
CNC
8060/65
Guía rápida
de usuario
Ref. 1906

Todos los derechos reservados. No puede reproducirse ninguna parte de esta
documentación, transmitirse, transcribirse, almacenarse en un sistema de
recuperación de datos o traducirse a ningún idioma sin permiso expreso de
Fagor Automation. Se prohíbe cualquier duplicación o uso no autorizado del
software, ya sea en su conjunto o parte del mismo.
La información descrita en este manual puede estar sujeta a variaciones
motivadas por modificaciones técnicas. Fagor Automation se reserva el derecho
de modificar el contenido del manual, no estando obligado a notificar las
variaciones.
Todas las marcas registradas o comerciales que aparecen en el manual
pertenecen a sus respectivos propietarios. El uso de estas marcas por terceras
personas para sus fines puede vulnerar los derechos de los propietarios.
Es posible que el CNC pueda ejecutar más funciones que las recogidas en la
documentación asociada; sin embargo, Fagor Automation no garantiza la
validez de dichas aplicaciones. Por lo tanto, salvo permiso expreso de Fagor
Automation, cualquier aplicación del CNC que no se encuentre recogida en la
documentación se debe considerar como "imposible". En cualquier caso, Fagor
Automation no se responsabiliza de lesiones, daños físicos o materiales que
pudiera sufrir o provocar el CNC si éste se utiliza de manera diferente a la
explicada en la documentación relacionada.
Se ha contrastado el contenido de este manual y su validez para el producto
descrito. Aún así, es posible que se haya cometido algún error involuntario y es
por ello que no se garantiza una coincidencia absoluta. De todas formas, se
comprueba regularmente la información contenida en el documento y se
procede a realizar las correcciones necesarias que quedarán incluidas en una
posterior edición. Agradecemos sus sugerencias de mejora.
Los ejemplos descritos en este manual están orientados al aprendizaje. Antes
de utilizarlos en aplicaciones industriales deben ser convenientemente
adaptados y además se debe asegurar el cumplimiento de las normas de
seguridad.

3
ÍNDICE
Pantalla y teclas...................................... 5
Modos de trabajo .................................. 13
Lenguaje ISO......................................... 45
Ciclos fijos ISO (M)............................... 65
Ciclos fijos ISO (T)................................ 83
Modo conversacional ......................... 103
Ciclos conversacionales (M) ............. 119
Ciclos conversacionales (T) .............. 129
Ciclos de medición y calibración (M)...137
Ciclos de medición y calibración (T)...147
Lenguaje de alto nivel ........................ 151

Este manual es válido tanto para el simulador de PC como para
un CNC8060/65. Las teclas descritas en este manual pueden
variar en función de si se dispone de un CNC o un simulador.
También pueden variar en función del modelo de CNC
disponible.
Este manual está actualizado hasta la versión V05.7x / V01.7x.
Simulador
El simulador de CNC ofrece al usuario una herramienta
completa para elaborar, optimizar y verificar los programas
directamente sobre el PC. Tras ello podrá introducirlos
directamente en la máquina y ejecutarlos, lo que redunda en
una mayor rapidez de trabajo.
En caso de que el simulador se configure con la misma versión
de software y la misma configuración de la máquina real
(dinámica, funciones M, G, etc.), reproduce fielmente el
comportamiento de la máquina.

5
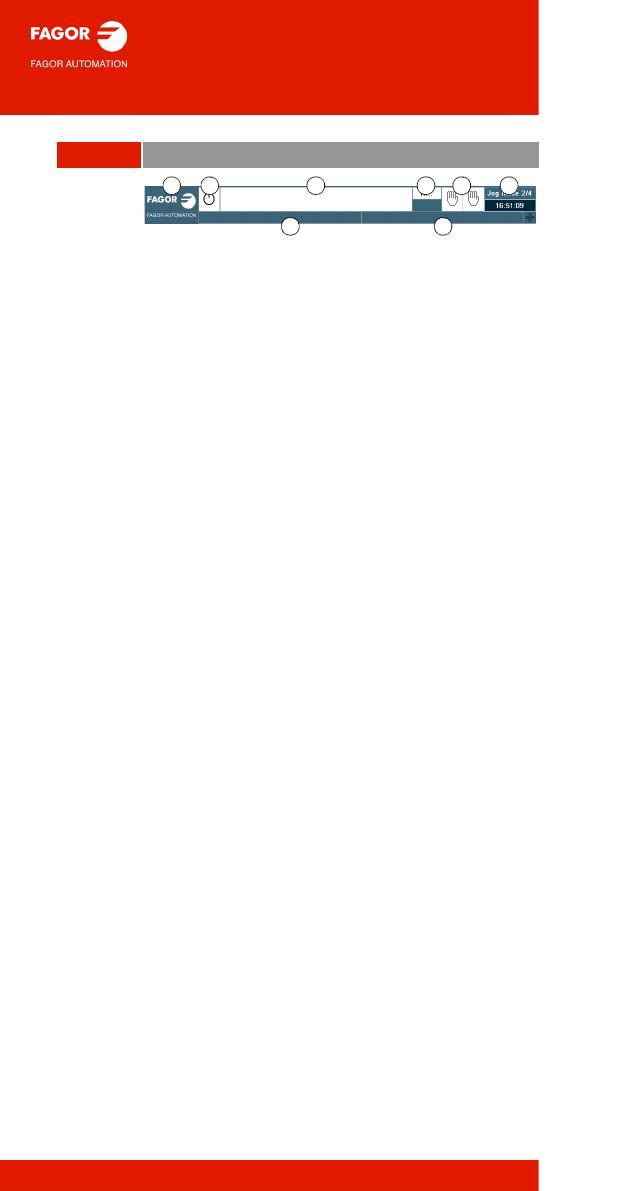
Descripción de la pantalla
Descripción general de la pantalla.
A. Barra general de estado del CNC.
B. Pantalla del modo de trabajo activo.
C. Menú vertical de softkeys.
D. Menú horizontal de softkeys.
A
B C
D
PANTALLA Y
TECLAS
Pantalla y teclas
6
Descripción general del interface.
A. Icono (personalizable) que identifica al fabricante. Al
hacer click con el ratón o al pulsar en un touch-
screen, el CNC muestra la ventana tareas
(equivalente a pulsar la secuencia de teclas
[CTRL]+[A]), la cual ofrece la lista de los modos de
trabajo, los modos de usuario, los modos de
fabricante, y de hotkeys del CNC.
B. Icono que muestra el estado del programa del canal
activo.
C. Programa seleccionado en el canal activo para la
ejecución. Hacer click con el ratón o pulsar en un
touch-screen, tiene el mismo efecto que la tecla
[Main-Menu], la cual muestra la pantalla inicial del
CNC.
D. Número de la última etiqueta Nxxxx ejecutada. El
icono inferior indica si se encuentra activo el modo
de ejecución bloque a bloque.
E. Número de canales disponibles y canal activo (el
indicado en color azul). Mediante iconos se indica en
qué modo de ejecución (Manual, Automático o MDI),
o de ejecución simulada (teórico, funciones G,
funciones G S M y T, rápido y rápido [S=0]) se
encuentra cada canal. Hacer click con el ratón o
pulsar en un touch-screen para acceder al canal
deseado; hacerlo sobre el icono del canal activo,
tiene el mismo efecto que la tecla [ESC].
F. Modo de trabajo activo (automático, manual, etc),
número de pantalla seleccionada y número total de
pantallas disponibles. Reloj del sistema. Haciendo
click con el ratón sobre modo de trabajo activo, el
CNC muestra la lista de páginas disponibles y
además permite configurar cuales estarán ocultas y
cuales serán visibles.
G. Mensaje activo del CNC. Si aparece el símbolo "+"
a la derecha del mensaje del CNC, significa que
también hay mensajes del CNC en otros canales.
H. Mensajes del PLC. Si el símbolo "+" que aparece a
la derecha del mensaje de PLC está en color azul,
quiere decir que hay más de 1 mensaje de PLC
activo. Para ver el resto de mensajes activos, hacer
click con el ratón o pulsar en el touch-screen o pusar
la secuencia de teclas [CTRL+M].
A B C D E F
G H

Pantalla y teclas
7
Descripción de las teclas
Monitor y teclado
Teclas de función.
Softkeys.
Las teclas F1 a F12 seleccionan las opciones de los
menús de softkeys.
Teclas de navegación.
Tecla NEXT. Cambio de pantalla.
Tecla configurable por el fabricante de la máquina
(OEM).
Tecla FOCU S.
Permite desplazarse por las distintas ventanas de la
pantalla.
Tecla BACK. (*)
En el menú horizontal de softkeys, permite ascender
desde un submenú de softkeys al menú anterior. La
tecla ESC hace la misma función.
Tecla de ayuda.
Tecla HELP.
Mostrar la ayuda del CNC.
Modos de trabajo.
Modo automático.
Modo manual.
Modo EDISIMU.
Modo MDI/MDA.
Tablas de usuario (orígenes, garras y parámetros
aritméticos).
Tabla de herramientas y del almacén.
Modo utilidades.
Modo configurable.
Tecla configurable por el OEM.
(*) La tecla BACK no está disponible en todos los teclados.

Pantalla y teclas
8
(*) La tecla de la calculadora no está disponible en todos los teclados.
Teclas para navegar.
Menú principal.
Tecla multifunción:
• Cambia el estado del icono activo.
• En la edición de ciclos conversacionales, permite
hacer una copia del perfil seleccionado.
• En modo conversacional, alterna entre pantalla
estándar y pantalla auxiliar.
• En modo ISO, abre y cierra el control de porcentaje
dinámico (dynamic override).
La tecla SPACE (barra espaciadora) hace la misma función.
Teclas para desplazar el cursor.
Las flechas de desplazamiento desplazan el cursor una
posición a la izquierda, a la derecha, hacia arriba o
hacia abajo.
Las teclas retroceder o avanzar página muestran la
página anterior o posterior, en el editor de programas
pieza o de PLC.
Las teclas de inicio y final desplazan el cursor al inicio
o al final de la línea.
La tecla tabulador desplaza el cursor al siguiente
campo del menú activo.
Teclas de edición.
Borrar.
Suprimir.
Insertar o sobreescribir.
También inserta el ciclo que se está editando en el programa
desde el que se ha llamado al ciclo, o inserta el valor de la
calculadora en el punto de llamada a la calculadora.
Tecla de escape, para cancelar la acción en curso, sin
realizar cambios.
Tecla para validar comandos, datos y los bloques de
programa del editor.
Permite recuperar y modificar un perfil o un ciclo de un
programa ya editado.
Calculadora (*).

Pantalla y teclas
9
Panel de Jog
Apagar el CNC.
Apagar el CNC.
Permite elegir entre Apagar, Cancelar o Reiniciar.
Teclado jog para desplazar los ejes.
Teclas para seleccionar ejes y desplazarlos en sentido
positivo.
Teclas para seleccionar ejes y desplazarlos en sentido
negativo.
Teclas para seleccionar ejes y teclas para seleccionar
el sentido de desplazamiento. Hay que pulsar ambas
teclas (eje y sentido) para desplazar el eje.
Tecla de rápido. Al pulsar esta tecla durante el
movimiento de un eje, el CNC le aplica avance rápido.
Selectores de avance.
Selector del tipo de movimiento manual.
Jog continuo, jog incremental o volantes.
• En modo volante, permite seleccionar el factor de
multiplicación del número de impulsos del volante (x1,
x10 o x100).
• En modo incremental, permite seleccionar el valor
incremental del desplazamiento de los ejes.
Selector del porcentaje de avance.
Selector del porcentaje de avance,
entre el 0% y el 200%, para los
movimientos en manual y
automático.
10000
1000
100
10
1
100
10
1
jog
200
190
180
170
160
150
140
130
120
110
100
90
80
70
60
50
40
30
20
10
4
2
0
FEED

Pantalla y teclas
10
Teclas de ejecución.
Tecla de marcha [START].
Ejecutar el programa seleccionado en el modo
automático, un bloque en modo MDI/MDA, etc.
Tecla de parada [STOP].
Interrumpir la ejecución del CNC.
Tecla de reset.
Inicializa el sistema poniendo las condiciones iniciales,
definidas en los parámetros máquina.
Ejecución bloque a bloque.
Al seleccionar el modo de ejecución bloque a bloque,
la ejecución del programa se interrumpe al final de cada
bloque.
Búsqueda de referencia máquina.
Esta tecla solo funciona en el modo MANUAL. Puede
utilizarse directamente, con lo que llama a la subrutina
de búsqueda de referencia en todos los ejes, o puede
utilizarse después de haber seleccionado un eje, con lo
que se busca la referencia máquina de ese eje
únicamente.
Control del cabezal.
Arrancar el cabezal en sentido horario.
Detener el giro del cabezal.
Arrancar el cabezal en sentido antihorario.
Variación porcentual de la velocidad de giro.
Parada orientada del cabezal.
Selector del porcentaje de velocidad.
Selector del porcentaje de
velocidad, entre el 0% y el 200%,
para el cabezal.
200
190
180
170
160
150
140
130
120
110
100
90
80
70
60
50
40
30
20
10
4
2
0
SPEED

Pantalla y teclas
11
Atajos del teclado
Teclas de navegación.
[CTRL]+[F1]
Tecla de menú anterior.
[CTRL]+[F2]
Tecla de cambio de ventana.
[CTRL]+[F3]
Tecla de cambio de pantalla. Tecla configurable.
[ALT]+[B]
Tecla bi-color.
Operaciones en el interface.
[CTRL] + [W]
Minimizar / maximizar el CNC. Es configurable por el
fabricante de la máquina (OEM).
[CTRL] + [J]
Mostrar / ocultar el panel de mando virtual.
[CTRL] + [M]
Mostrar / ocultar la lista de mensajes del PLC.
[CTRL] + [O]
Mostrar / ocultar la lista de mensajes del CNC.
[ALT] + [W]
Mostrar / ocultar la ventana de errores y warnings.
[ALT] + [F4]
Apagar el CNC.
[ALT] + [-]
Desplegar y comprimir ciclos / perfiles del editor.
[SHIFT] + [Flecha Arriba / Derecha]
Aumentar velocidad de simulación.
[SHIFT] + [Flecha Abajo / Izquierda]
Disminuir velocidad de simulación.

Pantalla y teclas
12
Los atajos para las teclas [START] [STOP] y [RESET] sólo están
disponibles cuando el CNC está instalado como simulador en un PC.
Modos de trabajo.
[CTRL] + [A]
Muestra la ventana de tareas.
[CTRL] + [SHIFT] + [F1]
Menú principal.
[CTRL] + [F6]
Modo automático.
[CTRL] + [F7]
Modo manual.
[CTRL] + [F9]
Modo EDISIMU, es decir, edición y simulación.
[CTRL] + [F8]
Modo MDI/MDA.
[CTRL] + [F10]
Tablas de usuario.
[CTRL] + [F11]
Tabla de herramientas y del almacén.
[CTRL] + [F12]
Modo utilidades.
[CTRL] + [K]
Calculadora.
Teclas de ejecución.
[CTRL]+[S]
Tecla de marcha [START].
[CTRL]+[P]
Tecla de parada [STOP].
[CTRL]+[R]
Tecla de reset.
[CTRL]+[B]
Ejecución bloque a bloque.

13
Modo manual
Softkey Significado
Descripción de las softkeys del modo manual.
Cambiar las unidades de visualización de los datos
(milímetros o pulgadas). Para la programación, el CNC
asume las unidades definidas por la función G70 ó G71
activa, o en su defecto, las unidades definidas por el
fabricante de la máquina (parámetro INCHES).
Definir y activar los decalajes de origen o de garras.
Esta softkey muestra la lista de decalajes de origen y
garras del sistema, bien para almacenar el decalaje
activo o bien para activar un decalaje nuevo.
Calibración / medición de herramienta (modelo ·M·).
Calibración / medición de herramienta (modelo ·T·).
Centrado de pieza (modelo ·M·).
MODOS DE
TRABAJO

Modos de trabajo
14
Búsqueda de referencia máquina manual (eje a eje)
La búsqueda de referencia máquina eje a eje anula el decalaje
de origen, de amarre y el offset de medición. El CNC asume
como nuevo cero pieza la posición del cero máquina.
Teclado.
1. Seleccionar el eje a referenciar (en el teclado
alfanumérico). El CNC enmarcará la cota de dicho
eje.
2. Pulsar la tecla [ZERO] de búsqueda de referencia
máquina. El CNC mostrará en la zona numérica el
símbolo "1".
3. Pulsar la tecla [START] para efectuar la búsqueda de
referencia máquina, o la tecla [ESC] para cancelar la
operación.
Menú de softkeys.
1. Pulsar la softkey de búsqueda de referencia para
mostrar la lista de ejes del canal.
2. En el menú de softkeys seleccionar el eje a
referenciar. El CNC enmarcará la cota de dicho eje
y mostrará en la zona numérica el símbolo "1".
3. Pulsar la tecla [START] para efectuar la búsqueda de
referencia máquina, o la tecla [ESC] para cancelar la
operación.
X Z
...

Modos de trabajo
15
Búsqueda de referencia máquina automática (con
subrutina)
Teclado.
1. Pulsar la tecla [ZERO] de búsqueda de referencia
máquina. El CNC mostrará en la zona numérica el
símbolo "1".
2. Pulsar la tecla [START] para efectuar la búsqueda de
referencia máquina, o la tecla [ESC] para cancelar la
operación.
Menú de softkeys.
1. Pulsar la softkey de búsqueda de referencia para
mostrar la lista de ejes del canal.
2. En el menú de softkeys, seleccionar la opción
"Todos".
3. Pulsar la tecla [START] para efectuar la búsqueda de
referencia máquina, o la tecla [ESC] para cancelar la
operación.

Modos de trabajo
16
Desplazar los ejes
Teclado de jog.
Seleccionar un eje y desplazarlo en sentido positivo.
Seleccionar un eje y desplazarlo en sentido negativo.
Teclas para seleccionar ejes y teclas para seleccionar
el sentido de desplazamiento. Hay que pulsar ambas
teclas (eje y sentido) para desplazar el eje.
Desplazar el eje en avance rápido.
Desplazamiento manual de los ejes
(mediante jog).
Movimiento en jog continuo.
En JOG continuo, el
desplazamiento de los ejes se
mantiene mientras se esté
actuando sobre el teclado de JOG.
1. Situar el selector de movimientos en la posición de
JOG continuo.
2. En modo incremental, permite seleccionar el valor
incremental del desplazamiento de los ejes.
Movimiento en jog incremental.
En JOG incremental, el eje se
desplaza una distancia
determinada cada vez que se
pulsa una tecla.
1. Situar el selector de movimientos en una de las
posiciones de JOG incremental.
2. Mediante el teclado de JOG desplazar el eje
deseado. Cada vez que se actúe sobre el teclado de
JOG, el eje se desplazará la distancia especificada
por el selector de JOG.
10000
1000
100
10
1
100
10
1
jog
10000
1000
100
10
1
100
10
1
jog
jog

Modos de trabajo
17
Desplazamiento manual de los ejes
(mediante volantes).
Volante general (volante para desplazar cualquier
eje de la máquina).
1. Situar el selector de movimientos en una de las
posiciones de volante.
2. Seleccionar en el teclado jog el eje o ejes a desplazar.
El CNC mostrará en vídeo inverso los ejes
seleccionados.
3. Una vez seleccionado el eje, el CNC lo desplazará
según se vaya girando el volante, teniendo en cuenta
la posición del selector y respetándose además el
sentido de giro aplicado.
Volante individual (volante asociado a un eje en
particular).
1. Situar el selector de movimientos en una de las
posiciones de volante.
2. El CNC desplazará cada uno de los ejes según se
vaya girando el volante correspondiente, teniendo en
cuenta la posición del selector y respetándose
además el sentido de giro aplicado.
10000
1000
100
10
1
100
10
1
jog
10000
1000
100
10
1
100
10
1
jog

Modos de trabajo
18
Preselección de cotas (origen temporal)
La tecla [ESC] permite cancelar la operación en cualquier
momento.
Teclado.
1. Seleccionar el eje a preseleccionar (en el teclado
alfanumérico). El CNC enmarcará la cota de dicho
eje.
2. Introducir el valor que se desea preseleccionar.
3. Pulsar la tecla [ENTER] para aceptar el valor
introducido.
Teclado (utilizando la calculadora).
1. Seleccionar el eje a preseleccionar (en el teclado
alfanumérico). El CNC enmarcará la cota de dicho
eje.
2. Abrir la calculadora con la tecla [CALC] o con [CTRL]
+ [K]. El valor que muestra el eje entra directamente
en la calculadora y se puede hacer cualquier
operación (por ejemplo: /2 [ENTER]).
3. Pulsar la tecla [INSERT] para poner el valor de la
calculadora directamente en el eje seleccionado.
4. Pulsar la tecla [ENTER] para aceptar el valor
introducido.
Menú de softkeys.
1. Pulsar la softkey de preseleccionar ejes para mostrar
la lista de ejes del canal y seleccionar un eje. El CNC
enmarcará la cota de dicho eje.
2. Introducir el valor que se desea preseleccionar.
3. Pulsar la tecla [ENTER] para aceptar el valor
introducido.
X Z
...

Modos de trabajo
19
Desplazar un eje a una cota
La tecla [ESC] permite cancelar la operación en cualquier
momento.
Teclado.
1. Seleccionar el eje a desplazar (en el teclado
alfanumérico). El CNC enmarcará la cota de dicho
eje.
2. Introducir la cota del punto al que se quiere desplazar
el eje.
3. Pulsar la tecla [START] para ejecutar el
desplazamiento.
Teclado (utilizando la calculadora).
1. Seleccionar el eje a desplazar (en el teclado
alfanumérico). El CNC enmarcará la cota de dicho
eje.
2. Abrir la calculadora con la tecla [CALC] o con [CTRL]
+ [K]. El valor que muestra el eje entra directamente
en la calculadora y se puede hacer cualquier
operación (por ejemplo: /2 [ENTER]).
3. Pulsar la tecla [INSERT] para poner el valor de la
calculadora directamente en el eje que se quiere
desplazar.
4. Pulsar la tecla [START] para ejecutar el
desplazamiento.
Menú de softkeys.
1. Pulsar la softkey de preseleccionar ejes para mostrar
la lista de ejes del canal y seleccionar un eje. El CNC
enmarcará la cota de dicho eje.
2. Introducir la cota del punto al que se quiere desplazar
el eje.
3. Pulsar la tecla [START] para ejecutar el
desplazamiento.
X Z
...

