
F-15-771
June, 2005
Spanish
Manual de Instalación, Operación y Mantenimiento del
IEFC-S
PT-24
SISTEMA DE PRECISIÓN PLASMARC
Con Control de Flujos Integrado (Separable)
Consola de gas
Conjunto de interconexión
Consola de encendido
Consola de alimentación
Soplete PT-24 con colector
Cutting Systems
411 South Ebenezer Road
Florence, South Carolina, U.S.A
.

El equipo descripto en este manual es
potencialmente peligroso. Se deberán tomar
precauciones para su instalación, operación y
mantenimiento.
El comprador es totalmente responsable de la
operación y el uso seguro de todos los
productos adquiridos, lo cual incluye cumplir
con las normas OSHA y otras
reglamentaciones gubernamentales. ESAB
Cutting Systems no asumirá responsabilidad
alguna por daños a personas o de otra índole,
surgidos del uso de alguno de los productos
fabricados o vendidos por ESAB. Lea las
bases y condiciones de venta de ESAB, las
cuales incluyen un detalle específico acerca
de las responsabilidades y reservas de ESAB.
La principal prioridad de ESAB Cutting Systems
consiste en lograr la satisfacción del cliente.
Estamos procurando constantemente mejorar
nuestros productos, los servicios y la
documentación. Como resultado, efectuamos
todas las mejoras y/o los cambios de diseño
que sean necesarios. ESAB extrema los
esfuerzos para garantizar que los documentos y
manuales se encuentren actualizados. No
podemos garantizar que cada documento
recibido por nuestros clientes refleje las últimas
mejoras de diseño efectuadas. Por lo tanto, la
información contenida en este documento podría
ser modificada sin previo aviso.
El número de parte (P/N) de este manual es
F15771.
Este manual es para la conveniencia y el uso de
los compradores de las máquinas de corte. No
representa un contrato u otra obligación por
parte de ESAB Cutting Systems.
© ESAB Cutting Systems, 2003
Printed in U.S.A.

Precisión Plasmarc IEFC-S – CE Índice
i
Sección 1 Seguridad Página 1—(_)
1,1 Introducción......................................................................................... 1
1.2 Notaciones y símbolos sobre seguridad............................................... 2
1.3 Información general sobre seguridad.................................................... 3
1.4 Precauciones durante la instalación ..................................................... 5
1.5 Conexión eléctrica a masa ................................................................... 6
1.6 Manejo de una máquina de corte por plasma....................................... 7-12
1.7 Precauciones durante el funcionamiento .............................................. 13
1.8 Referencias de seguridad..................................................................... 14-17
Sección 2 Descripción Página 2—(_)
2.1 General................................................................................................ 1
2.2 Alcance................................................................................................ 1
2.3 Opciones de paquete disponibles ........................................................ 2
2.4 Especificaciones técnicas
2.4.1 Sistema Precision Plasma ........................................................... 3
2.4.2 Gas de plasma ............................................................................ 4
2.4.3 Gas de inicio ............................................................................... 4
2.4.4 Gas secundario ........................................................................... 4
2.4.5 Gas de corte ............................................................................... 4
2.4.6 Soplete PT-24 ............................................................................. 4

Precisión Plasmarc IEFC-S – CE Índice
ii
Sección 3 Instalación Página 3—(_)
3.1 General................................................................................................. 1
3.2 Equipo necesario.................................................................................. 1
3.3 Emplazamiento ..................................................................................... 1
3.4 Conexiones de alimentación eléctrica principales.................................. 2-3
3.5 Emplazamientos de conexión alternativos para IFC................................ 4
3.6 Identificación de componentes básicos para IFC .................................. 4
3.7 Componentes básicos de la consola de encendido y puntos de
conexión......................................................................................................
5
3.8 Líneas de interconexión ........................................................................ 6
3.9 Unión de las consolas de encendido y de gas....................................... 7
3.10 Conexión de las consolas de gas y encendido separadas................... 8
3.11 Conexiones de la consola de alimentación.......................................... 9
3.12 Interruptor selector de voltaje.............................................................. 9
3.13 Diagrama de interconexiones de la consola de encendido y de gas
por separado...............................................................................................
10-11
3.14 Diagrama de interconexiones de la consola de encendido y de gas
unidas..........................................................................................................
12-13
3.15 Entrada a la consola de gas................................................................ 14-15
3.16 Entrada a la consola de alimentación .................................................. 16
3.17 Montaje del soplete............................................................................. 17
3.18 Refrigerante del soplete ...................................................................... 18
3.19 Inspección de las líneas de gas y refrigerante...................................... 18
3.20 Utilización de un colector de soplete de 5 solenoides ......................... 19
3.21 Conversión del colector de la consola de gas IEFC-S para acomodar
un colector de soplete de 4 solenoides ...............................................
19-20

Precisión Plasmarc IEFC-S – CE Índice
iii
Sección 4 Funcionamiento Página 4—(_)
4.1 Controles de suministro de alimentación
4.1.1 Interruptor de alimentación principal............................................. 1
4.1.2 Interruptor de arco piloto.............................................................. 1
4.1.3 Luces indicadoras de fallo............................................................ 2
4.1.4 Medidores.................................................................................... 2
4.1.5 Interruptor de control de corriente................................................ 2
4.2 Calidad de corte
4.2.1 Introducción ..............................................................................
3
4.2.2 Ángulo de corte .......................................................................... 4
4.2.3 Corte plano.................................................................................. 5
4.2.4 Acabado de la superficie.............................................................. 6
4.2.5 Escoria......................................................................................... 7-8
4.2.6 Precisión en las dimensiones ....................................................... 9
4.3 Influencia de las opciones de gas en la calidad de corte
4.3.1 Introducción ................................................................................. 10
4.3.2 Aluminio....................................................................................... 10
4.3.3 Acero al carbono ......................................................................... 11
4.3.4 Acero inoxidable .......................................................................... 12-14
4.4 Datos de proceso
4.4.1 Introducción ................................................................................
15
4.4.2 Parámetros de datos de proceso................................................. 16-61
Aluminio................................................................................ 16-23
Acero al carbono .................................................................. 24-33
Acero inoxidable ................................................................... 34-61
4.4.3 Relación del ancho del corte, con los amperios y el grosor del
material.......................................................................................................
62
4.4.3.1 Valores de corte para aluminio ............................................. 62
4.4.3.2 Valores de corte para acero al carbono................................ 64
4.4.3.3 Valores de corte para acero inoxidable O
2
/N
2
/O
2
................. 67
4.4.3.4 Valores de corte para acero inoxidable Aire/Aire/CH
4
.......... 68
4.4.3.5 Valores de corte para acero inoxidable N
2
/N
2
/CH
4
............... 69
4.4.3.6 Valores de corte para acero inoxidable N
2
/N
2
...................... 70
4.4.3.7 Valores de corte para acero inoxidable Aire/Aire.................. 72
Datos de marcaje de plasma................................................ 74

Precisión Plasmarc IEFC-S – CE Índice
iv
Sección 5 Mantenimiento Página 5—(_)
5,1 General................................................................................................. 1
5.2 Inspección y limpieza............................................................................ 1
5.3 Descripción del soplete PT-24 .............................................................. 2-4
5.4 Diagrama de líquidos para el IEFC-S..................................................... 3
5.4 Mantenimiento del soplete .................................................................... 5-7
5.5 Desmontaje e inspección de consumibles para el soplete PT-24 .......... 8-11
5.6 Remontaje de la punta del soplete PT-24 ............................................. 12-14
5.7 Control de flujo ..................................................................................... 14-15
5.8 Desmontaje de la válvula proporcional .................................................. 16
Sección 6 Solución de problemas Página 6—(_)
6.1 Seguridad general................................................................................. 1
6.2 Guía de solución de problemas............................................................. 2
6.2.1 Reducción en la vida útil de los consumibles................................. 2
6.2.2 Baja calidad de corte .................................................................... 3
6.2.3 Sin arco piloto............................................................................... 3
6.2.4 Sin transferencia de arco .............................................................. 3
6.2.5 Sin preflujo.................................................................................... 3
6.2.6 El soplete no se enciende ............................................................. 3
6.2.7 Vida útil de la boquilla excesivamente corta................................... 4
6.2.8 Vida útil del electrodo corta........................................................... 4
6.2.9 Vida útil del electrodo Y de la boquilla corta .................................. 4
6,3 Diagrama de líquidos para el IEFC-S..................................................... 5
Identificación de la válvula del colector del IEFC-S ........................ 5
6.4 Diagrama eléctrico para el IEFC-S......................................................... 6-7
6.5 Esquema eléctrico de la consola de encendido..................................... 8
6.6 Esquema de líquidos de la consola de encendido................................. 8
6.7 Esquema eléctrico de la fuente de alimentación Precision Plasma......... 10-11
6.8 Diagrama de cableado de la fuente de alimentación Precision Plasma
(incluye versión para la CE)
12-16
6.7 Esquema del módulo de alimentación – Versión para la CE .................. 18-19
6.8 Diagrama de cableado del módulo de alimentación Precision Plasma –
Versión para la CE .......................................................................................
20-21
6.9 Colector del soplete.............................................................................. 22

Precisión Plasmarc IEFC-S – CE Índice
v
Sección 7 Piezas de repuesto Página 7—(_)
7.1 General................................................................................................ 1
7.2 Pedido ................................................................................................. 1
7.3 Fuente de alimentación Plasmarc – componentes exteriores................. 2-7
7.4 Fuente de alimentación Plasmarc – componentes interiores.................. 8-17
7.5 Módulo de alimentación ....................................................................... 18-25
7.6 Consola de gas IEFC-S........................................................................ 26-27
7.7 Colector de gas IEFC-S ....................................................................... 28-29
7.8 Consola de encendido IEFC-S ............................................................. 30-31
7.9 Conjunto de soplete PT-24 – Serie IFC ...............................................
32-33
7.10 Colector de soplete de 5 solenoides ..................................................
34-35
7.11 Cables y mangueras de interfaz .........................................................
36-37
Información cliente/técnica
Contraportada del
manual

Precisión Plasmarc IEFC-S – CE Índice
vi
Esta página se ha dejado en blanco intencionadamente.

SECCIÓN 1 SEGURIDAD
Plasma de Precisión con Control de Flujo Electrónico –
1-1
1.1 Introducción
El proceso de corte de metales por plasma brinda a la
industria una herramienta única y versátil. Los equipos
ESAB se diseñaron para brindar una mayor eficiencia y
seguridad en la operación de corte de metales. No
obstante, al igual que con otras maquinarias, para lo-
grar el mayor beneficio, es necesario prestar especial
atención a los procedimientos operativos, y las medi-
das de precaución y seguridad. Independientemente
de la función desempeñada por un individuo con rela-
ción a la maquinaria (que se encargue de su opera-
ción, del mantenimiento, o actúe como simple obser-
vador), deberá acatar estrictamente las medidas de
precaución y seguridad establecidas. La inobservancia
de ciertas medidas de precaución podría provocar le-
siones graves al personal involucrado o daños impor-
tantes al equipo. Las medidas de precaución señala-
das a continuación representan pautas generales a
considerar cuando se trabaja con maquinarias de cor-
te. En los instructivos encontrará medidas de precau-
ción más explícitas concernientes al equipo principal y
a sus accesorios. Si desea mayor información acerca
de la seguridad en el campo de las maquinarias de
corte y soldadura, adquiera y lea las publicaciones in-
cluidas en “Referencias Recomendadas”.

SECCIÓN 1 SEGURIDAD
Plasma de Precisión con Control de Flujo Electrónico –
1-2
1.2 Apuntes y símbolos relativos a la
seguridad
En este manual se utilizan las palabras o los símbolos si-
guientes, los cuales indican distintos niveles de compromiso
con relación a la seguridad.
!
ALERTA o ATENCIÓN. Su seguridad se encuen-
tra comprometida o existe una falla potencial del
equipo. Se utiliza conjuntamente con otros sím-
bolos e información adicional.
PELIGRO
!
Usado para llamar la atención frente a peligros
inminentes que, de no prevenirse, provocarían
lesiones graves o la muerte.
ADVERTENCIA
!
Usado para llamar la atención frente a peligros
potenciales que podrían provocar lesiones per-
sonales o la muerte.
PRECAUCION
!
Usado para llamar la atención frente a peligros
que podrían provocar lesiones menores o perju-
dicar al equipo.
PRECAUCION
Usado para indicar que el equipo está expuesto a
riesgos menores.
AVISO
Usado para indicar la existencia de información
importante referida a la instalación, la operación
o el mantenimiento del equipo, y que no se en-
cuentra directamente relacionada con riesgos
para la seguridad.

SECCIÓN 1 SEGURIDAD
Plasma de Precisión con Control de Flujo Electrónico –
1-3
1.3 Información General de Seguridad
ADVERTENCIA
!
El equipo se enciende en forma automática.
Este equipo se mueve en varias direcciones y velo-
cidades.
• El traslado de esta maquinaria puede producir
aplastamiento.
• Este equipo sólo debe ser operado o reparado por
personal calificado.
• Todo el personal, los materiales y el equipo no in-
volucrados en el proceso de producción, deberán
mantenerse fuera del área de operación del siste-
ma.
• Mantenga los engranajes y los rieles libres de resi-
duos u obstrucciones como, por ejemplo, herra-
mientas o ropas.
• Coloque una valla alrededor de toda la celda de
trabajo a fin de evitar que el personal traspase el
área o se pare en la zona de operación del equipo.
• Coloque carteles de ADVERTENCIA adecuados en
todas las entradas a las celdas de trabajo.
• Siga el procedimiento de bloqueo del equipo antes
de realizar tareas de mantenimiento.
ADVERTENCIA
!
La inobservancia de las instrucciones para
la operación de este equipo podría provo-
car la muerte o lesiones graves.
Lea y trate de comprender el contenido de este
manual del operador antes de utilizar esta ma-
quinaria.
• Lea todo el procedimiento antes de operar o
efectuar el mantenimiento del sistema.
• Se deberá prestar especial atención a todas las
advertencias de peligro que brinden información
esencial con relación a la seguridad del perso-
nal y/o los posibles daños al equipo.
• Todas las personas que tengan alguna respon-
sabilidad con relación al sistema, o acceso al
mismo, deberán observar estrictamente todas
las medidas de seguridad concernientes al
equipo eléctrico y las operaciones durante el
proceso.
• Lea todas los textos relacionados a temas de
seguridad que se encuentren disponibles en su
empresa.

SECCIÓN 1 SEGURIDAD
Plasma de Precisión con Control de Flujo Electrónico –
1-4
ADVERTENCIA
!
La falta de cumplimiento de las instruccio-
nes incluidas en los rótulos de advertencia
relativos a la seguridad, podría provocar la
muerte o lesiones graves.
Lea y comprenda todos los rótulos con adverten-
cias relativas a la seguridad que se encuentran
adheridos al equipo.
Recurra al manual del operador para obtener ma-
yor información sobre aspectos relativos a la se-
guridad.

SECCIÓN 1 SEGURIDAD
Plasma de Precisión con Control de Flujo Electrónico –
1-5
1.4 Precauciones durante la instalación
ADVERTENCIA
!
Los equipos que no han sido instalados en
forma adecuada pueden causar lesiones, o
la muerte.
Siga estas pautas al instalar el equipo:
No conecte un tubo de gas directamente a la bo-
ca de entrada de la máquina. Se deberá instalar
un regulador de cilindro adecuado para tubos de
gas combustible que atenúe la presión de entra-
da hasta un nivel razonable. Por lo tanto, el regu-
lador del equipo se utiliza para lograr la presión
requerida por los sopletes.
Antes de instalar el equipo, comuníquese con su
representante de ESAB, quien puede sugerirle
algunas medidas de precaución respecto de la
instalación de la tubería y el traslado de la máqui-
na, entre otras, a fin de garantizar que se cum-
plan las máximas medidas de seguridad.
Jamás intente modificar el equipo o agregarle
dispositivos, sin antes haber consultado a un re-
presentante autorizado de ESAB.
Observe los requerimientos de espacio físico para
garantizar una operación adecuada del equipo y
la seguridad del personal.

SECCIÓN 1 SEGURIDAD
Plasma de Precisión con Control de Flujo Electrónico –
1-6
1.5 Conexión a tierra
Es imprescindible que se efectúe una conexión a tierra
a fin de garantizar un buen funcionamiento del equipo,
y por SEGURIDAD.
Lea la sección sobre Instalación en este manual para
obtener instrucciones detalladas acerca de la descar-
ga a tierra.
ADVERTENCIA
!
Peligro de descarga eléctrica.
Una conexión a tierra deficiente puede causar le-
siones graves, o la muerte.
Se debe efectuar una conexión a tierra adecuada
antes de encender el equipo.
ADVERTENCIA
!
Una conexión a tierra inadecuada puede da-
ñar la máquina y sus componentes eléctri-
cos.
• Antes de encenderla, la máquina debe tener
una descarga a tierra.
• La tabla de corte debe contar con una varilla de
descarga a tierra adecuada.

SECCIÓN 1 SEGURIDAD
Plasma de Precisión con Control de Flujo Electrónico –
1-7
1.6 Cómo se maneja un equipo de corte por plasma
ADVENTENCIA
!
Peligro de residuos voladores y ruidos
nocivos.
• Las salpicaduras calientes pueden provocar
quemaduras y lesiones oculares. Utilice gafas
protectoras para evitar quemaduras y lesiones
oculares producidas por residuos voladores ge-
nerados durante la operación.
• Las escorias del metal pueden estar candentes
y saltar grandes distancias. Las personas aje-
nas al proceso que circulen por el área también
deberán usar gafas protectoras y cristales de
seguridad.
• El arco de plasma puede provocar lesiones au-
ditivas. Cuando efectúe cortes sobre agua utili-
ce protectores adecuados para los oídos.

SECCIÓN 1 SEGURIDAD
Plasma de Precisión con Control de Flujo Electrónico –
1-8
ADVENTENCIA
!
Riesgo de quemaduras.
El metal caliente puede producir quemaduras.
• No toque la placa de metal o las partes inme-
diatamente después del corte. Espere a que el
metal se enfríe o sumérjalo en agua.
• No toque el soplete de plasma inmediatamente
después del corte. Espere a que el soplete se
enfríe.
ADVENTENCIA
!
Voltajes peligrosos. La descarga eléc-
trica puede provocar la muerte.
• NO toque el soplete de plasma, la mesa de cor-
te o los cables de conexión durante el proceso
de corte con plasma.
• Desconecte siempre las fuentes de energía del
plasma antes de tocar o reparar el soplete de
plasma.
• Desconecte siempre las fuentes de energía del
plasma antes de abrir o reparar las tuberías de
plasma o el kit de medición del flujo.
• No toque las partes con corriente eléctrica.
• Los paneles y las cubiertas deben estar en su
lugar cuando la máquina se encuentra conecta-
da a una fuente de energía.
• Aíslese de las piezas de trabajo y de la co-
nexión a tierra: utilice guantes, zapatos y ropa
aislante.
• Mantenga los guantes, los zapatos, la ropa, el
área de trabajo y el equipo secos.

SECCIÓN 1 SEGURIDAD
Plasma de Precisión con Control de Flujo Electrónico –
1-9
ADVENTENCIA
!
Peligro de que sus manos resulten
aplastadas.
Al mover las guías laterales, éstas pueden aplastar-
le o apretarle las manos.
Saque las manos del soplete y de la guía durante la
operación.
ADVENTENCIA
!
Peligro de asfixia o intoxicación por
gases.
El humo y los gases generados por el proceso de
corte plasma pueden ser perjudiciales para su sa-
lud.
• NO inhale el humo.
• No utilice el soplete de plasma si el sistema de
extracción de gases no funciona correctamente.
• En caso de ser necesario, aumente la ventila-
ción.
• Si la ventilación es insuficiente, utilice un respi-
rador aprobado.

SECCIÓN 1 SEGURIDAD
Plasma de Precisión con Control de Flujo Electrónico –
1-10
ADVENTENCIA
!
Peligro de radiación.
La radiación por arco puede producir lesiones
oculares y quemaduras en la piel.
• Utilice protección ocular y corporal adecuada.
• Utilice anteojos oscuros o gafas protectoras
con escudos laterales. Lea el cuadro siguiente
para obtener el grado de sombra de las lentes
recomendado para el corte por plasma:
Corriente por arco Sombra de la lente
Hasta 100 Amps Sombra No. 8
100-200 Amps Sombra No. 10
200-400 Amps Sombra No. 12
Más de 400 Amps Sombra No. 14
• Reemplace los anteojos / gafas protectoras
cuando las lentes estén rotas o perforadas.
• Advierta a las otras personas en el área que no
miren directamente al arco, a menos que estén
utilizando gafas protectoras adecuadas.
• Prepare el área de corte para reducir la reflexión
y la transmisión de la luz ultravioleta.
• Pinte las paredes y otras superficies con colo-
res oscuros para que se reduzca la reflexión de
la luz.
• Instale pantallas o cortinas protectoras que re-
duzcan la transmisión ultravioleta.

SECCIÓN 1 SEGURIDAD
Plasma de Precisión con Control de Flujo Electrónico –
1-11
ADVENTENCIA
!
La ruptura de los tubos de gas puede
tener consecuencias fatales
Si no se manipulan con cuidado, los tubos de gas
pueden romperse, expulsando el gas en forma vio-
lenta.
• Evite los movimientos bruscos de los tubos.
• Cuando no se utilizan, las válvulas de los tubos
deben permanecer cerradas.
• Mantenga las mangueras y los adaptadores en
buenas condiciones.
• Para que los tubos permanezcan siempre en
posición vertical, fíjelos con una cadena o una
abrazadera a un objeto estable adecuado que
no forme parte de un circuito eléctrico.
• Ubique los tubos de gas lejos de fuentes de ca-
lor, chispas y llamas. Nunca dirija un arco hacia
un tubo de gas.
• Remítase a la Norma P-1 (CGA), “Medidas de
precaución para el manejo seguro del gas com-
primido en cilindros”, emitido por la Asociación
de Gas Comprimido.
ADVENTENCIA
!
Peligro de chispazos.
El calor, las salpicaduras y los chispazos pueden
provocar incendios y quemaduras.
• No efectúe cortes cerca de material combusti-
ble.
• No corte envases que hayan contenido combus-
tibles.
• No porte combustibles (por ejemplo, un encen-
dedor con butano).
• El arco piloto puede provocar quemaduras. La
boquilla del soplete debe permanecer alejada de
usted y del resto de las personas cuando inicie
el proceso del plasma.
• Utilice protección ocular y corporal adecuada.
• Utilice guantes, zapatos y máscara de seguridad
aislantes.
• Use vestimenta ignífuga que cubra todas las
áreas expuestas.
• Utilice pantalones sin puños para evitar que
chispas y virutas entren en contacto con la piel.

SECCIÓN 1 SEGURIDAD
Plasma de Precisión con Control de Flujo Electrónico –
1-12
PRECAUCION
!
AL CORTAR SOBRE AGUA, SE
OBTENDRÁN RESULTADOS POCO
SATISFACTORIOS.
El PT-24 se diseñó para el proceso de corte
en seco.
El corte sobre agua puede:
• acortar la vida útil de las piezas consumibles
• degradar la calidad de corte.
El rendimiento del corte sobre agua puede resultar
poco satisfactorio. El vapor de agua creado cuando
el material candente o las chispas entran en contac-
to con el líquido puede favorecer la formación del
arco dentro del soplete.
Cuando el corte se realiza sobre una capa freática,
reduzca el nivel del agua hasta lograr una distancia
máxima entre el agua y el material.
ADVENTENCIA
!
Peligro de explosión.
Ciertas aleaciones de aluminio-litio (Al-Li) fundidos
pueden causar explosiones cuando el corte plasma
se realiza SOBRE agua.
No realice cortes por plasma de las siguientes
aleaciones de Al-Li con agua:
Alithlite (Alcoa) X8192 (Alcoa)
Alithally (Alcoa) Navalite (US Navy)
Aleación 2090 (Alcoa) Lockalite (Lockheed)
X8090A (Alcoa) Kalite (Kaiser)
X8092 (Alcoa) 8091 (Alcan)
• Estas aleaciones sólo deben cortarse en seco,
en una placa seca.
• NO realice cortes secos sobre agua.
• Comuníquese con su proveedor de aluminio
para que le brinde más información acerca de
los peligros asociados al uso de estas aleacio-
nes.

SECCIÓN 1 SEGURIDAD
Plasma de Precisión con Control de Flujo Electrónico –
1-13
1.7 Medidas de precaución para el servicio técnico
PRECAUCION
Establezca un programa de mantenimiento preven-
tivo, y cúmplalo. Se puede planificar un programa
combinado a partir de las fechas recomendadas en
el manual de instrucciones.
Evite que el equipo de pruebas y las herramientas
manuales queden sobre el equipo, ya que la má-
quina podría sufrir daños eléctricos o mecánicos
graves.
PRECAUCION
!
Se deberán extremar las precauciones al testear
los circuitos con un osciloscopio o un voltímetro.
Los picos de voltaje pueden dañar los circuitos in-
tegrados. Apague el equipo antes de iniciar las
pruebas, a fin de evitar que se produzca un corto-
circuito entre los componentes.
Antes de encender el equipo, todas las placas del
circuito deberán hallarse correctamente enchufa-
das, todos los cables perfectamente conectados,
todos los gabinetes cerrados y bloqueados, todas
las defensas y las carcazas puestas.
Nunca conecte o desconecte una placa del circuito
impreso mientras la máquina está encendida. Las
sobrecargas de corriente instantánea pueden dañar
los componentes electrónicos.

SECCIÓN 1 SEGURIDAD
Plasma de Precisión con Control de Flujo Electrónico –
1-14
1.8 Referencias de seguridad -- Reglamentos, normativa, directrices
Se recomiendan las siguientes publicaciones sobre
seguridad en las operaciones de corte y soldadu-
ra. Estas publicaciones has sido preparadas para
proteger a las personas de lesiones o enfermeda-
des y para proteger la propiedad de posibles da-
ños ocasionados por un uso poco seguro. Aunque
algunas de estas publicaciones no están relacio-
nadas específicamente con este tipo de equipo de
corte industrial, se aplican los mismos principios
de seguridad.

SECCIÓN 1 SEGURIDAD
Plasma de Precisión con Control de Flujo Electrónico –
1-15
1.8.1 EEUU
• “Precautions and Safe Practices in Welding and Cutting with Oxygen-Fuel Gas Equip-
ment,” (Precauciones y uso seguro en la utilización del equipo de corte y soldadura con
gas y oxígeno-combustible) Form 2035. ESAB Cutting Systems.
• “Precautions and Safe Practices for Electric Welding and Cutting,” (Precauciones y prác-
ticas seguras en el corte y soldadura eléctricos) Form 52-529. ESAB Cutting Systems.
• “Safety in Welding and Cutting” (Seguridad en corte y soldadura) - ANSI Z 49.1, Ameri-
can Welding Society, 2501 NW 7th Street, Miami, Florida, 33125.
• “Recommended Safe Practices for Shielded Gases for Welding and Plasma Arc Cutting”
(Prácticas seguras recomendadas para la protección de gases durante la soldadura y el
corte con arco de plasma) - AWS C5.10-94, American Welding Society.
• “Recommended Practices for Plasma Arc Welding” (Prácticas recomendadas para la sol-
dadura con arco de plasma)- AWS C5.1, American Welding Society.
• “Recommended Practices for Arc Cutting” (Prácticas recomendadas para el corte con
arco)- AWS C5.2, American Welding Society.
• “Safe Practices” (Prácticas seguras) - AWS SP, American Welding Society.
• “Standard for Fire Protection in Use of Cutting and Welding Procedures” (Normas para la
protección en caso de fuego en la utilización de procedimientos de corte y soldadura) -
NFPA 51B, National Fire Protection Association (Asociación Nacional de Protección co-
ntra el fuego), 60 Batterymarch Street, Boston, Massachusetts, 02110.
• “Standard for Installation and Operation of Oxygen - Fuel Gas Systems for Welding and
Cutting” (Normas para la instalación y funcionamiento de sistemas de gas combustible
de oxígeno en la soldadura y el corte)- NFPA 51, National Fire Protection Association.
• “Safety Precautions for Oxygen, Nitrogen, Argon, Helium, Carbon Dioxide, Hydrogen, and
Acetylene” (Precauciones de seguridad para oxígeno, nitrógeno, argón, helio, dióxido de
carbono, hidrógeno y acetileno) Form 3499. ESAB Cutting Systems. Disponible a través
de su representante de ESAB o su distribuidor local.
• "Design and Installation of Oxygen Piping Systems" (Diseño e instalación de sistemas
conductores de oxígeno) Form 5110. ESAB Cutting Systems.
• “Precautions for Safe Handling of Compressed Gases in Cylinders” (Precauciones para el
manejo seguro de gases comprimidos en los cilindros), CGA Standard P-1, Compressed
Gas Association.
También puede solicitar documentación referente a un uso seguro en las operaciones de cor-
te y soldadura con materiales gaseosos a Compressed Gas Association Asociación de gases
comprimidos), Inc., 500 Fifth Ave., New York, NY 10036.

SECCIÓN 1 SEGURIDAD
Plasma de Precisión con Control de Flujo Electrónico –
1-16
1.8.2 Internacional
Prevención de accidentes
VBG 1 Estipulaciones generales
VBG 4 Equipo eléctrico y maquinaria
VBG 15 Soldadura, corte y métodos de trabajo relacio-
nados
VBG 48 Trabajos de limpieza con chorro de perdigones
VBG 61 Gases
VBG 62 Oxígeno
VBG 87 Máquinas de chorro de líquido
VBG 93 Rayos láser, prevención de accidentes y electro-
tecnología
VBG 121 Ruido
Normativa VDE (Asociación Alemana de Ingenieros Eléctricos)
VDE 0100 Montaje de instalaciones eléctricas con voltaje
normal de hasta 1000 voltios
VDE0113 Equipo eléctrico de maquinas industriales
VDE 0837 Seguridad frente a la radiación de productos
láser; guía del usuario (DIN EN 60825)
VDE 0837-
50
Especificación para dispositivos de protección
frente al láser
Normas técnicas TRAC para los depósitos de acetileno y carburo
TRAC-204 Líneas de acetileno
TRAC-206 Sistemas de batería de cilindros de acetileno
TRAC-207 Dispositivos de seguridad
Normas técnicas TRG para gases de presión
TRG 100 Normativa general para gases de presión
TRG 101 Gases a presión
TRG 102 Mezclas de gas técnicas
TRG 104 Gases a presión; uso alternativo de los depósi-
tos de gases comprimidos

SECCIÓN 1 SEGURIDAD
Plasma de Precisión con Control de Flujo Electrónico –
1-17
Normas DIN
DIN 2310
Parte 1
Corte térmico; terminología y nomenclatura
DIN 2310
Parte 2
Corte térmico; determinación de la calidad de las caras
de corte
DIN 2310
Parte 4
Corte térmico; corte con arco de plasma; principios del
proceso, calidad, tolerancia dimensional
DIN 2310
Parte 5
Corte térmico; corte por rayo láser de materiales metáli-
cos; principios del proceso
DIN 4844
Parte 1
Etiquetas de seguridad (DIN EN 7287)
Normas basadas en DIN EN ISO
DIN EN
292/1 y 2
Seguridad de la maquinaria
DIN EN 559 Tubos flexibles para soldar, cortar, y procesos similares
DIN EN 560 Conexiones de tubos y tubos flexibles del equipo de sol-
dadura, corte y procesos similares.
DIN EN 561 Conexión de tubos flexibles del equipo de soldadura con
gas
DIN EN 626-
1
Seguridad de las máquinas, reducción de riesgos para la
salud
DIN EN 848-
1
Fresadoras con un solo eje vertical
DIN EN 1829 Máquinas de chorro de agua a alta presión
DIN EN 9013 Corte térmico, corte con oxígeno, principios del proceso,
tolerancia dimensional
DIN EN
12584
Imperfecciones en cortes con llama de oxi/combustible,
con rayo láser y plasma
DIN EN
12626
Máquinas de procesamiento de láser
DIN EN
28206
Prueba de aprobación de máquinas de corte con oxígeno
DIN EN
31252
Equipo láser
DIN EN
31553
Equipo láser y relacionado con el láser
DIN EN
60204-1
Equipo eléctrico de las máquinas
DIN EN
60825
Seguridad de radiación de productos láser
DIN EN 999 Disposición de los dispositivos de protección
Normativa VDI
VDI 2906 Calidad de las caras de corte de piezas metálicas; corte
con chorro de agua abrasivo y corte con arco de plasma
VDI 2084 Temperatura de la habitación; Sistemas técnicos para
talleres de soldadura

SECCIÓN 1 SEGURIDAD
Plasma de Precisión con Control de Flujo Electrónico –
1-18

SECCIÓN 2 DESCRIPCIÓN
Soplete de plasma de precisión PT-24 con consolas IEFC-S
2-1
2.1 General
El sistema PT-24 Precision Plasmarc IEFC-S
proporciona un control de presión y de
conmutación de gas programable. El sistema
IEFC-S es el sistema de control de flujo electrónico
de tercera generación para el sistema de plasma de
precisión ESAB 100A. Las ventajas sobre el control
de flujo electrónico original son:
• reducción del área de presión combinada
respecto al diseño original
• menor número de piezas
• mayor fiabilidad
• opción de conmutación de mayor velocidad
Aunque utilizan el mismo diseño y componentes
integrados de alta fiabilidad, las consolas de gas y
encendido se han separado en dos habitáculos
independientes. Las consolas de gas y encendido
pueden atornillarse entre sí para formar una sola
unidad o permanecer separados para permitir que
la consola de encendido pueda colocarse más
cerca del soplete. Este nuevo diseño permite una
flexibilidad máxima a la hora de colocar los
componentes.
La presión de gas y la conmutación se controla a
través de la máquina de corte CNC, eliminando la
necesidad de otro tipo de controles programables.
2.2 Alcance
El objetivo de este manual es proporcionar al
operador toda la información necesaria para instalar
y manejar el sistema Precision Plasmarc. Se
proporciona también material de referencia técnica
para ayudar en la resolución de problemas del
paquete de corte.

SECCIÓN 2 DESCRIPCIÓN
Soplete de plasma de precisión PT-24 con consolas IEFC-S
2-2
2.3 Opciones de paquete disponibles
Opciones de paquete Precision Plasmarc® IEFCS disponibles a través de su distribuidor ESAB
Consola de alimentación Precision Plasmarc® Power (200/230/380/415/460/575)
trifásica, de 50/60 Hz (necesario) CNC Controlable/Sin PLC Versión para la
CE (tratada en este manual)
N/P 0558002263
Consola de gas N/P 0558003641
Consola de encendido N/P 0558003640
4,5 ft. (1,4 m) N/P 0558002337
12 ft. (3,7 m) N/P 0558002338
Soplete PT-24 con marca de velocidad máxima
20 ft. (6,1 m) N/P 0558002339
12 ft. (3,7 m) N/P 22428
25 ft. (7,6 m) N/P 21905
40 ft. (12,2 m) N/P 22504
60 ft. (18 m) N/P 21906
80 ft. (24,4 m) N/P 22505
Paquete de alimentación (se necesita uno)
100 ft. (30 m) N/P 21907
10 ft. (3 m) N/P 0558003642
20 ft. (6 m) N/P 0558003643
Paquete de interconexión
30 ft. (9 m) N/P 0558003644
10 ft. (3 m) N/P 0560987422
20 ft. (6,1 m) N/P 0560987423
30 ft. (9 m) N/P 0560987424
60 ft. (18 m) N/P 0560987425
Cable de control, CNC a fuente de alimentación (se necesita una)
100 ft. (30 m) N/P 0560987426
Refrigerante para el soplete (se necesitan contenedores de un galón [3,8 litros] –
cuatro galones [15 litros])
N/P 156F05
NOTAS:
• El paquete de interconexión sólo se necesita si las consolas de gas y de encendido están
separadas. Véase el diagrama de interconexiones que aparece en la sección 3.
• El cable de control de la fuente de alimentación al CNC del cliente se suministra basándose en el
pedido del cliente.
• El suministro de gas, mangueras, cables de trabajo y cable de alimentación principal son
suministrados por el cliente.
• Véanse las Hojas de datos de proceso para obtener una lista de las piezas consumibles del
soplete.

SECCIÓN 2 DESCRIPCIÓN
Soplete de plasma de precisión PT-24 con consolas IEFC-S
2-3
2.4 Especificaciones técnicas del plasma de precisión
2.4.1 Sistema
Voltaje de entrada
200/230/380/415/460/575 V, trifásico, de 50/60
Hz
Corriente de entrada 65/60/50/40/30/25 A por fase
Factor de potencia 0,95
Límites de la corriente de
salida
15-100 A CC
Voltaje del cable de salida 215 VCC
Ciclo de trabajo 100%
Voltaje de circuito abierto 315 V CC
1.118 mm
Consola de
alimentación
Soplete PT-24 con
colector
559mm
1067mm
191 mm
191 mm
200 mm
369mm
369mm
289mm
Consola de encendido
Consola de gas

SECCIÓN 2 DESCRIPCIÓN
Soplete de plasma de precisión PT-24 con consolas IEFC-S
2-4
2.4.2 Especificaciones técnicas del gas de plasma
Tipo O
2
, N
2
, Ar, Aire
Presión
[150 psig (10,4 bares) O
2
, N
2
, Aire][85 psig (5,9 bares) Ar]
Flujo 100 cfh (47 l/min) máx. (varía con la aplicación)
Pureza requerida*
O
2
-99,8 a 99,995 % N
2
, Ar-99,995 %
Aire limpio, seco y sin aceite
Reguladores de servicio de los
depósitos de líquidos recomendados
Oxígeno: R-76-150-540LC (N/P 19777)
Gas inerte: R-76-150-580LC (N/P 19977)
Reguladores de 2 etapas de depósitos
recomendados
Oxígeno: R-77-150-540 (N/P 998337
Hidrógeno/Metano R-77-150-350 (N/P 998342)
Nitrógeno: R-77-150-580 (N/P 998344)
Aire industrial: R-77150=590 (N/P 998348)
Estación de flujo y rendimiento alto o
Regulación de tubos recomendados
Oxígeno: R-76-150-024 (N/P 19151)
Estación de alta capacidad o
reguladores de tubos recomendados
R-6703 (N/P 22236)
Filtro de gas necesario
25 micrones con protección de cubeta (N/P
56998133)
2.4.3 Especificaciones técnicas del gas de inicio
Tipo N
2
, Ar, Aire
Presión
[150 psig (10,4 bares) N
2
, Aire][85 psig (5,9 bares) Ar]
Flujo 60 cfh (28 l/min) máx. (varía con la aplicación)
Pureza mínima requerida N2, Ar – 99,995 % Aire limpio y seco
2.4.4 Especificaciones técnicas del gas auxiliar
Tipo N
2
, O
2
, Metano, Aire
Presión
100 psig (6,6 bares) H-35, Metano;
150 psig (10,4 bares) N
2
, O
2
, Aire
Flujo 60 cfh (28 l/min) máx. (varía con la aplicación)
Pureza mínima requerida
N
2
, O
2
, CH
4
N
2
, O
2
, CH
4
– 99,995 % Aire limpio y
seco
2.4.5 Especificaciones técnicas del gas de corte
Tipo
N
2
, O
2
, Aire
Presión 150 psig (10,4 bares) N
2
, O
2
, Aire
Flujo 60 cfh (28 l/min) máx. (varía con la aplicación)
Pureza mínima requerida 99,995 % N
2
, 99,8% O
2
y aire limpio y seco
2.4.6 Especificaciones técnicas del soplete PT-24
Tipo Gas dual, refrigerado con agua
Intensidad 100 A @ 100 % del ciclo de trabajo
Dimensiones Veánse las opciones de paquete (2.3)

SECCIÓN 3 INSTALACIÓN
Soplete de plasma de precisión PT-24 con consolas IEFC-S
3-1
PRECAUCIÓN
!
3.1 General
AVISO
Una instalación adecuada puede contribuir
significativamente a un funcionamiento sin
problemas del sistema Precision Plasmarc®. Se
sugiere que se estudien detenidamente y se
sigan las indicaciones realizadas en cada uno de
los pasos de esta sección.
3.2 Equipo necesario
• Suministro de gas y mangueras. El suministro de
gas puede provenir de una fuente central o de
depósitos, y debe regularse para suministrar 150
psig (10,4 bares) a la consola de gas (flujo de gas).
• Cable de trabajo. Se recomienda un cable Nº 4
AWG paa la conexión de la pieza de trabajo a la
fuente de alimentación.
• Cable de alimentación principal.
• Se necesitan filtros de gas de 25 micrones (N/P
56998133) en el lado del suministro para que el
sistema IEFC-S funcione correctamente.
3.3 Emplazamiento
• Es necesaria una ventilación adecuada para
proporcionar la refrigeración adecuada de la fuente
de alimentación.
• Minimice la presencia de polvo y suciedad, así
como la exposición a fuentes de calor externas.
• Deje un espacio mínimo de 60 cm alrededor de la
fuente de alimentación para un movimiento libre
del aire.
Limitar el paso del aire causará un
sobrecalentamiento
Limitar el aire de admisión con cualquier tipo de
filtro o alrededor de la fuente de alimentación
causará un sobrecalentamiento y anulará la
garantía..

SECCIÓN 3 INSTALACIÓN
Soplete de plasma de precisión PT-24 con consolas IEFC-S
3-2
ADVERTENCIA
!
3.4 Conexiones de alimentación eléctrica principales
PELIGRO
!
¡La descarga eléctrica puede resultar
mortal!
Tome todas las precauciones posibles para
evitar una descarga eléctrica.
Antes de realizar cualquier conexión en el
interior de la máquina, abra el dispositivo de
desconexión de línea (pared) y desenchufe el
cable de alimentación.
Configuración de alimentación
La máquina debe estar correctamente configurada
para su alimentación.
La máquina se entrega de fábrica configurada para
una entrada de 575 V, 65 Hz.
NO conecte una fuente de alimentación de cualquier
otro voltaje a menos que se vuelva a configurar la
máquina. Se producirán daños en la máquina.
Conexión de alimentación en la pared
Debería colocarse un interruptor de desconexión de línea
(pared) con fusibles o disyuntores en el panel de
alimentación principal.
Conecte el cable de alimentación de la fuente de
alimentación directamente en el interruptor de desconexión
o en un enchufe adecuado con receptáculo, que puede
adquirirse en cualquier tienda de suministros eléctricos.
(Véase la tabla de la página siguiente para ver los
conductores y fusibles recomendados)
Tamaños recomendados para conductores de alimentación y fusibles de línea
Requisitos de alimentación
Voltios Fase
Amp
Conductor alim. Y
masa,
su/awg/ mm
2
Intens. / fase,
amp. fusible
208 3 70 No. 4 25 100
230 3 60 No. 6 16 80
380 3 50 No. 8 10 80
415 3 40 No. 10 6 60
460 3 30 No. 10 6 50
575 3 25 No. 10 6 40

SECCIÓN 3 INSTALACIÓN
Soplete de plasma de precisión PT-24 con consolas IEFC-S
3-3
200
230
380
415
460
575
200
230
380
415
460
575
200
230
380
415
460
575
200
230
380
415
460
575
TB2
PHASE 1 PHASE 2 PHASE 3
TB1
K1
PRECAUCIÓN
!
Conexión de
masa
Cable de
alimentación
Contactor
principal
Bloque de
terminales de 7
posiciones
Autotransformad
or
Cableado de
fábrica para 575
voltios
El siguiente procedimiento explica los pasos correctos
de la instalación para conectar el sistema de
alimentación principal a la fuente de alimentación.
1. Retire el panel lateral.
2. Asegúrese de que el cable de alimentación está
desconectado de todas las fuentes de
alimentación.
3. Pase el cable de alimentación por el orificio de
salida situado en el panel posterior.
4. Tire del cable de alimentación a través del orificio
de salida hasta dejar la suficiente longitud de
cables para su conexión con el contactor principal.
Apriete el orificio de salida para asegurar que el
cable de alimentación queda fijado.
5. Conecte el conductor a masa del cable de
alimentación a la agarradera de masa situada en la
base de la fuente de alimentación.
6. Conecte tres conductores del cable de
alimentación a los terminales situados encima del
contactor principal. Fije los conductores
apretando los tornillos.
7.
Conecte los cables conectores de la parte inferior
del contactor principal en el terminal de entrada
con el voltaje correcto marcado en el
autotransformador. La unidad llega de fábrica con
un voltaje establecido de 575 V, tal y como se
indica a la izquierda.
Conexión de los cables conectores
Asegúrese de que cada uno de los cables
conectores está conectado al terminal de entrada
con el voltaje correcto en el autotransformador.
Cableado de fábrica para 575 V.
8. Conecte el cable conector al terminal de entrada con
el voltaje adecuado situado en el bloque de
terminales de 7 posiciones. TB2

SECCIÓN 3 INSTALACIÓN
Soplete de plasma de precisión PT-24 con consolas IEFC-S
3-4
3.5 Ubicaciones alternativas de conexión para la consola de gas IEFC-S
Orificio de salida del
soplete
Ubicación alternativa
para el orificio de
salida del soplete
Hay dos ubicaciones para el orificio de salida del
soplete en la consola de encendido. Esto
proporciona flexibilidad al montar la consola en una
máquina.
NOTA:
Al cambiar a una ubicación alternativa de
conexión, coloque un tapón en los orificios
E/S no utilizados para sellar la consola.
3.6 Identificación de componentes básicos de la consola de gas y puntos de conexión
(Cubierta retirada)
1
Conexión ASIOB
2
P-1 115/230V In 24VCC In
3
Valor de corriente deseado P-2 (no se
muestra)
4
Interruptor selector de voltaje
5
Entrada de suministro degas
6 Solenoides
7
Entrada de suministro de gas
8 Colector
9
Proceso ASIOB
10
Conexión P-5
11
Salida de gas (no se muestra)
1
2
3
4
5
6
7
8
9
10
11
12
12
Valores proporcionales

SECCIÓN 3 INSTALACIÓN
Soplete de plasma de precisión PT-24 con consolas IEFC-S
3-5
3.7 Componentes básicos de la consola de encendido y puntos de conexión
1 Ubicación alternativa del orificio de salida del
paquete del soplete
2 Agua de refrigeración a soplete/corriente del
arco
3 Agua de refrigeración desde soplete/arco
piloto
4 Orificio de salida de alimentación del soplete
5 Agua de refrigeración a/desde los acces. de la
consola de alimentación (no mostrado)
6 Orificio de salida del arco piloto
7 Orificio de salida del paquete del soplete
8 Masa del chasis
9 Entrada H.F. 120 V
10 Ajuste espacio bujía
1
2
3
6
7
8
9
10
4
5

SECCIÓN 3 INSTALACIÓN
Soplete de plasma de precisión PT-24 con consolas IEFC-S
3-6
3.8 Líneas de interconexión
Paquete del soplete
Todas las líneas de servicio de interconexión se
suministran con una etiqueta o color con un código
en cada extremo que corresponden con las
etiquetas/colores que aparecen en los
receptáculos.
1
Agua de refrigeración a soplete/cable de
corriente del arco
2
Agua de refrigeración desde soplete/cable
de arco piloto
1
2
3
Lineas de gas del paquete del soplete
3
4
4
Cable de control de solenoide p-2
1. Conecte las líneas del paquete del soplete en la
consola de encendido. Las líneas y conexiones
están etiquetadas y/o tienen un código de
color.
La vista interior de la consola de encendido será la
misma tanto si las consolas de gas y de encendido
están juntas como separadas.
La placa de unión del conjunto de interconexión
está configurada de igual modo para la salida de
gas/señal de la consola de gas.
Consolas de gas y
encendido unidas
Conjunto de interconexión
(para conectar las
consolas de gas y de
encendido cuando no
están unidas)
1
2
3
4

SECCIÓN 3 INSTALACIÓN
Soplete de plasma de precisión PT-24 con consolas IEFC-S
3-7
3.9 Unión de las consolas de encendido y de gas para formar una unidad
Quite los tornillos negros de cabeza semiesférica
de las superficies de contacto de las consolas.
Algunos de estos tornillos están capturados con
tuercas hexagonales desde el interior de la consola
de gas.
Quite las cubiertas superiores. Éstas están sujetas
con unas fijaciones de liberación rápida de ¼ de
vuelta.
Quite estos tornillos de las superficies de contacto.
Las conexiones de salida de la consola de gas (y
P5) están diseñadas para acoplarse en las
hendiduras de la consola de encendido, lo que
permite un contacto perfecto entre las dos
paredes.
Utilice los tornillos retirados anteriormente para fijar
de nuevo las consolas. En la mayoría de las
posiciones de los tornillos, éstos pasarán a través
de un orificio de la consola de gas para enroscarse
en unas tuercas de cabeza situadas en la consola
de encendido. Puede haber algunas excepciones.
Vista de las consolas unidas desde el interior de la
consola de encendido

SECCIÓN 3 INSTALACIÓN
Soplete de plasma de precisión PT-24 con consolas IEFC-S
3-8
3.10 Conexión de las consolas de gas y encendido separadas
Se necesita un conjunto de interconexión para
conectar las consolas separadas
Conexiones de la consola de gas. Los
cables/mangueras y los empalmes fijos disponen
de etiquetas.
Fije la placa de conexión a la consola de encendido
utilizando los 4 tornillos suministrados.
Consola de encendido Placa de conexión del
conjunto de
interconexión
Vista interior de la consola de encendido con la
placa de conexión acoplada.

SECCIÓN 3 INSTALACIÓN
Soplete de plasma de precisión PT-24 con consolas IEFC-S
3-9
3.11 Conexiones de la consola de alimentación
Conjunto de
alimentación
Orificio de salida de la
entrada de alimentación
Entrada/Salida de
agua de refrigeración
3.12 Interruptor selector de voltaje
Interruptor
selector de
voltaje
2.
Conecte las líneas de alimentación y de
refrigeración en el conjunto de alimentación
desde la consola de alimentación a la de
encendido. El conjunto de alimentación
consiste en las líneas de refrigeración #6 y # 7
(con los accesorios de acoplamiento 5/8-18
L.H.), el cable de alimentación (#3 AWG) y el
cable amarillo de arco piloto (#16 AWG). Las
líneas de refrigeración tienen estampados un 6
y un 7 en el empalme para ayudar a su
identificación.
El interruptor selector de voltaje del interior de la
consola de gas está ajustado para aplicaciones con
un voltaje de entrada del IEFC-S de 115 V / 60 Hz.
Un ajuste alternativo cambia a 230 V / 50 Hz el
voltaje de entrada del IEFC-S.

SECCIÓN 3 INSTALACIÓN
Soplete de plasma de precisión PT-24 con consolas IEFC-S
3-10
3.13 Diagrama de interconexiones de los componentes de las consolas de gas y
encendido separadas del sistema Precision Plasmarc®
N
2
O
2
Air
CH
4
Ar
1
2
3
4
5
6
7
8
20
10
11
15
14
16
18
19
17
13
9
12
21
22

SECCIÓN 3 INSTALACIÓN
Soplete de plasma de precisión PT-24 con consolas IEFC-S
3-11
1 int. de desconexión de pared (sum. por el cliente)
2 cable de alimentación principal
3 consola de alimentación de plasma de precisión
4 conjunto de alimentación
5 cable E/S de alimentación
6 masa
7 cable de trabajo (+)
8 soplete y control de altura
9 cable E/S de control de altura
10 paquete del soplete
11 receptáculo ASIOB de control de altura
12 consola de encendido
13 cable* ASIOB de control de altura (véase la nota)
14 cable ASIOB de proceso
15 cable de 120 vca/24 vcc
16 CNC
17 líneas de gas de proceso
18 filtros de 25 micrones
19 suministro de gas de proceso (sum. por el cliente)
20 mesa de corte
21 Conjunto de interconexión de consolas
22 Consola de gas
Nota: el cable ASIOB de control de holgura #13 llega desde una unión con el cable ASIOB de proceso #14 del
interior del IEFC-S.

SECCIÓN 3 INSTALACIÓN
Soplete de plasma de precisión PT-24 con consolas IEFC-S
3-12
3.14 Diagrama de interconexiones de los componentes de las consolas de gas y
encendido unidas del sistema Precision Plasmarc®
N
2
O
2
Air
CH
4
Ar
1
2
3
4
5
6
7
8
20
10
11
15
14
16
18
19
17
13
9
12
22

SECCIÓN 3 INSTALACIÓN
Soplete de plasma de precisión PT-24 con consolas IEFC-S
3-13
1 int. de desconexión de pared (sum. por el cliente)
2 cable de alimentación principal
3 consola de alimentación de plasma de precisión
4 conjunto de alimentación
5 cable E/S de alimentación
6 masa
7 cable de trabajo (+)
8 soplete y control de altura
9 cable E/S de control de altura
10 paquete del soplete
11 receptáculo ASIOB de control de altura
12 consola de encendido
13 cable* ASIOB de control de altura (véase la nota)
14 cable ASIOB de proceso
15 cable de 120 vca/24 vcc
16 CNC
17 líneas de gas de proceso
18 filtros de 25 micrones
19 suministro de gas de proceso (sum. por el cliente)
20 mesa de corte
21 conjunto de interconexión de consolas (no se muestra -- no se necesita cuando las consolas
están unidas)
22 Consola de gas
Nota: el cable ASIOB de control de algura #13 llega desde una unión con el cable ASIOB de proceso #14 del interior del
IEFC-S.

SECCIÓN 3 INSTALACIÓN
Soplete de plasma de precisión PT-24 con consolas IEFC-S
3-14
PRECAUCIÓN
!
PRECAUCIÓN
!
3.15 Entrada a la consola de gas
La contaminación en la línea de gas
dañará las válvulas proporcionales y
las válvulas de parada
Purga de las líneas de gas
Antes de conectar las líneas de suministro de
gas al Control de flujo integrado, purgue todas
las líneas en profundidad. Los residuos
propios del proceso de fabricación de las
mangueras pueden obstruir/dañar las válvulas
proporcionales de su control de flujo.
1. Purgue las líneas de gas entre el suministro y el
IEFC-S antes de realizar la conexión. Las válvulas
proporcionales y de parada son muy sensibles al
polvo y otras partículas extrañas.
Los gases no filtrados dañarán el
sistema de control de flujo.
Los gases de corte y de protección no
filtrados obstruirán o dañarán los orificios
pequeños y las juntas de gas.
Se necesitan filtros de 25µ para todos los
gases de corte y de protección, incluyendo
nitrógeno, oxígeno, argón, metano y aire.

SECCIÓN 3 INSTALACIÓN
Soplete de plasma de precisión PT-24 con consolas IEFC-S
3-15
1/4 NPT
Entrada de la consola de gas
2. Conecte las líneas de suministro de gas al
control integrado de flujo. Instale filtros de gas de
25 micrones en todas la líneas de suministro entre
la fuente de gas y la consola de gas.
Filtro de gas de 25 micrones
filtros de 25
micrones
N
2
O
2
Air
CH
4
Ar
H-35

SECCIÓN 3 INSTALACIÓN
Soplete de plasma de precisión PT-24 con consolas IEFC-S
3-16
P
Pilot Arc
Work
Torch
3.16 Entrada a la consola de alimentación
PRECAUCIÓN
Las válvulas proporcionales y de parada son
sensibles a la suciedad y los restos.
Purgue concienzudamente el sistema de suministro de gas
con N
2
antes de conectarlo a la consola de gas. El proceso
de fabricación de las mangueras suele dejar una fina capa
de polvo en el interior. Este polvo puede provocar que
aparezcan fallos en las válvulas proporcionales de forma
prematura. Compruebe si las válvulas están obstruidas
.
Retire la cubierta
1.
Retire el panel de la parte posterior de la
consola y acople el arco piloto, el soplete y el
cable de la pieza de trabajo.
Orificio de entrada
Fusible de 7 A 500
VCA
Cable de control
de flujo
Etiquet
a de
clasific
ación
Etiquet
a con el
nº de
serie
Entrada de agua de refiregeración
desde la consola de encendido
Salida del agua de refrigeración
2.
Conecte el cable E/S de alimentación entre la
consola y el CNC.

SECCIÓN 3 INSTALACIÓN
Soplete de plasma de precisión PT-24 con consolas IEFC-S
3-17
PRECAUCIÓN
3.17 Montaje del soplete
No tape el orificio de ventilación.
Durante el montaje, no tape el orificio pequeño
de ventilación situado en el lateral del manguito.
Este orificio permite que el refrigerante salga del
interior del manguito si se produce una fuga en
la línea de servicio.
Opciones de montaje del soplete.
•
El soplete se suele montar en el manguito de 51
mm (2“). No tape el orificio de ventilación.
• Para un montaje alternativo, el soporte puede
montarse en un collarín con un diámetro de 46
mm (1,812"), como el que se muestra. El collarín
aislado y su apoyo encajan en la rosca de fijación
de la boquilla del cuerpo del soplete.
Utilice únicamente las superficies de montaje
especificadas
Collarín de 46
mm de diámetro
Manguito de 51
mm de diámetro
Orificio de
ventilación

SECCIÓN 3 INSTALACIÓN
Soplete de plasma de precisión PT-24 con consolas IEFC-S
3-18
R
E
C
I
S
I
O
N
P
L
A
S
M
A
R
C
P
O
W
E
R
C
O
N
T
R
O
L
C
U
R
R
E
N
T
3.18 Refrigerante
del soplete
• Retire el tapón de llenado de refrigerante situado
en la parte delantera de la consola y llene el
depósito de refrigerante con 15 litros (4 galones)
de refrigerante de plasma, N/P 156F05 (un galón).
• No lo llene hasta el nivel máximo
• Vuelva a colocar el tapón.
PRECAUCIÓN
!
Un anticongelante comercial causará
fallos en el soplete
¡Utilice un refrigerante especial para sopletes! N/P
156F05
Debido a su alta conductividad eléctrica, NO utilice
agua de grifo o anticongelante comercial para la
refrigeración del soplete. Se NECESITA un
refrigerante para sopletes con una formulación
especial. Este refrigerante también protege de la
congelación hasta -34º C.
El funcionamiento de la unidad sin refrigerante
causará daños permanentes en la bomba de
refrigerante.
3.19 Inspección de las líneas de gas y refrigerante
Para finalizar la instalación, es necesario inspeccionar las
conexiones ya efectuadas por si hubiera alguna fuga.
• Para las líneas de gas, utilice una solución jabonosa
estándar. Presurice el sistema desde el control (archivo
SDP)
• Para el refrigerante, compruebe las conexiones por si
presentan signos de humedad en las conexiones
Tapón de
llenado de
refrigerante

SECCIÓN 3 INSTALACIÓN
Soplete de plasma de precisión PT-24 con consolas IEFC-S
3-19
3.20 Utilización de un colector de soplete de 5 solenoides
El colector de soplete de 5 solenoides permite
una conversión de 1 segundo desde el corte hasta
la marca y de nuevo hasta el corte, en comparación
con el retardo de conmutación de 7 a 10 segundos.
El IEFC-S se entrega configurado para utilizar el
colector de soplete de 5 solenoides.
AVISO
El marcaje con el soplete PT-24 y el IEFC-S
no utiliza ninguna válvula proporcional
para regular la presión del argón. Debe
ajustarse un regulador externo para el
suministro de argón a 85 PSI (5,6 bares).
Véanse los datos de proceso de marcaje
para obtener más información.
3.21 Conversión del colector de la consola de gas IEFC-S para acomodar un colector
de soplete de 4 solenoides
Ar
1
2
3
4
El colector de la consola de gas está configurado
para acomodar un soplete de 5 solenoides. Se
necesita realizar algunas modificaciones para
permitir el marcaje con el IEFC-S y un soplete de 4
solenoides.
Colector de la consola de gas
1
Conexión de entrada de argón
2
Solenoide de argón
3
Acceso a la conversión de marcaje 1/8 NPT
4
Salida del colector de aire / argón

SECCIÓN 3 INSTALACIÓN
Soplete de plasma de precisión PT-24 con consolas IEFC-S
3-20
PS
Desde entrada
de gas
de plasma
A salida de
gas de plasma
Desde
solenoide
de argón
Quite el tapón
de acceso
para mostrar
el tapón de la
boca
Quite el tapón
1/16 NPT para
abrir la boca de
argón
Procedimiento para modificar el colector del
IEFC para un colector de soplete de 4
solenoides.
A. Localice y quite el tapón de acceso (1/8 NPT)
situado junto al solenoide de control de flujo de
argón, tal y como se muestra.
B. Quite el tapón de la boca (1/16 NPT) situada en
la parte inferior del orificio de acceso.
C. Vuelva a colocar el tapón de acceso.
Nota: Si fuera necesario, utilice un sellante de
tuberías disponible en el mercado para oxígeno.
NO UTILICE cinta de teflón. Las piezas de cinta
podrían romperse, dando como resultado una mala
calidad de corte o la rotura del soplete.
Vista en sección del puerto de marcaje de argón
Salida de gas
de plasma
Solenoide de gas de
marcaje (5º Solenoide)
Válvula
proporcional 1
Ventil. Tapón retirado
Interruptor
de presión 1
Aire -2
A aire-1
N
2
-2
A N
2
-1 y
N
2
-3
Ent. aire
Ent. argón
Esquema para marcaje con EIFC y colector de
soplete de 4 solenoides.
Con el tapón colocado y un soplete de 5
solenoides, el gas argón va directamente al quinto
solenoide (argón).
El argón se desvía hacia la línea de gas de plasma
con el tapón quitado y un soplete de 4 solenoides.
La línea del quinto solenoide del soplete está
tapada con un empalme de liberación rápida de un
sentido (funciona igual que una válvula de parada).
Ent. N
2
A
A
B
B
Vista A-A
Vista B-B

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-1
EMERGENCY
STOP
4.1 Controles de suministro de alimentación
4.1.1 Interruptor de alimentación principal
Interruptor de alimentación principal
Controla la entrada de alimentación al ventilador, al
refrigerador de agua y a la tarjeta PC. El indicador
ámbar se ilumina a la izquierda del interruptor.
4.1.2 Interruptor de arco piloto
Interruptor de arco piloto
Antes de realizar un ajuste manual, este interruptor ha
sido eliminado de la consola de alimentación
controlable desde el CNC. Ahora será manipulado por
el control CNC de la máquina, para seleccionar los
valores HIGH (alto) o LOW (bajo) para el arco de piloto
de inicio, dependiendo de las condiciones de corte.
Consulte los datos de proceso para obtener más
información sobre en qué condiciones se utiliza el
inicio alto y bajo.

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-2
4.1.3 Luces indicadoras de fallo
Luces indicadoras de fallo
Coolant flow indicará que el nivel de refrigerante
es bajo. Cuando la unidad se activa, la luz mostrará
brevemente un fallo y a continuación se apagará.
• P/S Fault – indicará un fallo en el PCB de control
de plasma, en la fuente de alimentación del
invertidor. La fuente de alimentación se
desactivará.
•
Over-Under Voltage – indicará que el voltaje de
entrada está por encima o por debajo de las
tolerancias de la consola PCU. Permanecerá
encendida hasta que la alimentación se recicle por
parte del interruptor de alimentación principal.
• Emergency Stop – indicará un estado de bloqueo
en el CNC. La fuente de alimentación no
funcionará.
4.1.4 Medidores
• Medidor de corriente de corte (A) – Muestra la
corriente de corte real en amperios.
• Medidor de voltaje de corte (V) – Muestra el
voltaje de corte real.
4.1.5 Interruptor de control de corriente
Interruptor de mando a distancia/Panel
• Posición de panel – La corriente de salida se
ajusta en el dial de corriente de salida
• Posición remota – la corriente de salida se ajusta
por parte del CNC (o puesto remoto), con una
señal CC analógica
0-10 Vcc = 0-100 Acc
• Ajuste de corriente – se utiliza para ajustar
manualmente la corriente en el modo panel.
Consulte el amperímetro para comprobar los
valores.

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-3
4.2 Calidad de corte
4.2.1 Introducción
Las causas que afectan a la calidad del corte son
interdependientes. Si se cambia una variable, el resto de
variables también se ven afectadas. Determinar una solución
puede resultar difícil. La siguiente guía ofrece posibles
soluciones a diferentes resultados de corte no deseables.
Para empezar, seleccione el problema más prominente:
4.2.2 Ángulo de corte, negativo o positivo
4.2.3 Corte no plano, redondo o débil
4.2.4 Aspereza de la superficie
4.2.5 Escoria
Normalmente, los parámetros de corte le permitirán una
calidad de corte óptima, aunque los problemas pueden variar
lo suficiente como para que se necesiten algunos ligeros
ajustes. Si fuese así:
• Realice los pequeños ajustes de incremento al
realizar las correcciones.
• Ajuste el voltaje del arco en incrementos de 1 voltio,
hacia arriba o hacia abajo, dependiendo de lo que
sea necesario.
• Ajuste la velocidad de corte un 5% o menos hasta
que el estado mejore.
AVISO
Antes de intentar realizar CUALQUIER tipo de
corrección, compruebe las variables con la
configuración recomendada de fábrica y los
números de pieza de los consumibles que
aparecen en la hoja de datos de proceso.

