Lincoln Electric Tomahawk 625 Instrucciones de operación
- Tipo
- Instrucciones de operación

T
TOMAHAWK
™
625
MANUAL DEL OPERADOR
IMS10020
Enero, 2012
Para usarse con máquinas con Números de Código:
11580
• Sales and Service through Subsidiaries and Distributors Worldwide •
Cleveland, Ohio 44117-1199 U.S.A. TEL: 216.481.8100 FAX: 216.486.1751 WEB SITE: www.lincolnelectric.com
• World's Leader in Welding and Cutting Products •
Copyright © Lincoln Global Inc.
La seguridad depende de
usted
El equipo de soldadura por arco
y de corte Lincoln está diseñado
y construido teniendo la seguri-
dad en mente. Sin embargo, su
seguridad general puede incre-
mentarse por medio de una ins-
talación adecuada… y una ope-
ración cuidadosa de su parte.
NO INSTALE, OPERE O REPA-
RE ESTE EQUIPO SIN LEER
ESTE MANUAL Y LAS PRE-
CAUCIONES DE SE GURIDAD
CONTENIDAS EN EL MISMO.
Y, lo más importante, piense
antes de actuar y sea cuidadoso.

PROTÉJASE USTED Y A LOS DEMÁS CONTRA POSIBLES LESIONES GRAVES, INCLUSO MORTALES. MANTENGA
A LOS NIÑOS ALEJADOS DEL EQUIPO. LAS PERSONAS CON MARCAPASOS DEBEN CONSULTAR A SU DOCTOR
ANTES DE OPERAR ESTE EQUIPO
Lea y entienda los siguientes mensajes de seguridad. Para información adicional acerca de la seguridad, se recomienda comprar un ejem-
plar de “Safety in Welding & Cutting - ANSI Standard Z49.1” de la Sociedad Norteamericana de Soldadura, P.O. Box 351040, Miami, Florida
33135 ó CSA Norma W117.2.
ASEGÚRESE DE QUE SÓLO PERSONAS CALIFICADAS REALICEN TODOS LOS PROCEDIMIENTOS DE
INSTALACIÓN, OPERACIÓN, MANTENIMIENTO Y REPARACIÓN.
Las CHISPAS DE CORTE
pueden provocar un
incendio o una explosión
.
4.a. .Elimine los riesgos de incendio del área de
corte por plasma o desbaste. Si no es posible,
cúbralos para evitar que las chispas de corte o desbaste ini-
cien un incendio. Recuerde que las chispas de soldadura y
materiales calientes del corte por plasma o desbaste pueden
fácilmente penetrar por fisuras y aberturas pequeñas y
pasar a las áreas adyacentes. Evite cortar o desbastar cerca
de líneas hidráulicas. Tenga siempre disponible un extin-
guidor de incendios
4.b. Si se utilizan gases comprimidos en el sitio de trabajo,
deberán aplicarse precauciones especiales para evitar situa-
ciones peligrosas. Consulte “Seguridad en la Soldadura y
Corte” (Estándar ANSI Z49.1) y la información de operación
del equipo que se está utilizando.
Los RAYOS DEL ARCO
pueden causar quemadurtas.
2.a. Utilice lentes y un recubrimiento con el filtro
adecuado y placas de cubierta para proteger la
vista de chíspas y rayos del arco al realizar u
observar corte con arco o desbaste. Los lentes,
careta y filtros deben cumplir con las normas ANSI Z87. I.
2.b. Usar ropa adecuada hecha de material resistente a la flama
durable para protegerse la piel propia y la de los ayudantes de
los rayos del arco.
2.c. Proteger a otras personas que se encuentren cerca del arco,
y/o advertirles que no miren directamente al arco ni se
expongan a los rayos del arco o a las salpicaduras o metal.
La DESCARGA ELÉCTRICA
puede causar la muerte.
1.a.
Los circuitos del electrodo y de trabajo están
eléctricamente con tensión cuando el equipo de
soldadura está encendido. No tocar esas piezas
con tensión con la piel desnuda o con ropa
mojada. Usar guantes secos sin agujeros para
aislar las manos
.
1.b. Cuando la fuente de poder opera en exceso se producen
voltajes de 250 voltios. Esto origina un riesgo serio de
descarga eléctrica, incluso puede ser fatal.
1.c. Aíslese del trabajo y tierra utilizando aislamiento seco.
Cuando corte o desbaste en lugares húmedos, en estruc-
turas metálicas como pisos, rejas o andamios y cuando tra-
baje sentado o acostado, asegúrese de que el aislamiento
es lo suficientemente grande para cubrir toda el área de
contacto físico con el trabajo y tierra.
1.d. Asegurar siempre que el cable de trabajo tenga una buena
conexión eléctrica con el metal que se está soldando o en des-
baste. La conexión debe ser lo más cercana posible al área
donde se va a soldar o de desbaste.
1.e. Conectar el trabajo o metal que se va a soldar a una buena
toma de tierra eléctrica.
1.f. Mantenga la antorcha de plasma, el cable y opinza de trabajo
en condiciones de funcionammiento buenas y segurass.
Reemplace el aislameinto dañado.
1.g. Nunca sumergir el electrodo en agua para enfriarlo o corte por
plasma o desbaste bajo el agua.
1.h. Cuando se trabaje en alturas, usar un cinturón de seguridad
para protegerse de una caída si hubiera descarga eléctrica.
1.i. Opere el arco piloto con precaución. El arco piloto puede
quemar al operador , a los demás aún cuando portan ropa
de seguridad.
1.j. Consulte también los incisos 4c y 6.
ADVERTENCIA
El CORTE POR PLASMA o DESBASTE puede ser peligroso.
Los Humos y Gases
Pueden Ser Peligrosos.
3.a. L
a soldadura puede producir humos y
gases peligrosos para la salud. Evite res-
pirarlos. Durantela soldadura, mantener la
cabeza alejada de los humos. Utilice ven-
tilación y/o extracción de humos junto al
arco para mantener los humos y gases
alejados de la zona de respiración
.
Cuando se corta por plasma o desbaste en un cable de
acero plateado -cadmio y otros metales o revestimientos
que producen humos altamente tóxicos, mantenga la
exposición lo más baja posible y dentro de los límites
OSHA PEL y ACGIH TLV aplicable
utilizando un sistema
de extracción local o una ventilación mecánica. En espa-
cios confinados o en algunas situaciones, a la intemperie,
puede ser necesario el uso de respiración asistida
.
Asimismo, se requieren precacuiones adicionales al soldar
en acero galvanizado.
3. b. La operación de equipo de de control de humos por
corte por plasma o desbaste se puede verse afecta-
da por diversas causas entre las que se incluyen el
uso inadecuado y colocación del equipo, manten-
imiento del equipo y procedimeintos y aplicaciones
específicas involucradas. El nivel de exposición del
trabajador deben verificarse en la instalación y
después periódicamente a fin de tener la certeza de
que se trabaja dentro de los límites OSHA PEL y
ACGIH TLV aplicables.
3.c.
No utilice equipo de corte por plasma o desbaste en
lugares cercanos a vapores de hidrocarburos clo-
rados provenientes de operaciones de desengrase,
limpieza o rociado. El calor y rayos del arco pueden
reaccionar con los vapores del solvente para formar
fosgeno, un gas altamente tóxico, y otros productos
irritantes
.
3.d. Los gases utilizados para el corte por plasma y des-
baste pueden desplazar el aire y causar lesiones o la
muerte. Siempre cuente con la ventilación suficiente,
especialemtne en áreas cerradas, a fin de asegurar
que el aire que se respira es seguro
3.e. Lea y entienda las instrucciones del fabricante para
este equipo y siga siempre las prácticas de seguridad
para el empleado.
i
SEGURIDAD
i

ii
SEGURIDAD
ii
Visite http://www.lincolnelectric.com/safety para obtener información de seguridad adicional.
4.c. Cuando no corte o desbaste, asegúrese de que ninguna parte
del circuito del electrodo esté tocando el trabajo o tierra. El
contacto accidental puede provocar sobrecalentamiento e
incendios.
4.d. No corte o desbaste tanques, cilindros o contenedores hasta
que se hayan tomado los pasos adecuados para asegurar que
dichos procedimientos no causarán vapores inflamables o tóxi-
cos a partir de las sustancias en su interior. Éstas pueden
causar una explosión aún cuando hayan sido “limpiadas”.
Para mayor información, adquiera “Prácticas de Seguridad
Recomendadas para la Preparación de Soldadura y Corte de
Contenedores y Tuberías que Han Albergado Sustancias
Peligrosas”, AWS F4.1 de la Sociedad Estadounidense de
Soldadura (vea la dirección anterior).
4.e. Ventile los recipientes o contenedores antes de calentar, cortar
o desbastar. Pueden explotar.
4.f. No llene de combustible el equipo de combustión interna cerca
del área donde se corta por plasma o se desbasta.
4.g. Las chispas o salpicaduras brincan del arco de plasma. Utilice
lentes de seguridad, protección auditiva y ropa protectora libre
de aceite como guantes de piel, camisa gruesa, pantalones sin
dobleces, zapatos altos y una gorra sobre su cabello. Use
tapones para los oídos cuando corte o desbaste fuera de posi-
ción o en lugares confinados. Siempre utilice lentes de seguri-
dad con protecciones laterales cuando se encuentre en el área
de corte o desbaste.
4.h. Conecte el cable de trabajo al trabajo tan cerca como sea posi-
ble del área de corte o desbaste según sea práctico. Los
cables de trabajo conectados a la estructura del edificio u otros
lugares lejanos al área de corte o desbaste, aumentan la posi-
bilidad de paso de corriente por cadenas de elevación, cables
de grúas u otros circuitos alternos. Esto puede crear riesgos
de incendio o sobrecalentar las cadenas de elevación o cables
hasta que fallen.
4.I. Lea y siga el Estándar NFPA 51B “ para Prevenciòn Durante la
Sldadura, Corte u otro Trabajo Energizado”, disponib le en
NFPA, 1 Batterymarch Park,PO box 9101, Quincy, Ma
022690-9101.
Para equipo accionado
ELÉCTRICAMENTE.
6.a. Apague la alimentación utilizando el inter-
ruptor de desconexión en la caja de fusibles
antes de trabajar en el equipo.
6.b. Instale el equipo conforme al Código
Eléctrico Nacional de E.U.A., todos los códigos locales y las
recomendaciones del fabricante.
6.c. Aterrice el equipo conforme al Código Eléctrico Nacional de
E.U.A. y las recomendaciones del fabricante.
Si sufre algún daño, el
CILINDRO puede explotar.
5.a. Utilice únicamente cilindros de gas com-
primido que contengan el gas correcto para el
proceso usado, y reguladores que operen ade-
cuadamente y que estén diseñados para el gas
y presión que se están utilizando. Todas las mangueras,
conectores, etc., deberán ser convenientes para la apli-
cación y mantenerse en buenas condiciones.
5.b. Siempre mantenga los cilindros en posición vertical, encade-
nados en forma segura a un carro de transporte o soporte fijo.
5.c. Los cilindros deberán ubicarse:
• Lejos de las áreas donde puedan golpearse o estar suje-
tos a daños físicos.
• A una distancia segura del corte por plasma o desbaste,
operaciones de soldadura por arco y cualquier otra fuente
de calor, chispas o flama.
5.d. Nunca permita que ninguna parte del electrodo, antorcha o
cualquier otra parte “eléctricamente” caliente toque un cilin-
dro.
5.e. Mantenga su cabeza y cara lejos de la salida de la válvula
del cilindro cuando abra esta válvula.
5.f. Los tapones de protección de la válvula siempre deberán
estar en su lugar y apretarse con la mano excepto cuando
el cilindro esté en uso o conectado para su uso.
5.g. Lea y siga las instrucciones sobre cilindros de gas comprimi-
do, equipo asociado y la publicación P-l de CGA,
“Precauciones para Manejo Seguro de Gases Comprimidos
en Cilindros,”disponible de la Asociación de Gas Comprimido
1235 Jefferson Davis Highway, Arlington, VA 22202.
Los CAMPOS ELÉCTRICOS
Y MAGNÉTICOS pueden ser
peligrosos
8.a. La corriente eléctrica que fluye a través de
algún conductor provoca Campos Eléctricos y
Magnéticos (EMF) localizados. La corriente de
corte o desbaste crea campos EMF alrededor de
los cables de la antorcha y máquinas de corte.
8.b. Los campos EMF pueden interferir con algunos marcapa-
sos, así que los operadores que tengan uno deberán con-
sultar a su médico antes de cortar o desbastar.
8.c. La exposición a los campos EMF durante el corte o des-
baste pueden tener otros efectos de salud que todavía se
desconocen.
8d. Todos los operadores deberán aplicar los siguientes proced-
imientos a fin de minimizar la exposición a campos EMF del
circuito de corte o desbaste:
8.d.1. Enrute los cables de la antorcha y trabajo juntos –
Asegúrelos con cinta cuando sea posible.
8.d.2. Nunca enrede el cable de la antorche alrededor de su
cuerpo.
8.d.3. No coloque su cuerpo entre la antorcha y los cables
de trabajo. Si el cable de la antorcha está a su
derecha, el cable de trabajo deberá también estarlo.
8.d.4. Conecte el cable de trabajo que va a la pieza de tra-
bajo tan cerca como sea posible del área que está
siendo cortada o desbastada.
8.d.5. No trabaje al lado de la fuente de poder de corte.
El ARCO DE PLASMA puede
causar lesiones.
7.a. Mantenga su cuerpo alejado de la tobera y
arco de plasma.
7.b. Opere el arco del piloto con precaución. Éste es capaz de
quemar al operador, a otros e incluso atravesar la ropa de
seguridad.
La página se está cargando...
La página se está cargando...

vv
Gracias
por seleccionar un producto de CALIDAD fabricado por Lincoln
Electric. Queremos que esté orgulloso al operar este producto de
Lincoln Electric Company••• tan orgulloso como lo estamos como lo
estamos nosotros al ofrecerle este producto.
Lea este Manual del Operador completamente antes de empezar a trabajar con este equipo. Guarde este manual y ténga-
lo a mano para cualquier consulta rápida. Ponga especial atención a las diferentes consignas de seguridad que aparecen a lo
largo de este manual, por su propia seguridad. El grado de importancia a considerar en cada caso se indica a continuación.
ADVERTENCIA
Este mensaje aparece cuando la información que acompaña debe ser seguida exactamente para evitar daños person-
ales graves o incluso la pérdidad de la vida.
Este mensaje aparece cuando la información que acompaña debe ser seguida
para evitar daños personales menos graves
o daños a este equipo.
PRECAUCIÓN
Favor de Examinar Inmediatamente el Cartón y el Equipo para Verificar si Existe Algún Daño
Cuando este equipo se envía, el título pasa al comprador en el momento que éste recibe el producto del trans-
portista. Por lo tanto, las reclamaciones por material dañado en el envío las debe realizar el comprador en con-
tra de la compañía de transporte en el momento en el que recibe la mercancía.
Por favor registre la información de identificación del equipo que se presenta a continuación para referencia
futura. Esta información se puede encontrar en la placa de identificación de la máquina.
Producto _________________________________________________________________________________
Número de Modelo _________________________________________________________________________
Número de Código o Código de Fecha__________________________________________________________
Número de Serie___________________________________________________________________________
Fecha de Compra__________________________________________________________________________
Lugar de Compra_________________________________________________________________________
En cualquier momento en que usted solicite alguna refacción o información acerca de este equipo proporcione
siempre la información que se registró anteriormente. El número de código es especialmente importante al
identificar las partes de reemplazo correctas.
Registro del Producto En Línea
- Registre su máquina con Lincoln Electric ya sea vía fax o a través de Internet.
• Para envío por fax: Llene la forma en la parte posterior de la declaración de garantía incluida en el paquete de literatura
que acompaña esta máquina y envíe por fax la forma de acuerdo con las instrucciones impresas en
ella.
• Para registro en línea: Visite nuestro
SITIO WEB en www.lincolnelectric.com. Seleccione “Vínculos Rápidos” y después
“Registro de Producto”. Por favor llene la forma y presente su registro.
POLÍTICA DE ASISTENCIA AL CLIENTE
El negocio de la Lincoln Electric Company es fabricar y vender equipo de soldadura, consumibles y equipo de corte de alta calidad, Nuestro
reto es satisfacer las necesidades de nuestros clientes y exceder sus expectativas. A veces, los compradores pueden pedir consejo o infor-
mación a Lincoln Electric sobre el uso de sus productos. Les respondemos con base en la mejor información que tengamos en ese momen-
to. Lincoln Electric no está en posición de garantizar o avalar dicho consejo, y no asume ninguna responsabilidad con respecto a dicha infor-
mación o guía. Expresamente declinamos cualquier garantía de cualquier tipo, incluyendo cualquier garantía de conveniencia para el fin par-
ticular de algún cliente, con respecto a dicha información o consejo. Como un asunto de consideración práctica, tampoco podemos asumir
ninguna responsabilidad por actualizar o corregir dicha información o consejo una vez que se ha dado, ni tampoco el hecho de proporcionar
la información o consejo crea, amplía o altera ninguna garantía en relación con la venta de nuestros productos.
Lincoln Electric es un fabricante responsable, pero la selección y uso de productos específicos vendidos por el mismo está únicamente den-
tro del control del cliente, y permanece su sola responsabilidad. Varias variables más allá del control de Lincoln Electric afectan los resulta-
dos obtenidos al aplicar estos tipos de métodos de fabricación y requerimientos de servicio.
Sujeto a Cambio – Esta información es precisa en nuestro mejor leal saber y entender al momento de la impresión. Sírvase consultar
www.lincolnelectric.com para cualquier información actualizada.

