GYS PLASMA CUTTER NEOCUT 105 El manual del propietario
- Tipo
- El manual del propietario

1
73502_V1_09/07/2020
FR
2 / 3-17 / 106-112
NEOCUT 105
www.gys.fr
Découpeur plasma triphasé
Three-phase plasma cutter
Dreiphasiges Plasmaschneidgerät
Cortador al plasma trifásico
Трехфазный аппарат плазменной резки
Driefasen Plasmasnijder
Macchine da taglio plasma trifase
EN
2 / 18-31 / 106-112
DE
2 / 32-46 / 106-112
ES
2 / 47-61 / 106-112
NL
2 / 77-91 / 106-112
IT
2 / 92-105 / 106-112
RU
2 / 62-76 / 106-112

2
NEOCUT 105
1
2
3 4
9
10
11
6 5
7
8
FIG-1

3
NEOCUT 105
FR
INSTRUCTIONS DE SÉCURITÉ
CONSIGNE GÉNÉRALE
Ces instructions doivent être lues et bien comprises avant toute opération.
Toute modication ou maintenance non indiquée dans le manuel ne doit pas être entreprise.
Tout dommage corporel ou matériel dû à une utilisation non-conforme aux instructions de ce manuel ne pourra être retenu à la charge du fabricant.
En cas de problème ou d’incertitude, consulter une personne qualiée pour manier correctement l’installation.
ENVIRONNEMENT
Ce matériel doit être utilisé uniquement pour faire des opérations de coupage dans les limites indiquées par la plaque signalétique et/ou le manuel.
Il faut respecter les directives relatives à la sécurité. En cas d’utilisation inadéquate ou dangereuse, le fabricant ne pourra être tenu responsable.
L’installation doit être utilisée dans un local sans poussière, ni acide, ni gaz inammable ou autres substances corrosives de même pour son stockage.
S’assurer d’une circulation d’air lors de l’utilisation.
Plages de température :
Utilisation entre -10 et +40°C (+14 et +104°F).
Stockage entre -20 et +55°C (-4 et 131°F).
Humidité de l’air :
Inférieur ou égal à 50% à 40°C (104°F).
Inférieur ou égal à 90% à 20°C (68°F).
Altitude :
Jusqu’à 1000 m au-dessus du niveau de la mer (3280 pieds).
PROTECTION INDIVIDUELLE ET DES AUTRES
Le coupage peut être dangereux et causer des blessures graves voire mortelles.
Le coupage expose les individus à une source dangereuse de chaleur, de rayonnement lumineux de l’arc, de champs électromagnétiques (attention
au porteur de pacemaker), de risque d’électrocution, de bruit et d’émanations gazeuses.
Pour bien se protéger et protéger les autres, respecter les instructions de sécurité suivantes :
An de se protéger de brûlures et rayonnements, porter des vêtements sans revers, isolants, secs, ignifugés et en bon état, qui
couvrent l’ensemble du corps.
Utiliser des gants qui garantissent l’isolation électrique et thermique.
Utiliser une protection de coupage et/ou une cagoule de soudage d’un niveau de protection sufsant (variable selon les applications).
Protéger les yeux lors des opérations de nettoyage. Les lentilles de contact sont particulièrement proscrites.
Il est parfois nécessaire de délimiter les zones par des rideaux ignifugés pour protéger la zone de coupage des rayons de l’arc, des
projections et des déchets incandescents.
Informer les personnes dans la zone de coupage de ne pas xer les rayons de l’arc ni les pièces en fusion et de porter les vêtements
adéquats pour se protéger.
Utiliser un casque contre le bruit si le procédé de coupage atteint un niveau de bruit supérieur à la limite autorisée (de même pour
toute personne étant dans la zone de soudage).
Tenir à distance des parties mobiles (ventilateur) les mains, cheveux, vêtements.
Ne jamais enlever les protections carter du groupe froid lorsque la source de courant de coupage est sous tension, le fabricant ne
pourrait être tenu pour responsable en cas d’accident.
Les pièces qui viennent d’être coupées sont chaudes et peuvent provoquer des brûlures lors de leur manipulation. Lors d’intervention
d’entretien sur la torche, il faut s’assurer que celle-ci soit sufsamment froide en attendant au moins 10 minutes avant toute
intervention. Le groupe froid doit être allumé lors de l’utilisation d’une torche refroidie eau an d’être sûr que le liquide ne puisse
pas causer de brûlures.
Il est important de sécuriser la zone de travail avant de la quitter an de protéger les personnes et les biens.
FUMÉES DE SOUDAGE ET GAZ
Les fumées, gaz et poussières émis par le coupage sont dangereux pour la santé. Il faut prévoir une ventilation sufsante, un
apport d’air est parfois nécessaire. Un masque à air frais peut être une solution en cas d’aération insufsante.
Vérier que l’aspiration est efcace en la contrôlant par rapport aux normes de sécurité.
Attention, le coupage dans des milieux de petites dimensions nécessite une surveillance à distance de sécurité. Par ailleurs le coupage de certains
matériaux contenant du plomb, cadmium, zinc ou mercure voire du béryllium peuvent être particulièrement nocifs, dégraisser également les pièces
avant de les couper.
Les bouteilles doivent être entreposées dans des locaux ouverts ou bien aérés. Elles doivent être en position verticale et maintenues à un support ou
sur un chariot. Le coupage doit être proscrit à proximité de graisse ou de peinture.

4
NEOCUT 105
FR
RISQUE DE FEU ET D’EXPLOSION
Protéger entièrement la zone de coupage, les matières inammables doivent être éloignées d’au moins 11 mètres.
Un équipement anti-feu doit être présent à proximité des opérations de coupage.
Attention aux projections de matières chaudes ou d’étincelles et même à travers des ssures, elles peuvent être source d’incendie ou d’explosion.
Éloigner les personnes, les objets inammables et les containers sous pressions à une distance de sécurité sufsante.
Le coupage dans des containers ou des tubes fermés est à proscrire et dans le cas où ils sont ouverts il faut les vider de toute matière inammable
ou explosive (huile, carburant, résidus de gaz …).
Les opérations de meulage ne doivent pas être dirigées vers la source de courant de coupage ou vers des matières inammables.
SÉCURITÉ ÉLECTRIQUE
Le réseau électrique utilisé doit impérativement avoir une mise à la terre. Utiliser la taille de fusible recommandée sur le tableau
signalétique.
Une décharge électrique peut être une source d’accident grave direct ou indirect, voire mortel.
Ne jamais toucher les parties sous tension à l’intérieur comme à l’extérieur de la source de courant sous-tension (Torches, pinces, câbles) car celles-ci
sont branchées au circuit de coupage.
Avant d’ouvrir la source de courant de coupage, il faut la déconnecter du réseau et attendre 2 minutes an que l’ensemble des condensateurs soit
déchargé.
Veiller à changer les câbles, torches si ces derniers sont endommagés, par des personnes qualiées et habilitées. Dimensionner la section des câbles
en fonction de l’application. Toujours utiliser des vêtements secs et en bon état pour s’isoler du circuit de coupage. Porter des chaussures isolantes,
quel que soit le milieu de travail.
CLASSIFICATION CEM DU MATÉRIEL
Ce matériel de Classe A n’est pas prévu pour être utilisé dans un site résidentiel où le courant électrique est fourni par le réseau
public d’alimentation basse tension. Il peut y avoir des difcultés potentielles pour assurer la compatibilité électromagnétique
dans ces sites, à cause des perturbations conduites, aussi bien que rayonnées à fréquence radioélectrique.
Ce matériel est conforme à la CEI 61000-3-11.
Ce matériel n’est pas conforme à la CEI 61000-3-12 et est destiné à être raccordé à des réseaux basse tension privés
connectés au réseau public d’alimentation seulement au niveau moyenne et haute tension. S’il est connecté à un réseau public
d’alimentation basse tension, il est de la responsabilité de l’installateur ou de l’utilisateur du matériel de s’assurer, en consultant
l’opérateur du réseau de distribution, que le matériel peut être connecté.
EMISSIONS ELECTRO-MAGNETIQUES
Le courant électrique passant à travers n’importe quel conducteur produit des champs électriques et magnétiques (EMF)
localisés. Le courant de coupage produit un champ électromagnétique autour du circuit de coupage et du matériel de coupage.
Les champs électromagnétiques EMF peuvent perturber certains implants médicaux, par exemple les stimulateurs cardiaques. Des mesures de
protection doivent être prises pour les personnes portant des implants médicaux. Par exemple, restrictions d’accès pour les passants ou une évaluation
de risque individuelle pour les utilisateurs.
Tous les utilisateurs devraient utiliser les procédures suivantes an de minimiser l’exposition aux champs électromagnétiques provenant du circuit de
coupage :
• positionner les câbles de coupage ensemble – les xer les avec une attache, si possible;
• se positionner (torse et tête) aussi loin que possible du circuit de coupage;
• ne jamais enrouler les câbles autour du corps;
• ne pas positionner le corps entre les câbles de coupage. Tenir les deux câbles de coupage sur le même côté du corps;
• raccorder le câble de retour à la pièce mise en œuvre aussi proche que possible à la zone à couper;
• ne pas travailler à côté de la source de courant de coupage, ne pas s’assoir dessus ou ne pas s’y adosser ;
• ne pas souder lors du transport de la source de courant de coupage.
Les porteurs de stimulateurs cardiaques doivent consulter un médecin avant d’utiliser ce matériel.
L’exposition aux champs électromagnétiques lors du soudage peut avoir d’autres effets sur la santé que l’on ne connaît pas
encore.

