ESAB CaddyTig 200 Manual de usuario
- Categoría
- Sistema de soldadura
- Tipo
- Manual de usuario
Este manual también es adecuado para

ES
Valid for serial no. 620--xxx--xxxx0459 264 201 ES 060523
Tig 150i
Tig 200i
Caddyt TA34
Instrucciones de uso

-- 2 --
TOCc
Reservado el derecho de cambiar las especificaciones sin previo aviso.
1DIRECTIVA 3........................................................
2 SEGURIDAD 3.......................................................
3 INTRODUCCIÓN 5...................................................
3.1 Equipamiento 5.............................................................
4 CARACTERÍSTICAS TÉCNICAS 5.....................................
4.1 Ajustes 6...................................................................
5 INSTALACIÓN 7.....................................................
5.1 Colocación 8...............................................................
5.2 Placa de datos 8............................................................
5.3 Fuente de alimentación de red 8..............................................
5.4 Conexiones y dispositivos de control 9.........................................
6 FUNCIONAMIENTO 10................................................
6.1 Panel de control 10...........................................................
6.2 Protección contra el sobrecalentamiento 11......................................
6.3 Funciones ocultas 11.........................................................
7 SOLDADURA 12......................................................
7.1 Soldadura TIG 12............................................................
7.2 Soldadura MMA 16...........................................................
8 MEMORIA DE DATOS DE SOLDADURA 17..............................
9 MANTENIMIENTO 17..................................................
9.1 Limpieza del filtro de polvo 18..................................................
10 LOCALIZACIÓN DE FALLOS 18........................................
10.1 Códigos de fallo 19...........................................................
11 PEDIDOS DE REPUESTOS 19..........................................
ESQUEMA 20...........................................................
REFERENCIA DE PEDIDO 24.............................................
LISTA DE REPUESTOS 25................................................
ACCESORIOS 26........................................................

-- 3 --
bt27d2c
1DIRECTIVA
DECLARACIÓN DE CONFORMIDAD
ESAB AB, Welding Equipment, SE--695 81 Laxå, Suecia, garantiza bajo propia responsabilidad que
la fuente de corriente para soldadura T ig 150i / T ig 200i a partir del número de serie 620 concuerda
con la norma EN 60974--1 /--3 conforme a la directiva (73/23/CEE) con el suplemento (93/68/CEE) y
con la norma IEC/EN 60974--10 según los requisitos de la directiva (89/336/CEE) con el suplemento
(93/68/CEE).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
Kent Eimbrodt
Global Director Equipment and Automation
ESAB AB
695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 411924
Laxå 2006--05--22
2 SEGURIDAD
El usuario de un equipo de soldadura ESAB es el máximo responsable de las medidas de se-
guridad para el personal que trabaja con el sistema o cerca del mismo. Las siguientes reco-
mendaciones pueden considerarse complementarias de las normas de seguridad vigentes en
el lugar de trabajo. El contenido de esta recomendación puede considerarse como un comple-
mento de las reglas normales vigentes en el lugar de trabajo.
Todas las operaciones deben ser efectuadas, de acuerdo con las instrucciones dadas, por per-
sonal que conozca bien el funcionamiento del equipo de soldadura. Su utilización incorrecta
puede provocar situaciones peligrosas que podrían causar lesiones al operario o daños en el
equipo.
1. El personal que trabaje con el equipo de soldadura debe conocer:
S su funcionamiento
S la ubicación de las paradas de emergencia
S su función
S las normas de seguridad relevantes
S la técnica de soldadura
2. El operador debe asegurarse de que:
S no haya personas no autorizadas en la zona de trabajo del equipo de soldadura antes
de ponerlo en marcha.
S todo el personal lleve las prendas de protección adecuadas antes de encender el arco.
3. El lugar de trabajo:
S debe ser adecuado para la aplicación
S no debe tener corrientes de aire
4. Equipo de protección personal
S Utilizar siempre el equipo de protección personal recomendado, como gafas de protec-
ción, prendas no inflamables y guantes.
S No utilizar elementos que puedan engancharse o provocar quemaduras, como bufan-
das, pulseras, anillos, etc.
5. Otras
S Comprobar que el cable de retorno esté correctamente conectado.
S Todas las tareas que deban efectuarse en equipos con alta tensión deberán encar-
garse a personal debidamente cualificado.
S Debe disponerse de equipo de extinción de incendios en un lugar fácilmente accesible
y bien indicado.
ES

