AC MOTOR SERVO
MANUAL INSTRUCCIÓN PARA MÁQUINA DŰRKOPP ADLER-251 SOLO
HVP-20-4-25 PARA DA- 251
HSVP20U06 - SP 2008. 08
MINI-MOTOR
C-60
ESPAÑOL

EC - Manufacturer Declaration
EC Declaration of Conformity
We declare herewith that the following equipment:
NEEDLE POSITIONER
AC SERVO MOTOR---HVP-70 SERIES
AC SERVO MOTOR---HVP-90 SERIES
AC SERVO MOTOR---HVP-20 SERIES
. is designed to be a driver of a sewing unit or system and must not be put into commission
until the sewing unit or system has been declared in conformity with the provision of the EC
Machinery Directives.
. complies with the following relevant provisions:
-EC Low Voltage Directive (73/23/EEC)
-EC Electromagnetic Compatibility Directive (89/336/EEC)
-EC Machinery Directive (98/37/EC)
Applied harmonized standards, especially :
EN 60204-31 Electrical equipment of industrial machines. Particular requirements for
sewing machines, sewing units and sewing system.
EN 292-1 Safety of machines.
EN 292-2 Safety of machines, technical guidelines and specifications.
EN 61000-6-2 EMS for industrial environment.
EN 61000-6-3 EMI for residential environment.
EG Konformitätserklärung
Hiermit erklären wir, dass die Bauart des Nähmaschinenantriebes:
MOTOR TYP
AC SERVO MOTOR---HVP-70 SERIEN
AC SERVO MOTOR---HVP-90 SERIEN
AC SERVO MOTOR---HVP-20 SERIEN
. zum Einbau in eine Näheinheit oder Nähanlage sind und dass Inbetriebsnahme so lange
untersagt ist, bis festgestellt wurde, dass die Näheinheit oder Nähanlag, in die dieser
Nähmaschinenantrieb eingebaut werden soll, den Bestimmungen der EG-Maschinenrichtlinie
entspricht.
. folgenden einschlägigen Bestimmungen entspricht:
- EG Niederspannungsrichtlinie (73/23/EWG)
- EG EMV Richtlinie (89/336/EWG)
- EG Maschinenrichtlinie (98/37/EWG)
Angewendete harmonisierte Normen, insbesondere:
EN 60204-31 Elektrische Ausrüstung von Industriemaschinen. Besondere
Anforderungen für Nähmaschinen, Nähanheiten und Nähanlagen.
EN 292-1 Sicherheit von Maschinen, Grundsätzliche Terminologie und Methodik.
EN 292-2 Sicherheit von Maschinen, Technische Leitsätze und Spezifikationen.
EN 61000-6-2 EMS für Industrie Gebrauch.
EN 61000-6-3 EMI für häuslich Gebrauch.
Dichiarazione CE di conformità
Con la presente dichiaramo che la costruzione del motore per macchine per cucire:
TIPO DI MOTORE
AC SERVO MOTORE---HVP-70 SERIE
AC SERVO MOTORE---HVP-90 SERIE
AC SERVO MOTORE---HVP-20 SERIE
. è destinata per essere incorporata in una unità di cucitura oppure in un impianto di
cucitura. E vietata la sua messa in servizio prima che l’unità o l’impianto di cucitura
in cui sarà incorporata sia stato dichiarato conforme alle disposizioni della direttiva
CE per macchinari.
. è conforme alle seguenti disposizioni pertinenti:
-Direttiva CE per bassa tensione (73/23/CEE)
-Direttiva CE per compatibilità elettromagnetica (89/336/CEE)
-Direttiva CE per macchinari (98/37/CE)
Norme armonizzate utilizzate, in particolare:
EN 60204-31 Equipaggiamento elettrico di macchine industriali. Esigenze speciali per
macchine per cucire, unità ed impianti di cucitura.
EN 292-1 Sicurezza di macchinari, terminologia di base e metodica.
EN 292-2 Sicurezza di macchinari, direttive tecniche e specifiche.
EN 61000-6-2 EMS per l'ambiente industriale.
EN 61000-6-3 EMI per l'ambiente residenziale.
Déclaration CE de conformité
Par la présente, nous déclarons que le type de fabrication du moteur pour machines à coudre:
TYPE DE MOTEUR
AC SERVO MOTEUR---HVP-70
AC SERVO MOTEUR---HVP-90
AC SERVO MOTEUR---HVP-20
. est destiné à être intégré à une unité ou un système de couture et que sa mise en service est
interdite tant que l’unité ou le système de couture auquel il sera intégré n’ait été déclaré
conforme aux dispositions de la directive CE sur les machines.
. répond aux suivantes dispositions pertinentes:
- Directive CE sur la basse tension (73/23/CEE)
- Directive CE sur la compatibilité électromagnétique (89/336/CEE)
- Directive CE sur les machines (98/37/CE)
Normes appliquées après harmonisation, en particulier:
EN 60204-31 Équipement électrique des machines industrielles. Règles particulières
pour machines à coudre, unités et systèmes couture.
EN 292-1 Sécurité des machines, terminologie de base, méthodologie.
EN 292-2 Sécurité des machines, principes et spécifications techniques.
EN 61000-6-2 EMS pour utilisation industrielle.
EN 61000-6-3 EMI pour utilisation résidentiel.
Declaração CE de Conformidade
Declaramos, pelo presente instrumento, que a construção do motor da màquina de costura:
TIPO DO MOTOR
AC SERVO MOTOR---HVP-70 SÉRIE
AC SERVO MOTOR---HVP-90 SÉRIE
AC SERVO MOTOR---HVP-20 SÉRIE
. está destinada a ser incorporada numa unidade ou instalação de costura. Nunca
colocar em serviço antes de a unidade de costura ou a instalação de costura em que
este motor vai ser incorporado ser declaràda em conformidade com o disposto na
directiva da CE sobre máquinas.
. corresponde às seguintes normas pertinentes:
-Directiva CE sobre baixa tensão (73/23/CEE)
-Directiva CE sobre compatibilidade electromagnética (89/336/CEE)
-Directiva da CE sobre máquinas (98/37/CE)
Normas harmonisadas aplicadas, em particular:
EN 60204-31
Equipamento eléctrico de máquinas industriais. Requisitos especiais para
máquinas de costura, Unidades de costura e instalações de costura.
EN 292-1 Segurança das máquinas, terminologia básica, metodologia.
EN 292-2 Segurança das máquinas, normas básicas técnicas e especificações.
EN 61000-6-2 EMS para ambiente industriais.
EN 61000-6-3 EMI para ambiente residencial.
EC Declaración de Conformidad
Declaramos junto con esto que el siguiente equipo:
MOTOR SINCRONIZADOR
AC MOTOR SERVO---HVP-70 SERIE
AC MOTOR SERVO---HVP-90 SERIE
AC MOTOR SERVO---HVP-20 SERIE
. está diseñado para ser un controlador de una unidad de costura o sistema y no hay que
ser puesto en servicio activo hasta que la unidad de costura o sistema se ha declarado
conforme a la provisión de EC Directivas Maquinarias.
. Se conforma con las siguientes provisiones pertinentes:
-EC Directiva Voltaje Bajo ( 73/23/EEC )
-EC Directiva Compatibilidad Electromagnética ( 89/336/EEC )
-EC Directiva Maquinaria ( 98/37/EC )
Aplicado normas armonizadas, especialmente:
EN 60204-31
Equipo electrico de máquinas industrials. Requisito particular para
máquinas de coser, Unidades de costura y sistema de costura.
EN 292-1 Seguridad de máquinas.
EN 292-2 Seguridad de máquinas, directrices técnicos y especificaciones.
EN 61000-6-2 EMS para ambiente industrial.
EN 61000-6-3 EMI para ambiente residencial.
H. S. Machinery. Co., Ltd
----------------------------------------------------------------------------------------------------
Mr. C. H. Tai Plant Manager

1. Precaución de Seguridad
(1). Ambiente de trabajo ………………………………………………………………………………………
(2). Seguridad en instalación ………………………………………………………………………………
(3). Seguridad en operación …………………………………………………………………………………
(4). Seguridad en mantenimiento y reparación ……………………………………………………………
(5). Regulación en mantenimiento y reparación …………………………………………………………
(6). Signos de riesgo y caución ……………………………………………………………………………
(7). Información de garantía ………………………………………………………………………………
2. Instalación y Ajuste
(1). Instalación de la caja control ……………………………………………………………………………
(2). Instalación de panel de pantalla ………………………………………………………………………
(3). Ajuste de unidad de velocidad control …………………………………………………………………
(4). Función Hacia adelante / Hacia atrás de unidad de velocidad control & ajuste fuerza …………
(5). Instalación del sincronizador ………………………………………………………………………
(6). Montaje de rueda por mano ……………………………………………………………………………
(7). Instalación de rueda por mano …………………………………………………………………………
(8). Ajuste de posición aguja ……………………………………………………………………………
3. Conexión de Alimentación y Tierra
(1). Conexión de monofase y trifase ……………………………………………………………………
(2). Cómo conecta a alimentación de 1Φ / 220 V desde fuente de alimentación 3 Φ / 380 V ………
(3). El equilibrio de carga cuando usa motores 1Φ / 220V en sistema de la corriente 3Φ / 220V …
(4). Cómo cambia el voltaje suministro de solenoide (DC 24 V o 30 V) ………………………………
4. Nómbre de Piezas de la Caja Control
(1). Use los siguientes números cruzada referencia con foto de la caja control ……………………
(2). Exterior de la caja control ……………………………………………………………………………
5. Funciones Tecla en Panel de Pantalla
(1). Cuando usa F-10 panel de pantalla ……………………………………………………………………
(2). Cuando usa C-60 panel de pantalla …………………………………………………………………
6. Ajuste de Parámetro
(1). Cómo entra en【Modo Normal】………………………………………………………………………
(2). Cómo entra en nivel【Modo Parámetro】……………………………………………………………
(3). Cómo regula el【Valor Parámetro】con F-10 panel de pantalla ……………………………………
(4). Cómo regula el【Valor Parámetro】con C-60 panel de pantalla ……………………………………
(5). Valor ajuste para A、B、C、D tecla en el【Valor Parámetro】……………………………………
Página
1
1
2
2
2
2
2
3
3
3
4
5
5
5
6
7
7
8
8
9
10
11
12
15
15
15
16
16
Modelo : HVP - 20 Series
Contenidos

7. Cómo usa Función Reinicializar (Reset) ……………………………………………
8. Mantenimiento Básico
(1). El Código equivocado y la medida ……………………………………………………………………
(2). Lista de piezas HVP-20 ………………………………………………………………………………
9. HVP-20-4-25 DIAGRAMAS DE CONEXIÓN
…………………………………………
Appendix :
(1). Nivel 1 parámetro lista …………………………………………………………………………………
(2). Nivel 2 parámetro lista …………………………………………………………………………………
Página Fondo : Gráfica Comparación de Caracteres de 7-Segmento Visualización
Página
17
18
20
21
P1
P3

1
1. Precaución de Seguridad
Cuando instala y opera HVP-20 caja control, llame la atención en lo siguiente. El producto es
programado para la maquina de coser (DA281), y no es usado por otro objetivo .
(1). Ambiente de trabajo :
(a). Voltaje de la corriente:
Sólo usa Voltaje de la corriente indicada en la placa de nombre HVP-20 en gamas de ±10 % .
(b). Interferencia de impulso electromagnético :
Para evitar operacion de impulso, favor mantener el producto una distancia de la máquina
electromagnética alta o generador de impulso eletro.
(c). Temperatura:
1. Favor no operar en temperature de habitación es más de 45°C o menos de 5°C
2..Favor no operar en la luz directa del sol o zona al aire libre.
3. Favor no operar cerca del calentador
4. Favor no operar en zona que humedad es 30% o menos y 95% o más, tambien se quede a
distancia desde zona de rocío.
(d). Ambiente :
1. Evite que opera en zona polvoriento, y se quede a distancia desde material corrosivo.
2. Evite que opera en zona evaporación o zona gas combustible.
(2). Seguridad en Instalación :
(a). Caja control : Sigue la instrucción en este manual para instalación correcta.
(b). Accesorios: Desconecta la corriente y desclavija el cable antes de instalar cualquier accesorios.
(c). Cable de la corriente :
1. Evide que el cable corriente es aplicado por objetos pesados o fuerza excesivo, o más curva.
2. El cable corriente no se pone cerca de correa-V y polea, se quede en espacio de 3 cm o mas.
3. Comprueben el voltaje de toma de corriente antes de clavijar el cable, y se asegure que puede
hacer fuego con voltaje mostrado en la placa nombre de HVP-20 en gamas de ±10 %.
※Atención: Si la caja del control es sistema AC 220V, por favor no conectar al toma de corriente AC
380V, si no el código error va a suceder. Si se había ocurrido,por favor
cortar el interruptor inmediatamente y comprobar el voltaje de corriente. Si continua
suministrando la corriente 380V más de 5 minutos, quizás dañe los fusibles (F1,F2) y
estalle los capacitores electrolíticos (C4,C5) de la tarjeta de fuente energía y incluso
quizás ponga en peligro la seguridad de persona.
Inteferencia
Evita
r
.

2
(d). Conecta a la tierra :
1. Para evitar interferencia estática y corriente de fuga, todo cable tierra debe de ser conectado.
2. Use el conector correcto y cable extención cuando conecta el cable de tierra al cable de
tierra del sistema fábrica y lo fija con fuerza.
(3). Seguridad de Operación :
(a). Cuando conecta corriente a la máquina primera vez, use velocidad baja para operar y comprobar
la dirección rotativa correcta.
(b). Durante de operacion de la máquina,no toque cualquieras piezas que están moviendas.
(c). Todas piezas movibles tienen que usar dispositivo protectivo para evitar el contacto de cuerpo y
los objetos de inserción.
(4). Seguridad en Mantenimiento y Reparaciones :
La corriente debe de ser desconectado primero, cuando :
(a). Desmonte el motor o la caja control, o enchufa y desenchufa cualquier conector.
(b). Desconecte la corriente y espere 10 minutos antes de abrir la tapa de caja.
(c). Levanta el brazo de la máquina o cambia la aguja, o enhebra la aguja. (mostrado en arriba)
(d). Reparaciones o ajustes mecánicos.
(e). Reposo de la máquina.
(5). Regulacion de Mantenimiento y Reparaciones :
(a).Mantenimiento y reparaciones podrán ser llevadas a cabo por parte de técnicos debidamente
preparados ( instruidos ).
(b). No se tapa la ventilación de motor, puede causar el motor más acalorado.
(c). No use cualquieros objetos o fuerza a golpear y chocar con el producto.
(d). Todos repuestos para reparar deben de ser aprobados y suministrados por fabricante.
(6). Signos de Peligro y Caución :
Riesgos que quizás cause lesiones fisicas o riesgo de la máquina son
marcados con este símbolo en la instucción de manual.
Este símbolo indica riesgo eléctrico y advertencia.
(7). Información de Garantía :
Fabricante proporciona una garantia limitada con respecto a productos incluidos un
período de 18 meses para cualesquiera defectos causados debajo de uso normal.
Cable Tierra (Verde/Amarrillo) debe
de ser conectado a tierra.
OFF ON
1 Φ 220 V
Corriente
TIERRA
Verde/Amarrillo
Voltaje Alto Interior
Aguja
Cabeza

3
2. Instalación y Ajuste
(1). Instalación de la caja control :
(2). Instalación de panel de pantalla :
(3). Ajuste de unidad de velocidad control :
B
A
a). Instale el motor y la caja control abajo
de tablero.
V-correa
Caja control
Unidad control
de velocidad
Varrilla
B
A
C
D
Aumento disminución
disminución
Aumento
panel de pantalla
soporte
Tornillo
E
F
S
P
G
H
D
B
A
C
a). Monte el panel de pantalla en el
soporte y sierre los tornillos bien.
b). Desatornille el tornillo A, B y monte el
soporte en cabezal de la máquina.
c). Se acuerda de cerrar el tornillo A, B
bien y enchufe el conector del panel
de pantalla a la caja de control.
Piezas de unidad de velocidad control:ve gráfico
A: Muelle para ajuste de hacia adelante fuerza
B: Perno para ajuste de hacia atrás fuerza
C: Brazo de pedal
D: Varrilla para pedal
Término de ajuste
Ajuste de presión
pedal a adelante
Ajuste de presión
tacón hacia atrás
Ajuste del reco-
rrido de pedal
Después de ajuste
Muella A mueve a derecha = fuerza más
Muella A mueve a izquierda=fuerza poco
Perno B gira = fuerza más
Perno B gira = fuerza poco
Var. D cierra a derec.= recorrido es largo
Var. D cierra a izquie.=recorrido es corto
1
2
3
b). Instala el pedal con unidad control de
velocidad.
c). Diagrama terminado.

4
(4).Función Hacia adelante / Hacia atrás de unidad de velocidad control & ajuste fuerza:
Condición reparta interior de “E” muelle torsión es en posición „1“.
Después de ajuste del muelle (A) exterior (capítulo 2, sección 3), el muelle torsión (E) interior puede ser
ajustado adicionalmente.
a). Máquina con prénsatelas :
Para máquinas con solenoide de prénsatelas, la hoja inferior del muelle debe ser puesto en posición 1.
Este causa una posición clara para posición de pedal hacia atrás a medias para prénsatelas sin cortahilo.
El cortahilo va a seguir con pedal hacia atrás completo.
En esta posición de la hoja de muelle la fuerza de pedal hacia adelante es más inferior que en posición 2.
Atención: El parámetro no. 70 hay que ser regulado a OFF para máquinas con solenoide de prénsatelas.
b). Máquina sin prénsatelas :
Para máquinas sin solenoide de prénsatelas la hoja del muelle puede ser traído de posición 1 a posición 2.
Empuja con un destornillador pequeño a través del agujero (F) y la hoja va a saltar de posición 1 a posición
2.
La fuerza de pedal hacia adelante es más alto en posición 2 que en posición 1.
Atención:
1. Para máquinas sin solenoide de prénsatelas, El parámetro no. 70 hay que ser regulado a ON, que el
cortahilo ocurre en posición de pedal hacia atrás a medias.
2. La posición reversa de la hoja de muelle (E) desde posición 2 a 1 puede sólo ser hecho después de
desmontar la unidad de velocidad control para ajustar hacia dentro.
F
(
posición muelle 1
)
E
E

5
(5). Instalación del sincronizador :
(6). Montaje de rueda por mano :
(7). Instalación de rueda por mano :
(a). Fija el sincronizador con los tornillos en
el brazo de la máquina
ADVERTENCIA :
Tiene que usar los tornillos de cobre para fijar el sincronizador.Si no es eso, va a causar posición anormal de
aguja y también va a causar los 2 imanes en la rueda por mano para ser desimantado.
(a). Instala el N y S imanes dentro de la rueda por mano.
ADVERTENCIA :
La posición no trabaja bien si el N y S imanes no son instalado correctamente !!
El imán polo N tiene un punto de color rojo en el imán.
(a). Fija la rueda por mano en el eje de brazo que el tornillo de la rueda por mano (El primer tornillo en derección de vuelta) es
poniendo en la zona plana del eje de brazo y aprieta firmemente los tornillos relacionados
.
ADVERTENCIA :
Asegure de que la rueda por mano no está tocando el sincronozador.

