ESAB LAF 635/ LAF 635R Manual de usuario
- Categoría
- Sistema de soldadura
- Tipo
- Manual de usuario
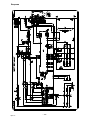
ESAB LAF 635/ LAF 635R es una fuente de corriente trifásica para soldar, de control remoto, diseñada para soldadura MIG/MAG o soldadura por arco sumergido en atmósfera inerte (UP), de alta productividad. Con un campo de ajuste de 75 A / 18 V a 800 A / 44 V (46 V), ofrece una gran versatilidad para diferentes aplicaciones.
Es compatible con la caja de maniobra ESAB, A2−A6 Process Controller (PEH) o A2 Welding Control Unit (PEI), que permite un control preciso del proceso de soldadura y el ajuste de todos los parámetros de soldeo.
ESAB LAF 635/ LAF 635R es una fuente de corriente trifásica para soldar, de control remoto, diseñada para soldadura MIG/MAG o soldadura por arco sumergido en atmósfera inerte (UP), de alta productividad. Con un campo de ajuste de 75 A / 18 V a 800 A / 44 V (46 V), ofrece una gran versatilidad para diferentes aplicaciones.
Es compatible con la caja de maniobra ESAB, A2−A6 Process Controller (PEH) o A2 Welding Control Unit (PEI), que permite un control preciso del proceso de soldadura y el ajuste de todos los parámetros de soldeo.




















-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20




















ESAB LAF 635/ LAF 635R Manual de usuario
- Categoría
- Sistema de soldadura
- Tipo
- Manual de usuario
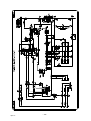
ESAB LAF 635/ LAF 635R es una fuente de corriente trifásica para soldar, de control remoto, diseñada para soldadura MIG/MAG o soldadura por arco sumergido en atmósfera inerte (UP), de alta productividad. Con un campo de ajuste de 75 A / 18 V a 800 A / 44 V (46 V), ofrece una gran versatilidad para diferentes aplicaciones.
Es compatible con la caja de maniobra ESAB, A2−A6 Process Controller (PEH) o A2 Welding Control Unit (PEI), que permite un control preciso del proceso de soldadura y el ajuste de todos los parámetros de soldeo.
Artículos relacionados
-
ESAB LAF 635/ LAF 635R Manual de usuario
-
ESAB LAF 635 Manual de usuario
-
ESAB LAF 1601M Manual de usuario
-
-
-
-
-
ESAB LAF 1250 Manual de usuario
-
-