
N 200-2
D 3...9
GB 10...16
F 17...23
E 24...30
I 31...37
S 38...44
NL 45 51
P 52 53
DK 54 55
FIN 56 57
GR 58 59
E414_01

2N 200-2 E414.doc
EG-Konformitätserklärung
im Sinne der EG-Maschinenrichtlinie 98/37/EG, Anhang IIA
Hiermit erklären wir, dass die Maschine aufgrund ihrer Konzipierung und
Bauart sowie in der von uns in Verkehr gebrachten Ausführung den
einschlägigen, grundlegenden Sicherheits- und Gesundheitsanforderungen
der EG-Richtlinie entspricht. Bei einer nicht mit uns abgestimmten Änderung
der Maschine verliert diese Erklärung ihre Gültigkeit.
Einschlägige EG-Richtlinien: 98/37/EG, 73/23/EWG, 89/336/EWG.
Angewandte harmonisierte Normen, insbesondere: EN 50 144, EN 55 014,
EN 61 000
EC conformity declaration
with regards to the EC machinery directive 98/37/EC, appendix IIA
We hereby declare that the machine complies with the relevant basic safety
and occupational health regulations as stipulated in the EC machinery
directive on the basis of its design and construction as well as its operation.
This declaration is invalid if alterations that are not authorized by us are
carried out on the machine.
Relevant EC directives: 98/37/EC, 73/23/EC, 89/336/EC
Applied harmonized norms, in particular: EN 50 144, EN 55 014,
EN 61 000
Déclaration de conformité C.E.
dans le sens des directives machines C.E. 98/37/CEE, annexe IIA
Par la présente, nous déclarons que la machine, de par sa conception et sa
construction ainsi que le modèle que nous avons mis sur le marché, répond
aux exigences élémentaires applicables en ce qui concerne la sécurité et la
santé de la directive C.E.La déclaration perd sa validité si une modification
de la machine a été réalisée sans notre consentement.
Directives C.E. élémentaires : 98/37/CEE, 73/23/CEE, 89/336/CEE
Normes harmonisées appliquées, en particulier : EN 50 144, EN 55 014,
EN 61 000
Declaración de conformidad EG
De acuerdo con la directiva de la CE para maquinaria 98/37/CE, anexo IIA
Por la presente documentación certificamos que este aparato cumple todos
los requisitos fundamentales que la normativa de la CE establece en
materia de seguridad y protección, gracias a la conceptualización de la
máquina, su ejecución y versión actual. Este certificado deja de ser válido
cuando se realicen cambios en la máquina sin la conformidad de TRUMPF.
Directivas de la CE al respecto: 98/37/CE, 73/23/CEE, 89/336/CEE.
Normas armonizadas seguidas; en especial: EN 50 144, EN 55 014,
EN 61 000
Dichiarazione di conformità CE
ai sensi della normativa CE per le macchine 98/37/CE, allegato IIA
Con questa dichiarazione di conformità dichiariamo che questo tipo di
macchina è stato concepito, costruito e introdotto sul mercato nel rispetto
delle vigenti disposizioni fondamentali per la sicurezza e la salute della
normativa CE. Nel caso che alla macchina vengano apportate delle
modifiche senza il nostro consenso, questa dichiarazione perde la sua
validità.
Disposizioni CE vigenti: 98/37/CEE, 73/23/CEE, 89/336/CEE
Norme unificate applicate, in particolare: EN 50 144, EN 55 014, EN 61 000
EG-konformitetsförklaring
enligt EU maskindirektiv 98/37/EG, bilaga IIA
Härmed förklarar vi att maskinen i sin koncipiering och konstruktion, och i
det av oss sålda utförandet, uppfyller de relevanta, grundläggande
säkerhets- och hälsokraven i EU direktivet. Förklaringen är inte längre giltig
om maskinen byggs om utan vårt tillstånd.
Relevanta EU-direktiv: 98/37/EG, 73/23/EWG, 89/336/EWG
Tillämpadeharmoniserandenormer, särskilt: EN 50 144, EN 55 014,
EN 61 000
Declaração de conformidade CE
no âmbito da directiva CE sobre máquinas 98/37/CE, Anexo IIA
Declara-se que o aparelho, em virtude da sua concepção e tipo, bem como
na versão por nós posta em circulação, cumpre os requisitos de segurança
e de saúde da directiva da sobre máquinas CE. Esta declaração perderá a
sua validade caso seja efectuada qualquer alteração no aparelho que não
seja por nós acordada.
Respectivas directivas CE: 98/37/CE, 73/23/CEE, 89/336/CEE
Normas harmonizadas aplicadas, especialmente: EN 50 144, EN 55 014,
EN 61 000
EF-overensstemmelseserklæring
i henhold til EF-maskindirektiv 98/37/EØF, bilag IIA
Hermed erklærer vi, at maskinen i sin udformning og konstruktion samt i den
af os solgte udførelse opfylder de gældende, grundlæggende sikkerheds- og
sundhedskrav i EF-direktivet. Denne erklæring mister sin gyldighed, hvis
maskinen ændres uden vores tilladelse.
Gældende EF-direktiver: 98/37/EØF, 73/23/EØF, 89/336/EØF
Anvendte, harmoniserede standarder, især: EN 50 144, EN 55 014,
EN 61 000
EG-Verklaring van Overeenkomst
in de zin van de EG-machinerichtlijn 98/37/EG, appendix IIA
Hierbij verklaren wij, dat de machine uitgaande van ontwerp, constructie en
uitvoering, zoals door ons op de markt gebracht, overeenkomt met de
desbetreffende veiligheids- en gezondheidsvereisten uit de EG-richtlijn. Bij
een verandering van de machine waarover geen afspraken met deze firma
zijn gemaakt, verliest deze verklaring haar geldigheid.
Desbetreffende EG-richtlijnen: 98/37/EG, 73/23/EEG, 89/336/EEG
Toegepaste geharmoniseerde normen, met name: EN 50 144, EN 55 014,
EN 61 000
EY-standardinmukaisuus-todistuksen
antaminen
EY:n koneille antamien 98/37/EG määräysten mukaisesti, liite IIA
Täten todistamme, että koneen suunnittelu ja rakennustapa sekä meidän
myyntiin laskemamme malli vastaavat EY-määräyksien mukaisia
asiaankuuluvia, perustavaa laatua olevia turvallisuus- ja terveysvaatimuksia.
Tehtäessä koneeseen muutoksia ilman valmistajan lupaa, menettää tämä
todistus voimassaolonsa.
Asiaankuuluvat EY-määräykset: 98/37/EG, 73/23/EWG, 89/336/EWG
Käytetyt harmonisoidut standardit, erikoisesti: EN 50 144, EN 55 014,
EN 61 000
©ÃÐÞØÌ ÆÒÙÆÕáÏÖÎØÌ× ªª
Friedrich Kilian
Geschäftsführer Entwicklung
TRUMPF Werkzeugmaschinen GmbH + Co. KG
D-71254 Ditzingen

E414.doc N 200-2 D3
Nibbler N 200-2 Fig. 25650
Technische Daten N 200-2
Zulässige Materialdicken:
• Stahl bis 400 N/mm² 2.0 mm
• Edelstahl bis 600 N/mm² 1.5 mm
• Edelstahl bis 800 N/mm² 1.0 mm
• Aluminium 250 N/mm² 2.5 mm
Kleinster Radius bei
kurvenförmigen Ausschnitten 4 mm
Startloch-∅ für Matrize min. 16 mm
Schneidspurbreite 8 mm
Arbeitsgeschwindigkeit ca. 1.1 m/min
Nennaufnahmeleistung 500 W
Hubzahl bei Vollast 1400/min
Gewicht 2.1 kg
Schutzisolation Klasse II
Geräusch / Vibration
Messwerte ermittelt entsprechend EN 50 144.
Der A-bewertete Schalldruckpegel des Gerätes be-
trägt typischerweise 78 dB (A). Der Geräuschpegel
beim Arbeiten kann 85 dB (A) überschreiten.
Gehörschutz tragen!
Die Hand-Arm Vibration ist typischerweise niedriger
als 2.5 m/s².
Bestimmungsgemäße Verwendung
Der TRUMPF Nibbler N 200-2 ist eine elektrisch
betriebene Handmaschine
• zum Trennen von plattenförmigen Werkstücken
aus stanzfähigem Material wie Stahl, Aluminium,
Buntmetalle und Kunststoff
• zum Trennen von Rohren sowie zur Bearbeitung
von Profilblechen (Wellbleche)
• zum Nibbeln gerader oder kurvenförmiger
Außenkanten und Innenausschnitte
• zum Nibbeln nach Anriss oder nach Schablone
Die Bearbeitung im Nibbelverfahren ergibt verwin-
dungsfreie Schnittkanten.
Aufgrund des Hohlrundstempels kann der Nibbler
beim Arbeiten auf der Stelle gedreht und die Bearbei-
tung kann in beliebiger Richtung fortgesetzt werden.
D
1 Abdeckring
2Matrize
3 Stempel
4 Stempelführung
5 Matrizenträger
6 Hülse für Index
Werkzeugrichtung
7 Griff für Werkzeugklemmung
8 Ein-/Aus-Schalter
9 Stellrad für Drehzahlregler
10 Max. Blechdicke 1.5 mm bei
Edelstahl bis 600N/ mm²
11 Max. Blechdicke 2.0 mm bei
Stahl bis 400N/ mm²
8
9
6
10
11
7
4
3
2
1
5

4DN 200-2 E414.doc
Zu Ihrer Sicherheit
Gefahrloses Arbeiten mit dem Gerät ist nur
möglich, wenn Sie die Betriebsanleitung und
die beiliegenden Sicherheitshinweise (rote
Druckschrift TRUMPF Bestell-Nr. 125699)
vollständig lesen und die darin enthaltenen
Anweisungen strikt befolgen.
Verletzungsgefahr
Das Gerät darf nicht feucht sein und auch nicht
in feuchter Umgebung betrieben werden.
Steckdosen müssen grundsätzlich mit Fehler-
strom-Schutzschaltern ausgerüstet sein. Bei
Fragen sprechen Sie mit Ihrem Elektro-Instal-
lateur.
Vor jedem Gebrauch Gerät, Kabel und Stecker
kontrollieren.
Beschädigte Teile nur vom Fachmann reparie-
ren lassen.
Beim Arbeiten stets Schutzbrille, Ge-
hörschutz, Schutzhandschuhe und
festes Schuhwerk tragen.
• Stecker nur bei ausgeschaltetem Gerät ein-
stecken.
• Nach dem Gebrauch den Netzstecker ziehen.
• Vor allen Arbeiten am Gerät den Stecker aus der
Steckdose ziehen. Gerät nicht am Kabel tragen.
• Kabel immer nach hinten von dem Gerät weg-
führen.
• Nur Original TRUMPF-Zubehör verwenden.
Vor Inbetriebnahme
1. Kapitel Sicherheit lesen.
Zu Ihrer Sicherheit
2. Stumpfe Werkzeuge ersetzen.
Werkzeugwechsel
3. Hubzahleinstellung auf Blechdicke und
Bearbeitungsart abstimmen.
Hubzahl
4. Die Netzspannung muss mit den Angaben auf
dem Leistungsschild der Maschine überein-
stimmen.
Mit 230V bezeichnete Maschinen können auch an
220 V angeschlossen werden.
Mit 115 V bezeichnete Maschinen können auch an
110 V angeschlossen werden.

E414.doc N 200-2 D5
Arbeitshinweise
Sachbeschädigung!
Stündlich Werkzeuge auf Verschleiß prüfen.
Nie mit stumpfen Werkzeugen arbeiten!
Die Maschine kann sonst überlastet werden.
Ein- und Ausschalten
Ein-/Aus-Schalter Fig. 25651
Sachbeschädigung!
Darauf achten, dass die Maschine erst an das
Werkstück herangeführt wird, wenn sie
eingeschaltet ist und die volle Drehzahl
erreicht hat!
Bei Schnittspuren, die im Werkstück enden,
darf die Maschine nie abgeschaltet werden,
solange sich der Stempel im Werkstück noch
in Eingriff befindet. In solchen Fällen ist die
laufende Maschine einige Millimeter
rückwärts in Richtung der bereits
freigeschnittenen Schnittspur zu führen,
bevor sie abgeschaltet wird.
Drehzahlregler
Je nach Anwendung kann die Hubzahl über den
Drehzahlregler angepasst werden.
Hubzahl
Kühlung und Schmierung
Das Schnittergebnis wird verbessert, die Standzeit des
Stempels wird erhöht, wenn vor dem Bearbeiten des
Werkstücks die Schnittspur mit Öl bestrichen wird.
Empfehlung für Stahl:
Stanz- und Nibbelöl, Bestell-Nr. 103387
Empfehlung für Aluminium:
Wisura-Öl, Bestell-Nr. 125874
Schneidrichtungswechsel in 5°-Schritten
Für Rechtshand - / Linkshand-Bedienung, oder wenn
Profilbleche bearbeitet werden sollen, kann das
Werkzeug bzw. die Schneidrichtung nach rechts oder
links gedreht werden.
Fig. 25666
• Hülse (1) bis zum Anschlag nach oben drücken
• Werkzeug (2) in gewünschte Richtung drehen
• Hülse (1) loslassen und Werkzeug (2) etwas
drehen, damit es in die nächstliegende
Indexposition einrastet.
0
1. 2.
Ein
0 Aus
2
1
1 Hülse
2 Werkzeug

6DN 200-2 E414.doc
Innenausschnitte
Innenausschnitte erfordern eine Startbohrung von min.
16 mm Ø.
Nibbeln mit Schablone
Schablone Fig. 25828
Hubzahl
Nicht bei 115Volt-Version !
Reduzierte Hubzahlen verbessern die
Arbeitsergebnisse
• bei Bearbeitung nach Anriss
• bei Bearbeitung von Radien
Drehzahlregler Fig. 25263
Drehzahlregler
%OHFK
GLFNH
>PP@
PD[
)HVWLJNHLW
>1PPð@ *)('&%$
0,5
1 Edelstahl 800
1,5 Edelstahl 600
6WDKO
2,5 Aluminium 250
Dauerbetrieb
Kurzzeitbetrieb
Richtwerte zur Einstellung des Drehzahlreglers Tab.2
Sachbeschädigung!
Achtung: Bei zu geringer Hubzahl:
Motorschaden durch Überhitzung !
h1
a
R1
R2
1
2
3
h2
1 Stempelführung, Außendurchmesser: 13 mm
2 Werkstück
3 Schablone
a Abstand der Kontur der Schablone zur auszunibbeln-
den Kontur des Werkstücks: 2.5 mm
h1Dicke der Schablone
h2Dicke des Werkstücks
h1+h2Gesamtdicke von Schablone + Werkstück:
5 bis 6.5 mm,
wobei die Schablone z.B. 2 mm dick sein kann und die
fehlende Distanz mit einer Zwischenlage
( z.B. Gummi-Element ) überbrückt werden kann
R1Min. Radius in der Schablone: 6.5 mm
R2Min. Radius im Werkstück: 4 mm (= Stempelradius)
1
1 Stellrad für Drehzahlregler am Motor

E414.doc N 200-2 D7
Werkzeugwechsel
Verletzungsgefahr!
Vor allen Arbeiten an der Maschine zuerst
den Stecker aus der Steckdose ziehen!
Sind Stempel und/oder Matrize stumpf, Werkzeuge
wechseln
Stempel demontieren Fig. 25655
a) Griff (2) nach hinten ziehen.
b) Werkzeug (6) aus Gehäuse (1) herausziehen.
c) Stempel (5) entnehmen.
Stempel einbauen Fig. 25655
Stempel (5) und Bohrung in Werkzeug (6) leicht mit
Schmierfett “G1“ einfetten.
Siehe "F" in Fig. 25655
• Stempel (5) in die Nut der Stempelaufnahme (4)
einhängen und in Schneidrichtung nach vorne
ausrichten.
• Werkzeug (6) in Schneidrichtung nach vorne
ausrichten und ins Gehäuse (1) einstecken.
• Durch Zurückschieben des Griffs (2) wird das
Werkzeug (6) im Gehäuse gehalten.
Matrize wechseln Fig. 25655
• Abdeckring (7) aus der Nut nach oben schieben.
• Zylinderstift (9) mit einem Durchschlag heraus-
drücken.
• Matrize (8) vom Tragstift abziehen und durch eine
neue Matrize ersetzen.
Werkzeugwechsel Fig. 25655
1
2
3
4
5
6
8
9
7
S
S
F
1 Gehäuse
2 Griff für
Werkzeugklemmung
3 Indexstifte (4 Stück)
4 Stößel mit
Stempelaufnahme
5 Stempel
6 Werkzeug (=Trägerteil
mit Stempelführung,
Tragstift)
7 Abdeckring
8 Matrize
9 Zylinderstift
F Schmierfett "G1"
S Schnittrichtung

8DN 200-2 E414.doc
Wartung
Verletzungsgefahr
Vor allen Arbeiten an der Maschine zuerst
den Stecker aus der Steckdose ziehen!
Lüftungsschlitze
Gerät und Lüftungsschlitze stets sauber halten.
S c h m i e r u n g Stempelführung
Die Bohrung, in der der Stempel geführt wird, ist nach
jedem Werkzeugwechsel nachzuschmieren.
Originalfett: Schmierfett “G1“, Tube
TRUMPF Bestell-Nr. 344969
S c h m i e r u n g Getriebe/Getriebekopf
Ein Nachfüllen oder Wechseln des Getriebefettes ist
nach eventuellen Reparaturen, spätestens jedoch
nach 300 Betriebsstunden, notwendig.
Originalfett: Schmierfett “G1“,Dose
TRUMPF Bestell-Nr. 139440
Reparaturen
Verletzungsgefahr
Elektrowerkzeuge entsprechen den einschlä-
gigen Sicherheitsbestimmungen. Reparatu-
ren dürfen nur von einer Fachkraft
ausgeführt werden, anderenfalls können
Unfälle für den Betreiber entstehen.
Kohlebürstenwechsel
Bei abgenutzten Kohlebürsten bleibt die Maschine
stehen.
Der Kohlebürstenwechsel ist wie jede andere
Reparatur von einer Fachkraft auszuführen!
Nur Original-Ersatzteile verwenden.
Bitte Angaben auf dem Leistungsschild beachten.
Die Adressen der TRUMPF-Vertretungen
finden Sie am Schluss der Betriebsanleitung.