TABLA DE CONTENIDO
Página
Instalación ......................................................................................................................Sección A
Especificaciones técnicas ....................................................................................................A-1
Precauciones de Seguridad .................................................................................................A-2
Seleccione el lugar apropiado ..............................................................................................A-2
Estibado ...............................................................................................................................A-2
Inclinación ............................................................................................................................A-2
Protección contra interferencias de alta frecuencia .............................................................A-2
Conexiones de las entradas eléctricas.................................................................................A-2
Conexiones de la entrada de gas.........................................................................................A-3
Conexiones de salida ...........................................................................................................A-3
Antorcha........................................................................................................................A-3
________________________________________________________________________________
Operación .......................................................................................................................Sección B
Precauciones de Seguridad .................................................................................................B-1
Descripción...........................................................................................................................B-1
Temperatura del precalentamiento para el corte con plasma ..............................................B-1
Responsabilidades del usuario ............................................................................................B-2
Características y controles operativos .................................................................................B-2
Características y ventajas del diseño...................................................................................B-2
Capacidad de corte ..............................................................................................................B-3
Vida útil de los consumibles .................................................................................................B-3
Limitaciones .........................................................................................................................B-4
Controles y configuraciones ........................................................................................B-4, B-5
Proceso de corte...........................................................................................................B-5, B-6
Discusión del arco piloto ......................................................................................................B-7
Recomendaciones para los procedimientos ........................................................................B-7
Generalidades...............................................................................................................B-7
Sugerencias para las utilidades adicionales del sistema
TOMAHAWK™ 625 ......................B-8
Torch Part Configuration .....................................................................................B-9, B-10
________________________________________________________________________________
Accesorios .......................................................................................................Sección C
________________________________________________________________________________
Mantenimiento .................................................................................................Sección D
Precauciones de Seguridad ..................................................................................D-1
Mantenimiento de rutina........................................................................................D-1
Mantenimiento periódico .......................................................................................D-1
________________________________________________________________________
Identificación y solución de problemas.........................................................Sección E
Precauciones de Seguridad...................................................................................E-1
Como usar la guia de identificación y soluciones de problemas ...........................E-1
Las Señales Error..................................................................................................E-2
Guia de identificación y solución de problemas...........................................E-3 a E-7
________________________________________________________________________
Diagramas del cableado..................................................................................
Sección F
Diagrama del cableado..........................................................................................F-1
________________________________________________________________________
Lista de partes .................................................................................................Apéndice
TOMAHAWK™ 625.....................................................................................Serie P-626
Antorcha........................................................................................................P-210-W
________________________________________________________________________
vivi

A-1
INSTALACIÓN
A-1
Peso incluyendo
el cable
de la antorcha
34.0 lbs.
15.4 kg.
ENTRADA – MONOFASICA 50/60 HERTZ
SALIDA NOMINAL A 40° C
SALIDA
TAMAÑOS RECOMENDADOS PARA LOS CABLES Y LOS FUSIBLES DE LA ENTRADA
GASTO DE GAS REQUIERIDO PRESIÓN DE GAS REQUERIDA
DIMENSIONES FÍSICAS
ESPECIFICACIONES TÉCNICAS -TOMAHAWK™ 625
Voltaje Estándar
Ciclo de trabajo
100%
60%
35%
Rango de
la corriente
10-40 Amps
Voltaje de
CA a la
entrada a
50/60
hertz
230V-1Ø
208V-1Ø
Fusible (que-
mado lento)
disyuntor de
circuito (tipo
retardo)
30 AMPS #12 (3.3 mm
2
)
2 cables de alimentación a la entrada
1 cable a tierra
#12 (3.3 mm
2
)
Escriba a máquina
S, SO, ST, STO
o uso excep-
cionalmente duro cuerda de entrada
AWG (Calibre de cable americano) (IEC)
Profundidad
18.9 in.
480 mm
Ancho
8.5 in.
215 mm
Alto
15.2 in.
385 mm
Voltaje de
circuito abierto
460 VDC
Para todas las aplicaciones de corte con plasma
Basado en el Código Eléctrico Nacional de los EUA (NEC)
Temperatura ambiente de 30°C o menor
Corriente piloto
12 Amps
AMPS DE LA CORRIENTE
24 A
29 A
40 A
VOLTIOS de VOLTAJE
89.6 VDC
91.8 VDC
96.0 VDC
208V, 230V ±10% / 1 / 50 / 60Hz
70 PSI @ 125-200 SCFH
( 5 Bar. @ 80±20 litros/min.)
80 a 110 PSI
(6 Bar. a 7.5 Bar.)
40 A
Salida
Tamaño de la cablija del
cable de la entrada
6-50P
TOMAHAWK™ 625
RANGOS DE TEMPERATURA
RANGO DE TEMPERATURA DE OPERACIÓN
-10°C a +40°C
RANGO DE TEMPERATURA DE ALMACENAJE
-10°C a +40°C

A-2
INSTALACIÓN
TOMAHAWK™ 625
A-2
Antes de instalar la TOMAHAWK™ 625 lea toda la
sección de instalación.
PRECAUCIONES DE SEGURIDAD
UNA DESCARGA ELÉCTRICA PUEDE CAUSAR LA MUERTE.
• Esta instalación sólo la debe hacer per-
sonal debidamente calificado.
• Antes de trabajar en éste equipo, CORTE
la alimentación de energía desde el inter-
ruptor o desde la caja de fusibles. Antes
de trabajar en este equipo, apague la ali-
mentación de la potencia hacia cualquier
otro equipo que se encuentre conectado
al sistema de soldadura desde el inter-
ruptor de desconexión o desde la caja de
fusibles.
• No toque las partes eléctricamente activas.
• Cuando vaya a enchufar el cordón eléctrico al toma corri-
ente, APAGUE el interruptor de la TOMAHAWK
TM
625.
___________________________________________
SELECCIONE UN LUGAR ADECUADO
Coloque la soldadora en un lugar donde el aire de
enfriamiento pueda circular libremente hacia dentro
pasando a través de las rejillas traseras del gabinete
y hacia afuera a través de los costados laterales y la
parte frontal del gabinete. Se debe evitar al máximo
que la suciedad, el polvo y cualquier material extraño
entre a la máquina. Si no sigue estas precauciones se
pueden generar temperaturas de operación excesivas
y apagados ruidosos.
Cuando utilice una alimentación de aire externa para
la TOMAHAWK™ 625, debe ser una fuente de aire
limpio, seco o de nitrógeno. El aceite en el aire es un
problema grave que debe evitar. La presión de la ali-
mentación debe ser entre 80 y 150 psi. El índice del
flujo debe ser de aproximadamente 4.0 cfm (113
l/min). Si no se observan estas precauciones pueden
generar temperaturas de operación excesivas o dañar
el soplete.
ESTIBADO
La TOMAHAWK
TM
625 no debe apilarse
INCLINACIÓN
La TOMAHAWK
TM
625 debe ubicarse sobre una
superficie estable y bien nivelada para evitar que
pueda volcarse.
PROTECCIÓN CONTRA INTERFER-
ENCIA DE FRECUENCIA ALTA
La TOMAHAWK
TM
625 utiliza un mecanismo de arranque tác-
til para iniciar el arco que elimina las emisiones de alta fre-
cuencia en la máquina, a comparación de los generadores
con salto de chispa y del tipo estado sólido con altas frecuen-
cias. Tome en cuenta que estas máquinas pueden ser uti-
lizadas en lugares donde operen máquinas que generan alta
frecuencia. Si se toman las siguientes medidas, podrá mini-
mizar las interferencias causadas por la alta frecuencia en la
TOMAHAWK
TM
625.
(1) Asegúrese que el chasis de la alimentación de energía
se encuentre bien aterrizado. La tierra de la terminal de
trabajo NO aterriza el bastidor de la máquina.
(2) Mantenga la pinza de trabajo aislada de otras
abrazaderas que tengan alta frecuencia.
(3) Si la la pinza de trabajo no se puede aislar, entonces
manténgala lo más alejada posible de las demás conex-
iones de las pinzas de trabajo.
(4) Cuando ubique a la máquina en el interior de un edificio
con estructura metálica, le recomendamos utilizar tierras
de la periferia del edificio que tengan una buena conduc-
ción eléctrica.
Si no observa estos procedimientos recomendados para la
instalación, puede causar que la TOMAHAWK
TM
625 no fun-
cione adecuadamente, e incluso dañar el sistema de control
o los componentes de la alimentación de energía.
CONEXIONES ELÉCTRICAS DE ENTRADA
La TOMAHAWK
TM
625 viene clasificada para voltajes de
entrada de 208VCA y 230VCA. Antes de instalarla, verifique
que el voltaje de la alimentación de entrada, la fase y la fre-
cuencia sean las mismas que el del voltaje, fase y frecuencia
de la máquina conforme a lo que se especifique en la placa
de capacidades nominales de la máquina.
• La TOMAHAWK
TM
625 sólo debe conectarla un electricista
debidamente calificado. La instalación debe hacerse sigu-
iendo las normas de los códigos locales.
Cuando se utilice sobre motores impulsores, tome en cuenta
las restricciones del voltaje de entrada antes mencionadas, y
las siguientes precauciones.
La TOMAHAWK
TM
625 puede operarse sobre generadores
impulsados por motores siempre y cuando los 230 voltios
auxiliares cumplan las siguientes condiciones:
• La forma de la onda de la CA del voltaje pico se encuentre
debajo de 400 voltios.
• La frecuencia de la forma de la onda de CA sea entre 45 y
65 HZ.
• El voltaje de las RMS de la forma de la onda de la CA siem-
pre sea superior a 208VC.
ADVERTENCIA

A-3
INSTALACIÓN
TOMAHAWK™ 625
A-3
Los motores de avance Lincoln siguientes satisfacen estas
condiciones cuando se operan en modo de alta velocidad:
Motores de avance
Outback 180, Ranger 225
, 250LPG,
305G y 305D.
Motores de avance Vantage 300, 400, 500 y Air Vantage
.
No se recomienda operar la TOMAHAWK™ 625 en motores
de avance que no cumplan con estas condiciones. Tales
combinaciones pueden aplicar un voltaje excesivo a la ali-
mentación de energía de la TOMAHAWK™ 625.
CONEXIONES DE ENTRADA DE GAS
(Alimentación de aire externo)
Alimente a la TOMAHAWK™ 625 con a aire o nitrógeno
limpio y comprimido.
• La presión de la alimentación debe ser entre 80 y 110
psi.
• El gasto debe ser de aproximadamente
125 - 200
SCFH (80 ±20 L/min).
NOTA: El aceite en la alimentación del aire de la TOMA-
HAWK™ 625 puede causar problemas serios. Sólo
debe usar alimentaciones de aire limpias.
• El gas comprimido puede ser alimentado mediante el acce-
sorio que se incluye con la máquina, o a mediante el cordón
de ¼-19 BSPP de la parte posterior de la máquina. Para uti-
lizar el accesorio de aire que se incluye con la máquina
(empacado dentro del kit de consumibles), aplique cinta de
teflón a los rosques de fijación e instálela en el puerto que
se encuentra la parte posterior de la misma.
• Si utiliza aire comprimido, se recomienda instalar un filtro en
la línea de alimentación después de la conexión del aire
que va a la TOMAHAWK™ 625.
• Se recomienda utilizar un filtro estándar en línea con
capacidad nominal para cinco micrones; sin embargo, para
obtener un funcionamiento óptimo, seleccione un prefiltro
con una clasificación absoluta para 3 micrones.
En caso no se encuentren disponibles ninguno de
estos filtros con una clasificación menor o igual, se
puede utilizar uno de 20 micrones. Los elementos de
filtro en línea por lo general filtrarán el aire y
restringirán poco el flujo del aire hasta que el elemen-
to tenga una contaminación del 75%. Después de ese
punto, se presentará una caída evidente en la presión
de la línea. Cuando la presión indique una caída de 8-
10 psi debe cambiar los elementos del filtro; sin
embargo, para que la TOMAHAWK™ 625 funcione de
manera óptima, el elemento del filtro debe reem-
plazarse cuadno o antes de que la caída de presión
alcance los 8 psi. Asegúrese de seleccionar un filtro
que acomode el índice de flujo necesario para la
TOMAHAWK™ 625, conforme a lo que se especifica
en la sección de Instalación del presente manual de
instrucciones bajo el encabezado “Conexiones de
entrada de gas”.
NOTA: Cuando utilice gas nitrógeno de un cilindro,
éste debe contar con un regulador de presión.
• Los psi máximos procedentes de un cilindro
de gas nitrógeno hacia el regulador de la
TOMAHAWK™ 625 nunca deben exceder de
110 psi.
• Instale una manguera entre el regulador del
cilindro de gas nitrógeno y la entrada de gas
de la TOMAHAWK™ 625.
El CILINDRO PUEDE EXPLOTAR
si se daña.
• Mantenga al cilindro con su
parte superior hacia arriba y
encadenado a un soporte fijo.
• Mantenga al cilindro alejado de
las áreas donde pueda sufrir
algún daño.
• Nunca debe levantar la máquina cuando esté
acoplada a un cilindro.
• Nunca permita que la antorcha de corte toque
al cilindro.
• Mantenga al cilindro alejado de las partes eléc-
tricas energizadas.
• Presión máxima a la entrada 110 psi.
------------------------------------------------------------------------
CONEXIONES DE SALIDA
Antorcha
El TOMAHAWK™ 625 se envía de la fábrica con un
soplete cortador y una abrazadera del trabajo inclui-
dos. La abrazadera del trabajo se debe conectar con
seguridad con el pedazo del trabajo. Si se pinta el
pedazo del trabajo o extremadamente sucio puede
ser necesario exponer el metal pelado para hacer una
buena conexión eléctrica.
ADVERTENCIA

B-1
OPERACIÓN
TOMAHAWK™ 625
B-1
PRECAUCIONES DE SEGURIDAD
DESCRIPCIÓN
La TOMAHAWK™ 625 es una fuente de poder de
corriente constante y continua que controla a la fuente
de energía de plasma para corte. Ofrece característi-
cas superiores y un arranque confiable, visibilidad del
corte y estabilidad del arco. El sistema de control
cuenta con un mecanismo de seguridad para asegu-
rarse que la boquilla y el electrodo se encuentren en
su lugar antes de realizar algún corte o desbaste.
Esto es muy importante debido a los altos voltajes
que se encuentran presentes.
La TOMAHAWK™ 625 viene con un regulador de aire
y manómetro estándar. La máquina también viene
con una cuerda de la energía de entrada, antorcha de
mano con un 20' longitud de cable. En la compra de la
TOMAHAWK™ 625 se incluyen consumibles para
que puedan empezar a hacer sus cortes desde el
momento en que la saque de la caja. También puede
ordenar consumibles en paquetes por separado.
La TOMAHAWK™ 625 iniciará el arco de plasma
mediante un mecanismo de arranque táctil sencillo
pero confiable. Este sistema elimina muchos de los
problemas de fallas que se asocian a los sistemas de
arranque con altas frecuencias.
TEMPERATURA DE PRECALEN-
TAMIENTO PARA CORTES CON
PLASMA
En la mayoría de las aplicaciones el control de la tem-
peratura de precalentamiento no se necesita cuando
se realizan trabajos de corte o debaste con arco de
plasma. El control de temperatura del precalentamien-
to puede requerirse en aceros con una alta aleación
al carbón y aluminios tratados al calor para controlar
la resistencia a las fisuras y la dureza. Las condi-
ciones de trabajo, códigos aplicables, niveles de lib-
eración, y otras consideraciones también pueden
requerir un control para la temperatura del precalen-
tamiento. Como punto inicial, se recomienda utilizar la
temperatura mínima de precalentamiento que se
menciona más adelante. Se pueden utilizar temperat-
uras superiores según lo requieran las condiciones
del trabajo y/o los códigos aplicables. Si en la cara del
corte se presentan fisuras o dureza excesiva, es posi-
ble que se requiera una temperatura de precalen-
tamiento superior. La temperatura de precalentamien-
to mínimo recomendado para una placa de un grosor
de hasta 1/2 pulgadas (12.7mm) es de 70°F (21.1°C).
UNA DESCARGA ELÉCTRICA puede
causar la muerte.
• Cuando alguna parte de su piel esté húme-
da o lleve ropa mojada, no toque las partes
energizadas ni los electrodos.
• Aíslese a sí mismo del trabajo y de la tier-
ra.
• Siempre debe llevar puestos guantes ais-
lantes secos.
LOS HUMOS Y LOS GASES pueden
ser peligrosos.
• Mantenga su cabeza alejada de los humos.
• Para retirar los humos de las zonas de res-
piración, use una ventilación o un tubo de
descarga
CHISPAS POR TRABAJOS DE SOL-
DADURA, CORTE Y DESBASTE
• Mantenga alejados a los materiales inflam-
ables.
• No haga trabajos de soldadura, corte ni
desbaste en contenedores que hayan
tenido combustibles.
Observe los lineamientos adicionales de seguri-
dad que se mencionan al principio del presente
manual.
PRECAUCIÓN
Los RAYOS DEL ARCO pueden
causar quemaduras.
• Utilice protección para los ojos, oídos
y cuerpo.
El ARCO DE PLASMA puede causar
lesiones.
• Mantenga a todas las partes de su cuerpo
alejadas de la boquilla y el arco de plasma.
• Opere al arco piloto con precaución. El arco
piloto puede causarle quemaduras al oper-
ador, a otros, o incluso perforar la ropa de
seguridad.

B-2
OPERACIÓN
B-2
RESPONSABILIDAD DEL USUARIO
Dado que el diseño, fabricación, firmeza y las vari-
ables de corte afectan los resultados que se obtienen
al aplicar este tipo de información, el servicio de un
producto o estructura es responsabilidad del usuario.
Variaciones como la composición química de la placa,
condición de su superficie (aceite, escamas) grosor,
precalentamiento, templado, tipo e índice del flujo del
gas, y el equipo pueden producir resultados diferentes
a los esperados. Es posible que sea necesario hacer
algunos ajustes a los procedimientos para compensar
las condiciones individuales particulares. Pruebe
todos los procedimientos duplicando las condiciones
actuales del campo.
CARACTERÍSTICAS Y VENTAJAS
DEL DISEÑO
El diseño de la TOMAHAWK™ 625 hace que el corte con
plasma se facilite. La presente lista de las características y
ventajas del diseño le ayudarán a entender todas las capaci-
dades de la máquina para que usted pueda sacarle el máxi-
mo provecho.
- Peso ligero y diseño portátil para uso industrial.
- Control continuo, 10-25 amps.
- Mecanismo de arranque táctil confiable para iniciar el arco
de plasma.
- Rápida interrupción del arco para cortes rápidos de metal
expandido.
- Protección contra sobre voltajes de entrada.
- Arco piloto cronometrado a un brillo de 3.0 segundos.
- Sección de purga sobre el cuadrante de salida.
- Regulador de aire y manómetro incluidos.
- Separador de agua – interno incluido
- Mecanismo de partes en su lugar para detectar una insta-
lación apropiada de los consumibles y de la antorcha.
- Cronometrado del flujo previo/posterior. El flujo previo se
elimina si el arco se vuelve a iniciar en flujo posterior.
- Protección termostática.
- Protección contra sobre corrientes de estado sólido.
- Diseño único del electrodo y la boquilla para un enfriamien-
to óptimo y una larga vida.
TOMAHAWK™ 625

B-3
OPERACIÓN
B-3
CAPACIDAD DE CORTE
La TOMAHAWK™ 625 está clasificada para 25 amps,
para un ciclo de trabajo del 35% sobre una base de
diez minutos. Si excede el ciclo de trabajo, un protec-
tor térmico apagará la salida de la máquina hasta que
esta se enfríe y alcance la temperatura de operación
normal.
La figura B1 muestra la capacidad de corte de la
TOMAHAWK™ 625 cuando corta acero dúctil. La grá-
fica, muestra el grosor del corte comprado con la
velocidad de desplazamiento de la antorcha con una
base de antorcha de 0.15”.
TOMAHAWK™ 625
VIDA ÚTIL DE LOS CONSUMIBLES
La vida útil esperada del electrodo de la TOMA-
HAWK™ 625 bajo condiciones operativas normales
es de aproximadamente 100 arranques/cortes. Un
desgaste de 0.060”es usual al término de la vida útil
del electrodo; sin embargo, la vida útil del electrodo
puede prolongarse. Un arco verde y errático definiti-
vamente indicará fallas en el electrodo y debe rem-
plazarce de inmediato.
Se recomienda remplazar a los consumibles en jue-
gos completos. (Ejemplo: electrodo y boquillas). Esto
maximizará el rendimiento del sistema TOMA-
HAWK™ 625.
Figura B.1
Grosor del Metal (Pulg.)
Velocidad de desplazamiento de la antorcha recomendada
20
10
30
40
50
60
70
80
90
0.125 0.25 0.375 0.5 0.625 0.75
TOMAHAWK 625
Diagrama de las Capacidades de Corte de la TOMAHAWKTM 625 de Lincoln
Velocidad de desplazamiento
de la antorcha recomendada (IPM)
Clasificación del corte @ 22 IPM Corte máximo @ 14 IPM Corte de separación @ 5 IPM

CONTROLES Y CONFIGURACIONES
(Figura B.2)
Panel frontal de comandos de la TOMAHAWK™ 625.
FIGURA B.2
1. Perilla de corriente de salida: el potenciómetro
se utiliza para fijar la corriente de salida que se
utilice durante el corte. Para mayor información
de la clasificación del rango de corriente para la
máquina, favor de referirse a la sección
“Especificaciones Técnicas”.
Purga de aire: la perilla de la corriente de salida
totalmente girada en el sentido de las manecillas
del reloj habilita la función de la purga de aire. Un
cronómetro con un límite de cinco minutos
detiene la función de la purga; esto sólo ocurrirá
si la perilla de la corriente de salida permanece en
el modo de purga por un tiempo prolongado.
2. LED de color amarillo de encendido/apagado:
se ilumina cuando la máquina se encuentra
encendida.
3. LED de la salida de color rojo: ver la siguiente
tabla.
4. LED térmico amarillo: ver la siguiente tabla.
1MPa = 145 psi
A
V
A
10
40
25
TOMAHAWK
625
www.lincolnelectric.com
1
2
3
4
5
B-4
OPERACIÓN
B-4
TOMAHAWK™ 625
LEDs
De Salida Térmico
(Rojo) (Amarillo)
Encendido Apagado
Encendido Encendido
Apagado Encendido
Apagado Destelleo
Destelleo Apagado
Descripción
El soplete de corte se encuentra energizado.
Parte mal colocada: la tapa
retenedora no se encuentra bien
acoplada.
Para restaurar la máquina:
• Instale la antorcha que conserva
el casquillo firmemente en el
lugar.
• Espere 5 segundos; durante
este tiempo la salida y cen-
telleos del LED termal alternati-
vamente.
• Después de 5 segundos la
máquina se restaura y alista
automáticamente para funcionar.
La máquina se encuentra sobreca-
lentada y la salida se ha deshabili-
tado. Esto, por lo general ocurre
cuando el ciclo de trabajo de la
máquina ha sido excedido. Deje la
máquina encendida para permitir
que los componentes internos se
enfríen. Cuando la led térmica se
apague, la máquina se encontrará
disponible en operación normal.
Error de bajo voltaje de la
energía. La máquina se desactiva.
Cuando la energía regresa al
rango correcto, la máquina se
reinicia automáticamente.
Error en la presión del aire.
Para revisar/ajustar la presión del
aire (Ver los valores recomenda-
dos en la sección
“Especificaciones técnicas” del
presente manual):
• Coloque a la máquina en modo
de purga(1).
• Revise y ajuste la presión del
aire utilizando el manómetro y la
perilla del regulador de presión
de aire (6).
• En caso necesario, también
revise y ajuste la presión del aire
de entrada, ajustando el compre-
sor externo.
LIMITACIONES
No exceda la corriente de salida ni la capacidad nomi-
nal del ciclo de trabajo de la máquina. No use la
TOMAHAWK™ 625 para deshielar tuberías.
Si el arco apaga al cortar utilizar voltaje de entrada
bajo, eso está debajo de 208V, más baja la presión
atmosférica ajustando la perilla de regulador.
Cuando se usa con el
Outback 180
, gubia no se
recomienda.

