La página se está cargando...

13
• Utilizar solamente repuestos originales.
• Sostituir siempre con material original eventuales partes
dañadas de la máquina o la antorcha.
• No utilizar una antorcha distinta de la original.
• No hacer funcionar la máquina sin las tapas. Esto sería
peligroso para el operador y las personas que se
encuentran en el área de trabajo y no permitiría a la máqui-
na un enfriamiento adecuado.
3 EXPLICACIONES Y DATOS TÉCNICOS.
N°. Número de matrícula que siempre hay que
citar para cualquier petición relacionada con
lo equipo.
TORCH TYPE Tipo de antorcha que puede ser utilizado con
este aparato.
U0. Tensión al vacío secundaria.
X. Factor de servicio porcentual.
El factor de servicio expresa el porcentaje de
10 minutos durante los cuales la instalacion
puede trabajar a una determinada corriente
sin producir recalentamiento.
I2. Corriente para cortar.
U2. Tensión secundaria con corriente I2.
U1. Tensión nominal de alimentación.
1~60Hz Alimentación 60 Hz.
I1. Corriente absorbida por la correspondiente
corriente de corte I2.
IP21. Grado de protección del armazón
Grado1, segunda cifra, significa que con esta
máquina no se puede trabajar al exterior y con
lluvia.
4 DESCRIPCION DE LOS DISPOSITIVOS SOBRE LA
MAQUINA (ver fig. 1)
A) Cable de alimentación.
B) Empalme aire comprimido (filete 1/4" gas hembra).
C) Interruptor de red.
E) Reductor de presión de aire.
F) Manómetro.
G) Indicador luminoso termostato abierto..
H) Borne de masa.
I) Contenedor recoge condensación.
L) Indicador luminoso presión de aire insuficiente.
Antes de operar en la máquina, leer atentamente el
presente manual. La falta de respeto a las normas
contenidas en éste, exime al constructor de cual-
quier responsabilidad.
La máquina ha sido proyectada, realizada y protegida para
las funciones a continuación mostradas. Cualquier otro uso
no comprendido en éstas, se considerará NO ADMITIDO.
La máquina se activará en el interior de locales adecuada-
mente ventilados, sin polvo y humedad; donde, de cualquier
forma, no subsistan peligros de incendio, explosiones, inun-
daciones.
La puesta en funcionamiento, el uso y el mantenimiento, lo
efectuarán personal cualificado. Aténganse siempre a las
normas vigentes anti accidentes.
La casa constructora no responde de eventuales daños
causados por un empleo incorrecto de la máquina.
1 PROLOGO
Esta maquina debe ser utilizada exclusivamente para ope-
raciones de corte, sobre cualquier material electroconductor
(metales y aleaciones).
En este equipo el encendido del arco se realiza por medio
del contacto y de la siguiente separación del eléctrodo de la
tobera.
El corte al “PLASMA”, se produce por la alta temperatura
generada por un arco eléctrico concentrado, por lo que
podrían producirse situaciones altamente peligrosas; por
tanto es indispensable, tener en la máxima consideración el
capítulo que trata de las PRECAUCIONES DE SEGURIDAD.
Los símbolos situados cerca de los párrafos a los que hacen
referencia, evidencian situaciones de máxima atención, con-
sejos prácticos o simples informaciones.
El presente manual se debe conservar con atención, en un
lugar conocido de todos los interesados. Se consultará en
cualquier momento que surja una duda, seguirá toda la vida
operativa de la máquina y se empleará para la petición de
los repuestos.
2 DISPOSITIVOS DE SEGURIDAD
Esta instalación posee las siguientes seguridades:
Termica : Para evitar eventuales sobrecargas, situada
sobre los cables del transformador de potencia y evidencia-
da por el encendido del indicador luminoso G (ver fig. 1).
Neumática : Para evitar que la presión de aire sea
insuficiente, situada sobre la alimentación de la antorcha
evidenciada por el indicador luminoso L (ver fig. 1).
Eléctrica : Situada sobre el cuerpo de la antorcha para
evitar que haya tensiones peligrosas en la antorcha
cuando se reemplazan la tobera, el difusor, el electrodo o
el porta tobera.