E414.doc N 200-2 D9
Verschleißteile
N 200-2 Bestell-Nr.
Stempel 944506
Matrize 980335
Originalzubehör
Mit der Maschine mitgeliefertes Zubehör
Bezeichnung Bestell-Nr.
Satz Werkzeuge
(Stempel und Matrize, eingebaut)
Tube Schmierfett "G1" 344969
Koffer 345243
Betriebsanleitung 957261
Sicherheitshinweise (rote Druckschrift) 125699
Optionen
Werkzeug PN 200-2 961964
Werkzeug PN161-2 961966
Stiftschlüssel Torx Tx20 144680
Spänesack 088622
Ersatzteilset (2 Stempel
1 Matrize
1 Stift
1 Abdeckring) 961961
Stanz- und Nibbelöl für Stahl (0.5 Liter) 103387
Stanz- und Nibbelöl für Aluminium (1 Liter) 125874
Ersatzteile und Verschleißteile
bestellen
Um Verzögerungen und Falschlieferungen zu vermei-
den, gehen Sie bitte bei Ersatzteilbestellungen wie
folgt vor:
• für die Bestellung von Ersatz- und Verschleißteilen
verwenden Sie bitte die 6-stellige TRUMPF
Bestell-Nr. des entsprechenden Teils.
• Weitere Bestelldaten
für elektrische Teile: Spannungsdaten
benötigte Stückzahl
Maschinentyp
• Notwendige Versanddaten
Ihre genaue Adresse
gewünschte Versandart (z.B. Luftpost, Eilboten,
Express, Frachtgut, Paketpost usw.)
• Schicken Sie Ihre Bestellung an Ihre TRUMPF-
Vertretung.
TRUMPF-Service-Adressen und Telefax-
Nummern finden Sie am Schluss dieser
Anleitung.
Hinweise zur Dokumentation
Das Dokument wurde in der Technischen Dokumenta-
tion der Firma TRUMPF Werkzeugmaschinen GmbH +
Co. KG verfasst.
Alle Rechte an dieser Dokumentation, insbesondere
das Recht der Vervielfältigung und Verbreitung sowie
der Übersetzung bei TRUMPF Werkzeugmaschinen
GmbH + Co. KG, auch für den Fall von Schutz-
rechtsanmeldungen.
TRUMPF Werkzeugmaschinen GmbH + Co. KG

10 GB N 200-2 E414.DOC
Nibbler N 200-2 Fig. 25650
N 200-2 technical data
Acceptable material thickness:
• Steel up to 400 N/mm² 2.0 mm
• Stainless steel up to 600 N/mm² 1.5 mm
• Stainless steel up to 800 N/mm² 1.0 mm
• Aluminum 250 N/mm² 2.5 mm
Smallest radius for
contoured cutouts 4 mm
Start hole ∅ for die min. 16 mm
Cutting track width 8 mm
Working speed ca. 1.1 m/min
Nominal power consumption 500 W
Stroke rate at full load 1400/min
Weight 2.1 kg
Protective insulation Class II
Noise / Vibration
Measured values determined in compliance with
EN 50 144.
The A-weighted sound level of the device is generally
78 dB (A). The operating noise level can exceed 85 dB
(A).
Wear ear protection!
The hand-arm vibration is typically lower than 2.5 m/s².
Designated use
The TRUMPF Nibbler N 200-2 is an electric hand tool
used for:
• splitting plate-shaped workpieces made of a
punchable material such as steel, aluminum, non-
ferrous heavy metals, and plastic;
• splitting tubes as well as machining sectional
sheets (damaged sheets);
• nibbling straight or curved exterior and interior
cutouts;
• nibbling from scribed lines or templates.
The nibbling process produces cutting edges free of
deformations.
Because of the hollow round punch, the nibbler can be
rotated at any position such that processing can con-
tinue in any direction.
GB
1 Cover ring
2Die
3 Punch
4 Punch guide
5 Die carrier
6 Index sleeve
Direction of tool
7 Grip for tool clamp
8 On/off switch
9 Setting wheel for speed
controller
10 Max. sheet thickness 1.5 mm
for stainless steel up to
600 N/mm²
11 Max. sheet thickness 2.0 mm
for steel up to 400 N/mm²
8
9
6
10
11
7
4
3
2
1
5

E414.DOC N 200-2 GB 11
For your safety
Safe operation of the appliance is only
possible when the operator's manual and the
supplied safety information (red print,
TRUMPF order no. 125699) have been
completely read and the instructions
contained within have been strictly adhered to.
Risk of injury
The appliance must not be damp and must not
be operated in a damp environment.
Plug sockets must be equipped with fault
current circuit breakers. Related questions
should be addressed to your electrician.
Before each use, inspect the device itself, the
cable, and the plug.
Damaged parts should be repaired only by a
qualified technician.
Always wear safety glasses, hearing
protection, protective gloves, and hard
shoes when operating.
• Plug the device in only when it has been switched
off.
• Unplug the power cord after use.
• Unplug the power cord from the socket before
commencing any work on the device. Do not carry
the device from the power cord.
• Always guide the cable back and away from the
unit.
• Only use original TRUMPF accessories.
Before putting the machine into
service
1. Read the chapter on safety.
For your safety
2. Replace blunt tools.
Tool changes
3. Set the number of strokes based on the sheet
thickness and processing type.
Number of strokes
4. The power supply must comply with the details on
the rating plate of the machine.
Machines designated for 230 V can also be
connected to 220 V power supplies.
Machines designated for 115 V can also be
connected to 110 V.

12 GB N 200-2 E414.DOC
Operating instructions
Damage to the machine!
Check tools hourly for wear.
Never work with blunt tools!
(Otherwise, the machine may become
overloaded).
Switching on and off
On/off switch Fig. 25651
Damage to the machine!
Do not begin machining the workpiece until
after the device has been switched on and
has reached maximum speed!
For cutting tracks which end in the work-
piece, the unit must never be turned off as
long as the punch is in contact with the
workpiece. In such cases, guide the device
back along the freshly cut track a few
millimeters before switching it off.
Speed controller
The stroke rate can be adjusted using the speed
controller, depending on the particular application.
Number of strokes
Cooling and lubrication
The cutting result is improved and the service life of
the punch increased if the cutting track is coated with
oil before machining the workpiece.
Recommended for steel:
Punching and nibbling oil, order no. 103387
Recommended for aluminum:
Wisura oil, order no. 125874
Changing the cutting direction in 5° increments
For right/left-hand operation or if a sectional sheet is to
be machined, the tool and cutting direction can be
turned to the right or left.
Fig. 25666
• Push the sleeve (1) up until it stops.
• Turn the tool (2) to the desired direction.
• Release the sleeve (1) and turn the tool (2) slightly
such that it locks into the next index position.
0
1. 2.
On
0 Off
2
1
1 Sleeve
2 Tool

E414.DOC N 200-2 GB 13
Interior cutouts
Interior cutouts require a start hole of at least 16 mm Ø.
Nibbling with templates
Template Fig. 25828
Number of strokes
Not for the 115 V version!
A reduced number of strokes improves the quality of
the work
• for machining based on scribed lines
• for machining radiuses
Speed controller Fig. 25263
Speed controller
6KHHW
WKLFN
QHVV
>PP@
0D[
WHQVLOHVWUHQJWK
>1PPð@ *)('&%$
0.5
1Stainless
steel 800
1.5 Stainless
steel 600
6WHHO
2.5 Aluminum 250
Continuous
operation
Intermittent
operation
Standard values for setting the speed controller Table 2
Damage to the machine!
Caution: If the stroke rate is too low, the
motor could be damaged due to overheating!
h1
a
R1
R2
1
2
3
h2
1 Punch guide, exterior diameter: 13 mm
2 Workpiece
3 Template
a Distance between the template contour
and the contour of the workpiece: 2.5 mm
h1Template thickness
h2Workpiece thickness
h1+h2Total thickness of template + workpiece:
5 to 6.5 mm,
whereby the template can be 2 mm thick, for example,
and the remaining distance can be bridged with an
intermediate layer (e.g. a rubber element).
R1Min. template radius: 6.5 mm
R2Min. radius in the workpiece: 4 mm (= punch radius)
1
1 Setting wheel for speed controller on motor

14 GB N 200-2 E414.DOC
Tool changes
Risk of injury!
Remove the plug from the plug socket
before commencing any work on the
machine!
If the punch or die becomes blunt, change the tool.
Removing the punch Fig. 25655
a) Pull grip (2) back.
b) Pull out tool (6) from housing (1).
c) Remove punch (5).
Mounting the punch Fig. 25655
Lightly lubricate punch (5) and boring in tool (6) with
lubricating grease "G1".
See "F" in Fig. 25655
• Insert punch (5) into slot on punch adapter (4) and
align cutting direction forward.
• Align cutting direction of tool (6) forward and insert
it into housing (1).
• Pushing back the grip (2) secures the tool in the
housing (6).
Changing the die Fig. 25655
• Push cover ring (7) upward out of slot.
• Push out cylindrical pin (9) using a drift punch.
• Pull off die (8) from the carrier pin and replace it
with a new die.
Tool change Fig. 25655
1
2
3
4
5
6
8
9
7
S
S
F
1 Housing
2 Grip for tool clamp
3 Index pins (x4)
4 Ram with punch adapter
5 Punch
6 Tool (carrier + punch
guide + carrier pin)
7 Cover ring
8 Die
9 Cylindrical pin
F Lubricating grease "G1"
S Direction of cutting

E414.DOC N 200-2 GB 15
Maintenance
Risk of injury
Remove the plug from the plug socket
before commencing any work on the
machine!
Ventilation slots
Always keep the appliance and ventilation slots clean.
Punch guide l u b r i c a t i o n
The boring into which the punch is inserted must be
lubricated after each tool change.
Original
grease: Lubricating grease "G1", tube
TRUMPF order no. 344969
Gear / gear head l u b r i c a t i o n
The gear grease must be topped up or changed after any
repairs or at least after every 300 hours of operation.
Original
grease: Lubricating grease "G1", can
TRUMPF order no. 139440
Repairs
Risk of injury
Electrical tools must comply with the relevant
safety regulations. Repairs must only be
carried out by a qualified professional; other-
wise operational accidents may occur.
Changing carbon brushes
The machine will stop if the brushes are worn out.
As with other repairs, changing the carbon brushes
must be carried out by a specialist!
Only use original spare parts.
Please note the specifications on the rating plate.
You will find a list of TRUMPF representatives
at the back of this operator's manual.

16 GB N 200-2 E414.DOC
Wearing parts
N 200-2 Order no.
Punch 944506
Die 980335
Original accessories
Accessories supplied with the machine
Description Order no.
Tool set
(punch and die, installed)
Lubricating grease "G1" (tube) 344969
Case 345243
Operator's manual 957261
Safety instructions (red print) 125699
Optional
Tool PN 200-2 961964
Tool PN161-2 961966
Torx Spanner Tx20 144680
Chip bag 088622
Replacement part set
(2 punches,1 die, 1 cylindrical pin,
1 cover ring) 961961
Punching and nibbling oil for steel (0.5 liter) 103387
Punching and nibbling oil for aluminum (1 liter)125874
Ordering replacement parts
To avoid delays and incorrect deliveries, please order
spare parts as follows:
• When ordering replacement parts, please use the
6-digit TRUMPF order number for the correspond-
ing part.
• More about ordering:
For electrical parts: Voltage data
Number required
Machine type
• Information required for shipping:
Your exact address
Desired mode of shipment (e.g. air mail, express
mail, ordinary freight, parcel post, etc.)
• Send your order to your TRUMPF representative.
TRUMPF service addresses and fax
numbers can be found at the end of these
instructions.
Additional notes on this document
This document was created by the Technical
Documentation Dept. of TRUMPF
Werkzeugmaschinen GmbH + Co. KG.
All rights to this documentation, especially the rights of
reproduction and distribution as well as that of
translation are retained by TRUMPF
Werkzeugmaschinen GmbH + Co. KG, even in the
case of notifications of protective privilege.
TRUMPF Werkzeugmaschinen GmbH + Co. KG

E414.doc N 200-2 F17
Grignoteuse N 200-2 Fig. 25650
Caractéristiques techniques N 200-2
Epaisseurs admissibles du matériau :
• Acier jusqu'à 400 N/mm² 2,0 mm
• Acier spécial jusqu'à 600 N/mm² 1,5 mm
• Acier spécial jusqu'à 800 N/mm² 1,0 mm
• Aluminium 250 N/mm² 2,5 mm
Rayon minimum en cas de
découpes curvilignes 4 mm
∅ d'avant-trou pour matrice 16 mm min.
Largeur de la ligne de coupe 8 mm
Vitesse de travail env. 1,1 m/min
Puissance absorbée nominale 500 W
Fréquence en pleine charge 1400/min
Poids 2,1 kg
Double isolation Classe II
Bruit / Vibrations
Valeurs mesurées déterminées suivant la NE 50 144.
Le niveau de pression acoustique de la machine
évalué suivant le procédé de mesure A s'élève
typiquement à 78 dB (A). Le niveau sonore mesuré
durant les travaux peut dépasser 85 dB (A).
Porter des protège-oreilles !
Les vibrations ressenties dans l'avant-bras sont
typiquement inférieures à 2,5 m/s².
Utilisation conforme aux
prescriptions
La grignoteuse TRUMPF N 200-2 est un appareil
portatif électrique conçu pour
• couper des pièces en plaques de matériaux
pouvant être poinçonnés, tels que l'acier, l'alu-
minium, les métaux lourds non ferreux et les
matières plastiques
• couper des tubes et usiner des profilés (tôles
déformées)
• grignoter des arêtes extérieures et des découpes
intérieures droites ou curvilignes
• grignoter suivant un tracé ou un gabarit
Le grignotage est un procédé d'usinage qui permet
d'obtenir des arêtes de coupe sans retrait.
Le poinçon rond et creux permet de tourner la
grignoteuse sur place durant les travaux et de
poursuivre l'usinage dans la direction souhaitée.
F
1 Rondelle de fermeture
2Matrice
3 Poinçon
4 Guidage du poinçon
5 Porte-matrice
6 Douille pour index
direction d'outil
7 Poignée pour serrage d'outil
8 Interrupteur marche / arrêt
9 Roue de réglage pour le
régulateur de vitesse
10 Epaisseur de tôle minimale
1,5 mm pour acier spécial
jusqu'à 600 N/mm²
11 Epaisseur de tôle maximale
2,0 mm pour acier jusqu'à
400 N/mm²
8
9
6
10
11
7
4
3
2
1
5

18 FN 200-2 E414.doc
Pour votre sécurité
Un travail sans danger avec l'appareil est
seulement possible si vous avez entièrement
lu le mode d'emploi joint à l'appareil ainsi que
les indications de sécurité (impression en
rouge N° de référence TRUMPF 125699) et si
vous suivez scrupuleusement les indications
qui y figurent.
Risque de blessure
L'appareil ne doit ni être humide ni être utilisé
dans un environnement humide.
Les prises de courant doivent être systéma-
tiquement équipées d'un déclencheur par
courant de défaut. Pour obtenir des précisions,
s'adresser à un installateur électrique.
Avant chaque utilisation, contrôler appareil,
câbles et fiches.
Ne faire réparer les pièces endommagées que
par un spécialiste.
Toujours porter des lunettes de
protection, un protège-oreilles, des
gants de protection et de solides
chaussures pendant le travail.
• Ne brancher la fiche que lorsque la machine est à
l'arrêt.
• Débrancher la fiche de contact après chaque
utilisation.
• Avant chaque intervention sur la machine, retirer
la fiche de la prise de courant. Ne pas porter la
machine en la tenant par le câble.
• Maintenir continuellement le câble à l'arrière de
l'appareil.
• Utiliser uniquement des accessoires d'origine
TRUMPF.
Avant la mise en service
1. Lire le chapitre relatif à la sécurité.
Pour votre sécurité
2. Remplacer les outils émoussés.
Changement d'outils
3. Adapter la fréquence à l'épaisseur de tôle et au
type d'usinage.
Fréquence
4. La tension de réseau doit correspondre aux
indications figurant sur la plaque signalétique de la
machine.
Les machines portant la mention 230 V peuvent
également être raccordées à une tension de 220 V.
Les machines portant la mention 115 V peuvent
également être raccordées à une tension de 110 V.