6
(8). Ajuste de posición aguja :
Punto índice
(a). Después de instalar el sincronizador y rueda cabezal,
aprieda el pedal hacia adelante y deja que la
máquina ejecuta pocas puntadas, después,
inspecciona la posición aguja.
(b). Si el motor para en la posición arriba, el punto blanco
de arriba en rueda por mano debería ser alineado
con el punto índice en la máquina de coser.
Blanco
Verde
Ro
j
o
Nota :
Si tiene cualquier pregunta sobre ajuste de posición aguja, favor consultar con distribuidor de la máquina de
coser o mecánica de la máquina de coser.
Posición abajo
Vista exterior Vista interior
(d). Ajuste de posición abajo :
La aguja para en la posición más baja, afloja tornillo
para ejecutar ajuste
dentro del ranura del tornillo.
1. El tiempo parada de aguja es avanzado,si Vd. ajusta el tornillo en dirección Ⓒ.
2. El tiempo parada de aguja es retrasado,si Vd. ajusta el tornillo en dirección Ⓓ.
Ⓒ
Ⓓ
Vista exterior Vista interior
Posición arriba
(c). Ajuste de posición arriba (o posición después de cortahilo) :
La aguja para en la posición más alta, afloja tornillo
para ejecutar ajuste
dentro del ranura del tornillo.
1. El tiempo parada de aguja es avanzado,si Vd. ajusta el tornillo en dirección Ⓐ.
2. El tiempo parada de aguja es retrasado,si Vd. ajusta el tornillo en dirección Ⓑ.
Ⓑ
Ⓐ

7
Gris
Blue
3. Conexión de Alimentación y Tierra
(1). Conexión de monofase :
Cable de verde/amarrillo es del cable de tierra
(2). Cómo conecta a alimentación de 1Φ / 220 V desde fuente de
alimentación 3 Φ / 380 V :
Caución : El cable de Verde / Amarrillo tiene que conectar bien con la tierra
Caución:Si el sistema no tiene punto Neutral, este motor servo no es adecuado para
este conección. Favor preguntar proveedor para ofrecer nuestro motor
servo 3Φ / 380 V.
R
S
T
N
PE
Sistema de tierra G G G
1ψ220V
Motor
1ψ220V
Motor
1ψ220V
Motor
L1 L1 L1
L2
L2
L2
Neutral
Advertencia : Hay que tener un punto neutral
380V
380V
220V
220V
220V
380V
Monofase ( AC220V)
A caja control
Verde / Amarrillo ( cable tierra)
OFF ON

8
(3). El equilibrio de carga cuando usa motores 1Φ / 220V en sistema de la
corriente 3Φ / 220V. :
Favor instalar la conexión de la corriente como los diagramas siguientes para el equilibrio de carga.
(4). Cómo cambia el voltaje suministro de solenoide : (DC: 24 V O 30 V)
Cuando cambia el voltaje solenoide de 24V o 30V, use el JP1 y JP2 en la tarjeta principal
para cambiar diferente voltaje.
R
S
T
Caución (1): Antes de cambiar, favor chequear la especificación de solenoide de cabezal máquina.
Caución (2):
Apaque la corriente y espere 5 minutos.
Antes de abrir la tapa, y después, cambielo.
Voltaje alto interio
r
Conexión JP 30V Conexión JP 24V
Diseño de tarjeta de fuente energía
HSV-PS1220X
X
JP 1
24 V
30 V
JP 2
JP 1
24 V
30 V
JP 2
Regulación fábrica

9
4. Nómbre de Piezas de la Caja Control
(1). Use los siguientes números cruzada referencia con foto de la caja control :
1
: Soporte de montaje para motor debajo de tablero
: Enchufe corriente de motor
: Enchufe de pedal operación de pie
: Enchufe codificador de motor
: Enchufe interruptor de seguridad
: Unidad control de velocidad
: Enchufe de panel de pantalla
: Cable codificador de motor
: Cable corriente de motor
: Cuerpo de motor
: Protector de correa
: Enchufe de lámpara externa
: Enchufe corriente principal
: Enchufe de sincronizador 7P
: Enchufe de salida señal de prénsatelas
: Enchufe de salida señal de la máquina de coser
: Panel terminal de salida señal de la máquina de coser
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
Tenga cuidado para la forma de todo conector y dirección de enchufe. Todo conectores debe de
ser enchufado y cerrado bien.

10
(2). Exterior de la caja control :
Lado derecho Lado izquierdo
Lado frente
9
11
10
4
5
6
7
8
1
2
3
12
13
14
3
6
16
17
15
2

11
5. Funciones Tecla en Panel de Pantalla
(1). Cuando usa F-10 panel de pantalla :
NO.
Teclas funciones para la
máquina pespunte
Teclas funciones para la
máquina cadeneta
Teclas funciones abajo de modo
parámetro
Entra en zona de parámetro Entra en zona de parámetro
Tambien el actuo como tecla de incremento
parámetro
Aguja arriba Aguja arriba Inválido
Costura libre / Atacado continuo
/ Costura de puntada continua
Inválido
Entra en zona de valor parámetro / Tecla de
guarda de valor parámetro
Atacado inicio
ON / OFF
Inválido Tecla de incremento parámetro
Atacado final
ON / OFF
Inválido Tecla de disminución parámetro
Aguja arriba / abajo
Cuando motor para
Aguja arriba / abajo
Cuando motor para
Inválido
Arranque suave
ON / OFF
Arranque suave
ON / OFF
Inválido
Número de puntadas de sección A
(gama en 0 ~ 15 puntada)
Cancela medio-tacón atrás
: significa inválido si el pedal
hacia atrás a medias
Parámetro / tecla selección de valor
Número de puntadas de sección B
(gama en 0 ~ 15 puntada)
Cancela cortahilo
: significa inválido de función
cortahilo
Parámetro / tecla selección de valor
Número de puntadas de sección C
(gama en 0 ~ 15 puntada)
Cancela apartahilo
: significa inválido de función
cortahilo
Parámetro / tecla selección de valor
Número de puntadas de sección D
(gama en 0 ~ 15 puntada)
Costura puntada continua inicio
: significa válido función
puntada continua inicio
Parámetro / tecla selección de valor
Icon de rotación de motor /
Número de visualización puntadas
Icon de rotación de motor /
Visualización de función especial
Visualización de parámetro
NOTA : Cuando #8~#11 define como tecla de función especial, el parámetro [134. KLK] hay
que regular en ON.
1
2
3
7
654 8 9
10
11
12
1
2
3
4
5
6
7
8
9
10
11
12

12
(2). Cuando usa C-60 panel de pantalla :
Función TECLA Operación de la máquina de coser
Atacado de inicio doble (Secciones A,B)
Atacado de inicio singular (Secciones A,B)
Atacado de inicio medio (Sección B)
Atacado de final doble (Secciones C,D)
Atacado de final singular (Secciones C,D)
Inicio / Final
selección
del atacado
Atacado de final medio (Sección C)
Costura de puntada
continua
1). Al presionarse el pedal hacia adelante, la costura de puntada
continua de E、F、G o H ejecuta sección a sección.
2). En cuanto el pedal regrese a su punto neutro en alguna
sección, la máquina se para inmediatamente. Al presionarse el
pedal hacia adelante de Nuevo, las puntadas equilibradas de
E、F、G o H siguen.
3). Si parametro 【010. ACD】es regulado ON, se ejecuta
automáticamente funcion del atacado final y cortahilo después
de ejecutar las puntadas de la última sección E o H.
4). Cuando usa la función P1~PF, el valor preseleccionado de las
puntadas de P1~P4 es 15. Lo de otras secciones sin usar tiene
que regularse 0.
Costura libre
1). Al presionarse el pedal hacia adelante, la máquina empieza a
coser.. En cuanto el pedal regrese a su punto neutro, la
máquina se para inmediatamente.
2). Al presionarse el pedal hacia atrás, el cortahilo se ejecuta
automáticamente.
EF
G
SP
H
ACBD

13
Costura del atacado
continuo
Al presionarse el pedal hacia adelante, todas las costuras del
atacado continuo, secciones A、B、C、D van a ser completado con
E veces, y el ciclo de cortahilo va a ser terminado automáticamente
Nota:Cuando la costura de atacado continuo empieza, no va a parar
hasta que el ciclo de cortahilo terminado, excepto presiona el
pedal hacia atrás para cancelar la acción.
Selección de ajuste
de la puntada
A、B、C、D -- gama ajustada puntada en 0
~ F (Nota)
E、F、G、H -- gama ajustada puntada en 0
~ 99
----
A=B=C=D=4 puntadas
----
E = F = 10 puntadas
----
G = H = 15 puntadas
∴
Presione tecla para seleccionar : Arriba A、B、C、D
Medio E、F
Abajo G、H
A
guja arriba / Puntada de
corrección delantera
1). En costura libre :
Cada toca de la tecla corregirá puntada. ( midad de puntada hacia
adelante )
2). En costura de puntada continua:( En costura de atacado continuo,
el actua como aguja arriba )
a. Si la máquina se para intermediamente en una sección, una toca
de la tecla subirá la aguja a la posició arriba.
b. Si la máquina se para e el final de una sección, una toca de la
tecla corregirá una puntada delantera.
Costura automática
( AUTO )
1). En costura libre y costura del atacado continuo:
Una toca de la tecla hace sonido de pitido, pero no tiene función,
también LED no ilumina.
2). En costura de puntada continua:
a. Al presionarse un tiro de pedal hacia adelante, ejecutará
número de puntadas de secciones E、F、G、H automáticamente.
b. Al presionarse el pedal hacia adelante otra vez para terminar el
resto de las secciones hasta que termine el patrón.
Selección de cortahilo
Permite o incapacita el ciclo de cortahilo.

14
Arranque suave
1). Cuando la función enciende, arranque suave ejecutado
en primer carrera de empiezo motor. Después de
cortahilo,el va a ejecutar de nuevo en empiezo próximo
de motor.
2). Velocidad de arranque suave es regulado por
parámetro [007. S].
3). Número de puntadas puede ser regulado por
parámetro [008.SLS].
Aguja arriba / abajo
cuando motor para
Ajuste de parada aguja
LED ON= Parada en posición arriba
LED OFF=Parada en posición abajo
Prénsatelas arriba / abajo
después de cortahilo
Acción de prénsatelas después de cortahilo.
LED ON = Levanta prénsatelas automáticamente después de
cortahilo
LED OFF = Prénsatelas no activa después de cortahilo.
Prénsatelas arriba / abajo
cuando motor para
Acción de prénsatelas cuando motor para.
LED ON = Motor para, prénsatelas va arriba automáticamente.
LED OFF = Prénsatelas no active cuando motor para.
Valor /
Tecla de incremento de
parámetro
Tecla de valor incremento sección A、B、C、D, gama en
0~ F.(Nota)
Tecla de valor incremento sección E、F、G、H, gama en 0~99.
Valor /
Tecla de disminución de
parámetro
Tecla de valor disminución sección A、B、C、D, gama en
0~ F.(Nota)
Tecla de valor disminución sección E、F、G、H, gama en 0~99.
Entra en zona parámetro /
Incremento parámetro
Apriete y sostenga esta tecla 2 segundos para entrar en zona de
parámetro.
Tambien el actuo como tecla incremento parámetro.
Entra en valor parámetro /
Guarda (Saving)
Apriete esta tecla en zona parámetro para entrar en zona de
valor parámetro.
Tambien el actuo como tecla guardada de valor parámetro.
Nota : Puntadas reguladas de secciones A、B、C、D corresponde con alfabeto.
A=10、B=11、C=12、D=13、E=14、F=15 puntadas

15
6. Ajuste de Parámetro
(1). Cómo entra en【Modo Normal】:
(2). Cómo entra en nivel【Modo Parámetro】:
Modo Parámetro Operación
Primera
visualización
Gama para parámetro
Nivel 1
Parámetro
Mode A
Parámetro #1 ~ 46
Nivel 2
Parámetro
Mode B
Parámetro #1 ~ 122
REINICIALIZAR
Vuelve al valor de fábrica
Nota
※
Cuando usa C-60 panel de pantalla, la tecla para cada modo es lo mismo arriba.
(3). Cómo regula el【Valor Parámetro】con F-10 panel de pantalla :
Confirma el código párametro que quierre ajustar. (Ve la tabla de parámetro para detalle) y sigue pasos abajo
para ajustar valor de parámetro.
Sólo da la corriente para entrar en【Modo Normal】
.
.
Paso 1: Entra en uno del【 Modo Parámetro A o B 】.
Paso 2: Aprieta o tecla para elegir el número de parámetro objetivo.
Paso 3: Aprieta tecla para entrar en el valor de parámetro.
Paso 4: Aprieta tecla para ajustar el valor.
A
B C D
Paso 5: Aprieta tecla para guardar el valor y volver a【Modo Normal】automáticamente.
En【Modo normal 】
apriete tecla
Da la
corriente
EF
G
SP
H
ACBD
C-60 : Favor ver nota.
Demuestra para Máquina cadeneta /
o cuando【 134. KLK 】= ON
Demuestra para
Máquina pespunte
Encienda corriente
Da la
corriente

16
(4). Cómo regula el【Valor Parámetro】con C-60 panel de pantalla :
(5). Valor ajuste para A、B、C、D tecla en el【Valor Parámetro】:
En términos de velocidad 1000 spm 100 spm 10 spm 1 spm
En términos de ángulo
-------- 100 ° 10 ° 1 °
En términos de tiempo 1000 ms 100 ms
10 ms 10 ms
En términos de función Función intercambio
※ 1. De otra manera que selección de función, cada presión de tecla empezará a cambiar el valor desde 0
a 9 .
2. Si usa con F-10, cuando【 134. KLK 】regula『 ON 』, el actua como tecla de función especial『 ON / OFF 』.
Ve el capítulo 5 (Página.10) para detalle
.
Escala
Términos
Tec la
A B C D
Nota: Después de cambiar valor, aprieta tecla para guardar el valor, sino, lo perderán después de
apagar la corriente.
Caución:
1. Cuando motor está moviendo, la zona de parámetro es cerrado y prohibido para
acceso. El parámetro puede ser ajustado sólo cuando motor para.
2. Ajuste equivocado del parámetro podría causar la operación anormal y dañar la
máquina de coser. Tiene que entender completamente el uso de función y los efectos
de regulación cuando lo ajusta. No trata de ajustar parámetro ciegamente.
a. Entra en uno del
【 Modo parámetro A o B 】
b. Use tecla o para seleccionar el
número parámetro objetivo.
c. Use tecla para acceso【zona valor】
S
d. Use la tecla debajo de la
zona A、B、C、D para regular el valor.
e. Aprieta tecla para guardar el valor.
S
FE
SP
GH
ABCD
c. Acceso
b. Selecto
FE
SP
GH
ABCD
e. Guardar
d. Ajuste
.
FE
SP
GH
ABCD
a. Aprieta y aguanta para 2 segundos.
.

17
7. Cómo usa Función Reinicializar (Reset)
c. Parpadeando significa los datos se habían【Recializado】y
LCD va a volver a la zona【Modo Normal】.
a. Apaque la corriente primero.
OFF ON
1. Antes de【Reinicializar】, favor confirmar el código de la máquina actual y cualquier
regulación especial para el parámetro. En cuanto reinicializar y toda la regulación va a
volver al valor preseleccionado de fábrica.
2. Después de【Reinicializar】, si el código de la máquina no hace fuego con el cabezal
de la máquina. Puede dañar el cabezal de la máquina o causar la máquina que no
trabaja bien.
EF
G
SP
H
ACBD
OFF ON
EF
G
SP
H
ACBD
EF
G
SP
H
ACBD
F-10
C-60
b. Aprieta y aguanta tecla para F-10 o tecla para C-60 y da la
corriente. El LCD va a mostrar【RESET】y parpadea dos veces.
OFF ON

18
8. Mantenimiento Básico
(1). El Código equivocado y la medida :
Código
Equivocado
Causa del Problema Estado y Medida
ER0. 1
1.Modulo de energía detectó error.
2. Anormal más de corriente o voltaje ocurrido.
Motor y máquina van a ser cerrado
Favor comprobar modulo de energía
Favor comprobar más de corriente de circuito de tarjeta de fuente energía.
ER0. 2
Malfunción E²PROM (IC3) r/w.
Motor y máquina van a ser cerrado
Sustituye la unidad memoria IC3.
ER0. 4
1. Cuando la corriente conecta, es detectado voltaje alto
2. Conecta al voltaje equivocado o corriente de suministro es
demasiado alta.
3. F1 fusible está fundido.
Motor y máquina van a ser cerrado
* Si la caja del control es sistema AC 220V, por favor no usar el voltaje de
corriente AC 380V, si no el LED va a demostrar ER0. 4 después de 2 segundos
de dar la corriente. Si continua suministrando la corriente 380V,
los
capacidores electrolíticos (C4, C5) de la tarjeta de fuente de poder van a estallar
durante un periodo de tiempo y causar el circuito abierto de los fusibles (F1,
F2) de la tarjeta EMI.
Favor comprobar la corriente AC. (demasiado alta)
Favor comprobar la tarjeta de fuente energia.
Favor comprobar F1 fusible.
ER0. 5
1. Cuando la corriente conecta, es detectado voltaje bajo
2..Conecta al voltaje equivocado o corriente de suministro es
demasiado alta.
Motor y máquina van a ser cerrado
Favor comprobar la corriente AC. (demasiado baja)
Favor comprobar la tarjeta de fuente energia.
ER0. 7
1. Conexión mala en el conector de motor.
2. Señal equivocado de sincronizador (sensor).
3. Máquina se traba o objeto se atravesa en polea de motor.
4. Material de costura es demasiado grueso.
Motor y máquina van a ser cerrado.
Favor comprobar el motor o la conexión de motor.
Favor comprobar sincronizador (sensor) y su señal.
Favor comprobar el cabezal de máquina para ver si objetos se atravesan en polea de motor, o no gira
muy suave.
ER0. 8
El panel de la pantalla conectado a CPU interfaz tuvo un error de
comunicación
Motor y máquina van a ser cerrado.
Favor comprobar el panel de la pantalla.

