ESAB PowerCut 400 PT-39 Manual de usuario
- Categoría
- Sistema de soldadura
- Tipo
- Manual de usuario
Este manual también es adecuado para

Valid for serial no. 145-xxx-xxxx0463 278 031 US FR SA 20121125
PowerCut
ä
700
PT-39
US Instruction manual
FR Manuel d'instructions
SA Manual de instrucciones

- 2 -
Sous réserve de modifications sans avis préalable.
Rights reserved to alter specifications without notice.
Reservado el derecho de cambiar las especificaciones sin previo aviso.
English US 3.............................................
Français 25...............................................
Español SA 47.............................................
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...

Español SA
- 47 -
TOCsa
1 PRECAUCION DE SEGURIDAD 48.....................................
2 INTRODUCCIÓN 52...................................................
2.1 Equipamiento 52.............................................................
3 CARACTERÍSTICAS TÉCNICAS 53.....................................
4 INSTALACIÓN 53.....................................................
4.1 Verificación y sitio de entrega 54...............................................
4.2 Fuente de alimentación principal 55.............................................
4.3 Conexión de aire de entrada 56................................................
4.4 Conexión para el cable de retorno 56...........................................
4.5 Conexión del soplete 57.......................................................
5 FUNCIONAMIENTO 59................................................
5.1 Conexiones 59...............................................................
5.2 Dispositivos de control 60.....................................................
5.2.1 Tecla de símbolo 61.....................................................
5.3 Instalación de productos consumibles 62........................................
5.4 Corte 63....................................................................
6 MANTENIMIENTO 64..................................................
6.1 Revisión y limpieza 65........................................................
7 SOLUCIÓN DE PROBLEMAS 66.......................................
7.1 Guía para solucionar problemas 67.............................................
8 PEDIDOS DE REPUESTOS 69..........................................
ESQUEMA 70...........................................................
APLICACIONES 72......................................................
APLICACIONES 72......................................................
REPUESTOS 74.........................................................
NÚMERO DE PEDIDO 75.................................................

- 48 -
US warningsa
1 PRECAUCION DE SEGURIDAD
ADVERTENCIA: Estas Precauciones de Seguridad son para su protección. Ellas hacen
resumen de información proveniente de las referencias listadas en la sección ”Información Adicional
Sobre La Seguridad”. Antes de hacer cualquier instalación o procedimiento de operación, asegúrese
de leer y seguir las precauciones de seguridad listadas a continuación así como también todo manual,
hoja de datos de seguridad del material, calcomanias, etc. El no observar las Precauciones de
Seguridad puede resultar en daño a la persona o muerte.
PROTEJASE USTED Y A LOS DEMAS
Algunos procesos de soldadura, corte y ranurado son ruidosos y requiren
protección para los oídos. El arco, como el sol , emite rayos ultravioleta (UV)
y otras radiaciones que pueden dañar la piel y los ojos. El metal caliente
causa quemaduras. EL entrenamiento en el uso propio de los equipos y sus
procesos es esencial para prevenir accidentes.
Por lo tanto:
1. Utilice gafas de seguridad con protección a los lados siempre que esté en el área de trabajo, aún
cuando esté usando careta de soldar, protector para su cara u otro tipo de protección.
2. Use una careta que tenga el filtro correcto y lente para proteger sus ojos, cara, cuello, y oídos de
las chispas y rayos del arco cuando se esté operando y observando las operaciones. Alerte a
todas las personas cercanas de no mirar el arco y no exponerse a los rayos del arco eléctrico o
el metal fundido.
3. Use guantes de cuero a prueba de fuego, camisa pesada de mangas largas, pantalón de ruedo
liso, zapato alto al tobillo, y careta de soldar con capucha para el pelo, para proteger el cuerpo
de los rayos y chispas calientes provenientes del metal fundido. En ocaciones un delantal a
prueba de fuego es necesario para protegerse del calor radiado y las chispas.
4. Chispas y partículas de metal caliente puede alojarse en las mangas enrolladas de la camisa, el
ruedo del pantalón o los bolsillos. Mangas y cuellos deberán mantenerse abotonados, bolsillos al
frente de la camisa deberán ser cerrados o eliminados.
5. Proteja a otras personas de los rayos del arco y chispas calientes con una cortina adecuada
no-flamable como división.
6. Use careta protectora además de sus gafas de seguridad cuando esté removiendo escoria o
puliendo. La escoria puede estar caliente y desprenderse con velocidad. Personas cercanas
deberán usar gafas de seguridad y careta protectora.
FUEGO Y EXPLOSIONES
El calor de las flamas y el arco pueden ocacionar fuegos. Escoria caliente y
las chispas pueden causar fuegos y explosiones.
Por lo tanto:
1. Remueva todo material combustible lejos del área de trabajo o cubra los materiales con una
cobija a prueba de fuego. Materiales combustibles incluyen madera, ropa, líquidos y gases
flamables, solventes, pinturas, papel, etc.
2. Chispas y partículas de metal pueden introducirse en las grietas y agujeros de pisos y paredes
causando fuegos escondidos en otros niveles o espacios. Asegúrese de que toda grieta y
agujero esté cubierto para proteger lugares adyacentes contra fuegos.
3. No corte, suelde o haga cualquier otro trabajo relacionado hasta que la pieza de trabajo esté
totalmente limpia y libre de substancias que puedan producir gases inflamables o vapores
tóxicos. No trabaje dentro o fuera de contenedores o tanques cerrados. Estos pueden explotar si
contienen vapores inflamables.
4. Tenga siempre a la mano equipo extintor de fuego para uso instantáneo, como por ejemplo una
manguera con agua, cubeta con agua, cubeta con arena, o extintor portátil. Asegúrese que usted
esta entrenado para su uso.
5. No use el equipo fuera de su rango de operación. Por ejemplo, el calor causado por cable
sobrecarga en los cables de soldar pueden ocasionar un fuego.
6. Después de termirar la operación del equipo, inspeccione el área de trabajo para cerciorarse de
que las chispas o metal caliente ocasionen un fuego más tarde. Tenga personal asignado para
vigilar si es necesario.
SA

- 49 -
US warningsa
7. Para información adicional , haga referencia a la publicación NFPA Standard 51B, “Fire
Prevention in Use of Cutting and Welding Processes”, available from the National Fire Protection
Association, Batterymarch Park, Quincy, MA 02269.
CHOQUE ELECTRICO
El contacto con las partes eléctricas energizadas y tierra puede causar daño
severo o muerte. NO use soldadura de corriente alterna (AC) en áreas
húmedas, de movimiento confinado en lugares estrechos o si hay posibilidad
de caer al suelo.
Por lo tanto:
1. Asegúrese de que el chasis de la fuente de poder esté conectado a tierra através del sistema de
electricidad primario.
2. Conecte la pieza de trabajo a un buen sistema de tierra física.
3. Conecte el cable de retorno a la pieza de trabajo. Cables y conductores expuestos o con malas
conexiones pueden exponer al operador u otras personas a un choque eléctrico fatal.
4. Use el equipo solamente si está en buenas condiciones. Reemplaze cables rotos, dañados o con
conductores expuestos.
5. Mantenga todo seco, incluyendo su ropa, el área de trabajo, los cables, antorchas, pinza del
electrodo, y la fuente de poder.
6. Asegúrese que todas las partes de su cuerpo están insuladas de ambos, la pieza de trabajo y
tierra.
7. No se pare directamente sobre metal o tierra mientras trabaja en lugares estrechos o áreas
húmedas; trabaje sobre un pedazo de madera seco o una plataforma insulada y use zapatos con
suela de goma.
8. Use guantes secos y sin agujeros antes de energizar el equipo.
9. Apage el equipo antes de quitarse sus guantes.
10. RUse como referencia la publicación ANSI/ASC Standard Z49.1 (listado en la próxima página)
para recomendaciones específicas de como conectar el equipo a tierra. No confunda el cable de
soldar a la pieza de trabajo con el cable a tierra.
CAMPOS ELECTRICOS Y MAGNETICOS
Son peligrosos. La corriente eléctrica fluye através de cualquier conductor
causando a nivel local Campos Eléctricos y Magnéticos (EMF). Las
corrientes en el área de corte y soldadura, crean EMF alrrededor de los
cables de soldar y las maquinas.
Por lo tanto:
1. Soldadores u Operadores que use marca-pasos para el corazón deberán consultar a su médico
antes de soldar. El Campo Electromagnético (EMF) puede interferir con algunos marcapasos.
2. Exponerse a campos electromagnéticos (EMF) puede causar otros efectos de salud aún
desconocidos.
SA