5
NEOCUT 105
FR
RECOMMANDATIONS POUR ÉVALUER LA ZONE ET L’INSTALLATION DE COUPAGE
Généralités
L’utilisateur est responsable de l’installation et de l’utilisation du matériel de coupage plasma suivant les instructions du fabricant. Si des perturbations
électromagnétiques sont détectées, il doit être de la responsabilité de l’utilisateur du matériel de coupage plasma de résoudre la situation avec
l’assistance technique du fabricant. Dans certains cas, cette action corrective peut être aussi simple qu’une mise à la terre du circuit de coupage. Dans
d’autres cas, il peut être nécessaire de construire un écran électromagnétique autour de la source de courant de coupage et de la pièce entière avec
montage de ltres d’entrée. Dans tous les cas, les perturbations électromagnétiques doivent être réduites jusqu’à ce qu’elles ne soient plus gênantes.
Évaluation de la zone de coupage
Avant d’installer un matériel de coupage plasma, l’utilisateur doit évaluer les problèmes électromagnétiques potentiels dans la zone environnante. Ce
qui suit doit être pris en compte:
a) la présence au-dessus, au-dessous et à côté du matériel de coupage plasma d’autres câbles d’alimentation, de commande, de signalisation et de
téléphone;
b) des récepteurs et transmetteurs de radio et télévision;
c) des ordinateurs et autres matériels de commande;
d) du matériel critique de sécurité, par exemple, protection de matériel industriel;
e) la santé des personnes voisines, par exemple, emploi de stimulateurs cardiaques ou d’appareils contre la surdité;
f) du matériel utilisé pour l’étalonnage ou la mesure;
g) l’immunité des autres matériels présents dans l’environnement.
L’utilisateur doit s’assurer que les autres matériels utilisés dans l’environnement sont compatibles. Cela peut exiger des mesures de protection
supplémentaires;
h) l’heure du jour où le soudage ou d’autres activités sont à exécuter.
La dimension de la zone environnante à prendre en compte dépend de la structure du bâtiment et des autres activités qui s’y déroulent. La zone
environnante peut s’étendre au-delà des limites des installations.
Évaluation de l’installation de coupage
Outre l’évaluation de la zone, l’évaluation des installations de coupage à l’arc peut servir à déterminer et résoudre les cas de perturbations. Il convient
que l’évaluation des émissions comprenne des mesures in situ comme cela est spécié à l’Article 10 de la CISPR 11:2009. Les mesures in situ peuvent
également permettre de conrmer l’efcacité des mesures d’atténuation.
RECOMMANDATIONS SUR LES MÉTHODES DE RÉDUCTION DES ÉMISSIONS ÉLECTROMAGNÉTIQUES
a. Réseau public d’alimentation: Il convient de raccorder le matériel de coupage à l’arc au réseau public d’alimentation selon les recommandations
du fabricant. Si des interférences se produisent, il peut être nécessaire de prendre des mesures de prévention supplémentaires telles que le ltrage
du réseau public d’alimentation. Il convient d’envisager de blinder le câble d’alimentation dans un conduit métallique ou équivalent d’un matériel de
coupage plasma installé à demeure. Il convient d’assurer la continuité électrique du blindage sur toute sa longueur. Il convient de raccorder le blindage
à la source de courant de coupage pour assurer un bon contact électrique entre le conduit et l’enveloppe de la source de courant de coupage.
b. Maintenance du matériel de coupage plasma : Il convient que le matériel de coupage plasma soit soumis à l’entretien de routine suivant les
recommandations du fabricant. Il convient que tous les accès, portes de service et capots soient fermés et correctement verrouillés lorsque le matériel
de coupage à l’arc est en service. Il convient que le matériel de coupage plasma ne soit modié en aucune façon, hormis les modications et réglages
mentionnés dans les instructions du fabricant. Il convient, en particulier, que l’éclateur d’arc des dispositifs d’amorçage et de stabilisation d’arc soit
réglé et entretenu suivant les recommandations du fabricant.
c. Câbles de coupage : Il convient que les câbles soient aussi courts que possible, placés l’un près de l’autre à proximité du sol ou sur le sol.
d. Liaison équipotentielle : Il convient d’envisager la liaison de tous les objets métalliques de la zone environnante. Toutefois, des objets métalliques
reliés à la pièce à couper accroissent le risque pour l’opérateur de chocs électriques s’il touche à la fois ces éléments métalliques et l’électrode. Il
convient d’isoler l’opérateur de tels objets métalliques.
e. Mise à la terre de la pièce à couper : Lorsque la pièce à couper n’est pas reliée à la terre pour la sécurité électrique ou en raison de ses
dimensions et de son emplacement, ce qui est le cas, par exemple, des coques de navire ou des charpentes métalliques de bâtiments, une connexion
raccordant la pièce à la terre peut, dans certains cas et non systématiquement, réduire les émissions. Il convient de veiller à éviter la mise à la terre
des pièces qui pourrait accroitre les risques de blessure pour les utilisateurs ou endommager d’autres matériels électriques. Si nécessaire, il convient
que le raccordement de la pièce à couper à la terre soit fait directement, mais dans certains pays n’autorisant pas cette connexion directe, il convient
que la connexion soit faite avec un condensateur approprié choisi en fonction des règlementations nationales.
f. Protection et blindage : La protection et le blindage sélectifs d’autres câbles et matériels dans la zone environnante peuvent limiter les problèmes
de perturbation. La protection de toute la zone de soudage peut être envisagée pour des applications spéciales.
TRANSPORT ET TRANSIT DE LA SOURCE DE COUPAGE
La source de courant de coupage est équipée de deux poignées supérieures permettant le portage à la main à deux personnes.
Attention à ne pas sous-évaluer son poids. Les poignées peuvent être utilisées comme un moyen d’élingage.
Ne pas utiliser les câbles ou torche pour déplacer la source de courant de coupage. Elle doit être déplacée en
position verticale.
Ne pas faire transiter la source de courant au-dessus de personnes ou d’objets.

6
NEOCUT 105
FR
INSTALLATION DU MATÉRIEL
• Mettre la source de courant de coupage sur un sol dont l’inclinaison maximum est de 10°.
• Prévoir une zone sufsante pour aérer la source de courant de coupage et accéder aux commandes.
• Ne pas utiliser dans un environnement comportant des poussières métalliques conductrices.
• La source de courant de coupage doit être à l’abri de la pluie battante et ne pas être exposée aux rayons du soleil.
Le matériel est de degré de protection IP23, signiant :
- une protection contre l’accès aux parties dangereuses des corps solides de diam >12.5 mm et,
- une protection contre la pluie dirigée à 60° par rapport à la verticale.
Le matériel peut être utilisé à l’extérieur en accord avec l’indice de protection IP23.
Les câbles d’alimentation, de rallonge et de coupage doivent être totalement déroulés an d’éviter toute surchauffe.
Le fabricant n’assume aucune responsabilité concernant les dommages provoqués à des personnes et objets dus à une utilisation
incorrecte et dangereuse de ce matériel.
ENTRETIEN / CONSEILS
• L’entretien ne doit être effectué que par une personne qualiée. Un entretien annuel est conseillé.
• Couper l’alimentation en débranchant la prise, et attendre deux minutes avant de travailler sur le matériel. A l’intérieur, les
tensions et intensités sont élevées et dangereuses.
• Contrôler régulièrement l’état du cordon d’alimentation. Si le câble d’alimentation est endommagé, il doit être remplacé par le fabricant, son service
après-vente ou une personne de qualication similaire, an d’éviter tout danger.
• Laisser les ouïes de la source de courant de coupage libres pour l’entrée et la sortie d’air.
• Vérier que le corps de la torche ne présente pas de ssures ni de ls exposés.
• Vérier que les consommables sont bien installés et pas trop usés.
Entretien du ltre à air :
Purge du contenu de la cuve du ltre :
• Débrancher l’alimentation en air.
• Desserrer le robinet en partie basse de la cuve du ltre en tournant dans le sens inverse des aiguilles d’une montre.
• Pousser le robinet vers le haut pour évacuer l’eau de la cuve.
• Resserrer le robinet en partie basse de la cuve du ltre en tournant dans le sens des aiguilles d’une montre.
Démontage de l’élément ltrant :
• Débrancher l’alimentation en air.
• Saisissez la cuve et dévissez là du corps en tournant dans le sens inverse des aiguilles d’une montre.
• L’élément ltrant (blanc) peut être soufé ou remplacé en fonction de son état.
Remontage de l’élément ltrant :
• Remettre l’élément ltrant dans la cuve, vérier la présence du joint torique en partie supérieure.
• Revisser la cuve sur le corps en tournant dans le sens des aiguilles d’une montre.
INSTALLATION – FONCTIONNEMENT PRODUIT
Seul le personnel expérimenté et habilité par le fabricant peut effectuer l’installation. Pendant l’installation, s’assurer que le générateur est déconnecté
du réseau.
POSTE LIVRÉ AVEC
NEOCUT 105
Ref. 063044 Ref. 063112
4 m - 16 mm²
raccords pneumatiques
8 mm + 10 mm 8 mm + 10 mm
6 m
-
kit de démarrage
-
Les accessoires livrés avec le générateur doivent être utilisés seulement avec ce produit.
DESCRIPTION
Le NEOCUT 105 est une source de coupage et gougeage Plasma triphasée, elle permet :
- le coupage de tous métaux
- le gougeage sur tous métaux
- le marquage sur tous métaux
Ces 3 procédés requièrent l’emploi de consommables appropriés ainsi que l’emploi d’air comprimé ou d’azote.

7
NEOCUT 105
FR
DESCRIPTION DU POSTE (FIG. 1 - PAGE 2)
1- Écran 7- Poignées de transport
2- Molette de réglage 8- Emplacement pour raccord pneumatique
3- Douille de raccord de la pince de masse 9- Câble d’alimentation
4- Connecteur torche Plasma 10- Commutateur marche / arrêt
5-
Trappe d’installation du connecteur CNC 1 analogique
(optionnel, ref. 039988)
11- Filtre
6-
Trappe d’installation du connecteur CNC 2 digital
(optionnel, ref. 064737)
ALIMENTATION ÉLECTRIQUE / MISE EN MARCHE
• Ce matériel est livré avec prise 32 A de type EN 60309-1 et ne doit être utilisé que sur une installation électrique triphasée 400V (50-60 Hz) à
quatre ls avec un neutre relié à la terre.
• Le courant effectif absorbé (I1eff) est indiqué sur le matériel, pour les conditions d’utilisation maximales. Vérier que l’alimentation et ses protections
(fusible et/ou disjoncteur) sont compatibles avec le courant nécessaire en utilisation. Dans certains pays, il peut être nécessaire de changer la prise
pour permettre une utilisation aux conditions maximales.
• L’appareil est prévu pour fonctionner sur une tension électrique 400V +/- 15%. Il se met en protection si la tension d’alimentation est inférieure à
340Veff ou supérieure à 460Veff (un code défaut apparaitra sur l’écran).
• La mise en marche se fait par rotation du commutateur marche / arrêt (FIG 1 - 10) sur la position I, inversement l’arrêt se fait par une rotation sur
la position O.
Attention ! Ne jamais couper l’alimentation lorsque le poste est en charge.
BRANCHEMENT SUR GROUPE ÉLECTROGÈNE
Le poste peut fonctionner avec des groupes électrogènes à condition que la puissance auxiliaire réponde aux exigences suivantes :
- La tension doit être alternative, sa valeur efcace doit être de 400V +/- 15%, et de tension crête inférieure à 700V,
- La fréquence doit être comprise entre 50 et 60 Hz.
Il est impératif de vérier ces conditions, car de nombreux groupes électrogènes produisent des pics de haute tension pouvant endommager les
postes.
UTILISATION DE RALLONGE ÉLECTRIQUE
Toutes les rallonges doivent avoir une taille et une section appropriées à la tension de l’appareil.
Utiliser une rallonge conforme aux règlementations nationales.
Tension d’entrée Section de la rallonge (<45m)
400 V 4 mm²
ALIMENTATION EN AIR
L’entrée d’air peut être alimentée par un compresseur ou des bouteilles à haute pression. Un manomètre haute pression doit être utilisé sur n’importe
quel type d’alimentation et doit être capable d’acheminer du gaz à l’entrée d’air des découpeurs plasma. Ces appareils sont équipés d’un ltre à air
intégré (5μm), mais une ltration supplémentaire peut être nécessaire selon la qualité de l’air utilisé (ltre impuretés en option, ref. 039728).
En cas de mauvaise qualité de l’air, la vitesse de coupe est réduite, la qualité de coupe se détériore, la capacité d’épaisseur de coupe
diminue et la durée de vie des consommables est réduite.
Pour un rendement optimal, l’air comprimé doit répondre à la norme ISO8573-1, classe 1.2.2. Le point de vapeur maximal doit être - 40 °C.
La quantité maximale d’huile (aérosol, liquide et vapeur) doit être de 0.1 mg/m
3
.
Raccorder l’alimentation en gaz à la source de courant à l’aide d’un tuyau
à gaz inerte d’un diamètre interne de 9,5 mm et d’un coupleur à raccord
rapide.
La pression ne doit pas excéder 9 bars, la cuve du ltre
pourrait exploser.
La pression d’entrée recommandée durant la circulation de l’air est de 5 à 9 bars avec un débit minimum de 305 L/min.