19
Código
Equivocado
Causa del Problema Estado y Medida
ER0. 9
1.Solenoide de la máquina pone en cortocircuito.
2.Transistor energía de tarjeta principal es defectuoso.
Motor aún puede correr, pero todas señales de salida y función de costura de patron de panel de pantalla
van a ser inválido.
Favor comprobar solenoids de la máquina o el valor de resistor es menos de 2 Ω.
Favor comprobar todos transistores de energía, que relacionado con solenoide.
ER0. 11
Si el parámetro 【121.ANU】 es regulado ON, pero la función de
aguja arriba auto está mala cuando dió la corriente.
Motor y máquina van a ser cerrado.
Favor comprobar la señal de posición arriba de sincronizador.
Favor comprobar la caja control.
Favor comprobar el cabezal de máquina para ver si objetos se atravesan en polea de motor, o no gira
muy suave.
ER0. 12
Da la corriente, no señal sincronizador o no conectado Favor comprobar sincronizador (también comprobar la conexión y modelo)
ER0. 14
Use señal PSU sin material de costura cuando【106. PSN】= OFF
Motor para.
Favor comprobar「PSU」sensor de circuito y su señal.
ER0. 15
Use señal PSD sin material de costura cuando【106. PSN】= OFF
Motor para.
Favor comprobar「PSD」sensor de circuito y su señal.
ER0. 16
1. Interruptor de seguridad es o defectuoso o conexión mala.
2. Parámetro regulado【075. SFM】no hace fuego con el modelo de
cabezal de la máquina de coser.
Motor para.
Favor comprobar el interruptor de seguridad.
Favor comprobar parámetro regulado【075. SFM】, asegúrate de que puede hacer fuego con interruptor
de seguridad en cabezal de la máquina.
ER0. 51
1. Motor sobrecarga para más de 20 segundos durante una costura.
2. Motor’s bobbina es defectuosa.
3. Cabezal de máquina es demasiado crudo para girar muy suave.
Motor para.
Favor comprobar para ver si el cabezal de máquina es demasiado pesado para coser.
Favor comprobar para ver si el material de costura es demasiado grueso para coser
Favor comprobar motor’s bobina para ver si defectuoso.
Favor comprobar el cabezal de máquina para ver si demasiado crudo para girar muy suave.
Alfabeto Digital Alfabeto Inglés Causa del Problema Estado y Medida
DA LA CORRIENTE
1. Corriente AC cierra o conección mala.
2. Tarjeta de fuente energía OI 1 sensor de Defecto de
circuito.
Motor para
Favor comprobar corriente AC y conexión.
Favor comprobar circuito del tarjeta de fuente energía OI 1.
PARADA EM
Una señal parada de emergencia se activó cuando
parámetro【149. IND】= ES.
Motor para emergentamente
Sólo empieza a la corriente de nuevo para volvera operación
normal.

20
NO.
Código de
Repuestos
Nombre de
Repuestos
Descripción
NO.
Código de
Repuestos
Nombre de
Repuestos
Descripción
VP-50AB007-CE
1 2VP3432209AXL Motor con soporte
9800 170028
2-5 2VP20106003
unidad de velocidad
control
9800 370003
1-1 315BGV150
tapa de la cubierta
de la correa
Para V-Correa 2-6 2VPPPW0220 Cable corriente Para HVP-20
1-2 2VP2PY4041D Polea (65 mm)
(14∮agujero )
2-7 2VPMPB207
Estuche de caja
control
Para HVP-20
2VP2PY4061D Polea (75 mm)
(14∮agujero )
2-8 32QRCH080 Conectador 6P Para HVP-20
2VP2PY4081D Polea (85 mm)
(14∮agujero )
2-9 32ZVPB700 Panel de conectador Para HVP-20-4-25
1-3 315BGV140
Base de la cubierta
de la correa
Para V-Correa 2-10 315MPB600
Panel de conectador
(A)
Para HVP-20-4-25
1-4 313BGE030
Soporte de la
cubierta
Para V-Correa 2-11 2VP20103209
Tarjeta de fuente
energía
Para 1∮ 200-240V
15A
1-5 2VPFRR432X8 Cuerpo del motor
500W
2-12 2VP20402001 Tarjeta Principal Para HVP-20-4-25
1-6 2VPBTV030 Soporte del motor
Para debajo de
tablero
2-13 315MPB580 Cubierta frente Para HVP-20
2 2VP2040025201 Caja Control 9800 370002 2-14 2VPOPBF01005
F-10 panel de
pantalla
9800 360102
2-1 313MPB190 Cubierta trasera Para HVP-20 2-15 322PWG340 F-10 extensión cable 1 m.
2-2 2VPPCB380 Tarjeta de la EMI Para HVP-20 2-16 2VPOPBPT0P
Soporte de panel de
pantalla
D tipo
2-3 2VP20104202 Resistor Cemento 220Ω 30W 2-17 2VPOPBC06008
C-60 panel de
pantalla
9800 360103
2-4 32QRCH270 Conectador 2P 5559-02P 2-18 2VP11800025 Sincronizador 800-2H / 9800 367102
1-1
1-2
1-51-4
1. Piezas de Motor :
1-6
(2). Lista de piezas HVP-20 :
2. Piezas de Caja Control :
2-1
2-3
2-5
2-2
2-4
2-7
2-6
2-10
2-9
2-13
2-11
2-14
2-8
2-12
2-5
E F
SP
G H
DBAC
2-17
2-16
2-18
2-15

21
9. HVP-20-4-25 DIAGRAMAS DE CONEXIÓN
TRIMMER SOL.
SEWING MACHINE
+24V(SWITCHING)
+24V(SWITCHING)
7
8
10
11
9
6
13
14
12
+24V
OD
0V
TENSION
0V
+24V
EARTH
+24V
+24V
OC
EARTH
---
+24V
REV. SOL.
+24V
+24V
2
1
1
2
4
5
3
INE
OA
OB
REV. SW.
---
---
WIPER SOL.
OF
+24V
A.F.L. SOL.
FOOT LIFTER
ML
MR
1
8
SEWING MACHINE
3
2
4
6
5
7
9
11
10
13
12
14
MT
MW
MP
46
SYNCHRONIZER
FOOT LIFTER
1
2
1
5
2
7
3
OPERATION BOX
ENCODER
INB
DOWN
SYNCHRONIZER
NO SYNC.
+5V
2
5
7---
6UP
40V
30V
1
0V4
3
0V
PSD
+12V
+12V
START
KNEE SW.
TRIMMER
FOOT SWITCH
0V5
1
2INL
6
2
VC3
4
1
+12V
SAFETY SW.
SAFETY SW.
42
SAFETY SW.
FOOT SWITCH
4
+12V
3
External
variable
resister
1
6
5
1
3
2
2UP
1
90V
3
5
4
6
8
7
5
U SW.
---
---
T1out
R1in
---
OPERATION BOX
8T
9
2
1
CKU
+12V
0V
3
4
6
7
5
1
5
B PHASE
S
R
A PHASE
DOWN
1
ENCODER
+5V
INTERRUPTOR DE PIE
CODIFICADO
PANEL DE PANTALLA
INTERRUPTOR SEGURIDAD
SINCRONIZADOR
PR
É
NSATELAS
M
Á
QUINA DE COSER

PAGE 1
1 H Velocidad maximum de costura 50 - 9999 spm 4000 Ajustes de la velocidad máximum
El modo operación de arranque lento es seleccionado. Este es válido cuando el panel [SL] tecla es ON en el modo normal.
T:La operación de arranque lento empezará cuando la corriente es encendido o cuando aprieta primer pedal hacia adelante después de
cortahilo, o primera señal carrera externa (S0,S1) es encendido.
A:La operación de arranque lento empezará cuando aprieta primer pedal hacia adelante o cuando señal carrera externa (S0,S1) es encendido.
3 CNR Proporción de contador 1 - 100 1
Ajuste del múltiplo del valor de [042. CUD]
Conexión : [042. CUD] , [159. O4] , [097. TK3]
4 N Velocidad de Atacado Inicio 50 - 8000 spm 1900 Ajuste de la velocidad para Inicio de Atacado.
5 V Velocidad de Atacado Final 50 - 8000 spm 1900 Ajuste de la velocidad para Final de Atacado .
6 B Velocidad de Atacado Continuo 50 - 8000 spm 1800 Ajuste de la velocidad para Atacado Continuo.
7 S Velocidad de Arranque Suave 50 - 2000 spm 400 Ajuste de la velocidad para Arranque Suave.
8 SLS Numeros de puntada para Arranque Suave 0 - 99 stitches 2 Regulación de números de puntada para Arranque Suave
9 A Velocidad de costura de Puntada Continua automática 50 - 8000 spm 4000 Valido sólo en el costura de Puntada Continua Automática o el signo (SH) activo de Costura Automática.
Sólo en la última puntada de Costura de Puntada Continua.
ON : Válido.
OFF : Inválido.
J = JUK modo , B = BROTHER modo.
J : Activo cuando el motor para o está ejecutando.
B : Activo sólo cuando el motor está ejecutando.
Selección de modo para Atacado Inicio.
A : Costura de una sección. ( un tiro ).
M : Control via pedal, motor puede parar en mitad de camino.
SU : Después de costura de un tiro, el motor para en aguja arriba, el tiempo [027. CT] controla en fin de cada costura.
SD : Después de costura de un tiro, el motor para en aguja abajo, el tiempo [027. CT] controla en fin de cada costura.
Selección de modo en final de Atacado Inicio.
CON : En final de Atacado Inicio, la máquina continua a coser la función de sección proxima.
STP : En final de Atacado Inicio, la máquina para y tiene que empezar de nuevo vía mandamiento de pedal.
TRM : Actua el ciclo del cortahilo, en cuanto el Atacado Inicio está completado. ( mini-Atacado continuo).
Válido sólo cuando el panel de pantalla es desconectado.
ON : Ejecutar
OFF : No ejecutar
15 SBA Selección puntadas A de Atacado Inicio 3
16 SBB Selección puntadas B de Atacado Inicio 3
17 SBN Selección de vueltas de Atacado Inicio 0 - 4 vueltas 2 Selección de veces costura del Atacado Inicio, [014. SBT] = ON válido.
18 BT1 Puntada equilibrada para Atacado Inicio 1 4 BT1=0 : Inválido,1-8 : Aumenta las puntadas de costura reversa ; 9-F : Aumenta las puntadas de costura delantera.
19 BT2 Puntada equilibrada para Atacado Inicio 2 3 BT2=0 : Inválido,1-8 : Aumenta las puntadas de costura delantera ; 9-F : Aumenta las puntadas de costura reversa.
Selección de modo para Atacado Final.
A : Costura de una sección. ( un tiro ).
SU : Después de costura de un tiro, el motor para en aguja arriba, el tiempo [027. CT] controla en fin de cada costura.
SD : Después de costura de un tiro, el motor para en aguja abajo, el tiempo [027. CT] controla en fin de cada costura.
Válido sólo cuando el panel de pantalla es desconectado.
ON : Ejecutar
OFF : No ejecutar
22 EBC Selección puntadas C de Atacado Final 3
23 EBD Selección puntadas D de Atacado Final 3
24 EBN Selección de vueltas de Atacado Final 0 - 4 vueltas 2 Selección de veces costura del Atacado Final , [021. EBT] = ON válido.
25 BT3 Puntada equilibrada para Atacado Final 3 3 BT3=0 : Inválido,1-8 : Aumenta las puntadas de costura reversa ; 9-F : Aumenta las puntadas de costura delantera.
26 BT4 Puntada equilibrada para Atacado Final 4 3 BT4=0 : Inválido,1-8 : Aumenta las puntadas de costura delantera ; 9-F : Aumenta las puntadas de costura reversa.
[012. SMS] , [020. SME] , [031. SMB] = SU,SD regulado en válido.
Tiempo de parada de rincón, válido solo en [012. SMS] , [020. SME] , [031. SMB] regulado SU/SD.
15 puntadas adicionales son añadidos en las puntadas del Atacado Inicio / Final.
ON : Válido.
OFF : Inválido.
Selección de modo para prénsatelas 0. Controlado por el pedal. 1. En parada motor
(con F-10) 2. Después de cortahilo. 3. Después de cortahilo & en parada motor.
29 SB9 Más 0~99 puntadas en Atacado Inicio / Final 0 - 99 puntadas 0 puntadas de selección adicional son añadidos en las puntadas del Atacado Inicio / Final.
DescripciónGamaFunción de parámetros
Código
de
Parámetro
s
ON10 ACD Costura automática de Atacado Final ON/OFF
A
J11 RVM Selección de modo para Atacado J/B
12 SMS Selección de modo para Atacado Inicio A/M/SU/SD
CON13 TYS Selección de modo en fin de Atacado Inicio CON/STP/TRM
ON14 SBT Selección de Atacado Inicio ON/OFF
20 SME Selección de modo para Atacado Final A/SU/SD
ON
0 - 15 puntadas Selección de puntadas del Atacado Inicio , [014. SBT] = ON válido.
0 - F
A
21 EBT Selección de Atacado Final ON/OFF
0 - 15 puntadas Selección de puntadas del Atacado Final , [021. EBT] = ON válido.
0 - F
27 CT
Selección de tiempo de interrupción en cada sección de
Atacado Final
0 - 990 ms 50
HVP-20 Parámetro lista para DA-251 (MAC. 35)
TECLA
CORRIE
NTE
..
ON
Preselección
28
AFM 0/1/2/3 0
SB5 Más 15 puntadas en Atacado Inicio / Final ON/OFF OFF
T2 SLM Modo operación de arranque despacio T/A

PAGE 2
DescripciónGamaFunción de parámetros
Código
de
Parámetro
s
HVP-20 Parámetro lista para DA-251 (MAC. 35)
TECLA
Preselección
1 puntadas es añadido en el C segmento de Atacado Final.
ON : Válido.
OFF : Inválido.
Selección de modo para Atacado Continuo.
A : Costura de una sección. ( un tiro )
M : Control vía pedal, motor puede parar en mitad del camino.
SU : Después de costura de un tiro,motor para en aguja arriba por el tiempo [027. CT] en fin de cada costura.
SD : Después de costura de un tiro,motor para en aguja abajo por el tiempo [027. CT] en fin de cada costura.
Válido sólo cuando el panel de pantalla es desconectado.
ON : Ejecutar
OFF : No ejecutar
33 BRC Selección de puntadas de Atacado Continuo 0 - 99 puntadas 4 Una selección para todas las costuras , [032. BAR] = ON Válido.
34 BRN Selección de vueltas de Atacado Continuo 0 - 15 vueltas 4 Selección de veces costuras de Atacado Continuo, [032. BAR] = ON Válido.
35 BT5 Puntada equilibrada para Atacado Continuo 5 4 BT5=0 : Inválido, 1-8 : Aumenta puntadas de costura reversa ; 9-F : Aumenta puntadas de costura delantera.
36 BT6 Puntada equilibrada para Atacado Continuo 6 3 BT6=0 : Inválido, 1-8 : Aumenta puntadas de costura delantera ; 9-F : Aumenta puntadas de costura reversa.
Selección de modo para costura de puntada-continua.
A : Costura de una sección. (un tiro)
M : Control vía pedal, motor puede parar en mitad del camino.
Válido solo cuando el panel de pantalla es desconectado.
ON : Ejecutar
OFF : No ejecutar
Selección de puntadas para sección 1~4 de la costura de
puntada continua
15 Selección de puntadas de costura P1-P4. [038. PM] = ON válido.
Selección de puntadas para sección 5~F de la costura de
puntada continua
0 Selección de puntadas de costura P5-PF. [038. PM] = ON válido.
Selección de función de Apartahilo.
ON : Permitir.
OFF : Incapacidar.
Selección de función de Cortahilo.
ON : Permitir.
OFF : Incapacidar.
Selección de modo función de contador.
NOP : El contador es inválido.
U : Cuenta hacia arriba por puntadas. Contador va a hacer auto- reinicializar cuando cuenta hasta término.
D : Cuenta hacia abajo por puntadas. Contador va a hacer auto- reinicializar cuando cuenta hasta término.
US : Cuenta hacia arriba por puntadas. Cuando cuenta hasta término, el motor para y el contador debe ser reinicializado por el interruptor exterior
S4 [152.INI] =CRS o la tecla A en el panel delantero.
DS : Cuenta hacia abajo por puntadas. Cuando cuenta hasta término, el motor para y el contador debe ser reinicializado por el interruptor exterior
S4 [152.INI] =CRS o la tecla A en el panel delantero.
UT : Cuenta hacia arriba por cortahilo. Contador va a hacer auto- reinicializar cuando cuenta hasta término.
DT : Cuenta hacia abajo por cortahilo. Contador va a hacer auto- reinicializar cuando cuenta hasta término.
UTS : Cuenta hacia arriba por cortahilo. Cuando cuenta hasta término, el motor para y el contador debe ser reinicializado por el interruptor
exterior S4 [152.INI] =CRS o la tecla A en el panel delantero.
DTS : Cuenta hacia abajo por cortahilo. Cuando cuenta hasta término, el motor para y el contador debe ser reinicializado por el interruptor
exterior S4 [152.INI] =CRS o la tecla A en el panel delantero.
43 UD Selección de la cuenta 1 - 9999 99 Selección de la cuenta. (Nota : El número real = el valor de [003. CNR] X [043. UD] , cuando [042. CUD] =U,D,US,UD válido sólo. )
44 PN Visualización de Contador 0-9999 0 Visualización de cuenta corriente de [043. UD]
45 SP Visualización de velocidad de la costura 0 - 8000 spm 0 Muestra de velocidad de la costura actual
Ajustes de dirección rotativa del motor. ( Visto desde lado de eje de motor )
Connection : [119. DD]
CCW : El sentido opuesto al reloj.
CW : El sentido de reloj.
ON
42
WON
46
ON30 BCC 1 puntada es anadido en el C segmento de Atacado Final ON/OFF
OFF
A/M/SU/SD A31 SMB Selección de modo para Atacado Continuo
32 BAR Selección de Atacado Continuo ON/OFF
38
M
0 - F
37 SMP Selección de modo para la costura de puntada continua A/M
PM Selección de la costura de puntada continua ON/OFF OFF
ON
ON/OFF
39 PS 0 - 250 puntadas
40 Selección de función de Apartahilo
41 TM Selección de función de Cortahilo ON/OFF
CUD
Selección de modo de Contador ( Para Bobina de Hilo o
Pieza de Costura )
NOP/U/D/US/DS/
UT/DT/UTS/DTS
NOP
DIR Dirección rotativa del motor CW/CCW CW
CORRIE
NTE
..
ON