-- 4 --
bt27d2c
ADVERTENCIA
LAS ACTIVIDADES DE SOLDADURA Y CORTE PUEDEN SER PELIGROSAS. TENGA CUIDADO
Y RESPETE LAS NORMAS DE SEGURIDAD DE SU EMPRESA, QUE DEBEN BASARSE EN LAS
DEL FABRICANTE.
DESCARGAS ELÉCTRICAS -- Pueden causar la muerte
S Instale y conecte a tierra el equipo de soldadura s egún las normas vigentes.
S No toque con las manos desnudas ni con prendas de protección mojadas los electrodos ni las
piezas con corriente.
S Aíslesedelatierraydelapiezaasoldar.
S Asegúrese de que su postura de trabajo es segura.
HUMOS Y GASES -- Pueden ser nocivos para la salud.
S Mantenga el rostro apartado de los humos de soldadura.
S Utilice un sistema de ventilación o de extracción encima del arco (o ambos) para eliminar los
humos y gases que produce la soldadura.
HAZ DEL ARCO -- Puede provocar lesiones oculares y quemaduras
S Utilice un casco de soldador con elemento filtrante y prendas de protección adecuadas para
protegerse los ojos y el cuerpo.
S Utilice pantallas o cortinas de protección adecuadas para proteger al resto del personal.
PELIGRO DE INCENDIO
S Las chispas pueden causar incendios. Asegúrese de que no hay materiales inflamables cerca
de la zona de trabajo.
RUIDO -- El exceso de ruido puede provocar lesiones de oído.
S Utilice protectores auriculares.
S Advierta de los posibles riesgos a las personas que se encuentren cerca de la zona de trabajo.
EN CASO DE AVERÍA -- Acuda a un especialista.
ANTES DE INSTALAR Y UTILIZAR EL EQUIPO, LEA ATENTAMENTE EL MANUAL DE INSTRUCCIONES.
¡PROTÉJASE Y PROTEJA A LOS DEMÁS.!
ESAB puede proporcionarle todos los accesorios e instrumentos de
protección necesarios.
¡ADVERTENCIA!
Antes de instalar y utilizar el equipo, lea atentamente el
manual de instrucciones.
No utilice la unidad de alimentación para descongelar tubos congelados.
¡ADVERTENCIA!
Este producto debe ser utilizado solamente para soldadura de arco¡
ES

-- 5 --
bt27d2c
¡No tire los aparatos eléctricos junto con el resto de basuras urbanas!
De conformidad con la Directiva europea 2002/96/CE sobre residuos de aparatos
eléctricos y electrónicos y su transposición a la normativa nacional, todos los equipos
eléctricos que hayan alcanzado el final de su vida útil se deberán recoger por separado y
llevar a una instalación de reciclado respetuosa con el medio ambiente. Como propietario
del equipo, deberá solicitar información sobre los sistemas de recogida aprobados a
nuestro representante local.
¡Aplicar esta Directiva europea contribuye a mejorar el medio ambiente y a proteger la
salud!
3 INTRODUCCIÓN
La Tig 150i/Tig 200i es una unidad de alimentación para el suministro de corriente
de soldadura, basada en la tecnología de convertidor estático y especialmente
diseñada para su uso con electrodos revestidos (MMA) y soldadura TIG. La
tecnología de convertidor estático contribuye a la reducción del consumo de
energía, el peso y las dimensiones. El u so de una electrónica avanzada y controlada
por microprocesador acelera la regulación y permite obtener una soldadura de
primera calidad.
3.1 Equipamiento
La unidad Tig 150i/Tig 200i se suministra con 3 m de cable de r ed y su
correspondiente manual de instrucciones.
Si desea obten er más información so b re los acceso rios ESAB p ara este
producto, consulte la página 26.
4 CARACTERÍSTICAS TÉCNICAS
Tig 150i Tig 200i
Tensión de red 230V, 1∼ 50/60 Hz 230V, 1∼ 50/60 Hz
Fusible (retardado) 16 A 16 A
Corriente primaria I
máx
36 A 36 A
Corriente primaria I
eficaz
21 A 21 A
Rango de tensión/corriente
(TIG)
(MMA)
3 A / 10 V --150 A / 16 V
4 A / 20 V --150 A / 26 V
3 A / 10 V --200 A / 18 V
4 A / 20 V -- 150 A / 26 V
Carga admisible en soldadura TIG
ciclo de trabajo del 25%
ciclo de trabajo del 35%
ciclo de trabajo del 60%
ciclo de trabajo del 100%
150 A / 16 V
120 A / 15 V
95 A / 14 V
200 A / 18 V
180 A / 17 V
140 A / 15,5 V
110A/14,5V
Carga admisible en soldadura MMA
ciclo de trabajo del 25%
ciclo de trabajo del 35%
ciclo de trabajo del 60%
ciclo de trabajo del 100%
150 A / 26 V
140 A / 25,5 V
110A/24,5V
90 A / 23,5 V
150 A / 26 V
140 A / 25,5V
110 A / 24,5V
90 A / 23,5V
Factor de potencia alacorriente
máxima
0,62 0,62
Rendimiento alacorrientemáxima 77 % 79 %
Tensión en circuito abierto 71 -- 78 V 71 -- 78 V
Temperatura de funcionamiento -- 1 0 ˚C--+40˚C -- 1 0 ˚C--+40˚C
Presión acústica con ponderación A
constante
<70 db <70 db
ES

