Lincoln Electric Core PAK 125 Guía del usuario
- Categoría
- Sistema de soldadura
- Tipo
- Guía del usuario
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...

Manual del Operador
ALIMENTADOR DE ALAMBRE SOLDADORA
Para usarse con máquinas con Números de Código:
11631 por 11639 and 12100 thru
12107

i-SP
SEGURIDAD
i-SP
Para equipos accionados
por MOTOR.
1.a.
Apagar el motor antes de hacer trabajos de localización de
averías y de mantenimiento, salvo en el caso que el trabajo
de mantenimiento requiera que el motor esté funcionando.
____________________________________________________
1.b.Los motores deben funcionar en lugares
abiertos bien ventilados, o expulsar los gases
de escape del motor al exterior.
____________________________________________________
1.c. No cargar combustible cerca de un arco de
soldadura cuando el motor esté funcionando.
Apagar el motor y dejar que se enfríe antes
de rellenar de combustible para impedir que
el combustible derramado se vaporice al
quedar en contacto con las piezas del motor
caliente. No derramar combustible al llenar el
tanque. Si se derrama, limpiarlo con un trapo
y no arrancar el motor hasta que los vapores
se hayan eliminado.
____________________________________________________
1.d. Mantener todos los protectores, cubiertas y dispositivos de
seguridad del equipo en su lugar y en buenas condiciones. No
acercar las manos, cabello, ropa y herramientas a las correas en
V, engranajes, ventiladores y todas las demás piezas móviles
durante el arranque, funcionamiento o reparación del equipo.
____________________________________________________
1.e. En algunos casos puede ser necesario quitar los protectores
para hacer algún trabajo de mantenimiento requerido. Quitarlos
solamente cuando sea necesario y volver a colocarlos después
de terminado el trabajo de mantenimiento. Tener siempre el
máximo cuidado cuando se trabaje cerca de piezas en
movimiento.
___________________________________________________
1.f. No poner las manos cerca del ventilador del
motor. No tratar de sobrecontrolar el regu-
lador de velocidad en vacío empujando las
varillas de control del acelerador mientras el
motor está funcionando.
___________________________________________________
1.g. Para impedir el arranque accidental de los motores de
gasolina mientras se hace girar el motor o generador de la
soldadura durante el trabajo de mantenimiento, desconectar
los cables de las bujías, tapa del distribuidor o cable del
magneto, según corresponda.
LA SOLDADURA AL ARCO PUEDE SER PELIGROSA. PROTEJASE USTED Y A LOS DEMAS CONTRA
POSIBLES LESIONES DE DIFERENTE GRAVEDAD, INCLUSO MORTALES. NO PERMITA QUE LOS NIÑOS
SE ACERQUEN AL EQUIPO. LAS PERSONAS CON MARCAPASOS DEBEN CONSULTAR A SU MEDICO
ANTES DE USAR ESTE EQUIPO.
Lea y entienda los siguientes mensajes de seguridad. Para más información acerca de la seguridad, se recomienda comprar un ejemplar
de "Safety in Welding & Cutting - ANIS Standard Z49.1" de la Sociedad Norteamericana de Soldadura, P.O. Box 351040, Miami, Florida
33135 ó CSA Norma W117.2-1974. Un ejemplar gratis del folleto "Arc Welding Safety" (Seguridad de la soldadura al arco) E205 está disponible
de Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.
ASEGURESE QUE TODOS LOS TRABAJOS DE INSTALACION, FUNCIONAMIENTO, MANTENIMIENTO Y
REPARACION SEAN HECHOS POR PERSONAS CAPACITADAS PARA ELLO.
ADVERTENCIA
LOS CAMPOS ELECTRICOS
Y MAGNETICOS pueden
ser peligrosos
2.a. La corriente eléctrica que circula a través de un conductor origi-
na campos eléctricos y magnéticos (EMF) localizados. La corri-
ente de soldadura crea campos EMF alrededor de los cables y
los equipos de soldadura.
2.b. Los campos EMF pueden interferir con los marcapasos y en
otros equipos médicos individuales, de manera que los
operarios que utilicen estos aparatos deben consultar a su
médico antes de trabajar con una máquina de soldar.
2.c. La exposición a los campos EMF en soldadura puede tener
otros efectos sobre la salud que se desconocen.
2.d. Todo soldador debe emplear los procedimientos siguientes para
reducir al mínimo la exposición a los campos EMF del circuito
de soldadura:
2.d.1. Pasar los cables de pinza y de trabajo juntos -
Encintarlos juntos siempre que sea posible.
2.d.2. Nunca enrollarse el cable de electrodo alrededor del
cuerpo.
2.d.3. No colocar el cuerpo entre los cables de electrodo y
trabajo. Si el cable del electrodo está en el lado derecho,
el cable de trabajotambién debe estar en el lado derecho.
2.d.4. Conectar el cable de trabajo a la pieza de trabajo lo más
cerca posible del área que se va a soldar.
2.d.5. No trabajar al lado de la fuente de corriente.
1.h. Para evitar quemarse con agua caliente,
no quitar la tapa a presión del radiador
mientras el motor está caliente.
ADVERTENCIA DE LA LEY 65 DE CALIFORNIA
En el es ta do de Ca li for nia, se con si de ra a las emi sio nes
del motor de die sel y al gu nos de sus com po nen tes
como da ñi nas para la salud, ya que pro vo can cán cer,
de fec tos de na ci mien to y otros daños re pro duc ti vos.
Las emi sio nes de este tipo de pro duc tos con tie nen
químicos que, para el es ta do de Ca li for nia, pro vo can
cáncer, de fec tos de na ci mien to y otros daños
reproduc tivos.
Lo anterior aplica a los motores Diesel
Lo anterior aplica a los motores de gasolina

MANUAL DE OPERACIÓN
ii-SP
SEGURIDAD
ii-SP
Los RAYOS DEL ARCO
pueden quemar.
4.a.
Colocarse una pantalla de protección con el fil-
tro adecuado para protegerse los ojos de las
chispas y rayos del arco cuando se suelde o
se observe un soldadura por arco abierto.
Cristal y pantalla han de satisfacer las normas
ANSI Z87.I.
4.b. Usar ropa adecuada hecha de material resistente a la flama
durable para protegerse la piel propia y la de los ayudantes de
los rayos del arco.
4.c. Proteger a otras personas que se encuentren cerca del arco,
y/o advertirles que no miren directamente al arco ni se
expongan a los rayos del arco o a las salpicaduras.
La DESCARGA ELÉCTRICA
puede causar la muerte.
3.a.
Los circuitos del electrodo y de trabajo están
eléctricamente con tensión cuando el equipo
de soldadura está encendido. No tocar esas
piezas con tensión con la piel desnuda o con
ropa mojada. Usar guantes secos sin agujeros
para aislar las manos.
3.b. Aislarse del circuito de trabajo y de tierra con la ayuda de
material aislante seco. Asegurarse de que el aislante es suficiente
para protegerle completamente de todo contacto físico con el cir-
cuito de trabajo y tierra.
Además de las medidas de seguridad normales, si es
necesario soldar en condiciones eléctricamente
peligrosas (en lugares húmedos o mientras se está
usando ropa mojada; en las estructuras metálicas tales
como suelos, emparrillados o andamios; estando en
posiciones apretujadas tales como sentado, arrodillado o
acostado, si existe un gran riesgo de que ocurra contacto
inevitable o accidental con la pieza de trabajo o con tierra,
usar el equipo siguiente:
• Equipo de soldadura semiautomática de C.C. a tensión
constante.
• Equipo de soldadura manual C.C.
• Equipo de soldadura de C.A. con control de voltaje
reducido.
3.c. En la soldadura semiautomática o automática con alambre
continuo, el electrodo, carrete de alambre, cabezal de
soldadura, boquilla o pistola para soldar semiautomática
también están eléctricamente con tensión.
3.d. Asegurar siempre que el cable de trabajo tenga una buena
conexión eléctrica con el metal que se está soldando. La
conexión debe ser lo más cercana posible al área donde se va a
soldar.
3.e. Conectar el trabajo o metal que se va a soldar a una buena
toma de tierra eléctrica.
3.f. Mantener el portaelectrodo, pinza de trabajo, cable de soldadura
y equipo de soldadura en unas condiciones de trabajo buenas
y seguras. Cambiar el aislante si está dañado.
3.g. Nunca sumergir el electrodo en agua para enfriarlo.
3.h. Nunca tocar simultáneamente la piezas con tensión de los
portaelectrodos conectados a dos equipos de soldadura
porque el voltaje entre los dos puede ser el total de la tensión
en vacío de ambos equipos.
3.i. Cuando se trabaje en alturas, usar un cinturón de seguridad
para protegerse de una caída si hubiera descarga eléctrica.
3.j. Ver también 6.c. y 8.
Los HUMOS Y GASES
pueden ser peligrosos.
5.a. La soldadura puede producir humos y gases
peligrosos para la salud. Evite respirarlos.
Durante la soldadura, mantenga la cabeza aleja-
da de los humos. Utilice ventilación y/o extrac-
ción de humos junto al arco para mantener los humos y gases
alejados de la zona de respiración. Cuando se suelda con elec-
trodos que requieren ventilación especial (Ver instrucciones
en el contenedor o la MSDS) o cuando se suelda con chapa
galvanizada u otros metales o revestimeintos que producen
humos tóxicos, evite exponerse lo más posible y dentro de
los límites aplicables según OSHA PEL y ACGIH TLV uti-
lizando un sistema de ventilación de extracción o mecánica
local. En espacios confinados y a la intemperie, puede ser
necesario el uso de respiración asistida. Asimismo se deben
tomar precauciones al soldar con acero galvanizado.
5.b. La operación de equipo de control de humos de soldadura se
ve afectada por diversos factores incluyendo el uso adecuado
y el posicionamiento del equipo así como el procedimiento de
soldadura específico y la aplicación utilizada. El nivel de
exposición del trabajador deberá ser verificado durante la
instalación y después periodicamente a fin de asegurar que
está dentro de los límites OSHA PEL y ACGIH TLV
permisibles.
5.c No soldar en lugares cerca de una fuente de vapores de
hidrocarburos clorados provenientes de las operaciones de
desengrase, limpieza o pulverización. El calor y los rayos del
arco puede reaccionar con los vapores de solventes para
formar fosgeno, un gas altamente tóxico, y otros productos
irritantes.
5.c. Los gases protectores usados para la soldadura por arco
pueden desplazar el aire y causar lesiones graves, incluso la
muerte. Tenga siempre suficiente ventilación, especialmente
en las áreas confinadas, para tener la seguridad de que se
respira aire fresco.
5.d. Lea atentamente las instrucciones del fabricante de este
equipo y el material consumible que se va a usar, incluyendo la
hoja de datos de seguridad del material (MSDS) y siga las
reglas de seguridad del empleado, distribuidor de material de
soldadura o del fabricante.
5.e. Ver también 1.b.

iii-SP
SEGURIDAD
iii-SP
PARA equipos
ELÉCTRICOS
8.a. Cortar la electricidad entrante usando el inter-
ruptor de desconexión en la caja de fusibles
antes de trabajar en el equipo.
8.b. Conectar el equipo a la red de acuerdo con U.S. National
Electrical Code, todos los códigos y las recomendaciones del
fabricante.
8.c. Conectar el equipo a tierra de acuerdo con U.S. National
Electrical Code, todos los códigos y las recomendaciones del
fabricante.
La BOTELLA de gas
puede explotar si está
dañada.
7.a.
Emplear únicamente botellas que con-
tengan el gas de protección adecuado
para el proceso utilizado, y reguladores
en buenas condiciones de funcionamiento diseñados para el
tipo de gas y la presión utilizados. Todas las mangueras,
rácores, etc. deben ser adecuados para la aplicación y estar
en buenas condiciones.
7.b. Mantener siempre las botellas en posición vertical sujetas
firmemente con una cadena a la parte inferior del carro o a un
soporte fijo.
7.c. Las botellas de gas deben estar ubicadas:
• Lejos de las áreas donde puedan ser golpeados o estén
sujetos a daño físico.
• A una distancia segura de las operaciones de corte o
soldadura por arco y de cualquier fuente de calor, chispas o
llamas.
7.d. Nunca permitir que el electrodo, portaelectrodo o cualquier otra
pieza con tensión toque la botella de gas.
7.e. Mantener la cabeza y la cara lejos de la salida de la válvula de
la botella de gas cuando se abra.
7.f. Los capuchones de protección de la válvula siempre deben
estar colocados y apretados a mano, excepto cuando la botella
está en uso o conectada para uso.
7.g. Leer y seguir las instrucciones de manipulación en las botellas
de gas y el equipamiento asociado, y la publicación P-I de
CGA, “Precauciones para un Manejo Seguro de los Gases
Comprimidos en los Cilindros“, publicado por Compressed Gas
Association 1235 Jefferson Davis Highway, Arlington, VA
22202.
Las CHISPAS DE
SOLDADURA pueden
provocar un incendio o
una explosión.
6.a.
Quitar todas las cosas que presenten riesgo de incendio del
lugar de soldadura. Si esto no es posible, taparlas para
impedir que las chispas de la soldadura inicien un incendio.
Recordar que las chispas y los materiales calientes de la
soldadura puede pasar fácilmente por las grietas pequeñas
y aberturas adyacentes al área. No soldar cerca de tuberías
hidráulicas. Tener un extintor de incendios a mano.
6.b. En los lugares donde se van a usar gases comprimidos, se
deben tomar precauciones especiales para prevenir
situaciones de riesgo. Consultar “Seguridad en Soldadura y
Corte“ (ANSI Estándar Z49.1) y la información de operación
para el equipo que se esté utilizando.
6.c Cuando no esté soldando, asegúrese de que ninguna parte del
circuito del electrodo haga contacto con el trabajo o tierra. El
contacto accidental podría ocasionar sobrecalentamiento de la
máquina y riesgo de incendio.
6.d. No calentar, cortar o soldar tanques, tambores o contenedores
hasta haber tomado los pasos necesarios para asegurar que
tales procedimientos no van a causar vapores inflamables o
tóxicos de las sustancias en su interior. Pueden causar una
explosión incluso después de haberse “limpiado”. Para más
información, consultar “Recommended Safe Practices for the
Preparation for Welding and Cutting of Containers and Piping
That Have Held Hazardous Substances”, AWS F4.1 de la
American Welding Society .
6.e. Ventilar las piezas fundidas huecas o contenedores antes de
calentar, cortar o soldar. Pueden explotar.
6.f. Las chispas y salpicaduras son lanzadas por el arco de
soldadura. Usar ropa adecuada que proteja, libre de aceites,
como guantes de cuero, camisa gruesa, pantalones sin bastillas,
zapatos de caña alta y una gorra. Ponerse tapones en los oídos
cuando se suelde fuera de posición o en lugares confinados.
Siempre usar gafas protectoras con protecciones laterales
cuando se esté en un área de soldadura.
6.g. Conectar el cable de trabajo a la pieza tan cerca del área de
soldadura como sea posible. Los cables de la pieza de trabajo
conectados a la estructura del edificio o a otros lugares
alejados del área de soldadura aumentan la posibilidad de que
la corriente para soldar traspase a otros circuitos alternativos
como cadenas y cables de elevación. Esto puede crear riesgos
de incendio o sobrecalentar estas cadenas o cables de izar
hasta hacer que fallen.
6.h. Ver también 1.c.
6.i. Lea y siga el NFPA 51B “ Estándar para Prevención de
Incendios Durante la Soldadura, Corte y otros Trabajos
Calientes”, disponible de NFPA, 1 Batterymarch Park, PO box
9101, Quincy, Ma 022690-9101.
6.j. No utilice una fuente de poder de soldadura para
descongelación de tuberías.
Visite http://www.lincolnelectric.com/safety para obtener información adicional.

v-SPv-SP
Gracias
por seleccionar un producto de CALIDAD fabricado por Lincoln Electric.
Queremos que esté orgulloso al operar este producto de Lincoln Electric
Company ••• tan orgulloso como lo estamos nosotros al ofrecerle este producto.
Lea este Manual de Instrucciones completamente antes de empezar a trabajar con este equipo. Guarde este
manual y téngalo a mano para cualquier consulta rápida. Ponga especial atención a las diferentes consignas de
seguridad que aparecen a lo largo de este manual, por su propia seguridad. El grado de importancia a consider-
ar en cada caso se indica a continuación.
ADVERTENCIA
Este mensaje aparece cuando la información que acompaña debe ser seguida exactamente para evitar
daños personales graves incluso la pérdida de la vida.
Este mensaje aparece cuando la información que acompaña debe ser seguida para evitar daños personales
menos graves o daños a este equipo.
PRECAUCIÓN
Favor de Examinar Inmediatamente el Cartón y el Equipo para Verificar
si Existe Algún Daño.
Cuando este equipo se envía, el título pasa al comprador en el momento que éste recibe el producto del transportista. Por lo tanto,
las reclamaciones por material dañado en el envío las debe realizar el comprador en contra de la compañía de transporte en el
momento en el que recibe la mercancía.
Por favor registre la información de identificación del equipo que se presenta a continuación para referencia futura. Esta informa-
ción se puede encontrar en la placa de identificación de la máquina.
Producto ________________________________________________________________________________________________
Número de modelo ________________________________________________________________________________________
Número de código o código de fecha___________________________________________________________________________
Número de serie___________________________________________________________________________________________
Fecha de compra__________________________________________________________________________________________
Lugar de compra__________________________________________________________________________________________
En cualquier momento en que usted solicite alguna refacción o información acerca de este equipo proporcione
siempre la información que se registró anteriormente.
Registro del Producto en línea.
- Registre su máquina con Lincoln Electric ya sea vía fax o a través de Internet.
• Para envío vía fax: Llene la forma en la parte posterior de la declaración de garantía incluida en el paquete de literatura
que acompaña esta máquina y envíe por fax la forma de acuerdo con las instrucciones impresas en
ella.
• Para registro en línea: Visite nuestro SITIO WEB en www.lincolnelectric.com. Seleccione "Vínculos Rápidos" y
después "Registro de Producto". Por favor llene la forma y presente su registro.
POLÍTICA DE ASISTENCIA AL CLIENTE
El negocio de la Lincoln Electric Company es fabricar y vender equipo de soldadura, consumibles y equipo de corte de alta cali-
dad, Nuestro reto es satisfacer las necesidades de nuestros clientes y exceder sus expectativas. A veces, los compradores
pueden pedir consejo o información a Lincoln Electric sobre el uso de sus productos. Les respondemos con base en la mejor
información que tengamos en ese momento. Lincoln Electric no está en posición de garantizar o avalar dicho consejo, y no asume
ninguna responsabilidad con respecto a dicha información o guía. Expresamente declinamos cualquier garantía de cualquier tipo,
incluyendo cualquier garantía de conveniencia para el fin particular de algún cliente, con respecto a dicha información o consejo.
Como un asunto de consideración práctica, tampoco podemos asumir ninguna responsabilidad por actualizar o corregir dicha
información o consejo una vez que se ha dado, ni tampoco el hecho de proporcionar la información o consejo crea, amplía o altera
ninguna garantía en relación con la venta de nuestros productos.
Lincoln Electric es un fabricante responsable, pero la selección y uso de productos específicos vendidos por el mismo está única-
mente dentro del control del cliente, y permanece su sola responsabilidad. Varias variables más allá del control de Lincoln Electric
afectan los resultados obtenidos al aplicar estos tipos de métodos de fabricación y requerimientos de servicio.
Sujeto a Cambio – Esta información es precisa en nuestro mejor leal saber y entender al momento de la impresión. Sírvase con-
sultar www.lincolnelectric.com para cualquier información actualizada.
MANUAL DE OPERACIÓN

TABLA DE CONTENIDO
Instalación . . . . . . . . . . . . . . . . . . .Sección A
Especificaciones Técnicas . . . . . . . . .A-1, A-2
Precauciones de Seguridad . . . . . . . . . . .A-2
Selección de una Ubicación Adecuada .A-2
Estibación . . . . . . . . . . . . . . . . . . . . . . . .A-2
Inclinación . . . . . . . . . . . . . . . . . . . . . . . .A-2
Identificación y Ubicación de los Componentes
for 180 Amp and 140 Amp Units . . . . . . .A-3
Identificación y Ubicación de los Componentes
for 125 Amp Flux Core Unit . . . . . . . . . .A-3
Operación . . . . . . . . . . . . . . . . . . .Sección B
Seguridad y Descripción del Producto . . .B-1
Controles y Configuraciones . . . . . . .B-2, B-3
Rodillo Impulsor y Tabla de Guías de Alambre
B-4
Preparación y Realización de una
Soldadura deAlambre Tubular . . .B-4 a B-6
Preparación y Realización de una Soldadura
MIG e Instalación del Gas ProtectorB-7 a B-
10
Preparación y Realización de una Soldadura de
Aluminio
. . . . . . . . . . . . . . . . . . . . . . . . . . .B-11 .
Accesorios .
. . . . . . . . . . . . . . . . .Sección C
Accesorios Opcionales . . . . . . . . . . . . . . .C-1
Carros Utilitarios . . . . . . . . . . . . . . . .C-2, C-3
Mantenimiento . . . . . . . . . . . . . . .Sección D
Precauciones de Seguridad . . . . . . . . . . .D-1
Compartimiento de Alimentación de Alambre,
Motor del Ventilador, Mantenimiento del
Carrete de
Alambre . . . . . . . . . . . . . . . . . . . . . . . .D-1
Mantenimiento de la Pistola y Cable . . . . .D-2
Protección contra Sobrecarga . . . . . . . . . .D-2
Procedimientos de Reemplazo de
Componentes . . . . . . . . . . . . . . . . . . . . . . .D-2
Localización de Averías . . . . . . . .Sección E
Precauciones de Seguridad . . . . . . . . . . .E-1
Cómo Utilizar la Guía de Localización de
Averías . . . . . . . . . . . . . . . . . . . . . . . . . . . .E-1
Guía de Localización de Averías . . .E-2 a E-3
D
iagrama de Cableado & Dibujo de Dimensi
ón.
Sección F
Páginas de las Piezas . . . . . .P-532, P-202-E