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-4
4.2.2 Ángulo de corte
Corte negativo del ángulo
La dimensión superior es mayor que la inferior.
• Soplete mal alineado
• Material doblado o combado
• Consumibles desgastados o dañados
• Separación baja (voltaje de arco)
• Velocidad de corte baja (tasa de trabajo de la
máquina)
Ángulo positivo de corte
La dimensión superior es menor que la inferior.
• Soplete mal alineado
• Material doblado o combado
• Consumibles desgastados o dañados
• Separación alta (voltaje de arco)
• Velocidad de corte alta
• Corriente alta o baja. (Consulte la hoja de datos de
proceso para los niveles de corriente
recomendados para las boquillas específicas).
Pieza Caída
Pieza
Pieza
Caída
Pieza

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-5
4.2.3 Corte plano
Parte superior e inferior redondeadas
Este problema se suele dar cuando el material tiene un
grosor de 6,4 mm (0,25”) o inferior.
• Corriente alta para un grosor específico de material
(consulte las hojas de datos de proceso para
conocer las configuraciones adecuadas).
Borde superior débil
• Separación baja (voltaje de arco)
Pieza
Caída
Pieza
Caída

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-6
4.2.4 Acabado de la superficie
Aspereza provocada por el proceso
La cara del corte es consistentemente áspera. Puede
o puede que no se limite a un eje.
• Mezcla de gas de protección incorrecta (consulte
los datos de proceso)
• Consumibles desgastados o dañados
Aspereza provocada por la máquina
Puede ser difícil de distinguir de la aspereza
provocada por el proceso. A menudo se limita a un
solo eje. La aspereza no es consistente.
• Guías, ruedas y/o cremallera y piñón de avance
sucios. (Consulte la sección Mantenimiento en el
manual de funcionamiento de la máquina).
• Ajuste de las ruedas del receptáculo
o
Aspereza
provocada por
la máquina
Vista superior
Cara del corte
Aspereza
provocada por
el proceso

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-7
4.2.5 Escoria
La escoria es un subproducto del proceso de corte.
Es el material no deseable que permanece en la pieza.
En la mayoría de los casos, la escoria puede reducirse
o eliminarse con un soplete y una configuración de
parámetros de corte adecuados. Consulte los datos
de proceso.
Escoria por alta velocidad
Material soldado o caído sobre la superficie inferior a lo
largo del corte. Difícil de quitar. Puede necesitar
pulido o murilado. Líneas curvas en forma de "S".
• Separación alta (voltaje de arco)
• Velocidad de corte alta
Escoria por velocidad baja
Se forma una especie de glóbulos en la parte inferior a
lo largo del corte. Se elimina fácilmente.
• Velocidad de corte baja
Cara de
corte
Líneas
curvas
Vista lateral
Material caído
Líneas
curvas
Cara de
corte
Glóbulos
Vista lateral

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-8
Escoria superior
Aparece como salpicaduras en la parte superior del
material. Normalmente, se elimina fácilmente.
• Velocidad de corte alta
• Separación alta (voltaje de arco)
Escoria intermitente
Aparece en la parte superior o inferior, a lo largo del
corte.
No continuo. Puede aparecer en cualquier forma de
escoria
• Consumibles posiblemente desgastados
Otros factores que afectan a la formación de escoria;
• Temperatura del material
• Presencia de incrustaciones u óxido
• Aleaciones altas en carbono
• Fuente de gas contaminada
Vista lateral
Salpicadura
Cara de
corte

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-9
4.2.6 Precisión en las dimensiones
Normalmente, se utiliza la velocidad más lenta
posible (dentro de los niveles autorizados) para
optimizar la precisión en la pieza. Seleccione
consumibles para permitir un voltaje de arco más
bajo y una menor velocidad de corte.
AVISO
El velocidad de corte y el voltaje del arco
recomendados proporcionarán el rendimiento de
corte óptimo en la mayoría de los casos.
Puede que se necesite algún pequeño
incremento debido a la calidad del material, su
temperatura o la aleación específica. El
operador debe recordar que todas las variables
de corte son interdependientes. Cambiar un
parámetro afectará al resto y la calidad de
corte podría deteriorarse. Inicie el proceso
siempre con los parámetros recomendados.
AVISO
Antes de intentar realizar CUALQUIER tipo de
corrección, compruebe las variables con la
configuración recomendada de fábrica y los
números de pieza de los consumibles que
aparecen en la hoja de datos de proceso.

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-10
4.3 Influencia de las opciones de gas en la calidad de corte
4.3.1 Introducción
No todos los gases son adecuados para todas las
situaciones. Ciertos gases ayudan a la hora de corta
ciertos materiales y grosores concretos. La siguiente
tabla explica por qué se seleccionan ciertos gases y
su influencia en la pieza acabada. Otras influencias
como el voltaje de arco y el flujo/presión del gas se
cubren en los datos de proceso.
AVISO
Consulte los datos de proceso de corte de
esta sección para conocer los parámetros de
flujo/presión recomendados.
4.3.2 Aluminio
Grosor del
material:
Todos los grosores entre 1,6 mm y 15,9 mm (0.062" y .625")
Cualidades del
corte:
• Cara de corte suave
• Prácticamente, sin escoria
Gas de plasma:
Nitrógeno
Gas de
protección:
Nitrógeno/metano
Discusión
La mezcla de protección es muy importante. La relación deseada es de 2 a 3
partes nitrógeno, por una parte de metano. Una relación incorrecta da como
resultado grandes cantidades de escoria.

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-11
AVISO
Consulte los datos de proceso de corte en el
manual del soplete PT-24 para conocer los
parámetros de flujo/presión recomendados.
4.3.3 Acero al carbono
Grosor del
material:
De 26 GA (0.018") a 10 GA (0.135") (de 0,5 mm a 3,4 mm)
Cualidades del
corte:
• Cara de corte suave
• Prácticamente, sin escoria
Gas de plasma:
Oxígeno
Gas de
protección:
Oxígeno/nitrógeno
Discusión
El gas de protección suele sere el nitrógeno. Una pequeña cantidad de oxígeno
combinado con nitrógeno puede mejorar sustancialmente el problema de la
formación de escoria en materiales finos de 26 GA a 10 GA de acero al
carbono. Además, una protección sólo oxígeno puede ofrecer resultados
aceptables en materiales más finos.
Grosor del
material:
De 3,2 mm a 19,1 mm (0,125" a 0,75")
Cualidades del
corte:
• Cara de corte suave
• Prácticamente, sin escoria
Gas de plasma:
Oxígeno
Gas de
protección:
Nitrógeno
Discusión
Cortar acero al carbono con oxígeno provoca una reacción exotérmica. Esta
reacción térmica provoca que el carbono del material se queme igual que el
oxifuel de corte. Esto, además de la energía eléctrica, necesita menores niveles
de amperaje sin sacrificar velocidad de corte.

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-12
AVISO
Consulte los datos de proceso de corte en el
manual del soplete PT-24 para conocer los
parámetros de flujo/presión recomendados.
4.3.4 Acero inoxidable
Grosor del material:
De 22 GA (0,028") a 16 GA (0,062") (de 0,7 mm a 1,6 mm)
Cualidades del corte:
• Ángulo positivo de corte
• Excelente rendimiento ante las escorias
• Superficie de corte brillante.
Gas de plasma:
Nitrógeno
Gas de protección:
Nitrógeno/metano
Discusión
Gracias a las velocidades de corte altas, se espera un ángulo de corte positivo.
Utilice una boquilla de 70 A a 50 A, para permitir que salga más gas de la
manguera.
Grosor del material:
De 26 GA (0.018") a 16 GA (0,062") (de 0,5 mm a 1,6 mm)
Cualidades del corte:
• Cara de corte oscura
• Prácticamente, sin escorias liberadas
• Cuadratura de corte mejorada
Gas de plasma:
Oxígeno
Gas de protección:
Oxígeno/nitrógeno
Discusión
Las velocidades más lentas/un bajo amperaje pueden producir cortes más
cuadrados en materiales más finos. El oxígeno permite un voltaje de arco
menor, mejorando la cuadratura del corte. La boquilla “B” se utiliza a 30 A
Grosor del material:
De 3,2 mm a 15,9 mm (0,125" a 0,625")
Cualidades del corte:
• Extremo de corte oscuro
• buen rendimiento ante las escorias
• Ángulo de corte bueno
Gas de plasma:
Aire
Gas de protección:
Aire
Discusión
Cuando son el mismo, los gases de protección y de plasma se combinan. Esta
combinación tiene el efecto de aumentar el flujo y la presión del gas de corte.
Este aumento en flujo y la presión tiene una influencia directa en la cuadratura
del corte.

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-13
AVISO
Consulte los datos de proceso de corte para
conocer los parámetros de flujo/presión
recomendados.
Acero inoxidable
Grosor del material:
De 3,2 mm a 15,9 mm (0,125" a 0,625")
Cualidades del corte:
• Aspecto mate del extremo del corte
• Color gris oscuro
• Acabado más fino
• Posiblemente, un ligero aumento del ángulo de corte
Gas de plasma:
Aire
Gas de protección:
Aire/metano
Discusión
Demasiado metano en la mezcla de gas de protección puede dar como
resultado una mayor formación de escorias. La relación 4:1 aire-metano es la
recomendada. Como el metano es un gas combustible, puede que haya un
ligero aumento en los cortes de ángulo.
Grosor del material:
De 3,2 mm a 15,9 mm (0,125" a 0,625")
Cualidades del corte:
• Cara de corte oscura, similar a la del aire
• Excelente rendimiento ante las escorias
• Ángulo de corte bueno
Gas de plasma:
Nitrógeno
Gas de protección:
Nitrógeno
Discusión
Los gases de protección y de plasma se combinan, el volumen/presión del gas
de protección puede afectar negativamente a la cuadratura del corte. Un
volumen mayor de protección produce un ángulo negativo de corte. Un
volumen inferior, produce un ángulo positivo.

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-14
Grosor del material:
De 4,7 mm a 15,9 mm (0,187" a 0,625")
Cualidades del corte:
• Cara de corte resplandeciente
• Formación de rebaba en la parte inferior
• La formación de escorias puede hacerse extensiva y ser difícil de quitar
Gas de plasma:
Nitrógeno
Gas de protección:
Nitrógeno/metano
Discusión
Como el metano e sun gas combustible, las tasas de flujo/presión pueden dar
como resultado un cambio en el ángulo de corte. Los resultados de
flujo/presión altos son un ángulo negativo de corte, un flujo y presión bajos dan
como resultado un ángulo de corte positivo. La relación nitrógeno a metano es
de 10 a 14 partes N2/1, piezas CHN2/1, pieza CH4. El reborde formado en la
parte inferior de su cara de corte es grave, lo que hace que la combinación de
gas protección Nitrógeno/metano no sea la más conveniente para aplicaciones
de piezas acabas.

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-15
4.4 Datos de proceso
4.4.1 Introducción
La siguiente información es el resultado de muchas
horas de comprobaciones y es una guía general para
el ajuste y corte con el sistema PT-24 Precision
Plasmarc® System. En la mayoría de los casos, estos
movimientos proporcionarán un corte de calidad. Los
datos contienen valores sobre:
• corte de aluminio, acero inoxidable y al carbono
• voltaje de arco (separación)
• Velocidad de corte
• corriente (amperios)
• Las tasas de flujo de gas para todas las
combinaciones de plasma/protección
Esta misma información está contenida en los archivos
SDT. (Consulte el manual de control para más
información sobre archivos SDP)
También se incluye información sobre piezas
consumibles para las que se utilizan en el actualidad.

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-16
4.4.2 Datos de proceso IFC PT-24
Material:
Aluminio
Amperios iniciales:
15
Amperios finales:
30
Gas de plasma:
Nitrógeno, N
2
@ 10,4 Bares
Gas de protección:
Nitrógeno, N
2
@ 10,4 Bares
®
Gas mezcla de
protección:
Metano, CH
4
@ 100 PSI / 6,9 Bares
Soplete con control integrado de flujo
Cuerpo del soplete
N/P 21758
Deflector de agua
N/P 21725
Junta tórica
N/P 638797
Junta tórica
N/P 86W62
Junta tórica
N/P 950714
Junta tórica
N/P 98W18
Electrodo
N/P 21539
! Deflector de giro
N/P 21536 (3 holes)
! Boquilla
N/P 21541, "B"
Fijación/difusor de la boquilla
N/P 22007
Aislante de la cazoleta de
protección N/P 22010
Fijac protec. aislante con
junta tórica N/P 21712
Junta tórica .Fij. Protección
(Ref. N/P 996528)
Protec. caz. con fijación
N/P 22531
! El deflector y la boquilla son
los únicos elementos del
pueden variar con el
amperaje.

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-17
Datos de proceso
15 Inicial /30 Final Amperios
Precision Plasma integrado del control de flujo
Aluminio
Gas de
plasma
Gas de
protección 1
Gas de
protección 2
N
2
N
2
CH
4
Grosor del material
pulg. 0,062 0,075 0,09 0,125 0,187 0,250
mm. 1,6 1,9 2,3 3,2 4,7 6,4
Temporizadores
Retardo perfor. (seg.) 0 0 0 0 0 0
Corriente inicial a final (seg) 0,2 0,2 0,2 0,2 0,2 0,2
Parámetros de configuración
Gas de inicio de plasma 1-
psi/bar-
93,1
/6,3
93,1
/6,3
93,1
/6,3
93,1
/6,3
93,1
/6,3
93,1
/6,3
Gas de corte de plasma 1-
psi/bar-
132,0
/9,0
132,0
/9,0
132,0
/9,0
132,0
/9,0
132,0
/9,0
132,0
/9,0
1 inicio – psi/bar)
42,9
/2,9
42,9
/2,9
42,9
/2,9
42,9
/2,9
42,9
/2,9
42,9
/2,9
1 inicio – psi/bar)
16,5
/1,3
16,5
/1,3
16,5
/1,3
16,5
/1,3
16,5
/1,3
16,5
/1,3
Gas de
protección
2 inicio – psi/bar)
12,3
/0,8
12,3
/0,8
12,3
/0,8
12,3
/0,8
12,3
/0,8
12,3
/0,8
Voltaje de arco (separación) 150 152 153 165 180 189
pulg. 0,100 0,100 0,100 0,100 0,100 0,100
Altura inicial
mm. 2,54 2,54 2,54 2,54 2,54 2,54
pulg. 0,150 0,150 0,150 0,160 0,220 0,250
Altura de perforación
mm. 6,35 6,35 6,35 4,04 5,59 6,35
pulg. 0,125 0,130 0,135 0,165 0,220 0,250
Altura de corte
mm. 3,18 3,30 3,43 4,19 5,59 6,35
Velocidad de trabajo
IPM 150 135 105 78 45 40
MM/MIN
3810 3429 2667 1981 1143 1016
Notas:
Arco piloto –.BAJO

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-18
Material:
Aluminio
Amperios iniciales:
28
Amperios finales:
55
Gas de plasma:
Nitrógeno, N
2
@ 10,4 Bares
Gas de protección:
Nitrógeno, N
2
@ 10,4 Bares
®
Gas mezcla de
protección:
Metano, CH
4
@ 6,9 Bares
Soplete con control integrado de flujo
Cuerpo del soplete
N/P 21758
Deflector de agua
N/P 21725
Junta tórica
N/P 638797
Junta tórica
N/P 86W62
Junta tórica
N/P 950714
Junta tórica
N/P 98W18
Electrodo
N/P 21539
! Deflector de giro
N/P 21692
(
4 holes
)
! Boquilla
N/P 21542, "C"
Fijación/difusor de la boquilla
N/P 22007
Aislante de la cazoleta de
protección N/P 22010
Fijac protec. aislante con
j
unta tórica N/P 21712
Junta tórica .Fij. Protección
(Ref. N/P 996528)
Protec. caz. con fijación
N/P 22531
! El deflector y la boquilla
son los únicos elementos
del pueden variar con el
amperaje.

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-19
Datos de proceso
28 Inicial /55 Final Amperios
Precision Plasma integrado del control de flujo
Aluminio
Gas de
plasma
Gas de
protección 1
Gas de
protección 2
N
2
N
2
CH
4
Grosor del material
pulg. 0,062 0,125 0,125 0,250
mm. 1,6 3,2 4,7 6,4
Temporizadores
Retardo perfor. (seg.) 0 0 0 0
Corriente inicial a final (seg) 0,2 0,2 0,2 0,2
Parámetros de configuración
Gas de inicio de plasma 1-
psi/bar-
64
/4,4
64
/4,4
64
/4,4
64
/4,4
Gas de inicio de plasma 1-
psi/bar-
100,3
/6,8
100,3
/6,8
100,3
/6,8
112,3
/7,6
1 inicio – psi/bar)
42,9
/2,9
42,9
/2,9
42,9
/2,9
42,9
/2,9
1 corte – psi/bar)
16
/1,1
16
/1,1
16
/1,1
16
/1,1
Gas de
protección
2 corte – psi/bar)
12,3
/0,8
12,3
/0,8
12,3
/0,8
12,3
/0,8
Voltaje de arco (separación) 136 139 152 168
pulg. 0,100 0,100 0,100 0,100
Altura inicial
mm. 2,54 2,54 2,54 2,54
pulg. 0,09 0,09 0,180 0,150
Altura de perforación
mm. 2,29 2,29 4,57 3,81
pulg. 0,09 0,09 0,180 0,225
Altura de corte
mm.
2,29 2,29 4,57 5,72
Velocidad de trabajo
IPM 170 130 78 46
MM/MIN
4318 3302 1981 1168
Notas:
Arco piloto –Alto

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-20
Material:
Aluminio
Amperios iniciales:
35
Amperios finales:
70
Gas de plasma:
Nitrógeno, N
2
@ 10,4 Bares
Gas de protección:
Nitrógeno, N
2
@ 10,4 Bares
®
Gas mezcla de
protección:
Metano, CH
4
@ 6,9 Bares
Soplete PT-24 con control integrado de flujo
Cuerpo del soplete
N/P 21758
Deflector de agua
N/P 21725
Junta tórica
N/P 638797
Junta tórica
N/P 86W62
Junta tórica
N/P 950714
Junta tórica
N/P 98W18
Electrodo
N/P 21539
! Deflector de giro
N/P 21692 (4 holes)
! Boquilla
N/P 21543, "D"
Fijación/difusor de la boquilla
N/P 22007
Aislante de la cazoleta de
protección N/P 22010
Fijac protec. aislante con
junta tórica N/P 21712
Junta tórica .Fij. Protección
(Ref. N/P 996528)
Protec. caz. con fijación
N/P 22531
! El deflector y la boquilla
son los únicos elementos
del pueden variar con el
amperaje.

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-21
Datos de proceso
35 Inicial /70 Final Amperios
Precision Plasma integrado del control de flujo
Aluminio
Gas de plasma Gas de
protección 1
Gas de
protección 2
N
2
N
2
CH
4
Grosor del material
pulg. 0,187 0,250 0,375 0,500
mm. 4,7 6,4 9,5 12,7
Temporizadores
Retardo perfor. (seg.) 0 0 0,1 0,2
Corriente inicial a final (seg) 0,2 0,2 0,2 0,2
Parámetros de configuración
Gas de inicio de plasma 1-
psi/bar-
76,6
/5,2
76,6
/5,2
76,6
/5,2
76,6
/5,2
Gas de inicio de plasma 1-
psi/bar-
68,6
/4,7
108,5
/7
108,5
/7
108,5
/7
1 inicio – psi/bar)
43,8
/3,0
43,8
/3,0
43,8
/3,0
43,8
/3,0
1 corte – psi/bar)
15,4
/1,0
15,4
/1,0
15,4
/1,0
15,4
/1,0
Gas de
protección
2 corte – psi/bar)
11,7
/0,8
11,7
/0,8
11,7
/0,8
11,7
/0,8
Voltaje de arco (separación) 150 157 168 182
pulg. 0,100 0,100 0,100 0,100
Altura inicial
mm. 2,54 2,54 2,54 2,54
pulg. 0,190 0,150 0,240 0,260
Altura de perforación
mm. 4,83 3,81 6,10 6,60
pulg. 0,190 0,225 0,240 0,260
Altura de corte
mm. 4,83 5,72 6,10 6,60
Velocidad de trabajo
IPM 80 65 66 30
MM/MIN
3032 1651 1397 762
Notas:
Arco piloto –Alto

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-22
Material:
Aluminio
Amperios iniciales:
50
Amperios finales:
100
Gas de plasma:
Nitrógeno, N
2
@ 10,4 Bares
Gas de protección:
Nitrógeno, N
2
@ 10,4 Bares
®
Gas mezcla de
protección:
Metano, CH
4
@ 6,9 Bares
Soplete PT-24 con control integrado de flujo
Cuerpo del soplete
N/P 21758
Deflector de agua
N/P 21725
Junta tórica
N/P 638797
Junta tórica
N/P 86W62
Junta tórica
N/P 950714
Junta tórica
N/P 98W18
Electrodo
N/P 21539
! Deflector de giro
N/P 21692 (4 holes)
! Boquilla
N/P 21923, "E"
Fijación/difusor de la boquilla
N/P 22007
Aislante de la cazoleta de
protección N/P 22010
Fijac protec. aislante con
junta tórica N/P 21712
Junta tórica .Fij. Protección
(Ref. N/P 996528)
Protec. caz. con fijación
N/P 22531
! El deflector y la boquilla son
los únicos elementos del
pueden variar con el
amperaje.

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-23
Datos de proceso
50 Inicial /100 Final Amperios
Precision Plasma integrado del control de flujo
Aluminio
Gas de
plasma
Gas de
protección 1
Gas de
protección 2
N
2
N
2
CH
4
Grosor del material
pulg. 0,250 0,375 0,500 0,625
mm. 6,4 9,5 12,7 15,9
Temporizadores
Retardo perfor. (seg.) 0 0 0,1 0,1
Corriente inicial a final (seg) 0,2 0,2 0,2 0,2
Parámetros de configuración
Gas de inicio de plasma 1-
psi/bar-
76,4
/5,2
76,4
/5,2
76,4
/5,2
76,4
/5,2
Gas de inicio de plasma 1-
psi/bar-
95,6
/6,5
95,6
/6,5
95,6
/6,5
95,6
/6,5
1 inicio – psi/bar)
61,5
/4,2
61,5
/4,2
61,5
/4,2
61,5
/4,2
1 corte – psi/bar)
27,3
/1,9
27,3
/1,9
27,3
/1,9
27,3
/1,9
Gas de
protección
2 corte – psi/bar)
17,9
/1,2
17,9
/1,2
17,9
/1,2
17,9
/1,2
Voltaje de arco (separación) 155 160 166 174
pulg. 0,100 0,100 0,100 0,100
Altura inicial
mm 2,54 2,54 2,54 2,54
pulg. 0,190 0,225 0,260 0,285
Altura de perforación
mm 4,83 5,72 6,60 7,24
pulg. 0,190 0,225 0,260 0,285
Altura de corte
mm 4,83 5,72 6,60 7,24
Velocidad de trabajo
IPM 95 80 65 50
MM/MIN
2413 2032 1778 1270
Notas:
Arco piloto –Alto

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-24
Material:
Acero al carbono
Amperios iniciales:
16
Amperios finales:
16
Gas de plasma:
Oxigeno, O
2
@ 10,4 Bares
Gas de protección:
Nitrógeno, N
2
@ 10,4 Bares
®
Gas mezcla de
protección:
Oxigeno, O
2
@ 10,4 Bares
Soplete PT-24 con control integrado de flujo
Cuerpo del soplete
N/P 21758
Deflector de agua
N/P 21725
Junta tórica
N/P 638797
Junta tórica
N/P 86W62
Junta tórica
N/P 950714
Junta tórica
N/P 98W18
Electrodo
N/P 21539
! Deflector de giro
N/P 21852 (2 holes)
! Boquilla
N/P 21540, "A"
Fijación/difusor de la boquilla
N/P 22007
Aislante de la cazoleta de
protección N/P 22010
Fijac protec. aislante con
junta tórica N/P 21712
Junta tórica .Fij. Protección
(Ref. N/P 996528)
Protec. caz. con fijación
N/P 22531
! El deflector y la boquilla
son los únicos elementos
del pueden variar con el
amperaje.

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-25
Datos de proceso
16 Inicial /16 Final Amperios
Precision Plasma integrado del control de flujo
Acero al carbono
Gas de
plasma
Gas de
protección 1
Gas de
protección 2
O
2
N
2
O
2
Grosor del material
pulg. 20Ga 18Ga 16Ga 14Ga 12Ga 10Ga
mm 0,9 1,2 1,6 2,0 2,7 3,4
Temporizadores
Retardo perfor. (seg.) 0 0 0 0,1 0,5 0,5
Corriente inicial a final (seg) 0,2 0,2 0,2 0,2 0,2 0,2
Parámetros de configuración
Gas de inicio de plasma 1-
psi/bar-
71,3
/4,9
71,3
/4,9
71,3
/4,9
71,3
/4,9
71,3
/4,9
71,3
/4,9
Gas de inicio de plasma 1-
psi/bar-
83,2
/5,7
83,2
/5,7
83,2
/5,7
83,2
/5,7
83,2
/5,7
83,2
/5,7
1 inicio – psi/bar)
12.9
/0.89
12.9
/0.89
12.9
/0.89
12.9
/0.89
12.9
/0.89
12.9
/0.89
1 corte – psi/bar)
4.1
/0.28
4.1
/0.28
4.1
/0.28
4.1
/0.28
3.1
/0.21
3.5
/0.24
Gas de
protección
2 corte – psi/bar)
2.2
/0.15
2.2
/0.15
2.4
/0.27
3.0
/0.21
2.2
/0.15
2.3
/0.16
Voltaje de arco (separación) 108 110 120 123 121 123
pulg. 0,04 0,04 0,04 0,04 0,04 0,04
Altura inicial
mm 1,02 1,02 1,02 1,02 1,02 1,02
pulg. 0,06 0,06 0,06 0,06 0,115 0,115
Altura de perforación
mm 1,52 1,52 1,52 1,52 2,92 2,92
pulg. 0,108 0,118 0,140 0,144 0,126 0,126
Altura de corte
mm 2,74 2,74 3,56 3,66 3,20 3,20
Velocidad de trabajo
IPM 95 80 75 55 50 33
MM/MIN
2413 2032 1905 1397 1270 838
Notas:
Arco piloto –Bajo.

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-26
Material:
Acero al carbono
Amperios iniciales:
18
Amperios finales:
35
Gas de plasma:
Oxigeno, O
2
@ 10,4 Bares
Gas de protección:
Nitrógeno, N
2
@ 10,4 Bares
®
Gas mezcla de
protección:
Oxigeno, O
2
@ 10,4 Bares
Soplete PT-24 con control integrado de flujo
Cuerpo del soplete
N/P 21758
Deflector de agua
N/P 21725
Junta tórica
N/P 638797
Junta tórica
N/P 86W62
Junta tórica
N/P 950714
Junta tórica
N/P 98W18
Electrodo
N/P 21539
! Deflector de giro
N/P 21536 (3 holes)
! Boquilla
N/P 21541, "B"
Fijación/difusor de la boquilla
N/P 22007
Aislante de la cazoleta de
protección N/P 22010
Fijac protec. aislante con
junta tórica N/P 21712
Junta tórica .Fij. Protección
(Ref. N/P 996528)
Protec. caz. con fijación
N/P 22531
! El deflector y la boquilla son
los únicos elementos del
pueden variar con el
amperaje.

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-27
Datos de proceso
18 Inicial /35 Final Amperios
Precision Plasma integrado del control de flujo
Acero al carbono
Gas de
plasma
Gas de
protección 1
Gas de
protección 2
O
2
N
2
O
2
Grosor del material
pulg. 14Ga 0,125 0,135 0,187 0,250
mm 1,9 3,2 3,4 4,7 6,4
Temporizadores
Retardo perfor. (seg.) 0 0 0 0 0,2
Corriente inicial a final (seg) 0,2 0,2 0,2 0,2 0,2
Parámetros de configuración
Gas de inicio de plasma 1-
psi/bar-
86,9
/5,9
86,9
/5,9
86,9
/5,9
86,9
/5,9
86,9
/5,9
Gas de inicio de plasma 1-
psi/bar-
102,9
/7,0
102,9
/7,0
102,9
/7,0
102,9
/7,0
102,9
/7,0
1 inicio – psi/bar)
46,5
/3,2
46,5
/3,2
46,5
/3,2
46,5
/3,2
46,5
/3,2
1 corte – psi/bar) 0 0 0 0 0
Gas de
protección
2 corte – psi/bar)
2,5
/0,2
2,5
/0,2
2,5
/0,2
2,5
/0,2
2,5
/0,2
Voltaje de arco (separación) 113 119 120 122 124
pulg. 0,04 0,04 0,04 0,04 0,04
Altura inicial
mm 1,02 1,02 1,02 1,02 1,02
pulg. 0,103 0,113 0,118 0,118 0,130
Altura de perforación
mm 2,62 2,87 3,00 3,00 3,30
pulg. 0,103 0,113 0,118 0,118 0,130
Altura de corte
mm 2,62 2,87 3,00 3,00 3,30
Velocidad de trabajo
IPM 80 55 52 40 30
MM/MIN
3032 1397 1320 1016 762
Notas:
Arco piloto –Bajo.

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-28
Material:
Acero al carbono
Amperios iniciales:
23
Amperios finales:
45
Gas de plasma:
Oxigeno, O
2
@ 10,4 Bares
Gas de protección:
Nitrógeno, N
2
@ 10,4 Bares
®
Gas mezcla de
protección:
Oxigeno, O
2
@ 10,4 Bares
Soplete PT-24 con control integrado de flujo
Cuerpo del soplete
N/P 21758
Deflector de agua
N/P 21725
Junta tórica
N/P 638797
Junta tórica
N/P 86W62
Junta tórica
N/P 950714
Junta tórica
N/P 98W18
Electrodo
N/P 21539
! Deflector de giro
N/P 21692 (4 holes)
! Boquilla
N/P 21542, "C"
Fijación/difusor de la boquilla
N/P 22007
Aislante de la cazoleta de
protección N/P 22010
Fijac protec. aislante con
junta tórica N/P 21712
Junta tórica .Fij. Protección
(Ref. N/P 996528)
Protec. caz. con fijación
N/P 22531
! El deflector y la boquilla son
los únicos elementos del
pueden variar con el
amperaje.

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-29
Datos de proceso
23 Inicial /45 Final Amperios
Precision Plasma integrado del control de flujo
Acero al carbono
Gas de
plasma
Gas de
protección 1
Gas de
protección 2
O
2
N
2
O
2
Grosor del material
pulg. 0,125 0,135 0,187 0,250 0,375
mm 3,2 3,4 4,7 6,4 9,5
Temporizadores
Retardo perfor. (seg.) 0 0,3 0,3 0,3 0,4
Corriente inicial a final (seg) 0,2 0,2 0,2 0,2 0,2
Parámetros de configuración
Gas de inicio de plasma 1-
psi/bar-
73,8
/5,0
73,8
/5,0
73,8
/5,0
73,8
/5,0
73,8
/5,0
Gas de inicio de plasma 1-
psi/bar-
86,2
/5,9
86,2
/5,9
86,2
/5,9
86,2
/5,9
86,2
/5,9
1 inicio – psi/bar)
48,1
/3,3
48,1
/3,3
48,1
/3,3
48,1
/3,3
48,1
/3,3
1 corte – psi/bar)
11,2
/0,8
11,2
/0,8
11,2
/0,8
11,2
/0,8
11,2
/0,8
Gas de
protección
2 corte – psi/bar) 0 0 0 0 0
Voltaje de arco (separación) 108 111 114 121 124
pulg. 0,100 0,100 0,100 0,100 0,100
Altura inicial
mm 25,4 25,4 25,4 25,4 25,4
pulg. 0,145 0,155 0,145 0,205 0,164
Altura de perforación
mm 3,68 3,94 3,68 5,21 2,41
pulg. 0,145 0,155 0,145 0,205 0,164
Altura de corte
mm 3,68 3,94 3,68 5,21 2,41
Velocidad de trabajo
IPM 60 50 45 35 20
MM/MIN
1524 1270 1143 889 508
Notas:
Arco piloto –Alto.

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-30
Material:
Acero al carbono
Amperios iniciales:
35
Amperios finales:
70
Gas de plasma:
Oxigeno, O
2
@ 10,4 Bares
Gas de protección:
Nitrógeno, N
2
@ 10,4 Bares
®
Gas mezcla de
protección:
Oxigeno, O
2
@ 10,4 Bares
Soplete PT-24 con control integrado de flujo
Cuerpo del soplete
N/P 21758
Deflector de agua
N/P 21725
Junta tórica
N/P 638797
Junta tórica
N/P 86W62
Junta tórica
N/P 950714
Junta tórica
N/P 98W18
Electrodo
N/P 21539
! Deflector de giro
N/P 21692 (4 holes)
! Boquilla
N/P 21543, "D"
Fijación/difusor de la boquilla
N/P 22007
Aislante de la cazoleta de
protección N/P 22010
Fijac protec. aislante con
junta tórica N/P 21712
Junta tórica .Fij. Protección
(Ref. N/P 996528)
Protec. caz. con fijación
N/P 22531
! El deflector y la boquilla son
los únicos elementos del
pueden variar con el
amperaje.

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-31
Datos de proceso
35 Inicial /70 Final Amperios
Precision Plasma integrado del control de flujo
Acero al carbono
Gas de
plasma
Gas de
protección 1
Gas de
protección 2
O
2
N
2
O
2
Grosor del material
pulg. 0,187 0,250 0,312 0,375 0,500 0,625
mm 4,7 6,4 7,9 9,5 12,7 15,9
Temporizadores
Retardo perfor. (seg.) 0,3 0,3 0,3 0,4 0,5 0,5
Corriente inicial a final (seg) 0,2 0,2 0,2 0,2 0,2 0,2
Parámetros de configuración
Gas de inicio de plasma 1-
psi/bar-
66,7
/4,5
66,7
/4,5
66,7
/4,5
66,7
/4,5
66,7
/4,5
66,7
/4,5
Gas de inicio de plasma 1-
psi/bar-
81,6
/5,6
81,6
/5,6
81,6
/5,6
81,6
/5,6
81,6
/5,6
81,6
/5,6
1 inicio – psi/bar)
49,1
/3,3
49,1
/3,3
49,1
/3,3
49,1
/3,3
49,1
/3,3
49,1
/3,3
1 corte – psi/bar)
20,6
/1,4
28,4
/1,9
20,6
/1,4
28,4
/1,9
13,5
/0,9
135,
/0,9
Gas de
protección
2 corte – psi/bar) 0 0 0 0 0 0
Voltaje de arco (separación) 108 110 114 113 135 140
pulg. 0,100 0,100 0,100 0,100 0,100 0,100
Altura inicial
mm 2,54 2,54 2,54 2,54 2,54 2,54
pulg. 0,140 0,140 0,165 0,160 0,275 0,315
Altura de perforación
mm 3,56 3,56 4,19 40,06 6,99 8,00
pulg. 0,140 0,140 0,165 0,160 0,275 0,315
Altura de corte
mm 3,56 3,56 4,19 40,06 6,99 8,00
Velocidad de trabajo
IPM 110 95 70 60 30 25
MM/MIN
2794 2413 1778 1524 762 635
Notas:
Arco piloto –Alto.

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-32
Material:
Acero al carbono
Amperios iniciales:
50
Amperios finales:
100
Gas de plasma:
Oxigeno, O
2
@ 10,4 Bares
Gas de protección:
Nitrógeno, N
2
@ 10,4 Bares
®
Gas mezcla de
protección:
Oxigeno, O
2
@ 10,4 Bares
Soplete PT-24 con control integrado de flujo
Cuerpo del soplete
N/P 21758
Deflector de agua
N/P 21725
Junta tórica
N/P 638797
Junta tórica
N/P 86W62
Junta tórica
N/P 950714
Junta tórica
N/P 98W18
Electrodo
N/P 21539
! Deflector de giro
N/P 21692 (4 holes)
! Boquilla
N/P 21923, "E"
Fijación/difusor de la boquilla
N/P 22007
Aislante de la cazoleta de
protección N/P 22010
Fijac protec. aislante con
junta tórica N/P 21712
Junta tórica .Fij. Protección
(Ref. N/P 996528)
Protec. caz. con fijación
N/P 22531
! El deflector y la boquilla son
los únicos elementos del
pueden variar con el
amperaje.

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-33
Datos de proceso
50 Inicial /100 Final Amperios
Precision Plasma integrado del control de flujo
Acero al carbono
Gas de
plasma
Gas de
protección 1
Gas de
protección 2
O
2
N
2
N
2
Grosor del material
pulg. 0,312 0,375 0,500 0,625 0,750
mm 7,9 9,5 12,9 15,9 19,1
Temporizadores
Retardo perfor. (seg.) 0,3 0,3 0,4 0,5 0,5
Corriente inicial a final (seg) 0,2 0,2 0,2 0,2 0,2
Parámetros de configuración
Gas de inicio de plasma 1-
psi/bar-
77,5
/5,2
77,5
/5,2
77,5
/5,2
77,5
/5,2
77,5
/5,2
Gas de inicio de plasma 1-
psi/bar-
89,5
/6,1
89,5
/6,1
89,5
/6,1
89,5
/6,1
89,5
/6,1
1 inicio – psi/bar)
60,5
/4,1
60,5
/4,1
60,5
/4,1
60,5
/4,1
60,5
/4,1
1 corte – psi/bar)
26,3
/1,8
26,3
/1,8
26,3
/1,8
26,3
/1,8
26,3
/1,8
Gas de
protección
2 corte – psi/bar) 0 0 0 0 0
Voltaje de arco (separación) 115 120 132 137 142
pulg. 0,100 0,100 0,100 0,100 0,100
Altura inicial
mm 2,54 2,54 2,54 2,54 2,54
pulg. 0,175 0,190 0,280 0,290 0,320
Altura de perforación
mm 4,45 4,83 7,11 7,37 8,13
pulg. 0,175 0,190 0,280 0,290 0,320
Altura de corte
mm 4,45 4,83 7,11 7,37 8,13
Velocidad de trabajo
IPM 90 80 50 30 25
MM/MIN
2290 2030 1270 760 630
Notas:
Arco piloto – Alto .

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-34
Material:
Stainless Steel
Amperios iniciales:
15
Amperios finales:
30
Gas de plasma:
Oxigeno, O
2
@ 10,4 Bares
Gas de protección:
Nitrógeno, N
2
@ 10,4 Bares
®
Gas mezcla de
protección:
Oxigeno, O
2
@ 10,4 Bares
Soplete PT-24 con control integrado de flujo
Cuerpo del soplete
N/P 21758
Deflector de agua
N/P 21725
Junta tórica
N/P 638797
Junta tórica
N/P 86W62
Junta tórica
N/P 950714
Junta tórica
N/P 98W18
Electrodo
N/P 21539
! Deflector de giro
N/P 21536 (3 holes)
! Boquilla
N/P 21541, "B"
Fijación/difusor de la boquilla
N/P 22007
Aislante de la cazoleta de
protección N/P 22010
Fijac protec. aislante con
junta tórica N/P 21712
Junta tórica .Fij. Protección
(Ref. N/P 996528)
Protec. caz. con fijación
N/P 22531
! El deflector y la boquilla son
los únicos elementos del
pueden variar con el
amperaje.

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-35
Datos de proceso
15 Inicial /30 Final Amperios
Precision Plasma integrado del control de flujo
Acero al carbono
Gas de
plasma
Gas de
protección 1
Gas de
protección 2
O
2
N
2
O
2
Grosor del material
pulg. 26Ga 24Ga 22Ga 18Ga 16Ga
mm 0,4 0,6 0,7 1,2 1,6
Temporizadores
Retardo perfor. (seg.) 0 0 0 0 0
Corriente inicial a final (seg) 0,2 0,2 0,2 0,2 0,2
Parámetros de configuración
Gas de inicio de plasma 1-
psi/bar-
99,8
/6,8
99,8
/6,8
99,8
/6,8
99,8
/6,8
99,8
/6,8
Gas de inicio de plasma 1-
psi/bar-
116,8
/7,9
116,8
/7,9
116,8
/7,9
116,8
/7,9
116,8
/7,9
1 inicio – psi/bar)
32,7
/2,2
32,7
/2,2
32,7
/2,2
32,7
/2,2
32,7
/2,2
1 corte – psi/bar)
10,3
/0,7
10,3
/0,7
10,3
/0,7
10,3
/0,7
10,3
/0,7
Gas de
protección
2 corte – psi/bar)
7,1
/0,5
7,1
/0,5
7,1
/0,5
7,1
/0,5
7,1
/0,5
Voltaje de arco (separación) 105 105 107 109 111
pulg. 0,06 0,06 0,06 0,06 0,06
Altura inicial
mm 1,52 1,52 1,52 1,52 1,52
pulg. 0,105 0,120 0,107 0,109 0,111
Altura de perforación
mm 2,67 3,05 2,72 2,77 2,82
pulg. 0,105 0,120 0,107 0,109 0,111
Altura de corte
mm 2,67 3,05 2,72 2,77 2,82
Velocidad de trabajo
IPM 250 200 190 140 100
MM/MIN
6350 5080 4826 3556 2540
Notas:
Arco piloto –Bajo.

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-36
Material:
Acero inoxidable
Amperios iniciales:
25
Amperios finales:
50
Gas de plasma:
Aire @ 10,4 Bares
Gas de protección:
Aire @ 10,4 Bares
®
Gas mezcla de
protección:
Soplete PT-24 con control integrado de flujo
Cuerpo del soplete
N/P 21758
Deflector de agua
N/P 21725
Junta tórica
N/P 638797
Junta tórica
N/P 86W62
Junta tórica
N/P 950714
Junta tórica
N/P 98W18
Electrodo
N/P 21539
! Deflector de giro
N/P 21692 (4 holes)
! Boquilla
N/P 21542, "C"
Fijación/difusor de la boquilla
N/P 22007
Aislante de la cazoleta de
protección N/P 22010
Fijac protec. aislante con
junta tórica N/P 21712
Junta tórica .Fij. Protección
(Ref. N/P 996528)
Protec. caz. con fijación
N/P 22531
! El deflector y la boquilla son
los únicos elementos del
pueden variar con el
amperaje.

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-37
Datos de proceso
25 Inicial /50 Final Amperios
Precision Plasma integrado del control de flujo
Acero inoxidable
Gas de
plasma
Gas de
protección 1
Gas de
protección 2
Aire Aire
Grosor del material
pulg. 0,125 0,187 0,250 0,375
mm 3,2 4,7 6,4 9,5
Temporizadores
Retardo perfor. (seg.) 0 0 0,1 0,2
Corriente inicial a final (seg) 0,2 0,2 0,2 0,2
Parámetros de configuración
Gas de inicio de plasma 1-
psi/bar-
77
/5,2
77
/5,2
77
/5,2
77
/5,2
Gas de inicio de plasma 1-
psi/bar-
125,7
/8,5
125,7
/8,5
125,7
/8,5
125,7
/8,5
1 inicio – psi/bar)
44,5
/3,0
44,5
/3,0
44,5
/3,0
44,5
/3,0
1 corte – psi/bar)
31,9
/2,2
31,9
/2,2
31,9
/2,2
31,9
/2,2
Gas de
protección
2 corte – psi/bar) 0 0 0 0
Voltaje de arco (separación) 134 140 145 157
pulg. 0,100 0,100 0,100 0,100
Altura inicial
mm 2,54 2,54 2,54 2,54
pulg. 0,145 0,165 0,160 0,220
Altura de perforación
mm 3,68 4,19 40,06 5,59
pulg. 0,145 0,165 0,160 0,220
Altura de corte
mm 3,68 4,19 40,06 5,59
Velocidad de trabajo
IPM 90 60 40 18
MM/MIN
2286 1524 1016 457
Notas:
Arco piloto – Alto

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-38
Material:
Acero inoxidable
Amperios iniciales:
35
Amperios finales:
70
Gas de plasma:
Aire @ 10,4 Bares
Gas de protección:
Aire @ 10,4 Bares
®
Gas mezcla de
protección:
Soplete PT-24 con control integrado de flujo
Cuerpo del soplete
N/P 21758
Deflector de agua
N/P 21725
Junta tórica
N/P 638797
Junta tórica
N/P 86W62
Junta tórica
N/P 950714
Junta tórica
N/P 98W18
Electrodo
N/P 21539
! Deflector de giro
N/P 21692 (4 holes)
! Boquilla
N/P 21543, "D"
Fijación/difusor de la boquilla
N/P 22007
Aislante de la cazoleta de
protección N/P 22010
Fijac protec. aislante con
junta tórica N/P 21712
Junta tórica .Fij. Protección
(Ref. N/P 996528)
Protec. caz. con fijación
N/P 22531
! El deflector y la boquilla son
los únicos elementos del
pueden variar con el
amperaje.

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-39
Datos de proceso
35 Inicial /70 Final Amperios
Precision Plasma integrado del control de flujo
Acero inoxidable
Gas de
plasma
Gas de
protección 1
Gas de
protección 2
Aire Aire
Grosor del material
pulg. 0,187 0,250 0,375 0,500
mm 4,7 6,4 9,5 12,7
Temporizadores
Retardo perfor. (seg.) 0,3 0,4 0,5 0,6
Corriente inicial a final (seg) 0,2 0,2 0,2 0,2
Parámetros de configuración
Gas de inicio de plasma 1-
psi/bar-
79,1
/5,4
79,1
/5,4
79,1
/5,4
79,1
/5,4
Gas de inicio de plasma 1-
psi/bar-
105,5
/7,2
105,5
/7,2
105,5
/7,2
105,5
/7,2
1 inicio – psi/bar)
62,6
/4,3
62,6
/4,3
62,6
/4,3
62,6
/4,3
1 corte – psi/bar)
38,3
/2,6
38,3
/2,6
38,3
/2,6
38,3
/2,6
Gas de
protección
2 corte – psi/bar) 0 0 0 0
Voltaje de arco (separación) 131 152 158 157
pulg. 0,100 0,100 0,100 0,100
Altura inicial
mm 2,54 2,54 2,54 2,54
pulg. 0,150 0,240 0,280 0,280
Altura de perforación
mm 3,81 6,10 7,11 7,11
pulg. 0,150 0,240 0,280 0,280
Altura de corte
mm 3,81 6,10 7,11 7,11
Velocidad de trabajo
IPM 100 50 28 20
MM/MIN
2540 2270 711 609
Notas:
Arco piloto – Alto

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-40
Material:
Acero inoxidable
Amperios iniciales:
50
Amperios finales:
100
Gas de plasma:
Aire @ 10,4 Bares
Gas de protección:
Aire @ 10,4 Bares
®
Gas mezcla de
protección:
Soplete PT-24 con control integrado de flujo
Cuerpo del soplete
N/P 21758
Deflector de agua
N/P 21725
Junta tórica
N/P 638797
Junta tórica
N/P 86W62
Junta tórica
N/P 950714
Junta tórica
N/P 98W18
Electrodo
N/P 21539
! Deflector de giro
N/P 21692 (4 holes)
! Boquilla
N/P 21923, "E"
Fijación/difusor de la boquilla
N/P 22007
Aislante de la cazoleta de
protección N/P 22010
Fijac protec. aislante con
junta tórica N/P 21712
Junta tórica .Fij. Protección
(Ref. N/P 996528)
Protec. caz. con fijación
N/P 22531
! El deflector y la boquilla son
los únicos elementos del
pueden variar con el
amperaje.

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-41
Datos de proceso
50 Inicial /100 Final Amperios
Precision Plasma integrado del control de flujo
Acero inoxidable
Gas de
plasma
Gas de
protección 1
Gas de
protección 2
Aire Aire
Grosor del material
pulg. 0,250 0,375 0,500 0,625
mm 6,4 9,5 12,7 15,9
Temporizadores
Retardo perfor. (seg.) 0,3 0,4 0,5 0,6
Corriente inicial a final (seg) 0,2 0,2 0,2 0,2
Parámetros de configuración
Gas de inicio de plasma 1-
psi/bar-
79,1
/5,4
79,1
/5,4
79,1
/5,4
79,1
/5,4
Gas de inicio de plasma 1-
psi/bar-
69,3
/4,7
69,3
/4,7
69,3
/4,7
69,3
/4,7
1 inicio – psi/bar)
62
/4,2
62
/4,2
62
/4,2
62
/4,2
1 corte – psi/bar)
37,8
/2,6
37,8
/2,6
37,8
/2,6
37,8
/2,6
Gas de
protección
2 corte – psi/bar) 0 0 0 0
Voltaje de arco (separación) 129 135 142 150
pulg. 0,100 0,100 0,100 0,100
Altura inicial
mm 2,54 2,54 2,54 2,54
pulg. 0,220 0,265 0,295 0,325
Altura de perforación
mm 5,59 6,73 7,49 8,26
pulg. 0,220 0,265 0,295 0,325
Altura de corte
mm 5,59 6,73 7,49 8,26
Velocidad de trabajo
IPM 80 60 35 25
MM/MIN
2030 1520 889 635
Notas:
Arco piloto – Alto.

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-42
Material:
Acero inoxidable
Amperios iniciales:
35
Amperios finales:
70
Gas de plasma:
Aire @ 10,4 Bares
Gas de protección:
Aire @ 10,4 Bares
®
Gas mezcla de
protección:
Metano, CH
4
@ 100 PSI / 6,9 Bares
Soplete PT-24 con control integrado de flujo
Cuerpo del soplete
N/P 21758
Deflector de agua
N/P 21725
Junta tórica
N/P 638797
Junta tórica
N/P 86W62
Junta tórica
N/P 950714
Junta tórica
N/P 98W18
Electrodo
N/P 21539
! Deflector de giro
N/P 21692 (4 holes)
! Boquilla
N/P 21543, "D"
Fijación/difusor de la boquilla
N/P 22007
Aislante de la cazoleta de
protección N/P 22010
Fijac protec. aislante con
junta tórica N/P 21712
Junta tórica .Fij. Protección
(Ref. N/P 996528)
Protec. caz. con fijación
N/P 22531
! El deflector y la boquilla son
los únicos elementos del
pueden variar con el
amperaje.

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-43
Datos de proceso
35 Inicial /70 Final Amperios
Precision Plasma integrado del control de flujo
Acero inoxidable
Gas de
plasma
Gas de
protección 1
Gas de
protección 2
Aire Aire CH
4
Grosor del material
pulg. 0,125 0,187 0,250 0,375 0,500
mm 3,2 4,7 6,4 9,5 12,7
Temporizadores
Retardo perfor. (seg.) 0,2 0,3 0,4 0,5 0,6
Corriente inicial a final (seg) 0,2 0,2 0,2 0,2 0,2
Parámetros de configuración
Gas de inicio de plasma 1-
psi/bar-
80,5
/5,5
80,5
/5,5
80,5
/5,5
80,5
/5,5
80,5
/5,5
Gas de inicio de plasma 1-
psi/bar-
111,1
/7,6
111,1
/7,6
111,1
/7,6
111,1
/7,6
111,1
/7,6
1 inicio – psi/bar)
61,5
/4,2
61,5
/4,2
61,5
/4,2
61,5
/4,2
61,5
/4,2
1 corte – psi/bar)
40,3
/2,7
40,3
/2,7
40,3
/2,7
40,3
/2,7
40,3
/2,7
Gas de
protección
2 corte – psi/bar)
26,7
/1,8
26,7
/1,8
26,7
/1,8
26,7
/1,8
26,7
/1,8
Voltaje de arco (separación) 131 146 154 166 175
pulg. 0,100 0,100 0,100 0,100 0,100
Altura inicial
mm 2,54 2,54 2,54 2,54 2,54
pulg. 0,115 0,170 0,210 0,230 0,275
Altura de perforación
mm 2,92 4,32 5,33 5,84 6,99
pulg. 0,115 0,170 0,210 0,230 0,275
Altura de corte
mm 2,92 4,32 5,33 5,84 6,99
Velocidad de trabajo
IPM
120 80 50 30 24
MM/MIN
3048 2032 1270 762 609
Notas:
Arco piloto – Alto

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-44
Material:
Acero inoxidable
Amperios iniciales:
50
Amperios finales:
100
Gas de plasma:
Aire @ 10,4 Bares
Gas de protección:
Aire @ 10,4 Bares
®
Gas mezcla de
protección:
Metano, CH
4
@ 100 PSI / 6,9 Bares
Soplete PT-24 con control integrado de flujo
Cuerpo del soplete
N/P 21758
Deflector de agua
N/P 21725
Junta tórica
N/P 638797
Junta tórica
N/P 86W62
Junta tórica
N/P 950714
Junta tórica
N/P 98W18
Electrodo
N/P 21539
! Deflector de giro
N/P 21692 (4 holes)
! Boquilla
N/P 21923, "E"
Fijación/difusor de la boquilla
N/P 22007
Aislante de la cazoleta de
protección N/P 22010
Fijac protec. aislante con
junta tórica N/P 21712
Junta tórica .Fij. Protección
(Ref. N/P 996528)
Protec. caz. con fijación
N/P 22531
! El deflector y la boquilla son
los únicos elementos del
pueden variar con el
amperaje.

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-45
Datos de proceso
50 Inicial /100 Final Amperios
Precision Plasma integrado del control de flujo
Acero inoxidable
Gas de
plasma
Gas de
protección 1
Gas de
protección 2
Aire Aire CH
4
Grosor del material
pulg. 0,250 0,375 0,500 0,625
mm 6,4 9,5 12,7 15,9
Temporizadores
Retardo perfor. (seg.) 0,3 0,4 0,5 0,6
Corriente inicial a final (seg) 0,2 0,2 0,2 0,2
Parámetros de configuración
Gas de inicio de plasma 1-
psi/bar-
78,6
/5,3
78,6
/5,3
78,6
/5,3
78,6
/5,3
Gas de inicio de plasma 1-
psi/bar-
96
/6,5
96
/6,5
96
/6,5
96
/6,5
1 inicio – psi/bar)
62
/4,2
62
/4,2
62
/4,2
62
/4,2
1 corte – psi/bar)
40,8
/2,7
40,8
/2,7
40,8
/2,7
40,8
/2,7
Gas de
protección
2 corte – psi/bar)
28,2
/1,9
28,2
/1,9
28,2
/1,9
28,2
/1,9
Voltaje de arco (separación) 140 150 159 170
pulg. 0,100 0,100 0,100 0,100
Altura inicial
mm 2,54 2,54 2,54 2,54
pulg. 0,175 0,210 0,225 0,250
Altura de perforación
mm 4,54 5,33 5,72 6,35
pulg. 0,175 0,210 0,225 0,250
Altura de corte
mm 4,54 5,33 5,72 6,35
Velocidad de trabajo
IPM 80 60 35 25
MM/MIN
2030 1524 889 635
Notas:
Arco piloto – Alto.

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-46
Material:
Acero inoxidable
Amperios iniciales:
25
Amperios finales:
50
Gas de plasma:
Nitrógeno, N
2
@ 10,4 Bares
Gas de protección:
Nitrógeno, N
2
@ 10,4 Bares
®
Gas mezcla de
protección:
Soplete PT-24 con control integrado de flujo
Cuerpo del soplete
N/P 21758
Deflector de agua
N/P 21725
Junta tórica
N/P 638797
Junta tórica
N/P 86W62
Junta tórica
N/P 950714
Junta tórica
N/P 98W18
Electrodo
N/P 21539
! Deflector de giro
N/P 21692 (4 holes)
! Boquilla
N/P 21542, "C"
Fijación/difusor de la boquilla
N/P 22007
Aislante de la cazoleta de
protección N/P 22010
Fijac protec. aislante con
junta tórica N/P 21712
Junta tórica .Fij. Protección
(Ref. N/P 996528)
Protec. caz. con fijación
N/P 22531
! El deflector y la boquilla son
los únicos elementos del
pueden variar con el
amperaje.

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-47
Datos de proceso
25 Inicial /50 Final Amperios
Precision Plasma integrado del control de flujo
Acero inoxidable
Gas de
plasma
Gas de
protección 1
Gas de
protección 2
N
2
N
2
Grosor del material
pulg. 0,125 0,187 0,250 0,375
mm 3,2 4,7 6,4 9,5
Temporizadores
Retardo perfor. (seg.) 0,125 0,187 0,250 0,375
Corriente inicial a final (seg) 3,2 4,7 6,4 9,5
Parámetros de configuración
Gas de inicio de plasma 1-
psi/bar-
78,5
/5,3
78,5
/5,3
78,5
/5,3
78,5
/5,3
Gas de inicio de plasma 1-
psi/bar-
116,4
/7,9
116,4
/7,9
116,4
/7,9
116,4
/7,9
1 inicio – psi/bar)
42,4
/2,9
42,4
/2,9
42,4
/2,9
42,4
/2,9
1 corte – psi/bar)
27,3
/1,9
27,3
/1,9
27,3
/1,9
27,3
/1,9
Gas de
protección
2 corte – psi/bar) 0 0 0 0
Voltaje de arco (separación) 128 135 144 155
pulg. 0,100 0,100 0,100 0,100
Altura inicial
mm 2,54 2,54 2,54 2,54
pulg. 0,05 0,09 0,130 0,180
Altura de perforación
mm 1,27 2,29 3,30 4,57
pulg. 0,05 0,09 0,130 0,180
Altura de corte
mm 1,27 2,29 3,30 4,57
Velocidad de trabajo
IPM 90 60 40 22
MM/MIN
2286 1524 1016 558
Notas:
Arco piloto – Alto

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-48
Material:
Acero inoxidable
Amperios iniciales:
35
Amperios finales:
70
Gas de plasma:
Nitrógeno, N
2
@ 10,4 Bares
Gas de protección:
Nitrógeno, N
2
@ 10,4 Bares
®
Gas mezcla de
protección:
Soplete PT-24 con control integrado de flujo
Cuerpo del soplete
N/P 21758
Deflector de agua
N/P 21725
Junta tórica
N/P 638797
Junta tórica
N/P 86W62
Junta tórica
N/P 950714
Junta tórica
N/P 98W18
Electrodo
N/P 21539
! Deflector de giro
N/P 21692 (4 holes)
! Boquilla
N/P 21543, "D"
Fijación/difusor de la boquilla
N/P 22007
Aislante de la cazoleta de
protección N/P 22010
Fijac protec. aislante con
junta tórica N/P 21712
Junta tórica .Fij. Protección
(Ref. N/P 996528)
Protec. caz. con fijación
N/P 22531
! El deflector y la boquilla son
los únicos elementos del
pueden variar con el
amperaje.

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-49
Datos de proceso
35 Inicial / 70 Final Amperios
Precision Plasma integrado del control de flujo Acero inoxidable
Gas de
plasma
Gas de
protección 1
Gas de
protección 2
N
2
N
2
Grosor del material
pulg. 0,187 0,250 0,375 0,500
mm 4,7 6,4 9,5 12,7
Temporizadores
Retardo perfor. (seg.) 0,3 0,4 0,5 0,6
Corriente inicial a final (seg) 0,2 0,2 0,2 0,2
Parámetros de configuración
Gas de inicio de plasma 1-
psi/bar-
81,1
/5,5
81,1
/5,5
81,1
/5,5
81,1
/5,5
Gas de inicio de plasma 1-
psi/bar-
107,1
/7,3
107,1
/7,3
107,1
/7,3
107,1
/7,3
1 inicio – psi/bar)
61
/4,1
61
/4,1
61
/4,1
61
/4,1
1 corte – psi/bar)
35,1
/2,4
35,1
/2,4
35,1
/2,4
35,1
/2,4
Gas de
protección
2 corte – psi/bar) 0 0 0 0
Voltaje de arco (separación) 132 150 154 159
pulg. 0,100 0,100 0,100 0,100
Altura inicial
mm 2,54 2,54 2,54 2,54
pulg. 0,120 0,190 0,170 0,220
Altura de perforación
mm 3,05 4,83 4,32 5,59
pulg. 0,120 0,190 0,170 0,220
Altura de corte
mm 3,05 4,83 4,32 5,59
Velocidad de trabajo
IPM 75 50 28 24
MM/MIN
1905 1270 711 609
Notas:
Arco piloto – Alto

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-50
Material:
Acero inoxidable
Amperios iniciales:
50
Amperios finales:
100
Gas de plasma:
Nitrógeno, N
2
@ 10,4 Bares
Gas de protección:
Nitrógeno, N
2
@ 10,4 Bares
®
Gas mezcla de
protección:
Soplete PT-24 con control integrado de flujo
Cuerpo del soplete
N/P 21758
Deflector de agua
N/P 21725
Junta tórica
N/P 638797
Junta tórica
N/P 86W62
Junta tórica
N/P 950714
Junta tórica
N/P 98W18
Electrodo
N/P 21539
! Deflector de giro
N/P 21692 (4 holes)
! Boquilla
N/P 21923, "E"
Fijación/difusor de la boquilla
N/P 22007
Aislante de la cazoleta de
protección N/P 22010
Fijac protec. aislante con
junta tórica N/P 21712
Junta tórica .Fij. Protección
(Ref. N/P 996528)
Protec. caz. con fijación
N/P 22531
! El deflector y la boquilla son
los únicos elementos del
pueden variar con el
amperaje.

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-51
Datos de proceso
50 Inicial /100 Final Amperios
Precision Plasma integrado del control de flujo
Acero inoxidable
Gas de
plasma
Gas de
protección 1
Gas de
protección 2
N
2
N
2
Grosor del material
pulg. 0,250 0,375 0,500 0,625
mm 6,4 9,5 12,7 15,9
Temporizadores
Retardo perfor. (seg.) 0,3 0,4 0,5 0,6
Corriente inicial a final (seg) 0,2 0,2 0,2 0,2
Parámetros de configuración
Gas de inicio de plasma 1-
psi/bar-
79,1
/5,4
79,1
/5,4
79,1
/5,4
79,1
/5,4
Gas de inicio de plasma 1-
psi/bar-
93,1
/6,3
93,1
/6,3
93,1
/6,3
93,1
/6,3
1 inicio – psi/bar)
61
/4,1
61
/4,1
61
/4,1
61
/4,1
1 corte – psi/bar)
27,9
/1,9
27,9
/1,9
27,9
/1,9
27,9
/1,9
Gas de
protección
2 corte – psi/bar) 0 0 0 0
Voltaje de arco (separación) 135 145 153 157
pulg. 0,100 0,100 0,100 0,100
Altura inicial
mm 2,54 2,54 2,54 2,54
pulg. 0,180 0,235 0,250 0,272
Altura de perforación
mm 4,57 5,97 6,35 6,91
pulg. 0,180 0,235 0,250 0,272
Altura de corte
mm 4,57 5,97 6,35 6,91
Velocidad de trabajo
IPM 80 60 35 25
MM/MIN
2032 1520 889 635
Notas:
Arco piloto – Alto

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-52
Material:
Acero inoxidable fino
Amperios iniciales:
30A
Amperios finales:
60A
Con la boquilla especial N/P
21923SS
Gas de plasma:
Nitrógeno, N
2
@ 10,4 Bares
Gas de protección:
Nitrógeno, N
2
@ 10,4 Bares
®
Gas mezcla de
protección:
Soplete PT-24 con control integrado de flujo
Con boquilla especial para acero inoxidable
Cuerpo del soplete
N/P 21758
Deflector de agua
N/P 21725
Junta tórica
N/P 638797
Junta tórica
N/P 86W62
Junta tórica
N/P 950714
Junta tórica
N/P 98W18
Electrodo
N/P 21539
! Deflector de giro
N/P 21692 (4 holes)
! Boquilla -{}-
P/N 21923SS
Fijación/difusor de la boquilla
N/P 22007
Aislante de la cazoleta de
protección N/P 22010
Fijac protec. aislante con
junta tórica N/P 21712
Junta tórica .Fij. Protección
(Ref. N/P 996528)
Protec. caz. con fijación
N/P 22531
! El deflector y la boquilla son
los únicos elementos del
pueden variar con el
amperaje.

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-53
30 Amperios inicial
Datos de proceso
60 Amperios final
Precision Plasma integrado del control de flujo
Acero inoxidable
Con la boquilla especial N/P 21923SS
Gas de
plasma
Gas de
protección 1
Gas de
protección 2
N
2
N
2
Grosor del material
pulg. 0,030 0,039 0,059
mm 0,75 1,0 1,5
Temporizadores
Retardo perfor. (seg.) 0 0 0
Corriente inicial a final (seg) 0 0 0
Parámetros de configuración
Gas de inicio de plasma 1-
psi/bar-
69
/4,75
69
/4,75
69
/4,75
Gas de inicio de plasma 1-
psi/bar-
73
/5,05
73
/5,05
73
/5,05
1 inicio – psi/bar)
59
/4,05
59
/4,05
59
/4,05
1 corte – psi/bar)
73
/5,05
73
/5,05
73
/5,05
Gas de
protección
2 corte – psi/bar) 0 0 0
Voltaje de arco (separación) 118 120 119
pulg. 0,100 0,100 0,100
Altura inicial
mm 2,54 2,54 2,54
Velocidad de trabajo
IPM 362 256 236
MM/MIN
9200 6500 6000
Notas:
Arco piloto – Alto

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-54
Material:
Acero inoxidable fino
Amperios iniciales:
40A
Amperios finales:
80A
Con la boquilla especial N/P
21923SS
Gas de plasma:
Nitrógeno, N
2
@ 10,4 Bares
Gas de protección:
Nitrógeno, N
2
@ 10,4 Bares
®
Gas mezcla de
protección:
Soplete PT-24 con control integrado de flujo
Con boquilla especial para acero inoxidable
Cuerpo del soplete
N/P 21758
Deflector de agua
N/P 21725
Junta tórica
N/P 638797
Junta tórica
N/P 86W62
Junta tórica
N/P 950714
Junta tórica
N/P 98W18
Electrodo
N/P 21539
! Deflector de giro
N/P 21692 (4 holes)
! Boquilla
P/N 21923SS
Fijación/difusor de la boquilla
N/P 22007
Aislante de la cazoleta de
protección N/P 22010
Fijac protec. aislante con
junta tórica N/P 21712
Junta tórica .Fij. Protección
(Ref. N/P 996528)
Protec. caz. con fijación
N/P 22531
! El deflector y la boquilla son
los únicos elementos del
pueden variar con el
amperaje.