El aparato está dotado, además, de un sistema de detec-
ción de anomalías. Cada anomalía viene señalada por un
diferente modo de centellear de la lámpara G:
A) Un destello seguido de una pausa de 1 segundo signifi-
ca que existe un corto circuito en la antorcha (por ejem-
plo entre el electrodo y la tobera).
En este caso apagar el aparato y eliminar el problema.
B) Dos destellos seguidos de una pausa de un segundo
significa que el pulsador de start está presionado en el
momento del encendido del aparato. Soltar el pulsador.
• No eliminar las seguridades de la máquina.
MANUAL DE INSTRUCCIONES PARA EQUIPO DE CORTE EN PLASMA

14
5 PUESTA EN OBRA
La instalación de la máquina debe ser realizada por per-
sonal calificado.
Todas las conexiones deben ser realizadas de acuerdo
a las normas vigentes y respetando la ley antifortunios.
Conectar la alimentación del aire al empalme B asegurán-
dose que la presión sea por lo menos de 6 bar (0.6 MPa) con
una portada mínima de 140 litros/min.
El empalme de aire por conectar al reductor de presión,
deberá tener la parte fileteada de longitud no superior a 6 ÷
8 mm., ya que una más larga, podría provocar mal funcio-
namiento en el interior del reductor.
En el caso que la alimentación del aire provenga de un
reductor de presión, de un compresor o una instalación
centralizada debe ser regulado a la máxima presión de sali-
da que no debe superar 8 bar (0.8 MPa ). Si la alimentación
del aire proviene de un tubo de aire comprimido esta debe
ser equipada con un regulador de presión; no conectar
nunca un tubo de aire comprimido directamente al
reductor de la máquina; la presión podría superar la
capacidad del reductor que lo haría explotar!
Asegurarse de que las tensiones de alimentación corres-
pondan a las que se hallan sobre la plaqueta de los datos
técnicos de la máquina.
Conectar el cable de alimentación A: el conductor ama-
rillo verde del cable debe ser conectado a una eficiente
toma de tierra de la instalación, el resto de los conduc-
tores deben ser conectados a la línea de alimentación a
través de un interruptor situado, si es posible, cerca
de la zona de corte para permitir un apagado rápido en
caso de emergencia.
La portada del interruptor magneto-térmico o los fusibles en
serie al interruptor debe ser igual a la corriente I1 absor-
bida por la máquina.
La corriente I1 absorbida se deduce de la lectura de los
datos técnicos llevados sobre la máquina en correspon-
dencia de la tensión de alimentación U1 a disposición.
Eventuales prolongaciones deben ser de sección adecuada
a la corriente I1absorbida.
6 USO
Prensar el interuptor C.
Presionando por un instante el pulsante de la antorcha se
manda la apertura del flujo del aire comprimido. Verificar
que, en esta condición, la presión indicada por el manóme-
tro F esté entre 65÷70 PSI (4,5÷4,7 bar / 0.45 ÷ 0.47 MPa),
en caso contrario ajustarla trabajando sobre la manopla
E del reductor, luego bloquear dicha manopla presionan-
do hacia abajo.
Conectar el borne de masa H a la pieza que se debe cortar.
El circuito para cortar no se debe poner, deliberadamente a
contacto directo o indirecto con el conductor de protección,
sino que solamente en el pedazo que hay que cortar.
Si el pedazo en el cual se trabaja se coloca deliberadamen-
te a tierra mediante el conductor de protección, dicha
conexión se tiene que hacer lo más directa posible y reali-
zarla con un conductor de sección, al menos, igual al del
conductor de retorno de la corriente para cortar y conecta-
do al pedazo en el cual se trabaja en el mismo punto del
conductor de retorno, utilizando el borne del conductor
de retorno o utilizando otro borne de masa colocádolo lo
más cerca posible.
Cada precaución tiene que ser tomada al fin de evitar
corrientes dispersas de soldadura.
Asegurarse que el borne y la pieza tengan un buen con-
tacto eléctrico en particular con láminas barnizadas, oxida-
das o con revestimientos aislantes.
Cuando es posible la antorcha debe ser tirada. Tirar es más
fácil que empujar.
Mantener la antorcha vertical durante el corte.