Modos de trabajo
20
Definir el avance, velocidad o herramienta
Avance.
1. En el teclado alfanumérico pulsar la tecla [F].
2. Introducir el nuevo avance directamente o utilizando
la calculadora si se quiere dar un valor calculado.
3. Pulsar la tecla [START] para asumir el valor
introducido o la tecla [ESC] para cancelar la
operación.
Velocidad.
1. En el teclado alfanumérico, pulsar la tecla [S] hasta
seleccionar el cabezal deseado. La primera vez que
se pulsa esta tecla, el CNC enmarcará el dato
correspondiente, indicando así que se encuentra
seleccionado.
2. Introducir la nueva velocidad.
3. Pulsar la tecla [START] para asumir el valor
introducido o la tecla [ESC] para cancelar la
operación.
Herramienta.
1. En el teclado alfanumérico pulsar la tecla [T].
2. Introducir la herramienta a seleccionar.
3. Pulsar la tecla [START] para asumir el valor
introducido o la tecla [ESC] para cancelar la
operación.
Nota: este comando inicia un cambio de herramienta
que puede requerir un movimiento de ejes y partes
mecánicas de la máquina.

Modos de trabajo
21
Control del cabezal master
Variar el override de la velocidad desde el panel de mando.
El panel de mando permite variar porcentualmente la
velocidad, mediante el teclado jog o un conmutador (depende
del modelo).
Teclado.
Arrancar el cabezal en sentido horario (equivalente a la
función M03), a la velocidad activa.
Arrancar el cabezal en sentido antihorario (equivalente
a la función M04), a la velocidad activa.
Detener el giro del cabezal (equivalente a la función
M05).
Orientar el cabezal (equivalente a la función M19).
Teclado.
Teclado de jog.
Aumenta o disminuye porcentualmente la velocidad de
giro del cabezal. Los valores máximos y mínimos, así
como el paso incremental, están definidos por el OEM,
siendo los valores típicos una variación entre el 50% y
el 120% con un paso del 5%.
Conmutador.
Establece el porcentaje a aplicar a
la velocidad de giro. Los valores
máximos y mínimos, así como el
paso incremental, están definidos
por el OEM (valor típico entre el
50% y el 120% con un paso del
5%).
200
190
180
170
160
150
140
130
120
110
100
90
80
70
60
50
40
30
20
10
4
2
0
SPEED

Modos de trabajo
22
Calibración de herramientas
Softkey Significado
Descripción de las softkeys de calibración de
herramientas.
Calibración de herramienta en un modelo fresadora.
Calibración de herramienta en un modelo torno.
Si no hay palpador de sobremesa, sólo está disponible
la calibración manual. Con palpador de sobremesa,
están disponibles todos los tipos de calibración. Los
diferentes modos de calibración se pueden seleccionar
desde el menú vertical de softkeys.
Calibración manual (sin palpador).
Este modo sólo permite calibrar la herramienta activa.
Como no se dispone de palpador, es necesaria una
pieza de referencia para poder calibrar la herramienta.
Todos los movimientos se realizan de forma manual.
Calibración semiautomática (con palpador).
Los movimientos de posicionamiento se realizan
manualmente y el movimiento de palpación lo realiza el
CNC.
Calibración automática (con palpador).
Todos los movimientos los realiza el CNC utilizando el
ciclo fijo de calibración #PROBE.
Selección del palpador. (*)
El CNC utiliza para la calibración el palpador activo. Se
puede cambiar el palpador activo desde el programa
pieza o MDI mediante la sentencia #SELECT PROBE.
#SELECT PROBE [1] #SELECT PROBE [2]
(*) En función de la versión de software y de si el fabricante lo ha
configurado, el CNC es capaz de asignar el palpador adecuado a
cada operación.

Modos de trabajo
23
Calibración manual sin palpador.
Todos los movimientos se realizan de forma manual.
Como no se dispone de palpador, es necesaria una
pieza de referencia para poder calibrar la herramienta.
La calibración consiste en desplazar la herramienta
manualmente hasta hacer contacto con la pieza y a
continuación validar la calibración en cada uno de los
ejes. Este modo sólo permite calibrar la herramienta
activa.
Modelo fresadora.
Calibrar la longitud de las herramientas de fresar y los
offsets de las herramientas de torno.
Modelo torno (plano).
Calibrar los offsets de cualquier herramienta.
Modelo torno (triedro).
Calibrar la longitud o los offsets de las herramientas de
fresar y los offsets de las herramientas de torno.
Pasos a seguir para calibrar la herramienta.
1. Definir las dimensiones de la pieza de referencia que
se va a utilizar en la calibración.
2. Definir la herramienta y el corrector a calibrar y pulsar
la tecla [START] para ejecutar el cambio de
herramienta (si se pulsa [ENTER], el CNC sólo
muestra los datos de la herramienta).
3. Calibrar la herramienta. Aproximar la herramienta
manualmente hasta hacer contacto con la pieza y a
continuación validar la calibración desde el menú de
softkeys. Tras validar la calibración se actualizan los
valores y se inicializa el valor del desgaste a cero. Los
nuevos valores se guardan en la tabla de
herramientas.
4. Si se desea que el CNC asuma los nuevos valores
del corrector, pulsar [START].

Modos de trabajo
24
Calibración semiautomática con palpador.
Los movimientos de posicionamiento se realizan
manualmente y el movimiento de palpación lo realiza el
CNC. El CNC desplazará la herramienta en el eje
seleccionado hasta hacer contacto con el palpador y
valida la calibración sólo en ese eje. Este modo sólo
permite calibrar la herramienta activa.
Modelo fresadora.
Calibrar la longitud o el radio de las herramientas de
fresar y los offsets de las herramientas de torno.
Modelo torno.
Calibrar los offsets de cualquier herramienta.
Pasos a seguir para calibrar la herramienta.
1. Definir la distancia y el avance de palpación. Si no se
define el avance, la palpación se realiza al avance
definido por el fabricante de la máquina.
2. Definir la herramienta y el corrector a calibrar y pulsar
la tecla [START] para ejecutar el cambio de
herramienta (si se pulsa [ENTER], el CNC sólo
muestra los datos de la herramienta).
3. Aproximar manualmente la herramienta al palpador
hasta situarla en trayectoria que será usada para la
palpación. Para calibrar el radio con un palpador
cilíndrico, la trayectoria tiene que coincidir con el
punto central del palpador; si no es así, el cálculo del
radio será erróneo.
4. Calibrar la herramienta. Seleccionar en el menú de
softkeys el eje y el sentido de palpación y pulsar la
tecla [START]. La herramienta se desplaza paralela
al eje y en el sentido seleccionado hasta tocar el
palpador. Se actualiza el valor medido y se inicializa
el valor del desgaste a cero. Los datos se almacenan
en la tabla de herramientas.
5. Una vez calibrada la herramienta, el CNC muestra un
mensaje invitando a pulsar [START] para asumir los
nuevos valores del corrector. Si se pulsa [START] con
este mensaje visible, el CNC asume los nuevos
valores del corrector; si el mensaje no está visible, al
pulsar [START] se vuelve a ejecutar el movimiento de
palpación.

Modos de trabajo
25
Calibración automática con palpador y ciclo fijo.
La calibración se realiza mediante un ciclo fijo de
palpador. El CNC desplaza la herramienta hasta hacer
contacto con el palpador y valida la calibración en cada
uno de los ejes. Este modo permite calibrar cualquier
herramienta.
Modelo fresadora.
Calibrar la longitud y el radio o calibrar los offsets de las
herramientas de fresar y los offsets de las herramientas
de torno.
Modelo torno (plano).
Calibrar los offsets de cualquier herramienta.
Modelo torno (triedro).
Calibrar la longitud y el radio o calibrar los offsets de las
herramientas de fresar y los offsets de las herramientas
de torno.
Pasos a seguir para calibrar la herramienta.
1. Seleccionar la herramienta y el corrector a calibrar.
2. Definir los datos que definen la calibración.
3. Pulsar la tecla [START] para comenzar la calibración.
El CNC calibra la herramienta realizando todos los
movimientos necesarios; no es necesario aproximar
la herramienta manualmente. Si es necesario, el
CNC realiza el cambio de herramienta.
4. Tras la calibración, se actualizan los datos de la tabla
de herramientas. Además, al CNC asume los nuevos
valores.

Modos de trabajo
26
Centrado de pieza (modelo fresadora)
El centrado de pieza está disponible desde el modo manual.
Esta opción sólo estará disponible en el modelo fresadora.
Para salir del modo centrado de pieza y volver al modo manual,
pulsar la tecla [ESC].
Acceso al centrado de pieza.
Este modo permite calcular el centro de una pieza
rectangular o circular de dimensiones conocidas, y en
piezas rectangulares, la inclinación de la pieza sobre el
eje de abscisas. El tipo de pieza a centrar se selecciona
desde los parámetros del ciclo.
Tipo de pieza a centrar.
• Moyú rectangular.
• Moyú circular.
• Cajera rectangular.
• Cajera circular.
Requisitos previos al centrado de pieza.
Para ejecutar este ciclo, el palpador debe estar
correctamente calibrado. Antes de ejecutar el ciclo, el
palpador debe estar situado cerca de la pieza y frente
al punto a palpar, lo más centrado posible y en la cota
Z en la que se van a realizar las palpaciones.

Modos de trabajo
27
Modo MDI / MDA
Editar bloques nuevos.
• En el modo MDI, la línea de edición está siempre
visible.
• En el modo MDA, hay que seleccionar la opción de
nuevo bloque del menú de softkeys.
Modificar un bloque del histórico.
• En el modo MDI, utilizar las teclas [][] para
desplegar el histórico y desplazarse por él. La tecla
[ENTER] recupera el bloque seleccionado con el
cursor y lo coloca en la línea de edición.
• En el modo MDA, utilizar las teclas [][] seleccionar
un bloque del histórico y utilizar la opción modificar del
menú de softkeys (o la tecla [ENTER]) para copiarlo
a la línea de edición.
Ejecutar bloques.
• La tecla [START] ejecuta el bloque presente en la línea
de edición. Una vez ejecutado el bloque, éste se
añade al histórico de bloques. La tecla [START]
también ejecuta directamente la línea sobre la que se
encuentra el cursor en el histórico, si no se quiere
modificar esta línea.
• La tecla [STOP] interrumpe la ejecución del bloque.
Para reanudar la ejecución, se debe volver a pulsar la
tecla [START] y la ejecución se reanudará en el punto
en el que fue interrumpida.
• Con la ejecución interrumpida, la softkey "CANCEL"
cancela la ejecución del bloque manteniendo las
condiciones de mecanizado programadas (no hace
un reset general del CNC).
• La tecla [RESET] cancela la ejecución del bloque y
realiza un reset general del CNC poniendo las
condiciones iniciales.

Modos de trabajo
28
Modo automático
Softkey Significado
Descripción de las softkeys del modo automático.
Seleccionar un programa para su ejecución.
Iniciar la inspección de herramienta. La inspección de
herramienta sólo está disponible cuando la ejecución
del programa está interrumpida.
Finalizar la ejecución simulada e iniciar la ejecución del
programa.
Seleccionar el programa que se encuentra en edición.

Modos de trabajo
29
Ejecución de un programa
Seleccionar un programa.
Cada canal ejecuta el programa que tiene
seleccionado. Para seleccionar un programa, pulsar
una de las siguientes softkeys del menú vertical.
Esta softkey abre un explorador que muestra los
programas que hay en la memoria del CNC.
Esta softkey selecciona directamente el último
programa abierto en el modo EDISIMU.
Ejecutar un programa.
El nombre del programa seleccionado en el canal para
la ejecución se muestra en la barra general de estado.
Si no se indica lo contrario, la ejecución del programa
comenzará en el primer bloque del programa y
finalizará tras ejecutarse una de las funciones
especificas de fin de programa "M02" ó "M30".
Opcionalmente se podrá definir el bloque de inicio y final
de la ejecución.
Para iniciar la ejecución del programa, pulsar la tecla
[START] del Panel de Mando.
La tecla [STOP] interrumpe la ejecución del programa.
Para reanudar la ejecución, se debe volver a pulsar la
tecla [START] y la ejecución se reanudará en el punto
en el que fue interrumpida.
La tecla [RESET] cancela la ejecución del programa,
realiza un reset general del CNC e inicializa la historia
del programa poniendo las condiciones iniciales.
Ejecución bloque a bloque. El programa se podrá
ejecutar en modo –bloque a bloque– o –automático–,
pudiéndose realizar la selección incluso durante la
ejecución del programa.

Modos de trabajo
30
Ejecutar bloques de forma independiente.
Pulsar la softkey [EXBLK] del menú horizontal. Con esta
opción activa, cada vez que se pulsa la tecla [START] se
ejecuta únicamente el bloque seleccionado en el programa
activo. Una vez ejecutado dicho bloque, se puede ejecutar otro
bloque seleccionándolo con el cursor y volviendo a pulsar
[START] y así sucesivamente. Los bloques ejecutados de esta
manera alteran la historia de funciones M y G.
Nota: la softkey [EXBLK] es una softkey de activación / desactivación.
Para poder lanzar la ejecución del programa, hay que desactivarla.
Ejecución simulada de un programa.
La ejecución simulada permite iniciar la simulación de un
programa, interrumpirla en un punto e iniciar la ejecución a
partir de dicho punto. Dependiendo del tipo de simulación
seleccionado, ésta puede implicar el movimiento de ejes,
cabezal, etc.
(*) En función del tipo de máquina, pueden provocar colisiones.
Trayectoria
Movimiento
ejes
Control
cabezal
Enviar al
PLC M-H-S-T
G04
M00
M01
Recorrido
teórico
Trayectoria
programada
No No No Sí Sí
Funciones G
Centro de la
herramienta
No No No Sí Sí
Funciones
G M S T (*)
Centro de la
herramienta
No No Sí Sí Sí
Plano
principal (*)
Centro de la
herramienta
Sí (plano) Sí Sí No Sí
Rápido
Centro de la
herramienta
Sí Sí Sí No Sí
Rápido [S=0]
Centro de la
herramienta
Sí No Sí No Sí
Iniciar la simulación del programa.
1. En el menú horizontal de softkeys, seleccionar el tipo
de simulación deseado.
2. En caso necesario, fijar las condiciones de
simulación deseadas (bloques inicial y final).
3. Pulsar la tecla [START] para iniciar la simulación. El
programa se podrá simular en modo bloque a bloque
o continuo, pudiéndose realizar la selección incluso
durante la simulación del programa.

Modos de trabajo
31
Finalizar la simulación e iniciar la ejecución.
1. Pulsar la tecla [STOP] del panel de mando para
interrumpir la simulación. Con el programa
interrumpido, se puede reanudar la simulación con la
tecla [START] o pasar a modo ejecución desde el
menú vertical de softkeys.
2. Al pasar al modo ejecución (tras pulsar la softkey), el
CNC entra en modo inspección de herramienta para
reposicionar los ejes, modificar las condiciones del
programa, etc. Para finalizar la inspección de
herramienta, y antes de iniciar la ejecución del
programa, hay que restaurar el giro del cabezal y
reposicionar los ejes. El menú vertical de softkeys
ofrece dos opciones.
• Reposicionar los ejes en el punto interrumpido.
• Reposicionar los ejes en el punto inicial del bloque
interrumpido.
3. Pulsar la tecla [START] para iniciar la ejecución.

Modos de trabajo
32
Búsqueda de bloque
La búsqueda de bloque permite recuperar la historia del
programa hasta un bloque determinado, de tal forma que si a
continuación se ejecuta el programa a partir de ese bloque, lo
hará en las mismas condiciones que si se hubiera ejecutado
desde el principio.
• La búsqueda de bloque automática permite recuperar la
historia del programa hasta el bloque en el que se canceló
la ejecución anterior. El CNC recuerda en que bloque se
canceló la ejecución, por lo que no es necesario fijar el
bloque de parada.
• La búsqueda de bloque manual permite recuperar la
historia del programa hasta un bloque determinado, del
programa o de una subrutina, fijado por el usuario.
Ejecutar la búsqueda de bloque.
1. Seleccionar el tipo de búsqueda; automática o
manual.
2. Seleccionar el bloque de parada. En la búsqueda de
bloque automática no es obligatorio seleccionar el
bloque de parada; por defecto, el CNC realiza la
búsqueda hasta el bloque donde fue interrumpido el
programa.
3. Seleccionar el bloque inicial, a partir del cuál se
quiere empezar la búsqueda. Si no se selecciona el
bloque inicial, la búsqueda comienza al principio del
programa.
4. Pulsar la tecla [START] para comenzar la búsqueda
de bloque.
5. Dependiendo de como esté configurado el
tratamiento de las funciones M, H, F, S, puede ser
necesario decidir cuales se envían al PLC.
6. Reposicionar los ejes en el punto en el que debe
comenzar la ejecución.
7. El CNC permite acceder a la inspección de
herramienta para modificar las condiciones de
mecanizado.
8. Pulsar la tecla de [START] para ejecutar el programa.

Modos de trabajo
33
Reposicionar los ejes.
Una vez terminada la búsqueda de bloque, el CNC
mostrará los ejes que se encuentran fuera de posición.
Los ejes se podrán reposicionar individualmente o
varios a la vez, de una de las siguientes maneras:
• Reposición de ejes manual. Desplazar los ejes
mediante los volantes o el teclado de JOG. El
movimiento estará restringido por el punto final de
reposición y el límite de software correspondiente.
• Reposición de ejes automática. Seleccionar los ejes
mediante la softkey correspondiente y pulsar la tecla
[START]. El reposicionamiento se podrá interrumpir
(mediante la tecla [STOP]) para seleccionar otros
ejes.
Modificar las condiciones de mecanizado.
Tras reposicionar los ejes, y antes de reanudar la
ejecución, el CNC permite acceder a la inspección de
herramienta para modificar las condiciones de
mecanizado. La inspección de herramienta permite
modificar el avance y la velocidad, ejecutar bloques
desde el modo MDI/MDA, así como activar funciones M
y H.

Modos de trabajo
34
Inspección de herramienta
Iniciar la inspección de herramienta.
A la inspección de herramienta se accede desde el
menú vertical de softkeys, sólo cuando la ejecución del
programa está interrumpida (tecla [STOP]) y cuando el
programa no está en ejecución. Tras activar la
inspección de herramienta, se podrá desplazar los ejes
mediante el teclado de jog, actuar sobre el cabezal
master del canal desde el panel de mando y ejecutar
bloques desde el modo MDI/MDA.
Ejecutar bloques desde el modo MDI/MDA.
El modo MDI/MDA permite la ejecución de cualquier
bloque de programa. Las condiciones a la entrada del
MDI/MDA serán las del punto de interrupción, es decir,
el CNC mantiene la historia de funciones G y M activas,
avance, velocidad, herramienta y otros comandos
programados. No obstante, el CNC da un tratamiento
especial a algunas funciones y comandos (tipo de
movimiento, compensación de radio, etc). Consulte el
manual de operación.
En general todos los cambios efectuados desde el
modo MDI/MDA se mantienen activos al reanudar el
programa tras la inspección de herramienta, excepto
las siguientes funciones, que se recuperan del
momento de la interrupción; tipo de interpolación (G00,
G01, G02, G03, G33 o G63), función G90/G91 o función
#MCS.
Reposicionar los ejes y el cabezal.
Para finalizar la inspección de herramienta, y antes de
continuar con la ejecución del programa, hay que
restaurar el giro del cabezal y reposicionar los ejes.
Reposicionar los ejes en el punto interrumpido.
Reposicionar los ejes en el punto inicial del bloque
interrumpido.
Cancelar la reposición.

Modos de trabajo
35
Reposicionar los ejes.
El CNC permite reposicionar los ejes uno a uno o en
grupos. Seleccionar en las softkeys verticales los ejes
a reposicionar y pulsar la tecla [START]. El CNC
reposicionará los ejes en el punto seleccionado (según
la softkey elegida anteriormente) al avance definido por
el fabricante de la máquina. Una vez que un eje ha
alcanzado su posición, el reposicionamiento dejará de
estar disponible.
Reposicionar el cabezal master.
Si el cabezal master ha cambiado de estado durante la
inspección, en las sofkeys también aparecerá la función
M3, M4, M5 o M19 a recuperar. El estado del cabezal
master se podrá restaurar junto al reposicionamiento de
los ejes o por separado. Si el cabezal se interrumpió en
un posicionamiento con M19, la reposición finalizará
dicho posicionamiento.
Continuar la ejecución del programa.
Una vez reposicionados todos los ejes o tras cancelar
la reposición, pulsar la tecla [START] para reanudar la
ejecución del programa.
• Si la inspección de herramienta ha finalizado con la
reposición de todos los ejes, al pulsar [START] el CNC
finaliza la trayectoria interrumpida y continúa con el
resto del programa.
• Si la inspección de herramienta ha finalizado tras
cancelar la reposición de ejes, al pulsar [START] los
ejes se desplazan desde su posición actual hasta el
punto final de la trayectoria interrumpida y a
continuación el CNC continúa con el resto del
programa.