B-5
OPERACIÓN
B-5
5. Medidor de presión de aire y perilla del regulador:
permite regular y monitorear la presión del aire.
Puntos del 6 al 9 de la parte posterior de la TOMA-
HAWK
TM
625 (ver figura B.3)
6. Ventilador: provee el enfriamiento de la máquina.
Cuando la máquina está encendida, el ventilador opera
de manera continua.
7. Interruptor: Enciende/apaga la energía de entrada a la
máquina.
8. Cables de entrada: Conecta la unidad a la energía de
entrada.
9. Entrada del aire: Sólo para el modo de operación con
aire externo. Conexión para aire comprimido.
La máquina debe alimentarse con aire limpio y seco.
Una configuración de presión por arriba de los 110 psi
(7.5 Bar) puede dañar la antorcha. Si no se observan
estas precauciones pueden generarse temperaturas de
operación excesivas o dañar la antorcha.
------------------------------------------------------------------------
PROCESO DE CORTE
Cuando haga los preparativos para realizar un corte,
coloque a la máquina tan cerca del trabajo como le sea
posible. Asegúrese de contar con todos los materiales
necesarios para completar el trabajo y de haber tomado
todas las precauciones de seguridad. Es importante que
siga estos pasos operativos cada vez que utilice la
máquina.
FIGURA B.3
Ponga el interruptor de encendido/apagado en la
posición de apagado.
• Conecte la alimentación de aire a la máquina.
• TEncienda la energía de la línea principal y coloque
al interruptor de la máquina en la posición de
encendido.
- El ventilador arrancará.
- El circuito de pre-carga operará durante tres
segundos, luego el led de “energía” de color
verde se iluminará.
• Adjunte la pinza del cable de trabajo al trabajo
antes de iniciar el corte.
•
Coloque la perilla de control de la corriente de sali-
da en la posición máxima para obtener la velocidad
de corte más alta y una menor formación de esco-
ria. Si desea reducir el ancho del kerf (corte), reduz-
ca la corriente, de la zona afectada por el calor, o la
velocidad del desplazamiento según se requiera..
Nota: Si el disyuntor de circuito se dispara mientras
corta amperajes más altos -reduzca el
amperaje de corte en la unidad, o incluya un
circuito de entrada con una capacidad para
una corriente mayor.
•
Haga girar la perilla de salida hacia la zona de
purga para verificar o configurar la presión del gas.
Jale el tapón del regulador de presión y gírelo para
configurar la presión.
- Ajuste el regulador de gas a 75-80 PSI (0.50-
0.55 MPa).
- Gire la perilla de la salida fuera de la zona de
purga.
- El gas se apagará de inmediato. El manómetro
le mostrará un aumento en la presión después
que se apague el aire pero esto es normal. NO
reprograme la presión mientras el aire no se
encuentre fluyendo.
TOMAHAWK™ 625
PRECAUCIÓN
9
8
7
6

Dirección del desplazamiento
5 - 15
1/16”
10 - 20
Arc Lag
Ángulo Guía
• Utilice un ángulo guía de 5° - 15° en la dirección del corte.
• Termine el corte a realizar y suelte el disparador.
• Cuando se suelte el disparador, el arco se detiene.
- El gas continuará fluyendo durante 15 segundos de flujo pos-
terior. Si activa el disparador dentro de ese período, el arco
piloto se reiniciará de inmediato.
• Si la escoria es difícil de retirar, reduzca la velocidad del corte. Es
más difícil retirar la escoria a alta velocidad que a baja velocidad.
• Limpie la boquilla regularmente para retirarle las salpicaduras e
incrustaciones.
Antorcha
• Si los LEDS de color rojo y amarillo se encienden al
mismo tiempo mientras la opera:
• Revise el ensamble de los consumibles de la antorcha.
Si no están colocados en su lugar, la máquina no
arrancará. Asegúrese que el tapón protector esté
apretado a mano. No utilice pinzas ni lo apriete
demasiado.
• Revise las condiciones de la parte interna de la boquil-
la. Si tiene acumulaciones de desechos, raspe al elec-
trodo sobre la parte inferior interna de la boquilla para
retirarle cualquier capa de óxido que se haya acumula-
do. Favor de referirse a “Para sugerencias de usos
adicionales del sistema TOMAHAWKTM 625.”
• Revise las condiciones del electrodo. Si la punta tiene
una apariencia como de un cráter, reemplácelo junto
con la boquilla. La profundidad máxima del desgaste
del electrodo es de aproximadamente 0.62”. Un arco
de color verde y errático definitivamente indicará fallas
en el electrodo y éste debe reemplazarse de inmedia-
to.
B-6
OPERACIÓN
B-6
TOMAHAWK™ 625
•
Cuando esté listo para cortar, coloque la antorcha cerca
del trabajo, asegúrese de haber tomado todas las pre-
cauciones y active el disparador.
- El aire influirá durante un tiempo de flujo previo de 2
segundos y el arco piloto arrancará. (Excepciones: la
primera vez que active el disparador después de haber
encendida la máquina, o después de un disparo térmi-
co, el disparo inicial debe ignorarse. Esta es una car-
acterística de seguridad que previene que el arco pilo-
to se encienda de manera inesperada, o en caso que
el disparador de la antorcha se presione de manera
accidental. La otra excepción es cuando la máquina se
encuentra en flujo posterior, entonces se salta el tiem-
po del flujo previo y el arco piloto arrancará de inmedi-
ato).
- El arco piloto operará por 3.0 segundos y se apagará a
menos que se lleve al arco para que entre en contacto
con el trabajo y éste se transfiera. Evite el tiempo
excesivo del arco piloto transfiriéndolo rápidamente a
la pieza de trabajo; esto prolongará la vida de los con-
sumibles.
- Cuando se lleva al arco a una distancia de 1/8” – ¼”
de la pieza de trabajo: el arco transferirá, la corriente
se elevará a lo programado en el panel de control, y el
corte puede durar indefinidamente (o hasta que se
exceda el ciclo de trabajo de la TOMAHAWK
TM
625).
•
Perfore la pieza de trabajo haciendo descender a la
antorcha lentamente sobre el metal a un ángulo de 30°
alejado del operador. Esto expulsará la escoria lejos de
la punta de la antorcha. Gire lentamente la antorcha
hasta alcanzar una posición vertical a medida que el arco
se haga más profundo.
• Sígalo moviendo mientras corta. Haga el corte a
una velocidad uniforme sin pausas. Mantenga la
velocidad del corte para que el retraso del arco sea
de 10° a 20° por detrás de la dirección del
desplazamiento.
30
0
90
0
SOPLETE A UN ÁNGULO DE 30°
PARA ATRAVESAR
PARA CORTAR GÍRELO
A UN ÁNGULO DE 90°
ÁNGULO VERTICAL
PARA CORTE
CORTE
LAS DESCARGAS ELÉCTRICAS PUEDEN CAUSAR LA MUERTE.
• Antes de apretar, limpiar o remplazar los
consumibles, apague la máquina desde
el interruptor de desconexión que se
encuentra en su parte posterior.
----------------------------------------------------------------------------
ADVERTENCIA

RECOMENDACIONES PARA LOS PROCEDIMIENTOS
Cuando se utiliza de manera adecuada, el corte con
arco plasma es un proceso muy económico. Si se usa
de manera inadecuada generará costos operativos
muy altos.
Generalidades - En Todos los Casos
• Siga las precauciones de seguridad tal y como
están impresas en el presente manual de
operaciones y en la máquina.
• Si se requiere perforar, baje lentamente la
antorcha hasta un ángulo de cerca de 30° para
sopletear y deshacerse de la escoria de la
punta de la antorcha y gírela lentamente hasta
alcanzar una posición vertical a medida que el
arco se hace más profundo. Este proceso reti-
rará gran parte del metal fundido y de la esco-
ria. ¡Tenga cuidado! Retire la escoria tanto de la
antorcha como del operador y de cualquier
objeto inflamable.
• La boquilla no se debe arrastrar en la superficie
de metal. Un espaciador de la fricción se pro-
porciona para mantener una altura consistant
del tacto. Refiera a las configuraciones de las
piezas del tacto en esta sección.
• Siempre que sea posible, inicie el corte desde
el borde de la pieza de trabajo.
• ¡Manténgase en movimiento! Es necesario con-
tar con una velocidad uniforme. No haga
pausas.
SEPARADOR DE LA ANTORCHA
ARRÁSTRELO hasta
una distancia de 1/16”
SEPARADOR 1/16”
B-7
OPERACIÓN
B-7
• Cuando la boquilla se encuentre erosionada hacia
afuera o sea de forma oval, reemplácela.
• Después de identificar el problema, o si no hay
nada que esté aparentemente mal, reinicie la
máquina apagando y luego encendiendo el inter-
ruptor. (En ciertas ocasiones, debido a ruidos eléc-
tricos, el circuito de seguridad se puede disparar.
Esto no debe ocurrir regularmente)
• Si la máquina no se reinicia o si continúa disparán-
dose, consulte la sección Identificación y Solución
de Problemas.
• Utilice los procedimientos de corte apropiados que
se mencionan en Recomendaciones para los pro-
cedimientos.
DISCUSIÓN DEL ARCO PILOTO
La TOMAHAWK
TM
625 tiene un arco piloto uniforme y
continuo. El arco piloto sólo es un medio para trans-
ferir al arco a la pieza de trabajo y cortarla. No se
recomienda arrancar repetidamente al arco piloto en
sucesiones rápidas ya que esto por lo general reduce
la vida útil del consumible. En forma ocasional el arco
piloto puede chisporrotear o arrancar de manera inter-
mitente. Esto se agrava cuando los consumibles
están desgastados o cuando la presión del aire es
demasiado alta. Debe siempre tomar en cuenta que el
arco piloto está diseñado para transferir al arco a la
pieza de trabajo y no para realizar numerosos arran-
ques sin hacer ningún corte.
La TOMAHAWK
TM
625 no utiliza arranques de alta fre-
cuencia. Cuando arranca al arco piloto, sentirá un
ligero impulso en la empuñadura de la antorcha. Esto
es normal, se trata del mecanismo que arranca el
arco con plasma. Este impulso también se puede uti-
lizar para ayudar a identificar y solucionar problemas
de una condición de "no arraque”.
TOMAHAWK™ 625

B-8
OPERACIÓN
B-8
Sugerencias para usos extra de la TOMA-
HA
WK™ 625 System:
1. En forma ocasional se puede formar una capa de
óxido sobre la punta del electrodo, esto crea una
barrera aislante entre el electrodo y la boquilla.
Esto puede causar que se dispare el circuito de
seguridad de la TOMAHAWK
TM
625. Cuando esto
suceda, corte la energía, retire la boquilla y el elec-
trodo, y utilice al electrodo para raspar la superficie
inferior interna de la boquilla. Esto le ayudará a
retirar el óxido acumulado. Reemplace la boquilla,
corte la energía y continúe cortando. Si el circuito
de seguridad continúa disparándose después de
haber limpiado los consumibles, entonces reem-
plácelos por un nuevo juego. No continúe tratando
de cortar con consumibles demasiado gastados ya
que esto puede dañar la cabeza de la antorcha y
degradará la calidad del corte. No permita que el
cable ni el cuerpo de la antorcha entren en contac-
to con superficies calientes.
2. A continuación se mencionan algunas sugerencias
que le pueden ser útiles para prolongar la vida útil
de los consumibles:
• Asegúrese que la alimentación de aire a la
TOMAHAWK
TM
625 sea limpia y sin aceite. En
caso necesario, utilice varios filtros adicionales
en línea.
• La acumulación de escorias en la punta de la
boquilla se minimiza si inicia el corte desde el
borde de la placa, siempre que sea posible.
• Los cortes pasados deben hacerse sólo cuan-
do sea necesario. En caso de que vaya a
hacer un corte pasado, coloque la antorcha a
un ángulo de alrededor 30° con relación al
plano perpendicular de la pieza de trabajo,
transfiera el arco, luego lleve la antorcha en
posición perpendicular al trabajo e inicie un
movimiento paralelo.
• Reduzca el número de arranques con arco
piloto cuando no vaya a transferirlo al trabajo.
• Antes de transferirlo al trabajo, reduzca el tiem-
po del arco piloto.
TOMAHAWK™ 625
LAS DESCARGAS ELÉCTRICAS PUEDEN CAUSAR LA MUERTE.
•
Antes de apretar, limpiar o remplazar los
consumibles, apague la máquina desde el
interruptor de desconexión que se encuen-
tra en su parte posterior.
----------------------------------------------------------------------------
ADVERTENCIA
• Configure la presión a la configuración recomen-
dada. Una presión más alta o menor causará tur-
bulencia en el arco con plasma erosionando el
orificio de la punta de la boquilla.
• Utilice partes consumibles Lincoln. Estas partes
son patentadas y si utiliza cualquier otro con-
sumible de reemplazo puede dañar la antorcha o
afectar la calidad del corte.

B-9
OPERACIÓN
B-9
TOMAHAWK™ 625
CONFIGURACIONES DE LA PIEZA DE LA
ANTORCHA
Hay diversas configuraciones de la antorcha dependien-
do del corte o uso del escopleo con gubia.
Corte estándar fijado:
En la configuración estándar del corte el inyector se dis-
eña para no tocar el pedazo del trabajo. La ventaja de
este método del corte es buena visibilidad del arco. Sin
embargo requiere una mano constante evitar tocar el
inyector al pedazo del trabajo que causará desgaste pre-
maturo del inyector y un corte dentado. Un espaciador
opcional de la fricción se puede atar al casquillo de
retención para mantener una altura constante del arco.
El corte del contacto fijó:
El corte del contacto utiliza las piezas consumibles espe-
ciales que permiten que la antorcha toque el pedazo del
trabajo. La ventaja del corte del contacto es que la antor-
cha puede tocar el pedazo del trabajo, arrastrándola
constantemente a través de la superficie. La desventaja
del corte del contacto es el arco de plasma no es tan vis-
ible como con una disposición estándar de la antorcha.
Puesto que los cortes de esta máquina en 40 amperios o
menos él utilizan la configuración de la antorcha del con-
tacto directo que permite que un inyector especial entre
en contacto con el pedazo del trabajo.
www.lincolnelectric.com
MANIJA
PIEZAS
TOBERA
TOBERA
ESPACIADOR
ELECTRODO
KIT DE
ENFRIAMIENTO
CONTACTO DIRECTO
TOBERA
(Desbaste)
Protector de
Desbaste
Tapón de
Retención
Tapón de
Retención
CABEZA
ANILLO SWIRL
Desbaste
Tapón de
Retención
TOBERA
ELECTRODO
ANILLO SWIRL
Tapón de
Retención
ESPACIADOR
ÉLECTRODE
CONSERVATION
DE LA PAC
ANILLO SWIRL
CONTACTO DIRECTO
TOBERA
CONTACTO DIRECTO
ANILLO SWIRL
ANILLO SWIRL
ESTÁNDAR

B-10
OPERACIÓN
B-10
TOMAHAWK™ 625
Escopleo con gubia de la disposición:
Si se requiere el escopleo con gubia del metal y el no
cortar totalmente a través de la pieza, un inyector
especial del escopleo con gubia se utiliza conjunta-
mente con un protector del formón para proteger el
inyector contra soplo del metal fundido detrás.
Refiera a la etiqueta de las piezas de la antorcha
establecida en su máquina o las páginas de las
piezas en la parte posterior de este manual para los
números de parte específicos requeridos para cada
uno de estas disposiciones.
UTILICE SIEMPRE LOS ELECTRODOS
ELÉCTRICOS GENUINOS DE LINCOLN, LOS
INYECTORES, Y LAS PIEZAS CONSUMIBLES
PARA EL MEJOR FUNCIONAMIENTO DEL CORTE.
TOBERA
TOBERA
Desbaste
Protector de
Desbaste
Tapón de
Retención
ANILLO SWIRL
Desbaste
www.lincolnelectric.com
MANIJA
PIEZAS
TOBERA
TOBERA
ESPACIADOR
ELECTRODO
KIT DE
ENFRIAMIENTO
CONTACTO DIRECTO
TOBERA
(Desbaste)
Protector de
Desbaste
Tapón de
Retención
CABEZA
ANILLO SWIRL
Desbaste
Tapón de
Retención
ANILLO SWIRL
ANILLO SWIRL
Tapón de
Retención

