MAG 19
4.8 Modificación de la A6TF F1 (soldadura SAW) a Twin-arc
(hilo doble) 19...............................................................
5 MANTENIMIENTO 20..................................................
5.1 Generalidades 20............................................................
5.2 Diario 20....................................................................
5.3 Periódicamente 20...........................................................
6 LOCALIZACIÓN DE AVERÍAS 21.......................................
6.1 Generalidades 21............................................................
6.2 Fallos posibles 21............................................................
7 PEDIDOS DE REPUESTOS 21..........................................
PIEZAS DE DESGASTE 22...............................................
CROQUIS ACOTADO 25..................................................
LISTA DE REPUESTOS 27................................................

- 5 -
SafeArcT ES
1SEGURIDAD
El usuario de un equipo de soldadura ESAB es el máximo responsable de las medi-
das de seguridad para el personal que trabaja con el sistema o cerca del mismo.
Las siguientes recomendaciones pueden considerarse complementarias de las
normas de seguridad vigentes en el lugar de trabajo. El contenido de esta
recomendación puede considerarse como un complemento de las reglas normales
vigentes en el lugar de trabajo.
Todas las operaciones deben ser efectuadas, de acuerdo con las instrucciones
dadas, por personal que conozca bien el funcionamiento del equipo de soldadura.
Su utilización incorrecta puede provocar situaciones peligrosas que podrían causar
lesiones al operario o daños en el equipo.
1. El personal que trabaje con el equipo de soldadura debe conocer:
S su funcionamiento
S la ubicación de las paradas de emergencia
S su función
S las normas de seguridad relevantes
S la técnica de soldadura
2. El operador debe asegurarse de que:
S no haya personas no autorizadas en la zona de trabajo del equipo de
soldadura antes de ponerlo en marcha.
S todo el personal lleve las prendas de protección adecuadas antes de
encender el arco.
S la zona de trabajo está libre de objetos.
3. El lugar de trabajo:
S debe ser adecuado para la aplicación
S no debe tener corrientes de aire
4. Equipo de protección personal
S Utilizar siempre el equipo de protección personal recomendado, como gafas
de protección, prendas no inflamables y guantes.
Nota: No utilice guantes de seguridad al cambiar el hilo.
S No utilizar elementos que puedan engancharse o provocar quemaduras,
como bufandas, pulseras, anillos, etc.
5. Protección contra otros peligros
S Las partículas de polvo de cierto tamaño pueden ser dañinas para las
personas.
Trabaje por lo tanto con sistemas de ventilación y extractores para eliminar
dichos riegos.
S Al cambar el tambor de alambre, observe un máximo de cuidado, ya que el
extremo del alambre puede causar lesiones.
ES

- 6 -
SafeArcT ES
6. Otras
S Comprobar que el cable de retorno esté correctamente conectado.
S Todas las tareas que deban efectuarse en equipos con alta tensión
deberán encargarse a personal debidamente cualificado.
S Debe disponerse de equipo de extinción de incendios en un lugar fácilmente
accesible y bien indicado.
S La lubricación y el mantenimiento del equipo de soldadura no deben
efectuarse durante el funcionamiento.
Pensar en lo siguiente:
S Que el desacoplamiento del engranaje esté en posición bloqueada.
S Que si el operario abandona la máquina de soldar automática, ésta deberá
estacionarse colocando tacos de modo que no se corra ningún riesgo de
que se ponga en movimiento involuntariamente.
S Que antes de soldar hay que cerciorarse de que la máquina sea estable.
S Que la colocación del cabezal de soldar y la bobina de alambre influyen en
el centro de gravedad de la máquina de soldar automática.
Que si el centro de gravedad está demasiado alto la máquina es inestable.
S Que el consumo de alambre y fundente comporta un desplazamiento del
peso durante el soldeo.
¡ADVERTENCIA!
Riesgo de aplastamiento. No utilice guantes de seguridad al cambiar e l
hilo, los rodillos alimentador es y las bobinas.
ES

- 7 -
SafeArcT ES
ES
LA SOLDADURA POR ARCO Y EL CORTE PUEDEN SER PELIGROSOS PARA
UD. Y OTROS. TENGA, PUES, CUIDADO AL SOLDAR.
SIGA LAS INSTRUCCIONES DE SEGURIDAD DE SU EMPRESA QUE SE
BASAN EN LAS DEL FABRICANTE
CHOQUES ELÉCTRICOS - Pueden causar la muerte
S Instale y ponga a tierra el equipo de soldar según las normas vigentes.
S No toque con las manos descubiertas o medios de protección mojados
electrodos o partes con corriente.
S Aíslese de la tierra y de la pieza de trabajo.
S Atienda a que adopta una posición de trabajo segura.
HUMOS Y GASES - Pueden dañar la salud
S Aparte la cara de los humos de soldadura.
S Ventile y extraiga los humos de soldadura suyos y de otros lugares de trabajo.
RAYOS DE LUZ - Pueden dañar los ojos y quemar la piel
S Proteja los ojos y el cuerpo. Utilice un casco de soldador adecuado con
elemento filtrante y lleve ropa de protección.
S Proteja a los circundantes con pantallas protectoras o cortinas adecuadas.
PELIGRO DE INCENDIO
S Las chispas pueden causar incendios. Asegúrese, pues, que no hay materia-
les inflamables en las cercanías del lugar de soldadura.
RUIDO - El ruido excesivo puedo perjudicar el oído
S Proteja su oído. Utilice protectores auriculares.
S Avise a otras personas presentes sobre el riesgo.
EN CASO DE AVERÍA
S Acudaaunespecialista
ADVERTENCIA
¡PROTÉJASE A SÍ MISMO Y A LOS DEMÁS!
ANTES DE LA INSTALACIÓN Y USO, LEA
ATENTAMENTE LAS INSTRUCCIONES DE USO.

