La página se está cargando ...
La página se está cargando ...
La página se está cargando ...
La página se está cargando ...
La página se está cargando ...
La página se está cargando ...
La página se está cargando ...
La página se está cargando ...
La página se está cargando ...
La página se está cargando ...
La página se está cargando ...
La página se está cargando ...
La página se está cargando ...
La página se está cargando ...
La página se está cargando ...
La página se está cargando ...
La página se está cargando ...
La página se está cargando ...
La página se está cargando ...
La página se está cargando ...
La página se está cargando ...
La página se está cargando ...
La página se está cargando ...
La página se está cargando ...
La página se está cargando ...
La página se está cargando ...

compartimiento para almacenar el
alambre. Levante y/o quite la tapa
de la alimentación de alambre para
encontrar el mango, la grapa de
trabajo, etc. Al desempacar este
producto, revíselo con cuidado para
cerciorarse de que esté en perfecto
estado. Igualmente, cerciórese de
apretar todos los pernos, tuercas y
conexiones antes de usarlo.
Requerimientos Eléctricos
Este
equipo
requiere un circuito de 115 voltios para
servirlo. Vea la tabla a continuación
donde se le explica el tipo de
cortacircuitos o fusibles necesarios.
Nunca conecte otros artefactos,
lámparas o herramientas al mismo
circuito donde está conectado la
soldadora. No le recomendamos el uso
de cordones de extensión. Si no sigue
esta recomendación podría activarse el
cortacircuitos o quemarse los fusibles.
!
PRECAUCION
Bajo 15 amp
Alto 20 amp
Nivel Cortacircuito o
Seleccionado Fusible de acción retardada
Sírvase leer y guardar estas instrucciones. Lea con cuidado antes de tratar de armar, instalar, manejar o darle servicio al producto descrito en
este manual. Protéjase Ud. y a los demás observando todas las reglas de seguridad. El no seguir las instrucciones podría resultar en heridas y/o
daños a su propiedad. Guarde este manual como referencia.
IN199006AV 3/02
Manual de instrucciones y lista de repuestos Modelos WF1800, WF1900 y WF2000
Soldadora Con
Arco Con Alambre
Continuo
BUILT TO LAST
TM
Descripción
Los modelos WF1800 y WF2000 de
Campbell Hausfeld son soldadoras con
arcos eléctricos, monofásicas de 70 amp,
115 volt input. El modelo WF2000 está
equipado con un dispositivo para
controlar la velocidad de alimentación
del alambre que le permite seleccionar la
velocidad adecuada para diferentes tipos
de soldaduras. Las piezas internas están
protegidas por un protector térmico.
Esta soldadora está diseñada para el uso
en procesos de proceso de soldar con
arcos con fundente revestido. Al salir de
la fábrica, esta soldadora le permite
soldar con alambres de 0,030” (0,8mm) ó
0,035” (0,9mm) de diá-metro. Se incluye
un carrete inicial de alambre.
POLARIDAD
Los soldadores están ajustados para
DCEN, corriente directa de electrodo
negativo.
CICLO DE TRABAJO / PROTECCION
TERMICA
El ciclo de trabajo de la soldadora es el
porcentaje de tiempo que se está
soldando durante un intervalo de 10
minutos. Por ejemplo, con un ciclo de
trabajo de 10%, podrá soldar por un
minuto y después la soldadora deberá
enfriarse por nueve minutos.
Esta soldadora tiene un protector
térmico automático para evitar que las
piezas internas se sobrecalienten. Al
exceder el ciclo de trabajo una luz
amarilla se encenderá en la tapa
frontal. Podrá continuar soldando
cuando la luz amarilla se apague.
PARA UTILIZARLA PARA SOLDAR
CON GASES INERTES
El modelos WF1800/WF1900 NO puede
utilizarse para soldar con gases inertes
(MIG). Llame al1-800-746-5641, en
EEUU, para ordenar el juego de piezas
(WT600400AJ) para utilizar el modelo
WF2000 con gases inertes.
Para Desempacar
Todos los accesorios para soldar con
esta soldadora están dentro del
Componentes y Controles
WF1800/WF1900
1. Pinza para conectar a la pieza de
trabajo - conéctela a la pieza de
trabajo.
2. Pistola con boquilla de .035” (0,9 mm).
3. Cordón eléctrico - conéctelo a un
tomacorrientes de 115 voltios.
4. Interruptor de 3 posiciones
Bajo/Apagado/Alto - Fíjelo según el
grosor del meta. Automáticamente
controla la velocidad de alimentación
del alambre. Una luz se enciende si el
termostato ha apagado
automáticamente la unidad.
WF2000
1. Pinza para conectar a la pieza de
trabajo - conéctela a la pieza de trabajo.
2. Pistola con boquilla de .035” (0,9 mm).
3. Cordón eléctrico - conéctelo a un
tomacorrientes de 115 voltios.
4. Interruptor - se ilumina cuando el
termostato ha apagado la unidad
automáticamente.
5. Perilla para controlar la velocidad -
Gírela en el mismo sentido de las agujas
del reloj para aumentar la velocidad de
alimentación del alambre y en el
sentido contrario para disminuirla.
6. Control de nivel - Para seleccionar el
amperaje. Puede seleccionar dos
niveles; Bajo (low) y alto (high).
Vea las instrucciones para reemplazar
el cordón eléctrico en la página 6.
27 Sp
© 2002 Campbell Hausfeld/Scott Fetzer
U
T
IL
IT
Y
UTILITY
W
E
L
D
E
R
WELDER
W
O
R
K
C
L
A
M
P
WORK CLAMP
OFF
OFF
LOW
LOW
D
E
L
I
V
E
R
S
S
M
O
O
T
H
DELIVERS SMOOTH
D
C
P
O
W
E
R
DC POWER
HIGH
HIGH
W
ir
Wir
e Feed
e Feed
Welder
elder
1
1
5
V
O
L
115 VOL
T
6
0
H
Z
60HZ
FLUX
CORE
W
ir
Wir
e
F
e
e
d
W
e Feed W
e
ld
e
r
elder
S
o
u
d
e
u
r A
lim
e
n
te
e
n
F
il
Soudeur Alimente en Fil
S
o
la
d
a
r
c
o
n
A
la
m
b
r
Soladar con Alambr
e
C
o
n
t
in
u
o
e Continuo
FLUX
CORE
C
H
CH
LO
W
LOW
H
IG
H
HIGH
O
N
O
F
F
10
CAMPBELL
HAUSFELD
BUILT TO LAST
SERIOUS DUTY
SERIOUS DUTY
WF1800
WF2000
1
2
3
4
1
2
3
4
5
6
Figura 1 - Componentes y controles de la soldadora

28 Sp
Manual de Instruccones y Lista de Repuestos
Seguridad General
Esto le
indica una
situación que le ocasionará lesiones graves
o la muerte si ignora lo advertido.
Esto le
indica
una situación que podría ocasionarle
lesiones graves o la muerte si ignora lo
advertido.
Esto le
indica
una situación que puede ocasionarle
lesiones si ignora lo advertido. También
le puede indicar una situación que
ocasionaría daños a su propiedad
solamente.
Nota: le indica cualquier otra
información adicional en relación al
producto o su uso adecuado.
Siempre mantenga un
extingidor de incendio
accesible cuando esté soldando
con arcos eléctricos.
● Antes de encender o darle servicio a
las soldadoras eléctricas con arco,
debe leer y comprender todas las
instrucciones. El no seguir las
advertencias o instrucciones que le
damos en este manual le podría
ocasionar daños al equipo, y/o
heridas graves e inclusive la muerte.
Para recibir mayor información,
solicite una copia del estándard
Z49.1 de la ANSI Titulado -
Seguridad al soldar y cortar. Esta
publicación la puede ordenar a la
American Welding Society, 550 NW.
LeJune Rd., Miami, FL 33135.
● La instalación, mantenimiento,
reparación y operación de esta
soldadora debe ser hecho por una
persona calificada según los códigos
nacionales, estatales y locales.
!El uso inadecuado de
soldadoras eléctricas de arco
podría ocasionarle
electrocutamiento, heridas y la muerte!
Siguiendo nuestras advertencias reduciría
las posibilidades de electrocutamiento.
● Cerciórese de que todos los
componentes de la soldadora con
arco estén limpios y en buen estado
antes de utilizarla. Cerciórese de
que los aislantes en todos los cables,
pinzas para sostener electrodos y
cordones eléctricos no estén
dañados. Siempre repare o
reemplace las piezas dañadas antes
de utilizarla. Siempre mantenga
todas las tapas de la soldadora en su
lugar mientras la esté utilizando.
● Siempre use ropa adecuada y que
esté seca, guantes para soldadores y
zapatos aislantes.
● Use la soldadora sólo en áreas
limpias, secas y bien ventiladas. No
!
ADVERTENCIA
!
ADVERTENCIA
!
PRECAUCION
!
ADVERTENCIA
!
PELIGRO
la use en áreas húmedas, mojadas, a
la intemperie o que no estén bien
ventiladas.
● Antes de comenzar a soldar
cerciórese de que la pieza esté bien
fija y conectada a tierra.
● Debe desenrollar el cable para
soldar para evitar que se sobreca-
liente y se le dañe el forro aislante.
!Nunca
sumerja
en agua el electrodo o la pinza para
sostenerlo. Si la soldadora se moja por
cualquier motivo, cerciórese de que esté
completamente seca antes de tratar de
usarla!
● Antes de tratar de tratar de moverla
a otro sitio siempre apágela y
desconéctela.
● Siempre conecte la pinza a la pieza
de trabajo primero.
● Cerciórese de que la conexión a
tierra esté bien hecha.
● Siempre apage la soldadora cuando
no la esté usando y corte el exceso
de alambre de la pistola.
● Nunca toque el alambre y la tierra o
pieza conectada a tierra al mismo
tiempo.
● Las posiciones poco comunes le
pueden ocasionar peligro de
electrocutamiento. Al estar en
cuclillas, arrodillado o en alturas,
cerciórese de aislar todas las piezas
que puedan conducir electricidad,
use ropa adecuada par soldar y
tome precauciones para no caerse.
● Nunca trate de usar este equipo con
corrientes eléctricas o ciclajes
diferentes a los especificados en las
etiquetas.
● Nunca use una soldadora eléctrica
para descongelar tuberías que se
hayan congelado.
Las chispas y el metal caliente
le pueden ocasionar heridas.
Cuando la pieza que soldó se
enfrie la escoria podría despegarse. Tome
todas las precauciones descritas en este
manual para reducir las posibilidades de
que sufra heridas por estas razones.
● Sólo use máscaras aprobadas por la
organización norteamericana ANSI o
anteojos de seguridad con protección
lateral al tratar de cortar o esmerilar
piezas de metal.
● Si va a soldar piezas que estén por
encima de usted debe protegerse los
oidos para evitar que le caigan
residuos adentro.
Al soldar con arcos eléctricos se
producen luces intensas, calor y
rayos ultravioletas. Éstos le
podrían ocasionar heridas en la vista y la
piel. Tome todas las medidas de precaución
descritas en este manual para reducir las
posibilidades de heridas en la vista o la piel.
● Todas las personas que operen este
equipo o estén en el área de trabajo
!
ADVERTENCIA
!
ADVERTENCIA
!
PELIGRO
mientras se esté usando el equipo
deben usar vestimenta de
protección para soldadores
incluyendo: casco para soldadores o
máscara con lentes obscuros por lo
menos número 10, ropa resistente al
fuego, guentes de cuero para soldar
y protección total en los pies.
El cable
para
soldar tiene tensión eléctrica cuando la
soldadora está encendida- no importa
que el gatillo esté o no esté oprimido.
Nunca
mire
hacia el área donde esté soldando sin
protegerse la vista tal como se ha
descrito anteriormente. Nunca use
lentes oscuros que estén partidos, rotos
o de un número menor a 10. Debe
advertirle a otras personas en el área
que no deben mirar el arco.
!Al soldar con arcos eléctricos
puede causar chispas y calentar
el metal a temperaturas que le
podrían ocasionar quemaduras graves!
Use guantes y ropa de protección para
hacer este tipo de trabajo. Tome todas las
medidas de precaución descritas en este
manual para reducir las posibilidades de
quemarse la piel o la ropa.
● Cerciórese de que todas la personas
que se encuentren en el área de
trabajo estén protegidas contra el
calor, las chispas, y los rayos
ultravioletas. Igualmente debe
utilizar protecciones adicionales
cuando sea necesario.
● Nunca toque las piezas que ha
soldado hasta que éstas se hayan
enfriado.
! El calor y las chispas
producidas al soldar con arcos
eléctricos y otros trabajos con
metales podrían encender materiales
inflamables o explosivos! Tome todas las
medidas de precaución descritas en este
manual para reducir las posibilidades de
llamas o explosiones.
● Mueva todos los materiales
inflamables que se encuentren en un
radio de 10,7 metros (35 pies) del
arco de soldadura. Si no lo puede
hacer, deberá cubrirlos con algún
material que sea aislante contra el
fuego.
● No use una soldadora eléctrica con
arco en áreas donde pueda haber
vapores inflmables o explosivos.
● Tome todas las precauciones
necesarias para evitar que las chispas
y el calor ocasionen llamas en áreas
poco accesibles, ranuras, detrás de
divisiones, etc.
!Peligro
de in-
cendio! Nunca debe soldar envases o
tuberías que contengan o hayan
contenido materiales inflamables o
combustibles gaseosos o líquidos.
!
ADVERTENCIA
!
ADVERTENCIA
!
ADVERTENCIA
!
ADVERTENCIA
!
PRECAUCION