-- 6 --
bt27d2c
Tig 150i Tig 200i
Dimensiones (long. x anch. x alt.) 394 x 267 x 274 mm 394 x 267 x 274 mm
Peso 10 kg 10 kg
Clase de protección de la carcasa IP 23C IP 23C
Clase de aplicación
Factor de intermitencia
El factor de intermitencia especifica el porcentaje de tiempo de un período de diez minutos durante
el cual es posible soldar con una determinada carga.
Grado de estanqueidad
El código IP indica el grado de estanqueidad, es decir, el nivel de protección contra la penetración
de objetos sólidos y agua. Los aparatos marcados IP 23 están destinados para uso en interiores y
al aire libre.
Tipo de aplicación
El símbolo significa que la unidad de alimentación ha sido diseñada para su uso en
locales con un elevado riesgo eléctrico
4.1 Ajustes
4.1.1 Soldadura TIG sin pulsos
Ajustes Rango de valores En pasos de: Valor prede-
terminado
Método de soldadura TIG, TIG por pulsos o
MMA
-- TIG
2/4 tiempos * 2ó4tiempos -- 2 tiempos
HF / Liftarct * HF o Liftarct -- LiftArct
Preflujo de gas 0-- 5 s 0,1 s 0,5 s
Duración de la rampa ascendente 0-- 10 s 0,1 s 0,0 s
Duración de la rampa descendente 0-- 10 s 0,1 s 1,0 s
Postflujo de gas 0-- 25 s 0,1 s 2,0 s
Intensidad de corriente T ig 150i 3--150 A 1A 60 A
Intensidad de corriente T ig 200i 3--200 A 1A 60 A
ES

-- 7 --
bt27d2c
4.1.2 Soldadura TIG por pulsos
Ajustes Rango de valores En pasos de: Valor prede-
terminado
Método de soldadura * TIG, TIG por pulsos o
MMA
-- TIG
2/4 tiempos * 2ó4tiempos -- 2 tiempos
HF / LiftArct * HF o Liftarct -- LiftArct
Preflujo de gas 0-- 5 s 0,1 s 0,5 s
Duración de la rampa ascendente 0-- 10 s 0,1 s 0,0 s
Duración de la rampa descendente 0-- 10 s 0,1 s 1,0 s
Postflujo de gas 0-- 25 s 0,1 s 2,0 s
Duración del pulso
Micropulso**
0,1--2,5 s
0,001--0,250 s
0,01 s
0,001 s
1,0 s
Corriente base
Micropulso**
0,1--2,5 s
0,001 -- 0,250 s
0,01 s
0,001 s
1,0 s
Intensidad de corriente de pulso Tig
150i
3--150 A 1A 60 A
Intensidad de corriente base Tig 150i 3--150 A 1A 20 A
Intensidad de corriente de pulso Tig
200i
3--200 A 1A 60 A
Intensidad de corriente baseTig 200i 3--200 A 1A 20 A
4.1.3 Ajustes MMA
Ajustes Rango de valores En pasos de: Valor prede-
terminado
Método de soldadura TIG / MMA -- TIG
Empuje del arco 0 -- 99% 1% 5%
Soldadura alterna I/0 -- 0
Regulador de tipo ArcPlust I/0 -- I
Arranque en caliente 0 -- 99% 1% 0%
Intensidad de corriente T ig 150i 4--150 A 2A 100 A
Intensidad de corriente T ig 200i 4--150 A 2A 100 A
*) Estas funciones no se pueden cambiar durante el proceso de soldadura.
**) Las funciones de tiempo de preflujo de gas y micropulso son funciones ocultas. Consulte la página
11.
5INSTALACIÓN
La instalación deberá hacerla un profesional autorizado.
¡ADVERTENCIA!
Este producto ha sido diseñado para usos industriales. Si se emplea en el hogar, puede provocar
interferencias de radio. Es responsabilidad del usuario adoptar las precauciones oportunas.
¡Atención!
Conecte la fuente de corriente a la red eléctrica con una impedancia de red de 0.210 ohmios como máxi-
mo. Si utiliza una impedancia de red más grande, las luces pueden parpadear.
5.1 Colocación
Coloque la unidad de alimentación de forma que no queden obstruidas las entradas
y salidas de aire de refrigeración.
ES