Completado el corte y luego de haber dejado el pulsante, el
aire continúa a salir de la antorcha por aproximadamente 60
segundos para permitir que la antorcha misma se enfríe. Se
aconseja no apagar el equipo antes de este tiempo.
En el caso que se deban realizar perforaciones o se deba
iniciar el corte en el centro de la pieza se debe disponer la
antorcha en posición inclinada y lentamente enderezarla en
modo que el metal fundido no sea expulsado hacia la
tobera (ver fig. 4). Esta operación debe ser realizada cuan-
do se trabajan piezas con un espesor superior a los 2 mm.
En el caso que se deban realizar cortes circulares se acon-
seja utilizar el específico compás (abastecido sobre pedido).
N.B.: Evitar de mantener encendido inutilmente el arco
piloto en aire para no aumentar el consumo del electrodo,
del difusor y de la tobera.
Cuando se ha acabado el trabajo, apagar la máquina i
colgar la antorcha utilizando el correpondiente gancho.
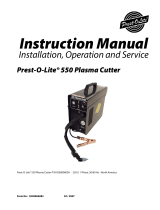
7 DIAGRAMA VELOCIDAD DE CORTE
8 INCONVENIENTES DE CORTE
1) Insuficiente penetración
Las causas de este inconveniente pueden ser:
• velocidad elevada. Asegurarse siempre que el arco
penetre completamente la pieza a cortar y que nunca
tenga una inclinación, en el sentido de avance, superior
a los 10 ÷ 15° (ver fig. 4). Se evitaran un consumo inco-
rrecto de la tobera (ver fig. 5).
• Espesor excesivo de la pieza (ver diagrama velocidad
de corte y espesores).
• Borne de masa H no tiene buen contacto eléctrico con
la pieza.
• Tobera y electrodo gastados.
N.B.: Cuando el arco no penetra las escorias de metal
fundido obstruyen la tobera.
2) El arco de corte se apaga
Las causas de este inconveniente pueden ser:
21
0.5
1.0
1.5
2.0
2.5
m/min
3.0
3.5
4.0
4.5
5.0
5.5
6.0
6.5
1/8 1/4 3/8 1/2
inc.
5/8
34 5 6
mm
78
20
40
60
80
100
inc/min
120
140
160
180
200
220
240
INOX
AL
FE
25 A

15
El electrodo nuoevo debe ser enroscado en el aloja-
miento y bloqueado sin ajustar a fondo.
La tobera C debe ser sostituida cuando presenta la
perforación central arruinada o muy alargada respecto al
particular de la nueva.
Cuando el electrodo está consumado la tobera se
usura rapidamente. Cuando el electrodo está consu-
mado la máquina pierde potencia de corte.
Asegurarse que luego de la sostitución el porta tobera
D esté bien ajustado.
ATENCION! El porta tobera D debe ser ajustado
sobre la cabeza solo con el electrodo A, el difusor B
y la tobera C montados.
La falta de tales piezas comprometería el funciona-
miento del aparato y en particular la seguridad del
operador.
11 MANTENIMIENTO Y CONTROL
Cada intervención al interior del equipo tiene que estar
realizado por personal calificado.
Las operaciones que requieren el acceso al interior de
la máquina deben ser realizadas luego de haber desco-
nectado el cable de alimentación de la toma.
Periodicamente es necesario limpiar el interior de la
máquina de polvo metálico acumulado, utilizando
aire comprimido.
12 PRECAUCIONES POR USAR DESPUES DE UNA
INTERVENCION DE REPARACION
Después de haber hecho una reparación, estén atentos a
volver a ordenar los cables de forma que exista un aisla-
miento seguro entre el lado primario y el secundario de la
máquina. Evitar que los hilos puedan entrar en contacto
con partes en movimiento o partes que se calientan
durante el funcionamiento. Volver a montar todas las cin-
tas en la forma original para evitar que, si accidentalmen-
te un conductor se rompiese o desconectase, se pueda
producir una conexión entre el primario y el secundario.
13 PRECAUCIONES FUNDAMENTALES DE
SEGURIDAD
ATENCION: DESCONECTAR LA ALIMENTACION
ELECTRICA ANTES DE MANIPULAR CON LA ANTOR-
CHA.