E414.doc N 200-2 F19
Consignes de travail
Dommages matériels !
Contrôler l'usure des outils toutes les heures.
Ne jamais travailler avec des outils
émoussés !
Ceci risque de provoquer une surcharge de la
machine.
Mise sous tension et hors tension
Interrupteur marche / arrêt Fig. 25651
Dommages matériels !
S'assurer que la machine est en marche et a
atteint son plein régime avant de la diriger sur
le matériau !
Lorsque les lignes de coupes aboutissent
dans la pièce à usiner, ne jamais mettre la
machine en arrêt tant que le poinçon est
encore en prise dans la pièce. Dans de tels
cas, faire reculer la machine en marche de
quelques millimètres en direction de la ligne
de coupe déjà dégagée avant de la mettre
en arrêt.
Variateur de vitesse
Selon l'application, la fréquence peut être adaptée par
l'intermédiaire du régulateur de vitesse.
Fréquence
Refroidissement et lubrification
Le résultat de la coupe est amélioré et le temps
d'utilisation du poinçon augmente si la ligne de coupe
est enduite d'huile avant l'usinage de la pièce.
Recommandation pour l'acier :
Huile de poinçonnage et de grignotage, N° de
référence 103387
Recommandation pour l'aluminium :
Huile "Wisura", N° de référence 125874
Modification de la direction de coupe par pas de 5°
Il est possible de tourner l'outil ou de modifier la
direction de coupe vers la droite ou vers la gauche
selon que l'appareil est manipulé par un droitier ou un
gaucher, ou bien lorsque des profilés doivent être
usinés.
Fig. 25666
• Insérer la douille (1) jusqu'à la butée en appliquant
une pression vers le haut.
• Tourner l'outil (2) dans le sens souhaité
• Lâcher la douille (1) et tourner légèrement
l'outil (2) afin qu'il s'enclenche dans la position
d'index la plus proche.
0
1. 2.
Mise sous tension
0 Mise hors tension
2
1
1 Douille
2 Outil

20 FN 200-2 E414.doc
Découpes intérieures
Les découpes intérieures nécessitent un avant-trou
d'au moins 16 mm de Ø.
Grignotage avec un gabarit
Gabarit Fig. 25828
Fréquence
Ceci ne concerne pas la version 115 Volts !
Des fréquences réduites permettent une amélioration
des résultats du travail
• pour l'usinage suivant un tracé
• pour l'usinage de rayons
Régulateur de vitesse Fig. 25263
Régulateur de vitesse
5pVLVWDQFH
PD[LPDOH>1PPð@
*)('&%$
0,5
1Acier
spécial 800
1,5 Acier
spécial 600
$FLHU
2,5 Aluminium 250
Fonctionnement
continu
Fonctionnement de
courte durée
Valeurs approximatives pour la configuration du régulateur
de vitesse Tab. 2
Dommages matériels !
Attention : En cas de fréquence trop faible :
endommagement du moteur dû à la
surchauffe !
h1
a
R1
R2
1
2
3
h2
1 Guidage du poinçon, diamètre extérieur : 13 mm
2 Pièce à usiner
3 Gabarit
a Distance entre le contour du gabarit et le contour de la
pièce à usiner devant subir le grignotage : 2,5 mm
h1Epaisseur du gabarit
h2Epaisseur de la pièce à usiner
h1+h2Epaisseur totale gabarit + pièce à usiner :
5 à 6,5 mm,
le gabarit pouvant avoir une épaisseur de 2 mm p. ex.,
et la distance manquante pouvant être comblée à l'aide
d'une pièce intermédiaire
(p. ex. un élément en caoutchouc)
R1Rayon minimal dans le gabarit : 6,5 mm
R2Rayon minimal dans la pièce à usiner : 4 mm
(= rayon de poinçonnage)
1
1 Roue de réglage pour régulateur de vitesse au niveau du moteur

E414.doc N 200-2 F21
Changement d'outils
Risque de blessure !
Avant chaque intervention sur la machine,
commencer par retirer la fiche de la prise
de courant !
Si le poinçon et / ou la matrice sont / est émoussé(s),
remplacer les outils
Démontage du poinçon Fig. 25655
a) Tirer la poignée (2) vers l'arrière.
b) Retirer l'outil (6) du carter (1).
c) Enlever le poinçon (5).
Montage du poinçon Fig. 25655
Graisser légèrement le poinçon (5) et l'alésage dans
l'outil (6) avec de la graisse lubrifiante "G1".
Voir "F" Fig. 25655
• Emboîter le poinçon (5) dans la rainure du porte-
poinçon (4) et l'aligner vers l'avant dans la
direction de coupe.
• Aligner l'outil (6) vers l'avant dans la direction de
coupe et l'insérer dans le carter (1).
• Pousser la poignée (2) vers l'arrière afin que l'outil
(6) soit maintenu dans le carter.
Changement de la matrice Fig. 25655
• Pousser la rondelle (7) hors de la rainure vers le
haut.
• Chasser la goupille cylindrique (9) au moyen d'un
repoussoir.
• Retirer la matrice (8) du pivot-support et la rempla-
cer par une nouvelle matrice.
Changement d'outil Fig. 25655
1
2
3
4
5
6
8
9
7
S
S
F
1 Carter
2 Poignée pour serrage
d'outil
3 Goupilles d'index
(4 pièces)
4 Coulisseau avec porte-
poinçon
5 Poinçon
6 Outil (= console avec
guidage du poinçon,
pivot-support)
7 Rondelle de fermeture
8 Matrice
9 Goupille cylindrique
F Graisse lubrifiante "G1"
S Direction de coupe

22 FN 200-2 E414.doc
Entretien
Risque de blessure !
Avant chaque intervention sur la machine,
retirer la fiche de la prise de courant !
Fentes d'aération
Veiller à ce que la machine et les fentes d'aération
restent propres en permanence.
L u b r i f i c a t i o n Guidage du poinçon
L'alésage dans lequel le poinçon est inséré doit être à
nouveau lubrifié après chaque changement d'outil.
Graisse
d'origine : Graisse lubrifiante "G1", tube
N° de réf. TRUMPF 344969
L u b r i f i c a t i o n engrenage / tête de réduction
Il est nécessaire de faire le complément ou de
remplacer la graisse d'engrenages après d'éventuelles
réparations, au plus tard après 300 heures de service.
Graisse
d'origine : Graisse lubrifiante "G1", conditionnée
sous forme de boîtes
N° de réf. TRUMPF 139440
Réparations
Risque de blessure
Les outils électriques sont conformes aux
prescriptions de sécurité en vigueur. Les
réparations ne doivent être effectuées que
par des personnes qualifiées afin d'éviter
tout risque d'accident pour l'utilisateur.
Remplacement des balais de charbon
La machine s'arrête lorsque les balais de charbon sont
usés.
Le remplacement des balais de charbon, tout comme
les autres réparations, doit être effectué par des
personnes qualifiées !
Utiliser uniquement des pièces de rechange
d'origine.
Tenir compte des indications figurant sur la plaque
signalétique.
Les adresses des filiales TRUMPF figurent en
annexe de ces instructions de service.

E414.doc N 200-2 F23
Pièces d'usure
N 200-2 N° de référence
Poinçon 944506
Matrice 980335
Accessoires d'origine
Accessoires fournis avec la machine
Désignation N° de référence
Jeu d'outils
(poinçons et matrice, montés)
Tube de graisse lubrifiante "G1" 344969
Coffret 345243
Instructions de service 957261
Consignes de sécurité (impression rouge) 125699
Options
Outil PN 200-2 961964
Outil PN161-2 961966
Clé pour vis Torx Tx20 144680
Sac à copeaux 088622
Set de pièces de rechange
(2 poinçons, 1 matrice, 1 goupille cylindrique,
1 rondelle de fermeture) 961961
Huile de grignotage et de poinçonnage
pour acier (0,5 litres) 103387
Huile de grignotage et de poinçonnage
pour aluminium (1 litre) 125874
Commande des pièces de rechange
et des pièces d'usure
Pour éviter tout retard et livraison incorrecte, procéder
toujours de la façon suivante pour passer commande
de pièces de rechange :
• Lors de la commande de pièces de rechange ou
d'usure, utiliser le N° de référence TRUMPF à
6 chiffres correspondant à la pièce souhaitée.
• Données supplémentaires pour
la commande de composants électriques : indi-
cations de tension
nombre de pièces requises
type de machine
• Données requises pour l´expédition
adresse exacte
mode d'expédition souhaité (p. ex. par avion,
porteur spécial, exprès, en régime ordinaire, par le
service des colis postaux, etc.)
• Envoyez votre commande à votre représentant
TRUMPF.
Vous trouverez les adresses et numéros de
télécopie des services après-vente
TRUMPF à la fin de ce mode d'emploi.
Indications concernant cette
documentation
Ce document a été rédigé par le service de docu-
mentation technique de la société TRUMPF
Werkzeugmaschinen GmbH + Co. KG.
Tous les droits relatifs à cette documentation,
notamment les droits de reproduction, de diffusion et
de traduction sont réservés à la société TRUMPF
Werkzeugmaschinen GmbH + Co. KG, également en
cas de dépôts de droit de protection.
TRUMPF Werkzeugmaschinen GmbH + Co. KG

24 EN 200-2 E414.DOC
Mascadora N 200-2 Fig. 25650
Datos técnicos de la N 200-2
Espesores de material admisibles:
• Acero de hasta 400 N/mm² 2,0 mm
• Acero fino de hasta 600 N/mm² 1,5 mm
• Acero fino de hasta 800 N/mm² 1,0 mm
• Aluminio de hasta 250 N/mm² 2,5 mm
Radio mínimo en caso de
cortes curvilíneos 4 mm
del agujero de inicio para matrices mín. 16 mm
Ancho de la huella de corte 8 mm
Velocidad de trabajo aprox. 1,1 m/min
Potencia nominal 500 W
Número de golpes con plena carga 1400/min
Peso 2,1 kg
Aislamiento de protección clase II
Ruido / vibración
Los valores de medición se han determinado según la
norma EN 50 144.
El nivel de presión sonora característico del aparato
es de 78 dB (A). Durante el funcionamiento, el nivel de
ruido puede superar los 85 dB (A).
Póngase cascos de protección auditiva.
La vibración típica de mano-brazo es menor de
2.5 m/s².
Uso apropiado
La mascadora TRUMPF N 200-2 es una máquina
portátil de accionamiento eléctrico.
• Para cortar piezas en forma de plancha de
material apto para punzonar como acero,
aluminio, metales no ferrosos y plástico.
• Para cortar tubos y mecanizar chapas con perfil
(chapas onduladas).
• Para mascar cantos exteriores rectos o curvados
y cortes interiores.
• Para mascar siguiendo un línea trazada o una
plantilla.
Mediante el mecanizado con mascado se obtienen
cantos de corte sin torsión.
Gracias al punzón hueco redondo, la mascadora
puede girarse durante el mecanizado y proseguir éste
en el sentido deseado.
E
1 Anillo de cubierta
2Matriz
3 Punzón
4 Guía del punzón
5 Portamatriz
6 Manguito para fijar
el sentido del útil
7 Empuñadura para sujeción
del útil
8 Interruptor
9 Rueda de ajuste de velocidad
10 Espesor máx. de la chapa
1,5 mm para acero fino de
hasta 600 N/mm²
11 Espesor máx. de la chapa
2,0 mm para acero de hasta
400 N/mm²
8
9
6
10
11
7
4
3
2
1
5

E414.DOC N 200-2 E25
Para su seguridad
Para trabajar de forma segura con esta
máquina es imprescindible leer todo el manual
de operaciones y las indicaciones de seguridad
(letra roja n° de ref. de TRUMPF 125699) y
seguir las instrucciones que se especifican en
ellos.
Peligro de lesiones
No exponga el aparato a la humedad, ni lo
utilice en un ambiente húmedo.
Las cajas de enchufes tienen que estar, en
principio, provistas de interruptores de protección
contra corriente de defecto. Si tiene alguna duda,
consulte a un electricista.
Controle antes de cada uso el aparato, el
cable y la clavija.
Las piezas dañadas sólo pueden ser repara-
das por un especialista.
Cuando trabaje, utilice siempre cascos
de protección auditiva, gafas y guantes
protectores, así como ropa apropiada y
calzado fuerte.
• Inserte la clavija sólo con el aparato desconectado.
• Cuando haya terminado de utilizar la máquina,
extraiga la clavija.
• Antes de realizar cualquier trabajo en la máquina,
extraiga la clavija del enchufe. No transporte el
aparato sujetándolo por el cable.
• Retire siempre el cable hacia la parte posterior de
la máquina.
• Utilice solamente accesorios de TRUMPF.
Antes de la puesta en servicio
1. Lea el capítulo Seguridad.
Para su seguridad
2. Recambie los útiles despuntados.
Cambio de útiles
3. Ajuste el número de golpes al espesor de la chapa
y al tipo de mecanizado.
Número de golpes
4. La tensión de la red tiene que coincidir con la
indicada en la placa de características de la
máquina.
Las máquinas que están indicadas para 230 V
también se pueden conectar a 220 V.
Las máquinas que están indicadas para 115 V
también se pueden conectar a 110 V.

26 EN 200-2 E414.DOC
Indicaciones para el trabajo
Daños materiales
Compruebe cada hora el desgaste de los útiles.
No trabaje nunca con útiles despuntados.
De hacerlo, la máquina puede sobrecargarse.
Encendido y apagado
Interruptor Fig. 25651
Daños materiales
Procure aproximar la máquina a la pieza sólo
cuando ésta esté conectada y se haya
alcanzado la velocidad máxima.
En caso de líneas de corte que terminen
dentro de la pieza, no apague la máquina
mientras el punzón esté mecanizando la
pieza. En tales casos mueva la máquina
algunos milímetros hacia atrás en la
dirección del corte efectuado antes de
apagarla.
Regulador de la velocidad
Según la aplicación se puede adaptar el número de
golpes por medio del regulador de la velocidad.
Número de golpes
Refrigeración y lubricación
Se mejora el resultado del mecanizado y se aumenta
la vida útil del punzón si antes del mecanizado de la
pieza se unta con aceite la línea de corte.
Recomendación para acero:
Aceite para punzonado y mascado, n° de ref. 103387
Recomendación para aluminio:
Aceite Wisura, n° de ref. 125874
Cambio de sentido del corte en 5 pasos
Para manejar el útil con la mano derecha o la mano
izquierda o cuando se tenga que mecanizar chapa con
perfil, el útil o el sentido del corte se podrá girar a la
derecha o a la izquierda.
Fig. 25666
• Empuje el manguito (1) hasta el tope superior.
• Gire el útil (2) en el sentido deseado.
• Suelte el manguito (1) y gire ligeramente el útil (2)
para que encaje en la siguiente posición de fijación.
0
1. 2.
Encendido
0 Apagado
2
1
1 Manguito
2 Útil

E414.DOC N 200-2 E27
Cortes interiores
Los cortes interiores precisan un orificio de inicio de
un Ø mín. de 16 mm.
Mascado con plantilla
Plantilla Fig. 25828
Número de golpes
Atención: No se aplica a la versión de 115 Volt.
Un número de golpes reducido mejora los resultados
del mecanizado.
• Para mecanizado siguiendo una línea trazada.
• Para mecanizado de radios.
Regulador de la velocidad Fig. 25263
Regulador de la
velocidad
(VSHVRU
GHOD
FKDSD
>PP@
5HVLVWHQFLD
Pi[>1PPð@
*)('&%$
0,5
1 Acero fino 800
1,5 Acero fino 600
$FHUR
2,5 Aluminio 250
Servicio continuo
Servicio breve
Valores orientativos para el ajuste del regulador de la velocidad
Tab.2
Daños materiales
Atención: En caso de número de golpes
demasiado bajo, se producen daños en el
motor por sobrecalentamiento.
h1
a
R1
R2
1
2
3
h2
1 Guía del punzón, diámetro exterior: 13 mm
2Pieza
3 Plantilla
a Distancia del contorno de la plantilla con respecto al
contorno de la pieza que se desea mascar: 2,5 mm
h1Espesor de la plantilla
h2Espesor de la pieza
h1+h2Espesor total plantilla + pieza:
de 5 a 6,5 mm.
La plantilla puede tener un espesor de, p. ej., 2 mm y
la distancia restante se puede salvar colocando una
capa intermedia (p. ej., elemento de goma).
R1Radio mín. en la plantilla: 6,5 mm
R2Radio mín. en la pieza: 4 mm (= radio del punzón)
1
1 Rueda de regulación de la velocidad del motor