Seguridad General
(Continuación)
!Al soldar con arcos eléctricos
cilindros cerrados o tambores
podría ocasionar explosioones
si no están bien ventilados! Cerciórese de
que cualquier cilindro o envase que vaya
a soldar tenga un orificio de ventilación
para que los gases puedan liberarse.
No debe respirar los gases
emitidos al soldar con arcos
eléctricos. Estos son peligrosos.
Si no puede ventilar bien el área de
trabajo, deberá usar un respirador.
● Mantenga la cabeza y la cara alejada
de los gases emitidos.
● No debe soldar con arcos eléctricos
metales galvanizados o con capa de
cadio, o aquellos que contengan zinc,
mercurio o berilio sin tomar las
siguientes precauciones:
a. Quitarle la capa al metal.
b. Cerciorarse de que el área de
trabajo esté bien ventilada.
c. Usar un respirador.
Estos metales emiten gases suma-
mente tóxicos al calentarse.
El campo electromagnetico
generado al soldar con arcos
eléctricos podría interferir con el
funcionamiento de varios artefactos
eléctricos y electronicos tales como
marcapasos. Aquellas personas que usen
estos artefactos le deben consultar a su
médico antes de soldar con arcos eléctricos.
● Coloque la pistola y los cables en la
misma línea y unalos con cinta
pegante cuando sea posible.
● Nunca se enrolle los cables de la
soldadora en el cuerpo.
● Siempre coloque los electrodos y las
conexiones a la pieza de trabajo del
mismo lado.
● El exponerse a campos electromag-
neticos al soldar con arcos eléctricos
le podría ocasionar otros problemas
de salud desconocidos hasta el
momento.
Cercióre-
se de que
el área de trabajo este libre de peligros
(chispas, llamas, metales al rojo o
escorias) antes de irse. Cerciórese de
que ha apagado la soldadora y le ha
quitado el electrodo. Cerciórese de que
los cables estén enrollados y
almacenados. Cerciórese de que tanto
el metal como la escoria se hayan
enfriado.
MEDIDAS DE SEGURIDAD
ADICIONALES
Aquellas personas que vivan y trabajen
en los Estados Unidos deben percatarse
de que según las leyes de este país los
siguientes códigos aplican para el trabajo
con soldadoras: ANSI Standard Z49.1,
OSHA 29 CFR 1910, NFPA Standard 70,
!
ADVERTENCIA
!
ADVERTENCIA
!
ADVERTENCIA
!
ADVERTENCIA
3. Introduzca los sujetadores de
almacenamiento del cordón en los
extremos de las manijas.
Como Ensamblar el Eje
1. Destape el panel para tener acceso al
sistema de alimentación del alambre.
2. Alinee el orificio del eje y la ranura
con los de la soldadora.
3. Introduzca el tornillo a través del
eje y el orificio de la soldadora.
4. Instale el resorte en la parte
superior del pivote.
Instalacion del alambre
Los
termi-
nales, el rollo de alambre, las pinzas de
conexión a la pieza de trabajo, la
conexión del cable de la pistola y el
alambre para soldar podrían tener
tensión inclusive cuando el interruptor de
la pistola esté desactivado. No los toque
cuando la soldadora esté encendida.
Nota: Antes de instalar el alambre de
soldar, asegúrese de que el diámetro de
éste coincida con la ranura en la bobina
del mecanismo de alimentación de
alambre y que el tamaño del alambre
coincida con la punta de contacto en el
extremo de la pistola (vea la Figura 5).
Cualquier desigualdad puede provocar
que el alambre resbale, se trabe o
suelde mal.
!
ADVERTENCIA
29 Sp
CGA Pamphlet P-1, CSA Standard
W117.2, NFPA Standard 51B ANSI
Standard Z87.1. Aquellas personas que
residan en países latinoamericanos
deben consultar los códigos y regula-
ciones que se apliquen en sus respec-
tivos países.
Instalación
LUBICACION
Al seleccionar una ubicación adecuada
puede aumentar el rendimiento y la
fiabilidad de la soldadora con arcos
eléctricos.
● Para obtener mejores resultados
debe colocar la soldadora en un área
que esté limpia y seca. No la coloque
en áreas muy calientes, o que estén
expuestas a mucha humedad, polvo
o gases corrosivos. El exceso de
humedad ocasiona que ésta se
condense en las piezas eléc-tricas. La
humedad puede contribuir al óxido y
cortocircuito. El polvo y las impurezas
en la soldadora acu-mulan la
humedad y aumenta el desgasto de
las piezas que se mueven.
● Coloque la soldadora en un área
donde haya por lo menos 12
pulgadas (305mm) de espacio para
ventilación tanto al frente como en
la parte posterior de la unidad. Esta
área de ventilación se debe
mantener libre de obstrucciones.
● Guarde el alambre con núcleo de
fundente en una ubicación limpia y
seca y con baja humedad para
reducir la oxidación.
● El tomacorrientes que use para
conectar la soldadora debe estar
conectado a tierra adecuadamente
y la soldadora debe ser el único
artefacto conectado a este circuito.
Vea la tabla de Circuitos Amperios
en la página 1 donde se le dan la
capacidad correcta del circuito.
● No es recomendable que use un
cordón de extensión con este tipo de
soldadoras. La baja de voltaje en el
cordón de extensión podría reducir
el rendimiento de la soldadora.
Ensamblaje -
WF1800/WF1900
Todos los accesorios para soldar
con esta soldadora están dentro del
compartimiento para almacenar el
alambre. Levante la tapa de la
alimentación de alambre para
encontrar el mango, la grapa de
trabajo, etc.
Ensamblaje del Mango
1. Coloque el ensamblaje del mango en
la soldadora y cuadre los dos orificios
en los extremos con los orificios con
roscas de la cubierta de la soldadora.
2. Introduzca los tornillos a través de
los orificios en los extremos del
mango y la unidad.
Modelos WF1800, WF1900 y WF2000
U
T
ILIT
Y
UTILITY
W
E
LD
E
R
WELDER
W
O
R
K
C
L
A
M
P
W
ORK C
LA
MP
1
1
5
V
O
L
11
5
VOL
T
6
0
H
Z
60HZ
Figure 2 - Ensamblaje del Mango
Tamaños de las Boquillas de Contacto
TamañoDiámetro del alambre
0,8 0,8 mm
0,9 0,9 mm
Tamaño de los alambres
Pulgadas mm
0,030 0,8
0,035 0,9
Figura 3 - Cómo ensamblar el eje
Pivote
Tornillo
Resorte

sentido de las manillas del reloj y
empújela.(Vea la Figura 5). Corte el
alambre aproximadamente 6,4mm
del extremo de la boquilla.
Ensamblaje - WF2000
Todos los accesorios para soldar con esta
soldadora están dentro del
compartimiento para almacenar el
alambre. Destápelo para sacar el
mango, la pinza de conexión a la
pieza de trabajo, etc.
ENSAMBLAJE DEL MANGO
1. Colóquele los extremos de plástico
al mango tal como se muestra en la
Fig. 6.
2. Coloque el mango en la soldadora y
alinee los dos orificios de los
extremos de plástico con los orificios
con roscas en la cubierta de la
soldadora.
3. Coloque los tornillos.
PINZA DE CONEXION A LA
PIEZA DE TRABAJO
1. Afloje el perno hex de la pinza.
2. Deslice el cordón (marcado WORK
en la tapa frontal de la soldadora) a
través del mango de la pinza y el
cable pelado debajo de la pinza.
Apriete el perno hex y cerciórese
que el cable pelado esté bien sujeto
(Vea la Figura 7).
Instalacion del alambre
Los
termi-
nales, el rollo de alambre, las pinzas de
conexión a la pieza de trabajo, la
conexión del cable de la pistola y el
alambre para soldar podrían tener
tensión inclusive cuando el interruptor
de la pistola esté desactivado. No los
toque cuando la soldadora esté
encendida.
!
ADVERTENCIA
30 Sp
Manual de Instruccones y Lista de Repuestos
Ensamblaje - WF1800/WF1900
(Continuación)
1. Cerciórese de que la soldadora esté
apagada y levántele la tapa para tener
acceso al mecanismo de ali-mentación.
2. Afloje el tornillo que le suministra
tensión al alambre en el mecanismo.
Ésto le permite meter con la mano el
alambre en la pistola.
3. Coloque el carrete de alambre en el
eje de modo que salga por el extremo
más cercano al tubo de alimentación.
No corte el alambre todavía. Instale el
separador, resorte y la manilla
girandolo 1/4 en el mismo sentido de
las agujas del reloj.
4. Sostenga el alambre y córtele el
extremo. No permita que el alambre
se desenrolle. Cerciórese de que éste
esté derecho y sin marcas.
5. Coloque el alambre a través del tubo de
alimentación, la ranura de la bobina y la
pistola. Apriete el tornillo de tensión
hasta que haya calzado. No la apriete en
exceso. Colóquele la tapa a la soldadora.
6.
Remueva la boquilla girándola en el
sentido de las manillas del reloj cuando se
tira de ella hacia afuera. Luego
desenrosque la punta de contacto desde
el extremo del soplete.
(Vea la Figura
5). Conecte la soldadora a un
tomacorrientes adecuado.
7. Encienda la soldadora, fije la
velocidad de alimentación del
alambre al Máximo, y active el
interruptor de la pistola hasta que el
alambre haya salido por la boquilla
del soplete. Apague la soldadora.
8. Cuidadosamente coloque la boquilla
de contacto sobre el alambre y
atorníllela al extremo del soplete.
Instale la boquilla girándola en el
Nota: Antes de instalar el alambre de
soldar, asegúrese de que el diámetro de
éste coincida con la ranura en la bobina
del mecanismo de alimentación de
alambre y que el tamaño del alambre
coincida con la punta de contacto en el
extremo de la pistola (vea la Figura 5).
Cualquier desigualdad puede provocar
que el alambre resbale, se trabe o suelde
mal.
1. Cerciórese de que la soldadora esté
apagada y levántele la tapa para tener
acceso al mecanismo de ali-mentación.
2. Para desactivarle el seguro al carrete,
oprímalo y gírelo en sentido contrario
a las agujas del reloj 1/4 . Ahora puede
sacarle la perilla, el resorte y el
separador.
3. Afloje el tornillo que le suministra
tensión al alambre en el mecanismo.
Ésto le permite meter con la mano el
alambre en la pistola.
4. Coloque el carrete de alambre en el
eje de modo que salga por el extremo
más cercano al tubo de alimentación.
No corte el alambre todavía. Instale el
separador, resorte y la manilla
girandolo 1/4 en el mismo sentido de
las agujas del reloj.
5. Sostenga el alambre y córtele el
extremo. No permita que el alambre
se desenrolle. Cerciórese de que éste
esté derecho y sin marcas.
1
1
5
V
O
L
T
G
R
O
U
N
D
6
0
H
Z
2
3
A
0
1
2
3
4
5
6
7
8
9
1
0
N
O
R
M
A
L
O
P
E
R
A
T
I
N
G
R
A
N
G
E
S
I
N
G
L
E
P
H
A
S
E
W
F
2
0
0
0
O
N
O
F
F
L
O
W
H
I
G
H
H
E
A
T
S
E
L
E
C
T
O
R
W
I
R
E
S
P
E
E
D
L
O
W
5
5
A
C
1
7
2
5
%
4
2
H
I
G
H
6
5
A
C
1
8
2
0
%
4
4
H
E
A
T
S
E
T
T
I
N
G
W
E
L
D
I
N
G
A
M
P
S
W
E
L
D
I
N
G
V
O
L
T
S
D
U
T
Y
C
Y
C
L
E
M
A
X
O
C
V
Figura 6 - Ensamblaje del mango
Tamaño de los alambres
Pulgadas mm
0,030 0,8
0,035 0,9
Rodillo del
eje
Seguro
de la
bobina
Tornillo
de
tensión
Panel
Resorte
Separador
de la
bobina
Eje
Tubo
guía
Figura 8 - Cómo colocar el cable
Tamaños de las Boquillas de Contacto
TamañoDiámetro del alambre
0,8 0,8 mm
0,9 0,9 mm
Figura 7 - Ensamblaje de la pinza de
conexión a la pieza de trabajo
Wire Flux
Core
Pan Head Screws
Swing
Arm
Tension
Screw
Tension
Spring
Spindle
Roller
Figura 4 - Cómo colocar el alambre
Tornillo
de
tensión
Resorte
de
Tensión
Rodillo
Brazo
giratorio
Eje
Tornillos
Alambre de
fundente
revestido
Difusor de la
boquilla
Figura 5 - Boquilla del Soplete
Boquilla de
Contacto
Boquilla

del casco (y del brazo de ajuste en el
lado derecho) dentro de la tuerca
tensora como se muestra. No apriete
completamente la tuerca tensora.
5. Pruebe el calce del casco para soldar.
Ajuste la banda de trinquete del
arnés hasta lograr una posición
cómoda y baje el casco. Si el casco
está demasiado separado o
demasiado cerca de rostro, utilice un
orificio diferente para el brazo de
ajuste. Ajuste las tuercas tensoras
para que el casco se pueda bajar
fácilmente sobre el rostro con un
movimiento de la cabeza.
Funcionamiento
El cable
para
soldar tiene tensión eléctrica cuando la
soldadora está encendida- no importa
que el gatillo esté o no esté oprimido.
1. Cerciórese de leer, comprender y
cumplir con todas las medidas de
precacución enumeradas en la
sección de Informaciones Generales
de Seguridad de este manual.
Igualmente, debe leer la sección
Instrucciones para soldar en este
manual antes de usar la soldadora.
2. Apague la soldadora.
3. Cerciórese de que las superficies de
los metales que va a soldar no estén
sucias, oxidadas, pintadas, llenas de
aceite o contaminadas. Esto podría
dificultarle la soldadura.
Todas las
personas
que usen esta soldadora o que se
encuentren en el área de trabajo
cuando se esté usando la soldadora
deben usar la vestimenta adecuada de
un soldador incluyendo: anteojos de
protección de la oscuridad adecuada
según las especificaciones dadas a
continuación, ropa resistente al fuego,
guantes de cuero para soldar y
protección para los pies.
Si piensa
calentar,
soldar o cortar materiales galvaniza-
dos, cubiertos de zinc, plomo o cadium
vea las instrucciones al respecto en la
sección Informaciones Generales de
Seguridad. Al calentar estos metales se
emiten gases muy tóxicos.
4. Conecte la pinza de conexión a la
pieza directamente a ésta o la banca
de trabajo (si es de metal).
Cerciórese de que haga contacto y
que no lo interfiera ni pintura,
barniz, óxido o materiales no
metálicos.
5. Ajuste la manilla de control de
corriente al nivel deseado.
NOTA: Estos valores se los ofrecemos
sólo como una guía. Los mismos se
pueden cambiar según las condiciones y
materiales que vaya a soldar.
!
ADVERTENCIA
!
ADVERTENCIA
!
PRECAUCION
Ensamblaje - WF2000
(Continuación)
6. Coloque el alambre a través del
tubo de alimentación, la ranura de
la bobina y la pistola. Apriete el
tornillo de tensión hasta que haya
calzado. No la apriete en exceso.
Colóquele la tapa a la soldadora.
7.
Remueva la boquilla girándola en el
sentido de las manillas del reloj cuando
se tira de ella hacia afuera. Luego
desenrosque la punta de contacto
desde el extremo del soplete.
(Vea la
Figura 5). Conecte la soldadora a un
tomacorrientes adecuado.
8. Encienda la soldadora, fije la
velocidad de alimentación del
alambre al Máximo. Active el
interruptor de la pistola hasta que
el alambre haya salido por el
extremo del soplete. Apague la
soldadora.
9. Cuidadosamente coloque la
boquilla de contacto sobre el
alambre y atorníllela al extremo del
soplete. Instale la boquilla girándola
en el sentido de las manillas del
reloj y empújela. (Vea la Figura 5).
Corte el alambre aproximadamente
6,4mm del extremo de la boquilla.
extremo de la boquilla.
Ensamblaje de la Mascara
WF1800
1. Corte los soportes y de la máscara.
Corte el exceso de plástico para
emparejar los bordes.
2. Coloque los filtros.
3. Conecte los soportes a los pasadores
de los retenes (Vea la Figura 9).
WF2000
1. Corte los soportes y el mango de la
máscara. Corte el exceso de plástico
para emparejar los bordes.
2. Coloque los filtros.
3. Conecte los soportes a los pasadores
de los retenes (Vea la Figura 2).
4. Para conectar el mango, coloque la
máscara sobre una superficie plana y
presione el mango hasta que calce
(Vea la Figura 10).
NOTA: Si nunca ha soldado o si tiene
poca experiencia como soldador, es
recomendable que utilice un casco con
máscara que le cubra toda la cara. Es
necesario que utilice ambas manos para
estabilizar y controlar el ángulo y
longitud del arco del soplete.
Ensamblaje del casco
(Solo para los modelos en
Promocion)
1. Quite el retén del lente que se
encuentra en el casco.
2. Primero coloque el lente
transparente en el casco y luego
coloque el lente oscuro. El lente
transparente debe estar en el lado
exterior. Su función es la de proteger
el lente oscuro contra chispas y
salpicaduras. Asegure los dos lentes
soltando el retén del lente para que
regrese a su posición.
3. Coloque el brazo de ajuste en el lado
derecho del casco. Coloque una
clavija pequeña en el brazo dentro
de uno de los orificios pequeños que
se encuentran en el casco. Este ajuste
controla el calce en el casco cuando
se lo baja, y se puede volver a colocar
en su posición fácilmente si es
necesario.
4. Coloque el arnés dentro del casco.
Arme el casco introduciendo el
tornillo pasador a través del arnés y
31 Sp
Modelos WF1800, WF1900 y WF2000
Lentes
Retenes
Bases
Figura 9 (WF2000 ilustrada - WF1800 similar)
Figura 10
Figura 11
Armazón
Máscara
Lentes Oscuros
Cubierta Clara
de los Lentes
Soporte
de los
lentes
Brazo de
Ajuste
Tuerca de
Tensión
Perno
prisionero