PAGE 3
DescripciónGamaFunción de parámetros
Código
de
Parámetro
s
HVP-20 Parámetro lista para DA-251 (MAC. 35)
TECLA
Preselección
47 MAC Código de la máquina 0~101 35 Regula el código de la máquina
Selección de modo posición.
ON : Una posición ARRIBA sólo.
OFF : Dos posiciónes ARRIBA / ABAJO.
49 SPD Dimensión de polea de la máquina. 1 - 250 mm 75 Regula el tamaño de polea de la máquina cuando [051. PL] = ON válido
50 MPD Dimensión de polea del motor. 1 - 250 mm 75 Regula el tamaño de polea del motor cuando [051. PL] = ON válido
Selección de modo de proporción polea regulación.
ON : Regula el tamaño de polea a mano por [049. SPD] , [050. MPD] .
OFF : Regula el tamaño de polea automáticamente por el CPU.
52 BT Tiempo de freno del motor 150 - 500 ms 200
Tiempo de freno del motor
Nota : Válido cuando [054. BK] regulado en ON.
Selección funcion de arranque suave en primer ciclo de la corriente ON.
ON : Permitir y la velocidad es regulado por [007. S] .
OFF : Incapacitar.
Motor para con función de freno.
ON : Permitir
OFF : Incapacitar.
Válido sólo cuando aguja para en posición arriba.
ON : Permitir . Cuando aguja para en posición arriba, el primer puntada va a hacerse con uno ángulo inverso que es regulado por el [056.SRA] .
OFF : Incapacitar.
Excepción : Si [147. INA] = BCR, un interruptor externo puede que sea usado como una selección de ON / OFF a este función.
56 SRA Selección de los ángulos de [055. SRM] 1 - 360 grados 60 Válido sólo cuando [055. SRM] = ON.
El motor para con una selección de ángulo inverso después de cortahilo.
ON : Permitir
OFF : Incapacitar.
58 TR8 Selección de los ángulos de [057. TRU] 1 - 360 grados 40 Válido sólo [057. TRU] = ON
59 M Velocidad mediana bajo - 8000 spm 800 Ajuste de velocidad mediana
60 L Velocidad baja 50 - 500 spm 200 Ajuste de velocidad baja
61 T Velocidad de cortahilo 50 - 500 spm 200 Ajuste de velocidad de cortahilo.
Para máquinas tiene función HP Sólo.
[ALT] modo : el recorrido de prénsatelas cambiado por cada vez del interruptor HP apretado.
[MON] modo : el recorrido de prénsatelas hay que permanecerse por el interruptor HP continuado.
M : Tipo Magnético.
A : Tipo Aire.
Nota : Cuando regula en tipo A, la regulación [064. FO] y [065. FC] va a ser inválido. Va a ser salida completa.
64 FO Regula el tiempo completo para prénsatelas 0 - 990 ms 250
Válido sólo cuando [063. FTP] regulado en modo『 M 』. Para ajuste de tirado torque solenoide.
65 FC Regula el tiempo Deber-Ciclo ( Duty-Cicle ) para prénsatelas 10 - 90 % 35
Válido sólo cuando [063. FTP] regulado en modo『 M 』. Para ajuste de energía cambiada de solenoide .
Note : Ajuste equivocado causará el solenoide que no puede alzar o que se recalienta.
66 FD
Regula el tiempo de arranque retrasado después de
prénsatelas
0 - 990 ms 0 Si el prénsatelas es instalado, regule 100 ms min. para asegurar que el prénsatelas baja primeramente.
Selección de protección solenoide.
ON : El activado tiempo de solenoide prénsatelas va a ser controlado por [068. FP] .
OFF : El solenoide prénsatelas va a ser siempre activo si no presiona el pedal hacia atrás.
68 FP Regula el tiempo de trabajo limitado para prénsatelas (0-9990) x 0.01s 3000 Regula el tiempo activado del solenoide prénsatelas. Válido sólo cuando el [067. FPM] = ON.
69 HD Ajuste de sensibilidad para el pedal hacia atrás a medias 0 - 990 100
Use este regulación como el tiempo retrasado PF en el pedal hacia atrás a medias. Si el prénsatelas es instalado, regule 100 ms min.
1. Si el tiempo empieza corto, causará PF empezado una vez antes de cortahilo en el pedal hacia atrás completo.
2. Si el tiempo empieza largo, causará PF empezado muy lento en el pedal hacia atrás completo.
ON : No prénsatelas en el pedal hacia atrás a medias. (pero el pedal hacia atrás completo puede operar prénsatelas)
OFF : Opera prénsatelas en el pedal hacia atrás a medias .
Nota : Cuando [134. KLK] = ON para la máquina cadeneta,la función puede ser controlado por tecla A en panel de la caja control.
ON : No prénsatelas en el pedal hacia atrás
OFF : Hay prénsatelas en el pedal hacia atrás.
ON : No función en el pedal hacia atrás. (la función de prénsatelas y aguja arriba es inválido también)
OFF : Cortahilo es funcionado en el pedal hacia atrás .
Cuando el pedal es regresado a posición neutral, el cortahilo trabaja automáticamente.
ON : Permitir. Válido sólo cuando [072. FHC] = OFF
OFF : Incapacitar.
73 NTC
Protección para prénsatelas.
48
53
57
55
54
Arranque suave en primer ciclo de la corriente ON ON/OFF ON
N12
Selección de modo de posición.
(ON=ARRIBA SÓLO, OFF=ARRIBA/ABAJO)
ON/OFF OFF
ON/OFF OFF
51 PL Ajuste de modo de proporción polea del motor ON/OFF OFF
BK Motor frena en parada normal
POL
HPM
Modo para el recorrido de prénsatelas cambia en la máquina
de alimentación compuesta especial.
ALT/MON
TRU
SRM Motor vuelto en selección de función de empiezo ON/OFF OFF
El motor para con una selección de ángulo inverso después
de cortahilo
ON/OFF
ON/OFF ON
M
OFF
MON
63 FTP Selección tipo para prénsatelas M/A
67 FPM
OFF
OFF70 HHC
Cancela prénsatelas cuando presiona el pedal hacia atrás a
medias
ON/OFF
ON/OFF
Cancela prénsatelas cuando presiona el pedal hacia atrás
completo
71 FL
OFF
OFF72 FHC
Cancela cortahilo cuando presiona el pedal hacia atrás
completo
ON/OFF
ON/OFFActiva cortahilo cuando el pedal está en neutral
CORRIE
NTE
..
ON
62
+

PAGE 4
DescripciónGamaFunción de parámetros
Código
de
Parámetro
s
HVP-20 Parámetro lista para DA-251 (MAC. 35)
TECLA
Preselección
Salida señal convertida de prénsatelas .
ON : El prénsatelas va a arriba durante la costura.
OFF : Inválido función.
Protección de dispositivo cortahilo para la máquina cadeneta.
NC : Cerrado normal. Cuando la señal en abierto, motor para imediatamente y simbolo de rotación parará.
NO : Abierto normal. Cuando la señal en cerrado, motor para imediatamente y simbolo de rotación parará.
Con entrada señal gatillo TCL,el cortahilo próximo va a ser cancelado cuando el pedal hacia atrás completo.
ON : Válido.
OFF : Inválido.
Cancela el temporizador cadeneta para recomienzo pronto. Para la máquina sin dispositivo cortahilo solo.
ON : Válido.
OFF : Inválido.
Modo de o
p
eración motor en selección de secuencia de cortahilo
LK : Para la má
q
uina
p
es
p
unte. Cortahilo desde a
g
u
j
a aba
j
o a a
g
u
j
a arriba.
RK : Para la máquina cadeneta retira ciclo fácil. Aguja para con un ángulo reverso regulado por [116. DRU] .
KA : Para la má
q
uina cadeneta
g
eneral con cortahilo inferior solo.
KB : Para la má
q
uina cadeneta es
p
ecial con cortahilo su
p
erior.
KC : Válido solo cuando
[
079. LTM
]
=TK
y
[
081. TS
]
>0, o la función i
g
ual a modo LK.
Referir el
g
ráfico de tiem
p
o
T1 : En posición abajo retrasada [081. TS] ángulos "on", en posición arriba retrasada [083. T2] tiempo "off".
T2 : En
p
osición aba
j
o retrasada
[
081. TS
]
án
g
ulos "on" , extendido
[
084. TE
]
án
g
ulos "off".
T3 : En
p
osición aba
j
o retrasada
[
081. TS
]
án
g
ulos "on" , extendido
[
084. TE
]
tiem
p
o "off".
T4 : En
p
osición aba
j
o retrasada
[
082. T1
]
tiem
p
o "on", extendido
[
083. T2
]
tiem
p
o "off".
TK : En
p
osición arriba retrasada
[
082. T1
]
tiem
p
o "on", extendido
[
083. T2
]
tiem
p
o "off".
TS : En posición abajo siempre "on", en posición arriba retrasada [082. T1] tiempo "on", extendido [083. T2] tiempo "off".
T7 : En posición abajo retrasado [081. TS] ángulos "on", en posición arriba "off", y retrasado [082. T1] tiempo "on", extendido [083. T2] tiempo
"off".
Referir el
g
ráfico de tiem
p
o
L1 : En posición abajo retrasada [085. LS] ángulos "on", en posición arriba retrasada [087. L2] tiempo "off".
L2 : En
p
osición aba
j
o retrasada
[
085. LS
]
án
g
ulos "on" , extendido
[
088. LE
]
án
g
ulos "off".
L3 : En
p
osición aba
j
o retrasada
[
085. LS
]
án
g
ulos "on", extendido
[
087. L2
]
tiem
p
o "off".
L4 : En
p
osición aba
j
o retrasada
[
086. L1
]
tiem
p
o "on", extendido
[
087. L2
]
tiem
p
o "off".
LK : En
p
osición arriba retrasada
[
086. L1
]
tiem
p
o "on", extendido
[
087. L2
]
tiem
p
o "off".
LS : En posición abajo siempre "on", en posición arriba retrasada [086. L1] tiempo "on", extendido [087. L2] tiempo "off".
L7 : En posición abajo retrasado [085. LS] ángulos "on", en posición arriba "off", y retrasado [086. L1] tiempo "on", extendido [087. L2] tiempo
"off".
81 TS Ángulos retrasados antes de dedicarse el cortahilo 0 - 360 grados 0 Válido para [079. LTM] = T1/T2/T3/T7 .
82 T1 Tiempo retrasado antes de dedicarse el cortahilo 0 - 990 ms 0 Válido para [079. LTM] = T4/TK/TS/T7.
83 T2 Tiem
p
o de cortahilo 0 - 990 ms 20
V
álido
p
ara
[
079. LTM
]
= T1/T3/T4/TK/TS/T7.
84 TE Re
g
ula los án
g
ulos de cortahilo 0 - 360
g
rados 0
V
álido
p
ara
[
079. LTM
]
= T2 .
85 LS
Ángulos retrasados antes de dedicarse la tensión
aflo
j
amiento
0 - 360 grados 0 Válido para [080. LLM] = L1/L2/L3/L7 .
86 L1 Tiempo retrasado antes de dedicarse la tensión aflojamiento 0 - 990 ms 0 Válido para [080. LLM] = L4/LK/LS/L7.
87 L2
Tiempo extendido de tensión aflojamiento más allá de arriba-
p
arada
0 - 1500 ms 30 Válido para [080. LLM] = L1/L3/L4/LK/LS/L7.
88 LE Re
g
ula los án
g
ulos de tensión aflo
j
amiento 0 - 360
g
rados 0
V
álido
p
ara
[
080. LLM
]
= L2.
89 D1
Tiempo retrasado antes de dedicarse el cortahilo en abajo-
p
arada
0 - 990 ms 30
90 D2 Re
g
ula el tiem
p
o cortahilo en aba
j
o-
p
arada 0 - 2500 ms 90
91 D3 Memoria tiem
p
o cortahilo en aba
j
o-
p
arada 0 - 990 ms 120
92 W1 Tiempo retrasado antes de dedicarse el apartahilo 0 - 980 ms 0 Regula el tiempo entre aguja arriba a apartahilo activo
93 W2 Re
g
ula el tiem
p
o del a
p
artahilo 0 - 9990 ms 40 Re
g
ula el tiem
p
o de a
p
artahilo "ON"
94 WF Tiempo retrasado antes de dedicarse el prénsatelas 0 - 990 ms 50 Regula el tiempo entre apartahilo "off" a prénsatelas "ON"
Función de
p
untada condensada
p
or el tiem
p
o
[
027. CT
]
p
ara a
g
u
j
a arriba &
p
arada del motor.
ON : Permitir. Nota : [021. EBT] =ON, [022. EBC] =8, [023. EBD] =3 y [024. EBN] =2 y [027. CT] =100 hay que ser ajustado.
OFF : Inca
p
acitar.
Cuenta puntada retrasada antes de ejecutar Cortador WEDA 10 Cuenta puntada retrasada antes de ejecutar Cortador WEDA
Puntadas de regulación de la costura Puntada-Condensación 8 Válido solo cuando el [095. CSF] = ON.
Cortador de cinta en temporizador 0 - 2500 ms Regula cortador de cinta en temporizador x10 = 100 ms.
Bobina counter alarm preaction value 0 - 250 puntadas
Cuando【042.CUD】= US,DS el valor es bobina counter alarm preaction value.
Puntadas de regulación antes de parada de Puntada-
Condensación
0 - 250 puntadas 0 Válido solo cuando el [095. CSF] = ON.
CORRIE
NTE
..
ON
74 FRV
78 TRM
ON/OFF
77 ILC
LTM
Convertidor para salida señal de prénsatelas
Modo de operación motor en secuencia de cortahilo
Cancela el tiempo de cadeneta cuando presiona el pedal
hacia atrás completo
Selección modo para secuencia de cortahilo.
Para señal salida TM.
T1/T2/T3/T4/TK/T
S/T7
NO
76 TCL
OFF
Cancela cortahilo
75 SFM Modo protección de interruptor seguridad NC/NO
ON/OFF OFF
ON/OFF
LKLK/RK/KA/KB/KC
OFF
LS
TS
Solo válido cuando [078. TRM] regulado en modo『 KB 』.
Salida señal desde el apartahilo MW.
Ve el gráfico de tiempo KB.
95 CSF Selección función de puntada condensada ON/OFF OFF
80
79
97 TK3
10
96 WN3 0 - 99 puntadas
LLM
Selección modo para secuencia de tensión aflojamiento.
Para señal salida ML
L1/L2/L3/L4/LK/L
S/L7
+

PAGE 5
DescripciónGamaFunción de parámetros
Código
de
Parámetro
s
HVP-20 Parámetro lista para DA-251 (MAC. 35)
TECLA
Preselección
Parámetros conectados : [247. SLE]=ON , [144. IN1]=STK , [157. O1]=OT1
ON : Longitud puntada normal.
OFF : Longitud puntada larga.
Selección función de sensor para orilla
ON : Permitir .
OFF : Incapacitar.
100 SRS Inspección 1 de señal sensor para orilla 0 - 99 puntadas 1 Válido solo cuando [099. SEN] regulado en ON. Para evitar interferencia foto. Unidad controlado por [098. MST]
101 CMS Inspección 2 de señal sensor para orilla 0 - 99 puntadas 3 Válido solo cuando [099. SEN] regulado en ON. Para evitar interferencia foto. Unidad controlado por [098. MST]
102 SE Regula puntadas desde sensor para orilla a parada 1 - 999 puntadas 6 Regula puntadas a parada, cuando senal orilla es detectado. Válido solo cuando [099. SEN] regulado en ON
Cuando senal orilla es detectado fuera. Motor va a ejecutar el ciclo de cortahilo automáticamente.
ON : Después de las puntadas de [102. SE] terminado, el cortahilo trabaja.
OFF : Después de las puntadas de [102. SE] terminado, el cortahilo trabaja.
104 PSU Puntadas para arriba-parada de emergencia 1 - 99 puntadas 6
Cuando señal [PSU] detectado, ejecuta las puntadas, después, para en posición ARRIBA.
La velocidad de
p
untadas re
g
uladas es re
g
ulado
p
or
[
009. A
]
.
105 PSD Puntadas para abajo-parada de emergencia 1 - 99 puntadas 6
Cuando señal [PSD] detectado, ejecuta las puntadas, después, para en posición ABAJO.
La velocidad de
p
untadas re
g
uladas es re
g
ulado
p
or
[
009. A
]
.
Cuando pedal hacia adelante y la señal orilla detectado, el motor puede empezar a ejecutar.
ON : Permitir .
OFF : Incapacitar.
Cuando el motor ejecutando, empuja a mano el toque-Interruptor atrasado, solenoide reverso se dedicado en aguja arriba.
ON : Válido.
OFF : Inválido.
Cuando el motor ejecutando, empuja a mano el toque-Interruptor atrasado, solenoide reverso se dedicado en aguja abajo.
ON : Válido.
OFF : Inválido.
Durante la costura, salida reversa va a ser OFF en la posición aguja arriba o abajo.
ON : En posición『 aguja ARRIBA 』.
ON : En posición『 aguja ABAJO 』.
El cortahilo y solenoide reverso activado en el mismo tiempo.
ON : Válido.
OFF : Inválido.
Modo corrección de selección modo de toque-Interruptor atrasado. Nota: [010. ACD] = OFF y [011. RVM] = B
1 : Corrije con un toca el toque-Interruptor atrasado .
1 : Corrije con doble toca el toque-Interruptor atrasado .
W : Regula función de apartahilo (activo una vez cuando pedal hacia atrás completo después de la costura)
O : Apartahilo trabaja en cada pedal hacia atrás completo (unlimitado)
A : Apartahilo trabaja sólo el pedal es mantenido hacia atrás completo . Apartahilo apaga cuando el pedal vuelve a neutro.
Nota : Apartahilo a tiempo controlado por el [093. W2] .
113 DEG Posición de ángulo parada en Aguja ABAJO 5 - 180 grados 12 Ajusta posición de parada en la aguja abajo.
114 UEG Posición de ángulo parada en Aguja ARRIBA 5 - 180 grados 12 Ajusta posición de parada en la aguja arriba.
Selección condición de visualización cuando enciende la corriente
ON : Cuando interruptor de la corriente enciende, el panel demuestra condición previa. (mantiene condición previa).
OFF : Cuando interruptor de la corriente enciende, el panel demuestra modo normal.
116 DRU Ángulos reversos a través de aguja abajo y arriba 1 - 360 grados 180
Solo válido cuando [078. TRM] = modo『RK』
Motor da marcha atrás desde aguja abajo, y para en punto muerto superior de la aguja.
117 ER Visualización de código equivocado
10 SET/FIFO
- Visualización historia de código equivocado , 10 eventos total pueden ser memorizado.
ON : Sin el sincronizador , motor es corriendo como un motor embraque y para en posición fortuita.
OFF : Con el sincronizador.
ON : Energía directo.
OFF : Energía correa.
FU : Regula operación -- pedal hacia atrás completo para cortahilo y prénsatelas.
NU : Pedal hacia atrás completo para aguja arriba.
NO : No función de prénsatelas.
NUF : Pedal hacia atrás completo para prénsatelas y aguja arriba.
EFF : Pedal hacia atrás completo para prénsatelas y corriendo en velocidad baja.
ON : Aguja arriba automático cuando da la corriente.
OFF : Inválido función.
CORRIE
NTE
..
ON
OFF115 PMD Condición de visualización cuando enciende la corriente ON/OFF
PSN ON/OFF
FHM
ON/OFF
Función re-comienzo en parada de emergencia
OFF98 SLU Longitud de puntada para atacado ON/OFF
OFF99 SEN Selección función de sensor para orilla ON/OFF
OFF103 SET Modo de cortahilo en parada sensorial
ON
OFF107 S7U Atacado manual se dedicado a posición aguja-arriba ON/OFF
ON108 S7D Atacado manual se dedicado a posición aguja-abajo ON/OFF
OFF109 ROF Modo para dedicarse a Atacado ON/OFF
OFF110 TB Modo para Atacado en ciclo de cortahilo ON/OFF
2111 COR Modo corrección de Toque-Interruptor atrasado 1/2
W112 WMD
Función de apartahilo relacionado a pedal hacia atrás
completo
W/O/A
OFF118 NOS Convierte en selección de motor embraque ON/OFF
121 ANU La aguja va a ir a la posición arriba cuando da la corriente ON/OFF
Limite de la velocidad máxima 50 - 9999 spm
OFF
FU
Selección modo para pedal hacia atrás completo después de
encender la corriente o cortahilo
FU/NU/NO/NUF/
EFF
Regula la velocidad máxima del motor.4500122 HL
120
106
+

