Cebora 206 Digital 2 Manual de usuario
- Categoría
- Sistema de soldadura
- Tipo
- Manual de usuario
La página se está cargando ...
La página se está cargando ...
La página se está cargando ...
La página se está cargando ...
La página se está cargando ...
La página se está cargando ...
La página se está cargando ...
La página se está cargando ...
La página se está cargando ...
La página se está cargando ...
La página se está cargando ...
La página se está cargando ...
La página se está cargando ...
La página se está cargando ...
La página se está cargando ...
La página se está cargando ...
La página se está cargando ...
La página se está cargando ...
La página se está cargando ...
La página se está cargando ...
La página se está cargando ...

22
MANUAL DE INSTRUCCIONES PARA CAJA DE MANDOS SINERGICA
Este accesorio debe ser utilizado exclusivamente con carros
art. 1438 y derivados que se pueden acoplar a las soldado-
ras de la serie ISO MIG.
Para aprovechar al máximo las posibilidades de este acce-
sorio es necesario acoplarlo a las antorchas art. 1240 -
1240.20 - 1244 - 1244.20. Estas tienen un conmutador en la
empuñadura que permite accionar todas las funciones que la
máquina puede efectuar cuando este accesorio viene conec-
tado. Después de haber conectado la antorcha, insertar el
conector que sale de la unión de la antorcha a la toma P
situada en el panel del carro art. 1438.
1 PUESTA EN FUNCIONAMIENTO
Enganchar el accesorio al panel anterior y fijarlo mediante el
volante. Conectar el conector macho del accesorio a la toma
Q del carro de arrastre. Encender la máquina y conectar el
cable masa al borne central de la impedancia.
1.1 SELECCIÓN DE LA FORMA DE FUNCIONAMIENTO
Presionando la tecla A se activan, iluminándose, las funcio-
nes interesadas para cada forma de funcionamiento.
1.1.1 Modo automático
Esta selección les permite, después de haber elegido el tipo
de material, el diámetro del hilo y el gas utilizado, tener a su
disposición una serie de valores preprogramados Volt y
metros al minuto (tensión y velocidad del hilo) adaptos a la
soldadora sin tener que buscarlos.
ELECCIÓN MATERIAL - TECLA B
Cada vez que viene presionada la tecla cor-
respondiente a esta sección se ilumina el led en
correspondencia del material seleccionado cuan-
do se elige aluminio se refiere al MG 5.
ELECCIÓN DEL DIÁMETRO DEL HILO - TECLA C
Cada vez que se presiona la tecla correspon-
diente a esta sección se ilumina el led correspon-
diente al diámetro del hilo seleccionado.
ELECCIÓN DEL GAS DE PROTECCIÓN -
TECLA D
Cada vez que se presiona la tecla correspon-
diente a esta sección se ilumina el led correspon-
diente al gas seleccionado.
ATENCIÓN: No todas las combinaciones son posibles sino
sólo las planteadas con los programas. Ej., si se selecciona
como material el aluminio, se podrán elegir sólo los diáme-
tros 1 y 1,2 y solamente el gas Argón. Si se selecciona como
material el acero inoxidable, se podrán elegir sólo los diáme-
tros 0,8 y 1 con un solo gas Ar + 2% 02 Si se selecciona el
hierro, se podrá elegir entre los diámetros 0,8, 1 y 1,2 y entre
los gases CO2 - Ar + 5% CO2 - Ar 18 + 25% CO2
Fig. 1
Partes activas del funcionamiento MODO AUTOMÁTICO

23
VISUALIZACIÓN DEL NIVEL DE REGULACIÓN
Para individuar inmediatamente a qué nivel está la
regulación de la máquina (mínimo - máximo) ha
sido introducida la barra led E. La regulación puede
ser modificada antes de la soldadura mediante el
conmutador situado en el revés de la antorcha. Si
no se posee una antorcha del tipo descrito en la
presentación, sino una normal, la regulación podrá
modificarse con la manecilla F.
ATENCIÓN: Cuando se mueve el nivel de regula-
ción, la variación viene visualizada por la barra led
y por los display G - H. Mientras una propone una
indicación de máxima, los dos display G - H dan la
exacta indicación en Volt y en metros al minuto del
punto seleccionado.