selección del alambre, nivel de la
corriente, ángulo de soldadura,
velocidad de alimentación y velocidad
de desplazamiento.
Es necesario que siga cada una de ellas
adecuadamente para obtener una
soldadura de calidad.
32 Sp
Manual de Instruccones y Lista de Repuestos
General
Esta soldadoras usan un proceso llamado
arcos metálicos con fundente. Este
proceso usa un alambre lleno de
fundente. El revestimiento se obtine de
la decomposición del fundente dentro
del alambre.
Cuando la corriente proviene de un
transformador (soldadora) y circula por el
circuito hasta llegar al alambre, se forma
un arco entre el extremo del alambre y la
pieza de trabajo. Este arco derrite el
alambre y la pieza de trabajo. El metal
derretido del alambre para soldar entra
al cráter y une las piezas que desea soldar
tal como se muestra en la Figura 12.
Técnicas Básicas para Soldar
con Arcos
Hay 5 técnicas básicas que afectan la
calidad de la soldadura. Estas son:
CORRIENTE
El nivel adecuado de corriente se logra
al ajustar la soldadora al amperaje
requerido.
La corriente representa la cantidad de
electricidad que en realidad circula y
ésta se regula con un interruptor en la
soldadora. la cantidad de corriente
usada depende del tamaño (diámetro)
y tipo del alambre usado, la posición
de la soldadura y el grosor de la pieza
de trabajo.
Vea las especificaciones enumeradas en
la soldadora o en la tabla generalizada
en la sección de funcionamiento. Le
sugerimos que antes de soldar
practique en un pedazo de metal que
vaya a descartar para que ajuste los
niveles y compare la calidad de la
soldadura con las de la Figura 17.
Escoria
Soldadura
Alambre
Fundente
Pieza de trabajo
Boquilla
del difusor
Punta de
contacto
Cráter
Figura 12 - Componentes de la
soldadura
Instrucciones para soldar
Funcionamiento
(Continuación)
6. Fije la velocidad de alimentación en
5 para comenzar y después ajústela
si es necesario después de hacer una
prueba. En el modelo WF1800 la
velocidad de alimentación del
alambre se ajusta automáticamente
al seleccionar el voltaje.
7. Conecte el cordón a un
tomacorrientes con capacidad
adecuada (vea los requerimientos
eléctricos en la primera página).
8. Encienda la soldadora (coloque el
interruptor ON/OFF en ON). En el
modelo WF1800/WF1900, seleccione
el voltaje adecuado para el tipo de
soldadura.
9. Cerciórese de que el alambre se
extienda 1/4” de la punta de
contacto. De lo contrario, apriete el
gatillo para que salga más alambre y
corte la longitud adecuada.
10. Acerque la pistola a la pieza de
trabajo, mueva la cabeza para
ponerse el casco o póngase la
máscara y apriete el gatillo. En el
modelo WF1800 no se puede ajustar
la velocidad de alimentación del
alambre.
11. Cuando termine de soldar, apague
la soldadora y almacénela en un
sitio adecuado.
Mantenimiento
Desconecte y apa-gue la soldadora
antes de inspeccionar o darle servicio a
cualquier componen-te.
Antes de cada uso:
1. Chequee los cables y repare o
reemplace cualquier cable cuyo
forro aislante esté dañado.
2. Chequee el cordón eléctrico y
repárelo o reemplácelo
inmediatamente si está dañado.
3. Chequee la condición de la punta
de la pistola y la boquilla. Quítele la
escoria que se haya acumulado.
Reemplace la punta de la pistola o
la boquilla si están dañadas.
Nunca
use esta
soldadora cuando algún cordón tenga
el forro aislante roto o éste le falte.
Cada 3 meses:
1. Reemplace cualquier etiqueta que
esté ilegible.
2. Use aire comprimido para limpiar
las aperturas de ventilación.
3. Limpie la ranura del alambre en la
bobina. Saque el alambre del
!
ADVERTENCIA
!
ADVERTENCIA
mecanismo de alimentación, saque
los tornillos de la bobina. Use un
cepillo pequeño de alambres para
limpiar la bobina. Reemplácela si
está desgastada o dañada.
Piezas que se consumen o
desgastan
Las siguientes piezas requieren mante-
nimiento de rutina:
● La bobina.
● El forro de la pistola - reemplácelo
si está desgastado
● La boquilla/punta de contacto.
● Alambre- El modelo WF2000 puede
utilizar bobinas de10,16cm ó
20,32cm. El modelos WF1800/
WF1900 sólo puede utilizar bobinas
de 10,32cm. El alambre de fundente
revestido se puede dañar con la
humedad y se oxida con el tiempo,
por lo tanto es importante que
seleccione un carrete de un tamaño
adecuado para el consumo en un
periodo de 6 meses
aproximadamente. Use alambres
tipo AWS E71T-GS o E71T-11 de
0,030” (0,8mm) ó 0,035” (0,9mm)
de diámetro.
Para reemplazar el cable para soldar
1 Cerciórese de que la soldadora esté APAGADA y el cordón eléctrico esté
desconectado.
2 Quítele la tapa a la soldadora de modo tener acceso al interruptor para encender la
unidad (marcado ON?OFF)
3 Desconecte los alambres negro y blanco conectados al interruptor.
4 Desconecte el alambre verde conectado a la armazón de la soldadora
5 Afloje los tornillos del relievo de tensión y hale el cordón para sacarlo.
6 Para instalar el nuevo cordón siga los pasos arriba enumerados pero en orden
contrario.
Grosor Nivel de la
del Metal Corriente
Calibre 14 - 18 Bajo (Low)
Calibre de más de 14 Alto (High)

33 Sp
TIPO Y TAMAÑO DEL ALAMBRE
La selección del tipo correcto de alambre
depende de varios factores tales como la
posición en que va a soldar, el tipo de
material que va a soldar, el grosor y las
condiciones de la superficie. La sociedad
norteamericana de soldadores , AWS, ha
seleccionado ciertos requerimientos para
cada tipo de alambres. La clasificación de
la AWS para este tipo de soldadoras (de
arcos metálicos con fundente) es un
número de varios dígitos que comienzan
con la letra E.
Los AWS E71T-GS ó E71T-11 son los
recomendados para estas soldadoras.
ANGULO
Este es el ángulo en que se sostiene el
electrodo durante el proceso de soldar.
Al usar el ángulo adecuado se garantiza
una penetración y formación de reborde
adecuado. Al necesitar diferentes
posiciones de soldar y uniones, el ángulo
del electrodo juega un papel más
importante. Hay 2 factores en este
ángulo- ángulo de desplazamiento y de
trabajo.
El ángulo de desplazamiento es el
angulo en la línea donde se está
soldando y puede variar entre 5º y 45º
de la línea vertical, según sean las
condiciones de soldar.
El ángulo de trabajo es el ángulo desde
la línea horizontal, medido en ángulos a
la línea de soldar. Para la mayoría de las
aplicaciones se pueden usar ángulos de
desplazamiento y de trabajo de 45º. Para
aplicaciones especificas, debe consultar
un texto de soldar con arcos eléctricos o
un libro de referencias.
VELOCIDAD DE ALIMENTACION DEL
ALAMBRE - WF2000
Esta velocidad se controla con la perilla
ubicada en el frente de la soldadora.
debe coordinar la velocidad con la
rapidez con que se esta derritiendo el
alambre en el arco. Esta coordinación es
el factor más importante en este tipo de
soldadura. Antes de comenzar a soldar
haga una prueba en un pedazo de metal
del mismo tipo y grosor que la pieza de
trabajo. Comience a soldar moviendo
con una mano la boquilla de la pistola
por el pedazo de metal y ajustando la
velocidad con la otra mano. Si la
velocidad es muy lenta ocasionaría
chisporroteo y el alambre se quemaría
dentro de la punta de contacto (vea la
Figura 17). Si la velocidad es muy rápida
ocasionaría un sonido de chisporreteo y
el alambre penetraría la placa antes de
derretirse. Un sonido parejo le indicará
que la velocidad está coordinada. Repita
este proceso cada vez que cambie el
amperaje, el diámetro o tipo de alambre
o el tipo o grosor de la pieza de trabajo.
VELOCIDAD DE DESPLAZAMIENTO
Es la velocidad con que se desplaza el
electrodo por el área a soldar. El
diámetro y tipo de electrodo, amperaje,
posición y el grosor de la pieza de
trabajo son algunos de los factores que
afectan la velocidad de desplazamiento
necesaria para lograr una soldadura de
primera (Vea la Fig. 17). Si la velocidad es
demasiado rápida, el reborde es angosto
y las ondas puntiagudas como se
muestra en la figura. Si la velocidad es
muy lenta, el metal soldado se acumula
y el reborde es alto y ancho.
LIMPIEZA DE ESCORIAS
Use ante-
ojos de
seguridad aprobados por la asociación
norteamericana ANSI (ANSI Standard
Z87.1) (o alguna organización similar en
sus respectivos paises) y ropa de
protección para sacar la escoria. Los
residuos calientes le podrían ocasionar
heridas a las personas que se encuentren
en el área de trabajo.
!
ADVERTENCIA
Una vez que haya terminado de soldar,
espere a que las piezas soldadas se
enfríen. Una capa protectora que
llamaremos escoria cubre el reborde
para evitar que los contaminanates en el
aire reacionen con el metal derretido.
Cuando el metal se haya enfriado un
poco y no esté al rojo vivo, podrá limpiar
el escoria. Esto lo puede hacer con una
rebabadora. Golpee suavemente la
escoria con el martillo hasta que logre
despegarla. Finalmen-te, use un cepillo
de alambre para ter-minar de limpiar.
POSICIONES PARA SOLDAR
Básicamente hay 4 posiciones para
soldar: plana, horizontal, vertical y por
encima de la cabeza. Soldar en la
posición plana es lo más fácil ya que la
velocidad se puede aumentar, el metal
derretido se chorrea menos, se puede
lograr una mayor penetración y el
trabajador se cansa menos. Para soldar
en esta posición se usan angulos de
desplazamiento y de trabajo de 45º.
Otras posiciones requieren técnicas
diferentes tales como paso entretejido,
circular o cruzado. Para completar este
tipo de soldadura se requiere más
experiencia en la materia.
Soldar por encima de la cabeza es la
posición más dificil y peligrosa. La
temperatura a usar y el tipo de electrodo
dependen de la posición. Siempre debe
tratar de soldar en la posición plana.
Para aplicaciones especificas debe
consultar un manual técnico.
PASOS
Algunas veces deberá usar más de un
paso para soldar. Primero deberá hacer
un paso primordial, éste será seguido por
pasos adicionales de relleno (vea la Fig.
14). Si las piezas son gruesas, tal vez sea
necesario biselar los bordes que están
unidos en un angulo de 60º.
Recuerde que deberá limpiar las escorias
antes de cada paso.
Instrucciones para soldar
(Continuación)
Figura 14 - Soldadura con filete
(Ángulo de 60
˚
)
Cubierta
Relleno
Raíz
Modelos WF1800, WF1900 y WF2000
Angulo de trabajo
Angulo de desplazamiento
5º - 45º
5º - 45º
Figura 13 - Angulo de soldadura
E - 7 0 T - GS
Resistencia,
multiplicada por
10,000 libras por
pulgadas al cuadrado
Posiciones (0 por
plana u horizontal, 1
por cualquier
posición)
Tipo tubular con
fundente

34 Sp
Manual de Instruccones y Lista de Repuestos
CA o Corriente Alterna - corriente
eléctrica que cambia de dirección
periódicamente. Corriente de 60 ciclos
se desplaza en ambas direcciones 60
veces por segundo.
Longitud del Arco - la distancia entre
el extremo del electrodo y el punto de
contacto con la superficie de trabajo.
Metal Básico - el material que se va a
soldar.
Unión a tope - la unión de dos
miembros alineados aproximadamente
en el mismo plano.
Cráter - el vacio que se forma cuando el
arco hace contacto con el metal básico.
CD o Corriente Directa - corriente
eléctrica que se deplaza en un sólo
sentido. La polaridad (+ o -) determina
el sentido del desplazamiento.
CD Polaridad Reversa - ocurre cuando
el portaelectrodo está conectado al polo
positivo de la soldadora. Esta tecnica
dirije más calor para derretir el
electrodo en vez de la pieza de trabajo.
Generalmente esta técnica se usa con
piezas delgadas.
CD Polaridad Directa - oocurre cuando
el portaelectrodo está conectado al polo
negativo de la soldadora. Con esta
tecnica la mayoría del calor se dirije a la
pieza de trabajo para lograr una mayor
penetración en piezas gruesas.
Electrodo - un alambre de metal con
una capa que tiene aproximadamente la
misma composición del material que se
va a sol-dar.
Soldadura de Filete - soldadura
triangular, para unir dos superficies en
ángulo recto, en T o en las esquinas.
Fundente - un material, que al calentarse,
emite un gas que cubre el área donde va a
soldar. Este gas protege los metales que va
a soldar contra las impurezas presentes en
el aire.
Soldar con Arcos de Fundente -
también se conoce como soldar sin gas,
esta técnica para soldar usa una
soldadora con alambre. El alambre es
tubular y lleno de fundente.
Soldar con Arcos de Metal Gaseoso ,
es un proceso para soldar usado con una
soldadora con alambre. El alambre es
sólido y se usa un gas inerte.
Soldar con Arcos de Tungsteno - es
un proceso para soldar usado con
soldadoras con generadores de alta
frecuencia. El arco se crea con un
electrodo no-consumible de tugnsteno.
No necesariamente se usa metal de
relleno.
Unión de superposición - la unión de
dos miembros superpuestos en planos
parale-los.
Voltaje de circuito abierto - el voltaje
entre el electrodo y la pinza de conexión
a tierra de la soldadora cuando no hay
flujo de corriente (no se está soldando).
Esto determina la rápidez con que se
enciende el arco.
Sobremonta - ocure si el amperaje es
demasiado bajo. En este caso, el metal
derretido se cae del electrodo sin
haberse unido al metal básico.
Porosidad - cavidad que se forma
durante la solidificación del área
soldada. Las porosidades debilitan la
unión.
Penetración - la profundidad que el
arco se penetra dentro de la pieza de
trabajo durante el proceso de soldar.
Para soldar bien se debe lograr 100% de
penetración, es decir todo el grosor de
la pieza de trabajo se debe derretir y
solidificar. El área afectada por el calor
se debe ver facilmente desde el otro
lado.
Soldar con arcos protegidos - es un
proceso de soldar que usa un electrodo
consumible para sostener el arco. La
protección se logra al derretir el
fundente del electrodo .
Escoria - una capa de residuo de
fundente que protege la unión de
óxidos y otros contaminantes mientras
los metales se solidifican (enfrian). Este
se debe limpiar una vez que el metal se
haya enfriado.
Salpiqueo - las particulas de metal que
salpican durante el proceso de soldar y
que se solidifican en la superficie de
trabajo. Esto se puede minimizar al
rociar un repelente adecuado antes de
comenzar a soldar.
Soldadura de puntos - una unión
hecha para mantener las piezas
alineadas hasta que se haya completado
el proceso de soldar.
Angulo de desplazamiento - el
angulo del electrodo con respecto a la
línea a soldar. Este varia entre los 5º y
45º según sean las condiciones.
Unión en T - es la unión del borde de
una pieza de metal con la superficie de
otra en un ángulo de 90º .
Socavación - el resultado de soldar con
un amperaje demasiado alto. Esto
ocasiona ranuras en ambos lados de la
reborde que reduce la resistencia de la
unión.
Sedimento - el volumen de metal
derretido al soldar antes de que se
solidifique como metal soldado.
Reborde - una capa delgada o capas
de metal depositado en el metal básico
cuando el electrodo se derrite.
Generalmente su grosor es el doble del
diámetro del electrodo.
Angulo de trabajo- el ángulo del
electrodo con respecto a la línea
horizontal, medido en ángulos rectos a
Glosario de Terminología Usada por Soldadores
METODO USADO PARA SOLDAR
Según el tipo de material y el grosor de
la pieza de trabajo deberá usar un
método de desplazamiento de la pistola
soldadora. Para soldar materiales
delgados (de calibre 18 ó mayor) y
cualquier pieza de aluminio, la pistola
debe ubicarse al frente del sedimento y
dirijirlo a lo largo de la pieza. Para
soldar piezas de acero más gruesas,
ubique la pistola directamente sobre el
sedimento para aumentar la
penetración. Este método se podría
llamar de empuje (vea la Figura 16).
Figura 15 - Pasos múltiples
Instrucciones para soldar (Continuación)
Figura 16
HALE
EMPUJE