Gráfica Comparación de Caracteres de 7-Segmento Visualización :
Numerales Arábigos
Números
Actual
0 1 2 3 4 5 6 7 8 9
Números
Visualización
Alfabeto Inglés
Alfabeto
Actual
A B C D E F G H I J
Alfabeto
Visualización
Alfabeto
Actual
K
L
M N O P Q R S T
Alfabeto
Visualización
Alfabeto
Actual
U V W X Y Z
Alfabeto
Visualización
Transcripción de documentos
AC MOTOR SERVO MANUAL INSTRUCCIÓN PARA MÁQUINA DŰRKOPP ADLER-251 SOLO HVP-20-4-25 PARA DA- 251 MINI-MOTOR C-60 ESPAÑOL HSVP20U06 - SP 2008. 08 EC - Manufacturer Declaration EC Declaration of Conformity EG Konformitätserklärung We declare herewith that the following equipment: NEEDLE POSITIONER Hiermit erklären wir, dass die Bauart des Nähmaschinenantriebes: MOTOR TYP AC SERVO MOTOR---HVP-70 SERIES AC SERVO MOTOR---HVP-90 SERIES AC SERVO MOTOR---HVP-20 SERIES AC SERVO MOTOR---HVP-70 SERIEN AC SERVO MOTOR---HVP-90 SERIEN AC SERVO MOTOR---HVP-20 SERIEN . is designed to be a driver of a sewing unit or system and must not be put into commission until the sewing unit or system has been declared in conformity with the provision of the EC Machinery Directives. . zum Einbau in eine Näheinheit oder Nähanlage sind und dass Inbetriebsnahme so lange untersagt ist, bis festgestellt wurde, dass die Näheinheit oder Nähanlag, in die dieser Nähmaschinenantrieb eingebaut werden soll, den Bestimmungen der EG-Maschinenrichtlinie entspricht. . complies with the following relevant provisions: -EC Low Voltage Directive (73/23/EEC) -EC Electromagnetic Compatibility Directive (89/336/EEC) -EC Machinery Directive (98/37/EC) Applied harmonized standards, especially : EN 60204-31 Electrical equipment of industrial machines. Particular requirements for sewing machines, sewing units and sewing system. EN 292-1 Safety of machines. EN 292-2 Safety of machines, technical guidelines and specifications. EN 61000-6-2 EMS for industrial environment. EN 61000-6-3 EMI for residential environment. Dichiarazione CE di conformità . folgenden einschlägigen Bestimmungen entspricht: - EG Niederspannungsrichtlinie (73/23/EWG) - EG EMV Richtlinie (89/336/EWG) - EG Maschinenrichtlinie (98/37/EWG) Angewendete harmonisierte Normen, insbesondere: Elektrische Ausrüstung von Industriemaschinen. Besondere EN 60204-31 Anforderungen für Nähmaschinen, Nähanheiten und Nähanlagen. EN 292-1 Sicherheit von Maschinen, Grundsätzliche Terminologie und Methodik. EN 292-2 Sicherheit von Maschinen, Technische Leitsätze und Spezifikationen. EN 61000-6-2 EMS für Industrie Gebrauch. EN 61000-6-3 EMI für häuslich Gebrauch. Déclaration CE de conformité Con la presente dichiaramo che la costruzione del motore per macchine per cucire: TIPO DI MOTORE Par la présente, nous déclarons que le type de fabrication du moteur pour machines à coudre: TYPE DE MOTEUR AC SERVO MOTORE---HVP-70 SERIE AC SERVO MOTORE---HVP-90 SERIE AC SERVO MOTORE---HVP-20 SERIE AC SERVO MOTEUR---HVP-70 AC SERVO MOTEUR---HVP-90 AC SERVO MOTEUR---HVP-20 . è destinata per essere incorporata in una unità di cucitura oppure in un impianto di cucitura. E vietata la sua messa in servizio prima che l’unità o l’impianto di cucitura in cui sarà incorporata sia stato dichiarato conforme alle disposizioni della direttiva CE per macchinari. . est destiné à être intégré à une unité ou un système de couture et que sa mise en service est interdite tant que l’unité ou le système de couture auquel il sera intégré n’ait été déclaré conforme aux dispositions de la directive CE sur les machines. . è conforme alle seguenti disposizioni pertinenti: -Direttiva CE per bassa tensione (73/23/CEE) -Direttiva CE per compatibilità elettromagnetica (89/336/CEE) -Direttiva CE per macchinari (98/37/CE) Norme armonizzate utilizzate, in particolare: EN 60204-31 Equipaggiamento elettrico di macchine industriali. Esigenze speciali per macchine per cucire, unità ed impianti di cucitura. EN 292-1 Sicurezza di macchinari, terminologia di base e metodica. EN 292-2 Sicurezza di macchinari, direttive tecniche e specifiche. EN 61000-6-2 EMS per l'ambiente industriale. EN 61000-6-3 EMI per l'ambiente residenziale. Declaração CE de Conformidade . répond aux suivantes dispositions pertinentes: - Directive CE sur la basse tension (73/23/CEE) - Directive CE sur la compatibilité électromagnétique (89/336/CEE) - Directive CE sur les machines (98/37/CE) Normes appliquées après harmonisation, en particulier: EN 60204-31 Équipement électrique des machines industrielles. Règles particulières pour machines à coudre, unités et systèmes couture. EN 292-1 Sécurité des machines, terminologie de base, méthodologie. EN 292-2 Sécurité des machines, principes et spécifications techniques. EN 61000-6-2 EMS pour utilisation industrielle. EN 61000-6-3 EMI pour utilisation résidentiel. EC Declaración de Conformidad Declaramos, pelo presente instrumento, que a construção do motor da màquina de costura: TIPO DO MOTOR Declaramos junto con esto que el siguiente equipo: MOTOR SINCRONIZADOR AC SERVO MOTOR---HVP-70 SÉRIE AC SERVO MOTOR---HVP-90 SÉRIE AC SERVO MOTOR---HVP-20 SÉRIE AC MOTOR SERVO---HVP-70 SERIE AC MOTOR SERVO---HVP-90 SERIE AC MOTOR SERVO---HVP-20 SERIE . está destinada a ser incorporada numa unidade ou instalação de costura. Nunca colocar em serviço antes de a unidade de costura ou a instalação de costura em que este motor vai ser incorporado ser declaràda em conformidade com o disposto na directiva da CE sobre máquinas. . está diseñado para ser un controlador de una unidad de costura o sistema y no hay que ser puesto en servicio activo hasta que la unidad de costura o sistema se ha declarado conforme a la provisión de EC Directivas Maquinarias. . corresponde às seguintes normas pertinentes: -Directiva CE sobre baixa tensão (73/23/CEE) -Directiva CE sobre compatibilidade electromagnética (89/336/CEE) -Directiva da CE sobre máquinas (98/37/CE) Normas harmonisadas aplicadas, em particular: EN 60204-31 Equipamento eléctrico de máquinas industriais. Requisitos especiais para máquinas de costura, Unidades de costura e instalações de costura. EN 292-1 Segurança das máquinas, terminologia básica, metodologia. EN 292-2 Segurança das máquinas, normas básicas técnicas e especificações. EN 61000-6-2 EMS para ambiente industriais. EN 61000-6-3 EMI para ambiente residencial. H. S. Machinery. Co., Ltd ---------------------------------------------------------------------------------------------------Mr. C. H. Tai Plant Manager . Se conforma con las siguientes provisiones pertinentes: -EC Directiva Voltaje Bajo ( 73/23/EEC ) -EC Directiva Compatibilidad Electromagnética ( 89/336/EEC ) -EC Directiva Maquinaria ( 98/37/EC ) Aplicado normas armonizadas, especialmente: EN 60204-31 Equipo electrico de máquinas industrials. Requisito particular para máquinas de coser, Unidades de costura y sistema de costura. EN 292-1 Seguridad de máquinas. EN 292-2 Seguridad de máquinas, directrices técnicos y especificaciones. EN 61000-6-2 EMS para ambiente industrial. EN 61000-6-3 EMI para ambiente residencial. Modelo : HVP - 20 Series Contenidos 1. Precaución de Seguridad Página 1 (1). Ambiente de trabajo ……………………………………………………………………………………… (2). Seguridad en instalación ……………………………………………………………………………… 1 2 (3). Seguridad en operación ………………………………………………………………………………… (4). Seguridad en mantenimiento y reparación …………………………………………………………… 2 (5). Regulación en mantenimiento y reparación …………………………………………………………2 (6). Signos de riesgo y caución …………………………………………………………………………… 2 (7). Información de garantía ……………………………………………………………………………… 2 2. Instalación y Ajuste (1). Instalación de la caja control …………………………………………………………………………… 3 (2). Instalación de panel de pantalla ………………………………………………………………………3 (3). Ajuste de unidad de velocidad control ………………………………………………………………… 3 (4). Función Hacia adelante / Hacia atrás de unidad de velocidad control & ajuste fuerza …………4 (5). Instalación del sincronizador ……………………………………………………………………… 5 (6). Montaje de rueda por mano ……………………………………………………………………………5 (7). Instalación de rueda por mano …………………………………………………………………………5 (8). Ajuste de posición aguja …………………………………………………………………………… 6 3. Conexión de Alimentación y Tierra (1). Conexión de monofase y trifase …………………………………………………………………… 7 (2). Cómo conecta a alimentación de 1Φ / 220 V desde fuente de alimentación 3 Φ / 380 V ………7 (3). El equilibrio de carga cuando usa motores 1Φ / 220V en sistema de la corriente 3Φ / 220V …8 (4). Cómo cambia el voltaje suministro de solenoide (DC 24 V o 30 V) ……………………………… 8 4. Nómbre de Piezas de la Caja Control (1). Use los siguientes números cruzada referencia con foto de la caja control …………………… 9 (2). Exterior de la caja control …………………………………………………………………………… 10 5. Funciones Tecla en Panel de Pantalla (1). Cuando usa F-10 panel de pantalla …………………………………………………………………… 11 (2). Cuando usa C-60 panel de pantalla ………………………………………………………………… 12 6. Ajuste de Parámetro (1). Cómo entra en【Modo Normal】………………………………………………………………………15 (2). Cómo entra en nivel【Modo Parámetro】……………………………………………………………15 (3). Cómo regula el【Valor Parámetro】con F-10 panel de pantalla …………………………………… 15 (4). Cómo regula el【Valor Parámetro】con C-60 panel de pantalla …………………………………… 16 (5). Valor ajuste para A、B、C、D tecla en el【Valor Parámetro】……………………………………16 Página 7. Cómo usa Función Reinicializar (Reset) ……………………………………………17 8. Mantenimiento Básico (1). El Código equivocado y la medida …………………………………………………………………… 18 (2). Lista de piezas HVP-20 ……………………………………………………………………………… 20 9. HVP-20-4-25 DIAGRAMAS DE CONEXIÓN …………………………………………21 Appendix : (1). Nivel 1 parámetro lista ………………………………………………………………………………… P1 (2). Nivel 2 parámetro lista ………………………………………………………………………………… P3 Página Fondo : Gráfica Comparación de Caracteres de 7-Segmento Visualización 1. Precaución de Seguridad Cuando instala y opera HVP-20 caja control, llame la atención en lo siguiente. El producto es programado para la maquina de coser (DA281), y no es usado por otro objetivo . (1). Ambiente de trabajo : (a). Voltaje de la corriente: Sólo usa Voltaje de la corriente indicada en la placa de nombre HVP-20 en gamas de ±10 % . (b). Interferencia de impulso electromagnético : Para evitar operacion de impulso, favor mantener el producto una distancia de la máquina electromagnética alta o generador de impulso eletro. Inteferencia Evitar (c). Temperatura: 1. Favor no operar en temperature de habitación es más de 45°C o menos de 5°C 2..Favor no operar en la luz directa del sol o zona al aire libre. 3. Favor no operar cerca del calentador 4. Favor no operar en zona que humedad es 30% o menos y 95% o más, tambien se quede a distancia desde zona de rocío. (d). Ambiente : 1. Evite que opera en zona polvoriento, y se quede a distancia desde material corrosivo. 2. Evite que opera en zona evaporación o zona gas combustible. (2). Seguridad en Instalación : (a). Caja control : Sigue la instrucción en este manual para instalación correcta. (b). Accesorios: Desconecta la corriente y desclavija el cable antes de instalar cualquier accesorios. (c). Cable de la corriente : 1. Evide que el cable corriente es aplicado por objetos pesados o fuerza excesivo, o más curva. 2. El cable corriente no se pone cerca de correa-V y polea, se quede en espacio de 3 cm o mas. 3. Comprueben el voltaje de toma de corriente antes de clavijar el cable, y se asegure que puede hacer fuego con voltaje mostrado en la placa nombre de HVP-20 en gamas de ±10 %. ※Atención: Si la caja del control es sistema AC 220V, por favor no conectar al toma de corriente AC 380V, si no el código error va a suceder. Si se había ocurrido,por favor . cortar el interruptor inmediatamente y comprobar el voltaje de corriente. Si continua suministrando la corriente 380V más de 5 minutos, quizás dañe los fusibles (F1,F2) y estalle los capacitores electrolíticos (C4,C5) de la tarjeta de fuente energía y incluso quizás ponga en peligro la seguridad de persona. 1 (d). Conecta a la tierra : 1. Para evitar interferencia estática y corriente de fuga, todo cable tierra debe de ser conectado. Corriente 1 Φ 220 V OFF Cable Tierra (Verde/Amarrillo) debe de ser conectado a tierra. TIERRA ON Verde/Amarrillo 2. Use el conector correcto y cable extención cuando conecta el cable de tierra al cable de tierra del sistema fábrica y lo fija con fuerza. (3). Seguridad de Operación : (a). Cuando conecta corriente a la máquina primera vez, use velocidad baja para operar y comprobar la dirección rotativa correcta. (b). Durante de operacion de la máquina,no toque cualquieras piezas que están moviendas. (c). Todas piezas movibles tienen que usar dispositivo protectivo para evitar el contacto de cuerpo y los objetos de inserción. (4). Seguridad en Mantenimiento y Reparaciones : La corriente debe de ser desconectado primero, cuando : (a). Desmonte el motor o la caja control, o enchufa y desenchufa cualquier conector. (b). Desconecte la corriente y espere 10 minutos antes de abrir la tapa de caja. Cabeza Aguja Voltaje Alto Interior (c). Levanta el brazo de la máquina o cambia la aguja, o enhebra la aguja. (mostrado en arriba) (d). Reparaciones o ajustes mecánicos. (e). Reposo de la máquina. (5). Regulacion de Mantenimiento y Reparaciones : (a).Mantenimiento y reparaciones podrán ser llevadas a cabo por parte de técnicos debidamente preparados ( instruidos ). (b). No se tapa la ventilación de motor, puede causar el motor más acalorado. (c). No use cualquieros objetos o fuerza a golpear y chocar con el producto. (d). Todos repuestos para reparar deben de ser aprobados y suministrados por fabricante. (6). Signos de Peligro y Caución : Riesgos que quizás cause lesiones fisicas o riesgo de la máquina son marcados con este símbolo en la instucción de manual. Este símbolo indica riesgo eléctrico y advertencia. (7). Información de Garantía : Fabricante proporciona una garantia limitada con respecto a productos incluidos un período de 18 meses para cualesquiera defectos causados debajo de uso normal. 2 2. Instalación y Ajuste (1). Instalación de la caja control : a). Instale el motor y la caja control abajo de tablero. c). Diagrama terminado. b). Instala el pedal con unidad control de velocidad. V-correa Unidad control de velocidad Varrilla Caja control (2). Instalación de panel de pantalla : a). Monte el panel de pantalla en el soporte y sierre los tornillos bien. panel de pantalla b). Desatornille el tornillo A, B y monte el soporte en cabezal de la máquina. A c). Se acuerda de cerrar el tornillo A, B bien y enchufe el conector del panel de pantalla a la caja de control. B B A E G D C F H P S soporte Tornillo (3). Ajuste de unidad de velocidad control : Piezas de unidad de velocidad control:ve gráfico disminución Aumento A: Muelle para ajuste de hacia adelante fuerza B B: Perno para ajuste de hacia atrás fuerza C: Brazo de pedal C D: Varrilla para pedal Término de ajuste 1 2 3 Después de ajuste Ajuste de presión Muella A mueve a derecha = fuerza más pedal a adelante Muella A mueve a izquierda=fuerza poco Ajuste de presión Perno B gira = fuerza más tacón hacia atrás Perno B gira = fuerza poco Ajuste del reco- Var. D cierra a derec.= recorrido es largo rrido de pedal Var. D cierra a izquie.=recorrido es corto 3 D disminución A Aumento (4).Función Hacia adelante / Hacia atrás de unidad de velocidad control & ajuste fuerza: Condición reparta interior de “E” muelle torsión es en posición „1“. Después de ajuste del muelle (A) exterior (capítulo 2, sección 3), el muelle torsión (E) interior puede ser ajustado adicionalmente. a). Máquina con prénsatelas : E Para máquinas con solenoide de prénsatelas, la hoja inferior del muelle debe ser puesto en posición 1. Este causa una posición clara para posición de pedal hacia atrás a medias para prénsatelas sin cortahilo. El cortahilo va a seguir con pedal hacia atrás completo. En esta posición de la hoja de muelle la fuerza de pedal hacia adelante es más inferior que en posición 2. Atención: El parámetro no. 70 hay que ser regulado a OFF para máquinas con solenoide de prénsatelas. b). Máquina sin prénsatelas : E F (posición muelle 1) Para máquinas sin solenoide de prénsatelas la hoja del muelle puede ser traído de posición 1 a posición 2. Empuja con un destornillador pequeño a través del agujero (F) y la hoja va a saltar de posición 1 a posición 2. La fuerza de pedal hacia adelante es más alto en posición 2 que en posición 1. Atención: 1. Para máquinas sin solenoide de prénsatelas, El parámetro no. 70 hay que ser regulado a ON, que el cortahilo ocurre en posición de pedal hacia atrás a medias. 