28 EN 200-2 E414.DOC
Cambio de útiles
Peligro de lesiones
Antes de realizar cualquier trabajo en la
máquina, extraiga la clavija de red.
Si el punzón y/o la matriz están despuntados, cambie
el útil.
Desmontaje del punzón Fig. 25655
a) Tire la empuñadura (2) hacia atrás.
b) Extraiga el útil (6) de la carcasa (1).
c) Retire el punzón (5).
Montaje del punzón Fig. 25655
Unte con un poco de grasa lubricante "G1" el pun-
zón (5) y el orificio del útil (6).
Véase el punto "F" en la fig. 25655
• Enganche el punzón (5) en la ranura del porta-
punzón (4) y colóquelo en el sentido del corte
hacia adelante.
• Coloque el útil (6) en el sentido del corte hacia
adelante e introdúzcalo en la carcasa (1).
• El útil (6) se fija a la carcasa empujando hacia
atrás la empuñadura (2).
Cambio de matrices Fig. 25655
• Separe el anillo de cubierta (7) de la ranura
desplazándolo hacia arriba.
• Extraiga la espiga cilíndrica (9) presionando con
un pasador.
• Saque la matriz (8) de la espiga portante y
cámbiela por una nueva.
Cambio de útiles Fig. 25655
1
2
3
4
5
6
8
9
7
S
S
F
1 Carcasa
2 Empuñadura para sujeción
del útil
3 Espigas de fijación
(4 piezas)
4 Vástago con portapunzón
5 Punzón
6 Útil (= pieza portante con
guía del punzón, espiga
portante)
7 Anillo de cubierta
8 Matriz
9 Espiga cilíndrica
F Grasa lubricante "G1"
S Dirección de corte

E414.DOC N 200-2 E29
Mantenimiento
Peligro de lesiones
Antes de realizar cualquier trabajo en la
máquina, extraiga la clavija de red.
Agujeros de ventilación
Mantenga el aparato y los agujeros de ventilación
siempre limpios.
L u b r i c a c i ó n Guía del punzón
El orificio en el que se introduce el punzón se ha de
lubricar tras cada cambio de útil.
Grasa original: Grasa lubricante "G1", tubo
TRUMPF n° de ref. 344969
L u b r i c a c i ó n Engranaje/ cabeza del engranaje
Es necesario rellenar o cambiar la grasa del engranaje
cada vez que se realicen trabajos de reparación y,
como mucho, tras 300 horas de servicio.
Grasa original: Grasa lubricante "G1", lata
TRUMPF n° de ref. 139440
Trabajos de reparación
Peligro de lesiones
Las herramientas eléctricas cumplen todas
las disposiciones en materia de seguridad.
Solamente deben efectuar las reparaciones
técnicos electricistas pues, de lo contrario, el
usuario podría sufrir un accidente.
Cambio de escobillas de carbón
Si las escobillas de carbón están desgastadas la
máquina se para.
El cambio de escobillas, como cualquier otra repa-
ración, debe realizarlo un técnico en la materia.
Utilice solamente piezas de repuesto
TRUMPF.
Observe los datos de la placa de características.
Las direcciones de las filiales de TRUMPF las
encontrará al final del manual de operaciones.

30 EN 200-2 E414.DOC
Pieza de desgaste
N 200-2 N° de ref.
Punzón 944506
Matriz 980335
Accesorios originales
Accesorios enviados con la máquina
Denominación N° de ref.
Juego de útiles
(punzón y matriz, montados)
Tubo de grasa lubricante "G1" 344969
Maletín 345243
Manual de operaciones 957261
Indicaciones de seguridad (letra roja) 125699
Opciones
Útil PN 200-2 961964
Útil PN161-2 961966
Llave de chaveta Torx Tx20 144680
Bolsa de virutas 088622
Juego de piezas de recambio 961961
(2 punzónes, 1 matriz, 1 espiga cilíndrica,
1 anillo de cubierta)
Aceite de punzonado y mascado
para acero (0,5 litro) 103387
Aceite de punzonado y mascado
para aluminio (1 litro) 125874
Pedido de piezas de repuesto y
piezas de desgaste
Cuando desee encargar piezas de recambio, proceda
como se indica a continuación para evitar así demoras
y envíos incorrectos.
• Especifique el número de referencia (6 dígitos) de
TRUMPF para pedir piezas de repuesto y de
desgaste.
• Otros datos del pedido:
Para piezas eléctricas: tensión,
número de piezas necesario,
tipo de máquina.
• Datos necesarios para el envío:
su dirección exacta
el tipo de envío deseado (p. ej., correo aéreo, men-
sajero, exprés, mercancía, paquete de correos, etc.).
• Envíe el pedido a su filial de TRUMPF.
Las direcciones y números de fax de los
servicios de asistencia técnica TRUMPF
aparecen al final de este manual.
Indicaciones sobre esta
documentación
Este documento ha sido elaborado por el Departa-
mento de Documentación Técnica de TRUMPF
Werkzeugmaschinen GmbH + Co. KG.
TRUMPF Werkzeugmaschinen GmbH + Co. KG se
reserva todos los derechos sobre esta documentación,
especialmente los derechos de reproducción y
divulgación, así como el de traducción, incluso en el
caso de registro de la propiedad intelectual.
TRUMPF Werkzeugmaschinen GmbH + Co. KG

E414.DOC N 200-2 I31
Roditrice N 200-2 Fig. 25650
Dati tecnici N 200-2
Spessore ammissibile per i materiali:
• Acciaio fino a 400 N/mm² 2,0 mm
• Acciaio legato fino a 600 N/mm² 1,5 mm
• Acciaio legato fino a 800 N/mm² 1,0 mm
• Alluminio 250 N/mm² 2,5 mm
Raggio minimo per
ritagli curvi 4 mm
∅ del foro di partenza per matrice min. 16 mm
Larghezza della traccia di taglio 8 mm
Velocità di lavoro ca. 1,1 m/min
Potenza assorbita nominale 500 W
Numero di corse sotto carico 1400/min
Peso 2,1 kg
Isolamento di protezione Categoria II
Rumorosità / Vibrazioni
Valori misurati conformemente alla norma EN 50 144.
La misurazione A del livello di pressione acustica
emessa dall'utensile è di solito di 78 dB (A). Il livello di
rumorosità può superare durante il lavoro gli 85 dB (A).
Indossare cuffie antirumore!
Le vibrazioni trasmesse alla mano-braccio sono di
solito inferiori a 2.5 m/s².
Utilizzo conforme alle disposizioni
La Roditrice TRUMPF N 200-2 è una macchina
elettrica azionata manualmente
• per il taglio di lamiere piane e di materiale lavo-
rabile come l'acciaio, l'alluminio, il metallo non
ferroso e la plastica
• per il taglio di tubi e la lavorazione di lamiere
profilate (lamiere deformate)
• per la roditura di spigoli esterni e sezioni interne
diritti o curviformi
• per la roditura su tracciatura o sagoma
Con il procedimento di roditura si ottengono spigoli di
taglio privi di deformazioni.
Grazie al punzone cavo circolare, la roditrice può
essere ruotata e la lavorazione può proseguire nella
direzione voluta.
I
1 Anello di copertura
2Matrice
3 Punzone
4 Guida del punzone
5 Supporto della matrice
6 Bussola per indessaggio
direzione utensile
7 Maniglia per fissaggio degli
utensili
8 Interruttore
d'accensione/spegnimento
9 Vite per regolazione numero
di giri
10 Spessore max. lamiera
1,5 mm per acciaio legato
fino a 600 N/mm²
11 Spessore max. lamiera
2,0 mm per acciaio legato
fino a 400 N/mm²
8
9
6
10
11
7
4
3
2
1
5

32 IN 200-2 E414.DOC
Indicazioni sulla sicurezza
Un lavoro sull'apparecchio sicuro e senza
rischi è garantito solo dopo la lettura completa
delle istruzioni per l'esercizio e delle indi-
cazioni di sicurezza allegate (copia stampata
in rosso TRUMPF, nr. d'ordine 125699) e se
esse vengono rispettate rigorosamente.
Pericolo di infortuni
La macchina non deve essere umida né deve
essere azionata in un ambiente umido.
Le prese devono essere provviste di interruttori
di sicurezza contro le dispersioni di corrente. In
caso di dubbi rivolgersi all'installatore elettrico.
Prima di ogni impiego controllare l'appa-
recchio, il cavo e la spina.
Le parti danneggiate posson
Werkzeugmaschinen o essere riparate solo ad
opera di un tecnico.
Durante il lavoro indossare sempre
occhiali di protezione, cuffie antiru-
more, guanti di protezione e scarpe
solide.
• Inserire la spina nella presa solo quando
l'apparecchio è spento.
• Dopo l'utilizzo estrarre la spina.
• Prima di qualsiasi lavoro sull'apparecchio estrarre
la spina dalla presa di corrente. Non trasportare
l'apparecchio tirandolo per il cavo.
• Il cavo deve trovarsi sempre dietro l'apparecchio.
• Utilizzare solo accessori originali TRUMPF.
Prima della messa in funzione
1. Leggere il capitolo sulla sicurezza.
Indicazioni sulla sicurezza
2. Sostituire gli utensili senza filo.
Cambio utensile
3. Impostare il numero di corse adattandolo allo
spessore della lamiera e al tipo di lavorazione.
Numero di corse
4. La tensione di rete deve coincidere con i dati
indicati sulla targhetta della macchina.
Le macchine contrassegnate con un voltaggio di
230 V possono essere allacciate anche ad una
rete di 220 V.
Le macchine contrassegnate con un voltaggio di
115 V possono essere allacciate anche ad una
rete di 110 V.

E414.DOC N 200-2 I33
Indicazioni per il lavoro
Danni materiali!
Verificare ogni ora che gli utensili non presen-
tino tracce di usura.
Non effettuare mai la roditura con utensili
senza filo!
Può verificarsi un sovraccarico della mac-
china.
Accensione e spegnimento:
Interruttore di accensione/spegnimento Fig. 25651
Danni materiali!
Tener presente che la macchina deve essere
accesa e portata a pieno regime prima di
essere condotta sul pezzo!
Con linee di taglio terminanti nel pezzo di
lavoro, la macchina non deve mai essere
spenta fino a quando il punzone si trova in
presa sul pezzo. In questi casi è necessario
spostare la macchina accesa di alcuni
millimetri all'indietro, seguendo la traccia
precedentemente tagliata, prima di poterla
spegnere.
Regolatore del numero di giri
Il numero delle corse può venire adattato al tipo di
lavorazione richiesto mediante il regolatore del numero
di giri.
Numero di corse
Raffreddamento e lubrificazione
L'esito del taglio viene migliorato e la durata del pun-
zone viene prolungata, se prima della lavorazione del
pezzo la linea di taglio viene spennellata con dell'olio.
Per l'acciaio viene raccomandato:
olio per punzonatrici e roditrici, nr. d'ordine 103387
Per l'alluminio viene raccomandato:
olio Wisura, nr. d'ordine 125874
Cambio della direzione di taglio a passi di 5°
Per utilizzo con mano sinistra/mano destra, oppure
quando vengono lavorate lamiere profilate, l'utensile
può ruotare verso destra o verso sinistra, ovvero la
direzione di taglio può essere destrorsa o sinistrorsa.
Fig. 25666
• Premere la bussola (1) verso l'alto fino alla battuta
• Ruotare l'utensile (2) nella direzione desiderata
• Rilasciare la bussola (1) e ruotare di poco l'uten-
sile (2) affinché esso possa innestarsi nella posi-
zione di indessaggio successiva.
0
1. 2.
Accensione
0 Spegnimento
2
1
1 Bussola
2 Utensile

34 IN 200-2 E414.DOC
Aperture interne
Le aperture interne richiedono un foro iniziale di
almeno 16 mm Ø.
Roditrice con sagoma
Sagoma Fig. 25828
Numero di corse
Non vale per le versioni da 115 Volt !
Un numero ridotto di corse migliora l'esito
• della lavorazione su tracciatura
• della lavorazione di raggi
Regolatore del numero di giri Fig. 25263
Regolatore del
numero di giri
6SHV
VRUH
ODPLHUD
>PP@
5HVLVWHQ]D
PD[>1PPð@
*)('&%$
0,5
1Acciaio
legato 800
1,5 Acciaio
legato 600
$FFLDLR
2,5 Alluminio 250
Servizio continuo
Servizio ad
intermittenza
Valori indicativi per il regolatore del numero di giri Tab.2
Danni materiali!
Attenzione: con un numero di corse troppo
ridotto sussiste il pericolo di danneggiamenti
al motore a causa del surriscaldamento!
h1
a
R1
R2
1
2
3
h2
1Guida del punzone, diametro esterno: 13 mm
2 Pezzo
3 Sagoma
a Distanza tra il contorno della sagoma e il contorno
del pezzo che deve essere lavorato: 2,5 mm
h1Spessore della sagoma
h2Spessore del pezzo
h1+h2Spessore complessivo sagoma + pezzo:
da 5 mm a 6,5 mm,
benché la sagoma può avere ad es. uno spessore di
2 mm, in qual caso la distanza mancante può essere
compensata con uno spessore
(ad es. un elemento di gomma)
R1Raggio minimo nella sagoma: 6,5 mm
R2Raggio minimo nel pezzo: 4 mm (= raggio del punzone)
1
1 Manopola per la regolazione del numero di giri del motore

E414.DOC N 200-2 I35
Cambio utensile
Pericolo di infortuni!
Prima di qualsiasi operazione sulla mac-
china estrarre la spina dalla presa di
corrente!
Se il punzone e/o la matrice non hanno affilatura,
sostituire gli utensili
Smontaggio punzone Fig. 25655
a) Tirare indietro la maniglia (2).
b) Estrarre l'utensile (6) dal corpo (1).
c) Rimuovere il punzone (5).
Montaggio del punzone Fig. 25655
Ingrassare appena il punzone (5) ed il foro nell'utensile
(6) con del grasso lubrificante "G1".
Vedi "F" in fig. 25655
• Agganciare il punzone (5) nell'intaglio del porta-
punzone (4) e allinearlo in direzione di taglio in
avanti.
• Allineare l'utensile (6) in direzione di taglio in avanti
ed inserirlo nel corpo (1).
• Spingendo la maniglia (2) l'utensile (6) viene fissato
al corpo.
Sostituzione della matrice Fig. 25655
• Far scorrere l'anello di copertura (7) dalla
scanalatura verso l'alto.
• Espellere il perno cilindrico (9) con un colpo.
• Estrarre la matrice (8) dal perno portante e
sostituirla con una nuova.
Cambio utensile Fig. 25655
1
2
3
4
5
6
8
9
7
S
S
F
1 Corpo
2 Maniglia per fissaggio
degli utensili
3 Tacche di indessaggio
(4 pezzi)
4 Slitta con portapunzone
5 Punzone
6 Utensile (= parte portante
con guida del punzone e
perno portante)
7 Anello di copertura
8 Matrice
9 Perno cilindrico
F Grasso lubrificante "G1"
S Direzione di taglio

36 IN 200-2 E414.DOC
Manutenzione
Pericolo di infortuni
Prima di qualsiasi operazione sulla mac-
china estrarre la spina dalla presa di
corrente!
Feritoia di ventilazione
Tenere sempre pulite sia la macchina che la feritoia di
ventilazione.
L u b r i f i c a z i o n e della guida del punzone
Il foro nel quale il punzone viene guidato deve essere
lubrificato dopo ogni cambio utensile.
Grasso
originale: Grasso lubrificante "G1", tubetto
Nr. d'ordine TRUMPF 344969
L u b r i f i c a z i o n e meccanismo di
trasmissione/testa del meccanismo di trasmissione
È necessario un rabbocco o un cambio del grasso
dopo un eventuale riparazione o dopo ogni 300 ore
d'esercizio.
Grasso
originale: Grasso lubrificante "G1", scatola
Nr. d'ordine TRUMPF 139440
Riparazioni
Pericolo di infortuni
Gli utensili elettrici sono conformi alle norme
di sicurezza vigenti. Le riparazioni devono
venire eseguite soltanto da personale spe-
cializzato, altrimenti si possono verificare
incidenti a scapito dell'utilizzatore.
Cambio delle spazzole
Se le spazzole sono consumate, la macchina si ferma.
La sostituzione della spazzola va eseguita, come ogni
altra riparazione, da personale specializzato!
Impiegare solo pezzi di ricambio originali.
Attenersi alle indicazioni riportate sulla targa con i dati
sulle prestazioni.
Gli indirizzi dei concessionari TRUMPF sono
riportati al fondo delle Istruzioni per l'esercizio.