8
NEOCUT 105
FR
CHOIX DES CONSOMMABLES
• Coupe manuelle avec torche MT 125 (6 m : ref. 039506, 12 m : ref. 039513) :
Fine Cut
45 A
45 A
65 A
85 A
105 A
039131
039148
039155 (x 5)
039315
(x 5)
039230
039247
039216
039223
039162
(x 5)
039179
(x 5)
039186
(x 5)
039193
(x 5)
039322
• Coupe automatique avec torche AT 125 (6 m : ref. 038479, 12 m : ref. 039520) :
Fine Cut
45 A
45 A
65 A
85 A
105 A
039131
039148
039155 (x 5)
039315
(x 5)
037496
039223
039162
(x 5)
039179
(x 5)
039186
(x 5)
039193
(x 5)
039445 (Ohmic)
039216
039339 (Ohmic)
039292
039308
OR
OR
• Gougeage avec torche MT 125 (6 m : ref. 039506, 12 m : ref. 039513) :
65-85 A
105 A
039223
039131
039148
039155 (x 5)
039216
039261
(x 5)
039278
(x 5)
039254
RÉGLAGE DU COURANT DE COUPE
An d’obtenir les performances escomptées et garantir une durée de vie des consommables correcte, veillez à régler le courant en
adéquation avec la valeur indiquée sur le consommable (exemple 45 A = 45 ampères).
Le réglage se fait simplement par l’intermédiaire de la molette de l’écran principal.
RÉGLAGE DE LA PRESSION D’AIR
Le NEOCUT 105 est équipé d’un régulateur de pression piloté électroniquement, le réglage de la pression s’effectue via l’IHM (voir pages suivantes).
An d’obtenir des performances et des durées de vie des consommables optimales, il est très important :
- De dénir la bonne longueur de torche
- D’utiliser le mode adapté aux consommables choisis
- D’utiliser le courant adapté aux consommables choisis
- Laisser le réglage de pression sur « auto »

9
NEOCUT 105
FR
Il est recommandé de vérier que les paramètres saisis sur l’IHM sont en adéquation avec la conguration réelle notamment en cas :
- De changement de point de raccordement ou d’installation pneumatique
- De changement de longueur de torche
- De changement de type de consommable
- De doute
Il est possible de vérier le circuit pneumatique grâce à la fonction « test air », ceci permet entre autres de vérier si la pression fournie par le com-
presseur est sufsante (voir pages suivantes).
CHOIX DU MODE DE COUPE
Coupe / coupe avec gâchette verrouillée
Utiliser l’un de ces deux modes pour effectuer vos travaux de coupe sur tôle pleine.
Un appui sur la gâchette permet de créer l’arc, l’arrêt se fait soit par relâchement de la gâchette soit par « débouchage »
(l’arc s’arrête de lui-même).
Pour les coupes de grande longueur il est possible de d’utiliser le mode gâchette verrouillée, dans ce cas la gâchette peut être
relâchée durant la coupe. Ceci diminue la fatigue et permet de tenir la main un peu plus éloignée de la zone de coupe.
Gougeage / gougeage avec gâchette verrouillée
Utiliser l’un de ces deux modes pour effectuer vos travaux de gougeage.
Un appui sur la gâchette permet de créer l’arc, l’arrêt se fait soit par relâchement de la gâchette soit par « débouchage » (l’arc
s’arrête de lui-même).
Pour les coupes de grande longueur il est possible de d’utiliser le mode gâchette verrouillée, dans ce cas la gâchette peut être
relâchée durant la coupe. Ceci diminue la fatigue et permet de tenir la main un peu plus éloignée de la zone de coupe.
Coupe de tôles ajourées
Utiliser ce mode pour effectuer des travaux de coupe sur des tôles ajourées nécessitant des arrêts / reprises de coupe répéti-
tifs.
Il s’agit d’un mode de coupe ou l’arc se réamorce de lui-même tant que la gâchette est maintenue appuyée. Ce mode permet
ainsi un travail confortable car il évite à l’opérateur de relâcher et de rappuyer sans cesse sur la gâchette
Marquage
Ce mode compatible avec tous les consommables de coupage fonctionne à faible courant, il permet de marquer en surface
les tôles. Particulièrement utile pour la coupe automatisée pour inscrire par exemple des références, des numéros de lots… ce
mode est également accessible avec une torche manuelle.
PREMIER DÉMARRAGE
Au premier démarrage, le poste va demander de congurer les paramètres suivants :
1 2 3
(EN) ENGLISH
(FR) FRANCAIS
(DE) DEUTSCH
(IT) ITALIANO
(ES) ESPANOL
(NL) NEDERLANDS
(RU) RUSSKIY
m. /bar
ft./psi
6.0m/20ft
7.6m/25ft
12.0m/40ft
15.2m/50ft
Langue Les unités (m./bar ou ft./psi)
Longueur de la torche
montée sur le produit
Une rotation de la molette déplace le curseur en face de la sélection souhaitée, un appui sur la
molette valide la sélection.
Note : En cas d’erreur de saisie, ces paramètres pourront être corrigés (voir menu setup)
.
Réglage important pour le bon fonction-
nement du produit. Cette donnée est exploitée
par le générateur pour calculer et appliquer la
pression optimale de fonctionnement.
NAVIGATION DANS L’IHM
UTILISATION DE LA MOLETTE
La rotation de la molette permet
- un réglage d’un paramètre numérique (courant, pression)
- le déplacement du curseur matérialisant une sélection
L’appui sur la molette permet
- de valider un choix (pointé par le curseur)
- d’accéder à la barre d’outils depuis l’écran principal ou depuis l’écran de réglage pression

10
NEOCUT 105
FR
ÉCRAN PRINCIPAL (réglage du courant) :
5.2 bar
6.0m
105A
1
2
3
4
Cet écran s’afche dès le démarrage de la machine :
1- Mode de fonctionnement
2- Pression en cours*
3- Longueur de torche sélectionnée
4- Courant
Le réglage de courant s’effectue directement depuis cet écran.
*Une èche pointant vers le haut ou vers le bas peut apparaître à droite de la pression lorsque la pression a été déréglée par l’utilisateur, la èche s’efface lorsque la
pression réglée est optimale ou que le réglage de pression est réglé en mode « auto »
BARRE D’OUTILS (accès par un appui molette)
105A
5.2 bar
Setup
1
2
3
4
1- Accès à l’écran de sélection du mode
2- Accès à l’écran principal (réglage du courant)
3- Accès à l’écran de réglage de pression
4- Accès au menu Setup
SÉLECTION DU MODE
Coupage
6 modes sont disponibles, pour faire le bon choix se référer au chapitre « choix du mode ».
RÉGLAGE DE PRESSION
105A
6.0m
AUTO
1
3
4
2
Par défaut, l’écran se présente de la manière suivante :
1- Mode de fonctionnement
2- Courant
3- Longueur de torche
4- Pression*
*La pression est par défaut verrouillée en automatique (matérialisé par l’inscription AUTO et le cadenas fermé) : la
machine se charge de régler la bonne valeur de pression en fonction de différents paramètres (tels que le courant,
le mode, la longueur de torche)
105A
6.0m
AUTO
3
Pour basculer le réglage de pression en mode manuel, il faut effectuer un appui
long sur la molette : un décompte va commencer à côté du cadenas.
Un relâchement de la molette pendant le décompte annule l’action de déverrouil-
lage de la pression.

11
NEOCUT 105
FR
105A
6.0m
5.2 bar
optimal
A la n du décompte l’écran suivant va apparaître :
- le cadenas est ouvert (symbolisant que le réglage est possible)
- la pression en cours est afchée (la valeur correspond à la valeur utilisée en
mode automatique)
- Un bar-graph accompagné d’une valeur donne la tendance (le texte « optimal
» s’afche lorsque la valeur choisie correspond parfaitement à la valeur qui serait
utilisée en mode automatique)
105A
6.0m
5.2 bar
+0.2
Exemple d’un réglage de pression supérieur à la valeur optimale de +0.2bar
Pour revenir en réglage automatique il faut effectuer un appui long sur la molette
: un décompte va commencer à côté du cadenas.
A la n du décompte, le réglage sera en « AUTO » avec le cadenas verrouillé.
MENU « SETUP »
COMPTEURS
TEST AIR
LONGUIEUR TORCHE
JOURNAL
EN FR DE IT...
UNITES
SORTIE
COMPTEURS
ELECTRODE
0 Cycl./
.0H
TUYERE
0 Cycl./
.0H
REMISES A ZERO
SORTIE
1
2
3
4
Cet outil permet de compter le nombre de cycles et la durée de coupe de la tuyère ainsi que de
l’électrode :
1- Nombre de cycles et temps cumulé d’utilisation de l’électrode
2- Nombre de cycles et temps cumulé d’utilisation de la tuyère
3- Menu de remise à zéro des compteurs
4- Retour au menu Setup
Remise à zéro des compteurs
R.A.Z ELECTRODE
R.A.Z TUYERE
R.A.Z TOUT
SORTIE
1
2
3
4
An d’avoir un comptage représentatif, il est nécessaire de remettre le ou les
compteurs du ou des consommables remplacés.
Le menu de remise à zéro des compteurs propose :
1- Remise à Zéro des compteurs de l’électrode
2- Remise à Zéro des compteurs de la tuyère
3- Remise à zéro de tous les compteurs
4- Retour à l’écran précédent
Pour effectuer une remise à zéro choisir la ligne souhaitée en tournant la molette et effectuer un appui long (un décompte
s’afche à droite de la ligne sélectionnée), à la n du décompte le sélectionné est remis à zéro.
Un relâchement de la molette pendant le décompte annule l’action.
Note : cette fonction est uniquement une aide pour le suivi de l’usure des consommables. L’utilisateur n’est pas contraint à
utiliser cette fonction et encore moins à remettre à zéro les compteurs à chaque changement de consommable (il n’y a pas de
blocage de la machine en cas de nombre cycles ou durées d’utilisation trop importantes)

12
NEOCUT 105
FR
TEST AIR
CONSIGNE
ENTREE
SORTIE
=5 bar
=-.-bar
=-.-bar
1
2
3
Cet outil permet de forcer l’air en sortie du générateur pour :
- purger le circuit en cas de présence d’humidité dans ce dernier
- contrôler si la performance du compresseur est sufsante
1- Réglage de la pression de test
2- Afchage de la pression à l’entrée du produit
3- Afchage de la pression en sortie du produit
Un appui sur la molette coupe l’air et revient au menu Setup.
LONGUEUR TORCHE
6.0m/20ft
7.6m/25ft
12.0m/40ft
15.2m/50ft
Permet de changer la longueur de la torche
Réglage important pour le bon fonctionnement du produit. Cette donnée est exploitée par le
générateur pour calculer et appliquer la pression optimale de fonctionnement.
JOURNAL
IND PCB : XX.XX
EVO PCB1 : XX
EVO PCB2 : XX
SOFTWARE : XX.XX
POWER ON : XXX
CUT TIME : XXX.XH
CUT COUNT : XXX
1
2
3
4
5
Afchage du journal de bord :
1- Version des cartes électroniques
2- Version logicielle
3- Nombre d’allumages de la machine
4- Temps total de coupe
5- Nombre de cycles de coupe
LANGUE
(EN) ENGLISH
(FR) FRANCAIS
(DE) DEUTSCH
(IT) ITALIANO
(ES) ESPANOL
(NL) NEDERLANDS
(RU) RUSSKIY
Permet de changer la langue en cours
UNITÉS
m. /bar
ft./psi
Permet de changer les unités en cours :
- Unités SI : longueur de torche exprimée en mètres et pression exprimée en bar
- Unités impériales : longueur de torche exprimée en pieds et pression exprimée en PSI