CORRECCIÓN DE LA TENSIÓN
DE SOLDADURA
Antes de encender el arco, en la
regulación que han elegido, verifi-
car que el display señale cero, si
no fuese así, modificar el valor
mediante la manecilla L. Verificar
que el led M en correspondencia
del símbolo esté encendido, si no fuese así, presionar
la tecla N para encenderlo. Después del encendido del arco,
el soldador valora si, para la velocidad del hilo elegida, la ten-
sión es la correcta o hay que modificarla. La corrección de la
tensión de soldadura puede llevarse a cabo tanto desde el
panel, con la manecilla L (en el caso de usar antorchas
comunes) o también del conmutador situado en el revés de
las antorchas descritas en la presentación. En este último
caso, el operador deberá presionar la tecla N de forma que
se ilumine el led O correspondiente al símbolo V +/- . Ahora
detenida la velocidad del hilo, puede regular la tensión de
soldadura por arco encendido con el conmutador situado en
el revés de la antorcha. La variación realizada, viene visuali-
zada como cantidad de más o de menos de máximo 5 Volt
por el display I y la nueva regulación de tensión, con ya la
variación, será visualizada por el display H.
NOTA: Es inútil maniobrar en la manecilla de preprograma-
ción de la tensión P porque en el modo de funcionamiento
automático, esta manecilla está desactivada.
NOTAS GENERALES
La selección del modo de funcionamiento automático facilita
la búsqueda de los parámetros de soldadura, con el funcio-
namiento manual es posible memorizar los parámetros de
soldadura seleccionados.
1.2 MODO MANUAL
Para activar el modo de funcionamiento manual presionar la
tecla A, las señalizaciones luminosas de la izquierda se apa-
gan y se convierten en operativas las funciones evidenciadas
en la Fig. 2.
SELECCIÓN DE LAS FORMAS DE TRABAJO TECLA Q
Cada vez que se presiona la tecla se iluminan en
secuencia los led R - S - T - U, mediante estas indicaciones
el operador ve el modo de trabajo seleccionado.
TRABAJO EN POSICIÓN INDIVIDUAL
DE REGULACIÓN
Led R encendido. Programar la tensión de soldadura
mediante la manecilla P y controlar el valor en el display H.
ATENCIÓN La verdadera tensión de soldadura será visuali-
zada mediante el voltímetro C después de aproximadamen-
Fig. 2
Partes activas del funcionamiento MODO MANUAL

24
te segundos de soldadura.
Programar la velocidad de avance del hilo mediante la mane-
cilla F y controlar el valor en el display G.
Dado que en la soldadura MIG la velocidad de avance del
hilo corresponde a la corriente, pasados aproximadamente 6
segundos de soldadura, leer la corriente en el amperímetro B.
NOTA: Un ajuste de la velocidad del hilo puede suceder,
tanto en la soldadura como con el arco apagado, con el con-
mutador situado en la empuñadura de la antorcha. Esto per-
mitirá una regulación de +/- 50% respecto al valor programa-
do anteriormente.
El valor de la velocidad del hilo seleccionado mediante el
conmutador situado en la antorcha viene visualizado en el
display G y si no existen otras variaciones la máquina memo-
riza, después de 5 segundos del final de la soldadura, el
valor susodicho.
Si se utiliza una antorcha sin regulación, la tensión y la velo-
cidad del hilo deberán ser regulados mediante las manecil-
las P y F.
TRABAJO CON DOS POSICIONES DE
REGULACIÓN MEMORIZADAS
El led verde S se enciende y la máquina se predispone para
memorizar el programa A.
Con el conmutador situado en la antorcha se tiene la posibi-
lidad de memorizar dos regulaciones y de volver a llamarlas
también durante la soldadura.
Para la memorización proceder de la siguiente forma:
a) seleccionar el par de valores de tensión y de velocidad del
hilo mediante las manecillas P y F.
MEMORIZAR EL PROGRAMA A empujando antes el pul
sador V mantenerlo presionado mientras se presiona a
la izquierda el conmutador situado en el revés de la antorcha.