- 50 -
US warningsa
3. Los soldadores deberán usar los siguientes procedimientos para minimizar exponerse al EMF:
a. Mantenga el electrodo y el cable a la pieza de trabajo juntos, hasta llegar a la pieza que
usted quiere soldar. Asegúrelos uno junto al otro con cinta adhesiva cuando sea posible.
b. Nunca envuelva los cables de soldar alrededor de su cuerpo.
c. Nunca ubique su cuerpo entre la antorcha y el cable, a la pieza de trabajo. Mantega los
cables a un sólo lado de su cuerpo.
d. Conecte el cable de trabajo a la pieza de trabajo lo más cercano posible al área de la
soldadura.
e. Mantenga la fuente de poder y los cables de soldar lo más lejos posible de su cuerpo.
HUMO Y GASES
El humo y los gases, pueden causar malestar o daño, particularmente en
espacios sin ventilación. No inhale el humo o gases. El gas de protección
puede causar falta de oxígeno.
Por lo tanto:
1. Siempre provea ventilación adecuada en el área de trabajo por medio natural o mecánico. No
solde, corte, o trabajo por medio natural o mecánico. No solde, corte, o ranure materiales con
hierro galvanizado, acero inoxidable, cobre, zinc, plomo, berílio, o cadmio a menos que provea
ventilación mecánica positiva. No respire los gases producidos por estos materiales.
2. No opere cerca de lugares donde se aplique substancias químicas en aerosol. El calor de los
rayos del arco pueden reaccionar con los vapores de hidrocarburo clorinado para formar un
fosfógeno, o gas tóxico, y otros irritant es.
3. Si momentáneamente desarrolla inrritación de ojos, nariz o garganta mientras est á operando,
es indicación de que la ventilación no es apropiada. Pare de trabajar y tome las medidas
necesarias para mejorar la ventilación en el área de trabajo. No continúe operando si el
malestar físico persiste.
4. Haga referencia a la publicación ANSI/ASC Standard Z49.1 (Vea la lista a continuación) para
recomendaciones específicas en la ventilación.
5. ADVERTENCIA-Este producto cuando se utiliza para soldaduras o cortes, produce humos o
gases, los cuales contienen químicos conocidos por el Estado de California de causar defectos
en el nacimiento, o en algunos casos, Cancer. (California Health & Safety Code §25249.5 et
seq.)
MANEJO DE CILINDROS
Los cilindros, si no son manejados correctamente, pueden romperse y liberar
violentamente gases. Rotura repentina del cilindro, válvula, o válvula de
escape puede causar daño o muerte.
Por lo tanto:
1. Utilize el gas apropiado para el proceso y utilize un regulador diseñado para operar y reducir la
presión del cilindro de gas. No utilice adaptadores. Mantenga las mangueras y las conexiones en
buenas condiciones. Observe las instrucciones de operación del manufacturero para montar el
regulador en el cilindro de gas comprimido.
2. Asegure siempre los cilindros en posición vertical y amárrelos con una correa o cadena
adecuada para asegurar el cilindro al carro, transportes, tablilleros, paredes, postes, o armazón.
Nunca asegure los cilindros a la mesa de trabajo o las piezas que son parte del circuito de
soldadura. Este puede ser parte del circuito elélectrico.
3. Cuando el cilindro no está en uso, mantenga la válvula del cilindro cerrada. Ponga el capote de
protección sobre la válvula si el regulador no está conectado. Asegure y mueva los cilindros
utilizando un carro o transporte adecuado. Evite el manejo brusco de los
4. Localize los cilindros lejos del calor, chispas, y flamas. Nunca establezca un arco en el cilindro.
5. Para información adicional, haga referncia a la publicación CGA Standard P-1, “Precations for
Safe Handling of Comporessed Gases in Cylinders”, disponible através del Compressed Gas
Association, 1235 Jefferson Davis Highway, Arlington, VA 22202.
MANTENIMIENTO DEL EQUIPO
Equipo defectuoso o mal mantenido puede causar daño o muerte.
Por lo tanto:
1. Siempre tenga personal cualificado para efectuar la instalación, diagnóstico, y mantenimiento del
equipo. No ejecute ningún trabajo eléctrico a menos que usted esté cualificado para hacer el
trabajo.
SA

- 51 -
US warningsa
2. Antes de dar mantenimiento en el interior de la fuente de poder, desconecte la fuente de poder
del suministro de electricidad primaria.
3. Mantenga los cables, cable a tierra, conexciones, cable primario, y cualquier otra fuente de poder
en buen estado operacional. No opere ningún equipo en malas condiciones.
4. No abuse del equipo y sus accesorios. Mantenga el equipo lejos de cosas que generen calor
como hornos, también lugares húmedos como charcos de agua, aceite o grasa, atmósferas
corrosivas y las inclemencias del tiempo.
5. Mantenga todos los artículos de seguridad y coverturas del equipo en su posición y en buenas
condiciones.
6. Use el equipo sólo para el propósito que fue diseñado. No modifique el equipo en ninguna
manera.
INFORMACION ADICIONAL DE SEGURIDAD
Para más información sobre las prácticas de seguridad de los equipos de arco eléctrico
para soldar y cortar, pregunte a su suplidor por una copia de “Precautions and Safe
Practices for Arc Welding, Cutting and Gouging”, Form 52-529.
Las siguientes publicaciones, disponibles através de la American Welding Society, 550 N.W. LeJuene
Road, Miami, FL 33126, son recomendadas para usted:
1. ANSI/ASC Z49.1 - “Safety in Welding and Cutting”
2. AWS C5.1 . “Recommended Practices for Plasma Arc Welding”
3. AWS C5.2 - “Recommended Practices for Plasma Arc Cutting“
4. AWS C5.3 - “Recommended Practices for Air Carbon, Arc Gouging and Cutting”
5. AWS C5.5 - “Recommended Practices for Gas Tungsten Arc Welding”
6. AWS C5.6 - “Recommended Practices for Gas Metal Arc welding”
7. AWS SP - “Safe practices” - Reprint, Welding Handbook
8. ANSI/AWS F4.1 - “Recommended Safe Practices for Welding and Cutting of Containers That
Have Held Hazardous Substances”
SIGNIFICADO DE LOS SIMBOLOS
Según usted avanza en la lectura de este folleto: Los Símbolos Significan ¡Atención!
¡Esté Alerta! Se trata de su seguridad.
Significa riesgo inmediato que, de no ser evadido, puede resultar
inmediatamente en serio daño personal o la muerte.
Significa el riesgo de un peligro potencial que puede resultar en serio
daño personal o la muerte.
Significa el posible riesgo que puede resultar en menores daños a la
persona.
SA

© ESAB AB 2012
- 52 -
bp23asa
Este producto debe ser utilizado solamente para soldadura de arco.
Antes de instalar y utilizar el equipo, lea atentamente el manual de
instrucciones.
ESAB puede suministrarle todos los accesorios de corte y protección
necesarios.
2 INTRODUCCIÓN
El equipo PowerCut 700 es un sistema completo para corte manual por plasma.
Posee una potencia que permite cortar materiales de hasta 5/8" (16 mm) de
espesor.
2.1 Equipamiento
La fuente de alimentación se suministra con:
S cable eléctrico, 10 pies (3 m)
S manual de instrucciones
S cable de retorno con pinza
S soplete de corte por plasma PT-39, 25 pies (7,5 m), suministrado según se
indica en la página 75.
SA

© ESAB AB 2012
- 53 -
bp23asa
3 CARACTERÍSTICAS TÉCNICAS
PowerCut 700
Tensión de red 230 V $15 %, monofásica, 50/60 Hz
Rango de ajuste 30 – 50 A
Carga permitida
a un factor de intermitencia del 25 %
a un factor de intermitencia del 60 %
a un factor de intermitencia del 100%
50 A
37 A
30 A
Factor de potencia con corriente
máxima
0.75
Rendimiento con corriente máxima 80 %
Tensión en circuito abierto U
0
320 V
Temperatura de funcionamiento - 50 a 104 °F ( -10 a 40 °C)
Temperatura de transporte - 68 a 131°F (-20 a 55 °C)
Presión acústica sin carga < 49 db (A)
Velocidad de flujo nominal 400 cfh a 70 psig (189 l/min a 4,8 bar)
Dimensiones, L x An x Al
22” x 8,3” x 15” (557 x 211 x 380 mm)
Peso incluido el soplete y el cable de
retorno
47 libras (21,3 kg)
Transformador de clase aislante Al
Clase de protección de la carcasa IP 23
Factor de intermitencia
El factor de intermitencia especifica el porcentaje de tiempo de un período de diez minutos durante
el cual es posible soldar o cortar con una determinada carga. El factor de intermitencia es válido
para 40 ° C.
Grado de estanqueidad
El código IP indica el grado de estanqueidad, es decir, el nivel de protección contra la penetración
de objetos sólidos y agua. Los aparatos marcados IP 23 están destinados para uso en interiores y
al aire libre.
4 INSTALACIÓN
La instalación deberá hacerla un profesional autorizado.
La instalación correcta es muy importante para obtener un funcionamiento sin
inconvenientes y buenos resultados de corte. Lea detenidamente y siga cada paso
en este capítulo.
LAS DESCARGAS ELÉCTRICAS PUEDEN SER MORTALES. Tome las medidas de
precaución necesarias frente a una descarga eléctrica. Asegúrese de que todas las
fuentes de alimentación estén desconectadas : desconecte el dispositivo del tomacorriente
de la pared y tire del cable de alimentación del equipo antes de realizar cualquier
conexión eléctrica en la fuente de alimentación.
SA

© ESAB AB 2012
- 54 -
bp23asa
Es muy importante que el chasis esté conectado a una toma de tierra de protección
eléctrica aprobada a fin de evitar descargas y accidentes eléctricos. Asegúrese de que la
toma de tierra de protección no esté conectada a los conductores de fase por error.
Las conexiones deficientes o los errores al conectar el cable de retorno a la pieza de
trabajo pueden ocasionar descargas eléctricas mortales.
Es posible que los dispositivos de filtrado de aire no se utilicen: la instalación o el montaje
de algún tipo de dispositivo de filtrado de aire impide el flujo de aire frío y ocasiona un
riesgo de recalentamiento. Si se utiliza cualquier tipo de filtro de aire, la garantía se
invalidará.
NO arranque el equipo si se le retiró la cubierta.
NO conecte el equipo bajo tensión o cuando lo está sosteniendo o transportando.
NO toque ninguna parte del soplete cuando la fuente de alimentación está encendida.
Este producto ha sido diseñado para usos industriales. Si se emplea en el hogar, puede
provocar interferencias de radio. Es responsabilidad del usuario adoptar las precauciones
oportunas.
Coloque la fuente de alimentación al menos a 3 metros del área de corte dado que las chispas y
la escoria pueden dañar la fuente de alimentación
4.1 Verificación y sitio de entrega
1. Retire el embalaje. Inspeccione el equipo en busca de daños que no sean
inmediatamente visibles al recibir la entrega. Informe en ese mismo instante
sobre cualquier daño a la empresa distribuidora.
2. Observe si hay piezas sueltas en el paquete. Verifique que los conductos de aire
en el panel trasero de la cubierta no estén bloqueados con el material de
embalaje dado que puede evitar el flujo de aire a través de la fuente de
alimentación.
La fuente de alimentación tiene un asa de transporte y puede levantarse
fácilmente.
SA