13
NEOCUT 105
FR
DÉROULEMENT D’UNE SÉQUENCE DE COUPE
1- À l’appui sur la gâchette un arc se forme : l’arc-pilote. Il s’agit d’un arc de faible puissance s’établissant entre l’électrode et la tuyère, il permet
l’amorçage sur la tôle à découper.
2- Lorsque l’arc-pilote touche la tôle, le découpeur plasma détecte l’amorçage. L’arc circule alors entre l’électrode et la tôle, le générateur augmente
le courant jusqu’à la valeur réglée par l’opérateur.
3- En n de coupe (relâché de gâchette ou débouchage), l’arc s’arrête, l’air continue de sortir pendant plusieurs dizaines de secondes pour refroidir
la torche et les consommables.
AFFICHAGE EN COURS DE COUPE
5.0 bar
105A
105A
7.3 bar 152V
1
4
5
6
2 3
1- Rappel du mode en cours
2- Mesure de la pression à l’entrée du produit
3- Mesure de la tension d’arc
4- Consigne de courant
5- Rappel de la pression de sortie
6- Mesure du courant
COUPE MANUELLE À PARTIR DU BORD DE LA PIÈCE :
1
La pince de masse xée à la pièce, maintenez le patin de la torche perpendiculaire
(90°) à l’extrémité de la pièce.
2
Appuyez sur la gâchette de la torche pour amorcer l’arc jusqu’à ce que celui-ci ait
complètement entamé la pièce.
3
Lorsque la pièce est entamée, trainez légèrement le patin sur la pièce pour conti-
nuer la coupe. Essayez de maintenir un rythme régulier.
DÉPART DE COUPE EN PLEINE TÔLE :
1
La pince de masse xée à la pièce, maintenez la torche à un angle d’environ 30°
sur la pièce.

14
NEOCUT 105
FR
2
Appuyez sur la gâchette de la torche pour amorcer l’arc tout en maintenant l’angle
(30°) par rapport à la pièce. Faire pivoter
lentement la torche vers une position perpendiculaire (90°).
3
Immobilisez la torche tout en continuant à appuyer sur la
gâchette. Si les étincelles sortent au bas de la pièce, l’arc a percé le matériau.
4
Lorsque la pièce est entamée, trainez légèrement le patin sur la pièce pour continuer la coupe. Essayer de maintenir un rythme régulier.
GOUGEAGE :
1
La pince de masse xée à la pièce, maintenez la torche à un angle d’environ 45°
sur la pièce, tout en maintenant le patin spécial gougeage à environ 2 mm de la
pièce avant d’amorcer la torche.
2
Appuyez sur la gâchette de la torche pour amorcer l’arc tout en maintenant l’angle
à 45° sur la pièce à mesure que vous pénétrez dans la goujure.
3
Poussez l’arc plasma dans le sens de la goujure que vous souhaitez créer. Mainte-
nez une distance minimale entre le patin de la torche et le métal fondu pour éviter
de réduire la durée de vie du consommable ou d’endommager la torche.
Vitesse
Angle
Distance
torche - pièce
PROFIL DE LA GOUJURE
Vous pouvez varier le prol de la goujure en variant la vitesse de la torche sur la pièce,
la distance torche-pièce, l’angle de la torche sur la pièce et le courant de sortie de la
source de courant.

15
NEOCUT 105
FR
MODIFICATION DU PROFIL DE LA GOUJURE
SOUHAIT
Largeur
Profondeur
Solutions
Augmenter la
vitesse
Réduire la
vitesse
Augmenter
la distance
torche-pièce
Réduire la
distance
torche-pièce
Augmenter
l’angle
Réduire
l’angle
Augmenter le
courant
Réduire le
courant
SÉCURITÉS
Les sécurités empêchent le fonctionnement du produit mais sont généralement dues à une erreur de manipulation, un oubli de la part de l’utilisa-
teur ou à un problème d’environnement. Le tableau qui suit guide l’utilisateur pour résoudre lui-même le problème.
Icône à l’apparition
de la sécurité
Icône de rappel Signication Remèdes
Torche absente
Torche déconnectée
Connecter une torche. Si le problème persiste lorsqu’une torche est
branchée, faites contrôler le câblage de la torche ou remplacer la
torche.
Torche non reconnue
Torche non reconnue
Connecter une torche compatible avec le produit. Si le problème
persiste lorsqu’une torche est branchée, faites contrôler le câblage
de la torche ou remplacer la torche.
Buse absente
Buse démontée Contrôler la présence de tous les consommables et revisser la buse.
Air absent
Pas d’air Brancher l’air et vérier la pression du compresseur
Pression trop basse
Pression d’entrée insufsante
Brancher l’air comprimé, vérier la compatibilité du raccord d’air
utilisé, vérier que le compresseur soit alimenté électriquement.
Entree en surpression
Pression d’entrée trop haute
La pression d’entrée est supérieure à 9 bar.
Déconnecter la source d’air, contrôler la pression du compresseur,
baisser la pression de celui-ci. Ajouter si nécessaire un régulateur
de pression entre la sortie du compresseur et l’entrée d’air du dé-
coupeur plasma.
Si les icones ci-dessus s’afchent, la coupe est interdite mais la navigation dans l’IHM est toujours possible.
Protection thermique
Le poste est utilisé au-delà de son facteur de marche ou à une
température trop élevée ou dans un espace conné. Laisser-le
poste se refroidir, améliorer son aération.
Surtension
Surtension
Si la surtension ou la sous-tension sont passagères, le découpeur
redémarrera de lui-même après 15 secondes de non défaut.
Dans le cas contraire ou dans le cas d’une absence de phase,
faire contrôler l’installation électrique et la prise du produit par un
électricien.
Tension faible
Soustension
Manque phase
Absence de phase

16
NEOCUT 105
FR
Reessayer
L’arcpilote ne s’est pas établi
Ceci est probablement dû aux consommables, vérier leur état, les
remplacer si nécessaire. Réessayer.
Au bout de 3 tentatives sans succès, un code erreur apparaîtra
(E05 ou E06).
Gachette appuyee
La gâchette de la torche est
appuyée au démarrage.
Relacher la gâchette de la torche pour continuer.
Si la gâchette n’est pas physiquement appuyée, faites controler le
câblage de la torche.
ANOMALIES, CAUSES, REMÈDES
Les anomalies entrainent un arrêt immédiat du découpeur plasma, la navigation dans l’IHM n’est pas permise.
Logo Code Message Causes possibles Remèdes
E00
CTN
Un capteur de température est
endommagé ou débranché.
Vérier le branchement des capteurs,
les remplacer si nécessaire.
E01
Relais
Le relais de puissance ne se
ferme pas.
Retourner le produit pour réparation.
E02
Ventilateur
Le ventilateur ne tourne pas
Vérier s’il n’y a pas un corps étran-
ger empêchant la rotation normale du
ventilateur
Le ventilateur ne tourne pas à la
bonne vitesse
Vérier le branchement, remplacer le
ventilateur si nécessaire
E03
Defaut regulat. d air
Le régulateur de pression n’arrive
pas à réguler la pression malgré
une alimentation en air adaptée
Remplacer le régulateur de pression.
Retourner le produit pour réparation.
E04
E05
Elect bloquee ouvert
Pas de contact entre l’électrode et
la tuyère.
Vérier la présence des consommables
et leur état. Les changer si nécessaire.
Redémarrer la machine et réessayer.
E06
Elect bloquee fermee
L’électrode n’arrive pas à se
rétracter
Vérier que l’électrode n’est pas soudée
à la tuyère, vérier que l’électrode est
bien mobile, changer les consommables
E24
EEPROM/12C
Défaut lié à la mémoire interne. Retourner le produit pour réparation.
- -
L’arc s’arrête au bout de 3 secondes
de coupe
Pas de détection de courant dans
la pince de masse
Vérier que la pince de masse soit bien
connectée sur la pièce à découpe sur
une zone propre (absence de rouille,
peinture ou graisses).
- -
L’appareil ne s’allume pas Pas d’alimentation électrique
Vérier que le cordon d'alimentation du
produit est bien branché dans la prise
et que le commutateur marche arrêt est
bien sur la position marche.
- -
Vérier que le disjoncteur ne s'est pas
déclenché.
- - L'arc-pilote se coupe rapidement Consommables usés
Vérier l'état des consommables et
remplacer le cas échéant.
- -
L’arc se coupe durant la coupe
Vitesse de coupe trop faible sur
tôles nes
Réduire le courant / augmenter la
vitesse de déplacement.
- -
Contact au niveau de la pince de
masse de mauvaise qualité
Vérier que la pince de masse soit bien
connectée sur la pièce à découpe sur
une zone propre (absence de rouille,
peinture ou graisses).
- - Hauteur de coupe trop élevée
Utiliser un patin de coupe et le mainte-
nir en contact avec la pièce à couper.
- -
Usure prématurée des consommables
Courant de coupe inapproprié aux
consommables employés
Se référer au chapitre «Réglage du
courant de coupe».
- - Pression d'air inappropriée
Se référer au chapitre «Réglage de la
pression d’air».
- - Air humide
Purger les ltres d'air du poste et du
réseau d'air comprimé. Ajouter le ltre
d'air additionnel ref. 039728.

17
NEOCUT 105
FR
CONDITIONS DE GARANTIE FRANCE
La garantie couvre tous défauts ou vices de fabrication pendant 2 ans, à compter de la date d’achat (pièces et main d’oeuvre).
La garantie ne couvre pas :
• Toutes autres avaries dues au transport.
• L’usure normale des pièces (Ex. : câbles, pinces, etc.).
• Les incidents dus à un mauvais usage (erreur d’alimentation, chute, démontage).
• Les pannes liées à l’environnement (pollution, rouille, poussière).
En cas de panne, retourner l’appareil à votre distributeur, en y joignant :
- un justicatif d’achat daté (ticket de sortie de caisse, facture….)
- une note explicative de la panne.