- 8 -
hfa8d1ca
2 INTRODUCCIÓN
2.1 Generalidades
El equipo de soldadura automática A6TF F1/ A6TF F1 Twin, está diseñado para la
soldadura SAW, a tope y en ángulo.
Prohibidas otras aplicaciones.
El equipo de soldadura automática ESAB son del tipo A6TF F1/ A6TF F1 Twin y
están destinados para utilizarse junto con la caja de maniobra PEK y los equipos de
suministro eléctrico LAF o TAF de ESAB.
2.2 Método de soldadura
2.2.1 Soldeo SAW
S SAW Light duty
La SAW light duty con un enchufe de ø 20 mm permite una carga de hasta
800 A (100%).
S SAW Heavy duty
La SAW heavy duty con un enchufe Ø 35 mm permite una carga de hasta
1500 A.
Esta ejecución puede ir provista de rodillos de avance para soldeo con uno y dos
alambres (twinarc). Para alambre tubular hay rodillos estriados especiales que
garantizan un avance seguro del alambre sin riesgo de deformaciones a causa de
una presión de alimentación elevada.
2.3 Definiciones
Soldeo SAW Al soldar el cordón de soldadura está protegido por una capa
de polvo.
SAW Light duty Esta ejecución permite una carga de corriente menor y se usa
un alambre más delgado al soldar.
SAW Heavy duty Este modelo permite una mayor carga de la corriente y, en la
soldadura, se usa un alambre más fuerte.
Soldeo Twinarc Soldeo con dos alambres en un mismo cabezal.
2.4 Soldeo en plano horizontal
Las máquinas de soldar automáticas están diseñadas para la soldadura horizontal.
A6TF F 1/ A6TF F1 Twin no deberá ut ilizarse en planos inclin ados.
ES

- 9 -
hfa8d1ca
2.5 Datos técnicos
A6TF F1 A6TF F1 Twin
Tensión de conexión 42 V AC 42 V AC
Carga admisible, intermitencia 100%: 1500 A 1500 A
Dimensiones de electrodo:
hilo sencillo macizo
hilo tubular
doble alambre sólido
3,0-6,0 mm
3,0-4,0 mm
2x2,0-3,0 mm
3,0-6,0 mm
3,0-4,0 mm
2x2,0-3,0 mm
Velocidad de avance del electrodo, máx. 4m/min 4m/min
Par de frenado del cubo de freno 1,5 Nm 1,5 Nm
Velocidad de desplazamiento 0,1-2,0 m/min 0,1-2,0 m/min
Peso del electrodo, máx. 30 kg 30 kg
Capacidad del depósito de polvo (no debe
ponerse polvo precalentado)
10 l 10 l
Peso (excl. electrodo y polvo) 110 kg 140 kg
Grado de estanqueidad IP10 IP10
Clasificación de EMC Clase A Clase A
ES

- 10 -
hfa8d1ca
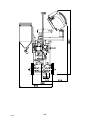
2.6 Componentes principales A6TF F1 (SAW),
A6TF F1 Twin (SAW)
1. Carro
2. Unidad portadora
3. Mecanismo de avance de
alambre
4. Correderas manuales
5. Dispositivo de contacto
6. Motor con engranaje (A6 VEC)
7. Contenedor de polvo
8. Tubo para el polvo
9. Tobera de polvo
10. Guía de alambre
Vea la pág. 11 para una descripción de los componentes principales.
ES

- 11 -
hfa8d1ca
2.7 Descripción de los componentes principales
2.7.1 Carro
El carro tiene accionamiento en cuatro ruedas y puede inmovilizarse mediante la
palanca de bloqueo (1).
2.7.2 Unidad portadora
En la unidad portadora se montan, entre otros componentes, la caja de maniobra, el
mecanismo de avance de alambre y el recipiente de polvo.
2.7.3 Mecanismo de avance de alambre
Esta unidad se usa para guiar y alimentar el alambre de soldeo conector de
contacto.
2.7.4 Correderas manuales
La colocación horizontal y vertical, respectivamente, del cabezal de soldeo, se
regula con las correderas lineales. El movimiento en ángulo puede seleccionarse
libremente con la corredera circular.
2.7.5 Dispositivo de contacto
Transfiere la corriente de soldeo al alambre durante la soldadura.
2.7.6 Motor con engranaje (A6 VEC)
Este motor se usa para alimentar el alambre de soldeo.
Si desea más información sobre el A6 VEC, consulte el manual de instrucciones
0443 393 xxx.
2.7.7 Contenedor de polvo/ Tubo para el polvo/ Tobera de polvo
El fundente se llena en el contenedor, transfiriéndose luego a la pieza de trabajo a
través del tubo de fundente y de la tobera de polvo
La cantidad de fundente a alimentar se controla mediante la válvula de fundente
montada en el contenedor.
Vea “Carga de fundente” en la página 18.
ES