Modos de trabajo
36
Modo edisimu (edición y simulación)
Softkey Significado
Descripción de las softkeys del modo edisimu.
START (simulación).
Iniciar la simulación del programa, o reanudarla si se
encuentra interrumpida.
STOP (simulación).
Interrumpir la simulación del programa. La simulación
se reanudará mediante la softkey START.
RESET (simulación).
Cancelar la simulación del programa. Si se ha
producido algún error durante la simulación, el reset
elimina el estado de error y devuelve el modo
simulación a las condiciones iniciales.
Cambiar el canal que se está visualizando para la
edición y simulación. No afecta al canal activo en el
CNC. (Este icono sólo estará disponible cuando el CNC
dispone de canales).
Seleccionar el modo de simulación "bloque a bloque" o
"continuo". Cuando esté activo el modo "bloque a
bloque" (el icono se mostrará pulsado), la simulación
del programa se interrumpirá al final de cada bloque.
Analizar el programa en busca de errores de sintaxis.
El análisis sintáctico no está disponible para programas
escritos en el lenguaje del CNC 8055.
Proporcionar una estimación del tiempo total de
ejecución del programa al 100% del avance
programado. Esta softkey solo está accesible en la
pantalla de estadísticas y el resultado se muestra en
dicha pantalla.
Configurar las opciones de simulación.

Modos de trabajo
37
Simulación de un programa
Seleccionar un programa.
La softkey "Abrir programa" permite seleccionar un
programa en el modo EDISIMU, que puede ser un
programa nuevo o uno ya existente. Se puede editar y
simular un programa diferente en cada canal. Cuando
se selecciona esta opción, el CNC muestra una lista con
los programas disponibles.
1. Seleccionar la carpeta donde se encuentra el
programa. Si es un programa nuevo, se guardará en
esta carpeta.
2. Seleccionar de la lista el programa a editar, o escribir
su nombre en la ventana inferior. Para editar un
programa nuevo, escribir el nombre del programa en
la ventana inferior y el CNC abrirá un programa vacío
o una plantilla predefinida, según esté configurado el
editor.
Nota: dependiendo del nombre del programa y de la
configuración del editor, se activa directamente la
edición en modo 8055.
3. Pulsar la tecla [ENTER] para aceptar la selección y
abrir el programa, o la tecla [ESC] para cancelar la
selección y cerrar la lista de programas.

Modos de trabajo
38
Simular un programa.
1. Elegir el tipo de representación gráfica, sus
dimensiones y el punto de vista. Estos datos también
se podrán modificar durante la simulación del
programa.
2. Activar, en el menú de softkeys, las opciones de
simulación deseadas.
3. Pulsar la softkey START para iniciar la simulación. La
simulación se podrá interrumpir mediante la softkey
STOP o se podrá cancelar mediante la softkey
RESET.
La simulación del programa comienza en el primer
bloque del programa y finaliza tras ejecutarse una de las
funciones especificas de fin de programa "M02" ó
"M30". Opcionalmente se podrá definir el bloque de
inicio y final de la simulación. Para la simulación del
programa, el CNC asume la configuración real de
cabezales del canal y la configuración de los
parámetros máquina.
Simulación bloque a bloque. El programa se podrá
simular en modo –bloque a bloque– o –automático–,
pudiéndose realizar la selección incluso durante la
simulación del programa.
El menú horizontal que se presenta durante una
simulación con gráfico depende de si el cursor está en
la parte gráfica (opciones de manejo de los gráficos,
medición...) o en la parte del programa (elegir bloque
inicial, bloque de parada...).

Modos de trabajo
39
Opciones de simulación.
Compensación de radio.
Activar o desactivar la compensación de radio para la
simulación del programa.
Salto de bloque.
Opción para simular el interruptor exterior de salto de
bloque. Con esta opción activa, el CNC no simula los
bloques en los que se encuentre programada la marca
de salto de bloque "/".
Sincronizar cabezales.
Hay un icono para cada cabezal, en el que hay que
indicar el número de cabezal al que se sincroniza. El
valor ·0· anula la sincronización.
Asumir los orígenes activos para la ejecución.
Al iniciar la simulación o pulsar el reset de simulación,
el CNC aplica a la simulación los orígenes definidos en
el entorno de ejecución (por ejemplo, el cero pieza
definido desde el modo manual).
Límites de software.
Activar o desactivar los límites de software para la
simulación del programa.
Parada condicional de la simulación.
Opción para simular el interruptor exterior parada
condicional. Con esta opción activa, el CNC interrumpe
la simulación en los bloques en los que se encuentre
programada la función "M01".
Anular la sincronización de canales.
Hay un icono para cada canal, que anula las esperas de
sincronización con el canal durante la simulación.

Modos de trabajo
40
Tablas de usuario
Softkey Significado
Descripción de las softkeys de las tablas de
usuario.
Cambiar las unidades de visualización de los datos
(milímetros o pulgadas). Para la programación, el CNC
asume las unidades definidas por la función G70 ó G71
activa, o en su defecto, las unidades definidas por el
fabricante de la máquina (parámetro INCHES).
Inicializar la tabla. Borrar todos los datos de la tabla,
asignándole valor "0" a cada uno de ellos.
Buscar un texto o valor en la tabla.
Acceder a las tablas de otros canales. Como algunas
tablas sólo muestran los datos del canal activo, esta
softkey permite mostrar las tablas de los demás
canales. Esta softkey sólo estará disponible cuando se
dispone de canales.
Seleccionar los ejes a visualizar en las tablas. En caso
de tener varios canales, sólo serán seleccionables
aquellos ejes que se encuentren asignados al canal
activo.
Guardar los valores de la tabla en un archivo.
Recuperar los valores de la tabla, guardados
previamente en un archivo.
Imprimir la tabla en la impresora predeterminada o
guardarla como un archivo (formato prn) en el CNC.

Modos de trabajo
41
Tablas de orígenes.
En esta tabla se almacenan los traslados de origen
absolutos, el traslado de origen incremental (G158) y el
decalaje del PLC (PLC offset) de todos los ejes y de los
cabezales que se pueden activar como eje C. Los
traslados de origen asociados a los posibles ejes C
están siempre visibles, aunque el eje C no esté activo.
• Decalaje del PLC (PLC offset). El PLC offset no se
puede definir directamente en la tabla, sus valores se
fijan desde el autómata o desde el programa pieza,
mediante variables. El CNC añade siempre el
decalaje de PLC al decalaje de origen que se
encuentra seleccionado.
• El traslado de origen incremental se define y activa
desde el programa pieza, ejecutando el comando
G158.
• Los traslados de origen absolutos, además de
definirse directamente en la tabla, también se pueden
fijar desde el autómata o desde el programa pieza
mediante variables.
Los traslados de origen absolutos se utilizan para
colocar el cero pieza en diferentes posiciones de la
máquina. Para aplicar un traslado de origen absoluto,
es necesario activarlo desde el programa mediante la
función correspondiente.
Tabla de garras.
En esta tabla se almacena el decalaje correspondiente
a cada eje, de cada uno de los traslados de amarres.
El decalaje de amarre activo se suma al traslado de
origen (absoluto + incremental) y al decalaje del PLC.
El decalaje de amarre, además de definirse
directamente en la tabla, también se pueden fijar desde
el autómata o desde el programa pieza mediante
variables.
Los traslados de amarres se utilizan para definir la
posición de los sistemas de amarre de la máquina. Para
aplicar un traslado de amarre, es necesario activarlo
desde el programa mediante la variable (V.)[ch].G.FIX.

Modos de trabajo
42
Tablas de parámetros aritméticos.
Se dispone de las siguientes tablas de parámetros
aritméticos:
• Parámetros comunes. La tabla es común para todos
los canales.
• Parámetros globales. Hay una tabla para cada canal.
• Parámetros locales. Hay siete tablas para cada canal;
una tabla para cada nivel de imbricación (7 niveles).
Los valores de los parámetros se pueden definir
directamente en la tabla o pueden ser fijados desde el
autómata o desde el programa pieza. En este caso los
valores de la tabla se actualizan tras elaborar las
operaciones que se indican en el bloque que se
encuentra en ejecución.

Modos de trabajo
43
Modo utilidades
Softkey Significado
Descripción de las softkeys del modo utilidades.
Cortar los archivos seleccionados al portapapeles. Con
esta opción, al pegar los archivos en su nueva
ubicación, se borran de la carpeta actual.
Copiar los archivos seleccionados al portapapeles.
Pegar los archivos del portapapeles en la carpeta
seleccionada. Si los archivos se colocaron en el
portapapeles mediante la opción "Cortar", se borrarán
de su ubicación original.
Renombrar la carpeta o el archivo seleccionado.
Cambiar el atributo "modificable" de los archivos
seleccionados. El CNC mostrará en la columna de
atributos el símbolo -M- para indicar que el programa es
modificable. Este atributo permite proteger los archivos
de manera que no se puedan modificar desde el modo
EDISIMU.
Cambiar el atributo "oculto" de los archivos
seleccionados. El CNC mostrará en la columna de
atributos el símbolo -H- para indicar que el programa
está oculto. Este atributo permite proteger los archivos
de manera que no se muestren a la hora de seleccionar
un programa para su edición o ejecución.
Encriptar archivos. La encriptación permite proteger
cualquier archivo (programa pieza, subrutina, etc)
haciendo que sea ilegible, y por lo tanto, no pueda ser
utilizado por terceros.
Para encriptar archivos, se debe tener definido el
pasword general.
Borrar la carpeta o los archivos seleccionados. No se
podrán borrar las carpetas que contengan algún
archivo.

Modos de trabajo
44

45
Comandos de programación
(1) El formato admite letras mayúsculas, minúsculas y números (no
admite espacios en blanco).
Comando Significado Formato
/
Condición de salto de bloque.
#
Sentencias de programación.
$
Instrucciones de control de flujo.
%
Cabecera del programa. 14 caracteres. (1)
%Ln
Definición de subrutina local
(incluida en el programa).
%XX
Inicio de programa con
subrutinas locales.
;
Comentario de bloque.
(
Comentario de bloque.
( )
Comentario de bloque. La parte
comprendida entre "(" y ")".
[ ]
Etiqueta de bloque de tipo texto.
14 caracteres.
N
Etiqueta de bloque de tipo
número.
0 - 4294967295
G
Funciones preparatorias. 1 - 999
X, Y, Z,
A, B, C,
U, V, W
Posición de los ejes.
Si XvalorI o Xn=valorI, la
posición programada es
incremental.
±99999.9999 mm
±9999.99999 pulgadas
Xn=, Yn=,
Zn=, An=,
Bn=, Cn=,
Un=, Vn=,
Wn=
Posición de los ejes, donde n=1
a 9 y es parte del identificador
del eje.
R, Q
Posición del eje en coordenadas
polares: R=Radio, Q=Grados.
Si RvalorI y QvalorI, se
programa en incrementales.
F
Avance de los ejes.
S
Velocidad del cabezal.
Sn=Velocidad del cabezal.
Sn (n=1 a 9).
T
Número de herramienta. 0 - 4294967295
D
Número de corrector.
M
Funciones auxiliares. 0 - 65535
H
Funciones auxiliares. 0 - 65535
NR
Número de repeticiones de
bloque.
LENGUAJE
ISO

Lenguaje ISO
46
Funciones tecnológicas
Función Significado
F
Avance de mecanizado.
El avance de mecanizado puede ser seleccionado por
programa mediante el código "F", manteniéndose
activo mientras no se programe otro valor. Las unidades
de programación dependen del modo de trabajo activo
(G93, G94 ó G95), y del tipo de eje que se desplaza
(lineal o rotativo).
S
Velocidad del cabezal.
La velocidad del cabezal se selecciona por programa
mediante el nombre del cabezal seguido de la velocidad
deseada. En un mismo bloque se pueden programar las
velocidades de todos los cabezales del canal. La
velocidad programada se mantiene activa mientras no
se programe otro valor. Las unidades de programación,
si no se selecciona lo contrario, serán en rpm. Si G96
está activa, las unidades de programación serán m/min.
T
Número de herramienta.
El código "T" identifica la herramienta que se quiere
seleccionar. Las herramientas pueden estar en un
almacén gestionado por el CNC o en un almacén
manual (lo que se denomina herramientas de tierra).
D
Número de corrector.
En el corrector de herramienta se encuentran definidas
las dimensiones de la herramienta. Cada herramienta
puede tener asociados varios correctores. Para activar
un corrector, este debe haber sido definido
previamente. Para ello, el CNC dispone en la tabla de
herramientas de una sección en la que se pueden
definir varios correctores.
[..]
Parámetros opcionales.
Los parámetros indicados entre corchetes son
opcionales.

Lenguaje ISO
47
Funciones M
(1) Para cabezales Sn (n=1 a 9), se programa M3.Sn, M4.Sn y M5.Sn.
(2) Para cabezales Sn (n=1 a 9), se programa M9.Sn. Sn=Valor en
grados.
(3) Para cabezales Sn (n=1 a 9), M41.Sn, ... M44.Sn.
Función Significado
M00
Parada de programa.
M01
Parada condicional de programa.
M02 / M30
Fin de programa.
M03
Arrancar el cabezal en sentido horario. (1)
M04
Arrancar el cabezal en sentido antihorario. (1)
M05
Parada del cabezal. (1)
M06
Cambio de herramienta.
M08
Activar refrigerante.
M09
Desactivar refrigerante.
M17 / M29
Fin de subrutina global o local.
M19
Parada orientada del cabezal. (2)
M41 - M44
Cambio de gama de velocidad. (3)

Lenguaje ISO
48
Funciones G comunes (Modelos M y T)
M Función modal. En los casos que se indica con "!", se debe
interpretar que la función permanece activa aunque se
ejecute M02 o M30, se realice un reset, o se apague y se
encienda el CNC.
D Función por defecto. En los casos que se indica con "?" se
debe interpretar que la activación por defecto de la función
depende de cómo haya personalizado el fabricante los
parámetros máquina del CNC
V La función se visualiza en la historia de Gs.
Función M D V Significado
G00
* ? * Posicionamiento rápido.
G00 X...[I] Y...[I] Z...[I] ... R...[I] Q...[I]
X...Y...Z...A...B...C...U...V...W...:
coordenadas cartesianas
R...: coordenadas polares (Radio)
Q...: coordenadas polares (Ángulo)
I: incremental
G01
* ? * Interpolación lineal.
G01 X...[I] Y...[I] Z...[I] ... R...[I] Q...[I]
X...Y...Z...A...B...C...U...V...W...:
coordenadas cartesianas
R...: coordenadas polares (Radio)
Q...: coordenadas polares (Ángulo)
I: incremental

Lenguaje ISO
49
G02
* * Interpolación circular (helicoidal) a
derechas.
Véase
también:
G06
G261
G262
G02 X...[I] Y...[I] I...J...[Z...] (G17)
G02 X...[I] Z...[I] I...K...[Y...] (G18)
G02 Y...[I] Z...[I] J...K...[X...] (G19)
G02 X...[I] Y...[I] R...
X...Y...Z...: coordenadas del punto final de la
interpolación
I...J...K...: coordenadas del centro del arco
(I=X, J=Y, K=Z)
R...: radio (alternativo a I, J, K)
I: incremental
Nota: I, J, K se programan en combinación con
la función G06 o después de la activación de la
función G261.
G03
* * Interpolación circular (helicoidal) a
izquierdas.
Véase
también:
G06
G261
G262
G03 X...[I] Y...[I] I...J...[Z...] (G17)
G03 X...[I] Z...[I] I...K...[Y...] (G18)
G03 Y...[I] Z...[I] J...K...[X...] (G19)
G03 X...[I] Y...[I] R...
X...Y...Z...: coordenadas del punto final de la
interpolación
I...J...K...: coordenadas del centro del arco
(I=X, J=Y, K=Z)
R...: radio (alternativo a I, J, K)
I: incremental
Nota: I, J, K se programan en combinación con
la función G06 o después de la activación de la
función G261.
G04
* Temporización.
Véase
también:
#TIME
G04 K...
K...: tiempo de espera en segundos
G05
* ? * Arista matada controlada (modal).
Véase
también:
G61
#ROUNDPAR
G05
Función M D V Significado

Lenguaje ISO
50
G06
* Centro del arco en coordenadas
absolutas (no modal).
Véase
también:
G261
G262
G06 G02 ...
G06 G03 ...
G07
* ? * Arista viva (modal).
Véase
también:
G60
G07
G08
* Arco tangente a la trayectoria anterior.
G08 X...Y...[R...Q...]
X...Y...: coordenadas cartesianas del punto final
del arco
R...Q...: coordenadas polares del punto final del
arco
G09
* Arco definido mediante tres puntos.
G09 X...Y...[R...Q...] I...J...
X...Y...: coordenadas cartesianas del punto final
del arco
R...Q...: coordenadas polares del punto final del
arco
I...J...: coordenadas del punto intermedio del
arco (tanto para coordenadas cartesianas como
para coordenadas polares)
G10
* * Anular la imagen espejo de todos los ejes.
G10
G11
* * Imagen espejo en el eje de abscisas.
G11
Nota: si se ha programado junto con otro espejo
se añade por ejemplo: G11 G12: espejo en X e Y.
G12
* * Imagen espejo en el eje de ordenadas.
G12
Nota: si se ha programado junto con otro espejo
se añade por ejemplo: G11 G12: espejo en X e Y.
Función M D V Significado

Lenguaje ISO
51
G13
* * Imagen espejo en el eje perpendicular al
plano.
G13
Nota: si se ha programado junto con otro espejo
se añade por ejemplo: G11 G13: espejo en X y Z.
G14
* * Activar o anular la imagen espejo en un
eje.
G14 X+/-1 Y+/-1 ..etc...
Eje con valor negativo: habilita la imagen espejo
Eje con valor positivo: deshabilita la imagen
espejo
G17
* ? * Plano principal formado por el primer eje
(abscisas), segundo eje (ordenadas) y el
tercer eje (perpendicular) del canal.
G17
G18
* ? * Plano principal formado por el tercer eje
(abscisas), primer eje (ordenadas) y
segundo eje (perpendicular) del canal.
G18
G19
* * Plano principal formado por el segundo
eje (abscisas), tercer eje (ordenadas) y
primer eje (perpendicular) del canal.
G19
G20
* * Seleccionar un plano de trabajo
cualquiera, formado por los tres primeros
ejes del canal.
Véase
también:
#SET AX
G20 Eje1 1 Eje2 2 Eje3 3 ...
Eje1 1: eje definido como abscisas
Eje2 2: eje definido como ordenadas
Eje3 3: eje perpendicular
Etc...
Ejemplo: G20 X1 Z2 Y3
X abscisas; Z ordenadas; Y perpendicular.
Función M D V Significado

Lenguaje ISO
52
G30
* Preselección del origen polar.
G30 I...J...
I: abscisa del origen polar
J: ordenada del origen polar
G31
* Traslado temporal del origen polar al
centro del arco.
G31
G33
* * Roscado electrónico de paso constante.
G33 X...Y...Z...I...J...K...[Q1=...]
X...Y...Z...: coordenadas del punto final de la
rosca
I...J...K...: p a s o de l a r o s ca , r e s pe c t i va m e n t e en
abscisas, ordenadas y plano perpendicular
Q1=...: posición angular del cabezal para el
punto inicial de la rosca (por defecto Q1=0)
G36
* Redondeo de aristas.
G36 I...
I...: valor del radio de redondeo en la arista
G37
* Entrada tangencial.
G37 I...
I...: valor del radio de la entrada
G38
* Salida tangencial.
G38 I...
I...: valor del radio de la salida
G39
* Achaflanado de aristas.
G39 I...
I...: valor del tamaño del chaflán
G40
* * Anular la compensación de radio.
G40
G41
* * Compensación de radio de herramienta a
la izquierda.
G41
Función M D V Significado

Lenguaje ISO
53
G42
* * Compensación de radio de herramienta a
la derecha.
G42
G45
Activar y anular el control tangencial.
Véase
también:
#TANGCTRL
G45 X...Y...Z...A...B...C...U...V...W...
X...
~W...: eje sobre el que se activa el control
tangencial y posición angular respecto a la
trayectoria
El ángulo se define en grados (
±359.9999).
G50
* ? Arista semimatada.
G50
G53
* Cancelar el decalaje de origen.
Véase
también:
#MCS
G53
G54
! * Decalaje de origen.
Véase
también:
G159
G54: traslado de origen absoluto 1
G55
! * Decalaje de origen.
G55: traslado de origen absoluto 2
G56
! * Decalaje de origen.
G56: traslado de origen absoluto 3
G57
! * Decalaje de origen.
G57: traslado de origen absoluto 4
G58
! * Decalaje de origen.
G58: traslado de origen absoluto 5
G59
! * Decalaje de origen.
G59: traslado de origen absoluto 6
G60
* Arista viva (no modal).
Véase
también:
G07
G60
Función M D V Significado

Lenguaje ISO
54
G61
* Arista matada controlada (no modal).
Véase
también:
G05
#ROUNDPAR
G61
G63
* * Roscado rígido.
G63 X...Y...Z...S...
X...Y...Z...: coordenadas del punto final de la
rosca
S...: velocidad de giro (positiva o negativa)
Nota: el paso de la rosca será F/S.
G70
* ? * Programación en pulgadas.
G70
G71
* ? Programación en milímetros.
G71
G72
* * Factor escala.
Véase
también:
#SCALE
G72 S...
S...: factor de escala
Nota: se anula programando G72 sola.
G73
* * Giro del sistema de coordenadas.
G73 Q...I...J...
Q...: ángulo de giro (incremental)
I...J...: abscisa y ordenada del centro de giro
(opcional)
Nota: se anula programando G73 sola.
G74
* Búsqueda de referencia máquina.
G74 Eje1 1 Eje2 2 Eje3 3 ...
Eje1 1
~ Ejen n: orden de búsqueda del cero
máquina
E j e m p l o : G 74 X 1 Y 2 Z 3 . ..: primero busca el cero
en X, a continuación en Y y después en Z.
Nota: mantiene el traslado de origen activo.
G90
* ? Programación en cotas absolutas.
G90
Función M D V Significado