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-55
40 Amperios inicial
Datos de proceso
80 amperios final
Precision Plasma integrado del control de flujo
Acero inoxidable
Con la boquilla especial N/P 21923SS
Gas de
plasma
Gas de
protección 1
Gas de
protección 2
N
2
N
2
Grosor del material
pulg. 0,078
0,118
mm 2,0 3,0
Temporizadores
Retardo perfor. (seg.) 0 0
Corriente inicial a final (seg) 0 0
Parámetros de configuración
Gas de inicio de plasma 1-
psi/bar-
80
/5,52
80
/5,52
Gas de inicio de plasma 1-
psi/bar-
79
/5,45
79
/5,45
1 inicio – psi/bar)
59
/4,05
59
/4,05
1 corte – psi/bar)
73
/5,05
73
/5,05
Gas de
protección
2 corte – psi/bar) 0 0
Voltaje de arco (separación) 118 122
pulg. 0,100 0,100
Altura inicial
mm 2,54 2,54
Velocidad de trabajo
IPM 220 197
MM/MIN
5600 5000
Notas:
Arco piloto – Alto

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-56
Material:
Acero inoxidable
Amperios iniciales:
25
Amperios finales:
50 -- usando una boquilla de 70 A
Gas de plasma:
Nitrógeno, N
2
@ 10,4 Bares
Gas de protección:
Nitrógeno, N
2
@ 10,4 Bares
®
Gas mezcla de
protección:
Metano, CH
4
@ 6,9 Bares
Soplete PT-24 con control integrado de flujo
Cuerpo del soplete
N/P 21758
Deflector de agua
N/P 21725
Junta tórica
N/P 638797
Junta tórica
N/P 86W62
Junta tórica
N/P 950714
Junta tórica
N/P 98W18
Electrodo
N/P 21539
! Deflector de giro
N/P 21692 (4 holes)
! Boquilla
N/P 21543, "D"
Fijación/difusor de la boquilla
N/P 22007
Aislante de la cazoleta de
protección N/P 22010
Fijac protec. aislante con
junta tórica N/P 21712
Junta tórica .Fij. Protección
(Ref. N/P 996528)
Protec. caz. con fijación
N/P 22531
! El deflector y la boquilla son
los únicos elementos del
pueden variar con el
amperaje.

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-57
Datos de proceso
25 Amperios iniciales/ 50 finales
Precision Plasma integrado del control de flujo
Acero inoxidable
Gas de
plasma
Gas de
protección 1
Gas de
protección 2
N
2
N
2
CH
4
Grosor del material
pulg. 22Ga 20Ga 18Ga 16Ga
mm 0,7 0,9 1,2 1,6
Temporizadores
Retardo perfor. (seg.) 0,3 0,4 0,5 0,6
Corriente inicial a final (seg) 0,2 0,2 0,2 0,2
Parámetros de configuración
Gas de inicio de plasma 1-
psi/bar-
78,5
/5,3
78,5
/5,3
78,5
/5,3
78,5
/5,3
Gas de inicio de plasma 1-
psi/bar-
93,1
/6,3
93,1
/6,3
93,1
/6,3
93,1
/6,3
1 inicio – psi/bar)
25,1
/1,7
25,1
/1,7
25,1
/1,7
25,1
/1,7
1 corte – psi/bar)
27,3
/1,9
27,3
/1,9
27,3
/1,9
27,3
/1,9
Gas de
protección
2 corte – psi/bar)
25,8
/1,7
25,8
/1,7
25,8
/1,7
25,8
/1,7
Voltaje de arco (separación)
130 130 130 130
pulg. 0,06 0,06 0,06 0,100
Altura inicial
mm 1,52 1,52 1,52 2,54
pulg. 0,100 0,100 0,130 0,100
Altura de perforación
mm 2,54 2,54 3,30 2,54
pulg. 0,100 0,100 0,130 0,100
Altura de corte
mm 2,54 2,54 3,30 2,54
Velocidad de trabajo
IPM 550 475 350 225
MM/MIN
13970 12065 8890 5081
Notas:
Arco piloto – Alto
*Corte de 50 A utilizando una boquilla de 70 A (N/P 21543)

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-58
Material:
Acero inoxidable
Amperios iniciales:
35
Amperios finales:
70
Gas de plasma:
Nitrógeno, N
2
@ 10,4 Bares
Gas de protección:
Nitrógeno, N
2
@ 10,4 Bares
®
Gas mezcla de
protección:
Metano, CH
4
@ 6,9 Bares
Soplete PT-24 con control integrado de flujo
Cuerpo del soplete
N/P 21758
Deflector de agua
N/P 21725
Junta tórica
N/P 638797
Junta tórica
N/P 86W62
Junta tórica
N/P 950714
Junta tórica
N/P 98W18
Electrodo
N/P 21539
! Deflector de giro
N/P 21692 (4 holes)
! Boquilla
N/P 21543, "D"
Fijación/difusor de la boquilla
N/P 22007
Aislante de la cazoleta de
protección N/P 22010
Fijac protec. aislante con
junta tórica N/P 21712
Junta tórica .Fij. Protección
(Ref. N/P 996528)
Protec. caz. con fijación
N/P 22531
! El deflector y la boquilla son
los únicos elementos del
pueden variar con el
amperaje.

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-59
Datos de proceso
35 Inicial /70 Final Amperios
Precision Plasma integrado del control de flujo
Acero inoxidable
Gas de
plasma
Gas de
protección 1
Gas de
protección 2
N
2
N
2
CH
4
Grosor del material
pulg. 0,187 0,250 0,375 0,500
mm 4,7 6,4 9,5 12,7
Temporizadores
Retardo perfor. (seg.) 0,3 0,4 0,5 0,6
Corriente inicial a final (seg) 0,2 0,2 0,2 0,2
Parámetros de configuración
Gas de inicio de plasma 1-
psi/bar-
79,6
/5,4
79,6
/5,4
79,6
/5,4
79,6
/5,4
Gas de inicio de plasma 1-
psi/bar-
93,6
/6,4
93,6
/6,4
93,6
/6,4
93,6
/6,4
1 inicio – psi/bar)
60,5
/4,1
60,5
/4,1
60,5
/4,1
60,5
/4,1
1 corte – psi/bar)
37,6
/2,6
37,6
/2,6
37,6
/2,6
37,6
/2,6
Gas de
protección
2 corte – psi/bar)
20,7
/1,4
20,7
/1,4
20,7
/1,4
20,7
/1,4
Voltaje de arco (separación)
136 150 159 162
pulg. 0,100 0,100 0,100 0,100
Altura inicial
mm 2,54 2,54 2,54 2,54
pulg. 0,154 0,225 0,240 0,232
Altura de perforación
mm 3,91 5,72 6,10 5,89
pulg. 0,154 0,225 0,240 0,232
Altura de corte
mm 3,91 5,72 6,10 5,89
Velocidad de trabajo
IPM 75 50 28 24
MM/MIN
1905 1270 711 609
Notas:
Arco piloto – Alto

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-60
Material:
Acero inoxidable
Amperios iniciales:
50
Amperios finales:
100
Gas de plasma:
Nitrógeno, N
2
@ 10,4 Bares
Gas de protección:
Nitrógeno, N
2
@ 10,4 Bares
®
Gas mezcla de
protección:
Metano, CH
4
@ 6,9 Bares
Soplete PT-24 con control integrado de flujo
Cuerpo del soplete
N/P 21758
Deflector de agua
N/P 21725
Junta tórica
N/P 638797
Junta tórica
N/P 86W62
Junta tórica
N/P 950714
Junta tórica
N/P 98W18
Electrodo
N/P 21539
! Deflector de giro
N/P 21692 (4 holes)
! Boquilla
N/P 21923, "E"
Fijación/difusor de la boquilla
N/P 22007
Aislante de la cazoleta de
protección N/P 22010
Fijac protec. aislante con
junta tórica N/P 21712
Junta tórica .Fij. Protección
(Ref. N/P 996528)
Protec. caz. con fijación
N/P 22531
! El deflector y la boquilla son
los únicos elementos del
pueden variar con el
amperaje.

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-61
Datos de proceso
50 Inicial /100 Final Amperios
Precision Plasma integrado del control de flujo Acero inoxidable
Gas de
plasma
Gas de
protección 1
Gas de
protección 2
N
2
N
2
CH
4
Grosor del material
pulg. 0,250 0,312 0,375 0,500 0,625
mm 6,4 7,9 9,5 12,7 15,9
Temporizadores
Retardo perfor. (seg.) 0,3 0,3 0,4 0,5 0,6
Corriente inicial a final (seg) 0,2 0,2 0,2 0,2 0,2
Parámetros de configuración
Gas de inicio de plasma 1-
psi/bar-
79,6
/5,4
79,6
/5,4
79,6
/5,4
79,6
/5,4
79,6
/5,4
Gas de inicio de plasma 1-
psi/bar-
97,2
/6,6
97,2
/6,6
97,2
/6,6
97,2
/6,6
97,2
/6,6
1 inicio – psi/bar)
60,5
/4,1
60,5
/4,1
60,5
/4,1
60,5
/4,1
60,5
/4,1
1 corte – psi/bar)
39,7
/2,7
39,7
/2,7
39,7
/2,7
39,7
/2,7
39,7
/2,7
Gas de
protección
2 corte – psi/bar)
22,7
/1,5
22,7
/1,5
22,7
/1,5
22,7
/1,5
22,7
/1,5
Voltaje de arco (separación)
138 140 150 162 170
pulg. 0,100 0,100 0,100 0,100 0,100
Altura inicial
mm 2,54 2,54 2,54 2,54 2,54
pulg. 0,138 0,165 0,190 0,252 0,290
Altura de perforación
mm 3,51 4,19 4,83 6,40 7,37
pulg. 0,138 0,165 0,190 0,252 0,290
Altura de corte
mm 3,51 4,19 4,83 6,40 7,37
Velocidad de trabajo
IPM 80 70 60 35 25
MM/MIN
2032 1778 1524 889 635
Notas:
Arco piloto – Alto

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-62
4.4.3.1 Valores de corte para aluminio N
2
/N
2
/CH
4
0.093
0.080
0.065
0.060
2.362
2.032
1.651
1.524
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.062 0.125 0.188 0.250
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
1.575 3.175 4.775 6.350
0.087
0.065
0.060
0.050
0.050
0.050
2.210
1.651
1.524
1.270
1.2701.270
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.062 0.075 0.090 0.125 0.187 0.250
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
1.575 1.905 2.286 3.175 4.750 6.350
Aluminio N
2
/N
2
/CH
4
30 Amperios
Grosor del material (mm)
Grosor del material (pulgadas)
Corte (mm)
Corte (pulgadas)
Grosor del material (mm)
Grosor del material (pulgadas)
Corte (mm)
Corte (pulgadas)
Aluminio N
2
/N
2
/CH
4
50 Amperios

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-63
0.130
0.115
0.105
0.100
3.302
2.921
2.667
2.540
0.050
0.070
0.090
0.110
0.130
0.150
0.170
0.190
0.250 0.375 0.500 0.625
1.270
1.778
2.286
2.794
3.302
3.810
4.318
4.826
6.350 9.525 12.700 15.875
0.120
0.100
0.112
0.100
3.048
2.540
2.845
2.540
0.050
0.070
0.090
0.110
0.130
0.150
0.170
0.190
0.187 0.250 0.375 0.500
1.270
1.778
2.286
2.794
3.302
3.810
4.318
4.826
4.750 6.350 9.525 12.700
Grosor del material (mm)
Grosor del material (pulgadas)
Corte (mm)
Corte (pulgadas)
Grosor del material (mm)
Grosor del material (pulgadas)
Corte (mm)
Corte (pulgadas)
Aluminio N
2
/N
2
/CH
4
70 Amperios
Aluminio N
2
/N
2
/CH
4
100 Amperios

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-64
4.4.3.2 Valores de corte para el acero al carbono O
2
/N
2
/O
2
0.059
0.052
0.046
1.499
1.321
1.168
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.060 0.125 0.250
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
1.524 3.175 6.350
0.058
0.044
1.473
1.118
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.048 0.134
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
1.219 3.404
Acero al carbono O
2
/N
2
/O
2
16 Amperios
Grosor del material (mm)
Grosor del material (pulgadas)
Corte (mm)
Corte (pulgadas)
Grosor del material (mm)
Grosor del material (pulgadas)
Corte (mm)
Corte (pulgadas)
Acero al carbono O
2
/N
2
/O
2
35 Amperios

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-65
0.100
0.080
0.070
0.062
2.540
2.032
1.778
1.575
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.135 0.250 0.375 0.500
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
3.429 6.350 9.525 12.700
0.095
0.076
0.064
2.413
1.930
1.626
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.125 0.250 0.375
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
3.175 6.350 9.525
Acero al carbono O
2
/N
2
/O
2
45 Amperios
Grosor del material (mm)
Grosor del material (pulgadas)
Corte (mm)
Corte (pulgadas)
Grosor del material (mm)
Grosor del material (pulgadas)
Corte (mm)
Corte (pulgadas)
Acero al carbono O
2
/N
2
/O
2
70 Amperios

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-66
0.120
0.100
0.092
3.048
2.540
2.337
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.375 0.500 0.750
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
9.525 12.700 19.050
Acero al carbono O
2
/N
2
/O
2
100 Amperios
Grosor del material (mm)
Grosor del material (pulgadas)
Corte (mm)
Corte (pulgadas)

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-67
4.4.3.3 Valores de corte para acero inoxidable O
2
/N
2
/O
2
0.045
0.035
0.035
0.035
0.035
1.143
0.8890.889
0.889
0.889
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
26GA 24GA 22GA 18GA 16GA
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
0.457 0.584 0.726 1.207 1.588
Acero inoxidable O
2
/N
2
/O
2
30 Amperios
Grosor del material (mm)
Grosor del material (pulgadas)
Corte (mm)
Corte (pulgadas)

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-68
4.4.3.4 Valores De corte para acero inoxidable Aire/Aire/CH
4
0.140
0.120
0.100
0.090
3.556
3.048
2.540
2.286
0.050
0.070
0.090
0.110
0.130
0.150
0.170
0.190
0.250 0.375 0.500 0.625
1.270
1.778
2.286
2.794
3.302
3.810
4.318
4.826
6.350 9.525 12.700 15.875
0.115
0.100
0.090
0.080
0.070
2.921
2.540
2.286
2.032
1.778
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.125 0.188 0.250 0.375 0.500
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
3.175 4.775 6.350 9.525 12.700
Acero inoxidable Aire/Aire/CH
4
70 Amperios
Grosor del material (mm)
Grosor del material (pulgadas)
Corte (mm)
Corte (pulgadas)
Grosor del material (mm)
Grosor del material (pulgadas)
Corte (mm)
Corte (pulgadas)
Acero inoxidable Aire/Aire/CH
4
100 Amperios

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-69
4.4.3.5 Valores De corte para acero inoxidable N
2
/N
2
/CH
4
0.150
0.130
0.110
0.100
3.810
3.302
2.794
2.540
0.050
0.070
0.090
0.110
0.130
0.150
0.170
0.190
0.250 0.375 0.500 0.625
1.270
1.778
2.286
2.794
3.302
3.810
4.318
4.826
6.350 9.525 12.700 15.875
0.115
0.105
0.095
0.080
2.921
2.667
2.413
2.032
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.187 0.250 0.375 0.500
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
4.750 6.350 9.525 12.700
Acero inoxidable N
2
/N
2
/CH
4
70 Amperios
Grosor del material (mm)
Grosor del material (pulgadas)
Corte (mm)
Corte (pulgadas)
Grosor del material (mm)
Grosor del material (pulgadas)
Corte (mm)
Corte (pulgadas)
Acero inoxidable N
2
/N
2
/CH
4
100 Amperios

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-70
4.4.3.6 Valores De corte para acero inoxidable N
2
/N
2
0.100
0.090
0.090
0.070
2.540
2.286
2.286
1.778
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.187 0.250 0.375 0.500
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
4.750 6.350 9.525 12.700
0.080
0.070
0.065
0.060
2.032
1.778
1.651
1.524
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.125 0.187 0.250 0.375
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
3.175 4.750 6.350 9.525
Acero inoxidable N
2
/N
2
50 Amperios
Grosor del material (mm)
Grosor del material (pulgadas)
Corte (mm)
Corte (pulgadas)
Grosor del material (mm)
Grosor del material (pulgadas)
Corte (mm)
Corte (pulgadas)
Acero inoxidable N
2
/N
2
70 Amperios

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-71
Con
boquilla 21923SS
0.140
0.120
0.110
0.100
3.556
3.048
2.794
2.540
0.050
0.070
0.090
0.110
0.130
0.150
0.170
0.190
0.250 0.375 0.500 0.625
1.270
1.778
2.286
2.794
3.302
3.810
4.318
4.826
6.350 9.525 12.700 15.875
Acero inoxidable N
2
/N
2
100 Amperios
Grosor del material (mm)
Grosor del material (pulgadas)
Corte (mm)
Corte (pulgadas)
Acero inoxidable N2/N2 60/80A
0.15
0.148
0.128
0.118
0.108
3.86
3.759
3.251
2.997
2.743
0.050
0.070
0.090
0.110
0.130
0.150
0.170
0.190
0.030 0.040 0.059 0.079 0.12
Grosor del material (pulgadas)
Corte (pulgadas)
1.270
1.778
2.286
2.794
3.302
3.810
4.318
4.826
0.762 1.016 1.499 2.007 3.00
Grosor del material (mm)
Corte (mm)

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-72
4.4.3.7 Valores de corte para acero inoxidable Aire/Aire
0.115
0.115
0.110
0.075
2.9212.921
2.794
1.905
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.187 0.250 0.375 0.500
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
4.750 6.350 9.525 12.700
0.095
0.080
0.065
0.060
2.413
2.032
1.651
1.524
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.125 0.187 0.250 0.375
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
3.175 4.750 6.350 9.525
Acero inoxidable Aire/Aire 50 Amperios
Grosor del material (mm)
Grosor del material (pulgadas)
Corte (mm)
Corte (pulgadas)
Grosor del material (mm)
Grosor del material (pulgadas)
Corte (mm)
Corte (pulgadas)
Acero inoxidable Aire/Aire 70 Amperios

SECCIÓN 4 FUNCIONAMIENTO
Sistema PT-24 Precision Plasmarc IEFC-S
4-73
0.115
0.130
0.140
0.160
2.921
3.302
3.556
4.064
0.050
0.070
0.090
0.110
0.130
0.150
0.170
0.190
0.250 0.375 0.500 0.625
1.270
1.778
2.286
2.794
3.302
3.810
4.318
4.826
6.350 9.525 12.700 15.875
Grosor del material (mm)
Grosor del material (pulgadas)
Corte (mm)
Corte (pulgadas)
Acero inoxidable Aire/Aire 100 Amperios

SECCIÓN 4 FUNCIONAMIENTO
Precision Plasma with IEFC-S -
4-74
Marcaje de plasma
Con Precision Plasma y IEFC-S
Material:
Acero al carbono e inoxidable
Amperios:
10
Gas de plasma (4 solenoides):
Argón, Ar @ 83,2 PSI / 5,6 Bares
Gas de plasma (5 solenoides):
Argón, Ar @ 85 PSI / 5,9 Bares
Gas de protección:
Aire @ 150 PSI / 10,4 Bares
Cuerpo del soplete
N/P 21758
Deflector de agua
N/P 21725
Junta tórica
N/P 638797
Junta tórica
N/P 86W62
Junta tórica
N/P 950714
Junta tórica
N/P 98W18
Electrodo
N/P 21539
! Deflector de giro
N/P 21536 (3 holes)
! Boquilla
N/P 21541, "B"
Fijación/difusor de la boquilla
N/P 22007
Aislante de la cazoleta de
protección
N/P 22010
Fijac protec. aislante con
junta tórica N/P 21712
Junta tórica – Fij. protección
(Ref. N/P 996528)
Protec. caz. con fijación
N/P 22531
PT-24
RECISION
LASMARC

SECCIÓN 4 FUNCIONAMIENTO
Precision Plasma with IEFC-S -
4-75
Marcaje de plasma
Datos de proceso
10 Amperios
Precision Plasma IEFC-S
Acero al carbono e
inoxidable
Gas de
plasma
Gas de
protección 1
Ar Aire
Grosor del material
TODOS los grosores
Temporizadores
Retardo perfor. (seg.) 0
Parámetros de configuración
Conj. 4
solenoides
Conj. 5
solenoides
Gas de inicio de plasma 1- psi
83.2/5.6 bar 85/5,87 bar
Gas de corte de plasma 1- psi
83.2/5.6 bar 85/5,87 bar
SG1-Inicio -
psi
132/9.0 bar 132/9,1 bar
Gas de protección
SG1-Corte -
psi
132/9.0 bar 132/9,1 bar
Voltaje de arco (separación)
77
Altura inicial .040" / 1 mm
Altura de perforación .040" / 1 mm
Altura de corte .040" / 1 mm
Velocidad de trabajo
IPM
200
MM/MIN
5080
Notas:
• Arco piloto –Bajo.
• El colector del IEFC-S no incluye una válvula proporcional para el gas de
marcaje de argón. Este gas se regula desde el exterior.

SECCIÓN 4 FUNCIONAMIENTO
Precision Plasma with IEFC-S -
4-76
Marcaje de plasma
Con Precision Plasma y IEFC-S
Material:
Acero al carbono e inoxidable
Amperios:
15
Gas de plasma (4 solenoides):
Argón, Ar @ 83,2 PSI / 5,6 Bares
Gas de plasma (5 solenoides):
Argón, Ar @ 85 PSI / 5,9 Bares
Gas de protección:
Aire @ 150 PSI / 10,4 Bares
Cuerpo del soplete
N/P 21758
Deflector de agua
N/P 21725
Junta tórica
N/P 638797
Junta tórica
N/P 86W62
Junta tórica
N/P 950714
Junta tórica
N/P 98W18
Electrodo
N/P 21539
Deflector de giro
N/P 21536 (3 holes)
Boquilla
N/P 21541, "B"
Fijación/difusor de la
boquilla N/P 22007
Aislante de la cazoleta de
protección N/P 22010
Fijac protec. aislante con
j
unta tórica N/P 21712
Junta tórica – Fij. protección
(Ref. N/P 996528)
Protec. caz. con fijación
N/P 22531
PT-24
RECISION
LASMARC

SECCIÓN 4 FUNCIONAMIENTO
Precision Plasma with IEFC-S -
4-77
Marcaje de plasma
Datos de proceso
15 Amperios
Precision Plasma IEFC-S
Acero al carbono e
inoxidable
Gas de
plasma
Gas de
protección 1
Ar Aire
Grosor del material
TODOS los grosores
Temporizadores
Retardo perfor. (seg.) 0
Parámetros de configuración
Conj. 4
solenoides
Conj. 5
solenoides
Gas de inicio de plasma 1- psi
83.2/5.6 bar 85/5,87 bar
Gas de corte de plasma 1- psi
83.2/5.6 bar 85/5,87 bar
SG1-Inicio -psi
132/9.0 bar 132/9,1 bar
Gas de protección
SG1-Corte -psi
132/9.0 bar 132/9,1 bar
Voltaje de arco (separación)
77
Altura inicial .040" / 1 mm
Altura de perforación .040" / 1 mm
Altura de corte .040" / 1 mm
Velocidad de trabajo
IPM
300
MM/MIN
7620
Notas:
• Arco piloto –Bajo.
• El colector del IEFC-S no incluye una válvula proporcional para el gas
de marcaje de argón. Este gas se regula desde el exterior.

SECCIÓN 4 FUNCIONAMIENTO
Precision Plasma with IEFC-S -
4-78
Marcaje de plasma
Con Precision Plasma y IEFC-S
Material:
Acero al carbono e inoxidable
Amperios:
10
Gas de plasma (4 solenoides):
Argón, Ar @ 83,2 PSI / 5,6 Bares
Gas de plasma (5 solenoides):
Argón, Ar @ 85 PSI / 5,9 Bares
RECISION
LASMARC
Gas de protección:
Aire @ 150 PSI / 10,4 Bares
Cuerpo del soplete
N/P 21758
Deflector de agua
N/P 21725
Junta tórica
N/P 638797
Junta tórica
N/P 86W62
Junta tórica
N/P 950714
Junta tórica
N/P 98W18
Electrodo
N/P 21539
Deflector de giro
N/P 21692 (4 holes)
Boquilla
N/P 21542, "C"
Fijación/difusor de la
boquilla N/P 22007
Aislante de la cazoleta de
protección N/P 22010
Fijac protec. aislante con
j
unta tórica N/P 21712
Junta tórica – Fij. protección
(Ref. N/P 996528)
Protec. caz. con fijación
N/P 22531
PT-24

SECCIÓN 4 FUNCIONAMIENTO
Precision Plasma with IEFC-S -
4-79
Marcaje de plasma
Datos de proceso
10 Amperios
Precision Plasma IEFC-S
Acero al carbono e
inoxidable
Gas de
plasma
Gas de
protección 1
Ar Aire
Grosor del material
TODOS los grosores
Temporizadores
Retardo perfor. (seg.) 0
Parámetros de configuración
Conj. 4
solenoides
Conj. 5
solenoides
Gas de inicio de plasma 1- psi
83.2/5.6 bar 85/5,87 bar
Gas de corte de plasma 1- psi
83.2/5.6 bar 85/5,87 bar
SG1-Inicio -psi
132/9.0 bar 132/9,1 bar
Gas de protección
SG1-Corte -psi 132/9.0 bar 132/9,1 bar
Voltaje de arco separación)
77
Altura inicial
.040" / 1 mm
Altura de perforación
.040" / 1 mm
Altura de corte
.040" / 1 mm
Velocidad de trabajo
IPM
100
MM/MIN
2540
Notas:
• Arco piloto –Bajo.
• El colector del IEFC-S no incluye una válvula proporcional para el gas
de marcaje de argón. Este gas se regula desde el exterior.

SECCIÓN 4 FUNCIONAMIENTO
Precision Plasma with IEFC-S -
4-80
Marcaje de plasma
Con Precision Plasma y IEFC-S
Material:
Acero al carbono e inoxidable
Amperios:
15
Gas de plasma (4 solenoides):
Argón, Ar @ 83,2 PSI / 5,6 Bares
Gas de plasma (5 solenoides):
Argón, Ar @ 85 PSI / 5,9 Bares
RECISION
LASMARC
Gas de protección:
Aire @ 150 PSI / 10,4 Bares
Cuerpo del soplete
N/P 21758
Deflector de agua
N/P 21725
Junta tórica
N/P 638797
Junta tórica
N/P 86W62
Junta tórica
N/P 950714
Junta tórica
N/P 98W18
Electrodo
N/P 21539
Deflector de giro
N/P 21692 (4 holes)
Boquilla
N/P 21542, "C"
Fijación/difusor de la boquilla
N/P 22007
Aislante de la cazoleta de
protección N/P 22010
Fijac protec. aislante con
junta tórica N/P 21712
Junta tórica – Fij. protección
(Ref. N/P 996528)
Protec. caz. con fijación
N/P 22531
PT-24

SECCIÓN 4 FUNCIONAMIENTO
Precision Plasma with IEFC-S -
4-81
Marcaje de plasma
Datos de proceso
15 Amperios
Precision Plasma IEFC-S
Acero al carbono e
inoxidable
Gas de
plasma
Gas de
protección 1
Ar Aire
Grosor del material
TODOS los grosores
Temporizadores
Retardo perfor. (seg.) 0
Parámetros de configuración
Conj. 4
solenoides
Conj. 5
solenoides
Gas de inicio de plasma 1- psi
83.2/5.6 bar 85/5,87 bar
Gas de corte de plasma 1- psi
83.2/5.6 bar 85/5,87 bar
SG1-Inicio -psi
132/9.0 bar 132/9,1 bar
Gas de protección
SG1-Corte -psi 132/9.0 bar 132/9,1 bar
Voltaje de arco separación)
77
Altura inicial
0.100" / 2.54 mm
Altura de perforación
0.100" / 2.54 mm
Altura de corte
0.100" / 2.54 mm
Velocidad de trabajo
IPM
200
MM/MIN
5080
Notas:
• Arco piloto –Bajo.
• El colector del IEFC-S no incluye una válvula proporcional para el gas
de marcaje de argón. Este gas se regula desde el exterior.

SECCIÓN 4 FUNCIONAMIENTO
Precision Plasma with IEFC-S -
4-82
Marcaje de plasma
Con Precision Plasma y IEFC-S
Material:
Acero al carbono e inoxidable
Amperios:
15
Gas de plasma (4 solenoides):
Argón, Ar @ 83,2 PSI / 5,6 Bares
Gas de plasma (5 solenoides):
Argón, Ar @ 85 PSI / 5,9 Bares
Gas de protección:
Aire @ 150 PSI / 10,4 Bares
Cuerpo del soplete
N/P 21758
Deflector de agua
N/P 21725
Junta tórica
N/P 638797
Junta tórica
N/P 86W62
Junta tórica
N/P 950714
Junta tórica
N/P 98W18
Electrodo
N/P 21539
Deflector de giro
N/P 21692 (4 holes)
Boquilla
N/P 21542, "C"
Fijación/difusor de la boquilla
N/P 22007
Aislante de la cazoleta de
protección N/P 22010
Fijac protec. aislante con
junta tórica N/P 21712
Junta tórica – Fij. protección
(Ref. N/P 996528)
Protec. caz. con fijación
N/P 22531
PT-24
RECISION
LASMARC

SECCIÓN 4 FUNCIONAMIENTO
Precision Plasma with IEFC-S -
4-83
Marcaje de plasma
Datos de proceso
15 Amperios
Precision Plasma IEFC-S
Acero al carbono e
inoxidable
Gas de
plasma
Gas de
protección 1
Ar Aire
Grosor del material
TODOS los grosores
Temporizadores
Retardo perfor. (seg.) 0
Parámetros de configuración
Conj. 4
solenoides
Conj. 5
solenoides
Gas de inicio de plasma 1- psi
83.2/5.6 bar 85/5,87 bar
Gas de corte de plasma 1- psi
83.2/5.6 bar 85/5,87 bar
SG1-Inicio -psi
132/9.0 bar 132/9,1 bar
Gas de protección
SG1-Corte -psi 132/9.0 bar 132/9,1 bar
Voltaje de arco (separación)
77
Altura inicial 0.100" / 2.54 mm
Altura de perforación 0.100" / 2.54 mm
Altura de corte 0.100" / 2.54 mm
Velocidad de trabajo
IPM
300
MM/MIN
7620
Notas:
• Arco piloto –Bajo.
• El colector del IEFC-S no incluye una válvula proporcional para el gas
de marcaje de argón. Este gas se regula desde el exterior.

SECCIÓN 4 FUNCIONAMIENTO
Precision Plasma with IEFC-S -
4-84
Marcaje de plasma
Con Precision Plasma y IEFC-S
Material:
Acero al carbono e inoxidable
Amperios:
10
Gas de plasma (4 solenoides):
Argón, Ar @ 83,2 PSI / 5,6 Bares
Gas de plasma (5 solenoides):
Argón, Ar @ 85 PSI / 5,9 Bares
RECISION
LASMARC
Gas de protección:
Aire @ 150 PSI / 10,4 Bares
Cuerpo del soplete
N/P 21758
Deflector de agua
N/P 21725
Junta tórica
N/P 638797
Junta tórica
N/P 86W62
Junta tórica
N/P 950714
Junta tórica
N/P 98W18
Electrodo
N/P 21539
Deflector de giro
N/P 21692 (4 holes)
Boquilla
N/P 21543, "D"
Fijación/difusor de la boquilla
N/P 22007
Aislante de la cazoleta de
protección N/P 22010
Fijac protec. aislante con
junta tórica N/P 21712
Junta tórica – Fij. protección
(Ref. N/P 996528)
Protec. caz. con fijación
N/P 22531
PT-24

SECCIÓN 4 FUNCIONAMIENTO
Precision Plasma with IEFC-S -
4-85
Marcaje de plasma
Datos de proceso
10 Amperios
Precision Plasma IEFC-S
Acero al carbono e
inoxidable
Gas de
plasma
Gas de
protección 1
Ar Aire
Grosor del material
TODOS los grosores
Temporizadores
Retardo perfor. (seg.) 0
Parámetros de configuración
Conj. 4
solenoides
Conj. 5
solenoides
Gas de inicio de plasma 1- psi
83.2/5.6 bar 85/5,87 bar
Gas de corte de plasma 1- psi
83.2/5.6 bar 85/5,87 bar
SG1-Inicio -psi
132/9.0 bar 132/9,1 bar
Gas de protección
SG1-Corte -psi 132/9.0 bar 132/9,1 bar
Voltaje de arco (separación)
77
Altura inicial 0.100" / 2.54 mm
Altura de perforación 0.100" / 2.54 mm
Altura de corte 0.100" / 2.54 mm
Velocidad de trabajo
IPM
100
MM/MIN
2540
Notas:
• Arco piloto –Bajo.
• El colector del IEFC-S no incluye una válvula proporcional para el gas
de marcaje de argón. Este gas se regula desde el exterior.

SECCIÓN 4 FUNCIONAMIENTO
Precision Plasma with IEFC-S -
4-86
Marcaje de plasma
Con Precision Plasma y IEFC-S
Material:
Acero al carbono e inoxidable
Amperios:
20
Gas de plasma (4 solenoides):
Argón, Ar @ 83,2 PSI / 5,6 Bares
Gas de plasma (5 solenoides):
Argón, Ar @ 85 PSI / 5,9 Bares
RECISION
LASMARC
Gas de protección:
Aire @ 150 PSI / 10,4 Bares
Cuerpo del soplete
N/P 21758
Deflector de agua
N/P 21725
Junta tórica
N/P 638797
Junta tórica
N/P 86W62
Junta tórica
N/P 950714
Junta tórica
N/P 98W18
Electrodo
N/P 21539
Deflector de giro
N/P 21692 (4 holes)
Boquilla
N/P 21543, "D"
Fijación/difusor de la boquilla
N/P 22007
Aislante de la cazoleta de
protección N/P 22010
Fijac protec. aislante con
junta tórica N/P 21712
Junta tórica – Fij. protección
(Ref. N/P 996528)
Protec. caz. con fijación
N/P 22531
PT-24

SECCIÓN 4 FUNCIONAMIENTO
Precision Plasma with IEFC-S -
4-87
Marcaje de plasma
Datos de proceso
20 Amperios
Precision Plasma IEFC-S
Acero al carbono e
inoxidable
Gas de
plasma
Gas de
protección 1
Ar Aire
Grosor del material
TODOS los grosores
Temporizadores
Retardo perfor. (seg.) 0
Parámetros de configuración
Conj. 4
solenoides
Conj. 5
solenoides
Gas de inicio de plasma 1- psi
83.2/5.6 bar 85/5,87 bar
Gas de corte de plasma 1- psi
83.2/5.6 bar 85/5,87 bar
SG1-Inicio -psi
132/9.0 bar 132/9,1 bar
Gas de protección
SG1-Corte -psi 132/9.0 bar 132/9,1 bar
Voltaje de arco (separación)
77
Altura inicial 0.100" / 2.54 mm
Altura de perforación 0.100" / 2.54 mm
Altura de corte 0.100" / 2.54 mm
Velocidad de trabajo
IPM
200
MM/MIN
5080
Notas:
• Arco piloto –Bajo.
• El colector del IEFC-S no incluye una válvula proporcional para el gas
de marcaje de argón. Este gas se regula desde el exterior.

SECCIÓN 4 FUNCIONAMIENTO
Precision Plasma with IEFC-S -
4-88
Marcaje de plasma
Con Precision Plasma y IEFC-S
Material:
Acero al carbono e inoxidable
Amperios:
30
Gas de plasma (4 solenoides):
Argón, Ar @ 83,2 PSI / 5,6 Bares
Gas de plasma (5 solenoides):
Argón, Ar @ 85 PSI / 5,9 Bares
RECISION
LASMARC
Gas de protección:
Aire @ 150 PSI / 10,4 Bares
Cuerpo del soplete
N/P 21758
Deflector de agua
N/P 21725
Junta tórica
N/P 638797
Junta tórica
N/P 86W62
Junta tórica
N/P 950714
Junta tórica
N/P 98W18
Electrodo
N/P 21539
Deflector de giro
N/P 21692 (4 holes)
Boquilla
N/P 21543, "D"
Fijación/difusor de la boquilla
N/P 22007
Aislante de la cazoleta de
protección N/P 22010
Fijac protec. aislante con
junta tórica N/P 21712
Junta tórica – Fij. protección
(Ref. N/P 996528)
Protec. caz. con fijación
N/P 22531
PT-24

SECCIÓN 4 FUNCIONAMIENTO
Precision Plasma with IEFC-S -
4-89
Marcaje de plasma
Datos de proceso
30 Amperios
Precision Plasma IEFC-S
Acero al carbono e
inoxidable
Gas de
plasma
Gas de
protección 1
Ar Aire
Grosor del material
TODOS los grosores
Temporizadores
Retardo perfor. (seg.) 0
Parámetros de configuración
Conj. 4
solenoides
Conj. 5
solenoides
Gas de inicio de plasma 1- psi
83.2/5.6 bar 85/5,87 bar
Gas de corte de plasma 1- psi
83.2/5.6 bar 85/5,87 bar
SG1-Inicio -psi
132/9.0 bar 132/9,1 bar
Gas de protección
SG1-Corte -psi 132/9.0 bar 132/9,1 bar
Voltaje de arco (separación)
77
Altura inicial 0.100" / 2.54 mm
Altura de perforación 0.100" / 2.54 mm
Altura de corte 0.100" / 2.54 mm
Velocidad de trabajo
IPM
500
MM/MIN
12700
Notas:
• Arco piloto –Bajo.
• El colector del IEFC-S no incluye una válvula proporcional para el gas
de marcaje de argón. Este gas se regula desde el exterior.

SECCIÓN 4 FUNCIONAMIENTO
Precision Plasma with IEFC-S -
4-90
Marcaje de plasma
Con Precision Plasma y IEFC-S
Material:
Acero al carbono e inoxidable
Amperios:
10
Gas de plasma (4 solenoides):
Argón, Ar @ 83,2 PSI / 5,6 Bares
Gas de plasma (5 solenoides):
Argón, Ar @ 85 PSI / 5,9 Bares
Gas de protección:
Aire @ 150 PSI / 10
,
4 Bares
Cuerpo del soplete
N/P 21758
Deflector de agua
N/P 21725
Junta tórica
N/P 638797
Junta tórica
N/P 86W62
Junta tórica
N/P 950714
Junta tórica
N/P 98W18
Electrodo
N/P 21539
Deflector de giro
N/P 21692 (4 holes)
Boquilla
N/P 21923, "E"
Fijación/difusor de la boquilla
N/P 22007
Aislante de la cazoleta de
protección N/P 22010
Fijac protec. aislante con
junta tórica N/P 21712
Junta tórica – Fij. protección
(Ref. N/P 996528)
Protec. caz. con fijación
N/P 22531
PT-24
RECISION
LASMARC

SECCIÓN 4 FUNCIONAMIENTO
Precision Plasma with IEFC-S -
4-91
Marcaje de plasma
Datos de proceso
10 Amperios
Precision Plasma IEFC-S
Acero al carbono e
inoxidable
Gas de
plasma
Gas de
protección 1
Ar Aire
Grosor del material
TODOS los grosores
Temporizadores
Retardo perfor. (seg.) 0
Parámetros de configuración
Conj. 4
solenoides
Conj. 5
solenoides
Gas de inicio de plasma 1- psi
83.2/5.6 bar 85/5,87 bar
Gas de corte de plasma 1- psi
83.2/5.6 bar 85/5,87 bar
SG1-Inicio -psi
132/9.0 bar 132/9,1 bar
Gas de protección
SG1-Corte -psi 132/9.0 bar 132/9,1 bar
Voltaje de arco (separación)
77
Altura inicial 0.100" / 2.54 mm
Altura de perforación 0.100" / 2.54 mm
Altura de corte 0.100" / 2.54 mm
Velocidad de trabajo
IPM
100
MM/MIN
2540
Notas:
• Arco piloto –Bajo.
• El colector del IEFC-S no incluye una válvula proporcional para el gas
de marcaje de argón. Este gas se regula desde el exterior.

SECCIÓN 4 FUNCIONAMIENTO
Precision Plasma with IEFC-S -
4-92
Marcaje de plasma
Con Precision Plasma y IEFC-S
Material:
Acero al carbono e inoxidable
Amperios:
30
Gas de plasma (4 solenoides):
Argón, Ar @ 83,2 PSI / 5,6 Bares
Gas de plasma (5 solenoides):
Argón, Ar @ 85 PSI / 5,9 Bares
RECISION
LASMARC
Gas de protección:
Aire @ 150 PSI / 10,4 Bares
Cuerpo del soplete
N/P 21758
Deflector de agua
N/P 21725
Junta tórica
N/P 638797
Junta tórica
N/P 86W62
Junta tórica
N/P 950714
Junta tórica
N/P 98W18
Electrodo
N/P 21539
Deflector de giro
N/P 21692 (4 holes)
Boquilla
N/P 21923, "E"
Fijación/difusor de la boquilla
N/P 22007
Aislante de la cazoleta de
protección N/P 22010
Fijac protec. aislante con
junta tórica N/P 21712
Junta tórica – Fij. protección
(Ref. N/P 996528)
Protec. caz. con fijación
N/P 22531
PT-24

SECCIÓN 4 FUNCIONAMIENTO
Precision Plasma with IEFC-S -
4-93
Marcaje de plasma
Datos de proceso
30 Amperios
Precision Plasma IEFC-S
Acero al carbono e
inoxidable
Gas de
plasma
Gas de
protección 1
Ar Aire
Grosor del material
TODOS los grosores
Temporizadores
Retardo perfor. (seg.) 0
Parámetros de configuración
Conj. 4
solenoides
Conj. 5
solenoides
Gas de inicio de plasma 1- psi
83.2/5.6 bar 85/5,87 bar
Gas de corte de plasma 1- psi
83.2/5.6 bar 85/5,87 bar
SG1-Inicio -psi
83.2/5.6 bar 85/5,87 bar
Gas de protección
SG1-Corte -psi 83.2/5.6 bar 85/5,87 bar
Voltaje de arco (separación)
77
Altura inicial 0.100" / 2.54 mm
Altura de perforación 0.100" / 2.54 mm
Altura de corte 0.100" / 2.54 mm
Velocidad de trabajo
IPM
300
MM/MIN
7620
Notas:
• Arco piloto –Bajo.
• El colector del IEFC-S no incluye una válvula proporcional para el gas
de marcaje de argón. Este gas se regula desde el exterior.

SECCIÓN 4 FUNCIONAMIENTO
Precision Plasma with IEFC-S -
4-94
Marcaje de plasma
Con Precision Plasma y IEFC-S
Material:
Acero al carbono e inoxidable
Amperios:
30
Gas de plasma (4 solenoides):
Argón, Ar @ 83,2 PSI / 5,6 Bares
Gas de plasma (5 solenoides):
Argón, Ar @ 85 PSI / 5,9 Bares
RECISION
LASMARC
Gas de protección:
Aire @ 150 PSI / 10,4 Bares
Cuerpo del soplete
N/P 21758
Deflector de agua
N/P 21725
Junta tórica
N/P 638797
Junta tórica
N/P 86W62
Junta tórica
N/P 950714
Junta tórica
N/P 98W18
Electrodo
N/P 21539
Deflector de giro
N/P 21692 (4 holes)
Boquilla
N/P 21923, "E"
Fijación/difusor de la boquilla
N/P 22007
Aislante de la cazoleta de
protección N/P 22010
Fijac protec. aislante con
junta tórica N/P 21712
Junta tórica – Fij. protección
(Ref. N/P 996528)
Protec. caz. con fijación
N/P 22531
PT-24

SECCIÓN 4 FUNCIONAMIENTO
Precision Plasma with IEFC-S -
4-95
Marcaje de plasma
Datos de proceso
30 Amperios
Precision Plasma IEFC-S
Acero al carbono e
inoxidable
Gas de
plasma
Gas de
protección 1
Ar Aire
Grosor del material
TODOS los grosores
Temporizadores
Retardo perfor. (seg.) 0
Parámetros de configuración
Conj. 4
solenoides
Conj. 5
solenoides
Gas de inicio de plasma 1- psi
83.2/5.6 bar 85/5,87 bar
Gas de corte de plasma 1- psi
83.2/5.6 bar 85/5,87 bar
SG1-Inicio -psi
132/9.0 bar 132/9,1 bar
Gas de protección
SG1-Corte -psi 132/9.0 bar 132/9,1 bar
Voltaje de arco (separación)
77
Altura inicial 0.100" / 2.54 mm
Altura de perforación 0.100" / 2.54 mm
Altura de corte 0.100" / 2.54 mm
Velocidad de trabajo
IPM
500
MM/MIN
12700
Notas:
• Arco piloto –Bajo.
• El colector del IEFC-S no incluye una válvula proporcional para el gas
de marcaje de argón. Este gas se regula desde el exterior.
Esta página se ha dejado en blanco intencionadamente.

SECCIÓN 4 FUNCIONAMIENTO
Precision Plasma with IEFC-S -
4-96

SECCIÓN 5 Mantenimiento
Sistema PT-24 Precision Plasmarc IEFC-S 5-1
5.1 General
Si este equipo no funciona adecuadamente, detenga
el trabajo inmediatamente y averigüe la causa. Los
trabajos de mantenimiento deben ser realizados por
personal cualificado. NO deja que alguien no
preparado inspeccione, limpie o repare el equipo.
Utilice solamente piezas de recambio
recomendadas.
ADVERTENCIA
!
¡La descarga eléctrica puede resultar mortal!
Antes de intentar cualquier inspección o
reparación en el interior de cualquiera de los
componentes del sistema Precision Plasmarc,
abra el interruptor de desconexión de pared o el
disyuntor de pared.
5.2 Inspección y limpieza
Se recomienda realizar inspecciones y limpiezas
frecuentes del sistema Plasmarc® para un
funcionamiento adecuado y seguro. Considere los
puntos siguientes durante la inspección y la limpieza.
• Compruebe el cable de trabajo a la conexión de la
pieza de trabajo.
• Compruebe la conexión a masa de la pieza de
trabajo y del chasis de la fuente de alimentación.
• Compruebe la pantalla térmica del soplete.
Sustitúyala si está dañada.
• Compruebe diariamente el nivel de desgaste el
electrodo del soplete y la boquilla de corte.
• Asegúrese de que los cables y mangueras no
están dañados ni enroscados.
• Asegúrese de que todos los tapones, empalmes y
conexiones a masa están bien apretados.
• Compruebe periódicamente el filtro de malla de la
bomba de refrigerante, situado en el interior de la
fuente de alimentación.
Ubicación del filtro
de la bomba

SECCIÓN 5 Mantenimiento
Sistema PT-24 Precision Plasmarc IEFC-S 5-2
ADVERTENCIA
!
Riesgo de restos en suspensión.
Los restos en suspensión pueden dañar
gravemente los ojos
Lleve puesta una protección ocular siempre que
limpie con aire comprimido.
PRECAUCIÓN
Evite potenciales daños en el equipo
El agua y/o el aceite puede acumularse en las
líneas de aire comprimido. Asegúrese de dirigir
el primer chorro de aire lejos del equipo para
evitar dañar la caja de uniones o la caja de
control de flujo.
• Con todas las entradas de alimentación
desconectadas y con las protecciones para los
ojos y el rostro adecuadas, sople con aire
comprimido a baja presión, limpio y seco, el
interior de la fuente de alimentación, el control de
flujo y la caja de uniones.
• Ocasionalmente, purgue toda el agua del filtro
situado bajo el filtro de aire-regulador.
5.3 Descripción del soplete PT-24
• Montaje. El soplete puede montarse en el
manguito de 51 mm (2") o en la superficie de 46
mm (1,812") que se muestra. Esta superficie
aislada y su apoyo encajan en la rosca de fijación
de la boquilla del cuerpo del soplete. Se
mantienen en una posición concéntrica respecto
a la boquilla de corte, con una lectura total en el
indicador de 0,25 mm (0,010") o un diámetro
interior de la boquilla de 0,13 mm (0,005") de
cualquier punto del diámetro de 46 mm. Durante
el montaje, no tape el orificio pequeño de
ventilación situado en el lateral del manguito. Este
orificio que el refrigerante se acumule en el interior
del manguito cuando se produce una fuga.
Collarín de 46
mm de diámetro
Manguito de 51
mm de diámetro
Orificio de
ventilación

SECCIÓN 5 Mantenimiento
Sistema PT-24 Precision Plasmarc IEFC-S 5-3
Esquema de líquidos en la consola de
gas IEFC-S
• Gas de plasma y gas de corte. Estos gases
entran en el soplete a través de las conexiones
que albergan las válvulas de parada dentro del
cuerpo del soplete. Estas válvulas actúan en
combinación con los solenoides para controlar el
movimiento de avance y retroceso de los gases de
inicio y de corte.
AIRE 1
N2 1
02 1
ENT. H-35
ORIFICIO
PURGA N2
VENT
PS
ENT. OXÍGENO
ENT. NITRÓG.
ENT. AIRE
N2 2
VENT
PS
VENT
PS
N2 3
PS
VENT
ENT. METANO
H-35
METANO
O2 2
AIRE 2
Ent. ARGÓN
ARGÓN
TAPÓN DESMONT.
(INSTALADO)
PS4
PS2
PS3
PS1
VÁLVULA PROP. 4
VÁLVULA PROP. 2VÁLVULA PROP. 3
VÁLVULA PROP. 1
PS
PS5
SAL GAS PROTEC. 1
SAL. GAS PLASMA 2
SAL GAS PROTEC 2
SAL GAS PLASMA 1
SAL ARGÓN
Válvula de parada
Válvula proporcional
Interruptor de presión
Válvula de solenoide
de 2 sentidos

SECCIÓN 5 Mantenimiento
Sistema PT-24 Precision Plasmarc IEFC-S 5-4
• Gas de protección El preflujo de protección, la
protección de corte y el postflujo entran en el
soplete a través de una conexión.
Estos gases pasan a través de :
el cuerpo del soplete,
el difusor de gas de protección,
salen por el orificio situado en la tapa de
protección que rodea el surtidor de plasma.
• Líneas de alimentación y arco piloto. La entrada
de refrigerante al soplete se realiza por el cable de
alimentación (-). La salida de refrigerante del
soplete se realiza por la línea del arco piloto (+).
Ent. refrig. Via cable
alimentacion
Tubo de paso
Cuerpo del
electrodo
Cuerpo del
arco piloto
Delfector de
giro
Electrodo
Boquilla
Fijacion de
la boquilla
Delfector
de agua
Sal refrig. via
cable arco piloto
Refrigeración por agua.
1. La entrada de refrigerante al soplete se realiza por
el cable de alimentación (-).
2. circula a través del cuerpo del soplete y el
electrodo,
3. cruza hasta llegar a la sección de la boquilla (+) del
cuerpo del soplete a través de tubos de paso no
conductores,
4. vuelve a través del cuerpo y circula entre la fijación
de la boquilla y la propia boquilla,
5. volviendo por el cuerpo del soplete hasta la caja de
uniones a través del cable del arco piloto.

SECCIÓN 5 Mantenimiento
Sistema PT-24 Precision Plasmarc IEFC-S 5-5
5.4 Mantenimiento del soplete
ADVERTENCIA
!
La descarga eléctrica puede resultar mortal
Antes de llevar a cabo el mantenimiento del
soplete:
• Gire el interruptor de alimentación de la
consola a la posición OFF.
• Desconecte la entrada de alimentación
principal.
Juntas tóricas del cuerpo del soplete
• Cada día, antes de iniciar el funcionamiento del
soplete, compruebe el estado de sus juntas
tóricas. Sustitúyalas si están dañadas o
desgastadas.
• Aplique una fina capa de grasa de silicona a las
juntas tóricas antes de ensamblarlas en el soplete.
No utilice Krytox.
• La junta tórica, N/P 638797, del interior del cuerpo
del soplete y que sella la boquilla, es
especialmente sensible.
Debido a su ubicación, no resulta sencillo
detectar cualquier daño o desgaste.
Recomendamos sustituir esta junta tórica
diariamente.
Tenga cuidado de no rayar ni dañar la superficie
del soplete.
Una pinza de dientes de madera es una
herramienta adecuada para quitar las juntas
tóricas.
La junta tórica puede quitarse sin retirar el
deflector de agua N/P 21725; no obstante, si se
retira el deflector, utilice siempre una llave de 5 mm
(3/16") o un extractor de tuercas.
Junta tórica
N/P 950714
Junta tórica
N/P 86W62
Junta tórica
N/P 638797

SECCIÓN 5 Mantenimiento
Sistema PT-24 Precision Plasmarc IEFC-S 5-6
Abertura del manguito del soplete
• Las fugas de agua, humedad o refrigerante que
gotea por la abertura del manguito indican que hay
daños en la línea de servicio.
• Si se deben reparar las líneas de servicio, utilice
siempre dos llaves para evitar girar los tubos
metálicos.
Manguito del soplete
• El manguito N/P 22568 de soplete está enroscado
en el cuerpo del soplete.
• Si el manguito está demasiado apretado para
poder desmontarlo con la mano, utilice una llave
inglesa grande en las caras planas del cuerpo o
apriete ligeramente dichas caras en un torno. Con
el cuerpo fijado, utilice las dos manos para poder
soltar el manguito. Si no lo consigue, utilice una
llave de brida.
Antes de volver a colocar el manguito, compruebe
siempre la línea de servicio por si presenta fugas.
Orificio de
ventilación
Manguito
N/P 22568

SECCIÓN 5 Mantenimiento
Sistema PT-24 Precision Plasmarc IEFC-S 5-7
PRECAUCIÓN
PRECAUCIÓN
Si las piezas de la válvula de parada del
soplete están dañadas o son incorrectas, el
rendimiento de corte se verá afectado.
• Procure no dañar el asiento , la bola y el muelle
de la válvula de parada cuando la manipule.
• No sustituya por cualquier otro muelle o bola.
Si se pierden, se caen o sufren algún daño,
deben reponerse con piezas de recambio de
fábrica.
• El uso de piezas de válvulas de parada de
soplete dañadas o no autorizadas afectará a las
presiones ajustadas y provocará una puesta en
marcha defectuosa y perforaciones.
Los empalmes mal asentados provocarán
fugas y un bajo rendimiento.
• Mantenga las roscas y las superfices del
asiento limpiar cuando vaya a volver a montar
las válvulas de parada.
• Si el polvo u otros materiales extraños
contaminan las válvulas de parada,
desmóntelas, límpielas o sustitúyalas.
Cuerpo de la válvula de
parada N/P 21739
Bola N/P 21740
Muelle N/P 21741

SECCIÓN 5 Mantenimiento
Sistema PT-24 Precision Plasmarc IEFC-S 5-8
5.5 Desmontaje e inspección de consumibles para el soplete PT-24
ADVERTENCIA
!
¡Un soplete caliente quemará!
• Deje que el soplete se enfríe antes de
realizar cualquier acción sobre él.
• El soplete se refrigera mediante agua, pero
puede estar caliente inmediatamente
después de su uso.
ADVERTENCIA
!
¡La descarga eléctrica puede resultar mortal!
• Gire el interruptor de alimentación de la consola
a la posición OFF.
• Desconecte la entrada de alimentación
principal.
• Si resulta complicado retirar la fijación/difusor
de la boquilla, puede que la consola esté
activada.
ADVERTENCIA
!
¡El refrigerante presurizado aumenta el
riesgo de descarga y daños en los ojos!
• ¡El agua de refrigeración está bajo presión
cuando la consola está activada!
• Lleve puesto el equipamiento de seguridad
adecuado.
• El agua de refrigeración se presuriza a 115
PSI
• (7,8 bares) cuando la consola se activa.
• El desmontaje del extremo delantero del
soplete mientras la consola está
desactivada puede dar como resultado
salpicaduras de agua de refrigeración. Esto
aumentará el riesgo de descargas
eléctricas. Las salpicaduras de agua de
refrigeración puede causar posibles daños
en los ojos. Si el refrigerante le alcanza en
los ojos, busque ayuda inmediatamente y
consulte la hoja de datos sobre seguridad.

SECCIÓN 5 Mantenimiento
Sistema PT-24 Precision Plasmarc IEFC-S 5-9
NOTA:
Si la consola está activada, la bomba funcionará y la
presión del refrigerante detrás de la fijación evitará que
gire libremente. Compruebe la consola antes de
intentar quitar la tuerca. Tenga en cuenta que una
pequeña cantidad de refrigerante se pierde cada vez
que se quita un consumible. Esto es normal y el
refrigerante tendrá que ser finalmente sustituido.
Compruebe el refrigerante antes de cada operación.
1. Desenrosque la protección de la cazoleta/fijación.
Inspeccione la zona que rodea el orificio por si
hubiera algún daño. Sustituya el extremo del
orificio si presenta muescas o algún daño. Un
orificio desviado no producirá cortes rectos.
2. Desenrosque y retire la protección del aislante
3. El aislante de la cazoleta de protección queda
atrapado entre la cazoleta y la fijación / difusor de
la boquilla. Puede permanecer acoplado a la
fijación de la boquilla a causa del acople tan
cercano entre estos elementos.
Protección
de cazoleta
con fi
j
ación
Fijación de la
protección del
aislante
Aislante de la
cazoleta de
p
rotección
Extremo delantero
del soplete PT-24

SECCIÓN 5 Mantenimiento
Sistema PT-24 Precision Plasmarc IEFC-S 5-10
4. Desenrosque la fijación/difusor de la boquilla.
Inspeccione por si hay daños, especialmente allí
donde la fijación entra en contacto con la boquilla.
La superficie que hay entre la fijación y la boquilla
crea un junta metálica para el refrigerante.
Cualquier daño en esta superficie de sellado
causará una fuga que dará como resultado un
corte deficiente. Sustituya si es necesario, pero no
intente realizar ninguna reparación. Compruebe
los pequeños conductos de gas por si aparecen
obstrucciones. Elimine las obstrucciones con un
chorro de aire.
5. Utilice la herramienta suministrada para quitar la
boquilla. Coloque la ranura alrededor de la guía de
la boquilla y suéltela.
Sin daños en el
área de contacto
Electrodo y boquilla. Herramienta
N/P 21765
Boquilla
Boquilla
Fijación
de la
boquilla

SECCIÓN 5 Mantenimiento
Sistema PT-24 Precision Plasmarc IEFC-S 5-11
.284" HEX
para electro-
do
.189" HEX
para tubo de agua de refrigeración
Ranura para el
desmontaje de la
boquilla
1
2
3
6. Retire el deflector de giro de la boquilla. Si se deja
el deflector en el soplete, se soltará cuando quite
el electrodo. Compruebe los pequeños conductos
de gas del deflector de giro por si hay
obstrucciones y limpie las obstrucciones con un
chorro de aire. Si no se pueden eliminar las
obstrucciones, sustituya el deflector. NO inserte
nada en estos orificios cuando intente limpiarlos.
Si estos orificios se desvían, bajaría la calidad de
los cortes.
1. Electrodo
2. Deflector de giro
3. Boquilla
7.
Utilice la herramienta para electrodos y boquilla
suministrada para desenroscar el electrodo. (N/P
21765).

SECCIÓN 5 Mantenimiento
Sistema PT-24 Precision Plasmarc IEFC-S 5-12
5.6 Remontaje de la punta del soplete PT-24
1. Electrodo
Aplique una fina capa de grasa de silicona en la junta
tórica, lo suficiente para dejar brillante la superficie.
Enrosque el electrodo en su posición y apriételo
firmemente con la herramienta suministrada. NO
APRIETE EN EXCESO.
2. Boquilla y deflector de giro
Coloque el deflector de giro en la boquilla, con el
extremo rasurado del deflector hacia el interior de la
boquilla.
Una vez acoplado convenientemente, la punta esférica
pequeña de la boquilla hará de sello refrigerante
metálico con la fijación de la boquilla. Aplique una
pequeña cantidad de Krytox (componente
antiagarrotamiento) en el diámetro pequeño de la
fijación de la boquilla, tal y como se muestra. Esta
grasa evitará el posible estriamiento/agarrotamiento
entre la boquilla y la fijación. También facilita la
creación de una junta estanca. No ponga Krytox en
la boquilla.
3. Fijación/difusor de la boquilla
Enrosque la fijación de la boquilla en el soplete y
apriete a mano.
Pequeña
cantidad de
Krytox
Fijación de la boquilla
Boquilla
Junta de agua

SECCIÓN 5 Mantenimiento
Sistema PT-24 Precision Plasmarc IEFC-S 5-13
4. Aislante de la cazoleta de protección
Empuje el aislante de la cazoleta de protección contra
la fijación de la boquilla.
Este componente se acopla a presión y puede
permanecer ensamblado cuando se desmonten el
resto de componentes.
5. Fijación de la protección del aislante
Aplique una fina capa de grasa de silicona en la junta
tórica y enrosque la fijación de la protección del
aislante en la cazoleta de protección.
Apriete a mano.
AVISO
No acople primero el aislante al cuerpo del
soplete.
Si enrosca primero el aislante en el cuerpo del
soplete, los gases de protección no fluirán de
forma adecuada. Enrosque primero el aislante en
la cazoleta de protección, a continuación acople
ambas piezas en el cuerpo del soplete.
6. Cazoleta de protección y fijación
Enrosque este conjunto (aislante/cazoleta de
protección y fijación) en el soplete y apriete a mano.
Fijación de la boquilla
A
islante de la
cazoleta de
protección

SECCIÓN 5 Mantenimiento
Sistema PT-24 Precision Plasmarc IEFC-S 5-14
PRECAUCIÓN
Inspección y lubricación de las juntas tóricas
• Inspeccione a menudo las juntas tóricas por si
presentan muescas o desgaste. Las juntas
tóricas desgastadas o dañadas afectarán a la
calidad del encendido y del corte.
• Aplicar una fina capa de grasa de silicona a las
juntas tóricas de la punta del soplete durante el
montaje de servicio facilitará su futuro
desmontaje.
• No utilice Krytox en las juntas tóricas. Krytox
es un lubricante antiagarrotamiento y se
disipará con el tiempo, complicando el
desmontaje.
5.7 Control de flujo
AVISO
Se introduce nitrógeno en el interior
de la caja de control integrado de
flujo.
Se introduce una pequeña cantidad de nitrógeno
de forma interna para proporcionar refrigeración,
seguridad y una ligera presión positiva.
Para evitar la acumulación continua de presión,
la cámara de control de flujo se ventila de forma
externa.
Vent. de la
cámara

SECCIÓN 5 Mantenimiento
Sistema PT-24 Precision Plasmarc IEFC-S 5-15
PRECAUCIÓN
!
PRECAUCIÓN
!
No retire los tapones de expansión
del control integrado de flujo
Los tapones de expansión son un dispositivo de
seguridad necesario. En el caso improbable de
que se produjese una rápida expansión de los
gases del interior del control de flujo, estos
orificios proporcionarían una zona de ventilación
perfecta.
Si quita estos tapones, podría entrar polvo y
suciedad en el control de flujo.
No utilice estos orificios para la entrada de
cables o mangueras. Utilice los puntos de
entrada adecuados.
La suciedad y el polvo del interior
del IEFC-S puede dañar los
componentes de precisión
Selle todos los cables pequeños y los
orificios no utilizados con cinta de espuma
(burlete) para evitar la entrada de polvo en
el interior de las consolas IEFC.
Tapones de expansión

SECCIÓN 5 Mantenimiento
Sistema PT-24 Precision Plasmarc IEFC-S 5-16
5.8 Desmontaje de la válvula proporcional
Las válvulas proporcionales pueden desmontarse si
se necesita sustituirlas, sin desmontar el colector de
la consola de gas.
1. Acceda a la parte inferior exterior de la unidad
quitando los tornillos que unen la consola de
gas IEFC-S a la máquina.
2. Retire los tapones de los orificios para mostrar
las tornillos que sujetan las válvulas.

