Miller LB109332 Manual de usuario
- Categoría
- Sistema de soldadura
- Tipo
- Manual de usuario
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...

OM-194 199 Página 36
Efectiva 1 enero, 2000
Garantía de un año para las antorchas o cables Craftsman. Por todo un año a partir de la
fecha de compra, cuando se ha operado y se ha mantenido la antorcha y los cables de
acuerdo a las instrucciones del manual del operador. Si la antorcha o los cables fallan
debido a un defecto en material o mano de obra, Sears reparará o reemplazará la
antorcha de soldar o los cables sin costo. Esta garantía no cubre piezas consumibles que
se consumen en operación normal, tales como tubos de contacto, boquillas, forros
internos del alambre o rodillos de alimentación.
Garantía de tres años para la soldadora Craftsman. Por tres años desde la fecha de
compra, cuando se le ha operado y mantenido a la soldadora de acuerdo a las
instrucciones en el manual del operador, si la soldadora falla debido a un defecto en
material o mano de obra, Sears reparará o reemplazará la soldadora sin costo. Esta
garantía no cubre la antorcha de soldar, los cables o las piezas consumibles normales.
SERVICIO DE GARANTÍA ESTÁ DISPONIBLE SIMPLEMENTE HACIENDO
CONTACTO CON EL CENTRO DE SERVICIO DE SEARS MÁS CERCANO. Esta
garantía aplica solamente mientras se usa el producto en los Estados Unidos.
Esta garantía le da derechos legales específicos, y usted puede tener otros derechos
que varían de estado a estado.
Sears Roebuck and Co., Dept.817WA, Hoffman Estates, IL60179
Garantía para la antorcha de soldar o
cables, soldadora y el transformador de
la soldadora
Nombre de modelo Número de serie/estilo
Fecha de compra (Fecha en que el equipo era entregado al cliente original.)
Distribuidor
Dirección
Cuidad
Estado/PaísCódigo postal
Por favor complete y retenga con sus archivos.
Archivo de Dueño

Los terminos siguientes
se usan de una forma
intercambiable a lo largo
de este manual:
MIG = GMAW
INDICE
GARANTIA
SECCION 8 – PRECAUCIONES DE SEGURIDAD – LEA ANTES DE USAR 37. . . . . . . . . . . . . . . . . . .
8-1. Uso de Símbolos 37. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8-2. Peligros en Soldadura de Arco 37. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8-3. Símbolos Adicionales para Instalación, Operación y Mantenimiento 39. . . . . . . . . . . . . . . . . . .
8-4. Estándares Principales de Seguridad 39. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8-5. Información del EMF 40. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECCION 9 – INSTALACION 41. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9-1. Especificaciones 41. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9-2. Curvas Voltio-Amperio 41. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9-3. Ciclo de trabajo de la Fuente de Poder de Soldadura y el sobrecalentamiento 42. . . . . . . . . . .
9-4. Ciclo de trabajo de la antorcha y el sobrecalentamiento 42. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9-5. Instalando la Grampa de Trabajo 43. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9-6. Instalando el Gas Protectivo 43. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9-7. Instalando la Pistola 44. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9-8. Fijando la Polaridad de la Pistola 44. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9-9. Instalando el Carrete de Alambre y Ajuste de la Tensión del Eje 45. . . . . . . . . . . . . . . . . . . . . . .
9-10. Cambiando el Voltaje de Entrada 45. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9-11. Guía de Servicio Eléctrico 46. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9-12. Seleccionando Una Ubicación y Conectando la Potencia de Entrada 46. . . . . . . . . . . . . . . . . .
9-13. Enhilando el Alambre de Soldadura 47. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9-14. Parámetro de Soldadura 48. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9-15. Parámetros de Soldar con Alumínio para el Uso Opcional del Spoolmate 185 49. . . . . . . . . . .
SECCION 10 – OPERACION 50. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10-1. Controles del Panel Frontal 50. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECCION 11 – MANTENIMIENTO Y CORRECCION DE AVERIAS 51. . . . . . . . . . . . . . . . . . . . . . . . . . .
11-1. Mantención Rutinario 51. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11-2. Bréiquers CB1 y CB2 51. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11-3. Instalando los Rodillo de Alimentación y Guía de Alambre 51. . . . . . . . . . . . . . . . . . . . . . . . . . .
11-4. Limpiando o Reemplazando el Forro Interno del Cable de la Pistola 52. . . . . . . . . . . . . . . . . . .
11-5. Reemplazando el Interruptor y/o Tubo Cabezal 53. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11-6. Reemplazando el Tubo de Contacto de la Pistola 54. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11-7. Corrección de Averías 54. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECCION 12 – DIAGRAMAS ELECTRICOS 55. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECCION 13 – DIRECTIVAS PARA SOLDADURA MIG (GMAW) 56. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13-1. Conexiones Típicas para el Proceso MIG 56. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13-2. Fijaciones de Control para un Proceso de MIG Típico 57. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13-3. Como Sostener y Posicionar la Pistola de Soldar 58. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13-4. Condiciones que Afectan la Forma del Cordón de Suelda 59. . . . . . . . . . . . . . . . . . . . . . . . . . . .
13-5. Movimiento de la Pistola durante la Suelda 60. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13-6. Características Malas de un Cordón de Soldadura 60. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13-7. Características Buenas de un Cordón de Soldadura 60. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13-8. Soluciones a Problemas de Soldadura – Excesiva Salpicadura 61. . . . . . . . . . . . . . . . . . . . . . .
13-9. Soluciones a Problemas de Soldadura – Porosidad 61. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13-10. Soluciones a Problemas de Soldadura – Penetración Excesiva 62. . . . . . . . . . . . . . . . . . . .
13-11. Soluciones a Problemas de Soldadura – Falta de Penetración62. . . . . . . . . . . . . . . . . . . . .
13-12. Soluciones a Problemas de Soldadura – Fusión Incompleta 62. . . . . . . . . . . . . . . . . . . . . . .
13-13. Soluciones a Problemas de Soldadura – Hacer Hueco 63. . . . . . . . . . . . . . . . . . . . . . . . . . .
13-14. Soluciones a Problemas de Soldadura – Cordón en forma de Olas 63. . . . . . . . . . . . . . . . .
13-15. Soluciones a Problemas de Soldadura – Distorción63. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13-16. Gases Más Comunes para Protección de Soldadura MIG 64. . . . . . . . . . . . . . . . . . . . . . . . .
OM-194 199 Página 37
ADVERTENCIA
Este producto cuando se
usa para soldar o cortar,
produce humo o gases
que contienen químicos
conocidos en el estado
de California por causar
defectos al feto y en
algunos casos, cáncer.
(Sección de Seguridad
del Código de Salud en
California No. 25249.5 y
lo que sigue)

OM-194 199 Página 38
SECCION 8 – PRECAUCIONES DE SEGURIDAD – LEA ANTES DE USAR
som _nd_spa 4/98
8-1. Uso de Símbolos
Significa ¡Precaución! ¡Cuidado! ¡Hay peligros posibles
con este procedimiento! Los peligros posibles se mues-
tra en los símbolos anexos.
Y Anota un mensaje especial de seguridad.
. Significa NOTESE; no relacionado con seguridad.
Este grupo de símbolos significa ¡Precaución! ¡Cuidado! peligros
posibles de CHOQUE ELECTRICO, PARTES MOVIBLES, y
PARTES CALIENTES. Consulte a los símbolos y instrucciones
relacionados abajo para las acciones necesarias para evitar los
peligros.
8-2. Peligros en Soldadura de Arco
Y Se usa los símbolos mostrados abajo por todo éste manual
para llamar la atención a y identificar a peligros posibles.
Cuando usted vee a este símbolo, tenga cuidado, y siga a las
instrucciónes relacionadas para evitar el peligro. La informa-
ción de seguridad dada abajo es solamente un resumen de la
información más completa de seguridad que se encuentra en
los estandares de seguridad de sección 8-4. Lea y siga todas
los estandares de seguridad.
Y Solamente personas calificadas deben instalar, operar, man-
tener y reparar ésta máquina.
Y Durante su operación mantenga lejos a todos, especialmente
a los niños.
UNA DESCARGA ELECTRICA puede
matarlo.
El tocar partes con carga eléctrica viva puede
causar un toque fatal o quemaduras severas. El
circuito de electrodo y trabajo está vivo eléctrica-
mente cuandoquiera que la salida de la máquina
esté prendida. El circuito de entrada y los circuitos internos de la
máquina también están vivos eléctricamente cuando la máquina está
prendida. Cuando se suelda con equipo automático o semiautomáti-
co, el alambre, carrete, el bastidor que contiene los rodillos de
alimentación y todas las partes de metal que tocan el alambre de
soldadura están vivos eléctricamente. Equipo instalado incorrecta-
mente o sin conexión a tierra es un peligro.
D No toque partes eléctricamente vivas.
D Use guantes de aislamiento secos y sin huecos y protección en el
cuerpo.
D Aíslese del trabajo y de la tierra usando alfombras o cubiertas lo
suficientemente grandes para prevenir cualquier contacto físico
con el trabajo o tierra.
D No use la salida de corriente alterna en áreas húmedas, si está
restringido en su movimiento, o esté en peligro de caerse.
D Use la salida CA SOLAMENTE si lo requiere el proceso de
soldadura.
D Si se requiere la salida CA, use un control remoto si hay uno
presente en la unidad.
D Desconecte la potencia de entrada o pare el motor antes de
instalar o dar servicio a este equipo. Apague con candado o
usando etiqueta inviolable (“lockout/tagout”) la entrada de
potencia de acuerdo a OSHA 29 CFR 1910.147 (vea Estánderes
de Seguridad).
D Instale el equipo y conecte a la tierra de acuerdo al manual del
operador y los códigos nacionales estatales y locales.
D Siempre verifique el suministro de tierra – chequee y asegúrese
que la entrada de la potencia al alambre de tierra esté apropiada-
mente conectada al terminal de tierra en la caja de desconexión o
que su enchufe esté conectado apropiadamente al receptáculo de
salida que esté conectado a tierra.
D Cuando esté haciendo las conexiones de entrada, conecte el con-
ductor de tierra primero – doble chequee sus conexiones.
D Frecuentemente inspeccione el cordón de entrada de potencia
por daño o por alambre desnudo. Reemplace el cordón inmediata-
mente si está dañado – un alambre desnudo puede matarlo.
D Apague todo equipo cuando no esté usándolo.
D No use cables que estén gastados, dañados de tamaño muy pe-
queño o mal conectados.
D No envuelva los cables alrededor de su cuerpo.
D Si se requiere grampa de tierra en el trabajo haga la conexión de
tierra con un cable separado.
D No toque el electrodo si usted está en contacto con el trabajo o cir-
cuito de tierra u otro electrodo de una máquina diferente.
D Use equipo bien mantenido. Repare o reemplace partes dañadas
inmediatamente. Mantenga la unidad de acuerdo al manual.
D Use tirantes de seguridad para prevenir que se caiga si está traba-
jando más arriba del nivel del piso.
D Mantenga todos los paneles y cubiertas en su sitio.
D Ponga la grampa del cable de trabajo con un buen contacto de me-
tal a metal al trabajo o mesa de trabajo lo más cerca de la suelda
que sea práctico.
D Guarde o aísle la grampa de tierra cuando no esté conectada a la
pieza de trabajo para que no haya contacto con ningún metal o al-
gún objecto que esté aterrizado.
D Aísle la abrazadera de tierra cuando no esté conectada a la pieza
de trabajo para evitar que contacto cualquier objeto de metal.
UN VOLTAJE SIGNIFICANTE DE CORRIENTE DI-
RECTA existe despues de quitar la potencia de
entrada en las inversoras.
D Apaga la inversora, disconecta la potencia de entrada y descarga
los capacitadores de entrada de acuerdo con las instrucciones en
la sección de Mantención antes de tocar cualquier parte.
El soldar produce humo y gases. Respirando estos
humos y gases pueden ser peligrosos a su salud.
HUMO y GASES pueden ser
peligrosos
D Mantenga su cabeza fuera del humo. No respire el humo.
D Si está adentro, ventile el area y/o use un exhausto al arco para
quitar el humo y gases de soldadura.
D Si la ventilación es mala, use un respirador de aire aprobado.
D Lea las hojas de datos sobre seguridad de material (MSDS’S) y
las instrucciones del fabricante con respecto a metales, consumi-
bles, recubrimientos, limpiadores y desgrasadores.
D Trabaje en un espacio cerrado solamente si está bien ventilado o
mientras esté usando un respirador de aire. Siempre tenga una
persona entrenada cerca. Los humos y gases de la suelda pue-
den desplazar el aire y bajar el nivel de oxígeno causando daño a
la salud o muerte. Asegúrese que el aire de respirar esté seguro.
D No suelde en ubicaciones cerca de operaciones de grasa, limpia-
miento o pintura al chorro. El calor y los rayos del arco pueden
hacer reacción con los vapores y formar gases altamente tóxicos
e irritantes.
D No suelde en materiales de recubrimientos como acero galvani-
zado, plomo, o acero con recubrimiento de cadmio a no se que se
ha quitado el recubrimiento del área de soldar, el área esté bien
ventilada y si es necesario, esté usando un respirador de aire. Los
recubrimientos de cualquier metal que contiene estos elementos
pueden emanar humos tóxicos cuando se sueldan.