E414.DOC N 200-2 I37
Pezzi soggetti ad usura
N 200-2 Nr. d'ordine
Punzone 944506
Matrice 980335
Accessorio originale
Accessori in dotazione della macchina
Sigla Nr. d'ordine
Blocco utensili
(Punzone e matrice, incorporato)
Tubetto di grasso lubrificante "G1" 344969
Valigia 345243
Istruzioni per l'esercizio 957261
Indicazioni relative alla sicurezza
(copia stampata in stampate in rosso) 125699
Opzioni
Utensile PN 200-2 961964
Utensile PN 161-2 961966
Chiave a forchetta Torx Tx20 144680
Sacco di raccolta trucioli 088622
Corredo dei pezzi di ricambio 961961
(= 2 punzoni, 1 matrice, 1 perno cilindrico,
1 anello di copertura)
Olio per punzonatrici e roditrici per acciaio
(0,5 litri) 103387
Olio per punzonatrici e roditrici per alluminio
(1 litro) 125874
Ordinazione di pezzi di ricambio e
di pezzi soggetti ad usura
Per evitare ritardi ed errori nelle ordinazioni effettuare
l'ordinazione di pezzi di ricambio come segue:
• per l'ordinazione di pezzi di ricambio e di pezzi
soggetti ad usura indicare il nr. d'ordine a 6 cifre
della TRUMPF corrispondente all'oggetto in que-
stione.
• Ulteriori dati per l'ordinazione
per componenti elettrici: dati relativi alla tensione,
quantità dei pezzi richiesti,
tipo macchina
• Dati necessari per la spedizione
indirizzo esatto di recapito
tipo di spedizione richiesto (ad es. posta aerea,
corriere, espresso, merce da nolo, pacchetto
postale ecc.)
• Spedire l'ordine al concessionario TRUMPF.
L'indirizzo ed il numero del telefax del
servizio di assistenza TRUMPF sono
riportati al fondo di questo manuale.
Avvertenze relative alla
documentazione
Il presente documento è stato redatto dal reparto
Documentazione tecnica della TRUMPF
Werkzeugmaschinen GmbH + Co. KG
La TRUMPF Werkzeugmaschinen GmbH + Co. KG
possiede tutti i diritti sulla presente documentazione, in
particolare i diritti di riproduzione, pubblicazione e
traduzione, anche in caso di notifica dei diritti di
protezione.
TRUMPF Werkzeugmaschinen GmbH + Co. KG

38 SN 200-2 E414.DOC
Nibbler N 200-2 Fig. 25650
Tekniska data N 200-2
Max. materialtjocklek:
• Stål upp till 400 N/mm² 2,0 mm
• Rostfritt stål upp till 600 N/mm² 1,5 mm
• Rostfritt stål upp till 800 N/mm² 1,0 mm
• Aluminium 250 N/mm² 2,5 mm
Minsta radie för
kurvformiga urskärningar 4 mm
Starthål ∅ för dyna min. 16 mm
Skärspårbredd 8 mm
Arbetshastighet ca 1,1 m/min
Nominell effektförbrukning 500 W
Slagfrekvens vid fullast 1400/min
Vikt 2,1 kg
Skyddsisolering klass II
Buller/vibrationer
Mätvärden uppmätta enligt EN 50 144.
Maskinens A-beräknade ljudtrycksnivå uppgår till 78 dB
(A). Ljudnivån kan överskrida 85 dB (A) under arbetet.
Använd hörselskydd!
Hand-arm vibrationen är normalt lägre än 2.5 m/s².
Tillåten användning
TRUMPF Nibbler N 200-2 är ett elektrisk handverktyg
• för delning av skivformiga arbetsstycken av
material, som är lämpliga för stansning som stål,
aluminium, icke-järn metaller och plast.
• för delning av rör samt för bearbetning av profilplåt
(skrynkelplåt)
• för nibbling av raka eller kurvformade ytterkanter
eller inre urskärningar
• för nibbling efter ritsning eller schablon
Bearbetningen enligt nibblingsmetoden ger snittkanter
utan förvridningar.
Hålrundstansen medför att nibblingsmaskinen kan vridas
på plats och att bearbetningen kan fortsättas i valfri
riktning.
S
1 Täckring
2Dyna
3 Stans
4 Stansstyrning
5 Dynhållare
6 Hylsa för positionering
verktygsriktning
7 Grepp för verktygslåsning
8 Till-/frånkopplare
9 Inställningshjul för
varvtalssreglering
10 Max. plåttjocklek 1,5 mm vid
rostfritt stål upp till 600 N/mm²
11 Max. plåttjocklek 2,0 mm vid
stål upp till 400 N/mm²
8
9
6
10
11
7
4
3
2
1
5

E414.DOC N 200-2 S39
Säkerhet
Läs hela bruksanvisningen och de bifogade
säkerhetsanvisningarna (röd text TRUMPF
best.-nr 125699) och följ anvisningarna noga;
endast på så sätt säkerställs en riskfri hantering
av maskinen.
Skaderisk
Maskinen får inte vara fuktig eller användas i
en fuktig omgivning.
Alla vägguttag måste ha jordfelsbrytare. Om
problem eller frågor uppstår; kontakta en
behörig elektriker.
Kontrollera maskinen, kabeln och stickkon-
takten före varje användning.
Defekta delar får endast repareras av behörig
personal.
Använd alltid skyddsglasögon, hörsel-
skydd, skyddshandskar och kraftiga
skor vid arbete.
• Anslut stickkontakten endast när maskinen är
frånkopplad.
• Dra ut stickkontakten efter slutfört arbete.
• Dra alltid ut stickkontakten ur vägguttaget innan
arbeten genomförs på maskinen. Bär aldrig
maskinen i kabeln.
• För alltid kabeln bakåt från maskinen.
• Använd endast originaltillbehör från TRUMPF.
Före idrifttagandet
1. Läs kapitlet Säkerhet.
Säkerhet
2. Byt ut slöa verktyg.
Verktygsväxling
3. Ställ in slagfrekvensen beroende på plåttjocklek
och bearbetningstyp.
Slagfrekvens
4. Nätspänningen måste överensstämma med
uppgifterna på maskinens typskylt.
Maskiner för 230 V kan även anslutas till 220 V.
Maskiner för 115 V kan även anslutas till 110 V.

40 SN 200-2 E414.DOC
Arbetsanvisningar
Materialskador!
Kontrollera verktygen med avseende på
slitage en gång i timmen.
Arbeta aldrig med slöa verktyg!
Detta kan leda till att maskinen överbelastas.
Till- och frånkoppling
Till-/frånkopplare Fig. 25651
Materialskador!
För inte maskinen till arbetsstycket förrän den
har tillkopplats och uppnått fullt arbetsvarvtal!
Vid snittspår som slutar i arbetsstycket, får
maskinen inte kopplas ifrån så länge stansen
sitter fast i arbetsstycket. I en sådan situation
ska den ännu tillkopplade maskinen föras
några millimeter tillbaka i det skurna spåret
innan den kopplas ifrån.
Varvtalsreglering
Beroende på användning kan slagfrekvensen anpassas
via varvtalsregleringen.
Slagfrekvens
Kylning och smörjning
Om snittspåret bestryks med olja innan bearbetningen,
förbättras snittkvaliteten och stansens livslängd ökar.
Rekommendation för stål:
Stans- och nibblingsolja, best.-nr 103387
Rekommendation för aluminium:
Wisura-olja, best.-nr 125874
Byte av skärriktning i 5°-steg
Verktyget resp. skärriktningen kan vridas åt höger eller
vänster för höger hand- eller vänster hand-betjäning
eller om profilplåtar ska bearbetas.
Fig. 25666
• Tryck hylsan (1) uppåt till anslag
• Vrid verktyget (2) i önskad riktning
• Släpp hylsan (1) och vrid verktyget (2) något, så
att det hakar fast i nästa positioneringsposition.
0
1. 2.
Till
0 Från
2
1
1 Hylsa
2 Verktyg

E414.DOC N 200-2 S41
Invändiga utskärningar
För invändiga utskärningar krävs ett startborrhål på
minst 16 mm Ø.
Nibbling med schablon
Schablon Fig. 25828
Slagfrekvens
Ej vid 115 volt-version!
En reducerad slagfrekvens förbättrar arbetsresultatet
• vid bearbetning efter ritsning
• vid bearbetning av radier
Varvtalsreglage Fig. 25263
Varvtalsreglering
3OnW
WMRFNOHN
>PP@
0D[
KnOOIDVWKHW
>1PPð@ *)('&%$
0,5
1Rostfritt
stål 800
1,5 Rostfritt
stål 600
6WnO
2,5 Aluminium 250
Kontinuerlig drift
Korttidsdrift
Riktvärden för inställning av varvtalsreglage Tab. 2
Materialskador!
Observera: Vid för låg slagfrekvens: Motor-
skador p.g.a. överhettning!
h1
a
R1
R2
1
2
3
h2
1 Stansstyrning, yttre diameter: 13 mm
2 Arbetsstycke
3 Schablon
a Schablonkonturens avstånd till konturen på det
arbetsstycke som ska nibblas: 2,5 mm
h1Schablonens tjocklek
h2Arbetsstyckets tjocklek
h1+h2Total tjocklek för schablon + arbetsstycke:
5 till 6,5 mm,
är schablonen t.ex. 2 mm tjock, kan det felande
avståndet avhjälpas genom man att lägger något
emellan (t.ex. en gummidetalj)
R1Min. radie i schablonen: 6,5 mm
R2Min. radie i arbetsstycket: 4 mm (= stansradie)
1
1 Inställningshjul för varvtalsreglering på motorn

42 SN 200-2 E414.DOC
Verktygsväxling
Skaderisk!
Dra ut stickkontakten ur uttaget före alla
arbeten på maskinen!
Byt ut verktygen, om stansen och/eller dynan är slöa
Demontage av stans Fig. 25655
a) Dra greppet (2) bakåt.
b) Dra ut verktyget (6) ur huset (1).
c) Ta loss stansen (5).
Montage av stans Fig. 25655
Smörj in stansen (5) och borrhålet i verktyget (6) med
lite smörjfett "G1".
Se "F" i Fig. 25655
• Haka fast stansen (5) i stansfästets spår (4) och
rikta den framåt i skärriktningen.
• Rikta verktyget (6) framåt i skärriktningen och stick
in det i huset (1).
• Verktyget (6) hålls fast i huset när greppet (2)
skjuts tillbaka.
Byte av dyna Fig. 25655
• Skjut täckringen (7) uppåt ur spåret.
• Tryck ut cylinderstiftet (9) med en drivare.
• Ta av dynan (8) från stiftet och byt ut den mot en
ny dyna.
Verktygsväxling Fig. 25655
1
2
3
4
5
6
8
9
7
S
S
F
1 Hus
2 Grepp för verktygslåsning
3 Positioneringsstift (4 st)
4 Slid med stansfäste
5 Stans
6 Verktyg (= bärdel med
stansstyrning, stift)
7 Täckring
8 Dyna
9 Cylinderstift
F Smörjfett "G1"
S Skärriktning

E414.DOC N 200-2 S43
Skötsel och underhåll
Skaderisk
Dra ut stickkontakten ur uttaget före alla
arbeten på maskinen!
Ventilationsslitsar
Maskinen och ventilationsslitsarna ska alltid hållas rena.
S m ö r j n i n g stansstyrning
Smörj alltid borrhålet (som stansen förs i) efter
verktygsväxling.
Originalfett: Smörjfett "G1", tub
TRUMPF best.-nr 344969
S m ö r j n i n g växel/växelhuvud
Växelfett måste fyllas på eller bytas efter eventuella
reparationer, dock senast efter 300 drifttimmar.
Originalfett: Smörjfett "G1", dosa
TRUMPF best.-nr 139440
Reparationer
Skaderisk
Elverktygen uppfyller alla relevanta säker-
hetsbestämmelser. Reparationer får endast
utföras av behörig personal, annars föreligger
risk för olycksfall.
Byte av kolborstar
Maskinen stannar när kolborstarna är förbrukade.
Byte av kolborstar ska göras av behörig personal!
Använd endast originalreservdelar.
Var god beakta uppgifterna på effektskylten.
TRUMPF-filialernas adresser finns i slutet av
bruksanvisningen.

44 SN 200-2 E414.DOC
Förbrukningsdelar
N 200-2 Best.-nr
Stans 944506
Dyna 980335
Originaltillbehör
Tillbehör som levereras tillsammans med
maskinen
Beteckning Best.-nr
Verktygssats
(stans och dyna, monterade)
Tub smörjfett "G1" 344969
Väska 345243
Bruksanvisning 957261
Säkerhetsanvisningar (rött tryck) 125699
Tillval
Verktyg PN 200-2 961964
Verktyg PN 161-2 961966
Stiftnyckel Torx Tx20 144680
Spånsäck 088622
Reservdelarssats
(2 Stans, 1 Dyna, 1 Cylinderstift,
1 Täckring) 961961
Stans- och nibblingsolja för stål (0,5 liter) 103387
Stans- och nibblingsolja för aluminium (1 liter) 125874
Beställning av reservdelar och
förbrukningsdelar
Beställ reservdelar på följande sätt för att undvika
dröjsmål och felaktiga leveranser:
• för beställning av reserv- och förbrukningsdelar
ska de respektive delarnas 6-siffriga TRUMPF
beställningsnummer användas.
• Ytterligare beställningsinformation
för eldelar: spänning
erforderligt antal
maskintyp
• Nödvändig leveransinformation
fullständig adress
önskat försändelsesätt (t.ex. flygpost, express,
ilgods, fraktgods. postpaket osv.)
• Skicka beställningen till din TRUMPF-filial.
TRUMPF-serviceadresser och faxnummer
finns i slutet av bruksanvisningen.
Information om dokumentationen
Dokumentationen har färdigställts av avdelningen
Teknisk Dokumentation hos firman TRUMPF
Werkzeugmaschinen GmbH + Co. KG.
Alla rättigheter till denna dokumentation och särskilt
rätten till mångfaldigande och distribution samt
översättning är förbehållen TRUMPF
Werkzeugmaschinen GmbH + Co. KG, vilket även
gäller vid immaterialrättsliga anmälningar.
TRUMPF Werkzeugmaschinen GmbH + Co. KG

E414.DOC N 200-2 NL 45
Knabbelmachine N 200-2 Fig. 25650
Technische gegevens N 200-2
Toegestane materiaaldiktes:
• Staal tot 400 N/mm² 2,0 mm
• Roestvrij staal tot 600 N/mm² 1,5 mm
• Roestvrij staal tot 800 N/mm² 1,0 mm
• Aluminium 250 N/mm² 2,5 mm
Kleinste radius bij
nokvormige uitsnijdingen 4 mm
Startpositie-∅ voor matrijs min. 16 mm
Snijspoorbreedte 8 mm
Werksnelheid ca. 1,1 m/min
Nominaal opgenomen vermogen 500 W
Aantal slagen bij maximum belasting 1400/min
Gewicht 2,1 kg
Veiligheidsisolatie klasse II
Geluid/trillingen
Meetwaarden bepaald conform EN 50 144.
Het geluidsdrukniveau (gewaardeerd in A) van het appa-
raat bedraagt (typematig) 78 dB (A). Het geluidsniveau bij
werkzaamheden kan de 85 dB (A) overschrijden.
Oorbeschermers dragen!
De hand-arm vibratie is typisch lager dan 2.5 m/s².
Gebruik volgens de voorschriften
De TRUMPF knabbelmachine N 200-2 is een elek-
trische handmachine
• voor het scheiden van platenvormige werkstukken
uit materiaal geschikt voor ponsen, zoals staal,
aluminium, non-ferrometalen en kunststof
• voor zowel het scheiden van buizen als de
bewerking van geprofileerd plaatstaal (gegolfde
staalplaten)
• voor het knabbelen van rechte of nokvormige
buitenzijden en binnenuitsnijdingen
• voor het knabbelen volgens aftekening of sjabloon
De bewerking met het knabbelproces levert torsievrije
snijkanten op.
Dankzij de holle ronde stempel kan de knabbelmachine
tijdens het werken ter plaatse gedraaid worden waarna
de bewerking in willekeurige richting voortgezet kan
worden.
NL
1 Afdekring
2 Matrijs
3 Stempel
4 Stempelgeleiding
5 Matrijsdrager
6 Huls voor index
gereedschapsrichting
7 Greep voor
gereedschapsklemming
8 Aan-/uitschakelaar
9 Instelwiel voor
toerentalregelaar
10 Max. plaatdikte 1,5 mm bij
roestvrij staal tot 600 N/mm²
11 Max. plaatdikte 2,0 mm bij
staal tot 400 N/mm²
8
9
6
10
11
7
4
3
2
1
5

46 NL N 200-2 E414.DOC
Voor uw veiligheid
Veilig werken met het apparaat is uitsluitend
mogelijk als u de gebruiksaanwijzing en de
bijgevoegde veiligheidsinstructies (rood gedrukt
TRUMPF bestelnr. 125699) volledig doorleest en
de aanwijzingen die u daarin vindt nauwkeurig
opvolgt.
Gevaar voor letsel
Het apparaat mag niet vochtig zijn of in een
vochtige omgeving gebruikt worden.
Stopcontacten moeten altijd over verliesstroom-
schakelaars beschikken. Bij vragen dient u con-
tact op te nemen met uw elektricien.
Voor ieder gebruik apparaat, kabel en stekker
controleren.
Beschadigde onderdelen uitsluitend door een
vakman laten repareren.
Bij werkzaamheden altijd veiligheidsbril,
oorbeschermers, veiligheidshandschoe-
nen en stevig schoeisel dragen.
• Stekker alleen aanbrengen als het apparaat
uitgeschakeld is.
• Na gebruik de netstekker eruit trekken.
• Als u werkzaamheden aan het apparaat uitvoert
eerst de stekker uit het stopcontact halen. Het
apparaat niet aan de kabel dragen.
• Kabel altijd naar achteren van het apparaat
wegleiden.
• Uitsluitend origineel TRUMPF-toebehoren
gebruiken.
Voor inbedrijfstelling
1. Lees het hoofdstuk Veiligheid.
Voor uw veiligheid
2. Stomp gereedschap vervangen.
Gereedschapswissel
3. Afstemmen van de instelling van het aantal slagen
op plaatdikte en op soort bewerking.
Aantal slagen
4. De netspanning moet overeenkomen met de
gegevens die op het plaatje met gegevens over
het vermogen van de machine staan.
De machines aangeduid met 230 V kunnen ook op
220 V aangesloten worden.
De machines aangeduid met 115 V kunnen ook op
110 V aangesloten worden.