© ESAB AB 2012
- 55 -
bp23asa
3. Coloque la fuente de alimentación de manera que las entradas y salidas del aire
de refrigeración no estén obstruidas. La distancia mínima permitida hasta la pared
u otra obstrucción es 3,3 pies (1 m).
4. Para cortar poder realizar un corte, se requiere una fuente de aire que
proporcione aire limpio y seco, al menos de 400 cfh/l (189 l/m) a 70 psi (4,8 bar).
La presión de aire de corte no debe exceder los 87 psi (6 bar), que es la presión
de entrada máxima para el regulador de filtro que se incluye en la entrega.
4.2 Fuente de alimentación principal
Compruebe que la fuente de alimentación esté conectada a la tensión de
alimentación correcta y que esté protegida por el valor nominal del fusible correcto.
De acuerdo con la normativa, es necesario instalar una toma de tierra de protección.
Placa de características con los datos para
la conexión a la red eléctrica
Asegúrese de que la fuente de alimentación esté apagada antes de retirar el fusible.
Tamaños recomendados para conductores de entrada y fusibles en línea
Requisitos de entrada Conductores
de entrada y
de tierra
Fusible en
línea
Voltio Fase Amperios Cu/Awg Amperios
230 1 41 8 50
SA

© ESAB AB 2012
- 56 -
bp23asa
Alimentación por generadores
La alimentación puede suministrarse con distintos tipos de generador. No obstante,
es posible que algunos generadores no suministren suficiente potencia para soldar.
Para que la fuente de alimentación funcione a su capacidad máxima se recomienda
utilizar generadores con regulación AVR u otro tipo de regulación equivalente o
mejor, con una potencia nominal de 6 kW.
Arranque de la alimentación por generador:
1) Arranque el generador
2) Encienda la fuente de alimentación con el interruptor principal en posición ON
Detención de la alimentación por generador
3) Apague la fuente de alimentación con el interruptor principal en posición OFF
4) Detenga el generador
4.3 Conexión de aire de entrada
Conecte el suministro de aire a la conexión de entrada del filtro. Se puede utilizar
cualquier cilindro de aire comprimido o aire de un compresor. El aire debe estar libre
de partículas contaminantes. Se suministra un regulador de presión para garantizar
la velocidad de aire de flujo correcto en el soplete. Establezca la presión con la
perilla en la parte superior del regulador.
4.4 Conexión para el cable de retorno
Sujete el cable de retorno a la pieza de trabajo. Asegúrese de que la pieza de
trabajo esté conectada a una toma de tierra aprobada con el cable de toma a tierra
del tamaño correspondiente.
SA

© ESAB AB 2012
- 57 -
bp23asa
4.5 Conexión del soplete
Para permitir la separación rápida y sencilla del soplete de la alimentación eléctrica,
Power Cut 700 viene equipado con una exclusiva solución de desconexión rápida.
Antes de conectar o desconectar el soplete, deberá tener en cuenta algunas reglas
de seguridad.
S Si el conector está suelto o dañado, el sistema no debe ponerse en
funcionamiento hasta que haya sido reparado por un profesional calificado.
Asegúrese de que la conexión esté firme y correctamente sujetada en el lugar.
S Nunca, bajo ninguna circunstancia, desconecte el soplete mientras el equipo
está encendido. Antes de realizar el mantenimiento o la reparación, cerciórese
de que el sistema esté desenchufado o, de otro modo, desconectado de la
alimentación.
S Los usuarios nunca deben tirar de los cables de alimentación eléctrica o hacer
algo que pueda dañar el cable o el conector. El conector está diseñado para
resistir el uso regular, pero el abuso excesivo puede hacer que el conector se
vuelva inutilizable.
S Tal como sucede con la alimentación eléctrica, el conector nunca debe ser
operado en o cerca de agua estancada. Además, si falta el sello húmedo del
conector, los usuarios no deberían poner el sistema en funcionamiento.
S La conexión de gas está lubricada para garantizar una conexión sin dificultades,
pero el conector eléctrico no debería estarlo. Los usuarios deben mantener las
conexiones eléctricas limpias y secas.
SA

© ESAB AB 2012
- 58 -
bp23asa
4.5.1 Desconexión del soplete
Siempre obedezca las reglas de seguridad mencionadas anteriormente.
1. Desconecte la alimentación de la pared o desconecte la alimentación eléctrica.
2. Presione la pestaña de nylon en el conector del lado del soplete.
3. Desprenda las dos mitades mientras mantiene la pestaña presionada.
4.5.2 Conexión del soplete
Siempre obedezca las reglas de seguridad mencionadas anteriormente.
1. Desconecte la alimentación de la pared o desconecte la alimentación eléctrica.
2. Presione el botón de desenganche o el conector de gas hembra para
asegurarse de que el mecanismo de bloqueo no esté enganchado.
3. Alinee los conectores de gas y conéctelos.
4. Alinee las conexiones eléctricas y conéctelas.
5. Presione las dos mitades de manera conjunta hasta que un sonido de clic
indique que los conectores de gas están acoplados.
6. Tire suavemente del conector para asegurarse de que está correctamente
sujetado en el lugar.
SA

© ESAB AB 2012
- 59 -
bp23asa
5 FUNCIONAMIENTO
En la página 48 hay instrucciones de seguridad generales para el manejo de
este equipo. Léalas antes de usarlo.
5.1 Conexiones
1 Fusible 4 Dispositivos de control, consulte el
capítulo 5.2
2 Suministro de aire seco, prefiltrado 5 Conexión del soplete
3 Cable de alimentación 6 Conexión del cable de retorno con pinza
SA

© ESAB AB 2012
- 60 -
bp23asa
5.2 Dispositivos de control
1 Interruptor de electricidad 0/1 5 Indicador de exceso de temperatura
2 Desplazamiento 2/4 6 Piezas integradas
3 Indicador de presión de aire 7 Indicador de alimentación encendida
4 Indicador de fallo 8 Control de corriente de salida
1 Interruptor de electricidad
Gire la perilla en el sentido de las agujas del reloj hasta la posición "1" para el
funcionamiento normal. Gire la perilla en sentido contrario a las agujas del reloj,
hasta la posición "0".
2 Desplazamiento 2/4
Cuando el equipo está en modo de corte de 2 desplazamientos, el soplete se activa
al presionar el gatillo y se desactiva cuando se lo libera. En el modo de 4
desplazamientos, el soplete se activa al presionar el gatillo por primera vez y,
posteriormente, puede ser liberado para mayor comodidad durante cortes
prolongados. El soplete luego se desactiva al volver a presionar el gatillo.
3 Indicador de presión de aire
El led amarillo indica que la presión de aire es demasiado baja.
4 Indicador de fallo
El led amarillo intermitente indica que el interruptor de seguridad de la cubierta está acti
vado y que la alimentación se apagó automáticamente.
SA

© ESAB AB 2012
- 61 -
bp23asa
5 Indicador de exceso de temperatura
Cuando el led amarillo está encendido, significa que la temperatura de trabajo ha
excedido los valores normales. Se apaga cuando la temperatura vuelve a ser
normal.
6 Piezas integradas
Cuando el led amarillo está encendido, indica que se produjo un error en las piezas
integradas. Esto significa que no se detectaron boquillas o que el electrodo no se
retrajo correctamente. Apague la alimentación. Verifique que los componentes estén
correctamente ensamblados, que no estén dañados y que el electrodo pueda
deslizarse hacia atrás y hacia adelante con la presión de un dedo. Una vez
corregido el origen del error, vuelva a encender la alimentación.
7 Indicador de alimentación encendida
Cuando el led verde está encendido, indica que la alimentación está encendida.
8 Control de corriente de salida
Se ajusta de 30 a 50 A. Para configuraciones, consulte las tablas de datos de corte
en el manual del soplete.
5.2.1 Tecla de símbolo
Alimentación Aire
Temperatura Error
PIP
Piezas integradas 2 desplazamientos
4 desplazamientos
SA

© ESAB AB 2012
- 62 -
bp23asa
5.3 Instalación de productos consumibles
El uso correcto del soplete dentro de las condiciones de funcionamiento calificadas
(especialmente la corriente del arco y la velocidad de flujo de gas) y la instalación
firme de las partes de productos consumibles pueden evitar el daño innecesario del
soplete.
1. Ajuste el electrodo y el tapón de retención/protección cada vez que reemplace
un producto consumible o realice una inspección.
2. Compruebe la hermeticidad al comienzo de cada período, incluso si todo
funcionaba normalmente al finalizar el período anterior.
A Ensamble de la estructura del soplete
B Deflector
C Electrodo
D Boquilla
E Tapón de retención/protección
F Pistón
G Asiento de cuerpo del electrodo/soplete
Consulte Repuestos la página 74.
SA

© ESAB AB 2012
- 63 -
bp23asa
5.4 Corte
1. Establezca el interruptor para que esté encendido (tomacorriente de pared o
similar).
2. Verifique que el compresor esté conectado a la fuente de alimentación.
3. Establezca el interruptor de alimentación en I (Activo).
4. Luego de iniciar el corte, el soplete debe mantenerse a un ángulo de avance de
5 - 15°. Este ángulo resulta especialmente útil para crear un corte de "gota". El
soplete se puede usar arrastrando la boquilla sobre la placa o con una distancia
de hasta ¼” (6,35 mm) de separación. La separación ideal es 1/8” (3,2 mm).Las
guías de separación facilitan el mantenimiento del espacio, consulte la página 74.
5. Apriete el interruptor del soplete. El aire debería salir de la boquilla del soplete.
6. Dos segundos después de apretar el interruptor del soplete, debería comenzar
el arco piloto. Posteriormente, lo debería seguir el arco principal. De esta
manera, se inicia el corte. (Si trabaja en el modo de 4 desplazamientos, se debe
liberar el interruptor del soplete luego de establecer el arco de corte.)
7. Para comenzar un corte, incline el soplete para evitar que el material derretido
retorne y dañe el soplete. Cuando el arco penetra a través de la pieza de
trabajo, lleve el soplete a una posición vertical y continúe con el corte.
8. Al finalizar el corte, debe soltar el interruptor del soplete y retirarlo de la pieza de
trabajo inmediatamente. De esta manera, evitará que el arco piloto vuelva a
encenderse una vez que se apaga el arco de corte y provoque daños en la
boquilla (doble formación de arco eléctrico).
9. Para reinicios rápidos en los equipos que admiten el modo de corte de parrilla,
no suelte el interruptor de soplete. El soplete volverá automáticamente al modo
de arco piloto después de cada corte. Luego vuelve a pasar al modo de arco
principal al colocarse sobre la siguiente superficie de trabajo. Si no trabaja en el
modo de corte de parrilla, simplemente suelte y vuelva a presionar el gatillo
durante el post-flujo para reiniciar el arco sin demora para el pre-flujo.
SA