-- 8 --
bt27d2c
5.2 Placa de datos
La placa de datos se encuentra debajo de la unidad de alimentación.
5.3 Fuente de alimentación de red
Compruebe que la unidad de alimentación para soldadura recibe la tensión de red
adecuada y que está correctamente protegida con un fusible de la capacidad
adecuada. La sección del cable de red debe ser conforme a la normativa del país
en cuestión. Asimismo, es necesario instalar una toma de tierra de protección de
acuerdo con la normativa.
5.3.1 Tamaño recomendad o de los fusibles y sección mínima de lo s cables
Tig 150i Tig 200i
Tensión de red 230 V ¦10 %, monofásica 230 V ¦10 %, monofásica
Frecuencia de la red 50--60 Hz 50--60 Hz
Fusible (retardado)
85A, ciclo de trabajo del 35%, MMA
120A, ciclo de trabajo del 20%, MMA
150A, ciclo de trabajo del 25%, MMA
10 A
16 A
20 A*)
10 A
16 A
20 A
Sección del cable de red 3x2,5mm
2
3x2,5mm
2
Sección del cable de soldadura MMA 16 mm
2
16 mm
2
Sección del cable de soldadura TIG 16 mm
2
25 mm
2
*) NOTA: El conector de red ha sido homologado para un máximo de 16A.
Versión para Norteamérica: El sección del cable de red ha sido homologado para un máximo de 18
A.
Nota:
La capacidad del fusible y la sección del cable anteriormente indicadas son conformes con la
normativa sueca. El uso de la unidad de alimentación para soldadura debe ajustarse a las normas
nacionales en la materia.
ES

-- 9 --
bt27d2c
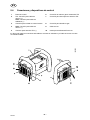
5.4 Conexiones y dispositivos de control
1 Panel de control 6 Conexión del tubo de gas a la antorcha TIG
2 TIG: Conexión para cable de
retorno (+)
MMA: Conexión para cable de
soldadura (--)
7 Conexión para interruptor de antorcha TIG
3 Conexión para unidad de control remoto 8 Conexión para botella de gas
4 MMA: Conexión para cable de
retorno (--)
9 Cable de red
5 Conector para antorcha TIG (--) 10 Interruptor de alimentación de red
2 y 4 se usan para las conexiones del cable de corriente de soldadura y el cable de retorno en caso
de soldadura MMA.
ES

-- 1 0 --
bt27d2c
6 FUNCIONAMIENTO
En la página 3 hay instrucciones de seguridad generales para el manejo de
este equipo. Léalas an tes de usarlo.
6.1 Panel de control TA34
En la parte superior de la unidad de alimentación hay un panel de control que
permite seleccionar las funciones y establecer los parámetros. Consta de una
pantalla, un mando de ajuste y de distintos LED y botones que permiten cambiar de
una función a otra. La función seleccionada en cada momento se indica mediante el
encendido del LED correspondiente.
Cuando se pone el interruptor de alimentación en ON (encendido), la unidad de
alimentación comprueba los LED y todos los elementos que aparecen en pantalla.
También se muestra el tipo de máquina y la versión del programa.
A Amperios/Voltios B LED ( verde) tensión de red
C Control remoto D LED (amarillo) sobrecalentamiento
E Pantalla F Mando de ajuste de datos.
Incremento (+) o Disminución (--),
selección mediante los botones de función
6.1.1 Símbolos de función del panel de control
TIG MMA TIG HF 2 tiempos
LiftArc Corriente continua Pulso 4tiempos
Rampa ascend en t e Rampa descendente Postflujo de gas
ES

-- 1 1 --
bt27d2c
6.2 Protección contra el sobrecalentamiento
La unidad de alimentación dispone de un desconectador de sobrecarga térmica
que se dispara en caso de producirse un aumento excesivo de la temperatura. Al
dispararse, se interrumpe la corr iente de soldadura y se enciende el piloto amarillo
en la parte frontal de la unidad. Una vez ha descendido la temperatura, el
desconectador se rearma automáticamente.
6.3 Funciones ocultas
La Tig 150i/Tig 200i dispone de ArcPlus, un nuevo tipo de control que produce un
arco más intensivo, concentrado y estable durante la soldadura MMA. Se recupera
con mayor rapidez tras un cortocircuito con caída de tensión, reduciendo así el
riesgo de que el electrodo se pegue al metal.
La máquina también dispone de empuje de arco, que permite intensificar o suavizar
la dinámica de la unidad de alimentación en función del tipo de electrodo y de las
preferencias del usuario. Sin embargo, las buenas propiedades del regulador Arc
Plust hacen que sólo sea necesario modificar el parámetro de empuje del arco en
casos excepcionales.
La unidad Tig 150i/Tig 200i incluye opciones de ajuste adicionales a las que se ac-
cede pulsando simultáneamente
y durante 1 segundo.
Las distintas opciones (A -- H) se muestran presionando o .
Ajuste el valor o la función girando el mando.
Funciones ocultas para soldadura TIG
En el caso de la soldadura TIG, se puede acceder a las siguientes opciones a través
de las letras que se indican a continuación:
A = ajuste del preflujo de gas tiempo en segundos
b = ajuste del micropulso (pulso T IG Desact.= 0 o Activ.=1
Las siguientes opciones de ajuste para soldaduras MMA son accesibles a través de
las letras que se indican a continuación:
Funciones ocultas para soldadura MMA
C = ajuste del empuje de arco valor porcentual
d = ajuste de la soldadura alterna Desact.=0 o Activ.=1
F = ajuste del regulador ArcPlust Desact.=1 o Activ.=0
H = ajuste del arranque en caliente valor porcentual
Para reiniciar los ajustes adicionales, pulse simultáneamente y
durante un segundo.
ES