C-1
ACCESORIOS
C-1
OPCIONES GENERALES /ACCESSORIES
Las opciones/los accesorios siguientes están
disponibles para su cortador del plasma de la hacha
de guerra de su distribuidor local de Lincoln.
K2377-1 - Pequeña Cubierta de Lona
Proteja su máquina cuando es parado. Hecho de la
lona roja atractiva que es ignífuga, del moho
resistente y repulsivo de agua. Incluye un bolsillo lat-
eral conveniente para sostener la antorcha de plas-
ma.
K2886-1 - Kit del corte del círculo del plasma Para el
corte circunda a partir del 3” a 33” en el diámetro
(77m m a 838m m).
ANTORCHAS
La antorcha siguiente del reemplazo está disponible:
Antorcha de plasma Handheld de K2847-1 LC40 20'
(los 6m)
PIEZAS CONSUMIBLES
Refiera a la etiqueta de las piezas de la antorcha
establecida en su máquina o las páginas de las
piezas en la parte posterior de este manual para los
números de parte específicos requeridos para cada
uno de las disposiciones disponibles.
TOMAHAWK™ 625

D-1
MANTENIMIENTO
D-1
TOMAHAWK™ 625
MANTENIMIENTO PERIÓDICO
Cambie los consumibles según se requiera.
PROTECCIÓN TÉRMICA
Aparatos de detección térmica para proteger a la
máquina en contra de temperaturas operativas exce-
sivas. Las temperaturas excesivas pueden deberse a
una falta de aire de enfriamiento o por operar la
máquina excediendo el ciclo de trabajo y la clasifi-
cación de la salida. En caso que se tenga que operar
a temperaturas operativas excesivas, la led térmica
de color amarillo se encenderá y los aparatos de
detección evitarán el voltaje de salida o la corriente.
Estos aparatos de detección se reinician automática-
mente en cuanto la máquina se enfría lo suficiente. Si
el apagado del termostato se debió a una salida o a
un ciclo de trabajo excesivos y el ventilador se
encuentra operando normalmente, puede dejar
encendido el interruptor y la reiniciación ocurrirá den-
tro de un lapso de 15 minutos. Si el ventilador no se
encuentra operando o si las rejillas de la entrada de
aire se encuentran obstruidas, entonces debe apagar
el interruptor y corregir el problema con el ventilador o
con la obstrucción de aire.
Se incluye un circuito de protección para monitorear
el voltaje a lo largo de los capacitores del filtro. En
caso que el voltaje del capacitor sea demasiado alto,
el circuito de protección evitará la salida.
LAS DESCARGAS ELÉCTRICAS
PUEDEN CAUSAR LA MUERTE.
• Haga que un electricista instale y
de servicio a su equipo.
• Antes de trabajar en el equipo,
corte la energía desde la caja de
fusiles.
• No toque las partes energizadas.
---------------------------------------------------------------------
MANTENIMIENTO DE RUTINA
1. Mantenga el área de corte y de desbaste en las cercanías de
la máquina limpios y sin materiales combustibles. No debe
permitir que exista algún desecho que pueda ser absorbido y
obstruya el flujo del aire de la máquina.
2. Cada 6 meses o en un lapso similar, la máquina debe
limpiarse con un chorro de aire a baja presión. Si mantiene la
máquina limpia obtendrá una operación más fría y una mayor
confiabilidad. Asegúrese de limpiar estas áreas:
- Tarjetas de circuitos impresos y cuerpos de refrig-
eración
- Interruptor
• Cuando utilice un chorro de aire a baja presión,
utilice la protección adecuada para los ojos.
------------------------------------------------------------------------
3. Examine el gabinete de lámina en busca de abolladuras
o roturas. En caso que se requiera repárela. Mantenga la
caja en buenas condiciones para asegurarse que las
partes con altos voltajes estén bien protegidas y que se
conserve el espaciamiento correcto. Todos los tornillos
externos de la lámina deben estar instalados para ase-
gurarse de contar con una caja que sea fuerte y una
buena continuidad eléctrica de la tierra.
4. Inspeccione periódicamente al cable en busca de mar-
cas de pinchazos o perforaciones en la funda del cable.
En caso necesario reemplácelo. Revíselo para asegu-
rarse que ningún elemento no lo oprima y que eso pueda
causar una obstrucción del flujo del aire a través del tubo
del aire del interior. También revise periódicamente el
cable en busca de torcedura y alíneelas de forma tal que
no restrinjan el flujo del aire hacia la antorcha.
ADVERTENCIA
LAS DESCARGAS ELÉCTRICAS PUEDEN CAUSAR LA MUERTE.
• Antes de apretar, limpiar o remplazar los
consumibles, apague la máquina desde el
interruptor de desconexión que se
encuentra en su parte posterior.
----------------------------------------------------------------------------
ADVERTENCIA
PRECAUCIÓN

E-1
LOCALIZACIÓN DE AVERÍAS
E-1
TOMAHAWK™ 625
Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura,
contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder.
PRECAUCIÓN
Esta guía de detección de problemas se proporciona
para ayudarle a localizar y a reparar posibles averías
de la máquina. Simplemente siga el procedimiento de
tres pasos que se da enseguida.
Paso 1. LOCALIZACIÓN DEL PROBLEMA
(SÍNTOMA).
Observe debajo de la columna llamada “PROBLEMA
(SÍNTOMAS)”. Esta columna describe los síntomas
posibles que la máquina pueda presentar. Encuentre la
lista que describa de la mejor manera el síntoma que la
máquina está presentando.
Paso 2. CAUSA POSIBLE.
En la segunda columna llamada “CAUSA POSIBLE” se
enumeran los factores que pueden originar el síntoma
en la máquina.
Paso 3.ACCIÓN RECOMENDADA
Esta columna proporciona una acción para
la Causa Posible, generalmente recomien-
da que establezca contacto con su Taller de
Servicio de Campo Autorizado por Lincoln
local.
Si no entiende o no puede llevar a cabo la
Acción Recomendada de manera segura,
contacte su Taller de Servicio de Campo
Lincoln Autorizado.
CÓMO UTILIZAR LA GUÍA DE LOCALIZACIÓN DE AVERÍAS
El servicio y la reparación sólo debe de ser realizado por Personal Capacitado por la Fábrica Lincoln
Electric. Reparaciones no autorizadas llevadas a cabo en este equipo pueden resultar peligrosas
para el técnico y el operador de la máquina, e invalidará su garantía de fábrica. Por su seguridad y
para evitar una descarga eléctrica, por favor tome en cuenta todas las notas de seguridad y precau-
ciones detalladas a lo largo de este manual.
__________________________________________________________________________
ADVERTENCIA
LA DESCARGA ELECTRICA PUEDE
CAUSAR LA MUERTE.
• Apague la máquina y desconecte el
interruptor en la parte posterior de la
máquina y elimine las conexiones de ali-
mentación de energía principales antes
de realizar la localización de fallas.
------------------------------------------------------------------------------
ADVERTENCIA

E-2
TROUBLESHOOTING
E-2
TOMAHAWK™ 625
SEÑALES DE ERRORES
Alarma
(condición anormal)
Subtensión
Señal de Sobretensión
Subpresión
PIP (Partes en Lugar)
Apagado Térmico
Voltaje de Circuito Abierto
Desconexión por Sobretensión
ROJA
LED
APAGADO
Parpadeo
Parpadeo
EN
APAGADO
Parpadeo
APAGADO
AMARILLO
LED
Parpadeo
APAGADO
APAGADO
EN
EN
Parpadeo
Parpadeo
Frecuencia de
Parpadeo (Hz)
1
4
1
constante en
constante en
1
3
Restablecer el Modo
Autorrestauración con histéresis.
Autorrestauración con histéresis.
Autorrestauración
.
Autorrestauración después 5 seg.
Autorrestauración Después de
Tiempo de Enfriamiento.
Autorrestauración Después de
la Liberación del Disparador.
Autorrestauración después dos
minu tos de tiempo de enfriamiento.
NOTA
De Error y apagado cuando la tensión de entrada es
inferior a 187Vac.
De error cuando la tensión de entrada es superior a
270Vac.
De error y el cierre cuando la presión del aire de entra-
da es bajo.
De error de cierre y cuando la tapa de retención no está
conectado correctamente.
Respuesta normal térmica por sobrecalentamiento.
Modo Seguro - si se aprieta el gatillo, mientras que
encender la máquina, o adjuntar los consumibles con el
gatillo apretado.
Este cierre se produce cuando la máquina corta durante más
de 20 seg en la condición de sobretensión (Vin> 270Vac).
Señal
(funcionamiento normal)
De Energía En
Inversor en
VERDE
LED
EN
EN
ROJA
LED
APAGADO
EN
Frecuencia de
Parpadeo (Hz)
constante en
constante en
Restablecer el Modo
Siempre en cuando la máquina se
activa.
Cuando la antorcha se libera.
NOTA
Condiciones normales de funcionamiento cuando el gatillo
está apagado.
Condiciones normales de funcionamiento cuando se aprieta el gatillo.

E-3
LOCALIZACIÓN DE AVERÍAS
E-3
TOMAHAWK™ 625
Observe todos los lineamientos de seguridad que se detallan en el presente manual
Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura,
contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder.
PRECAUCIÓN
PROBLEMAS
(SÍNTOMAS)
CAUSA
POSIBLE
ACCIONES
RECOMENDADAS
El disyuntor del circuito de entrada
se dispara repetidamente.
No hay una luz indicadora de estado
y el ventilador no opera durante 5
minutos después de encender el
interruptor.
No hay ninguna luz indicadora de estado
durante 5 segundos después de haber encen-
dido el interruptor, pero el ventilador opera.
La LED térmica no se apaga.
1. Esto puede ser normal. Si la salida
está programada a un máximo, se
requerirá un circuito de 20 amps.
Favor de consultar la página de
Especificaciones Técnicas.
2. Instale un circuito de entrada con
mayor capacidad o cambie el control
de salida a un amperaje menor.
1. Revise la energía de entrada para asegu-
rarse que esté encendida.
2. Revise los fusibles o los disyuntores de la
línea de energía y las conexiones de la
máquina.
3. Desconecte la energía del panel de
fusibles/disyuntores de entrada y revise la
continuidad del interruptor de la línea. En
caso que el interruptor de la línea esté
descompuesto, reemplácelo.
1. Posible falla de la tarjeta del inver-
sor.
2. Posible falla en el tablero de con-
trol.
1. Cuando se presente una condición
insegura en la antorcha, revise los con-
sumibles - la iluminación de las LEDS
térmicas y las de salida.
2. Posible falla de la tarjeta del inver-
sor.
3. Posibles fallas en el tablero de control.
Si ya se revisaron todas las áreas
donde puedan existir desajustes,
contacte a las instalaciones de su
servicio autorizado de campo de
Lincoln.

E-4
LOCALIZACIÓN DE AVERÍAS
E-4
TOMAHAWK™ 625
Observe todos los lineamientos de seguridad que se detallan en el presente manual
Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura,
contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder.
PRECAUCIÓN
PROBLEMAS
(SÍNTOMAS)
CAUSA
POSIBLE
ACCIONES
RECOMENDADAS
La TOMAHAWK
TM
625 enciende
bien pero cuando se activa el dis-
parador no hay respuesta, y lo único
que está encendido es el LED DE
ENERGÍA.
1. Haga girar la perilla de salida hacia la
zona de purga, la cual se encuentra en
la parte frontal de la TOMAHAWK
TM
625. Si el aire no fluye, entonces:
• El conjunto del solenoide del gas
principal o sensor de presión puede
estar fallando. Revíselo o reempláce-
lo.
• Posibles fallas en el tablero de con-
trol.
2. Retire las manijas (o tubo) de la antor-
cha y revise las conexiones.
3. Revise que el interruptor opere ade-
cuadamente al disparador. En caso de
que estos estén defectuosos, reem-
place el interruptor disparador o el
cable de la antorcha.
4. Posible falla de la tarjeta del inver-
sor
5. Posibles fallas en el tablero control.
Si ya se revisaron todas las áreas
donde puedan existir desajustes,
contacte a las instalaciones de su
servicio autorizado de campo de
Lincoln.

E-5
LOCALIZACIÓN DE AVERÍAS
E-5
TOMAHAWK™ 625
Observe todos los lineamientos de seguridad que se detallan en el presente manual
Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura,
contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder.
PRECAUCIÓN
PROBLEMAS
(SÍNTOMAS)
CAUSA
POSIBLE
ACCIONES
RECOMENDADAS
Cuando el disparador se encuentra
activado, el aire empieza fluir, pero
no hay arco piloto después de tran-
scurridos por lo menos 3 segundos.
El aire empieza a fluir y hay un arco
muy breve que salta de manera con-
sistente al activar repetidamente el
disparador.
El arco arranca pero chisporrotea
bastante.
1. Revise los consumibles de la antorcha-
para asegurarse que no estén sucios ni
grasosos, y que estén en buenas
condiciones. En caso necesario, rem-
plácelos.
2. Asegúrese que la presión del aire esté
bien programada.
3. Asegúrese que no haya torceduras ni
restricciones en el flujo del aire del
cable de la antorcha. En caso nece-
sario, reemplácelo.
4. Si cuando activa el disparador no
percibe un golpe ligero en la antorcha,
revise en busca de conexiones flojas
en la cabeza de la antorcha.
5. Posible falla de la tarjeta del inversor.
1. Revise los consumibles de la antorcha-
para asegurarse que estén bien apre-
tados, sin suciedad ni grasa y en bue-
nas condiciones. En caso necesario,
remplácelos.
2. Asegúrese que la presión del aire esté
bien programada.
3. Posible falla de la tarjeta del inversor.
1. Revise los consumibles de la antorcha
para asegurarse que estén bien apreta-
dos, sin suciedad ni grasa y en buenas
condiciones. En caso de ser necesario,
reemplácelos.
2. Revise la alimentación del aire en busca
de aceite o una gran cantidad de agua. Si
hay aceite o una gran cantidad de agua,
debe filtrar el aire o cambiar la máquina a
nitrógeno o a aire embotellado.
3. Asegúrese que la presión del aire esté
bien programada.
Si ya se revisaron todas las áreas
donde puedan existir desajustes,
contacte a las instalaciones de su
servicio autorizado de campo de
Lincoln.

E-6
LOCALIZACIÓN DE AVERÍAS
E-6
TOMAHAWK™ 625
Observe todos los lineamientos de seguridad que se detallan en el presente manual
Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura,
contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder.
PRECAUCIÓN
PROBLEMAS
(SÍNTOMAS)
CAUSA
POSIBLE
ACCIONES
RECOMENDADAS
El arco piloto arranca pero no trans-
fiere cuando se le lleva cerca del tra-
bajo.
El arco piloto inicia pero apaga antes
de transferir para trabajar. Cortar
arco parece apague al cortar.
1. Revise la conexión de la punta de
trabajo y cerciórese que esté
limpia y bien fija.
2.
El plasma sólo cortará material
conductor. No intente cortar fibra
de vidrio, plástico, hule, PVC ni
ningún otro material que no sea
conductor.
3. Asegúrese que la pieza de trabajo
esté limpia y seca. Retire
cualquier costra, óxido o escoria.
4. Posible falla de la tarjeta del inver-
sor.
5. Revise todas las conexiones
hacia el tablero de control.
1. El voltaje de entrada está debajo
de 208V.
2. La presión atmosférica es puesta
demasiado alto.
Si ya se revisaron todas las áreas
donde puedan existir desajustes,
contacte a las instalaciones de su
servicio autorizado de campo de
Lincoln.
La presión atmosférica más baja
girando perilla de regulador. La pre-
sión puede requerir a ser puesta
más bajo que indicador azul flecha.

E-7
LOCALIZACIÓN DE AVERÍAS
E-7
TOMAHAWK™ 625
Observe todos los lineamientos de seguridad que se detallan en el presente manual
INDICADOR DE ESTADO DEL TABLERO
SÍNTOMA
Cuando se tira el disparador la salida roja LED es
centellante o constante sin flujo de aire.
Las LEDS de color, verde color rojo y color amarillo
se encienden y permanecen así de manera uni-
forme. Indica que circuito de seguridad está abierta.
La LED térmica se encuentra encendida.
En modo de compresor interno: el arco de corte se
apaga mientras se realiza el cortado y el compresor
se apaga. Todas las LEDS parecen estar normales.
El ventilador se encuentra operando.
Cuando se disparador tira rojos y amarillos los LED
están centellando juntos y la verde luz es encendi-
da.
Cuando se tira el disparador el LED rojo está
encendida, los flujos de aire y el arco experimental
ocurre.
El rojo y los LED amarillos están centellando alter-
nativamente..
Cuando el disparador se tira ningunos flujos de aire,
LED rojo está encendida, el arco experimental
ocurre. Entonces el LED sale.
REVÍSE
1. Asegúrese que al menos 80 psi se encuentren conectados a la conexión de
gas en la parte posterior de la máquina..
2. Haga girar la perilla de la salida hacia la zona de purga y programe el regu-
lador a la presión correcta. La presión puede aumentar cuando el aire
detiene su flujo, pero eso es normal. Reprograme la presión mientras el aire
se encuentre APAGADO.
3. Posibles fallas en el interruptor de presión.
4. Posible falla de la tarjeta del inversor.
1. Corte la energía y luego vuélvala a encender. Si la antorcha y los materiales
consumibles están instalados correctamente y son las piezas correctas, los
LED rojos y amarillos deben apagar. Ahora ya puede volver a reiniciar el
corte y desbaste normal.
1. El termostato de la máquina se disparó porque se excedieron los límites del
ciclo de trabajo. No apague la energía. Deje que la máquina se enfríe
durante 15-30 minutos y el termostato la reiniciará por sí mismo.
2. Las rejillas de aire o los ventiladores de la máquina están obstruidos de tal
forma que el aire no puede fluir de manera apropiada para enfriar la
máquina. Retire cualquier material extraño que pueda estar bloqueando el
flujo del aire. Sopletee a la máquina con un chorro de aire limpio y seco.
3. El voltaje de entrada no se encuentra dentro de ±10% de los valores clasifi-
cados.
4. Posible falla de la tarjeta del inversor.
1. El compresor se ha sobrecalentado y su termostato interno se disparó. No
apague la energía. Deje que la máquina se enfríe durante 15-30 minutos y
el termostato la reiniciará por sí mismo.
1. Compruebe ese inyector y el anillo del remolino está instalado correcta-
mente y son las piezas correctas. Nota: El anillo del remolino puede entrar
solamente en una forma.
2. El voltaje de entrada es demasiado bajo y/o la presión atmosféri-
ca es puesta demasiado alto. Presión atmosférica más baja.
1. Compruebe que el anillo del remolino está instalado correctamente. Nota: El
anillo del remolino puede entrar solamente en una forma.
1. Se ha abierto el circuito de seguridad de la antorcha, cuando está vuelto a
conectar esta condición debe reajustar correctamente automáticamente.
1. Compruebe que el calibrador de presión demuestra la presión. El suministro
de aire no puede ser conectado o ser instalado correctamente.

F-1
DIAGRAMAS
F-1
TOMAHAWK™ 625
NOTA: el presente diagrama sólo es para fines de referencia. Es posible que no sea el exacto para todas las máquinas que cubre el presente manual. El diagrama específico para una ilegi-
ble se encuentra dentro de la máquina o en uno de los paneles de su gabinete. Si el diagrama es ilegible, contacte por escrito al departamento de servicios para que se lo reemplacen.
S1
DIAGRAMA DE CABLEADO TOMAHAWK 625
045.101.079
045.101.049
CABLE DE ENTRADA
INTERRUPTOR DE ENERGÍA
(EN LA PARTE POSTERIOR
DE LA MÁQUINA)
BLANCO
NEGRO
AZUL
CAFÉ
VERDE
NEGRO
NEGRO
NEGRO
ROJO
NEGRO
NEGRO
CABLE DE CINTA
PRENSA
VENTILADOR
TABLERO DEL INVERSOR
(ESQUEMÁTICO
(ESQUEMÁTICO
TABLERO DE CONTROL
BLANCO
NEGRO
GRIS
ROJO
ROJO
CAFÉ
BLANCO
CONECTOR DE ANTORCHA
CONECTOR POSITIVO
TWIST-MATE
La página se está cargando...
La página se está cargando...