- 12 -
hfa8i1ca
3 INSTALACIÓN
3.1 Generalidades
La instalació n deberá hacerla un profesional autorizado.
¡ADVERTENCIA!
Las piezas rotativas presentan peligro de accidentes por apriete.
Proceda con sumo cuidado.
3.2 Montaje
3.2.1 Tambor de alambre (Accesorio)
Montar el tambor de alambre (1) en el cubo de freno (2).
¡ADVERTENCIA!
Para que la bobina de electrodo no patine en el cubo de freno,
S
bloquearlo éste con la manija roja, según las instrucciones
indicadas en el cubo.
3.3 Ajuste del cubo de freno
El cubo viene ajustado de fábrica. Si necesita volver
a ajustarlo, siga las instrucciones que figuran a
continuación. Ajuste el cubo del freno de manera
que el hilo quede relativamente flojo cuando se
detenga la alimentación.
S Ajuste el par de frenado:
S Gire la maneta roja hasta la posición de bloqueo.
S Introduzca un destornillador en los muelles del cubo.
Para reducir el par de frenado, gire los muelles en el sentido de las agujas del
reloj.
Para aumentar el par de frenado, gire los muelles en sentido contrario a las
agujas del reloj.
¡ATENCIÓN! Tenga cuidado para no girar un muelle más que el otro.
ES

- 13 -
hfa8i1ca
3.4 Conexión
3.4.1 Generalidades
S La conexión de PEK deberá realizarla personal autorizado. Vea los manuales de
instrucciones 0460 948 xxx, 0460 949 xxx, 0459 839 036.
S Para la conexión de A6 GMH, vea el manual de instrucciones 0460 671 xxx.
S Para la conexión de A6 PAV, vea el manual de instrucciones 0460 670 xxx.
3.4.2 Equipo de soldadora automática A6TF F1/ A6TF F1 Twin
(Soldadura SAW de arco sumergido)
1. Conectar el cable de mando (5) entre la fuente de corriente de soldadura (3)yla
caja de maniobra PEK (2).
2. Conectar el cable de retorno (6) entre la fuente de corriente de soldadura (3)yla
pieza de trabajo (4).
3. Conectar el cable de soldeo (7) entre el equipo de suministro eléctrico (3)yel
equipo de soldadora automática (1).
4. Conectar el hilo testigo (8) entre la fuente de corriente de soldadura (3)yla
pieza de trabajo (4).
ES

- 14 -
hfa8o1ca
4 OPERACIÓN
4.1 Generalidades
ADVERTENCIA:
¡Ha leído y comprendido la información de
seguridad ?
¡No deberá poner en marcha ni manejar la
máquina antes de haber leído y comprendido esta
información!
En la página 5 hay in struccion es de segu ridad generales para el manejo d e es-
te equipo . L éalas antes de u sarlo.
Cable de retorno
Antes de iniciar la soldadura, compruebe que está conectado el cable de retorno.
Ver la página 13.
ES

- 15 -
hfa8o1ca
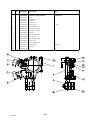
4.2 Carga del hilo de soldadura (A6TF F1/ A6TF F1 Twin)
1. Monte el tambor de alambre de acuerdo con las instrucciones en la página 12.
2. Controle que el rodillo de avance (1) y las mordazas o punta de contacto (3)
tengan una dimensión correcta con respecto al alambre elegido.
3. Para A6TF F1 Twin:
S Introduzca el alambre a través de la guía (8).
4. Al soldar con alambre delgado:
S Introdúzcalo a través del mecanismo de avance de alambre delgado (6).
Cerciórese de que el enderezador esté correctamente ajustado, de modo
que el alambre salga recto por las mordazas o punta de contacto (3).
5. Pase la punta del alambre a través del enderezador (2).
S En los alambres de un diámetro superior a 2 mm: hay que enderezar 0,5 m
y pasarlo a mano por el enderezador.
6. Coloque el alambre en la garganta del rodillo alimentador (1).
7. Regule la presión del alambre en el rodillo alimentador con la manilla (4).
S Nota: No apriete más que lo necesario para obtener una alimentación
uniforme.
8. Alimente el alambre hacia delante 30 mm por debajo de punta de contacto,
presionando en la caja de mando PEK.
9. Oriente el alambre regulando la manilla (5)
S Utilice siempre un tubo guía (7) para garantizar la alimentación uniforme de
alambres delgados (1,6 - 2,5 mm).
ES