A-1-SP
INSTALACIÓN
SOLDADORAS DE ALIMENTACION DE ALAMBRE (125, 140, 180 MODELOS)
A-1-SP
ESPECIFICACIONES TÉCNICAS
Unidades de 180 Amps
(K2481-1, K2515-1 , K2659-1, K2689-1 , K2698-1)
ENTRADA - MONOFÁSICA SOLAMENTE
SALIDA NOMINAL
SALIDA
Voltaje/Frecuencia Estándar Corriente de Entrada
230 V 60 Hz 20 Amps a salida nominal
208 V 60 Hz 20 Amps a salida nominal
Voltaje/Ciclo de Trabajo
Corriente Voltaje a Amperes Nominales
230 V 30% 130 Amps 20
208 V 30% 130 Amps 17
Rango de Corriente de Soldadura Voltaje de Circuito Abierto Rango de Velocidad de Alambre
30-180 Amps 34 V 50 - 500 pulg/min.
(1.3 - 12.7 m/min.)
Voltaje/Frecuencia de Entrada Tamaño de Fusible o Interruptor
1
Amps de Entrada Cable de Alimentación
230 V 60 Hz Quemado lento de 40 Amps 20 50 Amp, 250 V,
Enchufe de Tres Entradas
(Tipo NEMA 6-50P)
TAMAÑOS RECOMENDADOS DE CABLES DE ENTRADA Y FUSIBLES
Altura Ancho Profundidad Peso
13.7 pulg. 10.15 pulg. 17.9 pulg. 64 Ibs
347 mm 258 mm 454 mm 29 kg
DIMENSIONES FÍSICAS
1
Si se conecta a un circuito protegido por fusibles, utilice el Fusible de Demora de Tiempo marcado con una “D”.
Unidades de 140 Amps (K2480-1, K2514-1, K2658-1, K2688-1, K2697-1)
ENTRADA - MONOFÁSICA SOLAMENTE
SALIDA NOMINAL
SALIDA
Voltaje/Frecuencia Estándar Corriente de Entrada
120 V / 60 Hz 20 Amps a salida nominal
Voltaje/Ciclo de Trabajo
Corriente Voltaje a Amperes Nominales
Ciclo de Trabajo del 20% 90 Amps 19.5
Rango de Corriente de Soldadura Voltaje de Circuito Abierto Rango de Velocidad de Alambre
30-140 Amps 33 V 50 - 500 pulg./min.
(1.3 - 12.7 m/min.)
Voltaje/Frecuencia Tamaño de Fusible Amps de Entrada Cable de Alimentación Cable de Extensión
de Entrada o Interruptor
1,2
120 V 60 Hz 20 Amp 20 15 Amps, 250 V, AWG de 3 Conductores #12
Enchufe de Tres Entradas 4(mm
2
) o mayor
(Tipo NEMA 5-15P) Hasta 15.2m (50 pies)
TAMAÑOS RECOMENDADOS DE CABLES DE ENTRADA Y FUSIBLES
Altura Ancho Profundidad Peso
13.7 pulg. 10.15 pulg. 17.9 pulg. 54 Ibs
347 mm 258 mm 454 mm 24.5 kg
DIMENSIONES FÍSICAS
1
Si se conecta a un circuito protegido por fusibles, utilice el Fusible de Demora de Tiempo marcado con una “D”.
MANUAL DE OPERACIÓN

A-2-SP
INSTALACIÓN
SOLDADORAS DE ALIMENTACION DE ALAMBRE (125, 140, 180 MODELOS)
A-2-SP
ESPECIFICACIONES TÉCNICAS Unidades de
125 Amp (K2479-1, K2513-1, K2696-1, K2699-1 K2785-1)
ENTRADA - MONOFÁSICA SOLAMENTE
SALIDA NOMINAL
SALIDA
Voltaje/Frecuencia Estándar Corriente de Entrada
120 V / 60 Hz 20 Amps a salida nominal
Voltaje/Ciclo de Trabajo
Corriente Voltaje a Amperes Nominales
Ciclo de Trabajo del 20% 90 Amps 19
Rango de Corriente de Soldadura Voltaje de Circuito Abierto Rango de Velocidad de Alambre
30-125 Amps 33 V 50 - 500 pulg./min.
(1.3 - 12.7 m/min.)
Voltaje/Frecuencia Tamaño de Fusible Amps de Entrada Cable de Alimentación Cable de Extensión
de Entrada o Interruptor
1,2
120 V 60 Hz 20 Amp 20 15 Amps, 250 V, AWG de 3 Conductores #12
Enchufe de Tres Entradas 4(mm
2
) o mayor
(Tipo NEMA 5-15P) Hasta 15.2m (50 pies)
TAMAÑOS RECOMENDADOS DE CABLES DE ENTRADA Y FUSIBLES
Altura Ancho Profundidad Peso
13.7 pulg. 10.15 pulg. 17.9 pulg. 48 Ibs
347 mm 258 mm 454 mm 21.7 kg
DIMENSIONES FÍSICAS
1
Si se conecta a un circuito protegido por fusibles, utilice el Fusible de Demora de Tiempo marcado con una “D”.
2
Requisitos para la salida máxima
Para utilizar la capacidad máxima de la salida de la máquina, un circuito del rama capaz de 25 amperios en
120 voltios, 60 Hertz se requieren.
SELECCIÓN DE UNA UBICACIÓN
ADECUADA
Coloque la soldadora en un lugar seco donde haya
libre circulación de aire limpio hacia adentro de las
rejillas en la parte posterior y hacia el frente de la
unidad. Una ubicación que minimiza la cantidad de
humo y suciedad que entra en las rejillas traseras
reduce la posibilidad de acumular suciedad que
pudiera bloquear los pasajes de aire y provocar
sobrecalentamiento.
ESTIBACIÓN
La SOLDADORA DE ALIMENTACION DE ALAMBRE
(MODELOS 125, 140, 180) no puede estibarse.
INCLINACIÓN
Cada máquina debe colocarse directamente sobre
una superficie segura y nivelada o sobre un carro
recomendado. La máquina puede caerse si no se
sigue este procedimiento.
Lea toda la sección de instalación antes de
empezar la misma.
PRECAUCIONES DE SEGURIDAD
La DESCARGA ELÉCTRICA
puede causar la muerte.
• Sólo personal calificado puede realizar
esta instalación.
• Sólo el personal que haya leído y com-
prendido el Manual de Operación de las
SOLDADORAS DE ALIMENTACION DE
ALAMBRE deberá instalar y operar este
equipo.
• La máquina debe enchufarse a un
receptáculo que esté aterrizado con-
forme a cualquier código nacional,
local o cualquier otro que aplique.
• El interruptor de encendido de las SOL-
DADORAS DE ALIMENTACION DE
ALAMBRE deberá estar en la posición
de APAGADO (“O”) cuando se instale
el cable de trabajo y pistola, y cuando
se conecte el cable de alimentación a la
alimentación.
ADVERTENCIA

A-3-SP
INSTALACIÓN
SOLDADORAS DE ALIMENTACION DE ALAMBRE (125, 140, 180 MODELOS)
A-3-SP
COMPONENTES INCLUIDOS
• Soldadora
de Alimenta-
dor de
Alambre
• Cable de Trabajo y Pinza.
• P
istola de Soldadura Magnum 100L
.
•
3 Puntas de Contacto 0.035 (1
instalada en la pistola de soldadura).
• 3 Puntas de Contacto 0.025.
• Carrete de Alambre Tubular
Innershield NR-211MP de 0.035
de diámetro.
• Carrete de Alambre MIG L-56 de
0.025 de diámetro.
• Rodillo Impulsor • Rodillo Impulsor
Suave 0.025/.030 Suave 0.035
• Rodillo Impulsor
Estriado .030 -
.045 (Instalado
en la Máquina))
.025
.025
.025
.035
.035
NR-211 MP
WIRE
L-56 MIG
•
Pistola de Soldadura Magnum 100L.
• 3 Puntas de Contacto 0.035
(1 instalada en la
pistola de soldadura).
• Carrete de Alambre Tubular
Innershield NR-211MP de 0.035
de diámetro.
• Rodillo Impulsor Estriado .030 -
.045 (Instalado en
la Máquina)
• Protector
manual
• Tobera de Pistola Sin Gas
Autoprotegida Negra (Instalada
en la Pistola de Soldadura)
• Adaptador de Eje de 2” (Para un
Carrete de Alambre de 8”)• Aprenda
a Soldar (Manual LTW1)
• DVD
IDENTIFICACIÓN Y LOCALIZACIÓN
DE COMPONENTES
para Unidades de 140 AMP y 180 AMP
.035
.035
.035 NR-211 MP
F
L
U
X
-
C
O
R
E
D
W
I
R
E
LTW1
DVD
ADAPTADOR DE EJE DE 2"
(PARA UN CARRETE DE ALAMBRE DE 8")
"APRENDA A SOLDAR"
LINCOLN
ELECTRIC
®
• Protector manual*
*Handshield no disponible
en el código 11658.
• Tobera de Pistola Sin Gas
Autoprotegida Negra (Instalada
en la Pistola de Soldadura)
• Tobera de Pistola con Gas MIG
de Bronce
• Adaptador de Eje de 2” (Para un
Carrete de Alambre de 8”)
• Regulador
• Manguera de Gas
• Aprenda a Soldar (Manual LTW1)
• DVD
COMPONENTES INCLUIDOS
• Soldadora de
Alimentador
de Alambre
• Cable de Trabajo y Pinza.
LINCOLN
ELECTRIC
®
LTW1
"L E ARN TO WEL D"
DVD
GAS HOSE
REGULATOR
2" SPINDLE ADAPTER (FOR 8" REEL OF WIRE)
IDENTIFICACIÓN Y LOCALIZACIÓN
DE COMPONENTES
para UNIDAD AUTOPROTEGIDA DE
125 AMP
MANUAL DE OPERACIÓN

B-1-SP
OPERACIÓN
B-1-SP
SOLDADORAS DE ALIMENTACION DE ALAMBRE (125, 140, 180 MODELOS)
ABREVIATURAS DE SOLDADURA COMUNES
GMAW (MIG)
• Soldadura de Arco Metálico con Gas
FCAW (Innershield or Outershield)
• Soldadura de Arco Tubular
DESCRIPCIÓN DEL PRODUCTO (CAPACI-
DADES DEL PRODUCTO)
Estas pequeñas soldadoras de alimentación de alam-
bre portátiles son capaces de soldadura MIG en
acero, acero inoxidable y aluminio. También son
capaces de soldadura de alambre tubular en acero
suave.
La soldadura MIG significa soldadura con Gas Inerte
Metálico y requiere una botella separada de gas pro-
tector para proteger la soldadura hasta que se enfría.
Es posible adquirir gas protector adecuado con base
en el tipo de material que está soldando de su dis-
tribuidor local de gas de soldadura. La soldadura MIG
es ideal para soldar en materiales más delgados y
limpios cuando se requiere una soldadura de aparien-
cia cosmética excelente y muy limpia. Un ejemplo
podrían ser los páneles de carrocerías automotrices.
La soldadura tubular/autoprotegida no requiere gas
protector separado para proteger la soldadura, ya que
cuenta con aditivos especiales conocidos como fun-
dentes para proteger a la soldadura hasta que se
enfría. La Soldadura de Alambre Tubular es ideal
para materiales medianamente o muy gruesos, y para
soldar en acero pintado u oxidado. Este tipo de sol-
dadura es también ideal en aplicaciones al aire libre
donde las condiciones de viento pueden alejar el gas
protector MIG de la soldadura. La soldadura de alam-
bre tubular produce una soldadura de buena aparien-
cia pero no excelente como la MIG.
Su máquina incluye los elementos necesarios para
soldar en acero con el proceso de soldadura MIG o el
de alambre tubular. Para soldar en acero inoxidable,
es posible adquirir en forma separada un alambre de
soldadura de acero inoxidable opcional. Esta
máquina puede soldar aluminio utilizando un alambre
de soldadura de aluminio 4043 de 0.035 de diámetro.
Ya que el alambre de soldadura de aluminio es
suave, se recomienda una antorcha “Spool Gun” de
aluminio para mejores resultados. Dentro de la puer-
ta de la máquina se localiza una etiqueta que propor-
ciona sugerencias de configuraciones de soldadura.
Lea toda la sección de operación antes
de operar la SOLDADORAS DE ALI-
MENTACION DE ALAMBRE.
La DESCARGA ELÉCTRICA
puede causar la muerte.
• No toque partes eléctricamente
vivas o electrodos con la piel o
ropa mojada. Aíslese del trabajo y
tierra.
• Siempre use guantes aislantes
secos.
Los HUMOS Y GASES
pueden resultar peligrosos.
• Mantenga su cabeza alejada de
los humos.
• Use ventilación o escape para
eliminar los humos de la zona de
respiración.
Las CHISPAS DE SOLDADU-
RA pueden provocar un
incendio o explosión.
• Mantenga lejos el material inflam-
able.
• No suelde en contenedores cerra-
dos.
Los RAYOS DEL ARCO
pueden quemar.
• Utilice protección para los ojos,
oídos y cuerpo.
Observe la información de seguridad a lo
largo de este manual.
------------------------------------------------------------
ADVERTENCIA

B-2-SP
OPERACIÓN
B-2-SP
SOLDADORAS DE ALIMENTACION DE ALAMBRE (125, 140, 180 MODELOS)
CONTROLES Y CONFIGURA-
CIONES
Esta máquina cuenta con los siguientes controles:
Vea la Figura B.1
1. INTERRUPTOR DE ENCENDIDO – Apaga y
enciende la máquina.
2. CONTROL DE VOLTAJE DE ARCO – Esta perilla
establece el voltaje de salida de la máquina. Junto
con la velocidad de alimentación de alambre
(WFS), este control establece un procedimiento de
soldadura. Consulte la etiqueta de procedimientos
en la puerta del compartimiento del mecanismo de
alimentación para establecer un procedimiento de
soldadura correcto con base en el tipo de material y
grosor que se está soldando.
3. CONTROL DE VELOCIDAD DE ALIMENTACIÓN
DE ALAMBRE (WFS) – Esta perilla establece la
velocidad con que la máquina alimenta alambre.
Junto con el voltaje de arco, este control establece
un procedimiento de soldadura. Consulte la etique-
ta de procedimientos en la puerta del compar-
timiento del mecanismo de alimentación para
establecer un procedimiento de soldadura correcto
con base en el tipo de material y grosor que se está
soldando.
Vea la Figura B.2
4. GATILLO DE LA PISTOLA – Aplanar el gatillo acti-
va al mecanismo de alimentación para alimentar
alambre y energiza la salida de la máquina.
Aplane el gatillo para soldar y suéltelo para deten-
er la soldadura.
5. PISTOLA DE SOLDADURA – Entrega alambre y
corriente de soldadura a la soldadora.
a. Guía de alambre de la pistola– el alambre se
desplaza a través de la guía desde el mecanis-
mo de alimentación. La guía de alambre de la
pistola alimenta alambre 0.025 a0.035. La
máquina 180A puede soldar con alambre 0.045
si una guía de alambre opcional 0.045 está
instalada en la pistola.
b. Punta de Contacto – proporciona contacto eléc-
trico al alambre.
c. Tobera – Al soldar con alambre tubular, la
tobera negra protege las roscas de montaje en
la pistola. Al soldar MIG, la tobera de bronce
canaliza el gas protector a la soldadura.
6. PINZA Y CABLE DE TRABAJO – Se abraza a la
pieza de trabajo que se está soldando y completa
el circuito de soldadura eléctrico.
7. RECEPTÁCULO DEL CONECTOR DEL GATILLO
DE LA PISTOLA – Enchufe el conector del gatillo
de 4 pines a este receptáculo.
11
33
22
FIGURA B.1
FIGURA B.2
4
5a
5b
5
5c
6
7
.035"(0.9mm)
NR-211-MP
WIRE SPOOL
MANUAL DE OPERACIÓN

B-3-SP
OPERACIÓN
B-3-SP
SOLDADORAS DE ALIMENTACION DE ALAMBRE (125, 140, 180 MODELOS)
Vea la Figura B.3
8. BUJE Y TORNILLO MARIPOSA DEL CONECTOR
DE LA PISTOLA DE SOLDADURA – Proporciona
energía eléctrica a la pistola de soldadura. El
tornillo mariposa sujeta la pistola de soldadura al
bloque del conector. (Por razones de claridad, el
Frente de la Máquina, Puerta Lateral y Cubierta del
Mecanismo de Alimentación fueron removidos de
los Elementos 8 y 9).
9. TERMINALES DE SALIDA – Estas conexiones
permiten cambiar la polaridad de soldadura de la
máquina dependiendo de si está realizando una
soldadura MIG o de alambre tubular.
Vea la Figura B.4
10. EJE Y FRENO DEL CARRETE DE ALAMBRE –
Sostiene a un carrete de 4 pulgadas de diámetro.
Utilice un adaptador de eje de 2 pulgadas con la
máquina para utilizar carretes de 8 pulgadas de
diámetro. El tornillo mariposa establece la fricción
de frenado para evitar que el carrete gire cuando
se suelta el gatillo.
Vea la Figura B.5
11. MECANISMO DE ALIMENTACIÓN Y COMPO-
NENTES – Alimenta alambre desde el carrete de
alambre a través del mecanismo y la pistola a la
soldadura.
a. Rodillo Impulsor – Impulsa el alambre a través
del sistema de impulsión. El rodillo impulsor
tiene una ranura que corresponde al tipo y
diámetro del alambre especificado. Consulte la
Tabla B.1 para los rodillos impulsores
disponibles.
b. Guía de salida y enderezador – El
enderezador guía el alambre entre el rodamien-
to del Esamble del Brazo móvil y el Rodillo
Impulsor y a través de la guía de salida .
c. Tornillo Mariposa de Tensión del Rodillo
Impulsor – Girar a la derecha aumenta la
fuerza en los rodillos impulsores y a la izquierda
la disminuye.
8
9
FIGURA B.3
FIGURA B.4
FIGURA B.5
CARRETE DE
ALAMBRE
0,035" (0,9mm)
NR-211-MP
ENSAMBLE DEL BRAZO MOVIL
ENSAMBLE DL BRAZO TENSOR
ENDEREZADOR
RODILLO IMPULSOR
GUIA DE SALIDA
RODAMIENTO
ADAPTADOR DE EJE DE 2" (PARA CARRETE DE ALAMBRE DE 8")
(CARRETE DE ALAMBRE DE 4)

B-4-SP
OPERACIÓN
B-4-SP
SOLDADORAS DE ALIMENTACION DE ALAMBRE (125, 140, 180 MODELOS)
TABLA B.1
RODILLOS IMPULSORES
Diámetro y Tipo
del Alambre
Alambre MIG 0.025
Alambre MIG 0.030
Alambre MIG 0.035
Alambre Tubular 0.030
Alambre Tubular 0.035
Alambre Tubular 0.045
Rodillo Impulsor
Rodillo Impulsor Suave 0.025/.030
Rodillo Impulsor Suave 0.035
Rodillo Impulsor Estriado 0.030/0.045
Rodillo Impulsor Estriado 0.030/0.045
No. de Parte del
Rodillo Impulsor
KP2529-1
KP2529-2
KP2529-3
KP2529-3
Vea la Figura B.6
12. INTERRUPTOR AUTOMÁTICO – Si la corriente
de entrada nominal de la máquina se excede, el
interruptor automático se abre. Oprima para
restablecer.
13. ENTRADA DE GAS – El gas protector se conecta
a esta entrada.
(Esto s opcional en una unidad de 125 Amp)
12
13
FIGURA B.6
1. Punta de Contacto 0.035
2. Rodillo Impulsor Estriado
3. Alambre Tubular NR-211MP
0.035
4. Tobera de Pistola Autoprotegida
Negra
5. Pistola de Soldadura
7. Cable y Pinza de Trabajo
.035
.035 NR-211 MP
F
L
U
X
-
C
O
R
E
D
W
I
R
E
PREPARACIÓN Y REALIZACIÓN DE UNA SOLDADURA DE ALAMBRE
TUBULAR
A. ELEMENTOS NECESARIOS PARA UNA SOLDADURA
DE ALAMBRE TUBULAR
MANUAL DE OPERACIÓN