© ESAB AB 2012
- 64 -
bp23asa
Velocidad
Habitualmente, las velocidades de corte manual por plasma están limitadas por la
velocidad del separador. Esto indica la velocidad máxima a la que podrá mover el
soplete a lo largo del corte mientras penetra la pieza de trabajo. Sin embargo, para
aplicaciones que requieren un corte más limpio, es importante realizar un corte más
cercano a la velocidad de calidad.
Si el corte se realizó demasiado rápido, las cantidades significativas de metal
fundido pueden formar escoria en la parte inferior del corte. Si bien la mayoría de las
chispas formadas de acero al carbono se apagan fácilmente, pueden resultar una
molestia. Las velocidades de calidad se seleccionan para reducir al mínimo la
formación de escoria.
Los datos de la página 72 muestran las velocidades de corte máximas posibles para
la fuente de alimentación 15 - 50A. Las recomendaciones sobre la velocidad de
corte de calidad también se presentan para el acero.
Tenga en cuenta que si el soplete se utiliza al límite, la calidad del corte se verá
afectada.
6 MANTENIMIENTO
El mantenimiento regular resulta de gran importancia para que el rendimiento y la
vida útil sean óptimos.
Únicamente las personas con conocimientos eléctricos adecuados (personal
autorizado) pueden retirar los paneles de seguridad.
Asegúrese de que el suministro de tensión de la red de electricidad hasta el equipo haya
sido desconectado externamente. Desconecte el interruptor del tomacorrientes
de la pared antes de realizar una inspección o de trabajar en la fuente de alimentación.
Es posible que se haya acumulado agua o aceite en las líneas de aire comprimido.
Siempre dirija el primer chorro de aire fuera del equipo, a fin de evitar daños.
Todas las obligaciones del proveedor derivadas de la garantía del producto dejarán de ser
aplicables si el cliente manipula el producto por su propia cuenta y riesgo durante el periodo de
vigencia de la garantÍa con el fin de reparar cualquier tipo de falla o averÍa.
SA

© ESAB AB 2012
- 65 -
bp23asa
Si el equipo no funciona correctamente, deje de trabajar de inmediato y determine la
causa del problema. El trabajo de mantenimiento solo puede ser realizado por
personas idóneas. El trabajo eléctrico solo puede ser realizado por electricistas
autorizados. Nunca permita que otras personas inspeccionen, limpien o reparen el
equipo. Utilice repuestos originales ESAB solamente.
6.1 Revisión y limpieza
Es necesario que los siguientes puntos de la fuente de alimentación se inspeccionen
y/o limpien regularmente.
1. Verifique la conexión del cable de retorno a la pieza de trabajo.
2. Verifique que la toma de tierra de protección de la pieza de trabajo esté
conectada de manera segura a la conexión a tierra del bastidor de la fuente de
alimentación.
3. Verifique el protector térmico del soplete. Reemplácelo si está dañado.
4. Verifique el electrodo y la boquilla para uso diario. Elimine cualquier salpicadura,
reemplace el electrodo y la boquilla en caso de ser necesario. Si el electrodo
tiene una cavidad con una profundidad mayor que 1/8” (3,2 mm) en el centro,
debe ser reemplazado. Si, independientemente del límite de uso recomendado,
el electrodo es utilizado, pueden producirse daños en el soplete y la fuente de
alimentación. La vida útil de la boquilla se reduce en gran medida cuando se
utiliza el electrodo más allá del límite recomendado.
5. Verifique que las mangueras o los cables no estén dañados o doblados.
6. Verifique que todos los enchufes y las conexiones y los terminales de tierra
estén firmemente conectados.
7. Asegúrese de que todas las fuentes de alimentación entrantes estén
desconectadas. Utilice gafas y una máscara facial. Limpie el interior de la fuente
de alimentación con aire comprimido seco a baja presión.
8. Regularmente, drene el agua del filtro debajo de los reguladores de aire.
SA

© ESAB AB 2012
- 66 -
bp23asa
7 SOLUCIÓN DE PROBLEMAS
LAS DESCARGAS ELÉCTRICAS PUEDEN PROVOCAR LA MUERTE Asegúrese de
que el suministro de tensión de la red del equipo haya sido desconectado externamente.
Desconecte el interruptor del tomacorrientes de la red antes de realizar una inspección o
de trabajar en la fuente de alimentación.
El equipo para cortar por plasma utiliza tensión extremadamente alta que puede
provocar daños severos e incluso la muerte. Tenga sumo cuidado al trabajar sin
las cubiertas.
Antes de avisar a un técnico del servicio autorizado, efectúe las siguientes
comprobaciones.
Tipo de fallo Acción correctiva
Penetración insuficiente S Flujo eléctrico demasiado bajo
S Velocidad de corte demasiado rápida
S Boquilla de corte dañada
S Presión de aire inadecuada
S Baja velocidad de flujo de aire
El arco principal se extingue. S Velocidad de corte demasiado baja
S Electrodo gastado
Formación de escoria (según los materiales y el
espesor puede ser imposible obtener cortes sin
escoria.)
S Flujo eléctrico demasiado bajo
S Velocidad de corte demasiado rápida o
demasiado lenta
S Presión de aire inadecuada
S Boquilla o electrodo defectuoso
S Baja velocidad de flujo de aire
Doble formación de arco eléctrico (orificio de
boquilla dañado)
S Baja presión de aire
S Boquilla de corte dañada
S Boquilla de corte suelta
S Acumulación masiva de salpicaduras en la
boquilla
Arco desparejo S Boquilla de corte dañada o electrodo
gastado
Condiciones de corte inestable S Velocidad de corte incorrecta
S Conexiones sueltas de cable o manguera
S Electrodo y/o boquilla de corte en
condiciones defectuosas
SA

© ESAB AB 2012
- 67 -
bp23asa
Tipo de fallo Acción correctiva
El arco principal no golpea. S Electrodo gastado
S Conexiones sueltas
S El cable de trabajo no está adjuntado
Vida útil reducida de los consumibles S Presión de gas inadecuada
S Suministro de aire contaminado
S Baja velocidad de flujo de aire
7.1 Guía para solucionar problemas
Problema Causa Solución
El dispositivo de encendido/
apagado está en posición 1,
pero el led verde (potencia) no
se enciende.
S No hay electricidad.
S Disyuntor del circuito
activado
S Verifique la fuente de
alimentación.
S Verifique el disyuntor.
La fuente de alimentación está
encendida, pero el led
PRESIÓN DE AIRE permanece
encendido.
S La presión de aire es baja.
S No hay aire
S Aumente la presión de
aire.
S Verifique si hay suministro
de aire.
La fuente de alimentación está
encendida, pero el led EXCESO
DE TEMPERATURA
permanece encendido.
S La fuente de alimentación
todavía está demasiado
caliente. Se enfriará pronto
con el ventilador
encendido.
S El sensor de temperatura
está defectuoso.
S Encienda la fuente de
alimentación y espere
algunos minutos antes de
volver a trabajar.
S Llame a los técnicos del
servicio autorizado.
La fuente de alimentación está
activa, el led naranja de FALLO
permanece encendido.
S La fuente de alimentación
no está activada. Un
interruptor de seguridad,
cubierta, se ha activado.
S Verifique si los consumib
les están en el lugar y
correctamente tensados.
S Verifique que el panel
lateral esté cerrado
correctamente (lateral de
inspección del conector del
soplete).
La fuente de alimentación está
activa, el led amarillo de Piezas
integradas permanece
encendido.
S Se produjo un error en las
piezas integradas.
S Verifique si los consumib
les están en el lugar y
correctamente tensados.
El interruptor térmico se activa
durante el corte.
S La potencia que requiere la
fuente de alimentación ha
excedido la potencia
disponible a partir de la
tensión de la línea
entrante.
S Otro dispositivo está
trabajando en la misma
línea.
S Reduzca la corriente de
corte con el comando en el
panel delantero o reduzca
el tiempo de corte.
S Reduzca la longitud del
cable de conexión o
aumente la sección del
cable.
S No conecte otros
dispositivos a la misma
línea.
SA

© ESAB AB 2012
- 68 -
bp23asa
Problema SoluciónCausa
El arco no golpea o desaparece
durante el corte.
S Las piezas usadas del
soplete están gastadas.
S El generador se calentó
excesivamente.
S No hay suficiente presión
de aire.
S Hay baja tensión en la
línea entrante.
S Verifique el soplete y
ajuste los repuestos si es
necesario.
S Observe si el led de
EXCESO DE
TEMPERATURA amarillo
en el panel delantero está
encendido. Espere hasta
que la fuente de
alimentación se enfríe.
S Observe si el led AIRE
está apagado. Aumente la
presión de aire.
S Verifique la línea entrante.
Si se está utilizando una
extensión, asegúrese de
que la sección de cable
sea la adecuada.
El piloto está en funcionamiento
pero no hay suficiente tensión
eléctrica para cortar.
S Contacto defectuoso de la
abrazadera de conexión a
tierra
S Conexión defectuosa del
polo positivo en cable del
soplete
S Verifique que la abrazade
ra de conexión a tierra
haga buen contacto con la
pieza que se cortará.
S Verifique la conexión del
polo positivo a la salida en
el tomacorriente e incluso
en el interior.
El corte no es perpendicular. S Electrodo o boquilla
gastada
S Reemplace el electrodo y
la boquilla.
SA