SECTION 6 TROUBLESHOOTING
PT-24 Precision Plasma System IEFC-S -CE
6-1
6.1 General Safety
WARNING
!
Electric Shock Can Kill!
Externally disconnect all primary power to
the machine before servicing.
Open the line (wall) disconnect switch or
circuit breaker before attempting
inspection or work inside the power
source.
WARNING
!
High Voltages Can Be Stored In
Capacitors.
Even when power is disconnected or unit
is de-energized, capacitors can store high
voltages. Assure power supply capacitors
are grounded prior to performing
m
a
int
e
n
a
n
ce
.
CAUTION
!
Gas Line Contamination Will
Damage Proportional Valves
Purge Gas Lines
Before connecting gas delivery lines to the
Integrated Flow Control, purge all lines
thoroughly. Residue from the hose
manufacturing process may clog/damage
the proportional valves in your flow
control.

SECTION 6 TROUBLESHOOTING
PT-24 Precision Plasma System IEFC-S -CE
6-2
6.2 Troubleshooting Guide
6.2.1 Reduced Consumable Life
Cutting Up Skeletons Cutting skeletons (discarded material left after all
pieces have been removed from a plate) to facilitate
their removal from the table can adversely affect
electrode life by:
• Causing the torch to run off the work.
• Continuous Pilot Arc edge starts
• Greatly increasing the frequency of starts. This
is mainly a problem for O
2
cutting and can be
alleviated by choosing a path with a minimum
number of starts.
• Increase likelihood that the plate will spring up
against the nozzle causing a double arc. This
can be mitigated by careful operator attention
and by increasing standoff and reducing cutting
speeds.
If possible, use a gas torch for skeleton cutting.
Height Control Problems
• Torch diving is usually caused by a change in
arc voltage when an automatic height control is
in use. Usually the voltage change is the result
of plate falling away from the arc. These
problems can effectively be eliminated by
disabling the height control and extinguishing
the arc earlier when finishing the cut on a falling
plate.
• Diving can also be caused by a faulty height
control.
Piercing Standoff Too Low
Increase pierce standoff
Starting on edges with
continuous pilot arc
Position torch more carefully or start on adjacent
scrap material.
Work Flipping
The nozzle may be damaged if the torch hits a
flipped up part.
Catching on Pierce Spatter
Increase standoff or start with longer lead-in
Pierce not complete before starting
Increase initial delay time.

SECTION 6 TROUBLESHOOTING
PT-24 Precision Plasma System IEFC-S -CE
6-3
6.2.2 Poor Cut Quality
See Cut Quality In Section 4
6.2.3 No Pilot Arc
Bad (open) Pilot Arc Cable
Replace Cable
Contaminated Electrode
Clean or replace electrode
Insufficient spark gap setting
in plumbing box.
Set spark gap to 0.040”
Torch negative lead open No open circuit voltage
Pilot Arc Contactor (PAC)
malfunctioning
Replace contactor
6.2.4 No Arc Transfer
Cutting current
setting too low.
Raise cutting current (see Process Data)
Torch too high
above workpiece
Lower torch standoff (see Process Data)
Work lead not
connect to cutting table
Ensure work lead is firmly connected to workpiece
or cutting table
N
2
or O
2
check valve in torch
body may be stuck open
See maintenance section for check valve repair.
6.2.5 No Preflow
Emergency stop signal open
Check for continuity between TB3-18 and TB3-19
Cooling Water Flow Switch
Check cooling water LED on front panel. Should be
lit if switch is open
No Cooling Water
Check reservoir. Add coolant until full.
6.2.6 Torch Fails To Fire
Start Gas
Lower start gas flow
Cooling water Flow
Pump pressure too low. Should be 115 psi.
Faulty cooling water flow switch
(CWFS)
Replace CWFS switch
Obstruction in torch
limiting cooling water flow
Coolant flow through torch should be greater than
0.375 (3/8) gal/min

SECTION 6 TROUBLESHOOTING
PT-24 Precision Plasma System IEFC-S -CE
6-4
Front-end of torch
leaking
Dis-assemble torch front end down to the electrode
Visually inspect O-rings
Are
O-rings
good?
Replace O-rings
Re-assemble torch
Visually inspect nozzle to retaining cup metal to metal seat.
Is the
seat
good?
Replace parts
Turn coolant flow and check for leaks
Still
leaking?
Begin cutting
Replace nozzle and/or
nozzle retaining cup
NO
YES
YES
YES
NO
NO
Apply a thin coat of Dupont
Krytox AntiSieze lubricant
73585064 2oz tube
73585065 8oz tube
Place a thin film of silicone
grease on the O-rings before
reassembling
6.2.7 Nozzle Life Extremely Short
Pilot Arc H/L switch
in wrong position
Refer to Process Data
Nozzle arcing inside bore
Gas quality below purity specification
Start gas flow too low
Check Process Data cutting parameters
6.2.8 Short Electrode Life
Insufficient cooling
Check cooling pump for 115 psi output pressure
Start gas quality
Gas quality below purity specification
Cut gas quality
Gas quality below purity specification
6.2.9 Short Electrode And Nozzle Life
Water leak on torch front-end Follow torch leak procedure

SECTION 6 TROUBLESHOOTING
PT-24 Precision Plasma System IEFC-S -CE
6-5
ARGON
AIR 1
AIR 2
O2-2 O2-1
N2-1
H-35 METHANE
N2-2
N2-3
1
2
3
4
CH4
H-35
N2
O2
Ar
Air
6.3 Gas Console Fluid Schematic and Manifold Valve Identification
AIR 1
N2 1
02 1
H-35 IN
ORIFICE
N2 PURGE
VENT
PS
OXYGEN IN
NITROGEN IN
AIR IN
N2 2
VENT
PS
VENT
PS
N2 3
PS
VENT
METHANE IN
H-35
METHANE
O2 2
AIR 2
ARGON IN
ARG0N
REMOVABLE PLUG
(SHOWN INSTALLED)
PS4
PS2
PS3
PS1
PROP. VALVE 4
PROP. VALVE 2PROP. VALVE 3
PROP. VALVE 1
PS
PS5
SHIELD GAS 1 OUT
PLASMA GAS 2 OUT
SHIELD GAS 2 OUT
PLASMA GAS 1 OUT
ARGON OUT
Check Valve
Proportional Valve
Pressure Switch 50
psi rising
Solenoid Valve
Schematic Legend

SECTION 6 TROUBLESHOOTING
PT-24 Precision Plasma System IEFC-S -CE
6-6
6.4 IEFC Gas Console Schematic Part 1
ESAB ASIOB SYSTEM
X1B-1
K2-A
CURRENT DESIRED VALUE
P2-B
P2-A
P2-C
P1-PE
1
X5B-3
X34-3
X34-2
X34-1
ANALOG CARD C
P4B-10
P4A-10
P4B-8
P4A-8
P4B-6
P4A-6
P4B-3
P4A-3
P4B-2
P4A-2
P4B-1
P4A-1
T1-8 (C6)
METHANE
A2A2
K2-B
A1 A1
P4B-9
P4A-9
ARGON
H-35
AIR 2
NITROGEN 3
AIR 1
NITROGEN 1
X4A-2
OUTPUT CARD A
X4B-1
X5A-3
X5A-2
X5A-1
X4B-3
X4B-2
X5B-2
X5B-1
X4A-3
103
X1B-2
X1B-3
X2A-1
X2A-2
X2A-3
X2B-1
X2B-2
X2B-3
X4A-1
B X4B-2 (C4)
PROP VALVE GND (A2)
B X5A-2 (C4)
B X5A-3 (C4)
S1 SHOWN IN 230 V POSITION
BLACK
RED
BLACK
RED
BLACK
RED
BLACK
RED
BLACK
RED
PS5 (ARGON)
P1-6
P1-5
SPARE
1
P1-4
P1-3
24VDC IN
402
401
301
302
OPERATION
115 VAC
115/230VAC IN
P1-2
P1-1
1 AMP
FUSE
(D2)
K1
14
11
F1
OPERATION
230 VAC
0.5 AMP
PS2 (PL GAS 2)
PS3 (SH GAS 1)
PS4 (SH GAS 2)
PS1 (PL GAS 1)
1
1114
BY FIELD
ASIOB I/O/PWR
P4B-7
P4A-7
B X5B-2 (C4)
50 VDC
C1 470uF
A X5B-2 (A6)
NITROGEN 2
3
1
2A
SW1
2B
1A
2
4
2
1B
P3
T1
1
6
104
103
7
8
1
5
X1A-1
X1A-2
X1A-3
+
X1-2
X1-1
GND
+24 VDC
X3-3
INSTALLER.
X3-1
X35-4
X35-5
X35-3
24 VAC
GROUND
VCCE
GNDE
K1-A1 (C2)
2
3
5
4
6
12
9
7
8
10
K2-A
11
(B7)
303
CONNECTION
X35-2
X35-1
X6-2
X6-3
X7-3
X8-2
X6-1
X7-2
PG1 AND ARGON P.S.
ENABLE ADR14
SION
SIO
SG2 P.S.
SG1 P.S.
+15 VDC
PG2 P.S.

SECTION 6 TROUBLESHOOTING
PT-24 Precision Plasma System IEFC-S -CE
6-7
6.4 Part 2 IEFC Gas Console Schematic
ESAB ASIOB SYSTEM
X30-4
3 +PRESSURE SET
1. TIE TO MASTER GROUND STUD ON SUB CHASSIS
NOTES:
P1-4 (C7)
301
ANALOG CARD D
X35-1
X35-2
X35-3
X34-3
X34-2
X34-1
X33-1
X33-2
X33-3
X32-1
X32-2
X32-3
X31-5
X31-4
X31-3
X31-2
X31-1
X30-5
PROPORTIONAL VALVE V4
SHIELD GAS 2 6-BAR
-PRESSURE SET
+PRESSURE SET
+24 VDC1
4
3
2GND
-PRESSURE SET
PROPORTIONAL VALVE V3
-PRESSURE SET
+PRESSURE SET
SHIELD GAS 1 9-BAR
3
4
2
1
GND
+24 VDC
4
11 14
X2A-3
OUTPUT CARD B
P1-6 (C8)
P1-5 (C8)
P1-3 (C8)
X30-1
X30-2
X30-3
X5A-3
X5A-2
X5A-1
X5B-1
X5B-2
X5B-3
104
402
401
T1-8 (C6)
X2B-3
X2B-2
X2B-1
X3A-3
X3A-2
X3A-1
X4B-1
X4B-2
X4B-3
302
P4B-5
P4A-5
303
X6-2 (D6)
P4B-4
OXYGEN 2
P4A-4
ARGON
PLASMA 1
OXYGEN 1
(B7)
K2-B
11 12
P5
2
9
X1A-3
X1A-2
X1A-1
X1B-1
X1B-2
X1B-3
X2A-2
X2A-1
COMMON
SHIELD 2
SHIELD 1
PLASMA 2
TORCH VALVES
4
1
3
8
7
6
5
+PRESSURE SET
-PRESSURE SET
PROPORTIONAL VALVE V2
PLASMA GAS 2 9-BAR
2
1 +24 VDC
GND
4
3
2GND
VALVES
TYPICAL ALL
WHITE
GREEN
BLACK
PROPORTIONAL VALVE V1
PLASMA GAS 1 9-BAR
1 +24 VDC
A1
A2
RED
K1

SECTION 6 TROUBLESHOOTING
PT-24 Precision Plasma System IEFC-S -CE
6-8
6.5 Ignition Console Electrical Schematic
0.040
FILTER
AC LINE
PCB
FILTER
X1
B
REACTOR
X1
REACTOR
X2
C1, C2 2500 pF
X2
X3
X3
SPARK GAP
TRANSFORMER
STEP UP
120 VAC
INPUT
A
PILOT ARC TO
TORCH (-)
TORCH
P1-A
P1-B
CORCOM
2VB3
ESAB P/N
8674969
ESAB P/N 8951179
REACTORS ARE
ESAB P/N 837250
TORCH POWER
6.6 Ignition Console Fluid Schematic
Ignition Console
Cooling
Water IN
Cooling
Water OUT
Torch
Connection
Pilot Arc
Connection

SECTION 6 TROUBLESHOOTING
PT-24 Precision Plasma System IEFC-S -CE
6-9
This page intentionally left blank.

SECTION 6 TROUBLESHOOTING
PT-24 Precision Plasma System IEFC-S -CE
6-10
6.7 Precision Plasma Power Source Electrical Schematic
Part 1
J3
T2-CH2
T2-BH2
T2-AH2
TB1
200V
230V
1
2
MOV2
610V
610V
MOV1
6
ØA
L1
T1
5
ØB
4
ØC
L2 T2
A
L3
120VAC
T3
K1
B
12
460V
380V
415V
3
4
5
575V
6
9
230V
200V
8
7
380V
460V
415V
11
10
MOV3
610V
1
575V
200V
230V
380V
13
14
15
575V
415V
460V
16
17
18
2
1
ZD3
180VAC
X10
X14
X15
X16
X12
230V
1
F4
2
ON/OFF
2
H1
H2
3
PNL
FNT
200V
TB2
2
1
ZD1,180V
6
51
S1
15A
T1
H1
H2
X1
X2
X9
H3
H4
H5
H6
H7
575V
460V
415V
380V
5
4
3
7
6
CB2
7A
2
1
T3
H3
H4
H5
X3
X4
X7
H6
H7
X8
X5
X6
6
4
X13
X11
K4
5
A
B
3
WATER)
(COOLING
FS1
16
J4
2
M1
P4
21
15
14
13
12
11
10
9
7
8
CB1
1
3A
1
3
2
6
5
4
4
COOLANT
PUMP
M2
1
NEUTRALNEUTRAL
120 VAC120 VAC
1P4-1
1
POWER MODULE #1
TB2-2
TB2-1
BR1-C
BR1-B
BR1-A
FOR CE UNITS
ONLY
LINE LOAD
A
B
C
A
B
C
AH1
AH2
BR1-A
BR1-B
BR1-C
MOD1
AUTO XFMR
AH5
AH4
AH3
AH6
AH8
BH2
BH1
AH7
BH3
BH5
BH4
J2
TRIM POT
1
PCB
6
BH6
BH7
BH8
CH3
CH2
CH1
CH6
CH5
CH4
CH7
CH8
T2
VOLTAGE
6
NOT USED ON
PRECISION PLASMA CONSOLE
31
245
P3-13
P1-16
P3-12
P1-15
78
P1
P3-17(+)
P3-18(-)
P1-13
P1-14
P4-3
P4-4
P4-15
P4-16
P9-3
P9-1
P1-11
P1-12
ANALOG
CURRENT
P10-2
P10-1
P4-11
P4-12
P4-13
P4-14
P1-18
P1-17
P4-2
P4-7
P4-8
P5-2
P5-1
137423 56 108 91112
FAULT
START
ARC ON
5
6
2
3
8
1614 15
FAULT SIGNAL PCB
ISOLATION AMPLIFIER AND
VOLTMETER
P2-2
P3-1
P3-2
P2-4
P2-5
P2-1
AMMETER
2
120VAC
12VAC
P1-2
P1-3
AM1
+
-
P8
-
+
+
LED3
P2-11
P2-12
P2-13
P2-14
P2-15
P2-16
P2-9
P2-8
P2-10
P10-3
P10-4
P10-5
24VAC
24VAC
24VAC
18VAC
18VAC
5
4
3
2
1
18VAC
18VAC
P3
8
7
6
LED1
LED2
V1
P6
-
-
+
P1-5
P1-6
LED6 LED9
LED5
LED4
LED8
LED7
PCB1
P7-3
P7-1
INPUTS
VOLTMETER
38103
P1
7
9
J1
5
10
6
7
P2
1
2
J2
TB4-1
22
23
21
20
19
25
26
24
28
27
29
18
17
16
15
14
13
12
11
10
9
8
7
6
5
4
3
2
1
Next Page

SECTION 6 TROUBLESHOOTING
PT-24 Precision Plasma System IEFC-S -CE
6-11
Part 2
Component Legend
zone item description zone item description
1 T1 Transformer control, plasma interface 5 TB1 Terminal brd
TB2 Terminal strip MOV1,2,3 Mov 610V
TB4 Terminal strip T2 Auto transformer
J3 Recepacle 10 pos J2 Receptacle 19 pos
P3 Plug 10 pos R2 Potentiometer 10K
J4 Receptacle 16 pos ZD2 Zener diode 180v
P4 Plug 16 pos K2,3 Contactor 120VAC pilot arc and Hi/Low
M2 Pump motor C1,2 Capacitor 20µf 400V
PCB1 P/c brd isolation ampl and fault signal R1,7,8,9 Resistor 20 ohm 300w
CB2 Circuit breaker 3 amp R10 Resistor 3.1 ohm 300w
K4 Contactor 120vac S3 Switch spst
3 ZD1 Zener diode 180v PCB2 P/C brd start-up
M1 Fan motor 6 MOD1 Power module #1
CB1 Circuit breaker 7A MOD1,P1 Plug 16 pin
FS1 Flow switch MOD1,P3 Plug 10 pin
ZD3 Zener diode 180v MOD1,P4 Plug 10 pin
AM1 Ammeter TB6 Terminal strip
V1
V
oltmete
r
F3 Fuse 1A
S1 Switch on/off F4 Fuse 15A Fast acting
4 K1 Contactor 70A @600V R11 Res 10K ohm 2w
TB3 Terminal Brd L1 Inductor
D1 Diode
(SHUNT)(SHUNT)
2
1
436587
(REF. 20 COND /18 gaCABLE PART # 57000472
OHM
300W
CNC
13
10
2
TB3-1
SH1-1
SH1-2
1
6
3
4
5
7
8
9
24 VDC
R11
10K
8W
CURRENT SETTING POT
FRONT PNL LOCAL
4.99K
109
P3
3
5
2
P4
1
6
R3
4.99K
TB6-6
TB6-7
R4
RELAY
120VAC
SETTING
LOCAL/REMOTE
CURRENT
DPDT
FRONT PNL
S3
4
400V
20uf
1
TB6-8
MIN
R2
3
10K
2
MAX
T2
T3
L1
L2
L3
K2
AB
T1
180VAC
ZD2
C2
TB6-2
2W
39K
TB6-4
TB6-5
2W
39K
R5
R6
P1-3
8W
R15
R14
50W
OHM
20
OHM
20
50W
OHM
PCB2
38039
PA
P1-6
CONTACTOR
HI / LOW
PILOT ARC
180VAC
P1-2
FLOW SWITCH
FROM CNC TO P.S. (N.C.)
EMERGENCY STOP
VOLTAGE DIVIDER, (+)
FAULT
VOLTAGE DIVIDER, (-)
COOLANT PUMP
120 VOLTS TO CNC I/O
PILOT ARC RELAY
10K
10K
8W
C1
20uf
400V
D1
H1
L1
H2
L2
L3
R13
OHM
R12
T2
T3
A
T1
K3
L1
B
21
24
23
22
17
20
19
18
16
15
14
B
R
K
D
V
E
F
A
U
H
C
300W
20 OHM
300W
20 OHM
R7
START
300W
UP
R1
OHM
20
P1-1
R9
ZD4
300W
20 OHM
R8
TB4-2
ARC ON SIGNAL
FROM P.S. TO CNC,
START SIGNAL
PILOT ARC (HI/LOW)
CNC TO P.S., RELAY CLOSING
J2 (19 POS)
+10VDC REMOTE CURRENT
SETTING FROM CNC TO P.S.
(TRANSISTOR)
NEUTRAL
A.C.
12
11
10
9
8
7
6
5
TB3
4
3
2
1
L
J
G
P
M
S
T
N
TORCH
ARC
PILOT
BOX (IEFC)
TO JUNCTION
WORK
3.1
R10
-- W/O CONNECTOR
22
23
21
20
19
25
26
24
28
27
29
18
17
16
15
14
13
12
11
10
9
8
7
6
5
4
3
2
1
F3
1
1A
2
POWER MODULE #1
MOD1

SECTION 6 TROUBLESHOOTING
PT-24 Precision Plasma System IEFC-S -CE
6-12
6.8 Precision Plasma Power Source Wiring Diagram - CE
Part 1
PCB1
P1 P2 P3 P4
P10
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
7
12
14
13
10
11
8
9
5
6
3
4
1
2
16
17
18
7
12
14
15
13
10
11
8
9
5
6
3
4
1
2
16
17
18
7
12
14
15
13
10
11
8
9
5
6
3
4
1
2
5
3
4
1
2P4-14(BRN)
MOD1 P1-5 (BLK)
MOD1 P1-6 (RED)
15
16
MOD1 P1-2 (BLU)
MOD1 P1-1 (VIO)
P4-11(GRY)
P4-12(BLU)
MOD1 P1-3(ORN)
MOD1 P1-4(WHT)
PCB-TB P1-6(YEL)
MOD1 P1-7(BLU)
MOD1 P3-1(RED)
MOD1 P3-2(YEL)
MOD1 P3-7(RED)
MOD1 P3-8(BLK)
MOD1 P3-9(VIO)
MOD1 P3-10(YEL)
MOD1 P3-3(BLU)
MOD1 P3-4(ORN)
S3-5(VIO)
S3-2(RED)
P4-10(VIO)
P4-9(VIO)
P4-8(ORN)
P4-7(ORN)
P3-3(GRY)
P3-4(RED)
P3-5(GRY)
P4-4(BRN)
P4-3(BRN)
P4-2(BLU)
P4-1(BLU)
P3-1(YEL)
P3-2(YEL)
P3-7(BLK)
P3-6(WHT)
P3-8(WHT)
P4-13(RED)
P9
MOD1 P1-14(RED)
MOD1 P1-15(BLK)3
1
2
17
18
PCB1 P1-6(BLK)
PCB1 P1-5(BLK)
TB3-12 (VIO)
TB3-22 (WHT)
TB3-11 (RED)
TB3-2 (GRY)
TB3-1 (BRN)
TB3-5 (BLK)
TB3-24 (RED)
TB3-3 (ORN)
TB3-4 (WHT)
TB3-15 (VIO
TB3-16 (BLK)
TB3-14 (BRN)
TB3-4 (WHT)
TB3-19 (YEL)
TB3-18 (VIO)
TB3-23 (BLK)
TB3-13 (ORN)
TB3-21 (GRY)
TB3-20 (BLU)
3
1
2
P7
P2-5(BLK)
TB6-5(RED)
E
L
N
P
R
S
T
U
V
M
K
J
G
H
F
D
B
C
A
J2
PCB1 P1-12(BLK)
PCB1 P1-11(BLK)
PCB1 P1-18(BLK)
PCB1 P1-17(BLK)
PLC1 P1-6 (VIO)2
PLC1 P1-5 (BLK)1
P5
P1
P2
P3
P4
P10
P5
R2
PCB1
S3
S1
MOD1 P1-7(BLU)
R2-2(BRN)
PCB1 P10-2(RED)
TB6-7(ORN)
PCB1 P10-1(VIO)
TB6-8(GRY)
K1-L1 (BRN)
K1-L2 (BLU)
F4-1 (YEL)
4
12
3
56
MOD1 TB2-1 (RED)
T3-H1 (RED)
M1-GND (GRN)
GND1
*
R2-3(BLU)
4
1
1
P7
3
4
P9
1
118
16
1
18
1
1
18
1
5
VIEW OF R2
2
1
3
S3-1 (BRN)
MOD1 P1-9 (ORN)
S3-4 (BLU)
SEE
VIEW
OF R2
L1
H2
H1
S2-5 (BLK)
K2-L3(BLU)
M1
1
GND
2
GND2 (GRN)
CB1-1 (WHT)
CB1
CB2
FS1
J2
J4-14(BRN)
J4-13(RED)
M1-2 (WHT)
MOD1 TB2-2(GRY)
CB1-1 (BLK)
M2-4 SPLICE (WHT)
2
11
2
TB2-3 (RED)
CB2-1 (BLK)
*
*
MOD1 TB2-1(BLK)
*
*
NC
C
1
2
F4
TB2-1(BLU)
S1-2(YEL)
NO
RED
BLK
ORN
*
*
*
4 5 6
1 2 3
1
2
3
S3- 4 BLU
S3 -1- BRN
MOD1 P1 - 9 ORN
R2
PLC1 P1-1 (BRN)
PLC1 P1-2 (GRY)
PLC1 P1-3 (YEL)
PLC1 P1-8 (ORN)
Note: PLC1 (connection) refers to an area located on an enclosure that housed the former Programmable Logic
Controller. This plasma power supply is CNC (cutting machine) controlled and does not use a PLC.

SECTION 6 TROUBLESHOOTING
PT-24 Precision Plasma System IEFC-S -CE
6-13
Wiring Diagram – Precision Plasma Power Source -CE
Part 2
M2
1
4
6
2
3
K4-3(RED)
RED (INTERNAL)
K4-4 (WHT)
BRN (INTERNAL)
WHT (INTERNAL)
GRN
MOD1
TB1
TB2
K1
M2
T1
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
B
A
L1
L2
L3
T2
T1 T3
ZD1
MOV2
MOV3
MOV1
SEE
DETAIL
SEE
DETAIL
S1-5 (BRN)
S1-1 (BLU)
J4-12(BLU)
J4-11(GRY)
BLK
BLK
BLK
SEE DETAIL
MOD1 BR1-A
MOD1 BR1-C
T2
AH2
BH2
CH2
SPLICE
SPLICE
MOV
MOV
MOV
BR1
T2-AH2
T2-BH2
T2-CH2
A
B
C
MOD1 BR1-B
T3
SEE T3
DETAIL
TB2
T3-H7(VIO)
T3-H6(ORN)
T3-H5(BRN)
T3-H4(YEL)
T3-H3(GRY)
T3-H2(BLK)
F4-2(BLU)
BLK
CB2-1(RED)
TB2-4 (YEL)
TB2-5 (BRN)
TB2-6 (ORN)
TB2-7 (VIO)
T1-H3 (GRY)
TB2-3 (GRY)
TB2-2 (BLK)
T1-H1 (RED)
S1-6 (RED)
T3
H7
H6
H5
H4
H3
H2
H1
1
2
3
4
5
6
7
K4
A
B
2
4
6
1
3
5
ZD3
T3 - H1 RED
M2 - 4 (SPLICE) RED
J4 - 5 BLK
J4 - 6 WHT
M2 - 1 (SPLICE) RED
CB2 - 2 WHT
K4
Note: PLC1 (connection) refers to an area located on an enclosure that housed the former Programmable Logic
Controller. This plasma power supply is CNC (cutting machine) controlled and does not use a PLC.
Detail for CE units only
A
B
C
A
B
C
BR1-A
BR1-B
BR1-C
T2-AH2
T2-BH2
T2-CH2
LINE LOAD
K4-6 (RED)
T1
(BLK)
T3-H3(GRY)
(YEL)
(BRN)
(ORN)
(VIO)
TOP
J4-10(VIO)
J4-9(VIO)
J4-8(ORN)
J4-7(ORN)
J4-4(BRN)
J4-3(BRN)
J4-2(BLU)
J
4
-
1
(
B
L
U
)
J
3
-
1
(
Y
E
L
)
J
3
-
2
(
Y
E
L
)
J
3
-
3
(
G
R
Y
)
J
3
-
4
(
B
L
K
)
J
3
-
5
(
G
R
Y
)
J
3
-
6
(
W
H
T
)
J
3
-
7
(
R
E
D
)
J
3
-
8
(
W
H
T
)
H
2
X
1
X
2
X
3
X
4
X
5
X
6
X
7
X
8
H
3
H
4
H
5
H
6
H
7
X
9
X
1
0
X
1
4
X
1
5
X
1
6
X
1
1
X
1
2
X
1
3
H
1
T
3
-
H
1
(
G
R
Y
)

SECTION 6 TROUBLESHOOTING
PT-24 Precision Plasma System IEFC-S -CE
6-14
Wiring Diagram – Precision Plasma Power Source -CE
Part 3
P
C
B
2
-
P
1
P
1
-
1
P
1
-
2
P
1
-
3
P
1
-
6
T
B
3
-
1
4
(
B
R
N
)
T
B
3
-
1
3
(
O
R
N
)
T
B
5
-
P
A
(
Y
E
L
)
TB5-WORK(RED)
TB5-TORCH(BLK)
E
E
VIEW E-E
F
F
PCB2
TB5
VIEW F-F
P
C
B
2
T
B
5
PA
WORK
TORCH
P
L
C
1
J
2
-
5
(
R
E
D
)
PCB2-PA(YEL)
K
2
-
T
1
(
Y
E
L
)
PC
B
2
P1
-
1
(
R
ED
)
P
C
B
2
P
1
-
6
(
B
L
K
)
M
O
D
1
S
H
1
-
2
(
B
L
K
)
M
O
D
1
T
B
3
-
1
(
B
L
K
)
T2
J
2
J1
TB3-16 (BLK))
10
9
7
6
5
4
TB3-2 (GRY)2
TB3-15 (VIO)3
8
TB3-1 (BRN)1
J1 J2
PLC1 MODULE
TB3-23 (BLK)
TB3-24 (RED)
TB4-1 (BLK)
TB4-2 (WHT)
TB5-WORK(RED)
TB4-2 (WHT)
Not Used
16
13
14
15
11
12
8
9
10
6
7
3
4
5
1
2
TB4
TB3-5 (BLK)
TB3-20 (BLU)
R8
R7
R1
1
2
1
2
1
2
S2-6 (ORN)
K3-T3 (BLK)
R10
1
2
BLU
MOD1 SH1-1 (GRY)
R9
1
2
BLU
BLU
BLU
BLU
TB4
12
K3-B(WHT)
TB3-22 (WHT)
GND
3
2
1
3
2
1
A
L
B
T
ZD4
K3-L2 WHT
C1-1 BLU
TB3-3 ORN
R1-1 BLK
K3-L1 BLK
K3-T2 WHT
K3-T3 BLK
K3-L3 WHT
L1-H2 BLK
TB3-4 WHT
TB4-2 WHT
R7-2 ORN
K3-T3 WHT
Note: PLC1 (connection) refers to an area located on an enclosure that housed the former Programmable Logic
Controller. This plasma power supply is CNC (cutting machine) controlled and does not use a PLC.
TB3-6 (VIO)
TB3-21 (GRY)
Not Used
Not Used
Not Used
Not Used
Not Used
Not Used
Not Used
Not Used
Not Used
Not Used
Not Used
PLC1 P2-6 (BLK)
PLC1 J2-7 (WHT)
PLC1 J2-2 (WHT)
K3

SECTION 6 TROUBLESHOOTING
PT-24 Precision Plasma System IEFC-S -CE
6-15
Wiring Diagram – Precision Plasma Power Source - CE
Part 4
1
2
TB2
MOD1
CB1-2(GRY)
M1-1(BLK)
S1-6(RED)
MOD1
TB3
P4
TB2
J3
J4
REAR VIEW
WITH REAR PANEL
REMOVED
TORCH
PA
WORK
TB4
SEE DETAIL
F3
21
TB3-15 (RED)
MOD1 P4-7 (RED)
1
10
8
1
1
16
Note: PLC1 (connection) refers to an area located on an enclosure that housed the former Programmable Logic
Controller. This plasma power supply is CNC (cutting machine) controlled and does not use a PLC.
6
5
4
3
2
1
13
12
11
10
9
8
7
20
19
18
17
16
15
14
24
23
22
21
TB3
J2-N (BRN)
J2-M (GRY)
J2-S (ORN)
J2-T (WHT)
J2-L(RED)
J2-J(VIO)
J2-C (ORN)
J2-H (BRN)
J2-E (VIO)
J2-F (YEL)
J2-A (BLU) & TB3-5 (BLK)
J2-B(GRY)
PLC1 J2-10 (BLK)
J2-D(BLK)
PLC J1-1 (BRN)
PLC1 J1-2 (GRY)
J2-P (BLK) & PLC1 J1-5 (BLK)
& TB3-20 (BLK)
MOD1 P4-6(VIO)
PCB2 P1-2 (ORN)
PCB2 P1-3 (BRN)
J2-U (VIO) & PLC1 J1-3 (VIO)
PLC1 J1-8 (BLK) & J2-V (BLK)
MOD1 P4-10 (VIO)
MOD1 P4-9 (YEL)
PLC1 J1-7 (BLU)
PLC1 J1-9 (GRY)
TB4-1 (WHT)
J2-K (WHT)
J2-G (VIO)
K3-A (ORN)
K3-B (WHT)
F3-2 (RED)
PLC1 J2-1 (RED)
J2-R (RED)
MOD1 P4-5(RED)
4
8
9
10
5
7
6
1
2
3
P4
MOD1
TB3-12(VIO)
TB3-11(RED)
F3-1(RED)
TB3-18 (VIO)
TB3-19 (YEL)
J3
7
8
3
4
6
5
1
2
T1-X5(YEL)
T1-X6(YEL)
T1-X14(GRY)
T1-X15(BLK)
T1-X16(GRY)
T1-X11(WHT)
T1-X12(RED)
T1-X13(WHT)
K1-B (BLU)12
15
16
13
14
J4-14 (BLK)
J4-13 (BLK)
6
9
11
10
8
7
5
4
3
2
1
K1-A (GRY)
T1-X8 (BLU)
J4
T1-X7 (BLU)
T1-X4 (BRN)
T1-X3 (BRN)
T1-X10 (ORN)
T1-X9 (ORN)
T1-X2 (VIO)
T1-X1 (VIO)
K4-A (BLK)
K4-B (WHT)
FS1-2 (RED)
FS1-1 (RED)

SECTION 6 TROUBLESHOOTING
PT-24 Precision Plasma System IEFC-S -CE
6-16
Wiring Diagram – Precision Plasma Power Source - CE
Part 5
14
15
16
12
13
10
11
7
9
8
5
6
7
6
5
4
2
3
4
P4-10 (VIO)1
P2
2
3
8
P1
1
PLC1 MODULE
10
9
P4-9 (VIO)
P4-5 (BLK)
P4-6 (WHT)
PCB1 P7-1(BLK)
K2-B(RED)
PCB1 P4-7 (YEL)
PCB1 P4-8 (ORN)
PCB1 P4-2 (GRY)
PCB1 P4-1 (BRN)
PCB1 P5-2 (VIO)
PCB1 P5-1 (BLK)
K2-A (VIO)
11
15
16
12
14
13
4
4
8
9
10
5
7
6
8
5
7
6
1
2
3
P3
2
1
3
P2
MOD1
4
8
9
10
5
7
6
1
2
3
P1
2
1
SH1
8
PCB1 P2-7 (WHT)
8
14
PCB1 P1-2 (BRN)
16
15
11
PCB1 P3-1 (GRY)
PCB1 P1-3 (RED)
PCB1 P3-2 (BLU)
13
12
PCB1 P2-1 (VIO)
P2-5 (BLK)
10
9
5
7
6
2
3
4
1
5 PCB1 P2-6 (BLK)
7
6
PCB1 P2-13 (BLU)
PCB1 P2-11 (BRN)
PCB1 P2-12 (BRN)
2
4
3
P3
PCB1 P2-15(YEL)
PCB1 P2-14 (BLU)1
P4
NOT USED
PCB1 P4-3(RED)
PCB1 P4-4(YEL)
PCB1 P4-15(BLU)
PCB1 P4-16(ORN)
PCB1 P1-13 (BLK)
PCB1 P1-14 (RED)
PCB1 P3-18 (BLU)
S3-4 (BLU)
PCB-TP P1-1 (YEL)
R2-3 (ORN)
TB5-WORK(BLK)
R10-1 (GRY)
PCB1 P2-16(YEL)
PCB1 P2-8(GRY)
PCB1 P2-9(RED)
PCB1 P2-10(GRY)
PCB1 P10-4(WHT)
PCB1 P10-3(BLK)
PCB1 P10-5(WHT)
PLC1 P2-1 (VIO)
PLC1 P2-2 (VIO)
MOD1
P1
SH1
P2
P3
P1
P2
PLC MOD
P3
P4
TB3
1
TB5-TORCH(BLK)
FRONT VIEW
WITH FRONT
PANEL REMOVED
12345678
TB6
TB6-2(RED)
SEE DETAIL
8
1
16
1
1
16
1
10
8
1
1
16
1
8
K2
T1
T2
T3
L1
L3
L2
B
A
ZD2
PLC1 P2-9 (VIO)
PLC1 P2-10 (RED)
WHT
C2-2 (WHT)
WHT
L1-H1 (BLU)
K2-T3(WHT)
K2-T1(YEL)
R12
C2
C1
1
1
22
R15-2 (RED)
MOD1 TB3-1 (RED)
D1(-) GRY
2
1
2
1
R15
R14
R13
D1
R14-1 (GRY)
R11
K2-L3 (BLU)
C1-1 (BLU)
C2-1 (YEL)
4
TB6
123 5678
R5
R6
R4
R3
MOD1 P3-6(GRY)
S3-6(GRY)
S3-3(ORN)
MOD1 P3-5(BRN)
MOD1-TB3-1 (RED)
PCB1 P7-3(RED)
TB5-PA (YEL)
Note: PLC1 (connection) or PLC MOD refers to a
location that housed the former Programmable
Logic Controller. This plasma power supply is CNC
(cutting machine) controlled and does not use a
PLC.
11
12
13
14
15
16
PCB1 P9-1 (RED)
PCB1 P9-3 (BLK)
PCB1 P4-3 (RED)
PCB1 P4-4 (YEL)
PCB1 P4-15 (BLU)
PCB1 P4-16 (ORN)
TB6-6 (BRN)
TB6-8 (GRY)
PCB1 P4-11 (RED)
PCB1 P4-12 (BLK)
PCB1 P4-13 (VIO)
PCB1 P4-14 (YEL)
P2-9 (BLK)
PCB1 P2-5 (ORN)
PCB1 P2-4 (ORN)
PCB1 P2-2 (VIO)
PCB1 P1-7 (RED)
PCB1 P1-9 (BRN)
P4-15 (RED)
P4-16 (BRN)
6 1
PCB-TP
PCB1 P3-17 (YEL)
MOD1 P1-8 (YEL)
K3-L3 (BLU)

SECTION 6 TROUBLESHOOTING
PT-24 Precision Plasma System IEFC-S -CE
6-17
Page Intentionally left blank.

SECTION 6 TROUBLESHOOTING
PT-24 Precision Plasma System IEFC-S -CE
6-18
6.9 Power Module Schematic - CE Version
Part 1
(+)
L I N E
ØC
ØB
ØA
P.F.C.
(-)
INDUCTOR
FN2
C
MOV3
275V
L O A D
B
MOV1
275V
FN1
A
275V
MOV2
B
~
C
~
A
~
C2
630V
C3
H2
L1
H1
1uf
630V
1uf
C5
3300uf
450V
C1
BR1
1KV
.22
uf
-
+
1.5K
C4
100W
450V
3300uf
1
R2
P5-3
P1-6
P1-9
P1-10
P1-4
P1-3
P2-11
P2-4
P2-1
P2-14
P1-5
X11
120V
FN5
M1
N1
TB2-1
X7
X8
24V
X10
H1
X9
20V
N2
TB2-2
X12
H3
X5
X6
12V
X3
X4
18V
50W
R1
25
G
SCR1
-
FN3
+
P2-5
P2-3
P2-2
P6-7
P1-12
P2-6
P1-2
P1-1
P1-11
P3-1
P6-1
P6-5
P6-4
P6-9
P5-4
T1
X1
X2
12V
3
J2
1
246578
600V
PCB2
(-)
C1
G1
C2E1
E1
Q1
C6
3
2
4
G2
E2
E2
1uf
(+)
PLASMA PROCESS
P3-3
P3-2
P3-4
CONTROL BOARD
PCB1
1
2
3

SECTION 6 TROUBLESHOOTING
PT-24 Precision Plasma System IEFC-S -CE
6-19
Power Module Schematic
Page 2
E2
G2
E1
G1
P5-5
R4
50W
20
P4-2
P4-1
P4-4
P4-3
PCB3
1
3
2
4
PLASMA PROCESS
CONTROL BOARD
PCB1
P5-1
P5-2
TS2 1
2
TS1 21
J1
1 324
SH1
SHUNT
FEEDBACK
TB3-1
OUTPUT INDUCTOR
X2
X1
XFMR
1KWVDC
.033uf
T2
H2 X2
C11
50W
20
R5
CUR
C1
10K 2W
H1 X1
T3
20OHM
20OHM
25W
25W
L2
(+)
C12
(-)
C14
.01uf
630V
R8
.01uf
630V
D2
~
~
20OHM
25W
R6
D1
C13
R9
630V
.01uf
630V
C15
.01uf
(+)
25W
20OHM
R7
(-)
FN4
.047uf
660V
(-)
PILOT ARC
1
2 (+)
P1-8
P1-7
40uf
400WVDC
400WVDC
40uf
C9
C7
1uf
600V
Q2
C2E1
R3
C8
E2
P6-14
P5-6
P6-12
P2-12
P6-13
P6-11
P2-13
P6-10
P6-2
L3
5678 10911 1512 13 14 16 1623 5478910
7
1
4
3
2
5
6
8
9
J4
10
J3
1
2
3
C16
.022uf
250VAC
.022uf
250VAC
C17

SECTION 6 TROUBLESHOOTING
PT-24 Precision Plasma System IEFC-S -CE
6-20
6.10 Power Module Wiring Diagram – CE Version
PAGE 1

SECTION 6 TROUBLESHOOTING
PT-24 Precision Plasma System IEFC-S -CE
6-21
Power Module Wiring – CE Version
PAGE 2

SECTION 6 TROUBLESHOOTING
PT-24 Precision Plasma System IEFC-S -CE
6-22
6.11 Torch Manifold
1 2 3 4 5 6 7 8
1 2 3 4 5 6 7 8
Plasma 2
Plasma 1
Shield 2
Shield 1
Shield 1 & Shield 2 Common
Plasma 1 & Plasma 2 Common
Argon Common
Argon
9
7
2
1
4
3
6
5
Wire
Numbers

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-1
7.1 General
Always provide the serial number of the unit on
which the parts will be used. The serial number is
stamped on the unit nameplate.
7.2 Ordering
To ensure proper operation, it is recommended that
only genuine ESAB parts and products be used
with this equipment. The use of non-ESAB parts
may void your warranty.
Replacement parts may be ordered from your
ESAB Distributor or from:
ESAB Cutting Systems GMBH
Robert-Bosch-Strasse 20
Postfach 1128
D-61184 Karben 1
Phone 011-49-6039-400
Fax 011-49-6039-403-02
http://www.esab.de
ESAB Welding and Cutting Products
ATTN: Customer Service Department
PO Box 100545 Ebenezer Road
Florence, SC USA 29501-0545
Phone (843) 664-4405
(800) ESAB-123 (372-3123)
ESAB Cutting Systems - Canada
6010 Tomken Road
Mississauga, Ontario, Canada L5T 1X9
Phone (905) 670-0220
Fax (905) 670-4879
Be sure to indicate any special shipping instructions
when ordering replacement parts.
Refer to the Communications Guide located on the
last page of this manual for a list of customer
service phone numbers.

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-2
1
2
3
4
5
6
7.3 Plasmarc Power Source-Exterior Components

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-3
Item
Number
Part Number Elec. Symbol Description
1
2
3
4
5
6
35925YL
995227
2091514
35924YL
61328087
13734588
Cover-Top
Label Warning-Exposed High Volt
Label Warning
Panel, Side
Screw, HMH ¼-20 X .50 L
Logo ESAB Clear

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-4
1
24
5
6
7
8
9
10
See
"TEE"
Detail
3
Page 7-12

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-5
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
3
4
5
6
7
8
9
10
672508
951061
954928
951061
634518
2062018
32286GY
See Below
952182
36346GY
S1
AM1,VM1
AM1,VM1
S2,3
R2
Switch Toggle 2PST 2 Pos 15A
Meter LED 5VDC
Overlay, Control Panel CNC
Meter LED 5VDC
Switch Toggle DPDT 2 Pos 15A
Pot LIN 10.0K 2.00W 0.63L 1 turn
Panel Front
Gauge 200 PSI
Spout Remote Filler w/Cap
BRKT, Remote Filler
NOTICE
Refer to Console Serial Number to determine
which gauge to order. Gauges require
different hole sizes in front panel and are not
interchangeable.
• Console with serial number in PxxJ348xx
format require gauge P/N 0558004488
• All others use P/N 598481
P/N 598481 P/N 0558004488

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-6
1
2
4
5
6
7
8
9
10
11
12
3
13
CE

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-7
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
3
4
5
6
7
8
9
10
11
12
13
35928GY
952209
97W63
23610197
950874
952137
32202GY
58V75
954599
950829
950937
13730763
954565
J2
CB2
F4
CB1
Door Access Rear
Conn Box Recpt 19 FS SH
3 Strain Relief
Plug Hole .875 Dia. .125 CT Nyl BK
Circuit Breaker 7 AMP
Fuse 7A 500 VAC Fast Acting
Panel Rear
Adaptor B/A-W F ¼ NPTM BKHD
Label Rating Precision Plasma
Circuit Breaker 3 AMP
Strain Relief
Plate, Serial
Label “CE” logo (CE version only)

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-8
1
2
3
4
7
8
11
12
13
14
5
6
16
15
9
10
17
18
7.4 Plasmarc Power Source-Internal Components

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-9
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
35920GY
950487
9639533
38103
950096
952053
952034
952030
952032
952205
37345GY
673458
951209
17300020
17300931
37355GY
952012
35682
952179
952013
71200732
952095
951061
38103
TB4
PCB1
PCB1 P9,7
PCB1 P10
PCB1 P1,3,4
PCB1 P2
PCB1 P5
K2,K3
PCB2
R1,7,8,9
R10
T2
AM1,VM1
PCB1
Base, Precision Plasma
Term Block 2 pos
Bushing, Snap .88 I.D. X 1.09 MH X .45 L
PCB Isolation AMP
Housing Contact, Crimp 3 pin
Standoff #6-32 X .88 L
Plug 5 Pos
Plug 18 Pos
Plug 16 Pos
Receptacle P/C 4 Pos
Panel, Control
Contactor, 3P 40A 110VAC
Board, PC Startup
Resistor 300W 20ohm 10%
Resistor 300W 3.1 OHM 10%
Bracket, Resistor Pilot Arc
Caster Fixed
XFMR Auto
Tank, Water
Caster Swivel
Adhesive, SIRBR Clr
Spacer, LED
Meter, LED 5VDC
PCB Isolation AMP

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-10
1
2
3
4
5
6
7
9
10
11
1
12
8
14
13
7
15
16

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-11
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
952026
673502
672002GY
2062334
36417GY
951215
951347
13735308
0558002158
33550
37805
32203GY
182W82
10Z30
950179
37359
37360
TB2
K1
M1
M2
K4
T3
MOD1
MOD1(CE)
Terminal Block
Contactor 3 Pole 75A
Shroud, Fan
Motor, Fan
Shroud, Fan
Motor, Carb 1/3 Hp
Pump, Carb w/Strainer
Relay Enclose DPDT 120VAC 20A
Kit, Wire Primary
Bracket, Motor
Auto XFMR
Bracket, Auto XFMR
Elbow 90 DEG. ¼ NPT
Adaptor, B/A-W M ¼ NPTM
Tee, Pipe Branch ¼ Brs
Module, Power
Module, Power – CE Version

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-12
1
4
5
6
2
3
7
8
9
12
10
2
11
12
10
3
16
X5
14
13
15
44" Long
15
“TEE” Detail

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-13
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
36538
950001
21124
36539
90858009
36418
36423
90858007
90858009
10Z30
182W82
58V75
952182
952181
952179
994471
FS1
Hose, Assy Pump Outlet- Torch out
Switch, Flow .25 GPM SPSTB
Valve, Check Assy
Hose, Assy Flowswitch To Core
TBG, Nylobrade 3/8 I.D X .625 O.D.
Hose Assy Tank Bottom- Pump Inlet
Hose Assembly Out to Gauge
Tubing, Braided .625 Dia
TBG, Nylobrade 3/8 I.D X .625 O.D.
Adaptor, B/A-W M ¼ NPTM
Elbow 90 Deg. ¼ NPT
Adaptor, B/A-W F ¼ NPTM BKHD
Spout, Remote Filler w/Cap
Tee, Plastic Pipe
Tank, Water
Clamp, Hose W/D .50 Dia X 1.06 SS

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-14
1
2
3
4
5
6
7
8
9
7
10

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-15
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
3
4
5
6
7
8
9
10
13735961
950823
950167
995103
35919
2017483
92W57
639533
35930GY
2234891
TB3
TB5
F3
MOD1 P4
Heat Exchanger
Bushing, Snap
Grommet, Rub 1.12 I.D. X 1.50 O.D. X .06 W
Terminal Block 24 POS 15A
Board, Terminal Output
Holder, Fuse
Grommet, Rub .63 I.D. X .88 O.D. X .06 W
Bushing, Snap .88 I.D. X 1.09 MH X .45 L
BRKT, Heat Exchanger
Plug, 10 Pos

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-16
1
2
3
4
5
6
7
8
9
10
11
12
13

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-17
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
3
4
5
6
7
8
9
10
11
12
13
950823
17750020
36527GY
951161
673458
2234521
2234877
2234891
2234518
2234520
2234521
2234519
2234519
2214521
635686
647065
38193
R11,12
C1,2
K2,3
P4,MOD1
P1,PLC1 P2
PLC1 J1
MOD1 P3, 4,
PLC1 P1
J3
P3
P1,PLC1 P2
J4, PLC1 J2
J4, PLC1 J2
P1,PLC1 P2
TB6
L1
PCB-TP
Bushing, Snap
Res 20 ohm 50W
Cover, Terminal Board
Cap, Metpoly 20uf 400VDC
Contactor, Pilot Arc 3P 40A
Plug, 16 Pos
Plug, 10 Pos
Receptacle, 10 Pos
Receptacle, 8 Pos
Plug, 8 Pos
Plug, 16 Pos
Receptacle, 16 Pos
Receptacle, 16 Pos
Plug, 16 Pos
Terminal Strip, 8 Pos
Choke Signal #Ch12
Printed Circuit Board Trim Pot

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-18
1
2
3
4
5
6
7
7.5 Power Source Power Module

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-19
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
3
4
5
6
7
35914GY
37102
35918
951339
951340
37101GY
951981
35700
35701
PCB1 P1, 5
PCB1 P2, 6
L1
L1
Base Power Module
Bracket, PCB KYDEX
Wire Kit, Power Module
Plug, Female 12 Position
Plug, Female 14 Position
Deck, Power Module
Heat Sink
Inductor, Power Factor
Inductor, Power Factor

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-20
A
A
1
2
3
4
5
6
7
8
Section A-A
9
10
CE only
CE only

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-21
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
3
4
5
6
7
8
9
10
2234877
951182
950487
950823
35700
17280215
35680
35681
952160
952612
J3,4
M1
TB2
L1
R2
L2
T3
FN5
FN1
Block Terminal 10 Position
Fan, Axial
Terminal Strip 2 Position
Bushing, Snap
Inductor, Power Factor
Resistor 1.5K OHM 100W
Inductor Assembly Output
Transformer Assembly, Main
Filter Inductor, Single Phase – CE Version only
Filter EM1 – CE Version only

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-22
1
2
3
4
5
6
7

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-23
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
3
4
5
6
7
2234518
38047
2234519
35917GY
951981
2234877
674156
J2
SH1
J1
J3, 4
TB3
Block Terminal, 8 Position
Shunt, Feedback
Block Terminal, 16 Position
Baffle Heatsink
Heatsink
Block Terminal, 10 Position
Adaptor

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-24
1
2
3
4
5
6
7
9
8
10
11
13
14
12
15
16
17
18
19
19
21
22
21 23
24
21
25
26
20
27
10
29
28
C
CE units on
ly

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-25
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
35940
951978
952611
951192
951833
35794
951979
951196
951980
17750020
951194
647345
17250005
951940
951983
35793
950823
35792
35844
951191
951980
35799
35918
639533
17721020
951185
647345
36873
952255
36872
32958
950711
35799
37141
952157
38052
T1
BR1
SCR1
Q1,2
R4,5
R1
C6,7
C4,5
Q1,2
R6,7,8,9
D1,2
C8,9
T2
TS1,2
C1
C3
FN2,3
PCB2,3
Transformer Control
Bridge Diode 3PH 130A
Bridge Diode 3 PH
Pad Thermal Bridge
Pad Termal IGBT 1200V
Busbar Input Bridge
SCR 90A
Pad Thermal SCR Module
IGBT 300A 600V
Resistor 20OHM 50W NI
Pad Thermal Power Resistor 50W
Bushing Snap 1.31 I.D. X 1.5 MH .44 L
Resistor 5OHM 50W
Capacitor 1uf 600VDC
Capacitor 3300 uf
Busbar IGBT (-)/Capacitor
Bushing Snap .687
Busbar IGBT (+)/Capacitor
Nomex Insulator
Pad Thermal IGBT 1200V
IGBT 300A 600V
Wire Kit Module
Busbar Shunt
Bushing Snap .875 I.D. X 1.093 MH
Resistor 20 OHM 25W NI
Module Diode 100A 600V
Bushing Snap 1.31 I.D. X 1.5 MH .44 L
Busbar Capacitor/IGBT
Capacitor Film 40uf 400VDC
Busbar Capacitor
Transformer, Current
Switch Thermal 194 Deg. F.
Wire Kit
Wire Kit
Filter - CE Version only
IGBT Driver

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-26
7.6 IEFC-S Gas Console Replacement Parts
K2
K2-A
K2-B
FUSE 1
AIR2
AIR 1
ARGON
O2-2
O2-1
N2-3
N2-2
N2-1
H-35
METHANE
OUTPUT CARD A
OUTPUT CARD B
ANALOG CARD C
ANALOG CARD D
P3 P4-A
P4-B
1
10
1
112 12
VALVE 1
PLASMA 1
VALVE 2
PLASMA 2
VALVE 3
SHIELD 1
VALVE 4
SHIELD 2
3
3
3
3
1
2
3
4
5

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-27
IEFC-S Gas Console P/N 0558003641
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
3
4
5
0558002074
2237924
56996230
2237927
2237927*
IIEFC-S Manifold Assembly without Proportional
Valves
ASIOB Control System Motherboard
ASIOB Relay Output Card
ASIOB Analog Output Card “C”
ASIOB Analog Output Card “D”
*Note: Item 5 1 of 2 Analog Cards, “D”, is a modified ASIOB Analog Output Card

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-28
7.7 IEFC-S Gas Console Manifold Assembly w/o prop. valves - P/N 0558002074
ARGON
N2-1
N2-2
N2-3
O2-2
O2-1
H-35
METHANE
AIR 1
AIR 2
PS1
PS2
PS3
PS4
PS5
1
0
1
P
3
P
4
A
1
2
1
P
4
B
1
2
1
1
2
3
4
5
4
6
6
8
9
10
7
Bottom View

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-29
Item
Number
Part Number Quantity Description
1
2
3
4
5
6
7
8
9
10
0558002074
952921
10Z30
74S76
3389
3390
952920
0558002070
0558002071
0558002254
1
10
1
1
2
2
4
1
2
1
Manifold Assembly without Proportional Valves
Valve, Solenoid 2-way, Man Mt. O2. S2 24/60 1/8 Or.
Pipe Ftg Brass, Adptr ¼ MNPT X Male 5/8 –11 Hose
Pipe Ftg Brass, Adptr ¼ FNPT X Female 5/8 –11 Hose
Pipe Ftg Brass, Adptr ¼ MNPT X 9/16-18 Male Hose
Pipe Ftg Brass, Adptr ¼ MNPT X 9/16 LH Male Hose
Switch, Pressure, 50PSI Non Adj, N.O. Wire Leads
Valve, Prop., Analog 0-9 Bar 0-10v M.Mt 4-20MA N2
Valve, Prop., Analog 0-9 Bar 0-10v M.Mt 4-20MA O2
Valve, Prop., Analog 0-6 Bar 0-10v M.Mt 4-20MA H2

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-30
7.8 IEFC-S Ignition Console Replacement Parts
X3
X2
X1
PILOT
ARC
TORCH
A
A
PLASMA 2ARGON
PLASMA 1
SHIELD 2
SHIELD 1
SECTION A-A
2
1

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-31
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
674969
37401
PCB Special Function Filter
Electrode, Spark Gap w/Solder Lug

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-32
9
8
7
12
11
6
3
10
14
19
13
20
18
2
5
1
4
5/8 - 18
L.H. (Ref)
3/8 - 24
L.H. (Ref)
Shield 1 IN Orange
Shield 1 OUT Orange
Shield 2 IN Black
Plasma 2 IN Yellow
Plasma 2 OUT Yellow
Argon IN Red
Plasma 1 OUT Blue
Plasma 1 IN Blue
.284" HEX
for Electrode
.189" HEX
for Cooling Water Tube
7.9 PT-24 Torch Assembly IFC Series P/N 0558002396
21
22
23
15
17
24
25
26
Not
Shown
Silcone Lubricant
Krytox AntiSeize
Torch Start -Up Kit
Torch Spare Parts Kit

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-33
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
17
18
19
20
21
22
23
24
25
26
21758
22568
22381
22380
22382
See Process Data
See Process Data
22007
22010
21712
21539
22531
0558002340
22375
21765
77500101
2234133
996565
0558002510
0558002511
0558002512
21739
21740
21741
73585064
73585065
37609
56996213
21536, 21539
21541, 21542
21543, 21692
21693, 21725
21765, 21923
22007, 22101
22531, 86W62
638797, 950714
Body & Tube Assembly PT-24 Torch
Sleeve, Torch PT-24
Gas Line Start Blue
Gas Line Cut Yellow
Gas Line Shield Orange/Red
Swirl Baffle (See Process Data)
Nozzle (see Process Data)
Retainer/Diffuser
Insulator Shield Cup
Insulator Shield Retainer
Electrode 250 AMP
Cup Shield w/Retainer
Torch Ar Gas Manifold PT24 IFC
Protector Gortiflex Sensor 7LG
Tool Electrode & Nozzle
LUB Grease DOW DC-111 (NOT Shown)
Clamp, Worm Drive
Clamp, Hose
PT-24 Cable Bundle Assembly 4.5 Ft.
PT-24 Cable Bundle Assembly 12 Ft.
PT-24 Cable Bundle Assembly 17 Ft.
Check Valve Body
Ball
Spring
Dupont Krytox 2 oz tube
Dupont Krytox 8 oz tube
PT-24 Start-up Kit (Quantity of each)
Nozzle “A”(2); Nozzle “B”(2); Nozzle “C”(2); Nozzle
“D”(2); Nozzle “E”(2); Swirl Baffle 15A(1); Swirl Baffle
30A(1); Swirl Baffle 50/70A(1); Lubricant(1); Electrode
and Nozzle Tool(1); Shield Insulator Cup(1); O-ring
1.239 x 0.07(1); O-ring 0.614 X 0.07(1), O-ring 1.498
X 0.07(1); Electrode(5)
Torch Spare Parts Kit (Quantity of each)
Swirl Baffle(2), Oxy Electrode(5)
Nozzle “B”(5), Nozzle “C”(5)
Nozzle “D”(5), Swirl Baffle 50/70A(2)
Retainer Shield Cup(1), Water Baffle(1)
Electrode and Nozzle Tool(1), Nozzle “E”(3)
Retainer diffuser Nozzle(1), Shield Insulator Cup(3)
Shield(6), O-ring 1.239 x 0.07(3)
O-ring 0.614 X 0.07(3), O-ring 1.498 X 0.07(3)

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-34
7.10 Torch Ar Gas Manifold PT24 IFC
1 2 3 4 5 6 7 8
1 2 3 4 5 6 7 8
3
2
1
Plasma 2
Plasma 1
Shield 2
Shield 1
Shield 1 & Shield 2 Common
Plasma 1 & Plasma 2 Common
Argon Common
Argon

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-35
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
3
0558001502
952921
593985
Flange
2 Way Solenoid Valves
O-Ring

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-36
7.11 PT-24 IFC Interface Cables
N
2
O
2
Air
CH
4
Ar
2
6
7
8
9
20
10
3
4
1
5
11
12

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-37
Item
Number
Part Number Description
1 Reference Gas Supply Lines
2 Reference Main Power Cable
3 Reference 120 VAC/24 VDC Cable
4 Reference Process ASIOB Cable
5 Reference Height Control ASIOB Cable (comes from a junction with
process ASIOB cable inside the flow control
6 22428
21905
22504
21906
22505
21907
3,7m (12 ft.) Power Bundle
7,6m (25 ft.) Power Bundle
12,2, (40 ft.) Power Bundle
18,3m (60 ft.) Power Bundle
24,4m (80 ft.) Power Bundle
30,5m (100 ft.) Power Bundle
7 0560987422
0560987423
0560987424
0560987425
0560987426
3,1m (10 ft.) Power supply I/O cable
6,1m (20 ft.) Power supply I/O cable
9,1 (30 ft.) Power supply I/O cable
18,3m (60 ft.) Power supply I/O cable
30,5m (100 ft.) Power supply I/O cable
8 Reference Ground Cable
9 30741 Work Cable
10 0558002510
0558002511
0558002512
0558002502
0558002503
0558002504
21761
22424
0558002505
21762
22425
0558002509
0558002506
0558002507
0558002508
2,13m (4.5 ft.) Torch Bundle (5 Hose)
5,7m (12 ft.) Torch Bundle (5 Hose)
9,4m (20 ft.) Torch Bundle (5 Hose)
Note: Torch Bundle includes items below
2,13m (4.5 ft.) Gas Tube Assembly (5 hoses)
5,7m (12 ft.) Gas Tube Assembly (5 hoses)
9,4m (20 ft.) Gas Tube Assembly (5 hoses)
2,13m (4.5 ft.) Power Cable
5,7m (12 ft.) Power Cable
9,4m (20 ft.) Power Cable
2,13m (4.5 ft.) Pilot Arc Cable
5,7m (12 ft.) Pilot Arc Cable
9,4m (20 ft.) Pilot Arc Cable
2,13m (4.5 ft.) Solenoid Cable
5,7m (12 ft.) Solenoid Cable
9,4m (20 ft.) Solenoid Cable
11 Reference Height Control I/O Cable
12 0558003642
0558003643
0558003644
3m Remote Interconnecting Bundle
6m Remote Interconnecting Bundle
9m Remote Interconnecting Bundle

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-38
Notes:

REVISION HISTORY
Revision of 02/05 - updated process data page for 16 amps , carbon steel. New data for shield gas, arc
voltage, travel speed.
1.