Mantener presionado durante por lo menos 1 segundo.
b) seleccionar el programa B empujando a la derecha y sol-
tando el conmutador situado en la antorcha. El led W se
enciende.
Seleccionar un nuevo par de valores (tensión y velocidad del
hilo).
MEMORIZAR EL PROGRAMA B empujando antes el pul
sador V a continuación mantenerlo presionado mien-
tras se presiona a la derecha el conmutador situado en el
revés de la antorcha.
Los valores memorizados en los programas A y B pueden
ser llamados de nuevo tanto durante la soldadura como con
el arco apagado, presionando a la izquierda o a la derecha
el conmutador situado en la empuñadura de la antorcha.
Estas funciones no se podrán utilizar si la antorcha no está
dotada de conmutador.
ATENCIÓN: La búsqueda de los valores de tensión y de
metros al minuto podrá ser efectuada más rápidamente,
seleccionando el modo de funcionamiento automático, ver
párrafo 1.1.1 (visualización del nivel de regulación) en este
caso, vienen inmediatamente visualizados, mediante los
display H y G las pre-programaciones de Volt. y metros al
minuto por introducir en los programas A y B.
MEMORIZACIÓN DE DOS CURVAS DE
SINERGÍA PERSONALIZADAS
Led T encendido de forma intermitente
(curva 1)
NOTA: Como especificado anteriormente las curvas de
sinergía introducidas en la parte de modo de funcionamien-
to automático no incluyen todos los hilos o todos los gases
utilizados en la soldadura. Si el operador quisiera crearse
una curva personalizada para un tipo de hilo (ej. hilo anima-
do) o también para un gas (ej. mezcla de argón/helio) que no
están incluidos en los susodichos programas, tendría la
oportunidad seleccionando estos programas.
Buscar con las manecillas P y F un par de valores de tensión
y de metros al minuto adecuados a la soldadura, empujar la
tecla V el led T deja de centellear, centellea el led T1
esto indica que el primer par de valores ha sido memorizado,
buscar un segundo par de valores y memorizarlo siempre
con la tecla V el led T1 permanecerá encendido y cen-
telleará el led T2, actuar de esta forma hasta que los led T -
T1 - T2 - T3 estarán todos encendidos.
A este punto este programa une automáticamente los 4 pun-
tos memorizados creando una curva. El operador, en la sol-
dadura, podrá moverse al interno de los parámetros memo-
rizados desde el minuto al máximo parámetro programado
por él, usando el conmutador situado en el revés de la antor-
cha. O si se posee una antorcha normal, podrá seleccionar
los puntos intermedios de la curva maniobrando con la
manecilla F. La curva nº 2 led U encendido intermitentemen-
te, tiene la misma lógica de la curva 1.
CANCELACIÓN DE UNA CURVA DE SINERGÍA
Antes de nada hay que seleccionarla con la tecla Q, en ese
caso los led T - T1 - T2 - T3 o U - U1 - U2 - U3 aparecerán
todos encendidos, presionar la tecla V y mantenerla
presionada durante al menos 6 segundos, los led de la curva
seleccionada se apagarán y volverán a centellear el led T o
el led U.
No es posible una cancelación parcial de los puntos por
tanto, durante la memorización, prestar atención a las elec-
ciones hechas para no perder los parámetros antes progra-
mados.
Se sugiere introducir el par de parámetros selecciona-
dos de forma creciente.
Los pares de tensiones y metros al minuto no podrán ser
llamados de la memoria sucesivamente con el funciona-
miento en modo automático
El mando a distancia podrá ser llevado al sitio de trabajo con
la prolongación art. 1184.

25
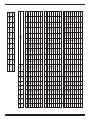
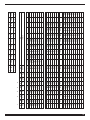
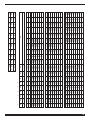
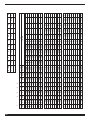
correspondiente a la regulación de los metros al minuto, el
valor de la columna 2 y con la manecilla de la pre - progra-
mación de los Volt el valor de la columna 3.
Ej. con hilo de diámetro 1,2 realizar un cordón de grosor 5
mm. con avance de la antorcha de 40 centímetros al minuto,
para esto programar 9 metros al minuto 29,5 Volt. Los valo-
res de tensión y corriente indicados en las columnas 4 y 5
pueden variar como consecuencia de la posición de la antor-
cha de soldadura.