Lenguaje ISO
55
G91
* ? * Programación en cotas incrementales.
G91
Nota: G91 afecta a todas las cotas del bloque.
XvalorI afecta al eje programado y no es modal.
G92
! * Decalaje de origen. Preselección de
cotas.
G92 X...Y...Z...A...B...C...U...V...W...
X...
~ W...: puesta a cero del eje en la posición
en la que se encuentra la máquina (la cota
programada puede ser 0 o otro valor)
G93
* * Avance en segundos/bloque.
G93 F...
F...: tiempo en segundos del movimiento
programado
G94
* ? Avance en milímetros/minuto
(pulgadas/minuto).
G94 F...
F...: avance en milímetros/minuto o
pulgadas/minuto
G95
* ? * Avance en milímetros/revolución
(pulgadas/revolución).
G95 F...
F...: avance en milímetros/revolución o
pulgadas/revolución
G96
* * Velocidad de corte constante.
G96 S...
S...: velocidad de corte constante (VCC) en
metros/minuto
G97
* * Velocidad de giro constante.
G97 S...
S...: velocidad de giro constante del cabezal en
revoluciones/minuto
Función M D V Significado

Lenguaje ISO
56
G100
* Medición con palpador hasta tocar.
G100 Eje1... Eje2... ... Eje n... F...
Eje1...
~ Eje n: cota del punto a palpar
F...: velocidad de desplazamiento (opcional)
G101
* Incluir offset resultante de la medición.
G101 Eje1... Eje2... ... Eje n...
Eje1...
~ Eje n: eje en cuya cota teórica se
incluye el offset resultante de la medición
G102
* Excluir offset resultante de la medición.
G102 Eje1... Eje2... ... Eje n...
Eje1...
~ Eje n: opcional, eje en cuya cota teórica
no se incluye el offset resultante de la medición
G103
* Medición con palpador hasta dejar de
tocar.
G103 Eje1... Eje2... ... Eje n... F...
Eje1...
~ Eje n: cota del punto a palpar
F...: velocidad de desplazamiento (opcional)
G104
Movimiento del palpador hasta la cota
programada.
G104
Nota: la función G104 debe acompañar a un
desplazamiento de sonda G100 o G103, de lo
contrario no tiene efecto.
Ejemplos: G100 G104 Z23.45
G103 G104 Z1 F20
G108
* * Adaptar el avance al comienzo del
bloque.
Véase
también:
G193
G108
G109
* Adaptar el avance al final del bloque.
Véase
también:
G193
G109
Función M D V Significado

Lenguaje ISO
57
G112
* Cambio de la gama de parámetros de un
eje.
G112 X1...4 Y1...4 Z1...4 S1...4
X1...4
~ W1...4: nombre del eje y set de
parámetros (entre 1 y 4)
G130
* * Porcentaje de aceleración a aplicar, por
eje o cabezal.
Véase
también:
#SLOPE
G130 X...Y...Z...A...B...C...U...V...W...S...
X...
~ W...: porcentaje de aceleración a aplicar
por eje o cabezal (S para el cabezal)
Ejemplo: G130 X50 Y75 Z100
X aceleración al 50%, Y al 75% y Z al 100%
G131
* * Porcentaje de aceleración a aplicar,
global.
Véase
también:
#SLOPE
G131 ...
...: porcentaje de aceleración a aplicar a todos los
ejes y cabezales
Ejemplo: G131 100
todos los ejes y cabezales al 100% de la
aceleración seleccionada
G132
* * Porcentaje de jerk a aplicar, por eje o
cabezal.
Véase
también:
#SLOPE
G132 X...Y...Z...A...B...C...U...V...W...S...
X...
~ W...: porcentaje del jerk a aplicar por eje
o cabezal (S para el cabezal)
Ejemplo: G132 X50 Y75 Z100
X jerk al 50%, Y al 75% y Z al 100%
G133
* * Porcentaje de jerk a aplicar, global.
Véase
también:
#SLOPE
G133 ...
...: porcentaje del jerk a aplicar a todos los ejes
y cabezales
Ejemplo: G133 100
todos los ejes y cabezales al 100% del jerk
seleccionado
Función M D V Significado

Lenguaje ISO
58
G134
* * Porcentaje de feed-forward a aplicar.
G134 X...Y...Z...A...B...C...U...V...W...
X...
~ W...: porcentaje de feed-forward a aplicar
por eje (máximo 120%)
Ejemplo: G134 X55 Y85 Z120
X feed-forward al 55%, Y al 85% y Z al 120%
G135
* * Porcentaje de AC-forward a aplicar.
G135 X...Y...Z...A...B...C...U...V...W...
X...
~ W...: porcentaje de AC-forward a aplicar
por eje (máximo 120%)
Ejemplo: G135 X50 Y75 Z110
X AC-forward al 50%, Y al 75% y Z al 110%
G136
* * Transición circular entre bloques.
G136
G137
* * Transición lineal entre bloques.
G137
G138
* * Activación/cancelación directa de la
compensación.
G138
G139
* * Activación/cancelación indirecta de la
compensación.
G139
G145
Congelar (suspender) el control
tangencial.
Véase
también:
#TANGCTRL
G145 K... X ~ W
K...: K0 congela (suspende) el control
tangencial
K1 restaura un eje tangencial previamente
suspendido
X...
~ W...: eje sobre el que se congela el control
tangencial (opcional)
Función M D V Significado

Lenguaje ISO
59
G151
* * * Programación del eje frontal en
diámetros.
G151
Nota: en los ejes configurados con el parámetro
máquina DIAMPROG=SI.
G152
* Programación del eje frontal en radios.
G152
Nota: en los ejes configurados con el parámetro
máquina DIAMPROG=SI.
G157
* * Exclusión de ejes en el traslado de origen
absoluto.
Véase
también:
G158
G157 X ~ W
X
~ W: ejes sobre los que no se aplica el traslado
de origen
Ejemplo: G157 Y
G55 (se aplica el segundo traslado de
origen, excepto en el eje Y, que
conserva el traslado anterior)
G158
* * Decalaje de origen. Traslado de origen
incremental.
G158 X...Y...Z...A...B...C...U...V...W...
X...
~ W...: valor del traslado de origen. Se anula
programando G158 sola
G159
! * Decalaje de origen. Traslado de origen
absoluto.
Véase
también:
G54-G59
G159=...
...: número del traslado de origen a activar (de
1 a 99)
G170
* Desactivar ejes Hirth.
G170 A...B...C...
A...B...C...: ejes Hirth a desactivar y número de
orden de desactivación
Ejemplo: G170 A1 B2: desactivar primero el eje
A y luego el eje B
Función M D V Significado

Lenguaje ISO
60
G171
* * Activar ejes Hirth.
G171 A...B...C...
A...B...C...: ejes Hirth a activar y número de
orden de activación
Ejemplo: G171 C1 B2: activar primero el eje C y
luego el eje B
G174
* Fijar la cota máquina.
G174 X...Y...Z...A...B...C...U...V...W...S...
X...
~ W...: fija la cota máquina del eje (se
programa la cota de un único eje)
S...: fija la cota máquina del cabezal
G180
G189
* Ejecución de subrutinas de fabricante
(OEM).
Véase
también:
G380-G399
G180 ~ G189 P0=... P1=... ~ P99=...
G180
~ G189 A... B... ~ Z...
P0=...
~ Pn=...: parámetros locales de la
subrutina, opcional
Ejemplo: G183 P1=12.3 P2=6
Nota: son funciones que el fabricante puede
utilizar para sus funciones específicas; es posible
que ni siquiera estén presentes.
G192
* * Limitación de la velocidad de giro.
G192 Sn=...
G192 S...
En el caso de cabezales múltiples, n=número de
cabezal.
La limitación está programada en rpm.
G193
* Interpolar el avance durante el bloque.
Véase
también:
G108
G109
G193
Nota: cuando se programa la función G193, la
adaptación al nuevo avance es linealmente
interpolada durante el desplazamiento
programado en el bloque.
Función M D V Significado

Lenguaje ISO
61
G196
* * Avance tangencial constante.
G196
Nota: a partir del momento en que se ejecuta la
función G196, el control entiende que el avance
"F" programado corresponde al punto de
contacto de la herramienta con la pieza.
G197
* * Avance del centro de la herramienta
constante.
G197
Nota: a partir del momento en que se ejecuta la
función G197, el control entiende que el avance
"F" programado corresponde al centro de la
herramienta. Esto implica que el avance del
punto de corte en curvas interiores aumenta, y
en las curvas exteriores disminuye.
G198
Definir los límites inferiores de software.
G198 X... ~ W...
X...
~ W...: límite inferior de software del
movimiento de los ejes
G199
Definir los límites superiores de software.
G199 X... ~ W...
X...
~ W...: límite superior de software del
movimiento de los ejes
G200
Intervención manual exclusiva.
G200
Nota: interrumpe la ejecución del programa para
activar el modo manual en todos los ejes.
G201
* Activar la intervención manual aditiva.
G201 #AXIS [X ~ W, ... ]
Ejemplo: G201 #AXIS [X, Z]
Nota: permite desplazar un eje manualmente
mientras se ejecutan los desplazamientos
programados.
Función M D V Significado

Lenguaje ISO
62
G202
* * Cancelación de la intervención manual
aditiva.
G202 #AXIS [X ~ W, ... ]
Ejemplo: G202 #AXIS [X]
Nota: cancela la intervención manual aditiva del
eje seleccionado; si se programa la función G202
sola, cancela la intervención manual en todos los
ejes.
G261
* * Centro del arco en coordenadas
absolutas (modal).
Véase
también:
G06
G262
G261
Nota: estando activa esta función, el control
entiende que las cotas del centro del arco están
definidas respecto del origen del sistema de
referencia activo.
G262
* * Centro del arco respecto del punto inicial.
Véase
también:
G06
G261
G262
Nota: estando activa esta función, el control
entiende que las cotas del centro del arco están
definidas respecto del punto inicial del arco.
G263
* * Programación del radio del arco.
Véase
también:
G02/G03
G263=...
...: Radio del arco
Nota: el radio del arco se define mediante la letra
"R" o mediante las asignaciones "R1=<radio>"
o "G263=<radio>".
G264
* * Anular la corrección del centro del arco.
G264
Nota: si la diferencia entre el radio inicial y el
radio final supera la tolerancia, se mostrará el
error correspondiente.
G265
* * Activar la corrección del centro del arco.
G265
Nota: se vuelve a calcular el centro del arco para
hacer igual el radio inicial y el radio final.
Función M D V Significado

Lenguaje ISO
63
G266
* Fijar el porcentaje de avance al 100%.
G266
Nota: fija el porcentaje de avance al 100%, no
pudiendo modificarse este valor mediante el
selector del panel de mando ni desde el PLC. La
G66 solo es válida en el bloque en el que está
programada.
G380
G399
* Ejecución de subrutinas OEM.
Véase
también:
G180-G189
G380 ~ G399 P0=... P1=... ~ P99=...
G380
~ G399 A... B... ~ Z...
P0=...
~ Pn=...: parámetros locales de la
subrutina, opcional
Ejemplo: G388 A12.3 B45.3 P10=6
Nota: son funciones que el fabricante puede
utilizar para sus funciones específicas; es posible
que ni siquiera estén presentes.
G500
G599
* Subrutinas genéricas de usuario.
G500 ~ G599 P0=... P1=... ~ P99=...
G500
~ G599 A... B... ~ Z...
P0=...
~ Pn=...: parámetros locales de la
subrutina, opcional
Ejemplo: G500
G583 P1=12.3 P2=6
G588 A12.3 B45.3 P10=6
Nota: al llamar a la subrutina asociada con G...
se ejecuta la subrutina en forma no modal. Al
llamarla con MG... se ejecuta de forma modal.
Función M D V Significado

Lenguaje ISO
64

65
Como regla general, la estructura de un bloque de definición
de un ciclo es la siguiente.
También es posible añadir la definición del ciclo fijo (función de
llamada y parámetros) al final de cualquier bloque.
[Funciones G] G8x
[Punto de
mecanizado]
Parámetros
del ciclo
[F S T D M]
G99 G1 G81 X60 Y0 Z2 I-20 F1000 S2000 M4
G99 G1 X60 Y0 F1000 S2000 M4 G81 Z2 I-2
Función MDVSignificado
G80
* Anular el ciclo fijo.
G80
G81
* * Ciclo fijo de taladrado.
G81 [Z] I [K] [A]
Z: Plano de referencia
I: Profundidad de taladrado
K: Tiempo de espera en el fondo, en segundos
A: Comportamiento del cabezal en la entrada y
la salida del agujero
A0: La herramienta entra y sale del agujero
girando (valor por defecto)
A1: La herramienta entra en el agujero
girando y sale parada
CICLOS
FIJOS ISO (M)

Ciclos fijos ISO (M)
66
G82
* * Ciclo fijo de taladrado con paso variable.
G82 [Z] I [D] B [H] [C] [J] [K] [R] [L] [A]
Z: Plano de referencia
I: Profundidad de taladrado
D: Distancia entre el plano de referencia y la
superficie de la pieza (por defecto 0)
B: Paso de taladrado
H: Distancia de retroceso (J>0) o cota de
retroceso (J=0) en avance rápido, tras cada
paso de taladrado
C: Cota de aproximación
J: Número de pasos de taladrado para
retroceder, en avance rápido (G0). J0: en
todos los pasos retrocede hasta la cota H; J1:
en todos los pasos retrocede hasta la cota Z;
J>1: en cada paso retrocede la cantidad
indicada en H y cada J pasos hasta el plano de
referencia Z
K: Tiempo de espera en el fondo, en segundos
R: Factor que aumenta o reduce el paso de
taladrado B
L: Mínimo valor permitido para el paso de
taladrado
A: Comportamiento del cabezal en la entrada y
la salida del agujero
A0: La herramienta entra y sale del agujero
girando (valor por defecto)
A1: La herramienta entra en el agujero
girando y sale parada
Función MDVSignificado

Ciclos fijos ISO (M)
67
G83
* * Ciclo fijo de taladrado profundo con paso
constante.
G83 [Z] I J [B] [K]
Z: Plano de referencia
I: Paso de taladrado
J: Número de pasos de taladrado
B: Distancia que retrocede, en avance rápido
(G0), tras cada paso de taladrado
K: Tiempo de espera en el fondo, en segundos
Función MDVSignificado

Ciclos fijos ISO (M)
68
G84
* * Ciclo fijo de roscado con macho.
G84 [Z] I [K] R [J] B H
Z: Plano de referencia
I: Profundidad de roscado
K: Tiempo de espera en el fondo, en segundos
(por defecto 0)
R: Tipo de roscado
R0: Roscado normal (solo en caso de
cabezales sin opción de orientar cabezal).
R1: Roscado rígido
J: Factor de avance para el retroceso. Con
roscado rígido, el avance de retroceso será J
veces el avance de roscado. Si no se programa
o se programa J1, ambos avances coinciden
B: Paso de profundización en el roscado con
desalojo (sólo para R1)
H: Distancia de retroceso tras cada paso de
profundización (sólo para R1)
Nota: Si G94 (F en mm/min) se programa con la
F y la S. Para una S, el valor de F será:
F (mm/min) = S (rpm) * Paso (mm/rev)
Función MDVSignificado
Zi
I(G90)
Z(G91)
I(G91)
K
Z(G90)
G01
G00
G98
M4/M3
M3/M4
M3/M4
M4/M3
M3/M4
H
B

Ciclos fijos ISO (M)
69
G85
* * Ciclo fijo de escariado.
G85 [Z] I [K]
Z: Plano de referencia
I: Profundidad de escariado
K: Tiempo de espera en el fondo, en segundos
(por defecto 0)
Función MDVSignificado

Ciclos fijos ISO (M)
70
G86
* * Ciclo fijo de mandrinado.
G86 [Z] I [K] [R] [A] Q D E
Z: Plano de referencia
I: Profundidad de mandrinado
K: Tiempo de espera en el fondo, en segundos
(por defecto 0)
R: Tipo de retroceso, cuando no se programa el
parámetro A. R0: Retroceso en avance rápido
(G0) con el cabezal parado (valor por defecto);
R1: Retroceso en avance de trabajo (G1)
A: Comportamiento del cabezal en la entrada y
salida del agujero
A0: La herramienta entra en el agujero
girando y sale parada
A1: La herramienta entra en el agujero parada
y sale girando
Si no se programa, la herramienta entra y sale
del agujero girando. Cuando se programa A0
o A1, definir la parada del cabezal con los
parámetros Q D y E
Q: Posición del cabezal, en grados, para separar
la cuchilla de la pared del agujero
Cuando se programa A0 o A1, este parámetro
define la orientación de la herramienta y los
parámetros D y E definen la distancia que se
retira la herramienta de las paredes del agujero
D: Distancia a retirar la cuchilla de la pared del
agujero, según el eje de abscisas
E: Distancia a retirar la cuchilla de la pared del
agujero, según el eje de ordenadas
Función MDVSignificado

Ciclos fijos ISO (M)
71
G87
* * Ciclo fijo de cajera rectangular.
G87 [Z] I [D] [A] J K [M] Q B [C] [L] [H] [V]
Z: Plano de referencia
I: Profundidad de la cajera
D: Distancia entre el plano de referencia y la
superficie de la pieza
A: Ángulo en grados que forma la cajera con el
eje de abscisas (por defecto 0)
J: Media longitud de la cajera
El signo indica el sentido de mecanizado de la
cajera: (J+) sentido horario, (J-) sentido
antihorario
K: Media anchura de la cajera
M:Tipo de esquina (0) recta, (1) redondeada, (2)
chaflán (por defecto 0)
Q: Radio del redondeo o tamaño del chaflán
B: Profundidad de pasada
C: Paso o anchura de fresado
Si no se programa o se programa con valor 0,
se toma como valor 3/4 del diámetro de la
herramienta seleccionada
L: Pasada de acabado
Si no se programa o se programa con valor 0,
no se realiza pasada de acabado
H: Avance de la pasada de acabado
V: Avance de profundización de la herramienta.
Si no se programa o se programa con valor 0,
se efectúa al 50% del avance en el plano
Función MDVSignificado

Ciclos fijos ISO (M)
72
G88
* * Ciclo fijo de cajera circular.
G88 [Z] I [D] J B [C] [L] [H] [V]
Z: Plano de referencia
I: Profundidad de la cajera
D: Distancia entre el plano de referencia y la
superficie de la pieza (por defecto 1mm)
J: Radio de la cajera; el signo indica el sentido
de mecanizado de la cajera: (J+) sentido
horario, (J-) sentido antihorario
B: Profundidad de pasada. Si B>0 el ciclo
recalcula el paso para que todas las
profundizaciones sean iguales; si B<0 la
cajera se mecaniza con el paso dado, excepto
el último paso que se mecaniza el resto
C: Paso o anchura de fresado
Si no se programa o se programa con valor 0,
se toma como valor 3/4 del diámetro de la
herramienta seleccionada
L: Pasada de acabado
Si no se programa o se programa con valor 0,
no se realiza pasada de acabado
H: Avance de la pasada de acabado
V: Avance de profundización de la herramienta
Si no se programa o se programa con valor 0,
se efectúa al 50% del avance en el plano
G98
* * Retroceso al plano de partida al final del
ciclo fijo.
G98
Función MDVSignificado

Ciclos fijos ISO (M)
73
G99
* * Retroceso al plano de referencia al final
del ciclo fijo.
G99
Nota: usar la G98 para evitar obstáculos
(amarres).
Función MDVSignificado

Ciclos fijos ISO (M)
74
G210
* * Ciclo fijo de fresado de taladro.
G210 [Z] [D] I [J] [K] B
Z: Plano de referencia
Si no se programa, el CNC tomará como plano
de referencia la posición que ocupa la
herramienta en dicho momento
D: Distancia de seguridad (por defecto 0)
I: Profundidad de mecanizado
Podrá programarse en cotas absolutas o bien
en cotas incrementales, en cuyo caso estará
referida al plano de referencia
J: Diámetro del agujero
K: Diámetro del pre-taladrado
B: Paso de profundización
Nota: la herramienta debe cumplir las siguientes
condiciones:
- El radio de la herramienta debe ser menor que
K/2.
- El radio de la herramienta debe ser mayor o
igual que (J-K)/4.
Función MDVSignificado
G98
G99
I
K
Z
D
J
G00
G01
M03
M04

Ciclos fijos ISO (M)
75
G211
* * Ciclo de fresado de rosca interior.
G211 [Z] [D] I J K B [C] [L] [A] [E] [Q]
Z: Plano de referencia
Si no se programa, el CNC tomará como plano
de referencia la posición que ocupa la
herramienta en dicho momento
D: Distancia de seguridad (por defecto 0)
I: Profundidad de mecanizado
Podrá programarse en cotas absolutas o bien
en cotas incrementales, en cuyo caso estará
referida al plano de referencia
J: Diámetro de la rosca
K: Profundidad de la rosca
B: Paso de rosca
C: Tipo de roscado
- Si se programa C=0, el roscado se realizará
en un único paso
- Si se programa C=1, se realizará el roscado
de una rosca por cada paso (cuchilla de 1 filo)
- Si se programa C=n (siendo n el número de
filos de la cuchilla), se realizará el roscado de
n roscas por cada paso (por defecto C=1)
L: Demasía para el acabado (por defecto 0)
A: Paso máximo de profundización
E: Distancia de aproximación
Q: Ángulo de entrada a la rosca (por defecto 0)
Función MDVSignificado
J
Z
D
I
B
K
L
A
G00
G01
M03
M04
G98
G99

Ciclos fijos ISO (M)
76
G212
* * Ciclo de fresado de rosca exterior.
G212 [Z] [D] I J K B [C] [L] [A] E [Q]
Z: Plano de referencia
Si no se programa, el CNC tomará como plano
de referencia la posición que ocupa la
herramienta en dicho momento
D: Distancia de seguridad (por defecto 0)
I: Profundidad de mecanizado
Podrá programarse en cotas absolutas o bien
en cotas incrementales, en cuyo caso estará
referida al plano de referencia
J: Diámetro de la rosca
K: Profundidad de la rosca
B: Paso de rosca
B>0: el sentido del paso de la rosca es desde
la superficie de la pieza hasta el fondo
B<0: el sentido del paso de la rosca es desde
el fondo hasta la superficie de la pieza
C: Tipo de roscado
- Si se programa C=0, el roscado se realizará
en un único paso
- Si se programa C=1, se realizará el roscado
de una rosca por cada paso (cuchilla de 1 filo)
- Si se programa C=n (siendo n el número de
filos de la cuchilla), se realizará el roscado de
n roscas por cada paso (por defecto C=1)
L: Demasía para el acabado (por defecto 0)
A: Paso máximo de profundización
E: Distancia de aproximación
Q: Ángulo de entrada a la rosca (por defecto 0)
Función MDVSignificado
J
Z
D
I
B
K
L
G00
G01
M03
M04
G98
G99

Ciclos fijos ISO (M)
77
Mecanizados múltiples (Modelo M)
Los parámetros P, Q, R, S, T, U y V son parámetros opcionales
que pueden ser utilizados en cualquier tipo de posicionamiento
múltiple. Así, el programar "P7" indica que no se desea
ejecutar el mecanizado en el punto 7; el programar "Q10.013"
indica que no se desean mecanizados en los puntos 10, 11, 12,
13. Si no se programan estos parámetros, el CNC entiende
que debe ejecutarse el mecanizado en todos los puntos de la
trayectoria programada.
Función MDVSignificado
G160
* Mecanizado múltiple en línea recta.
G160 A X I K [P] [Q] [R] [S] [T] [U] [V]
A: Ángulo en grados que forma la trayectoria de
mecanizado con el eje de abscisas (por
defecto 0)
X: Longitud de la trayectoria de mecanizado
I: Paso entre mecanizados
K: Número de mecanizados totales en el tramo,
incluido el del punto de definición del
mecanizado
Nota: en la definición del mecanizado sólo hay
que incluir dos de los parámetros del grupo X, I, K.