18
NEOCUT 105
EN
SAFETY INSTRUCTIONS
GENERAL INSTRUCTIONS
Read and understand the following safety instructions before use.
Any modication or updates that are not specied in the instruction’s manual should not be underta-
ken.
The manufacturer is not liable for any injury or damage due to a non-compliance with the instructions featured in this manual.
In the event of problems or uncertainties, please consult a qualied person to handle the installation properly.
ENVIRONMENT
This equipment must be used for cutting operations in accordance with the limits indicated on the descriptive panel and/or in the user manual. Safety
instructions must be followed. In case of improper or unsafe use, the manufacturer cannot be held liable.
This equipment must be used and stored in a room free from dust, acid, ammable gas or any other corrosive agent. Operate the machine in an
open, or well-ventilated area.
Operating temperature:
Use between -10 and +40°C (+14 and +104°F).
Storage between -20 and +55°C (-4 and 131°F).
Air humidity:
Lower or equal to 50% at 40°C (104°F).
Lower or equal to 90% at 20°C (68°F).
Altitude:
Up to 1000 meters above sea level (3280 feet).
INDIVIDUAL PROTECTION & OTHERS
Cutting can be dangerous and cause severe injuries.
Cutting exposes individuals to a dangerous source of heat, arc rays, electromagnetic elds (special precautions need to be taken by people that have
a pacemaker), risk of electrocution, noise and gas fumes.
To protect oneself as well as others, ensure the following safety precautions are taken:
In order to protect you from burns and radiations, wear clothing without turn-ups or cuffs. These clothes must be insulating, dry,
reproof, in good condition and cover the whole body.
Wear protective gloves whichprovide electrical and thermal insulation.
Use sufcient cutting protective gear for the whole body: hood, gloves, jacket, trousers...(varies depending on the application/
operation) Protect the eyes during cleaning operations. Contact lenses are prohibited during use.
It may be necessary to install reproof welding curtains in order to protect against safety hazards such as arc rays, weld spatters
and sparks.
Ensure that people around the cutting area do not look at the arc or the molten metal and wear protective clothes.
Ensure ear protection is worn by the operator if the work exceeds the authorised noise limit (the same applies to any person in
the welding area).
Keep hands, hair and clothes away from moving parts such as fans, and motors.
Never remove the safety covers from the cooling unit when the machine is plugged in. The manufacturer is not liable for any injury
or damage caused due to non-compliance with the safety precautions.
Parts that have previously been cut will be hot and may cause burns if touched. If maintenance of the torch is required, ensure
that it is given sufcient time to cool down by waiting at least 10 minutes. When using a water-cooled torch, make sure that the
cooling unit is switched on to avoid any burns that could potentially be caused by the liquid.
It is important to secure the working area before leaving it to ensure protection of the goods and the safety of people.
WELDING FUMES AND GAS
The fumes, gas and dust generated by cutting are a potential health hazard. It is mandatory to ensure adequate ventilation
and/or extraction to keep fumes and gas away from the work area. Using an air fed welding helmet is recommended in case of
insufcient ventilation in the workplace.
Check that the air supply is effective by referring to the recommended safety regulations.
When cutting in small areas, operators must be supervised from a safe distance. Cutting certain materials containing lead, cadmium, zinc, mercury or
beryllium can be particularly hazardous. It is also recommended to degrease the parts before cutting them.
Gas cylinders must be stored in an open or ventilated area. They must be stored vertically and held by a support or trolley to limit the risk of fall. Do
not cut in areas where grease or paint are stored.

19
NEOCUT 105
EN
FIRE AND EXPLOSION RISKS
Protect the entire working area and ensure that ammable items are stored at a distance of at least 11 meters.
Fire extinguishing equipment must be kept in close proximity when cutting materials.
Be careful of weld spatter and sparks, even through cracks. If not careful then this could potentially lead to a re or an explosion.
Keep people, ammable materials/objects and containers that are under pressure at a safe distance.
Cutting in containers or pipes should be avoided and, if they are open, then ammable or explosive materials must be removed (oil, fuel, gas...).
Grinding operations should not be carried out close to the power supply or ammable materials.
ELECTRICAL SAFETY
The electrical mains used must have an earth terminal. Use the recommended fuse size.
An electric shock could cause serious injuries or potentially even deadly accidents.
Do not touch any live part of the machine (inside or outside) when it is plugged in (Torches, cables, clamps) because they are connected to the cutting
circuit.
Before opening the device, it is imperative to disconnect it from the mains and wait 2 minutes, so that all the capacitors are discharged.
Damaged cables and torches must be changed by a qualied technician. Make sure that the cable cross section is adequate with the usage (extensions
and welding cables). Always wear clothing that is dry and in good condition in order to shield yourself from the cutting circuit. Wear insulating shoes,
regardless of the workplace/environment in which you work in.
EMC MATERIAL CLASSIFICATION
This Class A machine is not intended to be used on a residential site where the electric current is supplied by the domestic
low-voltage power grid. There may be potential difculties in ensuring electromagnetic compatibility at these sites, due to
conducted interferences as well as radiation.
This equipment complies with the IEC 61000-3-11 standard.
This equipment does not comply with IEC 61000-3-12 and is intended to be connected to private low-voltage systems interfacing
with the public power grid only at the medium- or high-voltage level. If connected to a public low-voltage power grid, the
installer or user of the machine has to ensure, by checking with the network operator, that the device can be connected.
ELECTROMAGNETIC INTERFERENCES
The electric current owing through any conductor causes electrical and magnetic elds (EMF). The cutting current generates
an EMF around the cutting circuit and the cutting equipment.
The EMF electromagnetic elds can interfere with certain medical implants, such as pacemakers. Protective measures must be taken for people having
medical implants. For example, by restricting access to passers-by or conducting an individual risk evaluation for the users.
All users should take the following precautions in order to minimise exposure to the electromagnetic elds (EMF) generated by the cutting circuit:
• position the cutting cables together - if possible, attach them;
• keep your head and upper body as far as possible from the cutting circuit;
• never wrap the cable around your body;
• Never position your body between the cables. Hold both cutting cables on the same side of your body;
• Connect the earth clamp as close as possible to the area being cut;
• do not work too close to, do not lean and do not sit on the cutting machine ;
• do not cut when you’re carrying the machine.
People wearing pacemakers are advised to consult their doctor before using this device.
Exposure to electromagnetic elds while welding may have other health effects which are not yet identied.
RECOMMENDATIONS FOR WELDING AREA ASSESSMENT AND CUTTING
General points
The user is responsible for the installation and use of the arc cutting equipment according to the manufacturer’s instructions. If electromagnetic
disturbances are detected, the user is responsible for resolving the situation with the manufacturer’s technical support. In certain cases, this corrective
action may be as simple as earthing the cutting circuit. In other cases, it may be necessary to construct an electromagnetic shield around the cutting
power source and around the entire piece by tting input lters. In all cases, electromagnetic interferences must be reduced until they are no longer
an issue.

20
NEOCUT 105
EN
Cutting area assessment
Before installing the machine, the operator must evaluate the possible electromagnetic problems that may arise in the area where the installation is
planned. The following elements should be considered:
a) the presence (above below and next to the arc cutting machine) of other power cables, remote cables and telephone cables;
b) television transmitters and receivers;
c) computers and other hardware
d) critical safety equipment such as industrial machine protection;
e) the health and safety of the people in the area such as people with pacemakers or hearing aids;
f) calibration and measuring equipment;
g) the isolation of other pieces of equipment which are in the same area.
The operator has to ensure that the devices and equipment used in the same area are compatible with each other. This may require extra precautions;
h) the time of day during the welding or other activities have to be performed.
The dimension of the cutting area that has to be considered depends on the size and shape of the building and the type of work undertaken. The area
taken into consideration might go beyond the limits of the installation.
Cutting installation assessment
Besides the welding area, the assessment of the arc cutting system installation itself can be used to identify and resolve cases of distrubances The
assessment of emissions must include in situ measurements as specied in Article 10 of CISPR 11: 2009. In situ measurements can also be used to
conrm the effectiveness of mitigation measures.
RECOMMENDED METHODS TO REDUCE ELECTROMAGNETIC EMISSIONS
a. National power grid: the arc cutting machine must be connected to the national power grid in accordance with the manufacturer’s recommendation.
In case of interferenc, it may be necessary to take additional precautions such as the ltering of the power supply network. Consideration should be
given to shield the power supply cable in a metal frame or equivalent from a permanent cutting installation. It is necessary to ensure the electrical
continuity of the frame along its entire length. The frame should be connected to the cutting machine to ensure good electrical contact between the
conduct and the casing of the cutting machine.
b. Maintenance of the arc cutting equipment: the arc cutting machine should be subject to a routine maintenance check according to the
recommendations of the manufacturer. All accesses, service doors and covers should be closed and properly locked when the arc welding equipment
is on. The arc cutting equipment must not be modied in any way, except for the changes and settings outlined in the manufacturer’s instructions.
The spark gap of the arc starts and arc stabilization devices must be adjusted and maintained according to manufacturer’s recommendations.
c. Cutting cables: cables must be as short as possible, close to each other and close to the ground, if not on the ground.
d. Equipotential bonding: consideration should be given to bond all metal objects in the surrounding area. However, metal objects connected to the
workpiece increase the risk of electric shock if the operator touches both the metal parts and the electrode. It is necessary to insulate the operator
from such metal objects.
e. Earthing of the metal part to be cut : When the part is not earthed - due to electrical safety reasons or because of its size and its location (e.g.
ship hulls or metallic building structures), the earthing of the part can, in some cases but systematically, reduce emissions. It is preferable to avoid
the earthing of parts that could increase the risk of injury to the users or damage other electrical equipment. If necessary, it is appropriate that the
earthing of the part is done directly, but in some countries that do not allow such direct connection, it is appropriate for the connection to be made
with a capacitor selected according to national regulations.
f. Protection and shielding: The selective protection and shielding of other cables and devices in the area can reduce perturbation issues. The
protection of the entire welding area can be considered for specic situations.
TRANSPORT AND TRANSIT OF THE CUTTING MACHINE
The machine is equipped with two handles to facilitate transport, which requires two people. Be careful not to underestimate the
weight of the machine. The handle cannot be used to lift the product.
Do not use the cable or torch to move the machine. The cutting equipment must be moved in an upright
position.
Do not place/carry the unit over people or objects.
EQUIPMENT INSTALLATION
• Put the machine on the oor (maximum incline of 10°)
• Provide an adequate area to ventilate the machine and access the controls.
• This equipment must be used and stored in a place protected from dust, acid, gas or any other corrosive substance.
The machine must be placed in a sheltered area away from rain or direct sunlight.
The equipment protection is rated IP23 meaning that:
- sensitive parts of the equipment are protected from objects with a diam >12.5 mm and,
- it is protected again rainfall with a 60° vertical incline.
The equipment can be used outside in accordance with the IP23 protection certication.
Power cables, extension leads and welding cables must be fully uncoiled to prevent overheating.
The manufacturer does not accept any liability in relation to damages caused to objects or harm caused to persons as the result
of incorrect and/or dangerous use of the machine.