35 Sp
Metal Básico
Figura 17 - Apariencia de la soldadura
Y
S4 NC
ABRE A @ 127∞C
TIERRA
MIN
MAX
T1
S2
NEGRO
BLANCO
VERDE
~
+
-
S4
-+
M
UNIDAD DE
ALIMENTACIÓN
DE ALAMBRE
-
+
4321
TABLERO DE
CONTROL DE
VELOCIDAD DEL
ALAMBRE
~
S3
PISTOLA
1
2
4
5
6
L2
L1
PARA LA PINZA
DE CONEXIÓN A
LA PIEZA
PARA LA SOPLETE
ENCENDIDO/APAGADO
S1
Figura 19 - Esquema del alambrado (WF2000)
Velocidad de alimentación muy rápida
Corriente muy alta
Velocidad de desplazamiento muy lenta
Corriente muy baja
Velocidad muy lenta
Velocidad muy rápida
Corriente, velocidad de
alimentación y velocidad de
desplazamiento normales
A
Nota: El ancho (A) del
reborde debe ser
aproximadamente el doble
del diámetro de la varilla de
electrodo que se use.
Modelos WF1800, WF1900 y WF2000
S3
APAGADO
L2
L1
PISTOLA
S2
~
TARJETA DE CONTROL
DE VELOCIDAD DEL
ALAMBRE
1234
+
-
UNIDAD DE
ALIMENTACIÓN
DE ALAMBRE
M
+
+
-
-
-
+
~
VERDE
BLANCO
NEGRO
S1
T1
MAX
MIN
TIERRA
S3 NC
ABRE A 120˚C
Y
PARA LA SOPLETE
PARA LA PINZA
DE CONEXIÓN A
LA PIEZA
Figura 18 - Esquema del alambrado (WF1800)

36 Sp
Manual de Instruccones y Lista de Repuestos
No funciona
El alambre se enrolla en
la bobina
La boquilla se pega a la
superficie de trabajo
La pinza de conexión a
la pieza de trabajo y/o el
cable se calientan
El alambre no circula
1. Excedio el ciclo de trabajo
2. Mala conexión a la pieza de
trabajo
3. El interruptor ON/OFF está
defectuoso
4. El fusible o cortacircuito está
quemado
1. La boquilla de la pistola no es
del tamaño adecuado
2. El forro interno de la pistola está
atascado o dañado
3. La boquilla de la pistola está
atascada o dañada
4. La bobina está des-
gastada
5. No tiene suficiente tensión
Hay escorias dentro de la boquilla
de la pistola
Mala conexión
1. Está atascado
2. Se terminó el cable en la bobina
3. No tiene suficiente tensión
4. El forro está desgastado
1. Deje que la soldadora se enfrie hasta que la luz del interruptor
ON/OFF se apague
2. Cerciórese de que todas las conexiones estén bien apretadas y
de que las superficies estén limpias
3. Reemplace el interruptor
4. Reduzca la carga del circuito, active el cortacircuito o reemplace
el fusible
1. Use una boquilla del tamaño adecuado
2. Limpie o reemplace el forro interno de la pistola
3. Limpie o reemplace la punta de la pistola
4. Reemplácela
5. Apriete el tornillo de tensión
Limpie la boquilla de la pistola
Cerciórese de que todas las conexiones estén bien apretadas y de
que las superficies estén limpias
1. Instale el cable una vez más
2. Reemplácelo
3. Apriete el tornillo de tensión si el alambre se está saliendo
4. Reemplácelo
Reborde es muy delgado en
algunos sitios
Reborde es muy grueso en
algunos sitios
Los bordes de la soldadura
están disparejos
El reborde no penetra el
metal básico
El electrodo salpica y se pega
1. La velocidad de desplazamiento varia
2. El nivel del amperaje es muy bajo
1. La velocidad de desplazamiento varia
o es muy lenta
2. El nivel del amperaje es muy alto
1. La velocidad de desplazamiento es
muy rápida
2. La velocidad de alimentación es muy
rápida
3. El nivel del amperaje es muy alto
1. La velocidad de desplazamiento varía
2. El nivel del amperaje es muy bajo
3. El cordón de extensión es demasiado
largo
1. El alambre está húmedo
2. La velocidad del alambre está muy
rápida
3. El alambre es del tipo incorrecto
1. Debe reducirla y mantenerla constante
2. Debe aumentarlo
1. Debe aumentarla y mantenerla constante
2. Debe bajarlo
1. Debe reducirla
2. Debe aumentarla (WF2000)
3. Debe bajarlo
1. Debe reducirla y mantenerla constante
2. Debe aumentarlo
3. Use un cordón de extensión que no sea de más de
6,10 m
1. Use un alambre seco y siempre debe almacenarlo e
un sitio seco
2. Reduzca la velocidad del alambre
3. Use sólo alambre de fundente revestido (No use
alambres para soldadoras MIG, o alambre de cobre)
Guía de diagnóstico de averías - Soldadora
Problema Posible(s) Causa(s) Acción a tomar
Guía de diagnóstico de problemas - Soldadura
Problema Posible(s) Causa(s) Acción a tomar

37 Sp
1 Ensamblaje del soplete y
manguera WC600900AJ 1
2 Soplete, parte frontal y
posterior WC600201AV 1
3 ▲ Gancho para colgar WC600003AV 1
4 Boquilla WT502100AV 1
5 Punta de contacto -
0,9 mm (0,035") WT501400AV 1
Punta de contacto opcional - 0,8 mm (0,030")
(paquete de 4) WT501300AJ †
Punta de contacto opcional - 0,9 mm (0,035")
(paquete de 4) WT501400AJ †
6 Gatillo WC602024AV 1
7 Resorte de contacto del soplete WC600203AV 1
8 Pinza para conexión a la pieza
de trabajo (sin el cordón) WC100300AV 1
9 Cordón para soldar 8 AWG
(1,83 m) ❋ 1
10 Interruptor Alto/Apagado/Bajo WC401000AV 1
11 Etiqueta de seguridad
(izquierda) DK670000AV 1
12 Cordón eléctrico 14-3 AWG
(1,83 m) tipo SJT ❋ 1
13 Pivote WC500700AV 1
14 Tornillo para chapa
M4,8-1,6 x 16 mm ❋ 1
15 Alambre con núcleo de fundente
de 0,8 mm (0,030") 0,9 kg,
opcional. WE200001AV †
Alambre con núcleo de fundente
de 0,9 mm (0,035") 0,9 kg,
opcional. WE200501AV †
16 Resorte del pivote WC500701AJ 1
17 Ensamblaje del árbol
(Incluye 18-24) WC500000AV 1
No. de
Ref. DescripciónNúmero Ctd.
18 Resorte de tensión WC500003AV 1
19 Tornillo de tensión WC500002AV 1
20 Rodillo opcional, .8-1.2mm
(0,6-0,9mm) WC500001AV 1
21 Cubierta del rodillo WC500004AV 1
22 Tornillo para chapa
M4,2-1,4 x 35 mm ❋ 3
23 Brazo giratorio WC500005AV 1
24 Rodillo del brazo giratorio WC500007AV 1
25 Mango WC301300AV 1
26 Relevo de tensión WC102000AV 2
27 Tornillo para chapa
M4,2-1,4 x 10 mm ❋ 2
28 Etiqueta de seguridad (derecha)DK670001AV 1
29 Forro, metal recubierto WC600208AV 1
30 Gancho para colgar el cordón WC301301AV 2
31 Extensión con difusor WC600701AV 1
32 Cuerpo de la válvula WC600204AV 1
33 Elemento guía aislante WC600305AV 1
34 ▲ Tablero de control de velocidad
(adentro) WC401600AV 1
35 ▲ Casco para soldar (sólo WF1900) WT100000AV 1
36 ▲ Juego de lentes de reemplazo –
uno oscuro y dos claros WT110501AV †
37 ▲ Protector de mano (no se incluyen
lentes) (sólo WF1800) WC801200AV 1
38 ▲ Lentes oscuros (para protector
de mano) WC801100AV 1
39 ▲ Martillo/cepillo cincelador WC803000AV 1
▲ No se muestra
† Los accesorios opcionales, se venden por separado
❋ Estos repuestos los puede comprar en cualquier
ferretería o tienda especializada en articulos para
soldadores
No. de
Ref. DescripciónNúmero Ctd.
Modelos WF1800 y WF1900
UTILITY
WELDER
W
O
R
K
C
L
A
M
P
WORK CLAMP
OFFOFF
LOWLOW
D
E
LIV
E
RS
SM
O
O
T
H
DELIVERS SMOOTH
D
C P
O
W
ER
DC POWER
HIGHHIGH
W
ir
Wire
F
e
e
d
e Feed
We
ld
e
r
elder
1
1
5
V
O
L
115 VOLT
6
0
H
Z
60HZ
FLUX
CORE
W
i
r
Wire
F
e
e
d
W
e Feed We
l
d
e
r
elder
S
o
u
d
e
u
r
A
l
i
m
e
n
t
e
e
n
F
i
l
Soudeur Alimente en Fil
S
o
l
a
d
a
r
c
o
n
A
l
a
m
b
r
Soladar con Alambre
C
o
n
t
i
n
u
o
e Continuo
Inside
24
17
23
22
22
20
19
18
21
14
16
13
15
6
2
29
7
4
5
31
30
11
25
27
30
27
1
8
9
10
26
12
28
32
Inside
34
33
Figura 20 - Repuestos - WF1800 y WF1900
Adentro
Adentro

38 Sp
5
2
34
30
6
4
7
15
10, 11
8
31
14
33
Inside
13
33
12
28
22
29
27
28
25
24
23
26
17
21
20
16
19
18
1
9
35
32
36
39
37
F
L
U
X
C
O
R
E
CH
CH
L
O
W
LOW
H
I
G
H
HIGH
ON
O
F
F
10
CAMPBELL
HAUSFELD
BUILT TO LAST
SERIOUS DUTY
38
34
Figura 21 - Repuestos - WF2000
1 Ensamblaje del soplete y manguera WC600900AJ 1
2 Soplete, parte frontal y posterior WC600201AV 1
3 ▲ Gancho para colgar WC600003AV 1
4 Boquilla WT502100AV 1
5 Punta de contacto - 0,9 mm (0,035") WT501400AV 1
Punta de contacto opcional
- 0,8 mm (0,030") (paquete de 4) WT501300AJ †
Punta de contacto opcional -
0,9 mm (0,035") (paquete de 4) WT501400AJ †
6 Gatillo WC600202AV 1
7 Resorte de contacto del soplete WC600203AV 1
8 Pinza para conexión a la pieza
de trabajo (sin el cordón) WC100300AV 1
9 Cordón para soldar 8 AWG (1,83 m) ❋ 1
10 Perilla de control de velocidad
del alambre WC400201AV 1
11 ▲ Tablero de controles de v
elocidad (adentro) WC402100AV 1
12 Interruptor Low/high WC400300AV 1
13 Interuptor On/off WC400000AV 1
14 Etiqueta de seguridad DK670100AV 1
15 Mango WC300100AV 1
16 Cordón eléctrico 14-3 awg (1,82 m)
Tipo SJT ❋ 1
17 Eje del carrete WC500300AV 1
18 Tornillo para chapa
M4,8-1,6 x 10 mm ❋ 1
19 Alambre con núcleo de fundente
de 0,8 mm (0,030"), opcional
0,9 kg WE200001AV †
4,5 kg. WE201000AV †
Alambre con núcleo de fundente
de 0,9 mm (0,035"), opcional
0,9 kg WE200501AV †
4,5 kg WE201500AV †
No. de
Ref. DescripciónNúmero Ctd.
20 Adaptador del carrete WC500200AV 1
21 Resorte del carrete WC500101AV 1
22 Cerradura del carrete WC500100AV 1
23 Ensamblaje del árbol (Incluye 24-30) WC500000AV 1
24 Resorte de tensión WC500003AV 1
25 Tornillo de tensión WC500002AV 1
26 Rodillo opcional, 0,6-0,9mm WC500001AV 1
27 Cubierta del rodillo WC500004AV 1
28 Tornillo para chapa
M4,2-1,4 x 35 mm ❋ 3
29 Rodillo del brazo giratorio WC500007AV 1
30 Brazo giratorio WC500005AV 1
31 Panel lateral WC700000AV 1
32 Relevo de tensión WC102000AV 2
33 Tornillo para máquina
M8 –1,25 x 20 mm ❋ 2
34 Cubiertas del mango WC300101AV 2
35 Forro, metal recubierto WC600208AV 1
36 Extensión con difusor WC600701AV 1
37 Cuerpo de la válvula WC600204AV 1
38 Elemento guía aislante WC600305AV 1
39 Anillo de soplete WC600009AV 1
40 ▲ Protector de mano (no se incluyen
lentes) WC801300AV 1
41 ▲ Lentes oscuros (para protector
de mano) WC801100AV 1
42 ▲ Martillo/cepillo cincelador WC803000AV 1
▲ No se muestra
† Los accesorios opcionales, se venden por separado
❋ Estos repuestos los puede comprar en cualquier ferretería
o tienda especializada en articulos para soldadores
No. de
Ref. DescripciónNúmero Ctd.
Manual de Instruccones y Lista de Repuestos
Modelo WF2000
Adentro