Customer // Technical Support
(843) 664-4405
(800) ESAB-123 (372-2123)
ESAB Welding and Cutting Products
PO BOX 100545 Ebenezer Road
Florence, SC 29501-0545
http://www.esab.com
ESAB Cutting Systems – Canada
6010 Tomken Road
Mississauga, Ontario Canada L5T 1X9
Phone: (905) 670-0220
Fax: (905) 670-4879
ESAB Cutting Systems GMBH
Robert-Bosch-Strasse 20
Postfach 1128
D-61184 Karben 1
Phone 011-49-6039-400
Fax 011-49-6039-403-02
http://www.esab.de
Printed in U.S.A
Transcripción de documentos
F-15-771 June, 2005 Spanish Manual de Instalación, Operación y Mantenimiento del IEFC-S PT-24 SISTEMA DE PRECISIÓN PLASMARC Con Control de Flujos Integrado (Separable) Conjunto de interconexión Consola de gas Consola de encendido Consola de alimentación Cutting Systems Soplete PT-24 con colector 411 South Ebenezer Road Florence, South Carolina, U.S.A. El equipo descripto en este manual es potencialmente peligroso. Se deberán tomar precauciones para su instalación, operación y mantenimiento. El comprador es totalmente responsable de la operación y el uso seguro de todos los productos adquiridos, lo cual incluye cumplir con las normas OSHA y otras reglamentaciones gubernamentales. ESAB Cutting Systems no asumirá responsabilidad alguna por daños a personas o de otra índole, surgidos del uso de alguno de los productos fabricados o vendidos por ESAB. Lea las bases y condiciones de venta de ESAB, las cuales incluyen un detalle específico acerca de las responsabilidades y reservas de ESAB. La principal prioridad de ESAB Cutting Systems consiste en lograr la satisfacción del cliente. Estamos procurando constantemente mejorar nuestros productos, los servicios y la documentación. Como resultado, efectuamos todas las mejoras y/o los cambios de diseño que sean necesarios. ESAB extrema los esfuerzos para garantizar que los documentos y manuales se encuentren actualizados. No podemos garantizar que cada documento recibido por nuestros clientes refleje las últimas mejoras de diseño efectuadas. Por lo tanto, la información contenida en este documento podría ser modificada sin previo aviso. El número de parte (P/N) de este manual es F15771. Este manual es para la conveniencia y el uso de los compradores de las máquinas de corte. No representa un contrato u otra obligación por parte de ESAB Cutting Systems. © ESAB Cutting Systems, 2003 Printed in U.S.A. Precisión Plasmarc IEFC-S – CE Índice Sección 1 Seguridad Página 1—(_) 1,1 Introducción......................................................................................... 1 1.2 Notaciones y símbolos sobre seguridad ............................................... 2 1.3 Información general sobre seguridad.................................................... 3 1.4 Precauciones durante la instalación ..................................................... 5 1.5 Conexión eléctrica a masa ................................................................... 6 1.6 Manejo de una máquina de corte por plasma....................................... 7-12 1.7 Precauciones durante el funcionamiento .............................................. 13 1.8 Referencias de seguridad..................................................................... 14-17 Sección 2 Descripción Página 2—(_) 2.1 General ................................................................................................ 1 2.2 Alcance................................................................................................ 1 2.3 Opciones de paquete disponibles ........................................................ 2 2.4 Especificaciones técnicas 2.4.1 Sistema Precision Plasma ........................................................... 3 2.4.2 Gas de plasma ............................................................................ 4 2.4.3 Gas de inicio ............................................................................... 4 2.4.4 Gas secundario ........................................................................... 4 2.4.5 Gas de corte ............................................................................... 4 2.4.6 Soplete PT-24 ............................................................................. 4 i Precisión Plasmarc IEFC-S – CE Índice Sección 3 Instalación Página 3—(_) 3.1 General................................................................................................. 1 3.2 Equipo necesario .................................................................................. 1 3.3 Emplazamiento ..................................................................................... 1 3.4 Conexiones de alimentación eléctrica principales .................................. 2-3 3.5 Emplazamientos de conexión alternativos para IFC................................ 4 3.6 Identificación de componentes básicos para IFC .................................. 4 3.7 Componentes básicos de la consola de encendido y puntos de 5 conexión...................................................................................................... 3.8 Líneas de interconexión ........................................................................ 6 3.9 Unión de las consolas de encendido y de gas....................................... 7 3.10 Conexión de las consolas de gas y encendido separadas................... 8 3.11 Conexiones de la consola de alimentación.......................................... 9 3.12 Interruptor selector de voltaje.............................................................. 3.13 Diagrama de interconexiones de la consola de encendido y de gas por separado ............................................................................................... 3.14 Diagrama de interconexiones de la consola de encendido y de gas unidas.......................................................................................................... 3.15 Entrada a la consola de gas................................................................ 9 10-11 12-13 14-15 3.16 Entrada a la consola de alimentación .................................................. 16 3.17 Montaje del soplete............................................................................. 17 3.18 Refrigerante del soplete ...................................................................... 18 3.19 Inspección de las líneas de gas y refrigerante...................................... 18 3.20 Utilización de un colector de soplete de 5 solenoides ......................... 19 3.21 Conversión del colector de la consola de gas IEFC-S para acomodar 19-20 un colector de soplete de 4 solenoides ............................................... ii Precisión Plasmarc IEFC-S – CE Índice Sección 4 Funcionamiento Página 4—(_) 4.1 Controles de suministro de alimentación 4.1.1 Interruptor de alimentación principal............................................. 1 4.1.2 Interruptor de arco piloto.............................................................. 1 4.1.3 Luces indicadoras de fallo............................................................ 2 4.1.4 Medidores.................................................................................... 2 4.1.5 Interruptor de control de corriente ................................................ 2 4.2 Calidad de corte 4.2.1 Introducción .............................................................................. 3 4.2.2 Ángulo de corte .......................................................................... 4 4.2.3 Corte plano .................................................................................. 5 4.2.4 Acabado de la superficie .............................................................. 6 4.2.5 Escoria......................................................................................... 7-8 4.2.6 Precisión en las dimensiones ....................................................... 9 4.3 Influencia de las opciones de gas en la calidad de corte 4.3.1 Introducción ................................................................................. 10 4.3.2 Aluminio ....................................................................................... 10 4.3.3 Acero al carbono ......................................................................... 11 4.3.4 Acero inoxidable .......................................................................... 12-14 4.4 Datos de proceso 4.4.1 Introducción ................................................................................ 15 4.4.2 Parámetros de datos de proceso ................................................. 16-61 Aluminio ................................................................................ 16-23 Acero al carbono .................................................................. 24-33 Acero inoxidable ................................................................... 4.4.3 Relación del ancho del corte, con los amperios y el grosor del material ....................................................................................................... 4.4.3.1 Valores de corte para aluminio ............................................. 34-61 62 62 4.4.3.2 Valores de corte para acero al carbono................................ 64 4.4.3.3 Valores de corte para acero inoxidable O2/N2/O2 ................. 67 4.4.3.4 Valores de corte para acero inoxidable Aire/Aire/CH4 .......... 68 4.4.3.5 Valores de corte para acero inoxidable N2/N2/CH4 ............... 69 4.4.3.6 Valores de corte para acero inoxidable N2/N2 ...................... 70 4.4.3.7 Valores de corte para acero inoxidable Aire/Aire.................. 72 Datos de marcaje de plasma................................................ 74 iii Precisión Plasmarc IEFC-S – CE Índice Sección 5 Mantenimiento Página 5—(_) 5,1 General................................................................................................. 1 5.2 Inspección y limpieza ............................................................................ 1 5.3 Descripción del soplete PT-24 .............................................................. 2-4 5.4 Diagrama de líquidos para el IEFC-S..................................................... 3 5.4 Mantenimiento del soplete .................................................................... 5-7 5.5 Desmontaje e inspección de consumibles para el soplete PT-24 .......... 8-11 5.6 Remontaje de la punta del soplete PT-24 ............................................. 12-14 5.7 Control de flujo ..................................................................................... 14-15 5.8 Desmontaje de la válvula proporcional .................................................. 16 Sección 6 Solución de problemas Página 6—(_) 6.1 Seguridad general................................................................................. 1 6.2 Guía de solución de problemas............................................................. 2 6.2.1 Reducción en la vida útil de los consumibles................................. 2 6.2.2 Baja calidad de corte .................................................................... 3 6.2.3 Sin arco piloto............................................................................... 3 6.2.4 Sin transferencia de arco .............................................................. 3 6.2.5 Sin preflujo.................................................................................... 3 6.2.6 El soplete no se enciende ............................................................. 3 6.2.7 Vida útil de la boquilla excesivamente corta................................... 4 6.2.8 Vida útil del electrodo corta........................................................... 4 6.2.9 Vida útil del electrodo Y de la boquilla corta .................................. 4 6,3 Diagrama de líquidos para el IEFC-S..................................................... 5 Identificación de la válvula del colector del IEFC-S ........................ 5 6.4 Diagrama eléctrico para el IEFC-S......................................................... 6-7 6.5 Esquema eléctrico de la consola de encendido..................................... 8 6.6 Esquema de líquidos de la consola de encendido ................................. 8 6.7 Esquema eléctrico de la fuente de alimentación Precision Plasma......... 10-11 6.8 Diagrama de cableado de la fuente de alimentación Precision Plasma (incluye versión para la CE) 12-16 6.7 Esquema del módulo de alimentación – Versión para la CE .................. 18-19 6.8 Diagrama de cableado del módulo de alimentación Precision Plasma – 20-21 Versión para la CE ....................................................................................... 6.9 Colector del soplete.............................................................................. 22 iv Precisión Plasmarc IEFC-S – CE Índice Sección 7 Piezas de repuesto Página 7—(_) 7.1 General ................................................................................................ 1 7.2 Pedido ................................................................................................. 1 7.3 Fuente de alimentación Plasmarc – componentes exteriores................. 2-7 7.4 Fuente de alimentación Plasmarc – componentes interiores.................. 8-17 7.5 Módulo de alimentación ....................................................................... 18-25 7.6 Consola de gas IEFC-S........................................................................ 26-27 7.7 Colector de gas IEFC-S ....................................................................... 28-29 7.8 Consola de encendido IEFC-S ............................................................. 30-31 7.9 Conjunto de soplete PT-24 – Serie IFC ............................................... 32-33 7.10 Colector de soplete de 5 solenoides .................................................. 34-35 7.11 Cables y mangueras de interfaz ......................................................... 36-37 Información cliente/técnica Contraportada del manual v Precisión Plasmarc IEFC-S – CE Índice Esta página se ha dejado en blanco intencionadamente. vi SECCIÓN 1 SEGURIDAD 1.1 Introducción El proceso de corte de metales por plasma brinda a la industria una herramienta única y versátil. Los equipos ESAB se diseñaron para brindar una mayor eficiencia y seguridad en la operación de corte de metales. No obstante, al igual que con otras maquinarias, para lograr el mayor beneficio, es necesario prestar especial atención a los procedimientos operativos, y las medidas de precaución y seguridad. Independientemente de la función desempeñada por un individuo con relación a la maquinaria (que se encargue de su operación, del mantenimiento, o actúe como simple observador), deberá acatar estrictamente las medidas de precaución y seguridad establecidas. La inobservancia de ciertas medidas de precaución podría provocar lesiones graves al personal involucrado o daños importantes al equipo. Las medidas de precaución señaladas a continuación representan pautas generales a considerar cuando se trabaja con maquinarias de corte. En los instructivos encontrará medidas de precaución más explícitas concernientes al equipo principal y a sus accesorios. Si desea mayor información acerca de la seguridad en el campo de las maquinarias de corte y soldadura, adquiera y lea las publicaciones incluidas en “Referencias Recomendadas”. Plasma de Precisión con Control de Flujo Electrónico – 1-1 SECCIÓN 1 SEGURIDAD 1.2 Apuntes y símbolos relativos a la seguridad ! ! 1-2 PELIGRO En este manual se utilizan las palabras o los símbolos siguientes, los cuales indican distintos niveles de compromiso con relación a la seguridad. ALERTA o ATENCIÓN. Su seguridad se encuentra comprometida o existe una falla potencial del equipo. Se utiliza conjuntamente con otros símbolos e información adicional. Usado para llamar la atención frente a peligros inminentes que, de no prevenirse, provocarían lesiones graves o la muerte. ! ADVERTENCIA Usado para llamar la atención frente a peligros potenciales que podrían provocar lesiones personales o la muerte. ! Usado para llamar la atención frente a peligros que podrían provocar lesiones menores o perjudicar al equipo. PRECAUCION PRECAUCION Usado para indicar que el equipo está expuesto a riesgos menores. AVISO Usado para indicar la existencia de información importante referida a la instalación, la operación o el mantenimiento del equipo, y que no se encuentra directamente relacionada con riesgos para la seguridad. Plasma de Precisión con Control de Flujo Electrónico – SECCIÓN 1 SEGURIDAD 1.3 Información General de Seguridad ! ADVERTENCIA ! ADVERTENCIA El equipo se enciende en forma automática. Este equipo se mueve en varias direcciones y velocidades. • El traslado de esta maquinaria puede producir aplastamiento. • Este equipo sólo debe ser operado o reparado por personal calificado. • Todo el personal, los materiales y el equipo no involucrados en el proceso de producción, deberán mantenerse fuera del área de operación del sistema. • Mantenga los engranajes y los rieles libres de residuos u obstrucciones como, por ejemplo, herramientas o ropas. • Coloque una valla alrededor de toda la celda de trabajo a fin de evitar que el personal traspase el área o se pare en la zona de operación del equipo. • Coloque carteles de ADVERTENCIA adecuados en todas las entradas a las celdas de trabajo. • Siga el procedimiento de bloqueo del equipo antes de realizar tareas de mantenimiento. La inobservancia de las instrucciones para la operación de este equipo podría provocar la muerte o lesiones graves. Lea y trate de comprender el contenido de este manual del operador antes de utilizar esta maquinaria. • Lea todo el procedimiento antes de operar o efectuar el mantenimiento del sistema. • Se deberá prestar especial atención a todas las advertencias de peligro que brinden información esencial con relación a la seguridad del personal y/o los posibles daños al equipo. • Todas las personas que tengan alguna responsabilidad con relación al sistema, o acceso al mismo, deberán observar estrictamente todas las medidas de seguridad concernientes al equipo eléctrico y las operaciones durante el proceso. • Lea todas los textos relacionados a temas de seguridad que se encuentren disponibles en su empresa. Plasma de Precisión con Control de Flujo Electrónico – 1-3 SECCIÓN 1 SEGURIDAD ! ADVERTENCIA La falta de cumplimiento de las instrucciones incluidas en los rótulos de advertencia relativos a la seguridad, podría provocar la muerte o lesiones graves. Lea y comprenda todos los rótulos con advertencias relativas a la seguridad que se encuentran adheridos al equipo. Recurra al manual del operador para obtener mayor información sobre aspectos relativos a la seguridad. 1-4 Plasma de Precisión con Control de Flujo Electrónico – SECCIÓN 1 SEGURIDAD 1.4 Precauciones durante la instalación ! ADVERTENCIA Los equipos que no han sido instalados en forma adecuada pueden causar lesiones, o la muerte. Siga estas pautas al instalar el equipo: No conecte un tubo de gas directamente a la boca de entrada de la máquina. Se deberá instalar un regulador de cilindro adecuado para tubos de gas combustible que atenúe la presión de entrada hasta un nivel razonable. Por lo tanto, el regulador del equipo se utiliza para lograr la presión requerida por los sopletes. Antes de instalar el equipo, comuníquese con su representante de ESAB, quien puede sugerirle algunas medidas de precaución respecto de la instalación de la tubería y el traslado de la máquina, entre otras, a fin de garantizar que se cumplan las máximas medidas de seguridad. Jamás intente modificar el equipo o agregarle dispositivos, sin antes haber consultado a un representante autorizado de ESAB. Observe los requerimientos de espacio físico para garantizar una operación adecuada del equipo y la seguridad del personal. Plasma de Precisión con Control de Flujo Electrónico – 1-5 SECCIÓN 1 SEGURIDAD 1.5 Conexión a tierra Es imprescindible que se efectúe una conexión a tierra a fin de garantizar un buen funcionamiento del equipo, y por SEGURIDAD. Lea la sección sobre Instalación en este manual para obtener instrucciones detalladas acerca de la descarga a tierra. ! ADVERTENCIA Peligro de descarga eléctrica. Una conexión a tierra deficiente puede causar lesiones graves, o la muerte. Se debe efectuar una conexión a tierra adecuada antes de encender el equipo. ! ADVERTENCIA 1-6 Una conexión a tierra inadecuada puede dañar la máquina y sus componentes eléctricos. • Antes de encenderla, la máquina debe tener una descarga a tierra. • La tabla de corte debe contar con una varilla de descarga a tierra adecuada. Plasma de Precisión con Control de Flujo Electrónico – SECCIÓN 1 SEGURIDAD 1.6 Cómo se maneja un equipo de corte por plasma ! ADVENTENCIA Peligro de residuos voladores y ruidos nocivos. • Las salpicaduras calientes pueden provocar quemaduras y lesiones oculares. Utilice gafas protectoras para evitar quemaduras y lesiones oculares producidas por residuos voladores generados durante la operación. • Las escorias del metal pueden estar candentes y saltar grandes distancias. Las personas ajenas al proceso que circulen por el área también deberán usar gafas protectoras y cristales de seguridad. • El arco de plasma puede provocar lesiones auditivas. Cuando efectúe cortes sobre agua utilice protectores adecuados para los oídos. Plasma de Precisión con Control de Flujo Electrónico – 1-7 SECCIÓN 1 ! SEGURIDAD ADVENTENCIA Riesgo de quemaduras. El metal caliente puede producir quemaduras. ! 1-8 ADVENTENCIA • No toque la placa de metal o las partes inmediatamente después del corte. Espere a que el metal se enfríe o sumérjalo en agua. • No toque el soplete de plasma inmediatamente después del corte. Espere a que el soplete se enfríe. Voltajes peligrosos. La descarga eléctrica puede provocar la muerte. • NO toque el soplete de plasma, la mesa de corte o los cables de conexión durante el proceso de corte con plasma. • Desconecte siempre las fuentes de energía del plasma antes de tocar o reparar el soplete de plasma. • Desconecte siempre las fuentes de energía del plasma antes de abrir o reparar las tuberías de plasma o el kit de medición del flujo. • No toque las partes con corriente eléctrica. • Los paneles y las cubiertas deben estar en su lugar cuando la máquina se encuentra conectada a una fuente de energía. • Aíslese de las piezas de trabajo y de la conexión a tierra: utilice guantes, zapatos y ropa aislante. • Mantenga los guantes, los zapatos, la ropa, el área de trabajo y el equipo secos. Plasma de Precisión con Control de Flujo Electrónico – SECCIÓN 1 ! SEGURIDAD ADVENTENCIA Peligro de que sus manos resulten aplastadas. Al mover las guías laterales, éstas pueden aplastarle o apretarle las manos. Saque las manos del soplete y de la guía durante la operación. ! ADVENTENCIA Peligro de asfixia o intoxicación por gases. El humo y los gases generados por el proceso de corte plasma pueden ser perjudiciales para su salud. • NO inhale el humo. • No utilice el soplete de plasma si el sistema de extracción de gases no funciona correctamente. • En caso de ser necesario, aumente la ventilación. • Si la ventilación es insuficiente, utilice un respirador aprobado. Plasma de Precisión con Control de Flujo Electrónico – 1-9 SECCIÓN 1 ! SEGURIDAD ADVENTENCIA Peligro de radiación. La radiación por arco puede producir lesiones oculares y quemaduras en la piel. • Utilice protección ocular y corporal adecuada. • Utilice anteojos oscuros o gafas protectoras con escudos laterales. Lea el cuadro siguiente para obtener el grado de sombra de las lentes recomendado para el corte por plasma: Corriente por arco Sombra de la lente Hasta 100 Amps Sombra No. 8 100-200 Amps Sombra No. 10 200-400 Amps Sombra No. 12 Más de 400 Amps Sombra No. 14 1-10 • Reemplace los anteojos / gafas protectoras cuando las lentes estén rotas o perforadas. • Advierta a las otras personas en el área que no miren directamente al arco, a menos que estén utilizando gafas protectoras adecuadas. • Prepare el área de corte para reducir la reflexión y la transmisión de la luz ultravioleta. • Pinte las paredes y otras superficies con colores oscuros para que se reduzca la reflexión de la luz. • Instale pantallas o cortinas protectoras que reduzcan la transmisión ultravioleta. Plasma de Precisión con Control de Flujo Electrónico – SECCIÓN 1 ! SEGURIDAD ADVENTENCIA La ruptura de los tubos de gas puede tener consecuencias fatales Si no se manipulan con cuidado, los tubos de gas pueden romperse, expulsando el gas en forma violenta. ! ADVENTENCIA • Evite los movimientos bruscos de los tubos. • Cuando no se utilizan, las válvulas de los tubos deben permanecer cerradas. • Mantenga las mangueras y los adaptadores en buenas condiciones. • Para que los tubos permanezcan siempre en posición vertical, fíjelos con una cadena o una abrazadera a un objeto estable adecuado que no forme parte de un circuito eléctrico. • Ubique los tubos de gas lejos de fuentes de calor, chispas y llamas. Nunca dirija un arco hacia un tubo de gas. • Remítase a la Norma P-1 (CGA), “Medidas de precaución para el manejo seguro del gas comprimido en cilindros”, emitido por la Asociación de Gas Comprimido. Peligro de chispazos. El calor, las salpicaduras y los chispazos pueden provocar incendios y quemaduras. • No efectúe cortes cerca de material combustible. • No corte envases que hayan contenido combustibles. • No porte combustibles (por ejemplo, un encendedor con butano). • El arco piloto puede provocar quemaduras. La boquilla del soplete debe permanecer alejada de usted y del resto de las personas cuando inicie el proceso del plasma. • Utilice protección ocular y corporal adecuada. • Utilice guantes, zapatos y máscara de seguridad aislantes. • Use vestimenta ignífuga que cubra todas las áreas expuestas. • Utilice pantalones sin puños para evitar que chispas y virutas entren en contacto con la piel. Plasma de Precisión con Control de Flujo Electrónico – 1-11 SECCIÓN 1 ! SEGURIDAD PRECAUCION AL CORTAR SOBRE AGUA, SE OBTENDRÁN RESULTADOS POCO SATISFACTORIOS. El PT-24 se diseñó para el proceso de corte en seco. El corte sobre agua puede: • acortar la vida útil de las piezas consumibles • degradar la calidad de corte. El rendimiento del corte sobre agua puede resultar poco satisfactorio. El vapor de agua creado cuando el material candente o las chispas entran en contacto con el líquido puede favorecer la formación del arco dentro del soplete. Cuando el corte se realiza sobre una capa freática, reduzca el nivel del agua hasta lograr una distancia máxima entre el agua y el material. ! ADVENTENCIA Peligro de explosión. Ciertas aleaciones de aluminio-litio (Al-Li) fundidos pueden causar explosiones cuando el corte plasma se realiza SOBRE agua. No realice cortes por plasma de las siguientes aleaciones de Al-Li con agua: Alithlite (Alcoa) Alithally (Alcoa) Aleación 2090 (Alcoa) X8090A (Alcoa) X8092 (Alcoa) 1-12 X8192 (Alcoa) Navalite (US Navy) Lockalite (Lockheed) Kalite (Kaiser) 8091 (Alcan) • Estas aleaciones sólo deben cortarse en seco, en una placa seca. • NO realice cortes secos sobre agua. • Comuníquese con su proveedor de aluminio para que le brinde más información acerca de los peligros asociados al uso de estas aleaciones. Plasma de Precisión con Control de Flujo Electrónico – SECCIÓN 1 SEGURIDAD 1.7 Medidas de precaución para el servicio técnico PRECAUCION Establezca un programa de mantenimiento preventivo, y cúmplalo. Se puede planificar un programa combinado a partir de las fechas recomendadas en el manual de instrucciones. Evite que el equipo de pruebas y las herramientas manuales queden sobre el equipo, ya que la máquina podría sufrir daños eléctricos o mecánicos graves. ! PRECAUCION Se deberán extremar las precauciones al testear los circuitos con un osciloscopio o un voltímetro. Los picos de voltaje pueden dañar los circuitos integrados. Apague el equipo antes de iniciar las pruebas, a fin de evitar que se produzca un cortocircuito entre los componentes. Antes de encender el equipo, todas las placas del circuito deberán hallarse correctamente enchufadas, todos los cables perfectamente conectados, todos los gabinetes cerrados y bloqueados, todas las defensas y las carcazas puestas. Nunca conecte o desconecte una placa del circuito impreso mientras la máquina está encendida. Las sobrecargas de corriente instantánea pueden dañar los componentes electrónicos. Plasma de Precisión con Control de Flujo Electrónico – 1-13 SECCIÓN 1 SEGURIDAD 1.8 Referencias de seguridad -- Reglamentos, normativa, directrices Se recomiendan las siguientes publicaciones sobre seguridad en las operaciones de corte y soldadura. Estas publicaciones has sido preparadas para proteger a las personas de lesiones o enfermedades y para proteger la propiedad de posibles daños ocasionados por un uso poco seguro. Aunque algunas de estas publicaciones no están relacionadas específicamente con este tipo de equipo de corte industrial, se aplican los mismos principios de seguridad. 1-14 Plasma de Precisión con Control de Flujo Electrónico – SECCIÓN 1 SEGURIDAD 1.8.1 EEUU • “Precautions and Safe Practices in Welding and Cutting with Oxygen-Fuel Gas Equipment,” (Precauciones y uso seguro en la utilización del equipo de corte y soldadura con gas y oxígeno-combustible) Form 2035. ESAB Cutting Systems. • “Precautions and Safe Practices for Electric Welding and Cutting,” (Precauciones y prácticas seguras en el corte y soldadura eléctricos) Form 52-529. ESAB Cutting Systems. • “Safety in Welding and Cutting” (Seguridad en corte y soldadura) - ANSI Z 49.1, American Welding Society, 2501 NW 7th Street, Miami, Florida, 33125. • “Recommended Safe Practices for Shielded Gases for Welding and Plasma Arc Cutting” (Prácticas seguras recomendadas para la protección de gases durante la soldadura y el corte con arco de plasma) - AWS C5.10-94, American Welding Society. • “Recommended Practices for Plasma Arc Welding” (Prácticas recomendadas para la soldadura con arco de plasma)- AWS C5.1, American Welding Society. • “Recommended Practices for Arc Cutting” (Prácticas recomendadas para el corte con arco)- AWS C5.2, American Welding Society. • “Safe Practices” (Prácticas seguras) - AWS SP, American Welding Society. • “Standard for Fire Protection in Use of Cutting and Welding Procedures” (Normas para la protección en caso de fuego en la utilización de procedimientos de corte y soldadura) NFPA 51B, National Fire Protection Association (Asociación Nacional de Protección contra el fuego), 60 Batterymarch Street, Boston, Massachusetts, 02110. • “Standard for Installation and Operation of Oxygen - Fuel Gas Systems for Welding and Cutting” (Normas para la instalación y funcionamiento de sistemas de gas combustible de oxígeno en la soldadura y el corte)- NFPA 51, National Fire Protection Association. • “Safety Precautions for Oxygen, Nitrogen, Argon, Helium, Carbon Dioxide, Hydrogen, and Acetylene” (Precauciones de seguridad para oxígeno, nitrógeno, argón, helio, dióxido de carbono, hidrógeno y acetileno) Form 3499. ESAB Cutting Systems. Disponible a través de su representante de ESAB o su distribuidor local. • "Design and Installation of Oxygen Piping Systems" (Diseño e instalación de sistemas conductores de oxígeno) Form 5110. ESAB Cutting Systems. • “Precautions for Safe Handling of Compressed Gases in Cylinders” (Precauciones para el manejo seguro de gases comprimidos en los cilindros), CGA Standard P-1, Compressed Gas Association. También puede solicitar documentación referente a un uso seguro en las operaciones de corte y soldadura con materiales gaseosos a Compressed Gas Association Asociación de gases comprimidos), Inc., 500 Fifth Ave., New York, NY 10036. Plasma de Precisión con Control de Flujo Electrónico – 1-15 SECCIÓN 1 SEGURIDAD 1.8.2 Internacional Prevención de accidentes VBG 1 Estipulaciones generales VBG 4 Equipo eléctrico y maquinaria VBG 15 VBG 48 Soldadura, corte y métodos de trabajo relacionados Trabajos de limpieza con chorro de perdigones VBG 61 Gases VBG 62 Oxígeno VBG 87 Máquinas de chorro de líquido VBG 93 Rayos láser, prevención de accidentes y electrotecnología Ruido VBG 121 Normativa VDE (Asociación Alemana de Ingenieros Eléctricos) VDE 0100 VDE0113 VDE 0837 VDE 083750 Montaje de instalaciones eléctricas con voltaje normal de hasta 1000 voltios Equipo eléctrico de maquinas industriales Seguridad frente a la radiación de productos láser; guía del usuario (DIN EN 60825) Especificación para dispositivos de protección frente al láser Normas técnicas TRAC para los depósitos de acetileno y carburo TRAC-204 Líneas de acetileno TRAC-206 Sistemas de batería de cilindros de acetileno TRAC-207 Dispositivos de seguridad Normas técnicas TRG para gases de presión 1-16 TRG 100 Normativa general para gases de presión TRG 101 Gases a presión TRG 102 Mezclas de gas técnicas TRG 104 Gases a presión; uso alternativo de los depósitos de gases comprimidos Plasma de Precisión con Control de Flujo Electrónico – SECCIÓN 1 SEGURIDAD Normas DIN DIN 2310 Parte 1 DIN 2310 Parte 2 DIN 2310 Parte 4 DIN 2310 Parte 5 DIN 4844 Parte 1 Corte térmico; terminología y nomenclatura Corte térmico; determinación de la calidad de las caras de corte Corte térmico; corte con arco de plasma; principios del proceso, calidad, tolerancia dimensional Corte térmico; corte por rayo láser de materiales metálicos; principios del proceso Etiquetas de seguridad (DIN EN 7287) Normas basadas en DIN EN ISO DIN EN 292/1 y 2 DIN EN 559 Seguridad de la maquinaria DIN EN 560 Conexiones de tubos y tubos flexibles del equipo de soldadura, corte y procesos similares. Conexión de tubos flexibles del equipo de soldadura con gas Seguridad de las máquinas, reducción de riesgos para la salud Fresadoras con un solo eje vertical DIN EN 561 DIN EN 6261 DIN EN 8481 DIN EN 1829 DIN EN 9013 DIN EN 12584 DIN EN 12626 DIN EN 28206 DIN EN 31252 DIN EN 31553 DIN EN 60204-1 DIN EN 60825 DIN EN 999 Tubos flexibles para soldar, cortar, y procesos similares Máquinas de chorro de agua a alta presión Corte térmico, corte con oxígeno, principios del proceso, tolerancia dimensional Imperfecciones en cortes con llama de oxi/combustible, con rayo láser y plasma Máquinas de procesamiento de láser Prueba de aprobación de máquinas de corte con oxígeno Equipo láser Equipo láser y relacionado con el láser Equipo eléctrico de las máquinas Seguridad de radiación de productos láser Disposición de los dispositivos de protección Normativa VDI VDI 2906 VDI 2084 Calidad de las caras de corte de piezas metálicas; corte con chorro de agua abrasivo y corte con arco de plasma Temperatura de la habitación; Sistemas técnicos para talleres de soldadura Plasma de Precisión con Control de Flujo Electrónico – 1-17 SECCIÓN 1 1-18 SEGURIDAD Plasma de Precisión con Control de Flujo Electrónico – SECCIÓN 2 2.1 General DESCRIPCIÓN El sistema PT-24 Precision Plasmarc IEFC-S proporciona un control de presión y de conmutación de gas programable. El sistema IEFC-S es el sistema de control de flujo electrónico de tercera generación para el sistema de plasma de precisión ESAB 100A. Las ventajas sobre el control de flujo electrónico original son: • reducción del área de presión combinada respecto al diseño original • menor número de piezas • mayor fiabilidad • opción de conmutación de mayor velocidad Aunque utilizan el mismo diseño y componentes integrados de alta fiabilidad, las consolas de gas y encendido se han separado en dos habitáculos independientes. Las consolas de gas y encendido pueden atornillarse entre sí para formar una sola unidad o permanecer separados para permitir que la consola de encendido pueda colocarse más cerca del soplete. Este nuevo diseño permite una flexibilidad máxima a la hora de colocar los componentes. La presión de gas y la conmutación se controla a través de la máquina de corte CNC, eliminando la necesidad de otro tipo de controles programables. 2.2 Alcance El objetivo de este manual es proporcionar al operador toda la información necesaria para instalar y manejar el sistema Precision Plasmarc. Se proporciona también material de referencia técnica para ayudar en la resolución de problemas del paquete de corte. Soplete de plasma de precisión PT-24 con consolas IEFC-S 2-1 SECCIÓN 2 DESCRIPCIÓN 2.3 Opciones de paquete disponibles Opciones de paquete Precision Plasmarc® IEFCS disponibles a través de su distribuidor ESAB Consola de alimentación Precision Plasmarc® Power (200/230/380/415/460/575) trifásica, de 50/60 Hz (necesario) CNC Controlable/Sin PLC Versión para la CE (tratada en este manual) Consola de gas N/P 0558002263 Consola de encendido N/P 0558003640 Soplete PT-24 con marca de velocidad máxima Paquete de alimentación (se necesita uno) Paquete de interconexión N/P 0558003641 4,5 ft. (1,4 m) N/P 0558002337 12 ft. (3,7 m) N/P 0558002338 20 ft. (6,1 m) N/P 0558002339 12 ft. (3,7 m) N/P 22428 25 ft. (7,6 m) N/P 21905 40 ft. (12,2 m) N/P 22504 60 ft. (18 m) N/P 21906 80 ft. (24,4 m) N/P 22505 100 ft. (30 m) N/P 21907 10 ft. (3 m) N/P 0558003642 20 ft. (6 m) N/P 0558003643 30 ft. (9 m) N/P 0558003644 10 ft. (3 m) N/P 0560987422 20 ft. (6,1 m) N/P 0560987423 Cable de control, CNC a fuente de alimentación (se necesita una) 30 ft. (9 m) 60 ft. (18 m) N/P 0560987424 N/P 0560987425 100 ft. (30 m) N/P 0560987426 Refrigerante para el soplete (se necesitan contenedores de un galón [3,8 litros] – N/P 156F05 cuatro galones [15 litros]) NOTAS: • El paquete de interconexión sólo se necesita si las consolas de gas y de encendido están separadas. Véase el diagrama de interconexiones que aparece en la sección 3. • El cable de control de la fuente de alimentación al CNC del cliente se suministra basándose en el pedido del cliente. • El suministro de gas, mangueras, cables de trabajo y cable de alimentación principal son suministrados por el cliente. • Véanse las Hojas de datos de proceso para obtener una lista de las piezas consumibles del soplete. 2-2 Soplete de plasma de precisión PT-24 con consolas IEFC-S SECCIÓN 2 DESCRIPCIÓN 2.4 Especificaciones técnicas del plasma de precisión 2.4.1 Sistema Voltaje de entrada 200/230/380/415/460/575 V, trifásico, de 50/60 Hz Corriente de entrada 65/60/50/40/30/25 A por fase Factor de potencia 0,95 Límites de la corriente de salida 15-100 A CC Voltaje del cable de salida 215 VCC Ciclo de trabajo 100% Voltaje de circuito abierto 315 V CC 1.118 mm Consola de alimentación Soplete PT-24 con colector 1067mm 559mm 191 mm 191 mm 200 mm 369mm Consola de encendido 369mm 289mm Consola de gas Soplete de plasma de precisión PT-24 con consolas IEFC-S 2-3 SECCIÓN 2 DESCRIPCIÓN 2.4.2 Especificaciones técnicas del gas de plasma Tipo O2, N2, Ar, Aire Presión [150 psig (10,4 bares) O2, N2, Aire][85 psig (5,9 bares) Ar] Flujo 100 cfh (47 l/min) máx. (varía con la aplicación) O2-99,8 a 99,995 % N2, Ar-99,995 % Aire limpio, seco y sin aceite Oxígeno: R-76-150-540LC (N/P 19777) Gas inerte: R-76-150-580LC (N/P 19977) Oxígeno: R-77-150-540 (N/P 998337 Hidrógeno/Metano R-77-150-350 (N/P 998342) Nitrógeno: R-77-150-580 (N/P 998344) Aire industrial: R-77150=590 (N/P 998348) Pureza requerida* Reguladores de servicio de los depósitos de líquidos recomendados Reguladores de 2 etapas de depósitos recomendados Estación de flujo y rendimiento alto o Regulación de tubos recomendados Estación de alta capacidad o reguladores de tubos recomendados Filtro de gas necesario Oxígeno: R-76-150-024 (N/P 19151) R-6703 (N/P 22236) 25 micrones con protección de cubeta (N/P 56998133) 2.4.3 Especificaciones técnicas del gas de inicio Tipo N2, Ar, Aire Presión [150 psig (10,4 bares) N2, Aire][85 psig (5,9 bares) Ar] Flujo 60 cfh (28 l/min) máx. (varía con la aplicación) Pureza mínima requerida N2, Ar – 99,995 % Aire limpio y seco 2.4.4 Especificaciones técnicas del gas auxiliar Tipo Presión Flujo Pureza mínima requerida N2, O2, Metano, Aire 100 psig (6,6 bares) H-35, Metano; 150 psig (10,4 bares) N2, O2, Aire 60 cfh (28 l/min) máx. (varía con la aplicación) N2, O2, CH4 N2, O2, CH4 – 99,995 % Aire limpio y seco 2.4.5 Especificaciones técnicas del gas de corte Tipo N2, O2, Aire Presión 150 psig (10,4 bares) N2, O2, Aire Flujo 60 cfh (28 l/min) máx. (varía con la aplicación) Pureza mínima requerida 99,995 % N2, 99,8% O2 y aire limpio y seco 2.4.6 Especificaciones técnicas del soplete PT-24 2-4 Tipo Gas dual, refrigerado con agua Intensidad 100 A @ 100 % del ciclo de trabajo Dimensiones Veánse las opciones de paquete (2.3) Soplete de plasma de precisión PT-24 con consolas IEFC-S SECCIÓN 3 INSTALACIÓN 3.1 General AVISO 3.2 Equipo necesario Una instalación adecuada puede contribuir significativamente a un funcionamiento sin problemas del sistema Precision Plasmarc®. Se sugiere que se estudien detenidamente y se sigan las indicaciones realizadas en cada uno de los pasos de esta sección. • • • • 3.3 Emplazamiento • • • ! PRECAUCIÓN Suministro de gas y mangueras. El suministro de gas puede provenir de una fuente central o de depósitos, y debe regularse para suministrar 150 psig (10,4 bares) a la consola de gas (flujo de gas). Cable de trabajo. Se recomienda un cable Nº 4 AWG paa la conexión de la pieza de trabajo a la fuente de alimentación. Cable de alimentación principal. Se necesitan filtros de gas de 25 micrones (N/P 56998133) en el lado del suministro para que el sistema IEFC-S funcione correctamente. Es necesaria una ventilación adecuada para proporcionar la refrigeración adecuada de la fuente de alimentación. Minimice la presencia de polvo y suciedad, así como la exposición a fuentes de calor externas. Deje un espacio mínimo de 60 cm alrededor de la fuente de alimentación para un movimiento libre del aire. Limitar el paso del aire causará un sobrecalentamiento Limitar el aire de admisión con cualquier tipo de filtro o alrededor de la fuente de alimentación causará un sobrecalentamiento y anulará la garantía.. 3-1 Soplete de plasma de precisión PT-24 con consolas IEFC-S SECCIÓN 3 INSTALACIÓN 3.4 Conexiones de alimentación eléctrica principales ! PELIGRO ¡La descarga eléctrica puede resultar mortal! Tome todas las precauciones posibles para evitar una descarga eléctrica. Antes de realizar cualquier conexión en el interior de la máquina, abra el dispositivo de desconexión de línea (pared) y desenchufe el cable de alimentación. ! ADVERTENCIA Configuración de alimentación La máquina debe estar correctamente configurada para su alimentación. La máquina se entrega de fábrica configurada para una entrada de 575 V, 65 Hz. NO conecte una fuente de alimentación de cualquier otro voltaje a menos que se vuelva a configurar la máquina. Se producirán daños en la máquina. Conexión de alimentación en la pared Debería colocarse un interruptor de desconexión de línea (pared) con fusibles o disyuntores en el panel de alimentación principal. Conecte el cable de alimentación de la fuente de alimentación directamente en el interruptor de desconexión o en un enchufe adecuado con receptáculo, que puede adquirirse en cualquier tienda de suministros eléctricos. (Véase la tabla de la página siguiente para ver los conductores y fusibles recomendados) Tamaños recomendados para conductores de alimentación y fusibles de línea Requisitos de alimentación Conductor alim. Y Intens. / fase, masa, amp. fusible Amp Voltios Fase su/awg/ mm2 208 3 70 No. 4 25 100 230 3 60 No. 6 16 80 380 3 50 No. 8 10 80 415 3 40 No. 10 6 60 460 3 30 No. 10 6 50 575 3 25 No. 10 6 40 3-2 Soplete de plasma de precisión PT-24 con consolas IEFC-S SECCIÓN 3 INSTALACIÓN El siguiente procedimiento explica los pasos correctos de la instalación para conectar el sistema de alimentación principal a la fuente de alimentación. 1. Retire el panel lateral. 2. Asegúrese de que el cable de alimentación está desconectado de todas las fuentes de alimentación. Conexión de masa TB2 3. Pase el cable de alimentación por el orificio de salida situado en el panel posterior. Cable de alimentación K1 200 230 380 415 460 575 Contactor principal PHASE 2 Bloque de terminales de 7 posiciones Autotransformad or PHASE 3 200 230 380 415 460 575 PHASE 1 200 230 380 415 460 575 TB1 200 230 380 415 460 575 4. Tire del cable de alimentación a través del orificio de salida hasta dejar la suficiente longitud de cables para su conexión con el contactor principal. Apriete el orificio de salida para asegurar que el cable de alimentación queda fijado. 5. Conecte el conductor a masa del cable de alimentación a la agarradera de masa situada en la base de la fuente de alimentación. 6. Conecte tres conductores del cable de alimentación a los terminales situados encima del contactor principal. Fije los conductores apretando los tornillos. 7. Conecte los cables conectores de la parte inferior del contactor principal en el terminal de entrada con el voltaje correcto marcado en el autotransformador. La unidad llega de fábrica con un voltaje establecido de 575 V, tal y como se indica a la izquierda. Cableado de fábrica para 575 voltios ! PRECAUCIÓN Conexión de los cables conectores Asegúrese de que cada uno de los cables conectores está conectado al terminal de entrada con el voltaje correcto en el autotransformador. Cableado de fábrica para 575 V. 8. Conecte el cable conector al terminal de entrada con el voltaje adecuado situado en el bloque de terminales de 7 posiciones. TB2 3-3 Soplete de plasma de precisión PT-24 con consolas IEFC-S SECCIÓN 3 INSTALACIÓN 3.5 Ubicaciones alternativas de conexión para la consola de gas IEFC-S Hay dos ubicaciones para el orificio de salida del soplete en la consola de encendido. Esto proporciona flexibilidad al montar la consola en una máquina. NOTA: Al cambiar a una ubicación alternativa de conexión, coloque un tapón en los orificios E/S no utilizados para sellar la consola. Orificio de salida del soplete Ubicación alternativa para el orificio de salida del soplete 3.6 Identificación de componentes básicos de la consola de gas y puntos de conexión (Cubierta retirada) 1 Conexión ASIOB 2 P-1 115/230V In 24VCC In 3 Valor de corriente deseado P-2 (no se muestra) 4 Interruptor selector de voltaje 5 Entrada de suministro degas 6 Solenoides 7 Entrada de suministro de gas 8 Colector 9 Proceso ASIOB 9 1 10 2 11 3 4 12 5 6 7 8 3-4 10 Conexión P-5 11 Salida de gas (no se muestra) 12 Valores proporcionales Soplete de plasma de precisión PT-24 con consolas IEFC-S SECCIÓN 3 INSTALACIÓN 3.7 Componentes básicos de la consola de encendido y puntos de conexión 1 6 1 Ubicación alternativa del orificio de salida del paquete del soplete 2 7 2 Agua de refrigeración a soplete/corriente del arco 3 Agua de refrigeración desde soplete/arco piloto 4 Orificio de salida de alimentación del soplete 5 Agua de refrigeración a/desde los acces. de la consola de alimentación (no mostrado) 6 Orificio de salida del arco piloto 7 Orificio de salida del paquete del soplete 8 Masa del chasis 9 Entrada H.F. 120 V 10 Ajuste espacio bujía 3 8 9 10 4 5 3-5 Soplete de plasma de precisión PT-24 con consolas IEFC-S SECCIÓN 3 INSTALACIÓN 3.8 Líneas de interconexión Paquete del soplete Todas las líneas de servicio de interconexión se suministran con una etiqueta o color con un código en cada extremo que corresponden con las etiquetas/colores que aparecen en los receptáculos. 1 1 Agua de refrigeración a soplete/cable de corriente del arco 2 Agua de refrigeración desde soplete/cable de arco piloto 3 Lineas de gas del paquete del soplete 4 Cable de control de solenoide p-2 2 3 4 1. Conecte las líneas del paquete del soplete en la 1 consola de encendido. Las líneas y conexiones están etiquetadas y/o tienen un código de color. 2 4 3 La vista interior de la consola de encendido será la misma tanto si las consolas de gas y de encendido están juntas como separadas. La placa de unión del conjunto de interconexión está configurada de igual modo para la salida de gas/señal de la consola de gas. Consolas de gas y encendido unidas 3-6 Conjunto de interconexión (para conectar las consolas de gas y de encendido cuando no están unidas) Soplete de plasma de precisión PT-24 con consolas IEFC-S SECCIÓN 3 INSTALACIÓN 3.9 Unión de las consolas de encendido y de gas para formar una unidad Quite los tornillos negros de cabeza semiesférica de las superficies de contacto de las consolas. Algunos de estos tornillos están capturados con tuercas hexagonales desde el interior de la consola de gas. Quite las cubiertas superiores. Éstas están sujetas con unas fijaciones de liberación rápida de ¼ de vuelta. Quite estos tornillos de las superficies de contacto. Las conexiones de salida de la consola de gas (y P5) están diseñadas para acoplarse en las hendiduras de la consola de encendido, lo que permite un contacto perfecto entre las dos paredes. Utilice los tornillos retirados anteriormente para fijar de nuevo las consolas. En la mayoría de las posiciones de los tornillos, éstos pasarán a través de un orificio de la consola de gas para enroscarse en unas tuercas de cabeza situadas en la consola de encendido. Puede haber algunas excepciones. Vista de las consolas unidas desde el interior de la consola de encendido 3-7 Soplete de plasma de precisión PT-24 con consolas IEFC-S SECCIÓN 3 INSTALACIÓN 3.10 Conexión de las consolas de gas y encendido separadas Se necesita un conjunto de interconexión para conectar las consolas separadas Conexiones de la consola de gas. Los cables/mangueras y los empalmes fijos disponen de etiquetas. Fije la placa de conexión a la consola de encendido utilizando los 4 tornillos suministrados. Consola de encendido Placa de conexión del conjunto de interconexión Vista interior de la consola de encendido con la placa de conexión acoplada. 3-8 Soplete de plasma de precisión PT-24 con consolas IEFC-S SECCIÓN 3 INSTALACIÓN 3.11 Conexiones de la consola de alimentación 2. Conecte las líneas de alimentación y de Conjunto de alimentación Orificio de salida de la entrada de alimentación refrigeración en el conjunto de alimentación desde la consola de alimentación a la de encendido. El conjunto de alimentación consiste en las líneas de refrigeración #6 y # 7 (con los accesorios de acoplamiento 5/8-18 L.H.), el cable de alimentación (#3 AWG) y el cable amarillo de arco piloto (#16 AWG). Las líneas de refrigeración tienen estampados un 6 y un 7 en el empalme para ayudar a su identificación. Entrada/Salida de agua de refrigeración 3.12 Interruptor selector de voltaje Interruptor selector de voltaje 3-9 El interruptor selector de voltaje del interior de la consola de gas está ajustado para aplicaciones con un voltaje de entrada del IEFC-S de 115 V / 60 Hz. Un ajuste alternativo cambia a 230 V / 50 Hz el voltaje de entrada del IEFC-S. Soplete de plasma de precisión PT-24 con consolas IEFC-S SECCIÓN 3 INSTALACIÓN 3.13 Diagrama de interconexiones de los componentes de las consolas de gas y encendido separadas del sistema Precision Plasmarc® 8 9 10 11 20 7 6 12 5 21 22 4 3 13 14 15 17 16 2 18 1 19 CH4 3-10 N2 O2 Ar Air Soplete de plasma de precisión PT-24 con consolas IEFC-S SECCIÓN 3 INSTALACIÓN 1 int. de desconexión de pared (sum. por el cliente) 2 cable de alimentación principal 3 consola de alimentación de plasma de precisión 4 conjunto de alimentación 5 cable E/S de alimentación 6 masa 7 cable de trabajo (+) 8 soplete y control de altura 9 cable E/S de control de altura 10 paquete del soplete 11 receptáculo ASIOB de control de altura 12 consola de encendido 13 cable* ASIOB de control de altura (véase la nota) 14 cable ASIOB de proceso 15 cable de 120 vca/24 vcc 16 CNC 17 líneas de gas de proceso 18 filtros de 25 micrones 19 suministro de gas de proceso (sum. por el cliente) 20 mesa de corte 21 Conjunto de interconexión de consolas 22 Consola de gas Nota: el cable ASIOB de control de holgura #13 llega desde una unión con el cable ASIOB de proceso #14 del interior del IEFC-S. 3-11 Soplete de plasma de precisión PT-24 con consolas IEFC-S SECCIÓN 3 INSTALACIÓN 3.14 Diagrama de interconexiones de los componentes de las consolas de gas y encendido unidas del sistema Precision Plasmarc® 8 9 10 11 20 7 6 12 5 4 22 13 3 14 15 17 16 2 18 1 19 CH4 3-12 N2 O2 Ar Air Soplete de plasma de precisión PT-24 con consolas IEFC-S SECCIÓN 3 INSTALACIÓN 1 int. de desconexión de pared (sum. por el cliente) 2 cable de alimentación principal 3 consola de alimentación de plasma de precisión 4 conjunto de alimentación 5 cable E/S de alimentación 6 masa 7 cable de trabajo (+) 8 soplete y control de altura 9 cable E/S de control de altura 10 paquete del soplete 11 receptáculo ASIOB de control de altura 12 consola de encendido 13 cable* ASIOB de control de altura (véase la nota) 14 cable ASIOB de proceso 15 cable de 120 vca/24 vcc 16 CNC 17 líneas de gas de proceso 18 filtros de 25 micrones 19 suministro de gas de proceso (sum. por el cliente) 20 mesa de corte 21 conjunto de interconexión de consolas (no se muestra -- no se necesita cuando las consolas están unidas) 22 Consola de gas Nota: el cable ASIOB de control de algura #13 llega desde una unión con el cable ASIOB de proceso #14 del interior del IEFC-S. 3-13 Soplete de plasma de precisión PT-24 con consolas IEFC-S SECCIÓN 3 INSTALACIÓN 3.15 Entrada a la consola de gas ! PRECAUCIÓN La contaminación en la línea de gas dañará las válvulas proporcionales y las válvulas de parada Purga de las líneas de gas Antes de conectar las líneas de suministro de gas al Control de flujo integrado, purgue todas las líneas en profundidad. Los residuos propios del proceso de fabricación de las mangueras pueden obstruir/dañar las válvulas proporcionales de su control de flujo. 