WARNING
AVISO DE
PRECAUCION
ATTENTION
WARNUNG
ATENÇÃO
Spanish
French
German
Portuguese
Japanese
Chinese
Korean
Arabic
LEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTES
DE USO, E SIGA AS PRÁTICAS DE SEGURANÇA DO EMPREGADOR.
• Keep your head out of fumes.
• Use ventilation or exhaust to
remove fumes from breathing zone.
• Los humos fuera de la zona de res-
piración.
• Mantenga la cabeza fuera de los
humos. Utilice ventilación o
aspiración para gases.
• Gardez la tête à l’écart des fumées.
• Utilisez un ventilateur ou un aspira-
teur pour ôter les fumées des zones
de travail.
• Vermeiden Sie das Einatmen von
Schweibrauch!
• Sorgen Sie für gute Be- und
Entlüftung des Arbeitsplatzes!
• Mantenha seu rosto da fumaça.
• Use ventilação e exhaustão para
remover fumo da zona respiratória.
• Turn power off before servicing.
• Desconectar el cable de ali-
mentación de poder de la máquina
antes de iniciar cualquier servicio.
• Débranchez le courant avant l’entre-
tien.
• Strom vor Wartungsarbeiten
abschalten! (Netzstrom völlig öffnen;
Maschine anhalten!)
•
Não opere com as tampas removidas.
•
Desligue a corrente antes de fazer
serviço.
•
Não toque as partes elétricas nuas.
• Do not operate with panel open or
guards off.
• No operar con panel abierto o
guardas quitadas.
• N’opérez pas avec les panneaux
ouverts ou avec les dispositifs de
protection enlevés.
• Anlage nie ohne Schutzgehäuse
oder Innenschutzverkleidung in
Betrieb setzen!
• Mantenha-se afastado das partes
moventes.
• Não opere com os paineis abertos
ou guardas removidas.
La página se está cargando...
Transcripción de documentos
TOMAHAWK ™ 625 Para usarse con máquinas con Números de Código: IMS10020 Enero, 2012 11580 La seguridad depende de usted El equipo de soldadura por arco y de corte Lincoln está diseñado y construido teniendo la seguridad en mente. Sin embargo, su seguridad general puede incrementarse por medio de una instalación adecuada… y una operación cuidadosa de su parte. NO INSTALE, OPERE O REPARE ESTE EQUIPO SIN LEER ESTE MANUAL Y LAS PRECAUCIONES DE SE GURIDAD CONTENIDAS EN EL MISMO. Y, lo más importante, piense antes de actuar y sea cuidadoso. MANUAL DEL OPERADOR Copyright © Lincoln Global Inc. • World's Leader in Welding and Cutting Products • • Sales and Service through Subsidiaries and Distributors Worldwide • Cleveland, Ohio 44117-1199 U.S.A. TEL: 216.481.8100 FAX: 216.486.1751 WEB SITE: www.lincolnelectric.com i SEGURIDAD ADVERTENCIA i El CORTE POR PLASMA o DESBASTE puede ser peligroso. PROTÉJASE USTED Y A LOS DEMÁS CONTRA POSIBLES LESIONES GRAVES, INCLUSO MORTALES. MANTENGA A LOS NIÑOS ALEJADOS DEL EQUIPO. LAS PERSONAS CON MARCAPASOS DEBEN CONSULTAR A SU DOCTOR ANTES DE OPERAR ESTE EQUIPO Lea y entienda los siguientes mensajes de seguridad. Para información adicional acerca de la seguridad, se recomienda comprar un ejemplar de “Safety in Welding & Cutting - ANSI Standard Z49.1” de la Sociedad Norteamericana de Soldadura, P.O. Box 351040, Miami, Florida 33135 ó CSA Norma W117.2. ASEGÚRESE DE QUE SÓLO PERSONAS CALIFICADAS REALICEN TODOS LOS PROCEDIMIENTOS DE INSTALACIÓN, OPERACIÓN, MANTENIMIENTO Y REPARACIÓN. La DESCARGA ELÉCTRICA puede causar la muerte. 1.a. Los circuitos del electrodo y de trabajo están eléctricamente con tensión cuando el equipo de soldadura está encendido. No tocar esas piezas con tensión con la piel desnuda o con ropa mojada. Usar guantes secos sin agujeros para aislar las manos. 1.b. Cuando la fuente de poder opera en exceso se producen voltajes de 250 voltios. Esto origina un riesgo serio de descarga eléctrica, incluso puede ser fatal. 1.c. Aíslese del trabajo y tierra utilizando aislamiento seco. Cuando corte o desbaste en lugares húmedos, en estructuras metálicas como pisos, rejas o andamios y cuando trabaje sentado o acostado, asegúrese de que el aislamiento es lo suficientemente grande para cubrir toda el área de contacto físico con el trabajo y tierra. 1.d. Asegurar siempre que el cable de trabajo tenga una buena conexión eléctrica con el metal que se está soldando o en desbaste. La conexión debe ser lo más cercana posible al área donde se va a soldar o de desbaste. 1.e. Conectar el trabajo o metal que se va a soldar a una buena toma de tierra eléctrica. 1.f. Mantenga la antorcha de plasma, el cable y opinza de trabajo en condiciones de funcionammiento buenas y segurass. Reemplace el aislameinto dañado. 1.g. Nunca sumergir el electrodo en agua para enfriarlo o corte por plasma o desbaste bajo el agua. 1.h. Cuando se trabaje en alturas, usar un cinturón de seguridad para protegerse de una caída si hubiera descarga eléctrica. 1.i. Opere el arco piloto con precaución. El arco piloto puede quemar al operador , a los demás aún cuando portan ropa de seguridad. 1.j. Consulte también los incisos 4c y 6. Los RAYOS DEL ARCO pueden causar quemadurtas. 2.a. Utilice lentes y un recubrimiento con el filtro adecuado y placas de cubierta para proteger la vista de chíspas y rayos del arco al realizar u observar corte con arco o desbaste. Los lentes, careta y filtros deben cumplir con las normas ANSI Z87. I. 2.b. Usar ropa adecuada hecha de material resistente a la flama durable para protegerse la piel propia y la de los ayudantes de los rayos del arco. 2.c. Proteger a otras personas que se encuentren cerca del arco, y/o advertirles que no miren directamente al arco ni se expongan a los rayos del arco o a las salpicaduras o metal. Los Humos y Gases Pueden Ser Peligrosos. 3.a. L a soldadura puede producir humos y gases peligrosos para la salud. Evite respirarlos. Durantela soldadura, mantener la cabeza alejada de los humos. Utilice ventilación y/o extracción de humos junto al arco para mantener los humos y gases alejados de la zona de respiración . Cuando se corta por plasma o desbaste en un cable de acero plateado -cadmio y otros metales o revestimientos que producen humos altamente tóxicos, mantenga la exposición lo más baja posible y dentro de los límites OSHA PEL y ACGIH TLV aplicable utilizando un sistema de extracción local o una ventilación mecánica. En espacios confinados o en algunas situaciones, a la intemperie, puede ser necesario el uso de respiración asistida. Asimismo, se requieren precacuiones adicionales al soldar en acero galvanizado. 3. b. La operación de equipo de de control de humos por corte por plasma o desbaste se puede verse afectada por diversas causas entre las que se incluyen el uso inadecuado y colocación del equipo, mantenimiento del equipo y procedimeintos y aplicaciones específicas involucradas. El nivel de exposición del trabajador deben verificarse en la instalación y después periódicamente a fin de tener la certeza de que se trabaja dentro de los límites OSHA PEL y ACGIH TLV aplicables. 3.c. No utilice equipo de corte por plasma o desbaste en lugares cercanos a vapores de hidrocarburos clorados provenientes de operaciones de desengrase, limpieza o rociado. El calor y rayos del arco pueden reaccionar con los vapores del solvente para formar fosgeno, un gas altamente tóxico, y otros productos irritantes . 3.d. Los gases utilizados para el corte por plasma y desbaste pueden desplazar el aire y causar lesiones o la muerte. Siempre cuente con la ventilación suficiente, especialemtne en áreas cerradas, a fin de asegurar que el aire que se respira es seguro 3.e. Lea y entienda las instrucciones del fabricante para este equipo y siga siempre las prácticas de seguridad para el empleado. Las CHISPAS DE CORTE pueden provocar un incendio o una explosión. 4.a. .Elimine los riesgos de incendio del área de corte por plasma o desbaste. Si no es posible, cúbralos para evitar que las chispas de corte o desbaste inicien un incendio. Recuerde que las chispas de soldadura y materiales calientes del corte por plasma o desbaste pueden fácilmente penetrar por fisuras y aberturas pequeñas y pasar a las áreas adyacentes. Evite cortar o desbastar cerca de líneas hidráulicas. Tenga siempre disponible un extinguidor de incendios 4.b. Si se utilizan gases comprimidos en el sitio de trabajo, deberán aplicarse precauciones especiales para evitar situaciones peligrosas. Consulte “Seguridad en la Soldadura y Corte” (Estándar ANSI Z49.1) y la información de operación del equipo que se está utilizando. ii ii SEGURIDAD 4.c. Cuando no corte o desbaste, asegúrese de que ninguna parte del circuito del electrodo esté tocando el trabajo o tierra. El contacto accidental puede provocar sobrecalentamiento e incendios. 4.d. No corte o desbaste tanques, cilindros o contenedores hasta que se hayan tomado los pasos adecuados para asegurar que dichos procedimientos no causarán vapores inflamables o tóxicos a partir de las sustancias en su interior. Éstas pueden causar una explosión aún cuando hayan sido “limpiadas”. Para mayor información, adquiera “Prácticas de Seguridad Recomendadas para la Preparación de Soldadura y Corte de Contenedores y Tuberías que Han Albergado Sustancias Peligrosas”, AWS F4.1 de la Sociedad Estadounidense de Soldadura (vea la dirección anterior). 4.e. Ventile los recipientes o contenedores antes de calentar, cortar o desbastar. Pueden explotar. 4.f. No llene de combustible el equipo de combustión interna cerca del área donde se corta por plasma o se desbasta. 4.g. Las chispas o salpicaduras brincan del arco de plasma. Utilice lentes de seguridad, protección auditiva y ropa protectora libre de aceite como guantes de piel, camisa gruesa, pantalones sin dobleces, zapatos altos y una gorra sobre su cabello. Use tapones para los oídos cuando corte o desbaste fuera de posición o en lugares confinados. Siempre utilice lentes de seguridad con protecciones laterales cuando se encuentre en el área de corte o desbaste. 4.h. Conecte el cable de trabajo al trabajo tan cerca como sea posible del área de corte o desbaste según sea práctico. Los cables de trabajo conectados a la estructura del edificio u otros lugares lejanos al área de corte o desbaste, aumentan la posibilidad de paso de corriente por cadenas de elevación, cables de grúas u otros circuitos alternos. Esto puede crear riesgos de incendio o sobrecalentar las cadenas de elevación o cables hasta que fallen. 4.I. Lea y siga el Estándar NFPA 51B “ para Prevenciòn Durante la Sldadura, Corte u otro Trabajo Energizado”, disponib le en NFPA, 1 Batterymarch Park,PO box 9101, Quincy, Ma 022690-9101. Si sufre algún daño, el CILINDRO puede explotar. 5.a. Utilice únicamente cilindros de gas comprimido que contengan el gas correcto para el proceso usado, y reguladores que operen adecuadamente y que estén diseñados para el gas y presión que se están utilizando. Todas las mangueras, conectores, etc., deberán ser convenientes para la aplicación y mantenerse en buenas condiciones. 5.b. Siempre mantenga los cilindros en posición vertical, encadenados en forma segura a un carro de transporte o soporte fijo. 5.c. Los cilindros deberán ubicarse: • Lejos de las áreas donde puedan golpearse o estar sujetos a daños físicos. • A una distancia segura del corte por plasma o desbaste, operaciones de soldadura por arco y cualquier otra fuente de calor, chispas o flama. 5.d. Nunca permita que ninguna parte del electrodo, antorcha o cualquier otra parte “eléctricamente” caliente toque un cilindro. 5.e. Mantenga su cabeza y cara lejos de la salida de la válvula del cilindro cuando abra esta válvula. 5.f. Los tapones de protección de la válvula siempre deberán estar en su lugar y apretarse con la mano excepto cuando el cilindro esté en uso o conectado para su uso. Para equipo accionado ELÉCTRICAMENTE. 6.a. Apague la alimentación utilizando el interruptor de desconexión en la caja de fusibles antes de trabajar en el equipo. 6.b. Instale el equipo conforme al Código Eléctrico Nacional de E.U.A., todos los códigos locales y las recomendaciones del fabricante. 6.c. Aterrice el equipo conforme al Código Eléctrico Nacional de E.U.A. y las recomendaciones del fabricante. El ARCO DE PLASMA puede causar lesiones. 7.a. Mantenga su cuerpo alejado de la tobera y arco de plasma. 7.b. Opere el arco del piloto con precaución. Éste es capaz de quemar al operador, a otros e incluso atravesar la ropa de seguridad. Los CAMPOS ELÉCTRICOS Y MAGNÉTICOS pueden ser peligrosos 8.a. La corriente eléctrica que fluye a través de algún conductor provoca Campos Eléctricos y Magnéticos (EMF) localizados. La corriente de corte o desbaste crea campos EMF alrededor de los cables de la antorcha y máquinas de corte. 8.b. Los campos EMF pueden interferir con algunos marcapasos, así que los operadores que tengan uno deberán consultar a su médico antes de cortar o desbastar. 8.c. La exposición a los campos EMF durante el corte o desbaste pueden tener otros efectos de salud que todavía se desconocen. 8d. Todos los operadores deberán aplicar los siguientes procedimientos a fin de minimizar la exposición a campos EMF del circuito de corte o desbaste: 8.d.1. Enrute los cables de la antorcha y trabajo juntos – Asegúrelos con cinta cuando sea posible. 8.d.2. Nunca enrede el cable de la antorche alrededor de su cuerpo. 8.d.3. No coloque su cuerpo entre la antorcha y los cables de trabajo. Si el cable de la antorcha está a su derecha, el cable de trabajo deberá también estarlo. 8.d.4. Conecte el cable de trabajo que va a la pieza de trabajo tan cerca como sea posible del área que está siendo cortada o desbastada. 8.d.5. No trabaje al lado de la fuente de poder de corte. 5.g. Lea y siga las instrucciones sobre cilindros de gas comprimido, equipo asociado y la publicación P-l de CGA, “Precauciones para Manejo Seguro de Gases Comprimidos en Cilindros,”disponible de la Asociación de Gas Comprimido 1235 Jefferson Davis Highway, Arlington, VA 22202. Visite http://www.lincolnelectric.com/safety para obtener información de seguridad adicional. v v Gracias por seleccionar un producto de CALIDAD fabricado por Lincoln Electric. Queremos que esté orgulloso al operar este producto de Lincoln Electric Company••• tan orgulloso como lo estamos como lo estamos nosotros al ofrecerle este producto. POLÍTICA DE ASISTENCIA AL CLIENTE El negocio de la Lincoln Electric Company es fabricar y vender equipo de soldadura, consumibles y equipo de corte de alta calidad, Nuestro reto es satisfacer las necesidades de nuestros clientes y exceder sus expectativas. A veces, los compradores pueden pedir consejo o información a Lincoln Electric sobre el uso de sus productos. Les respondemos con base en la mejor información que tengamos en ese momento. Lincoln Electric no está en posición de garantizar o avalar dicho consejo, y no asume ninguna responsabilidad con respecto a dicha información o guía. Expresamente declinamos cualquier garantía de cualquier tipo, incluyendo cualquier garantía de conveniencia para el fin particular de algún cliente, con respecto a dicha información o consejo. Como un asunto de consideración práctica, tampoco podemos asumir ninguna responsabilidad por actualizar o corregir dicha información o consejo una vez que se ha dado, ni tampoco el hecho de proporcionar la información o consejo crea, amplía o altera ninguna garantía en relación con la venta de nuestros productos. Lincoln Electric es un fabricante responsable, pero la selección y uso de productos específicos vendidos por el mismo está únicamente dentro del control del cliente, y permanece su sola responsabilidad. Varias variables más allá del control de Lincoln Electric afectan los resultados obtenidos al aplicar estos tipos de métodos de fabricación y requerimientos de servicio. Sujeto a Cambio – Esta información es precisa en nuestro mejor leal saber y entender al momento de la impresión. Sírvase consultar www.lincolnelectric.com para cualquier información actualizada. Favor de Examinar Inmediatamente el Cartón y el Equipo para Verificar si Existe Algún Daño Cuando este equipo se envía, el título pasa al comprador en el momento que éste recibe el producto del transportista. Por lo tanto, las reclamaciones por material dañado en el envío las debe realizar el comprador en contra de la compañía de transporte en el momento en el que recibe la mercancía. Por favor registre la información de identificación del equipo que se presenta a continuación para referencia futura. Esta información se puede encontrar en la placa de identificación de la máquina. Producto _________________________________________________________________________________ Número de Modelo _________________________________________________________________________ Número de Código o Código de Fecha__________________________________________________________ Número de Serie___________________________________________________________________________ Fecha de Compra__________________________________________________________________________ Lugar de Compra_________________________________________________________________________ En cualquier momento en que usted solicite alguna refacción o información acerca de este equipo proporcione siempre la información que se registró anteriormente. El número de código es especialmente importante al identificar las partes de reemplazo correctas. Registro del Producto En Línea - Registre su máquina con Lincoln Electric ya sea vía fax o a través de Internet. • Para envío por fax: Llene la forma en la parte posterior de la declaración de garantía incluida en el paquete de literatura que acompaña esta máquina y envíe por fax la forma de acuerdo con las instrucciones impresas en ella. • Para registro en línea: Visite nuestro SITIO WEB en www.lincolnelectric.com. Seleccione “Vínculos Rápidos” y después “Registro de Producto”. Por favor llene la forma y presente su registro. Lea este Manual del Operador completamente antes de empezar a trabajar con este equipo. Guarde este manual y téngalo a mano para cualquier consulta rápida. Ponga especial atención a las diferentes consignas de seguridad que aparecen a lo largo de este manual, por su propia seguridad. El grado de importancia a considerar en cada caso se indica a continuación. ADVERTENCIA Este mensaje aparece cuando la información que acompaña debe ser seguida exactamente para evitar daños personales graves o incluso la pérdidad de la vida. PRECAUCIÓN Este mensaje aparece cuando la información que acompaña debe ser seguida para evitar daños personales menos graves o daños a este equipo. vi vi TABLA DE CONTENIDO Página Instalación ......................................................................................................................Sección A Especificaciones técnicas ....................................................................................................A-1 Precauciones de Seguridad .................................................................................................A-2 Seleccione el lugar apropiado ..............................................................................................A-2 Estibado ...............................................................................................................................A-2 Inclinación ............................................................................................................................A-2 Protección contra interferencias de alta frecuencia .............................................................A-2 Conexiones de las entradas eléctricas.................................................................................A-2 Conexiones de la entrada de gas.........................................................................................A-3 Conexiones de salida ...........................................................................................................A-3 Antorcha ........................................................................................................................A-3 ________________________________________________________________________________ Operación .......................................................................................................................Sección B Precauciones de Seguridad .................................................................................................B-1 Descripción...........................................................................................................................B-1 Temperatura del precalentamiento para el corte con plasma ..............................................B-1 Responsabilidades del usuario ............................................................................................B-2 Características y controles operativos .................................................................................B-2 Características y ventajas del diseño ...................................................................................B-2 Capacidad de corte ..............................................................................................................B-3 Vida útil de los consumibles .................................................................................................B-3 Limitaciones .........................................................................................................................B-4 Controles y configuraciones ........................................................................................B-4, B-5 Proceso de corte...........................................................................................................B-5, B-6 Discusión del arco piloto ......................................................................................................B-7 Recomendaciones para los procedimientos ........................................................................B-7 Generalidades ...............................................................................................................B-7 Sugerencias para las utilidades adicionales del sistema TOMAHAWK™ 625 ......................B-8 Torch Part Configuration .....................................................................................B-9, B-10 ________________________________________________________________________________ Accesorios .......................................................................................................Sección C ________________________________________________________________________________ Mantenimiento .................................................................................................Sección D Precauciones de Seguridad ..................................................................................D-1 Mantenimiento de rutina ........................................................................................D-1 Mantenimiento periódico .......................................................................................D-1 ________________________________________________________________________ Identificación y solución de problemas.........................................................Sección E Precauciones de Seguridad...................................................................................E-1 Como usar la guia de identificación y soluciones de problemas ...........................E-1 Las Señales Error ..................................................................................................E-2 Guia de identificación y solución de problemas ...........................................E-3 a E-7 ________________________________________________________________________ Diagramas del cableado ..................................................................................Sección F Diagrama del cableado ..........................................................................................F-1 ________________________________________________________________________ Lista de partes .................................................................................................Apéndice TOMAHAWK™ 625 .....................................................................................Serie P-626 Antorcha........................................................................................................P-210-W ________________________________________________________________________ A-1 A-1 INSTALACIÓN ESPECIFICACIONES TÉCNICAS -TOMAHAWK™ 625 ENTRADA – MONOFASICA 50/60 HERTZ Voltaje Estándar 208V, 230V ±10% / 1 / 50 / 60Hz SALIDA NOMINAL A 40° C AMPS DE LA CORRIENTE 24 A 29 A 40 A Ciclo de trabajo 100% 60% 35% VOLTIOS de VOLTAJE 89.6 VDC 91.8 VDC 96.0 VDC SALIDA Rango de la corriente 10-40 Amps Corriente piloto Voltaje de circuito abierto 460 VDC GASTO DE GAS REQUIERIDO 12 Amps PRESIÓN DE GAS REQUERIDA 70 PSI @ 125-200 SCFH ( 5 Bar. @ 80±20 litros/min.) 80 a 110 PSI (6 Bar. a 7.5 Bar.) TAMAÑOS RECOMENDADOS PARA LOS CABLES Y LOS FUSIBLES DE LA ENTRADA Para todas las aplicaciones de corte con plasma Basado en el Código Eléctrico Nacional de los EUA (NEC) Temperatura ambiente de 30°C o menor Salida Voltaje de CA a la entrada a 50/60 hertz 230V-1Ø 40 A 208V-1Ø Tamaño de la cablija del cable de la entrada Fusible (que- Escriba a máquina S, SO, ST, STO o uso excepmado lento) cionalmente duro cuerda de entrada disyuntor de AWG (Calibre de cable americano) (IEC) circuito (tipo retardo) 2 cables de alimentación a la entrada 1 cable a tierra 30 AMPS 6-50P #12 (3.3 mm2) #12 (3.3 mm2) DIMENSIONES FÍSICAS Alto Ancho Profundidad Peso incluyendo el cable de la antorcha 15.2 in. 385 mm 8.5 in. 215 mm 18.9 in. 480 mm 34.0 lbs. 15.4 kg. RANGOS DE TEMPERATURA RANGO DE TEMPERATURA DE OPERACIÓN -10°C a +40°C RANGO DE TEMPERATURA DE ALMACENAJE -10°C a +40°C TOMAHAWK™ 625 A-2 INSTALACIÓN Antes de instalar la TOMAHAWK™ 625 lea toda la sección de instalación. PRECAUCIONES DE SEGURIDAD ADVERTENCIA UNA DESCARGA ELÉCTRICA PUEDE CAUSAR LA MUERTE. • Esta instalación sólo la debe hacer personal debidamente calificado. • Antes de trabajar en éste equipo, CORTE la alimentación de energía desde el interruptor o desde la caja de fusibles. Antes de trabajar en este equipo, apague la alimentación de la potencia hacia cualquier otro equipo que se encuentre conectado al sistema de soldadura desde el interruptor de desconexión o desde la caja de fusibles. • No toque las partes eléctricamente activas. • Cuando vaya a enchufar el cordón eléctrico al toma corriente, APAGUE el interruptor de la TOMAHAWKTM 625. ___________________________________________ SELECCIONE UN LUGAR ADECUADO Coloque la soldadora en un lugar donde el aire de enfriamiento pueda circular libremente hacia dentro pasando a través de las rejillas traseras del gabinete y hacia afuera a través de los costados laterales y la parte frontal del gabinete. Se debe evitar al máximo que la suciedad, el polvo y cualquier material extraño entre a la máquina. Si no sigue estas precauciones se pueden generar temperaturas de operación excesivas y apagados ruidosos. Cuando utilice una alimentación de aire externa para la TOMAHAWK™ 625, debe ser una fuente de aire limpio, seco o de nitrógeno. El aceite en el aire es un problema grave que debe evitar. La presión de la alimentación debe ser entre 80 y 150 psi. El índice del flujo debe ser de aproximadamente 4.0 cfm (113 l/min). Si no se observan estas precauciones pueden generar temperaturas de operación excesivas o dañar el soplete. A-2 PROTECCIÓN CONTRA INTERFERENCIA DE FRECUENCIA ALTA La TOMAHAWKTM 625 utiliza un mecanismo de arranque táctil para iniciar el arco que elimina las emisiones de alta frecuencia en la máquina, a comparación de los generadores con salto de chispa y del tipo estado sólido con altas frecuencias. Tome en cuenta que estas máquinas pueden ser utilizadas en lugares donde operen máquinas que generan alta frecuencia. Si se toman las siguientes medidas, podrá minimizar las interferencias causadas por la alta frecuencia en la TOMAHAWKTM 625. (1) Asegúrese que el chasis de la alimentación de energía se encuentre bien aterrizado. La tierra de la terminal de trabajo NO aterriza el bastidor de la máquina. (2) Mantenga la pinza de trabajo aislada de otras abrazaderas que tengan alta frecuencia. (3) Si la la pinza de trabajo no se puede aislar, entonces manténgala lo más alejada posible de las demás conexiones de las pinzas de trabajo. (4) Cuando ubique a la máquina en el interior de un edificio con estructura metálica, le recomendamos utilizar tierras de la periferia del edificio que tengan una buena conducción eléctrica. Si no observa estos procedimientos recomendados para la instalación, puede causar que la TOMAHAWKTM 625 no funcione adecuadamente, e incluso dañar el sistema de control o los componentes de la alimentación de energía. CONEXIONES ELÉCTRICAS DE ENTRADA La TOMAHAWK TM 625 viene clasificada para voltajes de entrada de 208VCA y 230VCA. Antes de instalarla, verifique que el voltaje de la alimentación de entrada, la fase y la frecuencia sean las mismas que el del voltaje, fase y frecuencia de la máquina conforme a lo que se especifique en la placa de capacidades nominales de la máquina. • La TOMAHAWKTM 625 sólo debe conectarla un electricista debidamente calificado. La instalación debe hacerse siguiendo las normas de los códigos locales. Cuando se utilice sobre motores impulsores, tome en cuenta las restricciones del voltaje de entrada antes mencionadas, y las siguientes precauciones. La TOMAHAWKTM 625 puede operarse sobre generadores impulsados por motores siempre y cuando los 230 voltios auxiliares cumplan las siguientes condiciones: ESTIBADO La TOMAHAWKTM 625 no debe apilarse INCLINACIÓN La TOMAHAWK TM 625 debe ubicarse sobre una superficie estable y bien nivelada para evitar que pueda volcarse. • La forma de la onda de la CA del voltaje pico se encuentre debajo de 400 voltios. • La frecuencia de la forma de la onda de CA sea entre 45 y 65 HZ. • El voltaje de las RMS de la forma de la onda de la CA siempre sea superior a 208VC. TOMAHAWK™ 625 A-3 A-3 INSTALACIÓN Los motores de avance Lincoln siguientes satisfacen estas condiciones cuando se operan en modo de alta velocidad: Motores de avance Outback 180, Ranger 225, 250LPG, 305G y 305D. Motores de avance Vantage 300, 400, 500 y Air Vantage. No se recomienda operar la TOMAHAWK™ 625 en motores de avance que no cumplan con estas condiciones. Tales combinaciones pueden aplicar un voltaje excesivo a la alimentación de energía de la TOMAHAWK™ 625. NOTA: Cuando utilice gas nitrógeno de un cilindro, éste debe contar con un regulador de presión. • • Los psi máximos procedentes de un cilindro de gas nitrógeno hacia el regulador de la TOMAHAWK™ 625 nunca deben exceder de 110 psi. Instale una manguera entre el regulador del cilindro de gas nitrógeno y la entrada de gas de la TOMAHAWK™ 625. CONEXIONES DE ENTRADA DE GAS (Alimentación de aire externo) ADVERTENCIA Alimente a la TOMAHAWK™ 625 con a aire o nitrógeno limpio y comprimido. • La presión de la alimentación debe ser entre 80 y 110 psi. • El gasto debe ser de aproximadamente 125 - 200 SCFH (80 ±20 L/min). NOTA: El aceite en la alimentación del aire de la TOMAHAWK™ 625 puede causar problemas serios. Sólo debe usar alimentaciones de aire limpias. • El gas comprimido puede ser alimentado mediante el accesorio que se incluye con la máquina, o a mediante el cordón de ¼-19 BSPP de la parte posterior de la máquina. Para utilizar el accesorio de aire que se incluye con la máquina (empacado dentro del kit de consumibles), aplique cinta de teflón a los rosques de fijación e instálela en el puerto que se encuentra la parte posterior de la misma. • Si utiliza aire comprimido, se recomienda instalar un filtro en la línea de alimentación después de la conexión del aire que va a la TOMAHAWK™ 625. • Se recomienda utilizar un filtro estándar en línea con capacidad nominal para cinco micrones; sin embargo, para obtener un funcionamiento óptimo, seleccione un prefiltro con una clasificación absoluta para 3 micrones. En caso no se encuentren disponibles ninguno de estos filtros con una clasificación menor o igual, se puede utilizar uno de 20 micrones. Los elementos de filtro en línea por lo general filtrarán el aire y restringirán poco el flujo del aire hasta que el elemento tenga una contaminación del 75%. Después de ese punto, se presentará una caída evidente en la presión de la línea. Cuando la presión indique una caída de 810 psi debe cambiar los elementos del filtro; sin embargo, para que la TOMAHAWK™ 625 funcione de manera óptima, el elemento del filtro debe reemplazarse cuadno o antes de que la caída de presión alcance los 8 psi. Asegúrese de seleccionar un filtro que acomode el índice de flujo necesario para la TOMAHAWK™ 625, conforme a lo que se especifica en la sección de Instalación del presente manual de instrucciones bajo el encabezado “Conexiones de entrada de gas”. El CILINDRO PUEDE EXPLOTAR si se daña. • Mantenga al cilindro con su parte superior hacia arriba y encadenado a un soporte fijo. • Mantenga al cilindro alejado de las áreas donde pueda sufrir algún daño. • Nunca debe levantar la máquina cuando esté acoplada a un cilindro. • Nunca permita que la antorcha de corte toque al cilindro. • Mantenga al cilindro alejado de las partes eléctricas energizadas. • Presión máxima a la entrada 110 psi. ------------------------------------------------------------------------ CONEXIONES DE SALIDA Antorcha El TOMAHAWK™ 625 se envía de la fábrica con un soplete cortador y una abrazadera del trabajo incluidos. La abrazadera del trabajo se debe conectar con seguridad con el pedazo del trabajo. Si se pinta el pedazo del trabajo o extremadamente sucio puede ser necesario exponer el metal pelado para hacer una buena conexión eléctrica. TOMAHAWK™ 625 B-1 OPERACIÓN PRECAUCIONES DE SEGURIDAD PRECAUCIÓN UNA DESCARGA ELÉCTRICA puede causar la muerte. • Cuando alguna parte de su piel esté húmeda o lleve ropa mojada, no toque las partes energizadas ni los electrodos. • Aíslese a sí mismo del trabajo y de la tierra. • Siempre debe llevar puestos guantes aislantes secos. LOS HUMOS Y LOS GASES pueden ser peligrosos. • Mantenga su cabeza alejada de los humos. • Para retirar los humos de las zonas de respiración, use una ventilación o un tubo de descarga CHISPAS POR TRABAJOS DE SOLDADURA, CORTE Y DESBASTE B-1 DESCRIPCIÓN La TOMAHAWK™ 625 es una fuente de poder de corriente constante y continua que controla a la fuente de energía de plasma para corte. Ofrece características superiores y un arranque confiable, visibilidad del corte y estabilidad del arco. El sistema de control cuenta con un mecanismo de seguridad para asegurarse que la boquilla y el electrodo se encuentren en su lugar antes de realizar algún corte o desbaste. Esto es muy importante debido a los altos voltajes que se encuentran presentes. La TOMAHAWK™ 625 viene con un regulador de aire y manómetro estándar. La máquina también viene con una cuerda de la energía de entrada, antorcha de mano con un 20' longitud de cable. En la compra de la TOMAHAWK™ 625 se incluyen consumibles para que puedan empezar a hacer sus cortes desde el momento en que la saque de la caja. También puede ordenar consumibles en paquetes por separado. La TOMAHAWK™ 625 iniciará el arco de plasma mediante un mecanismo de arranque táctil sencillo pero confiable. Este sistema elimina muchos de los problemas de fallas que se asocian a los sistemas de arranque con altas frecuencias. • Mantenga alejados a los materiales inflamables. • No haga trabajos de soldadura, corte ni desbaste en contenedores que hayan tenido combustibles. Los RAYOS DEL ARCO pueden causar quemaduras. • Utilice protección para los ojos, oídos y cuerpo. El ARCO DE PLASMA puede causar lesiones. • Mantenga a todas las partes de su cuerpo alejadas de la boquilla y el arco de plasma. • Opere al arco piloto con precaución. El arco piloto puede causarle quemaduras al operador, a otros, o incluso perforar la ropa de seguridad. Observe los lineamientos adicionales de seguridad que se mencionan al principio del presente manual. TEMPERATURA DE PRECALENTAMIENTO PARA CORTES CON PLASMA En la mayoría de las aplicaciones el control de la temperatura de precalentamiento no se necesita cuando se realizan trabajos de corte o debaste con arco de plasma. El control de temperatura del precalentamiento puede requerirse en aceros con una alta aleación al carbón y aluminios tratados al calor para controlar la resistencia a las fisuras y la dureza. Las condiciones de trabajo, códigos aplicables, niveles de liberación, y otras consideraciones también pueden requerir un control para la temperatura del precalentamiento. Como punto inicial, se recomienda utilizar la temperatura mínima de precalentamiento que se menciona más adelante. Se pueden utilizar temperaturas superiores según lo requieran las condiciones del trabajo y/o los códigos aplicables. Si en la cara del corte se presentan fisuras o dureza excesiva, es posible que se requiera una temperatura de precalentamiento superior. La temperatura de precalentamiento mínimo recomendado para una placa de un grosor de hasta 1/2 pulgadas (12.7mm) es de 70°F (21.1°C). TOMAHAWK™ 625 B-2 OPERACIÓN RESPONSABILIDAD DEL USUARIO Dado que el diseño, fabricación, firmeza y las variables de corte afectan los resultados que se obtienen al aplicar este tipo de información, el servicio de un producto o estructura es responsabilidad del usuario. Variaciones como la composición química de la placa, condición de su superficie (aceite, escamas) grosor, precalentamiento, templado, tipo e índice del flujo del gas, y el equipo pueden producir resultados diferentes a los esperados. Es posible que sea necesario hacer algunos ajustes a los procedimientos para compensar las condiciones individuales particulares. Pruebe todos los procedimientos duplicando las condiciones actuales del campo. CARACTERÍSTICAS Y VENTAJAS DEL DISEÑO El diseño de la TOMAHAWK™ 625 hace que el corte con plasma se facilite. La presente lista de las características y ventajas del diseño le ayudarán a entender todas las capacidades de la máquina para que usted pueda sacarle el máximo provecho. - Peso ligero y diseño portátil para uso industrial. - Control continuo, 10-25 amps. - Mecanismo de arranque táctil confiable para iniciar el arco de plasma. - Rápida interrupción del arco para cortes rápidos de metal expandido. - Protección contra sobre voltajes de entrada. - Arco piloto cronometrado a un brillo de 3.0 segundos. - Sección de purga sobre el cuadrante de salida. - Regulador de aire y manómetro incluidos. - Separador de agua – interno incluido - Mecanismo de partes en su lugar para detectar una instalación apropiada de los consumibles y de la antorcha. - Cronometrado del flujo previo/posterior. El flujo previo se elimina si el arco se vuelve a iniciar en flujo posterior. - Protección termostática. - Protección contra sobre corrientes de estado sólido. - Diseño único del electrodo y la boquilla para un enfriamiento óptimo y una larga vida. TOMAHAWK™ 625 B-2 B-3 B-3 OPERACIÓN CAPACIDAD DE CORTE VIDA ÚTIL DE LOS CONSUMIBLES La TOMAHAWK™ 625 está clasificada para 25 amps, para un ciclo de trabajo del 35% sobre una base de diez minutos. Si excede el ciclo de trabajo, un protector térmico apagará la salida de la máquina hasta que esta se enfríe y alcance la temperatura de operación normal. La vida útil esperada del electrodo de la TOMAHAWK™ 625 bajo condiciones operativas normales es de aproximadamente 100 arranques/cortes. Un desgaste de 0.060”es usual al término de la vida útil del electrodo; sin embargo, la vida útil del electrodo