LEYENDA
S (mm.) = grosor de soldadura
A (mm²) = es la superficie necesaria para obtener
el grosor S
L (mm.) = es el lado de la soldadura necesario
para obtener el grosor S
ø (mm.) = diámetro del hilo por utilizar
SS (mm²) = sección del hilo
V1 (m/min.) = velocidad de avance del hilo (manecilla F)
I2 (A) = corriente correspondiente a la velocidad
de avance del hilo
U2 (V) = tensión correspondiente de soldadura I2
U0 (V) = tensión por pre - programar (manecilla P)
D ( g/min.) = es el depósito para cada velocidad de
hilo del ø elegido
D1 (Kg/h) = es el depósito para cada velocidad de
hilo en una hora de trabajo
D2 (mm³/min) = es el volumen depositado al minuto en
cada velocidad de hilo
V2 (cm/min) = es la velocidad a la que el soldador
debe avanzar para obtener la sección
de soldadura S.
Atención: para evitar defectos en la soldadura evitar veloci-
dades de trabajo V2, inferiores a 25 cm/min.
2 SUGERENCIAS
Al final de este manual, queremos introducir algunas tablas
con las que el operador puede realizar cordones de ángulo
correctos en relación al grosor que debe soldar. Este tipo de
soldadura es el que cubre el 70% de las juntas realizadas.
Las programaciones de las tablas no están introducidas en
las curvas de sinergía del funcionamiento automático y son
relativas a los hilos de hierro tipo SG2 con gas AR + 20%
CO2.
Recordemos que:
1) Plano frontal en pasada individual S1 = S2
el grosor de la soldadura S debe ser igual al espesor de
la chapa.
2) Plano frontal en pasada doble S1 = S2
el grosor S de cada soldadura individual debe ser igual
al grosor de la chapa dividido por 2.
SOLDADURA EN PASADA INDIVIDUAL
Si los grosores de las dos capas no son iguales, el grosor de
la soldadura debe ser por lo menos igual al grosor mínimo de
la chapa.
SOLDADURA EN PASADA DOBLE
Si los grosores de las dos capas no son iguales, el grosor de
la soldadura debe ser por lo
menos la mitad del grosor de la chapa más delgada.
COMO USAR LAS TABLAS
En relación a lo que se ha descrito con anterioridad, buscar
el grosor de soldadura S deseado en la tabla correspondien-
te al hilo por utilizar columna 1. Elegir a continuación la velo-
cidad de ejecución V2 en la columna situada debajo y en
relación a la velocidad elegida programar con la manecilla
La página se está cargando ...
La página se está cargando ...
La página se está cargando ...
Transcripción de documentos
MANUAL DE INSTRUCCIONES PARA CAJA DE MANDOS SINERGICA Este accesorio debe ser utilizado exclusivamente con carros art. 1438 y derivados que se pueden acoplar a las soldadoras de la serie ISO MIG. Para aprovechar al máximo las posibilidades de este accesorio es necesario acoplarlo a las antorchas art. 1240 1240.20 - 1244 - 1244.20. Estas tienen un conmutador en la empuñadura que permite accionar todas las funciones que la máquina puede efectuar cuando este accesorio viene conectado. Después de haber conectado la antorcha, insertar el conector que sale de la unión de la antorcha a la toma P situada en el panel del carro art. 1438. ELECCIÓN MATERIAL - TECLA B Cada vez que viene presionada la tecla correspondiente a esta sección se ilumina el led en correspondencia del material seleccionado cuando se elige aluminio se refiere al MG 5. ELECCIÓN DEL DIÁMETRO DEL HILO - TECLA C Cada vez que se presiona la tecla correspondiente a esta sección se ilumina el led correspondiente al diámetro del hilo seleccionado. 1 PUESTA EN FUNCIONAMIENTO Enganchar el accesorio al panel anterior y fijarlo mediante el volante. Conectar el conector macho del accesorio a la toma Q del carro de arrastre. Encender la máquina y conectar el cable masa al borne central de la impedancia. ELECCIÓN DEL GAS DE PROTECCIÓN TECLA D Cada vez que se presiona la tecla correspondiente a esta sección se ilumina el led correspondiente al gas seleccionado. 1.1 SELECCIÓN DE LA FORMA DE FUNCIONAMIENTO Presionando la tecla A se activan, iluminándose, las funciones interesadas para cada forma de funcionamiento. 