© ESAB AB 2012
- 69 -
bp23asa
8 PEDIDOS DE REPUESTOS
Todas las reparaciones y trabajos eléctricos deben encargarse a un técnico ESAB
autorizado.
Utilice siempre repuestos e insulmos originales de ESAB.
Se ha diseñado y probado el PowerCut 700 según estándes internacionales y europe
os IEC 60974-1, . La unidad de servicio que haya provisto el servicio o realizado un
trabajo de reparación debe asegurarse que el producto siga cumpliendo con las
normas mencionadas.
Si desea realizar un pedido de piezas de repuesto, acuda al distribuidor de ESAB
más cercano (consulte la última página de este documento).
A fin de garantizar el funcionamiento adecuado, se recomienda utilizar únicamente
partes y productos ESAB genuinos en este equipo. La utilización de partes que no
sean de ESAB podría invalidar la garantía.
Las partes de repuestos pueden solicitarse al Distribuidor de ESAB.
Cuando solicite partes de repuesto, asegúrese de indicar cualquier instrucción
especial de envío.
Consulte la lista de números de teléfono de servicio al cliente de la Guía de
comunicación, en la última página de este manual.
SA
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
Transcripción de documentos
ä PowerCut 700 PT-39 US Instruction manual FR Manuel d'instructions 0463 278 031 US FR SA 20121125 SA Manual de instrucciones Valid for serial no. 145-xxx-xxxx English US . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 Français . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25 Español SA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47 Sous réserve de modifications sans avis préalable. Rights reserved to alter specifications without notice. Reservado el derecho de cambiar las especificaciones sin previo aviso. -2- Español SA 1 PRECAUCION DE SEGURIDAD . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2 INTRODUCCIÓN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2.1 48 52 Equipamiento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52 3 CARACTERÍSTICAS TÉCNICAS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 INSTALACIÓN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53 53 4.1 4.2 4.3 4.4 4.5 Verificación y sitio de entrega . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Fuente de alimentación principal . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Conexión de aire de entrada . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Conexión para el cable de retorno . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Conexión del soplete . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54 55 56 56 57 5 FUNCIONAMIENTO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59 5.1 Conexiones . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5.2 Dispositivos de control . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5.2.1 Tecla de símbolo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5.3 Instalación de productos consumibles . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5.4 Corte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59 60 61 62 63 6 MANTENIMIENTO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64 6.1 Revisión y limpieza . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65 7 SOLUCIÓN DE PROBLEMAS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 66 7.1 Guía para solucionar problemas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 67 8 PEDIDOS DE REPUESTOS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ESQUEMA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . APLICACIONES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . APLICACIONES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . REPUESTOS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . NÚMERO DE PEDIDO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 69 70 72 72 74 75 TOCsa - 47 - SA 1 PRECAUCION DE SEGURIDAD ADVERTENCIA: Estas Precauciones de Seguridad son para su protección. Ellas hacen resumen de información proveniente de las referencias listadas en la sección ”Información Adicional Sobre La Seguridad”. Antes de hacer cualquier instalación o procedimiento de operación, asegúrese de leer y seguir las precauciones de seguridad listadas a continuación así como también todo manual, hoja de datos de seguridad del material, calcomanias, etc. El no observar las Precauciones de Seguridad puede resultar en daño a la persona o muerte. PROTEJASE USTED Y A LOS DEMAS Algunos procesos de soldadura, corte y ranurado son ruidosos y requiren protección para los oídos. El arco, como el sol , emite rayos ultravioleta (UV) y otras radiaciones que pueden dañar la piel y los ojos. El metal caliente causa quemaduras. EL entrenamiento en el uso propio de los equipos y sus procesos es esencial para prevenir accidentes. Por lo tanto: 1. Utilice gafas de seguridad con protección a los lados siempre que esté en el área de trabajo, aún cuando esté usando careta de soldar, protector para su cara u otro tipo de protección. 2. Use una careta que tenga el filtro correcto y lente para proteger sus ojos, cara, cuello, y oídos de las chispas y rayos del arco cuando se esté operando y observando las operaciones. Alerte a todas las personas cercanas de no mirar el arco y no exponerse a los rayos del arco eléctrico o el metal fundido. 3. Use guantes de cuero a prueba de fuego, camisa pesada de mangas largas, pantalón de ruedo liso, zapato alto al tobillo, y careta de soldar con capucha para el pelo, para proteger el cuerpo de los rayos y chispas calientes provenientes del metal fundido. En ocaciones un delantal a prueba de fuego es necesario para protegerse del calor radiado y las chispas. 4. Chispas y partículas de metal caliente puede alojarse en las mangas enrolladas de la camisa, el ruedo del pantalón o los bolsillos. Mangas y cuellos deberán mantenerse abotonados, bolsillos al frente de la camisa deberán ser cerrados o eliminados. 5. Proteja a otras personas de los rayos del arco y chispas calientes con una cortina adecuada no-flamable como división. 6. Use careta protectora además de sus gafas de seguridad cuando esté removiendo escoria o puliendo. La escoria puede estar caliente y desprenderse con velocidad. Personas cercanas deberán usar gafas de seguridad y careta protectora. 1. 2. 3. 4. 5. 6. FUEGO Y EXPLOSIONES El calor de las flamas y el arco pueden ocacionar fuegos. Escoria caliente y las chispas pueden causar fuegos y explosiones. Por lo tanto: Remueva todo material combustible lejos del área de trabajo o cubra los materiales con una cobija a prueba de fuego. Materiales combustibles incluyen madera, ropa, líquidos y gases flamables, solventes, pinturas, papel, etc. Chispas y partículas de metal pueden introducirse en las grietas y agujeros de pisos y paredes causando fuegos escondidos en otros niveles o espacios. Asegúrese de que toda grieta y agujero esté cubierto para proteger lugares adyacentes contra fuegos. No corte, suelde o haga cualquier otro trabajo relacionado hasta que la pieza de trabajo esté totalmente limpia y libre de substancias que puedan producir gases inflamables o vapores tóxicos. No trabaje dentro o fuera de contenedores o tanques cerrados. Estos pueden explotar si contienen vapores inflamables. Tenga siempre a la mano equipo extintor de fuego para uso instantáneo, como por ejemplo una manguera con agua, cubeta con agua, cubeta con arena, o extintor portátil. Asegúrese que usted esta entrenado para su uso. No use el equipo fuera de su rango de operación. Por ejemplo, el calor causado por cable sobrecarga en los cables de soldar pueden ocasionar un fuego. Después de termirar la operación del equipo, inspeccione el área de trabajo para cerciorarse de que las chispas o metal caliente ocasionen un fuego más tarde. Tenga personal asignado para vigilar si es necesario. - 48 US warningsa SA 7. Para información adicional , haga referencia a la publicación NFPA Standard 51B, “Fire Prevention in Use of Cutting and Welding Processes”, available from the National Fire Protection Association, Batterymarch Park, Quincy, MA 02269. CHOQUE ELECTRICO El contacto con las partes eléctricas energizadas y tierra puede causar daño severo o muerte. NO use soldadura de corriente alterna (AC) en áreas húmedas, de movimiento confinado en lugares estrechos o si hay posibilidad de caer al suelo. Por lo tanto: 1. Asegúrese de que el chasis de la fuente de poder esté conectado a tierra através del sistema de electricidad primario. 2. Conecte la pieza de trabajo a un buen sistema de tierra física. 3. Conecte el cable de retorno a la pieza de trabajo. Cables y conductores expuestos o con malas conexiones pueden exponer al operador u otras personas a un choque eléctrico fatal. 4. Use el equipo solamente si está en buenas condiciones. Reemplaze cables rotos, dañados o con conductores expuestos. 5. Mantenga todo seco, incluyendo su ropa, el área de trabajo, los cables, antorchas, pinza del electrodo, y la fuente de poder. 6. Asegúrese que todas las partes de su cuerpo están insuladas de ambos, la pieza de trabajo y tierra. 7. No se pare directamente sobre metal o tierra mientras trabaja en lugares estrechos o áreas húmedas; trabaje sobre un pedazo de madera seco o una plataforma insulada y use zapatos con suela de goma. 8. Use guantes secos y sin agujeros antes de energizar el equipo. 9. Apage el equipo antes de quitarse sus guantes. 10. RUse como referencia la publicación ANSI/ASC Standard Z49.1 (listado en la próxima página) para recomendaciones específicas de como conectar el equipo a tierra. No confunda el cable de soldar a la pieza de trabajo con el cable a tierra. CAMPOS ELECTRICOS Y MAGNETICOS Son peligrosos. La corriente eléctrica fluye através de cualquier conductor causando a nivel local Campos Eléctricos y Magnéticos (EMF). Las corrientes en el área de corte y soldadura, crean EMF alrrededor de los cables de soldar y las maquinas. Por lo tanto: 1. Soldadores u Operadores que use marca-pasos para el corazón deberán consultar a su médico antes de soldar. El Campo Electromagnético (EMF) puede interferir con algunos marcapasos. 2. Exponerse a campos electromagnéticos (EMF) puede causar otros efectos de salud aún desconocidos. - 49 US warningsa SA 3. Los soldadores deberán usar los siguientes procedimientos para minimizar exponerse al EMF: a. Mantenga el electrodo y el cable a la pieza de trabajo juntos, hasta llegar a la pieza que usted quiere soldar. Asegúrelos uno junto al otro con cinta adhesiva cuando sea posible. b. Nunca envuelva los cables de soldar alrededor de su cuerpo. c. Nunca ubique su cuerpo entre la antorcha y el cable, a la pieza de trabajo. Mantega los cables a un sólo lado de su cuerpo. d. Conecte el cable de trabajo a la pieza de trabajo lo más cercano posible al área de la soldadura. e. Mantenga la fuente de poder y los cables de soldar lo más lejos posible de su cuerpo. 