puede prolongarse. Un arco verde y errático definitivamente indicará fallas en el electrodo y debe remplazarce de inmediato. La figura B1 muestra la capacidad de corte de la TOMAHAWK™ 625 cuando corta acero dúctil. La gráfica, muestra el grosor del corte comprado con la velocidad de desplazamiento de la antorcha con una base de antorcha de 0.15”. Se recomienda remplazar a los consumibles en juegos completos. (Ejemplo: electrodo y boquillas). Esto maximizará el rendimiento del sistema TOMAHAWK™ 625. Velocidad de desplazamiento de la antorcha recomendada (IPM) Figura B.1 Diagrama de las Capacidades de Corte de la TOMAHAWKTM 625 de Lincoln 90 80 70 60 50 40 30 20 10 0.125 Velocidad de desplazamiento de la antorcha recomendada 0.25 0.375 0.5 0.625 Grosor del Metal (Pulg.) TOMAHAWK 625 Clasificación del corte @ 22 IPM Corte máximo @ 14 IPM TOMAHAWK™ 625 Corte de separación @ 5 IPM 0.75 B-4 B-4 OPERACIÓN LIMITACIONES No exceda la corriente de salida ni la capacidad nominal del ciclo de trabajo de la máquina. No use la TOMAHAWK™ 625 para deshielar tuberías. Si el arco apaga al cortar utilizar voltaje de entrada bajo, eso está debajo de 208V, más baja la presión atmosférica ajustando la perilla de regulador. LEDs Descripción De Salida Térmico (Rojo) (Amarillo) Encendido Apagado El soplete de corte se encuentra energizado. Encendido Encendido Parte mal colocada: la tapa retenedora no se encuentra bien acoplada. Para restaurar la máquina: • Instale la antorcha que conserva el casquillo firmemente en el lugar. • Espere 5 segundos; durante este tiempo la salida y centelleos del LED termal alternativamente. • Después de 5 segundos la máquina se restaura y alista automáticamente para funcionar. Cuando se usa con el Outback 180, gubia no se recomienda. CONTROLES Y CONFIGURACIONES (Figura B.2) Panel frontal de comandos de la TOMAHAWK™ 625. FIGURA B.2 1 Apagado Encendido La máquina se encuentra sobrecalentada y la salida se ha deshabilitado. Esto, por lo general ocurre cuando el ciclo de trabajo de la máquina ha sido excedido. Deje la máquina encendida para permitir que los componentes internos se enfríen. Cuando la led térmica se apague, la máquina se encontrará disponible en operación normal. Apagado Destelleo Error de bajo voltaje de la energía. La máquina se desactiva. Cuando la energía regresa al rango correcto, la máquina se reinicia automáticamente. Destelleo Error en la presión del aire. 25 4 5 10 V 40 A A 2 1MPa = 145 psi 625 3 TOMAHAWK www.lincolnelectric.com 1. Perilla de corriente de salida: el potenciómetro se utiliza para fijar la corriente de salida que se utilice durante el corte. Para mayor información de la clasificación del rango de corriente para la máquina, favor de referirse a la sección “Especificaciones Técnicas”. Purga de aire: la perilla de la corriente de salida totalmente girada en el sentido de las manecillas del reloj habilita la función de la purga de aire. Un cronómetro con un límite de cinco minutos detiene la función de la purga; esto sólo ocurrirá si la perilla de la corriente de salida permanece en el modo de purga por un tiempo prolongado. 2. LED de color amarillo de encendido/apagado: se ilumina cuando la máquina se encuentra encendida. 3. LED de la salida de color rojo: ver la siguiente tabla. 4. LED térmico amarillo: ver la siguiente tabla. TOMAHAWK™ 625 Apagado Para revisar/ajustar la presión del aire (Ver los valores recomendados en la sección “Especificaciones técnicas” del presente manual): • Coloque a la máquina en modo de purga(1). • Revise y ajuste la presión del aire utilizando el manómetro y la perilla del regulador de presión de aire (6). • En caso necesario, también revise y ajuste la presión del aire de entrada, ajustando el compresor externo. B-5 OPERACIÓN B-5 5. Medidor de presión de aire y perilla del regulador: permite regular y monitorear la presión del aire. Ponga el interruptor de encendido/apagado en la posición de apagado. Puntos del 6 al 9 de la parte posterior de la TOMAHAWKTM 625 (ver figura B.3) • Conecte la alimentación de aire a la máquina. 7. Interruptor: Enciende/apaga la energía de entrada a la máquina. • TEncienda la energía de la línea principal y coloque al interruptor de la máquina en la posición de encendido. - El ventilador arrancará. - El circuito de pre-carga operará durante tres segundos, luego el led de “energía” de color verde se iluminará. 8. Cables de entrada: Conecta la unidad a la energía de entrada. • Adjunte la pinza del cable de trabajo al trabajo antes de iniciar el corte. 9. Entrada del aire: Sólo para el modo de operación con aire externo. Conexión para aire comprimido. • Coloque la perilla de control de la corriente de salida en la posición máxima para obtener la velocidad de corte más alta y una menor formación de escoria. Si desea reducir el ancho del kerf (corte), reduzca la corriente, de la zona afectada por el calor, o la velocidad del desplazamiento según se requiera.. 6. Ventilador: provee el enfriamiento de la máquina. Cuando la máquina está encendida, el ventilador opera de manera continua. PRECAUCIÓN La máquina debe alimentarse con aire limpio y seco. Una configuración de presión por arriba de los 110 psi (7.5 Bar) puede dañar la antorcha. Si no se observan estas precauciones pueden generarse temperaturas de operación excesivas o dañar la antorcha. ------------------------------------------------------------------------ PROCESO DE CORTE Cuando haga los preparativos para realizar un corte, coloque a la máquina tan cerca del trabajo como le sea posible. Asegúrese de contar con todos los materiales necesarios para completar el trabajo y de haber tomado todas las precauciones de seguridad. Es importante que siga estos pasos operativos cada vez que utilice la máquina. FIGURA B.3 7 6 9 8 Nota: Si el disyuntor de circuito se dispara mientras corta amperajes más altos -reduzca el amperaje de corte en la unidad, o incluya un circuito de entrada con una capacidad para una corriente mayor. • Haga girar la perilla de salida hacia la zona de purga para verificar o configurar la presión del gas. Jale el tapón del regulador de presión y gírelo para configurar la presión. - Ajuste el regulador de gas a 75-80 PSI (0.500.55 MPa). - Gire la perilla de la salida fuera de la zona de purga. - El gas se apagará de inmediato. El manómetro le mostrará un aumento en la presión después que se apague el aire pero esto es normal. NO reprograme la presión mientras el aire no se encuentre fluyendo. TOMAHAWK™ 625 B-6 B-6 OPERACIÓN • Cuando esté listo para cortar, coloque la antorcha cerca del trabajo, asegúrese de haber tomado todas las precauciones y active el disparador. - El aire influirá durante un tiempo de flujo previo de 2 segundos y el arco piloto arrancará. (Excepciones: la primera vez que active el disparador después de haber encendida la máquina, o después de un disparo térmico, el disparo inicial debe ignorarse. Esta es una característica de seguridad que previene que el arco piloto se encienda de manera inesperada, o en caso que el disparador de la antorcha se presione de manera accidental. La otra excepción es cuando la máquina se encuentra en flujo posterior, entonces se salta el tiempo del flujo previo y el arco piloto arrancará de inmediato). - El arco piloto operará por 3.0 segundos y se apagará a menos que se lleve al arco para que entre en contacto con el trabajo y éste se transfiera. Evite el tiempo excesivo del arco piloto transfiriéndolo rápidamente a la pieza de trabajo; esto prolongará la vida de los consumibles. - Cuando se lleva al arco a una distancia de 1/8” – ¼” de la pieza de trabajo: el arco transferirá, la corriente se elevará a lo programado en el panel de control, y el corte puede durar indefinidamente (o hasta que se exceda el ciclo de trabajo de la TOMAHAWKTM 625). • Perfore la pieza de trabajo haciendo descender a la antorcha lentamente sobre el metal a un ángulo de 30° alejado del operador. Esto expulsará la escoria lejos de la punta de la antorcha. Gire lentamente la antorcha hasta alcanzar una posición vertical a medida que el arco se haga más profundo. SOPLETE A UN ÁNGULO DE 30° PARA ATRAVESAR PARA CORTAR GÍRELO A UN ÁNGULO DE 90° 300 900 5 - 15 Ángulo Guía Dirección del desplazamiento 1/16” 10 - 20 Arc Lag • Utilice un ángulo guía de 5° - 15° en la dirección del corte. • Termine el corte a realizar y suelte el disparador. • Cuando se suelte el disparador, el arco se detiene. - El gas continuará fluyendo durante 15 segundos de flujo posterior. Si activa el disparador dentro de ese período, el arco piloto se reiniciará de inmediato. • Si la escoria es difícil de retirar, reduzca la velocidad del corte. Es más difícil retirar la escoria a alta velocidad que a baja velocidad. • Limpie la boquilla regularmente para retirarle las salpicaduras e incrustaciones. ADVERTENCIA LAS DESCARGAS ELÉCTRICAS PUEDEN CAUSAR LA MUERTE. • Antes de apretar, limpiar o remplazar los consumibles, apague la máquina desde el interruptor de desconexión que se encuentra en su parte posterior. ---------------------------------------------------------------------------- Antorcha • Si los LEDS de color rojo y amarillo se encienden al mismo tiempo mientras la opera: • Revise el ensamble de los consumibles de la antorcha. Si no están colocados en su lugar, la máquina no arrancará. Asegúrese que el tapón protector esté apretado a mano. No utilice pinzas ni lo apriete demasiado. ÁNGULO VERTICAL PARA CORTE CORTE • Sígalo moviendo mientras corta. Haga el corte a una velocidad uniforme sin pausas. Mantenga la velocidad del corte para que el retraso del arco sea de 10° a 20° por detrás de la dirección del desplazamiento. • Revise las condiciones de la parte interna de la boquilla. Si tiene acumulaciones de desechos, raspe al electrodo sobre la parte inferior interna de la boquilla para retirarle cualquier capa de óxido que se haya acumulado. Favor de referirse a “Para sugerencias de usos adicionales del sistema TOMAHAWKTM 625.” • Revise las condiciones del electrodo. Si la punta tiene una apariencia como de un cráter, reemplácelo junto con la boquilla. La profundidad máxima del desgaste del electrodo es de aproximadamente 0.62”. Un arco de color verde y errático definitivamente indicará fallas en el electrodo y éste debe reemplazarse de inmediato. TOMAHAWK™ 625 B-7 B-7 OPERACIÓN • Cuando la boquilla se encuentre erosionada hacia afuera o sea de forma oval, reemplácela. • Después de identificar el problema, o si no hay nada que esté aparentemente mal, reinicie la máquina apagando y luego encendiendo el interruptor. (En ciertas ocasiones, debido a ruidos eléctricos, el circuito de seguridad se puede disparar. Esto no debe ocurrir regularmente) RECOMENDACIONES PARA LOS PROCEDIMIENTOS Cuando se utiliza de manera adecuada, el corte con arco plasma es un proceso muy económico. Si se usa de manera inadecuada generará costos operativos muy altos. Generalidades - En Todos los Casos • Siga las precauciones de seguridad tal y como están impresas en el presente manual de operaciones y en la máquina. • Si se requiere perforar, baje lentamente la antorcha hasta un ángulo de cerca de 30° para sopletear y deshacerse de la escoria de la punta de la antorcha y gírela lentamente hasta alcanzar una posición vertical a medida que el arco se hace más profundo. Este proceso retirará gran parte del metal fundido y de la escoria. ¡Tenga cuidado! Retire la escoria tanto de la antorcha como del operador y de cualquier objeto inflamable. • La boquilla no se debe arrastrar en la superficie de metal. Un espaciador de la fricción se proporciona para mantener una altura consistant del tacto. Refiera a las configuraciones de las piezas del tacto en esta sección. • Si la máquina no se reinicia o si continúa disparándose, consulte la sección Identificación y Solución de Problemas. • Utilice los procedimientos de corte apropiados que se mencionan en Recomendaciones para los procedimientos. DISCUSIÓN DEL ARCO PILOTO La TOMAHAWKTM 625 tiene un arco piloto uniforme y continuo. El arco piloto sólo es un medio para transferir al arco a la pieza de trabajo y cortarla. No se recomienda arrancar repetidamente al arco piloto en sucesiones rápidas ya que esto por lo general reduce la vida útil del consumible. En forma ocasional el arco piloto puede chisporrotear o arrancar de manera intermitente. Esto se agrava cuando los consumibles están desgastados o cuando la presión del aire es demasiado alta. Debe siempre tomar en cuenta que el arco piloto está diseñado para transferir al arco a la pieza de trabajo y no para realizar numerosos arranques sin hacer ningún corte. SEPARADOR DE LA ANTORCHA La TOMAHAWKTM 625 no utiliza arranques de alta frecuencia. Cuando arranca al arco piloto, sentirá un ligero impulso en la empuñadura de la antorcha. Esto es normal, se trata del mecanismo que arranca el arco con plasma. Este impulso también se puede utilizar para ayudar a identificar y solucionar problemas de una condición de "no arraque”. SEPARADOR 1/16” ARRÁSTRELO hasta una distancia de 1/16” • Siempre que sea posible, inicie el corte desde el borde de la pieza de trabajo. • ¡Manténgase en movimiento! Es necesario contar con una velocidad uniforme. No haga pausas. TOMAHAWK™ 625 B-8 OPERACIÓN Sugerencias para usos extra de la TOMAHAWK™ 625 System: ADVERTENCIA LAS DESCARGAS ELÉCTRICAS PUEDEN CAUSAR LA MUERTE. • Antes de apretar, limpiar o remplazar los consumibles, apague la máquina desde el interruptor de desconexión que se encuentra en su parte posterior. ---------------------------------------------------------------------------- B-8 • Configure la presión a la configuración recomendada. Una presión más alta o menor causará turbulencia en el arco con plasma erosionando el orificio de la punta de la boquilla. • Utilice partes consumibles Lincoln. Estas partes son patentadas y si utiliza cualquier otro consumible de reemplazo puede dañar la antorcha o afectar la calidad del corte. 1. En forma ocasional se puede formar una capa de óxido sobre la punta del electrodo, esto crea una barrera aislante entre el electrodo y la boquilla. Esto puede causar que se dispare el circuito de seguridad de la TOMAHAWKTM 625. Cuando esto suceda, corte la energía, retire la boquilla y el electrodo, y utilice al electrodo para raspar la superficie inferior interna de la boquilla. Esto le ayudará a retirar el óxido acumulado. Reemplace la boquilla, corte la energía y continúe cortando. Si el circuito de seguridad continúa disparándose después de haber limpiado los consumibles, entonces reemplácelos por un nuevo juego. No continúe tratando de cortar con consumibles demasiado gastados ya que esto puede dañar la cabeza de la antorcha y degradará la calidad del corte. No permita que el cable ni el cuerpo de la antorcha entren en contacto con superficies calientes. 2. A continuación se mencionan algunas sugerencias que le pueden ser útiles para prolongar la vida útil de los consumibles: • Asegúrese que la alimentación de aire a la TOMAHAWKTM 625 sea limpia y sin aceite. En caso necesario, utilice varios filtros adicionales en línea. • La acumulación de escorias en la punta de la boquilla se minimiza si inicia el corte desde el borde de la placa, siempre que sea posible. • Los cortes pasados deben hacerse sólo cuando sea necesario. En caso de que vaya a hacer un corte pasado, coloque la antorcha a un ángulo de alrededor 30° con relación al plano perpendicular de la pieza de trabajo, transfiera el arco, luego lleve la antorcha en posición perpendicular al trabajo e inicie un movimiento paralelo. • Reduzca el número de arranques con arco piloto cuando no vaya a transferirlo al trabajo. • Antes de transferirlo al trabajo, reduzca el tiempo del arco piloto. TOMAHAWK™ 625 B-9 B-9 OPERACIÓN CONFIGURACIONES DE LA PIEZA DE LA ANTORCHA PIEZAS Hay diversas configuraciones de la antorcha dependiendo del corte o uso del escopleo con gubia. MANIJA Corte estándar fijado: En la configuración estándar del corte el inyector se diseña para no tocar el pedazo del trabajo. La ventaja de este método del corte es buena visibilidad del arco. Sin embargo requiere una mano constante evitar tocar el inyector al pedazo del trabajo que causará desgaste prematuro del inyector y un corte dentado. Un espaciador opcional de la fricción se puede atar al casquillo de retención para mantener una altura constante del arco. KIT DE ENFRIAMIENTO CABEZA ELECTRODO ANILLO SWIRL ESTÁNDAR TOBERA ELECTRODO Tapón de Retención ANILLO SWIRL TOBERA ESPACIADOR Tapón de Retención ANILLO SWIRL ESPACIADOR TOBERA CONTACTO DIRECTO El corte del contacto fijó: El corte del contacto utiliza las piezas consumibles especiales que permiten que la antorcha toque el pedazo del trabajo. La ventaja del corte del contacto es que la antorcha puede tocar el pedazo del trabajo, arrastrándola constantemente a través de la superficie. La desventaja del corte del contacto es el arco de plasma no es tan visible como con una disposición estándar de la antorcha. Puesto que los cortes de esta máquina en 40 amperios o menos él utilizan la configuración de la antorcha del contacto directo que permite que un inyector especial entre en contacto con el pedazo del trabajo. Tapón de Retención Desbaste ANILLO SWIRL TOBERA (Desbaste) Tapón de Retención CONTACTO DIRECTO ÉLECTRODE Protector de Desbaste ANILLO SWIRL CONTACTO DIRECTO www.lincolnelectric.com TOBERA CONSERVATION DE LA PAC TOMAHAWK™ 625 B-10 B-10 OPERACIÓN Escopleo con gubia de la disposición: Si se requiere el escopleo con gubia del metal y el no cortar totalmente a través de la pieza, un inyector especial del escopleo con gubia se utiliza conjuntamente con un protector del formón para proteger el inyector contra soplo del metal fundido detrás. PIEZAS MANIJA KIT DE ENFRIAMIENTO Desbaste CABEZA ELECTRODO TOBERA ANILLO SWIRL TOBERA Desbaste ANILLO SWIRL Tapón de Retención TOBERA Protector de Desbaste Tapón de Retención Refiera a la etiqueta de las piezas de la antorcha establecida en su máquina o las páginas de las piezas en la parte posterior de este manual para los números de parte específicos requeridos para cada uno de estas disposiciones. ESPACIADOR ANILLO SWIRL UTILICE SIEMPRE LOS ELECTRODOS ELÉCTRICOS GENUINOS DE LINCOLN, LOS INYECTORES, Y LAS PIEZAS CONSUMIBLES PARA EL MEJOR FUNCIONAMIENTO DEL CORTE. TOBERA CONTACTO DIRECTO Tapón de Retención Desbaste ANILLO SWIRL TOBERA (Desbaste) Tapón de Retención Protector de Desbaste www.lincolnelectric.com TOMAHAWK™ 625 C-1 ACCESORIOS OPCIONES GENERALES /ACCESSORIES Las opciones/los accesorios siguientes están disponibles para su cortador del plasma de la hacha de guerra de su distribuidor local de Lincoln. K2377-1 - Pequeña Cubierta de Lona Proteja su máquina cuando es parado. Hecho de la lona roja atractiva que es ignífuga, del moho resistente y repulsivo de agua. Incluye un bolsillo lateral conveniente para sostener la antorcha de plasma. K2886-1 - Kit del corte del círculo del plasma Para el corte circunda a partir del 3” a 33” en el diámetro (77m m a 838m m). ANTORCHAS La antorcha siguiente del reemplazo está disponible: Antorcha de plasma Handheld de K2847-1 LC40 20' (los 6m) PIEZAS CONSUMIBLES Refiera a la etiqueta de las piezas de la antorcha establecida en su máquina o las páginas de las piezas en la parte posterior de este manual para los números de parte específicos requeridos para cada uno de las disposiciones disponibles. TOMAHAWK™ 625 C-1 D-1 D-1 MANTENIMIENTO MANTENIMIENTO PERIÓDICO ADVERTENCIA LAS DESCARGAS ELÉCTRICAS PUEDEN CAUSAR LA MUERTE. • Haga que un electricista instale y de servicio a su equipo. • Antes de trabajar en el equipo, corte la energía desde la caja de fusiles. • No toque las partes energizadas. --------------------------------------------------------------------- ADVERTENCIA LAS DESCARGAS ELÉCTRICAS PUEDEN CAUSAR LA MUERTE. • Antes de apretar, limpiar o remplazar los consumibles, apague la máquina desde el interruptor de desconexión que se encuentra en su parte posterior. ---------------------------------------------------------------------------Cambie los consumibles según se requiera. MANTENIMIENTO DE RUTINA 1. Mantenga el área de corte y de desbaste en las cercanías de la máquina limpios y sin materiales combustibles. No debe permitir que exista algún desecho que pueda ser absorbido y obstruya el flujo del aire de la máquina. 