2. La posición reversa de la hoja de muelle (E) desde posición 2 a 1 puede sólo ser hecho después de desmontar la unidad de velocidad control para ajustar hacia dentro. 4 (5). Instalación del sincronizador : (a). Fija el sincronizador con los tornillos el brazo de la máquina en ADVERTENCIA : Tiene que usar los tornillos de cobre para fijar el sincronizador.Si no es eso, va a causar posición anormal de aguja y también va a causar los 2 imanes en la rueda por mano para ser desimantado. (6). Montaje de rueda por mano : (a). Instala el N y S imanes dentro de la rueda por mano. ADVERTENCIA : La posición no trabaja bien si el N y S imanes no son instalado correctamente !! El imán polo N tiene un punto de color rojo en el imán. (7). Instalación de rueda por mano : (a). Fija la rueda por mano en el eje de brazo que el tornillo poniendo en la zona plana de la rueda por mano (El primer tornillo en derección de vuelta) es del eje de brazo y aprieta firmemente los tornillos relacionados. ADVERTENCIA : Asegure de que la rueda por mano no está tocando el sincronozador. 5 (8). Ajuste de posición aguja : (a). Después de instalar el sincronizador y rueda cabezal, aprieda el pedal hacia adelante y deja que la máquina ejecuta pocas puntadas, después, inspecciona la posición aguja. Blanco Verde (b). Si el motor para en la posición arriba, el punto blanco Rojo de arriba en rueda por mano debería ser alineado con el punto índice en la máquina de coser. Punto índice (c). Ajuste de posición arriba (o posición después de cortahilo) : para ejecutar ajuste La aguja para en la posición más alta, afloja tornillo dentro del ranura del tornillo. 1. El tiempo parada de aguja es avanzado,si Vd. ajusta el tornillo en dirección Ⓐ. 2. El tiempo parada de aguja es retrasado,si Vd. ajusta el tornillo en dirección Ⓑ. Vista exterior Vista interior Ⓐ Posición arriba Ⓑ (d). Ajuste de posición abajo : para ejecutar ajuste La aguja para en la posición más baja, afloja tornillo dentro del ranura del tornillo. 1. El tiempo parada de aguja es avanzado,si Vd. ajusta el tornillo en dirección Ⓒ. 2. El tiempo parada de aguja es retrasado,si Vd. ajusta el tornillo en dirección Ⓓ. Ⓒ Posición abajo Ⓓ Vista exterior Vista interior Nota : Si tiene cualquier pregunta sobre ajuste de posición aguja, favor consultar con distribuidor de la máquina de coser o mecánica de la máquina de coser. 6 3. Conexión de Alimentación y Tierra (1). Conexión de monofase : Cable de verde/amarrillo es del cable de tierra Monofase ( AC220V) Gris Blue OFF ON Verde / Amarrillo ( cable tierra) A caja control Caución : El cable de Verde / Amarrillo tiene que conectar bien con la tierra (2). Cómo conecta a alimentación de 1Φ / 220 V desde fuente de alimentación 3 Φ / 380 V : Caución:Si el sistema no tiene punto Neutral, este motor servo no es adecuado para este conección. Favor preguntar proveedor para ofrecer nuestro motor servo 3Φ / 380 V. Advertencia : Hay que tener un punto neutral R L2 220V 380V 380V S L2 220V 220V L2 380V Neutral L1 Sistema de tierra L1 G G L1 N PE G 1ψ220V 1ψ220V 1ψ220V Motor Motor Motor 7 T (3). El equilibrio de carga cuando usa motores 1Φ / 220V en sistema de la corriente 3Φ / 220V. : Favor instalar la conexión de la corriente como los diagramas siguientes para el equilibrio de carga. R S T (4). Cómo cambia el voltaje suministro de solenoide : (DC: 24 V O 30 V) Cuando cambia el voltaje solenoide de 24V o 30V, use el JP1 y JP2 en la tarjeta principal para cambiar diferente voltaje. Caución (1): Antes de cambiar, favor chequear la especificación de solenoide de cabezal máquina. Caución (2): Apaque la corriente y espere 5 minutos. Antes de abrir la tapa, y después, cambielo. Voltaje alto interior Diseño de tarjeta de fuente energía HSV-PS1220XX 30 V JP 1 24 V JP 2 Conexión JP 30V Regulación fábrica 8 30 V JP 1 24 V JP 2 Conexión JP 24V 4. Nómbre de Piezas de la Caja Control (1). Use los siguientes números cruzada referencia con foto de la caja control : 1 1 : Soporte de montaje para motor debajo de tablero 2 : Enchufe corriente de motor 3 : Enchufe de pedal operación de pie 4 : Enchufe codificador de motor 5 : Enchufe interruptor de seguridad 6 : Unidad control de velocidad 7 : Enchufe de panel de pantalla 8 : Cable codificador de motor 9 : Cable corriente de motor 10 : Cuerpo de motor 11 : Protector de correa 12 : Enchufe de lámpara externa 13 : Enchufe corriente principal 14 : Enchufe de sincronizador 7P 15 : Enchufe de salida señal de prénsatelas 16 : Enchufe de salida señal de la máquina de coser 17 : Panel terminal de salida señal de la máquina de coser Tenga cuidado para la forma de todo conector y dirección de enchufe. Todo conectores debe de ser enchufado y cerrado bien. 9 (2). Exterior de la caja control : Lado frente 1 2 3 4 5 6 7 8 Lado derecho 9 10 11 Lado izquierdo 12 2 13 14 3 6 17 15 16 10 5. Funciones Tecla en Panel de Pantalla (1). Cuando usa F-10 panel de pantalla : 12 1 11 2 10 3 4 5 6 7 8 9 NO. Teclas funciones para la máquina pespunte Teclas funciones para la máquina cadeneta Teclas funciones abajo de modo parámetro 1 Entra en zona de parámetro Entra en zona de parámetro Tambien el actuo como tecla de incremento parámetro 2 Aguja arriba Aguja arriba Inválido 3 Costura libre / Atacado continuo / Costura de puntada continua Inválido Entra en zona de valor parámetro / Tecla de guarda de valor parámetro 4 Atacado inicio ON / OFF Inválido Tecla de incremento parámetro 5 Atacado final ON / OFF Inválido Tecla de disminución parámetro 6 Aguja arriba / abajo Cuando motor para Aguja arriba / abajo Cuando motor para Inválido 7 Arranque suave ON / OFF Arranque suave ON / OFF Inválido 8 Número de puntadas de sección A (gama en 0 ~ 15 puntada) 9 Número de puntadas de sección B (gama en 0 ~ 15 puntada) 10 Número de puntadas de sección C (gama en 0 ~ 15 puntada) 11 Número de puntadas de sección D (gama en 0 ~ 15 puntada) 12 Icon de rotación de motor / Número de visualización puntadas Cancela medio-tacón atrás : significa inválido si el pedal hacia atrás a medias Cancela cortahilo : significa inválido de función cortahilo Cancela apartahilo : significa inválido de función cortahilo Costura puntada continua inicio : significa válido función puntada continua inicio Icon de rotación de motor / Visualización de función especial Parámetro / tecla selección de valor Parámetro / tecla selección de valor Parámetro / tecla selección de valor Parámetro / tecla selección de valor Visualización de parámetro NOTA : Cuando #8~#11 define como tecla de función especial, el parámetro [134. KLK] hay que regular en ON. 11 (2). Cuando usa C-60 panel de pantalla : A B E G C D F H P S Función TECLA Operación de la máquina de coser Atacado de inicio doble (Secciones A,B) Atacado de inicio singular (Secciones A,B) Inicio / Final selección del atacado Atacado de inicio medio (Sección B) Atacado de final doble (Secciones C,D) Atacado de final singular (Secciones C,D) Atacado de final medio (Sección C) 1). Al presionarse el pedal hacia adelante, la costura de puntada continua de E、F、G o H ejecuta sección a sección. 2). En cuanto el pedal regrese a su punto neutro en alguna sección, la máquina se para inmediatamente. Al presionarse el pedal hacia adelante de Nuevo, las puntadas equilibradas de Costura de puntada continua E、F、G o H siguen. 3). Si parametro 【010. ACD】es regulado ON, se ejecuta automáticamente funcion del atacado final y cortahilo después de ejecutar las puntadas de la última sección E o H. 4). Cuando usa la función P1~PF, el valor preseleccionado de las puntadas de P1~P4 es 15. Lo de otras secciones sin usar tiene que regularse 0. 1). Al presionarse el pedal hacia adelante, la máquina empieza a coser.. En cuanto el pedal regrese a su punto neutro, la Costura libre máquina se para inmediatamente. 2). Al presionarse el pedal hacia atrás, el cortahilo se ejecuta automáticamente. 12 Costura del atacado continuo Al presionarse el pedal hacia adelante, todas las costuras del atacado continuo, secciones A、B、C、D van a ser completado con E veces, y el ciclo de cortahilo va a ser terminado automáticamente Nota:Cuando la costura de atacado continuo empieza, no va a parar hasta que el ciclo de cortahilo terminado, excepto presiona el pedal hacia atrás para cancelar la acción. A、B、C、D -- gama ajustada puntada en 0 ~ F (Nota) E、F、G、H -- gama ajustada puntada en 0 ~ 99 ---- A=B=C=D=4 puntadas ---- E = F = 10 puntadas Selección de ajuste de la puntada ---- G = H = 15 puntadas ∴Presione Aguja arriba / Puntada de corrección delantera Costura automática ( AUTO ) Selección de cortahilo tecla para seleccionar : Arriba A、B、C、D Medio E、F Abajo G、H 1). En costura libre : Cada toca de la tecla corregirá puntada. ( midad de puntada hacia adelante ) 2). En costura de puntada continua:( En costura de atacado continuo, el actua como aguja arriba ) a. Si la máquina se para intermediamente en una sección, una toca de la tecla subirá la aguja a la posició arriba. b. Si la máquina se para e el final de una sección, una toca de la tecla corregirá una puntada delantera. 1). En costura libre y costura del atacado continuo: Una toca de la tecla hace sonido de pitido, pero no tiene función, también LED no ilumina. 2). En costura de puntada continua: a. Al presionarse un tiro de pedal hacia adelante, ejecutará número de puntadas de secciones E、F、G、H automáticamente. b. Al presionarse el pedal hacia adelante otra vez para terminar el resto de las secciones hasta que termine el patrón. Permite o incapacita el ciclo de cortahilo. 13 Arranque suave Aguja arriba / abajo cuando motor para 1). Cuando la función enciende, arranque suave ejecutado en primer carrera de empiezo motor. Después de cortahilo,el va a ejecutar de nuevo en empiezo próximo de motor. 2). Velocidad de arranque suave es regulado por parámetro [007. S]. 3). Número de puntadas puede ser regulado por parámetro [008.SLS]. Ajuste de parada aguja LED ON= Parada en posición arriba LED OFF=Parada en posición abajo Prénsatelas arriba / abajo después de cortahilo Acción de prénsatelas después de cortahilo. LED ON = Levanta prénsatelas automáticamente después de cortahilo LED OFF = Prénsatelas no activa después de cortahilo. Prénsatelas arriba / abajo cuando motor para Acción de prénsatelas cuando motor para. LED ON = Motor para, prénsatelas va arriba automáticamente. LED OFF = Prénsatelas no active cuando motor para. Valor / Tecla de incremento de parámetro Tecla de valor incremento sección A、B、C、D, gama en 0~ F.(Nota) Tecla de valor incremento sección E、F、G、H, gama en 0~99. Valor / Tecla de disminución de parámetro Tecla de valor disminución sección A、B、C、D, gama en 0~ F.(Nota) Tecla de valor disminución sección E、F、G、H, gama en 0~99. Entra en zona parámetro / Incremento parámetro Apriete y sostenga esta tecla 2 segundos para entrar en zona de parámetro. Tambien el actuo como tecla incremento parámetro. Entra en valor parámetro / Guarda (Saving) Apriete esta tecla en zona parámetro para entrar en zona de valor parámetro. Tambien el actuo como tecla guardada de valor parámetro. Nota : Puntadas reguladas de secciones A、B、C、D corresponde con alfabeto. A=10、B=11、C=12、D=13、E=14、F=15 puntadas 14 6. Ajuste de Parámetro (1). Cómo entra en【Modo Normal】: Sólo da la corriente para entrar en【Modo Normal】 Demuestra para Máquina pespunte Demuestra para Máquina cadeneta / o cuando【 134. KLK 】= ON Encienda corriente A B C D C-60 : Favor ver nota. E G F H P S (2). Cómo entra en nivel【Modo Parámetro】: Modo Parámetro Nivel 1 Parámetro Mode A Nivel 2 Parámetro Mode B Primera visualización Gama para parámetro tecla . Parámetro #1 ~ 46 Da la corriente . Parámetro #1 ~ 122 Operación En【Modo normal 】 apriete Da la corriente REINICIALIZAR Vuelve al valor de fábrica ※ Cuando usa C-60 panel de pantalla, la tecla para cada modo es lo mismo arriba. Nota (3). Cómo regula el【Valor Parámetro】con F-10 panel de pantalla : Confirma el código párametro que quierre ajustar. (Ve la tabla de parámetro para detalle) y sigue pasos abajo para ajustar valor de parámetro. Paso 1: Entra en uno del【 Modo Parámetro A o B 】. Paso 2: Aprieta o Paso 3: Aprieta tecla para entrar en el valor de parámetro. Paso 4: Aprieta Paso 5: Aprieta A B tecla para elegir el número de parámetro objetivo. C D tecla para ajustar el valor. tecla para guardar el valor y volver a【Modo Normal】automáticamente. 15 (4). Cómo regula el【Valor Parámetro】con C-60 panel de pantalla : a. Entra en uno del 【 Modo parámetro A o B 】 b. Use tecla B C d. Use la tecla para seleccionar el D e. Aprieta tecla S para guardar el valor. para acceso【zona valor】 A B C A D F H E G P S C E G F H D F H P S P S a. Aprieta y aguanta para 2 segundos. B . . E G debajo de la zona A、B、C、D para regular el valor. número parámetro objetivo. c. Use tecla S A o c. Acceso e. Guardar b. Selecto d. Ajuste Caución: 1. Cuando motor está moviendo, la zona de parámetro es cerrado y prohibido para acceso. El parámetro puede ser ajustado sólo cuando motor para. 2. Ajuste equivocado del parámetro podría causar la operación anormal y dañar la máquina de coser. Tiene que entender completamente el uso de función y los efectos de regulación cuando lo ajusta. No trata de ajustar parámetro ciegamente. (5). Valor ajuste para A、B、C、D tecla en el【Valor Parámetro】: Tecla Términos Escala En términos de velocidad A 1000 spm B C D 100 spm 10 spm 1 spm En términos de ángulo -------- 100 ° 10 ° 1° En términos de tiempo 1000 ms 100 ms 10 ms 10 ms En términos de función Función intercambio ※ 1. De otra manera que selección de función, cada presión de tecla empezará a cambiar el valor desde 0 a 9. 2. Si usa con F-10, cuando【 134. KLK 】regula『 ON 』, el actua como tecla de función especial『 ON / OFF 』. Ve el capítulo 5 (Página.10) para detalle. Nota: Después de cambiar valor, aprieta tecla para guardar el valor, sino, lo perderán después de apagar la corriente. 16 7. Cómo usa Función Reinicializar (Reset) 1. Antes de【Reinicializar】, favor confirmar el código de la máquina actual y cualquier regulación especial para el parámetro. En cuanto reinicializar y toda la regulación va a volver al valor preseleccionado de fábrica. 2. Después de【Reinicializar】, si el código de la máquina no hace fuego con el cabezal de la máquina. Puede dañar el cabezal de la máquina o causar la máquina que no trabaja bien. a. Apaque la corriente primero. b. Aprieta y aguanta tecla OFF para F-10 o tecla para C-60 y da la ON corriente. El LCD va a mostrar【RESET】y parpadea dos veces. F-10 OFF ON A C-60 B C D OFF E G F H P S A B E G C D F H P S c. Parpadeando significa los datos se habían【Recializado】y LCD va a volver a la zona【Modo Normal】. A B E G P S 17 C D F H ON 8. Mantenimiento Básico (1). El Código equivocado y la medida : Código Equivocado ER0. 1 ER0. 2 Causa del Problema 1.Modulo de energía detectó error. 2. Anormal más de corriente o voltaje ocurrido. Malfunción E²PROM (IC3) r/w. Estado y Medida Motor y máquina van a ser cerrado Favor comprobar modulo de energía Favor comprobar más de corriente de circuito de tarjeta de fuente energía. Motor y máquina van a ser cerrado Sustituye la unidad memoria IC3. Motor y máquina van a ser cerrado 1. Cuando la corriente conecta, es detectado voltaje alto ER0. 4 2. Conecta al voltaje equivocado o corriente de suministro es demasiado alta. 3. F1 fusible está fundido. * Si la caja del control es sistema AC 220V, por favor no usar el voltaje de corriente AC 380V, si no el LED va a demostrar ER0. 4 después de 2 segundos de dar la corriente. Si continua suministrando la corriente 380V, los capacidores electrolíticos (C4, C5) de la tarjeta de fuente de poder van a estallar durante un periodo de tiempo y causar el circuito abierto de los fusibles (F1, F2) de la tarjeta EMI. Favor comprobar la corriente AC. (demasiado alta) Favor comprobar la tarjeta de fuente energia. Favor comprobar F1 fusible. 1. Cuando la corriente conecta, es detectado voltaje bajo ER0. 5 2..Conecta al voltaje equivocado o corriente de suministro es demasiado alta. ER0. 7 1. Conexión mala en el conector de motor. 2. Señal equivocado de sincronizador (sensor). 