- 16 -
hfa8o1ca
4.3 Cambio de rodillo alimentador (A6TF F1/ A6TF F1 Twin)
Un alambre
S Afloje las manillas (3)y(4).
S Afloje la rueda de mano (2).
S Cambie el rodillo de avance (1).
Los rodillos están marcados con la dimensión
de alambre correspondiente.
Alambre doble (Twin arc)
S Cambie el rodillo de avance (1) por uno de doble
garganta obrando del mismo modo que con los de un
alambre.
S NOTA: El rodillo de presión (5) también debe cambiarse. El rodillo de presión
esférico especial para dos alambres reemplaza al rodillo de presión estándar
para una alambre.
S Monte el rodillo de presión con eje de mangueta especial (núm. de pedido 0146
253 001).
Alambre con alma de fundente para rodillos estriados (accesorios)
S Cambie el rodillo de avance (1) y el rodillo de presión (5)ambosalavez,parala
dimensión de alambre a utilizar.
NOTA: Para el rodillo de presión se requiere un eje de mangueta especial (núm.
de pedido 0212 901 101).
S Apriete el tornillo de presión (4) ligeramente para no deformar el alambre con
alma de fundente.
ES

- 17 -
hfa8o1ca
4.4 Equipos de contacto para la soldadura SAW.
4.4.1 Para hilos simples 3,0 - 6,0 mm
Use del equipo de soldeo automático A6TF F1 (SAW) en
el que se incluye lo siguiente:
S Mecanismodeavancedealambre(1)
S Dispositivo de contacto (2)D35
S Mordazas de contacto (3)
Comprobar que se obtenga un buen contacto entre las
mordazas de contacto y el hilo de soldeo.
4.4.2 Para hilo doble2x2,0-3,0mm(D35)
Use del equipo de soldeo automático A6TF F1 Twin (SAW)
en el que se incluye lo siguiente:
S Mecanismodeavancedealambre(1)
S Dispositivo de contacto (2)D35
S Mordazas de contacto (3)
Comprobar que se obtenga un buen contacto entre las
mordazas de contacto y el hilo de soldeo.
S Tubos guía (4, 6)
Accesorios
S Enderezador de alambre delgado (5) a montar en el
extremo superior de la sujeción del mecanismo de
avance del alambre (1).
NOTA: Para montar el enderezador de alambre fino,
quite la placa (7) si la hay.
NOTA: No desmonte la placa de protección (8).
Regulación del hilo en la soldadura Twinarc:
S Regule los hilos en la unión para obtener un resultado óptimo, girando el
dispositivo de contacto. Los dos hilos se pueden girar para que queden en línea
con la unión uno detrás del otro o en cualquier posición hasta 90° atravésala
unión, es decir un hilo a cada lado de la unión.
ES

- 18 -
hfa8o1ca
4.5 Carga de polvo (soldadura SAW)
1. Cierre la válvula de polvo (1)enel
contenedor de polvo.
2. Si fuera necesario, soltar el ciclón del
succionador de polvo.
3. Cargue polvo.
¡ATENCIÓN! El polvo fundente debe estar seco.
4. Colocar el tubo de los polvos de forma que no se doble.
5. Regule la altura de la tobera de polvo sobre la
soldadura para obtener una cantidad de polvo
adecuada.
La cubierta de polvo debe ser lo suficientemente
alta para que el arco no la rompa.
ES

- 19 -
hfa8o1ca
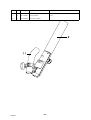
4.6 Transporte de la máquina de soldar automática
S Desacople las ruedas girando la palanca de bloqueo (1).
NOTA: Si es necesario izar la máquina de soldar automática, utilice la argolla de
elevación (2).
4.7 Modificación de la A6TF F1/ A6TF F1 Twin (soldadura SAW) a
soldadura MIG/MAG
Monte conforme a las instrucciones adjuntas al juego de modificación.
4.8 Modificación de la A6TF F1 (soldadura SAW) a Twin-arc
(hilo doble)
Monte conforme a las instrucciones adjuntas al juego de modificación.
ES

- 20 -
hfa8m1ca
5 MANTENIMIENTO
5.1 Generalidades
¡ATENCIÓN!
La garantía que ofrece el proveedor quedará sin efecto si el cliente efectúa cualquier
reparación en la máquina durante el período de vigencia de dicha garantía.
¡Atención! Antes de realizar cualquier operación de mantenimiento, comprobar que
la tensión de la red esté desconectada.
Para el mantenimiento a la caja de maniobra PEK, ver el manual de instrucciones
0460 948 xxx, 0460 949 xxx, 0459 839 036.
5.2 Diario
S Limpiar de polvo de soldadura y polvo las piezas móviles del equipo.
S Comprobar que la boquilla de contacto y todos los cables eléctricos estén
conectados.
S Comprobar que todas las uniones atornilladas estén apretadas y que la guía y
los rodillos motrices no estén gastados o averiados.
S Comprobar el par de frenado del cubo de freno. No debe ser tan pequeño que el
tambor de electrodo siga rotando al parar el avance de electrodo; ni tan grande
que patinen los carretes alimentadores. Par de frenado nominal para un tambor
de freno de 30 kg = 1,5 Nm.
Pour Ajuste del par de frenado ver la página 12.
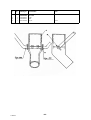
5.3 Periódicamente
S Controle los carbones del motor de
electrodos cada 3 meses. Reponga
cuando se hayan gastado hasta los
6 mm.
S Controle las guías deslizantes, lubrique
si están duras
S Controle la regulación del electrodo por
la unidad de alimentación, los rodillos motores
y la boquilla de contacto, cambie las piezas
gastadas o dañadas (ver piezas de desgaste
en la página 22).
S Si la tracción del carro comienza a moverse a tirones, controle que
la cadena esté tensada. Si es necesario debe tensarse la cadena.
S Cuando la cadena se deba tensar, afloje la tuerca (*1) y gire el eje excéntrico,
adjuste la tuerca nuevamente.
ES