39 Sp
Garantía Limitada 5-3-1
1. Duración: El fabricante garantiza que reparará, sin costo alguno por repuestos o mano de obra la soldadora o la pistola o
los cables que estén dañados bien en material o mano de obra, durante los siguientes periodos después de la compra original:
Por 5 años: El transformador y rectificador de la soldadora
Por 3 años: Toda la soldadora (se excluyen: pinzas, pistola,portaelectrodos, cables, o accesorios que vienen con la soldadora)
Por 1 año: Pinzas, Pistola, Portaelectrodo, Acessorios y Cable para Soldar (de haberlos)
2. QUIEN OTORGA ESTA GARANTIA (EL GARANTE):
Campbell Hausfeld
The Scott Fetzer Company
100 Production Drive
Harrison, OH 45030
Teléfono: (513)-367-4811
3. BENEFICIARIO DE ESTA GARANTIA (EL COMPRADOR): El comprador original del producto Campbell Hausfeld.
4. Cobertura de la garantía: Defectos en material y fabricación que ocurran dentro del periodo de validez de la garantía. La
garantía cubre la soldadora, el transformador y rectificador, la pistola o el portaelectrodo y los cables sólamente.
5. Lo que no está cubierto por esta garantía:
A. Las garantías implicitas, incluyendo las garantías de comercialidad y conveniencia para un fin particular SON LIMITADAS A
LA DURACION EXPRESA DE ESTA GARANTIA. Después de este periodo, todos los riegos de pérdida, por cualquier razón, serán
la responsabilidad del propietario del producto. En algunos estados no se permiten limitaciones a la duración de las garantías
implicitas, por lo tanto, en tal caso esta limitación o exclusión no es aplicable.
B. CUALQUIER PERDIDA, DAÑO INCIDENTAL, INDIRECTO O CONSECUENTE O GASTO QUE PUEDA PUEDA RESULTAR DE UN
DEFECTO, FALLA O MAL FUNCIONAMIENTO DEL PRODUCTO CAMPBELL HAUSFELD. En algunos estados no se permite la
exclusión o limitación de daños incidentales o consecuentes, por lo tanto, en tal caso esta limitación o exclusión no es
aplicable.
C. Esta garantía no cubre aquellos accesorios que se desgastarán con el uso normal del producto; la reparación o reemplazo
de los mismos será la responsabilidad del propietario. Ejemplos de los productos de desgaste por el uso son (lista parcial):
Bqouillas de contacto, boquillas, forros internos de la pistola, bobinas, felpa para limpiar el alambre . Además, esta garantía
no cubre daños que ocurran al reemplazar o darle servicio a las piezas arriba enumeradas.
D. Cualquier falla que resulte de un accidente, abuso, negligencia o incumplimiento de las instrucciones de funcionamiento y
uso indicadas en el(los) manual(es) que se adjuntan al producto.
E. Servicio antes de entrega, por ejemplo ensamblaje y ajustes.
7. Responsibilidades del Garante bajo esta Garantía: Reparar o reemplazar, como lo decida el garante, los productos o
componentes defectuosos durante el periodo de validez de la garantía.
8. Responsibilidades del Comprador bajo esta Garantía:
A. Entregar o enviar el producto o componente a Campbell Hausfeld. Los gastos de flete, si los hubiere, deben ser pagados
por el comprador.
B. Ser cuidadoso con el funcionamiento del producto, como se indica en el(los) manual(es) del propietario.
9. Cuando efectuará el garante la reparación o reemplazo cubierto bajo esta garantía: La reparación o reemplazo
dependerá del flujo normal de trabajo del centro de servicio y de la disponibilidad de repuestos.
Esta garantía limitada le otorga derechos legales especificos y usted también puede tener derechos que varian de un estado a
otro.
Modelos WF1800 y WF2000