3. Máquina se traba o objeto se atravesa en polea de motor. 4. Material de costura es demasiado grueso. ER0. 8 El panel de la pantalla conectado a CPU interfaz tuvo un error de comunicación Motor y máquina van a ser cerrado Favor comprobar la corriente AC. (demasiado baja) Favor comprobar la tarjeta de fuente energia. Motor y máquina van a ser cerrado. Favor comprobar el motor o la conexión de motor. Favor comprobar sincronizador (sensor) y su señal. Favor comprobar el cabezal de máquina para ver si objetos se atravesan en polea de motor, o no gira muy suave. Motor y máquina van a ser cerrado. Favor comprobar el panel de la pantalla. 18 Código Equivocado Causa del Problema Estado y Medida 1.Solenoide de la máquina pone en cortocircuito. 2.Transistor energía de tarjeta principal es defectuoso. Motor aún puede correr, pero todas señales de salida y función de costura de patron de panel de pantalla van a ser inválido. Favor comprobar solenoids de la máquina o el valor de resistor es menos de 2 Ω. Favor comprobar todos transistores de energía, que relacionado con solenoide. ER0. 11 Si el parámetro 【121.ANU】 es regulado ON, pero la función de aguja arriba auto está mala cuando dió la corriente. Motor y máquina van a ser cerrado. Favor comprobar la señal de posición arriba de sincronizador. Favor comprobar la caja control. Favor comprobar el cabezal de máquina para ver si objetos se atravesan en polea de motor, o no gira muy suave. ER0. 12 Da la corriente, no señal sincronizador o no conectado Favor comprobar sincronizador (también comprobar la conexión y modelo) ER0. 14 Use señal PSU sin material de costura cuando【106. PSN】= OFF Motor para. Favor comprobar「PSU」sensor de circuito y su señal. ER0. 15 Use señal PSD sin material de costura cuando【106. PSN】= OFF Motor para. Favor comprobar「PSD」sensor de circuito y su señal. ER0. 16 1. Interruptor de seguridad es o defectuoso o conexión mala. 2. Parámetro regulado【075. SFM】no hace fuego con el modelo de cabezal de la máquina de coser. Motor para. Favor comprobar el interruptor de seguridad. Favor comprobar parámetro regulado【075. SFM】, asegúrate de que puede hacer fuego con interruptor de seguridad en cabezal de la máquina. ER0. 51 1. Motor sobrecarga para más de 20 segundos durante una costura. 2. Motor’s bobbina es defectuosa. 3. Cabezal de máquina es demasiado crudo para girar muy suave. Motor para. Favor comprobar para ver si el cabezal de máquina es demasiado pesado para coser. Favor comprobar para ver si el material de costura es demasiado grueso para coser Favor comprobar motor’s bobina para ver si defectuoso. Favor comprobar el cabezal de máquina para ver si demasiado crudo para girar muy suave. ER0. 9 Alfabeto Digital Alfabeto Inglés Causa del Problema 1. Corriente AC cierra o conección mala. DA LA CORRIENTE PARADA EM 2. Tarjeta de fuente energía OI 1 sensor de Defecto de circuito. Una señal parada de emergencia se activó cuando parámetro【149. IND】= ES. 19 Estado y Medida Motor para Favor comprobar corriente AC y conexión. Favor comprobar circuito del tarjeta de fuente energía OI 1. Motor para emergentamente Sólo empieza a la corriente de nuevo para volvera operación normal. (2). Lista de piezas HVP-20 : 1. Piezas de Motor : 1-1 1-4 1-2 1-6 1-5 2. Piezas de Caja Control : 2-5 A B E G 2-17 C D F H P S 2-7 2-3 2-1 2-4 2-9 2-16 2-10 2-2 2-11 2-6 2-5 2-14 2-12 2-8 2-13 2-18 NO. 1 1-1 1-2 Código de Repuestos 2VP3432209AXL 315BGV150 2-15 Nombre de Repuestos Descripción NO. Motor con soporte VP-50AB007-CE 9800 170028 2-5 2VP20106003 2-6 2VPPPW0220 Cable corriente Para HVP-20 Estuche de caja control Para Para tapa de la cubierta de la correa Para V-Correa Código de Repuestos Nombre de Descripción Repuestos unidad de velocidad 9800 370003 control 2VP2PY4041D Polea (65 mm) (14∮agujero ) 2-7 2VPMPB207 2VP2PY4061D Polea (75 mm) (14∮agujero ) 2-8 32QRCH080 Conectador 6P 2VP2PY4081D Polea (85 mm) (14∮agujero ) 2-9 32ZVPB700 Panel de conectador Para Base de la cubierta Para V-Correa de la correa Soporte de la Para V-Correa cubierta Panel de conectador Para (A) Para Tarjeta de fuente energía 15A HVP-20 HVP-20 HVP-20-4-25 1-3 315BGV140 1-4 313BGE030 1-5 2VPFRR432X8 Cuerpo del motor 500W 2-12 2VP20402001 Tarjeta Principal Para HVP-20-4-25 1-6 2VPBTV030 Soporte del motor Para debajo de tablero 2-13 315MPB580 Cubierta frente Para HVP-20 2VP2040025201 Caja Control 9800 370002 2-14 2VPOPBF01005 F-10 panel de pantalla 9800 360102 313MPB190 Cubierta trasera Para HVP-20 2-15 322PWG340 2 2-1 2-10 315MPB600 2-11 2VP20103209 2-2 2VPPCB380 Tarjeta de la EMI Para HVP-20 2-16 2VPOPBPT0P 2-3 2VP20104202 Resistor Cemento 220Ω 30W 2-17 2VPOPBC06008 2-4 32QRCH270 Conectador 2P 5559-02P 2-18 2VP11800025 20 HVP-20-4-25 1∮ 200-240V F-10 extensión cable 1 m. Soporte de panel de D tipo pantalla C-60 panel de 9800 360103 pantalla Sincronizador 800-2H / 9800 367102 9. HVP-20-4-25 DIAGRAMAS DE CONEXIÓN CODIFICADO INTERRUPTOR DE PIE 1 2 3 4 5 6 FOOT SWITCH +12V START VC KNEE SW. 0V TRIMMER 5 External variable resister 1 2 3 4 5 6 1 ENCODER FOOT SWITCH 1 2 3 4 +12V INL INB 0V +12V 3 4 1 2 1 SAFETY SW. 5 SINCRONIZADOR 1 2 3 4 5 6 7 SYNCHRONIZER DOWN NO SYNC. 0V 0V +5V UP --- OPERATION BOX PRÉNSATELAS 1 OF 2 +24V FOOT LIFTER A.F.L. SOL. +24V(SWITCHING) MP 5 MÁQUINA DE COSER 1 2 3 4 5 6 7 8 9 10 11 12 13 14 OA OB INE OC +24V +24V +24V EARTH 0V +24V OD SEWING MACHINE TRIMMER SOL. WIPER SOL. ----REV. SW. REV. SOL. +24V +24V +24V EARTH --0V +24V(SWITCHING) TENSION ENCODER +5V UP DOWN A PHASE B PHASE R S T 0V PANEL DE PANTALLA INTERRUPTOR SEGURIDAD SAFETY SW. +12V SAFETY SW. PSD 0V 1 2 3 4 5 6 7 8 9 3 7 2 4 MT 1 6 SYNCHRONIZER MW 1 2 FOOT LIFTER MR 7 6 5 4 3 2 1 14 13 12 11 10 9 8 SEWING MACHINE ML 21 1 2 3 4 5 6 7 8 9 OPERATION BOX +12V CKU T1out R1in --U SW. ----0V PAGE 1 HVP-20 Parámetro lista para DA-251 (MAC. 35) Código de TECLA Parámetro Gama Preselección Velocidad maximum de costura 50 - 9999 spm 4000 2 SLM Modo operación de arranque despacio T/A T 3 CNR Proporción de contador 1 - 100 1 4 5 6 7 8 9 N V B S SLS A 50 - 8000 spm 50 - 8000 spm 50 - 8000 spm 50 - 2000 spm 0 - 99 stitches 50 - 8000 spm 1900 1900 1800 400 2 4000 10 ACD Costura automática de Atacado Final ON/OFF ON 11 RVM Selección de modo para Atacado J/B J 12 SMS Selección de modo para Atacado Inicio A/M/SU/SD A 1 CORRIE NTE .. ON s H Función de parámetros Velocidad de Atacado Inicio Velocidad de Atacado Final Velocidad de Atacado Continuo Velocidad de Arranque Suave Numeros de puntada para Arranque Suave Velocidad de costura de Puntada Continua automática Descripción Ajustes de la velocidad máximum El modo operación de arranque lento es seleccionado. Este es válido cuando el panel [SL] tecla es ON en el modo normal. T:La operación de arranque lento empezará cuando la corriente es encendido o cuando aprieta primer pedal hacia adelante después de cortahilo, o primera señal carrera externa (S0,S1) es encendido. A:La operación de arranque lento empezará cuando aprieta primer pedal hacia adelante o cuando señal carrera externa (S0,S1) es encendido. Ajuste del múltiplo del valor de [042. CUD] Conexión : [042. CUD] , [159. O4] , [097. TK3] Ajuste de la velocidad para Inicio de Atacado. Ajuste de la velocidad para Final de Atacado . Ajuste de la velocidad para Atacado Continuo. Ajuste de la velocidad para Arranque Suave. Regulación de números de puntada para Arranque Suave Valido sólo en el costura de Puntada Continua Automática o el signo (SH) activo de Costura Automática. Sólo en la última puntada de Costura de Puntada Continua. ON : Válido. OFF : Inválido. J = JUK modo , B = BROTHER modo. J : Activo cuando el motor para o está ejecutando. B : Activo sólo cuando el motor está ejecutando. Selección de modo para Atacado Inicio. A : Costura de una sección. ( un tiro ). M : Control via pedal, motor puede parar en mitad de camino. SU : Después de costura de un tiro, el motor para en aguja arriba, el tiempo [027. CT] controla en fin de cada costura. SD : Después de costura de un tiro, el motor para en aguja abajo, el tiempo [027. CT] controla en fin de cada costura. Selección de modo en final de Atacado Inicio. CON : En final de Atacado Inicio, la máquina continua a coser la función de sección proxima. 13 TYS Selección de modo en fin de Atacado Inicio 14 SBT 15 16 17 SBA Selección puntadas A de Atacado Inicio SBB Selección puntadas B de Atacado Inicio SBN Selección de vueltas de Atacado Inicio Selección de Atacado Inicio 18 BT1 CON/STP/TRM ON/OFF 0 - 15 puntadas 0 - 4 vueltas Puntada equilibrada para Atacado Inicio 1 CON ON STP : En final de Atacado Inicio, la máquina para y tiene que empezar de nuevo vía mandamiento de pedal. TRM : Actua el ciclo del cortahilo, en cuanto el Atacado Inicio está completado. ( mini-Atacado continuo). Válido sólo cuando el panel de pantalla es desconectado. ON : Ejecutar OFF : No ejecutar 3 3 2 Selección de veces costura del Atacado Inicio, [014. SBT] = ON válido. 4 BT1=0 : Inválido,1-8 : Aumenta las puntadas de costura reversa ; 9-F : Aumenta las puntadas de costura delantera. Selección de puntadas del Atacado Inicio , [014. SBT] = ON válido. 0-F 19 BT2 Puntada equilibrada para Atacado Inicio 2 3 BT2=0 : Inválido,1-8 : Aumenta las puntadas de costura delantera ; 9-F : Aumenta las puntadas de costura reversa. Selección de modo para Atacado Final. A : Costura de una sección. ( un tiro ). 20 SME Selección de modo para Atacado Final A/SU/SD A SU : Después de costura de un tiro, el motor para en aguja arriba, el tiempo [027. CT] controla en fin de cada costura. SD : Después de costura de un tiro, el motor para en aguja abajo, el tiempo [027. CT] controla en fin de cada costura. 21 EBT Selección de Atacado Final 22 23 24 EBC Selección puntadas C de Atacado Final EBD Selección puntadas D de Atacado Final EBN Selección de vueltas de Atacado Final 25 BT3 ON/OFF 0 - 15 puntadas 0 - 4 vueltas Puntada equilibrada para Atacado Final 3 ON Válido sólo cuando el panel de pantalla es desconectado. ON : Ejecutar OFF : No ejecutar 3 3 2 Selección de veces costura del Atacado Final , [021. EBT] = ON válido. 3 BT3=0 : Inválido,1-8 : Aumenta las puntadas de costura reversa ; 9-F : Aumenta las puntadas de costura delantera. Selección de puntadas del Atacado Final , [021. EBT] = ON válido. 0-F 26 BT4 Puntada equilibrada para Atacado Final 4 27 CT Selección de tiempo de interrupción en cada sección de Atacado Final SB5 Más 15 puntadas en Atacado Inicio / Final 3 0 - 990 ms 50 ON/OFF OFF 0/1/2/3 0 0 - 99 puntadas 0 28 AFM 29 SB9 Selección de modo para prénsatelas (con F-10) Más 0~99 puntadas en Atacado Inicio / Final BT4=0 : Inválido,1-8 : Aumenta las puntadas de costura delantera ; 9-F : Aumenta las puntadas de costura reversa. [012. SMS] , [020. SME] , [031. SMB] = SU,SD regulado en válido. Tiempo de parada de rincón, válido solo en [012. SMS] , [020. SME] , [031. SMB] regulado SU/SD. 15 puntadas adicionales son añadidos en las puntadas del Atacado Inicio / Final. ON : Válido. OFF : Inválido. 0. Controlado por el pedal. 1. En parada motor 2. Después de cortahilo. 3. Después de cortahilo & en parada motor. puntadas de selección adicional son añadidos en las puntadas del Atacado Inicio / Final. PAGE 2 HVP-20 Parámetro lista para DA-251 (MAC. 35) Código de TECLA Parámetro Función de parámetros Gama Preselección s 30 BCC 1 puntada es anadido en el C segmento de Atacado Final 31 SMB Selección de modo para Atacado Continuo ON/OFF ON A/M/SU/SD A CORRIE NTE .. ON Descripción 1 puntadas es añadido en el C segmento de Atacado Final. ON : Válido. OFF : Inválido. Selección de modo para Atacado Continuo. A : Costura de una sección. ( un tiro ) M : Control vía pedal, motor puede parar en mitad del camino. SU : Después de costura de un tiro,motor para en aguja arriba por el tiempo [027. CT] en fin de cada costura. SD : Después de costura de un tiro,motor para en aguja abajo por el tiempo [027. CT] en fin de cada costura. 32 BAR Selección de Atacado Continuo 33 34 BRC Selección de puntadas de Atacado Continuo BRN Selección de vueltas de Atacado Continuo 35 BT5 ON/OFF OFF 0 - 99 puntadas 0 - 15 vueltas 4 4 Válido sólo cuando el panel de pantalla es desconectado. ON : Ejecutar OFF : No ejecutar Una selección para todas las costuras , [032. BAR] = ON Válido. Selección de veces costuras de Atacado Continuo, [032. BAR] = ON Válido. 4 BT5=0 : Inválido, 1-8 : Aumenta puntadas de costura reversa ; 9-F : Aumenta puntadas de costura delantera. Puntada equilibrada para Atacado Continuo 5 0-F 36 37 BT6 Puntada equilibrada para Atacado Continuo 6 SMP Selección de modo para la costura de puntada continua 38 PM Selección de la costura de puntada continua 39 PS Selección de puntadas para sección 1~4 de la costura de puntada continua Selección de puntadas para sección 5~F de la costura de puntada continua 40 41 WON Selección de función de Apartahilo TM Selección de función de Cortahilo 3 A/M M ON/OFF OFF BT6=0 : Inválido, 1-8 : Aumenta puntadas de costura delantera ; 9-F : Aumenta puntadas de costura reversa. Selección de modo para costura de puntada-continua. A : Costura de una sección. (un tiro) M : Control vía pedal, motor puede parar en mitad del camino. Válido solo cuando el panel de pantalla es desconectado. ON : Ejecutar OFF : No ejecutar 15 Selección de puntadas de costura P1-P4. [038. PM] = ON válido. 0 Selección de puntadas de costura P5-PF. [038. PM] = ON válido. 0 - 250 puntadas ON/OFF ON ON/OFF ON Selección de función de Apartahilo. ON : Permitir. OFF : Incapacidar. Selección de función de Cortahilo. ON : Permitir. OFF : Incapacidar. Selección de modo función de contador. NOP : El contador es inválido. U : Cuenta hacia arriba por puntadas. Contador va a hacer auto- reinicializar cuando cuenta hasta término. D : Cuenta hacia abajo por puntadas. Contador va a hacer auto- reinicializar cuando cuenta hasta término. 42 CUD Selección de modo de Contador ( Para Bobina de Hilo o Pieza de Costura ) NOP/U/D/US/DS/ UT/DT/UTS/DTS NOP US : Cuenta hacia arriba por puntadas. Cuando cuenta hasta término, el motor para y el contador debe ser reinicializado por el interruptor exterior S4 [152.INI] =CRS o la tecla A en el panel delantero. DS : Cuenta hacia abajo por puntadas. Cuando cuenta hasta término, el motor para y el contador debe ser reinicializado por el interruptor exterior S4 [152.INI] =CRS o la tecla A en el panel delantero. UT : Cuenta hacia arriba por cortahilo. Contador va a hacer auto- reinicializar cuando cuenta hasta término. DT : Cuenta hacia abajo por cortahilo. Contador va a hacer auto- reinicializar cuando cuenta hasta término. UTS : Cuenta hacia arriba por cortahilo. Cuando cuenta hasta término, el motor para y el contador debe ser reinicializado por el interruptor exterior S4 [152.INI] =CRS o la tecla A en el panel delantero. DTS : Cuenta hacia abajo por cortahilo. Cuando cuenta hasta término, el motor para y el contador debe ser reinicializado por el interruptor exterior S4 [152.INI] =CRS o la tecla A en el panel delantero. 43 UD Selección de la cuenta 44 45 PN SP Visualización de Contador Visualización de velocidad de la costura 46 DIR Dirección rotativa del motor 1 - 9999 99 Selección de la cuenta. (Nota : El número real = el valor de [003. CNR] X [043. UD] , cuando [042. CUD] =U,D,US,UD válido sólo. ) 0-9999 0 - 8000 spm 0 0 CW/CCW CW Visualización de cuenta corriente de [043. UD] Muestra de velocidad de la costura actual Ajustes de dirección rotativa del motor. ( Visto desde lado de eje de motor ) Connection : [119. DD] CCW : El sentido opuesto al reloj. CW : El sentido de reloj. PAGE 3 HVP-20 Parámetro lista para DA-251 (MAC. 35) Código de TECLA Parámetro 47 + Función de parámetros Gama Preselección 0~101 35 ON/OFF OFF 1 - 250 mm 1 - 250 mm 75 75 ON/OFF OFF 150 - 500 ms 200 Arranque suave en primer ciclo de la corriente ON ON/OFF ON Motor frena en parada normal ON/OFF OFF ON/OFF OFF s MAC Código de la máquina Selección de modo de posición. (ON=ARRIBA SÓLO, OFF=ARRIBA/ABAJO) 48 N12 49 SPD Dimensión de polea de la máquina. MPD Dimensión de polea del motor. CORRIE 50 NTE .. 