- 21 -
hfa8f1ca
6 LOCALIZACIÓN DE AVERÍAS
6.1 Generalidades
Equipo
S Manual de instrucciones, Caja de maniobra PEK, referencia 0460 948 xxx,
0460 949 xxx, 0459 839 036.
S Instrucciones motor con engranaje A6 VEC, referencia 0443 393 xxx.
Comprobar
S que la fuente de corriente de soldadura tenga la tensión de red correcta
S que las 3 fases tengan tensión (independientemente del fasaje)
S que los conductos de soldadura y sus conexiones estén intactos
S que los mandos estén en las posiciones correctas
S antes de reparar: que la tensión de red esté desconectada
6.2 Fallos posibles
1. Síntoma Grandes variaciones del amperaje y la tensión en el display
numérico.
Causa 1.1 Abrazaderas o boquilla de contacto desgastados o de dimensión
incorrecta.
Medida Cambiar las abrazaderas o la boquilla.
Causa 1.2 Presión insuficiente de los carretes alimentadores.
Medida Aumentar la presión de los carretes.
2. Síntoma Avance de electrodo irregular.
Causa 2.1 Presión de los carretes alimentadores mal ajustada.
Medida Cambiar la presión de los carretes.
Causa 2.2 Dimensión incorrecta de los carretes alimentadores.
Medida Cambiar los carretes.
Causa 2.3 Guías de los carretes alimentadores desgastadas.
Medida Cambiar los carretes.
3. Síntoma Sobrecalentamiento de los conductos de soldadura.
Causa 3.1 Conexiones eléctricas defectuosas.
Medida Limpiar y apretar todas las conexiones.
Causa 3.2 Dimensionado insuficiente de los conductos de soldadura.
Medida Aumentar la dimensión de los cables o utilizar cables paralelos.
7 PEDIDOS DE REPUESTOS
Para encargar repuestos, diríjase al representante de ESAB más cercano (consulte
la contraportada). Al cursar el pedido, indique el tipo de máquina, su número de re-
ferencia y nombre, y el número de referencia del repuesto, que aparece en la lista
de la página 27. De este modo, la tramitación resultará más sencilla y se asegurará
de que recibe el repuesto correcto.
ES

PIEZAS DE DESGASTE
- 22 -
Wear parts
Feed rollers
SAW and MIG/MAG
Part no D (mm)
0218 510 281 1,6
0218 510 282 2,0
0218 510 283 2,5
0218 510 286 4,0
0218 510 287 5,0
0218 510 288 6,0
0218 510 298 3,0--3,2
SAW Twin (D35)
Part no D (mm)
0218 522 480 2,5
0218 522 481 3-- 3,2
0218 522 484 2,0
0218 522 486 1,2
0218 522 487 1,0
0218 522 488 1,6
SAW and MIG/MAG tubular wire
Part no D (mm)
0146 024 880 0,8--1,6
0146 024 881 2,0--4,0
MIG/MAG
Part no D (mm)
0145 538 880 0,6
0145 538 881 0,8
0145 538 882 1,0
0145 538 883 1,2
D (mm)
148 772--880 2,0--3,0

- 23 -
Wear parts
Pressure rollers
SAW and MIG/MAG tubular wire
Part no D (mm)
0146 025 880 0,8--1,6
0146 025 881 2,0--4,0
0146 025 882 5,0--7,0
SAW Twin
Part no
0218 524 580
0146 253 001 Stub shaft
0144 953 001 Sperical ball bearing
0190 452 178 W asher
Stub shaft for pressure roller
SAW tubular wire
Part no
0212 901 101
Contact jaws
SAW HD (D35)
Part no D (mm)
0265 900 880 3,0
0265 900 881 3,2
0265 900 882 4,0
0265 900 883 5,0
0265 900 884 6,0
SAW Twin HD
Part no D (mm)
0265 902 880 2,5--3,0
0265 902 881 2,0
0265 902 882 1,6
0265 902 883 4,0

- 24 -
Wear parts
Contact tip
MIG/MAG and SAW Twin LD (D35)
Part no D (mm)
0153 501 002 0,8
0153 501 004 1,0
0153 501 005 1,2
0153 501 007 1,6
0153 501 009 2,0
0153 501 010 2,4--2,5
MIG/MAG (D35)
Part no D (mm)
0258 000 908 1,2
0258 000 909 1,6
0258 000 910 2,0
0258 000 911 2,4
0258 000 913 1,0
0258 000 914 0,8
0258 000 915 3,2
Adapter for contact tip
SAW and MIG/MAG (D35)
Part no D (mm)
0147 333 001 M6 / M 10