OM-194 199 Página 39
LOS RAYOS DEL ARCO pueden que-
mar sus ojos y piel
Los rayos del arco de un proceso de suelda produ-
cen un calor intenso y rayos ultravioletas fuertes que
pueden quemar los ojos y la piel. Las chispas se es-
capan de la soldadura.
D Use una careta de soldar que tenga el color apropiado de filtro pa-
ra proteger su cara y ojos mientras esté soldando o mirando
(véase los estándares de seguridad ANSI Z49.1 y Z87.1).
D Use anteojos de seguridad aprobados que tengan protección late-
ral.
D Use pantallas de protección o barreras para proteger a otros del
destello del arco y reflejos de luz; siempre alerte a otros que no
miren el arco.
D Use ropa protectiva hecha de un material durable y resistente a la
llama (lana o cuero) y protección a los pies.
Soldando en un envase cerrado, como tanques,
tambores o tubos, puede causar explosión. Las
chispas pueden volar de un arco de soldar. Las
chispas que vuelan, la pieza de trabajo caliente y el
equipo caliente pueden causar fuegos y quemaduras. Un contacto
accidental del electrodo a objectos de metal puede causar chispas,
explosión, sobrecalentamiento, o fuego. Chequee y asegúrese que el
área esté segura antes de comenzar cualquier suelda.
EL SOLDAR puede causar fuego o
explosión.
D Protéjase a usted mismo y otros de chispas que vuelan y metal
caliente.
D No suelde donde las chispas pueden impactar material inflama-
ble.
D Quite todo material inflamable dentro de 11m de distancia del arco
de soldar. Si eso no es posible, cúbralo apretadamente con cu-
biertas aprobadas.
D Este alerta de que chispas de soldar y materiales calientes del ac-
to de soldar pueden pasar a través de pequeñas rajaduras o
aperturas en areas adyacentes.
D Siempre mire que no haya fuego y mantenga un extinguidor de
fuego cerca.
D Esté alerta que cuando se suelda en el techo, piso, pared o algún
tipo de separación, el calor puede causar fuego en la parte escon-
dida que no se puede ver.
D No suelde en receptáculos cerrados como tanques o tambores o
tubería, a no ser que hayan estado preparados apropiadamente
de acuerdo al AWS F4.1 (véase las precauciones de los estánda-
res de seguridad).
D Conecte el cable del trabajo al área de trabajo lo más cerca posible
al sitio donde va a soldar para prevenir que la corriente de solda-
dura haga un largo viaje posiblemente por partes desconocidas
causando una descarga eléctrica y peligros de fuego.
D No use una soldadora para descongelar tubos helados.
D Quite el electrodo del porta electrodos o corte el alambre de soldar
cerca del tubo de contacto cuando no esté usándolo.
D Use ropa protectiva sin aceite como guantes de cuero, camisa pe-
sada, pantalones sin basta, zapatos altos o botas y una corra.
D Quite de su persona cualquier combustible, como encendedoras
de butano o cerillos, antes de comenzar a soldar.
PEDAZOS DE METAL puede dañar a
los ojos.
D El soldar, picar, cepillar con alambre, o esmeri-
lar puede causar chispas y metal que vuele.
Cuando se enfrían las sueldas, estás pueden
soltar escoria.
D Use anteojos de seguridad aprobados con
resguardos laterales hasta debajo de su
careta.
EL AMONTAMIENTO DE GAS puede
enfermarle o matarle.
D Cierre el gas protectivo cuando no lo use.
D Siempre dé ventilación a espacios cerrados o
use un respirador aprobado que reemplaza el
aire.
PARTES CALIENTES puedan causar
quemaduras severas.
D No toque a partes calientes sin guantes.
D Deje enfriar a la antorcha o pistola antes de
darle servicio.
CAMPOS MAGNETICOS puede
afectar a marcadores de paso.
D Las personas que usan Marcadores de Paso
deben mantenerse lejos.
D Las personas que usan Marcadores de Paso
deben consultar su médico antes de acercarse a procesos de solda-
dura de arco, de punto o de ranuración.
EL RUIDO puede dañar su oído.
El ruido de algunos procesos o equipo puede dañar
su oído
D Use protección aprobada para el oído si el nivel
de ruido es muy alto.
Los cilindros que contienen gas protectivo tienen
este gas a alta presión. Si están averiados los
cilindros pueden estallar. Como los cilindros son
normalmente parte del proceso de soldadura, siem-
pre trátelos con cuidado.
LOS CILINDROS pueden estallar si
están averiados.
D Proteja cilindros de gas comprimido del calor excesivo, golpes
mecánicos, escoria, llamas, chispas y arcos.
D Instale y asegure los cilindros en una posición vertical asegurán-
dolos a un soporte estacionario o un sostén de cilindros para
prevenir que se caigan o se desplomen.
D Mantenga los cilindros lejos de circuitos de soldadura o eléctricos.
D Nunca envuelva la antorcha de suelda sobre un cilindro de gas.
D Nunca permita que un electrodo de soldadura toque ningún
cilindro.
D Nunca suelde en un cilindro de presión – una explosión resultará.
D Use solamente gas protectivo correcto al igual que reguladores,
mangueras y conexiones diseñados para la aplicación específica;
manténgalos, al igual que las partes, en buena condición.
D Siempre mantenga su cara lejos de la salída de una válvula cuan-
do esté operando la válvula de cilindro.
D Mantenga la tapa protectiva en su lugar sobre la válvula excepto
cuando el cilindro está en uso o conectado para ser usado.
D Lea y siga las instrucciones de los cilindros de gas comprimido,
equipo asociado y la publicación CGA P–1 que aparece en los es-
tándares de seguridad.

OM-194 199 Página 40
8-3. Símbolos Adicionales para Instalación, Operación y Mantenimiento
Peligro de FUEGO O EXPLOSION
D No ponga la unidad encima de, sobre o cerca
de superficies combustibles.
D No instale la unidad cerca a objetos flamables.
D No sobrecarga a los alambres de su edificio – asegure que su
sistema de abastecimiento de potencia es adecuado en tamaño
capacidad y protegido para cumplir con las necesidades de esta
unidad.
EQUIPO CAYENDO puede causar
heridas.
D Use solamente al ojo de levantar para levantar
la unidad, NO al tren de rodaje, cilindros de
gas, ni otros acesorios.
D Use equipo de capacidad adecuada para le-
vantar la unidad.
D Si use un carro montecargas para mover la unidad, asegure que
los dedos son bastante largas para extender más allá al lado
opuesto de la unidad.
SOBREUSO puede causar SOBRE-
CALENTAMIENTO DEL EQUIPO
D Permite un periodo de enfriamiento, siga el ci-
clo de trabajo nominal.
D Reduzca el corriente o ciclo de trabajo antes de
soldar de nuevo.
D No bloquee o filtre el flujo de aire a la unidad.
ELECTRICIDAD ESTATICA puede da-
ñar a las tarjetas impresas de
circuito.
D Ponga los tirantes aterrizados de muñeca
ANTES de tocar los tableros o partes.
D Use bolsas y cajas adecuadas anti-estáticas
para almacenar, mover o enviar tarjetas impre-
sas de circuito.
PARTES QUE SE MUEVEN pueden
causarle heridas.
D Mantengase lejos de todas partes que se mue-
ven.
D Mantengase lejos de puntos que pellizcan co-
mo rodillos de alimentación.
El ALAMBRE de SOLDAR puede
causarle heridas
D No presione el gatillo de la antorcha hasta que
reciba estas instrucciones.
D No apunte la punta de la antorcha hacia ningu-
na parte del cuerpo, otras personas o cualquier
objeto de metal cuando esté pasando el alam-
bre.
PARTES QUE SE MUEVEN pueden
causarle heridas.
D Mantengase lejos de todas partes que se mue-
ve como ventiladores.
D Mantenga todas las puertas, paneles, cubier-
tas y guardas cerradas y en su lugar.
RADIACION de ALTA FRECUENCIA
puede causar interferencia.
D Radiacion de alta frequencia puede interferir
con navegación de radio, servicios de
seguridad, computadores, y equipos de
comunicación.
D Asegure que solamente personas calificadas, familiarizadas
con equipos electronicas instala el equipo.
D El usuario es responsable por tener un electricista calificada co-
rregir cualquiera interferencia causada resultando de la instala-
ción.
D Si la FCC (Comision Federal de Comunicación) le notifique que
hay interferencia, deja de usar el equipo al inmediato.
D Asegure que la instalación recibe chequeo y mantención
regular.
D Mantenga las puertas y paneles de una fuente de alta frecuencia
cerradas completamente, mantenga la distancia de la chispa en
los platinos en su fijación correcta y use el aterrizar o el blindar
contra corriente para minimizar la posibilidad de interferencia.
La SOLDADURA DE ARCO puede
causar interferencia.
D La energía electromagnética puede interferir
con equipo electrónico sensitivo como compu-
tadoras, o equipos impulsados por computado-
ras, como robotes.
D Asegúrese que todo el equipo en el área de soldadura sea com-
patible eletromagnéticamente.
D Para reducir posible interferencia, mantenga los cables de sol-
dadura lo más cortos posible, lo más juntos posible o en el suelo,
si fuerá posible.
D Ponga su operación de soldadura por lo menos a 100 metros de
distancia de cualquier equipo que sea sensible electrónicamen-
te.
D Asegúrese que la máquina de soldar esté instalada y aterrizada
de acuerdo a este manual.
D Si todavía ocurre interferencia, el operador tiene que tomar me-
didas extras como el de mover la máquina de soldar, usar cables
blindados, usar filtros de línea o blindar de una manera u otra la
área de trabajo.
8-4. Estándares Principales de Seguridad
Seguridad en cortar y soldar, estándar ANSI Z49-1, del American
Welding Society, 550 N.W. LeJeune Rd, Miami FL 33126
Estándares de seguridad y salud, OSHA 29 CFR 1910, del superinten-
dente de documentos de la oficina de imprenta del gobierno de Estados
Unidos, Washington, D.C. 20402.
Prácticas seguras recomendadas para la preparación de soldar y cor-
tar en receptáculos que contengan substancias peligrosas, American
Welding Society Standard AWS F4.1, de la American Welding Society,
550 N.W. LeJuene Rd, Miami FL 33126
Código Nacional Eléctrico, NFPA estándar 70, de la Asociación Nacio-
nal de Protección de Fuego, Batterymarch Park, Quincy, Ma 02269.
El manejo seguro de gases comprimidos en cilindros, pamfleto CGA
P-1, de la Compressed Gas Association, 1235 Jefferson Davis High-
way, Suite 501, Arlington, VA 22202.
Código para seguridad en cortar y soldar, estándar CSA W117.2, de la
Canadian Standards Association, ventas estándares, 178 Rexdale
Boulevard, Rexdale, Ontario, Canada M9W 1R3.
Práctica segura para la protección de ojos y cara en ocupación y educa-
ción, estándar ANSI Z87.1 del Instituto Americano Nacional de
Estándar, 1430 Broadway, New York, NY 10018.
Procesos de cortar y soldar, estándar NFPA 51B de la Asociación de
Protección del Fuego, Batterymarch Park, Quincy, MA 02269.

OM-194 199 Página 41
8-5. Información del EMF
Consideración acerca de Soldadura y los Efectos de Campos Eléctri-
cos y Magnéticos de Baja Frecuencia
La corriente de soldadura cuando fluye por los cables de soldadura
causará campos electromagnéticos. Ha habido una precupación acer-
ca de estos campos. Sin embargo, después de examinar más de 500
estudios sobre el transcurso de 17 años, un comité especial del Natio-
nal Research Council concluyo que:
“La evidencia, en el juicio del comité, no ha demostrado que la exposi-
ción a campos de frecuencia de potencia eléctrica y magnéticos es un
peligro para la salud humana”. Sin embargo, todavía hay estudios que
están haciéndose y la evidencia continua siendo examinada. Hasta que
se lleguen a hacer las conclusiones finales de esta investigación, usted
debería preferir minimizar su exposición a los campos electromagnéti-
cos cuando esté soldando o cortando.
Para reducir los campos magnéticos en el área de trabajo, úsese los
siguientes procedimientos:
1. Mantenga los cables lo más juntos posible, trenzándolos o
pegándolos con cinta pegajosa.
2. Ponga los cables a un lado y apartado del operador.
3. No envuelva o cuelgue cables sobre su cuerpo.
4. Mantenga las fuentes de poder de soldadura y los cables lo más
lejos que sea práctico.
5. Conecte la grampa de tierra en la pieza que esté trabajando lo
más cerca posible de la suelda.
Acerca de Marcadores de Paso:
Personas que usan marcadores de paso consulten a su doctor primero.
Si su doctor lo permite, entonces siga los procedimientos de arriba.