SHOCK ELECTRICO
El shock eléctrico puede ser mortal. Todos los
shock eléctricos son potencialmente fatales. Este
equipo de corte en plasma necesita para la conexión del
arco tensiones altas (250÷350V) por lo cual se recomien-
da tomar las siguientes precauciones cuando se utiliza :
• No tocar partes bajo tensión.
• Aislarse de la pieza que se debe cortar y de tierra usan-
do guantes y ropas aislantes.
• Mantener la indumentaria (guantes, zapatos, delan-
tal, ropas) y el cuerpo secos.
• No trabajar en ambientes humedos o mojados.
• Evitar de apoyarse en la pieza o sostenerla con las
manos.
• Mantener un aislamiento apropiado contra el shock
eléctrico.
• tobera, electrodo o difusor gastados.
• presión de aire muy alta.
• Tensión de alimentación muy baja.
3) Corte inclinado
Las causas del problema anteriormente indicado pueden
ser:
a) presión de aire muy baja respecto a la aconsejada.
b) excesivas quemaduras sobre la parte terminal del
porta tobera.
c) Excesiva usura de los particulares de consumo
4) Excesiva usura de los particulares de consumo
Las causas del problema anteriormente indicado pueden ser:
a) presión de aire muy baja respecto a la aconsejada.
b) excesivas quemaduras sobre la parte terminal del
porta tobera.
5) Si la tensión de alimentación fuese inferior al -10% res-
pecto al valor indicado en la placa de los datos técnicos,
podría suceder que el arco piloto no se mantuviese
encendido sino que se apagase inmediatamente. En este
caso reducir la presión del aire a 4 bar. Si las dificultades
continuasen, mantener la tobera directamente sobre la
pieza por cortar, de forma que incluso un breve impulso
de arco pilota pueda llegar a ésta y permita el inicio del
corte.
9 CONSEJOS PRACTICOS
• Si el aire de la instalación contiene humedad y aceite
en cantidad se aconseja utilizar un filtro desecador
para evitar una excesiva oxidación y usura del electro-
do y la tobera y pueden rendir dificultoso el encendido
del arco piloto. Si se verifica esta condición limpiar la
parte terminal del electrodo y el interior de la tobera
con papel abrasivo fino.
• Asegurarse que el electrodo y la tobera nuevos que van
a ser montados estén bien limpios y desengrasados.
Es importante mantener limpia la tobera de las escorias
de metal.
• Evitar el uso de cuerpos con puntas para no deterio-
rar la perforación de la tobera.
• A pesar que la máquina tenga un dispositivo automáti-
co para la descarga de la condensación, que comien-
za a funcionar cada vez que se cierra la alimentación del
aire, es buena norma, periodicamente, controlar que
en el contenedor I (fig. 1) del reductor no haya restos de
condensación.
• Para evitar daños en la antorcha y situaciones peli-
grosas utilizar siempre repuestos originales.
10 MANTENIMIENTO ANTORCHA
Quitar siempre la alimentación a la máquina antes de
cada intervento sobre la antorcha.
Sostitución de las partes de consumo (fig. 7).
Los particulares sometidos a usura son el electrodo A,
el difusor B y la tobera C.
La sostitución de una de estas partes es posible solo
luego de haber desenroscado el porta tobera D.
El electrodo A debe ser sostituido cuando presenta un
crater en el centro con una profundidad de aproximada-
mente 1,5 mm. (ver fig. 6).
ATENCION! Para destornillar el eléctrodo no ejercer
esfuerzos improvisos sino aplicar una fuerza progresiva
hasta originar el desbloqueo del fileteado.

16
presentes disolventes o desengrasantes alógenos que
den origen a gases toxicos durante el corte; algunos sol-
ventes clorinados pueden descomponerse en pre-
sencia de radiaciones emitidas por el arco y generar
gas fosgene.
• No cortar metales recubiertos o que contengan
plomo, grafito, cadmio, zinc, cromo, mercurio o berillio si
no se dispone de un respirador adecuado.
• El arco eléctrico genera ozono. Una exposición prolon-
gada en ambientes con altas concentraciones de
ozono puede causar dolor de cabeza, irritación a la
nariz, garganta, ojos y graves congestiones y dolor al
pecho.