CROQUIS ACOTADO
- 25 -
dimdoc

- 26 -
dimdoc

LISTA DE REPUESTOS
- 27 -
Sparefram
A6TF F1/ A6TF F1 Twin
Edition 2009-10-05
Ordering no. Denomination Notes
0461 235 880 A6 Mastertrac A6TF F1 SAW
0461 235 881 A6 Mastertrac A6TF F1 SAW, Twin
0461 235 890 A6 Mastertrac A6TF F1 SAW
0461 235 891 A6 Mastertrac A6TF F1 SAW, Twin

- 28 -
h461235s
Item
no.
Qty Ordering no. Denomination Notes
0461235880 Automatic welding machine A6TF F1 (156:1), SAW
1 1 0449490881 Carriage
2 1 0449254880 Carrier
3 1 0449252880 Slide travel kit, manual 90 mm
4 1 0449250880 Wire feed unit, right 156:1
5 1 0460504880 Control box PEK
6 1 0449253900 Cable set L=1,6m
6:2 1 0460907891 Motor cable 1,5 m
6:3 1 0461239881 Arc welding cable 1,7 m
6:4 1 0460908880 Pulse transducer cable 2m

- 29 -
h461235s
Item
no.
Qty Ordering no. Denomination Notes
0461235890 Automatic welding machine A6TF F1 (74:1), SAW
1 1 0449490881 Carriage
2 1 0449254880 Carrier
3 1 0449252880 Slide travel kit, manual 90 mm
4 1 0449250890 Wire feed unit, right 74:1
5 1 0460504880 Control box PEK
6 1 0449253900 Cable set L=1,6m
6:2 1 0460907891 Motor cable 1,6 m
6:3 1 0461239881 Arc welding cable 1,7 m
6:4 1 0460908880 Pulse transducer cable 2m

- 30 -
h461235s
Item
no.
Qty Ordering no. Denomination Notes
0460235881 Automatic welding machine A6TF F1 (156:1), SAW Twin
1 1 0449490881 Carriage
2 1 0449254880 Carrier
3 1 0449252880 Slide travel kit, manual 90 mm
4 1 0449250881 Wire feed unit, Twin 156:1
5 1 0460504880 Control box PEK
6 1 0449253900 Cable set L=1,6m
6:2 1 0460907891 Motor cable 1,6 m
6:3 1 0461239881 Arc welding cable 1,7 m
6:4 1 0460908880 Pulse transducer cable 2m

- 31 -
h461235s
Item
no.
Qty Ordering no. Denomination Notes
0461235891 Automatic welding machine A6TF F1 (74:1), SAW Twin
1 1 0449490881 Carriage
2 1 0449254880 Carrier
3 1 0449252880 Slide travel kit, manual 90mm
4 1 0449250891 Wire feed unit, Twin 74:1
5 1 0460504880 Control box PEK
6 1 0449253900 Cable set L=1,6m
6:2 1 0460907891 Motor cable 1,6 m
6:3 1 0461239881 Arc welding cable 1,7 m
6:4 1 0460908880 Pulse transducer cable 2m

- 32 -
h449490s
Item
no.
Qty Ordering no. Denomination Notes
0449490881 Carriage A6TFE/TGE
1 2 0334295880 Handle
2 2 0449205880 Guide arm complete
4 2 0334165880 Side plate
5 4 0229202280 Wheel
7 4 0219501013 Spring washer D18,1/10,2
8 1 0334198880 Front shaft with sprocket
9 1 0332947880 Bracket
12 4 0334264001 Flange bearing unit
15 1 0218201502 Chain 1/2"x4,88
16 1 0218201602 Chain lock simple 1/2"x4,88
17 1 0334160001 Stub shaft
20 1 0334163880 Sprocket
21 1 0334162880 Sprocket
22 1 0334161001 Excenter
23 1 0334197880 Rear shaft with chain wheel
24 1 0449480880 Cover complete
25 1 0449485881 Drive unit
30 1 0334167001 Bottom plate
31 2 0215701019 Circlip D25x1,2
32 1 0334189001 Gear wheel
35 1 0215701243 Wedge 5x5x65
36 1 0461242880 Pulse transducer cable 1,25m
38 1 0461241880 Motor cable
43 1 0333630001 Locking arm adjustable
44 1 0211102940 Roll pin D3x28
45 1 0215701016 Circlip D20
46 1 0334196001 Bushing
48 1 0334192880 Excenter
52 1 0221307001 Steel ball 7,94 mm
53 14 0219501101 Spring plate D8/3,2x0,3
60 1 0334171001 Plate
63 4 0278300180 Insulator
64 1 0334706001 Plate
66 8 0449206001 Clamp
68 4 0191498003 Cover plate
71 2 0192230107 Dummy plug D=16
72 1 0449487001 Attachment
73 1 0461213880 Motor attacment
75 1 0192784002 Sleeve plug 2-pol.
76 2 0192784102 Cap
77 1 0191998103 Attachment
79 1 0192784001 Pin plug 2-pol.
80 2 0192784101 Pin