-- 1 2 --
bt27d2c
7 SOLDADURA
7.1 Soldadura TIG
En caso de soldadura TIG, el cable de retorno debe estar conectado a (+) y la
antorcha TIG a (--). Si están conectados al revés, el electrodo de tungsteno se
fundirá.
La em isión de pulsos se utiliza para mejor ar el contr ol del baño de soldadura y del pro-
ceso de solidificación. La frecuencia de pulsos es lo suficiente baja para permitir que
el baño de soldadura pueda solidificarse al menos parcialmente entre pulso y pulso. La
emisión de pulsos se ajusta con cuatro parámetros: duración del pulso, duración de la
corriente base, corriente de pulso y corriente base.
7.1.1 2 tiempos
Preflujo de gas Rampa
ascen-
dente
Rampa de-
scendente
Postflujo de
gas
Funciones con control de 2 tiempos de la antorcha de soldadura
En el modo de control de 2 tiempos, al presionar el gatillo comienza el preflujo d e
gas (si se ha activado) y se forma el arco (1). La corriente aumenta hasta el valor
fijado (controlado por la función de rampa ascendente, si está activada). Al soltar el
gatillo (2), la corriente disminuye (o se inicia la rampa descendente, si está activada)
y el arco se extingue. Por último, se inicia el postflujo de gas, si se ha seleccionado.
ES

-- 1 3 --
bt27d2c
7.1.2 4 tiempos
Preflujo de gas Rampa
ascen-
dente
Rampa de-
scendente
Postflujo de
gas
Funciones con control de 4 tiempos de la antorcha de soldadura
En el modo de control de 4 tiempos, al presionar el gatillo comienza el preflujo d e
gas (si se ha activado) (1). Cuando ha transcurrido el tiempo de preflujo de gas
establecido, la corriente aumenta hasta el nivel de control (unos pocos amperios) y
se forma el arco.
Cuando se liber a el gatillo ( 2 ), la corr iente asciende hasta el valor fijado (con rampa
ascendente, si se ha activado). Al concluir la soldadura, el operario presiona
nuevamente el gatillo (3), lo que reduce la corriente al nivel de control (con rampa
descendente, si se ha activado). Por último, cuando vuelve a liberar el gatillo (4), el
arco se extingue y comienza el postflujo de gas.
7.1.3 HF
La función HF (alta frecuencia) forma el arco mediante una chispa que salta del
electrodo a la pieza a soldar cuando se aproxima el electrodo a dicha pieza.
7.1.4
LiftArct
La función Lift Arct forma el arco cuando el electrodo toca la pieza a soldar y luego
se retira de ésta.
Encendido del arco con la función Lift Arc. Paso 1: apoyar el electrodo en la pieza. Paso 2: presionar
el gatillo. Se genera una corriente débil. Paso 3: retirar el electrodo de la pieza. El arco se forma y la
corriente aumenta automáticamente hasta el valor establecido.
ES

-- 1 4 --
bt27d2c
7.1.5 Intensidad de corriente
Una corriente elevada produce un baño de soldadura m ás ancho, con mejor
penetración en la pieza a soldar.
El valor de corriente configurado se puede modificar independientemente del menú
que esté en pantalla. Sin embargo, dicho valor sólo se puede visualizar en el menú
principal.
7.1.6 Pulso
Para activar el pulso, la unidad de alimentación debe estar en la posición que
permite establecer la duración del pulso y la duración de la pausa.
1. Preflujo de gas
2. Rampa ascendente
3. Corriente de pulso o corriente continua
4. Duración del pulso
5. Intensidad de corriente base
6. Duración de la corriente base
7. Rampa descendente
8. Postflujo de gas
7.1.7 Duración d el pulso y de la corriente base
Normalmente, el rango de valores de estos parámetros es de 0,01 a 2,5 s. No obstante,
utilizando el micropulso se pueden ajustar valores de tiem po de hasta 0,001 segundos.
Cuando la función de micropulso está activada, los tiempos inferiores a 0,25 segundos se
muestran sin separador decimal.
La función de micropulso es una función oculta. Para activarla, consulte la descripción en
las 6.3 ”Funciones ocultas”.
Duración del pulso
Tiempo durante el cual se aplica la corriente de pulso durante un período de pulso.
Corriente base
Duración de la corriente base que, junto con la duración del pulso, determina el
período del pulso.
Intensidad de corriente base
El menor de los dos valores de intensidad de la corriente de pulso.
ES