51 ON PL Ajuste de modo de proporción polea del motor 52 BT Tiempo de freno del motor 53 POL 54 BK Descripción Regula el código de la máquina Selección de modo posición. ON : Una posición ARRIBA sólo. OFF : Dos posiciónes ARRIBA / ABAJO. Regula el tamaño de polea de la máquina cuando [051. PL] = ON válido Regula el tamaño de polea del motor cuando [051. PL] = ON válido Selección de modo de proporción polea regulación. ON : Regula el tamaño de polea a mano por [049. SPD] , [050. MPD] . OFF : Regula el tamaño de polea automáticamente por el CPU. Tiempo de freno del motor Nota : Válido cuando [054. BK] regulado en ON. Selección funcion de arranque suave en primer ciclo de la corriente ON. ON : Permitir y la velocidad es regulado por [007. S] . OFF : Incapacitar. Motor para con función de freno. ON : Permitir OFF : Incapacitar. Válido sólo cuando aguja para en posición arriba. ON : Permitir . Cuando aguja para en posición arriba, el primer puntada va a hacerse con uno ángulo inverso que es regulado por el [056.SRA] . 55 SRM Motor vuelto en selección de función de empiezo OFF : Incapacitar. Excepción : Si [147. INA] = BCR, un interruptor externo puede que sea usado como una selección de ON / OFF a este función. 56 SRA Selección de los ángulos de [055. SRM] 57 TRU El motor para con una selección de ángulo inverso después de cortahilo 58 59 60 61 TR8 M L T Selección de los ángulos de [057. TRU] Velocidad mediana Velocidad baja Velocidad de cortahilo 62 HPM Modo para el recorrido de prénsatelas cambia en la máquina de alimentación compuesta especial. 63 FTP Selección tipo para prénsatelas 64 FO Regula el tiempo completo para prénsatelas 65 FC Regula el tiempo Deber-Ciclo ( Duty-Cicle ) para prénsatelas FD Regula el tiempo de arranque retrasado después de prénsatelas 66 67 FPM Protección para prénsatelas. 68 FP Regula el tiempo de trabajo limitado para prénsatelas 69 HD Ajuste de sensibilidad para el pedal hacia atrás a medias 70 HHC 1 - 360 grados 60 ON/OFF OFF Válido sólo cuando [055. SRM] = ON. El motor para con una selección de ángulo inverso después de cortahilo. ON : Permitir OFF : Incapacitar. Válido sólo [057. TRU] = ON Ajuste de velocidad mediana Ajuste de velocidad baja Ajuste de velocidad de cortahilo. Para máquinas tiene función HP Sólo. [ALT] modo : el recorrido de prénsatelas cambiado por cada vez del interruptor HP apretado. [MON] modo : el recorrido de prénsatelas hay que permanecerse por el interruptor HP continuado. M : Tipo Magnético. A : Tipo Aire. Nota : Cuando regula en tipo A, la regulación [064. FO] y [065. FC] va a ser inválido. Va a ser salida completa. Válido sólo cuando [063. FTP] regulado en modo『 M 』. Para ajuste de tirado torque solenoide. Válido sólo cuando [063. FTP] regulado en modo『 M 』. Para ajuste de energía cambiada de solenoide . Note : Ajuste equivocado causará el solenoide que no puede alzar o que se recalienta. 1 - 360 grados bajo - 8000 spm 50 - 500 spm 50 - 500 spm 40 800 200 200 ALT/MON MON M/A M 0 - 990 ms 250 10 - 90 % 35 0 - 990 ms 0 ON/OFF ON (0-9990) x 0.01s 3000 Regula el tiempo activado del solenoide prénsatelas. Válido sólo cuando el [067. FPM] = ON. 0 - 990 100 Use este regulación como el tiempo retrasado PF en el pedal hacia atrás a medias. Si el prénsatelas es instalado, regule 100 ms min. 1. Si el tiempo empieza corto, causará PF empezado una vez antes de cortahilo en el pedal hacia atrás completo. 2. Si el tiempo empieza largo, causará PF empezado muy lento en el pedal hacia atrás completo. ON/OFF OFF Si el prénsatelas es instalado, regule 100 ms min. para asegurar que el prénsatelas baja primeramente. Selección de protección solenoide. ON : El activado tiempo de solenoide prénsatelas va a ser controlado por [068. FP] . OFF : El solenoide prénsatelas va a ser siempre activo si no presiona el pedal hacia atrás. ON : No prénsatelas en el pedal hacia atrás a medias. (pero el pedal hacia atrás completo puede operar prénsatelas) Cancela prénsatelas cuando presiona el pedal hacia atrás a medias OFF : Opera prénsatelas en el pedal hacia atrás a medias . Nota : Cuando [134. KLK] = ON para la máquina cadeneta,la función puede ser controlado por tecla A en panel de la caja control. 71 FL 72 FHC 73 NTC Cancela prénsatelas cuando presiona el pedal hacia atrás completo Cancela cortahilo cuando presiona el pedal hacia atrás completo Activa cortahilo cuando el pedal está en neutral ON/OFF OFF ON/OFF OFF ON/OFF OFF ON : No prénsatelas en el pedal hacia atrás OFF : Hay prénsatelas en el pedal hacia atrás. ON : No función en el pedal hacia atrás. (la función de prénsatelas y aguja arriba es inválido también) OFF : Cortahilo es funcionado en el pedal hacia atrás . Cuando el pedal es regresado a posición neutral, el cortahilo trabaja automáticamente. ON : Permitir. Válido sólo cuando [072. FHC] = OFF OFF : Incapacitar. PAGE 4 HVP-20 Parámetro lista para DA-251 (MAC. 35) Código de TECLA Parámetro Función de parámetros Gama Preselección s + 74 FRV ON/OFF OFF 75 SFM Modo protección de interruptor seguridad NC/NO NO TCL Cancela cortahilo ON/OFF OFF 77 ILC Cancela el tiempo de cadeneta cuando presiona el pedal hacia atrás completo ON/OFF OFF 78 TRM Modo de operación motor en secuencia de cortahilo LK/RK/KA/KB/KC LK 79 LTM Selección modo para secuencia de cortahilo. Para señal salida TM. T1/T2/T3/T4/TK/T S/T7 TS CORRIE NTE .. 76 ON Convertidor para salida señal de prénsatelas Descripción Salida señal convertida de prénsatelas . ON : El prénsatelas va a arriba durante la costura. OFF : Inválido función. Protección de dispositivo cortahilo para la máquina cadeneta. NC : Cerrado normal. Cuando la señal en abierto, motor para imediatamente y simbolo de rotación parará. NO : Abierto normal. Cuando la señal en cerrado, motor para imediatamente y simbolo de rotación parará. Con entrada señal gatillo TCL,el cortahilo próximo va a ser cancelado cuando el pedal hacia atrás completo. ON : Válido. OFF : Inválido. Cancela el temporizador cadeneta para recomienzo pronto. Para la máquina sin dispositivo cortahilo solo. ON : Válido. OFF : Inválido. Modo de operación motor en selección de secuencia de cortahilo LK : Para la máquina pespunte. Cortahilo desde aguja abajo a aguja arriba. RK : Para la máquina cadeneta retira ciclo fácil. Aguja para con un ángulo reverso regulado por [116. DRU] . KA : Para la máquina cadeneta general con cortahilo inferior solo. KB : Para la máquina cadeneta especial con cortahilo superior. KC : Válido solo cuando [079. LTM] =TK y [081. TS] >0, o la función igual a modo LK. Referir el gráfico de tiempo T1 : En posición abajo retrasada [081. TS] ángulos "on", en posición arriba retrasada [083. T2] tiempo "off". T2 : En posición abajo retrasada [081. TS] ángulos "on" , extendido [084. TE] ángulos "off". T3 : En posición abajo retrasada [081. TS] ángulos "on" , extendido [084. TE] tiempo "off". T4 : En posición abajo retrasada [082. T1] tiempo "on", extendido [083. T2] tiempo "off". TK : En posición arriba retrasada [082. T1] tiempo "on", extendido [083. T2] tiempo "off". TS : En posición abajo siempre "on", en posición arriba retrasada [082. T1] tiempo "on", extendido [083. T2] tiempo "off". T7 : En posición abajo retrasado [081. TS] ángulos "on", en posición arriba "off", y retrasado [082. T1] tiempo "on", extendido [083. T2] tiempo "off". Referir el gráfico de tiempo L1 : En posición abajo retrasada [085. LS] ángulos "on", en posición arriba retrasada [087. L2] tiempo "off". 80 LLM Selección modo para secuencia de tensión aflojamiento. Para señal salida ML L1/L2/L3/L4/LK/L S/L7 LS L2 : En posición abajo retrasada [085. LS] ángulos "on" , extendido [088. LE] ángulos "off". L3 : En posición abajo retrasada [085. LS] ángulos "on", extendido [087. L2] tiempo "off". L4 : En posición abajo retrasada [086. L1] tiempo "on", extendido [087. L2] tiempo "off". LK : En posición arriba retrasada [086. L1] tiempo "on", extendido [087. L2] tiempo "off". LS : En posición abajo siempre "on", en posición arriba retrasada [086. L1] tiempo "on", extendido [087. L2] tiempo "off". 81 82 83 84 TS T1 T2 TE 85 LS 86 L1 Ángulos retrasados antes de dedicarse el cortahilo Tiempo retrasado antes de dedicarse el cortahilo Tiempo de cortahilo Regula los ángulos de cortahilo Ángulos retrasados antes de dedicarse la tensión aflojamiento Tiempo retrasado antes de dedicarse la tensión aflojamiento 0 - 360 grados 0 - 990 ms 0 - 990 ms 0 - 360 grados 0 0 20 0 L7 : En posición abajo retrasado [085. LS] ángulos "on", en posición arriba "off", y retrasado [086. L1] tiempo "on", extendido [087. L2] tiempo "off". Válido para [079. LTM] = T1/T2/T3/T7 . Válido para [079. LTM] = T4/TK/TS/T7. Válido para [079. LTM] = T1/T3/T4/TK/TS/T7. Válido para [079. LTM] = T2 . 0 - 360 grados 0 Válido para [080. LLM] = L1/L2/L3/L7 . 0 - 990 ms 0 Válido para [080. LLM] = L4/LK/LS/L7. Válido para [080. LLM] = L1/L3/L4/LK/LS/L7. 87 L2 88 LE 89 D1 90 91 D2 D3 Tiempo extendido de tensión aflojamiento más allá de arribaparada Regula los ángulos de tensión aflojamiento Tiempo retrasado antes de dedicarse el cortahilo en abajoparada Regula el tiempo cortahilo en abajo-parada Memoria tiempo cortahilo en abajo-parada 92 W1 Tiempo retrasado antes de dedicarse el apartahilo 0 - 980 ms 0 93 W2 Regula el tiempo del apartahilo 0 - 9990 ms 40 Regula el tiempo de apartahilo "ON" 94 WF Tiempo retrasado antes de dedicarse el prénsatelas 0 - 990 ms 50 Regula el tiempo entre apartahilo "off" a prénsatelas "ON" 95 CSF Selección función de puntada condensada ON/OFF OFF 0 - 1500 ms 30 0 - 360 grados 0 Válido para [080. LLM] = L2. 0 - 990 ms 30 0 - 2500 ms 0 - 990 ms 90 120 Solo válido cuando [078. TRM] regulado en modo『 KB 』. Salida señal desde el apartahilo MW. Ve el gráfico de tiempo KB. Regula el tiempo entre aguja arriba a apartahilo activo Función de puntada condensada por el tiempo [027. CT] para aguja arriba & parada del motor. ON : Permitir. Nota : [021. EBT] =ON, [022. EBC] =8, [023. EBD] =3 y [024. EBN] =2 y [027. CT] =100 hay que ser ajustado. OFF : Incapacitar. Cuenta puntada retrasada antes de ejecutar Cortador WEDA 96 WN3 10 0 - 99 puntadas Puntadas de regulación de la costura Puntada-Condensación 97 TK3 Cuenta puntada retrasada antes de ejecutar Cortador WEDA Cortador de cinta en temporizador Bobina counter alarm preaction value Puntadas de regulación antes de parada de PuntadaCondensación 8 Válido solo cuando el [095. CSF] = ON. 0 - 2500 ms 0 - 250 puntadas 10 Regula cortador de cinta en temporizador x10 = 100 ms. Cuando【042.CUD】= US,DS el valor es bobina counter alarm preaction value. 0 - 250 puntadas 0 Válido solo cuando el [095. CSF] = ON. PAGE 5 HVP-20 Parámetro lista para DA-251 (MAC. 35) Código de TECLA Parámetro Función de parámetros Gama Preselección s + Descripción 98 SLU Longitud de puntada para atacado ON/OFF OFF 99 SEN Selección función de sensor para orilla ON/OFF OFF 0 - 99 puntadas 0 - 99 puntadas 1 3 Parámetros conectados : [247. SLE]=ON , [144. IN1]=STK , [157. O1]=OT1 ON : Longitud puntada normal. OFF : Longitud puntada larga. Selección función de sensor para orilla ON : Permitir . OFF : Incapacitar. Válido solo cuando [099. SEN] regulado en ON. Para evitar interferencia foto. Unidad controlado por [098. MST] Válido solo cuando [099. SEN] regulado en ON. Para evitar interferencia foto. Unidad controlado por [098. MST] 1 - 999 puntadas 6 Regula puntadas a parada, cuando senal orilla es detectado. Válido solo cuando [099. SEN] regulado en ON ON/OFF OFF CORRIE 100 NTE 101 .. 102 ON SRS Inspección 1 de señal sensor para orilla CMS Inspección 2 de señal sensor para orilla SE Regula puntadas desde sensor para orilla a parada 103 SET Modo de cortahilo en parada sensorial 104 PSU Puntadas para arriba-parada de emergencia 1 - 99 puntadas 6 105 PSD Puntadas para abajo-parada de emergencia 1 - 99 puntadas 6 106 PSN Función re-comienzo en parada de emergencia ON/OFF ON 107 S7U Atacado manual se dedicado a posición aguja-arriba ON/OFF OFF 108 S7D Atacado manual se dedicado a posición aguja-abajo ON/OFF ON 109 ROF Modo para dedicarse a Atacado ON/OFF OFF Modo para Atacado en ciclo de cortahilo ON/OFF OFF COR Modo corrección de Toque-Interruptor atrasado 1/2 2 W/O/A W 5 - 180 grados 5 - 180 grados 12 12 ON/OFF OFF 1 - 360 grados 180 Cuando senal orilla es detectado fuera. Motor va a ejecutar el ciclo de cortahilo automáticamente. ON : Después de las puntadas de [102. SE] terminado, el cortahilo trabaja. OFF : Después de las puntadas de [102. SE] terminado, el cortahilo trabaja. Cuando señal [PSU] detectado, ejecuta las puntadas, después, para en posición ARRIBA. La velocidad de puntadas reguladas es regulado por [009. A] . Cuando señal [PSD] detectado, ejecuta las puntadas, después, para en posición ABAJO. La velocidad de puntadas reguladas es regulado por [009. A] . Cuando pedal hacia adelante y la señal orilla detectado, el motor puede empezar a ejecutar. ON : Permitir . OFF : Incapacitar. Cuando el motor ejecutando, empuja a mano el toque-Interruptor atrasado, solenoide reverso se dedicado en aguja arriba. ON : Válido. OFF : Inválido. Cuando el motor ejecutando, empuja a mano el toque-Interruptor atrasado, solenoide reverso se dedicado en aguja abajo. 110 111 TB 112 WMD Función de apartahilo relacionado a pedal hacia atrás completo 113 114 DEG Posición de ángulo parada en Aguja ABAJO UEG Posición de ángulo parada en Aguja ARRIBA 115 PMD Condición de visualización cuando enciende la corriente 116 DRU Ángulos reversos a través de aguja abajo y arriba 117 ER Visualización de código equivocado 118 NOS Convierte en selección de motor embraque 120 FHM 121 ANU La aguja va a ir a la posición arriba cuando da la corriente 122 HL Selección modo para pedal hacia atrás completo después de encender la corriente o cortahilo Limite de la velocidad máxima 10 SET/FIFO - ON/OFF OFF FU/NU/NO/NUF/ EFF FU ON/OFF OFF 50 - 9999 spm 4500 ON : Válido. OFF : Inválido. Durante la costura, salida reversa va a ser OFF en la posición aguja arriba o abajo. ON : En posición『 aguja ARRIBA 』. ON : En posición『 aguja ABAJO 』. El cortahilo y solenoide reverso activado en el mismo tiempo. ON : Válido. OFF : Inválido. Modo corrección de selección modo de toque-Interruptor atrasado. Nota: [010. ACD] = OFF y [011. RVM] = B 1 : Corrije con un toca el toque-Interruptor atrasado . 1 : Corrije con doble toca el toque-Interruptor atrasado . W : Regula función de apartahilo (activo una vez cuando pedal hacia atrás completo después de la costura) O : Apartahilo trabaja en cada pedal hacia atrás completo (unlimitado) A : Apartahilo trabaja sólo el pedal es mantenido hacia atrás completo . Apartahilo apaga cuando el pedal vuelve a neutro. Nota : Apartahilo a tiempo controlado por el [093. W2] . Ajusta posición de parada en la aguja abajo. Ajusta posición de parada en la aguja arriba. Selección condición de visualización cuando enciende la corriente ON : Cuando interruptor de la corriente enciende, el panel demuestra condición previa. (mantiene condición previa). OFF : Cuando interruptor de la corriente enciende, el panel demuestra modo normal. Solo válido cuando [078. TRM] = modo『RK』 Motor da marcha atrás desde aguja abajo, y para en punto muerto superior de la aguja. Visualización historia de código equivocado , 10 eventos total pueden ser memorizado. ON : Sin el sincronizador , motor es corriendo como un motor embraque y para en posición fortuita. OFF : Con el sincronizador. ON : Energía directo. OFF : Energía correa. FU : Regula operación -- pedal hacia atrás completo para cortahilo y prénsatelas. NU : Pedal hacia atrás completo para aguja arriba. NO : No función de prénsatelas. NUF : Pedal hacia atrás completo para prénsatelas y aguja arriba. EFF : Pedal hacia atrás completo para prénsatelas y corriendo en velocidad baja. ON : Aguja arriba automático cuando da la corriente. OFF : Inválido función. Regula la velocidad máxima del motor. Gráfica Comparación de Caracteres de 7-Segmento Visualización : Numerales Arábigos Números Actual 0 1 2 3 4 5 6 7 8 9 A B C D E F G H I J K L M N O P Q R S T U V W X Y Z Números Visualización Alfabeto Inglés Alfabeto Actual Alfabeto Visualización Alfabeto Actual Alfabeto Visualización Alfabeto Actual Alfabeto Visualización-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
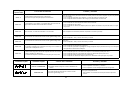 23
23
-
 24
24
-
 25
25
-
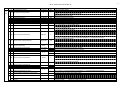 26
26
-
 27
27
-
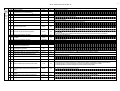 28
28
-
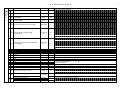 29
29
-
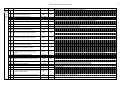 30
30
-
 31
31