ESAB LAF 1600 Manual de usuario
- Categoría
- Sistema de soldadura
- Tipo
- Manual de usuario
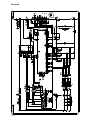
ESAB LAF 1600 es una fuente trifásica de corriente para soldar de control remoto que permite realizar soldaduras mecánicas en atmósfera gaseosa (MIG/MAG) o en atmósfera inerte (UP). Refrigerada por ventilador y controlada por termostato, la fuente de corriente garantiza un desempeño eficiente. El usuario puede controlar los parámetros de soldadura desde el panel frontal de la caja de maniobra A2-A6 Process Controller de ESAB, a la cual se conecta la fuente de corriente para soldar.
ESAB LAF 1600 es una fuente trifásica de corriente para soldar de control remoto que permite realizar soldaduras mecánicas en atmósfera gaseosa (MIG/MAG) o en atmósfera inerte (UP). Refrigerada por ventilador y controlada por termostato, la fuente de corriente garantiza un desempeño eficiente. El usuario puede controlar los parámetros de soldadura desde el panel frontal de la caja de maniobra A2-A6 Process Controller de ESAB, a la cual se conecta la fuente de corriente para soldar.




















-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20




















ESAB LAF 1600 Manual de usuario
- Categoría
- Sistema de soldadura
- Tipo
- Manual de usuario
ESAB LAF 1600 es una fuente trifásica de corriente para soldar de control remoto que permite realizar soldaduras mecánicas en atmósfera gaseosa (MIG/MAG) o en atmósfera inerte (UP). Refrigerada por ventilador y controlada por termostato, la fuente de corriente garantiza un desempeño eficiente. El usuario puede controlar los parámetros de soldadura desde el panel frontal de la caja de maniobra A2-A6 Process Controller de ESAB, a la cual se conecta la fuente de corriente para soldar.
Artículos relacionados
-
ESAB LAF 1600 Manual de usuario
-
ESAB LAF 1250 Manual de usuario
-
-
ESAB LAF 1601M Manual de usuario
-
-
-
-
ESAB LAF 1600M Manual de usuario
-
-
ESAB LAF 635/ LAF 635R Manual de usuario