B-5-SP
OPERACIÓN
B-5-SP
SOLDADORAS DE ALIMENTACION DE ALAMBRE (125, 140, 180 MODELOS)
B. CONEXIÓN DE LOS CABLES Y ALAM-
BRES A LA MÁQUINA
(Vea la Figura B.7)
1. Abra la puerta lateral del gabinete
2. Deslice el extremo del conector de la pistola y
cable a través del orificio en el frente de la
máquina y dentro del buje del conector de la pis-
tola en el mecanismo de alimentación.
3. Asegúrese de que el extremo del conector de la
pistola esté asentado totalmente en el mecanis-
mo de alimentación y apriete el tornillo manual
para asegurar el conector de la pistola.
4. Enchufe el conector del cable del gatillo de la pis-
tola en el receptáculo del gatillo de la pistola de 4
pines al frente de la máquina.
5. Polaridad del Mecanismo de Alimentación. La
soldadura de alambre tubular requiere polaridad
negativa (-). Conecte el cable de alimentación
corto a la terminal de salida negativa y apriete la
perilla roscada.
6. Conexión del Cable de Trabajo. Deslice el
extremo de orejeta del cable de trabajo a través
del orificio al frente de la máquina y colóquelo en
la terminal de salida positiva (+), y apriete apriete
la perilla roscada.
C. CARGA DEL CARRETE DE ALAMBRE
(Vea la Figura B.8)
1. Localice el carrete de etiqueta azul de 4" de
diámetro de alambre tubular NR-211MP .035, y
colóquelo sobre el eje de carrete de alambre.
Oriente el carrete para que el alambre se ali-
mente desde la parte superior del mismo.
2. Asegure el carrete en su lugar apretando la tuer-
ca mariposa contra el espaciador que sujeta el
carrete de alambre al eje.
3. Abra el ensamble del brazo móvil girando el
ensamble del brazo tensor hacia abajo y levantan-
do el ensamble del brazo móvil .
4. Retire el rodillo impulsor girando hasta el tope el
seguro del rodillo
. Instale el rodillo impulsor estriado
de.030/.045.
5.
Desenrede cuidadosamente y enderece las
primeras seis pulgadas de alambre de soldadura
del carrete. No permita que el extremo del alam-
bre quede suelto para evitar que éste se
desenrede.
PISTOLA Y CABLE
PINZA DE TRABAJO
CONECTOR DEL CABLE
(4 PINES)
EXTREMO DE LA TERMINAL (ENCAJA
EN EL BORNE INTERIOR,
VEA LA SIGUIENTE FIGURA)
DESLICE AQUÍ
EL EXTREMO
DEL CONECTOR
ABRA LA PUERTA DE PASADOR
PINZA DE TRABAJO
RECEPTÁCULO DEL GATILLO
ENCHUFADO (4 PINES)
CONECTE EL EXTREMO
DEL CONECTOR
TODOS LOS COMPONENTES SE MUESTRAN
CONECTADOS (LAS PUERTAS FRONTAL Y
LATERAL SE REMOVIERON PARA CLARIDAD)
TERMINAL DE SALIDA
NEGATIVA “-” DEL
CABLE DE
ALIMENTACIÓN CORTO
TERMINAL DE SALIDA
"+" POSITIVA DE
CONEXIÓN DEL
CABLE DE TRABAJO
TORNILLO MANUAL
PARA APRETAR EL
BUJE DEL CONECTOR
FIGURA B.7
CARRETE DE
ALAMBRE
0.035" (0.9mm)
NR-211-MP
ENSAMBLE DEL BRAZO MOVIL
ENSAMBLE DEL BRAZO TENSOR ABAJO
ENDEREZADOR
SEGURO
RODILLO IMPULSOR
GUIA DE SALIDA
RODAMIENTO
FIGURA B.8

B-6-SP
OPERACIÓN
B-6-SP
SOLDADORAS DE ALIMENTACION DE ALAMBRE (125, 140, 180 MODELOS)
(Ver Figura B.9)
6. Alimente el alambre a través del enderezador de
entrada sobre la ranura del rodillo impulsor, por
la guía de salida y la salida del rodillo impulsor
del lado de la pistola.
7. Cierre el Ensamble del Brazo Móvil y asegúrelo
moviéndo el Ensamble del brazo tensor nueva-
mente hacia arriba.
(Vea la Figura B.10)
8. Remueva la tobera de la pistola y punta de contac-
to, y enderece la pistola.
9. Encienda la alimentación de la máquina y aplane el
gatillo de la pistola para alimentar el alambre a
través de la guía de alambre hasta que varias pul-
gadas de éste salgan del extremo roscado de la
pistola. (Vea la Figura B.11)
10. Cuando se suelta el gatillo, el carrete de alambre
no deberá desenrollarse. Ajuste el freno del car-
rete conforme a esto.
LAS PARTES MÓVILES Y EL CONTAC-
TO ELÉCTRICO PUEDEN PROVOCAR
LESIONES O SER FATALES!
•Cuando el gatillo de la pistola se suelta,
los rodillos impulsores, carrete de alam-
bre y electrodo están
ELÉCTRICAMENTE VIVOS
(CALIENTES).
• Aléjese de las partes móviles y puntos
de presión.
• Mantenga todas las Puertas, Cubiertas,
páneles y guardas en forma segura en
su lugar.
NO REMUEVA U OCULTE ETIQUETAS
DE ADVERTENCIA.
----------------------------------------------------------------------------
11. Instale la punta de contacto .035.
12. Instale la tobera de pistola autoprotegida negra en
la pistola.
13. Corte el alambre saliente a 3/8” desde la punta de
contacto. (Vea la Figura B.12)
14. Cierre la puerta lateral del gabinete. La máquina
está ahora lista para soldar.
15. Lea "Aprenda a Soldar" (LTW1) o vea el DVD
“Cómo Soldar” que se incluyen con la máquina.
16. Con base en el grosor del material que va a soldar
y el tipo y diámetro del alambre de soldadura,
establezca el voltaje y velocidad de alimentación
de alambre conforme a la etiqueta de procedimien-
tos en la parte interior de la puerta del compar-
timiento del mecanismo de alimentación.
0.035" (0.9mm)
NR-211-MP
CARRETE DE
ALAMBRE
TOBERA REMOVIDA
PUNTA DE CONTACTO REMOVIDA
ENDERECE EL CABLE Y LA PISTOLA
EN ESTA POSICIÓN
0.035" (0.9mm)
NR-211-MP
CARRETE DE
ALAMBRE
APLANE EL GATILLO PARA ACTIVAR
EL ALAMBRE QUE SE ALIMENTA
A TRAVÉS DE LA GUÍA.
ALIMENTE EL ALAMBRE
APROXIMADAMENTE 4.00"
DEL EXTREMO DEL TUBO
DE LA PISTOLA
ROTACIÓN
ENCHUFE EL CABLE
DE ALIMENTACIÓN
INTERRUPTOR DE
ENCENDIDO/APAGADO
PINZA Y CABLE DE TRABAJO
ENSAMBLE DEL BRAZO TENSOR
ASEGURADO EN LA POSICION ARRIBA
ENSAMBLE DL BRAZO MOVIL
CON RODAMIENTO HACIENDO
PRESION EN EL RODILLO
IMPULSOR
DIRECCION
DEL ALAMBRE
CARRETE DE
ALAMBRE
0,035" (0,9mm)
NR-211-MP
RODILLO IMPULSOR
ENDEREZADOR
GUIA DE SALIDA
RODAMIENTO
DESLICE EL ALAMBRE EN
EL LADO DEL CONECTOR
DE LA PISTOLA
FIGURA B.10
FIGURA B.11
ADVERTENCIA
INSTALE LA PUNTA DE CONTACTO DE 0.035
INSTALE LA TOBERA NEGRA TUBULAR
CORTE EL ALAMBRE SALIENTE
a 3/8"(9.5mm) desde la punta
de contacto
FIGURA B.9
FIGURA B.12
MANUAL DE OPERACIÓN

B-7-SP
OPERACIÓN
B-7-SP
SOLDADORAS DE ALIMENTACION DE ALAMBRE (125, 140, 180 MODELOS)
A. ELEMENTOS NECESARIOS PARA UNA
SOLDADURA MIG
1. Punta de Contacto 0.025
3. Rodillo Impulsor 0.025
4. Alambre MIG Sólido 0.025 SuperArc L-56
5. Tobera de Pistola de Bronce
6. Pistola de soldadura
.025
WIRE
L-56 MIG
7. Cable y Pinza de Trabajo
8. Regulador de Gas y Línea de Gas
9. Botella de gas protector de 75/25 Ar/CO
2
(ó gas
protector del 100% CO
2
) (observe que esto
requiere un adaptador de regulador CO
2
, que se
vende separadamente).
75/25
EXTREMO HEMBRA
MEZCLAS
EXTREMO MACHO
CO
100%
2
(REQUIERE ADAPTADOR QUE
SE VENDE POR SEPARADO)
PREPARACIÓN Y REALIZACIÓN DE UNA SOLDADURA MIG*
* Las unidades de 125 Amp se pueden actualizar
para soldadura MIG utilizando KIT K2526-1 (Consulte
la sección de Accesorios).

B-8-SP
OPERACIÓN
B-8-SP
SOLDADORAS DE ALIMENTACION DE ALAMBRE (125, 140, 180 MODELOS)
B. INSTALACIÓN DEL GAS PROTECTOR
La soldadura MIG requiere una botella apropiada de
gas protector. Para acero suave, es posible utilizar una
botella de cilindro de Ar/CO
2
ó 100% CO
2
; consulte las
siguientes instrucciones para conectar adecuadamente
el gas protector a la máquina.
Si sufre algún daño, el CILINDRO
puede explotar. Mantenga el cilin-
dro en posición vertical y encade-
nado a un soporte.
• Mantenga el cilindro alejado de
las áreas donde podría dañarse.
• Nunca levante la soldadora con el
cilindro montado.
• Nunca permita que el electrodo
de soldadura toque al cilindro.
• Mantenga el cilindro lejos del cir-
cuito de soldadura u otros cir-
cuitos eléctricos vivos.
-----------------------------------------------------------------------
ADVERTENCIA
CO
S19298
100%
2
75/25
EXTREMO HEMBRA
EXTREMO MACHO
ADAPTADOR
DEL REGULADOR
RONDANA
DE PLÁSTICO
MEZCLAS
FIGURA B.13
LA ACUMULACIÓN DE GAS PRO-
TECTOR puede dañar la salud o
ser fatal.
• Apague el suministro de gas pro-
tector cuando no lo utilice.
1. Asegure el cilindro a la pared o a otro soporte esta-
cionario para evitar que el cilindro se caiga. Aísle
el cilindro del circuito de trabajo y aterrizamiento.
Consulte la Figura B.13.
2. Con el cilindro instalado en forma segura, remueva
su tapón. Manténgase en el lado opuesto lejos de
la salida y abra un poco la válvula del cilindro por
un instante. Esto elimina cualquier polvo o
suciedad que se haya acumulado en la salida de la
válvula.
ASEGÚRESE DE MANTENER ALEJADA LA CARA
DE LA SALIDA DE LA VÁLVULA CUANDO LA
“ABRA”. Nunca se pare directamente enfrente o
detrás del regulador de flujo cuando abra la válvu-
la del cilindro. Siempre manténgase a un lado.
------------------------------------------------------------------------
ADVERTENCIA
ADVERTENCIA
3. Monte el regulador de flujo en la válvula del cilindro y
apriete bien la tuerca de unión con una llave.
NOTA: Si conecta a un cilindro de 100%
CO
2
, se
requiere un adaptador de regulador de
CO
2
.
Adquiera el adaptador de
CO
2
S19298 en forma sep-
arada; asegúrese de instalar una rondana de plástico
que se incluye en el conector a un lado de la botella.
(Vea la Figura B.13)
4. Consulte la Figura B.13. Monte un extremo de la
manguera de gas de entrada en el conector de salida
del regulador de flujo, y apriete bien la tuerca de
unión con una llave. Conecte el otro extremo al
Conector de Entrada de Solenoide de la máquina
(roscas hembra 5/8-18 — para conector CGA —
032). Asegúrese de que la manguera de gas no esté
retorcida o ensortijada.
GAS PROTECTOR
1. Para
CO
2
, abra el cilindro muy lentamente. Para gas
con mezcla de argón, abra la válvula del cilindro
lentamente una fracción de vuelta. Cuando la aguja
del medidor de presión del cilindro deje de moverse,
abra la válvula totalmente.
2. Establezca la velocidad del flujo de gas en 30 a 40
pies cúbicos por hora (14 a 18 I/min.) bajo condi-
ciones normales; aumente a un máximo de 40 a 50
CFH (18 a 23.5 I/min.) bajo condiciones de corriente
de aire (ligeramente ventosas).
3. Mantenga la válvula del cilindro cerrada, excepto
cuando usa la máquina.
MANUAL DE OPERACIÓN

B-9-SP
OPERACIÓN
B-9-SP
SOLDADORAS DE ALIMENTACION DE ALAMBRE (125, 140, 180 MODELOS)
C. CONEXIÓN DE LOS CABLES Y ALAM-
BRES A LA MÁQUINA
(Vea la Figura B.14)
1. Abra la puerta lateral del gabinete
2. Deslice el extremo del conector de la pistola y
cable a través del orificio en el frente de la máquina
y dentro del buje del conector de la pistola en el
mecanismo de alimentación.
3. Asegúrese de que el extremo del conector de la
pistola esté asentado totalmente en el mecanismo
de alimentación y apriete el tornillo mariposa para
asegurar la pistola.
4. Enchufe el conector del cable del gatillo de la pisto-
la en el receptáculo del gatillo de la pistola de 4
pines al frente de la máquina.
5. Polaridad del Mecanismo de Alimentación. La sol-
dadura MIG requiere polaridad positiva (+).
Conecte el cable de alimentación corto del mecan-
ismo de alimentación a la terminal de salida positi-
va (+) y apriete el tornillo mariposa.
6. Conexión del Cable de Trabajo. Deslice el extremo
de orejeta del cable de trabajo a través del orificio
al frente de la máquina y colóquelo en la terminal
de salida negativa (-), y apriete el tornillo mariposa
D. CARGA DEL CARRETE DE ALAMBRE
(Vea la Figura B.15)
1. Localice el carrete de etiqueta verde de 4" de
diámetro de alambre MIG sólido L-56 0.025, y
colóquelo sobre el eje de carrete de alambre.
Oriente el carrete para que el alambre se alimente
desde la parte superior del mismo.
2. Asegure el carrete en su lugar apretando la tuerca
mariposa contra el espaciador que sujeta el carrete
de alambre al eje.
3. Abra el ensamble del brazo móvil girando el
ensamble del brazo tensor hacia abajo y levantan-
do el ensamble del brazo móvil .
4. Retire el rodillo impulsor girando hasta el tope el
seguro del rodillo
. Instale el rodillo impulsor estriado
de.025-.035.
5.
Desenrede cuidadosamente y enderece las
primeras seis pulgadas de alambre de soldadura
del carrete. No permita que el extremo del alambre
quede suelto para evitar que éste se desenrede.
PISTOLA Y CABLE
PINZA DE TRABAJO
CONECTOR DEL CABLE
(4 PINES)
EXTREMO DE LA TERMINAL (ENCAJA
EN EL BORNE INTERIOR,
VEA LA SIGUIENTE FIGURA)
DESLICE AQUÍ
EL EXTREMO
DEL CONECTOR
PUERTA LATERAL DEL GABINETE
ABRA LA PUERTA DE PASADOR
PINZA DE TRABAJO
RECEPTÁCULO DEL GATILLO
ENCHUFADO (4 PINES)
CONECTE EL EXTREMO
DEL CONECTOR
TODOS LOS COMPONENTES SE MUESTRAN
CONECTADOS (LAS PUERTAS FRONTAL Y
LATERAL SE REMOVIERON PARA CLARIDAD)
TERMINAL DE SALIDA
NEGATIVA “-” DE
CONEXIÓN DEL
CABLE DE TRABAJO
TERMINAL DE SALIDA
"+" POSITIVA DEL
CABLE DE
ALIMENTACIÓN CORTO
TORNILLO MANUAL
PARA APRETAR EL
BUJE DEL CONECTOR
LOCALICE LOS COMPONENTES
PARA CONECTARLOS AL
FRENTE DE LA MÁQUINA
FIGURA B.14
CARRETE DE
ALAMBRE
0.025" (0.6mm)
NR-211-MP
ENSAMBLE DEL BRAZO MOVIL
ENSAMBLE DEL BRAZO TENSOR ABAJO
ENDEREZADOR
SEGURO
RODILLO IMPULSOR
GUIA DE SALIDA
RODAMIENTO
FIGURA B.15

B-10-SP
OPERACIÓN
B-10-SP
SOLDADORAS DE ALIMENTACION DE ALAMBRE (125, 140, 180 MODELOS)
(Ver Figura B.16)
6. Alimente el alambre a través del enderezador de
entrada sobre la ranura del rodillo impulsor, por
la guía de saliday la salida del rodillo impulsor
del lado de la pistola.
7. Cierre el Ensamble del Brazo Móvil y asegúrelo
moviéndo el Ensamble del brazo tensor nueva-
mente hacia arriba.
(Vea la Figura B.17)
8. Remueva la tobera de la pistola y punta de con-
tacto, y enderece la pistola.
9. Encienda la alimentación de la máquina y aplane
el gatillo de la pistola para alimentar el alambre a
través de la guía de alambre hasta que varias pul-
gadas de éste salgan del extremo roscado de la
pistola. (Vea la Figura B.18)
10. Cuando se suelta el gatillo, el carrete de alambre
no deberá desenrollarse. Ajuste el freno del car-
rete conforme a esto.
LAS PARTES MÓVILES Y EL CONTAC-
TO ELÉCTRICO PUEDEN PROVOCAR
LESIONES O SER FATALES
• Cuando el gatillo de la pistola se suelta,
los rodillos impulsores, carrete de
alambre y electrodo están
ELÉCTRICAMENTE VIVOS (CALIENTES).
• Aléjese de las partes móviles y puntos
de presión.
• Mantenga todas las Puertas,
Cubiertas, páneles y guardas en forma
segura en su lugar.
NO REMUEVA U OCULTE ETIQUETAS
DE ADVERTENCIA.
-----------------------------------------------------------------------
11. Instale la punta de contacto 0.025.
12. Instale la tobera de gas de soldadura MIG de
bronce en la pistola.
13. Corte el alambre saliente a 3/8” desde la punta de
contacto. (Vea la Figura B.19)
14. Cierre la puerta lateral del gabinete. La máquina
está ahora lista para soldar.
15. Lea "Aprenda a Soldar" (LTW1) o vea el DVD
“Cómo Soldar” que se incluyen con la máquina.
16. Con base en el grosor del material que va a sol-
dar, y el tipo y diámetro del alambre del soldadu-
ra, establezca el voltaje y velocidad de ali-
mentación de alambre conforme a la etiqueta de
procedimientos en la parte interior de la puerta del
compartimiento del mecanismo de alimentación.
ENSAMBLE DEL BRAZO TENSOR
ASEGURADO EN LA POSICION ARRIBA
ENSAMBLE DL BRAZO MOVIL
CON RODAMIENTO HACIENDO
PRESION EN EL RODILLO
IMPULSOR
DIRECCION
DEL ALAMBRE
CARRETE DE
ALAMBRE
0,025" (0,6mm)
NR-211-MP
RODILLO IMPULSOR
ENDEREZADOR
GUIA DE SALIDA
RODAMIENTO
DESLICE EL ALAMBRE EN
EL LADO DEL CONECTOR
DE LA PISTOLA
CARRETE
DE ALA MBRE
0.025" (0.6mm)
L
-
5
6
S
O
L
I
D
M
I
G
TOBERA REMOVIDA
PUNTA DE CONTACTO REMOVIDA
ENDERECE EL CABLE Y LA PISTOLA
EN ESTA POSICIÓN
CARRETE
DE ALAMBR E
0.025" (0.6mm)
L
-
5
6
S
O
L
I
D
M
I
G
APLANE EL GATILLO PARA ACTIVAR
EL ALAMBRE QUE SE ALIMENTA
A TRAVÉS DE LA GUÍA.
ALIMENTE EL ALAMBRE
APROXIMADAMENTE 4.00"
DEL EXTREMO DEL TUBO
DE LA PISTOLA
ROTACIÓN
ENCHUFE EL CABLE
DE ALIMENTACIÓN
INTERRUPTOR DE
ENCENDIDO/APAGADO
PINZA Y CABLE DE TRABAJO
INSTALE LA PUNTA DE CONTACTO DE 0.025
INSTALE LA TOBERA DE BRONCE NEGRA
CORTE EL ALAMBRE SALIENTE
a 3/8"(9.5mm) desde
la tobera de bronce
FIGURA B.17
FIGURA B.18
FIGURA B.19
FIGURA B.16
ADVERTENCIA
MANUAL DE OPERACIÓN

B-11-SP
OPERACIÓN
B-11-SP
1. Siga los pasos de soldadura MIG en la sección
anterior.
2. Conecte una botella de Gas Protector de 100% de
Argón conforme a la sección previa.
3. Desconecte la Pistola Magnum 100L.
4. Instale la Antorcha “Spool Gun” Magnum 100SG
K2532-1 opcional conforme a las instrucciones que
se incluyen con la pistola.
5. Establezca el interruptor de palanca del selector de
la pistola en la posición Spool Gun. (Vea la Figura
B.20)
FIGURA B.20
6. Encienda la máquina y haga una soldadura con-
forme a las configuraciones recomendadas en la
Etiqueta de Procedimientos dentro de la puerta de
la máquina.
SOLDADORAS DE ALIMENTACION DE ALAMBRE (125, 140, 180 MODELOS)
PREPARACIÓN Y REALIZACIÓN DE UNA SOLDADURA DE ALUMINIO
UTILIZANDO LA ANTORCHA “SPOOL GUN”
WARNING

C-1-SP
ACCESORIOS
C-1-SP
SOLDADORAS DE ALIMENTACION DE ALAMBRE (125, 140, 180 MODELOS)
K2525-1 - Kit de Temporizador de Punteo
Este kit, cuando está encendido, le permite establecer
un tiempo de soldadura fijo para que al apretar el
gatillo de la pistola, la máquina suelde por un periodo
de tiempo fijo de hasta 10 segundos. Ideal para
hacer soldaduras de punteo cuando se suelda en
hojas metálicas delgadas.
K2528-1 - Kit Innershield 045 (Para modelos de 230V)
Incluye todo lo necesario para soldar con un alambre
Innershield de diámetro 0.045. Incluye una guía de
alambre de pistola .0035/0.045 Magnum™ 100L,
Punta de Contacto 0.045, tobera sin gas, rodillo
impulsor estriado, guía de alambre interna 0.045, y un
carrete de 4.5kg (10 lb.) de alambre Innershield®
NR®-212 de 0.9mm (0.045").
K2532-1 - Antorcha “Spool Gun” Magnum 100SG
Diseñada para alimentar fácilmente alambres de
aluminio pequeños 0.030 ó 0.035 de 4" de diámetro
(carretes de 1lb.). Incluye pistola, kit de adaptador,
tres puntas de contacto 0.035 extra, tobera de gas y
carrete de alambre de soldadura de 0.035" de
diámetro Superglaze 4043. Empacado en un
gabinete de transporte fácil.
K2377-1 - Cubierta de Lona Pequeña
Protege su máquina cuando no está en uso. Hecha
de atractiva lona roja que demora la flama, es
resistente al moho y repelente al agua. Incluye un
bolsillo lateral conveniente para colocar la pistola de
soldadura.
Para las piezas opcionales y misceláneas adicionales
(Véase las Páginas de las Piezas)
MANUAL DE OPERACIÓN

C-2-SP
ACCESORIOS
C-2-SP
SOLDADORAS DE ALIMENTACION DE ALAMBRE (125, 140, 180 MODELOS)
3-3/4"
4"
16"
3-11/16"
8-1/16"
3-13/32"
Para montar máquinas de soldadura en carros K520 que no tienen orificios de montaje
ranurados. Taladre orificios de 9/32” (3 lugares) en la parte superior del carro como se ilustra
y monte la máquina de soldar en el carro con el hardware adecuado que se muestra.
Tornillo de Cabeza Hexagonal
de 1/4"-20 X 1/2"
(Se requieren 2)
Tornillo Roscado
de 1/4"-20 X 1"
(Se requiere 1)
Tornillo de Cabeza Hexagonal
de 1/4"-20 X 1/2"
(Se requieren 2)
TALADRE 9/32"
3 LUGARES
K520—Carro Utilitario
Este carro de trabajo pesado almacena y transporta la
soldadora, cilindro de gas protector de 150 pies cúbi-
cos, cables de soldadura y accesorios. Incluye
plataformas estables para la soldadora y plataforma
de botella de gas, charola inferior para mayor capaci-
dad de almacenamiento y manija de altura ajustable.