-- 1 5 --
bt27d2c
Intensidad de la corriente de pulso
Una corriente elevada produce un baño de soldadura m ás ancho, con mejor
penetración en la pieza a soldar.
El valor de corriente configurado se puede modificar independientemente del menú
que esté en pantalla. Sin embargo, dicho valor sólo se puede visualizar en el menú
principal.
Intensidad de cor-
riente
Corriente
base
Intensidad de
la corriente
de pulso
Corriente
base
Duración del
pulso
T iempo
Soldadura TIG por pulsos
7.1.8 Unidad de control remoto
La toma para la unidad de control remoto situada en la máquina permite controlar a
distancia la corriente para las soldaduras TIG y MMA.
En modo TIG, si se selecciona la corriente de pulso, ésta se controla a distancia. El valor
establecido desde la unidad de control remoto se puede ver en la pantalla, en la misma
posición en la que se definiría sin dicha unidad.
Esta operación se confirma mediante el encendido de LED verde.
7.1.9
Preflujo de gas
Controla el tiempo durante el cual fluye gas de protección antes de que se forme el
arco.
7.1.10
Rampa ascend en t e
Esta función implica que, cuando se forma el arco T IG, la corriente aumenta
lentamente hasta el valor fijado. De este modo, el calentamiento del electrodo es
más “suave”, y el operario puede colocarlo correctamente antes de que se alcance
el valor de corriente máxima.
7.1.11 Rampa descendente
La soldadura TIG utiliza esta función, en la que la cor riente d ism inuye “lentamente”
durante un periodo de tiempo controlado, para evitar que se formen cráteres y/o
fisuras en la soldadura terminada.
ES

cmha2p11
cmha2p10
-- 1 6 --
bt27d2c
7.1.12 Postflujo de gas
Controla el tiempo durante el cual fluye gas de protección después de que se
extinga el arco.
7.2 Soldadura MMA
La unidad Tig 150i/Tig 200i proporciona corriente continua y permite soldar la mayo-
ría de los metales, incluidos el acero aleado y no aleado, el acero inoxidable y el hie-
rro colado.
La Tig 150i per mite utilizar la mayor parte de electrodos revestidos, desde electro-
dos de ∅ 1,6 hasta electrodos de ∅ 3,25.
La Tig 200i per mite utilizar la mayor parte de los electrodos revestidos, desde elec-
trodos de ∅ 1,6 hasta electrodos de ∅ 4,0.
Si al formar el arco se presiona la punta del electrodo contra el metal, ésta se funde
inmediatamente, pegándose al metal e impidiendo proseguir con la soldadura.
Por consiguiente, tiene que formarse el arco del mismo modo que se enciende una
cerilla.
Deslice el electrodo por el metal con un movimiento rápido y, a
continuación, levántelo para obtener una longitud de arco ade-
cuada (2 mm aprox.). Si el arco es demasiado largo, crepitará
y chisporroteará hasta apagarse del todo.
Siempre que trabaje en una mesa de soldadura, antes de for-
mar el arco compruebe que no haya residuos de metal de des-
echo, fragmentos de electrodo u otros objetos en la pieza que
se va a soldar.
Una vez formado el arco, desplace el electrodo de izquierda a
derecha. El electrodo debe estar situado en un ángulo de 60˚
respecto al metal en el sentido de la soldadura.
Cuando desee soldar cordones anchos o bien obtener solda-
duras tan gruesas que obliguen a soldar por capas, deberá
emplear movimientos laterales.
7.2.1 Regulador de ajuste -- ArcPlust
La unidad Tig 150i/Tig 200i dispone de ArcPlust, un nuevo tipo de control que
produce un arco más intensivo, concentrado e intenso durante la soldadura MMA.
Se recupera con mayor rapidez tras un cortocircuito con caída de tensión,
reduciendo así el riesgo de que el electrodo se pegue al metal.
7.2.2 Empuje del arco
El parámetro de empuje del arco altera la dinámica de la máquina a fin de obtener un arco
más suave o más intenso. El empuje del arco tiene importancia para determinar cómo
cambia la corriente en respuesta a un cambio en la longitud del arco. Los valores más
bajos aumentan la estabilidad del arco y reducen las salpicaduras.
ES