Ciclos fijos ISO (M)
78
G161
* Mecanizado múltiple formando un
paralelogramo.
G161 A B X I K Y J D [P] [Q] [R] [S] [T] [U] [V]
A: Ángulo en grados que forma la trayectoria de
mecanizado con el eje de abscisas (por
defecto 0)
B: Ángulo entre las dos trayectorias de
mecanizado (por defecto 90)
X: Longitud del paralelogramo
I: Paso entre mecanizados sobre la trayectoria
K: Número de mecanizados sobre la trayectoria,
incluido el del punto de definición del
mecanizado
Y: Anchura del paralelogramo
J: Paso entre mecanizados sobre la trayectoria
D: Número de mecanizados sobre la trayectoria,
incluido el del punto de definición del
mecanizado
Nota: en la definición del mecanizado sólo hay
que incluir dos de los parámetros del grupo X, I, K.
En la definición del mecanizado sólo hay que
incluir dos de los parámetros del grupo Y, J, D.
Función MDVSignificado

Ciclos fijos ISO (M)
79
G162
* Mecanizado múltiple formando una
malla.
G162 A B X I K Y J D [P] [Q] [R] [S] [T] [U] [V]
A: Ángulo en grados que forma la trayectoria de
mecanizado con el eje de abscisas (por
defecto 0)
B: Ángulo entre las dos trayectorias de
mecanizado (por defecto 90)
X: Longitud de la malla
I: Paso entre mecanizados sobre la trayectoria
K: Número de mecanizados sobre la trayectoria,
incluido el del punto de definición del
mecanizado
Y: Anchura de la malla
J: Paso entre mecanizados sobre la trayectoria
D: Número de mecanizados sobre la trayectoria,
incluido el del punto de definición del
mecanizado
Nota: en la definición del mecanizado sólo hay
que incluir dos de los parámetros del grupo X, I, K.
En la definición del mecanizado sólo hay que
incluir dos de los parámetros del grupo Y, J, D.
Función MDVSignificado

Ciclos fijos ISO (M)
80
G163
* Mecanizado múltiple formando una
circunferencia.
G163 X Y I K C F [P] [Q] [R] [S] [T] [U] [V]
X: Distancia desde el punto de partida al centro,
según el eje de abscisas
Y: Distancia desde el punto de partida al centro,
según el eje de ordenadas
I: Paso angular entre mecanizados
Cuando el desplazamiento entre puntos se
realiza en G00 ó G01, el signo indica el
sentido, (I+) antihorario e (I-) horario
K: Número de mecanizados totales, incluido el
del punto de definición del mecanizado
C: Tipo de desplazamiento entre los puntos de
mecanizado (por defecto 0)
C=0: En avance rápido (G00)
C=1: En interpolación lineal (G01)
C=2: En interpolación circular horaria (G02)
C=3: En interpolación circular antihoraria (G03)
F: Avance al que se realizará el desplazamiento
entre puntos. Sólo tendrá validez para valores
de C distintos de cero
Nota: en la definición del mecanizado sólo hay
que incluir uno de los parámetros del grupo I, K.
Función MDVSignificado

Ciclos fijos ISO (M)
81
G164
* Mecanizado múltiple formando un arco.
G164 X Y B I K C F [P] [Q] [R] [S] [T] [U] [V]
X: Distancia desde el punto de partida al centro,
según el eje de abscisas
Y: Distancia desde el punto de partida al centro,
según el eje de ordenadas
B: Recorrido angular en grados de la trayectoria
de mecanizado
I: Paso angular entre mecanizados
Cuando el desplazamiento entre puntos se
realiza en G00 ó G01, el signo indica el
sentido, (I+) antihorario e (I-) horario
K: Número de mecanizados totales, incluido el
del punto de definición del mecanizado
C: Tipo de desplazamiento entre los puntos de
mecanizado (por defecto 0)
C=0: En avance rápido (G00)
C=1: En interpolación lineal (G01)
C=2: En interpolación circular horaria (G02)
C=3: En interpolación circular antihoraria (G03)
F: Avance al que se realizará el desplazamiento
entre puntos. Sólo tendrá validez para valores
de C distintos de cero
Nota: en la definición del mecanizado sólo hay
que incluir uno de los parámetros del grupo I, K.
Función MDVSignificado

Ciclos fijos ISO (M)
82
G165
* Mecanizado programado mediante una
cuerda de arco.
G165 X Y A I C F
X: Distancia desde el punto de partida al centro,
según el eje de abscisas
Y: Distancia desde el punto de partida al centro,
según el eje de ordenadas
A: Ángulo en grados que forma la mediatriz de la
cuerda con el eje de abscisas
I: Longitud de la cuerda
Cuando el desplazamiento entre puntos se
realiza en G00 ó G01, el signo indica el
sentido: (I+) antihorario e (I-) horario
K: Número de mecanizados totales, incluido el
del punto de definición del mecanizado
C: Tipo de desplazamiento entre los puntos de
mecanizado (por defecto 0)
C=0: En avance rápido (G00)
C=1: En interpolación lineal (G01)
C=2: En interpolación circular horaria (G02)
C=3: En interpolación circular antihoraria (G03)
F: Avance al que se realizará el desplazamiento
entre puntos. Sólo tendrá validez para valores
de C distintos de cero
Nota: en la definición del mecanizado sólo hay
que incluir uno de los parámetros del grupo A, I.
Función MDVSignificado

83
Como regla general, la estructura de un bloque de definición
de un ciclo es la siguiente.
También es posible añadir la definición del ciclo fijo (función de
llamada y parámetros) al final de cualquier bloque.
[Funciones G] G6x
[Punto de
mecanizado]
Parámetros
del ciclo
[F S T D M]
G99 G1 G66 X60 Z0 I-20 F1000 S2000 M4
G99 G1 X60 Z0 F1000 S2000 M4 G68 Z2 I-2
Función MDVSignificado
G66
* Ciclo fijo de seguimiento de perfil.
G66 X Z I C A [L] [M] [J] [H] S E P Q
X: Cota del punto inicial del perfil en el eje X
Z: Cota del punto inicial del perfil en el eje Z
I: Sobrante de material (en radios)
C: Paso de mecanizado (en radios)
A: Eje principal de mecanizado
A=0 eje principal Z; A=1 eje principal X
L: Demasía para el acabado en el eje X (en radios)
M:Demasía para el acabado en el eje Z (si no se
programa, será la indicada en el parámetro L)
J: Máximo recorrido de cada tramo en el eje de
mecanizado
H:
Avance para la pasada de acabado
S: Número de etiqueta del bloque en el que
comienza la descripción geométrica del perfil
E: Número de etiqueta del bloque en el que
finaliza la descripción geométrica del perfil
P: Nombre de la subrutina en la que se encuentra
definido el perfil
Q: Nombre de la subrutina global dónde está
definido el perfil (parámetros E y S) o del
programa dónde está definida la subrutina
local que contiene el perfil (parámetro P)
Véase también: Optimización del mecanizado (Pag 101).
CICLOS
FIJOS ISO (T)

Ciclos fijos ISO (T)
84
G68
* Ciclo fijo de desbastado en el eje X.
G68 X Z C [D] [L] [M] [J] [K] [F] [H] S E P Q
X: Cota del punto inicial del perfil en el eje X
Z: Cota del punto inicial del perfil en el eje Z
C: Paso de mecanizado (en radios)
D: Distancia de retroceso tras cada pasada
D=0: la trayectoria de salida coincide con la
de entrada; D<>0: realiza una retirada de 45
grados; D no programado: retirada siguiendo
el perfil hasta la pasada anterior
L: Demasía para el acabado en el eje X (en
radios)
M:Demasía para el acabado en el eje Z (si no se
programa, será la indicada en el parámetro L)
J: Máximo recorrido de cada tramo en el eje de
mecanizado
K: Avance de penetración en los valles
F: Avance para la última pasada del desbaste. Si
n o s e p r o g ra ma o s e p ro gra ma F0 , s e e nt ie nd e
que no se desea pasada final de desbaste
H: Avance para la pasada de acabado. Si no se
programa o se programa H0, se entiende que
no se desea pasada de acabado
S: Número de etiqueta del bloque en el que
comienza la descripción geométrica del perfil
E: Número de etiqueta del bloque en el que
finaliza la descripción geométrica del perfil
P: Nombre de la subrutina en la que se encuentra
definido el perfil
Q: Nombre de la subrutina global dónde está
definido el perfil (parámetros E y S) o del
programa dónde está definida la subrutina
local que contiene el perfil (parámetro P)
Véase también: Optimización del mecanizado (Pag 101).
Función MDVSignificado

Ciclos fijos ISO (T)
85
G69
* Ciclo fijo de desbastado en el eje Z.
G69 X Z C [D] [L] [M] [K] [F] [H] S E P Q
X: Cota del punto inicial del perfil en el eje X
Z: Cota del punto inicial del perfil en el eje Z
C: Paso de mecanizado (en radios)
D: Distancia de retroceso tras cada pasada
D=0: la trayectoria de salida coincide con la
de entrada
D<>0: realiza una retirada de 45 grados
D no programado: retirada siguiendo el perfil
hasta la pasada anterior
L: Demasía para el acabado en el eje X (en
radios)
M:Demasía para el acabado en el eje Z (si no se
programa, será la indicada en el parámetro L)
K: Avance de penetración en los valles
F: Avance para la última pasada del desbaste. Si
no se programa o se programa F0, se entiende
que no se desea pasada final de desbaste
H: Avance para la pasada de acabado. Si no se
programa o se programa H0, se entiende que
no se desea pasada de acabado
S: Número de etiqueta del bloque en el que
comienza la descripción geométrica del perfil
E: Número de etiqueta del bloque en el que
finaliza la descripción geométrica del perfil
P: Nombre de la subrutina en la que se encuentra
definido el perfil
Q: Nombre de la subrutina global dónde está
definido el perfil (parámetros E y S) o del
programa dónde está definida la subrutina
local que contiene el perfil (parámetro P)
Véase también: Optimización del mecanizado (Pag 101).
Función MDVSignificado

Ciclos fijos ISO (T)
86
G81
* Ciclo fijo de torneado de tramos rectos.
G81 X Z Q R C D [L] [M] [F] [H]
X: Cota del punto inicial del perfil en el eje X
Z: Cota del punto inicial del perfil en el eje Z
Q: Cota del punto final del perfil en el eje X
R: Cota del punto final del perfil en el eje Z
C: Paso de mecanizado (en radios)
D: Distancia de retroceso tras cada pasada
D=0: la trayectoria de salida coincide con la
de entrada
D<>0: realiza una retirada de 45 grados
D no programado: retirada siguiendo el perfil
hasta la pasada anterior
L: Demasía para el acabado en el eje X (en
radios)
M:Demasía para el acabado en el eje Z (si no se
programa, se tomará valor 0)
F: Avance para la última pasada del desbaste. Si
n o s e p r o g ra ma o s e p ro gra ma F0 , s e e nt ie nd e
que no se desea pasada final de desbaste
H: Avance para la pasada de acabado. Si no se
programa o se programa H0, se entiende que
no se desea pasada de acabado
Nota: Se debe activar la compensación de radio G41/G42
antes de ejecutar G81.
Función MDVSignificado

Ciclos fijos ISO (T)
87
G82
* Ciclo fijo de refrentado de tramos rectos.
G82 X Z Q R C D [L] [M] [F] [H]
X: Cota del punto inicial del perfil en el eje X
Z: Cota del punto inicial del perfil en el eje Z
Q: Cota del punto final del perfil en el eje X
R: Cota del punto final del perfil en el eje Z
C: Paso de mecanizado (en radios)
D: Distancia de retroceso tras cada pasada
D=0: la trayectoria de salida coincide con la
de entrada
D<>0: realiza una retirada de 45 grados
D no programado: retirada siguiendo el perfil
hasta la pasada anterior
L: Demasía para el acabado en el eje X (en
radios)
M:Demasía para el acabado en el eje Z (si no se
programa, se tomará valor 0)
F: Avance para la última pasada del desbaste. Si
no se programa o se programa F0, se entiende
que no se desea pasada final de desbaste
H: Avance para la pasada de acabado. Si no se
programa o se programa H0, se entiende que
no se desea pasada de acabado
Nota: Se debe activar la compensación de radio G41/G42
antes de ejecutar G82.
Función MDVSignificado

Ciclos fijos ISO (T)
88
G83
* Ciclo fijo de taladrado / roscado con
macho.
G83 X Z I B [D] [K] [H] [C] [R] (taladrado axial)
G83 X Z I B0 [D] [K] [R] (roscado con macho)
X: Cota del punto inicial en el eje X
Z: Cota del punto inicial en el eje Z
I: Profundidad del mecanizado
B: Tipo de mecanizado
B=0: roscado con macho
B>0; taladrado (el valor de B indica el paso
de taladrado)
D: Distancia de seguridad
K: Tiempo de espera en el fondo (en centésimas
de segundo)
H: Distancia de retroceso, en avance rápido
(G0), tras cada paso de taladrado
C: Distancia de aproximación al paso de
taladrado anterior, en avance rápido (G00)
R: En el ciclo de taladrado, factor que reduce el
paso de taladrado B. En el ciclo de roscado,
tipo de roscado
Función MDVSignificado

Ciclos fijos ISO (T)
89
G84
* Ciclo fijo de torneado de tramos curvos.
G84 X Z Q R C D [L] [M] [F] [H] I K
X: Cota del punto inicial del perfil en el eje X
Z: Cota del punto inicial del perfil en el eje Z
Q: Cota del punto final del perfil en el eje X
R: Cota del punto final del perfil en el eje Z
C: Paso de mecanizado (en radios)
D: Distancia de retroceso tras cada pasada
D=0: la trayectoria de salida coincide con la
de entrada
D<>0: realiza una retirada de 45 grados
D no programado: retirada siguiendo el perfil
hasta la pasada anterior
L: Demasía para el acabado en el eje X (en
radios)
M:Demasía para el acabado en el eje Z (si no se
programa, se tomará valor 0)
F: Avance para la última pasada del desbaste. Si
no se programa o se programa F0, se entiende
que no se desea pasada final de desbaste
H: Avance para la pasada de acabado. Si no se
programa o se programa H0, se entiende que
no se desea pasada de acabado
I: Distancia desde el punto inicial al centro del
arco, según el eje X
K: Distancia desde el punto inicial al centro del
arco, según el eje Z
Nota: Se debe activar la compensación de radio G41/G42
antes de ejecutar G84.
Función MDVSignificado

Ciclos fijos ISO (T)
90
G85
* Ciclo fijo de refrentado de tramos curvos.
G85 X Z Q R C D [L] [M] [F] [H] I K
X: Cota del punto inicial del perfil en el eje X
Z: Cota del punto inicial del perfil en el eje Z
Q: Cota del punto final del perfil en el eje X
R: Cota del punto final del perfil en el eje Z
C: Paso de mecanizado (en radios)
D: Distancia de retroceso tras cada pasada
D=0: la trayectoria de salida coincide con la
de entrada
D<>0: realiza una retirada de 45 grados
D no programado: retirada siguiendo el perfil
hasta la pasada anterior
L: Demasía para el acabado en el eje X (en
radios)
M:Demasía para el acabado en el eje Z (si no se
programa, se tomará valor 0)
F: Avance para la última pasada del desbaste. Si
n o s e p r o g ra ma o s e p ro gra ma F0 , s e e nt ie nd e
que no se desea pasada final de desbaste
H: Avance para la pasada de acabado. Si no se
programa o se programa H0, se entiende que
no se desea pasada de acabado
I: Distancia desde el punto inicial al centro del
arco, según el eje X
K: Distancia desde el punto inicial al centro del
arco, según el eje Z
Nota: Se debe activar la compensación de radio G41/G42
antes de ejecutar G85.
Función MDVSignificado

Ciclos fijos ISO (T)
91
G86
* Ciclo fijo de roscado longitudinal o repaso
de roscas.
G86 X Z Q R [K] I B [E] [D] L C [J] [A] [W]
[V] [M] [H] [U] N
X: Cota del punto inicial de la rosca en el eje X
Z: Cota del punto inicial de la rosca en el eje Z
Q: Cota del punto final de la rosca en el eje X
R: Cota del punto final de la rosca en el eje Z
K: Cota según el eje Z, del punto en el que se
efectúa la medición de la rosca; Se utiliza,
junto con el parámetro W, para el repaso de
roscas
I: Profundidad de la rosca (en radios)
I>0: Roscas exteriores
I<0: Roscas interiores
B: Profundidad de las pasadas
B<0: Incremento de paso constante
B>0: Incremento del paso decreciente
E: Valor mínimo que puede alcanzar el paso de
profundización cuando B>0
D: Distancia de seguridad en el eje X (en radios)
L: Demasía para el acabado (en radios)
C: Paso de la rosca
C>0: Paso según la inclinación del cono
C<0: Paso según el eje asociado
J: Salida de la rosca. Distancia según el eje Z, del
punto final de la rosca (R) al punto en el que
comienza la salida de la misma
A: Ángulo de penetración de la herramienta,
respecto al eje X
A=0: Penetración radial
A<0: Penetración en zigzag
Si no se programa, se tomará el valor de 30º
W:Posición angular del punto inicial de la rosca.
El significado depende de K.
K no programada: indica la posición angular
del cabezal correspondiente al punto inicial de
la rosca
K programada: indica la posición angular del
cabezal correspondiente al punto en que se
efectúa la medición de la rosca (repaso de
roscas)
V: Número de entradas de rosca que se desea
efectuar
Función MDVSignificado

Ciclos fijos ISO (T)
92
M:Incremento (M positivo) o decremento (M
negativo) del paso de la rosca por cada vuelta
del cabezal
H:
Tipo de entrada a la rosca
H=0: Entrada radial
H=1: Entrada por el flanco inicial (a la
derecha)
H=2: Entrada en zig-zag radial por el centro
inicial. (comenzando por el lado inicial o
derecho)
H=3: Entrada por el flanco final (a la
izquierda)
H=4: Entrada en zig-zag radial por el centro
final (comenzando por el lado final o
izquierdo)
H=5: Entrada en zig-zag por los flancos
(alternando el inicio en ambos flancos)
U: Repaso parcial de rosca o mecanizado de una
rosca entrando directamente en ella
U=0: Roscado o repaso entero
U=1: Roscado o repaso parcial
N:
Rosca normal o ciega
N=0: Rosca normal
N=1: Rosca ciega
H=0 H=1 H=2
H=3 H=4
AA
H=5

Ciclos fijos ISO (T)
93
Función MDVSignificado
G87
* Ciclo fijo de roscado frontal.
G87 X Z Q R [K] I B [E] [D] L C [J] [A] [W]
[V] [M] [H] [U] N
X: Cota del punto inicial de la rosca en el eje X
Z: Cota del punto inicial de la rosca en el eje Z
Q: Cota del punto final de la rosca en el eje X
R: Cota del punto final de la rosca en el eje Z
K: Cota según el eje X, del punto en el que se
efectúa la medición de la rosca; Se utiliza,
junto con el parámetro W, para el repaso de
roscas
I: Profundidad de la rosca
I>0: se mecaniza en sentido negativo según
el eje Z
I<0: se mecaniza en sentido positivo según el
eje Z
B: Profundidad de las pasadas
B<0: Incremento de paso constante
B>0: Incremento del paso decreciente
E: Valor mínimo que puede alcanzar el paso de
profundización cuando B>0
D: Distancia de seguridad en el eje Z
L: Demasía para el acabado
C: Paso de la rosca
C>0: Paso según la inclinación del cono
C<0: Paso según el eje asociado
J: Salida de la rosca. Distancia según el eje X, del
punto final de la rosca (R, Q ) a l p u n t o e n e l q u e
comienza la salida de la misma (en radios)
A: Ángulo de penetración de la herramienta,
respecto al eje Z
A=0: Penetración axial
A<0: Penetración en zigzag
Si no se programa, se tomará el valor de 30º
W:Posición angular del punto inicial de la rosca.
El significado depende de K.
K no programada: indica la posición angular
del cabezal correspondiente al punto inicial de
la rosca
K programada: indica la posición angular del
cabezal correspondiente al punto en que se
efectúa la medición de la rosca (repaso de
roscas)