C-3-SP
ACCESORIOS
C-3-SP
SOLDADORAS DE ALIMENTACION DE ALAMBRE (125, 140, 180 MODELOS)
2-15/16"
3-3/16"
7-9/16"
1-1/2"
13-1/2"
1-1/4"
Para montar máquinas de soldadura en carros K2275-1 que no tienen orificios de montaje
ranurados. Taladre orificios de 9/32” (3 lugares) en la parte superior del carro como se ilustra
y monte la máquina de soldar en el carro con el hardware adecuado que se muestra.
Tornillo Roscado
de 1/4"-20 X 1"
(Se requiere 1)
Tornillo de Cabeza Hexagonal de 1/4"-20 X 1/2"
(Se requieren 2)
TALADRE 9/32"
3 LUGARES
Tuerca de pestaña
de 1/4"-20
(Se requieren 2)
K2275-1 - Carro de Soldadura
Este carro de peso ligero almacena y transporta a la soldado-
ra, cilindro de gas protector de 80 pies cúbicos, cables de sol-
dadura y accesorios. Incluye una repisa en ángulo para fácil
acceso a los controles, charola inferior para mayor capacidad
de almacenamiento, una manija fija rugosa y un gancho con-
veniente para colgar el cable.
MANUAL DE OPERACIÓN

D-1-SP
MANTENIMIENTO
D-1-SP
SOLDADORAS DE ALIMENTACION DE ALAMBRE (125, 140, 180 MODELOS)
MANTENIMIENTO
PRECAUCIONES DE SEGURIDAD
La DESCARGA ELÉCTRICA puede
causar la muerte.
• Desconecte la alimentación
removiendo el enchufe del recep-
táculo antes de trabajar adentro
de SOLDADORAS DE ALIMENTA-
CION DE ALAMBRE (MODELOS
140, 180). Utilice sólo receptácu-
los aterrizados. No toque las
partes eléctricamente “calientes”
dentro de SOLDADORAS DE ALI-
MENTACION DE ALAMBRE
(MODELOS 140, 180).
• Haga que personal calificado realice el manten-
imiento y trabajo de localización de averías.
------------------------------------------------------------------------
MANTENIMIENTO DE RUTINA
COMPARTIMIENTO DE LA FUENTE DE PODER
¡No existen adentro partes que puedan recibir servicio
del usuario! No intente dar servicio en el lado de la
fuente de poder (fijo) de SOLDADORAS DE ALI-
MENTACION DE ALAMBRE (MODELOS 140, 180).
Lleve la unidad a un Centro de Servicio Autorizado de
Lincoln si experimenta problemas. NO se requiere
mantenimiento.
En lugares extremadamente llenos de polvo, la
suciedad puede bloquear los pasajes de aire provocan-
do que la soldadora funcione caliente con apertura pre-
matura de la protección térmica. Si así es, aplique aire
de baja presión a intervalos regulares para sacar la
suciedad de la soldadora y eliminar así la suciedad
excesiva y acumulación de polvo en las partes internas.
COMPARTIMIENTO DE ALIMENTACIÓN
DE ALAMBRE
1. Cuando se necesario, aspire la suciedad acumula-
da de la caja de engranajes y sección de ali-
mentación de alambre.
2. Inspeccione ocasionalmente el tubo guía entrante y
limpie el diámetro interno si es necesario.
3. El motor y caja de engranajes tienen lubricación de
por vida y no requieren mantenimiento.
MOTOR DEL VENTILADOR
Tiene lubricación de por vida — no requiere mantenimiento.
EJE DEL CARRETE DE ALAMBRE
No requiere mantenimiento. NO lubrique el eje.
ADVERTENCIA
MANTENIMIENTO DE LA PISTOLA Y CABLE
PARA PISTOLA MAGNUM™ 100L
Limpieza de la Pistola y Cable
Limpie la guía del cable después de utilizar aproximada-
mente 136 kg (300 lbs) de alambre sólido ó 23 kg (50
lbs) de alambre tubular. Remueva el cable del alimenta-
dor de alambre y colóquelo en forma recta sobre el piso.
Remueva la punta de contacto de la pistola. Utilizando
aire de baja presión, saque con cuidado la guía del
cable del extremo del difusor de gas.
Presión excesiva al inicio puede provocar que la
suciedad forme una obstrucción.
Doble el cable a la mitad y aplique aire otra vez. Repita
este procedimiento hasta que ya no salga más suciedad.
Puntas de Contacto, Toberas y Tubos de la Pistola
1. La suciedad puede acumularse en el orificio de la
punta de contacto y restringir la alimentación de alam-
bre. Después de utilizar cada carrete de alambre,
remueva la punta de contacto y límpiela insertando un
pedazo pequeño de alambre a través de la punta
repetidamente. Utilice el alambre como un escariador
para remover suciedad que se pueda adherir a la
pared del orificio a través de la punta.
2. Reemplace las puntas de contacto desgastadas según
sea necesario. Un arco variable o “irregular” es un sín-
toma típico de una punta de contacto desgastada.
Para instalar una nueva, elija la de tamaño correcto
para el electrodo que se está utilizando (el tamaño del
alambre está grabado en el lado de la punta de contac-
to) y atorníllela ajustadamente al difusor de gas.
3. Remueva la salpicadura adentro de la tobera de gas y
de la punta cada 10 minutos de tiempo de arco o
según sea necesario.
4. Asegúrese de que la tobera de gas esté totalmente
atornillada al difusor para procesos con gas protector.
Para el proceso Innershield®, deberá atornillarse la
tobera sin gas al difusor.
5. Para remover el tubo de la pistola de la misma, remue-
va la tobera de gas o la tobera sin gas, y retire el difu-
sor del tubo de la pistola. Remueva ambos collarines
de cada extremo de la manija de la pistola y separe las
mitades de la misma. Afloje la tuerca de sujeción que
sujeta al tubo de la pistola en su lugar contra el conec-
tor de la pistola y cable. Desatornille el tubo de la pisto-
la del conector del cable. Para instalar el tubo de la
pistola, atornille la tuerca de sujeción en el mismo tanto
como sea posible. Después atornille el tubo de la pisto-
la en el conector del cable hasta el fondo. Entonces
desatornille (no más de una vuelta) el tubo de la pistola
hasta que su eje quede perpendicular a los lados
planos del conector del cable y apunte en la dirección
del gatillo. Apriete la tuerca de sujeción en tal forma
que mantenga la relación adecuada entre el tubo de la
pistola y conector del cable. Vuelva a colocar la manija
de la pistola, gatillo y difusor. Vuelva a colocar la
tobera de gas o la sin gas.
PRECAUCIÓN

D-2-SP
MANTENIMIENTO
D-2-SP
SOLDADORAS DE ALIMENTACION DE ALAMBRE (125, 140, 180 MODELOS)
PARTES DE LA MANIJA DE LA PISTOLA
La manija de la pistola consta de dos mitades que
están unidas con un collarín en cada extremo. Para
abrir la manija, gire los collarines aproximadamente
60 grados a la izquierda hasta que el collarín se
detenga. Después jale el collarín fuera de la manija
de la pistola. Si los collarines son difíciles de girar,
coloque la manija de la pistola contra una esquina,
coloque un desatornillador contra la lengüeta en el
collarín y golpee el desatornillador para que el collarín
se suelte del reborde interior de aseguramiento. Vea
la Figura D-3.
„
A la izquierda
8. Atornille el difusor de gas en el extremo del tubo de
la pistola y apriete bien.
9. Vuelva a colocar la punta de contacto y la tobera.
FIGURA D.2
Longitud de Corte de la Guía de Alambre
CAMBIO DE LA GUÍA DE ALAMBRE
NOTA: La variación en las longitudes de los cables
evita la intercambiabilidad de las guías de alambre.
Una vez que una guía ha sido cortada para una pisto-
la en particular, no deberá instalarse en otra, a menos
que pueda satisfacer el requerimiento de longitud de
corte de la guía de alambre. Consulte la Figura D.2..
1. Remueva la tobera de gas de la pistola desatornil-
lando a la izquierda.
2. Remueva la punta de contacto existente de la pis-
tola desatornillando a la izquierda.
3. Remueva el difusor de gas del tubo de la pistola
desatornillando a la izquierda.
4.Coloque la pistola y cable en forma recta sobre una
superficie plana. Afloje el tornillo de fijación
localizado en el conector de bronce en el extremo
de alimentador de alambre del cable. Jale la guía
de alambre fuera del cable.
5. Inserte una nueva guía de alambre sin cortar en el
extremo de conector del cable. Asegúrese de que
el buje de la guía de alambre esté grabado
apropiadamente para el tamaño de alambre que se
está utilizando.
6. Asiente completamente el buje de la guía de alam-
bre en el conector. Apriete el tornillo de fijación en
el conector del cable de bronce. En este momento,
el difusor de gas no deberá estar instalado en el
extremo del tubo de la pistola.
7. Con la tobera de gas y el difusor removido del tubo
de la pistola, asegúrese de que el cable esté dere-
cho, y después corte la guía de alambre a la longi-
tud mostrada en la Figura D.2. Retire cualquier
saliente del extremo de la guía de alambre.
PROTECCIÓN CONTRA SOBRECARGA
Sobrecarga de Salida
SOLDADORAS DE ALIMENTACION DE ALAMBRE
(MODELOS 125, 140, 180) está equipada con un inter-
ruptor de circuito y un termostato que protege a la
máquina contra daño si se excede la salida máxima. El
botón del interruptor automático se saldrá cuando se abra.
El interruptor automático debe restablecerse manualmente.
SOLDADORAS DE ALIMENTACION DE ALAMBRE
(MODELOS 125, 140, 180) tiene un ciclo de trabajo de
salida nominal como se define en la página de
Especificaciones Técnicas. Si se excede el ciclo de traba-
jo, un protector térmico apagará la salida hasta que la
máquina se enfríe a una temperatura de operación razon-
able. Esta es una función automática de SOLDADORAS
DE ALIMENTACION DE ALAMBRE (MODELOS 125,
140, 180) y no requiere intervención del usuario. El venti-
lador continúa funcionado durante el enfriamiento.
Protección del Motor Electrónico del Mecanismo de
Alimentación
SOLDADORAS DE ALIMENTACION DE ALAMBRE
(MODELOS 125, 140, 180) cuenta con protección
integrada contra sobrecargas del motor del mecanismo
de alimentación.
Longitud de Corte de la Guía
de Alambre 31.8 mm (1-1/4”)
Difusor de Gas
Tobera de Gas o
Tobera Sin Gas
Tornillo de Conector del
Fijación Cable de Bronce
Ensamble de la Guía de Alambre
(El buje de la guía debe sellarse bien
contra el conector del cable de bronce)
FIGURA D.3
MANUAL DE OPERACIÓN

SOLDADORAS DE ALIMENTACION DE ALAMBRE (125, 140, 180 MODELOS)
E-1-SP
LOCALIZACIÓN DE AVERÍAS
E-1-SP
Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y
reparaciones de manera segura, contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia
en la localización de fallas técnicas antes de proceder.
PRECAUCIÓN
Esta guía de detección de problemas se proporciona
para ayudarle a localizar y a reparar posibles averías
de la máquina. Simplemente siga el procedimiento
de tres pasos que se da enseguida.
Paso 1.LOCALIZACIÓN DEL PROBLEMA
(SÍNTOMA).
Observe debajo de la columna llamada “PROBLEMA
(SÍNTOMAS)”. Esta columna describe los síntomas
posibles que la máquina pueda presentar. Encuentre
la lista que describa de la mejor manera el síntoma
que la máquina está presentando.
Paso 2. CAUSA POSIBLE.
En la segunda columna llamada “CAUSA POSIBLE”
se enumeran los factores que pueden originar el sín-
toma en la máquina.
Paso 3.ACCIÓN RECOMENDADA
Esta columna proporciona una acción para la Causa
Posible, generalmente recomienda que establezca
contacto con su Taller de Servicio de Campo
Autorizado por Lincoln local.
Si no entiende o no puede llevar a cabo la Acción
Recomendada de manera segura, contacte su Taller
de Servicio de Campo Lincoln Autorizado
CÓMO UTILIZAR LA GUÍA DE LOCALIZACIÓN DE AVERÍAS
El servicio y la reparación sólo debe de ser realizado por Personal Capacitado por la Fábrica Lincoln
Electric. Reparaciones no autorizadas llevadas a cabo en este equipo pueden resultar peligrosas para el
técnico y el operador de la máquina, e invalidará su garantía de fábrica. Por su seguridad y para evitar
una descarga eléctrica, por favor tome en cuenta todas las notas de seguridad y precauciones detalladas
a lo largo de este manual.
__________________________________________________________________________
ADVERTENCIA

SOLDADORAS DE ALIMENTACION DE ALAMBRE (125, 140, 180 MODELOS)
E-2-SP
LOCALIZACIÓN DE AVERÍAS
E-2-SP
Observe todos los Lineamientos de Seguridad detallados a través de este manual.
Si por alguna razón no entiende los procedimientos de prueba o no es capaz de llevar a cabo las pruebas/reparaciones en forma segura, póngase en con-
tacto con su Taller Local de Servicio de Campo Autorizado de Lincoln para obtener asistencia de localización de averías técnica antes de proceder.
PRECAUCIÓN
PROBLEMAS
(SÍNTOMAS)
Es evidente un daño físico o eléctrico
mayor.
No hay alimentación de alambre,
salida de soldadura o flujo de gas
cuando se aprieta el gatillo de la
pistola. El ventilador NO opera.
No hay alimentación de alambre,
salida de soldadura o flujo de gas
cuando se aprieta el gatillo de la
pistola. El ventilador opera normal-
mente.
CAUSA
POSIBLE
“No enchufe la máquina ni la encien-
da”. Contacte a su Taller de Servicio
de Campo Autorizado local.
1. Asegúrese de que se aplica el
voltaje correcto a la máquina.
2. Asegúrese de que el interruptor de
encendido está en la posición de
ENCENDIDO.
3. Asegúrese de que el interruptor
automático está restablecido.
1. El termostato puede estar abierto
debido a sobrecalentamiento.
Deje que la máquina se enfríe.
Suelde a un ciclo de trabajo bajo.
2. Revise si hay obstrucciones en el
flujo de aire. Revise las conex-
iones del Gatillo de la Pistola.
Vea la sección de instalación.
3. El gatillo de la pistola puede estar
defectuoso.
CURSO DE ACCIÓN
RECOMENDADO
Si todas las áreas posibles de
desajuste han sido revisadas y el
problema persiste, Póngase en
Contacto con su Taller de
Servicio de Campo Autorizado
de Lincoln local.
PROBLEMAS DE SALIDA
PROBLEMAS
(SÍNTOMAS)
No hay alimentación de alambre
cuando se aprieta el gatillo de la
pistola. El ventilador funciona, el
gas fluye y la máquina tiene un
voltaje de circuito abierto correcto
(33V) – salida de soldadura.
CAUSA
POSIBLE
1. Si el motor del mecanismo de
alimentación está funcionando,
asegúrese de que en la máquina
estén instalados los rodillos
impulsores correctos.
2. Revise si hay una guía de cable
o punta de contacto obstruida.
3. Revise si la guía del cable y
punta de contacto son del
tamaño adecuado.
CURSO DE ACCIÓN
RECOMENDADO
Si todas las áreas posibles de
desajuste han sido revisadas y el
problema persiste, Póngase en
Contacto con su Taller de
Servicio de Campo Autorizado
de Lincoln local.
PROBLEMAS DE ALIMENTACIÓN
MANUAL DE OPERACIÓN

SOLDADORAS DE ALIMENTACION DE ALAMBRE (125, 140, 180 MODELOS)
E-3-SP
LOCALIZACIÓN DE AVERÍAS
E-3-SP
Observe todos los Lineamientos de Seguridad detallados a través de este manual.
Si por alguna razón no entiende los procedimientos de prueba o no es capaz de llevar a cabo las pruebas/reparaciones en forma segura, póngase en con-
tacto con su Taller Local de Servicio de Campo Autorizado de Lincoln para obtener asistencia de localización de averías técnica antes de proceder.
PRECAUCIÓN
PROBLEMAS
(SÍNTOMAS)
No hay flujo de gas o hay muy
poco cuando se aprieta el gatillo de
la pistola. La alimentación de
alambre, salida de soldadura y ven-
tilador operan normalmente.
CAUSA
POSIBLE
1. Revise el suministro de gas, reg-
ulador de flujo y mangueras de
gas.
2. Revise la conexión de la pistola
a la máquina en busca de
obstrucciones o sellos con fuga.
CURSO DE ACCIÓN
RECOMENDADO
Si todas las áreas posibles de
desajuste han sido revisadas y el
problema persiste, Póngase en
Contacto con su Taller de
Servicio de Campo Autorizado
de Lincoln local.
PROBLEMAS
(SÍNTOMAS)
El arco es inestable – Arranque
pobre
CAUSA
POSIBLE
1. Revise si el voltaje de entrada a
la máquina es correcto.
2. Revise si la polaridad del elec-
trodo es correcta para el proce-
so.
3. Revise la punta de la pistola en
busca de desgaste y daños, y
verifique que sea del tamaño
correcto – Reemplace.
4. Revise que el gas y la velocidad
de flujo sean los correctos para
el proceso. (Sólo para MIG.)
5. Revise el cable de trabajo en
busca de conexiones sueltas o
defectuosas.
6. Revise la pistola en busca de
daños o rupturas.
7. Revise que la orientación del
rodillo impulsor y su alineación
sean correctas.
8. Revise que el tamaño de la guía
de alambre sea correcto.
CURSO DE ACCIÓN
RECOMENDADO
Si todas las áreas posibles de
desajuste han sido revisadas y el
problema persiste, Póngase en
Contacto con su Taller de
Servicio de Campo Autorizado
de Lincoln local.
PROBLEMAS DE FLUJO DE GAS
PROBLEMAS DE SOLDADURA

F-1-SP
DIAGRAMAS
F-1-SP
SOLDADORAS DE ALIMENTACION DE ALAMBRE (125, 140, 180 MODELOS)
ARMA
CARRETE
(OPCIONAL)
PISTOLA
VENTILADOR(FAN)
VENTILADOR(FAN)
SOLENOIDE
DEL GAS
LOCALIZADO EN TRANSFORMADOR
TRANSF-
ORMADOR
TERMÓSTATO
CIERRE
SÍMBOLOS ELÉCTRICOS POR E1537
CONFIGURACIÓN DEL ENCHUFE
DE LA IDENTIDAD
CONDENSADOR
ESTRANGULADOR
SALIDA
TRABAJO
PLOMO ACANALADO
O RAYADO
ALISE EL
PLOMO
A LA TIERRA POR
CÓDIGO ELÉCTRICO
NACIONAL
VEA EL DETALLE DE
LA CONFIGURACIÓN
DEL ENCHUFE DE
LA IDENTIDAD ABAJO
Cualquiera
MOTOR DE ALIMENTACIÓN
DEL ALAMBRE
NOTA: Este diagrama es sólo para referencia. Puede no ser exacto para todas las máquinas que cubre este manual. El dia-
grama específico para un código particular está pegado dentro de la máquina en uno de los páneles de la cubierta.
MANUAL DE OPERACIÓN
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...