-- 1 7 --
bt27d2c
7.2.3 Soldadura alterna
La soldadura alterna se puede utilizar para soldar con electrodos inoxidables.
Esta técnica consiste en formar y extinguir el arco de forma alterna para controlar mejor la
aplicación de calor. Basta con levantar ligeramente el electrodo para extinguir e l arco.
7.2.4 Arranque en caliente
El arranque en caliente aumenta la corriente de soldadura durante un periodo de
tiempo ajustable al inicio del proceso, lo que reduce el riesgo de que la fusión no
sea la adecuada al principio de la junta.
8 MEMORIA DE DAT OS DE SOLDADURA
La unidad Tig 150i/Tig 200i puede guardar 4 configuraciones de datos de soldadura
distintas en su memoria, 2 en modo TIG y 2 en modo MMA.
Se puede guardar la siguiente información.
En modo TIG, todos los parámetros.
En modo MMA, sólo la corriente de soldadura.
Para establecer el preflujo de gas, el micropulso TIG, el empuje del arco y la solda-
dura alterna:
Presiones el botón o durante 5 segundos para guardar los datos en la
memoria. El LED verde se encenderá fijo y comenzará a parpadear cuando los da-
tos estén guardados.
Para alternar entr e los parámetros predefinidos, u tilice el botón o
Los ajustes se pueden m odificar con el gatillo de la antor cha presionando .
Presione rápidamente el gatillo de la antorcha (en menos de 0,3 segundos) para pasar
de un ajuste guardado a otro.
La unidad Tig 150i/Tig 200i dispone de una batería de respaldo que mantiene los
parámetros aunque la máquina se apague o desconecte de la red.
9MANTENIMIENTO
Para garantizar la seguridad y fiabilidad del equipo es muy importante efectuar un
mantenimiento periódico.
¡Atención!
Todas las obligaciones del proveedor derivadas de la garantía del producto dejarán
de ser aplicables si el cliente manipula el producto por su propia cuenta y riesgo
durante el periodo de vigencia de la garantía con el fin de reparar cualquier tipo de
fallooavería.
La unidad Tig 150i/Tig 200i requiere poco mantenimiento. En condiciones de uso
normales, basta con limpiarla una vez al año usando aire comprimido a baja pre-
sión. Sin embargo, si se utiliza en entornos con un elevado nivel de suciedad y pol-
vo, deberá limpiarse con mayor frecuencia.
ES

-- 1 8 --
bt27d2c
9.1 Limpieza del filtro de polvo
S Retire la rejilla del ventilador (consulte la ilustr a ción).
S Desenganche el filtro de polvo.
S Límpielo a fondo con aire comprimido (baja presión).
S Vuelva a montar la rejilla del ventilador con el filtro de polvo.
10 LOCALIZACIÓN DE FALLOS
Antes de pedir ayuda a un técnico del servicio autorizado, efectúe las siguientes
comprobaciones.
Tipo de fallo Acción
No se forma el arco. S Compruebe que el conmutador de la fuente de alimentación
deredestáenON.
S Compruebe que la fuente de corriente de soldadura y los
cables de retorno están correctamente conectados.
S Compruebe que el parámetro de corriente seleccionado es el
adecuado.
Se interrumpe el suministro de
corriente durante la soldadura.
S Compruebe si el desconectador de sobrecarga térmica se ha
disparado (mediante el piloto amarillo situado en el panel
frontal).
S Compruebe los fusibles de la fuente de alimentación de red.
El desconectador de
sobrecarga térmica se dispara
con frecuencia.
S Cerciórese de que no está sobrepasando los parámetros de
funcionamiento normales de la unidad de alimentación para
soldadura (es decir , compruebe que no esté sobrecargando
la unidad).
S Compruebe que el filtro de polvo está limpio.
Soldadura deficiente. S Compruebe que la fuente de corriente de soldadura y los
cables de retorno están correctamente conectados.
S Compruebe que el parámetro de corriente seleccionado es el
adecuado.
S Compruebe que los electrodos utilizados son los correctos.
S Compruebe los fusibles de la fuente de alimentación de red.
ES

-- 1 9 --
bt27d2c
10.1 Códigos de fallo
La unidad Tig 150i/Tig 200i se entrega de fábrica con un sistema de control de fallos
integrado. Si un fallo se produce, un código aparece en la pantalla.
Si cualquiera de estos códigos aparece de forma permanente o con mucha
frecuencia, la máquina deberá enviarse a un taller de reparación ESAB autorizado.
Fallo Descripción Rearme Acción
E1 Fallo de RAM interno Reinicie la máquina.
Si el fallo persiste, diríjase a
un taller de reparación
E2 Fallo de RAM externo Reinicie la máquina.
Si el fallo persiste, diríjase a
un taller de reparación
E3 Fallo de EPROM Reinicie la máquina.
Si el fallo persiste, diríjase a
un taller de reparación
E4 Fallo de RAM con batería
de respaldo
Reinicie la máquina.
Si el fallo persiste, diríjase a
un taller de reparación
E5 Error de memoria, valor
de variable fuera de lími-
tes
Reinicie la máquina.
Si el fallo persiste, diríjase a
un taller de reparación
E6 Tensión de la batería baja Rearme pulsando un botón Si el fallo persiste, diríjase a
un taller de reparación
E10 Fallo de + 20 V
(18,5--21,5 V)
Rearme automático al desa-
parecer el fallo
E11 Fallo de -- 15 V
(--13,0 -- --16,0)
Rearme automático al desa-
parecer el fallo
E13 Temperatura elevada Rearme automático al desa-
parecer el fallo
E14 Fallo de servomecanismo
eléctrico
Rearme automático al desa-
parecer el fallo (también se
rearma pulsando un botón)
E99 Fallo en el puenteo La tarjeta de control digital se
puentea en una combinación
no definida.
Reinicie la máquina.
Si el fallo persiste, diríjase a
un taller de reparación
11 PEDIDOS DE REPUESTOS
El Tig 150i / Tig 200i se han construido y ensayado según el estándar internacional y
europeo IEC/EN 60974--1, 60974--3 y EN 60974--10. Después de haber realizado una
operación de servicio o reparación, la empresa o persona de servicio que la haya rea-
lizado deberá cerciorarse de que el equipo siga cumpliendo la norma antedicha.
Todas las r eparaciones y trabajos eléctricos deben encargarse a un técnico ESAB
autorizado.
Utilice siempre repuestos y consumibles originales de ESAB.
Si desea realizar un pedido de piezas de repuesto, acuda al distribuidor de ESAB
más cercano (consulte la última página de este documento).
ES