1. Purgue las líneas de gas entre el suministro y el IEFC-S antes de realizar la conexión. Las válvulas proporcionales y de parada son muy sensibles al polvo y otras partículas extrañas. ! PRECAUCIÓN Los gases no filtrados dañarán el sistema de control de flujo. Los gases de corte y de protección no filtrados obstruirán o dañarán los orificios pequeños y las juntas de gas. Se necesitan filtros de 25µ para todos los gases de corte y de protección, incluyendo nitrógeno, oxígeno, argón, metano y aire. 3-14 Soplete de plasma de precisión PT-24 con consolas IEFC-S SECCIÓN 3 INSTALACIÓN Entrada de la consola de gas 1/4 NPT 2. Conecte las líneas de suministro de gas al control integrado de flujo. Instale filtros de gas de 25 micrones en todas la líneas de suministro entre la fuente de gas y la consola de gas. Filtro de gas de 25 micrones filtros de 25 micrones CH4 H-35 3-15 N2 O2 Ar Air Soplete de plasma de precisión PT-24 con consolas IEFC-S SECCIÓN 3 INSTALACIÓN 3.16 Entrada a la consola de alimentación PRECAUCIÓN Las válvulas proporcionales y de parada son sensibles a la suciedad y los restos. Purgue concienzudamente el sistema de suministro de gas con N2 antes de conectarlo a la consola de gas. El proceso de fabricación de las mangueras suele dejar una fina capa de polvo en el interior. Este polvo puede provocar que aparezcan fallos en las válvulas proporcionales de forma prematura. Compruebe si las válvulas están obstruidas. Retire la cubierta Pilot Arc Work Torch 1. Retire el panel de la parte posterior de la P consola y acople el arco piloto, el soplete y el cable de la pieza de trabajo. Orificio de entrada Fusible de 7 A 500 VCA Cable de control de flujo Etiquet a de clasific ación 2. Conecte el cable E/S de alimentación entre la consola y el CNC. Etiquet a con el nº de serie Entrada de agua de refiregeración desde la consola de encendido Salida del agua de refrigeración 3-16 Soplete de plasma de precisión PT-24 con consolas IEFC-S SECCIÓN 3 INSTALACIÓN 3.17 Montaje del soplete No tape el orificio de ventilación. PRECAUCIÓN Durante el montaje, no tape el orificio pequeño de ventilación situado en el lateral del manguito. Este orificio permite que el refrigerante salga del interior del manguito si se produce una fuga en la línea de servicio. Opciones de montaje del soplete. Collarín de 46 mm de diámetro Manguito de 51 mm de diámetro Orificio de ventilación 3-17 • El soplete se suele montar en el manguito de 51 mm (2“). No tape el orificio de ventilación. • Para un montaje alternativo, el soporte puede montarse en un collarín con un diámetro de 46 mm (1,812"), como el que se muestra. El collarín aislado y su apoyo encajan en la rosca de fijación de la boquilla del cuerpo del soplete. Utilice únicamente las superficies de montaje especificadas Soplete de plasma de precisión PT-24 con consolas IEFC-S SECCIÓN 3 INSTALACIÓN 3.18 Refrigerante del soplete CONTROL POWER CURRENT RECISION PLASMARC Tapón de llenado de refrigerante ! • Retire el tapón de llenado de refrigerante situado en la parte delantera de la consola y llene el depósito de refrigerante con 15 litros (4 galones) de refrigerante de plasma, N/P 156F05 (un galón). • No lo llene hasta el nivel máximo • Vuelva a colocar el tapón. Un anticongelante comercial causará fallos en el soplete PRECAUCIÓN ¡Utilice un refrigerante especial para sopletes! N/P 156F05 Debido a su alta conductividad eléctrica, NO utilice agua de grifo o anticongelante comercial para la refrigeración del soplete. Se NECESITA un refrigerante para sopletes con una formulación especial. Este refrigerante también protege de la congelación hasta -34º C. El funcionamiento de la unidad sin refrigerante causará daños permanentes en la bomba de refrigerante. 3.19 Inspección de las líneas de gas y refrigerante Para finalizar la instalación, es necesario inspeccionar las conexiones ya efectuadas por si hubiera alguna fuga. 3-18 • Para las líneas de gas, utilice una solución jabonosa estándar. Presurice el sistema desde el control (archivo SDP) • Para el refrigerante, compruebe las conexiones por si presentan signos de humedad en las conexiones Soplete de plasma de precisión PT-24 con consolas IEFC-S SECCIÓN 3 INSTALACIÓN 3.20 Utilización de un colector de soplete de 5 solenoides El colector de soplete de 5 solenoides permite una conversión de 1 segundo desde el corte hasta la marca y de nuevo hasta el corte, en comparación con el retardo de conmutación de 7 a 10 segundos. El IEFC-S se entrega configurado para utilizar el colector de soplete de 5 solenoides. El marcaje con el soplete PT-24 y el IEFC-S no utiliza ninguna válvula proporcional para regular la presión del argón. Debe ajustarse un regulador externo para el suministro de argón a 85 PSI (5,6 bares). Véanse los datos de proceso de marcaje para obtener más información. AVISO 3.21 Conversión del colector de la consola de gas IEFC-S para acomodar un colector de soplete de 4 solenoides 4 3 2 1 Ar El colector de la consola de gas está configurado para acomodar un soplete de 5 solenoides. Se necesita realizar algunas modificaciones para permitir el marcaje con el IEFC-S y un soplete de 4 solenoides. Colector de la consola de gas 1 2 3 4 3-19 Conexión de entrada de argón Solenoide de argón Acceso a la conversión de marcaje 1/8 NPT Salida del colector de aire / argón Soplete de plasma de precisión PT-24 con consolas IEFC-S SECCIÓN 3 INSTALACIÓN B Procedimiento para modificar el colector del IEFC para un colector de soplete de 4 solenoides. Vista A-A A salida de gas de plasma B A Quite el tapón de acceso para mostrar el tapón de la boca Vista B-B Desde solenoide de argón Desde entrada de gas de plasma A Quite el tapón 1/16 NPT para abrir la boca de argón A. Localice y quite el tapón de acceso (1/8 NPT) situado junto al solenoide de control de flujo de argón, tal y como se muestra. B. Quite el tapón de la boca (1/16 NPT) situada en la parte inferior del orificio de acceso. C. Vuelva a colocar el tapón de acceso. Nota: Si fuera necesario, utilice un sellante de tuberías disponible en el mercado para oxígeno. NO UTILICE cinta de teflón. Las piezas de cinta podrían romperse, dando como resultado una mala calidad de corte o la rotura del soplete. Vista en sección del puerto de marcaje de argón Salida de gas de plasma Solenoide de gas de marcaje (5º Solenoide) Con el tapón colocado y un soplete de 5 solenoides, el gas argón va directamente al quinto solenoide (argón). Válvula proporcional 1 Tapón retirado PS Ventil. Interruptor de presión 1 Esquema para marcaje con EIFC y colector de soplete de 4 solenoides. El argón se desvía hacia la línea de gas de plasma con el tapón quitado y un soplete de 4 solenoides. La línea del quinto solenoide del soplete está tapada con un empalme de liberación rápida de un sentido (funciona igual que una válvula de parada). Aire -2 N2-2 A aire-1 A N2-1 y N2-3 Ent. aire Ent. argón Ent. N2 3-20 Soplete de plasma de precisión PT-24 con consolas IEFC-S SECCIÓN 4 FUNCIONAMIENTO 4.1 Controles de suministro de alimentación 4.1.1 Interruptor de alimentación principal Interruptor de alimentación principal Controla la entrada de alimentación al ventilador, al refrigerador de agua y a la tarjeta PC. El indicador ámbar se ilumina a la izquierda del interruptor. EMERGENCY STOP 4.1.2 Interruptor de arco piloto Interruptor de arco piloto Antes de realizar un ajuste manual, este interruptor ha sido eliminado de la consola de alimentación controlable desde el CNC. Ahora será manipulado por el control CNC de la máquina, para seleccionar los valores HIGH (alto) o LOW (bajo) para el arco de piloto de inicio, dependiendo de las condiciones de corte. Consulte los datos de proceso para obtener más información sobre en qué condiciones se utiliza el inicio alto y bajo. Sistema PT-24 Precision Plasmarc IEFC-S 4-1 SECCIÓN 4 FUNCIONAMIENTO 4.1.3 Luces indicadoras de fallo Luces indicadoras de fallo Coolant flow indicará que el nivel de refrigerante es bajo. Cuando la unidad se activa, la luz mostrará brevemente un fallo y a continuación se apagará. • P/S Fault – indicará un fallo en el PCB de control de plasma, en la fuente de alimentación del invertidor. La fuente de alimentación se desactivará. • Over-Under Voltage – indicará que el voltaje de entrada está por encima o por debajo de las tolerancias de la consola PCU. Permanecerá encendida hasta que la alimentación se recicle por parte del interruptor de alimentación principal. • Emergency Stop – indicará un estado de bloqueo en el CNC. La fuente de alimentación no funcionará. 4.1.4 Medidores • Medidor de corriente de corte (A) – Muestra la corriente de corte real en amperios. • Medidor de voltaje de corte (V) – Muestra el voltaje de corte real. 4.1.5 Interruptor de control de corriente Interruptor de mando a distancia/Panel • • • 4-2 Posición de panel – La corriente de salida se ajusta en el dial de corriente de salida Posición remota – la corriente de salida se ajusta por parte del CNC (o puesto remoto), con una señal CC analógica 0-10 Vcc = 0-100 Acc Ajuste de corriente – se utiliza para ajustar manualmente la corriente en el modo panel. Consulte el amperímetro para comprobar los valores. Sistema PT-24 Precision Plasmarc IEFC-S SECCIÓN 4 FUNCIONAMIENTO 4.2 Calidad de corte 4.2.1 Introducción Las causas que afectan a la calidad del corte son interdependientes. Si se cambia una variable, el resto de variables también se ven afectadas. Determinar una solución puede resultar difícil. La siguiente guía ofrece posibles soluciones a diferentes resultados de corte no deseables. Para empezar, seleccione el problema más prominente: 4.2.2 Ángulo de corte, negativo o positivo 4.2.3 Corte no plano, redondo o débil 4.2.4 Aspereza de la superficie 4.2.5 Escoria Normalmente, los parámetros de corte le permitirán una calidad de corte óptima, aunque los problemas pueden variar lo suficiente como para que se necesiten algunos ligeros ajustes. Si fuese así: • • • AVISO Realice los pequeños ajustes de incremento al realizar las correcciones. Ajuste el voltaje del arco en incrementos de 1 voltio, hacia arriba o hacia abajo, dependiendo de lo que sea necesario. Ajuste la velocidad de corte un 5% o menos hasta que el estado mejore. Antes de intentar realizar CUALQUIER tipo de corrección, compruebe las variables con la configuración recomendada de fábrica y los números de pieza de los consumibles que aparecen en la hoja de datos de proceso. Sistema PT-24 Precision Plasmarc IEFC-S 4-3 SECCIÓN 4 FUNCIONAMIENTO 4.2.2 Ángulo de corte Corte negativo del ángulo La dimensión superior es mayor que la inferior. Pieza • Soplete mal alineado • Material doblado o combado • Consumibles desgastados o dañados • Separación baja (voltaje de arco) • Velocidad de corte baja (tasa de trabajo de la máquina) Caída Pieza Ángulo positivo de corte La dimensión superior es menor que la inferior. Pieza • Soplete mal alineado • Material doblado o combado • Consumibles desgastados o dañados • Separación alta (voltaje de arco) • Velocidad de corte alta • Caída 4-4 Pieza Corriente alta o baja. (Consulte la hoja de datos de proceso para los niveles de corriente recomendados para las boquillas específicas). Sistema PT-24 Precision Plasmarc IEFC-S SECCIÓN 4 FUNCIONAMIENTO 4.2.3 Corte plano Parte superior e inferior redondeadas Este problema se suele dar cuando el material tiene un grosor de 6,4 mm (0,25”) o inferior. • Caída Corriente alta para un grosor específico de material (consulte las hojas de datos de proceso para conocer las configuraciones adecuadas). Pieza Borde superior débil • Caída Separación baja (voltaje de arco) Pieza Sistema PT-24 Precision Plasmarc IEFC-S 4-5 SECCIÓN 4 FUNCIONAMIENTO 4.2.4 Acabado de la superficie Aspereza provocada por el proceso La cara del corte es consistentemente áspera. Puede o puede que no se limite a un eje. • Mezcla de gas de protección incorrecta (consulte los datos de proceso) Vista superior • Consumibles desgastados o dañados Cara del corte Aspereza provocada por la máquina Puede ser difícil de distinguir de la aspereza provocada por el proceso. A menudo se limita a un solo eje. La aspereza no es consistente. • o Aspereza provocada por el proceso 4-6 Aspereza provocada por la máquina • Guías, ruedas y/o cremallera y piñón de avance sucios. (Consulte la sección Mantenimiento en el manual de funcionamiento de la máquina). Ajuste de las ruedas del receptáculo Sistema PT-24 Precision Plasmarc IEFC-S SECCIÓN 4 FUNCIONAMIENTO 4.2.5 Escoria La escoria es un subproducto del proceso de corte. Es el material no deseable que permanece en la pieza. En la mayoría de los casos, la escoria puede reducirse o eliminarse con un soplete y una configuración de parámetros de corte adecuados. Consulte los datos de proceso. Líneas curvas Cara de corte Material caído Escoria por alta velocidad Material soldado o caído sobre la superficie inferior a lo largo del corte. Difícil de quitar. Puede necesitar pulido o murilado. Líneas curvas en forma de "S". • Separación alta (voltaje de arco) • Velocidad de corte alta Vista lateral Líneas curvas Cara de corte Glóbulos Escoria por velocidad baja Se forma una especie de glóbulos en la parte inferior a lo largo del corte. Se elimina fácilmente. • Velocidad de corte baja Vista lateral Sistema PT-24 Precision Plasmarc IEFC-S 4-7 SECCIÓN 4 Vista lateral FUNCIONAMIENTO Salpicadura Escoria superior Aparece como salpicaduras en la parte superior del material. Normalmente, se elimina fácilmente. Cara de corte • Velocidad de corte alta • Separación alta (voltaje de arco) Escoria intermitente Aparece en la parte superior o inferior, a lo largo del corte. No continuo. Puede aparecer en cualquier forma de escoria • Consumibles posiblemente desgastados Otros factores que afectan a la formación de escoria; • • • • 4-8 Temperatura del material Presencia de incrustaciones u óxido Aleaciones altas en carbono Fuente de gas contaminada Sistema PT-24 Precision Plasmarc IEFC-S SECCIÓN 4 FUNCIONAMIENTO 4.2.6 Precisión en las dimensiones Normalmente, se utiliza la velocidad más lenta posible (dentro de los niveles autorizados) para optimizar la precisión en la pieza. Seleccione consumibles para permitir un voltaje de arco más bajo y una menor velocidad de corte. AVISO El velocidad de corte y el voltaje del arco recomendados proporcionarán el rendimiento de corte óptimo en la mayoría de los casos. Puede que se necesite algún pequeño incremento debido a la calidad del material, su temperatura o la aleación específica. El operador debe recordar que todas las variables de corte son interdependientes. Cambiar un parámetro afectará al resto y la calidad de corte podría deteriorarse. Inicie el proceso siempre con los parámetros recomendados. AVISO Antes de intentar realizar CUALQUIER tipo de corrección, compruebe las variables con la configuración recomendada de fábrica y los números de pieza de los consumibles que aparecen en la hoja de datos de proceso. Sistema PT-24 Precision Plasmarc IEFC-S 4-9 SECCIÓN 4 FUNCIONAMIENTO 4.3 Influencia de las opciones de gas en la calidad de corte 4.3.1 Introducción No todos los gases son adecuados para todas las situaciones. Ciertos gases ayudan a la hora de corta ciertos materiales y grosores concretos. La siguiente tabla explica por qué se seleccionan ciertos gases y su influencia en la pieza acabada. Otras influencias como el voltaje de arco y el flujo/presión del gas se cubren en los datos de proceso. Consulte los datos de proceso de corte de esta sección para conocer los parámetros de flujo/presión recomendados. AVISO 4.3.2 Aluminio Grosor del Todos los grosores entre 1,6 mm y 15,9 mm (0.062" y .625") material: Cualidades del • Cara de corte suave corte: • Prácticamente, sin escoria Gas de plasma: Nitrógeno Gas de Nitrógeno/metano protección: La mezcla de protección es muy importante. La relación deseada es de 2 a 3 Discusión partes nitrógeno, por una parte de metano. Una relación incorrecta da como resultado grandes cantidades de escoria. 4-10 Sistema PT-24 Precision Plasmarc IEFC-S SECCIÓN 4 FUNCIONAMIENTO Consulte los datos de proceso de corte en el manual del soplete PT-24 para conocer los parámetros de flujo/presión recomendados. AVISO 4.3.3 Acero al carbono Grosor del De 26 GA (0.018") a 10 GA (0.135") (de 0,5 mm a 3,4 mm) material: Cualidades del • Cara de corte suave corte: • Prácticamente, sin escoria Gas de plasma: Oxígeno Gas de Oxígeno/nitrógeno protección: Discusión El gas de protección suele sere el nitrógeno. Una pequeña cantidad de oxígeno combinado con nitrógeno puede mejorar sustancialmente el problema de la formación de escoria en materiales finos de 26 GA a 10 GA de acero al carbono. Además, una protección sólo oxígeno puede ofrecer resultados aceptables en materiales más finos. Grosor del De 3,2 mm a 19,1 mm (0,125" a 0,75") material: Cualidades del • Cara de corte suave corte: • Prácticamente, sin escoria Gas de plasma: Oxígeno Gas de Nitrógeno protección: Discusión Cortar acero al carbono con oxígeno provoca una reacción exotérmica. Esta reacción térmica provoca que el carbono del material se queme igual que el oxifuel de corte. Esto, además de la energía eléctrica, necesita menores niveles de amperaje sin sacrificar velocidad de corte. Sistema PT-24 Precision Plasmarc IEFC-S 4-11 SECCIÓN 4 FUNCIONAMIENTO Consulte los datos de proceso de corte en el manual del soplete PT-24 para conocer los parámetros de flujo/presión recomendados. AVISO 4.3.4 Acero inoxidable Grosor del material: De 22 GA (0,028") a 16 GA (0,062") (de 0,7 mm a 1,6 mm) • Cualidades del corte: • • Ángulo positivo de corte Excelente rendimiento ante las escorias Superficie de corte brillante. Gas de plasma: Nitrógeno Gas de protección: Nitrógeno/metano Discusión Gracias a las velocidades de corte altas, se espera un ángulo de corte positivo. Utilice una boquilla de 70 A a 50 A, para permitir que salga más gas de la manguera. Grosor del material: De 26 GA (0.018") a 16 GA (0,062") (de 0,5 mm a 1,6 mm) • Cualidades del corte: • • Cara de corte oscura Prácticamente, sin escorias liberadas Cuadratura de corte mejorada Gas de plasma: Oxígeno Gas de protección: Oxígeno/nitrógeno Las velocidades más lentas/un bajo amperaje pueden producir cortes más Discusión cuadrados en materiales más finos. El oxígeno permite un voltaje de arco menor, mejorando la cuadratura del corte. La boquilla “B” se utiliza a 30 A Grosor del material: De 3,2 mm a 15,9 mm (0,125" a 0,625") • Extremo de corte oscuro • Ángulo de corte bueno Cualidades del corte: • buen rendimiento ante las escorias Gas de plasma: Aire Gas de protección: Aire Discusión 4-12 Cuando son el mismo, los gases de protección y de plasma se combinan. Esta combinación tiene el efecto de aumentar el flujo y la presión del gas de corte. Este aumento en flujo y la presión tiene una influencia directa en la cuadratura del corte. Sistema PT-24 Precision Plasmarc IEFC-S SECCIÓN 4 FUNCIONAMIENTO Consulte los datos de proceso de corte para conocer los parámetros de flujo/presión recomendados. AVISO Acero inoxidable Grosor del material: De 3,2 mm a 15,9 mm (0,125" a 0,625") • • Cualidades del corte: • • Aspecto mate del extremo del corte Color gris oscuro Acabado más fino Posiblemente, un ligero aumento del ángulo de corte Gas de plasma: Aire Gas de protección: Aire/metano Discusión Demasiado metano en la mezcla de gas de protección puede dar como resultado una mayor formación de escorias. La relación 4:1 aire-metano es la recomendada. Como el metano es un gas combustible, puede que haya un ligero aumento en los cortes de ángulo. Grosor del material: De 3,2 mm a 15,9 mm (0,125" a 0,625") • Cualidades del corte: • • Cara de corte oscura, similar a la del aire Excelente rendimiento ante las escorias Ángulo de corte bueno Gas de plasma: Nitrógeno Gas de protección: Nitrógeno Discusión Los gases de protección y de plasma se combinan, el volumen/presión del gas de protección puede afectar negativamente a la cuadratura del corte. Un volumen mayor de protección produce un ángulo negativo de corte. Un volumen inferior, produce un ángulo positivo. Sistema PT-24 Precision Plasmarc IEFC-S 4-13 SECCIÓN 4 FUNCIONAMIENTO Grosor del material: De 4,7 mm a 15,9 mm (0,187" a 0,625") • Cualidades del corte: • • Cara de corte resplandeciente Formación de rebaba en la parte inferior La formación de escorias puede hacerse extensiva y ser difícil de quitar Gas de plasma: Nitrógeno Gas de protección: Nitrógeno/metano Discusión 4-14 Como el metano e sun gas combustible, las tasas de flujo/presión pueden dar como resultado un cambio en el ángulo de corte. Los resultados de flujo/presión altos son un ángulo negativo de corte, un flujo y presión bajos dan como resultado un ángulo de corte positivo. La relación nitrógeno a metano es de 10 a 14 partes N2/1, piezas CHN2/1, pieza CH4. El reborde formado en la parte inferior de su cara de corte es grave, lo que hace que la combinación de gas protección Nitrógeno/metano no sea la más conveniente para aplicaciones de piezas acabas. Sistema PT-24 Precision Plasmarc IEFC-S SECCIÓN 4 FUNCIONAMIENTO 4.4 Datos de proceso 4.4.1 Introducción La siguiente información es el resultado de muchas horas de comprobaciones y es una guía general para el ajuste y corte con el sistema PT-24 Precision Plasmarc® System. En la mayoría de los casos, estos movimientos proporcionarán un corte de calidad. Los datos contienen valores sobre: • corte de aluminio, acero inoxidable y al carbono • voltaje de arco (separación) • Velocidad de corte • corriente (amperios) • Las tasas de flujo de gas para todas las combinaciones de plasma/protección Esta misma información está contenida en los archivos SDT. (Consulte el manual de control para más información sobre archivos SDP) También se incluye información sobre piezas consumibles para las que se utilizan en el actualidad. Sistema PT-24 Precision Plasmarc IEFC-S 4-15 SECCIÓN 4 FUNCIONAMIENTO 4.4.2 Datos de proceso IFC PT-24 Material: ® Aluminio Amperios iniciales: 15 Amperios finales: 30 Gas de plasma: Nitrógeno, N2 @ 10,4 Bares Gas de protección: Nitrógeno, N2 @ 10,4 Bares Gas mezcla de protección: Metano, CH4 @ 100 PSI / 6,9 Bares Soplete con control integrado de flujo Cuerpo del soplete N/P 21758 Deflector de agua N/P 21725 Junta tórica N/P 638797 Junta tórica N/P 86W62 Junta tórica N/P 950714 Junta tórica N/P 98W18 Electrodo N/P 21539 ! Deflector de giro N/P 21536 (3 holes) ! Boquilla N/P 21541, "B" Fijación/difusor de la boquilla N/P 22007 Aislante de la cazoleta de protección N/P 22010 Fijac protec. aislante con junta tórica N/P 21712 Junta tórica .Fij. Protección (Ref. N/P 996528) Protec. caz. con fijación N/P 22531 ! El deflector y la boquilla son los únicos elementos del pueden variar con el amperaje. 4-16 Sistema PT-24 Precision Plasmarc IEFC-S SECCIÓN 4 FUNCIONAMIENTO Datos de proceso 15 Inicial /30 Final Amperios Precision Plasma integrado del control de flujo Aluminio Gas de plasma Gas de protección 1 Gas de protección 2 N2 N2 CH4 Grosor del material pulg. 0,062 0,075 0,09 0,125 0,187 0,250 1,6 1,9 2,3 3,2 4,7 6,4 0 0 0 0 0 0 0,2 0,2 0,2 0,2 0,2 0,2 Gas de inicio de plasma 1psi/bar- 93,1 /6,3 93,1 /6,3 93,1 /6,3 93,1 /6,3 93,1 /6,3 93,1 /6,3 Gas de corte de plasma 1psi/bar- 132,0 /9,0 42,9 /2,9 16,5 /1,3 12,3 /0,8 132,0 /9,0 42,9 /2,9 16,5 /1,3 12,3 /0,8 132,0 /9,0 42,9 /2,9 16,5 /1,3 12,3 /0,8 132,0 /9,0 42,9 /2,9 16,5 /1,3 12,3 /0,8 132,0 /9,0 42,9 /2,9 16,5 /1,3 12,3 /0,8 132,0 /9,0 42,9 /2,9 16,5 /1,3 12,3 /0,8 150 152 153 165 180 189 0,100 2,54 0,150 6,35 0,125 3,18 0,100 2,54 0,150 6,35 0,130 3,30 0,100 2,54 0,150 6,35 0,135 3,43 0,100 2,54 0,160 4,04 0,165 4,19 0,100 2,54 0,220 5,59 0,220 5,59 0,100 2,54 0,250 6,35 0,250 6,35 IPM 150 135 105 78 45 40 MM/MIN 3810 3429 2667 1981 1143 1016 mm. Temporizadores Retardo perfor. (seg.) Corriente inicial a final (seg) Parámetros de configuración 1 inicio – psi/bar) Gas de protección 1 inicio – psi/bar) 2 inicio – psi/bar) Voltaje de arco (separación) pulg. mm. pulg. Altura de perforación mm. pulg. Altura de corte mm. Altura inicial Velocidad de trabajo Notas: Arco piloto –.BAJO Sistema PT-24 Precision Plasmarc IEFC-S 4-17 SECCIÓN 4 FUNCIONAMIENTO Material: Amperios iniciales: Amperios finales: ® Aluminio 28 55 Gas de plasma: Nitrógeno, N2 @ 10,4 Bares Gas de protección: Nitrógeno, N2 @ 10,4 Bares Gas mezcla de protección: Metano, CH4 @ 6,9 Bares Soplete con control integrado de flujo Cuerpo del soplete N/P 21758 Deflector de agua N/P 21725 Junta tórica N/P 638797 Junta tórica N/P 86W62 Junta tórica N/P 950714 Junta tórica N/P 98W18 Electrodo N/P 21539 ! Deflector de giro N/P 21692 (4 holes) ! Boquilla N/P 21542, "C" Fijación/difusor de la boquilla N/P 22007 Aislante de la cazoleta de protección N/P 22010 Fijac protec. aislante con junta tórica N/P 21712 Junta tórica .Fij. Protección (Ref. N/P 996528) Protec. caz. con fijación N/P 22531 ! El deflector y la boquilla son los únicos elementos del pueden variar con el amperaje. 4-18 Sistema PT-24 Precision Plasmarc IEFC-S SECCIÓN 4 FUNCIONAMIENTO Datos de proceso 28 Inicial /55 Final Amperios Precision Plasma integrado del control de flujo Aluminio Gas de plasma N2 Grosor del material Gas de protección 1 Gas de protección 2 N2 CH4 pulg. 0,062 0,125 0,125 0,250 mm. 1,6 3,2 4,7 6,4 0 0 0 0 0,2 0,2 0,2 0,2 64 /4,4 64 /4,4 64 /4,4 64 /4,4 100,3 /6,8 42,9 /2,9 16 /1,1 12,3 /0,8 100,3 /6,8 42,9 /2,9 16 /1,1 12,3 /0,8 100,3 /6,8 42,9 /2,9 16 /1,1 12,3 /0,8 112,3 /7,6 42,9 /2,9 16 /1,1 12,3 /0,8 136 139 152 168 0,100 2,54 0,09 2,29 0,09 2,29 0,100 2,54 0,09 2,29 0,09 2,29 0,100 2,54 0,180 4,57 0,180 4,57 0,100 2,54 0,150 3,81 0,225 5,72 IPM 170 130 78 46 MM/MIN 4318 3302 1981 1168 Temporizadores Retardo perfor. (seg.) Corriente inicial a final (seg) Parámetros de configuración Gas de inicio de plasma 1psi/barGas de inicio de plasma 1psi/bar1 inicio – psi/bar) Gas de protección 1 corte – psi/bar) 2 corte – psi/bar) Voltaje de arco (separación) pulg. mm. pulg. Altura de perforación mm. pulg. Altura de corte mm. Altura inicial Velocidad de trabajo Notas: Arco piloto –Alto Sistema PT-24 Precision Plasmarc IEFC-S 4-19 SECCIÓN 4 FUNCIONAMIENTO Material: Amperios iniciales: Amperios finales: ® Aluminio 35 70 Gas de plasma: Nitrógeno, N2 @ 10,4 Bares Gas de protección: Nitrógeno, N2 @ 10,4 Bares Gas mezcla de protección: Metano, CH4 @ 6,9 Bares Soplete PT-24 con control integrado de flujo Cuerpo del soplete N/P 21758 Deflector de agua N/P 21725 Junta tórica N/P 638797 Junta tórica N/P 86W62 Junta tórica N/P 950714 Junta tórica N/P 98W18 Electrodo N/P 21539 ! Deflector de giro N/P 21692 (4 holes) ! Boquilla N/P 21543, "D" Fijación/difusor de la boquilla N/P 22007 Aislante de la cazoleta de protección N/P 22010 Fijac protec. aislante con junta tórica N/P 21712 Junta tórica .Fij. Protección (Ref. N/P 996528) Protec. caz. con fijación N/P 22531 ! El deflector y la boquilla son los únicos elementos del pueden variar con el amperaje. 4-20 Sistema PT-24 Precision Plasmarc IEFC-S SECCIÓN 4 FUNCIONAMIENTO Datos de proceso 35 Inicial /70 Final Amperios Precision Plasma integrado del control de flujo Aluminio Gas de plasma Gas de protección 1 Gas de protección 2 N2 CH4 N2 Grosor del material pulg. 0,187 0,250 0,375 0,500 mm. 4,7 6,4 9,5 12,7 0 0 0,1 0,2 0,2 0,2 0,2 0,2 Gas de inicio de plasma 1psi/bar- 76,6 /5,2 76,6 /5,2 76,6 /5,2 76,6 /5,2 Gas de inicio de plasma 1psi/bar- 68,6 /4,7 43,8 /3,0 15,4 /1,0 11,7 /0,8 108,5 /7 43,8 /3,0 15,4 /1,0 11,7 /0,8 108,5 /7 43,8 /3,0 15,4 /1,0 11,7 /0,8 108,5 /7 43,8 /3,0 15,4 /1,0 11,7 /0,8 150 157 168 182 0,100 2,54 0,190 4,83 0,190 4,83 0,100 2,54 0,150 3,81 0,225 5,72 0,100 2,54 0,240 6,10 0,240 6,10 0,100 2,54 0,260 6,60 0,260 6,60 80 65 66 30 3032 1651 1397 762 Temporizadores Retardo perfor. (seg.) Corriente inicial a final (seg) Parámetros de configuración 1 inicio – psi/bar) Gas de protección 1 corte – psi/bar) 2 corte – psi/bar) Voltaje de arco (separación) pulg. mm. pulg. Altura de perforación mm. pulg. Altura de corte mm. Altura inicial Velocidad de trabajo IPM MM/MIN Notas: Arco piloto –Alto Sistema PT-24 Precision Plasmarc IEFC-S 4-21 SECCIÓN 4 FUNCIONAMIENTO Material: Amperios iniciales: Amperios finales: ® Aluminio 50 100 Gas de plasma: Nitrógeno, N2 @ 10,4 Bares Gas de protección: Nitrógeno, N2 @ 10,4 Bares Gas mezcla de protección: Metano, CH4 @ 6,9 Bares Soplete PT-24 con control integrado de flujo Cuerpo del soplete N/P 21758 Deflector de agua N/P 21725 Junta tórica N/P 638797 Junta tórica N/P 86W62 Junta tórica N/P 950714 Junta tórica N/P 98W18 Electrodo N/P 21539 ! Deflector de giro N/P 21692 (4 holes) ! Boquilla N/P 21923, "E" Fijación/difusor de la boquilla N/P 22007 Aislante de la cazoleta de protección N/P 22010 Fijac protec. aislante con junta tórica N/P 21712 Junta tórica .Fij. Protección (Ref. N/P 996528) Protec. caz. con fijación N/P 22531 ! El deflector y la boquilla son los únicos elementos del pueden variar con el amperaje. 4-22 Sistema PT-24 Precision Plasmarc IEFC-S SECCIÓN 4 FUNCIONAMIENTO Datos de proceso 50 Inicial /100 Final Amperios Precision Plasma integrado del control de flujo Aluminio Gas de plasma N2 Grosor del material Gas de protección 1 Gas de protección 2 N2 CH4 pulg. 0,250 0,375 0,500 0,625 mm. 6,4 9,5 12,7 15,9 0 0 0,1 0,1 0,2 0,2 0,2 0,2 Gas de inicio de plasma 1psi/bar- 76,4 /5,2 76,4 /5,2 76,4 /5,2 76,4 /5,2 Gas de inicio de plasma 1psi/bar- 95,6 /6,5 61,5 /4,2 27,3 /1,9 17,9 /1,2 95,6 /6,5 61,5 /4,2 27,3 /1,9 17,9 /1,2 95,6 /6,5 61,5 /4,2 27,3 /1,9 17,9 /1,2 95,6 /6,5 61,5 /4,2 27,3 /1,9 17,9 /1,2 155 160 166 174 0,100 2,54 0,190 4,83 0,190 4,83 0,100 2,54 0,225 5,72 0,225 5,72 0,100 2,54 0,260 6,60 0,260 6,60 0,100 2,54 0,285 7,24 0,285 7,24 95 80 65 50 2413 2032 1778 1270 Temporizadores Retardo perfor. (seg.) Corriente inicial a final (seg) Parámetros de configuración 1 inicio – psi/bar) Gas de protección 1 corte – psi/bar) 2 corte – psi/bar) Voltaje de arco (separación) pulg. mm pulg. Altura de perforación mm pulg. Altura de corte mm Altura inicial Velocidad de trabajo IPM MM/MIN Notas: Arco piloto –Alto Sistema PT-24 Precision Plasmarc IEFC-S 4-23 SECCIÓN 4 FUNCIONAMIENTO Material: Amperios iniciales: Amperios finales: Gas de plasma: Gas de protección: ® Gas mezcla de protección: Acero al carbono 16 16 Oxigeno, O2 @ 10,4 Bares Nitrógeno, N2 @ 10,4 Bares Oxigeno, O2 @ 10,4 Bares Soplete PT-24 con control integrado de flujo Cuerpo del soplete N/P 21758 Deflector de agua N/P 21725 Junta tórica N/P 638797 Junta tórica N/P 86W62 Junta tórica N/P 950714 Junta tórica N/P 98W18 Electrodo N/P 21539 ! Deflector de giro N/P 21852 (2 holes) ! Boquilla N/P 21540, "A" Fijación/difusor de la boquilla N/P 22007 Aislante de la cazoleta de protección N/P 22010 Fijac protec. aislante con junta tórica N/P 21712 Junta tórica .Fij. Protección (Ref. N/P 996528) Protec. caz. con fijación N/P 22531 ! El deflector y la boquilla son los únicos elementos del pueden variar con el amperaje. 4-24 Sistema PT-24 Precision Plasmarc IEFC-S SECCIÓN 4 FUNCIONAMIENTO Datos de proceso 16 Inicial /16 Final Amperios Precision Plasma integrado del control de flujo Acero al carbono Gas de plasma O2 Gas de protección 1 Gas de protección 2 N2 O2 Grosor del material pulg. 20Ga 18Ga 16Ga 14Ga 12Ga 10Ga mm 0,9 1,2 1,6 2,0 2,7 3,4 0 0 0 0,1 0,5 0,5 0,2 0,2 0,2 0,2 0,2 0,2 Gas de inicio de plasma 1psi/bar- 71,3 /4,9 71,3 /4,9 71,3 /4,9 71,3 /4,9 71,3 /4,9 71,3 /4,9 Gas de inicio de plasma 1psi/bar- 83,2 /5,7 12.9 /0.89 4.1 /0.28 2.2 /0.15 83,2 /5,7 12.9 /0.89 4.1 /0.28 2.2 /0.15 83,2 /5,7 12.9 /0.89 4.1 /0.28 2.4 /0.27 83,2 /5,7 12.9 /0.89 4.1 /0.28 3.0 /0.21 83,2 /5,7 12.9 /0.89 3.1 /0.21 2.2 /0.15 83,2 /5,7 12.9 /0.89 3.5 /0.24 2.3 /0.16 108 110 120 123 121 123 0,04 1,02 0,06 1,52 0,108 2,74 0,04 1,02 0,06 1,52 0,118 2,74 0,04 1,02 0,06 1,52 0,140 3,56 0,04 1,02 0,06 1,52 0,144 3,66 0,04 1,02 0,115 2,92 0,126 3,20 0,04 1,02 0,115 2,92 0,126 3,20 95 80 75 55 50 33 2413 2032 1905 1397 1270 838 Temporizadores Retardo perfor. (seg.) Corriente inicial a final (seg) Parámetros de configuración 1 inicio – psi/bar) Gas de protección 1 corte – psi/bar) 2 corte – psi/bar) Voltaje de arco (separación) pulg. mm pulg. Altura de perforación mm pulg. Altura de corte mm Altura inicial Velocidad de trabajo IPM MM/MIN Notas: Arco piloto –Bajo. Sistema PT-24 Precision Plasmarc IEFC-S 4-25 SECCIÓN 4 FUNCIONAMIENTO Material: Amperios iniciales: Amperios finales: Gas de plasma: Gas de protección: ® Gas mezcla de protección: Acero al carbono 18 35 Oxigeno, O2 @ 10,4 Bares Nitrógeno, N2 @ 10,4 Bares Oxigeno, O2 @ 10,4 Bares Soplete PT-24 con control integrado de flujo Cuerpo del soplete N/P 21758 Deflector de agua N/P 21725 Junta tórica N/P 638797 Junta tórica N/P 86W62 Junta tórica N/P 950714 Junta tórica N/P 98W18 Electrodo N/P 21539 ! Deflector de giro N/P 21536 (3 holes) ! Boquilla N/P 21541, "B" Fijación/difusor de la boquilla N/P 22007 Aislante de la cazoleta de protección N/P 22010 Fijac protec. aislante con junta tórica N/P 21712 Junta tórica .Fij. Protección (Ref. N/P 996528) Protec. caz. con fijación N/P 22531 ! El deflector y la boquilla son los únicos elementos del pueden variar con el amperaje. 4-26 Sistema PT-24 Precision Plasmarc IEFC-S SECCIÓN 4 FUNCIONAMIENTO Datos de proceso 18 Inicial /35 Final Amperios Precision Plasma integrado del control de flujo Acero al carbono Gas de plasma O2 Grosor del material Gas de protección 1 Gas de protección 2 N2 O2 pulg. 14Ga 0,125 0,135 0,187 0,250 mm 1,9 3,2 3,4 4,7 6,4 0 0 0 0 0,2 0,2 0,2 0,2 0,2 0,2 Gas de inicio de plasma 1psi/bar- 86,9 /5,9 86,9 /5,9 86,9 /5,9 86,9 /5,9 86,9 /5,9 Gas de inicio de plasma 1psi/bar- 102,9 /7,0 46,5 /3,2 102,9 /7,0 46,5 /3,2 102,9 /7,0 46,5 /3,2 102,9 /7,0 46,5 /3,2 102,9 /7,0 46,5 /3,2 1 corte – psi/bar) 0 0 0 0 0 2 corte – psi/bar) 2,5 /0,2 2,5 /0,2 2,5 /0,2 2,5 /0,2 2,5 /0,2 113 119 120 122 124 0,04 1,02 0,103 2,62 0,103 2,62 0,04 1,02 0,113 2,87 0,113 2,87 0,04 1,02 0,118 3,00 0,118 3,00 0,04 1,02 0,118 3,00 0,118 3,00 0,04 1,02 0,130 3,30 0,130 3,30 80 55 52 40 30 3032 1397 1320 1016 762 Temporizadores Retardo perfor. (seg.) Corriente inicial a final (seg) Parámetros de configuración 1 inicio – psi/bar) Gas de protección Voltaje de arco (separación) pulg. mm pulg. Altura de perforación mm pulg. Altura de corte mm Altura inicial Velocidad de trabajo IPM MM/MIN Notas: Arco piloto –Bajo. Sistema PT-24 Precision Plasmarc IEFC-S 4-27 SECCIÓN 4 FUNCIONAMIENTO Material: Amperios iniciales: Amperios finales: Gas de plasma: Gas de protección: ® Gas mezcla de protección: Acero al carbono 23 45 Oxigeno, O2 @ 10,4 Bares Nitrógeno, N2 @ 10,4 Bares Oxigeno, O2 @ 10,4 Bares Soplete PT-24 con control integrado de flujo Cuerpo del soplete N/P 21758 Deflector de agua N/P 21725 Junta tórica N/P 638797 Junta tórica N/P 86W62 Junta tórica N/P 950714 Junta tórica N/P 98W18 Electrodo N/P 21539 ! Deflector de giro N/P 21692 (4 holes) ! Boquilla N/P 21542, "C" Fijación/difusor de la boquilla N/P 22007 Aislante de la cazoleta de protección N/P 22010 Fijac protec. aislante con junta tórica N/P 21712 Junta tórica .Fij. Protección (Ref. N/P 996528) Protec. caz. con fijación N/P 22531 ! El deflector y la boquilla son los únicos elementos del pueden variar con el amperaje. 4-28 Sistema PT-24 Precision Plasmarc IEFC-S SECCIÓN 4 FUNCIONAMIENTO Datos de proceso 23 Inicial /45 Final Amperios Precision Plasma integrado del control de flujo Acero al carbono Gas de plasma O2 Grosor del material Gas de protección 1 Gas de protección 2 N2 O2 pulg. 0,125 0,135 0,187 0,250 0,375 mm 3,2 3,4 4,7 6,4 9,5 0 0,3 0,3 0,3 0,4 0,2 0,2 0,2 0,2 0,2 Gas de inicio de plasma 1psi/bar- 73,8 /5,0 73,8 /5,0 73,8 /5,0 73,8 /5,0 73,8 /5,0 Gas de inicio de plasma 1psi/bar- 86,2 /5,9 48,1 /3,3 11,2 /0,8 86,2 /5,9 48,1 /3,3 11,2 /0,8 86,2 /5,9 48,1 /3,3 11,2 /0,8 86,2 /5,9 48,1 /3,3 11,2 /0,8 86,2 /5,9 48,1 /3,3 11,2 /0,8 0 0 0 0 0 108 111 114 121 124 0,100 25,4 0,145 3,68 0,145 3,68 0,100 25,4 0,155 3,94 0,155 3,94 0,100 25,4 0,145 3,68 0,145 3,68 0,100 25,4 0,205 5,21 0,205 5,21 0,100 25,4 0,164 2,41 0,164 2,41 60 50 45 35 20 1524 1270 1143 889 508 Temporizadores Retardo perfor. (seg.) Corriente inicial a final (seg) Parámetros de configuración 1 inicio – psi/bar) Gas de protección 1 corte – psi/bar) 2 corte – psi/bar) Voltaje de arco (separación) pulg. mm pulg. Altura de perforación mm pulg. Altura de corte mm Altura inicial Velocidad de trabajo IPM MM/MIN Notas: Arco piloto –Alto. Sistema PT-24 Precision Plasmarc IEFC-S 4-29 SECCIÓN 4 FUNCIONAMIENTO Material: Amperios iniciales: Amperios finales: Gas de plasma: Gas de protección: ® Gas mezcla de protección: Acero al carbono 35 70 Oxigeno, O2 @ 10,4 Bares Nitrógeno, N2 @ 10,4 Bares Oxigeno, O2 @ 10,4 Bares Soplete PT-24 con control integrado de flujo Cuerpo del soplete N/P 21758 Deflector de agua N/P 21725 Junta tórica N/P 638797 Junta tórica N/P 86W62 Junta tórica N/P 950714 Junta tórica N/P 98W18 Electrodo N/P 21539 ! Deflector de giro N/P 21692 (4 holes) ! Boquilla N/P 21543, "D" Fijación/difusor de la boquilla N/P 22007 Aislante de la cazoleta de protección N/P 22010 Fijac protec. aislante con junta tórica N/P 21712 Junta tórica .Fij. Protección (Ref. N/P 996528) Protec. caz. con fijación N/P 22531 ! El deflector y la boquilla son los únicos elementos del pueden variar con el amperaje. 4-30 Sistema PT-24 Precision Plasmarc IEFC-S SECCIÓN 4 FUNCIONAMIENTO Datos de proceso 35 Inicial /70 Final Amperios Precision Plasma integrado del control de flujo Acero al carbono Gas de plasma O2 Grosor del material Gas de protección 1 Gas de protección 2 N2 O2 pulg. 0,187 0,250 0,312 0,375 0,500 0,625 mm 4,7 6,4 7,9 9,5 12,7 15,9 Retardo perfor. (seg.) 0,3 0,3 0,3 0,4 0,5 0,5 Corriente inicial a final (seg) 0,2 0,2 0,2 0,2 0,2 0,2 Gas de inicio de plasma 1psi/bar- 66,7 /4,5 66,7 /4,5 66,7 /4,5 66,7 /4,5 66,7 /4,5 66,7 /4,5 Gas de inicio de plasma 1psi/bar- 81,6 /5,6 49,1 /3,3 20,6 /1,4 81,6 /5,6 49,1 /3,3 28,4 /1,9 81,6 /5,6 49,1 /3,3 20,6 /1,4 81,6 /5,6 49,1 /3,3 28,4 /1,9 81,6 /5,6 49,1 /3,3 13,5 /0,9 81,6 /5,6 49,1 /3,3 135, /0,9 0 0 0 0 0 0 108 110 114 113 135 140 0,100 2,54 0,140 3,56 0,140 3,56 0,100 2,54 0,140 3,56 0,140 3,56 0,100 2,54 0,165 4,19 0,165 4,19 0,100 2,54 0,160 40,06 0,160 40,06 0,100 2,54 0,275 6,99 0,275 6,99 0,100 2,54 0,315 8,00 0,315 8,00 IPM 110 95 70 60 30 25 MM/MIN 2794 2413 1778 1524 762 635 Temporizadores Parámetros de configuración 1 inicio – psi/bar) Gas de protección 1 corte – psi/bar) 2 corte – psi/bar) Voltaje de arco (separación) pulg. mm pulg. Altura de perforación mm pulg. Altura de corte mm Altura inicial Velocidad de trabajo Notas: Arco piloto –Alto. Sistema PT-24 Precision Plasmarc IEFC-S 4-31 SECCIÓN 4 FUNCIONAMIENTO Material: Amperios iniciales: Amperios finales: Gas de plasma: Gas de protección: ® Gas mezcla de protección: Acero al carbono 50 100 Oxigeno, O2 @ 10,4 Bares Nitrógeno, N2 @ 10,4 Bares Oxigeno, O2 @ 10,4 Bares Soplete PT-24 con control integrado de flujo Cuerpo del soplete N/P 21758 Deflector de agua N/P 21725 Junta tórica N/P 638797 Junta tórica N/P 86W62 Junta tórica N/P 950714 Junta tórica N/P 98W18 Electrodo N/P 21539 ! Deflector de giro N/P 21692 (4 holes) ! Boquilla N/P 21923, "E" Fijación/difusor de la boquilla N/P 22007 Aislante de la cazoleta de protección N/P 22010 Fijac protec. aislante con junta tórica N/P 21712 Junta tórica .Fij. Protección (Ref. N/P 996528) Protec. caz. con fijación N/P 22531 ! El deflector y la boquilla son los únicos elementos del pueden variar con el amperaje. 4-32 Sistema PT-24 Precision Plasmarc IEFC-S SECCIÓN 4 FUNCIONAMIENTO Datos de proceso 50 Inicial /100 Final Amperios Precision Plasma integrado del control de flujo Acero al carbono Gas de plasma O2 Grosor del material Gas de protección 1 Gas de protección 2 N2 N2 pulg. 0,312 0,375 0,500 0,625 0,750 mm 7,9 9,5 12,9 15,9 19,1 Retardo perfor. (seg.) 0,3 0,3 0,4 0,5 0,5 Corriente inicial a final (seg) 0,2 0,2 0,2 0,2 0,2 Gas de inicio de plasma 1psi/bar- 77,5 /5,2 77,5 /5,2 77,5 /5,2 77,5 /5,2 77,5 /5,2 Gas de inicio de plasma 1psi/bar- 89,5 /6,1 60,5 /4,1 26,3 /1,8 89,5 /6,1 60,5 /4,1 26,3 /1,8 89,5 /6,1 60,5 /4,1 26,3 /1,8 89,5 /6,1 60,5 /4,1 26,3 /1,8 89,5 /6,1 60,5 /4,1 26,3 /1,8 0 0 0 0 0 115 120 132 137 142 0,100 2,54 0,175 4,45 0,175 4,45 0,100 2,54 0,190 4,83 0,190 4,83 0,100 2,54 0,280 7,11 0,280 7,11 0,100 2,54 0,290 7,37 0,290 7,37 0,100 2,54 0,320 8,13 0,320 8,13 90 80 50 30 25 2290 2030 1270 760 630 Temporizadores Parámetros de configuración 1 inicio – psi/bar) Gas de protección 1 corte – psi/bar) 2 corte – psi/bar) Voltaje de arco (separación) pulg. mm pulg. Altura de perforación mm pulg. Altura de corte mm Altura inicial Velocidad de trabajo IPM MM/MIN Notas: Arco piloto – Alto . Sistema PT-24 Precision Plasmarc IEFC-S 4-33 SECCIÓN 4 FUNCIONAMIENTO Material: Amperios iniciales: Amperios finales: Gas de plasma: Gas de protección: ® Gas mezcla de protección: Stainless Steel 15 30 Oxigeno, O2 @ 10,4 Bares Nitrógeno, N2 @ 10,4 Bares Oxigeno, O2 @ 10,4 Bares Soplete PT-24 con control integrado de flujo Cuerpo del soplete N/P 21758 Deflector de agua N/P 21725 Junta tórica N/P 638797 Junta tórica N/P 86W62 Junta tórica N/P 950714 Junta tórica N/P 98W18 Electrodo N/P 21539 ! Deflector de giro N/P 21536 (3 holes) ! Boquilla N/P 21541, "B" Fijación/difusor de la boquilla N/P 22007 Aislante de la cazoleta de protección N/P 22010 Fijac protec. aislante con junta tórica N/P 21712 Junta tórica .Fij. Protección (Ref. N/P 996528) Protec. caz. con fijación N/P 22531 ! El deflector y la boquilla son los únicos elementos del pueden variar con el amperaje. 4-34 Sistema PT-24 Precision Plasmarc IEFC-S SECCIÓN 4 FUNCIONAMIENTO Datos de proceso 15 Inicial /30 Final Amperios Precision Plasma integrado del control de flujo Acero al carbono Gas de plasma O2 Grosor del material Gas de protección 1 Gas de protección 2 N2 O2 pulg. 26Ga 24Ga 22Ga 18Ga 16Ga mm 0,4 0,6 0,7 1,2 1,6 0 0 0 0 0 0,2 0,2 0,2 0,2 0,2 Gas de inicio de plasma 1psi/bar- 99,8 /6,8 99,8 /6,8 99,8 /6,8 99,8 /6,8 99,8 /6,8 Gas de inicio de plasma 1psi/bar- 116,8 /7,9 32,7 /2,2 10,3 /0,7 7,1 /0,5 116,8 /7,9 32,7 /2,2 10,3 /0,7 7,1 /0,5 116,8 /7,9 32,7 /2,2 10,3 /0,7 7,1 /0,5 116,8 /7,9 32,7 /2,2 10,3 /0,7 7,1 /0,5 116,8 /7,9 32,7 /2,2 10,3 /0,7 7,1 /0,5 105 105 107 109 111 0,06 1,52 0,105 2,67 0,105 2,67 0,06 1,52 0,120 3,05 0,120 3,05 0,06 1,52 0,107 2,72 0,107 2,72 0,06 1,52 0,109 2,77 0,109 2,77 0,06 1,52 0,111 2,82 0,111 2,82 IPM 250 200 190 140 100 MM/MIN 6350 5080 4826 3556 2540 Temporizadores Retardo perfor. (seg.) Corriente inicial a final (seg) Parámetros de configuración 1 inicio – psi/bar) Gas de protección 1 corte – psi/bar) 2 corte – psi/bar) Voltaje de arco (separación) pulg. mm pulg. Altura de perforación mm pulg. Altura de corte mm Altura inicial Velocidad de trabajo Notas: Arco piloto –Bajo. Sistema PT-24 Precision Plasmarc IEFC-S 4-35 SECCIÓN 4 FUNCIONAMIENTO Material: Amperios iniciales: Amperios finales: ® Acero inoxidable 25 50 Gas de plasma: Aire @ 10,4 Bares Gas de protección: Aire @ 10,4 Bares Gas mezcla de protección: Soplete PT-24 con control integrado de flujo Cuerpo del soplete N/P 21758 Deflector de agua N/P 21725 Junta tórica N/P 638797 Junta tórica N/P 86W62 Junta tórica N/P 950714 Junta tórica N/P 98W18 Electrodo N/P 21539 ! Deflector de giro N/P 21692 (4 holes) ! Boquilla N/P 21542, "C" Fijación/difusor de la boquilla N/P 22007 Aislante de la cazoleta de protección N/P 22010 Fijac protec. aislante con junta tórica N/P 21712 Junta tórica .Fij. Protección (Ref. N/P 996528) Protec. caz. con fijación N/P 22531 ! El deflector y la boquilla son los únicos elementos del pueden variar con el amperaje. 4-36 Sistema PT-24 Precision Plasmarc IEFC-S SECCIÓN 4 FUNCIONAMIENTO Datos de proceso 25 Inicial /50 Final Amperios Precision Plasma integrado del control de flujo Acero inoxidable Gas de protección 1 Gas de plasma Aire Grosor del material Gas de protección 2 Aire pulg. 0,125 0,187 0,250 0,375 mm 3,2 4,7 6,4 9,5 0 0 0,1 0,2 0,2 0,2 0,2 0,2 77 /5,2 77 /5,2 77 /5,2 77 /5,2 125,7 /8,5 44,5 /3,0 31,9 /2,2 125,7 /8,5 44,5 /3,0 31,9 /2,2 125,7 /8,5 44,5 /3,0 31,9 /2,2 125,7 /8,5 44,5 /3,0 31,9 /2,2 0 0 0 0 134 140 145 157 0,100 2,54 0,145 3,68 0,145 3,68 0,100 2,54 0,165 4,19 0,165 4,19 0,100 2,54 0,160 40,06 0,160 40,06 0,100 2,54 0,220 5,59 0,220 5,59 90 60 40 18 2286 1524 1016 457 Temporizadores Retardo perfor. (seg.) Corriente inicial a final (seg) Parámetros de configuración Gas de inicio de plasma 1psi/barGas de inicio de plasma 1psi/bar1 inicio – psi/bar) Gas de protección 1 corte – psi/bar) 2 corte – psi/bar) Voltaje de arco (separación) pulg. mm pulg. Altura de perforación mm pulg. Altura de corte mm Altura inicial Velocidad de trabajo IPM MM/MIN Notas: Arco piloto – Alto Sistema PT-24 Precision Plasmarc IEFC-S 4-37 SECCIÓN 4 FUNCIONAMIENTO Material: Amperios iniciales: Amperios finales: ® Acero inoxidable 35 70 Gas de plasma: Aire @ 10,4 Bares Gas de protección: Aire @ 10,4 Bares Gas mezcla de protección: Soplete PT-24 con control integrado de flujo Cuerpo del soplete N/P 21758 Deflector de agua N/P 21725 Junta tórica N/P 638797 Junta tórica N/P 86W62 Junta tórica N/P 950714 Junta tórica N/P 98W18 Electrodo N/P 21539 ! Deflector de giro N/P 21692 (4 holes) ! Boquilla N/P 21543, "D" Fijación/difusor de la boquilla N/P 22007 Aislante de la cazoleta de protección N/P 22010 Fijac protec. aislante con junta tórica N/P 21712 Junta tórica .Fij. Protección (Ref. N/P 996528) Protec. caz. con fijación N/P 22531 ! El deflector y la boquilla son los únicos elementos del pueden variar con el amperaje. 4-38 Sistema PT-24 Precision Plasmarc IEFC-S SECCIÓN 4 FUNCIONAMIENTO Datos de proceso 35 Inicial /70 Final Amperios Precision Plasma integrado del control de flujo Acero inoxidable Gas de protección 1 Gas de plasma Aire Grosor del material Gas de protección 2 Aire pulg. 0,187 0,250 0,375 0,500 mm 4,7 6,4 9,5 12,7 Retardo perfor. (seg.) 0,3 0,4 0,5 0,6 Corriente inicial a final (seg) 0,2 0,2 0,2 0,2 Gas de inicio de plasma 1psi/bar- 79,1 /5,4 79,1 /5,4 79,1 /5,4 79,1 /5,4 Gas de inicio de plasma 1psi/bar- 105,5 /7,2 62,6 /4,3 38,3 /2,6 105,5 /7,2 62,6 /4,3 38,3 /2,6 105,5 /7,2 62,6 /4,3 38,3 /2,6 105,5 /7,2 62,6 /4,3 38,3 /2,6 0 0 0 0 131 152 158 157 0,100 2,54 0,150 3,81 0,150 3,81 0,100 2,54 0,240 6,10 0,240 6,10 0,100 2,54 0,280 7,11 0,280 7,11 0,100 2,54 0,280 7,11 0,280 7,11 IPM 100 50 28 20 MM/MIN 2540 2270 711 609 Temporizadores Parámetros de configuración 1 inicio – psi/bar) Gas de protección 1 corte – psi/bar) 2 corte – psi/bar) Voltaje de arco (separación) pulg. mm pulg. Altura de perforación mm pulg. Altura de corte mm Altura inicial Velocidad de trabajo Notas: Arco piloto – Alto Sistema PT-24 Precision Plasmarc IEFC-S 4-39 SECCIÓN 4 FUNCIONAMIENTO Material: Amperios iniciales: Amperios finales: ® Acero inoxidable 50 100 Gas de plasma: Aire @ 10,4 Bares Gas de protección: Aire @ 10,4 Bares Gas mezcla de protección: Soplete PT-24 con control integrado de flujo Cuerpo del soplete N/P 21758 Deflector de agua N/P 21725 Junta tórica N/P 638797 Junta tórica N/P 86W62 Junta tórica N/P 950714 Junta tórica N/P 98W18 Electrodo N/P 21539 ! Deflector de giro N/P 21692 (4 holes) ! Boquilla N/P 21923, "E" Fijación/difusor de la boquilla N/P 22007 Aislante de la cazoleta de protección N/P 22010 Fijac protec. aislante con junta tórica N/P 21712 Junta tórica .Fij. Protección (Ref. N/P 996528) Protec. caz. con fijación N/P 22531 ! El deflector y la boquilla son los únicos elementos del pueden variar con el amperaje. 4-40 Sistema PT-24 Precision Plasmarc IEFC-S SECCIÓN 4 FUNCIONAMIENTO Datos de proceso 50 Inicial /100 Final Amperios Precision Plasma integrado del control de flujo Acero inoxidable Gas de protección 1 Gas de plasma Aire Grosor del material Gas de protección 2 Aire pulg. 0,250 0,375 0,500 0,625 mm 6,4 9,5 12,7 15,9 Retardo perfor. (seg.) 0,3 0,4 0,5 0,6 Corriente inicial a final (seg) 0,2 0,2 0,2 0,2 Gas de inicio de plasma 1psi/bar- 79,1 /5,4 79,1 /5,4 79,1 /5,4 79,1 /5,4 Gas de inicio de plasma 1psi/bar- 69,3 /4,7 62 /4,2 37,8 /2,6 69,3 /4,7 62 /4,2 37,8 /2,6 69,3 /4,7 62 /4,2 37,8 /2,6 69,3 /4,7 62 /4,2 37,8 /2,6 0 0 0 0 129 135 142 150 0,100 2,54 0,220 5,59 0,220 5,59 0,100 2,54 0,265 6,73 0,265 6,73 0,100 2,54 0,295 7,49 0,295 7,49 0,100 2,54 0,325 8,26 0,325 8,26 80 60 35 25 2030 1520 889 635 Temporizadores Parámetros de configuración 1 inicio – psi/bar) Gas de protección 1 corte – psi/bar) 2 corte – psi/bar) Voltaje de arco (separación) pulg. mm pulg. Altura de perforación mm pulg. Altura de corte mm Altura inicial Velocidad de trabajo IPM MM/MIN Notas: Arco piloto – Alto. Sistema PT-24 Precision Plasmarc IEFC-S 4-41 SECCIÓN 4 FUNCIONAMIENTO Material: Amperios iniciales: Amperios finales: ® Acero inoxidable 35 70 Gas de plasma: Aire @ 10,4 Bares Gas de protección: Aire @ 10,4 Bares Gas mezcla de protección: Metano, CH4 @ 100 PSI / 6,9 Bares Soplete PT-24 con control integrado de flujo Cuerpo del soplete N/P 21758 Deflector de agua N/P 21725 Junta tórica N/P 638797 Junta tórica N/P 86W62 Junta tórica N/P 950714 Junta tórica N/P 98W18 Electrodo N/P 21539 ! Deflector de giro N/P 21692 (4 holes) ! Boquilla N/P 21543, "D" Fijación/difusor de la boquilla N/P 22007 Aislante de la cazoleta de protección N/P 22010 Fijac protec. aislante con junta tórica N/P 21712 Junta tórica .Fij. Protección (Ref. N/P 996528) Protec. caz. con fijación N/P 22531 ! El deflector y la boquilla son los únicos elementos del pueden variar con el amperaje. 4-42 Sistema PT-24 Precision Plasmarc IEFC-S SECCIÓN 4 FUNCIONAMIENTO Datos de proceso 35 Inicial /70 Final Amperios Precision Plasma integrado del control de flujo Acero inoxidable Gas de plasma Aire Grosor del material Gas de protección 1 Gas de protección 2 Aire CH4 pulg. 0,125 0,187 0,250 0,375 0,500 mm 3,2 4,7 6,4 9,5 12,7 Retardo perfor. (seg.) 0,2 0,3 0,4 0,5 0,6 Corriente inicial a final (seg) 0,2 0,2 0,2 0,2 0,2 Gas de inicio de plasma 1psi/bar- 80,5 /5,5 80,5 /5,5 80,5 /5,5 80,5 /5,5 80,5 /5,5 Gas de inicio de plasma 1psi/bar- 111,1 /7,6 61,5 /4,2 40,3 /2,7 26,7 /1,8 111,1 /7,6 61,5 /4,2 40,3 /2,7 26,7 /1,8 111,1 /7,6 61,5 /4,2 40,3 /2,7 26,7 /1,8 111,1 /7,6 61,5 /4,2 40,3 /2,7 26,7 /1,8 111,1 /7,6 61,5 /4,2 40,3 /2,7 26,7 /1,8 131 146 154 166 175 0,100 2,54 0,115 2,92 0,115 2,92 0,100 2,54 0,170 4,32 0,170 4,32 0,100 2,54 0,210 5,33 0,210 5,33 0,100 2,54 0,230 5,84 0,230 5,84 0,100 2,54 0,275 6,99 0,275 6,99 IPM 120 80 50 30 24 MM/MIN 3048 2032 1270 762 609 Temporizadores Parámetros de configuración 1 inicio – psi/bar) Gas de protección 1 corte – psi/bar) 2 corte – psi/bar) Voltaje de arco (separación) pulg. mm pulg. Altura de perforación mm pulg. Altura de corte mm Altura inicial Velocidad de trabajo Notas: Arco piloto – Alto Sistema PT-24 Precision Plasmarc IEFC-S 4-43 SECCIÓN 4 FUNCIONAMIENTO Material: Amperios iniciales: Amperios finales: ® Acero inoxidable 50 100 Gas de plasma: Aire @ 10,4 Bares Gas de protección: Aire @ 10,4 Bares Gas mezcla de protección: Metano, CH4 @ 100 PSI / 6,9 Bares Soplete PT-24 con control integrado de flujo Cuerpo del soplete N/P 21758 Deflector de agua N/P 21725 Junta tórica N/P 638797 Junta tórica N/P 86W62 Junta tórica N/P 950714 Junta tórica N/P 98W18 Electrodo N/P 21539 ! Deflector de giro N/P 21692 (4 holes) ! Boquilla N/P 21923, "E" Fijación/difusor de la boquilla N/P 22007 Aislante de la cazoleta de protección N/P 22010 Fijac protec. aislante con junta tórica N/P 21712 Junta tórica .Fij. Protección (Ref. N/P 996528) Protec. caz. con fijación N/P 22531 ! El deflector y la boquilla son los únicos elementos del pueden variar con el amperaje. 