- 33 -
h449490s

- 34 -
f449254s
Item
no.
Qty Ordering no. Denomination Notes
0449254880 Carrier
4 1 0334168880 Column
5 1 0334170001 Clamping ring
7 6 0219504307 Cup spring d20/10.2
8 3 0193571106 Locking plate steel 26/10,5x22
9 1 0193570129 Locking arm m10x32
12 1 0334176880 Reel holder
14 1 0146967880 Brake hub
17 1 0334297880 Box holder
21 1 0334185886 Box girder beam
30 1 0334707883 Thread steerer

- 35 -
f449252s
Item
no.
Qty Ordering no. Denomination Notes
0449252880 Slide travel kit, manual 90mm
1 2 0154465880 Slide manual L=90
2 1 0334171001 Plate
4 1 0334170001 Clamping ring
5 1 0334172001 Gear bracket

- 36 -
f154465s
Item
Qty Orderingno. Denomination Remarks
0154465880 Slide, manually operated L=90
1 1 0154464001 Slide frame
6 1 0154463880 Carriage with slide rails
7 6 0190509485 Stop screw M10x10
8 1 0154458001 End piece
10 2 0211102957 Roll pin D5x20
11 1 0154461001 Lead screw
16 1 0190531201 Ball bearing SKF 3201
17 1 0154456001 Lock nut
18 1 0154457001 Ball bearing cap
22 1 0334537001 Handle crank
23 1 0211102938 Roll pin D3x20

- 37 -
f449250s
Item
no.
Qty Ordering no. Denomination Notes
0449250880 Wire feed unit complete (Right mounted) SAW (156:1), Single
1 1 0145063906 Motor with gear A6 VEC (156:1), see separate manual
2 1 0147639880 Wire straightener, right mounted D35
3 1 0218810183 Insulated hand wheel
4 1 0334290882 Contact equipment D35/ L275
6 1 0148487880 Bracket for flux hopper
7 1 0147649881 Flux hopper 10 l
10 1 0457713001 Bar
20 1 0148493001 Cable holder
22 1 0334294001 Attachment
29 1 0449528001 Protection plate

- 38 -
f449250s
Item
no.
Qty Ordering no. Denomination Notes
0449250881 Wire feed unit complete (Right mounted) SAW (156:1), Twin
1 1 0145063906 Motor with gear A6 VEC (156:1), see separate manual
2 1 0147639887 Wire straightener, right mounted D35, Twin
3 1 0218810183 Insulated hand wheel
4 1 0334290882 Contact equipment D35/ L275
6 1 0148487880 Bracket for flux hopper
7 1 0147649881 Flux hopper 10 l
10 1 0457713001 Bar
20 1 0148493001 Cable holder
22 1 0334294001 Attachment
29 1 0449528001 Protection plate
30 1 0155300001 Plate
32 2 0156800002 Wire liner D8/4
35* 1 0146967880 Brake hub
36* 2 0154734001 Brake hub clamp
* Not shown in the picture

- 39 -
f449250s
Item
no.
Qty Ordering no. Denomination Notes
0449250890 Wire feed unit complete (Right mounted) SAW (74:1), Singel
1 1 0145063907 Motor with gear A6 VEC (74:1), see separate manual
2 1 0147639880 Wire straightener, right mounted D35
3 1 0218810183 Insulated hand wheel
4 1 0334290882 Contact equipment D35/ L275
6 1 0148487880 Bracket for flux hopper
7 1 0147649881 Flux hopper 10 l
10 1 0457713001 Bar
20 1 0148493001 Cable holder
22 1 0334294001 Attachment
29 1 0449528001 Protection plate

- 40 -
f449250s
Item
no.
Qty Ordering no. Denomination Notes
0449250891 Wire feed unit complete (Right mounted) SAW (74:1), Twin
1 1 0145063907 Motor with gear A6 VEC (74:1), see separate manual
2 1 0147639891 Wire straightener, right mounted D35, Twin
3 1 0218810183 Insulated hand wheel
4 1 0334290882 Contact equipment D35/ L275
6 1 0148487880 Bracket for flux hopper
7 1 0147649881 Flux hopper 10 l
10 1 0457713001 Bar
20 1 0148493001 Cable holder
22 1 0334294001 Attachment
29 1 0449528001 Protection plate
30 1 0155300001 Plate
32 2 0156800002 Wire liner D8/4
35* 1 0146967880 Brake hub
36* 2 0154734001 Brake hub clamp
40* 1 0145787880 Fine wire straightener
42* 1 0334278881 Guide insert for fine wire
* Not shown in the picture