OM-194 199 Página 42
SECCION 9 – INSTALACION
9-1. Especificaciones
Salida Nominal
de Soldadura
Gama de
Amperaje
Voltaje de Cir-
cuito Abierto
Máximo (C.D.)
Entrada en
Amperios a la
Carga Nominal,
60 Hz,
Monofásica
Peso Dimensiones
200 V 230 V KVA KW
150 Amps @ 23
VDC, 60% Ciclo de
Trabajo
30 – 185 33 30 (1,6)* 26 (1,4)* 6 (0,27)* 5 (0,13)*
165 lb
(75 kg)
Profundidad:
36 pulg
(915 mm)
Ancho: 18 pulg
(457 mm)
Alto: 27 pulg
(686 mm)
Tipo de Alambre y Diámetro
Gama de Velocidad de Velocidad Máxima de
Sólido/
Inoxidable
Tubular Aluminio
Gama de Velocidad de
Alimentación Calculada sin
Carga
Velocidad Máxima de
Alimentación Mientras Esté
Soldando
,023 – ,035 pulg
(0,6 - 0,9 mm)
,030 – ,045 pulg
(0,8 – 1,2 mm)
,030 – ,035 pulg
(0,8 – 0,9 mm)
138 – 795 PPM (3,5 – 20,3 m/min) 650 IPM (16,5 m/min)
*Prendido, Sin Arco
Gama de temperatura para operación – -20C hasta +40C Gama de temperatura para almacenar – -30C hasta +50C
La curva voltio-amperio demuestra
la capacidad mínima y máxima nor-
males en voltaje y amperaje de la
fuente de poder. Las curvas de
otras selecciones caen entre las
curvas demostradas.
9-2. Curvas Voltio-Amperio
va_curve1 4/95 – SB-180 824

OM-194 199 Página 43
O
Reduzca el Ciclo
de Trabajo
Minutos
Sobrecalentando
4 Minutos Enfriando6 Minutos Soldando
60% Ciclo de Trabajo a 150 Amperios
Ciclo de Trabajo es un porcentaje
de 10 minutos que la unidad o
pistola puede soldar a la carga no-
minal sin sobrecalentarse.
Si la unidad se sobrecaliente, el ter-
mostato se abre, salida se para, y el
ventilador sigue funcionando. Es-
pere quince minutos para enfriar la
unidad. Reduzca el amperaje o el
ciclo de trabajo antes de soldar.
Y Excediendo el ciclo de traba-
jo puede dañar la unidad o
pistola e invalidar la ga-
rantía.
9-3. Ciclo de trabajo de la Fuente de Poder de Soldadura y el sobrecalentamiento
0
15
A o V
duty1 4/95 – SB-181 009
% CICLO DE TRABAJO
AMPERIOS
9-4. Ciclo de trabajo de la antorcha y el sobrecalentamiento
EL SOLDAR EN EXCESO DEL CICLO DE TRABAJO puede averiar la antorcha y anular la garantía
• No Suelde al nivel de carga nominal por más tiempo del que se muestra abajo.
• El uso de alambre tubular sin protección de gas, reduce el ciclo de trabajo de la antorcha.
warn7.1 8/93
Soldadura Continua
4 Minutos Enfriando6 Minutos Soldando
El ciclo de trabajo es un porcen-
tage de un período total de 10 mi-
nutos, que la antorcha puede fun-
cionar sin sobrecalentarse.
SB1.1 8/93
0
10
Minutos
Alambres duros y tubulares de 0,6
a 1,1 (0,023 a 0,045 pulg.) de
diámetro.
Ciclo de trabajo del 100% a 150
amperios usando CO
2
.
Ciclo de trabajo del 100% a 120
amperios usando gases
mezclados.
Alambres duros y tubulares de 0,6 a 1,1 (0,023 a 0,045
pulg.) de diámetro.
Ciclo de trabajo del 60% a 200 amperios usando CO
2
.
Ciclo de trabajo del 60% a 150 amperios usando gases
mezclados.
Definición

OM-194 199 Página 44
Herramientas Necesarias:
1 Cable de Trabajo
2 Bota
Resbale la bota sobre el cable de
trabajo. Pase el cable hacia afuera
del abertura del panel frontal desde
adentro.
3 Terminal de Salida
Negativa (–)
Conecte el cable al terminal y cubra
la conexión con la bota.
4 Herrajes
5 Grampa de Trabajo
Pase el cable a través de la empu-
ñadura de la grampa de trabajo y
asegúrele en la parte superior de la
grampa de trabajo con los herrajes.
Cierre la puerta.
9-5. Instalando la Grampa de Trabajo
ST-801 566
1/2, 3/4 pulg
1
2
3
4
5
Obtenga el cilindro de gas y enca-
dénelo un cilindro de gas al carro de
ruedas, pared u otro soporte esta-
cionario de manera que el cilindro
no pueda caerse y romper su
válvula.
6 Tapa
7Válvula del Cilindro
Quite la tapa, hágase a un lado de
la válvula, y abra la válvula ligera-
mente. El flujo de gas sopla polvo y
tierra de la válvula. Cierre la válvu-
la.
8 Cilindro
9 Regulador/Flujómetro
Instálelo de manera que encare
verticalmente.
10 Conexión en el
Regulador/Flujómetro, para la
Manguera de Gas
11 Conexión en la Fuente de
Poder para la Manguera de
Gas.
Conecte la manguera de gas
(abastecido por el usuario) entre la
conexión en el Regulador/
Flujómetro para la manguera de
gas y la conexión en el parte trasero
de la fuente de poder de soldar.
12 Ajuste del Flujo
El flujo debe de ser 20 pch (piés
cúbicos por hora) (9.4 L/min). Verifi-
que la taza de flujo indicada por el
fabricante de alambre.
13 Adaptador de CO
2
(Abastecido por el cliente)
14 Anillo O (Abastecido por el
cliente)
Instale un adaptador con anillo O
entre el regulador/flujómetro y el
cilindro de CO
2
.
Gas Argón
Gas CO
2
9-6. Instalando el Gas Protectivo
ST-801 571 / ST-802 028
6
8 9
3
1
2
4
5
7
1
2
3
O
Herramientas Necesarias:
5/8, 1-1/8 pulg

OM-194 199 Página 45
1 Ensamblaje de los Rodillos de
Alimentación
2 Perilla para Ajustar la Pistola
3 Extremo de la Pistola
Afloje la perilla e inserte el extremo
de la pistola a través del hueco has-
ta que se asiente contra el ensam-
blaje de los rodillos de alimenta-
ción. Ajuste la perilla.
4 Enchufe del Gatillo de la
Pistola
Insértelo dentro del receptáculo y
atornille el collar.
Cierre la puerta.
9-7. Instalando la Pistola
Ref. ST-801 567
2
1
3
4
Herramientas Necesarias:
9-8. Fijando la Polaridad de la Pistola
1 Etiqueta para el cambio de
polaridad
Siempre lea y siga la polaridad re-
comendada por el fabricante del
alambre.
3/4, 11/16 pulg
El ensamblaje de los alambres y el
terminal de salida positivo (+)
Cable a la grampa de tierra y el
terminal de salida negativo (–)
CONEXIONES PARA
CAMBIO DE POLARIDAD
DE LA PISTOLA
1
Mostrado como se embarca. Fijada para Electrodo
Positivo (DCEP) para alambres de acero sólido,
inoxidable, aluminio o tubular con gas. (Proceso
GMAW).
Conexión de cable inverso. Fijada para Electrodo
Negativo (DCEN). Para alambres tubulares que no
necesitan gas (Proceso FCAW). El ensamblaje de
alimentación de alambre de hace negativo.

OM-194 199 Página 46
Herramientas Necesarias:
Cuando se aplica fuerza liviana para dar
vuelta al carrete, la tensión está fijada.
Use el resorte de compresión
con carrete de 200 mm (8
pulg).
9-9. Instalando el Carrete de Alambre y Ajuste de la Tensión del Eje
ST-072573-B
15/16 pulg
Herramientas Necesarias:
9-10. Cambiando el Voltaje de Entrada
ST-801 580
Y APAGUE la unidad, y desco-
necte la potencia de entrada.
La unidad fué enviada de la fábrica
fijada para 230 voltios.
2 Transformador T1
3 Parte de Altrás del Interruptor
de Potencia S1
4 Alambre marcado 230 voltios
y alambre para el motor del
ventilador
Desconecte el alambre de 230 vol-
tios y el alambre del motor del venti-
lador de la parte de altrás de S1.
Deje el alambre del motor del venti-
lador conectado al alambre de 230
voltios.
5 Alambre marcado 200 Voltios
Quite el sujetador del cable y rezba-
le un pedazo corto de la manga del
alambre de 200 voltios, y rezbale
esta manga sobre dos alambres de
230 voltios y del motor del ventila-
dor. Doble la manga y asegúrale
donde está.
Conecte el alambre de 200 voltios
a ése uno donde usted quito el
alambre de 230 voltios.
Reinstale la cubierta.
3/8, 7/16 pulg
1
2
3
4

OM-194 199 Página 47
9-11. Guía de Servicio Eléctrico
Voltaje de Entrada
200 230
Amperios de Entrada a la Salida Nominal
30 26
Fusible Estándar Máximo Recomendado o un Bréiquer de Circuito con capacidad
en Amperios
Bréiquer de Circuito
1
Demorador de tiempo
2
De normal operación
3
35
45
30
40
Tamaño Mínimo de Conductor de Entrada en AWG/Kcmil
10 10
Largo Máximo Recomendado del Conductor de Entrada en Pies (Metros)
97 (29) 128 (39)
Tamaño Mínimo de Conductor de Tierra en AWG/Kcmil
10 10
Referencia: Código Nacional Eléctrico (NEC) de 1999
1 Escoja un disyuntor con curvas “tiempo–corriente” comparables a las de un fusible de tiempo aplazado.
2 “Fusibles con demora de tiempo” son de la clase “RK5” de UL.
3 Los fusibles “de normal operación” (de propósito general – sin demora intencional) son de clase “K5” de UL (hasta los de 60 amps.) y de clase “H” de
UL (de 65 amps. para arriba).
Y Si no se sigue estas recomendaciones sobre fusibles y disyuntores, se podría crear riesgo de golpe eléctrico e incendio.
Y Siempre conecte el con-
ductor de tierra primero.
Y No mueva o opere la unidad
donde podría voltearse.
457 mm (18 pulg)
de espacio para el
flujo de aire
9-12. Seleccionando Una Ubicación y Conectando la Potencia de Entrada
1 Etiqueta de Gama
Conecte a la potencia de entrada
correcta.
2 Enchufe
3 Receptacle
Conecte el enchufe al receptáculo.
4 Conductores de entrada y de
tierra
Conéctelos directamente al dispo-
sitivo para desconectar la línea si
va hacer una conexión dura.
5 Dispositivo para desconectar
de la línea
Véase Sección 9-11.
Y Se puede requerer una insta-
lación especiol donde gaso-
lina o líquidos volátiles esten
presente – vea a NEC Articu-
lo 511 o CEC Sección 20.
801 568 / Ref. 800 797-C
L1
L2
230 VAC, 1
L1
L2
1
= GND/PE
4
2
3
1
5

OM-194 199 Página 48
Herramientas Necesarias:
Presione el gatillo de la pistola
hasta que el alambre salga fuera
de la pistola. Reinstale el tubo de
contacto y la boquilla.
Corte el alambre.
Cierre y aldabe la puerta.
Empuje el alambre por las guías dentro de la
pistola; continúe sosteniendo el alambre.
Tire y sostenga el
alambre, corte la punta.
Abra el ensamblaje de presión.
9-13. Enhilando el Alambre de Soldadura
Ref. ST-801 570 / ST-801 083 / S-0627-A
6 pulg
(150 mm)
4 pulg
(102 mm)
MADERA
Cierre y apriete el ensamblaje de
presión, y suelte el alambre.
Quite la boquilla y el tubo de contacto.
Alimente el alambre para chequear la pres-
ión del rodillo. Apriete la perilla lo suficien-
temente para prevenir que se resbale.
Prenda la máquina.
1
2
3
4
1
2
3
4
. Use la escala del indicador de presión para fijar la pres-
ión deseada en los rodillos de alimentación.
Escala indicadora de
presión
Apriete
Apriete

OM-194 199 Página 49
9-14. Parámetro de Soldadura
Diámetro
Grosor del Material
Tipo de
Alambre Gas
Protectivo y
Flujo
Diámetro
del
Alambre
(en pulga-
das)
Controles del
Operador
9,5
mm
(3/8
pulg)
6,4
mm
(1/4
pulg)
4,8
mm
(3/16
pulg)
3,2
mm
(1/8
pulg)
CAL.
12
CAL.
14
CAL.
16
CAL.
18
CAL.
20
CAL.
22
Posición de
Voltaje
– – 6 5 4 3 3 2 2 1 1
,023
Velocidad de
Alimentación
– – 100 80 65 55 45 35 25 15 5
E70S-6
Posición de
Voltaje
6 5 4 3 3 2 2 1 1 – –
CO
2
20 PC/H
,030
Velocidad de
Alimentación
80 70 60 55 45 35 25 15 5 – –
Posición de
Voltaje
6 5 4 3 3 2 2 2 – – – –
,035
Velocidad de
Alimentación
70 60 50 45 40 30 20 10 – – – –
Posición de
Voltaje
– – 5 4 3 3 2 2 1 1 1
,023
Velocidad de
Alimentación
– – 90 80 70 60 50 40 35 25 12
E70S-6
75% Argón
Posición de
Voltaje
6 5 4 3 3 2 2 1 1 1
75% Argón
25% CO
2
20 PC/H
,030
Velocidad de
Alimentación
85 75 65 55 50 45 35 20 5 0
Posición de
Voltaje
6 5 4 3 3 2 2 1 1 – –
,035
Velocidad de
Alimentación
80 70 60 45 40 30 20 10 0 – –
Posición de
Voltaje
6 5 5 4 4 3 2 1 – – – –
E71T-GS
,030
Velocidad de
Alimentación
80 70 65 55 50 30 20 10 – – – –
E71T-GS
Tubular
Posición de
Voltaje
6 5 4 3 3 2 1 – – – – – –
,035
Velocidad de
Alimentación
60 50 40 30 25 20 10 – – – – – –
Posición de
Voltaje
5 4 4 4 3 3 3 2 2 2
,023
Velocidad de
Alimentación
95 85 80 60 50 50 50 30 20 20
ER 308
Acero Inoxidable
Posición de
Voltaje
5 5 4 3 3 2 2 2 1 – –
90 HE/
7,5 AR/2,5 CO
2
20 PC/H
,030
Velocidad de
Alimentación
70 70 70 50 45 50 45 40 0 – –
Posición de
Voltaje
6 5 5 4 3 2 2 2 – – – –
,035
Velocidad de
Alimentación
65 40 40 30 30 25 20 10 – – – –
*No cambie la posición del interruptor de voltaje mientras esté soldando. El valor de la velocidad de alimentación en la tabla, es el valor para comenzar
solamente y la fijación puede cambiarse en la velocidad de alimentación, mientras esté soldando.