Ciclos fijos ISO (T)
94
V: Número de entradas de rosca que se desea
efectuar
M:Incremento (M positivo) o decremento (M
negativo) del paso de la rosca por cada vuelta
del cabezal
H:
Tipo de entrada a la rosca
H=0: Entrada radial
H=1: Entrada por el flanco inicial (a la
derecha)
H=2: Entrada en zig-zag radial por el centro
inicial. (comenzando por el lado inicial o
derecho)
H=3: Entrada por el flanco final (a la
izquierda)
H=4: Entrada en zig-zag radial por el centro
final (comenzando por el lado final o
izquierdo)
H=5: Entrada en zig-zag por los flancos
(alternando el inicio en ambos flancos)
U: Repaso parcial de rosca o mecanizado de una
rosca entrando directamente en ella
U=0: Roscado o repaso entero
U=1: Roscado o repaso parcial
N:
Rosca normal o ciega
N=0: Rosca normal
N=1: Rosca ciega
H=0 H=1 H=2
H=3 H=4
AA
H=5

Ciclos fijos ISO (T)
95
Función MDVSignificado
G88
* Ciclo fijo de ranurado en el eje X.
G88 X Z Q R [C] D [K]
X: Cota del punto inicial de la ranura en el eje X
Z: Cota del punto inicial de la ranura en el eje Z
Q: Cota del punto final de la ranura en el eje X
R: Cota del punto final de la ranura en el eje Z
C: Paso del ranurado
D: Distancia de seguridad en el eje X (en radios)
K: Tiempo de espera, en centésimas de segundo,
tras cada profundización, hasta que comienza
el retroceso

Ciclos fijos ISO (T)
96
G89
* Ciclo fijo de ranurado en el eje Z.
G89 X Z Q R [C] [D] [K]
X: Cota del punto inicial de la ranura en el eje X
Z: Cota del punto inicial de la ranura en el eje Z
Q: Cota del punto final de la ranura en el eje X
R: Cota del punto final de la ranura en el eje Z
C: Paso del ranurado (en radios)
D: Distancia de seguridad en el eje Z
K: Tiempo de espera, en centésimas de segundo,
tras cada profundización, hasta que comienza
el retroceso
Función MDVSignificado

Ciclos fijos ISO (T)
97
G160
* Ciclo fijo de taladrado / roscado con
macho en la cara frontal.
Taladrado:
G160 X Z I B Q A J [D] [K] [H] [C] S [R] N
Roscado con macho:
G160 X Z I B0 Q A J [D] S [R] N
X: Cota del punto inicial del ciclo en el eje X
Z: Cota del punto inicial del ciclo en el eje Z
I: Profundidad del mecanizado
B: Tipo de mecanizado
B=0: Roscado con macho
B>0: Taladrado (el valor de B indica el paso de
taladrado)
Q: Posición angular del cabezal para el primer
mecanizado
A: Paso angular entre mecanizados
J: Número total de mecanizados
D: Distancia de seguridad en el eje Z
K: Tiempo de espera en el fondo, en centésimas
de segundo
H: Distancia de retroceso, en avance rápido
(G0), tras cada paso de taladrado
C: Distancia de aproximación al paso de
taladrado anterior, en avance rápido (G00)
S: Velocidad y sentido de giro de la herramienta
motorizada. El signo define el sentido de giro.
R: En el ciclo de taladrado (B>0), factor que
reduce el paso de taladrado B. En el ciclo de
roscado (B=0), indica el tipo de roscado:
R=0: Roscado con compensador
R=1: Roscado rígido
N: Número de cabezal correspondiente a la
herramienta motorizada
Función MDVSignificado

Ciclos fijos ISO (T)
98
G161
* Ciclo fijo de taladrado / roscado con
macho en la cara cilíndrica.
Taladrado:
G161 X Z I B Q A J [D] [K] [H] [C] S [R] N
Roscado con macho:
G161 X Z I B0 Q A J D S [R] N
X: Cota del punto inicial del ciclo en el eje X
Z: Cota del punto inicial del ciclo en el eje Z
I: Profundidad del mecanizado
B: Tipo de mecanizado
B=0: Roscado con macho
B>0: Taladrado (el valor de B indica el paso de
taladrado)
Q: Posición angular del cabezal para el primer
mecanizado
A: Paso angular entre mecanizados
J: Número total de mecanizados
D: Distancia de seguridad en el eje X
K: Tiempo de espera en el fondo en centésimas
de segundo
H: Distancia de retroceso, en avance rápido
(G0), tras cada paso de taladrado
C: Distancia de aproximación al paso de
taladrado anterior, en avance rápido (G00)
S: Velocidad y sentido de giro de la herramienta
motorizada. El signo define el sentido de giro.
R: En el ciclo de taladrado (B>0), factor que
reduce el paso de taladrado B. En el ciclo de
roscado (B=0), indica el tipo de roscado:
R=0: Roscado con compensador
R=1: Roscado rígido
N: Número de cabezal correspondiente a la
herramienta motorizada
Función MDVSignificado

Ciclos fijos ISO (T)
99
G162
* Ciclo fijo de chavetero en la cara
cilíndrica.
G162 X Z L I Q A J [D] F S N
X: Cota del punto inicial del ciclo en el eje X
Z: Cota del punto inicial del ciclo en el eje Z
L: Longitud del chavetero, referida al punto
inicial
I: Profundidad del chavetero, referida al punto
inicial
Q: Posición angular del cabezal para el primer
mecanizado
A: Paso angular entre mecanizados
J: Número total de mecanizados
D: Distancia de seguridad en el eje X
F: Avance de mecanizado
S: Velocidad y sentido de giro de la herramienta
motorizada. El signo define el sentido de giro.
N: Número de cabezal correspondiente a la
herramienta motorizada
Función MDVSignificado

Ciclos fijos ISO (T)
100
G163
* Ciclo fijo de chavetero en la cara frontal.
G163 X Z L I Q A J [D] F S N
X: Cota del punto inicial del ciclo en el eje X
Z: Cota del punto inicial del ciclo en el eje Z
L: Longitud del chavetero, referida al punto
inicial
I: Profundidad del chavetero, referida al punto
inicial
Q: Posición angular del cabezal para el primer
mecanizado
A: Paso angular entre mecanizados
J: Número total de mecanizados
D: Distancia de seguridad en el eje Z
F: Avance de mecanizado
S: Velocidad y sentido de giro de la herramienta
motorizada. El signo define el sentido de giro.
N: Número de cabezal correspondiente a la
herramienta motorizada
Función MDVSignificado

Ciclos fijos ISO (T)
101
Optimización del mecanizado G66, G68, G69
Si se define únicamente el perfil deseado el CNC supone que
la pieza en bruto es cilíndrica y efectúa el mecanizado como
se indica en la parte izquierda.
Cuando se conoce el perfil de la pieza en bruto se aconseja
definir ambos perfiles, el de la pieza en bruto y el del perfil final
deseado. El mecanizado es más rápido ya que únicamente se
elimina el material delimitado por ambos perfiles.
Mediante el parámetro J es posible definir el máximo recorrido
de cada tramo en el eje de mecanizado (el mecanizado se
divide en tramos de longitud igual a J milímetros).
JJJJ
X
Z

Ciclos fijos ISO (T)
102

103
El CNC dispone de dos modos de trabajo.
- Modo básico (M / T):
Ofrece todas las funcionalidades de la máquina
(mantenimiento, programas de CNC, programas de PLC,
parámetros, diagnosis, lineas de comunicación...).
- Modo conversacional (MC / TC):
Operación y programación intuitiva de la máquina. Permite
la programación de ciclos sin utilizar el lenguaje ISO.
La programación en el modo conversacional se basa en
rellenar una serie de ciclos según el mecanizado a realizar.
Estos ciclos pueden ser almacenados en un programa o
ejecutados sin ser almacenados.
MODO
CONVERSACIONAL

Modo conversacional
104
Modo conversacional
Acceso al modo conversacional.
Una vez arrancado el CNC, para pasar al modo
conversacional, pulsar las teclas [SHIFT][ESC].
Para volver al modo básico, pulsar otra vez las teclas
[SHIFT][ESC].
Modo básico (M / T)
Modo conversacional (MC / TC)
[SHIFT] [ESC]

Modo conversacional
105
Pantallas del modo conversacional.
El modo conversacional dispone de dos pantallas en las
que muestra la información.
• Pantalla estándar.
• Pantalla auxiliar.
Para pasar de una pantalla a la otra, pulsar la tecla
bicolor.
Pantalla estándar
Pantalla auxiliar

Modo conversacional
106
Descripción de la pantalla estándar del modo
conversacional.
1. Softkey para el cambio de unidades mm/pulgadas.
2. Softkey para entrar en inspección de herramientas.
3. Softkey para acceder a los gráficos en modo
ejecución.
4. Softkey para la selección de offsets.
5. Softkey para la calibración de herramientas.
6. Ventana en la que se muestra información sobre la
herramienta seleccionada.
7. Ventana en la que se muestra información sobre el
avance del eje que se encuentra seleccionado.
8. Ventana en la que se muestra información relativa al
cabezal.
9. Softkeys para la edición de ciclos.
10. Barra de mensajes.
11. Revoluciones reales del cabezal.
12. Cotas de los ejes. El símbolo
indica que el eje está
trabajando en diámetros.
Si hay más de un cabezal en el canal activo, se puede
elegir el cabezal del que se muestran los datos
pulsando S más de una vez. Si ya está la celda de la
velocidad de giro programada seleccionada, cada vez
que se pulsa S se mostrará la información del siguiente
cabezal.
Con la tecla [DEL] se quita el programa que figura en
la cabecera (el programa seleccionado para ejecución).
Esto evita que al pulsar [START] se lance la ejecución
del programa.
1
2
3
4
5
6
7
9
10
11
12
8

Modo conversacional
107
Descripción de la pantalla auxiliar del modo
conversacional.
1. Softkey para el cambio de unidades mm/pulgadas.
2. Softkey para entrar en inspección de herramientas.
3. Softkey para acceder a los gráficos en modo
ejecución.
4. Softkey para la selección de offsets.
5. Softkey para la calibración de herramientas.
6. Ventana que muestra el estado de las funciones G,
F, T, D, M. También muestra los identificadores de
que se ha programado algún comando de alto nivel
como FIX, KIN, CS...
7. Ventana en la que se muestra información sobre la
herramienta seleccionada.
8. Ventana en la que se muestra información sobre el
avance del eje que se encuentra seleccionado.
9. Ventana que muestra el valor de las variables Partc,
CyTime, Timer.
10. Ventana que muestra información relativa al
cabezal.
11. Barra de mensajes.
12. Ventana con información relativa al cabezal:
• Velocidad teórica.
• Velocidad en RPM.
• Velocidad en m/min.
13. Ventana con información relativa a los ejes:
• COMANDO.
• ACTUAL.
• RESTO.
14. Ventana que muestra las líneas del programa que
se está ejecutando.
1
2
3
4
5
11
12
13
14
7
8
9
6
10

Modo conversacional
108
Edición de un ciclo
Edición de un ciclo.
Para editar un ciclo, pulsar la softkey correspondiente
al ciclo deseado.
En caso de querer seleccionar otro ciclo de la familia del
que se ha seleccionado, volver a pulsar sobre la softkey
para desplegar el menú con los ciclos disponibles.
Una vez seleccionado el ciclo que se desea editar,
introducir los datos en las ventanas correspondientes a
cada uno de los parámetros. Para guardar el dato y
pasar al siguiente parámetro, pulsar [ENTER].
Los iconos del ciclo se modifican utilizando la tecla
bicolor.

Modo conversacional
109
Descripción de la pantalla de ciclo.
1. Nombre del ciclo.
2. Dibujo donde se muestran los parámetros del ciclo.
3. Parámetros actuales del CNC (posición,
herramienta, corrector).
4. Parámetros geométricos.
5. Parámetros de desbaste.
6. Parámetros de acabado.
7. Descripción del parámetro seleccionado para editar.
1
4
2
3
5
6
7

Modo conversacional
110
Simulación, ejecución y memorización de
un ciclo
Simulación, ejecución y memorización de un ciclo.
Tras editar el ciclo, éste podrá ser simulado, ejecutado
o memorizado utilizando el menú de softkeys verticales.
1
2
3
4
5
Simular Ejecutar Memorizar

Modo conversacional
111
Simulación de un ciclo.
Tras editar un ciclo, éste podrá ser simulado pulsando
la softkey vertical de simulación.
La pantalla de simulación muestra las siguientes
softkeys:
1. Softkey para iniciar la simulación del ciclo.
2. Softkey para detener la simulación del ciclo.
3. Softkey para hacer un reset de la simulación.
4. Softkey para realizar una simulación del ciclo por
bloques.
5. Las softkeys horizontales permiten configurar la
visualización del ciclo simulado:
• Tipo de vista.
• Configuración.
• Acciones.
• Borrar.
• Dimensiones.
• Medición.
Nota: pulsando [CTRL] + [G], la zona de grafico se
amplia, ocupando toda la zona del ciclo.
1
2
3
4
5

Modo conversacional
112
Ejecución de un ciclo.
Tras editar un ciclo, éste podrá ser ejecutado pulsando
la softkey vertical [Ejecutar ciclo].
Tras esto, aparecerá un icono con el símbolo de
marcha. Este símbolo indica al usuario que se puede
ejecutar el ciclo.
En caso de que se quiera ejecutar el ciclo, habrá que
pulsar [START]. Si no se quiere llevar a cabo la
ejecución, pulsar la tecla [ESC].

Modo conversacional
113
Memorización de un ciclo.
Tras editar un ciclo, éste podrá ser memorizado
pulsando la softkey vertical [Memorizar ciclo].
La pantalla de memorización muestra las siguientes
softkeys:
1. Softkey para el inicio de la simulación del programa
seleccionado.
2. Softkey para el inicio de la ejecución del programa
seleccionado.
3. Softkey para crear un programa nuevo.
4. Softkey que cambia el menú de softkeys
horizontales. Tras pulsar esta softkey, aparecerán las
siguientes softkeys:
• Abrir programa
• Operac. de bloques
• Deshacer/Rehacer
• Insertar Caj. rectan.
5. Reemplazar o insertar el ciclo editado. Para insertar
un ciclo, posicionar el cursor y el ciclo se inserta
debajo de este.
6. Ventana que muestra los ciclos y bloques de código ISO
que componen la pieza seleccionada. Para editar un
ciclo, pulsar [RECALL] con el cursor encima del ciclo.
7. Barra de mensajes.
8. Ventana que muestra la lista de programas almacenados.
En esta ventana es posible moverse por la lista de
programas. Cada vez que se seleccione un programa se
mostrará su contenido en la ventana de la derecha. Si se
quisiera cambiar la carpeta de trabajo, habría que pulsar
[RECALL] estando el foco en la lista, y se abriría un
explorador de carpetas para elegir el nuevo directorio.
Para cambiar el foco entre la lista de programas y el
editor de piezas, pulsar [CTRL] + [F2], o la tecla de
cambio de ventana.
PROGRA M
PROGRAM
PROGRAM
1
2
3
4
5
7
8
6

Modo conversacional
114
Simulación y ejecución de un programa
pieza
Simulación y ejecución de un programa pieza.
Para simular o ejecutar un programa pieza seguir los
siguientes pasos:
• Pulsar la tecla [EDIT] para acceder a la lista de
programas pieza memorizados.
• Seleccionar en la columna de la izquierda el programa
que se desea simular o ejecutar.
• Pulsar la softkey vertical "Simulación Gráfica" o
"Ejecutar programa".
Para cambiar el foco entre la lista de programas y el
editor de piezas, pulsar [CTRL] + [F2], o la tecla de
cambio de ventana.
Nota: con el cursor situado en la parte del programa
(parte derecha), si se pulsa F11 + Ejecutar, con un
START se lanza la ejecución del programa pieza desde
el bloque donde se encuentra el cursor.
Simular:
Ejecutar:
[START]
+
+

Modo conversacional
115
Tabla de offsets
Tabla de offsets (decalajes de origen y garras).
El modo manual permite guardar en la tabla de orígenes
o de amarres el decalaje activo (traslado de origen,
preselección de cotas, etc), así como activar un
traslado de origen ya definido en las tablas.
Esta softkey muestra la lista de traslados de origen y
garras del sistema, y su valor en cada uno de los ejes
del canal. Esta lista es una información resumida de las
tablas de orígenes y garras, y cualquier cambio
realizado desde el modo manual afecta igualmente a
esas tablas.
Cargar un nuevo traslado de origen o de garras en
la tabla.
Con un decalaje activo, seleccionar con el cursor un
traslado de la lista y pulsar la tecla [ENTER] para
guardar el decalaje actual en ese traslado. En el
traslado seleccionado se actualiza la posición de todos
los ejes del canal.
Aplicar un traslado de origen o de garras
almacenado en la tabla.
Seleccionar con el cursor un traslado de origen o de
garras de la lista y pulsar la tecla [START] para salvarlo.
El nuevo traslado se aplica a todos los ejes del canal.

Modo conversacional
116
Calibración de herramientas
Calibración de herramientas.
La softkey para acceder a la calibración de
herramientas será diferente, en función del software
instalado (modelo torno o fresadora). Para salir del
modo calibración y volver al modo manual, pulsar la
tecla [ESC].
El CNC ofrece en ambos modelos la posibilidad de
calibrar tanto herramientas de torno como de fresadora.
El CNC mostrará los datos necesarios y actualizará el
gráfico de ayuda en función de la herramienta
seleccionada.
Se dispone de varios modos de calibrar una
herramienta. Algunos modos sólo estarán disponibles
cuando se disponga de un palpador de sobremesa.
Cuando no se dispone de palpador de sobremesa, sólo
está disponible la calibración manual. Con palpador de
sobremesa, están disponibles todos los tipos de
calibración. Los diferentes modos de calibración se
pueden seleccionar desde el menú vertical de softkeys.

Modo conversacional
117
Calibración manual (sin palpador).
Este modo sólo permite calibrar la herramienta activa,
que podrá ser tanto de fresadora como de torno.
El CNC mostrará los datos necesarios y actualizará el
gráfico de ayuda en función de la herramienta
seleccionada.
A. Datos de la máquina. Posición de los ejes,
herramienta y corrector activo, velocidad real del
cabezal y avance real de los ejes.
B. Área de definición de datos para la calibración.
C. Dibujo indicativo de que la calibración está permitida.
Si no se muestra el dibujo, falta por definir alguno de
los datos. Este dibujo, que es parpadeante, indica
que la herramienta está activa, y por lo tanto, se
puede calibrar.
A
B
C

Modo conversacional
118
Calibración semiautomática (con palpador).
Esta opción sólo está disponible si se dispone de un
palpador de sobremesa instalado en la máquina.
En un modelo fresadora, permite calibrar la longitud o
el radio de las herramientas de fresar.
En un modelo torno permite calibrar los offsets de
cualquier herramienta.
A. Datos de la máquina. Posición de los ejes,
herramienta y corrector activo, velocidad real del
cabezal y avance real de los ejes.
B. Área de definición de datos para la calibración.
La herramienta debe estar en el cabezal. Tras la
calibración, el desgaste se inicializa a cero.
Cuando se modifican los datos de la herramienta y tras
la calibración, se actualizan los datos de la tabla de
herramientas.
B
A

119
Mecanizados en Z.
Punteado
Taladrado
Taladrado profundo
Fresado de taladro
Roscado con macho
Fresado de rosca
Escariado
Mandrinado
Mandrinado con orientación de
cabezal
Nota: los ciclos de mecanizados en Z permiten hacer repeticiones.
Ver página 121.
CICLOS
CONVERSACIONALES (M)

Ciclos conversacionales (M)
120
Cajeras / Moyús.
Cajera rectangular simple
Cajera rectangular con
redondeos
Cajera circular
Cajera circular prevaciada
Moyú rectangular
Moyú circular
Nota: los ciclos de cajeras / moyús permiten hacer repeticiones. Ver
página 121.
Cajeras perfil 2D/3D.
Cajera perfil 2D
Cajera perfil con islas 3D
Nota: los ciclos de cajeras de perfil 2D permiten hacer repeticiones.
Ver página 121.
Nota: los ciclos de cajeras de perfil 3D no permiten hacer
repeticiones.

Ciclos conversacionales (M)
121
Desbastes.
Fresado de perfil de puntos
Fresado de perfil libre
Planeado
Ranurado
Repeticiones.
Puntos en linea
Puntos en arco
Puntos en rectángulo
Puntos en malla
Puntos en random
Sin mecanizado múltiple

Ciclos conversacionales (M)
122
Mecanizados en Z (con un eje rotativo).
Punteados múltiples
Escariados múltiples
Mandrinados múltiples
Fresados de taladro múltiples
Fresados de rosca múltiples
Taladrados múltiples
Roscados múltiples
Chaveteros múltiples

Ciclos conversacionales (M)
123
Perfiles y cajeras (eje rotativo).
Perfiles y cajeras en el plano
ZA/ZY
Perfil en el plano ZA/ZY
Cajera rectangular
ZA/ZY
Cajera circular ZA/ZY
Cajera circular
prevaciada ZA/ZY
Cajera perfil 2D ZA/ZY
Perfiles y cajeras en el plano
XA/XY
Perfil en el plano XA/XY
Cajera rectangular
XA/XY
Cajera circular XA/XY
Cajera circular
prevaciada
XA/XY
Cajera perfil 2D XA/XY
Nota: el eje rotativo seleccionado (en este caso el eje A) afecta al
plano de trabajo.
Nota: los ciclos de perfiles y cajeras (eje rotativo) permiten hacer
repeticiones. Ver página 121.