- 41 -
f147639s
Item
no.
Qty Ordering no. Denomination Notes
0147639880 Straightener (right mounted)
1 1 0156449001 Clamp
4 1 0215503601 Insulating sleeve
5 1 0156530001 Clamp half D35
6 2 0212900001 Spacer screw
7 4 0215201209 Sealing, O-ring D11.3x2.4
8 2 0218400801 Pressure roller arm
9 1 0218810181 Handwheel, insulated
10 1 0218810182 Handwheel, insulated
11 3 0332408001 Stub shaft
13 3 0153148880 Pressure roller
14 1 0415498001 Pressure roller, upper
15 2 0212902601 Spacer screw
16 1 0415499001 Pressure roller, lower
19 2 0219501013 Spring washer D18.1/10.2
28 1 0156531001 Clamp half D35
30 1 0212 601110 Nut M10

- 42 -
f147639s
Item
no.
Qty Ordering no. Denomination Notes
0147639887 Straightener (right mounted) A6 D35 TWIN
1 1 0156449001 Clamp
4 1 0215503601 Insulating sleeve
5 1 0156530001 Clamp half
6 2 0212900001 Spacer screw
7 4 0215201209 Sealing, O-ring 11,3x2,4
8 2 0218400801 Pressure roller arm
9 1 0218810181 Handwheel, insulated
10 1 0218810182 Handwheel, insulated
11 2 0332408001 Stub shaft
12 1 0218524580 Pressure roller twin
13 2 0153148880 Pressure roller
14 1 0415498001 Pressure roller, upper
15 2 0212902601 Spacer screw
16 1 0415499001 Pressure roller, lower
19 2 0219501013 Spring washer d18,1/10,2
28 1 0156531001 Clamp half
30 1 0212601110 Nut M10

- 43 -
f147639s
Item
no.
Qty Ordering no. Denomination Notes
0147639891 Straightener (right mounted) A6 D35 TWIN (74:1)
1 1 0156449001 Clamp
4 1 0215503601 Insulating sleeve
5 1 0156530001 Clamp half D35
6 1 0212900001 Spacer screw
7 2 0215201209 Sealing, O--ring D11,3x2,4
8 1 0218400801 Pressure roller arm
9 1 0218810181 Handwheel, insulated
12 1 0218524580 Pressure roller twin
14 1 0415498001 Pressure roller, upper
15 1 0212902601 Spacer screw
19 2 0219501013 Spring washer D18,1/10,2
28 1 0156531001 Clamp half
30 1 0212601110 Nut M10

- 44 -
f334290s
Item
Qty Orderingno. Denomination Remarks
0334290882 Contact equipment single wire D35
2 1 0417959881 Contact jaw tube L=275
11 1 0153299880 Flux nozzle complete

- 45 -
f417959s
Item
no.
Qty Ordering no. Denomination Notes
0417959881 Contact jaw tube L = 275 mm
4 1 0443372001 Fitting bolt
5 4 0219504307 Cup spring d20/10.2, T=1.1
6 1 0417979001 Ring
8 1 0443344881 Contact tube L = 275 mm

- 46 -
f153299s
Item
no.
Qty Ordering no. Denomination Notes
0153299880 Flux nozzle complete
1 1 0153290002 Holder for flux pipe
2 1 0153296001 Flux pipe, bent
3 1 0153425001 Wheel

- 47 -
f147649s
Item
no.
Qty Ordering no. Denomination Notes
0147649881 Flux Hopper 10l
1 1 0154007001 Flux hopper
2 1 0148837001 Window (a6 flux hopper)
3 1 0147645001 Mounting
6 1 0153347880 Flux valve
7 1 0215201232 Sealing, O-ring 69,2x5,7
13 1 0020301780 Flux strainer
14 1 0443383002 Flux hose L=500

- 48 -
h153347s
Item
no.
Qty Ordering no. Denomination Notes
0153347880 Flux valve
1 1 0153348001 Outlet
2 1 0153349001 Shaft
3 1 0211102938 Roll pin d3x20

- 49 -
f145787s
Item
no.
Qty Ordering no. Denomination Notes
0145787880 Fine wire straightener for twin wire
1 1 0145788001 Case
2 2 0145789001 Roller
3 2 0145790001 Roller
4 2 0145791001 Searing bushing
5 2 0190240103 Bearing bushing D12/10
9 2 0145793001 Runner
11 2 0145794001 Knob
13 1 0145795001 Link
15 0151287001 Hose

ESAB AB
SE-695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
081016
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel:+4536300111
Fax:+4536304003
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel:+3902979681
Fax:+390297289181
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel:+4733121000
Fax:+4733115203
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
ESAB international AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel:+91334784517
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA
LLC ESAB
Moscow
Tel: +7 095 543 9281
Fax: +7 095 543 9280
LLC ESAB
St Petersburg
Tel: +7 812 336 7080
Fax: +7 812 336 7060
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50


















































ESAB A6TF F2 Manual de usuario
- Tipo
- Manual de usuario
- Este manual también es adecuado para
Documentos relacionados
-
ESAB A6 Mastertrac Manual de usuario
-
ESAB A6 DK Automatic welding machine Manual de usuario
-
ESAB A6 Manual de usuario
-
ESAB A6 Mastertrac A6TF F1 / A6TF F1 Twin Manual de usuario
-
ESAB A2 Welding heads Manual de usuario
-
-
-
-
ESAB A6 Mastertrac Tandem Manual de usuario
-
ESAB A6 Tandem Mastertrac Manual de usuario