1.1.1 Modo automático Esta selección les permite, después de haber elegido el tipo de material, el diámetro del hilo y el gas utilizado, tener a su disposición una serie de valores preprogramados Volt y metros al minuto (tensión y velocidad del hilo) adaptos a la soldadora sin tener que buscarlos. ATENCIÓN: No todas las combinaciones son posibles sino sólo las planteadas con los programas. Ej., si se selecciona como material el aluminio, se podrán elegir sólo los diámetros 1 y 1,2 y solamente el gas Argón. Si se selecciona como material el acero inoxidable, se podrán elegir sólo los diámetros 0,8 y 1 con un solo gas Ar + 2% 02 Si se selecciona el hierro, se podrá elegir entre los diámetros 0,8, 1 y 1,2 y entre los gases CO2 - Ar + 5% CO2 - Ar 18 + 25% CO2 Fig. 1 Partes activas del funcionamiento MODO AUTOMÁTICO 22 VISUALIZACIÓN DEL NIVEL DE REGULACIÓN Para individuar inmediatamente a qué nivel está la regulación de la máquina (mínimo - máximo) ha sido introducida la barra led E. La regulación puede ser modificada antes de la soldadura mediante el conmutador situado en el revés de la antorcha. Si no se posee una antorcha del tipo descrito en la presentación, sino una normal, la regulación podrá modificarse con la manecilla F. ATENCIÓN: Cuando se mueve el nivel de regulación, la variación viene visualizada por la barra led y por los display G - H. Mientras una propone una indicación de máxima, los dos display G - H dan la exacta indicación en Volt y en metros al minuto del punto seleccionado. CORRECCIÓN DE LA TENSIÓN DE SOLDADURA Antes de encender el arco, en la regulación que han elegido, verificar que el display señale cero, si no fuese así, modificar el valor mediante la manecilla L. Verificar que el led M en correspondencia del símbolo esté encendido, si no fuese así, presionar la tecla N para encenderlo. Después del encendido del arco, el soldador valora si, para la velocidad del hilo elegida, la tensión es la correcta o hay que modificarla. La corrección de la tensión de soldadura puede llevarse a cabo tanto desde el panel, con la manecilla L (en el caso de usar antorchas comunes) o también del conmutador situado en el revés de las antorchas descritas en la presentación. En este último caso, el operador deberá presionar la tecla N de forma que se ilumine el led O correspondiente al símbolo V +/- . Ahora detenida la velocidad del hilo, puede regular la tensión de soldadura por arco encendido con el conmutador situado en el revés de la antorcha. La variación realizada, viene visualizada como cantidad de más o de menos de máximo 5 Volt por el display I y la nueva regulación de tensión, con ya la variación, será visualizada por el display H. NOTA: Es inútil maniobrar en la manecilla de preprogramación de la tensión P porque en el modo de funcionamiento automático, esta manecilla está desactivada. NOTAS GENERALES La selección del modo de funcionamiento automático facilita la búsqueda de los parámetros de soldadura, con el funcionamiento manual es posible memorizar los parámetros de soldadura seleccionados. 1.2 MODO MANUAL Para activar el modo de funcionamiento manual presionar la tecla A, las señalizaciones luminosas de la izquierda se apagan y se convierten en operativas las funciones evidenciadas en la Fig. 2. SELECCIÓN DE LAS FORMAS DE TRABAJO TECLA Q Cada vez que se presiona la tecla se iluminan en secuencia los led R - S - T - U, mediante estas indicaciones el operador ve el modo de trabajo seleccionado. TRABAJO EN POSICIÓN INDIVIDUAL DE REGULACIÓN Led R encendido. Programar la tensión de soldadura mediante la manecilla P y controlar el valor en el display H. ATENCIÓN La verdadera tensión de soldadura será visualizada mediante el voltímetro C después de aproximadamen- Fig. 2 Partes activas del funcionamiento MODO MANUAL 23 te segundos de soldadura. Programar la velocidad de avance del hilo mediante la manecilla F y controlar el valor en el display G. Dado que en la soldadura MIG la velocidad de avance del hilo corresponde