Ciclos conversacionales (M)
124
Ciclos de medición y centrado.
Medición
Medición de esquina
exterior y ángulo
Medida de moyú
Medida de agujero
Medida de esquina
interior
Medida de esquina
exterior
Medida de superficie
Medida de ángulo
Centrado de pieza
Calibración de palpador
Calibración de palpador
de sobremesa
Calibrado de sonda de
medición

Ciclos conversacionales (M)
125
Ciclos de calibración.
Calibración de herramienta
Medición desgaste L-R
Medición desgaste R
Medición desgaste L
Calibración de L-R
Calibración de R
Calibración de L

Ciclos conversacionales (M)
126
Editor de perfiles
Descripción del interface
El editor de perfiles permite editar de una forma rápida y sencilla
perfiles rectangulares, circulares y cualquier tipo de perfil formado por
tramos rectos y circulares. A medida que se introducen los datos del
perfil, el editor muestra una representación gráfica del perfil.
A. Área gráfica. Representación gráfica del perfil que se está
dibujando, ejes coordenados con autoescala y nombre de los ejes
que forman el plano. El nombre del eje indica el sentido positivo del
eje.
B. Estado de las opciones autozoom y cero pieza, relativas a la
visualización del perfil en el editor.
C. Zona de introducción de datos.
D. Traducción en código ISO del perfil o tramo seleccionado.
E. Zona utilizada para introducir los valores de las aristas o el texto en
código ISO a añadir el elemento.
-40 -30 -20 -10 10 20 30 40 50
Y
-50
X
-40
-30
-20
-10
10
20
30
40
Autozoom
Par t zero
Cntr-clock. arc
X1 -10.0000
Y1 -20.0000
X2 -20.0000
Y2 -10.0000
Xc -20.0000
Yc -20.0000
Radi us 10.0000
Tangency No
ISO
G03 G08 G90 X -20 Y-10 I -20
J-20
B
C
E
D
A

Ciclos conversacionales (M)
127
Menú de softkeys
Las opciones seleccionables desde el menú de softkeys permiten
editar perfiles, modificar los perfiles editados, seleccionar el zoom, el
plano de trabajo, deshacer el último cambio realizado y terminar la
sesión de edición. Durante la edición o modificación del perfil, desde
el menú de softkeys se dará la opción de deshacer la última operación.
Del mismo modo se ofrecerá la opción de salvar el perfil en cualquier
momento.
Menú de softkeys.
Editar.
Editar un nuevo perfil, ampliar un perfil existente o
importar un perfil guardado en formato DXF.
Modificar.
Modificar, insertar o borrar elementos de un perfil.
Zona visualizada.
Modificar el zoom de la zona gráfica.
Plano.
Definir el plano de trabajo.
Terminar.
Finalizar la sesión de edición de los perfiles e
insertar en el programa los perfiles editados.
Deshacer.
Deshacer la última operación.
Salvar y continuar.
Salvar el perfil y continuar con la edición. Para
utilizar esta softkey no es necesario que el perfil
esté terminado.

Ciclos conversacionales (M)
128

129
Torneados.
Cilindrado simple
Cilindrado con redondeo de
vértices
Refrentado simple
Refrentado con redondeo de
vértices
Achaflanado de vértice
Achaflanado entre puntos
Achaflanado de vértices 2
Redondeo de vértice
Redondeo entre puntos
CICLOS
CONVERSACIONALES (T)

Ciclos conversacionales (T)
130
Roscas.
Roscado longitudinal
Roscado cónico
Roscado frontal
Repaso de roscas
Roscado con n entradas
Ranurados.
Ranurado simple longitudinal
Ranurado simple frontal
Ranurado inclinado
longitudinal
Ranurado inclinado frontal
Tronzado

Ciclos conversacionales (T)
131
Perfiles.
Torneado a puntos
Torneado perfil
Perfiles y cajeras en el plano
ZC/YZ
Perfil en el plano ZC/YZ
Cajera rectangular
ZC/YZ
Cajera circular ZC/YZ
Cajera circular
prevaciada ZC/YZ
Cajera perfil 2D ZC/YZ
Perfiles y cajeras en el plano
XC/XY
Perfil en el plano XC/XY
Cajera rectangular
XC/XY
Cajera circular XC/XY
Cajera circular
prevaciada XC/XY
Cajera perfil 2D XC/XY
Nota: todos los ciclos de perfiles excepto el torneado a puntos y el
torneado de perfil, permiten hacer repeticiones. Ver página 121.

Ciclos conversacionales (T)
132
Mecanizados en Z.
Punteado
Taladrado
Roscado con macho
Punteados múltiples
Escariados múltiples
Mandrinados múltiples
Fresados de taladro múltiples
Fresados de rosca múltiples
Taladrados múltiples
Roscados múltiples
Chaveteros múltiples

Ciclos conversacionales (T)
133
Posicionamientos.
Posicionamiento
Posicionamiento y funciones M
Ciclos de medición y calibración.
Calibrado de T
Calibrado de palpador
Calibración longitudinal de
pieza con palpador
Calibración frontal de pieza con
palpador

Ciclos conversacionales (T)
134
Editor de perfiles
Descripción del interface
El editor de perfiles permite editar de una forma rápida y sencilla
perfiles rectangulares, circulares y cualquier tipo de perfil formado por
tramos rectos y circulares. A medida que se introducen los datos del
perfil, el editor muestra una representación gráfica del perfil.
A. Área gráfica. Representación gráfica del perfil que se está
dibujando, ejes coordenados con autoescala y nombre de los ejes
que forman el plano. El nombre del eje indica el sentido positivo del
eje.
B. Estado de las opciones autozoom y cero pieza, relativas a la
visualización del perfil en el editor.
C. Zona de introducción de datos.
D. Traducción en código ISO del perfil o tramo seleccionado.
E. Zona utilizada para introducir los valores de las aristas o el texto en
código ISO a añadir el elemento.
-40 -30 -20 -10 10 20 30 40 50
Y
-50
X
-40
-30
-20
-10
10
20
30
40
Autozoom
Par t zero
Cntr-clock. arc
X1 -10.0000
Y1 -20.0000
X2 -20.0000
Y2 -10.0000
Xc -20.0000
Yc -20.0000
Radi us 10.0000
Tangency No
ISO
G03 G08 G90 X -20 Y-10 I -20
J-20
B
C
E
D
A

Ciclos conversacionales (T)
135
Menú de softkeys
Las opciones seleccionables desde el menú de softkeys permiten
editar perfiles, modificar los perfiles editados, seleccionar el zoom, el
plano de trabajo, deshacer el último cambio realizado y terminar la
sesión de edición. Durante la edición o modificación del perfil, desde
el menú de softkeys se dará la opción de deshacer la última operación.
Del mismo modo se ofrecerá la opción de salvar el perfil en cualquier
momento.
Menú de softkeys.
Editar.
Editar un nuevo perfil, ampliar un perfil existente o
importar un perfil guardado en formato DXF.
Modificar.
Modificar, insertar o borrar elementos de un perfil.
Zona visualizada.
Modificar el zoom de la zona gráfica.
Plano.
Definir el plano de trabajo.
Terminar.
Finalizar la sesión de edición de los perfiles e
insertar en el programa los perfiles editados.
Deshacer.
Deshacer la última operación.
Salvar y continuar.
Salvar el perfil y continuar con la edición. Para
utilizar esta softkey no es necesario que el perfil
esté terminado.

Ciclos conversacionales (T)
136

137
Nota: Los parámetros indicados entre corchetes son opcionales.
Ciclo Significado
#PROBE 1
Calibrado de herramienta (dimensiones y
desgastes).
#PROBE 1 B [I] [J] F [K] [S] [N] [D] [E]
[L] [M] [C] [X U Y V Z W]
B: Distancia de seguridad
I: Dimensión de la herramienta a calibrar (si
I0, la longitud sobre el eje; si I1, la
longitud en un extremo; si I2, el radio; si
I3, el radio y la longitud)
J: Tipo de operación (si J0, calibración; si J1,
medición del desgaste)
F: Avance para el movimiento de palpación
K: Cara del palpador a utilizar (si K0, cara X+;
si K1, cara X-; si K2, cara Y+; si K3, cara Y-)
S: Velocidad y sentido de giro de la
herramienta
N: Número de filos a medir (si N=0 o no se
programa, una medición girando; si N=
+n, medición exacta del primer filo, y el
resto equidistantes; si N=-n, medición
exacta de los n filos)
D: Distancia respecto del eje de la
herramienta del punto de palpación
E: Distancia respecto de la base de la
herramienta del punto de palpación
L: Máximo desgaste de longitud permitido
M:Máximo desgaste de radio permitido
C: Comportamiento si se supera el desgaste
máximo
X..W: Posición del palpador de sobremesa
B
B
L
R
D
N
D
z
CICLOS DE MEDICIÓN
Y CALIBRACIÓN (M)

Ciclos de medición y calibración (M)
138
#PROBE 2
Calibrado del palpador de medida.
#PROBE 2 X Y Z B J E H F
X..Y: Cotas reales del centro del agujero
Cuando se programan estas cotas, se
consideran cotas exactas del centro. Si no
se programan, el CNC entiende que no son
exactas y necesita M19 para una
calibración correcta.
Z: Cota en la que se realizan las palpaciones
B: Distancia de seguridad
J: Diámetro teórico del agujero
E: Distancia de retroceso tras la palpación
inicial
H: Avance para el primer movimiento de
palpación
F: Avance para el segundo movimiento de
palpación
Ciclo Significado
XYZ
B
E
B
J

Ciclos de medición y calibración (M)
139
#PROBE 3
Medición de superficie.
#PROBE 3 X Y Z B [K] F [C] [L] [T] [D]
X Y Z: Cotas teóricas del punto a palpar
B: Distancia de seguridad
K: Eje de palpación (si K0, eje de abscisas; si
K1, eje de ordenadas; si K2, eje
perpendicular al plano)
F: Avance para el movimiento de palpación
C: Punto donde finaliza el ciclo (si C0, en el
punto de llamada; si C1, en el punto
medido)
L: Tolerancia para el error de medida
T: Herramienta cuyo desgaste se desea
corregir
D: Corrector cuyo desgaste se desea corregir
Ciclo Significado
Z
X
Y
XYZ
B
B

Ciclos de medición y calibración (M)
140
#PROBE 4
Medición de esquina exterior.
#PROBE 4 X Y Z B F
X..Z: Cotas teóricas de la esquina a medir
B: Distancia de seguridad
F: Avance para el movimiento de palpación
#PROBE 5
Medición de esquina interior.
#PROBE 5 X Y Z B F
X..Z: Cotas teóricas de la esquina a medir
B: Distancia de seguridad
F: Avance para el movimiento de palpación
Ciclo Significado
B
B
B
B
B
B
B
B

Ciclos de medición y calibración (M)
141
#PROBE 6
Medición de ángulo sobre el eje de abscisas.
#PROBE 6 X Y Z B F
X..Z: Cotas teóricas de la esquina a medir
B: Distancia de seguridad
F: Avance para el movimiento de palpación
#PROBE 7
Medición de esquina exterior y ángulo.
#PROBE 7 X Y Z B F
X..Z: Cotas teóricas de la esquina a medir
B: Distancia de seguridad
F: Avance para el movimiento de palpación
Ciclo Significado
2B
B
B
B
2B
B
B
B
2B
2
B
2B

Ciclos de medición y calibración (M)
142
#PROBE 8
Medición de un agujero.
#PROBE 8 X Y Z B J E [C] H F
X..Z: Cotas teóricas del centro del agujero
B: Distancia de seguridad
J: Diámetro teórico del agujero
E: Distancia de retroceso tras la palpación
inicial
C: Punto donde finaliza el ciclo (si C0, en el
punto de llamada; si C1, en el centro real
del agujero)
H: Avance para el primer movimiento de
palpación
F: Avance para el segundo movimiento de
palpación
Ciclo Significado
XYZ
B
E
B
J

Ciclos de medición y calibración (M)
143
#PROBE 9
Medición de un moyú circular.
#PROBE 9 X Y Z B J E [C] H F
X..Z: Cotas teóricas del centro del moyú
B: Distancia de seguridad
J: Diámetro teórico del moyú
E: Distancia de retroceso tras la palpación
inicial
C: Punto donde finaliza el ciclo (si C0, en el
punto de llamada; si C1, en el centro real
del agujero)
H: Avance para el primer movimiento de
palpación
F: Avance para el segundo movimiento de
palpación
Ciclo Significado
Z
Y
B
B
B

Ciclos de medición y calibración (M)
144
#PROBE 10
Centrado de pieza rectangular.
#PROBE 10 [X Y Z] I J [K] [L] [B] D E [H]
[F] [Q] [C]
X..Z: Posición del palpador al llamar al ciclo
I: Longitud de la pieza en el eje de abscisas
J: Longitud de la pieza en el eje de ordenadas
K: Eje y sentido del primer movimiento de
palpación (si K0, en sentido positivo de X;
si K1, en sentido negativo de X; si K2, en
sentido positivo de Y; si K1, en sentido
negativo de Y)
L: Medición de la cota de la superficie (si L0,
no medir la cota; si L1, medir la cota)
B: Distancia de seguridad
D: Distancia de seguridad en Z
E: Distancia de retroceso tras la palpación
inicial
H: Avance para el primer movimiento de
palpación
F: Avance para el segundo movimiento de
palpación
Q: Avance para los movimientos de
aproximación
C: Tipo de centrado
Ciclo Significado
D
B
E

Ciclos de medición y calibración (M)
145
#PROBE 11
Centrado de pieza circular.
#PROBE 11 [X Y Z] J [K] [L] [B] D E [H]
[F] [Q] [C]
X..Z: Posición del palpador al llamar al ciclo
J: Diámetro de la pieza
K: Eje y sentido del primer movimiento de
palpación (si K0, en sentido positivo de X;
si K1, en sentido negativo de X; si K2, en
sentido positivo de Y; si K1, en sentido
negativo de Y)
L: Medición de la cota de la superficie (si L0,
no medir la cota; si L1, medir la cota)
B: Distancia de seguridad
D: Distancia de seguridad en Z
E: Distancia de retroceso tras la palpación
inicial
H: Avance para el primer movimiento de
palpación
F: Avance para el segundo movimiento de
palpación
Q: Avance para los movimientos de
aproximación
C: Tipo de centrado
Ciclo Significado
D
B
E

Ciclos de medición y calibración (M)
146
#PROBE 12
Calibrado de palpador de sobremesa.
#PROBE 12 B E [H] [F] [I] [X U Y V Z W]
B: Distancia de seguridad
E: Distancia de retroceso tras la palpación
inicial
H: Avance para el primer movimiento de
palpación
F: Avance para el segundo movimiento de
palpación
I: Tipo de calibración (si I0, calibración
simple; si I1, calibración doble)
X..W:Posición del palpador de sobremesa
Ciclo Significado
B
E
B
E
Z
X
Y

147
Nota: Los parámetros indicados entre corchetes son opcionales.
Ciclo Significado
#PROBE 1
Calibrado de herramienta.
#PROBE 1 B F [K] [X U Y V Z W]
B: Distancia de seguridad (en radios)
F: Avance para el movimiento de palpación
K: Caras del palpador a utilizar (si K0, caras X
Z; si K1, caras X Z Y+; si K2, caras X Z Y-)
X..W: Posición del palpador de sobremesa
#PROBE 2
Calibrado del palpador de sobremesa.
#PROBE 2 B F [K] [X U Y V Z W]
B: Distancia de seguridad (en radios)
F: Avance para el movimiento de palpación
K: Caras del palpador a utilizar (si K0, caras X
Z; si K1, caras X Z Y+; si K2, caras X Z Y-)
X..W: Posición del palpador de sobremesa
B
B
B
B
CICLOS DE MEDICIÓN
Y CALIBRACIÓN (T)

Ciclos de medición y calibración (T)
148
#PROBE 3
Medida de pieza en el eje de ordenadas.
#PROBE 3 X Z B F [L] [T D]
X: Cota teórica del punto a palpar según el
eje de ordenadas
Z: Cota teórica del punto a palpar según el
eje de abscisas
B: Distancia de seguridad (en radios)
F: Avance para el movimiento de palpación
L: Tolerancia para el error de medida
T: Herramienta cuyo desgaste se desea
corregir
D: Corrector cuyo desgaste se desea corregir
Ciclo Significado
B
B
Z
X

Ciclos de medición y calibración (T)
149
#PROBE 4
Medida de pieza en el eje de abscisas.
#PROBE 4 X Z B F [L] [T D]
X: Cota teórica del punto a palpar según el
eje de ordenadas
Z: Cota teórica del punto a palpar según el
eje de abscisas
B: Distancia de seguridad
F: Avance para el movimiento de palpación
L: Tolerancia para el error de medida
T: Herramienta cuyo desgaste se desea
corregir
D: Corrector cuyo desgaste se desea corregir
Ciclo Significado
B
B
Z
X

Ciclos de medición y calibración (T)
150

151
Instrucciones de control de flujo
Instrucción Significado
$GOTO
Salto de bloque.
$GOTO N…: salto a un número de bloque
(podrá ser un número, parámetro o
expresión aritmética que tenga como
resultado un número).
El número debe programarse seguido de ":"
Ej:
$GOTO N60
…
N60:
$GOTO […]: salto a una etiqueta (podrá
ser una secuencia de hasta 14 caracteres
formada por letras mayúsculas, minúsculas
y por números, sin espacios en blanco ni
comillas).
Ej:
$GOTO [L=1]
…
[L=1]
LENGUAJE DE
ALTO NIVEL

Lenguaje de alto nivel
152
$IF
$ENDIF
$ELSEIF
$ELSE
$GOTO
Ejecución condicional IF
(salto condicionado).
$IF <condición>
$ENDIF
$ELSEIF
$ELSE
$GOTO
Nota 1:
$IF P1==1
…
…
$ENDIF
…
Si la condición es verdadera, ejecuta los
bloques entre $IF y $ENDIF.
Si la condición es falsa, la ejecución salta al
bloque siguiente a $ENDIF.
Nota 2:
$IF P1==1
…
…
$ELSE
…
$ENDIF
…
Si la condición es verdadera, ejecuta los
bloques entre $IF y $ELSE, después la
ejecución continúa desde el bloque
siguiente a $ENDIF.
Si la condición es falsa, ejecuta los bloques
entre $ELSE y $ENDIF, después la ejecución
continúa desde el bloque siguiente a $ENDIF.
Nota 3:
$IF P1=1 $GOTO N60
…
…
N60:
Si la condición es verdadera, salta a N60, de
lo contrario, continúa desde el bloque
siguiente a $IF.
Instrucción Significado

Lenguaje de alto nivel
153
$SWITCH
$CASE
$ENDSWITCH
$BREAK
$DEFAULT
Ejecución condicional SWITCH.
$SWITCH <expresión1>
$CASE <expresión2>
$ENDSWITCH
$BREAK
$DEFAULT
Nota: esta instrucción calcula el resultado
de la <expresión1> y ejecuta el conjunto de
bloques anidado entre la instrucción
$CASE, cuya <expresión2> tenga el mismo
valor que el resultado calculado, y el
$BREAK correspondiente.
La instrucción $SWITCH siempre acaba con
un $ENDSWITCH.
La instrucción $CASE siempre acaba con un
$BREAK. Se podrán definir tantas
instrucciones $CASE como sean necesarias.
Opcionalmente, se podrá incluir una
instrucción $DEFAULT, de manera que si el
resultado de la <expresión1> no coincide
con el valor de ninguna <expresión2>, se
ejecuta el conjunto de bloques anidados
entre las instrucciones $DEFAULT y
$ENDSWITCH.
Ej:
$SWITCH [P1=P2/P3]
$CASE 10
… (ejecuta esta parte si P1=10)
$BREAK
$CASE 20
… (ejecuta esta parte si P1=20)
$BREAK
$CASE 40
… (ejecuta esta parte si P1=40)
$BREAK
$DEFAULT
… (ejecuta esta parte para otros valores de P1)
$ENDSWITCH
Instrucción Significado

Lenguaje de alto nivel
154
$FOR
$ENDFOR
$BREAK
$CONTINUE
Repetición de bloques FOR.
$FOR <N>=<expr1>,<expr2>,<expr3>
$ENDFOR
$BREAK
$CONTINUE
Nota: cuando se ejecuta esta instrucción,
<n> toma el valor de <expr1> y va
cambiando su valor hasta <expr2>, en
incrementos definidos por <expr3>. En
cada incremento se ejecutan los bloques
anidados entre las instrucciones $FOR y
$ENDFOR.
La instrucción $BREAK permite finalizar la
repetición de bloques, aunque no se cumpla
la condición de parada. La ejecución del
programa continuará en el bloque siguiente
a $ENDFOR.
La instrucción $CONTINUE inicia la
siguiente repetición, aunque no se haya
terminado la repetición que se está
ejecutando. Los bloques programados a
continuación de la instrucción $CONTINUE
hasta $ENDFOR se ignoran en esta
repetición.
Ej:
$FOR P1=10,20,2
… (ejecuta esta parte comenzando con P1=10,
… (incrementando en 2 en cada repetición, hasta
… (llegar al valor de 20, después termina
$ENDFOR
Instrucción Significado

Lenguaje de alto nivel
155
$WHILE
$ENDWHILE
$BREAK
$CONTINUE
Repetición condicional de bloques WHILE.
$WHILE <condición>
$ENDWHILE
$BREAK
$CONTINUE
Nota: mientras la condición definida sea
válida, se repite la ejecución de los bloques
anidados entre $WHILE y $ENDWHILE. La
condición se analiza al comienzo de cada
nueva repetición.
La instrucción $BREAK permite finalizar la
repetición de bloques, aunque no se cumpla
la condición de parada. La ejecución del
programa continuará en el bloque siguiente
a $ENDWHILE.
La instrucción $CONTINUE inicia la
siguiente repetición, aunque no se haya
terminado la repetición que se está
ejecutando. Los bloques programados a
continuación de la instrucción $CONTINUE
hasta $ENDWHILE se ignoran en esta
repetición.
Es.:
P1=0
$WHILE P1<=10
P1=P1+1
… (ejecuta esta parte del programa hasta
que P1 es mayor que 10, después termina)
$ENDWHILE
…
Instrucción Significado