OM-194 199 Página 50
9-15. Parámetros de Soldar con Alumínio para el Uso Opcional del Spoolmate 185
Grosor del Material
Tipo de Alambre
Gas Protectivo y
Flujo
Diámetro del
Alambre
(en pulgadas)
Controles del Operador
9,5 mm
(3/8
pulg)
6,4 mm
(1/4
pulg)
4,8 mm
(3/16
pulg)
3,2 mm
(1/8
pulg)
CAL.
14
Posición de Voltaje 5 5 4 3 2
4043 AL
,030
Velocidad de Alimentación 88 88 73 55 45
4043 AL
100% Argón
Posición de Voltaje 6 6 5 4 2
,035
Velocidad de Alimentación 95 85 68 59 34
Posición de Voltaje – 5 4 3 2
5356 AL
,030
Velocidad de Alimentación – 100 90 80 70
5356 AL
100% Argón
Posición de Voltaje 6 6 5 4 2
,035
Velocidad de Alimentación 100 92 85 70 60

OM-194 199 Página 51
SECCION 10 – OPERACION
10-1. Controles del Panel Frontal
Ref. ST-180 930
Controles para las Unidades Es-
tándar
1 Control de Alimentación de
Alambre
Use este control para establecer la
velocidad de alambre. La escala al-
rededor del control no es la veloci-
dad de alimentación, pero sola-
mente se usa para referencia.
2 Interruptor de Voltaje
Mientras más alto el número de su
selección, más grueso el material
que puede soldar (véase Sección
9-14). No lo cambie bajo carga.
3 Interruptor de Potencia
1
2
3

OM-194 199 Página 52
SECCION 11 – MANTENIMIENTO Y
CORRECCION DE AVERIAS
11-1. Mantención Rutinario
. Manténgala más amenudo du-
rante condiciones severas.
Y Disconecta la potencia
antes de dar servicio.
3 Meses
Repare o
Reemplace
los Cables
y los
Cordones
Rajados
Reemplace las
Etiquetas
Dañadas o
Ilegibles
Limpie y
Apriete los
Terminals de
Soldadura
6 Meses
Sople o Aspire Adentro.
Quite el rodillo de alimenta-
ción y unte una capa delgada
de aceite o grasa al eje del
motor de impulso.
11-2. Bréiquers CB1 y CB2
Ref. ST-801 567
Y APAGUE la unidad.
4Bréiquer CB1
CB1 le protege al transformador de
la sobrecarga. Si se abre CB1, el
alambre deja de alimentarse.
5Bréiquer CB2
CB2 le protege al circuito del gatillo
de la sobrecarga. Si se abre CB2
no hay corriente de soldadura.
Presione al botón para rearmar el
bréiquer. Cierre la puerta.
1
2
11-3. Instalando los Rodillo de Alimentación y Guía de Alambre
Ref. ST-801 569
1 Carrete de Alambre
Escoja el rodillo correcto para el ti-
po de alambre e instálelo como se
muestra.
2Guía de Entrada de Alambre
Quite la guía presionando en la par-
te ranurada o cortando su extremo
cerca del bastidor y jalándola fuera
del hueco. Empuje la nueva guía
dentro del hueco desde atrás hasta
que se asiente con un “click”.
Herramientas Necesarias:
2
1

OM-194 199 Página 53
SECCION 12 – DIAGRAMAS ELECTRICOS
SB-186 065
Ilustración 12-1. Diagrama de Circuito

OM-194 199 Página 54
SECCION 13 – DIRECTIVAS PARA SOLDADURA
MIG (GMAW)
Gas Protectivo
Fuente de
Poder de
Soldadura /
Alimentador de
Alambre
Pistola
Grampa de Trabajo
Trabajo
13-1. Conexiones Típicas para el Proceso MIG
Y La corriente de soldadura
puede hacer daño a las partes
electrónicas en vehículos.
Desconecte ambos cables de
la batería antes de soldar en
un vehículo. Ponga la abra-
zadera de tierra lo más cerca
posible al punto donde se está
soldando.
Regulador/Flujómetro
light mig 5/967 / Ref. 801 909 / 801 570-B
Gas

OM-194 199 Página 55
13-2. Fijaciones de Control para un Proceso de MIG Típico
Estas fijaciones son recomendaciones solamente. El material y el tipo de alambre,
el diseño de la unión, cuan cerca está la una parte de la otra, la posición, el gas
protectivo etc. afectan las fijaciones. Siempre haga pruebas de soldadura para
asegurarse que cumplen con las especificaciones.
Notese
Seleccione el Voltaje
Voltaje bajo: el alambre se choca con el trabajo
Voltaje alto: arco es inestable (salpicadura)
Fije el voltaje en el punto de la mitad entre voltaje alto/bajo
ppm = pulgadas por minuto
125 A está basado en un grosor
de material de 1/8 pulg.
Seleccione la Velocidad del
Alambre (Amperaje)
1.6 x 125 A = 200 pulg. ppm
2 x 125 A = 250 pulg. ppm
3.5 x 125 A = 437 pulg. ppm
Velocidad del
Alambre (Aprox.)
3.5 pulg. por amperio
2 pulg. por amperio
1.6 pulg. por amperio
Recomendación
Tamaño de
Alambre
Seleccione el Tamaño del Alambre
Gama de Amperaje
Tamaño de
Alambre
(.001 pulg. = 1 amperio)
.125 pulg. = 125 A
Convierta el Grosor del
Material a Amperaje (A)
1/8 o
0.125 pulg.
El grosor del material determina los
parámetros de soldadura
0.035 pulg.
La velocidad de alimentación del alambre controla la
penetración de la soldadura (velocidad de alambre =
taza de quema del alambre)
El voltaje controla el alto y el ancho del cordón de
soldadura
.030 pulg.
.035 pulg.
.023 pulg.
40 – 145 A
50 – 180 A
30 – 90 A
.030 pulg.
.035 pulg.
.023 pulg.
Ref. ST-801 865

OM-194 199 Página 56
13-3. Como Sostener y Posicionar la Pistola de Soldar
El alambre de soldadura está energizado cuando se presiona el gatillo de la
pistola. Antes de bajar la careta y presionar el gatillo, asegúrese que no haya más
de 1/2 pulg. (13 mm.) de alambre afuera de la boquilla y que la punta del alambre
esté posicionada correctamente en la unión que va a soldarse.
Notese
Angulo de la antorcha vistoAngulo de trabajo visto
SUELDAS CON RANURAS
Angulo de la antorcha vistoAngulo de trabajo visto
1 Tome la Pistola en sus Manos
y el Dedo Cerca del Gatillo
2 Trabajo
3 Grampa de Trabajo
4 Extensión del Electrodo
(Stickout) 6 a 13 mm (1/4 a
1/2 pulg)
5 Sostenga la Pistola con la
Otra Mano y Descance su
Mano Sobre la Pieza de
Trabajo
S-0421-A
2
3
5
4
90° 90°
0°-15°
45°
45°
1
0°-15°
de un extremo de un lado
SUELDAS DE FILETE
de un extremo de un lado

OM-194 199 Página 57
13-4. Condiciones que Afectan la Forma del Cordón de Suelda
La forma del cordón de suelda depende en el ángulo de la pistola, dirección de
avance, extensión del electrodo (stickout), velocidad de avance, grosor del
material base, velocidad de alimentación del alambre (corriente de suelda), y
voltaje.
Notese
CANTIDAD DE ALAMBRE QUE DEBE DE SALIR DE LA
BOQUILLA PARA SUELDAS DE FILETE (STICKOUT)
VELOCIDAD DE LA ANTORCHA
RápidoLento Normal
LargoCorto Normal
EXTENSIÓN DEL ELECTRODO (STICKOUT)
LargoCorto Normal
Arrastre
ANGULOS DE LA ANTORCHA Y PERFILES DEL CORDÓN DE SOLDADURA
Perpendicular
Empuje
S-0634
10°
10°

OM-194 199 Página 58
13-5. Movimiento de la Pistola durante la Suelda
Normalmente un cordón tipo cuenta es satisfactorio para las uniones estrechas de
ranura. Sin embargo, para ranuras anchas o si hay que hacer un puente en un
espacio más ancho, es mejor hacer un cordón de vaivén o varios pases.
Notese
S-0054-A
3
1 2
1 Cordón de Cuenta –
Movimiento Constante a lo
Largo de la Costura
2 Cordón de Vaivén –
Movimiento de Lado a Lado a
lo Largo de la Costura
3 Patrones de Vaivén
Use patrones de vaivén para cubrir
una área ancha en un solo paso del
electrodo.
5
4
2
3
1
S-0053-A
1 Depositos de Salpicadura
Grandes
2 Cordón Aspero – No
uniforme
3 Pequeño Cráter Debajo la
Suelda
4 Recubrimiento Malo
5 Poca Penetración
13-6. Características Malas de un Cordón de Soldadura
S-0052-B
2
3
1
4
5
1 Salpicadura Fina
2 Cordón Uniforme
3 Crater Moderado Durante la
Suelda
Suelde un nuevo cordón o nivel por
cada grosor de 3.2 mm (1/8 pulg) en
los metales que están soldándose.
4 No Recubrimiento
5 Penetración Dentro del
Material Base
13-7. Características Buenas de un Cordón de Soldadura

OM-194 199 Página 59
13-8. Soluciones a Problemas de Soldadura – Excesiva Salpicadura
Mucha Salpicadura – pedazos de metal derritido que se
enfrían cerca del cordón de suelda.
S-0636
Causas Posibles Acción Correctiva
Velocidad de alimentación muy alta. Seleccione una velocidad de alimentación más lenta.
Voltaje muy alto. Seleccione un voltaje más bajo.
Extensión del electrodo (stickout) muy largo. Use una extensión del electrodo (stickout) más corta.
Piesa de trabajo sucia. Quite toda grasa, aceite, humedad, corrosión, pintura, recubrimientos y suciedad de la superficie al
soldarse.
No hay suficiente gas protectivo cerca del
arco de suelda.
Incremente el flujo del gas protectivo en el regulador y – o prevenga viento o brisa cerca del arco
de suelda.
Alambre de suelda sucio. Use alambre limpio y seco.
No permita que el alambre de suelda recoja aceite o lubricantes del alimentador o forro interno de
la pistola.
13-9. Soluciones a Problemas de Soldadura – Porosidad
Porosidad – Pequeñas cavidades o huecos que resultan de
atrapamiento de gas dentro del material de suelda.
S-0635
Causas Posibles Acción Correctiva
No hay suficiente gas protectivo en el arco.
Increase flow of shielding gas at regulator/flowmeter and/or prevent drafts near welding arc.
Quite salpicadura de la boquilla de la pistola.
Chequee que no haya escapes en la manguera.
Ponga la boquilla a 6–13 mm (1/4 a 1/2 pulg) de distancia del trabajo.
Mantenga la pistola cerca del cordón al fin de la suelda hasta que el metal derritido se solidifique.
Mal gas. Use gas protectivo de pureza de soldar; cambie a otro gas.
Alambre de Suelda Sucio. Use alambre seco y limpio.
Elimine el levantar de lubricante o aceite con el alambre de suelda del alimentador o forro interno
de la pistola.
Trabajo Sucio. Quite grasa, aceite, humedad, corrosión, pintura, recubrimientos y suciedad en la superficie antes
de soldarse.
Use un alambre de suelda con más agentes oxidantes (contacte a su proveedor).
El alambre se extiende demasiado fuera de
la boquilla.
Asegúrese que el alambre de suelda se extienda no más de 13 mm (1/2 pulg) más allá de la boquilla.

OM-194 199 Página 60
13-10. Soluciones a Problemas de Soldadura – Penetración Excesiva
Penetración Excesiva – el material de suelda está derritiéndose
a través del material base y colgándose debajo de la suelda.
Buena Penetración
Penetración Excesiva
S-0639
Causas Posibles Acción Correctiva
Aporte de calor excesivo. Seleccione una gama de voltaje más bajo y reduzca la velocidad de alimentación.
Incremente la velocidad de avance.
13-11. Soluciones a Problemas de Soldadura – Falta de Penetración
Falta de Penetración – fusión poco profunda
entre el metal de suelda y el metal base.
Buena PenetraciónFalte de Penetración
S-0638
Causas Posibles Acción Correctiva
Preparación inapropiada de la unión. El material es muy grueso. La preparación de la unión y diseño deben de permitir acceso a la parte
más baja de la ranura mientras se mantenga la extensión de alambre apropiada y las características
del arco.
Tecnica de suelda inapropiada. Mantenga un ángulo de la pistola normal de 0 a 15 grados para conseguir máxima penetración.
Mantenga el arco en el filo frontal del charco de suelda.
Asegúrese que el alambre de suelda se extienda no más de 13 mm (1/2 pulg) más allá de la boquilla.
No hay suficiente aporte de calor. Seleccione una velocidad de alimentación más rápida o seleccione una gama de voltaje más alto.
Reduzca la velocidad de avance.
13-12. Soluciones a Problemas de Soldadura – Fusión Incompleta
S-0637
Fusión Incompleta – el hecho que el alambre de suelda no se pegue
completamente con el material base o un cordón de suelda que lo
precede.
Causas Posibles Acción Correctiva
Pieza de trabajo sucia. Quite toda grasa, aceite, humedad, corrosión, pintura, recubrimientos o suciedad de la superficie
al soldarse.
No hay suficiente calor. Seleccione un voltaje más alto o ajuste la velocidad de alimentación.
Técnica de suelda inapropiada. Ponga cordón de cuenta en el lugar exacto de la comisura.
Ajuste el ángulo de trabajo o enanche la comisura para tener acceso a la parte más baja mientras
suelda.
Momentariamente sostenga el arco al lado de la ranura cuando se usa una técnica de vaivén.
Mantenga el arco en el filo de avance del charco de suelda.
Use el ángulo correcto de la pistola de 0 a 15 grados.

OM-194 199 Página 61
13-13. Soluciones a Problemas de Soldadura – Hacer Hueco
S-0640
Hacer Hueco – el material de suelda está derritiéndose completa-
mente a través del material base resultando en huecos donde no
queda ningún metal.
Causas Posibles Acción Correctiva
Aporte de calor excesivo. Seleccione una gama de voltaje más bajo y reduzca la velocidad de alimentación.
Incremente y/o mantenga una velocidad de avance constante.
13-14. Soluciones a Problemas de Soldadura – Cordón en forma de Olas
Cordón en forma de Olas – el material de suelda que no está paralelo
y no cubre la unión formada por el material base.
S-0641
Causas Posibles Acción Correctiva
El alambre de suelda se extiende mucho
más allá de la boquilla.
Asegúrese que el alambre de suelda se extienda no más de 13 mm (1/2 pulg) más allá de la boquilla.
Mal pulso. Soporte su mano en una superficie sólida o use ambas manos.
13-15. Soluciones a Problemas de Soldadura – Distorción
Distorción – contracción del metal de suelda durante la sol-
dadura que forza que el metal base se mueva.
El metal base se mueve
en la dirección del
cordón de suelda.
S-0642
Causas Posibles Acción Correctiva
Aporte de calor excesivo. Use restricción (grampa) para sostener el material base en su posición.
Haga soldaduras de clavo en la unión antes de comenzar a soldar.
Seleccione una gama de voltaje más bajo o reduzca la velocidad de alimentación.
Incremente la velocidad de avance.
Suelda en segmentos pequeños y permita que haya enfriamiento entre sueldas.