a la corriente, pasados aproximadamente 6 segundos de soldadura, leer la corriente en el amperímetro B. NOTA: Un ajuste de la velocidad del hilo puede suceder, tanto en la soldadura como con el arco apagado, con el conmutador situado en la empuñadura de la antorcha. Esto permitirá una regulación de +/- 50% respecto al valor programado anteriormente. El valor de la velocidad del hilo seleccionado mediante el conmutador situado en la antorcha viene visualizado en el display G y si no existen otras variaciones la máquina memoriza, después de 5 segundos del final de la soldadura, el valor susodicho. Si se utiliza una antorcha sin regulación, la tensión y la velocidad del hilo deberán ser regulados mediante las manecillas P y F. TRABAJO CON DOS POSICIONES DE REGULACIÓN MEMORIZADAS El led verde S se enciende y la máquina se predispone para memorizar el programa A. Con el conmutador situado en la antorcha se tiene la posibilidad de memorizar dos regulaciones y de volver a llamarlas también durante la soldadura. Para la memorización proceder de la siguiente forma: a) seleccionar el par de valores de tensión y de velocidad del hilo mediante las manecillas P y F. MEMORIZACIÓN DE DOS CURVAS DE SINERGÍA PERSONALIZADAS Led T encendido de forma intermitente (curva 1) NOTA: Como especificado anteriormente las curvas de sinergía introducidas en la parte de modo de funcionamiento automático no incluyen todos los hilos o todos los gases utilizados en la soldadura. Si el operador quisiera crearse una curva personalizada para un tipo de hilo (ej. hilo animado) o también para un gas (ej. mezcla de argón/helio) que no están incluidos en los susodichos programas, tendría la oportunidad seleccionando estos programas. Buscar con las manecillas P y F un par de valores de tensión y de metros al minuto adecuados a la soldadura, empujar la tecla V el led T deja de centellear, centellea el led T1 esto indica que el primer par de valores ha sido memorizado, buscar un segundo par de valores y memorizarlo siempre con la tecla V el led T1 permanecerá encendido y centelleará el led T2, actuar de esta forma hasta que los led T T1 - T2 - T3 estarán todos encendidos. A este punto este programa une automáticamente los 4 puntos memorizados creando una curva. El operador, en la soldadura, podrá moverse al interno de los parámetros memorizados desde el minuto al máximo parámetro programado por él, usando el conmutador situado en el revés de la antorcha. O si se posee una antorcha normal, podrá seleccionar los puntos intermedios de la curva maniobrando con la manecilla F. La curva nº 2 led U encendido intermitentemente, tiene la misma lógica de la curva 1. MEMORIZAR EL PROGRAMA A empujando antes el pul sador V mantenerlo presionado mientras se presiona a la izquierda el conmutador situado en el revés de la antorcha. Mantener presionado durante por lo menos 1 segundo. b) seleccionar el programa B empujando a la derecha y soltando el conmutador situado en la antorcha. El led W se enciende. Seleccionar un nuevo par de valores (tensión y velocidad del hilo). MEMORIZAR EL PROGRAMA B empujando antes el pul sador V a continuación mantenerlo presionado mientras se presiona a la derecha el conmutador situado en el revés de la antorcha. Los valores memorizados en los programas A y B pueden ser llamados de nuevo tanto durante la soldadura como con el arco apagado, presionando a la izquierda o a la derecha el conmutador situado en la empuñadura de la antorcha. Estas funciones no se podrán utilizar si la antorcha no está dotada de conmutador. ATENCIÓN: La búsqueda de los valores de tensión y de metros al minuto podrá ser efectuada más rápidamente, seleccionando el modo de funcionamiento automático, ver párrafo 1.1.1 (visualización del nivel de regulación) en este caso, vienen inmediatamente visualizados, mediante los display H y G las pre-programaciones de Volt. y metros al minuto por introducir en los programas A y B. 24 CANCELACIÓN DE UNA CURVA DE SINERGÍA Antes