Lenguaje de alto nivel
156
$DO
$ENDDO
$BREAK
$CONTINUE
Repetición condicional de bloques DO.
$DO
$ENDDO <condición>
$BREAK
$CONTINUE
Nota: Mientras la condición definida sea
válida, se repite la ejecución de los bloques
anidados entre $DO y $ENDDO. La
condición se analiza al final de cada nueva
repetición, por lo tanto el grupo de bloques
se ejecuta como mínimo una vez.
La instrucción $BREAK permite finalizar la
repetición de bloques, aunque no se cumpla
la condición de parada. La ejecución del
programa se continuará en bloque siguiente
a $ENDDO.
La instrucción $CONTINUE inicia la
siguiente repetición, aunque no se haya
terminado la repetición que se está
ejecutando. Los bloques programados a
continuación de la instrucción $CONTINUE
hasta $ENDDO se ignoran en esta
repetición.
Ej:
P1=0
$DO
P1=P1+1
… (
ejecuta esta parte del programa hasta
que P1 es menor o igual que 10, después
termina
)
$ENDDO P1<=10
…
Instrucción Significado

Lenguaje de alto nivel
157
L
Llamada a subrutina global.
L Nombre
Para llamar a una subrutina que está dentro
de la carpeta desde la que se llama.
L C:\Cnc8070\Users\PATH\Nome
Para llamar a una subrutina que está fuera
de la carpeta desde la que se llama.
Nota: el nombre de la subrutina llamada
también puede ser un número.
Debe terminar con las instrucciones M17,
M29 o #RET.
LL
Llamada a subrutina local.
LL Nombre
Nota: el nombre de la subrutina llamada
también puede ser un número.
La subrutina debe comenzar
obligatoriamente con la instrucción.
%L Nombre
Debe terminar con las instrucciones M17,
M29 o #RET.
La subrutina debe escribirse en la cabecera
del programa principal; en este caso, el
programa principal debe comenzar con el
carácter %. (El programa principal se
identifica con el carcter % seguido de más
caracteres siempre que el primero no sea
una L).
#CALL
Llamada a subrutina local y global.
#PCALL
Llamada a subrutina local y global
inicializando parámetros.
#MCALL
Llamada a subrutina local y global con
caracter modal inicializando parámetros.
El carácter modal de una subrutina se anula
mediante la sentencia #MDOFF.
Instrucción Significado

Lenguaje de alto nivel
158
Sentencias de programación
Sentencia Significado
#ABORT
Abortar la ejecución del programa y
reanudarla en otro bloque o programa.
#ACS
Sistema de coordenadas del amarre.
#ANGAX OFF
Anular la transformación angular.
#ANGAX ON
Activar la transformación angular.
#ANGAX SUSP
Congelar (suspender) la transformación angular.
#ASPLINE
ENDTANG
Splines Akima. Tipo de tangente final.
#ASPLINE
MODE
Splines Akima. Selección del tipo de
tangente.
#ASPLINE
STARTTANG
Splines Akima. Tipo de tangente inicial.
#AXIS
Eje sobre el que se aplica la intervención
manual aditiva.
#CALL AX
Añadir un eje a la configuración del canal.
#CALL SP
Añadir un cabezal a la configuración del canal.
#CAM ON
Activar la leva electrónica (cotas reales).
#CAM OFF
Cancelar la leva electrónica.
#CAX
Eje C. Activar el cabezal como eje C.
#CD OFF
Anular la detección de colisiones.
#CD ON
Activar la detección de colisiones.
#CLEAR
Canales. Borra las marcas de sincronización.
#CLOSE
Cerrar un fichero creado previamente o
abierto con la sentencia #OPEN.
#CONTJOG
Intervención manual. Avance en jog continuo.
#COMMENT
BEGIN
Comienzo de comentario.
#COMMENT
END
Final de comentario.
#CS
Sistema de coordenadas de mecanizado.
#CSROT ON
Activar la orientación de la herramienta en el
sistema de coordenadas pieza.
#CSROT OFF
Anular la orientación de la herramienta en el
sistema de coordenadas pieza.
#CYL
Eje C. Mecanizado en la superficie cilíndrica.
#DEF
Macros. Definir una macro.

Lenguaje de alto nivel
159
#DEFROT
Cómo gestionar las discontinuidades en la
orientación de los ejes rotativos.
#DELETE
Inicializa las variables de usuario globales.
#DFHOLD
Deshabilitar la señal de feed-hold.
#DGWZ
Definir el tamaño de la zona gráfica.
#DSBLK
Deshabilitar el tratamiento de bloque único.
#DSTOP
Deshabilitar la señal de stop.
#EFHOLD
Habilitar la señal de feed-hold.
#ERROR
Visualizar un error en pantalla.
#ESBLK
Habilitar el tratamiento de bloque único.
#ESTOP
Habilitar la señal de stop.
#EXBLK
Ejecuta un bloque en el canal indicado.
#EXEC
Ejecuta un programa en el canal indicado.
#FACE
Eje C. Mecanizado en la superficie frontal.
#FLUSH
Interrumpir la preparación de bloques.
#FOLLOW OFF
Eje independiente. Finalizar el movimiento
de sincronización.
#FOLLOW ON
Eje independiente. Comenzar el movimiento
de sincronización (cotas reales).
#FREE AX
Eliminar un eje de la configuración del canal.
#FREE SP
Eliminar un cabezal de la configuración del
canal.
#HSC OFF
Anular el modo HSC.
#HSC ON
Activar el modo HSC. Optimización del error
de contorno.
#HSC ON
[FAST]
Activar el modo HSC. Optimización de la
velocidad de mecanizado.
#INCJOG
Intervención manual. Avance en jog
incremental.
#INIT
MACROTAB
Macros. Inicializar la tabla de macros.
#KIN ID
Seleccionar una cinemática.
#KINORG
Transformar el cero pieza actual teniendo en
cuenta la posición de la cinemática de mesa.
#LINK
Activar el acoplo electrónico de ejes.
#MASTER
Selección del cabezal master del canal.
#MCS
Programar un desplazamiento respecto al
cero máquina.
Sentencia Significado

Lenguaje de alto nivel
160
#MCS OFF
Desactivar el sistema de coordenadas
máquina.
#MCS ON
Activar el sistema de coordenadas máquina.
#MDOFF
Anular el carácter modal de la subrutina.
#MEET
Canales. Activar la marca en el canal
indicado.
#MOVE
Eje independiente. Movimiento de
posicionamiento.
#MPG
Intervención manual. Resolución de los
volantes.
#MSG
Visualizar un mensaje en pantalla.
#OPEN
Crear un fichero nuevo o abrir un fichero
existente.
#PARK
Aparcar un eje o cabezal.
#PATH
Definir la carpeta donde se encuentran las
subrutinas globales.
#POLY
Interpolación polinómica.
#PROBE 1
(Modelo ·M·). Calibrado de herramienta
(dimensiones y desgastes).
(Modelo ·T·). Calibrado de herramienta.
#PROBE 2
(Modelo ·M·). Calibrado del palpador de
medida.
(Modelo ·T·). Calibrado del palpador de
sobremesa.
#PROBE 3
(Modelo ·M·). Medición de superficie.
(Modelo ·T·). Medida de pieza en el eje de
ordenadas.
#PROBE 4
(Modelo ·M·). Medición de esquina exterior.
(Modelo ·T·). Medida de pieza en el eje de
abscisas.
#PROBE 5
(Modelo ·M·). Medición de esquina interior.
#PROBE 6
(Modelo ·M·). Medición de ángulo sobre el eje
de abscisas.
#PROBE 7
(Modelo ·M·). Medición de esquina exterior y
ángulo.
#PROBE 8
(Modelo ·M·). Medición de agujero.
#PROBE 9
(Modelo ·M·). Medición de moyú circular.
#PROBE 10
(Modelo ·M·). Centrado de pieza rectangular.
#PROBE 11
(Modelo ·M·). Centrado de pieza circular.
Sentencia Significado

Lenguaje de alto nivel
161
#PROBE 12
(Modelo ·M·). Calibrado del palpador de
sobremesa.
#RENAME AX
Renombrar los ejes del canal.
#RENAME SP
Renombrar los cabezales del canal.
#REPOS
Reposicionar ejes y cabezales desde una
subrutina OEM.
#RET
Fin de subrutina global o local.
#ROTATEMZ
Posicionar un almacén torreta.
#ROUNDPAR
Tipo de matado de arista.
#RPT
Repetición de un grupo de bloques.
#RTCP
Transformación RTCP.
#SCALE
Factor escala.
#SELECT ORI
Seleccionar sobre qué ejes rotativos de la
cinemática se hace el cálculo de la
orientación de la herramienta, para una
dirección dada sobre la pieza.
#SELECT
PROBE
Selección del palpador.
#SERVO ON
Activar el modo de funcionamiento de lazo
cerrado.
#SERVO OFF
Activar el modo de funcionamiento de lazo
abierto.
#SET AX
Establecer una nueva configuración de ejes.
#SET OFFSET
Intervención manual. Limites de
desplazamiento.
#SET SP
Establecer una nueva configuración de
cabezales.
#SIGNAL
Canales. Activar la marca en el canal propio.
#SLOPE
Control de la aceleración.
#SPLINE OFF
Splines Akima. Anular la adaptación a
splines.
#SPLINE ON
Splines Akima. Activar la adaptación a
splines.
#SWTOUT ON
Activar la conmutación sincronizada.
#SWTOUT OFF
Desactivar la conmutación sincronizada.
#SYNC
Sincronización de cabezales teniendo en
cuenta la cota real.
#SYNC POS
Intervención manual. Sincronización de
cotas.
Sentencia Significado

Lenguaje de alto nivel
162
#TANGCTRL
OFF
Anular el control tangencial.
#TANGCTRL
ON
Activar el control tangencial.
#TANGCTRL
SUSP
Congelar (suspender) el control tangencial.
#TANGFEED
RMIN
Radio mínimo para aplicar avance tangencial
constante.
#TCAM ON
Activar la leva electrónica (cotas teóricas).
#TFOLLOW
ON
Eje independiente. Comenzar el movimiento
de sincronización (cotas teóricas).
#TIME
Temporización.
#TLC
Corregir la compensación longitudinal de la
herramienta implicita del programa.
#TOOL AX
Seleccionar el eje longitudinal de la
herramienta.
#TOOL ORI
Herramienta perpendicular al plano
inclinado.
#TSYNC
Sincronización de cabezales teniendo en
cuenta la cota teórica.
#UNLINK
Anular el acoplo electrónico de ejes.
#UNPARK
Desaparcar un eje o cabezal.
#UNSYNC
Anular la sincronización de cabezales.
#VIRTAX ON
Activar el eje virtual de la herramienta.
#VIRTAX OFF
Anular el eje virtual de la herramienta.
#WAIT
Canales. Espera a que una marca se active
en el canal indicado.
#WAIT FOR
Esperar un evento para reanudar la
ejecución.
#WARNING
Visualizar un aviso en pantalla.
#WARNINGST
OP
Visualizar un aviso en pantalla y detener el
programa.
#WRITE
Editar un bloque en un fichero creado
previamente o abierto con la sentencia #OPEN.
Sentencia Significado

Lenguaje de alto nivel
163
Operadores, funciones matemáticas,
funciones lógicas y variables
Sentencia Significado
Operadores aritméticos.
+Suma
- Resta / Menos unario
*Multiplicación
/ División
+= Suma compuesta
-= Resta compuesta
*= Multiplicación compuesta
/= División compuesta
MOD Módulo o resto de la división
** Exponencial
Funciones trigonométricas.
SIN[...] Seno
COS[...] Coseno
TAN[...] Tangente
ASIN[...] Arcoseno
ACOS[...] Arcocoseno
ATAN[...] Arcotangente
ARG[...] Arcotangente y/x
Funciones matemáticas.
ABS[...] Valor absoluto
SQR[...] Función cuadrado
SQRT[...] Raíz cuadrada
LOG[...] Logaritmo decimal
LN[...] Logaritmo neperiano
EXP[...] Función "e"
DEXP[...] Exponente decimal

Lenguaje de alto nivel
164
Otras funciones.
INT[...] Devuelve la parte entera
FRACT[...] Devuelve la parte decimal
ROUND[...] Redondea al número entero más
cercano
FUP[...] Devuelve la parte entera más uno.
(Si el número es entero, devuelve
la parte entera)
EXIST[...] Comprueba si existe la variable o
el parámetro seleccionado
Operadores relacionales.
== Igualdad
!= Desigualdad, distinto
>Mayor que
<Menor que
>= Mayor o igual que
<= Menor o igual que
&AND binario
|OR binario
^OR exclusivo (XOR)
INV[...] Complementario
Operadores lógicos.
*AND lógico
+OR lógico
Constantes booleanas.
TRUE Verdadero
FALSE No verdadero
Lista de funciones auxiliares M.
M00: Parada de programa
M01: Parada condicional de programa
M02/M30: Fin de programa
M03: Arranque del cabezal a derechas
M04: Arranque del cabezal a izquierdas
M05: Parada del cabezal
M06: Cambio de herramienta
M17/M29:
Fin de subrutina global o local
M19: Parada orientada de cabezal
M41-M44: Selecciona la gama de velocidad
Sentencia Significado

Lenguaje de alto nivel
165
Prefijo de variable de CNC.
V.A.nombre Variables de eje y/o cabezal
V.C.nombre Parámetros de llamada a los ciclos
fijos o subrutinas
V.E.nombre Variables asociadas al interface
V.G.nombre Variables generales
V.MPA.nombre Variables asociadas a los
parámetros máquina de ejes y/o
cabezal
V.M P G. no m br e
Variables asociadas a los
parámetros máquina generales
V.M P K. no m br e
Variables asociadas a los
parámetros máquina de las
cinemáticas
V.MPM.nombre
Variables asociadas a los
parámetros máquina de las
funciones M
V. M P MA N.
nombre Variables asociadas a los
parámetros máquina del modo
manual
V.M T B. n om b re
Variables asociadas a los
parámetros máquina OEM
V.P.nombre Variables de usuario locales
V.PLC.nombre Variables asociadas al PLC
V.S.nombre Variables de usuario globales
V.SP.nombre Variables asociadas al cabezal
V.TM.nombre Variables asociadas a los
almacenes o a las herramientas
Sentencia Significado

Lenguaje de alto nivel
166
Sentencia Significado
Definición del tipo de herramienta para tornear.
V.TM.DSUBTYPET[tl][ofd]=11:
definición de cuchilla
rómbica de tornear
V.TM.DSUBTYPET[tl][ofd]=12:
definición de cuchilla
cuadrada de tornear, de
ranurar o de tronzar
V.TM.DSUBTYPET[tl][ofd]=13:
definición de cuchilla
redonda de tornear
V.TM .DSUBTYPE
T[tl][ofd]
=5:
definición de cuchilla de
roscar
Definición del tipo de torno:
V.TM. T UR N C O N F I G
T[tl][ofd]
=0:
torno paralelo Z+ X+
V.TM. T UR N C O N F I G
T[tl][ofd]
=1:
torno paralelo Z+ X-
V.TM. T UR N C O N F I G
T[tl][ofd]
=2:
torno paralelo Z- X+
V.TM. T UR N C O N F I G
T[tl][ofd]
=3:
torno paralelo Z- X-
VTM.TURNCONFIG
T[tl][ofd]
=4:
torno vertical X- Z+
V.TM. T UR N C O N F I G
T[tl][ofd]
=5:
torno vertical X+ Z+
V.TM. T UR N C O N F I G
T[tl][ofd]
=6:
torno vertical X- Z-
V.TM. T UR N C O N F I G
T[tl][ofd]
=7:
torno vertical X+ Z-
Orientación de la herramienta
(ejemplo para torno paralelo Z+ X+)
V.
TM
.LOCODE
T[tl][ofd]
=0: punta virtual coincide
con el centro de la
herramienta
V.
TM
.LOCODE
T[tl][ofd]
=1: punta virtual hacia Z+ X-
V.
TM
.LOCODE
T[tl][ofd]
=2: punta virtual hacia X-
V.
TM
.LOCODE
T[tl][ofd]
=3: punta virtual hacia Z- X-
V.
TM
.LOCODE
T[tl][ofd]
=4: punta virtual hacia Z
V.
TM
.LOCODE
T[tl][ofd]
=5: punta virtual hacia Z- X+
V.
TM
.LOCODE
T[tl][ofd]
=6: punta virtual hacia X+
V.
TM
.LOCODE
T[tl][ofd]
=7:
punta virtual hacia Z+ X+
V.
TM
.LOCODE
T[tl][ofd]
=8: punta virtual hacia Z+
V.
TM
.LOCODE
T[tl][ofd]
=9: punta virtual coincide
con el centro de la
herramienta
V.
TM
.TOTIPR
T[tl][ofd]
= radio de la punta de la
herramienta
V.
TM
.TOWTIPR
T[tl][ofd]
= desgaste del radio de la
punta de la herramienta
V.
TM
.NOSEA
T[tl][ofd]
= ángulo de la cuchilla
V.
TM
.NOSEW
T[tl][ofd]
= ancho de la cuchilla
V.
TM
.CUTA
T[tl][ofd]
= ángulo de corte de la
herramienta

Lenguaje de alto nivel
167
Definición del tipo de herramienta para fresar.
V.
TM
.DSUBTYPE
T[tl][ofd]
=1:
Fresa plana
V.
TM
.DSUBTYPE
T[tl][ofd]
=2:
Fresa esférica
V.
TM
.DSUBTYPE
T[tl][ofd]
=3:
Fresa tórica
V.
TM
.DSUBTYPE
T[tl][ofd]
=4:
Macho de roscar
V.
TM
.DSUBTYPE
T[tl][ofd]
=5:
Cuchilla de roscar
V.
TM
.DSUBTYPE
T[tl][ofd]
=6:
Fresa de disco
V.
TM
.DSUBTYPE
T[tl][ofd]
=7:
Broca de taladrar
V.
TM
.DSUBTYPE
T[tl][ofd]
=8:
Fresa de planear
V.
TM
.DSUBTYPE
T[tl][ofd]
=9:
Escariador
V.TM.DSUBTYPET[tl][ofd]=10:
Herramienta de
mandrinar
V.TM.DSUBTYPET[tl][ofd]=14:
Sonda de medición
(fresadora)
V.
TM
.TOR
T[tl][ofd]
= definición del radio de la
herramienta
V.
TM
.TOI
T[tl][ofd]
= definición del desgaste
del radio de la
herramienta
V.
TM
.TOL
T[tl][ofd]
= definición de la longitud
de la herramienta
V.
TM
.TOK
T[tl][ofd]
= definición del desgaste
de la longitud de la
herramienta
V.
TM
.TOAN
T[tl][ofd]
= ángulo de entrada de la
herramienta
V.
TM
.TOTIPR
T[tl][ofd]
= radio de la punta de la
herramienta tórica o
esférica
V.
TM
.TOWTIPR
T[tl][ofd]
= desgaste del radio de la
herramienta tórica o
esférica
V.
TM
.TOCUTL
T[tl][ofd]
= longitud de corte de la
herramienta
Sentencia Significado

Lenguaje de alto nivel
168
Ejemplos de utilización de variables del CNC.
P1=V.A.ORGT[10].Y Lee en P1 del traslado
de origen 10 en el eje Y
P1=V.G.EXTORG Lee en P1 del número
de traslado de origen
activo
P1=V.G.TOOL Lee en P1 del número
de herramienta activa
P1=V.SP.PRGS Lee en P1 de la S
programada
P1=V.G.PRGF Lee en P1 de la F
programada
P1=V.A.ATIPPOS.Y Lee en P1 de la cota
actual del eje Y
Lee en P1 del radio de herramienta T10, corrector 1
P1=V.TM.TORT[10][1]+ V.TM.TOIT[10][1]
Lee
en P1 de la longitud de la herramienta T10,
corrector 1
P1=V.TM.TOLT[10][1]+ V.TM.TOKT[10][1]
Escribe en la tabla de herramientas el radio de
herramienta T10 igual a 5.01, y cancela el desgaste
del radio
V.TM.TORT[10][1]=5.01
V.TM.TOIT[10][1]=0
Escribe en la tabla de herramientas la longitud de la
herramienta T10 igual a 89.3, y cancela el desgaste
de la longitud
V.TM.TOLT[10][1]=89.3
V.TM.TOKT[10][1]=0
Sentencia Significado


ER-073/1994
Fagor Automation S.Coop
Bº San Andrés, 19
20500 Arrasate - Mondragón
Gipuzkoa (SPAIN)
Tel.: +34 943 039 800
Fax: +34 943 791 712
E-mail: [email protected]
www.fagorautomation.com
Fagor Automation está acreditado por el
Certificado de Empresa ISO 9001 y el
marcado CE para todos sus productos.
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108
-
 109
109
-
 110
110
-
 111
111
-
 112
112
-
 113
113
-
 114
114
-
 115
115
-
 116
116
-
 117
117
-
 118
118
-
 119
119
-
 120
120
-
 121
121
-
 122
122
-
 123
123
-
 124
124
-
 125
125
-
 126
126
-
 127
127
-
 128
128
-
 129
129
-
 130
130
-
 131
131
-
 132
132
-
 133
133
-
 134
134
-
 135
135
-
 136
136
-
 137
137
-
 138
138
-
 139
139
-
 140
140
-
 141
141
-
 142
142
-
 143
143
-
 144
144
-
 145
145
-
 146
146
-
 147
147
-
 148
148
-
 149
149
-
 150
150
-
 151
151
-
 152
152
-
 153
153
-
 154
154
-
 155
155
-
 156
156
-
 157
157
-
 158
158
-
 159
159
-
 160
160
-
 161
161
-
 162
162
-
 163
163
-
 164
164
-
 165
165
-
 166
166
-
 167
167
-
 168
168
-
 169
169
-
 170
170










































































































































































Fagor CNC 8060 for lathes Manual de usuario
- Tipo
- Manual de usuario
- Este manual también es adecuado para
Artículos relacionados
-
Fagor CNC 8058elite M Manual de usuario
-
Fagor CNC 8060 Manual de usuario
-
Fagor CNC 8070 Manual de usuario
-
-
-
-
Fagor CNC 8060elite T Manual de usuario
-
-
Fagor CNC 8055 Manual de usuario
-