Service Record
État de Service
Registro de servicio
Models WF1800 and WF2000
Modèles WF1800 et WF2000
Modelos WF1800 y WF2000
Wire Feed Arc Welder
Soudeur À L’Arc Alimenté En Fil
Soldadora Con Arco Con Alambre Continuo
Date
Date
Fecha
Maintenance performed
Entretien complété
Mantenimiento realizado
Replacement components required
Pièces de rechange exigées
Repuestos requeridos
Operating Instructions and Parts Manual
Manual de Instruccones y Lista de Repuestos
Instructions D’Utilisation et Manuel de Pièces
www.campbellhausfeld.com
Transcripción de documentos
Modelos WF1800, WF1900 y WF2000 Manual de instrucciones y lista de repuestos Sírvase leer y guardar estas instrucciones. Lea con cuidado antes de tratar de armar, instalar, manejar o darle servicio al producto descrito en este manual. Protéjase Ud. y a los demás observando todas las reglas de seguridad. El no seguir las instrucciones podría resultar en heridas y/o daños a su propiedad. Guarde este manual como referencia. Soldadora Con Arco Con Alambre Continuo TM BUILT TO LAST Descripción Los modelos WF1800 y WF2000 de Campbell Hausfeld son soldadoras con arcos eléctricos, monofásicas de 70 amp, 115 volt input. El modelo WF2000 está equipado con un dispositivo para controlar la velocidad de alimentación del alambre que le permite seleccionar la velocidad adecuada para diferentes tipos de soldaduras. Las piezas internas están protegidas por un protector térmico. Esta soldadora está diseñada para el uso en procesos de proceso de soldar con arcos con fundente revestido. Al salir de la fábrica, esta soldadora le permite soldar con alambres de 0,030” (0,8mm) ó 0,035” (0,9mm) de diá-metro. Se incluye un carrete inicial de alambre. POLARIDAD Los soldadores están ajustados para DCEN, corriente directa de electrodo negativo. CICLO DE TRABAJO / PROTECCION TERMICA El ciclo de trabajo de la soldadora es el porcentaje de tiempo que se está soldando durante un intervalo de 10 minutos. Por ejemplo, con un ciclo de trabajo de 10%, podrá soldar por un minuto y después la soldadora deberá enfriarse por nueve minutos. Esta soldadora tiene un protector térmico automático para evitar que las piezas internas se sobrecalienten. Al exceder el ciclo de trabajo una luz amarilla se encenderá en la tapa frontal. Podrá continuar soldando cuando la luz amarilla se apague. PARA UTILIZARLA PARA SOLDAR CON GASES INERTES El modelos WF1800/WF1900 NO puede utilizarse para soldar con gases inertes (MIG). Llame al1-800-746-5641, en EEUU, para ordenar el juego de piezas (WT600400AJ) para utilizar el modelo WF2000 con gases inertes. Para Desempacar Todos los accesorios para soldar con esta soldadora están dentro del 3 WF1800 4 4 WF2000 UTILITY WELDER Wire Feed Wire Weld elder er er Weld Fil ed en e Fe ire o ente Wir inu Alim Cont eur bre am Soud n Al ar co Solad DELIVERS SMO DC POW OTH ER LOW FLUX CORE OFF HIGH ON LOW WORK CLAMP 6 115 VOL VOLT 60HZ OFF HIGH CH LL BE D MP EL CAUSF HA US DUTY FLUX CORE ILT BU 10 TO ST LA 5 RIO SE 1 2 1 Figura 1 - Componentes y controles de la soldadora compartimiento para almacenar el alambre. Levante y/o quite la tapa de la alimentación de alambre para encontrar el mango, la grapa de trabajo, etc. Al desempacar este producto, revíselo con cuidado para cerciorarse de que esté en perfecto estado. Igualmente, cerciórese de apretar todos los pernos, tuercas y conexiones antes de usarlo. Requerimientos Eléctricos PRECAUCION Este equipo requiere un circuito de 115 voltios para servirlo. Vea la tabla a continuación donde se le explica el tipo de cortacircuitos o fusibles necesarios. Nunca conecte otros artefactos, lámparas o herramientas al mismo circuito donde está conectado la soldadora. No le recomendamos el uso de cordones de extensión. Si no sigue esta recomendación podría activarse el cortacircuitos o quemarse los fusibles. ! Nivel Seleccionado Fusible de acción retardada Cortacircuito o Bajo 15 amp Alto 20 amp Vea las instrucciones para reemplazar el cordón eléctrico en la página 6. © 2002 Campbell Hausfeld/Scott Fetzer 2 3 Componentes y Controles WF1800/WF1900 1. Pinza para conectar a la pieza de trabajo - conéctela a la pieza de trabajo. 2. Pistola con boquilla de .035” (0,9 mm). 3. Cordón eléctrico - conéctelo a un tomacorrientes de 115 voltios. 4. Interruptor de 3 posiciones Bajo/Apagado/Alto - Fíjelo según el grosor del meta. Automáticamente controla la velocidad de alimentación del alambre. Una luz se enciende si el termostato ha apagado automáticamente la unidad. WF2000 1. Pinza para conectar a la pieza de trabajo - conéctela a la pieza de trabajo. 2. Pistola con boquilla de .035” (0,9 mm). 3. Cordón eléctrico - conéctelo a un tomacorrientes de 115 voltios. 4. Interruptor - se ilumina cuando el termostato ha apagado la unidad automáticamente. 5. Perilla para controlar la velocidad Gírela en el mismo sentido de las agujas del reloj para aumentar la velocidad de alimentación del alambre y en el sentido contrario para disminuirla. 6. Control de nivel - Para seleccionar el amperaje. Puede seleccionar dos niveles; Bajo (low) y alto (high). IN199006AV 3/02 27 Sp Manual de Instruccones y Lista de Repuestos Seguridad General PELIGRO Esto le indica una situación que le ocasionará lesiones graves o la muerte si ignora lo advertido. ! Esto le indica una situación que podría ocasionarle lesiones graves o la muerte si ignora lo advertido. ! ADVERTENCIA Esto le indica una situación que puede ocasionarle lesiones si ignora lo advertido. También le puede indicar una situación que ocasionaría daños a su propiedad solamente. ! PRECAUCION Nota: le indica cualquier otra información adicional en relación al producto o su uso adecuado. ! ADVERTENCIA Siempre mantenga un extingidor de incendio accesible cuando esté soldando con arcos eléctricos. ● Antes de encender o darle servicio a las soldadoras eléctricas con arco, debe leer y comprender todas las instrucciones. El no seguir las advertencias o instrucciones que le damos en este manual le podría ocasionar daños al equipo, y/o heridas graves e inclusive la muerte. Para recibir mayor información, solicite una copia del estándard Z49.1 de la ANSI Titulado Seguridad al soldar y cortar. Esta publicación la puede ordenar a la American Welding Society, 550 NW. LeJune Rd., Miami, FL 33135. ● La instalación, mantenimiento, reparación y operación de esta soldadora debe ser hecho por una persona calificada según los códigos nacionales, estatales y locales. ! ADVERTENCIA !El uso inadecuado de soldadoras eléctricas de arco podría ocasionarle electrocutamiento, heridas y la muerte! Siguiendo nuestras advertencias reduciría las posibilidades de electrocutamiento. ● Cerciórese de que todos los componentes de la soldadora con arco estén limpios y en buen estado antes de utilizarla. Cerciórese de que los aislantes en todos los cables, pinzas para sostener electrodos y cordones eléctricos no estén dañados. Siempre repare o reemplace las piezas dañadas antes de utilizarla. Siempre mantenga todas las tapas de la soldadora en su lugar mientras la esté utilizando. ● Siempre use ropa adecuada y que esté seca, guantes para soldadores y zapatos aislantes. ● Use la soldadora sólo en áreas limpias, secas y bien ventiladas. No la use en áreas húmedas, mojadas, a la intemperie o que no estén bien ventiladas. ● Antes de comenzar a soldar cerciórese de que la pieza esté bien fija y conectada a tierra. ● Debe desenrollar el cable para soldar para evitar que se sobrecaliente y se le dañe el forro aislante. PELIGRO !Nunca ! sumerja en agua el electrodo o la pinza para sostenerlo. Si la soldadora se moja por cualquier motivo, cerciórese de que esté completamente seca antes de tratar de usarla! ● Antes de tratar de tratar de moverla a otro sitio siempre apágela y desconéctela. ● Siempre conecte la pinza a la pieza de trabajo primero. ● Cerciórese de que la conexión a tierra esté bien hecha. ● Siempre apage la soldadora cuando no la esté usando y corte el exceso de alambre de la pistola. ● Nunca toque el alambre y la tierra o pieza conectada a tierra al mismo tiempo. ● Las posiciones poco comunes le pueden ocasionar peligro de electrocutamiento. Al estar en cuclillas, arrodillado o en alturas, cerciórese de aislar todas las piezas que puedan conducir electricidad, use ropa adecuada par soldar y tome precauciones para no caerse. ● Nunca trate de usar este equipo con corrientes eléctricas o ciclajes diferentes a los especificados en las etiquetas. ● Nunca use una soldadora eléctrica para descongelar tuberías que se hayan congelado. ! ADVERTENCIA Las chispas y el metal caliente le pueden ocasionar heridas. Cuando la pieza que soldó se enfrie la escoria podría despegarse. Tome todas las precauciones descritas en este manual para reducir las posibilidades de que sufra heridas por estas razones. ● Sólo use máscaras aprobadas por la organización norteamericana ANSI o anteojos de seguridad con protección lateral al tratar de cortar o esmerilar piezas de metal. ● Si va a soldar piezas que estén por encima de usted debe protegerse los oidos para evitar que le caigan residuos adentro. ! ADVERTENCIA Al soldar con arcos eléctricos se producen luces intensas, calor y rayos ultravioletas. Éstos le podrían ocasionar heridas en la vista y la piel. Tome todas las medidas de precaución descritas en este manual para reducir las posibilidades de heridas en la vista o la piel. ● Todas las personas que operen este equipo o estén en el área de trabajo 28 Sp mientras se esté usando el equipo deben usar vestimenta de protección para soldadores incluyendo: casco para soldadores o máscara con lentes obscuros por lo menos número 10, ropa resistente al fuego, guentes de cuero para soldar y protección total en los pies. PRECAUCION El cable para soldar tiene tensión eléctrica cuando la soldadora está encendida- no importa que el gatillo esté o no esté oprimido. ! Nunca mire hacia el área donde esté soldando sin protegerse la vista tal como se ha descrito anteriormente. Nunca use lentes oscuros que estén partidos, rotos o de un número menor a 10. Debe advertirle a otras personas en el área que no deben mirar el arco. ! ADVERTENCIA ! ADVERTENCIA !Al soldar con arcos eléctricos puede causar chispas y calentar el metal a temperaturas que le podrían ocasionar quemaduras graves! Use guantes y ropa de protección para hacer este tipo de trabajo. Tome todas las medidas de precaución descritas en este manual para reducir las posibilidades de quemarse la piel o la ropa. ● Cerciórese de que todas la personas que se encuentren en el área de trabajo estén protegidas contra el calor, las chispas, y los rayos ultravioletas. Igualmente debe utilizar protecciones adicionales cuando sea necesario. ● Nunca toque las piezas que ha soldado hasta que éstas se hayan enfriado. ! ADVERTENCIA ! El calor y las chispas producidas al soldar con arcos eléctricos y otros trabajos con metales podrían encender materiales inflamables o explosivos! Tome todas las medidas de precaución descritas en este manual para reducir las posibilidades de llamas o explosiones. ● Mueva todos los materiales inflamables que se encuentren en un radio de 10,7 metros (35 pies) del arco de soldadura. Si no lo puede hacer, deberá cubrirlos con algún material que sea aislante contra el fuego. ● No use una soldadora eléctrica con arco en áreas donde pueda haber vapores inflmables o explosivos. ● Tome todas las precauciones necesarias para evitar que las chispas y el calor ocasionen llamas en áreas poco accesibles, ranuras, detrás de divisiones, etc. ! ADVERTENCIA !Peligro de in- cendio! Nunca debe soldar envases o tuberías que contengan o hayan contenido materiales inflamables o combustibles gaseosos o líquidos. Modelos WF1800, WF1900 y WF2000 Seguridad General (Continuación) ! ADVERTENCIA !Al soldar con arcos eléctricos cilindros cerrados o tambores podría ocasionar explosioones si no están bien ventilados! Cerciórese de que cualquier cilindro o envase que vaya a soldar tenga un orificio de ventilación para que los gases puedan liberarse. ! ADVERTENCIA No debe respirar los gases emitidos al soldar con arcos eléctricos. Estos son peligrosos. Si no puede ventilar bien el área de trabajo, deberá usar un respirador. ● Mantenga la cabeza y la cara alejada de los gases emitidos. ● No debe soldar con arcos eléctricos metales galvanizados o con capa de cadio, o aquellos que contengan zinc, mercurio o berilio sin tomar las siguientes precauciones: a. Quitarle la capa al metal. b. Cerciorarse de que el área de trabajo esté bien ventilada. c. Usar un respirador. Estos metales emiten gases sumamente tóxicos al calentarse. ! ADVERTENCIA El campo electromagnetico generado al soldar con arcos eléctricos podría interferir con el funcionamiento de varios artefactos eléctricos y electronicos tales como marcapasos. Aquellas personas que usen estos artefactos le deben consultar a su médico antes de soldar con arcos eléctricos. ● Coloque la pistola y los cables en la misma línea y unalos con cinta pegante cuando sea posible. ● Nunca se enrolle los cables de la soldadora en el cuerpo. ● Siempre coloque los electrodos y las conexiones a la pieza de trabajo del mismo lado. ● El exponerse a campos electromagneticos al soldar con arcos eléctricos le podría ocasionar otros problemas de salud desconocidos hasta el momento. CGA Pamphlet P-1, CSA Standard W117.2, NFPA Standard 51B ANSI Standard Z87.1. Aquellas personas que residan en países latinoamericanos deben consultar los códigos y regulaciones que se apliquen en sus respectivos países. Instalación WORK LUBICACION Al seleccionar una ubicación adecuada puede aumentar el rendimiento y la fiabilidad de la soldadora con arcos eléctricos. ● Para obtener mejores resultados debe colocar la soldadora en un área que esté limpia y seca. No la coloque en áreas muy calientes, o que estén expuestas a mucha humedad, polvo o gases corrosivos. El exceso de humedad ocasiona que ésta se condense en las piezas eléc-tricas. La humedad puede contribuir al óxido y cortocircuito. El polvo y las impurezas en la soldadora acu-mulan la humedad y aumenta el desgasto de las piezas que se mueven. ● Coloque la soldadora en un área donde haya por lo menos 12 pulgadas (305mm) de espacio para ventilación tanto al frente como en la parte posterior de la unidad. Esta área de ventilación se debe mantener libre de obstrucciones. ● Guarde el alambre con núcleo de fundente en una ubicación limpia y seca y con baja humedad para reducir la oxidación. ● El tomacorrientes que use para conectar la soldadora debe estar conectado a tierra adecuadamente y la soldadora debe ser el único artefacto conectado a este circuito. Vea la tabla de Circuitos Amperios en la página 1 donde se le dan la capacidad correcta del circuito. ● No es recomendable que use un cordón de extensión con este tipo de soldadoras. La baja de voltaje en el cordón de extensión podría reducir el rendimiento de la soldadora. Ensamblaje WF1800/WF1900 MEDIDAS DE SEGURIDAD ADICIONALES Aquellas personas que vivan y trabajen en los Estados Unidos deben percatarse de que según las leyes de este país los siguientes códigos aplican para el trabajo con soldadoras: ANSI Standard Z49.1, OSHA 29 CFR 1910, NFPA Standard 70, 1. Coloque el ensamblaje del mango en la soldadora y cuadre los dos orificios en los extremos con los orificios con roscas de la cubierta de la soldadora. 2. Introduzca los tornillos a través de los orificios en los extremos del mango y la unidad. ADVERTENCIA CLAMP 115 VOL VOLT 60HZ Cerciórese de que el área de trabajo este libre de peligros (chispas, llamas, metales al rojo o escorias) antes de irse. Cerciórese de que ha apagado la soldadora y le ha quitado el electrodo. Cerciórese de que los cables estén enrollados y almacenados. Cerciórese de que tanto el metal como la escoria se hayan enfriado. ! UTILITY WELDER Todos los accesorios para soldar con esta soldadora están dentro del compartimiento para almacenar el alambre. Levante la tapa de la alimentación de alambre para encontrar el mango, la grapa de trabajo, etc. Ensamblaje del Mango 29 Sp Figure 2 - Ensamblaje del Mango 3. Introduzca los sujetadores de almacenamiento del cordón en los extremos de las manijas. Como Ensamblar el Eje 1. Destape el panel para tener acceso al sistema de alimentación del alambre. 2. Alinee el orificio del eje y la ranura con los de la soldadora. 3. Introduzca el tornillo a través del eje y el orificio de la soldadora. 4. Instale el resorte en la parte superior del pivote. Resorte Tornillo Pivote Figura 3 - Cómo ensamblar el eje Instalacion del alambre Los terminales, el rollo de alambre, las pinzas de conexión a la pieza de trabajo, la conexión del cable de la pistola y el alambre para soldar podrían tener tensión inclusive cuando el interruptor de la pistola esté desactivado. No los toque cuando la soldadora esté encendida. ! ADVERTENCIA Nota: Antes de instalar el alambre de soldar, asegúrese de que el diámetro de éste coincida con la ranura en la bobina del mecanismo de alimentación de alambre y que el tamaño del alambre coincida con la punta de contacto en el extremo de la pistola (vea la Figura 5). Cualquier desigualdad puede provocar que el alambre resbale, se trabe o suelde mal. Tamaño de los alambres Pulgadas mm 0,030 0,8 0,035 0,9 Tamaños de las Boquillas de Contacto Tamaño Diámetro del alambre 0,8 0,8 mm 0,9 0,9 mm Manual de Instruccones y Lista de Repuestos Ensamblaje - WF1800/WF1900 (Continuación) 1. Cerciórese de que la soldadora esté apagada y levántele la tapa para tener acceso al mecanismo de ali-mentación. 2. Afloje el tornillo que le suministra tensión al alambre en el mecanismo. Ésto le permite meter con la mano el alambre en la pistola. 3. Coloque el carrete de alambre en el eje de modo que salga por el extremo más cercano al tubo de alimentación. No corte el alambre todavía. Instale el separador, resorte y la manilla girandolo 1/4 en el mismo sentido de las agujas del reloj. 4. Sostenga el alambre y córtele el extremo. No permita que el alambre se desenrolle. Cerciórese de que éste esté derecho y sin marcas. 5. Coloque el alambre a través del tubo de alimentación, la ranura de la bobina y la pistola. Apriete el tornillo de tensión hasta que haya calzado. No la apriete en exceso. Colóquele la tapa a la soldadora. sentido de las manillas del reloj y empújela.(Vea la Figura 5). Corte el alambre aproximadamente 6,4mm del extremo de la boquilla. Ensamblaje - WF2000 Todos los accesorios para soldar con esta soldadora están dentro del compartimiento para almacenar el alambre. Destápelo para sacar el mango, la pinza de conexión a la pieza de trabajo, etc. ENSAMBLAJE DEL MANGO 1. Colóquele los extremos de plástico al mango tal como se muestra en la Fig. 6. 