21
NEOCUT 105
EN
MAINTENANCE / RECOMMENDATIONS
• Maintenance should only be carried out by a qualied person. A yearly maintenance is recommended.
• Ensure the machine is unplugged from the mains, and then wait 2 minutes before carrying out maintenance work. Inside,
voltages and currents are high and dangerous.
• Regularly check the condition of the power supply cable. If the power cable is damaged, it must be replaced by the manufacturer, its after sales
service or an equally qualied person to prevent danger.
• Ensure the vents of the device are not blocked to allow adequate air circulation.
• Check that the torch does not have any cracks or exposed wires.
• Check that the consumables are installed properly and not worn.
Air lter maintenance :
Purge of the lter tank :
• Unplug the air supply.
• Loosen the valve in the lower part of the lter tank by turning it anticlockwise.
• Push the tap upwards to drain the water from the tank.
• Tighten the valve at the bottom of the lter tank by turning it clockwise.
Removing the lter element :
• Disconnect the air supply.
• Take hold of the tank and unscrew it from the body by turning it anticlockwise.
• The lter element (white) can be blown out or replaced depending on its condition.
Reassembling the lter element :
• Put the lter element back in the tank, check the presence of the O-ring in the upper part.
• Screw the tank back onto the body by turning it clockwise.
INSTALLATION – PRODUCT OPERATION
Only qualied personnel authorised by the manufacturer should perform the installation of the welding equipment. During the installation, the
operator must ensure that the machine is disconnected from the mains.
MACHINE SUPPLIED WITH
NEOCUT 105
Ref. 063044 Ref. 063112
4 m - 16 mm²
Pneumatic ttings
8 mm + 10 mm 8 mm + 10 mm
6 m
-
Starting kit
-
Accessories supplied with the generator are designed to be used on this machine only.
DESCRIPTION
NEOCUT 105 is a three-phase Plasma cutting & gouging machine, it will allow:
- Cutting on all metal types
- Gouging on all metal types
- Marking on all metal types
These 3 processes require the use of appropriate consumables as well as compressed air or nitrogen.
EQUIPMENT DESCRIPTION (FIG. 1 - PAGE 2)
1- Display screen 7- Transport handles.
2- Adjustment knob 8- Replacement for pneumatic connector
3- Earth clamp connection socket 9- Power supply cable
4- Plasma torch connector 10- On/off switch
5-
Installation door for analog CNC 1 connector
(option, ref. 039988)
11- Filter
6-
Installation door for digital CNC 2 connector
(option, ref. 064737)

22
NEOCUT 105
EN
POWER SUPPLY / POWER UP
• This machine is tted with a 32 A socket type EN 60309-1 which must only be used on a three-phase 400 V (50 - 60 Hz) power supply tted with
four wires and one earthed neutral.
• This machine is tted with a 32 A socket type EN 60309-1 which must only be used on a three-phase 400 V (50 - 60 Hz) power supply tted with
four wires and one earthed neutral.
• The machine is designed to work on a 400V +/- 15% power supply. If the input voltage is below 340Veff or above 460Veff, the machine goes into
protection and the screen displays an error code.
• Power up the machine by setting the main on / off switch (FIG 1-10) to I position, and stop it by setting it on the 0 position.
Warning! Never disconnect the power supply while the machine is operating.
CONNECTION TO A GENERATOR
The machine can work with generators as long as the auxiliary power matches these requirements:
- The voltage must be AC, always be greater than 400Vac ±15%, and the peak voltage below 700V,
- The frequency must be between 50 and 60 Hz.
It is imperative to check these requirements, as many generators generate high voltage peaks that can damage these machines.
USE OF EXTENSION LEADS
All extension leads must have an adequate size and section, relative to the voltage of the machine.
Use an extension lead that complies with national safety regulations.
Voltage input Extension lead section (<45m)
400 V 4 mm²
AIR SUPPLY
The air supply can come from a compressor or high-pressure bottles. A high-pressure manometer must be used on any type of air supply and must be
able to transport the gas to the plasma cutter. These machines come with an integrated air lter (5μm), but an extra ltering system can be necessary
depending on the quality of the air supply (optional impurities lter, ref. 039728).
If the supplied air is of low quality, the cutting speed is reduced, the cutting quality deteriorates, the maximum cutting capacity
decreases and the life cycle of the consumables is reduced.
For best performance, the compressed air must comply with the standard ISO8573-1, class 1.2.2. The maximum steam point must be - 40 °C.
The maximum quantity of oil (aerosol, liquid and steam) must be 0.1 mg/m3.
Connect the gas supply to the power source using an inert gas pipe with
an internal diameter of 9.5 mm and a quick release connector.
The pressure must not exceed 9 bars, or the lter tank
could explode.
The recommended input pressure during air circulation is 5 to 9 bars with a minimum debit of 305 L/min.
CHOICE OF CONSUMABLES
• Manual cutting with torch MT 125 (6 m: ref. 039506, 12m: ref. 039513):
Fine Cut
45 A
45 A
65 A
85 A
105 A
039131
039148
039155 (x 5)
039315
(x 5)
039230
039247
039216
039223
039162
(x 5)
039179
(x 5)
039186
(x 5)
039193
(x 5)
039322

23
NEOCUT 105
EN
• Automatic cutting with torch AT 125 (6 m: ref. 038479, 12 m: ref. 039520):
Fine Cut
45 A
45 A
65 A
85 A
105 A
039131
039148
039155 (x 5)
039315
(x 5)
037496
039223
039162
(x 5)
039179
(x 5)
039186
(x 5)
039193
(x 5)
039445 (Ohmic)
039216
039339 (Ohmic)
039292
039308
OR
OR
• Gouging with torch MT 125 (6 m: ref. 039506, 12m: ref. 039513):
65-85 A
105 A
039223
039131
039148
039155 (x 5)
039216
039261
(x 5)
039278
(x 5)
039254
CUTTING CURRENT SETTINGS
In order to obtain the expected performance and to guarantee a long lifetime for the consumables, make sure the current is set in
accordance with the value indicated on the consumable (e.g. 45 A = 45 amps).
Adjustment is simply done using the dial on the main screen.
AIR PRESSURE ADJUSTMENT
The NEOCUT 105 is equipped with an electronicallycontrolled pressure regulator, the pressure is adjusted via the HMI (see following pages).
In order to obtain optimal performance and service life of the consumables, it is very important :
- To dene the right torch length
- To use the adapted mode for the chosen consumables
- To use the appropriate current for the chosen consumables
- Leave the pressure setting on «auto».
It is recommended to check that the parameters entered on the HMI are in line with the actual conguration, especially in the case of:
- Connection point or pneumatic installation changes
- Torch length change
- Consumable type change
- Doubt.
It is possible to check the pneumatic circuit using the «air test» function, this allows, among other things, to check whether the pressure supplied
by the compressor is sufcient (see following pages).
CUTTING MODE CHOICE
Cutting / cutting with locked trigger
Use one of these two modes to perform your cutting work on solid sheet metal.
Pull the trigger to create the arc, and release it to stop or «unlock» (the arc stops by itself).
For long cuts it is possible to use the locked trigger mode, in which case the trigger can be released during cutting. This mode
prevents fatigue and keeps your hand a little further away from the cutting area.
Gouging / gouging with locked trigger
Use one of these two modes to perform your gouging work.
Pull the trigger to create the arc, and release it to stop or «unlock» (the arc stops by itself).
For long cuts it is possible to use the locked trigger mode, in which case the trigger can be released during cutting. This mode
prevents fatigue and keeps your hand a little further away from the cutting area.

24
NEOCUT 105
EN
Cutting of perforated metal sheets
Use this mode to perform cutting work on perforated metal sheets that require repetitive cutting stops / restarts.
This is a cutting mode where the arc recharges itself as long as the trigger is held down. This mode is more comfortable to
use, as it avoids constant pull and release of the trigger.
Marking out
This mode, compatible with all cutting consumables, operates at low current and allows surface marking of sheet metal.
Particularly useful for automated cutting to record for example references, bundle numbers... this mode is also accessible with
a manual torch.
FIRST START UP
At rst startup, the machine will ask you to congure the following parameters:
1 2 3
(EN) ENGLISH
(FR) FRANCAIS
(DE) DEUTSCH
(IT) ITALIANO
(ES) ESPANOL
(NL) NEDERLANDS
(RU) RUSSKIY
m. /bar
ft./psi
6.0m/20ft
7.6m/25ft
12.0m/40ft
15.2m/50ft
Language Units (m./bar or ft./psi) Torch length assembled on the product
Rotating the scroll wheel moves the cursor in front of the desired selection, pressing the scroll
wheel validates the selection.
Note: In the event of an input error, these parameters can be changed (see Setup menu).
Important setting for the correct operation
of the product. This data is used by the power
source to calculate and apply the optimum
operating pressure.
HMI NAVIGATION
SCROLL WHEEL USE
Turning the scroll wheel allows
- an adjustment of a digital parameter (current, pressure)
- moving the cursor to make a selection
Pressing the scroll wheel
- allows to conrm a selection (pointed by the cursor)
- access the toolbar from the main screen or from the pressure setting screen
MAIN SCREEN (CURRENT SETTING):
5.2 bar
6.0m
105A
1
2
3
4
This screen is displayed as soon as the machine is started:
1- Operating mode
2- Current pressure*
3- Selected torch length
4- Current
The current setting is made directly from this screen.
*An arrow pointing up or down may appear to the right of the pressure when the pressure has been incorrectly altered by the user, the arrow disappears when the set
pressure is optimal or the pressure setting is set in «auto» mode.
TOOLBAR (ACCESS VIA SCROLL WHEEL)
105A
5.2 bar
Setup
1
2
3
4
1- Access to the mode selection screen
2- Access to the main screen (current setting)
3- Accessing the pressure adjustment screen
4- Access to the Setup menu

25
NEOCUT 105
EN
MODE SELECTION
Cutting
6 modes are available. To make the right choice, please refer to the chapter «mode selection».
PRESSURE ADJUSTMENT
105A
6.0m
AUTO
1
3
4
2
By default, the screen looks like this:
1- Operating mode
2- Current
3- Torch length
4- Pressure*
*Pressure is automatically locked as default (indicated by the inscription AUTO and the closed padlock): the machine
takes care of setting the right pressure value according to various parameters (such as current, mode, torch length).
105A
6.0m
AUTO
3
To switch the pressure setting to manual mode, a long press on the scroll wheel
is required: a countdown will start next to the padlock.
Releasing the scroll wheel during the countdown cancels the pressure unlocking
action.
105A
6.0m
5.2 bar
optimal
At the end of the countdown, the following screen will appear:
- the padlock is open (symbolizing that the adjustment is possible)
- the current pressure is displayed (the value corresponds to the value used in
automatic mode)
- A bar-graph with a value gives the trend (the text «optimal» is displayed when
the chosen value corresponds perfectly to the value that would be used in auto-
matic mode).
105A
6.0m
5.2 bar
+0.2
Example of a pressure setting higher than the optimum value of +0.2bar
To return to automatic setting, press and hold down the scroll wheel: a countdown
will start next to the padlock.
At the end of the countdown, the setting will be in «AUTO» with the padlock
locked.
« SETUP » MENU (access via scroll wheel)
CONSUMABLES
AIR TEST
TORCH LENGHT
LOG BOOK
EN FR DE IT...
UNITS
EXIT

26
NEOCUT 105
EN
COUNTERS
ELECTRODE
0 Cycl./
.0H
TIP
0 Cycl./
.0H
RESETS
EXIT
1
2
3
4
This tool counts the number of cycles and the nozzle and electrode cutting time:
1- Number of cycles and cumulative use time of the electrode
2- Number of cycles and cumulative use time of the nozzle
3- Meter reset menu
4- Go back to the Setup menu
RESETTING THE COUNTERS
RESET ELECTRODE
RESET TIP
RESET ALL
EXIT
1
2
3
4
In order to have a representative count, it is necessary to reset the counter(s) of
the consumable(s) being replaced.
The counter reset menu offers :
1- Zeroing of the electrode counters
2- Zeroing of the nozzle counters
3- Zeroing of all counters
4- Go back to the previous screen
To carry out a reset, select the desired line by turning the scroll wheel and press and hold down (a countdown is displayed to
the right of the selected line), at the end of the countdown the selected line is reset to zero.
Releasing the scroll wheel during the countdown cancels the action.
Note: this function is to assist with monitoring the consumables for wear and tear. The user is not obliged to use this function
and even less to reset the counters each time the consumable is changed (the machine does not lock up if the number of
cycles or operating times is too high).
AIR TEST
VALUE
INPUT
OUTPUT
=5 bar
=-.-bar
=-.-bar
1
2
3
This tool allows to force the air out of the power source to :
- purge the circuit in case of presence of moisture in the circuit.
- check whether the compressor performance is sufcient
1- Test pressure adjustment
2- Display of the pressure at the product inlet
3- Product outlet pressure display
Pressing the scroll wheel turns off the air and returns to the Setup menu.
TORCH LENGTH
6.0m/20ft
7.6m/25ft
12.0m/40ft
15.2m/50ft
Allows to change the length of the torch
Important setting for the correct product operation. This data is used by the power source to
calculate and apply the optimum operating pressure.
LOG
IND PCB : XX.XX
EVO PCB1 : XX
EVO PCB2 : XX
SOFTWARE : XX.XX
POWER ON : XXX
CUT TIME : XXX.XH
CUT COUNT : XXX
1
2
3
4
5
Displayed in the logbook :
1- Version of the electronic boards
2- Version of the software
3- Number of times the machine was switched on
4- Total cutting time
5- Number of cutting cyclese