1. 2. 3. 4. 5. 1. 2. 3. 4. 5. 1. HUMO Y GASES El humo y los gases, pueden causar malestar o daño, particularmente en espacios sin ventilación. No inhale el humo o gases. El gas de protección puede causar falta de oxígeno. Por lo tanto: Siempre provea ventilación adecuada en el área de trabajo por medio natural o mecánico. No solde, corte, o trabajo por medio natural o mecánico. No solde, corte, o ranure materiales con hierro galvanizado, acero inoxidable, cobre, zinc, plomo, berílio, o cadmio a menos que provea ventilación mecánica positiva. No respire los gases producidos por estos materiales. No opere cerca de lugares donde se aplique substancias químicas en aerosol. El calor de los rayos del arco pueden reaccionar con los vapores de hidrocarburo clorinado para formar un fosfógeno, o gas tóxico, y otros irritant es. Si momentáneamente desarrolla inrritación de ojos, nariz o garganta mientras est á operando, es indicación de que la ventilación no es apropiada. Pare de trabajar y tome las medidas necesarias para mejorar la ventilación en el área de trabajo. No continúe operando si el malestar físico persiste. Haga referencia a la publicación ANSI/ASC Standard Z49.1 (Vea la lista a continuación) para recomendaciones específicas en la ventilación. ADVERTENCIA-Este producto cuando se utiliza para soldaduras o cortes, produce humos o gases, los cuales contienen químicos conocidos por el Estado de California de causar defectos en el nacimiento, o en algunos casos, Cancer. (California Health & Safety Code §25249.5 et seq.) MANEJO DE CILINDROS Los cilindros, si no son manejados correctamente, pueden romperse y liberar violentamente gases. Rotura repentina del cilindro, válvula, o válvula de escape puede causar daño o muerte. Por lo tanto: Utilize el gas apropiado para el proceso y utilize un regulador diseñado para operar y reducir la presión del cilindro de gas. No utilice adaptadores. Mantenga las mangueras y las conexiones en buenas condiciones. Observe las instrucciones de operación del manufacturero para montar el regulador en el cilindro de gas comprimido. Asegure siempre los cilindros en posición vertical y amárrelos con una correa o cadena adecuada para asegurar el cilindro al carro, transportes, tablilleros, paredes, postes, o armazón. Nunca asegure los cilindros a la mesa de trabajo o las piezas que son parte del circuito de soldadura. Este puede ser parte del circuito elélectrico. Cuando el cilindro no está en uso, mantenga la válvula del cilindro cerrada. Ponga el capote de protección sobre la válvula si el regulador no está conectado. Asegure y mueva los cilindros utilizando un carro o transporte adecuado. Evite el manejo brusco de los Localize los cilindros lejos del calor, chispas, y flamas. Nunca establezca un arco en el cilindro. Para información adicional, haga referncia a la publicación CGA Standard P-1, “Precations for Safe Handling of Comporessed Gases in Cylinders”, disponible através del Compressed Gas Association, 1235 Jefferson Davis Highway, Arlington, VA 22202. MANTENIMIENTO DEL EQUIPO Equipo defectuoso o mal mantenido puede causar daño o muerte. Por lo tanto: Siempre tenga personal cualificado para efectuar la instalación, diagnóstico, y mantenimiento del equipo. No ejecute ningún trabajo eléctrico a menos que usted esté cualificado para hacer el trabajo. - 50 US warningsa SA 2. Antes de dar mantenimiento en el interior de la fuente de poder, desconecte la fuente de poder del suministro de electricidad primaria. 3. Mantenga los cables, cable a tierra, conexciones, cable primario, y cualquier otra fuente de poder en buen estado operacional. No opere ningún equipo en malas condiciones. 4. No abuse del equipo y sus accesorios. Mantenga el equipo lejos de cosas que generen calor como hornos, también lugares húmedos como charcos de agua, aceite o grasa, atmósferas corrosivas y las inclemencias del tiempo. 5. Mantenga todos los artículos de seguridad y coverturas del equipo en su posición y en buenas condiciones. 6. Use el equipo sólo para el propósito que fue diseñado. No modifique el equipo en ninguna manera. INFORMACION ADICIONAL DE SEGURIDAD Para más información sobre las prácticas de seguridad de los equipos de arco eléctrico para soldar y cortar, pregunte a su suplidor por una copia de “Precautions and Safe Practices for Arc Welding, Cutting and Gouging”, Form 52-529. Las siguientes publicaciones, disponibles através de la American Welding Society, 550 N.W. LeJuene Road, Miami, FL 33126, son recomendadas para usted: 1. ANSI/ASC Z49.1 - “Safety in Welding and Cutting” 2. AWS C5.1 . “Recommended Practices for Plasma Arc Welding” 3. AWS C5.2 - “Recommended Practices for Plasma Arc Cutting“ 4. AWS C5.3 - “Recommended Practices for Air Carbon, Arc Gouging and Cutting” 5. AWS C5.5 - “Recommended Practices for Gas Tungsten Arc Welding” 6. AWS C5.6 - “Recommended Practices for Gas Metal Arc welding” 7. AWS SP - “Safe practices” - Reprint, Welding Handbook 8. ANSI/AWS F4.1 - “Recommended Safe Practices for Welding and Cutting of Containers That Have Held Hazardous Substances” SIGNIFICADO DE LOS SIMBOLOS Según usted avanza en la lectura de este folleto: Los Símbolos Significan ¡Atención! ¡Esté Alerta! Se trata de su seguridad. Significa riesgo inmediato que, de no ser evadido, puede resultar inmediatamente en serio daño personal o la muerte. Significa el riesgo de un peligro potencial que puede resultar en serio daño personal o la muerte. Significa el posible riesgo que puede resultar en menores daños a la persona. - 51 US warningsa SA Este producto debe ser utilizado solamente para soldadura de arco. Antes de instalar y utilizar el equipo, lea atentamente el manual de instrucciones. ESAB puede suministrarle todos los accesorios de corte y protección necesarios. 2 INTRODUCCIÓN El equipo PowerCut 700 es un sistema completo para corte manual por plasma. Posee una potencia que permite cortar materiales de hasta 5/8" (16 mm) de espesor. 2.1 Equipamiento La fuente de alimentación se suministra con: S cable eléctrico, 10 pies (3 m) S manual de instrucciones S cable de retorno con pinza S soplete de corte por plasma PT-39, 25 pies (7,5 m), suministrado según se indica en la página 75. - 52 bp23asa © ESAB AB 2012 SA 3 CARACTERÍSTICAS TÉCNICAS PowerCut 700 Tensión de red 230 V $15 %, monofásica, 50/60 Hz Rango de ajuste 30 – 50 A Carga permitida a un factor de intermitencia del 25 % a un factor de intermitencia del 60 % a un factor de intermitencia del 100% 50 A 37 A 30 A Factor de potencia con corriente máxima 0.75 Rendimiento con corriente máxima 80 % Tensión en circuito abierto U0 320 V Temperatura de funcionamiento - 50 a 104 °F ( -10 a 40 °C) Temperatura de transporte - 68 a 131°F (-20 a 55 °C) Presión acústica sin carga < 49 db (A) Velocidad de flujo nominal 400 cfh a 70 psig (189 l/min a 4,8 bar) Dimensiones, L x An x Al 22” x 8,3” x 15” (557 x 211 x 380 mm) Peso incluido el soplete y el cable de retorno 47 libras (21,3 kg) Transformador de clase aislante Al Clase de protección de la carcasa IP 23 Factor de intermitencia El factor de intermitencia especifica el porcentaje de tiempo de un período de diez minutos durante el cual es posible soldar o cortar con una determinada carga. El factor de intermitencia es válido para 40 ° C. Grado de estanqueidad El código IP indica el grado de estanqueidad, es decir, el nivel de protección contra la penetración de objetos sólidos y agua. Los aparatos marcados IP 23 están destinados para uso en interiores y al aire libre. 4 INSTALACIÓN La instalación deberá hacerla un profesional autorizado. La instalación correcta es muy importante para obtener un funcionamiento sin inconvenientes y buenos resultados de corte. Lea detenidamente y siga cada paso en este capítulo. LAS DESCARGAS ELÉCTRICAS PUEDEN SER MORTALES. Tome las medidas de precaución necesarias frente a una descarga eléctrica. Asegúrese de que todas las fuentes de alimentación estén desconectadas : desconecte el dispositivo del tomacorriente de la pared y tire del cable de alimentación del equipo antes de realizar cualquier conexión eléctrica en la fuente de alimentación. - 53 bp23asa © ESAB AB 2012 SA Es muy importante que el chasis esté conectado a una toma de tierra de protección eléctrica aprobada a fin de evitar descargas y accidentes eléctricos. Asegúrese de que la toma de tierra de protección no esté conectada a los conductores de fase por error. Las conexiones deficientes o los errores al conectar el cable de retorno a la pieza de trabajo pueden ocasionar descargas eléctricas mortales. Es posible que los dispositivos de filtrado de aire no se utilicen: la instalación o el montaje de algún tipo de dispositivo de filtrado de aire impide el flujo de aire frío y ocasiona un riesgo de recalentamiento. Si se utiliza cualquier tipo de filtro de aire, la garantía se invalidará. NO arranque el equipo si se le retiró la cubierta. NO conecte el equipo bajo tensión o cuando lo está sosteniendo o transportando. NO toque ninguna parte del soplete cuando la fuente de alimentación está encendida. Este producto ha sido diseñado para usos industriales. Si se emplea en el hogar, puede provocar interferencias de radio. Es responsabilidad del usuario adoptar las precauciones oportunas. Coloque la fuente de alimentación al menos a 3 metros del área de corte dado que las chispas y la escoria pueden dañar la fuente de alimentación 4.1 Verificación y sitio de entrega 1. Retire el embalaje. Inspeccione el equipo en busca de daños que no sean inmediatamente visibles al recibir la entrega. Informe en ese mismo instante sobre cualquier daño a la empresa distribuidora. 2. Observe si hay piezas sueltas en el paquete. Verifique que los conductos de aire en el panel trasero de la cubierta no estén bloqueados con el material de embalaje dado que puede evitar el flujo de aire a través de la fuente de alimentación. La fuente de alimentación tiene un asa de transporte y puede levantarse fácilmente. - 54 bp23asa © ESAB AB 2012 SA 3. Coloque la fuente de alimentación de manera que las entradas y salidas del aire de refrigeración no estén obstruidas. La distancia mínima permitida hasta la pared u otra obstrucción es 3,3 pies (1 m). 