OM-194 199 Página 62
13-16. Gases Más Comunes para Protección de Soldadura MIG
Este es una tabla general de los gases comunes y donde se los usa. Muchas combinaciones diferentes (mezclas) de
gases protectivos se han desarrollado a través de los años. Los gases protectivos que se usan más comúnmente, son
los que están enlistados en la tabla que sigue.
Aplicación
Gas Chorro Sobre Acero
Corto Circuito Sobre
Acero
Corto Circuito en Acero
Inoxidable
Corto Circuito Sobre
Aluminio
Argón Todas las Posiciones
Argón + 25% CO
2
Filetes Planos y
Horizontales
1
Todas las Posiciones Todas las Posiciones
2
CO
2
Filetes Planos y
Horizontales
1
Todas las Posiciones
Tri-Mix3 Todas las Posiciones
1 Transferencia Globular
2 Soldadura de Un Solo Pase
3 90% HE + 7-1/2% AR + 2-1/2% CO
2
La página se está cargando...
La página se está cargando...
La página se está cargando...
Transcripción de documentos
Garantía para la antorcha de soldar o cables, soldadora y el transformador de la soldadora Efectiva 1 enero, 2000 Garantía de un año para las antorchas o cables Craftsman. Por todo un año a partir de la fecha de compra, cuando se ha operado y se ha mantenido la antorcha y los cables de acuerdo a las instrucciones del manual del operador. Si la antorcha o los cables fallan debido a un defecto en material o mano de obra, Sears reparará o reemplazará la antorcha de soldar o los cables sin costo. Esta garantía no cubre piezas consumibles que se consumen en operación normal, tales como tubos de contacto, boquillas, forros internos del alambre o rodillos de alimentación. Garantía de tres años para la soldadora Craftsman. Por tres años desde la fecha de compra, cuando se le ha operado y mantenido a la soldadora de acuerdo a las instrucciones en el manual del operador, si la soldadora falla debido a un defecto en material o mano de obra, Sears reparará o reemplazará la soldadora sin costo. Esta garantía no cubre la antorcha de soldar, los cables o las piezas consumibles normales. SERVICIO DE GARANTÍA ESTÁ DISPONIBLE SIMPLEMENTE HACIENDO CONTACTO CON EL CENTRO DE SERVICIO DE SEARS MÁS CERCANO. Esta garantía aplica solamente mientras se usa el producto en los Estados Unidos. Esta garantía le da derechos legales específicos, y usted puede tener otros derechos que varían de estado a estado. Sears Roebuck and Co., Dept.817WA, Hoffman Estates, IL60179 Archivo de Dueño Por favor complete y retenga con sus archivos. Nombre de modelo Fecha de compra Número de serie/estilo (Fecha en que el equipo era entregado al cliente original.) Distribuidor Dirección Cuidad Estado/País Código postal OM-194 199 Página 36 INDICE GARANTIA SECCION 8 – PRECAUCIONES DE SEGURIDAD – LEA ANTES DE USAR . . . . . . . . . . . . . . . . . . . 8-1. Uso de Símbolos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8-2. Peligros en Soldadura de Arco . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8-3. Símbolos Adicionales para Instalación, Operación y Mantenimiento . . . . . . . . . . . . . . . . . . . 8-4. Estándares Principales de Seguridad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8-5. Información del EMF . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . SECCION 9 – INSTALACION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9-1. Especificaciones . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9-2. Curvas Voltio-Amperio . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9-3. Ciclo de trabajo de la Fuente de Poder de Soldadura y el sobrecalentamiento . . . . . . . . . . . 9-4. Ciclo de trabajo de la antorcha y el sobrecalentamiento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9-5. Instalando la Grampa de Trabajo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9-6. Instalando el Gas Protectivo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9-7. Instalando la Pistola . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9-8. Fijando la Polaridad de la Pistola . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9-9. Instalando el Carrete de Alambre y Ajuste de la Tensión del Eje . . . . . . . . . . . . . . . . . . . . . . . 9-10. Cambiando el Voltaje de Entrada . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9-11. Guía de Servicio Eléctrico . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9-12. Seleccionando Una Ubicación y Conectando la Potencia de Entrada . . . . . . . . . . . . . . . . . . 9-13. Enhilando el Alambre de Soldadura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9-14. Parámetro de Soldadura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9-15. Parámetros de Soldar con Alumínio para el Uso Opcional del Spoolmate 185 . . . . . . . . . . . SECCION 10 – OPERACION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10-1. Controles del Panel Frontal . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . SECCION 11 – MANTENIMIENTO Y CORRECCION DE AVERIAS . . . . . . . . . . . . . . . . . . . . . . . . . . . 11-1. Mantención Rutinario . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11-2. Bréiquers CB1 y CB2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11-3. Instalando los Rodillo de Alimentación y Guía de Alambre . . . . . . . . . . . . . . . . . . . . . . . . . . . 11-4. Limpiando o Reemplazando el Forro Interno del Cable de la Pistola . . . . . . . . . . . . . . . . . . . 11-5. Reemplazando el Interruptor y/o Tubo Cabezal . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11-6. Reemplazando el Tubo de Contacto de la Pistola . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11-7. Corrección de Averías . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . SECCION 12 – DIAGRAMAS ELECTRICOS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . SECCION 13 – DIRECTIVAS PARA SOLDADURA MIG (GMAW) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13-1. Conexiones Típicas para el Proceso MIG . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13-2. Fijaciones de Control para un Proceso de MIG Típico . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13-3. Como Sostener y Posicionar la Pistola de Soldar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13-4. Condiciones que Afectan la Forma del Cordón de Suelda . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13-5. Movimiento de la Pistola durante la Suelda . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13-6. Características Malas de un Cordón de Soldadura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13-7. Características Buenas de un Cordón de Soldadura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13-8. Soluciones a Problemas de Soldadura – Excesiva Salpicadura . . . . . . . . . . . . . . . . . . . . . . . 13-9. Soluciones a Problemas de Soldadura – Porosidad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13-10. Soluciones a Problemas de Soldadura – Penetración Excesiva . . . . . . . . . . . . . . . . . . . . 13-11. Soluciones a Problemas de Soldadura – Falta de Penetración . . . . . . . . . . . . . . . . . . . . . 13-12. Soluciones a Problemas de Soldadura – Fusión Incompleta . . . . . . . . . . . . . . . . . . . . . . . 13-13. Soluciones a Problemas de Soldadura – Hacer Hueco . . . . . . . . . . . . . . . . . . . . . . . . . . . 13-14. Soluciones a Problemas de Soldadura – Cordón en forma de Olas . . . . . . . . . . . . . . . . . 13-15. Soluciones a Problemas de Soldadura – Distorción . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13-16. Gases Más Comunes para Protección de Soldadura MIG . . . . . . . . . . . . . . . . . . . . . . . . . OM-194 199 Página 37 37 37 37 39 39 40 41 41 41 42 42 43 43 44 44 45 45 46 46 47 48 49 50 50 51 51 51 51 52 53 54 54 55 56 56 57 58 59 60 60 60 61 61 62 62 62 63 63 63 64 Los terminos siguientes se usan de una forma intercambiable a lo largo de este manual: MIG = GMAW ADVERTENCIA Este producto cuando se usa para soldar o cortar, produce humo o gases que contienen químicos conocidos en el estado de California por causar defectos al feto y en algunos casos, cáncer. (Sección de Seguridad del Código de Salud en California No. 25249.5 y lo que sigue) SECCION 8 – PRECAUCIONES DE SEGURIDAD – LEA ANTES DE USAR som _nd_spa 4/98 8-1. Uso de Símbolos Significa ¡Precaución! ¡Cuidado! ¡Hay peligros posibles con este procedimiento! Los peligros posibles se muestra en los símbolos anexos. Y Anota un mensaje especial de seguridad. . Significa NOTESE; no relacionado con seguridad. Este grupo de símbolos significa ¡Precaución! ¡Cuidado! peligros posibles de CHOQUE ELECTRICO, PARTES MOVIBLES, y PARTES CALIENTES. Consulte a los símbolos y instrucciones relacionados abajo para las acciones necesarias para evitar los peligros. 8-2. Peligros en Soldadura de Arco Y Se usa los símbolos mostrados abajo por todo éste manual para llamar la atención a y identificar a peligros posibles. Cuando usted vee a este símbolo, tenga cuidado, y siga a las instrucciónes relacionadas para evitar el peligro. La información de seguridad dada abajo es solamente un resumen de la información más completa de seguridad que se encuentra en los estandares de seguridad de sección 8-4. Lea y siga todas los estandares de seguridad. Y Solamente personas calificadas deben instalar, operar, mantener y reparar ésta máquina. Y Durante su operación mantenga lejos a todos, especialmente a los niños. UNA DESCARGA ELECTRICA puede matarlo. El tocar partes con carga eléctrica viva puede causar un toque fatal o quemaduras severas. El circuito de electrodo y trabajo está vivo eléctricamente cuandoquiera que la salida de la máquina esté prendida. El circuito de entrada y los circuitos internos de la máquina también están vivos eléctricamente cuando la máquina está prendida. Cuando se suelda con equipo automático o semiautomático, el alambre, carrete, el bastidor que contiene los rodillos de alimentación y todas las partes de metal que tocan el alambre de soldadura están vivos eléctricamente. Equipo instalado incorrectamente o sin conexión a tierra es un peligro. D No toque partes eléctricamente vivas. D Use guantes de aislamiento secos y sin huecos y protección en el cuerpo. D Aíslese del trabajo y de la tierra usando alfombras o cubiertas lo suficientemente grandes para prevenir cualquier contacto físico con el trabajo o tierra. D No use la salida de corriente alterna en áreas húmedas, si está restringido en su movimiento, o esté en peligro de caerse. D Use la salida CA SOLAMENTE si lo requiere el proceso de soldadura. D Si se requiere la salida CA, use un control remoto si hay uno presente en la unidad. D Desconecte la potencia de entrada o pare el motor antes de instalar o dar servicio a este equipo. Apague con candado o usando etiqueta inviolable (“lockout/tagout”) la entrada de potencia de acuerdo a OSHA 29 CFR 1910.147 (vea Estánderes de Seguridad). D Instale el equipo y conecte a la tierra de acuerdo al manual del operador y los códigos nacionales estatales y locales. D Siempre verifique el suministro de tierra – chequee y asegúrese que la entrada de la potencia al alambre de tierra esté apropiadamente conectada al terminal de tierra en la caja de desconexión o que su enchufe esté conectado apropiadamente al receptáculo de salida que esté conectado a tierra. D Cuando esté haciendo las conexiones de entrada, conecte el conductor de tierra primero – doble chequee sus conexiones. D Frecuentemente inspeccione el cordón de entrada de potencia por daño o por alambre desnudo. Reemplace el cordón inmediatamente si está dañado – un alambre desnudo puede matarlo. D Apague todo equipo cuando no esté usándolo. D No use cables que estén gastados, dañados de tamaño muy pequeño o mal conectados. D No envuelva los cables alrededor de su cuerpo. D Si se requiere grampa de tierra en el trabajo haga la conexión de tierra con un cable separado. D No toque el electrodo si usted está en contacto con el trabajo o circuito de tierra u otro electrodo de una máquina diferente. D Use equipo bien mantenido. Repare o reemplace partes dañadas inmediatamente. Mantenga la unidad de acuerdo al manual. D Use tirantes de seguridad para prevenir que se caiga si está trabajando más arriba del nivel del piso. D Mantenga todos los paneles y cubiertas en su sitio. D Ponga la grampa del cable de trabajo con un buen contacto de metal a metal al trabajo o mesa de trabajo lo más cerca de la suelda que sea práctico. D Guarde o aísle la grampa de tierra cuando no esté conectada a la pieza de trabajo para que no haya contacto con ningún metal o algún objecto que esté aterrizado. D Aísle la abrazadera de tierra cuando no esté conectada a la pieza de trabajo para evitar que contacto cualquier objeto de metal. UN VOLTAJE SIGNIFICANTE DE CORRIENTE DIRECTA existe despues de quitar la potencia de entrada en las inversoras. D Apaga la inversora, disconecta la potencia de entrada y descarga los capacitadores de entrada de acuerdo con las instrucciones en la sección de Mantención antes de tocar cualquier parte. HUMO y GASES pueden ser peligrosos El soldar produce humo y gases. Respirando estos humos y