27
NEOCUT 105
EN
LANGUAGE
(EN) ENGLISH
(FR) FRANCAIS
(DE) DEUTSCH
(IT) ITALIANO
(ES) ESPANOL
(NL) NEDERLANDS
(RU) RUSSKIY
Allows you to change the current language
UNITS
m. /bar
ft./psi
Allows you to change the current units:
- SI units: torch length expressed in meters and pressure in bar
- Imperial units: torch length in feet and pressure in PSI
CUTTING SEQUENCE
1- When the trigger is pressed, the pilot-arc starts. It is a low power arc generated between the electrode and the nozzle and it allows the arc to
start on the piece of metal to be cut.
2- When the pilot-arc touches the plate, the plasma cutter detects the start. The arc then ows between the electrode and the plate, and the
machine increases the current up to the value set by the operator.
3- At the end of cutting (trigger release or unblocking), the arc stops, the air continues to come out for several dozens of seconds to cool the torch
and consumables down.
DISPLAYED WHILE CUTTING
5.0 bar
105A
105A
7.3 bar 152V
1
4
5
6
2 3
1- Current mode
2- Pressure coming in
3- Arc voltage
4- Current set
5- Pressure going out
6- Current measured
MANUAL CUT FROM THE EDGE OF THE WORKPIECE:
1
The earth clamp attached to the metal piece, hold the torch pad in perpendicular
position (90°) to the end of the workpiece.
2
Pull the trigger of the torch to prime the arc until the torch has completely pass
through the part.

28
NEOCUT 105
EN
3
Once the cutting has started, drag the pad slightly on the metal sheet to continue
cutting. Try to maintain a regular rhythm.
START CUTTING INSIDE THE METAL SHEET:
1
With the earth clamp attached to the metal piece, maintain the torch at an angle of
roughly 30° to the piece.
2
Press the torch trigger to start the arc while maintaining an angle of 30° to the
part. Slowly rotate the torch towards a perpendicular position (90°).
3
Immobilise the torch while keeping the trigger pressed. If the sparks come from
below the metal piece, the arc has cut the material.
4
Once the cutting has started, drag the pad slightly on the metal sheet to continue cutting. Try to maintain a regular rhythm.
GOUGING:
1
With the earth clamp fastened to the part, keep for torch at a 45° angle to the
piece, while maintaining the special gouging shield roughly 2mm away from the
part before starting the torch.
2
Press the torch trigger before starting the arc while maintaining it at an angle of
45° to the piece while cutting through the groove
3
Push the plasma arc in the direction you wish to cut. The distance between the
torch shield and the melted metal should be as little as possible in order to avoid
premature wear of the consumables or damage to the torch.

29
NEOCUT 105
EN
Speed
Angle
Torch-part
distance
GROOVE SHAPE
You may modify the prole of the groove by adjusting the speed, the angle or the
distance of the torch on the metal piece, or the power output on the machine.
CHANGING THE SHAPE OF THE GROOVE
DESIRED
Width
Depth
Solutions
Increase the
speed
Reduce the
speed
Increase the
torch-piece
distance
Decrease the
torch-piece
distance
Increase the
angle
Reduce the
angle
Increase the
current
Decrease the
current
PROTECTION
Safety features prevent the product from working, but are usually due to an operating error, an oversight on the part of the user or an environmen-
tal problem. The following table guides the user to solve the problem himself.
Icon at the onset of
safety
Reminder icon Meaning Solutions
Torch missing
Torch disconnected
Connect a torch. If the problem persists when a torch is connected,
check the cables or replace the torch.
Unknown torch
Torch unrecognized
Connect a torch compatible with the product. If the problem per-
sists when a torch is connected, check the cables or replace the
torch.
Nozzle missing
Dismantled nozzle
Check that all consumables are present and screw the nozzle back
on.
No air
No air Connect air and check compressor pressure.
Pressure too low
Inlet pressure insufcient
Connect the compressed air, check the air connection used compati-
bility, check that the compressor is electrically powered.
Input overpressure
Inlet pressure too high
The inlet pressure is higher than 9 bar.
Disconnect the air source, check the compressor pressure, lower
the compressor pressure. If necessary, add a pressure regulator
between the compressor outlet and the air inlet of the plasma cut-
ter.
If the above icons are displayed, cutting is forbidden but navigation in the HMI is still possible.
Thermal protection
Le poste est utilisé au-delà de son facteur de marche ou à une
température trop élevée ou dans un espace conné. Laisser-le
poste se refroidir, améliorer son aération.

30
NEOCUT 105
EN
Overvoltage
Overvoltage
If the overvoltage or undervoltage is temporary, the plasma cutter
will restart by itself after 15 seconds of non-fault.
If this is not the case or if there is no phase, have the electrical
installation checked by an electrician.
Undervoltage
Under voltage
Missing phase
Phase missing
Retry
The arcpilot has not esta-
blished itself
This is probably due to the consumables, check their condition,
replace them if necessary. Try again
After 3 unsuccessful attempts, an error code will appear (E05 or
E06).
Trigger pressed
Trigger pressed at start up.
Release the torch trigger to continue.
If the trigger is not physically depressed, check the torch cables.
ANOMALIES, REASONS, SOLUTIONS
Anomalies result in an immediate shutdown of the plasma cutter, navigation in the HMI is not allowed.
Logo Code Messages Possible causes Solutions
E00
NTC
The temperature sensor is
damaged or disconnected.
Check sensors connections, replace
them if necessary
E01
Relay
The power relay does not closed. Return the product for repair
E02
Fan speed
The fan does not function
Check for foreign objects that prevent
normal rotation of the fan
The fan is not running at the right
speed.
Check the connectors, replace the fan if
necessary
E03
Faulty air regulator
The pressure regulator fails to
regulate the pressure despite an
adequate air supply.
Replace pressure regulator.
Return the product for repair
E04
E05
Electrode stuck open
No contact between the electrode
and the nozzle.
Check the presence of consumables and
their condition. Change them if neces-
sary. Restart the machine and try again.
E06
Electr. stuck closed
The electrode can not retract
Check that the electrode is not stuck
to the nozzle, check that the electrode
is free, change the consumables if
necessary
E24
EEPROM/12C
Defect related to the internal
memory.
Return the product for repair
- - Arc stops after 3 seconds of cutting
No current detection in the earth
clamp
Check that the earth clamp is connected
to the cutting part on a clean area (no
rust, paint or grease).
- -
The machine does not switch on. No power supply
Check that the power cord of the pro-
duct is plugged into the outlet and that
the power switch is in the on position.
- -
Check that the circuit-breaker has not
tripped.
- - The pilot-arc cuts out too quickly Used consumables
Check the condition of the consumables
and replace if necessary.
- -
The arc stops mid-way through
cutting
Cutting speed too low on thin
sheets
Reduce the current / increase the
movement speed.
- -
Contact on the low-quality earth
clamp
Check that the earth clamp is connected
to the cutting part on a clean area (no
rust, paint or grease).
- - Cutting height too high
Use a cutting pad and keep it in contact
with the part to be cut.

31
NEOCUT 105
EN
- -
Premature wear of consumables
Cutting current inappropriate for
consumables used
Refer to the chapter "Setting the cutting
current".
- - Inappropriate air pressure
Refer to the chapter "Adjusting the air
pressure".
- - Humid air
Purge the air lters from the station and
the compressed air network. Add the
additionnal Air lter ref. 039728.
WARRANTY
The warranty covers faulty workmanship for 2 years from the date of purchase (parts and labour).
The warranty does not cover:
• Transit damage.
• Normal wear of parts (eg. : cables, clamps, etc..).
• Damages due to misuse (power supply error, dropping of equipment, disassembling).
• Environment related failures (pollution, rust, dust).
In case of failure, return the unit to your distributor together with:
- The proof of purchase (receipt etc ...)
- A description of the fault reported.

32
NEOCUT 105
DE
SICHERHEITSANWEISUNGEN
ALLGEMEIN
Lesen Sie vor Inbetriebnahme des Gerätes diese Anleitung sorgfältig durch.
Nehmen Sie keine Arbeiten oder Veränderungen am Gerät vor, wenn diese nicht explizit in der Anlei-
tung genannt werden.
Der Hersteller haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes entstanden sind.
Bei Problemen oder Fragen zum korrekten Gebrauch dieses Gerätes, wenden Sie sich bitte an entsprechend qualiziertes und geschultes Fachpersonal.
UMGEBUNG
Dieses Gerät darf ausschließlich für Schneidarbeiten für die auf dem Siebdruck-Aufdruck bzw. dieser Anleitung angegebenen Materialanforderungen
(Material, Materialstärke, usw.) verwendet werden. Beachten Sie die Sicherheitsanweisungen. De Hersteller ist nicht für Schäden bei fehlerhafter oder
gefährlicher Verwendung verantwortlich.
Verwenden Sie das Gerät nicht in Räumen, in denen sich in der Luft metallische Staubpartikel benden, die Elektrizität leiten können. Achten Sie
sowohl beim Betrieb als auch bei der Lagerung des Gerätes auf eine Umgebung, die frei von Säuren, Gasen und anderen ätzenden Substanzen ist.
Achten Sie auf eine gute Belüftung und ausreichenden Schutz bzw. Ausstattung der Räumlichkeiten.
Betriebstemperatur:
zwischen -10 und +40°C (+14 und +104°F).
Lagertemperatur zwischen -20 und +55°C (-4 und 131°F).
Luftfeuchtigkeit:
Niedriger oder gleich 50% bis 40°C (104°F).
Niedriger oder gleich 90% bis 20°C (68°F).
Höhe :
Das Gerät ist bis in einer Höhe von 1000 m (3280 Fuss) einsetzbar.
SICHERHEITSHINWEISE
Plasmaschneiden kann gefährlich sein und zu schweren - unter Umständen auch tödlichen - Verletzungen führen.
Beim Lichtbogen ist der Anwender einer Vielzahl potentieller Risiken ausgesetzt: gefährliche Hitzequelle, Lichtbogenstrahlung, elektromagnetische
Störungen (Personen mit Herzschrittmacher oder Hörgerät sollten sich vor Arbeiten in der Nähe der Maschine von einem Arzt beraten lassen),
elektrische Schläge, Lärm und Gase.
Schützen Sie daher sich selbst und andere. Beachten Sie unbedingt die folgenden Sicherheitshinweise:
Die Strahlung des Lichtbogens kann zu schweren Augenschäden und Hautverbrennungen führen. Um sich vor Verbrennungen
und der Strahlung zu schützen, müssen Sie isolierende, trockene, imprägnierte Kleidung (Schweißerhandschuhe, Lederschürze,
Sicherheitsschuhe) ohne Umschläge in gutem Zustand tragen, die den gesamten Körper abdeckt.
Tragen Sie Elektro- und Wärmeisolierungshandschuhe.
Tragen Sie Schneidschutzkleidung und einen Schweißschutzhelm mit einer ausreichenden Schutzklasse (je nach Anwendung).
Schützen Sie Ihre Augen bei Reinigungsarbeiten durch eine geeignete Schutzbrille. Kontaktlinsen sind ausdrücklich verboten!
Schirmen Sie den Arbeitsbereich bei entsprechenden Umgebungsbedingungen durch imprägnierte Schweißvorhänge ab, um vor
Lichtbogenstrahlung, Spritzern, brennenden Teilen usw. zu schützen.
In der Nähe des Lichtbogens bendliche Personen müssen ebenfalls auf Gefahren hingewiesen werden und mit dem nötigen Schutz
ausgerüstet werden.
Bei Gebrauch des Geräts entsteht sehr großer Lärm, der auf Dauer das Gehör schädigt. Tragen Sie daher im Dauereinsatz
ausreichend Gehörschutz und schützen Sie in der Nähe bendliche Personen.
Bewegliche Teile (Lüfter), Hände, Haare und Kleidungstücke müssen auf Distanz gehalten werden.
Entfernen Sie unter keinen Umständen das Gehäuse, wenn das Gerät am Stromnetz angeschlossen ist. Der Hersteller haftet nicht
für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes bzw. Nichteinhaltung der Sicherheitshinweise
entstanden sind.
ACHTUNG! Das Werkstück ist nach dem Schneiden sehr heiß! Seien Sie daher im Umgang mit dem Werkstück vorsichtig, um
Verbrennungen zu vermeiden. Lassen Sie den Brenner vor jeder Instandhaltung/ Reinigung bzw. nach jedem Gebrauch unbedingt
ausreichend abkühlen (min. 10 min). Bei der Anwendung eines wassergekühlten Brenners muss die Kühleinheit eingeschaltet
werden, damit die Kühlüssigkeit entsprechend abkühlt und Verbrennungen vermieden werden.
Der Arbeitsbereich muss vor dem Verlassen abgesichert werden, um Personen und Sachen zu schützen.
SCHWEISSRAUCH/-GAS
Beim Plasmaschneiden entstehen Rauchgase bzw. toxische Dämpfe, die zu Sauerstoffmangel in der Atemluft führen können.
Sorgen Sie daher immer für ausreichend Frischluftzufuhr, technische Belüftung, oder ein zugelassenes Atemgerät.
Prüfen Sie, dass die Absaugung ausreichend stark ist und den aktuellen Sicherheitsstandards entspricht.