E414.DOC N 200-2 NL 47
Werkinstructies
Materiële schade!
Gereedschap om het uur op slijtage controleren.
Nooit met stomp gereedschap werken!
De machine kan in dat geval overbelast worden.
In- en uitschakelen
Aan-/uitschakelaar Fig. 25651
Materiële schade!
Let erop dat de machine pas op het werkstuk
geplaatst wordt als deze ingeschakeld is en op
volle toeren draait!
Als snijsporen in het werkstuk eindigen, mag de
machine nooit uitgeschakeld worden zolang de
stempel in het werkstuk zich nog in snijpositie
bevindt. In dat geval dient de draaiende ma-
chine enkele millimeters achteruit, in de richting
van het zojuist vrijgesneden snijspoor geleid te
worden voordat deze wordt uitgeschakeld.
Toerentalregelaar
Afhankelijk van de toepassing kan het aantal slagen
m.b.v. de toerentalregelaar aangepast worden.
Aantal slagen
Koeling en smering
Het snijresultaat wordt verbeterd, de standtijd van de
stempel wordt verhoogd als voor het bewerken van
het werkstuk het snijspoor met olie ingesmeerd wordt.
Aanbeveling voor staal:
Pons- en knabbelolie, bestelnr. 103387
Aanbeveling voor aluminium:
Wisura-olie, bestelnr. 125874
Wisselen van snijrichting in stappen van 5°
Voor rechts-/linkshandige bediening, of wanneer gepro-
fileerd plaatstaal bewerkt moet worden, kan het gereed-
schap of de snijrichting naar rechts of links gedraaid
worden.
Fig. 25666
• Huls (1) tot de aanslag omhoog drukken
• Gereedschap (2) in de gewenste richting draaien
• Huls (1) loslaten en gereedschap (2) iets draaien,
waar-door het in de volgende indexpositie komt te
liggen.
0
1. 2.
Aan
0 Uit
2
1
1 Huls
2 Gereedschap

48 NL N 200-2 E414.DOC
Binnenuitsnijdingen
Binnenuitsnijdingen vereisen een startboorgat van
min. 16 mm Ø.
Knabbelen met sjabloon
Sjabloon Fig. 25828
Aantal slagen
Niet bij 115 volt versie!
Door het aantal slagen te reduceren, wordt het
werkresultaat verbeterd.
• bij de bewerking volgens aftekening
• bij de bewerking volgens radiussen
Toerentalregelaar Fig. 25263
Toerentalregelaar
3ODDW
GLNWH
>PP@
0D[
VWHUNWH>1PPð@
*)('&%$
0,5
1roestvrij
staal 800
1,5 roestvrij
staal 600
VWDDO
2,5 aluminium 250
continu proces
kortstondige werking
Richtwaarden voor de instelling van de toerentalregelaar Tab. 2
Materiële schade!
Attentie: Bij een te laag aantal slagen: motor-
schade door oververhitting!
h1
a
R1
R2
1
2
3
h2
1 Stempelgeleiding, buitendiameter: 13 mm
2 Werkstuk
3 Sjabloon
aAfstand van het contour van de sjabloon tot het contour
van het werkstuk dat uitgeknabbeld dient te worden:
2,5 mm
h1Sjabloondikte
h2Werkstukdikte
h1+h2Totale dikte van sjabloon + werkstuk: 5 tot 6,5 mm,
waarbij de sjabloon bijv. een dikte van 2 mm hebben
kan en de ontbrekende afstand met een tussenpositie
(bijv. rubberen element) overbrugd kan worden
R1Min. radius in de sjabloon: 6,5 mm
R2Min. radius in het werkstuk: 4 mm (= stempelradius)
1
1 Instelwiel voor toerentalregelaar aan de motor

E414.DOC N 200-2 NL 49
Gereedschapwissel
Gevaar voor letsel!
Als u werkzaamheden aan de machine
uitvoert eerst de stekker uit het stopcontact
halen!
In geval van een stompe stempel en/of matrijs, moet
het gereedschap vervangen worden.
Stempel demonteren Fig. 25655
a) Greep (2) naar achteren trekken.
b) Gereedschap (6) uit huis (1) verwijderen.
c) Stempel (5) verwijderen.
Stempel monteren Fig. 25655
Stempel (5) en boorgat in gereedschap (6) dun met
smeervet "G1" invetten.
Zie "F" in fig. 25655
• Stempel (5) in de groef van de stempelhouder (4)
hangen en in snijrichting naar voren uitlijnen.
• Gereedschap (6) in snijrichting naar voren uitlijnen
en in het huis (1) steken.
• Door de greep (2) terug te schuiven wordt het
gereedschap (6) in het huis gehouden.
Matrijs vervangen Fig. 25655
• Afdekring (7) uit de groef naar boven schuiven.
• Cilindrische pen (9) met een doorslag naar buiten
drukken.
• Matrijs (8) van het steunstuk halen en door een
nieuwe matrijs vervangen.
Gereedschapwissel Fig. 25655
1
2
3
4
5
6
8
9
7
S
S
F
1 Huis
2 Greep voor gereed-
schapsklemming
3 Indexpennen (4 stuk)
4 Stoter met stempelhouder
5 Stempel
6 Gereedschap (= dragend
frame met stempel-
geleiding, steunstuk)
7 Afdekring
8 Matrijs
9 Cilindrische pen
F Smeervet "G1"
S Snijrichting

50 NL N 200-2 E414.DOC
Onderhoud
Gevaar voor letsel!
Als u werkzaamheden aan de machine
uitvoert eerst de stekker uit het stopcontact
halen!
Ventilatiesleuf
Apparatuur en ventilatiesleuf altijd schoonhouden.
S m e r i n g stempelgeleiding
Het boorgat waarin de stempel geleid wordt, dient na
elke gereedschapwissel nagesmeerd te worden.
Standaard vet: Smeervet "G1", tube
TRUMPF Bestelnr. 344969
S m e r i n g drijfwerk/drijfwerkkop
Het drijfwerkvet dient na eventuele reparaties, uiterlijk
binnen 300 bedrijfsuren nagevuld of vervangen te worden.
Standaard vet: Smeervet "G1", blik
TRUMPF Bestelnr. 139440
Reparaties
Gevaar voor letsel
Elektrogereedschap dient overeen te komen met
de desbetreffende voorschriften ter voorkoming
van ongevallen. Reparaties mogen alleen uit-
gevoerd worden door een vakman, anders
ontstaat mogelijk gevaar voor de exploitant.
Wisselen van koolborstels
Als de koolborstels versleten zijn, dan functioneert de
machine niet.
Het wisselen van de koolborstels dient, zoals elke andere
reparatie, door een vakman uitgevoerd te worden!
Alleen originele reserveonderdelen gebruiken.
A.u.b. de aanwijzingen op het plaatje met gegevens
over het vermogen in acht nemen.
Adressen van TRUMPF-vestigingen vindt u
achterin de gebruiksaanwijzing.

E414.DOC N 200-2 NL 51
Slijtdelen
N 200-2 Bestelnr.
Stempel 944506
Matrijs 980335
Origineel toebehoren
Met de machine meegeleverd toebehoren
Aanduiding Bestelnr.
Set gereedschap
(stempel en matrijs, gemonteerd)
Tube smeervet "G1" 344969
Koffer 345243
Gebruiksaanwijzing 957261
Veiligheidsinstructies (rood gedrukt) 125699
Opties
Gereedschap PN 200-2 961964
Gereedschap PN161-2 961966
Stiftsleutel Torx Tx20 144680
Spaanzak 088622
Set reserveonderdele (2 Stempels,
1 Matrijs, 1 Cilindrische pen, 961961
1 Afdekring)
Pons- en knabbelolie voor staal (0.5 liter) 103387
Pons- en knabbelolie voor aluminium (1 liter) 125874
Bestellen van reserveonderdelen en
slijtdelen
Ter voorkoming van vertragingen en verkeerde leve-
ringen, bij het bestellen van reserveonderdelen, als volgt
te werk gaan:
• Bij bestelling van reserveonderdelen en slijtdelen
het zescijferige TRUMPF-bestelnummer van het
desbetreffende onderdeel aangeven.
• Bij bestelling tevens aangeven:
voor elektrische onderdelen: spanningsgegevens
aantal
machinetype
• Benodigde gegevens voor transport
uw exacte adres gewenste manier van transport (bijv.
luchtpost, koerier, per expres, als vracht, als pakje)
• Stuur uw bestelling naar uw TRUMPF-vestiging.
TRUMPF-serviceadressen
en telefaxnummers vindt u achterin
deze instructies.
Opmerkingen bij de documentatie
Het document is in de technische documentatie van de
firma TRUMPF Werkzeugmaschinen GmbH + Co. KG
opgesteld.
Alle rechten inzake deze documentatie, met name het
recht van verveelvoudiging, verbreiding en van
vertaling, blijven TRUMPF Werkzeugmaschinen
GmbH + Co. KG voorbehouden, ook in geval van
octrooiaanvragen.
TRUMPF Werkzeugmaschinen GmbH + Co. KG

52 PN 200-2 E414.doc
Nibbler N 200-2 Fig. 25650
Dados técnicos N 200-2
Espessuras de material admissíveis:
• Aço até 400 N/mm² 2.0 mm
• Aço nobre até 600 N/mm² 1.5 mm
• Aço nobre até 800 N/mm² 1.0 mm
• Alumínio 250 N/mm² 2.5 mm
Menor raio em
cortes de formato curvo 4 mm
∅ de furo de início para matriz mín. 16 mm
Largura da linha de corte 8 mm
Velocidade de trabalho aprox. 1.1 m/mín
Consumo nominal 500 W
Nº de ciclos a todo o gás 1400/min
Peso 2.1 kg
Isolação de protecção Classe II
Ruído / vibração
Valores medidos segundo a norma EN 50 144.
O nível de potência acústica A no aparelho é (de
tipo) igual a 78 dB (A). O nível de ruído no parelho
durante os trabalhos pode ultrapassar os 85 dB (A).
Utilize protecção para os ouvidos!
A vibração mão/braço situa-se (de tipo) abaixo dos
2.5 m/s².
Utilização adequada
A máquina de corte (nibbler) TRUMPF N 200-2
é uma máquina de mão accionada electricamente
• para separar peças feitas de material que
possibilitam punção como p. ex., aço, alumínio,
plástico, etc.
• para separar tubos, bem como para para
trabalhar chapas perfiladas (chapas onduladas)
• para morder pequenos pedaços de cantos
externos rectos ou curvos e cortes internos
• para morder pequenos pedaços por rasgo ou
molde
O processo de mordedura por pequenos pedaços
possibilita o trabalho de cantos de corte sem torções.
Devido à punção redonda e ôca, máquina pode ser
rodada num determinado ponto de modo a poder-se
continuar o trabalho na direcção desejada.
P
1 Anel de cobertura
2Matrizes
3 Punção
4 Guia da punção
5 Suporte das matrizes
6 Luva para o índice
Direcção da ferramenta
7 Punho para aperto
da ferramenta
8 Interruptor de ligar/desligar
9 Roda de ajuste para o
contador de rotações
10 Espessura de chapa máx.
1.5 mm com aço nobre até
600 N/mm²
11 Espessura de chapa máx.
2.0 mm com aço até
400 N/mm²
8
9
6
10
11
7
4
3
2
1
5

E414.DOC N 200-2 P53
Para sua segurança
Só é possível trabalhar com a máquina em
segurança, após ter lido integralmente o
manual de instruções e as indicações de
segurança (impressas a vermelho, TRUMPF
nº de encomenda 125699) e seguido rigoro-
samente as mesmas.
Perigo de lesão
Não pôr a máquina a funcionar num ambiente
húmido e mantê-la livre de humidade.
As tomadas têm de estar equipadas com
interruptores de protecção contra o diferencial
de corrente. Em caso de dúvidas, consulte o
seu técnico de instalação eléctrica.
Antes de utilizar, verificar a máquina, o cabo e
o conector.
A reparação só pode ser efectuada por um
técnico especializado.
Usar sempre óculos e luvas de pro-
tecção, protectores auriculares, bem
como calçado resistente.
• Enfiar a ficha sempre com o aparelho desligado.
• Após da utilização do aparelho, retire a ficha da
tomada eléctrica.
• Antes de realizar qualquer trabalho no aparelho,
retire sempre a ficha da tomada eléctrica. Não
pegue no aparelho pelo cabo.
• Conduzir o cabo sempre para trás do aparelho.
• Utilize somente acessórios originais
TRUMPF.
Antes da colocação
em funcionamento
1. Leia o capítulo sobre segurança.
Para sua segurança
2. Substituir ferramentas gastas.
Substituição de ferramentas
3. Ajuste do dente de elevação para a espessura
da chapa e do tipo de processamento.
Nº de ciclos
4. A tensão de rede tem de coincidir com a placa
de potência da máquina.
As máquinas identificadas com 230 V também
podem ser ligadas a uma corrente de 220 V.
As máquinas identificadas com 115 V também
podem ser ligadas a uma corrente de 110 V.