gases pueden ser peligrosos a su salud. D Mantenga su cabeza fuera del humo. No respire el humo. D Si está adentro, ventile el area y/o use un exhausto al arco para quitar el humo y gases de soldadura. D Si la ventilación es mala, use un respirador de aire aprobado. D Lea las hojas de datos sobre seguridad de material (MSDS’S) y las instrucciones del fabricante con respecto a metales, consumibles, recubrimientos, limpiadores y desgrasadores. D Trabaje en un espacio cerrado solamente si está bien ventilado o mientras esté usando un respirador de aire. Siempre tenga una persona entrenada cerca. Los humos y gases de la suelda pueden desplazar el aire y bajar el nivel de oxígeno causando daño a la salud o muerte. Asegúrese que el aire de respirar esté seguro. D No suelde en ubicaciones cerca de operaciones de grasa, limpiamiento o pintura al chorro. El calor y los rayos del arco pueden hacer reacción con los vapores y formar gases altamente tóxicos e irritantes. D No suelde en materiales de recubrimientos como acero galvanizado, plomo, o acero con recubrimiento de cadmio a no se que se ha quitado el recubrimiento del área de soldar, el área esté bien ventilada y si es necesario, esté usando un respirador de aire. Los recubrimientos de cualquier metal que contiene estos elementos pueden emanar humos tóxicos cuando se sueldan. OM-194 199 Página 38 LOS RAYOS DEL ARCO pueden quemar sus ojos y piel EL AMONTAMIENTO DE GAS puede enfermarle o matarle. Los rayos del arco de un proceso de suelda producen un calor intenso y rayos ultravioletas fuertes que pueden quemar los ojos y la piel. Las chispas se escapan de la soldadura. D Cierre el gas protectivo cuando no lo use. D Siempre dé ventilación a espacios cerrados o use un respirador aprobado que reemplaza el aire. D Use una careta de soldar que tenga el color apropiado de filtro para proteger su cara y ojos mientras esté soldando o mirando (véase los estándares de seguridad ANSI Z49.1 y Z87.1). D Use anteojos de seguridad aprobados que tengan protección lateral. D Use pantallas de protección o barreras para proteger a otros del destello del arco y reflejos de luz; siempre alerte a otros que no miren el arco. D Use ropa protectiva hecha de un material durable y resistente a la llama (lana o cuero) y protección a los pies. PARTES CALIENTES puedan causar quemaduras severas. D No toque a partes calientes sin guantes. D Deje enfriar a la antorcha o pistola antes de darle servicio. EL SOLDAR puede causar fuego o explosión. Soldando en un envase cerrado, como tanques, tambores o tubos, puede causar explosión. Las chispas pueden volar de un arco de soldar. Las chispas que vuelan, la pieza de trabajo caliente y el equipo caliente pueden causar fuegos y quemaduras. Un contacto accidental del electrodo a objectos de metal puede causar chispas, explosión, sobrecalentamiento, o fuego. Chequee y asegúrese que el área esté segura antes de comenzar cualquier suelda. D Protéjase a usted mismo y otros de chispas que vuelan y metal caliente. D No suelde donde las chispas pueden impactar material inflamable. D Quite todo material inflamable dentro de 11m de distancia del arco de soldar. Si eso no es posible, cúbralo apretadamente con cubiertas aprobadas. D Este alerta de que chispas de soldar y materiales calientes del acto de soldar pueden pasar a través de pequeñas rajaduras o aperturas en areas adyacentes. D Siempre mire que no haya fuego y mantenga un extinguidor de fuego cerca. D Esté alerta que cuando se suelda en el techo, piso, pared o algún tipo de separación, el calor puede causar fuego en la parte escondida que no se puede ver. D No suelde en receptáculos cerrados como tanques o tambores o tubería, a no ser que hayan estado preparados apropiadamente de acuerdo al AWS F4.1 (véase las precauciones de los estándares de seguridad). D Conecte el cable del trabajo al área de trabajo lo más cerca posible al sitio donde va a soldar para prevenir que la corriente de soldadura haga un largo viaje posiblemente por partes desconocidas causando una descarga eléctrica y peligros de fuego. D No use una soldadora para descongelar tubos helados. D Quite el electrodo del porta electrodos o corte el alambre de soldar cerca del tubo de contacto cuando no esté usándolo. D Use ropa protectiva sin aceite como guantes de cuero, camisa pesada, pantalones sin basta, zapatos altos o botas y una corra. D Quite de su persona cualquier combustible, como encendedoras de butano o cerillos, antes de comenzar a soldar. PEDAZOS DE METAL puede dañar a los ojos. D El soldar, picar, cepillar con alambre, o esmerilar puede causar chispas y metal que vuele. Cuando se enfrían las sueldas, estás pueden soltar escoria. D Use anteojos de seguridad aprobados con resguardos laterales hasta debajo de su careta. OM-194 199 Página 39 CAMPOS MAGNETICOS puede afectar a marcadores de paso. D Las personas que usan Marcadores de Paso deben mantenerse lejos. D Las personas que usan Marcadores de Paso deben consultar su médico antes de acercarse a procesos de soldadura de arco, de punto o de ranuración. EL RUIDO puede dañar su oído. El ruido de algunos procesos o equipo puede dañar su oído D Use protección aprobada para el oído si el nivel de ruido es muy alto. LOS CILINDROS pueden estallar si están averiados. Los cilindros que contienen gas protectivo tienen este gas a alta presión. Si están averiados los cilindros pueden estallar. Como los cilindros son normalmente parte del proceso de soldadura, siempre trátelos con cuidado. D Proteja cilindros de gas comprimido del calor excesivo, golpes mecánicos, escoria, llamas, chispas y arcos. D Instale y asegure los cilindros en una posición vertical asegurándolos a un soporte estacionario o un sostén de cilindros para prevenir que se caigan o se desplomen. D Mantenga los cilindros lejos de circuitos de soldadura o eléctricos. D Nunca envuelva la antorcha de suelda sobre un cilindro de gas. D Nunca permita que un electrodo de soldadura toque ningún cilindro. D Nunca suelde en un cilindro de presión – una explosión resultará. D Use solamente gas protectivo correcto al igual que reguladores, mangueras y conexiones diseñados para la aplicación específica; manténgalos, al igual que las partes, en buena condición. D Siempre mantenga su cara lejos de la salída de una válvula cuando esté operando la válvula de cilindro. D Mantenga la tapa protectiva en su lugar sobre la válvula excepto cuando el cilindro está en uso o conectado para ser usado. D Lea y siga las instrucciones de los cilindros de gas comprimido, equipo asociado y la publicación CGA P–1 que aparece en los estándares de seguridad. 8-3. Símbolos Adicionales para Instalación, Operación y Mantenimiento Peligro de FUEGO O EXPLOSION El ALAMBRE de SOLDAR puede causarle heridas D No ponga la unidad encima de, sobre o cerca de superficies combustibles. D No instale la unidad cerca a objetos flamables. D No sobrecarga a los alambres de su edificio – asegure que su sistema de abastecimiento de potencia es adecuado en tamaño capacidad y protegido para cumplir con las necesidades de esta unidad. D No presione el gatillo de la antorcha hasta que reciba estas instrucciones. D No apunte la punta de la antorcha hacia ninguna parte del cuerpo, otras personas o cualquier objeto de metal cuando esté pasando el alambre. PARTES QUE SE MUEVEN pueden causarle heridas. D Mantengase lejos de todas partes que se mueve como ventiladores. D Mantenga todas las puertas, paneles, cubiertas y guardas cerradas y en su lugar. EQUIPO CAYENDO puede causar heridas. D Use solamente al ojo de levantar para levantar la unidad, NO al tren de rodaje, cilindros de gas, ni otros acesorios. D Use equipo de capacidad adecuada para levantar la unidad. D Si use un carro montecargas para mover la unidad, asegure que los dedos son bastante largas para extender más allá al lado opuesto de la unidad. RADIACION de ALTA FRECUENCIA puede causar interferencia. D SOBREUSO puede causar SOBRECALENTAMIENTO DEL EQUIPO D Permite un periodo de enfriamiento, siga el ciclo de trabajo nominal. D Reduzca el corriente o ciclo de trabajo antes de soldar de nuevo. D No bloquee o filtre el flujo de aire a la unidad. D D D D ELECTRICIDAD ESTATICA puede dañar a las tarjetas impresas de circuito. D Ponga los tirantes aterrizados de muñeca ANTES de tocar los tableros o partes. D Use bolsas y cajas adecuadas anti-estáticas para almacenar, mover o enviar tarjetas impresas de circuito. PARTES QUE SE MUEVEN pueden causarle heridas. D Mantengase lejos de todas partes que se mueven. D Mantengase lejos de puntos que pellizcan como rodillos de alimentación. D Radiacion de alta frequencia puede interferir con navegación de radio, servicios de seguridad, computadores, y equipos de comunicación. Asegure que solamente personas calificadas, familiarizadas con equipos electronicas instala el equipo. El usuario es responsable por tener un electricista calificada corregir cualquiera interferencia causada resultando de la instalación. Si la FCC (Comision Federal de Comunicación) le notifique que hay interferencia, deja de usar el equipo al inmediato. Asegure que la instalación recibe chequeo y mantención regular. Mantenga las puertas y paneles de una fuente de alta frecuencia cerradas completamente, mantenga la distancia de la chispa en los platinos en su fijación correcta y use el aterrizar o el blindar contra corriente para minimizar la posibilidad de interferencia. La SOLDADURA DE ARCO puede causar interferencia. D D D D D D La energía electromagnética puede interferir con equipo electrónico sensitivo como computadoras, o equipos impulsados por computadoras, como robotes. Asegúrese que todo el equipo en el área de soldadura sea compatible eletromagnéticamente. Para reducir posible interferencia, mantenga los cables de soldadura lo más cortos posible, lo más juntos posible o en el suelo, si fuerá posible. Ponga su operación de soldadura por lo menos a 100 metros de distancia de cualquier equipo que sea sensible electrónicamente. Asegúrese que la máquina de soldar esté instalada y aterrizada de acuerdo a este manual. Si todavía ocurre interferencia, el operador tiene que tomar medidas extras como el de mover la máquina de soldar, usar cables blindados, usar filtros de línea o blindar de una manera u otra la área de trabajo. 8-4. Estándares Principales de Seguridad Seguridad en cortar y soldar, estándar ANSI Z49-1, del American Welding Society, 550 N.W. LeJeune Rd, Miami FL 33126 Estándares de seguridad y salud, OSHA 29 CFR 1910, del superintendente de documentos de la oficina de imprenta del gobierno de Estados Unidos, Washington, D.C. 20402. El manejo seguro de gases comprimidos en cilindros, pamfleto CGA P-1, de la Compressed Gas Association, 1235 Jefferson Davis Highway, Suite 501, Arlington, VA 22202. Código para seguridad en cortar y soldar, estándar CSA W117.2, de la Canadian Standards Association, ventas estándares, 178 Rexdale Boulevard, Rexdale, Ontario, Canada M9W 1R3. Prácticas seguras recomendadas para la preparación de soldar y cortar en receptáculos que contengan substancias peligrosas, American Welding Society Standard AWS F4.1, de la American Welding Society, 550 N.W. LeJuene Rd, Miami FL 33126 Práctica segura para la protección de ojos y cara en ocupación y educación, estándar ANSI Z87.1 del Instituto Americano Nacional de Estándar, 1430 Broadway, New York, NY 10018. Código Nacional Eléctrico, NFPA estándar 70, de la Asociación Nacional de Protección de Fuego, Batterymarch Park, Quincy, Ma 02269. Procesos de cortar y soldar, estándar NFPA 51B de la Asociación de Protección del Fuego, Batterymarch Park, Quincy, MA 02269. OM-194 199 Página 40 8-5. Información del EMF Consideración acerca de Soldadura y los Efectos de Campos Eléctricos y Magnéticos de Baja Frecuencia La corriente de soldadura cuando fluye por los cables de soldadura causará campos electromagnéticos. Ha habido una precupación acerca de estos campos. Sin embargo, después de examinar más de 500 estudios sobre el transcurso de 17 años, un comité especial del National Research Council concluyo que: 1. Mantenga los cables lo más juntos posible, trenzándolos o pegándolos con cinta pegajosa. 2. Ponga los cables a un lado y apartado del operador. 3. No envuelva o cuelgue cables sobre su cuerpo. “La evidencia, en el juicio del comité, no ha demostrado que la exposición a campos de frecuencia de potencia eléctrica y magnéticos es un peligro para la salud humana”. Sin embargo, todavía hay estudios que están haciéndose y la evidencia continua siendo examinada. Hasta que se lleguen a hacer las conclusiones finales de esta investigación, usted debería preferir minimizar su exposición a los campos electromagnéticos cuando esté soldando o cortando. 