WARNING
AVISO DE
PRECAUCION
ATTENTION
WARNUNG
ATENÇÃO
Spanish
French
German
Portuguese
Japanese
Chinese
Korean
Arabic
LEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTES
DE USO, E SIGA AS PRÁTICAS DE SEGURANÇA DO EMPREGADOR.
• Keep your head out of fumes.
• Use ventilation or exhaust to
remove fumes from breathing zone.
• Los humos fuera de la zona de res-
piración.
• Mantenga la cabeza fuera de los
humos. Utilice ventilación o
aspiración para gases.
• Gardez la tête à l’écart des fumées.
• Utilisez un ventilateur ou un aspira-
teur pour ôter les fumées des zones
de travail.
• Vermeiden Sie das Einatmen von
Schweibrauch!
• Sorgen Sie für gute Be- und
Entlüftung des Arbeitsplatzes!
• Mantenha seu rosto da fumaça.
• Use ventilação e exhaustão para
remover fumo da zona respiratória.
• Turn power off before servicing.
• Desconectar el cable de ali-
mentación de poder de la máquina
antes de iniciar cualquier servicio.
• Débranchez le courant avant l’entre-
tien.
• Strom vor Wartungsarbeiten
abschalten! (Netzstrom völlig öffnen;
Maschine anhalten!)
•
Não opere com as tampas removidas.
•
Desligue a corrente antes de fazer
serviço.
•
Não toque as partes elétricas nuas.
• Do not operate with panel open or
guards off.
• No operar con panel abierto o
guardas quitadas.
• N’opérez pas avec les panneaux
ouverts ou avec les dispositifs de
protection enlevés.
• Anlage nie ohne Schutzgehäuse
oder Innenschutzverkleidung in
Betrieb setzen!
• Mantenha-se afastado das partes
moventes.
• Não opere com os paineis abertos
ou guardas removidas.
La página se está cargando...
Transcripción de documentos
Manual del Operador ALIMENTADOR DE ALAMBRE SOLDADORA Para usarse con máquinas con Números de Código: 11631 por 11639 and 12100 thru 12107 i-SP i-SP SEGURIDAD ADVERTENCIA ADVERTENCIA DE LA LEY 65 DE CALIFORNIA En el estado de California, se considera a las emisiones del motor de die sel y al gu nos de sus com po nen tes como dañinas para la salud, ya que provocan cáncer, defectos de nacimiento y otros daños reproductivos. Las emisiones de este tipo de productos contienen químicos que, para el estado de California, provocan cáncer, defectos de nacimiento y otros daños reproductivos. Lo anterior aplica a los motores Diesel Lo anterior aplica a los motores de gasolina LA SOLDADURA AL ARCO PUEDE SER PELIGROSA. PROTEJASE USTED Y A LOS DEMAS CONTRA POSIBLES LESIONES DE DIFERENTE GRAVEDAD, INCLUSO MORTALES. NO PERMITA QUE LOS NIÑOS SE ACERQUEN AL EQUIPO. LAS PERSONAS CON MARCAPASOS DEBEN CONSULTAR A SU MEDICO ANTES DE USAR ESTE EQUIPO. Lea y entienda los siguientes mensajes de seguridad. Para más información acerca de la seguridad, se recomienda comprar un ejemplar de "Safety in Welding & Cutting - ANIS Standard Z49.1" de la Sociedad Norteamericana de Soldadura, P.O. Box 351040, Miami, Florida 33135 ó CSA Norma W117.2-1974. Un ejemplar gratis del folleto "Arc Welding Safety" (Seguridad de la soldadura al arco) E205 está disponible de Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199. ASEGURESE QUE TODOS LOS TRABAJOS DE INSTALACION, FUNCIONAMIENTO, MANTENIMIENTO Y REPARACION SEAN HECHOS POR PERSONAS CAPACITADAS PARA ELLO. Para equipos accionados por MOTOR. 1.h. Para evitar quemarse con agua caliente, no quitar la tapa a presión del radiador mientras el motor está caliente. 1.a. Apagar el motor antes de hacer trabajos de localización de averías y de mantenimiento, salvo en el caso que el trabajo de mantenimiento requiera que el motor esté funcionando. ____________________________________________________ 1.b.Los motores deben funcionar en lugares abiertos bien ventilados, o expulsar los gases de escape del motor al exterior. ____________________________________________________ 1.c. No cargar combustible cerca de un arco de soldadura cuando el motor esté funcionando. Apagar el motor y dejar que se enfríe antes de rellenar de combustible para impedir que el combustible derramado se vaporice al quedar en contacto con las piezas del motor caliente. No derramar combustible al llenar el tanque. Si se derrama, limpiarlo con un trapo y no arrancar el motor hasta que los vapores se hayan eliminado. ____________________________________________________ 1.d. Mantener todos los protectores, cubiertas y dispositivos de seguridad del equipo en su lugar y en buenas condiciones. No acercar las manos, cabello, ropa y herramientas a las correas en V, engranajes, ventiladores y todas las demás piezas móviles durante el arranque, funcionamiento o reparación del equipo. ____________________________________________________ 1.e. En algunos casos puede ser necesario quitar los protectores para hacer algún trabajo de mantenimiento requerido. Quitarlos solamente cuando sea necesario y volver a colocarlos después de terminado el trabajo de mantenimiento. Tener siempre el máximo cuidado cuando se trabaje cerca de piezas en movimiento. ___________________________________________________ 1.f. No poner las manos cerca del ventilador del motor. No tratar de sobrecontrolar el regulador de velocidad en vacío empujando las varillas de control del acelerador mientras el motor está funcionando. LOS CAMPOS ELECTRICOS Y MAGNETICOS pueden ser peligrosos 2.a. La corriente eléctrica que circula a través de un conductor origina campos eléctricos y magnéticos (EMF) localizados. La corriente de soldadura crea campos EMF alrededor de los cables y los equipos de soldadura. 2.b. Los campos EMF pueden interferir con los marcapasos y en otros equipos médicos individuales, de manera que los operarios que utilicen estos aparatos deben consultar a su médico antes de trabajar con una máquina de soldar. 2.c. La exposición a los campos EMF en soldadura puede tener otros efectos sobre la salud que se desconocen. 2.d. Todo soldador debe emplear los procedimientos siguientes para reducir al mínimo la exposición a los campos EMF del circuito de soldadura: 2.d.1. Pasar los cables de pinza y de trabajo juntos Encintarlos juntos siempre que sea posible. 2.d.2. Nunca enrollarse el cable de electrodo alrededor del cuerpo. 2.d.3. No colocar el cuerpo entre los cables de electrodo y trabajo. Si el cable del electrodo está en el lado derecho, el cable de trabajotambién debe estar en el lado derecho. 2.d.4. Conectar el cable de trabajo a la pieza de trabajo lo más cerca posible del área que se va a soldar. ___________________________________________________ 1.g. Para impedir el arranque accidental de los motores de gasolina mientras se hace girar el motor o generador de la soldadura durante el trabajo de mantenimiento, desconectar los cables de las bujías, tapa del distribuidor o cable del magneto, según corresponda. 2.d.5. No trabajar al lado de la fuente de corriente. ii-SP SEGURIDAD La DESCARGA ELÉCTRICA puede causar la muerte. 3.a. Los circuitos del electrodo y de trabajo están eléctricamente con tensión cuando el equipo de soldadura está encendido. No tocar esas piezas con tensión con la piel desnuda o con ropa mojada. Usar guantes secos sin agujeros para aislar las manos. 3.b. Aislarse del circuito de trabajo y de tierra con la ayuda de material aislante seco. Asegurarse de que el aislante es suficiente para protegerle completamente de todo contacto físico con el circuito de trabajo y tierra. Además de las medidas de seguridad normales, si es necesario soldar en condiciones eléctricamente peligrosas (en lugares húmedos o mientras se está usando ropa mojada; en las estructuras metálicas tales como suelos, emparrillados o andamios; estando en posiciones apretujadas tales como sentado, arrodillado o acostado, si existe un gran riesgo de que ocurra contacto inevitable o accidental con la pieza de trabajo o con tierra, usar el equipo siguiente: • Equipo de soldadura semiautomática de C.C. a tensión constante. • Equipo de soldadura manual C.C. • Equipo de soldadura de C.A. con control de voltaje reducido. 3.c. En la soldadura semiautomática o automática con alambre continuo, el electrodo, carrete de alambre, cabezal de soldadura, boquilla o pistola para soldar semiautomática también están eléctricamente con tensión. 3.d. Asegurar siempre que el cable de trabajo tenga una buena conexión eléctrica con el metal que se está soldando. La conexión debe ser lo más cercana posible al área donde se va a soldar. 3.e. Conectar el trabajo o metal que se va a soldar a una buena toma de tierra eléctrica. 3.f. Mantener el portaelectrodo, pinza de trabajo, cable de soldadura y equipo de soldadura en unas condiciones de trabajo buenas y seguras. Cambiar el aislante si está dañado. 3.g. Nunca sumergir el electrodo en agua para enfriarlo. 3.h. Nunca tocar simultáneamente la piezas con tensión de los portaelectrodos conectados a dos equipos de soldadura porque el voltaje entre los dos puede ser el total de la tensión en vacío de ambos equipos. 3.i. Cuando se trabaje en alturas, usar un cinturón de seguridad para protegerse de una caída si hubiera descarga eléctrica. 3.j. Ver también 6.c. y 8. Los RAYOS DEL ARCO pueden quemar. 4.a. Colocarse una pantalla de protección con el filtro adecuado para protegerse los ojos de las chispas y rayos del arco cuando se suelde o se observe un soldadura por arco abierto. Cristal y pantalla han de satisfacer las normas ANSI Z87.I. 4.b. Usar ropa adecuada hecha de material resistente a la flama durable para protegerse la piel propia y la de los ayudantes de los rayos del arco. 4.c. Proteger a otras personas que se encuentren cerca del arco, y/o advertirles que no miren directamente al arco ni se expongan a los rayos del arco o a las salpicaduras. Los HUMOS Y GASES pueden ser peligrosos. 5.a. La soldadura puede producir humos y gases peligrosos para la salud. Evite respirarlos. Durante la soldadura, mantenga la cabeza alejada de los humos. Utilice ventilación y/o extracción de humos junto al arco para mantener los humos y gases alejados de la zona de respiración. Cuando se suelda con electrodos que requieren ventilación especial (Ver instrucciones en el contenedor o la MSDS) o cuando se suelda con chapa galvanizada u otros metales o revestimeintos que producen humos tóxicos, evite exponerse lo más posible y dentro de los límites aplicables según OSHA PEL y ACGIH TLV utilizando un sistema de ventilación de extracción o mecánica local. En espacios confinados y a la intemperie, puede ser necesario el uso de respiración asistida. Asimismo se deben tomar precauciones al soldar con acero galvanizado. 5.b. La operación de equipo de control de humos de soldadura se ve afectada por diversos factores incluyendo el uso adecuado y el posicionamiento del equipo así como el procedimiento de soldadura específico y la aplicación utilizada. El nivel de exposición del trabajador deberá ser verificado durante la instalación y después periodicamente a fin de asegurar que está dentro de los límites OSHA PEL y ACGIH TLV permisibles. 5.c No soldar en lugares cerca de una fuente de vapores de hidrocarburos clorados provenientes de las operaciones de desengrase, limpieza o pulverización. El calor y los rayos del arco puede reaccionar con los vapores de solventes para formar fosgeno, un gas altamente tóxico, y otros productos irritantes. 5.c. Los gases protectores usados para la soldadura por arco pueden desplazar el aire y causar lesiones graves, incluso la muerte. Tenga siempre suficiente ventilación, especialmente en las áreas confinadas, para tener la seguridad de que se respira aire fresco. 5.d. Lea atentamente las instrucciones del fabricante de este equipo y el material consumible que se va a usar, incluyendo la hoja de datos de seguridad del material (MSDS) y siga las reglas de seguridad del empleado, distribuidor de material de soldadura o del fabricante. 5.e. Ver también 1.b. MANUAL DE OPERACIÓN ii-SP iii-SP iii-SP SEGURIDAD Las CHISPAS DE SOLDADURA pueden provocar un incendio o una explosión. 6.a. Quitar todas las cosas que presenten riesgo de incendio del lugar de soldadura. Si esto no es posible, taparlas para impedir que las chispas de la soldadura inicien un incendio. Recordar que las chispas y los materiales calientes de la soldadura puede pasar fácilmente por las grietas pequeñas y aberturas adyacentes al área. No soldar cerca de tuberías hidráulicas. Tener un extintor de incendios a mano. 6.b. En los lugares donde se van a usar gases comprimidos, se deben tomar precauciones especiales para prevenir situaciones de riesgo. Consultar “Seguridad en Soldadura y Corte“ (ANSI Estándar Z49.1) y la información de operación para el equipo que se esté utilizando. 6.c Cuando no esté soldando, asegúrese de que ninguna parte del circuito del electrodo haga contacto con el trabajo o tierra. El contacto accidental podría ocasionar sobrecalentamiento de la máquina y riesgo de incendio. 6.d. No calentar, cortar o soldar tanques, tambores o contenedores hasta haber tomado los pasos necesarios para asegurar que tales procedimientos no van a causar vapores inflamables o tóxicos de las sustancias en su interior. Pueden causar una explosión incluso después de haberse “limpiado”. Para más información, consultar “Recommended Safe Practices for the Preparation for Welding and Cutting of Containers and Piping That Have Held Hazardous Substances”, AWS F4.1 de la American Welding Society . 6.e. Ventilar las piezas fundidas huecas o contenedores antes de calentar, cortar o soldar. Pueden explotar. 6.f. Las chispas y salpicaduras son lanzadas por el arco de soldadura. Usar ropa adecuada que proteja, libre de aceites, como guantes de cuero, camisa gruesa, pantalones sin bastillas, zapatos de caña alta y una gorra. Ponerse tapones en los oídos cuando se suelde fuera de posición o en lugares confinados. Siempre usar gafas protectoras con protecciones laterales cuando se esté en un área de soldadura. 6.g. Conectar el cable de trabajo a la pieza tan cerca del área de soldadura como sea posible. Los cables de la pieza de trabajo conectados a la estructura del edificio o a otros lugares alejados del área de soldadura aumentan la posibilidad de que la corriente para soldar traspase a otros circuitos alternativos como cadenas y cables de elevación. Esto puede crear riesgos de incendio o sobrecalentar estas cadenas o cables de izar hasta hacer que fallen. 6.h. Ver también 1.c. 6.i. Lea y siga el NFPA 51B “ Estándar para Prevención de Incendios Durante la Soldadura, Corte y otros Trabajos Calientes”, disponible de NFPA, 1 Batterymarch Park, PO box 9101, Quincy, Ma 022690-9101. La BOTELLA de gas puede explotar si está dañada. 7.a. Emplear únicamente botellas que contengan el gas de protección adecuado para el proceso utilizado, y reguladores en buenas condiciones de funcionamiento diseñados para el tipo de gas y la presión utilizados. Todas las mangueras, rácores, etc. deben ser adecuados para la aplicación y estar en buenas condiciones. 7.b. Mantener siempre las botellas en posición vertical sujetas firmemente con una cadena a la parte inferior del carro o a un soporte fijo. 7.c. Las botellas de gas deben estar ubicadas: • Lejos de las áreas donde puedan ser golpeados o estén sujetos a daño físico. • A una distancia segura de las operaciones de corte o soldadura por arco y de cualquier fuente de calor, chispas o llamas. 7.d. Nunca permitir que el electrodo, portaelectrodo o cualquier otra pieza con tensión toque la botella de gas. 7.e. Mantener la cabeza y la cara lejos de la salida de la válvula de la botella de gas cuando se abra. 7.f. Los capuchones de protección de la válvula siempre deben estar colocados y apretados a mano, excepto cuando la botella está en uso o conectada para uso. 7.g. Leer y seguir las instrucciones de manipulación en las botellas de gas y el equipamiento asociado, y la publicación P-I de CGA, “Precauciones para un Manejo Seguro de los Gases Comprimidos en los Cilindros“, publicado por Compressed Gas Association 1235 Jefferson Davis Highway, Arlington, VA 22202. PARA equipos ELÉCTRICOS 8.a. Cortar la electricidad entrante usando el interruptor de desconexión en la caja de fusibles antes de trabajar en el equipo. 8.b. Conectar el equipo a la red de acuerdo con U.S. National Electrical Code, todos los códigos y las recomendaciones del fabricante. 8.c. Conectar el equipo a tierra de acuerdo con U.S. National Electrical Code, todos los códigos y las recomendaciones del fabricante. 