4-44 Sistema PT-24 Precision Plasmarc IEFC-S SECCIÓN 4 FUNCIONAMIENTO Datos de proceso 50 Inicial /100 Final Amperios Precision Plasma integrado del control de flujo Acero inoxidable Gas de plasma Aire Grosor del material Gas de protección 1 Gas de protección 2 Aire CH4 pulg. 0,250 0,375 0,500 0,625 mm 6,4 9,5 12,7 15,9 Retardo perfor. (seg.) 0,3 0,4 0,5 0,6 Corriente inicial a final (seg) 0,2 0,2 0,2 0,2 Gas de inicio de plasma 1psi/bar- 78,6 /5,3 78,6 /5,3 78,6 /5,3 78,6 /5,3 Gas de inicio de plasma 1psi/bar- 96 /6,5 62 /4,2 40,8 /2,7 28,2 /1,9 96 /6,5 62 /4,2 40,8 /2,7 28,2 /1,9 96 /6,5 62 /4,2 40,8 /2,7 28,2 /1,9 96 /6,5 62 /4,2 40,8 /2,7 28,2 /1,9 140 150 159 170 0,100 2,54 0,175 4,54 0,175 4,54 0,100 2,54 0,210 5,33 0,210 5,33 0,100 2,54 0,225 5,72 0,225 5,72 0,100 2,54 0,250 6,35 0,250 6,35 80 60 35 25 2030 1524 889 635 Temporizadores Parámetros de configuración 1 inicio – psi/bar) Gas de protección 1 corte – psi/bar) 2 corte – psi/bar) Voltaje de arco (separación) pulg. mm pulg. Altura de perforación mm pulg. Altura de corte mm Altura inicial Velocidad de trabajo IPM MM/MIN Notas: Arco piloto – Alto. Sistema PT-24 Precision Plasmarc IEFC-S 4-45 SECCIÓN 4 FUNCIONAMIENTO Material: Amperios iniciales: Amperios finales: ® Acero inoxidable 25 50 Gas de plasma: Nitrógeno, N2 @ 10,4 Bares Gas de protección: Nitrógeno, N2 @ 10,4 Bares Gas mezcla de protección: Soplete PT-24 con control integrado de flujo Cuerpo del soplete N/P 21758 Deflector de agua N/P 21725 Junta tórica N/P 638797 Junta tórica N/P 86W62 Junta tórica N/P 950714 Junta tórica N/P 98W18 Electrodo N/P 21539 ! Deflector de giro N/P 21692 (4 holes) ! Boquilla N/P 21542, "C" Fijación/difusor de la boquilla N/P 22007 Aislante de la cazoleta de protección N/P 22010 Fijac protec. aislante con junta tórica N/P 21712 Junta tórica .Fij. Protección (Ref. N/P 996528) Protec. caz. con fijación N/P 22531 ! El deflector y la boquilla son los únicos elementos del pueden variar con el amperaje. 4-46 Sistema PT-24 Precision Plasmarc IEFC-S SECCIÓN 4 FUNCIONAMIENTO Datos de proceso 25 Inicial /50 Final Amperios Precision Plasma integrado del control de flujo Acero inoxidable Gas de protección 1 Gas de plasma N2 Grosor del material Gas de protección 2 N2 pulg. 0,125 0,187 0,250 0,375 mm 3,2 4,7 6,4 9,5 0,125 0,187 0,250 0,375 3,2 4,7 6,4 9,5 Gas de inicio de plasma 1psi/bar- 78,5 /5,3 78,5 /5,3 78,5 /5,3 78,5 /5,3 Gas de inicio de plasma 1psi/bar- 116,4 /7,9 42,4 /2,9 27,3 /1,9 116,4 /7,9 42,4 /2,9 27,3 /1,9 116,4 /7,9 42,4 /2,9 27,3 /1,9 116,4 /7,9 42,4 /2,9 27,3 /1,9 0 0 0 0 128 135 144 155 0,100 2,54 0,05 1,27 0,05 1,27 0,100 2,54 0,09 2,29 0,09 2,29 0,100 2,54 0,130 3,30 0,130 3,30 0,100 2,54 0,180 4,57 0,180 4,57 90 60 40 22 2286 1524 1016 558 Temporizadores Retardo perfor. (seg.) Corriente inicial a final (seg) Parámetros de configuración 1 inicio – psi/bar) Gas de protección 1 corte – psi/bar) 2 corte – psi/bar) Voltaje de arco (separación) pulg. mm pulg. Altura de perforación mm pulg. Altura de corte mm Altura inicial Velocidad de trabajo IPM MM/MIN Notas: Arco piloto – Alto Sistema PT-24 Precision Plasmarc IEFC-S 4-47 SECCIÓN 4 FUNCIONAMIENTO Material: Amperios iniciales: Amperios finales: ® Acero inoxidable 35 70 Gas de plasma: Nitrógeno, N2 @ 10,4 Bares Gas de protección: Nitrógeno, N2 @ 10,4 Bares Gas mezcla de protección: Soplete PT-24 con control integrado de flujo Cuerpo del soplete N/P 21758 Deflector de agua N/P 21725 Junta tórica N/P 638797 Junta tórica N/P 86W62 Junta tórica N/P 950714 Junta tórica N/P 98W18 Electrodo N/P 21539 ! Deflector de giro N/P 21692 (4 holes) ! Boquilla N/P 21543, "D" Fijación/difusor de la boquilla N/P 22007 Aislante de la cazoleta de protección N/P 22010 Fijac protec. aislante con junta tórica N/P 21712 Junta tórica .Fij. Protección (Ref. N/P 996528) Protec. caz. con fijación N/P 22531 ! El deflector y la boquilla son los únicos elementos del pueden variar con el amperaje. 4-48 Sistema PT-24 Precision Plasmarc IEFC-S SECCIÓN 4 FUNCIONAMIENTO Datos de proceso 35 Inicial / 70 Final Amperios Precision Plasma integrado del control de flujo Acero inoxidable Gas de protección 1 Gas de plasma N2 Grosor del material Gas de protección 2 N2 pulg. 0,187 0,250 0,375 0,500 mm 4,7 6,4 9,5 12,7 Retardo perfor. (seg.) 0,3 0,4 0,5 0,6 Corriente inicial a final (seg) 0,2 0,2 0,2 0,2 Gas de inicio de plasma 1psi/bar- 81,1 /5,5 81,1 /5,5 81,1 /5,5 81,1 /5,5 Gas de inicio de plasma 1psi/bar- 107,1 /7,3 61 /4,1 35,1 /2,4 107,1 /7,3 61 /4,1 35,1 /2,4 107,1 /7,3 61 /4,1 35,1 /2,4 107,1 /7,3 61 /4,1 35,1 /2,4 0 0 0 0 132 150 154 159 0,100 2,54 0,120 3,05 0,120 3,05 0,100 2,54 0,190 4,83 0,190 4,83 0,100 2,54 0,170 4,32 0,170 4,32 0,100 2,54 0,220 5,59 0,220 5,59 75 50 28 24 1905 1270 711 609 Temporizadores Parámetros de configuración 1 inicio – psi/bar) Gas de protección 1 corte – psi/bar) 2 corte – psi/bar) Voltaje de arco (separación) pulg. mm pulg. Altura de perforación mm pulg. Altura de corte mm Altura inicial Velocidad de trabajo IPM MM/MIN Notas: Arco piloto – Alto Sistema PT-24 Precision Plasmarc IEFC-S 4-49 SECCIÓN 4 FUNCIONAMIENTO Material: Amperios iniciales: Amperios finales: ® Acero inoxidable 50 100 Gas de plasma: Nitrógeno, N2 @ 10,4 Bares Gas de protección: Nitrógeno, N2 @ 10,4 Bares Gas mezcla de protección: Soplete PT-24 con control integrado de flujo Cuerpo del soplete N/P 21758 Deflector de agua N/P 21725 Junta tórica N/P 638797 Junta tórica N/P 86W62 Junta tórica N/P 950714 Junta tórica N/P 98W18 Electrodo N/P 21539 ! Deflector de giro N/P 21692 (4 holes) ! Boquilla N/P 21923, "E" Fijación/difusor de la boquilla N/P 22007 Aislante de la cazoleta de protección N/P 22010 Fijac protec. aislante con junta tórica N/P 21712 Junta tórica .Fij. Protección (Ref. N/P 996528) Protec. caz. con fijación N/P 22531 ! El deflector y la boquilla son los únicos elementos del pueden variar con el amperaje. 4-50 Sistema PT-24 Precision Plasmarc IEFC-S SECCIÓN 4 FUNCIONAMIENTO Datos de proceso 50 Inicial /100 Final Amperios Precision Plasma integrado del control de flujo Acero inoxidable Gas de protección 1 Gas de plasma N2 Grosor del material Gas de protección 2 N2 pulg. 0,250 0,375 0,500 0,625 mm 6,4 9,5 12,7 15,9 Retardo perfor. (seg.) 0,3 0,4 0,5 0,6 Corriente inicial a final (seg) 0,2 0,2 0,2 0,2 Gas de inicio de plasma 1psi/bar- 79,1 /5,4 79,1 /5,4 79,1 /5,4 79,1 /5,4 Gas de inicio de plasma 1psi/bar- 93,1 /6,3 61 /4,1 27,9 /1,9 93,1 /6,3 61 /4,1 27,9 /1,9 93,1 /6,3 61 /4,1 27,9 /1,9 93,1 /6,3 61 /4,1 27,9 /1,9 0 0 0 0 135 145 153 157 0,100 2,54 0,180 4,57 0,180 4,57 0,100 2,54 0,235 5,97 0,235 5,97 0,100 2,54 0,250 6,35 0,250 6,35 0,100 2,54 0,272 6,91 0,272 6,91 80 60 35 25 2032 1520 889 635 Temporizadores Parámetros de configuración 1 inicio – psi/bar) Gas de protección 1 corte – psi/bar) 2 corte – psi/bar) Voltaje de arco (separación) pulg. mm pulg. Altura de perforación mm pulg. Altura de corte mm Altura inicial Velocidad de trabajo IPM MM/MIN Notas: Arco piloto – Alto Sistema PT-24 Precision Plasmarc IEFC-S 4-51 SECCIÓN 4 FUNCIONAMIENTO Material: Amperios iniciales: Amperios finales: ® Acero inoxidable fino 30A 60A Con la boquilla 21923SS especial Gas de plasma: Nitrógeno, N2 @ 10,4 Bares Gas de protección: Nitrógeno, N2 @ 10,4 Bares N/P Gas mezcla de protección: Soplete PT-24 con control integrado de flujo Con boquilla especial para acero inoxidable Cuerpo del soplete N/P 21758 Deflector de agua N/P 21725 Junta tórica N/P 638797 Junta tórica N/P 86W62 Junta tórica N/P 950714 Junta tórica N/P 98W18 Electrodo N/P 21539 ! Deflector de giro N/P 21692 (4 holes) ! Boquilla P/N 21923SS -{}- Fijación/difusor de la boquilla N/P 22007 Aislante de la cazoleta de protección N/P 22010 Fijac protec. aislante con junta tórica N/P 21712 Junta tórica .Fij. Protección (Ref. N/P 996528) Protec. caz. con fijación N/P 22531 ! El deflector y la boquilla son los únicos elementos del pueden variar con el amperaje. 4-52 Sistema PT-24 Precision Plasmarc IEFC-S SECCIÓN 4 FUNCIONAMIENTO Datos de proceso 30 Amperios inicial 60 Amperios final Precision Plasma integrado del control de flujo Acero inoxidable Con la boquilla especial N/P 21923SS Gas de protección 1 Gas de plasma N2 Grosor del material Gas de protección 2 N2 pulg. 0,030 0,039 0,059 mm 0,75 1,0 1,5 Retardo perfor. (seg.) 0 0 0 Corriente inicial a final (seg) 0 0 0 Gas de inicio de plasma 1psi/bar- 69 /4,75 69 /4,75 69 /4,75 Gas de inicio de plasma 1psi/bar- 73 /5,05 73 /5,05 73 /5,05 59 /4,05 73 /5,05 59 /4,05 73 /5,05 59 /4,05 73 /5,05 0 0 0 118 120 119 0,100 2,54 0,100 2,54 0,100 2,54 IPM 362 256 236 MM/MIN 9200 6500 6000 Temporizadores Parámetros de configuración 1 inicio – psi/bar) Gas de protección 1 corte – psi/bar) 2 corte – psi/bar) Voltaje de arco (separación) pulg. mm Altura inicial Velocidad de trabajo Notas: Arco piloto – Alto Sistema PT-24 Precision Plasmarc IEFC-S 4-53 SECCIÓN 4 FUNCIONAMIENTO Material: Amperios iniciales: Amperios finales: ® Acero inoxidable fino 40A 80A Con la boquilla 21923SS especial Gas de plasma: Nitrógeno, N2 @ 10,4 Bares Gas de protección: Nitrógeno, N2 @ 10,4 Bares N/P Gas mezcla de protección: Soplete PT-24 con control integrado de flujo Con boquilla especial para acero inoxidable Cuerpo del soplete N/P 21758 Deflector de agua N/P 21725 Junta tórica N/P 638797 Junta tórica N/P 86W62 Junta tórica N/P 950714 Junta tórica N/P 98W18 Electrodo N/P 21539 ! Deflector de giro N/P 21692 (4 holes) ! Boquilla P/N 21923SS Fijación/difusor de la boquilla N/P 22007 Aislante de la cazoleta de protección N/P 22010 Fijac protec. aislante con junta tórica N/P 21712 Junta tórica .Fij. Protección (Ref. N/P 996528) Protec. caz. con fijación N/P 22531 ! El deflector y la boquilla son los únicos elementos del pueden variar con el amperaje. 4-54 Sistema PT-24 Precision Plasmarc IEFC-S SECCIÓN 4 FUNCIONAMIENTO Datos de proceso 40 Amperios inicial 80 amperios final Precision Plasma integrado del control de flujo Acero inoxidable Con la boquilla especial N/P 21923SS Gas de protección 1 Gas de plasma N2 Grosor del material Gas de protección 2 N2 pulg. 0,078 0,118 mm 2,0 3,0 Retardo perfor. (seg.) 0 0 Corriente inicial a final (seg) 0 0 Gas de inicio de plasma 1psi/bar- 80 /5,52 80 /5,52 Gas de inicio de plasma 1psi/bar- 79 /5,45 79 /5,45 59 /4,05 73 /5,05 59 /4,05 73 /5,05 0 0 118 122 0,100 2,54 0,100 2,54 IPM 220 197 MM/MIN 5600 5000 Temporizadores Parámetros de configuración 1 inicio – psi/bar) Gas de protección 1 corte – psi/bar) 2 corte – psi/bar) Voltaje de arco (separación) Altura inicial pulg. mm Velocidad de trabajo Notas: Arco piloto – Alto Sistema PT-24 Precision Plasmarc IEFC-S 4-55 SECCIÓN 4 FUNCIONAMIENTO Material: Amperios iniciales: Amperios finales: ® Acero inoxidable 25 50 -- usando una boquilla de 70 A Gas de plasma: Nitrógeno, N2 @ 10,4 Bares Gas de protección: Nitrógeno, N2 @ 10,4 Bares Gas mezcla de protección: Metano, CH4 @ 6,9 Bares Soplete PT-24 con control integrado de flujo Cuerpo del soplete N/P 21758 Deflector de agua N/P 21725 Junta tórica N/P 638797 Junta tórica N/P 86W62 Junta tórica N/P 950714 Junta tórica N/P 98W18 Electrodo N/P 21539 ! Deflector de giro N/P 21692 (4 holes) ! Boquilla N/P 21543, "D" Fijación/difusor de la boquilla N/P 22007 Aislante de la cazoleta de protección N/P 22010 Fijac protec. aislante con junta tórica N/P 21712 Junta tórica .Fij. Protección (Ref. N/P 996528) Protec. caz. con fijación N/P 22531 ! El deflector y la boquilla son los únicos elementos del pueden variar con el amperaje. 4-56 Sistema PT-24 Precision Plasmarc IEFC-S SECCIÓN 4 FUNCIONAMIENTO Datos de proceso 25 Amperios iniciales/ 50 finales Precision Plasma integrado del control de flujo Acero inoxidable Gas de plasma N2 Grosor del material Gas de protección 1 Gas de protección 2 N2 CH4 pulg. 22Ga 20Ga 18Ga 16Ga mm 0,7 0,9 1,2 1,6 Retardo perfor. (seg.) 0,3 0,4 0,5 0,6 Corriente inicial a final (seg) 0,2 0,2 0,2 0,2 Gas de inicio de plasma 1psi/bar- 78,5 /5,3 78,5 /5,3 78,5 /5,3 78,5 /5,3 Gas de inicio de plasma 1psi/bar- 93,1 /6,3 25,1 /1,7 27,3 /1,9 25,8 /1,7 93,1 /6,3 25,1 /1,7 27,3 /1,9 25,8 /1,7 93,1 /6,3 25,1 /1,7 27,3 /1,9 25,8 /1,7 93,1 /6,3 25,1 /1,7 27,3 /1,9 25,8 /1,7 130 130 130 130 0,06 1,52 0,100 2,54 0,100 2,54 0,06 1,52 0,100 2,54 0,100 2,54 0,06 1,52 0,130 3,30 0,130 3,30 0,100 2,54 0,100 2,54 0,100 2,54 550 475 350 225 13970 12065 8890 5081 Temporizadores Parámetros de configuración 1 inicio – psi/bar) Gas de protección 1 corte – psi/bar) 2 corte – psi/bar) Voltaje de arco (separación) pulg. mm pulg. Altura de perforación mm pulg. Altura de corte mm Altura inicial Velocidad de trabajo IPM MM/MIN Notas: Arco piloto – Alto *Corte de 50 A utilizando una boquilla de 70 A (N/P 21543) Sistema PT-24 Precision Plasmarc IEFC-S 4-57 SECCIÓN 4 FUNCIONAMIENTO Material: Amperios iniciales: Amperios finales: ® Acero inoxidable 35 70 Gas de plasma: Nitrógeno, N2 @ 10,4 Bares Gas de protección: Nitrógeno, N2 @ 10,4 Bares Gas mezcla de protección: Metano, CH4 @ 6,9 Bares Soplete PT-24 con control integrado de flujo Cuerpo del soplete N/P 21758 Deflector de agua N/P 21725 Junta tórica N/P 638797 Junta tórica N/P 86W62 Junta tórica N/P 950714 Junta tórica N/P 98W18 Electrodo N/P 21539 ! Deflector de giro N/P 21692 (4 holes) ! Boquilla N/P 21543, "D" Fijación/difusor de la boquilla N/P 22007 Aislante de la cazoleta de protección N/P 22010 Fijac protec. aislante con junta tórica N/P 21712 Junta tórica .Fij. Protección (Ref. N/P 996528) Protec. caz. con fijación N/P 22531 ! El deflector y la boquilla son los únicos elementos del pueden variar con el amperaje. 4-58 Sistema PT-24 Precision Plasmarc IEFC-S SECCIÓN 4 FUNCIONAMIENTO Datos de proceso 35 Inicial /70 Final Amperios Precision Plasma integrado del control de flujo Acero inoxidable Gas de plasma N2 Grosor del material Gas de protección 1 Gas de protección 2 N2 CH4 pulg. 0,187 0,250 0,375 0,500 mm 4,7 6,4 9,5 12,7 Retardo perfor. (seg.) 0,3 0,4 0,5 0,6 Corriente inicial a final (seg) 0,2 0,2 0,2 0,2 Gas de inicio de plasma 1psi/bar- 79,6 /5,4 79,6 /5,4 79,6 /5,4 79,6 /5,4 Gas de inicio de plasma 1psi/bar- 93,6 /6,4 60,5 /4,1 37,6 /2,6 20,7 /1,4 93,6 /6,4 60,5 /4,1 37,6 /2,6 20,7 /1,4 93,6 /6,4 60,5 /4,1 37,6 /2,6 20,7 /1,4 93,6 /6,4 60,5 /4,1 37,6 /2,6 20,7 /1,4 136 150 159 162 0,100 2,54 0,154 3,91 0,154 3,91 0,100 2,54 0,225 5,72 0,225 5,72 0,100 2,54 0,240 6,10 0,240 6,10 0,100 2,54 0,232 5,89 0,232 5,89 75 50 28 24 1905 1270 711 609 Temporizadores Parámetros de configuración 1 inicio – psi/bar) Gas de protección 1 corte – psi/bar) 2 corte – psi/bar) Voltaje de arco (separación) pulg. mm pulg. Altura de perforación mm pulg. Altura de corte mm Altura inicial Velocidad de trabajo IPM MM/MIN Notas: Arco piloto – Alto Sistema PT-24 Precision Plasmarc IEFC-S 4-59 SECCIÓN 4 FUNCIONAMIENTO Material: Amperios iniciales: Amperios finales: ® Acero inoxidable 50 100 Gas de plasma: Nitrógeno, N2 @ 10,4 Bares Gas de protección: Nitrógeno, N2 @ 10,4 Bares Gas mezcla de protección: Metano, CH4 @ 6,9 Bares Soplete PT-24 con control integrado de flujo Cuerpo del soplete N/P 21758 Deflector de agua N/P 21725 Junta tórica N/P 638797 Junta tórica N/P 86W62 Junta tórica N/P 950714 Junta tórica N/P 98W18 Electrodo N/P 21539 ! Deflector de giro N/P 21692 (4 holes) ! Boquilla N/P 21923, "E" Fijación/difusor de la boquilla N/P 22007 Aislante de la cazoleta de protección N/P 22010 Fijac protec. aislante con junta tórica N/P 21712 Junta tórica .Fij. Protección (Ref. N/P 996528) Protec. caz. con fijación N/P 22531 ! El deflector y la boquilla son los únicos elementos del pueden variar con el amperaje. 4-60 Sistema PT-24 Precision Plasmarc IEFC-S SECCIÓN 4 FUNCIONAMIENTO Datos de proceso 50 Inicial /100 Final Amperios Precision Plasma integrado del control de flujo Acero inoxidable Gas de plasma N2 Grosor del material Gas de protección 1 Gas de protección 2 N2 CH4 pulg. 0,250 0,312 0,375 0,500 0,625 mm 6,4 7,9 9,5 12,7 15,9 Retardo perfor. (seg.) 0,3 0,3 0,4 0,5 0,6 Corriente inicial a final (seg) 0,2 0,2 0,2 0,2 0,2 Gas de inicio de plasma 1psi/bar- 79,6 /5,4 79,6 /5,4 79,6 /5,4 79,6 /5,4 79,6 /5,4 Gas de inicio de plasma 1psi/bar- 97,2 /6,6 60,5 /4,1 39,7 /2,7 22,7 /1,5 97,2 /6,6 60,5 /4,1 39,7 /2,7 22,7 /1,5 97,2 /6,6 60,5 /4,1 39,7 /2,7 22,7 /1,5 97,2 /6,6 60,5 /4,1 39,7 /2,7 22,7 /1,5 97,2 /6,6 60,5 /4,1 39,7 /2,7 22,7 /1,5 138 140 150 162 170 0,100 2,54 0,138 3,51 0,138 3,51 0,100 2,54 0,165 4,19 0,165 4,19 0,100 2,54 0,190 4,83 0,190 4,83 0,100 2,54 0,252 6,40 0,252 6,40 0,100 2,54 0,290 7,37 0,290 7,37 80 70 60 35 25 2032 1778 1524 889 635 Temporizadores Parámetros de configuración 1 inicio – psi/bar) Gas de protección 1 corte – psi/bar) 2 corte – psi/bar) Voltaje de arco (separación) pulg. mm pulg. Altura de perforación mm pulg. Altura de corte mm Altura inicial Velocidad de trabajo IPM MM/MIN Notas: Arco piloto – Alto Sistema PT-24 Precision Plasmarc IEFC-S 4-61 SECCIÓN 4 FUNCIONAMIENTO 4.4.3.1 Valores de corte para aluminio N2/N2/CH4 Aluminio N2/N2/CH4 30 Amperios Grosor del material (mm) 1.905 2.286 3.175 4.750 6.350 0.140 3.556 0.120 3.048 2.540 0.100 2.210 0.080 0.087 1.524 0.060 0.040 1.270 1.270 0.050 2.032 1.651 1.524 0.065 1.270 0.060 0.050 0.050 Corte (mm) Corte (pulgadas) 1.575 1.016 0.508 0.020 0.000 0.000 0.062 0.075 0.090 0.125 0.187 0.250 Grosor del material (pulgadas) Aluminio N2/N2/CH4 50 Amperios Grosor del material (mm) 3.175 4.775 6.350 0.140 3.556 0.120 3.048 2.362 0.100 2.032 0.080 1.524 0.060 0.060 1.651 0.093 2.032 0.080 1.524 0.065 0.040 1.016 0.020 0.508 0.000 0.000 0.062 0.125 0.188 Grosor del material (pulgadas) 4-62 2.540 Sistema PT-24 Precision Plasmarc IEFC-S 0.250 Corte (mm) Corte (pulgadas) 1.575 SECCIÓN 4 FUNCIONAMIENTO Aluminio N2/N2/CH4 70 Amperios Grosor del material (mm) 6.350 9.525 12.700 0.190 4.826 0.170 4.318 0.150 3.810 0.130 3.048 3.302 2.845 0.110 0.090 2.540 0.112 0.100 2.540 0.120 0.100 2.794 Corte (mm) Corte (pulgadas) 4.750 2.286 1.778 0.070 1.270 0.050 0.187 0.250 0.375 0.500 Grosor del material (pulgadas) Aluminio N2/N2/CH4 100 Amperios Grosor del material (mm) 9.525 12.700 15.875 0.190 4.826 0.170 4.318 0.150 3.810 3.302 0.130 3.302 2.921 0.110 0.090 2.540 0.100 2.667 0.130 2.794 0.115 0.105 Corte (mm) Corte (pulgadas) 6.350 2.286 0.070 1.778 0.050 1.270 0.250 0.375 0.500 0.625 Grosor del material (pulgadas) Sistema PT-24 Precision Plasmarc IEFC-S 4-63 SECCIÓN 4 FUNCIONAMIENTO 4.4.3.2 Valores de corte para el acero al carbono O2/N2/O2 Acero al carbono O2/N2/O2 16 Amperios Grosor del material (mm) 3.404 0.140 3.556 0.120 3.048 0.100 2.540 0.080 2.032 1.473 0.060 1.118 0.040 1.524 0.058 Corte (mm) Corte (pulgadas) 1.219 1.016 0.044 0.508 0.020 0.000 0.000 0.048 0.134 Grosor del material (pulgadas) Acero al carbono O2/N2/O2 35 Amperios Grosor del material (mm) 3.175 6.350 0.140 3.556 0.120 3.048 0.100 2.540 0.080 2.032 1.499 0.060 1.168 0.040 1.524 1.321 0.059 0.052 1.016 0.046 0.508 0.020 0.000 0.000 0.060 0.125 Grosor del material (pulgadas) 4-64 Sistema PT-24 Precision Plasmarc IEFC-S 0.250 Corte (mm) Corte (pulgadas) 1.524 SECCIÓN 4 FUNCIONAMIENTO Acero al carbono O2/N2/O2 45 Amperios Grosor del material (mm) 6.350 9.525 0.140 3.556 0.120 3.048 2.413 0.100 0.095 1.930 0.080 1.626 0.060 2.540 2.032 0.076 1.524 0.064 0.040 1.016 0.020 0.508 Corte (mm) Corte (pulgadas) 3.175 0.000 0.000 0.125 0.250 0.375 Grosor del material (pulgadas) Acero al carbono O2/N2/O2 70 Amperios Grosor del material (mm) 3.429 6.350 9.525 12.700 0.140 3.556 0.120 3.048 2.540 2.032 0.080 1.778 1.575 0.060 0.100 2.032 0.080 0.070 1.524 0.062 0.040 1.016 0.020 0.508 Corte (mm) Corte (pulgadas) 2.540 0.100 0.000 0.000 0.135 0.250 0.375 0.500 Grosor del material (pulgadas) Sistema PT-24 Precision Plasmarc IEFC-S 4-65 SECCIÓN 4 FUNCIONAMIENTO Acero al carbono O2/N2/O2 100 Amperios Grosor del material (mm) 9.525 12.700 19.050 3.556 0.140 3.048 3.048 0.120 0.120 2.540 2.337 0.100 0.080 0.092 2.032 0.060 1.524 0.040 1.016 0.020 0.508 0.000 0.000 0.375 0.500 Grosor del material (pulgadas) 4-66 Sistema PT-24 Precision Plasmarc IEFC-S 0.750 Corte (mm) Corte (pulgadas) 2.540 0.100 SECCIÓN 4 FUNCIONAMIENTO 4.4.3.3 Valores de corte para acero inoxidable O2/N2/O2 Acero inoxidable O2/N2/O2 30 Amperios Grosor del material (mm) 0.584 0.726 1.207 1.588 0.140 3.556 0.120 3.048 0.100 2.540 0.080 2.032 0.060 1.524 1.143 0.040 0.889 0.035 0.889 0.035 0.889 0.889 0.035 0.045 Corte (mm) Corte (pulgadas) 0.457 1.016 0.035 0.508 0.020 0.000 0.000 26GA 24GA 22GA 18GA 16GA Grosor del material (pulgadas) Sistema PT-24 Precision Plasmarc IEFC-S 4-67 SECCIÓN 4 FUNCIONAMIENTO 4.4.3.4 Valores De corte para acero inoxidable Aire/Aire/CH4 Acero inoxidable Aire/Aire/CH4 70 Amperios Grosor del material (mm) 3.175 4.775 6.350 9.525 12.700 3.556 0.140 2.921 0.120 0.115 2.032 0.080 0.060 2.540 2.286 1.778 0.100 0.090 2.032 0.080 0.070 1.524 0.040 1.016 0.020 0.508 Corte (mm) Corte (pulgadas) 2.540 0.100 3.048 0.000 0.000 0.125 0.188 0.250 0.375 0.500 Grosor del material (pulgadas) Acero inoxidable Aire/Aire/CH4 100 Amperios Grosor del material (mm) 9.525 12.700 15.875 0.190 4.826 0.170 4.318 0.150 3.556 0.130 3.048 0.140 0.120 0.110 2.286 3.302 2.794 2.540 0.090 3.810 0.100 2.286 0.090 1.778 0.070 1.270 0.050 0.250 0.375 0.500 Grosor del material (pulgadas) 4-68 Sistema PT-24 Precision Plasmarc IEFC-S 0.625 Corte (mm) Corte (pulgadas) 6.350 SECCIÓN 4 FUNCIONAMIENTO 4.4.3.5 Valores De corte para acero inoxidable N2/N2/CH4 Acero inoxidable N2/N2/CH4 70 Amperios Grosor del material (mm) 4.750 6.350 9.525 12.700 3.556 0.140 2.921 0.120 3.048 2.413 0.100 2.032 0.115 2.540 0.105 0.095 2.032 0.080 0.080 0.060 1.524 0.040 1.016 0.020 0.508 Corte (mm) Corte (pulgadas) 2.667 0.000 0.000 0.187 0.250 0.375 0.500 Grosor del material (pulgadas) Acero inoxidable N2/N2/CH4 100 Amperios Grosor del material (mm) 6.350 9.525 12.700 15.875 0.190 4.826 0.170 4.318 3.810 3.302 0.150 3.302 0.130 0.130 2.794 0.110 0.090 2.540 2.794 0.110 0.100 Corte (mm) Corte (pulgadas) 3.810 0.150 2.286 1.778 0.070 1.270 0.050 0.250 0.375 0.500 0.625 Grosor del material (pulgadas) Sistema PT-24 Precision Plasmarc IEFC-S 4-69 SECCIÓN 4 FUNCIONAMIENTO 4.4.3.6 Valores De corte para acero inoxidable N2/N2 Acero inoxidable N2/N2 50 Amperios Grosor del material (mm) 4.750 6.350 9.525 0.140 3.556 0.120 3.048 0.100 2.540 2.032 0.080 2.032 1.778 1.524 0.060 0.060 0.080 1.651 0.065 0.070 1.524 0.040 1.016 0.020 0.508 Corte (mm) Corte (pulgadas) 3.175 0.000 0.000 0.125 0.187 0.250 0.375 Grosor del material (pulgadas) Acero inoxidable N2/N2 70 Amperios Grosor del material (mm) 4.750 6.350 9.525 12.700 0.140 3.556 0.120 3.048 0.080 0.060 2.286 1.778 0.090 2.286 2.540 0.100 0.090 2.032 0.070 1.524 0.040 1.016 0.020 0.508 0.000 0.000 0.187 0.250 0.375 Grosor del material (pulgadas) 4-70 Sistema PT-24 Precision Plasmarc IEFC-S 0.500 Corte (mm) Corte (pulgadas) 2.540 0.100 SECCIÓN 4 FUNCIONAMIENTO Acero inoxidable N2/N2 100 Amperios Grosor del material (mm) 9.525 12.700 15.875 0.190 4.826 0.170 4.318 0.150 3.810 3.556 0.130 0.140 3.048 2.794 0.110 2.540 0.120 2.794 0.110 0.100 0.090 3.302 Corte (mm) Corte (pulgadas) 6.350 2.286 1.778 0.070 1.270 0.050 0.250 0.375 0.500 0.625 Grosor del material (pulgadas) Con boquilla 21923SS Acero inoxidable N2/N2 60/80A Grosor del material (mm) 1.016 1.499 2.007 3.00 0.190 4.826 0.170 4.318 3.759 0.150 3.86 0.15 3.251 3.810 0.148 0.130 3.302 2.997 2.743 0.110 0.128 0.118 2.794 Corte (mm) Corte (pulgadas) 0.762 0.108 0.090 2.286 0.070 1.778 0.050 1.270 0.030 0.040 0.059 0.079 0.12 Grosor del material (pulgadas) Sistema PT-24 Precision Plasmarc IEFC-S 4-71 SECCIÓN 4 FUNCIONAMIENTO 4.4.3.7 Valores de corte para acero inoxidable Aire/Aire Acero inoxidable Aire/Aire 50 Amperios Grosor del material (mm) 4.750 6.350 9.525 0.140 3.556 0.120 3.048 2.413 0.100 2.032 2.540 0.095 2.032 0.080 1.524 0.060 0.060 1.651 0.080 1.524 0.065 0.040 1.016 0.020 0.508 Corte (mm) Corte (pulgadas) 3.175 0.000 0.000 0.125 0.187 0.250 0.375 Grosor del material (pulgadas) Acero inoxidable Aire/Aire 70 Amperios Grosor del material (mm) 4.750 6.350 9.525 12.700 3.556 0.140 2.921 0.110 0.100 0.080 2.921 2.794 0.115 0.115 2.540 1.905 2.032 0.075 0.060 1.524 0.040 1.016 0.020 0.508 0.000 0.000 0.187 0.250 0.375 Grosor del material (pulgadas) 4-72 3.048 Sistema PT-24 Precision Plasmarc IEFC-S 0.500 Corte (mm) Corte (pulgadas) 0.120 SECCIÓN 4 FUNCIONAMIENTO Acero inoxidable Aire/Aire 100 Amperios Grosor del material (mm) 6.350 9.525 12.700 15.875 4.826 Corte (pulgadas) 0.170 4.064 0.150 3.556 3.302 0.130 2.921 0.110 0.160 0.140 4.318 3.810 3.302 0.130 2.794 0.115 0.090 2.286 0.070 1.778 Corte (mm) 0.190 1.270 0.050 0.250 0.375 0.500 0.625 Grosor del material (pulgadas) Sistema PT-24 Precision Plasmarc IEFC-S 4-73 SECCIÓN 4 FUNCIONAMIENTO Marcaje de plasma Con Precision Plasma y IEFC-S Acero al carbono e inoxidable Amperios: 10 Material: RECISION LASMARC Gas de plasma (4 solenoides): Argón, Ar @ 83,2 PSI / 5,6 Bares Gas de plasma (5 solenoides): Argón, Ar @ 85 PSI / 5,9 Bares Gas de protección: Aire @ 150 PSI / 10,4 Bares Cuerpo del soplete N/P 21758 PT-24 Deflector de agua N/P 21725 Junta tórica N/P 638797 Junta tórica N/P 86W62 Junta tórica N/P 950714 Junta tórica N/P 98W18 Electrodo N/P 21539 ! Deflector de giro N/P 21536 (3 holes) ! Boquilla N/P 21541, "B" Fijación/difusor de la boquilla N/P 22007 Aislante de la cazoleta de protección N/P 22010 Fijac protec. aislante con junta tórica N/P 21712 Junta tórica – Fij. protección (Ref. N/P 996528) Protec. caz. con fijación N/P 22531 4-74 Precision Plasma with IEFC-S - SECCIÓN 4 FUNCIONAMIENTO Marcaje de plasma Datos de proceso 10 Amperios Precision Plasma IEFC-S Acero al carbono e inoxidable Gas de plasma Ar Grosor del material Gas de protección 1 Aire TODOS los grosores Temporizadores Retardo perfor. (seg.) Parámetros de configuración Gas de inicio de plasma 1- psi Gas de corte de plasma 1- psi SG1-Inicio psi Gas de protección SG1-Corte psi Voltaje de arco (separación) 0 Conj. 4 solenoides Conj. 5 solenoides 83.2/5.6 bar 83.2/5.6 bar 85/5,87 bar 85/5,87 bar 132/9.0 bar 132/9,1 bar 132/9.0 bar 132/9,1 bar 77 Altura inicial .040" / 1 mm Altura de perforación .040" / 1 mm Altura de corte .040" / 1 mm Velocidad de trabajo 200 IPM 5080 MM/MIN Notas: • Arco piloto –Bajo. • El colector del IEFC-S no incluye una válvula proporcional para el gas de marcaje de argón. Este gas se regula desde el exterior. Precision Plasma with IEFC-S - 4-75 SECCIÓN 4 FUNCIONAMIENTO Marcaje de plasma Con Precision Plasma y IEFC-S RECISION LASMARC Material: Amperios: Gas de plasma (4 solenoides): Acero al carbono e inoxidable 15 Argón, Ar @ 83,2 PSI / 5,6 Bares Gas de plasma (5 solenoides): Argón, Ar @ 85 PSI / 5,9 Bares Gas de protección: Aire @ 150 PSI / 10,4 Bares Cuerpo del soplete N/P 21758 PT-24 Deflector de agua N/P 21725 Junta tórica N/P 638797 Junta tórica N/P 86W62 Junta tórica N/P 950714 Junta tórica N/P 98W18 Electrodo N/P 21539 Deflector de giro N/P 21536 (3 holes) Boquilla N/P 21541, "B" Fijación/difusor de la boquilla N/P 22007 Aislante de la cazoleta de protección N/P 22010 Fijac protec. aislante con junta tórica N/P 21712 Junta tórica – Fij. protección (Ref. N/P 996528) Protec. caz. con fijación N/P 22531 4-76 Precision Plasma with IEFC-S - SECCIÓN 4 FUNCIONAMIENTO Marcaje de plasma Datos de proceso 15 Amperios Precision Plasma IEFC-S Acero al carbono e inoxidable Gas de plasma Ar Grosor del material Gas de protección 1 Aire TODOS los grosores Temporizadores Retardo perfor. (seg.) 0 Parámetros de configuración Conj. 4 solenoides Conj. 5 solenoides Gas de inicio de plasma 1- psi 83.2/5.6 bar 85/5,87 bar Gas de corte de plasma 1- psi 83.2/5.6 bar 85/5,87 bar Gas de protección SG1-Inicio -psi 132/9.0 bar 132/9,1 bar SG1-Corte -psi 132/9.0 bar 132/9,1 bar Voltaje de arco (separación) 77 Altura inicial .040" / 1 mm Altura de perforación .040" / 1 mm Altura de corte .040" / 1 mm Velocidad de trabajo IPM 300 MM/MIN 7620 Notas: • Arco piloto –Bajo. • El colector del IEFC-S no incluye una válvula proporcional para el gas de marcaje de argón. Este gas se regula desde el exterior. Precision Plasma with IEFC-S - 4-77 SECCIÓN 4 FUNCIONAMIENTO Marcaje de plasma Con Precision Plasma y IEFC-S RECISION LASMARC Acero al carbono e inoxidable 10 Argón, Ar @ 83,2 PSI / 5,6 Bares Argón, Ar @ 85 PSI / 5,9 Bares Gas de protección: Aire @ 150 PSI / 10,4 Bares Material: Amperios: Gas de plasma (4 solenoides): Gas de plasma (5 solenoides): Cuerpo del soplete N/P 21758 PT-24 Deflector de agua N/P 21725 Junta tórica N/P 638797 Junta tórica N/P 86W62 Junta tórica N/P 950714 Junta tórica N/P 98W18 Electrodo N/P 21539 Deflector de giro N/P 21692 (4 holes) Boquilla N/P 21542, "C" Fijación/difusor de la boquilla N/P 22007 Aislante de la cazoleta de protección N/P 22010 Fijac protec. aislante con junta tórica N/P 21712 Junta tórica – Fij. protección (Ref. N/P 996528) Protec. caz. con fijación N/P 22531 4-78 Precision Plasma with IEFC-S - SECCIÓN 4 FUNCIONAMIENTO Marcaje de plasma Datos de proceso 10 Amperios Precision Plasma IEFC-S Acero al carbono e inoxidable Gas de plasma Ar Grosor del material Gas de protección 1 Aire TODOS los grosores Temporizadores Retardo perfor. (seg.) Parámetros de configuración 0 Conj. 4 solenoides Conj. 5 solenoides Gas de inicio de plasma 1- psi 83.2/5.6 bar 85/5,87 bar Gas de corte de plasma 1- psi 83.2/5.6 bar 85/5,87 bar SG1-Inicio -psi 132/9.0 bar 132/9,1 bar SG1-Corte -psi 132/9.0 bar 132/9,1 bar Gas de protección Voltaje de arco separación) 77 Altura inicial .040" / 1 mm Altura de perforación .040" / 1 mm Altura de corte .040" / 1 mm Velocidad de trabajo IPM 100 MM/MIN 2540 Notas: • Arco piloto –Bajo. • El colector del IEFC-S no incluye una válvula proporcional para el gas de marcaje de argón. Este gas se regula desde el exterior. Precision Plasma with IEFC-S - 4-79 SECCIÓN 4 FUNCIONAMIENTO Marcaje de plasma Con Precision Plasma y IEFC-S RECISION LASMARC Material: Amperios: Gas de plasma (4 solenoides): Gas de plasma (5 solenoides): Gas de protección: Acero al carbono e inoxidable 15 Argón, Ar @ 83,2 PSI / 5,6 Bares Argón, Ar @ 85 PSI / 5,9 Bares Aire @ 150 PSI / 10,4 Bares Cuerpo del soplete N/P 21758 PT-24 Deflector de agua N/P 21725 Junta tórica N/P 638797 Junta tórica N/P 86W62 Junta tórica N/P 950714 Junta tórica N/P 98W18 Electrodo N/P 21539 Deflector de giro N/P 21692 (4 holes) Boquilla N/P 21542, "C" Fijación/difusor de la boquilla N/P 22007 Aislante de la cazoleta de protección N/P 22010 Fijac protec. aislante con junta tórica N/P 21712 Junta tórica – Fij. protección (Ref. N/P 996528) Protec. caz. con fijación N/P 22531 4-80 Precision Plasma with IEFC-S - SECCIÓN 4 FUNCIONAMIENTO Marcaje de plasma Datos de proceso 15 Amperios Precision Plasma IEFC-S Acero al carbono e inoxidable Gas de plasma Ar Grosor del material Gas de protección 1 Aire TODOS los grosores Temporizadores Retardo perfor. (seg.) Parámetros de configuración 0 Conj. 4 solenoides Conj. 5 solenoides Gas de inicio de plasma 1- psi 83.2/5.6 bar 85/5,87 bar Gas de corte de plasma 1- psi 83.2/5.6 bar 85/5,87 bar SG1-Inicio -psi 132/9.0 bar 132/9,1 bar SG1-Corte -psi 132/9.0 bar 132/9,1 bar Gas de protección Voltaje de arco separación) 77 Altura inicial 0.100" / 2.54 mm Altura de perforación 0.100" / 2.54 mm Altura de corte 0.100" / 2.54 mm Velocidad de trabajo IPM 200 MM/MIN 5080 Notas: • Arco piloto –Bajo. • El colector del IEFC-S no incluye una válvula proporcional para el gas de marcaje de argón. Este gas se regula desde el exterior. Precision Plasma with IEFC-S - 4-81 SECCIÓN 4 FUNCIONAMIENTO Marcaje de plasma Con Precision Plasma y IEFC-S RECISION LASMARC Material: Amperios: Gas de plasma (4 solenoides): Gas de plasma (5 solenoides): Gas de protección: Acero al carbono e inoxidable 15 Argón, Ar @ 83,2 PSI / 5,6 Bares Argón, Ar @ 85 PSI / 5,9 Bares Aire @ 150 PSI / 10,4 Bares Cuerpo del soplete N/P 21758 PT-24 Deflector de agua N/P 21725 Junta tórica N/P 638797 Junta tórica N/P 86W62 Junta tórica N/P 950714 Junta tórica N/P 98W18 Electrodo N/P 21539 Deflector de giro N/P 21692 (4 holes) Boquilla N/P 21542, "C" Fijación/difusor de la boquilla N/P 22007 Aislante de la cazoleta de protección N/P 22010 Fijac protec. aislante con junta tórica N/P 21712 Junta tórica – Fij. protección (Ref. N/P 996528) Protec. caz. con fijación N/P 22531 4-82 Precision Plasma with IEFC-S - SECCIÓN 4 FUNCIONAMIENTO Marcaje de plasma Datos de proceso 15 Amperios Precision Plasma IEFC-S Acero al carbono e inoxidable Gas de plasma Ar Grosor del material Gas de protección 1 Aire TODOS los grosores Temporizadores Retardo perfor. (seg.) Parámetros de configuración 0 Conj. 4 solenoides Conj. 5 solenoides Gas de inicio de plasma 1- psi 83.2/5.6 bar 85/5,87 bar Gas de corte de plasma 1- psi 83.2/5.6 bar 85/5,87 bar SG1-Inicio -psi 132/9.0 bar 132/9,1 bar SG1-Corte -psi 132/9.0 bar 132/9,1 bar Gas de protección Voltaje de arco (separación) 77 Altura inicial 0.100" / 2.54 mm Altura de perforación 0.100" / 2.54 mm Altura de corte 0.100" / 2.54 mm Velocidad de trabajo IPM 300 MM/MIN 7620 Notas: • Arco piloto –Bajo. • El colector del IEFC-S no incluye una válvula proporcional para el gas de marcaje de argón. Este gas se regula desde el exterior. Precision Plasma with IEFC-S - 4-83 SECCIÓN 4 FUNCIONAMIENTO Marcaje de plasma Con Precision Plasma y IEFC-S RECISION LASMARC Material: Amperios: Gas de plasma (4 solenoides): Gas de plasma (5 solenoides): Gas de protección: Acero al carbono e inoxidable 10 Argón, Ar @ 83,2 PSI / 5,6 Bares Argón, Ar @ 85 PSI / 5,9 Bares Aire @ 150 PSI / 10,4 Bares Cuerpo del soplete N/P 21758 PT-24 Deflector de agua N/P 21725 Junta tórica N/P 638797 Junta tórica N/P 86W62 Junta tórica N/P 950714 Junta tórica N/P 98W18 Electrodo N/P 21539 Deflector de giro N/P 21692 (4 holes) Boquilla N/P 21543, "D" Fijación/difusor de la boquilla N/P 22007 Aislante de la cazoleta de protección N/P 22010 Fijac protec. aislante con junta tórica N/P 21712 Junta tórica – Fij. protección (Ref. N/P 996528) Protec. caz. con fijación N/P 22531 4-84 Precision Plasma with IEFC-S - SECCIÓN 4 FUNCIONAMIENTO Marcaje de plasma Datos de proceso 10 Amperios Precision Plasma IEFC-S Acero al carbono e inoxidable Gas de plasma Ar Grosor del material Gas de protección 1 Aire TODOS los grosores Temporizadores Retardo perfor. (seg.) Parámetros de configuración 0 Conj. 4 solenoides Conj. 5 solenoides Gas de inicio de plasma 1- psi 83.2/5.6 bar 85/5,87 bar Gas de corte de plasma 1- psi 83.2/5.6 bar 85/5,87 bar SG1-Inicio -psi 132/9.0 bar 132/9,1 bar SG1-Corte -psi 132/9.0 bar 132/9,1 bar Gas de protección Voltaje de arco (separación) 77 Altura inicial 0.100" / 2.54 mm Altura de perforación 0.100" / 2.54 mm Altura de corte 0.100" / 2.54 mm Velocidad de trabajo IPM 100 MM/MIN 2540 Notas: • Arco piloto –Bajo. • El colector del IEFC-S no incluye una válvula proporcional para el gas de marcaje de argón. Este gas se regula desde el exterior. Precision Plasma with IEFC-S - 4-85 SECCIÓN 4 FUNCIONAMIENTO Marcaje de plasma Con Precision Plasma y IEFC-S RECISION LASMARC Material: Amperios: Gas de plasma (4 solenoides): Gas de plasma (5 solenoides): Gas de protección: Acero al carbono e inoxidable 20 Argón, Ar @ 83,2 PSI / 5,6 Bares Argón, Ar @ 85 PSI / 5,9 Bares Aire @ 150 PSI / 10,4 Bares Cuerpo del soplete N/P 21758 PT-24 Deflector de agua N/P 21725 Junta tórica N/P 638797 Junta tórica N/P 86W62 Junta tórica N/P 950714 Junta tórica N/P 98W18 Electrodo N/P 21539 Deflector de giro N/P 21692 (4 holes) Boquilla N/P 21543, "D" Fijación/difusor de la boquilla N/P 22007 Aislante de la cazoleta de protección N/P 22010 Fijac protec. aislante con junta tórica N/P 21712 Junta tórica – Fij. protección (Ref. N/P 996528) Protec. caz. con fijación N/P 22531 4-86 Precision Plasma with IEFC-S - SECCIÓN 4 FUNCIONAMIENTO Marcaje de plasma Datos de proceso 20 Amperios Precision Plasma IEFC-S Acero al carbono e inoxidable Gas de plasma Ar Grosor del material Gas de protección 1 Aire TODOS los grosores Temporizadores Retardo perfor. (seg.) Parámetros de configuración 0 Conj. 4 solenoides Conj. 5 solenoides Gas de inicio de plasma 1- psi 83.2/5.6 bar 85/5,87 bar Gas de corte de plasma 1- psi 83.2/5.6 bar 85/5,87 bar SG1-Inicio -psi 132/9.0 bar 132/9,1 bar SG1-Corte -psi 132/9.0 bar 132/9,1 bar Gas de protección Voltaje de arco (separación) 77 Altura inicial 0.100" / 2.54 mm Altura de perforación 0.100" / 2.54 mm Altura de corte 0.100" / 2.54 mm Velocidad de trabajo IPM 200 MM/MIN 5080 Notas: • Arco piloto –Bajo. • El colector del IEFC-S no incluye una válvula proporcional para el gas de marcaje de argón. Este gas se regula desde el exterior. Precision Plasma with IEFC-S - 4-87 SECCIÓN 4 FUNCIONAMIENTO Marcaje de plasma Con Precision Plasma y IEFC-S RECISION LASMARC Material: Amperios: Gas de plasma (4 solenoides): Gas de plasma (5 solenoides): Gas de protección: Acero al carbono e inoxidable 30 Argón, Ar @ 83,2 PSI / 5,6 Bares Argón, Ar @ 85 PSI / 5,9 Bares Aire @ 150 PSI / 10,4 Bares Cuerpo del soplete N/P 21758 PT-24 Deflector de agua N/P 21725 Junta tórica N/P 638797 Junta tórica N/P 86W62 Junta tórica N/P 950714 Junta tórica N/P 98W18 Electrodo N/P 21539 Deflector de giro N/P 21692 (4 holes) Boquilla N/P 21543, "D" Fijación/difusor de la boquilla N/P 22007 Aislante de la cazoleta de protección N/P 22010 Fijac protec. aislante con junta tórica N/P 21712 Junta tórica – Fij. protección (Ref. N/P 996528) Protec. caz. con fijación N/P 22531 4-88 Precision Plasma with IEFC-S - SECCIÓN 4 FUNCIONAMIENTO Marcaje de plasma Datos de proceso 30 Amperios Precision Plasma IEFC-S Acero al carbono e inoxidable Gas de plasma Ar Grosor del material Gas de protección 1 Aire TODOS los grosores Temporizadores Retardo perfor. (seg.) Parámetros de configuración 0 Conj. 4 solenoides Conj. 5 solenoides Gas de inicio de plasma 1- psi 83.2/5.6 bar 85/5,87 bar Gas de corte de plasma 1- psi 83.2/5.6 bar 85/5,87 bar SG1-Inicio -psi 132/9.0 bar 132/9,1 bar SG1-Corte -psi 132/9.0 bar 132/9,1 bar Gas de protección Voltaje de arco (separación) 77 Altura inicial 0.100" / 2.54 mm Altura de perforación 0.100" / 2.54 mm Altura de corte 0.100" / 2.54 mm Velocidad de trabajo IPM 500 MM/MIN 12700 Notas: • Arco piloto –Bajo. • El colector del IEFC-S no incluye una válvula proporcional para el gas de marcaje de argón. Este gas se regula desde el exterior. Precision Plasma with IEFC-S - 4-89 SECCIÓN 4 FUNCIONAMIENTO Marcaje de plasma Con Precision Plasma y IEFC-S RECISION LASMARC Material: Amperios: Gas de plasma (4 solenoides): Gas de plasma (5 solenoides): Gas de protección: Acero al carbono e inoxidable 10 Argón, Ar @ 83,2 PSI / 5,6 Bares Argón, Ar @ 85 PSI / 5,9 Bares Aire @ 150 PSI / 10,4 Bares Cuerpo del soplete N/P 21758 PT-24 Deflector de agua N/P 21725 Junta tórica N/P 638797 Junta tórica N/P 86W62 Junta tórica N/P 950714 Junta tórica N/P 98W18 Electrodo N/P 21539 Deflector de giro N/P 21692 (4 holes) Boquilla N/P 21923, "E" Fijación/difusor de la boquilla N/P 22007 Aislante de la cazoleta de protección N/P 22010 Fijac protec. aislante con junta tórica N/P 21712 Junta tórica – Fij. protección (Ref. N/P 996528) Protec. caz. con fijación N/P 22531 4-90 Precision Plasma with IEFC-S - SECCIÓN 4 FUNCIONAMIENTO Marcaje de plasma Datos de proceso 10 Amperios Precision Plasma IEFC-S Acero al carbono e inoxidable Gas de plasma Ar Grosor del material Gas de protección 1 Aire TODOS los grosores Temporizadores Retardo perfor. (seg.) Parámetros de configuración 0 Conj. 4 solenoides Conj. 5 solenoides Gas de inicio de plasma 1- psi 83.2/5.6 bar 85/5,87 bar Gas de corte de plasma 1- psi 83.2/5.6 bar 85/5,87 bar SG1-Inicio -psi 132/9.0 bar 132/9,1 bar SG1-Corte -psi 132/9.0 bar 132/9,1 bar Gas de protección Voltaje de arco (separación) 77 Altura inicial 0.100" / 2.54 mm Altura de perforación 0.100" / 2.54 mm Altura de corte 0.100" / 2.54 mm Velocidad de trabajo IPM 100 MM/MIN 2540 Notas: • Arco piloto –Bajo. • El colector del IEFC-S no incluye una válvula proporcional para el gas de marcaje de argón. Este gas se regula desde el exterior. Precision Plasma with IEFC-S - 4-91 SECCIÓN 4 FUNCIONAMIENTO Marcaje de plasma Con Precision Plasma y IEFC-S RECISION LASMARC Material: Amperios: Gas de plasma (4 solenoides): Gas de plasma (5 solenoides): Gas de protección: Acero al carbono e inoxidable 30 Argón, Ar @ 83,2 PSI / 5,6 Bares Argón, Ar @ 85 PSI / 5,9 Bares Aire @ 150 PSI / 10,4 Bares Cuerpo del soplete N/P 21758 PT-24 Deflector de agua N/P 21725 Junta tórica N/P 638797 Junta tórica N/P 86W62 Junta tórica N/P 950714 Junta tórica N/P 98W18 Electrodo N/P 21539 Deflector de giro N/P 21692 (4 holes) Boquilla N/P 21923, "E" Fijación/difusor de la boquilla N/P 22007 Aislante de la cazoleta de protección N/P 22010 Fijac protec. aislante con junta tórica N/P 21712 Junta tórica – Fij. protección (Ref. N/P 996528) Protec. caz. con fijación N/P 22531 4-92 Precision Plasma with IEFC-S - SECCIÓN 4 FUNCIONAMIENTO Marcaje de plasma Datos de proceso 30 Amperios Precision Plasma IEFC-S Acero al carbono e inoxidable Gas de plasma Ar Grosor del material Gas de protección 1 Aire TODOS los grosores Temporizadores Retardo perfor. (seg.) Parámetros de configuración 0 Conj. 4 solenoides Conj. 5 solenoides Gas de inicio de plasma 1- psi 83.2/5.6 bar 85/5,87 bar Gas de corte de plasma 1- psi 83.2/5.6 bar 85/5,87 bar SG1-Inicio -psi 83.2/5.6 bar 85/5,87 bar SG1-Corte -psi 83.2/5.6 bar 85/5,87 bar Gas de protección Voltaje de arco (separación) 77 Altura inicial 0.100" / 2.54 mm Altura de perforación 0.100" / 2.54 mm Altura de corte 0.100" / 2.54 mm Velocidad de trabajo IPM 300 MM/MIN 7620 Notas: • Arco piloto –Bajo. • El colector del IEFC-S no incluye una válvula proporcional para el gas de marcaje de argón. Este gas se regula desde el exterior. Precision Plasma with IEFC-S - 4-93 SECCIÓN 4 FUNCIONAMIENTO Marcaje de plasma Con Precision Plasma y IEFC-S RECISION LASMARC Acero al carbono e inoxidable 30 Gas de plasma (4 solenoides): Argón, Ar @ 83,2 PSI / 5,6 Bares Gas de plasma (5 solenoides): Argón, Ar @ 85 PSI / 5,9 Bares Material: Amperios: Gas de protección: Aire @ 150 PSI / 10,4 Bares Cuerpo del soplete N/P 21758 PT-24 Deflector de agua N/P 21725 Junta tórica N/P 638797 Junta tórica N/P 86W62 Junta tórica N/P 950714 Junta tórica N/P 98W18 Electrodo N/P 21539 Deflector de giro N/P 21692 (4 holes) Boquilla N/P 21923, "E" Fijación/difusor de la boquilla N/P 22007 Aislante de la cazoleta de protección N/P 22010 Fijac protec. aislante con junta tórica N/P 21712 Junta tórica – Fij. protección (Ref. N/P 996528) Protec. caz. con fijación N/P 22531 4-94 Precision Plasma with IEFC-S - SECCIÓN 4 FUNCIONAMIENTO Marcaje de plasma Datos de proceso 30 Amperios Precision Plasma IEFC-S Acero al carbono e inoxidable Gas de plasma Ar Grosor del material Gas de protección 1 Aire TODOS los grosores Temporizadores Retardo perfor. (seg.) Parámetros de configuración 0 Conj. 4 solenoides Conj. 5 solenoides Gas de inicio de plasma 1- psi 83.2/5.6 bar 85/5,87 bar Gas de corte de plasma 1- psi 83.2/5.6 bar 85/5,87 bar SG1-Inicio -psi 132/9.0 bar 132/9,1 bar SG1-Corte -psi 132/9.0 bar 132/9,1 bar Gas de protección Voltaje de arco (separación) 77 Altura inicial 0.100" / 2.54 mm Altura de perforación 0.100" / 2.54 mm Altura de corte 0.100" / 2.54 mm Velocidad de trabajo IPM 500 MM/MIN 12700 Notas: • Arco piloto –Bajo. • El colector del IEFC-S no incluye una válvula proporcional para el gas de marcaje de argón. Este gas se regula desde el exterior. Esta página se ha dejado en blanco intencionadamente. Precision Plasma with IEFC-S - 4-95 SECCIÓN 4 4-96 FUNCIONAMIENTO Precision Plasma with IEFC-S - SECCIÓN 5 Mantenimiento 5.1 General Si este equipo no funciona adecuadamente, detenga el trabajo inmediatamente y averigüe la causa. Los trabajos de mantenimiento deben ser realizados por personal cualificado. NO deja que alguien no preparado inspeccione, limpie o repare el equipo. Utilice solamente piezas de recambio recomendadas. ! ADVERTENCIA ¡La descarga eléctrica puede resultar mortal! Antes de intentar cualquier inspección o reparación en el interior de cualquiera de los componentes del sistema Precision Plasmarc, abra el interruptor de desconexión de pared o el disyuntor de pared. 5.2 Inspección y limpieza Se recomienda realizar inspecciones y limpiezas frecuentes del sistema Plasmarc® para un funcionamiento adecuado y seguro. Considere los puntos siguientes durante la inspección y la limpieza. • Compruebe el cable de trabajo a la conexión de la pieza de trabajo. • Compruebe la conexión a masa de la pieza de trabajo y del chasis de la fuente de alimentación. • Compruebe la pantalla térmica del soplete. Sustitúyala si está dañada. • Compruebe diariamente el nivel de desgaste el electrodo del soplete y la boquilla de corte. Ubicación del filtro • de la bomba Asegúrese de que los cables y mangueras no están dañados ni enroscados. • Asegúrese de que todos los tapones, empalmes y conexiones a masa están bien apretados. • Compruebe periódicamente el filtro de malla de la bomba de refrigerante, situado en el interior de la fuente de alimentación. Sistema PT-24 Precision Plasmarc IEFC-S 5-1 SECCIÓN 5 ! Mantenimiento ADVERTENCIA Riesgo de restos en suspensión. Los restos en suspensión pueden dañar gravemente los ojos Lleve puesta una protección ocular siempre que limpie con aire comprimido. PRECAUCIÓN Evite potenciales daños en el equipo El agua y/o el aceite puede acumularse en las líneas de aire comprimido. Asegúrese de dirigir el primer chorro de aire lejos del equipo para evitar dañar la caja de uniones o la caja de control de flujo. • Con todas las entradas de alimentación desconectadas y con las protecciones para los ojos y el rostro adecuadas, sople con aire comprimido a baja presión, limpio y seco, el interior de la fuente de alimentación, el control de flujo y la caja de uniones. • Ocasionalmente, purgue toda el agua del filtro situado bajo el filtro de aire-regulador. • Montaje. El soplete puede montarse en el manguito de 51 mm (2") o en la superficie de 46 mm (1,812") que se muestra. Esta superficie aislada y su apoyo encajan en la rosca de fijación de la boquilla del cuerpo del soplete. Se mantienen en una posición concéntrica respecto a la boquilla de corte, con una lectura total en el indicador de 0,25 mm (0,010") o un diámetro interior de la boquilla de 0,13 mm (0,005") de cualquier punto del diámetro de 46 mm. Durante el montaje, no tape el orificio pequeño de ventilación situado en el lateral del manguito. Este orificio que el refrigerante se acumule en el interior del manguito cuando se produce una fuga. 5.3 Descripción del soplete PT-24 Collarín de 46 mm de diámetro Manguito de 51 mm de diámetro Orificio de ventilación 5-2 Sistema PT-24 Precision Plasmarc IEFC-S SECCIÓN 5 Mantenimiento Esquema de líquidos en la consola de gas IEFC-S Válvula de parada Válvula proporcional • Interruptor de presión Válvula de solenoide de 2 sentidos Gas de plasma y gas de corte. Estos gases entran en el soplete a través de las conexiones que albergan las válvulas de parada dentro del cuerpo del soplete. Estas válvulas actúan en combinación con los solenoides para controlar el movimiento de avance y retroceso de los gases de inicio y de corte. ENT. H-35 ENT. METANO Ent. ARGÓN ENT. NITRÓG. ENT. OXÍGENO ENT. AIRE ARGÓN O2 2 AIRE 1 N2 2 N2 3 H-35 N2 1 AIRE 2 METANO 02 1 PURGA N2 ORIFICIO TAPÓN DESMONT. (INSTALADO) PS PS5 PS PS3 PS PS1 VENT VENT VÁLVULA PROP. 1 SAL ARGÓN SAL GAS PLASMA 1 VENT VÁLVULA PROP. 3 SAL GAS PROTEC. 1 PS PS4 PS PS2 VENT VÁLVULA PROP. 2 SAL. GAS PLASMA 2 Sistema PT-24 Precision Plasmarc IEFC-S VÁLVULA PROP. 4 SAL GAS PROTEC 2 5-3 SECCIÓN 5 Mantenimiento Ent. refrig. Via cable alimentacion Sal refrig. via cable arco piloto • Tubo de paso Gas de protección El preflujo de protección, la protección de corte y el postflujo entran en el soplete a través de una conexión. Estos gases pasan a través de : el cuerpo del soplete, el difusor de gas de protección, salen por el orificio situado en la tapa de protección que rodea el surtidor de plasma. • Líneas de alimentación y arco piloto. La entrada de refrigerante al soplete se realiza por el cable de alimentación (-). La salida de refrigerante del soplete se realiza por la línea del arco piloto (+). Refrigeración por agua. Cuerpo del electrodo Cuerpo del arco piloto 1. La entrada de refrigerante al soplete se realiza por el cable de alimentación (-). 2. circula a través del cuerpo del soplete y el electrodo, 3. cruza hasta llegar a la sección de la boquilla (+) del cuerpo del soplete a través de tubos de paso no conductores, 4. vuelve a través del cuerpo y circula entre la fijación de la boquilla y la propia boquilla, Delfector de agua Fijacion de la boquilla 5-4 Delfector de giro Electrodo 5. volviendo por el cuerpo del soplete hasta la caja de uniones a través del cable del arco piloto. Boquilla Sistema PT-24 Precision Plasmarc IEFC-S SECCIÓN 5 Mantenimiento 5.4 Mantenimiento del soplete ! ADVERTENCIA La descarga eléctrica puede resultar mortal Antes de llevar a cabo el mantenimiento del soplete: • Gire el interruptor de alimentación de la consola a la posición OFF. • Desconecte la entrada de alimentación principal. Juntas tóricas del cuerpo del soplete • Cada día, antes de iniciar el funcionamiento del soplete, compruebe el estado de sus juntas tóricas. Sustitúyalas si están dañadas o desgastadas. Junta tórica N/P 950714 Junta tórica N/P 86W62 • Aplique una fina capa de grasa de silicona a las juntas tóricas antes de ensamblarlas en el soplete. No utilice Krytox. • La junta tórica, N/P 638797, del interior del cuerpo del soplete y que sella la boquilla, es especialmente sensible. Debido a su ubicación, no resulta sencillo detectar cualquier daño o desgaste. Junta tórica N/P 638797 Recomendamos sustituir esta junta tórica diariamente. Tenga cuidado de no rayar ni dañar la superficie del soplete. Una pinza de dientes de madera es una herramienta adecuada para quitar las juntas tóricas. La junta tórica puede quitarse sin retirar el deflector de agua N/P 21725; no obstante, si se retira el deflector, utilice siempre una llave de 5 mm (3/16") o un extractor de tuercas. Sistema PT-24 Precision Plasmarc IEFC-S 5-5 SECCIÓN 5 Mantenimiento Abertura del manguito del soplete Orificio de ventilación Manguito N/P 22568 • Las fugas de agua, humedad o refrigerante que gotea por la abertura del manguito indican que hay daños en la línea de servicio. • Si se deben reparar las líneas de servicio, utilice siempre dos llaves para evitar girar los tubos metálicos. Manguito del soplete • El manguito N/P 22568 de soplete está enroscado en el cuerpo del soplete. • Si el manguito está demasiado apretado para poder desmontarlo con la mano, utilice una llave inglesa grande en las caras planas del cuerpo o apriete ligeramente dichas caras en un torno. Con el cuerpo fijado, utilice las dos manos para poder soltar el manguito. Si no lo consigue, utilice una llave de brida. Antes de volver a colocar el manguito, compruebe siempre la línea de servicio por si presenta fugas. 5-6 Sistema PT-24 Precision Plasmarc IEFC-S SECCIÓN 5 Mantenimiento PRECAUCIÓN Cuerpo de la válvula de parada N/P 21739 Bola N/P 21740 Si las piezas de la válvula de parada del soplete están dañadas o son incorrectas, el rendimiento de corte se verá afectado. • Procure no dañar el asiento , la bola y el muelle de la válvula de parada cuando la manipule. • No sustituya por cualquier otro muelle o bola. Si se pierden, se caen o sufren algún daño, deben reponerse con piezas de recambio de fábrica. • El uso de piezas de válvulas de parada de soplete dañadas o no autorizadas afectará a las presiones ajustadas y provocará una puesta en marcha defectuosa y perforaciones. Muelle N/P 21741 PRECAUCIÓN Los empalmes mal asentados provocarán fugas y un bajo rendimiento. • Mantenga las roscas y las superfices del asiento limpiar cuando vaya a volver a montar las válvulas de parada. • Si el polvo u otros materiales extraños contaminan las válvulas de parada, desmóntelas, límpielas o sustitúyalas. Sistema PT-24 Precision Plasmarc IEFC-S 5-7 SECCIÓN 5 Mantenimiento 5.5 Desmontaje e inspección de consumibles para el soplete PT-24 ! ! ADVERTENCIA ADVERTENCIA ¡Un soplete caliente quemará! • Deje que el soplete se enfríe antes de realizar cualquier acción sobre él. • El soplete se refrigera mediante agua, pero puede estar caliente inmediatamente después de su uso. ¡La descarga eléctrica puede resultar mortal! • Gire el interruptor de alimentación de la consola a la posición OFF. ! 