18 20% 17 ING SETT S T AMP S HEA DING VOLT WEL DING LE WEL CYC Y DUT OCV 44 25% OR ECT T SEL HEA HIGH 42 G GE 0,8 0,8 mm 0,9 0,9 mm 7 4 O P E R AL 3 NOR M 2 1 Boquilla de Contacto Diámetro del alambre N RA IN T A 0 Difusor de la boquilla 0,9 LOW ED E SPE WIR 6 10 6. Remueva la boquilla girándola en el sentido de las manillas del reloj cuando se tira de ella hacia afuera. Luego desenrosque la punta de contacto desde el extremo del soplete. (Vea la Figura 5). Conecte la soldadora a un tomacorrientes adecuado. 0,035 ON 9 Figura 4 - Cómo colocar el alambre 0,8 MAX UND GRO 115 T VOL Z 23A E 60H PHAS LE SING Figura 6 - Ensamblaje del mango PINZA DE CONEXION A LA PIEZA DE TRABAJO Spindle Eje 0,030 000 WF2 2. Coloque el mango en la soldadora y alinee los dos orificios de los extremos de plástico con los orificios con roscas en la cubierta de la soldadora. 3. Coloque los tornillos. Resorte Tension de Spring Tensión mm 8 Tornillo Tension de Screw tensión Pulgadas Tamaño HIGH AC 65 LOW AC 55 5 Brazo Swing giratorio Arm Tamaño de los alambres Tamaños de las Boquillas de Contacto OFF Tornillos Pan Head Screws Alambre de fundente Wire Flux Rodillo revestido Roller Core Nota: Antes de instalar el alambre de soldar, asegúrese de que el diámetro de éste coincida con la ranura en la bobina del mecanismo de alimentación de alambre y que el tamaño del alambre coincida con la punta de contacto en el extremo de la pistola (vea la Figura 5). Cualquier desigualdad puede provocar que el alambre resbale, se trabe o suelde mal. 1. Afloje el perno hex de la pinza. 2. Deslice el cordón (marcado WORK en la tapa frontal de la soldadora) a través del mango de la pinza y el cable pelado debajo de la pinza. Apriete el perno hex y cerciórese que el cable pelado esté bien sujeto (Vea la Figura 7). 1. Cerciórese de que la soldadora esté apagada y levántele la tapa para tener acceso al mecanismo de ali-mentación. 2. Para desactivarle el seguro al carrete, oprímalo y gírelo en sentido contrario a las agujas del reloj 1/4 . Ahora puede sacarle la perilla, el resorte y el separador. 3. Afloje el tornillo que le suministra tensión al alambre en el mecanismo. Ésto le permite meter con la mano el alambre en la pistola. Panel Tornillo de tensión Rodillo del eje Tubo guía Separador de la bobina Seguro de la bobina Boquilla Eje Resorte Figura 7 - Ensamblaje de la pinza de conexión a la pieza de trabajo Figura 5 - Boquilla del Soplete 7. Encienda la soldadora, fije la velocidad de alimentación del alambre al Máximo, y active el interruptor de la pistola hasta que el alambre haya salido por la boquilla del soplete. Apague la soldadora. 8. Cuidadosamente coloque la boquilla de contacto sobre el alambre y atorníllela al extremo del soplete. Instale la boquilla girándola en el Instalacion del alambre Los terminales, el rollo de alambre, las pinzas de conexión a la pieza de trabajo, la conexión del cable de la pistola y el alambre para soldar podrían tener tensión inclusive cuando el interruptor de la pistola esté desactivado. No los toque cuando la soldadora esté encendida. ! ADVERTENCIA 30 Sp Figura 8 - Cómo colocar el cable 4. Coloque el carrete de alambre en el eje de modo que salga por el extremo más cercano al tubo de alimentación. No corte el alambre todavía. Instale el separador, resorte y la manilla girandolo 1/4 en el mismo sentido de las agujas del reloj. 5. Sostenga el alambre y córtele el extremo. No permita que el alambre se desenrolle. Cerciórese de que éste esté derecho y sin marcas. Modelos WF1800, WF1900 y WF2000 Ensamblaje - WF2000 (Continuación) 6. Coloque el alambre a través del tubo de alimentación, la ranura de la bobina y la pistola. Apriete el tornillo de tensión hasta que haya calzado. No la apriete en exceso. Colóquele la tapa a la soldadora. 7. Remueva la boquilla girándola en el sentido de las manillas del reloj cuando se tira de ella hacia afuera. Luego desenrosque la punta de contacto desde el extremo del soplete. (Vea la Figura 5). Conecte la soldadora a un tomacorrientes adecuado. 8. Encienda la soldadora, fije la velocidad de alimentación del alambre al Máximo. Active el interruptor de la pistola hasta que el alambre haya salido por el extremo del soplete. Apague la soldadora. 9. Cuidadosamente coloque la boquilla de contacto sobre el alambre y atorníllela al extremo del soplete. Instale la boquilla girándola en el sentido de las manillas del reloj y empújela. (Vea la Figura 5). Corte el alambre aproximadamente 6,4mm del extremo de la boquilla. extremo de la boquilla. Ensamblaje de la Mascara WF1800 1. Corte los soportes y de la máscara. Corte el exceso de plástico para emparejar los bordes. 2. Coloque los filtros. 3. Conecte los soportes a los pasadores de los retenes (Vea la Figura 9). 4. Para conectar el mango, coloque la máscara sobre una superficie plana y presione el mango hasta que calce (Vea la Figura 10). Figura 10 NOTA: Si nunca ha soldado o si tiene poca experiencia como soldador, es recomendable que utilice un casco con máscara que le cubra toda la cara. Es necesario que utilice ambas manos para estabilizar y controlar el ángulo y longitud del arco del soplete. Ensamblaje del casco (Solo para los modelos en Promocion) Armazón Tuerca de Tensión Perno prisionero Brazo de Ajuste Soporte de los lentes Máscara Cubierta Clara de los Lentes Lentes Oscuros Lentes Retenes Bases Figura 9 (WF2000 ilustrada - WF1800 similar) WF2000 1. Corte los soportes y el mango de la máscara. Corte el exceso de plástico para emparejar los bordes. 2. Coloque los filtros. 3. Conecte los soportes a los pasadores de los retenes (Vea la Figura 2). Figura 11 1. Quite el retén del lente que se encuentra en el casco. 2. Primero coloque el lente transparente en el casco y luego coloque el lente oscuro. El lente transparente debe estar en el lado exterior. Su función es la de proteger el lente oscuro contra chispas y salpicaduras. Asegure los dos lentes soltando el retén del lente para que regrese a su posición. 3. Coloque el brazo de ajuste en el lado derecho del casco. Coloque una clavija pequeña en el brazo dentro de uno de los orificios pequeños que se encuentran en el casco. Este ajuste controla el calce en el casco cuando se lo baja, y se puede volver a colocar en su posición fácilmente si es necesario. 4. Coloque el arnés dentro del casco. Arme el casco introduciendo el tornillo pasador a través del arnés y 31 Sp del casco (y del brazo de ajuste en el lado derecho) dentro de la tuerca tensora como se muestra. No apriete completamente la tuerca tensora. 5. Pruebe el calce del casco para soldar. Ajuste la banda de trinquete del arnés hasta lograr una posición cómoda y baje el casco. Si el casco está demasiado separado o demasiado cerca de rostro, utilice un orificio diferente para el brazo de ajuste. Ajuste las tuercas tensoras para que el casco se pueda bajar fácilmente sobre el rostro con un movimiento de la cabeza. Funcionamiento El cable para soldar tiene tensión eléctrica cuando la soldadora está encendida- no importa que el gatillo esté o no esté oprimido. ! PRECAUCION 1. Cerciórese de leer, comprender y cumplir con todas las medidas de precacución enumeradas en la sección de Informaciones Generales de Seguridad de este manual. Igualmente, debe leer la sección Instrucciones para soldar en este manual antes de usar la soldadora. 2. Apague la soldadora. 3. Cerciórese de que las superficies de los metales que va a soldar no estén sucias, oxidadas, pintadas, llenas de aceite o contaminadas. Esto podría dificultarle la soldadura. Todas las personas que usen esta soldadora o que se encuentren en el área de trabajo cuando se esté usando la soldadora deben usar la vestimenta adecuada de un soldador incluyendo: anteojos de protección de la oscuridad adecuada según las especificaciones dadas a continuación, ropa resistente al fuego, guantes de cuero para soldar y protección para los pies. ! ADVERTENCIA Si piensa calentar, soldar o cortar materiales galvanizados, cubiertos de zinc, plomo o cadium vea las instrucciones al respecto en la sección Informaciones Generales de Seguridad. Al calentar estos metales se emiten gases muy tóxicos. ! ADVERTENCIA 4. Conecte la pinza de conexión a la pieza directamente a ésta o la banca de trabajo (si es de metal). Cerciórese de que haga contacto y que no lo interfiera ni pintura, barniz, óxido o materiales no metálicos. 5. Ajuste la manilla de control de corriente al nivel deseado. NOTA: Estos valores se los ofrecemos sólo como una guía. Los mismos se pueden cambiar según las condiciones y materiales que vaya a soldar. Manual de Instruccones y Lista de Repuestos Funcionamiento (Continuación) Mantenimiento ! Grosor del Metal Nivel de la Corriente Calibre 14 - 18 Bajo (Low) Calibre de más de 14 Alto (High) 6. Fije la velocidad de alimentación en 5 para comenzar y después ajústela si es necesario después de hacer una prueba. En el modelo WF1800 la velocidad de alimentación del alambre se ajusta automáticamente al seleccionar el voltaje. 7. Conecte el cordón a un tomacorrientes con capacidad adecuada (vea los requerimientos eléctricos en la primera página). 8. Encienda la soldadora (coloque el interruptor ON/OFF en ON). En el modelo WF1800/WF1900, seleccione el voltaje adecuado para el tipo de soldadura. 9. Cerciórese de que el alambre se extienda 1/4” de la punta de contacto. De lo contrario, apriete el gatillo para que salga más alambre y corte la longitud adecuada. 10. Acerque la pistola a la pieza de trabajo, mueva la cabeza para ponerse el casco o póngase la máscara y apriete el gatillo. En el modelo WF1800 no se puede ajustar la velocidad de alimentación del alambre. 11. Cuando termine de soldar, apague la soldadora y almacénela en un sitio adecuado. ADVERTENCIA Desconecte y apa-gue la soldadora antes de inspeccionar o darle servicio a cualquier componen-te. Antes de cada uso: 1. Chequee los cables y repare o reemplace cualquier cable cuyo forro aislante esté dañado. 2. Chequee el cordón eléctrico y repárelo o reemplácelo inmediatamente si está dañado. 3. Chequee la condición de la punta de la pistola y la boquilla. Quítele la escoria que se haya acumulado. Reemplace la punta de la pistola o la boquilla si están dañadas. Nunca use esta soldadora cuando algún cordón tenga el forro aislante roto o éste le falte. ! ADVERTENCIA Cada 3 meses: 1. Reemplace cualquier etiqueta que esté ilegible. 2. Use aire comprimido para limpiar las aperturas de ventilación. 3. Limpie la ranura del alambre en la bobina. Saque el alambre del mecanismo de alimentación, saque los tornillos de la bobina. Use un cepillo pequeño de alambres para limpiar la bobina. Reemplácela si está desgastada o dañada. Piezas que se consumen o desgastan Las siguientes piezas requieren mantenimiento de rutina: ● La bobina. ● El forro de la pistola - reemplácelo si está desgastado ● La boquilla/punta de contacto. ● Alambre- El modelo WF2000 puede utilizar bobinas de10,16cm ó 20,32cm. El modelos WF1800/ WF1900 sólo puede utilizar bobinas de 10,32cm. El alambre de fundente revestido se puede dañar con la humedad y se oxida con el tiempo, por lo tanto es importante que seleccione un carrete de un tamaño adecuado para el consumo en un periodo de 6 meses aproximadamente. Use alambres tipo AWS E71T-GS o E71T-11 de 0,030” (0,8mm) ó 0,035” (0,9mm) de diámetro. Para reemplazar el cable para soldar 1 Cerciórese de que la soldadora esté APAGADA y el cordón eléctrico esté desconectado. Quítele la tapa a la soldadora de modo tener acceso al interruptor para encender la unidad (marcado ON?OFF) Desconecte los alambres negro y blanco conectados al interruptor. Desconecte el alambre verde conectado a la armazón de la soldadora Afloje los tornillos del relievo de tensión y hale el cordón para sacarlo. Para instalar el nuevo cordón siga los pasos arriba enumerados pero en orden contrario. 2 3 4 5 6 Instrucciones para soldar General Esta soldadoras usan un proceso llamado arcos metálicos con fundente. Este proceso usa un alambre lleno de fundente. El revestimiento se obtine de la decomposición del fundente dentro del alambre. Cuando la corriente proviene de un transformador (soldadora) y circula por el circuito hasta llegar al alambre, se forma un arco entre el extremo del alambre y la pieza de trabajo. Este arco derrite el alambre y la pieza de trabajo. El metal derretido del alambre para soldar entra al cráter y une las piezas que desea soldar tal como se muestra en la Figura 12. Técnicas Básicas para Soldar con Arcos Hay 5 técnicas básicas que afectan la calidad de la soldadura. Estas son: Boquilla del difusor Punta de contacto Escoria Fundente Soldadura Cráter Alambre Pieza de trabajo Figura 12 - Componentes de la soldadura selección del alambre, nivel de la corriente, ángulo de soldadura, velocidad de alimentación y velocidad de desplazamiento. Es necesario que siga cada una de ellas adecuadamente para obtener una soldadura de calidad. 32 Sp CORRIENTE El nivel adecuado de corriente se logra al ajustar la soldadora al amperaje requerido. La corriente representa la cantidad de electricidad que en realidad circula y ésta se regula con un interruptor en la soldadora. la cantidad de corriente usada depende del tamaño (diámetro) y tipo del alambre usado, la posición de la soldadura y el grosor de la pieza de trabajo. Vea las especificaciones enumeradas en la soldadora o en la tabla generalizada en la sección de funcionamiento. Le sugerimos que antes de soldar practique en un pedazo de metal que vaya a descartar para que ajuste los niveles y compare la calidad de la soldadura con las de la Figura 17. Modelos WF1800, WF1900 y WF2000 Instrucciones para soldar (Continuación) TIPO Y TAMAÑO DEL ALAMBRE La selección del tipo correcto de alambre depende de varios factores tales como la posición en que va a soldar, el tipo de material que va a soldar, el grosor y las condiciones de la superficie. La sociedad norteamericana de soldadores , AWS, ha seleccionado ciertos requerimientos para cada tipo de alambres. La clasificación de la AWS para este tipo de soldadoras (de arcos metálicos con fundente) es un número de varios dígitos que comienzan con la letra E. E - 7 0 T - GS Resistencia, multiplicada por 10,000 libras por pulgadas al cuadrado Posiciones (0 por plana u horizontal, 1 por cualquier posición) Tipo tubular con fundente soldadura. Antes de comenzar a soldar haga una prueba en un pedazo de metal del mismo tipo y grosor que la pieza de trabajo. Comience a soldar moviendo con una mano la boquilla de la pistola por el pedazo de metal y ajustando la velocidad con la otra mano. Si la velocidad es muy lenta ocasionaría chisporroteo y el alambre se quemaría dentro de la punta de contacto (vea la Figura 17). Si la velocidad es muy rápida ocasionaría un sonido de chisporreteo y el alambre penetraría la placa antes de derretirse. Un sonido parejo le indicará que la velocidad está coordinada. Repita este proceso cada vez que cambie el amperaje, el diámetro o tipo de alambre o el tipo o grosor de la pieza de trabajo. 5º - 45º Angulo de desplazamiento 5º - 45º Los AWS E71T-GS ó E71T-11 son los recomendados para estas soldadoras. ANGULO Este es el ángulo en que se sostiene el electrodo durante el proceso de soldar. Al usar el ángulo adecuado se garantiza una penetración y formación de reborde adecuado. Al necesitar diferentes posiciones de soldar y uniones, el ángulo del electrodo juega un papel más importante. Hay 2 factores en este ángulo- ángulo de desplazamiento y de trabajo. El ángulo de desplazamiento es el angulo en la línea donde se está soldando y puede variar entre 5º y 45º de la línea vertical, según sean las condiciones de soldar. El ángulo de trabajo es el ángulo desde la línea horizontal, medido en ángulos a la línea de soldar. Para la mayoría de las aplicaciones se pueden usar ángulos de desplazamiento y de trabajo de 45º. Para aplicaciones especificas, debe consultar un texto de soldar con arcos eléctricos o un libro de referencias. VELOCIDAD DE ALIMENTACION DEL ALAMBRE - WF2000 Esta velocidad se controla con la perilla ubicada en el frente de la soldadora. debe coordinar la velocidad con la rapidez con que se esta derritiendo el alambre en el arco. Esta coordinación es el factor más importante en este tipo de Angulo de trabajo Figura 13 - Angulo de soldadura VELOCIDAD DE DESPLAZAMIENTO Es la velocidad con que se desplaza el electrodo por el área a soldar. El diámetro y tipo de electrodo, amperaje, posición y el grosor de la pieza de trabajo son algunos de los factores que afectan la velocidad de desplazamiento necesaria para lograr una soldadura de primera (Vea la Fig. 17). Si la velocidad es demasiado rápida, el reborde es angosto y las ondas puntiagudas como se muestra en la figura. Si la velocidad es muy lenta, el metal soldado se acumula y el reborde es alto y ancho. Una vez que haya terminado de soldar, espere a que las piezas soldadas se enfríen. Una capa protectora que llamaremos escoria cubre el reborde para evitar que los contaminanates en el aire reacionen con el metal derretido. Cuando el metal se haya enfriado un poco y no esté al rojo vivo, podrá limpiar el escoria. Esto lo puede hacer con una rebabadora. Golpee suavemente la escoria con el martillo hasta que logre despegarla. Finalmen-te, use un cepillo de alambre para ter-minar de limpiar. POSICIONES PARA SOLDAR Básicamente hay 4 posiciones para soldar: plana, horizontal, vertical y por encima de la cabeza. Soldar en la posición plana es lo más fácil ya que la velocidad se puede aumentar, el metal derretido se chorrea menos, se puede lograr una mayor penetración y el trabajador se cansa menos. Para soldar en esta posición se usan angulos de desplazamiento y de trabajo de 45º. Otras posiciones requieren técnicas diferentes tales como paso entretejido, circular o cruzado. Para completar este tipo de soldadura se requiere más experiencia en la materia. Soldar por encima de la cabeza es la posición más dificil y peligrosa. La temperatura a usar y el tipo de electrodo dependen de la posición. Siempre debe tratar de soldar en la posición plana. Para aplicaciones especificas debe consultar un manual técnico. PASOS Algunas veces deberá usar más de un paso para soldar. Primero deberá hacer un paso primordial, éste será seguido por pasos adicionales de relleno (vea la Fig. 14). Si las piezas son gruesas, tal vez sea necesario biselar los bordes que están unidos en un angulo de 60º. Recuerde que deberá limpiar las escorias antes de cada paso. Cubierta Relleno Raíz LIMPIEZA DE ESCORIAS Use anteojos de seguridad aprobados por la asociación norteamericana ANSI (ANSI Standard Z87.1) (o alguna organización similar en sus respectivos paises) y ropa de protección para sacar la escoria. Los residuos calientes le podrían ocasionar heridas a las personas que se encuentren en el área de trabajo. ! ADVERTENCIA 33 Sp Figura 14 - Soldadura con filete (Ángulo de 60˚) Manual de Instruccones y Lista de Repuestos Instrucciones para soldar (Continuación) METODO USADO PARA SOLDAR Según el tipo de material y el grosor de la pieza de trabajo deberá usar un método de desplazamiento de la pistola soldadora. Para soldar materiales delgados (de calibre 18 ó mayor) y cualquier pieza de aluminio, la pistola debe ubicarse al frente del sedimento y dirijirlo a lo largo de la pieza. Para soldar piezas de acero más gruesas, ubique la pistola directamente sobre el sedimento para aumentar la penetración. Este método se podría llamar de empuje (vea la Figura 16). HALE EMPUJE Figura 16 Figura 15 - Pasos múltiples Glosario de Terminología Usada por Soldadores CA o Corriente Alterna - corriente eléctrica que cambia de dirección periódicamente. Corriente de 60 ciclos se desplaza en ambas direcciones 60 veces por segundo. Longitud del Arco - la distancia entre el extremo del electrodo y el punto de contacto con la superficie de trabajo. Metal Básico - el material que se va a soldar. Unión a tope - la unión de dos miembros alineados aproximadamente en el mismo plano. Cráter - el vacio que se forma cuando el arco hace contacto con el metal básico. CD o Corriente Directa - corriente eléctrica que se deplaza en un sólo sentido. La polaridad (+ o -) determina el sentido del desplazamiento. CD Polaridad Reversa - ocurre cuando el portaelectrodo está conectado al polo positivo de la soldadora. Esta tecnica dirije más calor para derretir el electrodo en vez de la pieza de trabajo. Generalmente esta técnica se usa con piezas delgadas. CD Polaridad Directa - oocurre cuando el portaelectrodo está conectado al polo negativo de la soldadora. Con esta tecnica la mayoría del calor se dirije a la pieza de trabajo para lograr una mayor penetración en piezas gruesas. Electrodo - un alambre de metal con una capa que tiene aproximadamente la misma composición del material que se va a sol-dar. Soldadura de Filete - soldadura triangular, para unir dos superficies en ángulo recto, en T o en las esquinas. Fundente - un material, que al calentarse, emite un gas que cubre el área donde va a soldar. Este gas protege los metales que va a soldar contra las impurezas presentes en el aire. Soldar con Arcos de Fundente también se conoce como soldar sin gas, esta técnica para soldar usa una soldadora con alambre. El alambre es tubular y lleno de fundente. Soldar con Arcos de Metal Gaseoso , es un proceso para soldar usado con una soldadora con alambre. El alambre es sólido y se usa un gas inerte. Soldar con Arcos de Tungsteno - es un proceso para soldar usado con soldadoras con generadores de alta frecuencia. El arco se crea con un electrodo no-consumible de tugnsteno. No necesariamente se usa metal de relleno. Unión de superposición - la unión de dos miembros superpuestos en planos parale-los. Voltaje de circuito abierto - el voltaje entre el electrodo y la pinza de conexión a tierra de la soldadora cuando no hay flujo de corriente (no se está soldando). Esto determina la rápidez con que se enciende el arco. Sobremonta - ocure si el amperaje es demasiado bajo. En este caso, el metal derretido se cae del electrodo sin haberse unido al metal básico. Porosidad - cavidad que se forma durante la solidificación del área soldada. Las porosidades debilitan la unión. Penetración - la profundidad que el arco se penetra dentro de la pieza de trabajo durante el proceso de soldar. Para soldar bien se debe lograr 100% de penetración, es decir todo el grosor de la pieza de trabajo se debe derretir y solidificar. El área afectada por el calor se debe ver facilmente desde el otro lado. Soldar con arcos protegidos - es un proceso de soldar que usa un electrodo consumible para sostener el arco. La 34 Sp protección se logra al derretir el fundente del electrodo . Escoria - una capa de residuo de fundente que protege la unión de óxidos y otros contaminantes mientras los metales se solidifican (enfrian). Este se debe limpiar una vez que el metal se haya enfriado. Salpiqueo - las particulas de metal que salpican durante el proceso de soldar y que se solidifican en la superficie de trabajo. Esto se puede minimizar al rociar un repelente adecuado antes de comenzar a soldar. Soldadura de puntos - una unión hecha para mantener las piezas alineadas hasta que se haya completado el proceso de soldar. Angulo de desplazamiento - el angulo del electrodo con respecto a la línea a soldar. Este varia entre los 5º y 45º según sean las condiciones. Unión en T - es la unión del borde de una pieza de metal con la superficie de otra en un ángulo de 90º . Socavación - el resultado de soldar con un amperaje demasiado alto. Esto ocasiona ranuras en ambos lados de la reborde que reduce la resistencia de la unión. Sedimento - el volumen de metal derretido al soldar antes de que se solidifique como metal soldado. Reborde - una capa delgada o capas de metal depositado en el metal básico cuando el electrodo se derrite. Generalmente su grosor es el doble del diámetro del electrodo. Angulo de trabajo- el ángulo del electrodo con respecto a la línea horizontal, medido en ángulos rectos a Modelos WF1800, WF1900 y WF2000 Nota: El ancho (A) del reborde debe ser aproximadamente el doble del diámetro de la varilla de electrodo que se use. A Metal Básico Corriente, velocidad de alimentación y velocidad de desplazamiento normales Velocidad muy rápida Velocidad muy lenta Corriente muy baja Corriente muy alta Velocidad de desplazamiento muy lenta Velocidad de alimentación muy rápida Figura 17 - Apariencia de la soldadura + PARA LA PINZA S1 T1 - PARA LA SOPLETE DE CONEXIÓN A LA PIEZA MIN ~ APAGADO MAX S3 NC ABRE A 120˚C - + S3 VERDE BLANCO NEGRO Y UNIDAD DE ALIMENTACIÓN DE ALAMBRE ~ - S2 PISTOLA TIERRA + M L1 L2 4 Figura 18 - Esquema del alambrado (WF1800) ENCENDIDO/APAGADO S1 S2 T1 TARJETA DE CONTROL DE VELOCIDAD DEL ALAMBRE 2 1 - PARA LA SOPLETE + PARA LA PINZA DE CONEXIÓN A LA PIEZA MIN 2 1 3 ~ MAX 4 S4 NC ABRE A @ 127∞C Y - + 5 S4 VERDE NEGRO BLANCO 6 TIERRA ~ - S3 PISTOLA L2 L1 4 3 2 1 TABLERO DE CONTROL DE VELOCIDAD DEL ALAMBRE Figura 19 - Esquema del alambrado (WF2000) 35 Sp UNIDAD DE ALIMENTACIÓN DE ALAMBRE + M Manual de Instruccones y Lista de Repuestos Guía de diagnóstico de averías - Soldadora Problema Posible(s) Causa(s) Acción a tomar No funciona 1. Excedio el ciclo de trabajo 1. Deje que la soldadora se enfrie hasta que la luz del interruptor ON/OFF se apague 2. Cerciórese de que todas las conexiones estén bien apretadas y de que las superficies estén limpias 3. Reemplace el interruptor 2. Mala conexión a la pieza de trabajo 3. El interruptor ON/OFF está defectuoso 4. El fusible o cortacircuito está quemado El alambre se enrolla en la bobina 4. Reduzca la carga del circuito, active el cortacircuito o reemplace el fusible 1. La boquilla de la pistola no es del tamaño adecuado 2. El forro interno de la pistola está atascado o dañado 3. La boquilla de la pistola está atascada o dañada 4. La bobina está desgastada 5. No tiene suficiente tensión 1. Use una boquilla del tamaño adecuado La boquilla se pega a la superficie de trabajo Hay escorias dentro de la boquilla de la pistola Limpie la boquilla de la pistola La pinza de conexión a la pieza de trabajo y/o el cable se calientan Mala conexión Cerciórese de que todas las conexiones estén bien apretadas y de que las superficies estén limpias El alambre no circula 1. Está atascado 2. Se terminó el cable en la bobina 3. No tiene suficiente tensión 4. El forro está desgastado 1. Instale el cable una vez más 2. Reemplácelo 3. Apriete el tornillo de tensión si el alambre se está saliendo 4. Reemplácelo 2. Limpie o reemplace el forro interno de la pistola 3. Limpie o reemplace la punta de la pistola 4. Reemplácela 5. Apriete el tornillo de tensión Guía de diagnóstico de problemas - Soldadura Problema Posible(s) Causa(s) Acción a tomar Reborde es muy delgado en algunos sitios 1. La velocidad de desplazamiento varia 2. El nivel del amperaje es muy bajo 1. Debe reducirla y mantenerla constante 2. Debe aumentarlo Reborde es muy grueso en algunos sitios 1. La velocidad de desplazamiento varia o es muy lenta 2. El nivel del amperaje es muy alto 1. Debe aumentarla y mantenerla constante 1. La velocidad de desplazamiento es muy rápida 2. La velocidad de alimentación es muy rápida 3. El nivel del amperaje es muy alto 1. Debe reducirla El reborde no penetra el metal básico 1. La velocidad de desplazamiento varía 2. El nivel del amperaje es muy bajo 3. El cordón de extensión es demasiado largo 1. Debe reducirla y mantenerla constante 2. Debe aumentarlo 3. Use un cordón de extensión que no sea de más de 6,10 m El electrodo salpica y se pega 1. El alambre está húmedo 1. Use un alambre seco y siempre debe almacenarlo e un sitio seco 2. Reduzca la velocidad del alambre Los bordes de la soldadura están disparejos 2. La velocidad del alambre está muy rápida 3. El alambre es del tipo incorrecto 36 Sp 2. Debe bajarlo 2. Debe aumentarla (WF2000) 3. Debe bajarlo 3. Use sólo alambre de fundente revestido (No use alambres para soldadoras MIG, o alambre de cobre) Modelos WF1800 y WF1900 17 19 18 23 27 20 24 21 22 25 27 30 30 12 11 22 Inside Adentro 28 13 14 16 UTILITY WELDER 15 1 r lde We Fil ed en e Fe ente Wir nuo Alim onti ur re re C e d mb Sou Ala n co dar Sola DELIVERS SM DC PO OOTH WER Wirre e Feed We eld lde err LOW OFF FLUX CORE HIGH 34 Adentro Inside WOR K CLAM P 115 VO LLT 60HZ 32 29 33 10 31 26 8 7 2 4 9 5 6 Figura 20 - Repuestos - WF1800 y WF1900 No. de Ref. Descripción Número No. de Ctd. Ref. Descripción 1 Ensamblaje del soplete y manguera WC600900AJ 2 Soplete, parte frontal y posterior WC600201AV 3 ▲ Gancho para colgar WC600003AV 4 Boquilla WT502100AV 5 Punta de contacto 0,9 mm (0,035") WT501400AV Punta de contacto opcional - 0,8 mm (0,030") (paquete de 4) WT501300AJ Punta de contacto opcional - 0,9 mm (0,035") (paquete de 4) WT501400AJ 6 Gatillo WC602024AV 7 Resorte de contacto del soplete WC600203AV 8 Pinza para conexión a la pieza de trabajo (sin el cordón) WC100300AV 9 Cordón para soldar 8 AWG (1,83 m) ❋ 10 Interruptor Alto/Apagado/Bajo WC401000AV 11 Etiqueta de seguridad (izquierda) DK670000AV 12 Cordón eléctrico 14-3 AWG (1,83 m) tipo SJT ❋ 13 Pivote WC500700AV 14 Tornillo para chapa M4,8-1,6 x 16 mm ❋ 15 Alambre con núcleo de fundente de 0,8 mm (0,030") 0,9 kg, opcional. WE200001AV Alambre con núcleo de fundente de 0,9 mm (0,035") 0,9 kg, opcional. WE200501AV 16 Resorte del pivote WC500701AJ 17 Ensamblaje del árbol (Incluye 18-24) WC500000AV 1 1 1 1 1 † † 1 1 1 1 1 1 1 1 1 † † 1 1 18 19 20 Número Ctd. Resorte de tensión WC500003AV 1 Tornillo de tensión WC500002AV 1 Rodillo opcional, .8-1.2mm (0,6-0,9mm) WC500001AV 1 21 Cubierta del rodillo WC500004AV 1 22 Tornillo para chapa M4,2-1,4 x 35 mm ❋ 3 23 Brazo giratorio WC500005AV 1 24 Rodillo del brazo giratorio WC500007AV 1 25 Mango WC301300AV 1 26 Relevo de tensión WC102000AV 2 27 Tornillo para chapa M4,2-1,4 x 10 mm ❋ 2 28 Etiqueta de seguridad (derecha)DK670001AV 1 29 Forro, metal recubierto WC600208AV 1 30 Gancho para colgar el cordón WC301301AV 2 31 Extensión con difusor WC600701AV 1 32 Cuerpo de la válvula WC600204AV 1 33 Elemento guía aislante WC600305AV 1 34 ▲ Tablero de control de velocidad (adentro) WC401600AV 1 35 ▲ Casco para soldar (sólo WF1900) WT100000AV 1 36 ▲ Juego de lentes de reemplazo – uno oscuro y dos claros WT110501AV † 37 ▲ Protector de mano (no se incluyen lentes) (sólo WF1800) WC801200AV 1 38 ▲ Lentes oscuros (para protector de mano) WC801100AV 1 39 ▲ Martillo/cepillo cincelador WC803000AV 1 ▲ No se muestra † Los accesorios opcionales, se venden por separado ❋ Estos repuestos los puede comprar en cualquier ferretería o tienda especializada en articulos para soldadores 37 Sp Manual de Instruccones y Lista de Repuestos Modelo WF2000 23 25 24 30 33 26 29 27 33 28 15 34 34 28 14 Adentro Inside 17 22 18 1 39 19 20 21 12 ON 31 13 OFF 35 LOW 37 38 HIGH CH LL BE D MP EL CAUSF Y HA US DUT FLUX CORE 32 36 ST TO ILT BU LA RIO 7 2 9 SE 10 4 8 10, 11 5 6 16 Figura 21 - Repuestos - WF2000 No. de Ref. Descripción 1 Ensamblaje del soplete y manguera 2 Soplete, parte frontal y posterior 3 ▲ Gancho para colgar 4 Boquilla 5 Punta de contacto - 0,9 mm (0,035") Punta de contacto opcional - 0,8 mm (0,030") (paquete de 4) Punta de contacto opcional 0,9 mm (0,035") (paquete de 4) 6 Gatillo 7 Resorte de contacto del soplete 8 Pinza para conexión a la pieza de trabajo (sin el cordón) 9 Cordón para soldar 8 AWG (1,83 m) 10 Perilla de control de velocidad del alambre 11 ▲ Tablero de controles de v elocidad (adentro) 12 Interruptor Low/high 13 Interuptor On/off 14 Etiqueta de seguridad 15 Mango 16 Cordón eléctrico 14-3 awg (1,82 m) Tipo SJT 17 Eje del carrete 18 Tornillo para chapa M4,8-1,6 x 10 mm 19 Alambre con núcleo de fundente de 0,8 mm (0,030"), opcional 0,9 kg 4,5 kg. Alambre con núcleo de fundente de 0,9 mm (0,035"), opcional 0,9 kg 4,5 kg Número WC600900AJ WC600201AV WC600003AV WT502100AV WT501400AV No. de Descripción Ctd. Ref. 1 1 1 1 1 WT501300AJ † WT501400AJ † WC600202AV 1 WC600203AV 1 WC100300AV 1 ❋ 1 WC400201AV 1 WC402100AV WC400300AV WC400000AV DK670100AV WC300100AV 1 1 1 1 1 ❋ 1 WC500300AV 1 ❋ 1 WE200001AV † WE201000AV † 20 21 22 23 24 25 26 27 28 Número Ctd. Adaptador del carrete WC500200AV 1 Resorte del carrete WC500101AV 1 Cerradura del carrete WC500100AV 1 Ensamblaje del árbol (Incluye 24-30) WC500000AV 1 Resorte de tensión WC500003AV 1 Tornillo de tensión WC500002AV 1 Rodillo opcional, 0,6-0,9mm WC500001AV 1 Cubierta del rodillo WC500004AV 1 Tornillo para chapa M4,2-1,4 x 35 mm ❋ 3 29 Rodillo del brazo giratorio WC500007AV 1 30 Brazo giratorio WC500005AV 1 31 Panel lateral WC700000AV 1 32 Relevo de tensión WC102000AV 2 33 Tornillo para máquina M8 –1,25 x 20 mm ❋ 2 34 Cubiertas del mango WC300101AV 2 35 Forro, metal recubierto WC600208AV 1 36 Extensión con difusor WC600701AV 1 37 Cuerpo de la válvula WC600204AV 1 38 Elemento guía aislante WC600305AV 1 39 Anillo de soplete WC600009AV 1 40 ▲ Protector de mano (no se incluyen lentes) WC801300AV 1 41 ▲ Lentes oscuros (para protector de mano) WC801100AV 1 42 ▲ Martillo/cepillo cincelador WC803000AV 1 ▲ No se muestra † Los accesorios opcionales, se venden por separado ❋ Estos repuestos los puede comprar en cualquier ferretería o tienda especializada en articulos para soldadores WE200501AV † WE201500AV † 38 Sp Modelos WF1800 y WF2000 Garantía Limitada 5-3-1 1. Duración: El fabricante garantiza que reparará, sin costo alguno por repuestos o mano de obra la soldadora o la pistola o los cables que estén dañados bien en material o mano de obra, durante los siguientes periodos después de la compra original: Por 5 años: El transformador y rectificador de la soldadora Por 3 años: Toda la soldadora (se excluyen: pinzas, pistola,portaelectrodos, cables, o accesorios que vienen con la soldadora) Por 1 año: Pinzas, Pistola, Portaelectrodo, Acessorios y Cable para Soldar (de haberlos) 2. QUIEN OTORGA ESTA GARANTIA (EL GARANTE): Campbell Hausfeld The Scott Fetzer Company 100 Production Drive Harrison, OH 45030 Teléfono: (513)-367-4811 3. BENEFICIARIO DE ESTA GARANTIA (EL COMPRADOR): El comprador original del producto Campbell Hausfeld. 4. Cobertura de la garantía: Defectos en material y fabricación que ocurran dentro del periodo de validez de la garantía. La garantía cubre la soldadora, el transformador y rectificador, la pistola o el portaelectrodo y los cables sólamente. 5. Lo que no está cubierto por esta garantía: A. Las garantías implicitas, incluyendo las garantías de comercialidad y conveniencia para un fin particular SON LIMITADAS A LA DURACION EXPRESA DE ESTA GARANTIA. Después de este periodo, todos los riegos de pérdida, por cualquier razón, serán la responsabilidad del propietario del producto. En algunos estados no se permiten limitaciones a la duración de las garantías implicitas, por lo tanto, en tal caso esta limitación o exclusión no es aplicable. B. CUALQUIER PERDIDA, DAÑO INCIDENTAL, INDIRECTO O CONSECUENTE O GASTO QUE PUEDA PUEDA RESULTAR DE UN DEFECTO, FALLA O MAL FUNCIONAMIENTO DEL PRODUCTO CAMPBELL HAUSFELD. En algunos estados no se permite la exclusión o limitación de daños incidentales o consecuentes, por lo tanto, en tal caso esta limitación o exclusión no es aplicable. C. Esta garantía no cubre aquellos accesorios que se desgastarán con el uso normal del producto; la reparación o reemplazo de los mismos será la responsabilidad del propietario. Ejemplos de los productos de desgaste por el uso son (lista parcial): Bqouillas de contacto, boquillas, forros internos de la pistola, bobinas, felpa para limpiar el alambre . Además, esta garantía no cubre daños que ocurran al reemplazar o darle servicio a las piezas arriba enumeradas. D. Cualquier falla que resulte de un accidente, abuso, negligencia o incumplimiento de las instrucciones de funcionamiento y uso indicadas en el(los) manual(es) que se adjuntan al producto. E. Servicio antes de entrega, por ejemplo ensamblaje y ajustes. 7. Responsibilidades del Garante bajo esta Garantía: Reparar o reemplazar, como lo decida el garante, los productos o componentes defectuosos durante el periodo de validez de la garantía. 8. Responsibilidades del Comprador bajo esta Garantía: A. Entregar o enviar el producto o componente a Campbell Hausfeld. Los gastos de flete, si los hubiere, deben ser pagados por el comprador. B. Ser cuidadoso con el funcionamiento del producto, como se indica en el(los) manual(es) del propietario. 9. Cuando efectuará el garante la reparación o reemplazo cubierto bajo esta garantía: La reparación o reemplazo dependerá del flujo normal de trabajo del centro de servicio y de la disponibilidad de repuestos. Esta garantía limitada le otorga derechos legales especificos y usted también puede tener derechos que varian de un estado a otro. 39 Sp Operating Instructions and Parts Manual Manual de Instruccones y Lista de Repuestos Instructions D’Utilisation et Manuel de Pièces Models WF1800 and WF2000 Modèles WF1800 et WF2000 Modelos WF1800 y WF2000 Service Record État de Service Registro de servicio Wire Feed Arc Welder Soudeur À L’Arc Alimenté En Fil Soldadora Con Arco Con Alambre Continuo Date Date Fecha Maintenance performed Entretien complété Mantenimiento realizado www.campbellhausfeld.com Replacement components required Pièces de rechange exigées Repuestos requeridos-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
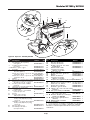 37
37
-
 38
38
-
 39
39
-
 40
40








































Campbell Hausfeld WF1800 Manual de usuario
- Categoría
- Sistema de soldadura
- Tipo
- Manual de usuario
En otros idiomas
- français: Campbell Hausfeld WF1800 Manuel utilisateur
- English: Campbell Hausfeld WF1800 User manual
Documentos relacionados
-
Campbell Hausfeld WF2057 Manual de usuario
-
Campbell Hausfeld WF2057 Manual de usuario
-
Campbell Hausfeld WG4000 Manual de usuario
-
-
-
-
-
-
-