6.j. No utilice una fuente de poder de soldadura para descongelación de tuberías. Visite http://www.lincolnelectric.com/safety para obtener información adicional. v-SP v-SP Gracias por seleccionar un producto de CALIDAD fabricado por Lincoln Electric. Queremos que esté orgulloso al operar este producto de Lincoln Electric Company ••• tan orgulloso como lo estamos nosotros al ofrecerle este producto. POLÍTICA DE ASISTENCIA AL CLIENTE El negocio de la Lincoln Electric Company es fabricar y vender equipo de soldadura, consumibles y equipo de corte de alta calidad, Nuestro reto es satisfacer las necesidades de nuestros clientes y exceder sus expectativas. A veces, los compradores pueden pedir consejo o información a Lincoln Electric sobre el uso de sus productos. Les respondemos con base en la mejor información que tengamos en ese momento. Lincoln Electric no está en posición de garantizar o avalar dicho consejo, y no asume ninguna responsabilidad con respecto a dicha información o guía. Expresamente declinamos cualquier garantía de cualquier tipo, incluyendo cualquier garantía de conveniencia para el fin particular de algún cliente, con respecto a dicha información o consejo. Como un asunto de consideración práctica, tampoco podemos asumir ninguna responsabilidad por actualizar o corregir dicha información o consejo una vez que se ha dado, ni tampoco el hecho de proporcionar la información o consejo crea, amplía o altera ninguna garantía en relación con la venta de nuestros productos. Lincoln Electric es un fabricante responsable, pero la selección y uso de productos específicos vendidos por el mismo está únicamente dentro del control del cliente, y permanece su sola responsabilidad. Varias variables más allá del control de Lincoln Electric afectan los resultados obtenidos al aplicar estos tipos de métodos de fabricación y requerimientos de servicio. Sujeto a Cambio – Esta información es precisa en nuestro mejor leal saber y entender al momento de la impresión. Sírvase consultar www.lincolnelectric.com para cualquier información actualizada. Cuando este equipo se envía, el título pasa al comprador en el momento que éste recibe el producto del transportista. Por lo tanto, las reclamaciones por material dañado en el envío las debe realizar el comprador en contra de la compañía de transporte en el momento en el que recibe la mercancía. Por favor registre la información de identificación del equipo que se presenta a continuación para referencia futura. Esta información se puede encontrar en la placa de identificación de la máquina. Producto ________________________________________________________________________________________________ Número de modelo ________________________________________________________________________________________ Número de código o código de fecha___________________________________________________________________________ Número de serie___________________________________________________________________________________________ Fecha de compra__________________________________________________________________________________________ Lugar de compra__________________________________________________________________________________________ En cualquier momento en que usted solicite alguna refacción o información acerca de este equipo proporcione siempre la información que se registró anteriormente. Registro del Producto en línea. - Registre su máquina con Lincoln Electric ya sea vía fax o a través de Internet. • Para envío vía fax: Llene la forma en la parte posterior de la declaración de garantía incluida en el paquete de literatura que acompaña esta máquina y envíe por fax la forma de acuerdo con las instrucciones impresas en ella. • Para registro en línea: Visite nuestro SITIO WEB en www.lincolnelectric.com. Seleccione "Vínculos Rápidos" y después "Registro de Producto". Por favor llene la forma y presente su registro. Lea este Manual de Instrucciones completamente antes de empezar a trabajar con este equipo. Guarde este manual y téngalo a mano para cualquier consulta rápida. Ponga especial atención a las diferentes consignas de seguridad que aparecen a lo largo de este manual, por su propia seguridad. El grado de importancia a considerar en cada caso se indica a continuación. ADVERTENCIA Este mensaje aparece cuando la información que acompaña debe ser seguida exactamente para evitar daños personales graves incluso la pérdida de la vida. PRECAUCIÓN Este mensaje aparece cuando la información que acompaña debe ser seguida para evitar daños personales menos graves o daños a este equipo. MANUAL DE OPERACIÓN Favor de Examinar Inmediatamente el Cartón y el Equipo para Verificar si Existe Algún Daño. TABLA DE CONTENIDO Instalación . . . . . . . . . . . . . . . . . . .Sección A Especificaciones Técnicas . . . . . . . . .A-1, A-2 Precauciones de Seguridad . . . . . . . . . . .A-2 Selección de una Ubicación Adecuada .A-2 Estibación . . . . . . . . . . . . . . . . . . . . . . . .A-2 Inclinación . . . . . . . . . . . . . . . . . . . . . . . .A-2 Identificación y Ubicación de los Componentes for 180 Amp and 140 Amp Units . . . . . . .A-3 Identificación y Ubicación de los Componentes for 125 Amp Flux Core Unit . . . . . . . . . .A-3 Operación . . . . . . . . . . . . . . . . . . .Sección B Seguridad y Descripción del Producto . . .B-1 Controles y Configuraciones . . . . . . .B-2, B-3 Rodillo Impulsor y Tabla de Guías de Alambre B-4 Preparación y Realización de una Soldadura deAlambre Tubular . . .B-4 a B-6 Preparación y Realización de una Soldadura MIG e Instalación del Gas ProtectorB-7 a B10 Preparación y Realización de una Soldadura de Aluminio . . . . . . . . . . . . . . . . . . . . . . . . . . .B-11 . Accesorios . . . . . . . . . . . . . . . . . .Sección C Accesorios Opcionales . . . . . . . . . . . . . . .C-1 Carros Utilitarios . . . . . . . . . . . . . . . .C-2, C-3 Mantenimiento . . . . . . . . . . . . . . .Sección D Precauciones de Seguridad . . . . . . . . . . .D-1 Compartimiento de Alimentación de Alambre, Motor del Ventilador, Mantenimiento del Carrete de Alambre . . . . . . . . . . . . . . . . . . . . . . . .D-1 Mantenimiento de la Pistola y Cable . . . . .D-2 Protección contra Sobrecarga . . . . . . . . . .D-2 Procedimientos de Reemplazo de Componentes . . . . . . . . . . . . . . . . . . . . . . .D-2 Localización de Averías . . . . . . . .Sección E Precauciones de Seguridad . . . . . . . . . . .E-1 Cómo Utilizar la Guía de Localización de Averías . . . . . . . . . . . . . . . . . . . . . . . . . . . .E-1 Guía de Localización de Averías . . .E-2 a E-3 Diagrama de Cableado & Dibujo de Dimensión. Sección F Páginas de las Piezas . . . . . .P-532, P-202-E A-1-SP A-1-SP INSTALACIÓN ESPECIFICACIONES TÉCNICAS Unidades de 180 Amps (K2481-1, K2515-1 , K2659-1, K2689-1 , K2698-1) ENTRADA - MONOFÁSICA SOLAMENTE Voltaje/Frecuencia Estándar 230 V 60 Hz 208 V 60 Hz Corriente de Entrada 20 Amps a salida nominal 20 Amps a salida nominal SALIDA NOMINAL Voltaje/Ciclo de Trabajo 230 V 30% 208 V 30% Corriente 130 Amps 130 Amps Rango de Corriente de Soldadura 30-180 Amps Voltaje de Circuito Abierto 34 V Voltaje a Amperes Nominales 20 17 SALIDA Rango de Velocidad de Alambre 50 - 500 pulg/min. (1.3 - 12.7 m/min.) TAMAÑOS RECOMENDADOS DE CABLES DE ENTRADA Y FUSIBLES Voltaje/Frecuencia de Entrada Tamaño de Fusible o Interruptor1 Amps de Entrada 60 Hz Quemado lento de 40 Amps 20 50 Amp, 250 V, Enchufe de Tres Entradas (Tipo NEMA 6-50P) DIMENSIONES FÍSICAS Altura 13.7 pulg. 347 mm 1 Si Ancho 10.15 pulg. 258 mm Profundidad 17.9 pulg. 454 mm Peso 64 Ibs 29 kg se conecta a un circuito protegido por fusibles, utilice el Fusible de Demora de Tiempo marcado con una “D”. Unidades de 140 Amps (K2480-1, K2514-1, K2658-1, K2688-1, K2697-1) ENTRADA - MONOFÁSICA SOLAMENTE Voltaje/Frecuencia Estándar 120 V / 60 Hz Corriente de Entrada 20 Amps a salida nominal SALIDA NOMINAL Corriente 90 Amps Voltaje/Ciclo de Trabajo Ciclo de Trabajo del 20% Voltaje a Amperes Nominales 19.5 SALIDA Rango de Corriente de Soldadura 30-140 Amps Voltaje de Circuito Abierto 33 V Rango de Velocidad de Alambre 50 - 500 pulg./min. (1.3 - 12.7 m/min.) TAMAÑOS RECOMENDADOS DE CABLES DE ENTRADA Y FUSIBLES Voltaje/Frecuencia de Entrada 120 V 60 Hz Tamaño de Fusible o Interruptor1,2 20 Amp Amps de Entrada 20 Cable de Alimentación Cable de Extensión 15 Amps, 250 V, AWG de 3 Conductores #12 Enchufe de Tres Entradas 4(mm2) o mayor (Tipo NEMA 5-15P) Hasta 15.2m (50 pies) DIMENSIONES FÍSICAS Altura 13.7 pulg. 347 mm 1Si Ancho 10.15 pulg. 258 mm Profundidad 17.9 pulg. 454 mm Peso 54 Ibs 24.5 kg se conecta a un circuito protegido por fusibles, utilice el Fusible de Demora de Tiempo marcado con una “D”. SOLDADORAS DE ALIMENTACION DE ALAMBRE (125, 140, 180 MODELOS) MANUAL DE OPERACIÓN 230 V Cable de Alimentación A-2-SP A-2-SP INSTALACIÓN ESPECIFICACIONES TÉCNICAS Unidades de 125 Amp (K2479-1, K2513-1, K2696-1, K2699-1 K2785-1) ENTRADA - MONOFÁSICA SOLAMENTE Voltaje/Frecuencia Estándar 120 V / 60 Hz Corriente de Entrada 20 Amps a salida nominal SALIDA NOMINAL Corriente 90 Amps Voltaje/Ciclo de Trabajo Ciclo de Trabajo del 20% Voltaje a Amperes Nominales 19 SALIDA Rango de Corriente de Soldadura 30-125 Amps Voltaje de Circuito Abierto 33 V Rango de Velocidad de Alambre 50 - 500 pulg./min. (1.3 - 12.7 m/min.) TAMAÑOS RECOMENDADOS DE CABLES DE ENTRADA Y FUSIBLES Voltaje/Frecuencia de Entrada 120 V 60 Hz Tamaño de Fusible o Interruptor1,2 Amps de Entrada 20 Amp 20 Cable de Alimentación Cable de Extensión 15 Amps, 250 V, AWG de 3 Conductores #12 Enchufe de Tres Entradas 4(mm2) o mayor (Tipo NEMA 5-15P) Hasta 15.2m (50 pies) DIMENSIONES FÍSICAS Altura 13.7 pulg. 347 mm Ancho 10.15 pulg. 258 mm Profundidad 17.9 pulg. 454 mm Peso 48 Ibs 21.7 kg 1Si se conecta a un circuito protegido por fusibles, utilice el Fusible de Demora de Tiempo marcado con una “D”. 2 Requisitos para la salida máxima Para utilizar la capacidad máxima de la salida de la máquina, un circuito del rama capaz de 25 amperios en 120 voltios, 60 Hertz se requieren. Lea toda la sección de instalación antes de empezar la misma. PRECAUCIONES DE SEGURIDAD ADVERTENCIA La DESCARGA ELÉCTRICA puede causar la muerte. • Sólo personal calificado puede realizar esta instalación. • Sólo el personal que haya leído y comprendido el Manual de Operación de las SOLDADORAS DE ALIMENTACION DE ALAMBRE deberá instalar y operar este equipo. • La máquina debe enchufarse a un receptáculo que esté aterrizado conforme a cualquier código nacional, local o cualquier otro que aplique. • El interruptor de encendido de las SOLDADORAS DE ALIMENTACION DE ALAMBRE deberá estar en la posición de APAGADO (“O”) cuando se instale el cable de trabajo y pistola, y cuando se conecte el cable de alimentación a la alimentación. SELECCIÓN DE UNA UBICACIÓN ADECUADA Coloque la soldadora en un lugar seco donde haya libre circulación de aire limpio hacia adentro de las rejillas en la parte posterior y hacia el frente de la unidad. Una ubicación que minimiza la cantidad de humo y suciedad que entra en las rejillas traseras reduce la posibilidad de acumular suciedad que pudiera bloquear los pasajes de aire y provocar sobrecalentamiento. ESTIBACIÓN La SOLDADORA DE ALIMENTACION DE ALAMBRE (MODELOS 125, 140, 180) no puede estibarse. INCLINACIÓN Cada máquina debe colocarse directamente sobre una superficie segura y nivelada o sobre un carro recomendado. La máquina puede caerse si no se sigue este procedimiento. SOLDADORAS DE ALIMENTACION DE ALAMBRE (125, 140, 180 MODELOS) A-3-SP INSTALACIÓN LINCOLN • Pistola de Soldadura Magnum 100L. ® ELECTRIC COMPONENTES INCLUIDOS • Soldadora de Alimentador de Alambre • Tobera de Pistola Sin Gas Autoprotegida Negra (Instalada en la Pistola de Soldadura) • Tobera de Pistola con Gas MIG de Bronce • Cable de Trabajo y Pinza. • 3 Puntas de Contacto 0.035 (1 instalada en la pistola de soldadura). .035 IDENTIFICACIÓN Y LOCALIZACIÓN • Protector manual* *Handshield no disponible DE COMPONENTES en el código 11658. para Unidades de 140 AMP y 180 AMP .035 A-3-SP • Carrete de Alambre Tubular Innershield NR-211MP de 0.035 de diámetro. 1 MP .035 NR-21 F LU X - C O R ED W I R E .025 .025 .025 .035 .035 • 3 Puntas de Contacto 0.035 (1 instalada en la pistola de soldadura). • 3 Puntas de Contacto 0.025. • Adaptador de Eje de 2” (Para un Carrete de Alambre de 8”) • Regulador • Manguera de Gas • Aprenda a Soldar (Manual LTW1) • DVD REGULATOR 2" SPINDLE ADAPTER (FOR 8" REEL OF WIRE) WIRE • Rodillo Impulsor • Rodillo Impulsor Suave 0.025/.030 Suave 0.035 LINCOLN ® ELECTRIC LTW1 • Carrete de Alambre Tubular Innershield NR-211MP de 0.035 de diámetro. • Carrete de Alambre MIG L-56 de 0.025 de diámetro. L-56 MIG • Protector manual GAS HOSE "LEARN TO WELD" NR-211 MP • Rodillo Impulsor Estriado .030 .045 (Instalado en la Máquina) DVD IDENTIFICACIÓN Y LOCALIZACIÓN DE COMPONENTES para UNIDAD AUTOPROTEGIDA DE 125 AMP COMPONENTES INCLUIDOS • Soldadora de Alimentador de Alambre • Tobera de Pistola Sin Gas Autoprotegida Negra (Instalada en la Pistola de Soldadura) • Adaptador de Eje de 2” (Para un Carrete de Alambre de 8”)• Aprenda a Soldar (Manual LTW1) • DVD ADAPTADOR DE EJE DE 2" (PARA UN CARRETE DE ALAMBRE DE 8") LTW1 "APRENDA A SOLDAR" • Rodillo Impulsor Estriado .030 .045 (Instalado en la Máquina)) • Cable de Trabajo y Pinza. SOLDADORAS DE ALIMENTACION DE ALAMBRE (125, 140, 180 MODELOS) DVD MANUAL DE OPERACIÓN • Pistola de Soldadura Magnum 100L. B-1-SP OPERACIÓN Lea toda la sección de operación antes de operar la SOLDADORAS DE ALIMENTACION DE ALAMBRE. ADVERTENCIA La DESCARGA ELÉCTRICA puede causar la muerte. • No toque partes eléctricamente vivas o electrodos con la piel o ropa mojada. Aíslese del trabajo y tierra. • Siempre use guantes aislantes secos. Los HUMOS Y GASES pueden resultar peligrosos. • Mantenga su cabeza alejada de los humos. • Use ventilación o escape para eliminar los humos de la zona de respiración. Las CHISPAS DE SOLDADURA pueden provocar un incendio o explosión. • Mantenga lejos el material inflamable. • No suelde en contenedores cerrados. Los RAYOS DEL ARCO pueden quemar. • Utilice protección para los ojos, oídos y cuerpo. B-1-SP DESCRIPCIÓN DEL PRODUCTO (CAPACIDADES DEL PRODUCTO) Estas pequeñas soldadoras de alimentación de alambre portátiles son capaces de soldadura MIG en acero, acero inoxidable y aluminio. También son capaces de soldadura de alambre tubular en acero suave. La soldadura MIG significa soldadura con Gas Inerte Metálico y requiere una botella separada de gas protector para proteger la soldadura hasta que se enfría. Es posible adquirir gas protector adecuado con base en el tipo de material que está soldando de su distribuidor local de gas de soldadura. La soldadura MIG es ideal para soldar en materiales más delgados y limpios cuando se requiere una soldadura de apariencia cosmética excelente y muy limpia. Un ejemplo podrían ser los páneles de carrocerías automotrices. La soldadura tubular/autoprotegida no requiere gas protector separado para proteger la soldadura, ya que cuenta con aditivos especiales conocidos como fundentes para proteger a la soldadura hasta que se enfría. La Soldadura de Alambre Tubular es ideal para materiales medianamente o muy gruesos, y para soldar en acero pintado u oxidado. Este tipo de soldadura es también ideal en aplicaciones al aire libre donde las condiciones de viento pueden alejar el gas protector MIG de la soldadura. La soldadura de alambre tubular produce una soldadura de buena apariencia pero no excelente como la MIG. Su máquina incluye los elementos necesarios para soldar en acero con el proceso de soldadura MIG o el de alambre tubular. Para soldar en acero inoxidable, es posible adquirir en forma separada un alambre de soldadura de acero inoxidable opcional. Esta máquina puede soldar aluminio utilizando un alambre de soldadura de aluminio 4043 de 0.035 de diámetro. Ya que el alambre de soldadura de aluminio es suave, se recomienda una antorcha “Spool Gun” de aluminio para mejores resultados. Dentro de la puerta de la máquina se localiza una etiqueta que proporciona sugerencias de configuraciones de soldadura. ABREVIATURAS DE SOLDADURA COMUNES Observe la información de seguridad a lo largo de este manual. ------------------------------------------------------------ GMAW (MIG) • Soldadura de Arco Metálico con Gas FCAW (Innershield or Outershield) • Soldadura de Arco Tubular SOLDADORAS DE ALIMENTACION DE ALAMBRE (125, 140, 180 MODELOS) B-2-SP B-2-SP OPERACIÓN CONTROLES CIONES Y CONFIGURA- Esta máquina cuenta con los siguientes controles: Vea la Figura B.1 FIGURA B.1 1. INTERRUPTOR DE ENCENDIDO – Apaga y enciende la máquina. 3 3. CONTROL DE VELOCIDAD DE ALIMENTACIÓN DE ALAMBRE (WFS) – Esta perilla establece la velocidad con que la máquina alimenta alambre. Junto con el voltaje de arco, este control establece un procedimiento de soldadura. Consulte la etiqueta de procedimientos en la puerta del compartimiento del mecanismo de alimentación para establecer un procedimiento de soldadura correcto con base en el tipo de material y grosor que se está soldando. 1 Vea la Figura B.2 FIGURA B.2 4. GATILLO DE LA PISTOLA – Aplanar el gatillo activa al mecanismo de alimentación para alimentar alambre y energiza la salida de la máquina. Aplane el gatillo para soldar y suéltelo para detener la soldadura. 5. PISTOLA DE SOLDADURA – Entrega alambre y corriente de soldadura a la soldadora. a. Guía de alambre de la pistola– el alambre se desplaza a través de la guía desde el mecanismo de alimentación. La guía de alambre de la pistola alimenta alambre 0.025 a0.035. La máquina 180A puede soldar con alambre 0.045 si una guía de alambre opcional 0.045 está instalada en la pistola. 5c 5b .035"(0.9mm) NR-211-MP 5a 5 WIRE SPOOL b. Punta de Contacto – proporciona contacto eléctrico al alambre. c. Tobera – Al soldar con alambre tubular, la tobera negra protege las roscas de montaje en la pistola. Al soldar MIG, la tobera de bronce canaliza el gas protector a la soldadura. 4 6 7 6. PINZA Y CABLE DE TRABAJO – Se abraza a la pieza de trabajo que se está soldando y completa el circuito de soldadura eléctrico. 7. RECEPTÁCULO DEL CONECTOR DEL GATILLO DE LA PISTOLA – Enchufe el conector del gatillo de 4 pines a este receptáculo. SOLDADORAS DE ALIMENTACION DE ALAMBRE (125, 140, 180 MODELOS) MANUAL DE OPERACIÓN 2. CONTROL DE VOLTAJE DE ARCO – Esta perilla establece el voltaje de salida de la máquina. Junto con la velocidad de alimentación de alambre (WFS), este control establece un procedimiento de soldadura. Consulte la etiqueta de procedimientos en la puerta del compartimiento del mecanismo de alimentación para establecer un procedimiento de soldadura correcto con base en el tipo de material y grosor que se está soldando. 2 B-3-SP B-3-SP OPERACIÓN Vea la Figura B.3 FIGURA B.3 8. BUJE Y TORNILLO MARIPOSA DEL CONECTOR DE LA PISTOLA DE SOLDADURA – Proporciona energía eléctrica a la pistola de soldadura. El tornillo mariposa sujeta la pistola de soldadura al bloque del conector. (Por razones de claridad, el Frente de la Máquina, Puerta Lateral y Cubierta del Mecanismo de Alimentación fueron removidos de los Elementos 8 y 9). 9. TERMINALES DE SALIDA – Estas conexiones permiten cambiar la polaridad de soldadura de la máquina dependiendo de si está realizando una soldadura MIG o de alambre tubular. Vea la Figura B.4 8 9 FIGURA B.4 ADAPTADOR DE EJE DE 2" (PARA CARRETE DE ALAMBRE DE 8") 10. EJE Y FRENO DEL CARRETE DE ALAMBRE – Sostiene a un carrete de 4 pulgadas de diámetro. Utilice un adaptador de eje de 2 pulgadas con la máquina para utilizar carretes de 8 pulgadas de diámetro. El tornillo mariposa establece la fricción de frenado para evitar que el carrete gire cuando se suelta el gatillo. Vea la Figura B.5 (CARRETE DE ALAMBRE DE 4) FIGURA B.5 11. MECANISMO DE ALIMENTACIÓN Y COMPONENTES – Alimenta alambre desde el carrete de alambre a través del mecanismo y la pistola a la soldadura. a. Rodillo Impulsor – Impulsa el alambre a través del sistema de impulsión. El rodillo impulsor tiene una ranura que corresponde al tipo y diámetro del alambre especificado. Consulte la Tabla B.1 para los rodillos impulsores disponibles. b. Guía de salida y enderezador – El enderezador guía el alambre entre el rodamiento del Esamble del Brazo móvil y el Rodillo Impulsor y a través de la guía de salida . c. Tornillo Mariposa de Tensión del Rodillo Impulsor – Girar a la derecha aumenta la fuerza en los rodillos impulsores y a la izquierda la disminuye. ENSAMBLE DEL BRAZO MOVIL RODAMIENTO GUIA DE SALIDA ENSAMBLE DL BRAZO TENSOR CARRETE DE ALAMBRE 0,035" (0,9mm) ENDEREZADOR NR-211-MP RODILLO IMPULSOR SOLDADORAS DE ALIMENTACION DE ALAMBRE (125, 140, 180 MODELOS) B-4-SP B-4-SP OPERACIÓN TABLA B.1 RODILLOS IMPULSORES Diámetro y Tipo del Alambre Rodillo Impulsor No. de Parte del Rodillo Impulsor Rodillo Impulsor Suave 0.025/.030 KP2529-1 Rodillo Impulsor Suave 0.035 KP2529-2 Rodillo Impulsor Estriado 0.030/0.045 KP2529-3 Rodillo Impulsor Estriado 0.030/0.045 KP2529-3 Alambre MIG 0.025 Alambre MIG 0.030 Alambre MIG 0.035 Alambre Tubular 0.030 Alambre Tubular 0.035 Alambre Tubular 0.045 FIGURA B.6 12 13 12. INTERRUPTOR AUTOMÁTICO – Si la corriente de entrada nominal de la máquina se excede, el interruptor automático se abre. Oprima para restablecer. 