2. Cada 6 meses o en un lapso similar, la máquina debe limpiarse con un chorro de aire a baja presión. Si mantiene la máquina limpia obtendrá una operación más fría y una mayor confiabilidad. Asegúrese de limpiar estas áreas: - Tarjetas de circuitos impresos y cuerpos de refrigeración - Interruptor PRECAUCIÓN • Cuando utilice un chorro de aire a baja presión, utilice la protección adecuada para los ojos. -----------------------------------------------------------------------3. Examine el gabinete de lámina en busca de abolladuras o roturas. En caso que se requiera repárela. Mantenga la caja en buenas condiciones para asegurarse que las partes con altos voltajes estén bien protegidas y que se conserve el espaciamiento correcto. Todos los tornillos externos de la lámina deben estar instalados para asegurarse de contar con una caja que sea fuerte y una buena continuidad eléctrica de la tierra. 4. Inspeccione periódicamente al cable en busca de marcas de pinchazos o perforaciones en la funda del cable. En caso necesario reemplácelo. Revíselo para asegurarse que ningún elemento no lo oprima y que eso pueda causar una obstrucción del flujo del aire a través del tubo del aire del interior. También revise periódicamente el cable en busca de torcedura y alíneelas de forma tal que no restrinjan el flujo del aire hacia la antorcha. PROTECCIÓN TÉRMICA Aparatos de detección térmica para proteger a la máquina en contra de temperaturas operativas excesivas. Las temperaturas excesivas pueden deberse a una falta de aire de enfriamiento o por operar la máquina excediendo el ciclo de trabajo y la clasificación de la salida. En caso que se tenga que operar a temperaturas operativas excesivas, la led térmica de color amarillo se encenderá y los aparatos de detección evitarán el voltaje de salida o la corriente. Estos aparatos de detección se reinician automáticamente en cuanto la máquina se enfría lo suficiente. Si el apagado del termostato se debió a una salida o a un ciclo de trabajo excesivos y el ventilador se encuentra operando normalmente, puede dejar encendido el interruptor y la reiniciación ocurrirá dentro de un lapso de 15 minutos. Si el ventilador no se encuentra operando o si las rejillas de la entrada de aire se encuentran obstruidas, entonces debe apagar el interruptor y corregir el problema con el ventilador o con la obstrucción de aire. Se incluye un circuito de protección para monitorear el voltaje a lo largo de los capacitores del filtro. En caso que el voltaje del capacitor sea demasiado alto, el circuito de protección evitará la salida. TOMAHAWK™ 625 E-1 LOCALIZACIÓN DE AVERÍAS E-1 CÓMO UTILIZAR LA GUÍA DE LOCALIZACIÓN DE AVERÍAS ADVERTENCIA El servicio y la reparación sólo debe de ser realizado por Personal Capacitado por la Fábrica Lincoln Electric. Reparaciones no autorizadas llevadas a cabo en este equipo pueden resultar peligrosas para el técnico y el operador de la máquina, e invalidará su garantía de fábrica. Por su seguridad y para evitar una descarga eléctrica, por favor tome en cuenta todas las notas de seguridad y precauciones detalladas a lo largo de este manual. __________________________________________________________________________ Esta guía de detección de problemas se proporciona para ayudarle a localizar y a reparar posibles averías de la máquina. Simplemente siga el procedimiento de tres pasos que se da enseguida. Paso 1. LOCALIZACIÓN DEL PROBLEMA (SÍNTOMA). Observe debajo de la columna llamada “PROBLEMA (SÍNTOMAS)”. Esta columna describe los síntomas posibles que la máquina pueda presentar. Encuentre la lista que describa de la mejor manera el síntoma que la máquina está presentando. Paso 2. CAUSA POSIBLE. En la segunda columna llamada “CAUSA POSIBLE” se enumeran los factores que pueden originar el síntoma en la máquina. Paso 3.ACCIÓN RECOMENDADA Esta columna proporciona una acción para la Causa Posible, generalmente recomienda que establezca contacto con su Taller de Servicio de Campo Autorizado por Lincoln local. Si no entiende o no puede llevar a cabo la Acción Recomendada de manera segura, contacte su Taller de Servicio de Campo Lincoln Autorizado. ADVERTENCIA LA DESCARGA ELECTRICA PUEDE CAUSAR LA MUERTE. • Apague la máquina y desconecte el interruptor en la parte posterior de la máquina y elimine las conexiones de alimentación de energía principales antes de realizar la localización de fallas. ------------------------------------------------------------------------------ PRECAUCIÓN Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura, contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder. TOMAHAWK™ 625 EN APAGADO TOMAHAWK™ 625 De Energía En Inversor en Señal (funcionamiento normal) ROJA LED APAGADO EN VERDE LED EN EN Desconexión por Sobretensión APAGADO Parpadeo Parpadeo EN EN Voltaje de Circuito Abierto Parpadeo Apagado Térmico PIP (Partes en Lugar) 1 Parpadeo APAGADO Subpresión Autorrestauración después dos minu tos de tiempo de enfriamiento. Este cierre se produce cuando la máquina corta durante más de 20 seg en la condición de sobretensión (Vin> 270Vac). NOTA Restablecer el Modo Siempre en cuando la máquina se Condiciones normales de funcionamiento cuando el gatillo está apagado. constante en activa. Condiciones normales de funcionamiento cuando se aprieta el gatillo. constante en Cuando la antorcha se libera. Frecuencia de Parpadeo (Hz) 3 Autorrestauración Después de constante en Tiempo de Enfriamiento. Respuesta normal térmica por sobrecalentamiento. Modo Seguro - si se aprieta el gatillo, mientras que Autorrestauración Después de encender la máquina, o adjuntar los consumibles con el 1 la Liberación del Disparador. gatillo apretado. De error de cierre y cuando la tapa de retención no está constante en Autorrestauración después 5 seg. conectado correctamente. De error y el cierre cuando la presión del aire de entrada es bajo. De error cuando la tensión de entrada es superior a Autorrestauración con histéresis. 270Vac. 4 Parpadeo APAGADO Señal de Sobretensión Autorrestauración. De Error y apagado cuando la tensión de entrada es Autorrestauración con histéresis. inferior a 187Vac. NOTA 1 Restablecer el Modo APAGADO Parpadeo ROJA AMARILLO Frecuencia de Parpadeo (Hz) LED LED Subtensión Alarma (condición anormal) SEÑALES DE ERRORES E-2 TROUBLESHOOTING E-2 E-3 E-3 LOCALIZACIÓN DE AVERÍAS Observe todos los lineamientos de seguridad que se detallan en el presente manual PROBLEMAS (SÍNTOMAS) CAUSA POSIBLE ACCIONES RECOMENDADAS El disyuntor del circuito de entrada 1. Esto puede ser normal. Si la salida está programada a un máximo, se se dispara repetidamente. requerirá un circuito de 20 amps. Favor de consultar la página de Especificaciones Técnicas. 2. Instale un circuito de entrada con mayor capacidad o cambie el control de salida a un amperaje menor. No hay una luz indicadora de estado 1. Revise la energía de entrada para aseguy el ventilador no opera durante 5 rarse que esté encendida. minutos después de encender el 2. Revise los fusibles o los disyuntores de la interruptor. línea de energía y las conexiones de la máquina. 3. Desconecte la energía del panel de fusibles/disyuntores de entrada y revise la continuidad del interruptor de la línea. En caso que el interruptor de la línea esté descompuesto, reemplácelo. No hay ninguna luz indicadora de estado 1. Posible falla de la tarjeta del inverdurante 5 segundos después de haber encen- sor. Si ya se revisaron todas las áreas dido el interruptor, pero el ventilador opera. donde puedan existir desajustes, 2. Posible falla en el tablero de concontacte a las instalaciones de su trol. servicio autorizado de campo de La LED térmica no se apaga. 1. Cuando se presente una condición Lincoln. insegura en la antorcha, revise los consumibles - la iluminación de las LEDS térmicas y las de salida. 2. Posible falla de la tarjeta del inversor. 3. Posibles fallas en el tablero de control. PRECAUCIÓN Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura, contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder. TOMAHAWK™ 625 E-4 E-4 LOCALIZACIÓN DE AVERÍAS Observe todos los lineamientos de seguridad que se detallan en el presente manual PROBLEMAS (SÍNTOMAS) CAUSA POSIBLE ACCIONES RECOMENDADAS La TOMAHAWK TM 625 enciende 1. Haga girar la perilla de salida hacia la bien pero cuando se activa el dis- zona de purga, la cual se encuentra en TM parador no hay respuesta, y lo único la parte frontal de la TOMAHAWK que está encendido es el LED DE 625. Si el aire no fluye, entonces: ENERGÍA. • El conjunto del solenoide del gas principal o sensor de presión puede estar fallando. Revíselo o reemplácelo. • Posibles fallas en el tablero de control. 2. Retire las manijas (o tubo) de la antorcha y revise las conexiones. 3. Revise que el interruptor opere adecuadamente al disparador. En caso de que estos estén defectuosos, reemplace el interruptor disparador o el cable de la antorcha. 4. Posible falla de la tarjeta del inversor Si ya se revisaron todas las áreas donde puedan existir desajustes, 5. Posibles fallas en el tablero control. contacte a las instalaciones de su servicio autorizado de campo de Lincoln. PRECAUCIÓN Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura, contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder. TOMAHAWK™ 625 E-5 E-5 LOCALIZACIÓN DE AVERÍAS Observe todos los lineamientos de seguridad que se detallan en el presente manual PROBLEMAS (SÍNTOMAS) CAUSA POSIBLE ACCIONES RECOMENDADAS Cuando el disparador se encuentra 1. Revise los consumibles de la antorchaactivado, el aire empieza fluir, pero para asegurarse que no estén sucios ni no hay arco piloto después de tran- grasosos, y que estén en buenas condiciones. En caso necesario, remscurridos por lo menos 3 segundos. plácelos. 2. Asegúrese que la presión del aire esté bien programada. 3. Asegúrese que no haya torceduras ni restricciones en el flujo del aire del cable de la antorcha. En caso necesario, reemplácelo. 4. Si cuando activa el disparador no percibe un golpe ligero en la antorcha, revise en busca de conexiones flojas en la cabeza de la antorcha. 5. Posible falla de la tarjeta del inversor. El aire empieza a fluir y hay un arco 1. Revise los consumibles de la antorchamuy breve que salta de manera con- para asegurarse que estén bien apresistente al activar repetidamente el tados, sin suciedad ni grasa y en buenas condiciones. En caso necesario, disparador. remplácelos. Si ya se revisaron todas las áreas donde puedan existir desajustes, 2. Asegúrese que la presión del aire esté contacte a las instalaciones de su bien programada. servicio autorizado de campo de 3. Posible falla de la tarjeta del inversor. Lincoln. El arco arranca pero chisporrotea 1. Revise los consumibles de la antorcha para asegurarse que estén bien apretabastante. dos, sin suciedad ni grasa y en buenas condiciones. En caso de ser necesario, reemplácelos. 2. Revise la alimentación del aire en busca de aceite o una gran cantidad de agua. Si hay aceite o una gran cantidad de agua, debe filtrar el aire o cambiar la máquina a nitrógeno o a aire embotellado. 3. Asegúrese que la presión del aire esté bien programada. PRECAUCIÓN Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura, contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder. TOMAHAWK™ 625 E-6 E-6 LOCALIZACIÓN DE AVERÍAS Observe todos los lineamientos de seguridad que se detallan en el presente manual PROBLEMAS (SÍNTOMAS) CAUSA POSIBLE ACCIONES RECOMENDADAS El arco piloto arranca pero no trans- 1. Revise la conexión de la punta de fiere cuando se le lleva cerca del tra- trabajo y cerciórese que esté bajo. limpia y bien fija. 2. El plasma sólo cortará material conductor. No intente cortar fibra de vidrio, plástico, hule, PVC ni Si ya se revisaron todas las áreas ningún otro material que no sea donde puedan existir desajustes, conductor. contacte a las instalaciones de su servicio autorizado de campo de 3. Asegúrese que la pieza de trabajo Lincoln. esté limpia y seca. Retire cualquier costra, óxido o escoria. 4. Posible falla de la tarjeta del inversor. 5. Revise todas las conexiones hacia el tablero de control. El arco piloto inicia pero apaga antes 1. El voltaje de entrada está debajo La presión atmosférica más baja girando perilla de regulador. La prede transferir para trabajar. Cortar de 208V. sión puede requerir a ser puesta arco parece apague al cortar. 2. La presión atmosférica es puesta más bajo que indicador azul flecha. demasiado alto. PRECAUCIÓN Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura, contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder. TOMAHAWK™ 625 E-7 LOCALIZACIÓN DE AVERÍAS E-7 Observe todos los lineamientos de seguridad que se detallan en el presente manual INDICADOR DE ESTADO DEL TABLERO SÍNTOMA Cuando se tira el disparador la salida roja LED es centellante o constante sin flujo de aire. REVÍSE 1. Asegúrese que al menos 80 psi se encuentren conectados a la conexión de gas en la parte posterior de la máquina.. 2. Haga girar la perilla de la salida hacia la zona de purga y programe el regulador a la presión correcta. La presión puede aumentar cuando el aire detiene su flujo, pero eso es normal. Reprograme la presión mientras el aire se encuentre APAGADO. 3. Posibles fallas en el interruptor de presión. 4. Posible falla de la tarjeta del inversor. Las LEDS de color, verde color rojo y color amarillo 1. Corte la energía y luego vuélvala a encender. Si la antorcha y los materiales consumibles están instalados correctamente y son las piezas correctas, los se encienden y permanecen así de manera uniLED rojos y amarillos deben apagar. Ahora ya puede volver a reiniciar el forme. Indica que circuito de seguridad está abierta. corte y desbaste normal. La LED térmica se encuentra encendida. 1. El termostato de la máquina se disparó porque se excedieron los límites del ciclo de trabajo. No apague la energía. Deje que la máquina se enfríe durante 15-30 minutos y el termostato la reiniciará por sí mismo. 2. Las rejillas de aire o los ventiladores de la máquina están obstruidos de tal forma que el aire no puede fluir de manera apropiada para enfriar la máquina. Retire cualquier material extraño que pueda estar bloqueando el flujo del aire. Sopletee a la máquina con un chorro de aire limpio y seco. 3. El voltaje de entrada no se encuentra dentro de ±10% de los valores clasificados. 4. Posible falla de la tarjeta del inversor. En modo de compresor interno: el arco de corte se 1. El compresor se ha sobrecalentado y su termostato interno se disparó. No apaga mientras se realiza el cortado y el compresor apague la energía. Deje que la máquina se enfríe durante 15-30 minutos y se apaga. Todas las LEDS parecen estar normales. el termostato la reiniciará por sí mismo. El ventilador se encuentra operando. Cuando se disparador tira rojos y amarillos los LED 1. Compruebe ese inyector y el anillo del remolino está instalado correctaestán centellando juntos y la verde luz es encendi- mente y son las piezas correctas. Nota: El anillo del remolino puede entrar da. solamente en una forma. 2. El voltaje de entrada es demasiado bajo y/o la presión atmosférica es puesta demasiado alto. Presión atmosférica más baja. Cuando se tira el disparador el LED rojo está 1. Compruebe que el anillo del remolino está instalado correctamente. Nota: El encendida, los flujos de aire y el arco experimental anillo del remolino puede entrar solamente en una forma. ocurre. El rojo y los LED amarillos están centellando alternativamente.. 1. Se ha abierto el circuito de seguridad de la antorcha, cuando está vuelto a conectar esta condición debe reajustar correctamente automáticamente. Cuando el disparador se tira ningunos flujos de aire, 1. Compruebe que el calibrador de presión demuestra la presión. El suministro LED rojo está encendida, el arco experimental de aire no puede ser conectado o ser instalado correctamente. ocurre. Entonces el LED sale. TOMAHAWK™ 625 VERDE CAFÉ S1 NEGRO VENTILADOR NEGRO 045.101.079 (ESQUEMÁTICO NEGRO NEGRO CABLE DE CINTA BLANCO TABLERO DE CONTROL PRENSA 045.101.049 (ESQUEMÁTICO CONECTOR DE ANTORCHA CONECTOR POSITIVO TWIST-MATE BLANCO CAFÉ ROJO ROJO GRIS NEGRO DIAGRAMAS TOMAHAWK™ 625 NOTA: el presente diagrama sólo es para fines de referencia. Es posible que no sea el exacto para todas las máquinas que cubre el presente manual. El diagrama específico para una ilegible se encuentra dentro de la máquina o en uno de los paneles de su gabinete. Si el diagrama es ilegible, contacte por escrito al departamento de servicios para que se lo reemplacen. CABLE DE ENTRADA AZUL BLANCO INTERRUPTOR DE ENERGÍA (EN LA PARTE POSTERIOR DE LA MÁQUINA) NEGRO TABLERO DEL INVERSOR NEGRO DIAGRAMA DE CABLEADO TOMAHAWK 625 ROJO F-1 F-1 • Keep your head out of fumes. • Use ventilation or exhaust to • Turn power off before servicing. • Do not operate with panel open or guards off. remove fumes from breathing zone. • Los humos fuera de la zona de res- piración. • Mantenga la cabeza fuera de los humos. Utilice ventilación o aspiración para gases. • Gardez la tête à l’écart des fumées. • Utilisez un ventilateur ou un aspira- • Desconectar el cable de ali- mentación de poder de la máquina antes de iniciar cualquier servicio. • Débranchez le courant avant l’entre- tien. teur pour ôter les fumées des zones de travail. • Vermeiden Sie das Einatmen von Schweibrauch! • Sorgen Sie für gute Be- und Entlüftung des Arbeitsplatzes! • Mantenha seu rosto da fumaça. • Use ventilação e exhaustão para remover fumo da zona respiratória. • Strom vor Wartungsarbeiten abschalten! (Netzstrom völlig öffnen; Maschine anhalten!) • No operar con panel abierto o guardas quitadas. • N’opérez pas avec les panneaux ouverts ou avec les dispositifs de protection enlevés. • Anlage nie ohne Schutzgehäuse oder Innenschutzverkleidung in Betrieb setzen! • Não opere com as tampas removidas. • Desligue a corrente antes de fazer • Mantenha-se afastado das partes serviço. • Não toque as partes elétricas nuas. • Não opere com os paineis abertos moventes. WARNING Spanish AVISO DE PRECAUCION French ATTENTION German WARNUNG Portuguese ATENÇÃO ou guardas removidas. Japanese Chinese Korean Arabic LEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTES DE USO, E SIGA AS PRÁTICAS DE SEGURANÇA DO EMPREGADOR.-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
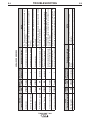 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
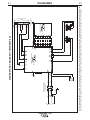 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34


































Lincoln Electric Tomahawk 625 Instrucciones de operación
- Tipo
- Instrucciones de operación
Artículos relacionados
-
Lincoln Electric Tomahawk 375 Air Instrucciones de operación
-
Lincoln Electric Tomahawk 1000 Instrucciones de operación
-
Lincoln Electric Outback 185 Instrucciones de operación
-
-
-
Lincoln Electric Vantage 400 Instrucciones de operación
-
Lincoln Electric Pro-Cut 55 Instrucciones de operación
-
-
-
Lincoln Electric VANTAGE 500 Instrucciones de operación