de nada hay que seleccionarla con la tecla Q, en ese caso los led T - T1 - T2 - T3 o U - U1 - U2 - U3 aparecerán todos encendidos, presionar la tecla V y mantenerla presionada durante al menos 6 segundos, los led de la curva seleccionada se apagarán y volverán a centellear el led T o el led U. No es posible una cancelación parcial de los puntos por tanto, durante la memorización, prestar atención a las elecciones hechas para no perder los parámetros antes programados. Se sugiere introducir el par de parámetros seleccionados de forma creciente. Los pares de tensiones y metros al minuto no podrán ser llamados de la memoria sucesivamente con el funcionamiento en modo automático El mando a distancia podrá ser llevado al sitio de trabajo con la prolongación art. 1184. 2 SUGERENCIAS Al final de este manual, queremos introducir algunas tablas con las que el operador puede realizar cordones de ángulo correctos en relación al grosor que debe soldar. Este tipo de soldadura es el que cubre el 70% de las juntas realizadas. Las programaciones de las tablas no están introducidas en las curvas de sinergía del funcionamiento automático y son relativas a los hilos de hierro tipo SG2 con gas AR + 20% CO2. Recordemos que: 1) Plano frontal en pasada individual S1 = S2 el grosor de la soldadura S debe ser igual al espesor de la chapa. 2) Plano frontal en pasada doble S1 = S2 el grosor S de cada soldadura individual debe ser igual al grosor de la chapa dividido por 2. SOLDADURA EN PASADA INDIVIDUAL Si los grosores de las dos capas no son iguales, el grosor de la soldadura debe ser por lo menos igual al grosor mínimo de la chapa. SOLDADURA EN PASADA DOBLE Si los grosores de las dos capas no son iguales, el grosor de la soldadura debe ser por lo menos la mitad del grosor de la chapa más delgada. COMO USAR LAS TABLAS En relación a lo que se ha descrito con anterioridad, buscar el grosor de soldadura S deseado en la tabla correspondiente al hilo por utilizar columna 1. Elegir a continuación la velocidad de ejecución V2 en la columna situada debajo y en relación a la velocidad elegida programar con la manecilla correspondiente a la regulación de los metros al minuto, el valor de la columna 2 y con la manecilla de la pre - programación de los Volt el valor de la columna 3. Ej. con hilo de diámetro 1,2 realizar un cordón de grosor 5 mm. con avance de la antorcha de 40 centímetros al minuto, para esto programar 9 metros al minuto 29,5 Volt. Los valores de tensión y corriente indicados en las columnas 4 y 5 pueden variar como consecuencia de la posición de la antorcha de soldadura. LEYENDA S (mm.) A (mm²) L (mm.) ø (mm.) SS (mm²) V1 (m/min.) I2 (A) U2 (V) U0 (V) D ( g/min.) D1 (Kg/h) D2 (mm³/min) V2 (cm/min) = grosor de soldadura = es la superficie necesaria para obtener el grosor S = es el lado de la soldadura necesario para obtener el grosor S = diámetro del hilo por utilizar = sección del hilo = velocidad de avance del hilo (manecilla F) = corriente correspondiente a la velocidad de avance del hilo = tensión correspondiente de soldadura I2 = tensión por pre - programar (manecilla P) = es el depósito para cada velocidad de hilo del ø elegido = es el depósito para cada velocidad de hilo en una hora de trabajo = es el volumen depositado al minuto en cada velocidad de hilo = es la velocidad a la que el soldador debe avanzar para obtener la sección de soldadura S. Atención: para evitar defectos en la soldadura evitar velocidades de trabajo V2, inferiores a 25 cm/min. 25-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28




























Cebora 206 Digital 2 Manual de usuario
- Categoría
- Sistema de soldadura
- Tipo
- Manual de usuario
En otros idiomas
- français: Cebora 206 Digital 2 Manuel utilisateur
- italiano: Cebora 206 Digital 2 Manuale utente
- English: Cebora 206 Digital 2 User manual
- Deutsch: Cebora 206 Digital 2 Benutzerhandbuch
Documentos relacionados
-
Cebora 227 Digibox MIG P4 Manual de usuario
-
-
-
-
-
-