13. ENTRADA DE GAS – El gas protector se conecta a esta entrada. (Esto s opcional en una unidad de 125 Amp) PREPARACIÓN Y REALIZACIÓN DE UNA SOLDADURA DE ALAMBRE TUBULAR A. ELEMENTOS NECESARIOS PARA UNA SOLDADURA DE ALAMBRE TUBULAR .035 1. Punta de Contacto 0.035 3. Alambre Tubular NR-211MP 0.035 5. Pistola de Soldadura .035 NR-211 MP F LU X - C O R ED W I R E 2. Rodillo Impulsor Estriado 4. Tobera de Pistola Autoprotegida Negra 7. Cable y Pinza de Trabajo SOLDADORAS DE ALIMENTACION DE ALAMBRE (125, 140, 180 MODELOS) MANUAL DE OPERACIÓN Vea la Figura B.6 B-5-SP B-5-SP OPERACIÓN B. CONEXIÓN DE LOS CABLES Y ALAMBRES A LA MÁQUINA FIGURA B.7 (Vea la Figura B.7) 1. Abra la puerta lateral del gabinete 2. Deslice el extremo del conector de la pistola y cable a través del orificio en el frente de la máquina y dentro del buje del conector de la pistola en el mecanismo de alimentación. 3. Asegúrese de que el extremo del conector de la pistola esté asentado totalmente en el mecanismo de alimentación y apriete el tornillo manual para asegurar el conector de la pistola. 4. Enchufe el conector del cable del gatillo de la pistola en el receptáculo del gatillo de la pistola de 4 pines al frente de la máquina. 5. Polaridad del Mecanismo de Alimentación. La soldadura de alambre tubular requiere polaridad negativa (-). Conecte el cable de alimentación corto a la terminal de salida negativa y apriete la perilla roscada. 6. Conexión del Cable de Trabajo. Deslice el extremo de orejeta del cable de trabajo a través del orificio al frente de la máquina y colóquelo en la terminal de salida positiva (+), y apriete apriete la perilla roscada. C. CARGA DEL CARRETE DE ALAMBRE ABRA LA PUERTA DE PASADOR DESLICE AQUÍ EL EXTREMO DEL CONECTOR EXTREMO DE LA TERMINAL (ENCAJA EN EL BORNE INTERIOR, VEA LA SIGUIENTE FIGURA) CONECTOR DEL CABLE (4 PINES) PINZA DE TRABAJO TODOS LOS COMPONENTES SE MUESTRAN CONECTADOS (LAS PUERTAS FRONTAL Y LATERAL SE REMOVIERON PARA CLARIDAD) PISTOLA Y CABLE TERMINAL DE SALIDA NEGATIVA “-” DEL CABLE DE ALIMENTACIÓN CORTO TORNILLO MANUAL PARA APRETAR EL BUJE DEL CONECTOR CONECTE EL EXTREMO DEL CONECTOR TERMINAL DE SALIDA "+" POSITIVA DE CONEXIÓN DEL CABLE DE TRABAJO RECEPTÁCULO DEL GATILLO ENCHUFADO (4 PINES) PINZA DE TRABAJO FIGURA B.8 (Vea la Figura B.8) 1. Localice el carrete de etiqueta azul de 4" de diámetro de alambre tubular NR-211MP .035, y colóquelo sobre el eje de carrete de alambre. Oriente el carrete para que el alambre se alimente desde la parte superior del mismo. 2. Asegure el carrete en su lugar apretando la tuerca mariposa contra el espaciador que sujeta el carrete de alambre al eje. 3. Abra el ensamble del brazo móvil girando el ensamble del brazo tensor hacia abajo y levantando el ensamble del brazo móvil . 4. Retire el rodillo impulsor girando hasta el tope el seguro del rodillo. Instale el rodillo impulsor estriado de.030/.045. 5. Desenrede cuidadosamente y enderece las primeras seis pulgadas de alambre de soldadura del carrete. No permita que el extremo del alambre quede suelto para evitar que éste se desenrede. ENSAMBLE DEL BRAZO MOVIL RODAMIENTO GUIA DE SALIDA ENSAMBLE DEL BRAZO TENSOR ABAJO CARRETE DE ALAMBRE 0.035" (0.9mm) ENDEREZADOR NR-211-MP SEGURO RODILLO IMPULSOR SOLDADORAS DE ALIMENTACION DE ALAMBRE (125, 140, 180 MODELOS) B-6-SP B-6-SP OPERACIÓN (Ver Figura B.9) 6. Alimente el alambre a través del enderezador de entrada sobre la ranura del rodillo impulsor, por la guía de salida y la salida del rodillo impulsor del lado de la pistola. 7. Cierre el Ensamble del Brazo Móvil y asegúrelo moviéndo el Ensamble del brazo tensor nuevamente hacia arriba. FIGURA B.9 ENSAMBLE DL BRAZO MOVIL CON RODAMIENTO HACIENDO PRESION EN EL RODILLO IMPULSOR ENSAMBLE DEL BRAZO TENSOR ASEGURADO EN LA POSICION ARRIBA RODAMIENTO DESLICE EL ALAMBRE EN EL LADO DEL CONECTOR DE LA PISTOLA ENDEREZADOR RODILLO IMPULSOR NR-211-MP GUIA DE SALIDA (Vea la Figura B.10) 8. Remueva la tobera de la pistola y punta de contacto, y enderece la pistola. FIGURA B.10 9. Encienda la alimentación de la máquina y aplane el gatillo de la pistola para alimentar el alambre a través de la guía de alambre hasta que varias pulgadas de éste salgan del extremo roscado de la pistola. (Vea la Figura B.11) 10. Cuando se suelta el gatillo, el carrete de alambre no deberá desenrollarse. Ajuste el freno del carrete conforme a esto. DIRECCION DEL ALAMBRE CARRETE DE ALAMBRE 0,035" (0,9mm) 0.035" (0.9mm) NR-211-MP TOBERA REMOVIDA PUNTA DE CONTACTO REMOVIDA CARRETE DE ALAMBRE ADVERTENCIA LAS PARTES MÓVILES Y EL CONTACTO ELÉCTRICO PUEDEN PROVOCAR LESIONES O SER FATALES! •Cuando el gatillo de la pistola se suelta, los rodillos impulsores, carrete de alambre y electrodo están ELÉCTRICAMENTE VIVOS (CALIENTES). • Aléjese de las partes móviles y puntos de presión. • Mantenga todas las Puertas, Cubiertas, páneles y guardas en forma segura en su lugar. NO REMUEVA U OCULTE ETIQUETAS DE ADVERTENCIA. ---------------------------------------------------------------------------11. Instale la punta de contacto .035. 12. Instale la tobera de pistola autoprotegida negra en la pistola. 13. Corte el alambre saliente a 3/8” desde la punta de contacto. (Vea la Figura B.12) 14. Cierre la puerta lateral del gabinete. La máquina está ahora lista para soldar. 15. Lea "Aprenda a Soldar" (LTW1) o vea el DVD “Cómo Soldar” que se incluyen con la máquina. FIGURA B.11 ENCHUFE EL CABLE DE ALIMENTACIÓN INTERRUPTOR DE ENCENDIDO/APAGADO ALIMENTE EL ALAMBRE APROXIMADAMENTE 4.00" DEL EXTREMO DEL TUBO DE LA PISTOLA 0.035" (0.9mm) NR-211-MP CARRETE DE ALAMBRE APLANE EL GATILLO PARA ACTIVAR EL ALAMBRE QUE SE ALIMENTA A TRAVÉS DE LA GUÍA. ROTACIÓN PINZA Y CABLE DE TRABAJO FIGURA B.12 CORTE EL ALAMBRE SALIENTE a 3/8"(9.5mm) desde la punta de contacto INSTALE LA PUNTA DE CONTACTO DE 0.035 INSTALE LA TOBERA NEGRA TUBULAR 16. Con base en el grosor del material que va a soldar y el tipo y diámetro del alambre de soldadura, establezca el voltaje y velocidad de alimentación de alambre conforme a la etiqueta de procedimientos en la parte interior de la puerta del compartimiento del mecanismo de alimentación. SOLDADORAS DE ALIMENTACION DE ALAMBRE (125, 140, 180 MODELOS) MANUAL DE OPERACIÓN ENDERECE EL CABLE Y LA PISTOLA EN ESTA POSICIÓN B-7-SP B-7-SP OPERACIÓN PREPARACIÓN Y REALIZACIÓN DE UNA SOLDADURA MIG* A. ELEMENTOS NECESARIOS PARA UNA SOLDADURA MIG 7. Cable y Pinza de Trabajo .025 1. Punta de Contacto 0.025 8. Regulador de Gas y Línea de Gas 3. Rodillo Impulsor 0.025 4. Alambre MIG Sólido 0.025 SuperArc L-56 L-56 MIG WIRE 9. Botella de gas protector de 75/25 Ar/CO2 (ó gas protector del 100% CO 2 ) (observe que esto requiere un adaptador de regulador CO2, que se vende separadamente). EXTREMO MACHO CO2 100% 5. Tobera de Pistola de Bronce 6. Pistola de soldadura EXTREMO HEMBRA MEZCLAS 75/25 (REQUIERE ADAPTADOR QUE SE VENDE POR SEPARADO) * Las unidades de 125 Amp se pueden actualizar para soldadura MIG utilizando KIT K2526-1 (Consulte la sección de Accesorios). SOLDADORAS DE ALIMENTACION DE ALAMBRE (125, 140, 180 MODELOS) B-8-SP B-8-SP OPERACIÓN FIGURA B.13 B. INSTALACIÓN DEL GAS PROTECTOR La soldadura MIG requiere una botella apropiada de gas protector. Para acero suave, es posible utilizar una botella de cilindro de Ar/CO2 ó 100% CO2; consulte las siguientes instrucciones para conectar adecuadamente el gas protector a la máquina. EXTREMO MACHO ADAPTADOR DEL REGULADOR CO 2 RONDANA DE PLÁSTICO S19298 100% EXTREMO HEMBRA ADVERTENCIA MEZCLAS Si sufre algún daño, el CILINDRO puede explotar. Mantenga el cilindro en posición vertical y encadenado a un soporte. • Nunca levante la soldadora con el cilindro montado. • Nunca permita que el electrodo de soldadura toque al cilindro. • Mantenga el cilindro lejos del circuito de soldadura u otros circuitos eléctricos vivos. ----------------------------------------------------------------------- ADVERTENCIA LA ACUMULACIÓN DE GAS PROTECTOR puede dañar la salud o ser fatal. • Apague el suministro de gas protector cuando no lo utilice. 3. Monte el regulador de flujo en la válvula del cilindro y apriete bien la tuerca de unión con una llave. NOTA: Si conecta a un cilindro de 100% CO2, se requiere un adaptador de regulador de CO 2 . Adquiera el adaptador de CO2 S19298 en forma separada; asegúrese de instalar una rondana de plástico que se incluye en el conector a un lado de la botella. (Vea la Figura B.13) 4. Consulte la Figura B.13. Monte un extremo de la manguera de gas de entrada en el conector de salida del regulador de flujo, y apriete bien la tuerca de unión con una llave. Conecte el otro extremo al Conector de Entrada de Solenoide de la máquina (roscas hembra 5/8-18 — para conector CGA — 032). Asegúrese de que la manguera de gas no esté retorcida o ensortijada. GAS PROTECTOR 1. Asegure el cilindro a la pared o a otro soporte estacionario para evitar que el cilindro se caiga. Aísle el cilindro del circuito de trabajo y aterrizamiento. Consulte la Figura B.13. 2. Con el cilindro instalado en forma segura, remueva su tapón. Manténgase en el lado opuesto lejos de la salida y abra un poco la válvula del cilindro por un instante. Esto elimina cualquier polvo o suciedad que se haya acumulado en la salida de la válvula. ADVERTENCIA 1. Para CO2, abra el cilindro muy lentamente. Para gas con mezcla de argón, abra la válvula del cilindro lentamente una fracción de vuelta. Cuando la aguja del medidor de presión del cilindro deje de moverse, abra la válvula totalmente. 2. Establezca la velocidad del flujo de gas en 30 a 40 pies cúbicos por hora (14 a 18 I/min.) bajo condiciones normales; aumente a un máximo de 40 a 50 CFH (18 a 23.5 I/min.) bajo condiciones de corriente de aire (ligeramente ventosas). 3. Mantenga la válvula del cilindro cerrada, excepto cuando usa la máquina. ASEGÚRESE DE MANTENER ALEJADA LA CARA DE LA SALIDA DE LA VÁLVULA CUANDO LA “ABRA”. Nunca se pare directamente enfrente o detrás del regulador de flujo cuando abra la válvula del cilindro. Siempre manténgase a un lado. -----------------------------------------------------------------------SOLDADORAS DE ALIMENTACION DE ALAMBRE (125, 140, 180 MODELOS) MANUAL DE OPERACIÓN • Mantenga el cilindro alejado de las áreas donde podría dañarse. 75/25 B-9-SP B-9-SP OPERACIÓN C. CONEXIÓN DE LOS CABLES Y ALAMBRES A LA MÁQUINA FIGURA B.14 LOCALICE LOS COMPONENTES PARA CONECTARLOS AL FRENTE DE LA MÁQUINA (Vea la Figura B.14) 1. Abra la puerta lateral del gabinete PUERTA LATERAL DEL GABINETE 2. Deslice el extremo del conector de la pistola y cable a través del orificio en el frente de la máquina y dentro del buje del conector de la pistola en el DESLICE AQUÍ EL EXTREMO mecanismo de alimentación. DEL CONECTOR 3. Asegúrese de que el extremo del conector de la pistola esté asentado totalmente en el mecanismo de alimentación y apriete el tornillo mariposa para asegurar la pistola. 4. Enchufe el conector del cable del gatillo de la pistola en el receptáculo del gatillo de la pistola de 4 pines al frente de la máquina. 5. Polaridad del Mecanismo de Alimentación. La soldadura MIG requiere polaridad positiva (+). Conecte el cable de alimentación corto del mecanismo de alimentación a la terminal de salida positiva (+) y apriete el tornillo mariposa. 6. Conexión del Cable de Trabajo. Deslice el extremo de orejeta del cable de trabajo a través del orificio al frente de la máquina y colóquelo en la terminal de salida negativa (-), y apriete el tornillo mariposa D. CARGA DEL CARRETE DE ALAMBRE (Vea la Figura B.15) 1. Localice el carrete de etiqueta verde de 4" de diámetro de alambre MIG sólido L-56 0.025, y colóquelo sobre el eje de carrete de alambre. Oriente el carrete para que el alambre se alimente desde la parte superior del mismo. 2. Asegure el carrete en su lugar apretando la tuerca mariposa contra el espaciador que sujeta el carrete de alambre al eje. 3. Abra el ensamble del brazo móvil girando el ensamble del brazo tensor hacia abajo y levantando el ensamble del brazo móvil . ABRA LA PUERTA DE PASADOR EXTREMO DE LA TERMINAL (ENCAJA EN EL BORNE INTERIOR, VEA LA SIGUIENTE FIGURA) CONECTOR DEL CABLE (4 PINES) PINZA DE TRABAJO TODOS LOS COMPONENTES SE MUESTRAN CONECTADOS (LAS PUERTAS FRONTAL Y LATERAL SE REMOVIERON PARA CLARIDAD) PISTOLA Y CABLE TERMINAL DE SALIDA NEGATIVA “-” DE CONEXIÓN DEL CABLE DE TRABAJO TORNILLO MANUAL PARA APRETAR EL BUJE DEL CONECTOR CONECTE EL EXTREMO DEL CONECTOR TERMINAL DE SALIDA "+" POSITIVA DEL CABLE DE ALIMENTACIÓN CORTO RECEPTÁCULO DEL GATILLO ENCHUFADO (4 PINES) PINZA DE TRABAJO FIGURA B.15 ENSAMBLE DEL BRAZO MOVIL RODAMIENTO GUIA DE SALIDA ENSAMBLE DEL BRAZO TENSOR ABAJO CARRETE DE ALAMBRE 0.025" (0.6mm) ENDEREZADOR NR-211-MP SEGURO 4. Retire el rodillo impulsor girando hasta el tope el seguro del rodillo. Instale el rodillo impulsor estriado de.025-.035. 5. Desenrede cuidadosamente y enderece las primeras seis pulgadas de alambre de soldadura del carrete. No permita que el extremo del alambre quede suelto para evitar que éste se desenrede. RODILLO IMPULSOR SOLDADORAS DE ALIMENTACION DE ALAMBRE (125, 140, 180 MODELOS) B-10-SP B-10-SP OPERACIÓN (Ver Figura B.16) 6. Alimente el alambre a través del enderezador de entrada sobre la ranura del rodillo impulsor, por la guía de saliday la salida del rodillo impulsor del lado de la pistola. FIGURA B.16 ENSAMBLE DL BRAZO MOVIL CON RODAMIENTO HACIENDO PRESION EN EL RODILLO IMPULSOR ENSAMBLE DEL BRAZO TENSOR ASEGURADO EN LA POSICION ARRIBA 7. Cierre el Ensamble del Brazo Móvil y asegúrelo moviéndo el Ensamble del brazo tensor nuevamente hacia arriba. RODAMIENTO DESLICE EL ALAMBRE EN EL LADO DEL CONECTOR DE LA PISTOLA DIRECCION DEL ALAMBRE CARRETE DE ALAMBRE 0,025" (0,6mm) ENDEREZADOR (Vea la Figura B.17) 8. Remueva la tobera de la pistola y punta de contacto, y enderece la pistola. RODILLO IMPULSOR 9. Encienda la alimentación de la máquina y aplane el gatillo de la pistola para alimentar el alambre a través de la guía de alambre hasta que varias pulgadas de éste salgan del extremo roscado de la pistola. (Vea la Figura B.18) ----------------------------------------------------------------------11. Instale la punta de contacto 0.025. 12. Instale la tobera de gas de soldadura MIG de bronce en la pistola. 13. Corte el alambre saliente a 3/8” desde la punta de contacto. (Vea la Figura B.19) 14. Cierre la puerta lateral del gabinete. La máquina está ahora lista para soldar. 15. Lea "Aprenda a Soldar" (LTW1) o vea el DVD “Cómo Soldar” que se incluyen con la máquina. PUNTA DE CONTACTO REMOVIDA L-5 6 S O D MI LI ENDERECE EL CABLE Y LA PISTOLA EN ESTA POSICIÓN FIGURA B.18 ENCHUFE EL CABLE DE ALIMENTACIÓN INTERRUPTOR DE ENCENDIDO/APAGADO ALIMENTE EL ALAMBRE APROXIMADAMENTE 4.00" DEL EXTREMO DEL TUBO DE LA PISTOLA CARRETE DE ALAMBRE 0.025" (0.6mm) L-5 APLANE EL GATILLO PARA ACTIVAR EL ALAMBRE QUE SE ALIMENTA A TRAVÉS DE LA GUÍA. I 6 SO L ID M ROTACIÓN PINZA Y CABLE DE TRABAJO FIGURA B.19 CORTE EL ALAMBRE SALIENTE a 3/8"(9.5mm) desde la tobera de bronce INSTALE LA PUNTA DE CONTACTO DE 0.025 INSTALE LA TOBERA DE BRONCE NEGRA 16. Con base en el grosor del material que va a soldar, y el tipo y diámetro del alambre del soldadura, establezca el voltaje y velocidad de alimentación de alambre conforme a la etiqueta de procedimientos en la parte interior de la puerta del compartimiento del mecanismo de alimentación. SOLDADORAS DE ALIMENTACION DE ALAMBRE (125, 140, 180 MODELOS) MANUAL DE OPERACIÓN LAS PARTES MÓVILES Y EL CONTACTO ELÉCTRICO PUEDEN PROVOCAR LESIONES O SER FATALES • Cuando el gatillo de la pistola se suelta, los rodillos impulsores, carrete de alambre y electrodo están ELÉCTRICAMENTE VIVOS (CALIENTES). • Aléjese de las partes móviles y puntos de presión. • Mantenga todas las Puertas, Cubiertas, páneles y guardas en forma segura en su lugar. NO REMUEVA U OCULTE ETIQUETAS DE ADVERTENCIA. CARRETE DE ALAMBRE 0.025" (0.6mm) TOBERA REMOVIDA G ADVERTENCIA FIGURA B.17 G 10. Cuando se suelta el gatillo, el carrete de alambre no deberá desenrollarse. Ajuste el freno del carrete conforme a esto. NR-211-MP GUIA DE SALIDA B-11-SP OPERACIÓN B-11-SP PREPARACIÓN Y REALIZACIÓN DE UNA SOLDADURA DE ALUMINIO UTILIZANDO LA ANTORCHA “SPOOL GUN” 1. Siga los pasos de soldadura MIG en la sección anterior. 2. Conecte una botella de Gas Protector de 100% de Argón conforme a la sección previa. 3. Desconecte la Pistola Magnum 100L. 4. Instale la Antorcha “Spool Gun” Magnum 100SG K2532-1 opcional conforme a las instrucciones que se incluyen con la pistola. 