4. Para cortar poder realizar un corte, se requiere una fuente de aire que proporcione aire limpio y seco, al menos de 400 cfh/l (189 l/m) a 70 psi (4,8 bar). La presión de aire de corte no debe exceder los 87 psi (6 bar), que es la presión de entrada máxima para el regulador de filtro que se incluye en la entrega. 4.2 Fuente de alimentación principal Compruebe que la fuente de alimentación esté conectada a la tensión de alimentación correcta y que esté protegida por el valor nominal del fusible correcto. De acuerdo con la normativa, es necesario instalar una toma de tierra de protección. Placa de características con los datos para la conexión a la red eléctrica Asegúrese de que la fuente de alimentación esté apagada antes de retirar el fusible. Tamaños recomendados para conductores de entrada y fusibles en línea Requisitos de entrada Voltio 230 Conductores de entrada y de tierra Fusible en línea Fase Amperios Cu/Awg Amperios 1 41 8 50 - 55 bp23asa © ESAB AB 2012 SA Alimentación por generadores La alimentación puede suministrarse con distintos tipos de generador. No obstante, es posible que algunos generadores no suministren suficiente potencia para soldar. Para que la fuente de alimentación funcione a su capacidad máxima se recomienda utilizar generadores con regulación AVR u otro tipo de regulación equivalente o mejor, con una potencia nominal de 6 kW. Arranque de la alimentación por generador: 1) Arranque el generador 2) Encienda la fuente de alimentación con el interruptor principal en posición ON Detención de la alimentación por generador 3) Apague la fuente de alimentación con el interruptor principal en posición OFF 4) Detenga el generador 4.3 Conexión de aire de entrada Conecte el suministro de aire a la conexión de entrada del filtro. Se puede utilizar cualquier cilindro de aire comprimido o aire de un compresor. El aire debe estar libre de partículas contaminantes. Se suministra un regulador de presión para garantizar la velocidad de aire de flujo correcto en el soplete. Establezca la presión con la perilla en la parte superior del regulador. 4.4 Conexión para el cable de retorno Sujete el cable de retorno a la pieza de trabajo. Asegúrese de que la pieza de trabajo esté conectada a una toma de tierra aprobada con el cable de toma a tierra del tamaño correspondiente. - 56 bp23asa © ESAB AB 2012 SA 4.5 Conexión del soplete Para permitir la separación rápida y sencilla del soplete de la alimentación eléctrica, Power Cut 700 viene equipado con una exclusiva solución de desconexión rápida. Antes de conectar o desconectar el soplete, deberá tener en cuenta algunas reglas de seguridad. S Si el conector está suelto o dañado, el sistema no debe ponerse en funcionamiento hasta que haya sido reparado por un profesional calificado. Asegúrese de que la conexión esté firme y correctamente sujetada en el lugar. S Nunca, bajo ninguna circunstancia, desconecte el soplete mientras el equipo está encendido. Antes de realizar el mantenimiento o la reparación, cerciórese de que el sistema esté desenchufado o, de otro modo, desconectado de la alimentación. S Los usuarios nunca deben tirar de los cables de alimentación eléctrica o hacer algo que pueda dañar el cable o el conector. El conector está diseñado para resistir el uso regular, pero el abuso excesivo puede hacer que el conector se vuelva inutilizable. S Tal como sucede con la alimentación eléctrica, el conector nunca debe ser operado en o cerca de agua estancada. Además, si falta el sello húmedo del conector, los usuarios no deberían poner el sistema en funcionamiento. S La conexión de gas está lubricada para garantizar una conexión sin dificultades, pero el conector eléctrico no debería estarlo. Los usuarios deben mantener las conexiones eléctricas limpias y secas. - 57 bp23asa © ESAB AB 2012 SA 4.5.1 Desconexión del soplete Siempre obedezca las reglas de seguridad mencionadas anteriormente. 1. Desconecte la alimentación de la pared o desconecte la alimentación eléctrica. 2. Presione la pestaña de nylon en el conector del lado del soplete. 3. Desprenda las dos mitades mientras mantiene la pestaña presionada. 4.5.2 Conexión del soplete Siempre obedezca las reglas de seguridad mencionadas anteriormente. 1. Desconecte la alimentación de la pared o desconecte la alimentación eléctrica. 2. Presione el botón de desenganche o el conector de gas hembra para asegurarse de que el mecanismo de bloqueo no esté enganchado. 3. Alinee los conectores de gas y conéctelos. 4. Alinee las conexiones eléctricas y conéctelas. 5. Presione las dos mitades de manera conjunta hasta que un sonido de clic indique que los conectores de gas están acoplados. 6. Tire suavemente del conector para asegurarse de que está correctamente sujetado en el lugar. - 58 bp23asa © ESAB AB 2012 SA 5 FUNCIONAMIENTO En la página 48 hay instrucciones de seguridad generales para el manejo de este equipo. Léalas antes de usarlo. 5.1 Conexiones 1 Fusible 4 Dispositivos de control, consulte el capítulo 5.2 2 Suministro de aire seco, prefiltrado 5 Conexión del soplete 3 Cable de alimentación 6 Conexión del cable de retorno con pinza - 59 bp23asa © ESAB AB 2012 SA 5.2 Dispositivos de control 1 Interruptor de electricidad 0/1 5 Indicador de exceso de temperatura 2 Desplazamiento 2/4 6 Piezas integradas 3 Indicador de presión de aire 7 Indicador de alimentación encendida 4 Indicador de fallo 8 Control de corriente de salida 1 Interruptor de electricidad Gire la perilla en el sentido de las agujas del reloj hasta la posición "1" para el funcionamiento normal. Gire la perilla en sentido contrario a las agujas del reloj, hasta la posición "0". 2 Desplazamiento 2/4 Cuando el equipo está en modo de corte de 2 desplazamientos, el soplete se activa al presionar el gatillo y se desactiva cuando se lo libera. En el modo de 4 desplazamientos, el soplete se activa al presionar el gatillo por primera vez y, posteriormente, puede ser liberado para mayor comodidad durante cortes prolongados. El soplete luego se desactiva al volver a presionar el gatillo. 3 Indicador de presión de aire El led amarillo indica que la presión de aire es demasiado baja. 4 Indicador de fallo El led amarillo intermitente indica que el interruptor de seguridad de la cubierta está acti vado y que la alimentación se apagó automáticamente. - 60 bp23asa © ESAB AB 2012 SA 5 Indicador de exceso de temperatura Cuando el led amarillo está encendido, significa que la temperatura de trabajo ha excedido los valores normales. Se apaga cuando la temperatura vuelve a ser normal. 6 Piezas integradas Cuando el led amarillo está encendido, indica que se produjo un error en las piezas integradas. Esto significa que no se detectaron boquillas o que el electrodo no se retrajo correctamente. Apague la alimentación. Verifique que los componentes estén correctamente ensamblados, que no estén dañados y que el electrodo pueda deslizarse hacia atrás y hacia adelante con la presión de un dedo. Una vez corregido el origen del error, vuelva a encender la alimentación. 7 Indicador de alimentación encendida Cuando el led verde está encendido, indica que la alimentación está encendida. 8 Control de corriente de salida Se ajusta de 30 a 50 A. Para configuraciones, consulte las tablas de datos de corte en el manual del soplete. 5.2.1 Tecla de símbolo PIP Alimentación Aire Temperatura Error Piezas integradas 2 desplazamientos 4 desplazamientos - 61 bp23asa © ESAB AB 2012 SA 5.3 Instalación de productos consumibles El uso correcto del soplete dentro de las condiciones de funcionamiento calificadas (especialmente la corriente del arco y la velocidad de flujo de gas) y la instalación firme de las partes de productos consumibles pueden evitar el daño innecesario del soplete. 1. Ajuste el electrodo y el tapón de retención/protección cada vez que reemplace un producto consumible o realice una inspección. 2. Compruebe la hermeticidad al comienzo de cada período, incluso si todo funcionaba normalmente al finalizar el período anterior. A Ensamble de la estructura del soplete B Deflector C Electrodo D Boquilla E Tapón de retención/protección F Pistón G Asiento de cuerpo del electrodo/soplete Consulte Repuestos la página 74. - 62 bp23asa © ESAB AB 2012 SA 5.4 Corte 1. Establezca el interruptor para que esté encendido (tomacorriente de pared o similar). 2. Verifique que el compresor esté conectado a la fuente de alimentación. 3. Establezca el interruptor de alimentación en I (Activo). 4. Luego de iniciar el corte, el soplete debe mantenerse a un ángulo de avance de 5 - 15°. Este ángulo resulta especialmente útil para crear un corte de "gota". El soplete se puede usar arrastrando la boquilla sobre la placa o con una distancia de hasta ¼” (6,35 mm) de separación. La separación ideal es 1/8” (3,2 mm).Las guías de separación facilitan el mantenimiento del espacio, consulte la página 74. 5. Apriete el interruptor del soplete. El aire debería salir de la boquilla del soplete. 6. Dos segundos después de apretar el interruptor del soplete, debería comenzar el arco piloto. Posteriormente, lo debería seguir el arco principal. De esta manera, se inicia el corte. (Si trabaja en el modo de 4 desplazamientos, se debe liberar el interruptor del soplete luego de establecer el arco de corte.) 7. Para comenzar un corte, incline el soplete para evitar que el material derretido retorne y dañe el soplete. Cuando el arco penetra a través de la pieza de trabajo, lleve el soplete a una posición vertical y continúe con el corte. 8. Al finalizar el corte, debe soltar el interruptor del soplete y retirarlo de la pieza de trabajo inmediatamente. De esta manera, evitará que el arco piloto vuelva a encenderse una vez que se apaga el arco de corte y provoque daños en la boquilla (doble formación de arco eléctrico). 