IMPORTANTE: NO USAR OXIGENO PARA LA VENTILA-
CION.
FUEGO
• Evitar que se produzca fuego a causa de
escorias calientes o piezas incandescen-
tes.
• Asegurarse que los dispositivos anti-incendios apro-
piados se encuentren cerca de la zona de corte.
• Quitar de la zona de corte y alrededores (aproximada-
mente 10 mt.) materiales inflamables y combustibles.
• No realizar cortes sobre contenedores de combusti-
ble y lubricantes aunque estén vacios. Estos deben
ser cuidadosamente limpiados antes de ser cortados.
• Dejar enfriar el material cortado antes de tocarlo o
ponerlo en contacto con material combustible o
inflamable.
• No realizar cortes sobre piezas con espacios que
contengan materiales inflamables.
• No operar en atmosferas con altas concentraciones
de vapores combustibles, gases y polvos inflamables.
• Controlar siempre la zona de trabajo media hora des-
pues del corte para asegurarse que no haya un prin-
cipio de incendio.
QUEMADURAS
• Para proteger la piel contra las quemaduras causadas
por la radiación ultravioleta emitidas por el arco, por las
chispas y escorias de metal fundido utilizar indu-
mentarias ignifugas que cubran todas las superficies
expuestas del cuerpo.
• Utilizar pantalones sin dobleces para evitar que las
chispas y escorias se depositen en los mismos.
• Esperar que la antorcha se enfrie y apagar la máqui-
na antes de tocar la parte frontal de la antorcha.
• La antorcha está dotada de un arco piloto, por lo
tanto apenas se presiona el pulsante se conecta
el arco plasma, también con el cable de masa des-
conectado; evitar dirigir el chorro contra el propio
cuerpo o contra las personas presentes en la zona
de corte.
• Para evitar que el arco plasma se encienda en
forma accidental apagar siempre la máquina antes
de apoyar o abandonar la antorcha.
• No tener en el bolsillo materiales combustibles como
encendedores o cerillas.
EXPLOSIONES
• No realizar cortes sobre de recipientes bajo pre-
sión.
• No cortar en atmosfera que contenga polvos, gases
• Si se debe trabajar próximo o en una zona a riesgo
usar todas las precauciones posibles.
• Si se advierte una pequeña sensación de corrien-
te eléctrica interrumpir inmediatamente las operaciones
de corte. No usar el equipo hasta que no se individuali-
ce y resuelva el problema.
• Preveer un interruptor automático de pared de capa-
cidad adecuada, si es posible cerca de la máquina, para
permitir el apagado inmediato del equipo en caso de
una eventual situación de emergencia.
• Inspeccionar con frecuencia el cable de alimentación,
el cable antorcha, el cable de masa y la antorcha misma.
• No utilizar la máquina si uno de estos está dañado.
Sostituirlos inmediatamente.
• Desconectar el cable de alimentación de red antes de
intervenir sobre los cables o extraer las tapas de la
máquina.
• Apagar o desconectar siempre el equipo antes de sos-
tituir la tobera, el difusor aislante, el electrodo o el porta
tobera.
• No utilizar la máquina sin las tapas de protección.
• Sostituir siempre con material original eventuales par-
tes dañadas de la máquina, de la antorcha y cables de
esta ultima.
• No excluir nunca las seguridades de la antorcha y la
máquina.
• Asegurarse que la línea de alimentación esté provista
de una eficiente toma de tierra.
• El eventual mantenimiento debe ser realizado solamen-
te por personal calificado y que tenga conocimiento
de los riesgos debidos a las tensiones peligrosas nece-
sarias para el funcionamiento del equipo.
ATENCION: No enroscar nunca el porta tobera D (
fig. 7) sobre el cuerpo antorcha E sin haber antes
armado los particulares de consumo eléctrico A,
difusor B y tobera C. La falta de tales piezas compro-
metería el funcionamiento del aparato y en particular
la seguridad del operador.
RADIACIONES
Las radiaciones ultravioletas emitidas por el arco
pueden dañar los ojos y quemar la piel. Por lo
tanto:
• Usar indumentarias y mascaras de protección apropia-
das.
