Pantalla y teclas
6
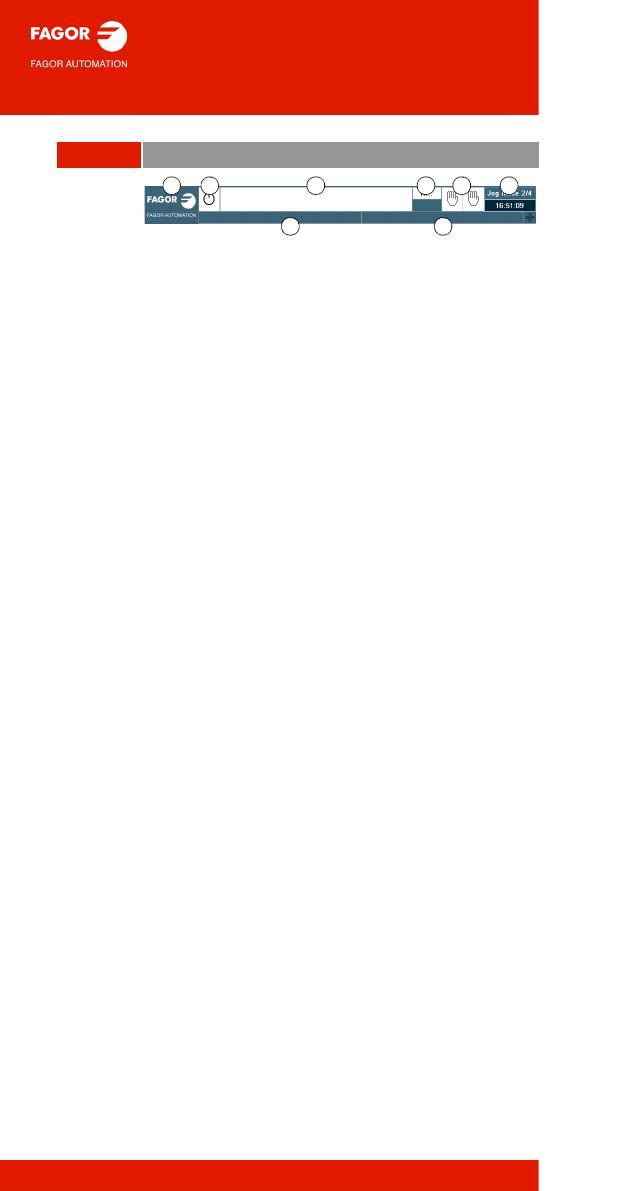
Descripción general del interface.
A. Icono (personalizable) que identifica al fabricante. Al
hacer click con el ratón o al pulsar en un touch-
screen, el CNC muestra la ventana tareas
(equivalente a pulsar la secuencia de teclas
[CTRL]+[A]), la cual ofrece la lista de los modos de
trabajo, los modos de usuario, los modos de
fabricante, y de hotkeys del CNC.
B. Icono que muestra el estado del programa del canal
activo.
C. Programa seleccionado en el canal activo para la
ejecución. Hacer click con el ratón o pulsar en un
touch-screen, tiene el mismo efecto que la tecla
[Main-Menu], la cual muestra la pantalla inicial del
CNC.
D. Número de la última etiqueta Nxxxx ejecutada. El
icono inferior indica si se encuentra activo el modo
de ejecución bloque a bloque.
E. Número de canales disponibles y canal activo (el
indicado en color azul). Mediante iconos se indica en
qué modo de ejecución (Manual, Automático o MDI),
o de ejecución simulada (teórico, funciones G,
funciones G S M y T, rápido y rápido [S=0]) se
encuentra cada canal. Hacer click con el ratón o
pulsar en un touch-screen para acceder al canal
deseado; hacerlo sobre el icono del canal activo,
tiene el mismo efecto que la tecla [ESC].
F. Modo de trabajo activo (automático, manual, etc),
número de pantalla seleccionada y número total de
pantallas disponibles. Reloj del sistema. Haciendo
click con el ratón sobre modo de trabajo activo, el
CNC muestra la lista de páginas disponibles y
además permite configurar cuales estarán ocultas y
cuales serán visibles.
G. Mensaje activo del CNC. Si aparece el símbolo "+"
a la derecha del mensaje del CNC, significa que
también hay mensajes del CNC en otros canales.
H. Mensajes del PLC. Si el símbolo "+" que aparece a
la derecha del mensaje de PLC está en color azul,
quiere decir que hay más de 1 mensaje de PLC
activo. Para ver el resto de mensajes activos, hacer
click con el ratón o pulsar en el touch-screen o pusar
la secuencia de teclas [CTRL+M].










































































































































