5-8 ADVERTENCIA • Desconecte la entrada de alimentación principal. • Si resulta complicado retirar la fijación/difusor de la boquilla, puede que la consola esté activada. ¡El refrigerante presurizado aumenta el riesgo de descarga y daños en los ojos! • ¡El agua de refrigeración está bajo presión cuando la consola está activada! • Lleve puesto el equipamiento de seguridad adecuado. • El agua de refrigeración se presuriza a 115 PSI • (7,8 bares) cuando la consola se activa. • El desmontaje del extremo delantero del soplete mientras la consola está desactivada puede dar como resultado salpicaduras de agua de refrigeración. Esto aumentará el riesgo de descargas eléctricas. Las salpicaduras de agua de refrigeración puede causar posibles daños en los ojos. Si el refrigerante le alcanza en los ojos, busque ayuda inmediatamente y consulte la hoja de datos sobre seguridad. Sistema PT-24 Precision Plasmarc IEFC-S SECCIÓN 5 Mantenimiento Extremo delantero del soplete PT-24 NOTA: Si la consola está activada, la bomba funcionará y la presión del refrigerante detrás de la fijación evitará que gire libremente. Compruebe la consola antes de intentar quitar la tuerca. Tenga en cuenta que una pequeña cantidad de refrigerante se pierde cada vez que se quita un consumible. Esto es normal y el refrigerante tendrá que ser finalmente sustituido. Compruebe el refrigerante antes de cada operación. 1. Desenrosque la protección de la cazoleta/fijación. Inspeccione la zona que rodea el orificio por si hubiera algún daño. Sustituya el extremo del orificio si presenta muescas o algún daño. Un orificio desviado no producirá cortes rectos. Aislante de la cazoleta de protección Fijación de la protección del aislante 2. Desenrosque y retire la protección del aislante 3. Protección de cazoleta con fijación El aislante de la cazoleta de protección queda atrapado entre la cazoleta y la fijación / difusor de la boquilla. Puede permanecer acoplado a la fijación de la boquilla a causa del acople tan cercano entre estos elementos. Sistema PT-24 Precision Plasmarc IEFC-S 5-9 SECCIÓN 5 Mantenimiento 4. Desenrosque la fijación/difusor de la boquilla. Inspeccione por si hay daños, especialmente allí donde la fijación entra en contacto con la boquilla. La superficie que hay entre la fijación y la boquilla crea un junta metálica para el refrigerante. Cualquier daño en esta superficie de sellado causará una fuga que dará como resultado un corte deficiente. Sustituya si es necesario, pero no intente realizar ninguna reparación. Compruebe los pequeños conductos de gas por si aparecen obstrucciones. Elimine las obstrucciones con un chorro de aire. 5. Utilice la herramienta suministrada para quitar la boquilla. Coloque la ranura alrededor de la guía de la boquilla y suéltela. Boquilla Fijación de la boquilla Sin daños en el área de contacto Boquilla Electrodo y boquilla. Herramienta N/P 21765 5-10 Sistema PT-24 Precision Plasmarc IEFC-S SECCIÓN 5 Mantenimiento 6. Retire el deflector de giro de la boquilla. Si se deja el deflector en el soplete, se soltará cuando quite el electrodo. Compruebe los pequeños conductos de gas del deflector de giro por si hay obstrucciones y limpie las obstrucciones con un chorro de aire. Si no se pueden eliminar las obstrucciones, sustituya el deflector. NO inserte nada en estos orificios cuando intente limpiarlos. Si estos orificios se desvían, bajaría la calidad de los cortes. 1 2 1. Electrodo 2. Deflector de giro 3. Boquilla 3 .284" HEX para electrodo Ranura para el desmontaje de la boquilla 7. .189" HEX para tubo de agua de refrigeración Utilice la herramienta para electrodos y boquilla suministrada para desenroscar el electrodo. (N/P 21765). Sistema PT-24 Precision Plasmarc IEFC-S 5-11 SECCIÓN 5 Mantenimiento 5.6 Remontaje de la punta del soplete PT-24 1. Electrodo Aplique una fina capa de grasa de silicona en la junta tórica, lo suficiente para dejar brillante la superficie. Enrosque el electrodo en su posición y apriételo firmemente con la herramienta suministrada. NO APRIETE EN EXCESO. Fijación de la boquilla Boquilla Pequeña cantidad de Krytox 2. Boquilla y deflector de giro Coloque el deflector de giro en la boquilla, con el extremo rasurado del deflector hacia el interior de la boquilla. Una vez acoplado convenientemente, la punta esférica pequeña de la boquilla hará de sello refrigerante metálico con la fijación de la boquilla. Aplique una pequeña cantidad de Krytox (componente antiagarrotamiento) en el diámetro pequeño de la fijación de la boquilla, tal y como se muestra. Esta grasa evitará el posible estriamiento/agarrotamiento entre la boquilla y la fijación. También facilita la creación de una junta estanca. No ponga Krytox en la boquilla. 3. Fijación/difusor de la boquilla Enrosque la fijación de la boquilla en el soplete y apriete a mano. Junta de agua 5-12 Sistema PT-24 Precision Plasmarc IEFC-S SECCIÓN 5 Mantenimiento 4. Aislante de la cazoleta de protección Aislante de la cazoleta de protección Fijación de la boquilla Empuje el aislante de la cazoleta de protección contra la fijación de la boquilla. Este componente se acopla a presión y puede permanecer ensamblado cuando se desmonten el resto de componentes. 5. Fijación de la protección del aislante Aplique una fina capa de grasa de silicona en la junta tórica y enrosque la fijación de la protección del aislante en la cazoleta de protección. Apriete a mano. AVISO No acople primero el aislante al cuerpo del soplete. Si enrosca primero el aislante en el cuerpo del soplete, los gases de protección no fluirán de forma adecuada. Enrosque primero el aislante en la cazoleta de protección, a continuación acople ambas piezas en el cuerpo del soplete. 6. Cazoleta de protección y fijación Enrosque este conjunto (aislante/cazoleta de protección y fijación) en el soplete y apriete a mano. Sistema PT-24 Precision Plasmarc IEFC-S 5-13 SECCIÓN 5 Mantenimiento PRECAUCIÓN Inspección y lubricación de las juntas tóricas • Inspeccione a menudo las juntas tóricas por si presentan muescas o desgaste. Las juntas tóricas desgastadas o dañadas afectarán a la calidad del encendido y del corte. • Aplicar una fina capa de grasa de silicona a las juntas tóricas de la punta del soplete durante el montaje de servicio facilitará su futuro desmontaje. • No utilice Krytox en las juntas tóricas. Krytox es un lubricante antiagarrotamiento y se disipará con el tiempo, complicando el desmontaje. 5.7 Control de flujo AVISO Vent. de la cámara Se introduce nitrógeno en el interior de la caja de control integrado de flujo. Se introduce una pequeña cantidad de nitrógeno de forma interna para proporcionar refrigeración, seguridad y una ligera presión positiva. Para evitar la acumulación continua de presión, la cámara de control de flujo se ventila de forma externa. 5-14 Sistema PT-24 Precision Plasmarc IEFC-S SECCIÓN 5 ! Mantenimiento PRECAUCIÓN No retire los tapones de expansión del control integrado de flujo Los tapones de expansión son un dispositivo de seguridad necesario. En el caso improbable de que se produjese una rápida expansión de los gases del interior del control de flujo, estos orificios proporcionarían una zona de ventilación perfecta. Si quita estos tapones, podría entrar polvo y suciedad en el control de flujo. Tapones de expansión ! No utilice estos orificios para la entrada de cables o mangueras. Utilice los puntos de entrada adecuados. PRECAUCIÓN La suciedad y el polvo del interior del IEFC-S puede dañar los componentes de precisión Selle todos los cables pequeños y los orificios no utilizados con cinta de espuma (burlete) para evitar la entrada de polvo en el interior de las consolas IEFC. Sistema PT-24 Precision Plasmarc IEFC-S 5-15 SECCIÓN 5 Mantenimiento 5.8 Desmontaje de la válvula proporcional Las válvulas proporcionales pueden desmontarse si se necesita sustituirlas, sin desmontar el colector de la consola de gas. 1. Acceda a la parte inferior exterior de la unidad quitando los tornillos que unen la consola de gas IEFC-S a la máquina. 2. 5-16 Retire los tapones de los orificios para mostrar las tornillos que sujetan las válvulas. Sistema PT-24 Precision Plasmarc IEFC-S SECTION 6 TROUBLESHOOTING 6.1 General Safety ! WARNING Electric Shock Can Kill! Externally disconnect all primary power to the machine before servicing. Open the line (wall) disconnect switch or circuit breaker before attempting inspection or work inside the power source. ! WARNING High Voltages Can Be Stored In Capacitors. Even when power is disconnected or unit is de-energized, capacitors can store high voltages. Assure power supply capacitors are grounded prior to performing maintenance. ! CAUTION Gas Line Contamination Will Damage Proportional Valves Purge Gas Lines Before connecting gas delivery lines to the Integrated Flow Control, purge all lines thoroughly. Residue from the hose manufacturing process may clog/damage the proportional valves in your flow control. PT-24 Precision Plasma System IEFC-S -CE 6-1 SECTION 6 TROUBLESHOOTING 6.2 Troubleshooting Guide 6.2.1 Reduced Consumable Life Cutting Up Skeletons Cutting skeletons (discarded material left after all pieces have been removed from a plate) to facilitate their removal from the table can adversely affect electrode life by: • Causing the torch to run off the work. • Continuous Pilot Arc edge starts • Greatly increasing the frequency of starts. This is mainly a problem for O2 cutting and can be alleviated by choosing a path with a minimum number of starts. • Increase likelihood that the plate will spring up against the nozzle causing a double arc. This can be mitigated by careful operator attention and by increasing standoff and reducing cutting speeds. If possible, use a gas torch for skeleton cutting. Height Control Problems Piercing Standoff Too Low Starting on edges with continuous pilot arc Work Flipping Catching on Pierce Spatter Pierce not complete before starting 6-2 • Torch diving is usually caused by a change in arc voltage when an automatic height control is in use. Usually the voltage change is the result of plate falling away from the arc. These problems can effectively be eliminated by disabling the height control and extinguishing the arc earlier when finishing the cut on a falling plate. • Diving can also be caused by a faulty height control. Increase pierce standoff Position torch more carefully or start on adjacent scrap material. The nozzle may be damaged if the torch hits a flipped up part. Increase standoff or start with longer lead-in Increase initial delay time. PT-24 Precision Plasma System IEFC-S -CE SECTION 6 TROUBLESHOOTING See Cut Quality In Section 4 6.2.2 Poor Cut Quality 6.2.3 No Pilot Arc Bad (open) Pilot Arc Cable Contaminated Electrode Insufficient spark gap setting in plumbing box. Replace Cable Clean or replace electrode Set spark gap to 0.040” Torch negative lead open No open circuit voltage Pilot Arc Contactor (PAC) malfunctioning Replace contactor 6.2.4 No Arc Transfer Cutting current setting too low. Raise cutting current (see Process Data) Torch too high above workpiece Lower torch standoff (see Process Data) Work lead not connect to cutting table Ensure work lead is firmly connected to workpiece or cutting table N2 or O 2 check valve in torch body may be stuck open See maintenance section for check valve repair. Emergency stop signal open Check for continuity between TB3-18 and TB3-19 6.2.5 No Preflow Cooling Water Flow Switch No Cooling Water Check cooling water LED on front panel. Should be lit if switch is open Check reservoir. Add coolant until full. 6.2.6 Torch Fails To Fire Start Gas Cooling water Flow Faulty cooling water flow switch (CWFS) Obstruction in torch limiting cooling water flow Lower start gas flow Pump pressure too low. Should be 115 psi. Replace CWFS switch Coolant flow through torch should be greater than 0.375 (3/8) gal/min PT-24 Precision Plasma System IEFC-S -CE 6-3 SECTION 6 TROUBLESHOOTING 6.2.7 Nozzle Life Extremely Short Pilot Arc H/L switch in wrong position Nozzle arcing inside bore Start gas flow too low Refer to Process Data Gas quality below purity specification Check Process Data cutting parameters 6.2.8 Short Electrode Life Insufficient cooling Check cooling pump for 115 psi output pressure Start gas quality Gas quality below purity specification Cut gas quality Gas quality below purity specification 6.2.9 Short Electrode And Nozzle Life Water leak on torch front-end Follow torch leak procedure Front-end of torch leaking Dis-assemble torch front end down to the electrode Visually inspect O-rings Are O-rings good? Place a thin film of silicone grease on the O-rings before reassembling NO Replace O-rings YES Visually inspect nozzle to retaining cup metal to metal seat. Replace parts NO Is the seat good? Apply a thin coat of Dupont Krytox AntiSieze lubricant 73585064 2oz tube 73585065 8oz tube YES Re-assemble torch Turn coolant flow and check for leaks Still leaking? NO Begin cutting YES Replace nozzle and/or nozzle retaining cup 6-4 PT-24 Precision Plasma System IEFC-S -CE SECTION 6 TROUBLESHOOTING 6.3 Gas Console Fluid Schematic and Manifold Valve Identification Air Schematic Legend ARGON 1 AIR 1 AIR 2 2 O2-2 N2-3 Ar Check Valve O2 Proportional Valve N2 Pressure Switch 50 psi rising O2-1 N2-2 N2-1 3 H-35 Solenoid Valve 4 H-35 ARGON IN CH4 METHANE H-35 IN NITROGEN IN METHANE IN OXYGEN IN AIR IN ARG0N O2 2 AIR 1 N2 2 N2 3 H-35 N2 1 AIR 2 METHANE 02 1 N2 PURGE ORIFICE REMOVABLE PLUG (SHOWN INSTALLED) VENT PROP. VALVE 1 PLASMA GAS 1 OUT PS2 VENT PROP. VALVE 3 SHIELD GAS 1 OUT PS PS3 PS PS1 VENT ARGON OUT PS PS PS PS5 PS4 VENT PROP. VALVE 2 PLASMA GAS 2 OUT PT-24 Precision Plasma System IEFC-S -CE PROP. VALVE 4 SHIELD GAS 2 OUT 6-5 SECTION 6 TROUBLESHOOTING 6.4 IEFC Gas Console Schematic RED 10 BLACK 9 RED 8 BLACK 6 5 BLACK PS4 (SH GAS 2) RED 4 BLACK 3 RED 2 BLACK PS5 (ARGON) K1-A1 (C2) 12 14 1 1 0.5 AMP 230 VAC OPERATION 11 K2-A (B7) CONNECTION BY FIELD INSTALLER. 1 2A 2 4 8 103 104 301 402 P1-5 C1 470uF 50 VDC B X4B-2 (C4) SION X35-3 GNDE X35-4 VCCE X35-5 GROUND 24 VAC X1-1 +24 VDC X1-2 GND + X1A-1 P4A-7 B X5A-3 (C4) X1A-2 NITROGEN 2 P4B-7 401 SIO X35-2 PROP VALVE GND (A2) SPARE P1-6 X35-1 B X5B-2 (C4) P1-4 1 ENABLE ADR14 A X5B-2 (A6) P1-3 302 PG1 AND ARGON P.S. X6-2 X3-3 S1 SHOWN IN 230 V POSITION 24VDC IN SG2 P.S. X6-3 1 7 SW1 P1-2 SG1 P.S. X8-2 X3-1 6 2 2B F1 K1 (D2) 115/230VAC IN 3 11 P1-1 T1 5 1B 1A 14 303 11 P3 FUSE 1 AMP 115 VAC OPERATION +15 VDC X7-3 7 RED PS1 (PL GAS 1) PG2 P.S. X6-1 X1A-3 B X5A-2 (C4) NITROGEN 1 X1B-1 P4A-8 X1B-2 P4B-8 X1B-3 P1-PE X2A-1 P4A-3 X2A-2 AIR 1 P4B-3 X2A-3 X2B-1 P4A-6 X2B-2 NITROGEN 3 P4B-6 X4A-1 P4A-10 METHANE X4A-2 P4B-10 X4A-3 AIR 2 X4B-1 P4A-2 X4B-2 P4B-2 A1 K2-A X4B-3 A2 ARGON K2-B X5A-1 P4A-1 X5A-2 P4B-1 A1 P4A-9 H-35 P4B-9 X5A-3 X5B-1 T1-8 (C6) 103 X5B-2 X5B-3 P2-A X34-1 P2-C X34-2 P2-B X34-3 CURRENT DESIRED VALUE 6-6 OUTPUT CARD A X2B-3 PT-24 Precision Plasma System IEFC-S -CE ANALOG CARD C 1 A2 ASIOB I/O/PWR PS3 (SH GAS 1) X7-2 ESAB ASIOB SYSTEM PS2 (PL GAS 2) Part 1 SECTION 6 TROUBLESHOOTING 6.4 Part 2 IEFC Gas Console Schematic 5 X1A-1 X1A-2 COMMON 6 X1A-3 7 TORCH VALVES X1B-1 X1B-2 8 X1B-3 3 1 OUTPUT CARD B X2A-1 X2A-2 4 X2A-3 11 14 9 SHIELD 1 PLASMA 2 SHIELD 2 ARGON X2B-1 X2B-2 11 12 K2-B (B7) X2B-3 2 PLASMA 1 A2 K1 P5 A1 X3A-1 P4A-5 X3A-2 OXYGEN 1 P4B-5 X3A-3 X4B-1 X4B-2 302 PLASMA GAS 1 9-BAR PROPORTIONAL VALVE V1 P1-3 (C8) X4B-3 X6-2 (D6) X5A-1 ESAB ASIOB SYSTEM X5A-2 X5A-3 401 402 P1-6 (C8) P1-5 (C8) 1 +24 VDC RED 2 GND BLACK 3 +PRESSURE SET GREEN WHITE 4 -PRESSURE SET P4A-4 X5B-1 X5B-2 303 104 T1-8 (C6) X5B-3 TYPICAL ALL VALVES OXYGEN 2 P4B-4 PLASMA GAS 2 9-BAR PROPORTIONAL VALVE V2 X30-1 X30-2 1 +24 VDC X30-3 2 GND X30-4 3 +PRESSURE SET X30-5 4 -PRESSURE SET X31-1 X31-2 X31-3 SHIELD GAS 1 9-BAR PROPORTIONAL VALVE V3 ANALOG CARD D X31-4 X31-5 1 +24 VDC X32-1 2 GND X32-2 3 +PRESSURE SET X32-3 4 -PRESSURE SET X33-1 X33-2 X33-3 SHIELD GAS 2 6-BAR PROPORTIONAL VALVE V4 X34-1 X34-2 1 +24 VDC X34-3 2 GND X35-1 3 +PRESSURE SET X35-2 4 -PRESSURE SET X35-3 P1-4 (C7) 301 NOTES: 1. TIE TO MASTER GROUND STUD ON SUB CHASSIS PT-24 Precision Plasma System IEFC-S -CE 6-7 SECTION 6 TROUBLESHOOTING 6.5 Ignition Console Electrical Schematic STEP UP TRANSFORMER ESAB P/N 8951179 A 120 VAC SPARK GAP 0.040 AC LINE FILTER CORCOM 2VB3 P1-B INPUT B C1, C2 2500 pF P1-A X1 ESAB P/N 8674969 TORCH POWER X2 REACTOR X1 FILTER PCB X3 TORCH (-) X2 X3 REACTORS ARE ESAB P/N 837250 REACTOR PILOT ARC TO TORCH 6.6 Ignition Console Fluid Schematic Cooling Water IN Torch Connection Cooling Water OUT Pilot Arc Connection Ignition Console 6-8 PT-24 Precision Plasma System IEFC-S -CE SECTION 6 TROUBLESHOOTING This page intentionally left blank. PT-24 Precision Plasma System IEFC-S -CE 6-9 SECTION 6 TROUBLESHOOTING Part 1 6.7 Precision Plasma Power Source Electrical Schematic ZD3 180VAC 120 VAC NEUTRAL P2 J2 A K4 B 5 3 1 H3 H2 H2 H1 H1 X10 X9 X2 X1 1 P3-1 P3-2 13 14 15 16 J4 P4 P1-3 P1-2 2 3 2 FNT PNL ON/OFF 1 2 M1 1 ZD1,180V 120VAC 4 A K1 LED8 LED3 LED6 LED9 1 CB1 3A 8 Next Page P1 J1 V1 VOLTMETER 7 2 9 P4-1 P4-2 CH8 ØC 575V L3 T3 380V MOV2 16 15 610V 230V 200V P1-12 CH3 P1-11 CH2 BH7 610V BH8 575V BH5 11 415V BH4 10 380V BH3 9 230V CURRENT ANALOG VOLTAGE PCB BH2 8 200V TRIM POT BH1 7 1 AH7 MOV1 6 AH8 575V 460V 415V 380V 230V 200V 5 6 P5-2 AH6 6 9 10 11 12 P4-14 P4-13 P4-12 P4-11 P10-1 P10-2 P4-16 P4-15 P4-4 P4-3 P3-18(-) 20 21 22 23 24 25 26 27 28 29 P3-17(+) P9-3 P9-1 P1-14 P1-13 P3-13 P3-12 P1-15 P1-16 NOT USED ON PRECISION PLASMA CONSOLE J2 P1 1 2 3 4 5 6 7 8 AH4 4 AH3 3 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 AH2 2 AH1 1 TB2-2 TB2-1 BR1-A BR1-B BR1-C MOD1 POWER MODULE #1 LINE LOAD T2-AH2 A A BR1-A T2-BH2 B B BR1-B T2-CH2 C C BR1-C 13 14 15 16 17 18 19 AH5 5 TB1 FOR CE UNITS ONLY 6-10 ARC ON P1-17 BH6 12 610V FAULT CH1 13 460V L1 T1 8 P5-1 CH4 MOV3 L2 T2 3 P4-8 P1-18 14 5 P4-7 CH5 17 ØA START CH6 18 415V ØB 1 2 CH7 T2 B 460V 6 6 7 AM1 AMMETER S1 5 LED5 1 FS1 (COOLING WATER) 6 P7-3 P2-5 P2-4 P2-2 P2-1 12VAC 120VAC 11 12 TB2 1 F4 2 15A 2 T1 24VAC 5 5 P7-1 LED2 P1-6 H4 H3 24VAC P1-5 H4 1 2 3 4 5 6 7 8 9 10 4 LED7 VOLTMETER INPUTS P6 200V H5 LED4 + 230V H5 LED1 + - 2 380V H6 10 38103 P8 3 415V H6 + - 4 460V H7 2 3 7 PCB1 ISOLATION AMPLIFIER AND FAULT SIGNAL PCB P10-5 P10-3 P10-4 P2-10 P2-9 P2-8 P2-16 P2-15 P2-14 P2-13 P2-12 P2-11 AUTO XFMR 5 575V T3 H7 TB4-1 6 J3 P3 8 7 18VAC 6 18VAC 5 4 18VAC 3 18VAC 2 1 24VAC + 2 6 X13 X12 X11 X16 X15 X14 X6 X5 X8 X7 X4 X3 7A 1 CB2 7 1 4 6 1 1 2 4 M2 COOLANT PUMP PT-24 Precision Plasma System IEFC-S -CE SECTION 6 TROUBLESHOOTING Part 2 Component Legend 2 3 TB4-2 4 4 description Transformer control, plasma interface Terminal strip Terminal strip Recepacle 10 pos Plug 10 pos Receptacle 16 pos Plug 16 pos Pump motor P/c brd isolation ampl and fault signal Circuit breaker 3 amp Contactor 120vac Zener diode 180v Fan motor Circuit breaker 7A Flow switch Zener diode 180v Ammeter Voltmeter Switch on/off Contactor 70A @600V Terminal Brd zone 5 6 5 6 7 J2 (19 POS) TB3 8 1 2 3 A.C. NEUTRAL 4 N M S T 5 P 6 G START SIGNAL CNC TO P.S., RELAY CLOSING PILOT ARC (HI/LOW) ARC ON SIGNAL FROM P.S. TO CNC, (TRANSISTOR) 7 8 9 10 11 9 10 11 12 +10VDC REMOTE CURRENT SETTING FROM CNC TO P.S. L 12 J 13 C H U V 14 15 16 item TB1 MOV1,2,3 T2 J2 R2 ZD2 K2,3 C1,2 R1,7,8,9 R10 S3 PCB2 MOD1 MOD1,P1 MOD1,P3 MOD1,P4 TB6 F3 F4 R11 L1 D1 description Terminal brd Mov 610V Auto transformer Receptacle 19 pos Potentiometer 10K Zener diode 180v Contactor 120VAC pilot arc and Hi/Low Capacitor 20µf 400V Resistor 20 ohm 300w Resistor 3.1 ohm 300w Switch spst P/C brd start-up Power module #1 Plug 16 pin Plug 10 pin Plug 10 pin Terminal strip Fuse 1A Fuse 15A Fast acting Res 10K ohm 2w Inductor Diode -- W/O CONNECTOR 3 1 item T1 TB2 TB4 J3 P3 J4 P4 M2 PCB1 CB2 K4 ZD1 M1 CB1 FS1 ZD3 AM1 V1 S1 K1 TB3 (REF. 20 COND /18 gaCABLE PART # 57000472 zone 1 CNC VOLTAGE DIVIDER, (+) VOLTAGE DIVIDER, (-) FAULT 17 13 14 18 E 19 20 F A 21 B 22 K D R 23 15 16 17 18 19 24 ZD2 180VAC A B K2 L1 T1 T2 L2 T3 L3 120VAC RELAY 20 C2 R11 20uf 400V 10K 8W R6 39K 2W R5 39K 2W TB6-8 TB6-7 TB6-6 R3 4.99K R4 4.99K MIN 1 R2 10K 2 FLOW SWITCH COOLANT PUMP PILOT ARC RELAY 120 VOLTS TO CNC I/O TB6-5 TB6-4 ZD4 180VAC TB6-2 FRONT PNL LOCAL CURRENT SETTING POT H2 A K3 B H1 L2 T2 L1 MAX 3 L1 T1 L3 T3 3 1 2 6 4 FRONT PNL CURRENT SETTING 5 LOCAL/REMOTE DPDT S3 R12 10K OHM 8W C1 20uf 400V D1 1 2 3 4 5 6 7 8 9 10 MOD1 POWER MODULE #1 (SHUNT) P3 P4 10 9 8 7 6 5 4 3 2 1 24 VDC 1 F3 2 1A R14 20 OHM 50W R15 20 OHM 50W R13 10K OHM 8W R7 R1 PILOT ARC HI / LOW CONTACTOR 20 OHM 300W 20 OHM 300W R8 R9 20 OHM 300W 20 OHM 300W R10 3.1 OHM 300W WORK START P1-2 UP P1-1 PA P1-3 PCB2 38039 P1-6 PILOT ARC TO JUNCTION BOX (IEFC) 21 22 23 24 25 26 27 28 29 EMERGENCY STOP FROM CNC TO P.S. (N.C.) TORCH SH1-2 SH1-1 TB3-1 PT-24 Precision Plasma System IEFC-S -CE 6-11 SECTION 6 TROUBLESHOOTING 6.8 Precision Plasma Power Source Wiring Diagram - CE Part 1 Note: PLC1 (connection) refers to an area located on an enclosure that housed the former Programmable Logic Controller. This plasma power supply is CNC (cutting machine) controlled and does not use a PLC. PCB1 P1 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 P2 P4-14(BRN) P4-13(RED) PCB1 P1-6(BLK) PCB1 P1-5(BLK) PCB1 P1-12(BLK) PCB1 P1-11(BLK) MOD1 P1-5 (BLK) MOD1 P1-6 (RED) MOD1 P1-2 (BLU) MOD1 P1-1 (VIO) PCB1 P1-18(BLK) PCB1 P1-17(BLK) P3 1 P4-10(VIO) 2 P4-9(VIO) 3 4 P4-8(ORN) 5 P4-7(ORN) 6 7 8 P3-3(GRY) 9 P3-4(RED) 10 P3-5(GRY) 11 P4-4(BRN) 12 P4-3(BRN) 13 P4-2(BLU) 14 P4-1(BLU) 15 P3-1(YEL) 16 P3-2(YEL) 1 P4-11(GRY) 2 P4-12(BLU) 3 4 5 6 7 8 9 10 11 12 MOD1 P1-3(ORN) 13 MOD1 P1-4(WHT) 14 15 16 17 PCB-TB P1-6(YEL) 18 MOD1 P1-7(BLU) P4 11 12 13 14 15 16 17 18 P7 P5 1 2 1 PLC1 P1-1 (BRN) 2 PLC1 P1-2 (GRY) 3 MOD1 P3-1(RED) 4 MOD1 P3-2(YEL) 5 6 7 PLC1 P1-3 (YEL) 8 PLC1 P1-8 (ORN) 9 10 PLC1 P1-5 (BLK) PLC1 P1-6 (VIO) 1 P2-5(BLK) 2 3 TB6-5(RED) P9 P10 1 MOD1 P1-14(RED) 2 3 MOD1 P1-15(BLK) 1 2 3 4 5 S3-5(VIO) S3-2(RED) P3-7(BLK) P3-6(WHT) P3-8(WHT) MOD1 P3-7(RED) MOD1 P3-8(BLK) MOD1 P3-9(VIO) MOD1 P3-10(YEL) MOD1 P3-3(BLU) MOD1 P3-4(ORN) S3- 4 BLU 2 S3 -1- BRN R2 1 3 MOD1 P1 - 9 ORN MOD1 P1-9 (ORN) S3-1 (BRN) S3-4 (BLU) VIEW OF R2 PCB1 P10-1(VIO) TB6-8(GRY) MOD1 P1-7(BLU) R2-3(BLU) 4 5 6 S3 R2-2(BRN) 1 2 3 PCB1 P10-2(RED) R2 TB6-7(ORN) 1 P1 SEE VIEW OF R2 1 2 3 18 16 4 P9 1 4 P5 1 PCB1 5 H2 S2-5 (BLK) J2 K2-L3(BLU) A TB3-20 (BLU) B TB3-21 (GRY) C TB3-13 (ORN) D TB3-23 (BLK) E TB3-18 (VIO) 1 F TB3-19 (YEL) 1 G TB3-4 (WHT) H TB3-14 (BRN) J TB3-12 (VIO) K TB3-22 (WHT) L TB3-11 (RED) M TB3-2 (GRY) N TB3-1 (BRN) P TB3-5 (BLK) R TB3-24 (RED) S TB3-3 (ORN) H1 18 3 P7 1 P10 1 L1 P2 1 P3 P4 18 K1-L2 (BLU) F4-1 (YEL) * M1-GND (GRN) GND1 MOD1 TB2-1 (RED) T3-H1 (RED) K1-L1 (BRN) 12 S1 3 4 56 T TB3-4 (WHT) U TB3-15 (VIO V TB3-16 (BLK) CB1-1 (BLK) TB2-3 (RED) M2-4 SPLICE (WHT) CB2-1 (BLK) M1-2 (WHT) MOD1 TB2-2(GRY) J2 TB2-1(BLU) S1-2(YEL) * 12 F4 12 CB2 M1 GND 2 * NC RED * FS1C BLK * NO ORN 6-12 MOD1 TB2-1(BLK)* 1 12 CB1 J4-14(BRN) J4-13(RED) PT-24 Precision Plasma System IEFC-S -CE * GND2 (GRN) * CB1-1 (WHT) SECTION 6 TROUBLESHOOTING Wiring Diagram – Precision Plasma Power Source -CE Part 2 J4-1(BLU) X8 X5 J3-1(YEL) X6 J3-2(YEL) X7 J4-2(BLU) X1 J4-10(VIO) X2 J4-9(VIO) X3 J4-4(BRN) X4 J4-3(BRN) J3-4(BLK) J3-5(GRY) X15 X16 J3-8(WHT) J3-3(GRY) X14 X13 X12 J4-7(ORN) J3-6(WHT) J3-7(RED) X9 X10 X11 J4-8(ORN) Note: PLC1 (connection) refers to an area located on an enclosure that housed the former Programmable Logic Controller. This plasma power supply is CNC (cutting machine) controlled and does not use a PLC. T1 H1 T3-H1(GRY) H3 H2 (BLK) H5 H4 (YEL) T3-H3(GRY) H7 (VIO) (ORN) (BRN) H6 TOP BR1-A LINE LOAD A A T2-AH2 BR1-B B B T2-BH2 BR1-C C C T2-CH2 A T2-AH2 MOVB T2-BH2 MOVC MOV T2-CH2 S1-1 (BLU) BR1 MOD1 S1-5 (BRN) Detail for CE units only J4-11(GRY) TB2 SEE DETAIL L2 L1 ZD1 ZD3 CB2 - 2 WHT M2 - 1 (SPLICE) RED J4 - 6 WHT J4 - 5 BLK M2 - 4 (SPLICE) RED T3 - H1 RED A T1 T1 TB1 MOV1 MOD1 BR1-A AH2 K4 SEE T3 DETAIL T3 B 2 1 4 3 6 5 J4-12(BLU) T3 K1 SEE DETAIL K4 A T2 L3 B BH2 M2 MOD1 BR1-B SEE DETAIL MOD1 BR1-C CH2 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 MOV2 MOV3 BLK BLK BLK T2 SPLICE M2 1 3 2 GRN 6 K4-3(RED) WHT (INTERNAL) RED (INTERNAL) K4-6 (RED) TB2-4 (YEL) 4 K4-4 (WHT) BRN (INTERNAL) H4 H1 S1-6 (RED) T1-H1 (RED) TB2-5 (BRN) H5 F4-2(BLU) T3-H2(BLK) T3-H3(GRY) CB2-1(RED) T3-H4(YEL) T3-H5(BRN) T3-H6(ORN) T3-H7(VIO) TB2 1 2 3 4 BLK 5 6 7 T3 TB2-6 (ORN) SPLICE TB2-7 (VIO) H6 H2 H7 H3 TB2-2 (BLK) TB2-3 (GRY) T1-H3 (GRY) PT-24 Precision Plasma System IEFC-S -CE 6-13 SECTION 6 TROUBLESHOOTING Wiring Diagram – Precision Plasma Power Source -CE Part 3 Note: PLC1 (connection) refers to an area located on an enclosure that housed the former Programmable Logic Controller. This plasma power supply is CNC (cutting machine) controlled and does not use a PLC. TB5 PCB2-PA(YEL) MOD1 SH1-2(BLK) J1 PLC1 J2-5(RED) WORK MOD1 TB3-1(BLK) PLC1 MODULE PCB2 K2-T1 (YEL) PA PCB2 P1-1 (RED) PCB2 P1-6 (BLK) TORCH VIEW F-F TB5-PA(YEL) TB3-1 (BRN) 1 TB3-24 (RED) 2 TB3-2 (GRY) 2 TB4-2 (WHT) 3 TB3-15 (VIO) 3 Not Used 4 Not Used 4 Not Used 5 TB3-5 (BLK) 5 TB5-WORK(RED) 6 TB3-6 (VIO) 6 TB4-1 (BLK) 7 TB3-20 (BLU) 7 TB4-2 (WHT) 8 9 TB3-16 (BLK)) TB3-21 (GRY) 10 Not Used PCB2 - P1 TB5-WORK(RED) TB3-14 (BRN) TB3-13(ORN) TB5-TORCH(BLK) P1-1 P1-2 P1-3 P1-6 J2 1 8 Not Used 9 Not Used 10 TB3-23 (BLK) 11 Not Used 12 Not Used 13 Not Used VIEW E-E 14 Not Used 15 Not Used 16 Not Used K3-T2 WHT R1-1 BLK K3-L1 BLK TB3-3 ORN C1-1 BLU K3-L2 WHT E J1 PCB2 BLU BLU BLU ZD4 K3-T3 WHT R7-2 ORN 1 TB3-4 WHT TB4-2 WHT 2 2 1 1B TB5 2 2 K3 T 2 F K3-L3 WHT BLU 2 3 2 L K3-T3 BLK L1-H2 BLK BLU R10 K3-T3 (BLK) E S2-6 (ORN) MOD1 SH1-1 (GRY) 3A J2 F 1 1 1 R9 R8 R7 1 TB4 R1 PLC1 J2-7 (WHT) PLC1 P2-6 (BLK) K3-B(WHT) TB3-22 (WHT) 1 2 GND PLC1 J2-2 (WHT) TB4 T2 6-14 PT-24 Precision Plasma System IEFC-S -CE SECTION 6 TROUBLESHOOTING Wiring Diagram – Precision Plasma Power Source - CE Part 4 Note: PLC1 (connection) refers to an area located on an enclosure that housed the former Programmable Logic Controller. This plasma power supply is CNC (cutting machine) controlled and does not use a PLC. MOD1 TB2 CB1-2(GRY) M1-1(BLK) 2 1 S1-6(RED) MOD1 MOD1 P4 1 MOD1 P4-7 (RED) 2 2 TB3-15 (RED) F3 3 TB4 SEE DETAIL TB2 4 5 TB3-11(RED) 6 TB3-12(VIO) 7 F3-1(RED) TB3 PA P4 1 8 9 1 TB3 WORK TB3-19 (YEL) 10 10 TB3-18 (VIO) 1 TORCH 2 J3 3 1 T1-X5(YEL) 4 2 T1-X6(YEL) 5 3 T1-X14(GRY) 4 T1-X15(BLK) 5 T1-X16(GRY) 6 T1-X11(WHT) 1 7 T1-X12(RED) J4 8 T1-X13(WHT) PLC J1-1 (BRN) J2-N (BRN) PLC1 J1-2 (GRY) J2-M (GRY) J2-S (ORN) K3-A (ORN) J2-T (WHT) K3-B (WHT) J2-P (BLK) & PLC1 J1-5 (BLK) & TB3-20 (BLK) J2-G (VIO) 6 J3 1 7 8 8 9 10 11 16 12 J4 13 1 T1-X8 (BLU) 14 2 T1-X7 (BLU) 15 3 T1-X4 (BRN) 16 4 T1-X3 (BRN) 17 5 K4-A (BLK) 18 6 K4-B (WHT) 19 7 T1-X10 (ORN) 20 8 T1-X9 (ORN) 21 9 T1-X2 (VIO) 22 10 T1-X1 (VIO) 23 11 K1-A (GRY) 24 12 K1-B (BLU) 13 J4-14 (BLK) 14 J4-13 (BLK) 15 FS1-2 (RED) 16 FS1-1 (RED) MOD1 P4-5(RED) J2-L(RED) MOD1 P4-6(VIO) J2-J(VIO) PCB2 P1-2 (ORN) J2-C (ORN) PCB2 P1-3 (BRN) J2-H (BRN) J2-U (VIO) & PLC1 J1-3 (VIO) PLC1 J1-8 (BLK) & J2-V (BLK) F3-2 (RED) MOD1 P4-10 (VIO) J2-E (VIO) MOD1 P4-9 (YEL) J2-F (YEL) PLC1 J1-7 (BLU) J2-A (BLU) & TB3-5 (BLK) PLC1 J1-9 (GRY) J2-B(GRY) TB4-1 (WHT) J2-K (WHT) PLC1 J2-10 (BLK) J2-D(BLK) PLC1 J2-1 (RED) J2-R (RED) REAR VIEW WITH REAR PANEL REMOVED PT-24 Precision Plasma System IEFC-S -CE 6-15 SECTION 6 TROUBLESHOOTING Wiring Diagram – Precision Plasma Power Source - CE Part 5 MOD1 P1 Note: PLC1 (connection) or PLC MOD refers to a location that housed the former Programmable Logic Controller. This plasma power supply is CNC (cutting machine) controlled and does not use a PLC. P3 P2 SH1 1 PCB1 P4-3(RED) 1 1 PCB1 P4-3 (RED) 1 R10-1 (GRY) 2 PCB1 P4-4(YEL) 2 2 PCB1 P4-4 (YEL) 2 TB5-WORK(BLK) 3 PCB1 P4-15(BLU) 3 3 PCB1 P4-15 (BLU) 4 PCB1 P4-16(ORN) 4 4 PCB1 P4-16 (ORN) 5 PCB1 P1-13 (BLK) 5 5 TB6-6 (BRN) 6 PCB1 P1-14 (RED) 6 6 TB6-8 (GRY) 7 PCB1 P3-18 (BLU) S3-4 (BLU) 7 8 PCB-TP P1-1 (YEL) 9 R2-3 (ORN) NOT USED 8 7 PCB1 P4-11 (RED) 8 PCB1 P4-12 (BLK) 9 PCB1 P4-13 (VIO) 10 10 PCB1 P4-14 (YEL) 11 11 12 12 13 13 14 PCB1 P9-1 (RED) 14 15 PCB1 P9-3 (BLK) 15 16 16 R3 PCB1 P7-3(RED) MOD1-TB3-1 (RED) 1 2 3 4 5 6 7 8 MOD1 P3-6(GRY) S3-6(GRY) S3-3(ORN) P1 6 8 C2-2 (WHT) PCB1 P3-17 (YEL) MOD1 P3-5(BRN) TB5-PA (YEL) C2-1 (YEL) R6 MOD1 WHT T1 T2 T3 R5 MOD1 P1-8 (YEL) TB6 R4 1 P1 1 K2 ZD2 PCB-TP A L1 L2 L3 B 1 P3 1 K2-L3 (BLU) K3-L3 (BLU) R13 R11 R12 2 SH1 K2-T1(YEL) K2-T3(WHT) 1 D1 8 1 PLC MOD P2 2 1 R14-1 (GRY) TB6-2(RED) TB5-TORCH(BLK) R15-2 (RED) P1 1 C1 16 PLC1 MODULE P3 C2 10 P2 1 16 L1-H1 (BLU) PLC1 P2-10 (RED) SEE DETAIL C1-1 (BLU) 1 2 3 4 5 6 7 8 PLC1 P2-9 (VIO) WHT TB6 P3 1 P2 1 PCB1 P2-15(YEL) 2 PCB1 P2-16(YEL) 3 PCB1 P2-8(GRY) 4 PCB1 P2-9(RED) 5 PCB1 P2-10(GRY) 6 PCB1 P10-4(WHT) 7 PCB1 P10-3(BLK) 8 PCB1 P10-5(WHT) PCB1 P2-14 (BLU) TB3 8 1 PCB1 P4-1 (BRN) 1 P4-10 (VIO) 1 2 PCB1 P4-2 (GRY) 2 P4-9 (VIO) P4 1 3 PCB1 P4-7 (YEL) 2 PCB1 P2-13 (BLU) 16 3 PCB1 P2-12 (BRN) 4 PCB1 P2-11 (BRN) K2-A (VIO) 3 4 5 PCB1 P5-1 (BLK) 4 6 PCB1 P5-2 (VIO) 5 PCB1 P7-1(BLK) 7 P4-15 (RED) 6 P4-5 (BLK) 8 PCB1 P4-8 (ORN) 7 P4-6 (WHT) 9 P4-16 (BRN) 8 10 P4 MOD1 TB3-1 (RED) 2 2 R15 1 D1(-) GRY R14 1 9 5 PCB1 P2-6 (BLK) 6 PCB1 P2-7 (WHT) P2-9 (BLK) 7 PCB1 P2-5 (ORN) 8 PCB1 P2-4 (ORN) 9 PCB1 P2-2 (VIO) 10 K2-B(RED) P2-5 (BLK) 11 PLC1 P2-2 (VIO) 12 10 PCB1 P2-1 (VIO) 11 PCB1 P3-1 (GRY) 12 PCB1 P3-2 (BLU) 13 PCB1 P1-3 (RED) 13 PLC1 P2-1 (VIO) 14 15 16 FRONT VIEW WITH FRONT PANEL REMOVED 6-16 PT-24 Precision Plasma System IEFC-S -CE 14 PCB1 P1-2 (BRN) 15 PCB1 P1-7 (RED) 16 PCB1 P1-9 (BRN) SECTION 6 TROUBLESHOOTING Page Intentionally left blank. PT-24 Precision Plasma System IEFC-S -CE 6-17 SECTION 6 TROUBLESHOOTING 6.9 Power Module Schematic - CE Version Part 1 J2 T1 P5-4 X2 X1 12V X4 X3 18V X6 X5 12V X12 X11 20V X8 X7 24V R1 P2-1 MOV1 P3-3 P3-4 P3-2 (+) FN3 50W (+) MOV2 MOV3 R2 BR1 C ~ 1.5K 100W C1 C4 .22 uf 3300uf E2 450V G2 275V 4 A ~ B ~ 3 275V B P6-9 P2-4 + 275V P1-11 P1-12 P3-1 SCR1 P1-3 1 L O A D L I N E ØB 1 G P1-4 X10 X9 25 A P6-1 P2-11 FN1 ØA P1-2 P2-14 120V 2 H1 P1-1 P1-5 N1 TB2-1 P2-5 P2-6 P1-6 PCB1 PLASMA PROCESS CONTROL BOARD + FN5 P6-4 P6-5 P1-9 N2 M1 P6-7 P2-2 P1-10 P2-3 P5-3 - H3 TB2-2 1 2 3 4 5 6 7 8 E2 C6 1KV - 1uf PCB2 C2 ØC C 1uf C5 630V 3300uf FN2 Q1 600V C2E1 E1 G1 450V C3 C1 1uf H1 L1 H2 P.F.C. INDUCTOR 6-18 630V (-) 2 (-) PT-24 Precision Plasma System IEFC-S -CE 3 SECTION 6 TROUBLESHOOTING Power Module Schematic Page 2 J1 1 2 3 4 5 6 7 8 9 10 J3 P6-11 P6-2 P6-10 J4 10 9 8 P1-8 P1-7 P2-13 P6-14 P6-13 P2-12 P5-5 P5-6 P6-12 P4-3 P4-4 P4-2 P4-1 PCB1 PLASMA PROCESS CONTROL BOARD P5-2 1 .022uf .022uf 250VAC 250VAC P5-1 2 TS1 2 C17 TS2 1 7 6 5 1 E2 E2 C7 G2 PCB3 Q2 1uf 600V 2 C9 1 40uf 400WVDC C8 C2E1 40uf 400WVDC E1 G1 L3 R3 10K FN4 .047uf 660V 2W C1 T3 H1 R4 20 50W 2 3 X1 R5 C12 .01uf 630V 20 50W C14 .01uf 630V C11 X2 .033uf 1KWVDC CUR XFMR X1 T2 H2 X2 R7 R6 20OHM 25W D1 ~ (-) R8 20OHM 25W (+) ~ D2 20OHM 25W (-) C13 .01uf 630V (+) 2 FEEDBACK SHUNT SH1 1 (+) PILOT ARC 2 1 4 3 3 4 C16 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 C15 .01uf 630V R9 20OHM 25W L2 OUTPUT INDUCTOR TB3-1 PT-24 Precision Plasma System IEFC-S -CE (-) 6-19 SECTION 6 TROUBLESHOOTING 6.10 Power Module Wiring Diagram – CE Version PAGE 1 6-20 PT-24 Precision Plasma System IEFC-S -CE SECTION 6 TROUBLESHOOTING Power Module Wiring – CE Version PAGE 2 PT-24 Precision Plasma System IEFC-S -CE 6-21 SECTION 6 TROUBLESHOOTING 6-22 Wire Numbers 9 7 2 1 4 3 6 5 1 2 3 4 5 6 7 8 1 2 3 4 5 6 7 8 6.11 Torch Manifold Plasma 2 Plasma 1 Shield 2 Shield 1 Shield 1 & Shield 2 Common Plasma 1 & Plasma 2 Common Argon Common Argon PT-24 Precision Plasma System IEFC-S -CE SECTION 7 REPLACEMENT PARTS 7.1 General Always provide the serial number of the unit on which the parts will be used. The serial number is stamped on the unit nameplate. 7.2 Ordering To ensure proper operation, it is recommended that only genuine ESAB parts and products be used with this equipment. The use of non-ESAB parts may void your warranty. Replacement parts may be ordered from your ESAB Distributor or from: ESAB Cutting Systems GMBH Robert-Bosch-Strasse 20 Postfach 1128 D-61184 Karben 1 Phone 011-49-6039-400 Fax 011-49-6039-403-02 http://www.esab.de ESAB Welding and Cutting Products ATTN: Customer Service Department PO Box 100545 Ebenezer Road Florence, SC USA 29501-0545 Phone (843) 664-4405 (800) ESAB-123 (372-3123) ESAB Cutting Systems - Canada 6010 Tomken Road Mississauga, Ontario, Canada L5T 1X9 Phone (905) 670-0220 Fax (905) 670-4879 Be sure to indicate any special shipping instructions when ordering replacement parts. Refer to the Communications Guide located on the last page of this manual for a list of customer service phone numbers. PT-24 Precision Plasma System IEFC-S 7-1 SECTION 7 REPLACEMENT PARTS 7.3 Plasmarc Power Source-Exterior Components 1 3 2 4 5 6 7-2 PT-24 Precision Plasma System IEFC-S SECTION 7 Item Number 1 REPLACEMENT PARTS Part Number Elec. Symbol Description 35925YL Cover-Top 2 995227 Label Warning-Exposed High Volt 3 2091514 Label Warning 4 35924YL Panel, Side 5 61328087 Screw, HMH ¼-20 X .50 L 6 13734588 Logo ESAB Clear PT-24 Precision Plasma System IEFC-S 7-3 SECTION 7 REPLACEMENT PARTS 6 5 4 3 2 1 7 8 10 9 See "TEE" Detail Page 7-12 7-4 PT-24 Precision Plasma System IEFC-S SECTION 7 REPLACEMENT PARTS Item Number 1 Part Number 672508 Symbol (Elec-Ay) S1 Description Switch Toggle 2PST 2 Pos 15A 2 951061 AM1,VM1 Meter LED 5VDC 3 954928 4 951061 AM1,VM1 5 634518 S2,3 6 2062018 R2 7 32286GY Panel Front 8 See Below Gauge 200 PSI 9 952182 10 36346GY Overlay, Control Panel CNC Meter LED 5VDC Switch Toggle DPDT 2 Pos 15A Pot LIN 10.0K 2.00W 0.63L 1 turn Spout Remote Filler w/Cap BRKT, Remote Filler Refer to Console Serial Number to determine which gauge to order. Gauges require different hole sizes in front panel and are not interchangeable. • Console with serial number in PxxJ348xx format require gauge P/N 0558004488 • All others use P/N 598481 NOTICE P/N 598481 P/N 0558004488 PT-24 Precision Plasma System IEFC-S 7-5 SECTION 7 REPLACEMENT PARTS 1 11 2 10 3 9 13 4 CE 12 5 8 6 7 7-6 PT-24 Precision Plasma System IEFC-S SECTION 7 REPLACEMENT PARTS Item Number 1 Part Number Symbol (Elec-Ay) Description 2 952209 3 97W63 4 23610197 5 950874 CB2 6 952137 F4 7 32202GY 8 58V75 Adaptor B/A-W F ¼ NPTM BKHD 9 954599 Label Rating Precision Plasma 10 950829 11 950937 Strain Relief 12 13730763 Plate, Serial 13 954565 Door Access Rear 35928GY J2 Conn Box Recpt 19 FS SH 3 Strain Relief Plug Hole .875 Dia. .125 CT Nyl BK Circuit Breaker 7 AMP Fuse 7A 500 VAC Fast Acting Panel Rear CB1 Circuit Breaker 3 AMP Label “CE” logo (CE version only) PT-24 Precision Plasma System IEFC-S 7-7 SECTION 7 REPLACEMENT PARTS 7.4 Plasmarc Power Source-Internal Components 15 16 18 17 5 4 6 7 8 3 2 9 10 1 12 13 11 7-8 PT-24 Precision Plasma System IEFC-S 14 SECTION 7 REPLACEMENT PARTS Item Number 1 Part Number 2 950487 3 9639533 4 38103 950096 952053 952034 952030 952032 952205 Symbol (Elec-Ay) Description Base, Precision Plasma 35920GY TB4 Term Block 2 pos Bushing, Snap .88 I.D. X 1.09 MH X .45 L PCB1 PCB1 P9,7 PCB1 P10 PCB1 P1,3,4 PCB1 P2 PCB1 P5 PCB Isolation AMP Housing Contact, Crimp 3 pin Standoff #6-32 X .88 L Plug 5 Pos Plug 18 Pos Plug 16 Pos Receptacle P/C 4 Pos Panel, Control 5 37345GY 6 673458 K2,K3 Contactor, 3P 40A 110VAC 7 951209 PCB2 Board, PC Startup 8 17300020 R1,7,8,9 9 17300931 R10 10 37355GY 11 952012 12 35682 13 952179 Tank, Water 14 952013 Caster Swivel 15 71200732 16 952095 17 951061 AM1,VM1 Meter, LED 5VDC 18 38103 PCB1 PCB Isolation AMP Resistor 300W 20ohm 10% Resistor 300W 3.1 OHM 10% Bracket, Resistor Pilot Arc Caster Fixed T2 XFMR Auto Adhesive, SIRBR Clr Spacer, LED PT-24 Precision Plasma System IEFC-S 7-9 SECTION 7 REPLACEMENT PARTS 4 3 16 2 1 8 12 9 1 5 6 10 7 11 13 7 14 15 7-10 PT-24 Precision Plasma System IEFC-S SECTION 7 REPLACEMENT PARTS Item Number 1 Part Number 952026 Symbol (Elec-Ay) TB2 Description 2 673502 K1 3 672002GY 4 2062334 5 36417GY 6 951215 7 951347 8 13735308 9 0558002158 10 33550 11 37805 12 32203GY Bracket, Auto XFMR 13 182W82 Elbow 90 DEG. ¼ NPT 14 10Z30 Adaptor, B/A-W M ¼ NPTM 15 950179 Tee, Pipe Branch ¼ Brs 16 37359 MOD1 37360 MOD1(CE) Terminal Block Contactor 3 Pole 75A Shroud, Fan M1 Motor, Fan Shroud, Fan M2 Motor, Carb 1/3 Hp Pump, Carb w/Strainer K4 Relay Enclose DPDT 120VAC 20A Kit, Wire Primary Bracket, Motor T3 Auto XFMR Module, Power Module, Power – CE Version PT-24 Precision Plasma System IEFC-S 7-11 SECTION 7 REPLACEMENT PARTS 15 5 6 8 9 4 1 7 10 11 2 2 3 12 10 3 12 13 14 15 44" Long “TEE” Detail 7-12 16 X5 PT-24 Precision Plasma System IEFC-S SECTION 7 REPLACEMENT PARTS Item Number 1 Part Number Symbol (Elec-Ay) Description 2 950001 3 21124 Valve, Check Assy 4 36539 Hose, Assy Flowswitch To Core 5 90858009 TBG, Nylobrade 3/8 I.D X .625 O.D. 6 36418 Hose Assy Tank Bottom- Pump Inlet 7 36423 Hose Assembly Out to Gauge 8 90858007 Tubing, Braided .625 Dia 9 90858009 TBG, Nylobrade 3/8 I.D X .625 O.D. 10 10Z30 11 182W82 12 58V75 Adaptor, B/A-W F ¼ NPTM BKHD 13 952182 Spout, Remote Filler w/Cap 14 952181 Tee, Plastic Pipe 15 952179 Tank, Water 16 994471 Clamp, Hose W/D .50 Dia X 1.06 SS Hose, Assy Pump Outlet- Torch out 36538 FS1 Switch, Flow .25 GPM SPSTB Adaptor, B/A-W M ¼ NPTM Elbow 90 Deg. ¼ NPT PT-24 Precision Plasma System IEFC-S 7-13 SECTION 7 REPLACEMENT PARTS 10 6 5 4 3 7 2 9 7 1 8 7-14 PT-24 Precision Plasma System IEFC-S SECTION 7 REPLACEMENT PARTS Item Number 1 Part Number Symbol (Elec-Ay) Description 13735961 Heat Exchanger 2 950823 Bushing, Snap 3 950167 Grommet, Rub 1.12 I.D. X 1.50 O.D. X .06 W 4 995103 TB3 Terminal Block 24 POS 15A 5 35919 TB5 Board, Terminal Output 6 2017483 F3 7 92W57 Grommet, Rub .63 I.D. X .88 O.D. X .06 W 8 639533 Bushing, Snap .88 I.D. X 1.09 MH X .45 L 9 35930GY 10 2234891 Holder, Fuse BRKT, Heat Exchanger MOD1 P4 Plug, 10 Pos PT-24 Precision Plasma System IEFC-S 7-15 SECTION 7 REPLACEMENT PARTS 6 13 5 7 8 4 9 3 10 2 11 1 12 7-16 PT-24 Precision Plasma System IEFC-S SECTION 7 REPLACEMENT PARTS Item Number 1 Part Number 2 17750020 3 36527GY 4 951161 C1,2 Cap, Metpoly 20uf 400VDC 5 673458 K2,3 Contactor, Pilot Arc 3P 40A 6 2234521 Plug, 16 Pos 7 2234877 P4,MOD1 P1,PLC1 P2 PLC1 J1 Receptacle, 10 Pos 2234518 MOD1 P3, 4, PLC1 P1 J3 2234520 P3 Plug, 8 Pos 2234521 P1,PLC1 P2 Plug, 16 Pos 2234519 J4, PLC1 J2 Receptacle, 16 Pos 2234519 J4, PLC1 J2 Receptacle, 16 Pos 2214521 P1,PLC1 P2 Plug, 16 Pos 11 635686 TB6 Terminal Strip, 8 Pos 12 647065 L1 Choke Signal #Ch12 13 38193 PCB-TP 9 10 Description Bushing, Snap 950823 2234891 8 Symbol (Elec-Ay) R11,12 Res 20 ohm 50W Cover, Terminal Board Plug, 10 Pos Receptacle, 8 Pos Printed Circuit Board Trim Pot PT-24 Precision Plasma System IEFC-S 7-17 SECTION 7 REPLACEMENT PARTS 7.5 Power Source Power Module 4 3 2 5 6 1 7 7-18 PT-24 Precision Plasma System IEFC-S SECTION 7 REPLACEMENT PARTS Item Number 1 Part Number Symbol (Elec-Ay) 35914GY Base Power Module 2 37102 Bracket, PCB KYDEX 3 35918 Wire Kit, Power Module 4 951339 951340 5 37101GY 6 951981 7 35700 L1 Inductor, Power Factor 35701 L1 Inductor, Power Factor PCB1 P1, 5 PCB1 P2, 6 Description Plug, Female 12 Position Plug, Female 14 Position Deck, Power Module Heat Sink PT-24 Precision Plasma System IEFC-S 7-19 SECTION 7 REPLACEMENT PARTS A 9 CE only 2 3 4 1 10 CE only 5 A 6 8 7 Section A-A 7-20 PT-24 Precision Plasma System IEFC-S SECTION 7 REPLACEMENT PARTS Item Number 1 Part Number 2234877 Symbol (Elec-Ay) J3,4 Description 2 951182 M1 Fan, Axial 3 950487 TB2 Terminal Strip 2 Position 4 950823 5 35700 L1 Inductor, Power Factor 6 17280215 R2 Resistor 1.5K OHM 100W 7 35680 L2 Inductor Assembly Output 8 35681 T3 Transformer Assembly, Main 9 952160 FN5 Filter Inductor, Single Phase – CE Version only 10 952612 FN1 Filter EM1 – CE Version only Block Terminal 10 Position Bushing, Snap PT-24 Precision Plasma System IEFC-S 7-21 SECTION 7 REPLACEMENT PARTS 3 4 5 2 1 6 7 7-22 PT-24 Precision Plasma System IEFC-S SECTION 7 REPLACEMENT PARTS Item Number 1 Part Number 2234518 Symbol (Elec-Ay) J2 Description 2 38047 SH1 3 2234519 J1 4 35917GY 5 951981 6 2234877 J3, 4 Block Terminal, 10 Position 7 674156 TB3 Adaptor Block Terminal, 8 Position Shunt, Feedback Block Terminal, 16 Position Baffle Heatsink Heatsink PT-24 Precision Plasma System IEFC-S 7-23 SECTION 7 REPLACEMENT PARTS C 14 12 13 10 11 10 29 8 9 7 6 15 5 28 CE units only 16 4 17 3 18 19 2 20 1 19 21 7-24 22 21 23 24 21 25 26 PT-24 Precision Plasma System IEFC-S 27 SECTION 7 REPLACEMENT PARTS Item Number 1 Part Number 2 951978 952611 951192 951833 3 35794 4 951979 951196 SCR1 SCR 90A Pad Thermal SCR Module 5 951980 Q1,2 IGBT 300A 600V 6 17750020 951194 R4,5 Resistor 20OHM 50W NI Pad Thermal Power Resistor 50W 7 647345 8 17250005 R1 9 951940 C6,7 Capacitor 1uf 600VDC 10 951983 C4,5 Capacitor 3300 uf 11 35793 Busbar IGBT (-)/Capacitor 12 950823 Bushing Snap .687 13 35792 Busbar IGBT (+)/Capacitor 14 35844 Nomex Insulator 15 951191 951980 35940 Symbol (Elec-Ay) T1 BR1 Description Transformer Control Bridge Diode 3PH 130A Bridge Diode 3 PH Pad Thermal Bridge Pad Termal IGBT 1200V Busbar Input Bridge Bushing Snap 1.31 I.D. X 1.5 MH .44 L Q1,2 Resistor 5OHM 50W Pad Thermal IGBT 1200V IGBT 300A 600V 16 35799 Wire Kit Module 17 35918 Busbar Shunt 18 639533 R6,7,8,9 19 17721020 D1,2 20 951185 Module Diode 100A 600V 21 647345 Bushing Snap 1.31 I.D. X 1.5 MH .44 L 22 36873 23 952255 24 36872 T2 25 32958 TS1,2 26 950711 27 35799 37141 C1 C3 28 952157 FN2,3 29 38052 PCB2,3 C8,9 Bushing Snap .875 I.D. X 1.093 MH Resistor 20 OHM 25W NI Busbar Capacitor/IGBT Capacitor Film 40uf 400VDC Busbar Capacitor Transformer, Current Switch Thermal 194 Deg. F. Wire Kit Wire Kit Filter - CE Version only IGBT Driver PT-24 Precision Plasma System IEFC-S 7-25 SECTION 7 REPLACEMENT PARTS 7.6 IEFC-S Gas Console Replacement Parts 1 VALVE 1 PLASMA 1 3 AIR 1 AIR2 VALVE 2 PLASMA 2 3 ARGON O2-2 2 VALVE 3 SHIELD 1 3 N2-3 VALVE 4 SHIELD 2 N2-1 N2-2 3 H-35 P4-A 12 3 1 P4-B METHANE 12 ANALOG CARD D 1 ANALOG CARD C 10 OUTPUT CARD B P3 OUTPUT CARD A K2 K2-A K2-B FUSE 1 1 7-26 O2-1 4 PT-24 Precision Plasma System IEFC-S 5 SECTION 7 REPLACEMENT PARTS IEFC-S Gas Console P/N 0558003641 Item Number Part Number 1 0558002074 2 2237924 3 56996230 4 2237927 5 2237927* Symbol (Elec-Ay) Description IIEFC-S Manifold Assembly without Proportional Valves ASIOB Control System Motherboard ASIOB Relay Output Card ASIOB Analog Output Card “C” ASIOB Analog Output Card “D” *Note: Item 5 1 of 2 Analog Cards, “D”, is a modified ASIOB Analog Output Card PT-24 Precision Plasma System IEFC-S 7-27 SECTION 7 REPLACEMENT PARTS 7.7 IEFC-S Gas Console Manifold Assembly w/o prop. valves - P/N 0558002074 1 9 8 2 10 3 AIR 1 AIR 2 4 ARGON 5 O2-1 O2-2 4 6 N2-3 N2-2 H-35 PS5 7 N2-1 6 METHANE 12 P4 A PS1 1 Bottom View PS2 12 PS3 P4 B 1 PS4 1 P3 10 7-28 PT-24 Precision Plasma System IEFC-S SECTION 7 REPLACEMENT PARTS Item Number 1 Part Number Quantity Description 0558002074 1 Manifold Assembly without Proportional Valves 2 952921 10 Valve, Solenoid 2-way, Man Mt. O2. S2 24/60 1/8 Or. 3 10Z30 1 Pipe Ftg Brass, Adptr ¼ MNPT X Male 5/8 –11 Hose 4 74S76 1 Pipe Ftg Brass, Adptr ¼ FNPT X Female 5/8 –11 Hose 5 3389 2 Pipe Ftg Brass, Adptr ¼ MNPT X 9/16-18 Male Hose 6 3390 2 Pipe Ftg Brass, Adptr ¼ MNPT X 9/16 LH Male Hose 7 952920 4 Switch, Pressure, 50PSI Non Adj, N.O. Wire Leads 8 0558002070 1 Valve, Prop., Analog 0-9 Bar 0-10v M.Mt 4-20MA N2 9 0558002071 2 Valve, Prop., Analog 0-9 Bar 0-10v M.Mt 4-20MA O2 10 0558002254 1 Valve, Prop., Analog 0-6 Bar 0-10v M.Mt 4-20MA H2 PT-24 Precision Plasma System IEFC-S 7-29 SECTION 7 REPLACEMENT PARTS 7.8 IEFC-S Ignition Console Replacement Parts X1 X2 X3 2 1 PILOT ARC TORCH A A PLASMA 1 ARGON SHIELD 1 PLASMA 2 SHIELD 2 SECTION A-A 7-30 PT-24 Precision Plasma System IEFC-S SECTION 7 REPLACEMENT PARTS Item Number 1 Part Number Symbol (Elec-Ay) Description 674969 PCB Special Function Filter 2 37401 Electrode, Spark Gap w/Solder Lug PT-24 Precision Plasma System IEFC-S 7-31 SECTION 7 REPLACEMENT PARTS 7.9 PT-24 Torch Assembly IFC Series P/N 0558002396 20 18 14 13 Shield 1 IN Orange Shield 1 OUT Orange Shield 2 IN Black 10 6 Plasma 2 IN Yellow 9 Plasma 2 OUT Yellow 8 11 7 12 Argon IN Red 4 Plasma 1 OUT Blue 3 5 Plasma 1 IN Blue 19 2 15 .284" HEX for Electrode 1 21 5/8 - 18 L.H. (Ref) 3/8 - 24 L.H. (Ref) 22 23 .189" HEX for Cooling Water Tube 17 Silcone Lubricant Not Shown 24 Krytox AntiSeize 25 Torch Start -Up Kit 26 Torch Spare Parts Kit 7-32 PT-24 Precision Plasma System IEFC-S SECTION 7 REPLACEMENT PARTS Item Number Part Number Symbol (Elec-Ay) Description 1 21758 Body & Tube Assembly PT-24 Torch 2 22568 Sleeve, Torch PT-24 3 22381 Gas Line Start Blue 4 22380 Gas Line Cut Yellow 5 22382 Gas Line Shield Orange/Red 6 See Process Data Swirl Baffle (See Process Data) 7 See Process Data Nozzle (see Process Data) 8 22007 Retainer/Diffuser 9 22010 Insulator Shield Cup 10 21712 Insulator Shield Retainer 11 21539 Electrode 250 AMP 12 22531 Cup Shield w/Retainer 13 0558002340 14 22375 Protector Gortiflex Sensor 7LG 15 21765 Tool Electrode & Nozzle 17 77500101 LUB Grease DOW DC-111 (NOT Shown) 18 2234133 Clamp, Worm Drive 19 996565 Clamp, Hose 20 0558002510 PT-24 Cable Bundle Assembly 4.5 Ft. 0558002511 PT-24 Cable Bundle Assembly 12 Ft. 0558002512 PT-24 Cable Bundle Assembly 17 Ft. Torch Ar Gas Manifold PT24 IFC 21 21739 Check Valve Body 22 21740 Ball 23 21741 Spring 24 73585064 Dupont Krytox 2 oz tube 25 73585065 37609 Dupont Krytox 8 oz tube PT-24 Start-up Kit (Quantity of each) Nozzle “A”(2); Nozzle “B”(2); Nozzle “C”(2); Nozzle “D”(2); Nozzle “E”(2); Swirl Baffle 15A(1); Swirl Baffle 30A(1); Swirl Baffle 50/70A(1); Lubricant(1); Electrode and Nozzle Tool(1); Shield Insulator Cup(1); O-ring 1.239 x 0.07(1); O-ring 0.614 X 0.07(1), O-ring 1.498 X 0.07(1); Electrode(5) 26 56996213 21536, 21539 21541, 21542 21543, 21692 21693, 21725 21765, 21923 22007, 22101 22531, 86W62 638797, 950714 Torch Spare Parts Kit (Quantity of each) Swirl Baffle(2), Oxy Electrode(5) Nozzle “B”(5), Nozzle “C”(5) Nozzle “D”(5), Swirl Baffle 50/70A(2) Retainer Shield Cup(1), Water Baffle(1) Electrode and Nozzle Tool(1), Nozzle “E”(3) Retainer diffuser Nozzle(1), Shield Insulator Cup(3) Shield(6), O-ring 1.239 x 0.07(3) O-ring 0.614 X 0.07(3), O-ring 1.498 X 0.07(3) PT-24 Precision Plasma System IEFC-S 7-33 SECTION 7 REPLACEMENT PARTS 7.10 Torch Ar Gas Manifold PT24 IFC 1 2 3 4 5 6 7 8 2 1 2 3 4 5 6 7 8 3 Plasma 2 Plasma 1 Shield 2 Shield 1 Shield 1 & Shield 2 Common Plasma 1 & Plasma 2 Common Argon Common Argon 1 7-34 PT-24 Precision Plasma System IEFC-S SECTION 7 REPLACEMENT PARTS Item Number 1 Part Number Symbol (Elec-Ay) 0558001502 Flange 2 952921 2 Way Solenoid Valves 3 593985 O-Ring PT-24 Precision Plasma System IEFC-S Description 7-35 SECTION 7 REPLACEMENT PARTS 7.11 PT-24 IFC Interface Cables 11 10 20 9 8 7 12 6 5 4 3 1 2 CH4 7-36 N2 O2 Ar Air PT-24 Precision Plasma System IEFC-S SECTION 7 REPLACEMENT PARTS Item Number Part Number 1 Reference Gas Supply Lines 2 Reference Main Power Cable 3 Reference 120 VAC/24 VDC Cable 4 Reference Process ASIOB Cable 5 Reference 6 8 22428 21905 22504 21906 22505 21907 0560987422 0560987423 0560987424 0560987425 0560987426 Reference Height Control ASIOB Cable (comes from a junction with process ASIOB cable inside the flow control 3,7m (12 ft.) Power Bundle 7,6m (25 ft.) Power Bundle 12,2, (40 ft.) Power Bundle 18,3m (60 ft.) Power Bundle 24,4m (80 ft.) Power Bundle 30,5m (100 ft.) Power Bundle 3,1m (10 ft.) Power supply I/O cable 6,1m (20 ft.) Power supply I/O cable 9,1 (30 ft.) Power supply I/O cable 18,3m (60 ft.) Power supply I/O cable 30,5m (100 ft.) Power supply I/O cable Ground Cable 9 30741 10 0558002510 0558002511 0558002512 7 Description Work Cable 2,13m (4.5 ft.) Torch Bundle (5 Hose) 5,7m (12 ft.) Torch Bundle (5 Hose) 9,4m (20 ft.) Torch Bundle (5 Hose) Note: Torch Bundle includes items below 0558002502 0558002503 0558002504 2,13m (4.5 ft.) Gas Tube Assembly (5 hoses) 5,7m (12 ft.) Gas Tube Assembly (5 hoses) 9,4m (20 ft.) Gas Tube Assembly (5 hoses) 21761 22424 0558002505 2,13m (4.5 ft.) Power Cable 5,7m (12 ft.) Power Cable 9,4m (20 ft.) Power Cable 21762 22425 0558002509 2,13m (4.5 ft.) Pilot Arc Cable 5,7m (12 ft.) Pilot Arc Cable 9,4m (20 ft.) Pilot Arc Cable 0558002506 0558002507 0558002508 2,13m (4.5 ft.) Solenoid Cable 5,7m (12 ft.) Solenoid Cable 9,4m (20 ft.) Solenoid Cable 11 Reference 12 0558003642 0558003643 0558003644 Height Control I/O Cable 3m Remote Interconnecting Bundle 6m Remote Interconnecting Bundle 9m Remote Interconnecting Bundle PT-24 Precision Plasma System IEFC-S 7-37 SECTION 7 REPLACEMENT PARTS Notes: 7-38 PT-24 Precision Plasma System IEFC-S REVISION HISTORY 1. Revision of 02/05 - updated process data page for 16 amps , carbon steel. New data for shield gas, arc voltage, travel speed. Customer // Technical Support (843) 664-4405 (800) ESAB-123 (372-2123) ESAB Welding and Cutting Products PO BOX 100545 Ebenezer Road Florence, SC 29501-0545 http://www.esab.com ESAB Cutting Systems – Canada 6010 Tomken Road Mississauga, Ontario Canada L5T 1X9 Phone: (905) 670-0220 Fax: (905) 670-4879 ESAB Cutting Systems GMBH Robert-Bosch-Strasse 20 Postfach 1128 D-61184 Karben 1 Phone 011-49-6039-400 Fax 011-49-6039-403-02 http://www.esab.de Printed in U.S.A-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
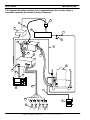 40
40
-
 41
41
-
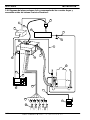 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108
-
 109
109
-
 110
110
-
 111
111
-
 112
112
-
 113
113
-
 114
114
-
 115
115
-
 116
116
-
 117
117
-
 118
118
-
 119
119
-
 120
120
-
 121
121
-
 122
122
-
 123
123
-
 124
124
-
 125
125
-
 126
126
-
 127
127
-
 128
128
-
 129
129
-
 130
130
-
 131
131
-
 132
132
-
 133
133
-
 134
134
-
 135
135
-
 136
136
-
 137
137
-
 138
138
-
 139
139
-
 140
140
-
 141
141
-
 142
142
-
 143
143
-
 144
144
-
 145
145
-
 146
146
-
 147
147
-
 148
148
-
 149
149
-
 150
150
-
 151
151
-
 152
152
-
 153
153
-
 154
154
-
 155
155
-
 156
156
-
 157
157
-
 158
158
-
 159
159
-
 160
160
-
 161
161
-
 162
162
-
 163
163
-
 164
164
-
 165
165
-
 166
166
-
 167
167
-
 168
168
-
 169
169
-
 170
170
-
 171
171
-
 172
172
-
 173
173
-
 174
174
-
 175
175
-
 176
176
-
 177
177
-
 178
178
-
 179
179
-
 180
180
-
 181
181
-
 182
182
-
 183
183
-
 184
184
-
 185
185
-
 186
186
-
 187
187
-
 188
188
-
 189
189
-
 190
190
-
 191
191
-
 192
192
-
 193
193
-
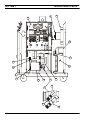 194
194
-
 195
195
-
 196
196
-
 197
197
-
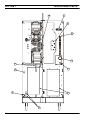 198
198
-
 199
199
-
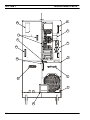 200
200
-
 201
201
-
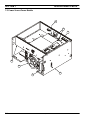 202
202
-
 203
203
-
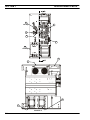 204
204
-
 205
205
-
 206
206
-
 207
207
-
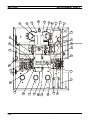 208
208
-
 209
209
-
 210
210
-
 211
211
-
 212
212
-
 213
213
-
 214
214
-
 215
215
-
 216
216
-
 217
217
-
 218
218
-
 219
219
-
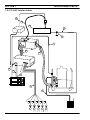 220
220
-
 221
221
-
 222
222
-
 223
223
-
 224
224
































































































































































































































ESAB IEFC-S PT-24 Guía de instalación
- Tipo
- Guía de instalación
- Este manual también es adecuado para
Artículos relacionados
-
ESAB Precision Plasmarc System Guía de instalación
-
ESAB PT 26 Manual de usuario
-
-
ESAB PT-36R/PT-36R Direct Connect Mechanized Plasmarc Cutting Torch Manual de usuario
-
-
-
-
-
-
Otros documentos
-
GYS LOT DE 6 BRAS EN X : X4A (x2) Ficha de datos
-
-
Cooper Lighting 6- ControlKeeper 4A - CK4A Guía de instalación
-
Work-pro EST 2K Manual de usuario
-
Extech Instruments EZ40 Manual de usuario
-
Honeywell con montaje en placa Serie HSC — Alta precisión, compensado/amplificado, Serie SSC — Precisión estándar, compensado/amplificado Guía de instalación