• No utilizar lentes de contacto!! El intenso calor ema-
nado del arco podría adherirlas a la cornea.
• Utilizar mascaras con lentes que tengan un grado
de protección mínimo DIN 7 o DIN 8.
• Hacer que se protegan las personas que se encuentren
cerca de las zona de corte.
HUMOS
Las operaciones de corte producen humos y pol-
vos metálicos que pueden dañar la salud, por o
tanto:
• Trabajar en espacios provistos de una adecuada ven-
tilación.
• Mantener la cabeza fuera de los humos.
• En ambientes cerrados utilizar aspiradores adecua-
dos situados a ser posible debajo de la zona de corte.
• Si la ventilación no es adecuada usar respiradores
aprovados para el procedimiento.
• Limpiar el material a cortar cuando se encuentren

17
o vapores explosivos.
Este equipo de corte en plasma utiliza aire comprimi-
do para su funcionamiento; en caso de la utilización
de tubos de aire
comprimido adoptar las precauciones apropiadas:
A) TUBOS
• No conectar directamente el tubo al reductor de la
máquina sin utilizar un regulador de presión; la presión
podría exceder la capacidad del reductor que, de esta
manera, podría explotar.
• La presión de alimen. no debe superar 8 bar (0.8 MPa).
• Manipular o utilizar tubos en presión de acuerdo a las
normas en vigor.
• No utilizar tubos que pierden o estén fisicamente daña-
dos.
• No utilizar tubos que no estén bien fijados.
• No transportar tubos sin la protección de la válvula
de securidad.
• No usar tubos cuyo contenido no haya sido clara-
mente identificado.
• No lubrificar nunca las válvulas del tubo con el arco
plasma.
• No poner en contacto eléctrico el tubo con el arco plas-
ma.
• No exponer los tubos a calor excesivo, chispas, esco-
rias fundidas o llamas.
• No tocar las válvulas del tubo.
• No intentar desbloquear con martillos, llaves u otros
sistemas las válvulas bloqueadas.
• No utilicen oxígeno comprimido.
B) REGULADORES DE PRESION
• Mantener los reguladores de presión en buenas condi-
ciones. Reguladores dañados pueden causar daños o
accidentes; estos deben ser reparados solamente por
personal calificado.
• No utilizar reguladores para gas distintos de aquellos
para el cual han sido fabricados.
• No usar nunca un regulador que pierde y que fisica-
mente parece estar dañado.
• No lubrificar nunca un regulador con aceite o grasa.
C) TUBOS AIRE
• Sostituir los tubos de aire que evidencien daños.
• Mantener los tubos extendidos para evitar dobladuras.
• Mantener recogido el tubo en exceso y mantenerlo
fuera de la zona de trabajo para prevenir eventuales
daños.
RUIDO
Este equipo no produce por si mismos ruidos que
superen los 80 dB. El procedimiento de corte
puede pruducir ruidos superiores a dicho límite. Por lo
tanto, los usuarios tendrán que respetar las precauciones
previstas por la ley.
PACEMAKES (MARCAPASOS)
El campo magnético producido por corrientes elevadas
pueden comprometer el funcionamiento del pace maker.
Las personas que usan instrumentos electrónicos vitales
(pacemaker) deben consultar al médico antes de acer-
carse a las operaciones de soldadura de arco, de gubia-
do, de corte o de soldadura por puntos.
PUBLICACIONES
Las siguientes publicaciones proporcionan ulteriores
informaciones sobre las precauciones de seguridad:
A) Boletín N. C5.2-83 «Recommended Safe Practices for
Plasma Arc Cutting» (Reglas prácticas de seguridad
aconsejadas para el corte con arco plasma)
B) Norma American National Standard ANS1Z49.1-83
«Safety in Welding and Cutting» (Seguridad en soldadura
y corte) ambas disponibles en: American Welding Society
lnc. - 2501 Northwest 7th Street - Miami, Florida 33125 -
Teléfono (305) 443-9353.
C) Normas OSHA “Safety and Health Standards”
(Normas para la seguridad y la salud en el trabajo),
29CFR 1910, disponibles en U.S. Department of Labor,
Washington, D.C. 20210.
1/20