4. Mantenga las fuentes de poder de soldadura y los cables lo más lejos que sea práctico. Para reducir los campos magnéticos en el área de trabajo, úsese los siguientes procedimientos: Personas que usan marcadores de paso consulten a su doctor primero. Si su doctor lo permite, entonces siga los procedimientos de arriba. OM-194 199 Página 41 5. Conecte la grampa de tierra en la pieza que esté trabajando lo más cerca posible de la suelda. Acerca de Marcadores de Paso: SECCION 9 – INSTALACION 9-1. Especificaciones Salida Nominal de Soldadura Gama de Amperaje Voltaje de Circuito Abierto Máximo (C.D.) Entrada en Amperios a la Carga Nominal, 60 Hz, Monofásica 200 V 230 V Peso KVA Dimensiones KW Profundidad: 36 pulg (915 mm) 150 Amps @ 23 VDC, 60% Ciclo de Trabajo 30 – 185 33 30 (1,6)* 26 (1,4)* 6 (0,27)* 5 (0,13)* 165 lb (75 kg) Ancho: 18 pulg (457 mm) Alto: 27 pulg (686 mm) Tipo de Alambre y Diámetro Sólido/ Inoxidable Tubular Aluminio ,023 – ,035 pulg (0,6 - 0,9 mm) ,030 – ,045 pulg (0,8 – 1,2 mm) ,030 – ,035 pulg (0,8 – 0,9 mm) Gama de Velocidad de Alimentación Calculada sin Carga Velocidad Máxima de Alimentación Mientras Esté Soldando 138 – 795 PPM (3,5 – 20,3 m/min) 650 IPM (16,5 m/min) *Prendido, Sin Arco Gama de temperatura para operación – -20C hasta +40C Gama de temperatura para almacenar – -30C hasta +50C 9-2. Curvas Voltio-Amperio La curva voltio-amperio demuestra la capacidad mínima y máxima normales en voltaje y amperaje de la fuente de poder. Las curvas de otras selecciones caen entre las curvas demostradas. va_curve1 4/95 – SB-180 824 OM-194 199 Página 42 9-3. Ciclo de trabajo de la Fuente de Poder de Soldadura y el sobrecalentamiento Ciclo de Trabajo es un porcentaje de 10 minutos que la unidad o pistola puede soldar a la carga nominal sin sobrecalentarse. AMPERIOS Si la unidad se sobrecaliente, el termostato se abre, salida se para, y el ventilador sigue funcionando. Espere quince minutos para enfriar la unidad. Reduzca el amperaje o el ciclo de trabajo antes de soldar. Y Excediendo el ciclo de trabajo puede dañar la unidad o pistola e invalidar la garantía. % CICLO DE TRABAJO 60% Ciclo de Trabajo a 150 Amperios 6 Minutos Soldando 4 Minutos Enfriando Sobrecalentando AoV 0 15 Minutos O Reduzca el Ciclo de Trabajo duty1 4/95 – SB-181 009 9-4. Ciclo de trabajo de la antorcha y el sobrecalentamiento EL SOLDAR EN EXCESO DEL CICLO DE TRABAJO puede averiar la antorcha y anular la garantía • • No Suelde al nivel de carga nominal por más tiempo del que se muestra abajo. El uso de alambre tubular sin protección de gas, reduce el ciclo de trabajo de la antorcha. warn7.1 8/93 Alambres duros y tubulares de 0,6 a 1,1 (0,023 a 0,045 pulg.) de diámetro. Definición 0 10 Minutos El ciclo de trabajo es un porcentage de un período total de 10 minutos, que la antorcha puede funcionar sin sobrecalentarse. Ciclo de trabajo del 100% a 150 amperios usando CO2. Ciclo de trabajo del 100% a 120 amperios usando gases mezclados. Alambres duros y tubulares de 0,6 a 1,1 (0,023 a 0,045 pulg.) de diámetro. Ciclo de trabajo del 60% a 200 amperios usando CO2. Ciclo de trabajo del 60% a 150 amperios usando gases mezclados. 6 Minutos Soldando Soldadura Continua OM-194 199 Página 43 4 Minutos Enfriando SB1.1 8/93 9-5. Instalando la Grampa de Trabajo 1 Cable de Trabajo 2 Bota Resbale la bota sobre el cable de trabajo. Pase el cable hacia afuera del abertura del panel frontal desde adentro. 4 3 5 2 Terminal de Salida Negativa (–) Conecte el cable al terminal y cubra la conexión con la bota. 1 4 Herrajes 5 Grampa de Trabajo Pase el cable a través de la empuñadura de la grampa de trabajo y asegúrele en la parte superior de la grampa de trabajo con los herrajes. Cierre la puerta. Herramientas Necesarias: 3 1/2, 3/4 pulg ST-801 566 9-6. Instalando el Gas Protectivo Obtenga el cilindro de gas y encadénelo un cilindro de gas al carro de ruedas, pared u otro soporte estacionario de manera que el cilindro no pueda caerse y romper su válvula. 1 Herramientas Necesarias: 2 5/8, 1-1/8 pulg 6 Tapa 7 Válvula del Cilindro Quite la tapa, hágase a un lado de la válvula, y abra la válvula ligeramente. El flujo de gas sopla polvo y tierra de la válvula. Cierre la válvula. 3 4 8 Cilindro 9 Regulador/Flujómetro Instálelo de manera que encare verticalmente. 10 Conexión en el Regulador/Flujómetro, para la Manguera de Gas Gas Argón 1 11 Conexión en la Fuente de Poder para la Manguera de Gas. 2 Conecte la manguera de gas (abastecido por el usuario) entre la conexión en el Regulador/ Flujómetro para la manguera de gas y la conexión en el parte trasero de la fuente de poder de soldar. O 5 7 12 Ajuste del Flujo 3 8 6 9 Gas CO2 El flujo debe de ser 20 pch (piés cúbicos por hora) (9.4 L/min). Verifique la taza de flujo indicada por el fabricante de alambre. 13 Adaptador de CO2 (Abastecido por el cliente) 14 Anillo O (Abastecido por el cliente) Instale un adaptador con anillo O entre el regulador/flujómetro y el cilindro de CO2. ST-801 571 / ST-802 028 OM-194 199 Página 44 9-7. Instalando la Pistola 1 1 Ensamblaje de los Rodillos de Alimentación 2 Perilla para Ajustar la Pistola 3 Extremo de la Pistola Afloje la perilla e inserte el extremo de la pistola a través del hueco hasta que se asiente contra el ensamblaje de los rodillos de alimentación. Ajuste la perilla. 2 4 3 Enchufe del Gatillo de la Pistola Insértelo dentro del receptáculo y atornille el collar. Cierre la puerta. 4 Ref. ST-801 567 9-8. Fijando la Polaridad de la Pistola 1 Etiqueta para el cambio de polaridad Siempre lea y siga la polaridad recomendada por el fabricante del alambre. 1 Mostrado como se embarca. Fijada para Electrodo Positivo (DCEP) para alambres de acero sólido, inoxidable, aluminio o tubular con gas. (Proceso GMAW). El ensamblaje de los alambres y el terminal de salida positivo (+) CONEXIONES PARA CAMBIO DE POLARIDAD DE LA PISTOLA Cable a la grampa de tierra y el terminal de salida negativo (–) Conexión de cable inverso. Fijada para Electrodo Negativo (DCEN). Para alambres tubulares que no necesitan gas (Proceso FCAW). El ensamblaje de alimentación de alambre de hace negativo. Herramientas Necesarias: 3/4, 11/16 pulg OM-194 199 Página 45 9-9. Instalando el Carrete de Alambre y Ajuste de la Tensión del Eje Use el resorte de compresión con carrete de 200 mm (8 pulg). Herramientas Necesarias: 15/16 pulg Cuando se aplica fuerza liviana para dar vuelta al carrete, la tensión está fijada. ST-072573-B 9-10. Cambiando el Voltaje de Entrada Y APAGUE la unidad, y desconecte la potencia de entrada. La unidad fué enviada de la fábrica fijada para 230 voltios. 2 3 2 4 3 Transformador T1 Parte de Altrás del Interruptor de Potencia S1 Alambre marcado 230 voltios y alambre para el motor del ventilador Desconecte el alambre de 230 voltios y el alambre del motor del ventilador de la parte de altrás de S1. Deje el alambre del motor del ventilador conectado al alambre de 230 voltios. 1 5 Alambre marcado 200 Voltios Quite el sujetador del cable y rezbale un pedazo corto de la manga del alambre de 200 voltios, y rezbale esta manga sobre dos alambres de 230 voltios y del motor del ventilador. Doble la manga y asegúrale donde está. Conecte el alambre de 200 voltios a ése uno donde usted quito el alambre de 230 voltios. Reinstale la cubierta. 4 Herramientas Necesarias: 3/8, 7/16 pulg ST-801 580 OM-194 199 Página 46 9-11. Guía de Servicio Eléctrico Voltaje de Entrada 200 230 Amperios de Entrada a la Salida Nominal 30 26 35 45 30 40 Fusible Estándar Máximo Recomendado o un Bréiquer de Circuito con capacidad en Amperios Bréiquer de Circuito 1 Demorador de tiempo 2 De normal operación 3 Tamaño Mínimo de Conductor de Entrada en AWG/Kcmil Largo Máximo Recomendado del Conductor de Entrada en Pies (Metros) Tamaño Mínimo de Conductor de Tierra en AWG/Kcmil 10 10 97 (29) 128 (39) 10 10 Referencia: Código Nacional Eléctrico (NEC) de 1999 1 Escoja un disyuntor con curvas “tiempo–corriente” comparables a las de un fusible de tiempo aplazado. 2 “Fusibles con demora de tiempo” son de la clase “RK5” de UL. 3 Los fusibles “de normal operación” (de propósito general – sin demora intencional) son de clase “K5” de UL (hasta los de 60 amps.) y de clase “H” de UL (de 65 amps. para arriba). Y Si no se sigue estas recomendaciones sobre fusibles y disyuntores, se podría crear riesgo de golpe eléctrico e incendio. 9-12. Seleccionando Una Ubicación y Conectando la Potencia de Entrada 1 Etiqueta de Gama Conecte a la potencia de entrada correcta. 2 3 Y No mueva o opere la unidad donde podría voltearse. Enchufe Receptacle Conecte el enchufe al receptáculo. 4 Conductores de entrada y de tierra Conéctelos directamente al dispositivo para desconectar la línea si va hacer una conexión dura. Y Siempre conecte el conductor de tierra primero. 5 = GND/PE Véase Sección 9-11. 5 457 mm (18 pulg) de espacio para el flujo de aire Dispositivo para desconectar de la línea Y Se puede requerer una instalación especiol donde gasolina o líquidos volátiles esten presente – vea a NEC Articulo 511 o CEC Sección 20. L1 L2 1 2 1 4 3 L1 L2 230 VAC, 1 801 568 / Ref. 800 797-C OM-194 199 Página 47 9-13. Enhilando el Alambre de Soldadura Herramientas Necesarias: 4 pulg (102 mm) 6 pulg (150 mm) Abra el ensamblaje de presión. Tire y sostenga el alambre, corte la punta. . Use la escala del indicador de presión para fijar la pres- Apriete ión deseada en los rodillos de alimentación. 1 2 3 4 Cierre y apriete el ensamblaje de presión, y suelte el alambre. Empuje el alambre por las guías dentro de la pistola; continúe sosteniendo el alambre. Escala indicadora de presión Quite la boquilla y el tubo de contacto. Prenda la máquina. Apriete MADERA Presione el gatillo de la pistola hasta que el alambre salga fuera de la pistola. Reinstale el tubo de contacto y la boquilla. 1 2 3 4 Alimente el alambre para chequear la presión del rodillo. Apriete la perilla lo suficientemente para prevenir que se resbale. Corte el alambre. Cierre y aldabe la puerta. Ref. ST-801 570 / ST-801 083 / S-0627-A OM-194 199 Página 48 9-14. Parámetro de Soldadura Tipo de Alambre Gas Protectivo y Flujo Diámetro del Alambre (en pulgadas) ,023 E70S-6 CO2 20 PC/H ,030 ,035 ,023 E70S-6 75% Argón 25% CO2 20 PC/H ,030 ,035 ,030 E71T-GS Tubular ,035 ,023 ER 308 Acero Inoxidable 90 HE/ 7,5 AR/2,5 CO2 20 PC/H ,030 ,035 Grosor del Material 9,5 mm (3/8 pulg) 6,4 mm (1/4 pulg) 4,8 mm (3/16 pulg) 3,2 mm (1/8 pulg) CAL. 12 CAL. 14 CAL. 16 CAL. 18 CAL. 20 CAL. 22 Posición de Voltaje –– 6 5 4 3 3 2 2 1 1 Velocidad de Alimentación –– 100 80 65 55 45 35 25 15 5 Posición de Voltaje 6 5 4 3 3 2 2 1 1 –– Velocidad de Alimentación 80 70 60 55 45 35 25 15 5 –– Posición de Voltaje 6 5 4 3 3 2 2 2 –– –– Velocidad de Alimentación 70 60 50 45 40 30 20 10 –– –– Posición de Voltaje –– 5 4 3 3 2 2 1 1 1 Velocidad de Alimentación –– 90 80 70 60 50 40 35 25 12 Posición de Voltaje 6 5 4 3 3 2 2 1 1 1 Velocidad de Alimentación 85 75 65 55 50 45 35 20 5 0 Posición de Voltaje 6 5 4 3 3 2 2 1 1 –– Velocidad de Alimentación 80 70 60 45 40 30 20 10 0 –– Posición de Voltaje 6 5 5 4 4 3 2 1 –– –– Velocidad de Alimentación 80 70 65 55 50 30 20 10 –– –– Posición de Voltaje 6 5 4 3 3 2 1 –– –– –– Velocidad de Alimentación 60 50 40 30 25 20 10 –– –– –– Posición de Voltaje 5 4 4 4 3 3 3 2 2 2 Velocidad de Alimentación 95 85 80 60 50 50 50 30 20 20 Posición de Voltaje 5 5 4 3 3 2 2 2 1 –– Velocidad de Alimentación 70 70 70 50 45 50 45 40 0 –– Posición de Voltaje 6 5 5 4 3 2 2 2 –– –– Velocidad de Alimentación 65 40 40 30 30 25 20 10 –– –– Controles del Operador *No cambie la posición del interruptor de voltaje mientras esté soldando. El valor de la velocidad de alimentación en la tabla, es el valor para comenzar solamente y la fijación puede cambiarse en la velocidad de alimentación, mientras esté soldando. OM-194 199 Página 49 9-15. Parámetros de Soldar con Alumínio para el Uso Opcional del Spoolmate 185 Grosor del Material Tipo de Alambre Gas Protectivo y Flujo Diámetro del Alambre (en pulgadas) ,030 4043 AL 100% Argón ,035 ,030 5356 AL 100% Argón ,035 Controles del Operador 9,5 mm (3/8 pulg) 6,4 mm (1/4 pulg) 4,8 mm (3/16 pulg) 3,2 mm (1/8 pulg) CAL. 14 Posición de Voltaje 5 5 4 3 2 Velocidad de Alimentación 88 88 73 55 45 Posición de Voltaje 6 6 5 4 2 Velocidad de Alimentación 95 85 68 59 34 Posición de Voltaje – 5 4 3 2 Velocidad de Alimentación – 100 90 80 70 Posición de Voltaje 6 6 5 4 2 Velocidad de Alimentación 100 92 85 70 60 OM-194 199 Página 50 SECCION 10 – OPERACION 10-1. Controles del Panel Frontal Controles para las Unidades Estándar 1 Control de Alimentación de Alambre Use este control para establecer la velocidad de alambre. La escala alrededor del control no es la velocidad de alimentación, pero solamente se usa para referencia. 2 Interruptor de Voltaje Mientras más alto el número de su selección, más grueso el material que puede soldar (véase Sección 9-14). No lo cambie bajo carga. 1 3 Interruptor de Potencia 2 3 Ref. ST-180 930 OM-194 199 Página 51 SECCION 11 – MANTENIMIENTO Y CORRECCION DE AVERIAS 11-1. Mantención Rutinario Y Disconecta la potencia antes de dar servicio. . Manténgala más amenudo durante condiciones severas. 