Esquema
-- 2 0 --
Tig 150i
Tig 150i

-- 2 1 --
Tig 150i

-- 2 2 --
Tig 200i
Tig 200i

-- 2 3 --
Tig 200i

Tig 150i, Tig 200i
Edition 060523
Referencia de pedido
-- 2 4 --
bt27o
Ordering no. Denomination Type Notes
0459 199 881 Welding Power source CaddytT ig 150i, TA34 for
230 V mains voltage
0459 199 885 Welding Power source CaddytT ig 150i, TA34 for
230 V mains voltage
Incl welding kit
0459 199 887 Welding Power source CaddytT ig 150i, TA34 for
230 V mains voltage
CSA version for the North
American market.
Incl welding kit
0459 199 888 Welding Power source CaddytT ig 150i, TA34 for
230 V mains voltage
CSA version for the North
American market
0459 199 883 Welding Power source CaddytT ig 150i, TA34 for
230 V mains voltage
0459 199 889 Welding Power source CaddytT ig 150i, TA34 for
230 V mains voltage
Incl welding kit
0459 264 990 Spare part list CaddytTig 150i/
CaddytTig 200i
English only

Tig 150i, Tig 200i
Edition 060523
Lista de repuestos
-- 2 5 --
bh26s
Item
Qty Ordering no. Denomination
101 1 0459 277 001 Filter

R0459 264 /E060523/P27
Tig 150i, Tig 200i
Accesorios
-- 2 6 --
bt27a
MMA welding and return cable kit ........
(”crocodile” type holder)
0349 501 078
MMA welding and return cable kit ........
(”screwe” type holder)
0349 501 079
Remote control MMA 1 (10mcable).......
MMA and TIG: current
0349 501 024
Foot control FS002 ......................
MMA and TIG: current
0349 090 886
Remote control unit AT1 .................
MMA and TIG: current
0459 491 896
Remote control unit AT1 CF .............
MMA and TIG: rough and fine setting of
current.
0459 491 897
Remote cable 12 pole -- 8 pole
5m.....................................
10m....................................
15m....................................
25m....................................
0459 552 880
0459 552 881
0459 552 882
0459 552 883
Shoulderstrap .......................... 0459 367 880

R0459 264 /E060523/P27
Tig 150i, Tig 200i
-- 2 7 --
bt27a
Trolley small gas bottle .................. 0459 366 880
TIG Torch ...............................
BTF 150 OKC25
0458 218 890

ESAB AB
SE--695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.co m
060517
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Prague
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel:+4536300111
Fax:+4536304003
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel:+3902979681
Fax:+390297289181
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 2485 377
Fax: +31 30 2485 260
NORWAY
AS ESAB
Larvik
Tel:+4733121000
Fax:+4733115203
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
ESAB international AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 5308 9922
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 3 5296 7371
Fax:+81352968080
MALAYSIA
ESAB (Malaysia) Snd Bhd
Selangor
Tel: +60 3 8027 9869
Fax:+60380274754
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel:+6568614322
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA
LLC ESAB
Moscow
Tel: +7 095 543 9281
Fax: +7 095 543 9280
LLC ESAB
St Petersburg
Tel: +7 812 336 7080
Fax: +7 812 336 7060
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.co m
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28




























ESAB CaddyTig 200 Manual de usuario
- Categoría
- Sistema de soldadura
- Tipo
- Manual de usuario
- Este manual también es adecuado para
Artículos relacionados
-
ESAB Caddy®Tig 150, Caddy®Tig 200 Manual de usuario
-
ESAB Origo™Tig 150, Origo™Tig 200 Manual de usuario
-
ESAB Origo™ Tig 150i Manual de usuario
-
ESAB Origo™ Arc 200i Manual de usuario
-
ESAB Caddy® Arc 150i A34 Manual de usuario
-
-
ESAB Origo™Arc 150, Origo™Arc 200 Manual de usuario
-
-
ESAB TA23 Origo™ Manual de usuario
-
ESAB DTG 405 Manual de usuario