5. Establezca el interruptor de palanca del selector de la pistola en la posición Spool Gun. (Vea la Figura B.20) FIGURA B.20 WARNING 6. Encienda la máquina y haga una soldadura conforme a las configuraciones recomendadas en la Etiqueta de Procedimientos dentro de la puerta de la máquina. SOLDADORAS DE ALIMENTACION DE ALAMBRE (125, 140, 180 MODELOS) C-1-SP ACCESORIOS C-1-SP K2525-1 - Kit de Temporizador de Punteo Este kit, cuando está encendido, le permite establecer un tiempo de soldadura fijo para que al apretar el gatillo de la pistola, la máquina suelde por un periodo de tiempo fijo de hasta 10 segundos. Ideal para hacer soldaduras de punteo cuando se suelda en hojas metálicas delgadas. K2532-1 - Antorcha “Spool Gun” Magnum 100SG Diseñada para alimentar fácilmente alambres de aluminio pequeños 0.030 ó 0.035 de 4" de diámetro (carretes de 1lb.). Incluye pistola, kit de adaptador, tres puntas de contacto 0.035 extra, tobera de gas y carrete de alambre de soldadura de 0.035" de diámetro Superglaze 4043. Empacado en un gabinete de transporte fácil. K2377-1 - Cubierta de Lona Pequeña Protege su máquina cuando no está en uso. Hecha de atractiva lona roja que demora la flama, es resistente al moho y repelente al agua. Incluye un bolsillo lateral conveniente para colocar la pistola de soldadura. Para las piezas opcionales y misceláneas adicionales (Véase las Páginas de las Piezas) SOLDADORAS DE ALIMENTACION DE ALAMBRE (125, 140, 180 MODELOS) MANUAL DE OPERACIÓN K2528-1 - Kit Innershield 045 (Para modelos de 230V) Incluye todo lo necesario para soldar con un alambre Innershield de diámetro 0.045. Incluye una guía de alambre de pistola .0035/0.045 Magnum™ 100L, Punta de Contacto 0.045, tobera sin gas, rodillo impulsor estriado, guía de alambre interna 0.045, y un carrete de 4.5kg (10 lb.) de alambre Innershield® NR®-212 de 0.9mm (0.045"). C-2-SP C-2-SP ACCESORIOS K520—Carro Utilitario Este carro de trabajo pesado almacena y transporta la soldadora, cilindro de gas protector de 150 pies cúbicos, cables de soldadura y accesorios. Incluye plataformas estables para la soldadora y plataforma de botella de gas, charola inferior para mayor capacidad de almacenamiento y manija de altura ajustable. Para montar máquinas de soldadura en carros K520 que no tienen orificios de montaje ranurados. Taladre orificios de 9/32” (3 lugares) en la parte superior del carro como se ilustra y monte la máquina de soldar en el carro con el hardware adecuado que se muestra. Tornillo de Cabeza Hexagonal de 1/4"-20 X 1/2" (Se requieren 2) Tornillo Roscado de 1/4"-20 X 1" (Se requiere 1) Tornillo de Cabeza Hexagonal de 1/4"-20 X 1/2" (Se requieren 2) TALADRE 9/32" 3 LUGARES 3-3/4" 8-1/16" 3-11/16" 3-13/32" 4" 16" SOLDADORAS DE ALIMENTACION DE ALAMBRE (125, 140, 180 MODELOS) C-3-SP C-3-SP ACCESORIOS K2275-1 - Carro de Soldadura Este carro de peso ligero almacena y transporta a la soldadora, cilindro de gas protector de 80 pies cúbicos, cables de soldadura y accesorios. Incluye una repisa en ángulo para fácil acceso a los controles, charola inferior para mayor capacidad de almacenamiento, una manija fija rugosa y un gancho conveniente para colgar el cable. Para montar máquinas de soldadura en carros K2275-1 que no tienen orificios de montaje ranurados. Taladre orificios de 9/32” (3 lugares) en la parte superior del carro como se ilustra y monte la máquina de soldar en el carro con el hardware adecuado que se muestra. MANUAL DE OPERACIÓN Tornillo de Cabeza Hexagonal de 1/4"-20 X 1/2" (Se requieren 2) Tornillo Roscado de 1/4"-20 X 1" (Se requiere 1) Tuerca de pestaña de 1/4"-20 (Se requieren 2) TALADRE 9/32" 3 LUGARES 1-1/4" 7-9/16" 3-3/16" 2-15/16" 1-1/2" 13-1/2" SOLDADORAS DE ALIMENTACION DE ALAMBRE (125, 140, 180 MODELOS) D-1-SP D-1-SP MANTENIMIENTO MANTENIMIENTO MANTENIMIENTO DE LA PISTOLA Y CABLE PRECAUCIONES DE SEGURIDAD PARA PISTOLA MAGNUM™ 100L ADVERTENCIA La DESCARGA ELÉCTRICA puede causar la muerte. • Desconecte la alimentación removiendo el enchufe del receptáculo antes de trabajar adentro de SOLDADORAS DE ALIMENTACION DE ALAMBRE (MODELOS 140, 180). Utilice sólo receptáculos aterrizados. No toque las partes eléctricamente “calientes” dentro de SOLDADORAS DE ALIMENTACION DE ALAMBRE (MODELOS 140, 180). • Haga que personal calificado realice el mantenimiento y trabajo de localización de averías. ------------------------------------------------------------------------ MANTENIMIENTO DE RUTINA COMPARTIMIENTO DE LA FUENTE DE PODER ¡No existen adentro partes que puedan recibir servicio del usuario! No intente dar servicio en el lado de la fuente de poder (fijo) de SOLDADORAS DE ALIMENTACION DE ALAMBRE (MODELOS 140, 180). Lleve la unidad a un Centro de Servicio Autorizado de Lincoln si experimenta problemas. NO se requiere mantenimiento. En lugares extremadamente llenos de polvo, la suciedad puede bloquear los pasajes de aire provocando que la soldadora funcione caliente con apertura prematura de la protección térmica. Si así es, aplique aire de baja presión a intervalos regulares para sacar la suciedad de la soldadora y eliminar así la suciedad excesiva y acumulación de polvo en las partes internas. COMPARTIMIENTO DE ALIMENTACIÓN DE ALAMBRE 1. Cuando se necesario, aspire la suciedad acumulada de la caja de engranajes y sección de alimentación de alambre. 2. Inspeccione ocasionalmente el tubo guía entrante y limpie el diámetro interno si es necesario. 3. El motor y caja de engranajes tienen lubricación de por vida y no requieren mantenimiento. MOTOR DEL VENTILADOR Tiene lubricación de por vida — no requiere mantenimiento. EJE DEL CARRETE DE ALAMBRE No requiere mantenimiento. NO lubrique el eje. Limpieza de la Pistola y Cable Limpie la guía del cable después de utilizar aproximadamente 136 kg (300 lbs) de alambre sólido ó 23 kg (50 lbs) de alambre tubular. Remueva el cable del alimentador de alambre y colóquelo en forma recta sobre el piso. Remueva la punta de contacto de la pistola. Utilizando aire de baja presión, saque con cuidado la guía del cable del extremo del difusor de gas. PRECAUCIÓN Presión excesiva al inicio puede provocar que la suciedad forme una obstrucción. Doble el cable a la mitad y aplique aire otra vez. Repita este procedimiento hasta que ya no salga más suciedad. Puntas de Contacto, Toberas y Tubos de la Pistola 1. La suciedad puede acumularse en el orificio de la punta de contacto y restringir la alimentación de alambre. Después de utilizar cada carrete de alambre, remueva la punta de contacto y límpiela insertando un pedazo pequeño de alambre a través de la punta repetidamente. Utilice el alambre como un escariador para remover suciedad que se pueda adherir a la pared del orificio a través de la punta. 2. Reemplace las puntas de contacto desgastadas según sea necesario. Un arco variable o “irregular” es un síntoma típico de una punta de contacto desgastada. Para instalar una nueva, elija la de tamaño correcto para el electrodo que se está utilizando (el tamaño del alambre está grabado en el lado de la punta de contacto) y atorníllela ajustadamente al difusor de gas. 3. Remueva la salpicadura adentro de la tobera de gas y de la punta cada 10 minutos de tiempo de arco o según sea necesario. 4. Asegúrese de que la tobera de gas esté totalmente atornillada al difusor para procesos con gas protector. Para el proceso Innershield®, deberá atornillarse la tobera sin gas al difusor. 5. Para remover el tubo de la pistola de la misma, remueva la tobera de gas o la tobera sin gas, y retire el difusor del tubo de la pistola. Remueva ambos collarines de cada extremo de la manija de la pistola y separe las mitades de la misma. Afloje la tuerca de sujeción que sujeta al tubo de la pistola en su lugar contra el conector de la pistola y cable. Desatornille el tubo de la pistola del conector del cable. Para instalar el tubo de la pistola, atornille la tuerca de sujeción en el mismo tanto como sea posible. Después atornille el tubo de la pistola en el conector del cable hasta el fondo. Entonces desatornille (no más de una vuelta) el tubo de la pistola hasta que su eje quede perpendicular a los lados planos del conector del cable y apunte en la dirección del gatillo. Apriete la tuerca de sujeción en tal forma que mantenga la relación adecuada entre el tubo de la pistola y conector del cable. Vuelva a colocar la manija de la pistola, gatillo y difusor. Vuelva a colocar la tobera de gas o la sin gas. SOLDADORAS DE ALIMENTACION DE ALAMBRE (125, 140, 180 MODELOS) D-2-SP MANTENIMIENTO PROTECCIÓN CONTRA SOBRECARGA Longitud de Corte de la Guía de Alambre 31.8 mm (1-1/4”) Sobrecarga de Salida SOLDADORAS DE ALIMENTACION DE ALAMBRE (MODELOS 125, 140, 180) está equipada con un interruptor de circuito y un termostato que protege a la máquina contra daño si se excede la salida máxima. El botón del interruptor automático se saldrá cuando se abra. El interruptor automático debe restablecerse manualmente. SOLDADORAS DE ALIMENTACION DE ALAMBRE (MODELOS 125, 140, 180) tiene un ciclo de trabajo de salida nominal como se define en la página de Especificaciones Técnicas. Si se excede el ciclo de trabajo, un protector térmico apagará la salida hasta que la máquina se enfríe a una temperatura de operación razonable. Esta es una función automática de SOLDADORAS DE ALIMENTACION DE ALAMBRE (MODELOS 125, 140, 180) y no requiere intervención del usuario. El ventilador continúa funcionado durante el enfriamiento. Protección del Motor Electrónico del Mecanismo de Alimentación SOLDADORAS DE ALIMENTACION DE ALAMBRE (MODELOS 125, 140, 180) cuenta con protección integrada contra sobrecargas del motor del mecanismo de alimentación. CAMBIO DE LA GUÍA DE ALAMBRE NOTA: La variación en las longitudes de los cables evita la intercambiabilidad de las guías de alambre. Una vez que una guía ha sido cortada para una pistola en particular, no deberá instalarse en otra, a menos que pueda satisfacer el requerimiento de longitud de corte de la guía de alambre. Consulte la Figura D.2.. 1. Remueva la tobera de gas de la pistola desatornillando a la izquierda. 2. Remueva la punta de contacto existente de la pistola desatornillando a la izquierda. 3. Remueva el difusor de gas del tubo de la pistola desatornillando a la izquierda. 4.Coloque la pistola y cable en forma recta sobre una superficie plana. Afloje el tornillo de fijación localizado en el conector de bronce en el extremo de alimentador de alambre del cable. Jale la guía de alambre fuera del cable. Difusor de Gas Tobera de Gas o Tobera Sin Gas Tornillo de Fijación Conector del Cable de Bronce Ensamble de la Guía de Alambre (El buje de la guía debe sellarse bien contra el conector del cable de bronce) FIGURA D.2 Longitud de Corte de la Guía de Alambre 8. Atornille el difusor de gas en el extremo del tubo de la pistola y apriete bien. 9. Vuelva a colocar la punta de contacto y la tobera. PARTES DE LA MANIJA DE LA PISTOLA La manija de la pistola consta de dos mitades que están unidas con un collarín en cada extremo. Para abrir la manija, gire los collarines aproximadamente 60 grados a la izquierda hasta que el collarín se detenga. Después jale el collarín fuera de la manija de la pistola. Si los collarines son difíciles de girar, coloque la manija de la pistola contra una esquina, coloque un desatornillador contra la lengüeta en el collarín y golpee el desatornillador para que el collarín se suelte del reborde interior de aseguramiento. Vea la Figura D-3. 5. Inserte una nueva guía de alambre sin cortar en el extremo de conector del cable. Asegúrese de que el buje de la guía de alambre esté grabado apropiadamente para el tamaño de alambre que se está utilizando. „ 6. Asiente completamente el buje de la guía de alambre en el conector. Apriete el tornillo de fijación en el conector del cable de bronce. En este momento, el difusor de gas no deberá estar instalado en el extremo del tubo de la pistola. 7. Con la tobera de gas y el difusor removido del tubo de la pistola, asegúrese de que el cable esté derecho, y después corte la guía de alambre a la longitud mostrada en la Figura D.2. Retire cualquier saliente del extremo de la guía de alambre. A la izquierda FIGURA D.3 SOLDADORAS DE ALIMENTACION DE ALAMBRE (125, 140, 180 MODELOS) MANUAL DE OPERACIÓN D-2-SP E-1-SP LOCALIZACIÓN DE AVERÍAS E-1-SP CÓMO UTILIZAR LA GUÍA DE LOCALIZACIÓN DE AVERÍAS ADVERTENCIA El servicio y la reparación sólo debe de ser realizado por Personal Capacitado por la Fábrica Lincoln Electric. Reparaciones no autorizadas llevadas a cabo en este equipo pueden resultar peligrosas para el técnico y el operador de la máquina, e invalidará su garantía de fábrica. Por su seguridad y para evitar una descarga eléctrica, por favor tome en cuenta todas las notas de seguridad y precauciones detalladas a lo largo de este manual. __________________________________________________________________________ Esta guía de detección de problemas se proporciona para ayudarle a localizar y a reparar posibles averías de la máquina. Simplemente siga el procedimiento de tres pasos que se da enseguida. Paso 1.LOCALIZACIÓN DEL PROBLEMA (SÍNTOMA). Observe debajo de la columna llamada “PROBLEMA (SÍNTOMAS)”. Esta columna describe los síntomas posibles que la máquina pueda presentar. Encuentre la lista que describa de la mejor manera el síntoma que la máquina está presentando. Paso 3.ACCIÓN RECOMENDADA Esta columna proporciona una acción para la Causa Posible, generalmente recomienda que establezca contacto con su Taller de Servicio de Campo Autorizado por Lincoln local. Si no entiende o no puede llevar a cabo la Acción Recomendada de manera segura, contacte su Taller de Servicio de Campo Lincoln Autorizado Paso 2. CAUSA POSIBLE. En la segunda columna llamada “CAUSA POSIBLE” se enumeran los factores que pueden originar el síntoma en la máquina. PRECAUCIÓN Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura, contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder. SOLDADORAS DE ALIMENTACION DE ALAMBRE (125, 140, 180 MODELOS) E-2-SP LOCALIZACIÓN DE AVERÍAS E-2-SP Observe todos los Lineamientos de Seguridad detallados a través de este manual. PROBLEMAS (SÍNTOMAS) CAUSA POSIBLE PROBLEMAS DE SALIDA Es evidente un daño físico o eléctrico mayor. “No enchufe la máquina ni la encienda”. Contacte a su Taller de Servicio de Campo Autorizado local. No hay alimentación de alambre, salida de soldadura o flujo de gas cuando se aprieta el gatillo de la pistola. El ventilador NO opera. 1. Asegúrese de que se aplica el voltaje correcto a la máquina. CURSO DE ACCIÓN RECOMENDADO 3. Asegúrese de que el interruptor automático está restablecido. No hay alimentación de alambre, salida de soldadura o flujo de gas cuando se aprieta el gatillo de la pistola. El ventilador opera normalmente. 1. El termostato puede estar abierto debido a sobrecalentamiento. Deje que la máquina se enfríe. Suelde a un ciclo de trabajo bajo. Si todas las áreas posibles de desajuste han sido revisadas y el problema persiste, Póngase en Contacto con su Taller de Servicio de Campo Autorizado de Lincoln local. 2. Revise si hay obstrucciones en el flujo de aire. Revise las conexiones del Gatillo de la Pistola. Vea la sección de instalación. 3. El gatillo de la pistola puede estar defectuoso. PROBLEMAS (SÍNTOMAS) CAUSA POSIBLE CURSO DE ACCIÓN RECOMENDADO PROBLEMAS DE ALIMENTACIÓN No hay alimentación de alambre cuando se aprieta el gatillo de la pistola. El ventilador funciona, el gas fluye y la máquina tiene un voltaje de circuito abierto correcto (33V) – salida de soldadura. 1. Si el motor del mecanismo de alimentación está funcionando, asegúrese de que en la máquina estén instalados los rodillos impulsores correctos. 2. Revise si hay una guía de cable o punta de contacto obstruida. Si todas las áreas posibles de desajuste han sido revisadas y el problema persiste, Póngase en Contacto con su Taller de Servicio de Campo Autorizado de Lincoln local. 3. Revise si la guía del cable y punta de contacto son del tamaño adecuado. PRECAUCIÓN Si por alguna razón no entiende los procedimientos de prueba o no es capaz de llevar a cabo las pruebas/reparaciones en forma segura, póngase en contacto con su Taller Local de Servicio de Campo Autorizado de Lincoln para obtener asistencia de localización de averías técnica antes de proceder. SOLDADORAS DE ALIMENTACION DE ALAMBRE (125, 140, 180 MODELOS) MANUAL DE OPERACIÓN 2. Asegúrese de que el interruptor de encendido está en la posición de ENCENDIDO. E-3-SP LOCALIZACIÓN DE AVERÍAS E-3-SP Observe todos los Lineamientos de Seguridad detallados a través de este manual. PROBLEMAS (SÍNTOMAS) CAUSA POSIBLE CURSO DE ACCIÓN RECOMENDADO PROBLEMAS DE FLUJO DE GAS No hay flujo de gas o hay muy poco cuando se aprieta el gatillo de la pistola. La alimentación de alambre, salida de soldadura y ventilador operan normalmente. 1. Revise el suministro de gas, regulador de flujo y mangueras de gas. PROBLEMAS (SÍNTOMAS) CAUSA POSIBLE 2. Revise la conexión de la pistola a la máquina en busca de obstrucciones o sellos con fuga. Si todas las áreas posibles de desajuste han sido revisadas y el problema persiste, Póngase en Contacto con su Taller de Servicio de Campo Autorizado de Lincoln local. CURSO DE ACCIÓN RECOMENDADO PROBLEMAS DE SOLDADURA El arco es inestable – Arranque pobre 1. Revise si el voltaje de entrada a la máquina es correcto. 2. Revise si la polaridad del electrodo es correcta para el proceso. 3. Revise la punta de la pistola en busca de desgaste y daños, y verifique que sea del tamaño correcto – Reemplace. 4. Revise que el gas y la velocidad de flujo sean los correctos para el proceso. (Sólo para MIG.) Si todas las áreas posibles de desajuste han sido revisadas y el problema persiste, Póngase en Contacto con su Taller de Servicio de Campo Autorizado de Lincoln local. 5. Revise el cable de trabajo en busca de conexiones sueltas o defectuosas. 6. Revise la pistola en busca de daños o rupturas. 7. Revise que la orientación del rodillo impulsor y su alineación sean correctas. 8. Revise que el tamaño de la guía de alambre sea correcto. PRECAUCIÓN Si por alguna razón no entiende los procedimientos de prueba o no es capaz de llevar a cabo las pruebas/reparaciones en forma segura, póngase en contacto con su Taller Local de Servicio de Campo Autorizado de Lincoln para obtener asistencia de localización de averías técnica antes de proceder. SOLDADORAS DE ALIMENTACION DE ALAMBRE (125, 140, 180 MODELOS) SOLENOIDE DEL GAS VENTILADOR(FAN) A LA TIERRA POR CÓDIGO ELÉCTRICO NACIONAL ALISE EL PLOMO PLOMO ACANALADO O RAYADO SOLDADORAS DE ALIMENTACION DE ALAMBRE (125, 140, 180 MODELOS) CIERRE SÍMBOLOS ELÉCTRICOS POR E1537 LOCALIZADO EN TRANSFORMADOR TERMÓSTATO TRANSFORMADOR MOTOR DE ALIMENTACIÓN DEL ALAMBRE Cualquiera CONFIGURACIÓN DEL ENCHUFE DE LA IDENTIDAD VEA EL DETALLE DE LA CONFIGURACIÓN DEL ENCHUFE DE LA IDENTIDAD ABAJO VENTILADOR(FAN) PISTOLA ARMA CARRETE (OPCIONAL) DIAGRAMAS NOTA: Este diagrama es sólo para referencia. Puede no ser exacto para todas las máquinas que cubre este manual. El diagrama específico para un código particular está pegado dentro de la máquina en uno de los páneles de la cubierta. MANUAL DE OPERACIÓN CONDENSADOR ESTRANGULADOR SALIDA TRABAJO F-1-SP F-1-SP • Keep your head out of fumes. • Use ventilation or exhaust to • Turn power off before servicing. • Do not operate with panel open or guards off. remove fumes from breathing zone. • Los humos fuera de la zona de res- piración. • Mantenga la cabeza fuera de los humos. Utilice ventilación o aspiración para gases. • Gardez la tête à l’écart des fumées. • Utilisez un ventilateur ou un aspira- • Desconectar el cable de ali- mentación de poder de la máquina antes de iniciar cualquier servicio. • Débranchez le courant avant l’entre- tien. teur pour ôter les fumées des zones de travail. • Vermeiden Sie das Einatmen von Schweibrauch! • Sorgen Sie für gute Be- und Entlüftung des Arbeitsplatzes! • Mantenha seu rosto da fumaça. • Use ventilação e exhaustão para remover fumo da zona respiratória. • Strom vor Wartungsarbeiten abschalten! (Netzstrom völlig öffnen; Maschine anhalten!) • Não opere com as tampas removidas. • Desligue a corrente antes de fazer serviço. • Não toque as partes elétricas nuas. • No operar con panel abierto o guardas quitadas. • N’opérez pas avec les panneaux ouverts ou avec les dispositifs de protection enlevés. • Anlage nie ohne Schutzgehäuse oder Innenschutzverkleidung in Betrieb setzen! • Mantenha-se afastado das partes moventes. • Não opere com os paineis abertos ou guardas removidas. WARNING Spanish AVISO DE PRECAUCION French ATTENTION German WARNUNG Portuguese ATENÇÃO Japanese Chinese Korean Arabic LEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTES DE USO, E SIGA AS PRÁTICAS DE SEGURANÇA DO EMPREGADOR.-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
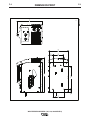 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
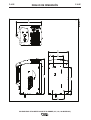 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
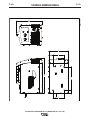 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
































































































Lincoln Electric Core PAK 125 Guía del usuario
- Categoría
- Sistema de soldadura
- Tipo
- Guía del usuario
en otros idiomas
Artículos relacionados
-
Lincoln Electric POWER MIG 255XT Instrucciones de operación
-
-
Lincoln Electric MIG-PAK 180 Instrucciones de operación
-
-
-
-
-
-
Lincoln Electric 11631 Manual de usuario
-