3 Meses Repare o Reemplace los Cables y los Cordones Rajados Reemplace las Etiquetas Dañadas o Ilegibles Limpie y Apriete los Terminals de Soldadura 6 Meses Quite el rodillo de alimentación y unte una capa delgada de aceite o grasa al eje del motor de impulso. Sople o Aspire Adentro. 11-2. Bréiquers CB1 y CB2 1 Y APAGUE la unidad. 2 4 Bréiquer CB1 CB1 le protege al transformador de la sobrecarga. Si se abre CB1, el alambre deja de alimentarse. 5 Bréiquer CB2 CB2 le protege al circuito del gatillo de la sobrecarga. Si se abre CB2 no hay corriente de soldadura. Presione al botón para rearmar el bréiquer. Cierre la puerta. Ref. ST-801 567 11-3. Instalando los Rodillo de Alimentación y Guía de Alambre 1 Carrete de Alambre Escoja el rodillo correcto para el tipo de alambre e instálelo como se muestra. 2 Guía de Entrada de Alambre Quite la guía presionando en la parte ranurada o cortando su extremo cerca del bastidor y jalándola fuera del hueco. Empuje la nueva guía dentro del hueco desde atrás hasta que se asiente con un “click”. Herramientas Necesarias: 1 2 Ref. ST-801 569 OM-194 199 Página 52 SECCION 12 – DIAGRAMAS ELECTRICOS SB-186 065 Ilustración 12-1. Diagrama de Circuito OM-194 199 Página 53 SECCION 13 – DIRECTIVAS PARA SOLDADURA MIG (GMAW) 13-1. Conexiones Típicas para el Proceso MIG Y La corriente de soldadura puede hacer daño a las partes electrónicas en vehículos. Desconecte ambos cables de la batería antes de soldar en un vehículo. Ponga la abrazadera de tierra lo más cerca posible al punto donde se está soldando. Regulador/Flujómetro Gas Fuente de Poder de Soldadura / Alimentador de Alambre Pistola Gas Protectivo Grampa de Trabajo Trabajo light mig 5/967 / Ref. 801 909 / 801 570-B OM-194 199 Página 54 13-2. Fijaciones de Control para un Proceso de MIG Típico Notese Estas fijaciones son recomendaciones solamente. El material y el tipo de alambre, el diseño de la unión, cuan cerca está la una parte de la otra, la posición, el gas protectivo etc. afectan las fijaciones. Siempre haga pruebas de soldadura para asegurarse que cumplen con las especificaciones. El grosor del material determina los parámetros de soldadura 1/8 o 0.125 pulg. Convierta el Grosor del Material a Amperaje (A) (.001 pulg. = 1 amperio) .125 pulg. = 125 A 0.035 pulg. Tamaño de Alambre .023 pulg. .030 pulg. .035 pulg. Tamaño de Alambre Gama de Amperaje .023 pulg. 30 – 90 A .030 pulg. .035 pulg. 40 – 145 A 50 – 180 A Recomendación 3.5 pulg. por amperio 2 pulg. por amperio 1.6 pulg. por amperio Velocidad del Alambre (Aprox.) 3.5 x 125 A = 437 pulg. ppm 2 x 125 A = 250 pulg. ppm 1.6 x 125 A = 200 pulg. ppm Seleccione el Tamaño del Alambre Seleccione la Velocidad del Alambre (Amperaje) 125 A está basado en un grosor de material de 1/8 pulg. ppm = pulgadas por minuto Voltaje bajo: el alambre se choca con el trabajo Voltaje alto: arco es inestable (salpicadura) Seleccione el Voltaje Fije el voltaje en el punto de la mitad entre voltaje alto/bajo La velocidad de alimentación del alambre controla la penetración de la soldadura (velocidad de alambre = taza de quema del alambre) El voltaje controla el alto y el ancho del cordón de soldadura Ref. ST-801 865 OM-194 199 Página 55 13-3. Como Sostener y Posicionar la Pistola de Soldar Notese El alambre de soldadura está energizado cuando se presiona el gatillo de la pistola. Antes de bajar la careta y presionar el gatillo, asegúrese que no haya más de 1/2 pulg. (13 mm.) de alambre afuera de la boquilla y que la punta del alambre esté posicionada correctamente en la unión que va a soldarse. 1 1 2 3 4 3 2 5 5 Tome la Pistola en sus Manos y el Dedo Cerca del Gatillo Trabajo Grampa de Trabajo Extensión del Electrodo (Stickout) 6 a 13 mm (1/4 a 1/2 pulg) Sostenga la Pistola con la Otra Mano y Descance su Mano Sobre la Pieza de Trabajo 4 0°-15° 90° 90° Angulo de trabajo visto Angulo de la antorcha visto de un extremo de un lado SUELDAS CON RANURAS 45° 0°-15° 45° Angulo de trabajo visto Angulo de la antorcha visto de un extremo de un lado SUELDAS DE FILETE S-0421-A OM-194 199 Página 56 13-4. Condiciones que Afectan la Forma del Cordón de Suelda Notese La forma del cordón de suelda depende en el ángulo de la pistola, dirección de avance, extensión del electrodo (stickout), velocidad de avance, grosor del material base, velocidad de alimentación del alambre (corriente de suelda), y voltaje. 10° Empuje 10° Perpendicular Arrastre ANGULOS DE LA ANTORCHA Y PERFILES DEL CORDÓN DE SOLDADURA Corto Normal Largo EXTENSIÓN DEL ELECTRODO (STICKOUT) Corto Normal Largo CANTIDAD DE ALAMBRE QUE DEBE DE SALIR DE LA BOQUILLA PARA SUELDAS DE FILETE (STICKOUT) Lento Normal Rápido VELOCIDAD DE LA ANTORCHA S-0634 OM-194 199 Página 57 13-5. Movimiento de la Pistola durante la Suelda Notese Normalmente un cordón tipo cuenta es satisfactorio para las uniones estrechas de ranura. Sin embargo, para ranuras anchas o si hay que hacer un puente en un espacio más ancho, es mejor hacer un cordón de vaivén o varios pases. 1 1 2 2 3 Cordón de Cuenta – Movimiento Constante a lo Largo de la Costura Cordón de Vaivén – Movimiento de Lado a Lado a lo Largo de la Costura Patrones de Vaivén Use patrones de vaivén para cubrir una área ancha en un solo paso del electrodo. 3 S-0054-A 13-6. Características Malas de un Cordón de Soldadura 1 1 2 3 2 3 4 5 4 Depositos de Salpicadura Grandes Cordón Aspero – No uniforme Pequeño Cráter Debajo la Suelda Recubrimiento Malo Poca Penetración 5 S-0053-A 13-7. Características Buenas de un Cordón de Soldadura 1 2 3 1 Salpicadura Fina Cordón Uniforme Crater Moderado Durante la Suelda Suelde un nuevo cordón o nivel por cada grosor de 3.2 mm (1/8 pulg) en los metales que están soldándose. 4 5 2 3 4 No Recubrimiento Penetración Dentro del Material Base 5 S-0052-B OM-194 199 Página 58 13-8. Soluciones a Problemas de Soldadura – Excesiva Salpicadura Mucha Salpicadura – pedazos de metal derritido que se enfrían cerca del cordón de suelda. S-0636 Causas Posibles Acción Correctiva Velocidad de alimentación muy alta. Seleccione una velocidad de alimentación más lenta. Voltaje muy alto. Seleccione un voltaje más bajo. Extensión del electrodo (stickout) muy largo. Use una extensión del electrodo (stickout) más corta. Piesa de trabajo sucia. Quite toda grasa, aceite, humedad, corrosión, pintura, recubrimientos y suciedad de la superficie al soldarse. No hay suficiente gas protectivo cerca del Incremente el flujo del gas protectivo en el regulador y – o prevenga viento o brisa cerca del arco arco de suelda. de suelda. Alambre de suelda sucio. Use alambre limpio y seco. No permita que el alambre de suelda recoja aceite o lubricantes del alimentador o forro interno de la pistola. 13-9. Soluciones a Problemas de Soldadura – Porosidad Porosidad – Pequeñas cavidades o huecos que resultan de atrapamiento de gas dentro del material de suelda. S-0635 Causas Posibles No hay suficiente gas protectivo en el arco. Acción Correctiva Increase flow of shielding gas at regulator/flowmeter and/or prevent drafts near welding arc. Quite salpicadura de la boquilla de la pistola. Chequee que no haya escapes en la manguera. Ponga la boquilla a 6–13 mm (1/4 a 1/2 pulg) de distancia del trabajo. Mantenga la pistola cerca del cordón al fin de la suelda hasta que el metal derritido se solidifique. Mal gas. Use gas protectivo de pureza de soldar; cambie a otro gas. Alambre de Suelda Sucio. Use alambre seco y limpio. Elimine el levantar de lubricante o aceite con el alambre de suelda del alimentador o forro interno de la pistola. Trabajo Sucio. Quite grasa, aceite, humedad, corrosión, pintura, recubrimientos y suciedad en la superficie antes de soldarse. Use un alambre de suelda con más agentes oxidantes (contacte a su proveedor). El alambre se extiende demasiado fuera de Asegúrese que el alambre de suelda se extienda no más de 13 mm (1/2 pulg) más allá de la boquilla. la boquilla. OM-194 199 Página 59 13-10. Soluciones a Problemas de Soldadura – Penetración Excesiva Penetración Excesiva – el material de suelda está derritiéndose a través del material base y colgándose debajo de la suelda. Penetración Excesiva Buena Penetración S-0639 Causas Posibles Acción Correctiva Aporte de calor excesivo. Seleccione una gama de voltaje más bajo y reduzca la velocidad de alimentación. Incremente la velocidad de avance. 13-11. Soluciones a Problemas de Soldadura – Falta de Penetración Falta de Penetración – fusión poco profunda entre el metal de suelda y el metal base. Falte de Penetración Buena Penetración S-0638 Causas Posibles Acción Correctiva Preparación inapropiada de la unión. El material es muy grueso. La preparación de la unión y diseño deben de permitir acceso a la parte más baja de la ranura mientras se mantenga la extensión de alambre apropiada y las características del arco. Tecnica de suelda inapropiada. Mantenga un ángulo de la pistola normal de 0 a 15 grados para conseguir máxima penetración. Mantenga el arco en el filo frontal del charco de suelda. Asegúrese que el alambre de suelda se extienda no más de 13 mm (1/2 pulg) más allá de la boquilla. No hay suficiente aporte de calor. Seleccione una velocidad de alimentación más rápida o seleccione una gama de voltaje más alto. Reduzca la velocidad de avance. 13-12. Soluciones a Problemas de Soldadura – Fusión Incompleta Fusión Incompleta – el hecho que el alambre de suelda no se pegue completamente con el material base o un cordón de suelda que lo precede. S-0637 Causas Posibles Acción Correctiva Pieza de trabajo sucia. Quite toda grasa, aceite, humedad, corrosión, pintura, recubrimientos o suciedad de la superficie al soldarse. No hay suficiente calor. Seleccione un voltaje más alto o ajuste la velocidad de alimentación. Técnica de suelda inapropiada. Ponga cordón de cuenta en el lugar exacto de la comisura. Ajuste el ángulo de trabajo o enanche la comisura para tener acceso a la parte más baja mientras suelda. Momentariamente sostenga el arco al lado de la ranura cuando se usa una técnica de vaivén. Mantenga el arco en el filo de avance del charco de suelda. Use el ángulo correcto de la pistola de 0 a 15 grados. OM-194 199 Página 60 13-13. Soluciones a Problemas de Soldadura – Hacer Hueco Hacer Hueco – el material de suelda está derritiéndose completamente a través del material base resultando en huecos donde no queda ningún metal. S-0640 Causas Posibles Aporte de calor excesivo. Acción Correctiva Seleccione una gama de voltaje más bajo y reduzca la velocidad de alimentación. Incremente y/o mantenga una velocidad de avance constante. 13-14. Soluciones a Problemas de Soldadura – Cordón en forma de Olas Cordón en forma de Olas – el material de suelda que no está paralelo y no cubre la unión formada por el material base. S-0641 Causas Posibles Acción Correctiva El alambre de suelda se extiende mucho Asegúrese que el alambre de suelda se extienda no más de 13 mm (1/2 pulg) más allá de la boquilla. más allá de la boquilla. Mal pulso. Soporte su mano en una superficie sólida o use ambas manos. 13-15. Soluciones a Problemas de Soldadura – Distorción El metal base se mueve en la dirección del cordón de suelda. Distorción – contracción del metal de suelda durante la soldadura que forza que el metal base se mueva. S-0642 Causas Posibles Aporte de calor excesivo. Acción Correctiva Use restricción (grampa) para sostener el material base en su posición. Haga soldaduras de clavo en la unión antes de comenzar a soldar. Seleccione una gama de voltaje más bajo o reduzca la velocidad de alimentación. Incremente la velocidad de avance. Suelda en segmentos pequeños y permita que haya enfriamiento entre sueldas. OM-194 199 Página 61 13-16. Gases Más Comunes para Protección de Soldadura MIG Este es una tabla general de los gases comunes y donde se los usa. Muchas combinaciones diferentes (mezclas) de gases protectivos se han desarrollado a través de los años. Los gases protectivos que se usan más comúnmente, son los que están enlistados en la tabla que sigue. Aplicación Gas Chorro Sobre Acero Corto Circuito Sobre Acero Corto Circuito en Acero Inoxidable Argón Corto Circuito Sobre Aluminio Todas las Posiciones Argón + 25% CO2 Filetes Planos y Horizontales1 Todas las Posiciones CO2 Filetes Planos y Horizontales1 Todas las Posiciones Tri-Mix3 1 Transferencia Globular 2 Soldadura de Un Solo Pase 3 90% HE + 7-1/2% AR + 2-1/2% CO2 Todas las Posiciones2 Todas las Posiciones OM-194 199 Página 62-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
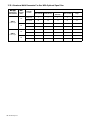 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68




































































Miller LB109332 Manual de usuario
- Categoría
- Sistema de soldadura
- Tipo
- Manual de usuario
en otros idiomas
- English: Miller LB109332 User manual
Artículos relacionados
Otros documentos
-
Harbor Freight Tools 68888 Guía de inicio rápido
-
HobartWelders HANDLER 125 EZ AND H-9B GUN El manual del propietario
-
Forney 271 Manual de usuario
-
-
DeWalt DCW100K Manual de usuario
-
Siemens SJD6-B Manual de usuario
-
MULTIPLEX Transformer Assemblies Guía de instalación