54 DK N 200-2 E414.doc
Nibler N 200-2 Fig. 25650
Tekniske data N 200-2
Tilladt materialetykkelse:
• Stål indtil 400 N/mm² 2,0 mm
• Specialstål indtil 600 N/mm² 1,5 mm
• Specialstål indtil 800 N/mm² 1,0 mm
• Aluminium 250 N/mm² 2,5 mm
Mindste radius ved
kurveformede udskæringer 4 mm
Starthul-∅ for matrice min. 16 mm
Skæresporsbredde 8 mm
Arbejdshastighed ca. 1,1 m/min
Nom. indgangseffekt 500 W
Antal slag ved fuld last 1400/min
Vægt 2,1 kg
Beskyttelsesisolering Klasse II
Støj/vibration
Måleværdier beregnet i henhold til EN 50 144.
Apparatets A-vægtede lydtrykniveau ligger typisk på
78 dB (A). Støjniveauet kan under arbejdet overstige
85 dB (A).
Brug høreværn!
Hånd-arm vibrationen er typisk under 2.5 m/s².
Bestemmelsesmæssig anvendelse
TRUMPF Nibler N 200-2 er en el-drevet håndbåret
maskine
• til stansning af pladeformede arbejdsemner af
stansedygtigt materiale som stål, aluminium,
ikke-jernholdige metaller og kunststof
• til stansning af rør samt til bearbejdning af
profilplader (bølgede plader)
• til nibling af lige eller kurveformede yderkanter og
indvendige udskæringer
• til nibling efter opmærkning eller efter skabelon
Bearbejdningen med nibling giver snitkanter uden
vridninger.
På grund af hulrundstemplet kan nibleren drejes på
stedet under arbejdet, og bearbejdningen kan fortsættes
i en frit valgt retning.
DK
1Dækring
2Matrice
3 Stempel
4 Stempelføring
5 Matriceholder
6 Muffe til indeks
værktøjsretning
7 Håndgreb til
værktøjsfastgørelse
8 Tænd-/sluk-kontakt
9 Stillehjul til
hastighedsregulering
10 Maks. pladetykkelse 1,5 mm
ved specialstål indtil
600 N/mm²
11 Maks. pladetykkelse 2,0 mm
ved stål indtil 400 N/mm²
8
9
6
10
11
7
4
3
2
1
5

E414.DOC N 200-2 DK 55
Sikkerhed
Risikofrit arbejde med maskinen er kun muligt,
hvis De læser driftsvejledningen og de
vedlagte sikkerhedanvisninger (rød tekst
TRUMPF-bestillingsnr. 125699) grundigt og
følger anvisningerne.
Risiko for tilskadekomst
Maskinen må ikke være fugtig og ikke anven-
des i fugtige omgivelser.
Stikkontakter skal altid være forsynet med
fejlstrømsrelæ. Kontakt el-installatøren, hvis
De har spørgsmål.
Kontrollér maskinen, ledninger og stik før hver
ibrugtagning.
Beskadigede dele må kun repareres af en
fagmand.
Bær altid beskyttelsesbriller, høreværn,
beskyttelseshandsker og hårdt fodtøj un-
der arbejdet.
• Sæt kun stikket i, når maskinen er slukket.
• Træk stikket ud efter endt arbejde.
• Træk stikket ud af stikkontakten før alle arbejder
på maskinen. Bær ikke maskinen i ledningen.
• Før altid kablet bagud og væk fra apparatet.
• Anvend kun originalt TRUMPF-tilbehør.
Før idrifttagning
1. Læs Kapitlet Sikkerhed.
Sikkerhed
2. Udskift stumpe værktøjer.
Værktøjsskift
3. Tilpasning af indstillingen af antal slag til plade-
tykkelsen og bearbejdningsmåden.
Antal slag
4. Netspændingen skal stemme overens med
angivelserne på maskinens mærkeplade.
Maskiner, der er kendetegnet med 230 V, kan også
tilsluttes til 220 V.
Maskiner, der er kendetegnet med 115 V, kan også
tilsluttes til 110 V.

56 FIN N 200-2 E414.doc
Nibbler N 200-2 Kuvio 25650
Tekniset tiedot N 200-2
Sallitut ainepaksuudet:
• Teräs 400 N/mm² saakka 2.0 mm
• Jaloteräs 600 N/mm² saakka 1.5 mm
• Jaloteräs 800 N/mm² saakka 1.0 mm
• Alumiini 250 N/mm² saakka 2.5 mm
Kaarevien
leikkausten pienin säde 4 mm
Muotin aloitusreikä-∅min. 16 mm
Leikkuu-uran leveys 8 mm
Työnopeus n. 1.1 m/min
Nimellisottoteho 500 W
Iskuluku täyskuormituksella 1400/min
Paino 2.1 kg
Suojaeristys luokka II
Melu / Tärinä
Mitta-arvot määritetty EN 50 144 mukaan.
A: lla arvotettu laitteen melupainetaso on normaalisti
78 dB (A). Työskennellessä melutaso voi ylittää
85 dB (A).
Kuulosuojaimia on käytettävä!
Käsi-käsivarsitärinä on tyypillisesti alhaisempi kuin
2.5 m/s².
Määräystenmukainen käyttö
TRUMPF Nibbler N 200-2 on sähköllä toimiva
käsikäyttöinen kone
• levynmuotoisten meistettävästä materiaalista,
kuten teräs, alumiini, kirjometalli ja muovi,
koostuvien työkappaleiden katkaisuun
• putkien katkaisuun sekä profiililevyjen (aaltopelti)
työstöön
• suorien tai kaarevien ulkoreunojen ja sisäosien
nakerrukseen
• piirrotuksen tai mallineen avulla nakerrukseen
Nakerrusmenetelmällä työstämällä saadaan aikaan
leikkuureunat ilman vääntymiä.
Puupyörömeistin avulla voidaan nakertajaa kääntää
paikallaan ja työstöä jatkaa mihin suuntaan tahansa.
FIN
1 Peiterengas
2 Muotti
3Meisti
4 Meistinohjaus
5 Muotinkannatin
6 Kiinnittimen suojaholkki
työkalusuunta
7 Työkalunkiristyksen kahva
8 Päälle-/poiskytkin
9 Kierrosluvun säätörengas
10 Maks. levypaksuus 1.5 mm
jaloteräs 600N/mm² saakka
11 Maks. levypaksuus 2.0 mm
teräs 400N/mm² saakka
8
9
6
10
11
7
4
3
2
1
5

E414.doc N 200-2 ),1
Turvallisuusohjeet
Turvallinen työskentely laitteella on mahdollista
vain silloin, kun käyttöohjeet ja oheiset turval-
lisuusohjeet (punaisin painokirjaimin, TRUMPF
tilausnro 125699) kokonaan luetaan ja niissä
annettuja määräyksiä tarkasti noudatetaan.
Onnettomuusvaara
Laitteessa ei saa olla kosteutta eikä sitä saa
myöskään käyttää kosteissa tiloissa.
Pistorasioissa on aina oltava virhevirtasuojaky-
tkin. Jos epäselvyyttä esiintyy, on käännyttävä
sähköasentajan puoleen.
Laite, johto ja pistoke on aina ennen käyttöä
tarkastettava.
Vioittuneiden osien korjaus on annettava asi-
antuntijan tehtäväksi.
Työskennellessä on aina käytettävä suo-
jalaseja, kuulosuojaimia, suojakäsineitä ja
vahvoja työkenkiä.
• Pistokkeen saa työntää pistorasiaan ainoastaan
laitteen ollessa pois päältä kytkettynä.
• Käytön jälkeen on pistoke irrotettava
pistorasiasta.
• Pistoke on irrotettava pistorasiasta ennen laitteen
korjausta tai huoltoa. Laitetta ei saa kantaa sen
johdosta.
• Johto on aina ohjattava laitteesta poispäin.
• Käytä ainoastaan alkuperäisiä TRUMPF-
lisävarusteita.
Ennen käyttöönottoa
1. Lue kappale "Turvallisuusohjeet".
Turvallisuusohjeet
2. Korvaa tylsät työkalut uusilla.
Työkalunvaihto
3. Säädä iskuluku levypaksuuden ja työstötavan
mukaan.
Iskuluku
4. Verkkojännitteen on vastattava koneen
tehonilmoituskilven tietoja.
Teholle 230 V ilmoitetut koneet voidaan kytkeä
myös teholle 220 V.
Teholle 115 V ilmoitetut koneet voidaan kytkeä
myös teholle 110 V.

58 GR N 200-2 E414.DOC
Nibbler N 200-2 Fig. 25650
7 1
• 1PPð 2,0 mm
• 1PPð 1,5 mm
• 1PPð 1,0 mm
• 1PPð 2,5 mm
4 mm
min. 16 mm
8 mm
PPLQ
500 W
1400/min
2,1 kg
,,
EN 50 144.
G% $
dB (A).
¬ ÉáÒÌØÌ ÜÊÎÖá×-ÇÖÆÜÊÄÔÒÆ ÊÄÒÆÎ ÏÆÙÁ ÙÔ ØâÒÌÍÊ× ÑÎÏÖ
áÙÊÖÌ ÆÕá 2.5 m/s2.
75803) 1LEEOHU 1
•
•
•
•
*5
1
2
3
4
5
6
7
8
9
10 mm
600 N/mm²
11 mm
N/mm²
8
9
6
10
11
7
4
3
2
1
5

E414.doc N 200-2 GR 59
75803)
.
• 1
•
•
•
•
75803)
1.
2.
3.
4.
V
V.
115 V
V.

Garantie
Für TRUMPF Elektro- und Druckluftwerkzeuge gilt eine Haftungsfrist von
12 Monaten ab Rechnungsdatum.
Schäden, die auf natürliche Abnützung, Überlastung oder unsachgemäße
Behandlung der Maschine zurückzuführen sind, bleiben von der Garantie
ausgeschlossen.
Schäden, die durch Material- oder Herstellerfehler entstanden sind, werden
unentgeltlich durch Ersatzlieferung oder Reparatur beseitigt.
Beanstandungen können nur anerkannt werden, wenn das Gerät unzerlegt
an Ihre TRUMPF-Vertretung gesandt wird.
Warranty
A liability limit of 12 months from the date of invoice is valid for TRUMPF
electronic and compressed-air tools.
Damages caused by natural wear, overloading or improper handling of the
machine, are excluded from the warranty.
Damages arising through material or manufacturing errors will be rectified,
free of charge, by substitute delivery or repair work.
Complaints can only be recognised if the unit is dispatched undismantled to
your TRUMPF representative.
Garantie
Pour les outils TRUMPF électriques et à air comprimé, une garantie de
12 mois entre en vigueur à partir de la date de la commande.
Les dommages dus à l'usure naturelle, à une surcharge ou à une mauvaise
manipulation de la machine sont exclus de cette garantie.
Les dommages issus de défauts de matériau ou de fabrication sont éliminés
sans frais, soit par une livraison de remplacement, soit par leur réparation.
Garantía
Para las herramientas eléctricas o de aire comprimido de TRUMPF hay un
plazo de garantía de 12 meses a partir de la fecha de la factura.
Los daños causados por el uso natural, sobrecarga o manejo inadecuado
de la máquina, no entran en la garantía.
Los daños que provienen de fallos de frabricación o del material, se
arreglarán gratuitamente mediante piezas de repuesto o reparación.
Las reclamaciones sólo se podrán aceptar cuando el aparato se mande sin
desmontar a los representantes de TRUMPF.
Garanzia
Per gli utensili elettrici e ad aria compressa TRUMPF la garanzia ha una
validità di 12 mesi a partire dalla data della fattura.
La garanzia non comprende danni dovuti al consumo naturale, sovraccarico
o trattamento non corretto della macchina.
Danni da ricondurre ad errori del materiale o del costruttore vengono
eliminati gratuitamente con la fornitura di pezzi di ricambio o riparazioni.
Reclami vengono riconosciuti solo previa spedizione dell'apparecchio non
smontato alla Vostra rappresentanza TRUMPF.
Garanti
För TRUMPF el- och tryckluftsverktyg gäller en garantitid på 12 månader,
från räkningsdatum.
Garantin gäller inte för skador som beror på naturligt slitage, överbelastning
eller icke sakkunnig behandlig av maskinen.
Skador, som uppstått genom material- eller tillverkningsfel, åtgärdas utan
kostnad genom en ersättningsleverans eller en reparation.
Reklamationer kan endast erkännas om maskinen, ej isärtagen, skickas till
TRUMPF-representaten.
Garantia
As ferramentas eléctricas e de ar comprimido TRUMPF têm uma garantia
de 12 meses a partir da data de compra indicada na factura.
Os danos causados pelo desgaste natural, sobrecarga ou utilização inade-
quada da máquina não estão incluídos na garantia.
Os danos provenientes de falhas de material ou de fabrico serão eliminina-
dos gratuitamente com uma reparação ou envio de peças sobressalentes.
Só reconhecemos reclamações se o aparelho for enviado ao representante
TRUMPF, sem ter sido desmontado.
Garanti
For Trumpf elektro- og trykluftsværktøj gælder en garantifrist på 12 måneder
fra fakturadato.
Skader, der er sket ved naturlig nedslidning, overbelastning eller ukorrekt
anvendelse af maskinen, er ikke omfattet af garantien.
Skader, der er opstået som følge af materiale- og produktionsfejl, vil
vederlagsfrit blive udbedret gennem reparation eller erstatningslevering.
Reklamationer er kun gældende, hvis apparatet sendes til Deres TRUMPF-
repræsentant uden at have været skilt ad.
Garantie
Voor TRUMPF electro- en persluchtgereedschap geldt een garantietermijn
van 12 maanden, ingaand op aankoopsdatum.
Schade die ontstaan is door natuurlijke slijtage, overbelasting of onjuist
gebruik van de machine, komt niet voor garantie in aanmerking.
Schade die ontstaan is door materiaal- of productiefouten, wordt met
levering van onderdelen of reparatie, kostenloos verholpen.
Klachten kunnen enkel in behandeling genomen worden als de apparatuur
in ongedemonteerde staat aan uw TRUMPF-vestiging gestuurd wordt.
Takuu
TRUMPF-sähkö- ja paineilmatyökaluille annetaan 12 kuukauden takuu
laskun päivämäärästä alkaen.
Takuu ei kata vaurioita, jotka johtuvat koneen luonnollisesta kulumisesta tai
koneen ylikuormittamisesta tai epäasianmukaisesta käsittelystä.
Materiaali- ja valmistusvirheistä aiheutuneet vauriot korvataan maksutta
korjaamalla kone tai toimittamalla uusi kone.
Takuuvaatet voidaan hyväksyä vain siinä tapauksessa, että kone lähetetään
purkamattomana TRUMPF-edustajalle.
Gwarancja
TRUMPF.
TRUMPF.

Ersatzteilliste
Beachten: Instandsetzung, Änderung und Prüfung
von handgeführten Elektrowerkzeugen sind
fachgerecht durchzuführen.
Die Sicherheitsvorschriften nach DIN VDE, CEE,
AFNOR und weitere in den einzelnen Ländern
gültige Vorschriften sind einzuhalten.
Spare Parts List
Attention: Repair, modification, and testing of hand-
held power tools must be carried out in accordance
with the generally recognised principles of
engineering practise. Safety regulations according
to DIN VDE, CEE, AFNOR and further regulations
applicable in individual countries must be observed.
Liste des pièces de rechange
Attention! La remise en état, la modification et le
contrôle des outils électriques portatifs doivent être
effectués par des personnes qualifiées. Il convient
de respecter les prescriptions de sécurité selon
DIN VDE, CEE, AFNOR ainsi que les
réglementations en vigueur dans le pays concerné.
Lista de piezas de recambio
Obsérvese: La reparación, modificacion y
verificación de herramientas elèctricas guiadas a
mano debe efectuarse en forma técnicamente
correcta. Respetar las normas de seguridad según
DIN VDE, CEE, AFNOR, asi como otras
disposciones vigentes en los distintos paises.
Lista dei pezzi di ricambio
Attenzione: la riparazione, la modifica e il controllo
degli elettroutensili portatili devono essere eseguiti
da personale specializzato. Rispettare le norme di
sicurezza secondo DIN VDE, CEE, AFNOR e tutte
le altre disposizioni vigenti nei singoli paesi.
Atenção: a reparação, alteração e verificação de
ferramentas eléctricas guiadas à mão devem ser
executadas tecnicamente de forma correcta.
Lista de peças sobressalentes
Atenção: a reparação, alteração e verificação de
ferramentas eléctricas guiadas à mão devem ser
executadas tecnicamente de forma correcta.
As prescrições de segurança segundo DIN VDE,
CEE, AFNOR e outras prescrições particulares em
vigor nos diversos países devem ser consideradas
e seguidas.
Reservedelsliste
Bemærk: Reparation, ændring og afprøvning af
håndført el-værktøj skal udføres fagligt korrekt.
Sikkerhedsforskrifterne iflg. DIN VDE, CEE,
AFNOR og yderligere i de enkelte lande gældende
forskrifter skal overholdes.
Lijst met reserveonderdelen
Attentie: Herstellingen en controles van en veran-
deringen aan elektrisch gereedschap dat met de
hand bediend wordt, moeten deskundig uitgevoerd
worden.
De veiligheidsvoorschriften volgens DIN VDE,
CEE, AFNOR en andere voorschriften die in
andere landen geldig zijn, moeten in acht genomen
worden.
Reservdelslista
Beakta: Reparation, ändring och provning av
manuella elektriska verktyg skall genomföras på
sakkunnigt sätt.
Säkerhetsbestämmelserna enligt DIN VDE, CEE,
AFNOR samt ytterligare i de enskilda länderna giltiga
bestämmelser skall följas.
Varaosalista
Huomio: Käsin ohjattavien sähkötyökalujen kunnos-
sapito, korjaus ja tarkistus on annettava asiantun-
tijan tehtäväksi.
DIN VDE, CEE, ANFOR ja muita yksittäisten mai-
den sisäisiä voimassaolevia määräyksiä on nouda-
tettava.
¯ÆÙÁÐÔÈÔ× ÆÒÙÆÐÐÆÏÙÎÏãÒ
µÖÔØÔÜÃ: ¬ ÊÕÎØÏÊÚÃ, ÙÖÔÕÔÕÔÄÌØÌ ÏÆÎ Ô ÂÐÊÈÜÔ× ÌÐÊ
ÏÙÖÎÏãÒ ÊÖÈÆÐÊÄÞÒ ÜÊÎÖá× ÕÖÂÕÊÎ ÒÆ ÉÎÊÓÁÈÔÒÙÆÎ ÆÕá
ÊÎÉÎÏÊÚÑÂÒÆ ÁÙÔÑÆ. ´Î ÕÖÔÉÎÆÈÖÆÛÂ× ÆØÛÆÐÊÄÆ× DIN
VDE, CEE, AFNOR ÏÆÎ ÁÐÐÊ× ÕÖÔÉÎÆÈÖÆÛÂ× ÕÔÚ ÎØÜâ
ÔÚÒ ØÙÎ× ÉÎÁÛÔÖÊ× ÜãÖÊ× ÕÖÂÕÊÎ ÒÆ ÙÌÖÔâÒÙÆÎ.