9. Para reinicios rápidos en los equipos que admiten el modo de corte de parrilla, no suelte el interruptor de soplete. El soplete volverá automáticamente al modo de arco piloto después de cada corte. Luego vuelve a pasar al modo de arco principal al colocarse sobre la siguiente superficie de trabajo. Si no trabaja en el modo de corte de parrilla, simplemente suelte y vuelva a presionar el gatillo durante el post-flujo para reiniciar el arco sin demora para el pre-flujo. - 63 bp23asa © ESAB AB 2012 SA Velocidad Habitualmente, las velocidades de corte manual por plasma están limitadas por la velocidad del separador. Esto indica la velocidad máxima a la que podrá mover el soplete a lo largo del corte mientras penetra la pieza de trabajo. Sin embargo, para aplicaciones que requieren un corte más limpio, es importante realizar un corte más cercano a la velocidad de calidad. Si el corte se realizó demasiado rápido, las cantidades significativas de metal fundido pueden formar escoria en la parte inferior del corte. Si bien la mayoría de las chispas formadas de acero al carbono se apagan fácilmente, pueden resultar una molestia. Las velocidades de calidad se seleccionan para reducir al mínimo la formación de escoria. Los datos de la página 72 muestran las velocidades de corte máximas posibles para la fuente de alimentación 15 - 50A. Las recomendaciones sobre la velocidad de corte de calidad también se presentan para el acero. Tenga en cuenta que si el soplete se utiliza al límite, la calidad del corte se verá afectada. 6 MANTENIMIENTO El mantenimiento regular resulta de gran importancia para que el rendimiento y la vida útil sean óptimos. Únicamente las personas con conocimientos eléctricos adecuados (personal autorizado) pueden retirar los paneles de seguridad. Asegúrese de que el suministro de tensión de la red de electricidad hasta el equipo haya sido desconectado externamente. Desconecte el interruptor del tomacorrientes de la pared antes de realizar una inspección o de trabajar en la fuente de alimentación. Es posible que se haya acumulado agua o aceite en las líneas de aire comprimido. Siempre dirija el primer chorro de aire fuera del equipo, a fin de evitar daños. Todas las obligaciones del proveedor derivadas de la garantía del producto dejarán de ser aplicables si el cliente manipula el producto por su propia cuenta y riesgo durante el periodo de vigencia de la garantÍa con el fin de reparar cualquier tipo de falla o averÍa. - 64 bp23asa © ESAB AB 2012 SA Si el equipo no funciona correctamente, deje de trabajar de inmediato y determine la causa del problema. El trabajo de mantenimiento solo puede ser realizado por personas idóneas. El trabajo eléctrico solo puede ser realizado por electricistas autorizados. Nunca permita que otras personas inspeccionen, limpien o reparen el equipo. Utilice repuestos originales ESAB solamente. 6.1 Revisión y limpieza Es necesario que los siguientes puntos de la fuente de alimentación se inspeccionen y/o limpien regularmente. 1. Verifique la conexión del cable de retorno a la pieza de trabajo. 2. Verifique que la toma de tierra de protección de la pieza de trabajo esté conectada de manera segura a la conexión a tierra del bastidor de la fuente de alimentación. 3. Verifique el protector térmico del soplete. Reemplácelo si está dañado. 4. Verifique el electrodo y la boquilla para uso diario. Elimine cualquier salpicadura, reemplace el electrodo y la boquilla en caso de ser necesario. Si el electrodo tiene una cavidad con una profundidad mayor que 1/8” (3,2 mm) en el centro, debe ser reemplazado. Si, independientemente del límite de uso recomendado, el electrodo es utilizado, pueden producirse daños en el soplete y la fuente de alimentación. La vida útil de la boquilla se reduce en gran medida cuando se utiliza el electrodo más allá del límite recomendado. 5. Verifique que las mangueras o los cables no estén dañados o doblados. 6. Verifique que todos los enchufes y las conexiones y los terminales de tierra estén firmemente conectados. 7. Asegúrese de que todas las fuentes de alimentación entrantes estén desconectadas. Utilice gafas y una máscara facial. Limpie el interior de la fuente de alimentación con aire comprimido seco a baja presión. 8. Regularmente, drene el agua del filtro debajo de los reguladores de aire. - 65 bp23asa © ESAB AB 2012 SA 7 SOLUCIÓN DE PROBLEMAS LAS DESCARGAS ELÉCTRICAS PUEDEN PROVOCAR LA MUERTE Asegúrese de que el suministro de tensión de la red del equipo haya sido desconectado externamente. Desconecte el interruptor del tomacorrientes de la red antes de realizar una inspección o de trabajar en la fuente de alimentación. El equipo para cortar por plasma utiliza tensión extremadamente alta que puede provocar daños severos e incluso la muerte. Tenga sumo cuidado al trabajar sin las cubiertas. Antes de avisar a un técnico del servicio autorizado, efectúe las siguientes comprobaciones. Tipo de fallo Acción correctiva Penetración insuficiente S S S S S Flujo eléctrico demasiado bajo Velocidad de corte demasiado rápida Boquilla de corte dañada Presión de aire inadecuada Baja velocidad de flujo de aire El arco principal se extingue. S S Velocidad de corte demasiado baja Electrodo gastado Formación de escoria (según los materiales y el espesor puede ser imposible obtener cortes sin escoria.) S S Flujo eléctrico demasiado bajo Velocidad de corte demasiado rápida o demasiado lenta Presión de aire inadecuada Boquilla o electrodo defectuoso Baja velocidad de flujo de aire S S S Doble formación de arco eléctrico (orificio de boquilla dañado) S S S S Baja presión de aire Boquilla de corte dañada Boquilla de corte suelta Acumulación masiva de salpicaduras en la boquilla Arco desparejo S Boquilla de corte dañada o electrodo gastado Condiciones de corte inestable S S S Velocidad de corte incorrecta Conexiones sueltas de cable o manguera Electrodo y/o boquilla de corte en condiciones defectuosas - 66 bp23asa © ESAB AB 2012 SA Tipo de fallo Acción correctiva El arco principal no golpea. S S S Electrodo gastado Conexiones sueltas El cable de trabajo no está adjuntado Vida útil reducida de los consumibles S S S Presión de gas inadecuada Suministro de aire contaminado Baja velocidad de flujo de aire 7.1 Guía para solucionar problemas Problema Causa Solución El dispositivo de encendido/ apagado está en posición 1, pero el led verde (potencia) no se enciende. S S No hay electricidad. Disyuntor del circuito activado S La fuente de alimentación está encendida, pero el led PRESIÓN DE AIRE permanece encendido. S S La presión de aire es baja. No hay aire S La fuente de alimentación está encendida, pero el led EXCESO DE TEMPERATURA permanece encendido. S La fuente de alimentación todavía está demasiado caliente. Se enfriará pronto con el ventilador encendido. El sensor de temperatura está defectuoso. S La fuente de alimentación no está activada. Un interruptor de seguridad, cubierta, se ha activado. S S La fuente de alimentación está activa, el led naranja de FALLO permanece encendido. S S S S S Verifique la fuente de alimentación. Verifique el disyuntor. Aumente la presión de aire. Verifique si hay suministro de aire. Encienda la fuente de alimentación y espere algunos minutos antes de volver a trabajar. Llame a los técnicos del servicio autorizado. Verifique si los consumib les están en el lugar y correctamente tensados. Verifique que el panel lateral esté cerrado correctamente (lateral de inspección del conector del soplete). La fuente de alimentación está activa, el led amarillo de Piezas integradas permanece encendido. S Se produjo un error en las piezas integradas. S Verifique si los consumib les están en el lugar y correctamente tensados. El interruptor térmico se activa durante el corte. S La potencia que requiere la fuente de alimentación ha excedido la potencia disponible a partir de la tensión de la línea entrante. Otro dispositivo está trabajando en la misma línea. S Reduzca la corriente de corte con el comando en el panel delantero o reduzca el tiempo de corte. Reduzca la longitud del cable de conexión o aumente la sección del cable. No conecte otros dispositivos a la misma línea. S S S - 67 bp23asa © ESAB AB 2012 SA Problema El arco no golpea o desaparece durante el corte. Causa S S S S Solución Las piezas usadas del soplete están gastadas. El generador se calentó excesivamente. No hay suficiente presión de aire. Hay baja tensión en la línea entrante. S S S S El piloto está en funcionamiento pero no hay suficiente tensión eléctrica para cortar. S S El corte no es perpendicular. S Contacto defectuoso de la abrazadera de conexión a tierra Conexión defectuosa del polo positivo en cable del soplete S Electrodo o boquilla gastada S S Verifique el soplete y ajuste los repuestos si es necesario. Observe si el led de EXCESO DE TEMPERATURA amarillo en el panel delantero está encendido. Espere hasta que la fuente de alimentación se enfríe. Observe si el led AIRE está apagado. Aumente la presión de aire. Verifique la línea entrante. Si se está utilizando una extensión, asegúrese de que la sección de cable sea la adecuada. Verifique que la abrazade ra de conexión a tierra haga buen contacto con la pieza que se cortará. Verifique la conexión del polo positivo a la salida en el tomacorriente e incluso en el interior. Reemplace el electrodo y la boquilla. - 68 bp23asa © ESAB AB 2012 SA 8 PEDIDOS DE REPUESTOS Todas las reparaciones y trabajos eléctricos deben encargarse a un técnico ESAB autorizado. Utilice siempre repuestos e insulmos originales de ESAB. Se ha diseñado y probado el PowerCut 700 según estándes internacionales y europe os IEC 60974-1, . La unidad de servicio que haya provisto el servicio o realizado un trabajo de reparación debe asegurarse que el producto siga cumpliendo con las normas mencionadas. Si desea realizar un pedido de piezas de repuesto, acuda al distribuidor de ESAB más cercano (consulte la última página de este documento). A fin de garantizar el funcionamiento adecuado, se recomienda utilizar únicamente partes y productos ESAB genuinos en este equipo. La utilización de partes que no sean de ESAB podría invalidar la garantía. Las partes de repuestos pueden solicitarse al Distribuidor de ESAB. Cuando solicite partes de repuesto, asegúrese de indicar cualquier instrucción especial de envío. Consulte la lista de números de teléfono de servicio al cliente de la Guía de comunicación, en la última página de este manual. - 69 bp23asa © ESAB AB 2012-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
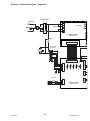 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76












































































ESAB PowerCut 400 PT-39 Manual de usuario
- Categoría
- Sistema de soldadura
- Tipo
- Manual de usuario
- Este manual también es adecuado para
en otros idiomas
- français: ESAB PowerCut 400 PT-39 Manuel utilisateur
- English: ESAB PowerCut 400 PT-39 User manual
Artículos relacionados
-
ESAB PowerCut™700 PT-39 Manual de usuario
-
-
ESAB PowerCut 400 Manual de usuario
-
-
ESAB Warrior™ Feed 304w Manual de usuario
-
-
ESAB COOL 2 Manual de usuario
-
ESAB Origo Mig 410 Manual de usuario
-
-