ESAB A6 Mastertrac Tandem Manual de usuario
- Tipo
- Manual de usuario
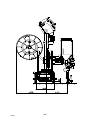
El ESAB A6 Mastertrac Tandem es una soldadora automática de dos cabezales que permite soldar uniones a tope en posición horizontal y vertical. Puede utilizarse con hilo sólido o tubular y permite soldar en tándem con dos fuentes de corriente y dos cajas de maniobras PEK. La carga máxima de soldadura es de 1500 A y el diámetro del hilo admitido es de 1,2 a 2,4 mm. La velocidad de soldadura es ajustable de 0,2 a 2,5 m/min.
El ESAB A6 Mastertrac Tandem es una soldadora automática de dos cabezales que permite soldar uniones a tope en posición horizontal y vertical. Puede utilizarse con hilo sólido o tubular y permite soldar en tándem con dos fuentes de corriente y dos cajas de maniobras PEK. La carga máxima de soldadura es de 1500 A y el diámetro del hilo admitido es de 1,2 a 2,4 mm. La velocidad de soldadura es ajustable de 0,2 a 2,5 m/min.




































-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36




































ESAB A6 Mastertrac Tandem Manual de usuario
- Tipo
- Manual de usuario
El ESAB A6 Mastertrac Tandem es una soldadora automática de dos cabezales que permite soldar uniones a tope en posición horizontal y vertical. Puede utilizarse con hilo sólido o tubular y permite soldar en tándem con dos fuentes de corriente y dos cajas de maniobras PEK. La carga máxima de soldadura es de 1500 A y el diámetro del hilo admitido es de 1,2 a 2,4 mm. La velocidad de soldadura es ajustable de 0,2 a 2,5 m/min.
Artículos relacionados
-
ESAB A6 Mastertrac Manual de usuario
-
ESAB A6 Manual de usuario
-
ESAB A6 DK Automatic welding machine Manual de usuario
-
ESAB A6 Mastertrac Tandem A6TF F2 Manual de usuario
-
-
-
ESAB A6 Tandem Mastertrac Manual de usuario
-
-
ESAB A6 Mastertrac A6TF F1 / A6TF F1 Twin Manual de usuario
-
ESAB A6S Arc Master/ A6S G Master/ A6S Compact 500 Manual de usuario