948683 230V 50Hz D
961936 230V 50Hz CH
961938 110V 50Hz GB
961939 115V 50/60Hz USA
961940 230V 50Hz PL
961942
N200-2
220V 60Hz KR
NO. D'ORDINE PEZZO DI RICAMBIO QUAN.
NO. DE REF. PIEZA DE RECAMBIO CANT.
NO. DE REF. PIECE DE RECHANGE QUAN.
ORDER. NO. SPARE PART QUAN.
NO BEST.-NR. ERSATZTEIL DIN STK.
1 014591 M5X30 DIN912 2
2 945993 1
3 089021 629.2RSR DIN625 1
4 085103 NK5/10TN DIN617 1
5 085120 1
6 085928 1
7 085111 K14X18X13 DIN5405 1
8 028457 1
9 028458 1
10 033313 1
11 027693 DIN625 1
12 012246 1
13 026190 6200-Z DIN625 1
14 021466 30x1.2-FDST DIN472 1
15 028459 1
16 021105 9x1-FDST DIN471 1
17 343753 2
18 954203 1
19 343577 M5X8 DIN7500 1
20 954822 1
21 945663 1
22 945668 1
23 945665 1
24 345192 4
25 945666 4
26 970585 1
27 345080 4
31 090799 4
33 949147 1
34 945669 1
35 131214 1
38 944506 1
39 964616 incl. 33+34+35 1
40 945692 1
41 980335 incl. 42+43 1
42 966729 1
43 966453 1
44 028456 No. 8+9 1
29.5.2001

136645 230V 50Hz D/PL
-- 230V 50Hz CH
136647
MOTOR
MOTORE
MOTEUR
MOTOR
ANBAUMOTOR 110V 50Hz GB
NO. D'ORDINE PEZZO DI RICAMBIO QUAN.
NO. DE REF. PIEZA DE RECAMBIO CANT.
NO. DE REF. PIECE DE RECHANGE QUAN.
ORDER. NO. SPARE PART QUAN.
NO. BEST.-NR. ERSATZTEIL DIN STK.
500 138668 4
501 141950 1
502 029676 2
503 021091 8x0.8 FDS DIN471 1
504 027669 608-2Z DIN625 1
505 138650 1
506 138669 Ventilator 1
138667 220-230V 50Hz
507 138652 100-115V 50Hz 1
508 138653 1
509 027650 607-2Z DIN625 1
510 138654 1
511 138658 2
513 142386 1
101405 230V 50Hz D
101405 230V 50Hz PL
033236 230V 50Hz CH
514
144869 110V 50Hz GB
1
515 138659 1
517 138649 2
518 138663 2
519 020150 2
520 047317 1
029117 220-230V 50Hz
521 033304 110-115V 50Hz 1
522 138664 1
523 138666 1
524 138665 1
527 138662 1
138661 220-230V 50Hz
528 138660 110-115V 50Hz 1
529 138655 1
345760 220-230V 50Hz
535 345761 100-115V 50Hz 1
536 345759 1
29.8.2000

948683 230V 50Hz D
961936 230V 50Hz CH
961938 110V 50Hz GB
961939 115V 50/60Hz USA
961940 230V 50Hz PL
961942
N200-2
220V 60Hz KR
NO. D'ORDINE PEZZO DI RICAMBIO QUAN.
NO. DE REF. PIEZA DE RECAMBIO CANT.
NO. DE REF. PIECE DE RECHANGE QUAN.
ORDER. NO. SPARE PART QUAN.
NO BEST.-NR. ERSATZTEIL DIN STK.
1 014591 M5X30 DIN912 2
2 945993 1
3 089021 629.2RSR DIN625 1
4 085103 NK5/10TN DIN617 1
5 085120 1
6 085928 1
7 085111 K14X18X13 DIN5405 1
8 028457 1
9 028458 1
10 033313 1
11 027693 DIN625 1
12 012246 1
13 026190 6200-Z DIN625 1
14 021466 30x1.2-FDST DIN472 1
15 028459 1
16 021105 9x1-FDST DIN471 1
17 343753 2
18 954203 1
19 343577 M5X8 DIN7500 1
20 954822 1
21 945663 1
22 945668 1
23 945665 1
24 345192 4
25 945666 4
26 970585 1
27 345080 4
31 090799 4
33 949147 1
34 945669 1
35 131214 1
38 944506 1
39 964616 incl. 33+34+35 1
40 945692 1
41 980335 incl. 42+43 1
42 966729 1
43 966453 1
44 028456 No. 8+9 1
29.5.2001

136645 230V 50/60Hz D/PL
-- 230V 50/60Hz CH
-- 110V 50Hz GB
136647 115V 50/60Hz USA
--
MOTOR
MOTORE
MOTEUR
MOTOR
ANBAUMOTOR 220V 60Hz KR
NO. D'ORDINE PEZZO DI RICAMBIO QUAN.
NO. DE REF. PIEZA DE RECAMBIO CANT.
NO. DE REF. PIECE DE RECHANGE QUAN.
ORDER. NO. SPARE PART QUAN.
NO. BEST.-NR. ERSATZTEIL DIN STK.
500 138668 4
501 141950 1
502 029676 2
503 021091 8x0.8 FDS DIN471 1
504 027669 608-2Z DIN625 1
505 138650 1
506 138669 Ventilator 1
138667 220-230V 50/60Hz
507 138652 100-115V 50/60Hz 1
508 138653 1
509 027650 607-2Z DIN625 1
510 138654 1
511 138658 2
512 138657 1
513 142386 1
101405 230V 50/60Hz D
101405 230V 50/60Hz PL
101405 220V 50/60Hz KR
033236 230V 50/60Hz CH
144869 110V 50/60Hz GB
514
100860 115V 50/60Hz USA
1
515 138659 1
516 138656 1
517 138649 2
518 138663 2
519 020150 2
520 047317 1
029117 220-230V 50/60Hz
521 033304 110-115V 50/60Hz 2
522 138664 1
523 138666 1
524 138665 1
527 138662 1
138661 220-230V 50/60Hz
528 138660 110-115V 50/60Hz 1
529 138655 1
29.8.2000

02-03-01
Belgien / Belgique / Belgique
V.A.C. Machines B.V.B.A/S.P.R.L.
Kleine Pathoekeweg 13-15
B-8000 BRUGGE
Tel: ++32 50 / 31 50 83
Fax: ++32 50 / 45 60 58
sales@vac-machines.be
Brasilien / Brasil / Brésil
TRUMPF MAQUINAS
Ind. E.Com.Ltda.
Av. Juruá 150-Alphaville
BR-06455-010 BARUERI - SAO PAULO
Tel: ++55 11 / 44191 53 31
Fax: ++55 11 /4195 21 26
trumpf@originet.com.br.
China / Chine
incl. Hong Kong / Macau
ACL -Beijing Lifengyuan Machine Co., Ltd
# 1 Hongxin Road Xihongmen Town, Daxing County
Beijing City, China P.C., 100076
Tel: 010-60261495
Fax: 010-60264122
acl@accl.com
Dänemark / Denmark / Danemark
HANS JØRGENSEN VAERKTØY A/S
Grusgraven 9
DK-2880 BAGSVAERD
Tel: ++45 44 / 44 24 66
Fax: ++45 44 / 44 08 33
hans.jorgensen@mail.tele.dk
Deutschland / Germany / Allemagne
TRUMPF Werkzeugmaschinen GmbH + Co. KG, Abt. 203
Johann-Maus-Str. 2
D-71254 DITZINGEN
Tel: ++49 7156 / 3030
Fax: ++49 7156 / 303 942
[email protected]rumpf.com
Finnland / Finnland / Finlande
OY TAMMESVIRTA + CO.
Lautatarhankatu 6
FIN-00580 HELSINKI
Tel: ++358 9 / 774 0740
Fax: ++358 9 / 7740 7411
info@tammesvirta-co.fi
Frankreich / France
TRUMPF S.A.R.L.
86, Allée des Erables
Paris Nord II
F-95956 ROISSY-CHARLES DE GAULLE Cédex
Tel: ++33 1 / 48 17 80 41
Fax: ++33 1 / 48 63 05 79
laurent.schwarz@fr. trumpf.com
Griechenland / Greece / Grèce
D.PANAYOTIDIS & J. TSATSIS S.A.
Pireos Street 6
GR-183 46 MOSCHATO / ATHENS
Tel: ++30 1 / 481 08 17
Fax: ++30 1 / 482 96 73
Ptmachine@panayotidis-tsatsis.gr
Grossbritannien / Great Britain / Grande-bretagne
TRUMPF Ltd.
President Way
Airport Executive Park
GB-LUTON Beds. LU2 9NL
Tel: ++44 1582 / 399 251
Fax: ++44 1582 / 399 260
spares@uk.trumpf.com
Italien / Italy / Italie
W. HOMBERGER & Co. S.P.A.
Via Ippolito d'Aste 1/1
I-16121 GENOVA
Tel: ++39 10 / 57 65 300
Fax: ++39 10 / 58 50 83
info.du@homberger.com
Japan / Nippon / Japon
TRUMPF Corporation
1-18-2 Hakusan / Midori-ku
J-YOKOHAMA 226
Tel: ++81 45 / 931 5710
Fax: ++81 45 / 931 5714
pannen@trumpf.co.jp
Korea / Korea / Corée
TRUMPF MASCHINEN KOREA CO LTD
14th Floor CBS Building
917-1 Mok-dong
Yangcheon-gu
ROK-SEOUL 158-701
Tel: ++82 2 / 6739 2507
Fax: ++82 2 / 6739 2525
yongbeom.kim@trumpf.co.kr
Malaysien/ Malaysia/ Malaisie
TRUMPF Malaysia Sdn Bhd -TMY
No. 41-8 (8 Level), Block SC
Lingkaran Syed Putra
59200 Kuala Lumpur
MALAYSIA
Tel: ++60 3 / 22 8282 32
Fax: ++60 3 / 22 8288 58
trumpf@tm.net.my
Niederlande / Netherlands / Pays-Bas
MOELLER & Co. N.V.
Oude Boekeloseweg 31
Postbus 10
NL-7550 AA HENGELO
Tel: ++31 74 / 249 84 98
Fax: ++31 74 / 243 20 06
h.wenderich@moller-co.nl
Norwegen / Norway / Norvège
EGIL OULIE-HANSEN A/S
Ravnasveien 3 / Holmlia
Postbox 25 Hauketo
N-1206 OSLO 12
Tel: ++47 22 / 62 05 00
Fax: ++47 22 / 61 10 17
ragnvald@oulie-hansen.no
Österreich / Austria / Autriche
TRUMPF MASCHINEN AUSTRIA GmbH & Co. KG
Industriepark 24
A-4061 PASCHING
Tel: ++43 7221 / 60 330
Fax: ++43 7221 / 60 340
spa@trumpf.at

Polen / Polska
TRUMPF GmbH & Co. KG
Biuro w Polsce
Ul. Kryzowa 8
PL-61-541 POZNAN
Tel: ++48 61 / 83 30 930
Fax: ++48 61 / 83 34 141
ryszard.piechorowski@trumpf.pl
Portugal / Portugal
VRN
Coméercio de Equipamentos Industrais, Lda.
R. Conselheiro José Silvestre
Ribeiro, 9 - A
P-1600 LISBOA
Tel:++351 21 / 712 06 28
Fax: ++351 21 / 712 06 29
Russland / Russia/ Russie
Technisches und Kommerzielles Zentrum Moskau
Energetitscheski projezd 6
RU 111250 Moskau
Phone: +007 095 176-98-21
Fax: +007 095 368-74-69
TKZentrum@mtu-net.ru
Saudi Arabien, VAE, Kuwait, Syrien,
Jordanien, Jemen, Oman, Bahrein,
Palästina, Aegypten
Saudi Arabia, UAE, Kuwait, Syria,
Jordania, Yemen, Oman, Bahrein,
Palestine, Egypt
TRUMPF Representation Office Egypt
P O Box 5697 Heliopolis West
ET-11771 CAIRO
Tel: ++20 2 / 417 06 83
Fax: ++20 2 / 4183350
trumpfme@gega.net
Schweden / Sweden / Suède
LUNA SVERIGE AB
Sandbergsvägen
S-441 80 ALINGSÅS
Tel: ++46 322 / 60 60 00
Fax: ++46 322 / 60 64 43
Schweiz / Switzerland / Suisse
TRUMPF Maschinen AG
Ruessenstraße 8
CH-6341 Baar
Tel: ++41 41 / 7696-666
Fax: ++41 41 / 7696-600
trumpf.baar@ch.trumpf.com
Singapur / Singapore / Singapour
Malaysia / Malaysia / Malaisie
TRUMPF PTE. LTD.
25 International Business Park
#02-28/29 German Centre
SGP-SINGAPORE 609916
Tel: ++65 656 27 780 / 56 27 781
Fax: ++65 656 27 788
gaylc@trumpf.com.sg
Slowakei / Slovakia
TRUMPF Slovakia s.r.o.
Bačikova 5
SK - 040 01 Košice
Tel.: ++421 55 7280911
Fax: ++421 55 7280922
marcel.lipan@sk.trumpf.com
Spanien / España / Espagne
TRUMPF MAQUINARIA S.A.
Avenida de Valdelaparra No. 13
E-28108 ALCOBENDAS / Madrid
Tel: ++34 1 / 657 36 71
Fax: ++34 1 / 661 63 67
jose.ramon@es.trumpf.com
Südafrika / South Africa / Afrique du Sud
TRACONSA PTY. LTD.
P.O. Box 3160
ZA-JOHANNESBURG 2000
Tel: ++27 11 / 394 28 10
Fax: ++27 11 / 970 17 92
traconsa@iafrica.com
Taiwan ROC / Taiwan R O C
TAIWAN DYNAMICS CORP.
4F No. 7, Alley 2, Lane 176
Fu-Tech 1 Rd. Hsi-Chih-Chen
RC-TAIPEI HSIEN
Tel: ++886 2 / 694 88 77
Fax: ++886 2 / 694 10 11
dynamics@ficnet.net
Tschechische Republik / Ceska Republika
TRUMPF Praha spol. s.r.o.
Stetkova 18
CZ-140 00 PRAHA 4
Tel:++420 2 / 41 40 66 13
Fax:++420 2 / 61 211 325
info@trumpf.cz
Türkei / Turkey / Turquie
BOZTAS A.S.
Tevfik Erdönmez Sok. No. 20/4
TR-80280 ESENTEPE-ISTANBUL
Tel: ++90 212 / 211 22 66
Fax: ++90 212 / 266 76 11
boztas@superonline.com
Ungarn / Hungary / Hongrie
FIMARLI
Hatar u. 56
H-1205 BUDAPEST
Tel: ++36 1 / 285 23 02
Fax: ++36 1 / 285 23 01
USA
TRUMPF Inc.
Farmington Industrial Park
USA-FARMINGTON, CT. 06032
Tel: ++1 860 / 674 82 26
Fax: ++1 860 / 676 26 06
gary.sheridan@trumpfusa.com

TRUMPF Grüsch AG
Elektrowerkzeuge
CH-7214 Grüsch
Switzerland
Telefon ++41 81 307 6161
Fax ++41 81 307 6402
sales@ew.trumpf.com
www.ew.trumpf.com
Für die Bundesrepublik Deutschland:
TRUMPF Werkzeugmaschinen GmbH + Co. KG
Johann Maus Straße 2
D-71254 Ditzingen
Telefon ++49 7156 303 0
Fax ++49 7156 303 942
[email protected]pf.com
www.ew.trumpf.com
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
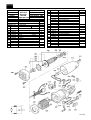 65
65
-
 66
66
-
 67
67
-
 68
68




































































en otros idiomas
- français: Trumpf N 200-2 Manuel utilisateur
- italiano: Trumpf N 200-2 Manuale utente
- Nederlands: Trumpf N 200-2 Handleiding
- português: Trumpf N 200-2 Manual do usuário
- dansk: Trumpf N 200-2 Brugermanual
Artículos relacionados
-
Trumpf N 500-4 Manual de usuario
-
-
-
-
-
-
-
-
-