33
NEOCUT 105
DE
Achtung! Bei Schneidarbeiten in kleinen Räumen müssen Sicherheitsabstände besonders beachtet werden. Beim Schneiden, auch in Form von
Überzügen, von Blei, Kadmium, «kadmierte Schrauben», Zink oder Quecksilber und Beryllium (meist als Legierungsbestandteil, z.B. Beryllium-Kupfer)
und anderen Metallen entstehen giftige Dämpfe. Erhöhte Vorsicht gilt beim Schneiden von Behältern. Entleeren und reinigen Sie diese zuvor. Um die
Bildung von Giftgasen zu vermeiden bzw. zu verhindern, muss der Schneidbereich des Werkstückes von Lösungs- und Entfettungsmitteln gereinigt
werden.
Die benötigten Gasaschen müssen in gut belüfteter, gesicherter Umgebung aufbewahrt werden. Lagern Sie sie ausschließlich stehend und sichern
Sie sie z.B. mithilfe eines entsprechenden Gasaschenfahrwagens gegen Umkippen. Informationen zum richtigen Umgang mit Gasaschen erhalten
Sie von Ihrem Gaslieferanten. Schneidarbeiten in unmittelbarer Nähe von Fett und Farben sind grundsätzlich verboten!
BRAND- UND EXPLOSIONSGEFAHR
Sorgen Sie für ausreichenden Schutz des Schneidbereiches. Der Sicherheitsabstand für Gasaschen (brennbare Gase) und andere
brennbare Materialien beträgt mindestens 11 Meter.
Brandschutzausrüstung muss in der Nähe des Schneidebereiches vorhanden sein.
Beachten Sie die beim Schweißen entstehende heiße Schlacke, Spritzer und Funken. Sie sind eine potentielle Entstehungsquelle für Feuer oder
Explosionen.
Halten Sie einen Sicherheitsabstand zu Personen, entammbaren Gegenständen und Druckbehältern ein.
Schneiden Sie keine Behälter, die brennbare Materialien enthalten, auch keine Reste davon. Es besteht die Gefahr entammbarer Gase. Falls sie
geöffnet sind müssen sie von entammbaren oder explosiven Materialien vollständig gereinigt werden.
Arbeiten Sie bei Schleifarbeiten immer in entgegengesetzter Richtung zu diesem Gerät und entammbaren Materialien.
ELEKTRISCHE SICHERHEIT
Das Schweißgerät darf ausschließlich an einer geerdeten Netzversorgung angeschlossen werden. Verwenden Sie nur die auf dem
Gerät empfohlenen Sicherungen.
Das Berühren stromführender Teile kann tödliche elektrische Schläge, schwere Verbrennungen bis zum Tod verursachen.
Berühren Sie daher UNTER KEINEN UMSTÄNDEN Teile des Geräteinneren, das geöffnete Gehäuse oder ausserhalb bendliche Teile (Brenner, Zange,
Kabel), wenn das Gerät mit dem Stromnetz verbunden ist.
Trennen Sie das Gerät IMMER vom Stromnetz und warten Sie 2 weitere Minuten BEVOR Sie das Gerät öffnen, damit sich die Spannung der
Kondensatoren entladen kann.
Ausschließlich qualiziertem und geschultem Fachpersonal ist es vorbehalten, beschädigte Kabel und Brenner auszutauschen. Achten Sie beim
Austausch stets auf die Querschnittsäche der Kabel in Abhängigkeit von der Anwendung. Tragen Sie zur Isolierung beim Schneiden immer trockene
Kleidung in gutem Zustand, um selbst vom Schneidstromkreis getrennt zu sein. Achten Sie unabhängig von den Umgebungsbedingungen stets auf
isolierendes Schuhwerk.
EMV-KLASSE DES GERÄTES
ACHTUNG! Dieses Gerät wird als Klasse A Gerät eingestuft. Es ist nicht für den Einsatz in Wohngebieten bestimmt, in denen
die lokale Stromversorgung über das öffentliche Niederspannungsnetz geregelt wird. In diesem Umfeld ist es aufgrund von
Hochfrequenz-Störungen und Strahlungen schwierig, die elektromagnetische Verträglichkeit zu gewährleisten.
Dieses Gerät ist mit der Norm IEC 61000-3-11 konform.
ACHTUNG! Dieses Gerät ist nicht mit der Norm IEC 61000-3-12 konform. Es ist dafür bestimmt, an private Niederspannungsnetze
angeschlossen zu werden, die an öffentliche Stromnetze mit einer mittleren und hohen Spannung verbunden sind. Wenn das
Gerät auf einem öffentlichen Niederspannungsnetz verbunden ist, sind der Aufsteller und der Anwender des Geräts, nach
Absprache mit dem Netzbetreiber, verantwortlich zu gewährleisten, ob das Gerät verbunden werden kann.
ELEKTROMAGNETISCHE FELDER UND STÖRUNGEN
Der durch einen Leiter ießende elektrische Strom erzeugt lokale elektrische und magnetische Felder (EMF). Beim Betrieb von
Plasmaschneidanlagen kann es zu elektromagnetischen Störungen kommen.
Durch den Betrieb dieses Gerätes können medizinische, informationstechnische und andere Geräte in Ihrer Funktionsweise beeinträchtigt werden, z.B.
Herzschrittmacher. Personen, die Herzschrittmacher oder Hörgeräte tragen, sollten sich vor Arbeiten in der Nähe der Maschine von einem Arzt beraten
lassen. Zum Beispiel Zugangseinschränkungen für Passanten oder eine individuelle Risikobewertung für Anwender.
Alle Anwender sollten gemäß dem folgenden Verfahren die Exposition zu elektromagnetischen Feldern aus dem Lichtbogenschneidgerät minimieren :
• Kabel bündeln, wenn möglich, befestigen Sie sie;
• Achten Sie darauf, dass Ihr Oberkörper und Kopf sich so weit wie möglich von der Schneidarbeit benden;
• Achten Sie darauf, dass sich die Kabel nicht um Ihren Körper wickeln;
• Stehen Sie niemals zwischen den Kabeln. Die Kabel sollten stets auf einer Seite des Körpers liegen;
• Verbinden Sie das Kabel am Werkstück so nahe wie möglich an dem zu schneidenden Bereich;
• Arbeiten Sie nicht unmittelbar neben der Schneidstromquelle; setzen Sie sich nicht darauf und lehnen Sie sich nicht an;
• Während des Transportes der Stromquelle nicht schweißen.

34
NEOCUT 105
DE
Personen, die Herzschrittmacher oder Hörgeräte tragen, sollten sich vor Arbeiten in der Nähe der Maschine von einem Arzt
beraten lassen.
Durch den Betrieb dieses Gerätes können medizinische, informationstechnische und andere Geräte in Ihrer Funktionsweise
beeinträchtigt werden, auch in noch unbekannter Form.
HINWEISE ZUR PRÜFUNG DES SCHWEISSPLATZES UND DER SCHWEISSANLAGE
Allgemeine Beschreibung
Der Anwender ist für die korrekte Aufstellung und Benutzung des Schneidgerätes gemäß der Herstellerangaben verantwortlich. Treten
elektromagnetischer Störungen auf, liegt es in der Verantwortung des Anwenders, mit Hilfe des Herstellers eine Lösung zu nden. Die korrekte
Erdung des Schneidplatzes inklusive aller Geräte hilft in vielen Fällen. In einigen Fällen kann eine elektromagnetische Abschirmung des Schneidstroms
erforderlich sein. Eine Reduzierung der elektromagnetischen Störungen auf ein niedriges Niveau ist auf jeden Fall erforderlich.
Prüfung des Schneidplatzes
Der Anwender muss potenzielle elektromagnetische Probleme der Umgebung prüfen vor dem Installieren des Lichtbogenschneidgeräts. Zur Bewertung
potentieller elektromagnetischer Probleme in der Umgebung sollte der Anwender Folgendes berücksichtigen:
a) das Vorhandensein von anderen Netz-, Steuer-, Signal-, und Telekommunikationsleitungen über, unter und neben des Lichtbogenschneidgeräts;
b) Radio- und Fernsehgeräte;
c) Computer und andere Steuereinrichtungen;
d) sicherheitskritische Einrichtungen, zum Beispiel, Industrieanlagen;
e) die Gesundheit von in der Nähe bendlichen Personen, insbesondere wenn diese Herzschrittmacher oder Hörgeräte tragen;
f) Kalibrier- und Messeinrichtungen;
g) die Störfestigkeit anderer Einrichtungen in der Umgebung.
Der Anwender muss prüfen, dass andere Materialien in der Umgebung nicht stören. Weitere Schutzmaßnahmen können erforderlich sein;
h) durch die Tageszeit, zu der die Schweißarbeiten ausgeführt werden müssen.
Die Größe der zu beachtenden Umgebung ist von den örtlichen Strukturen des Gebäudes und anderen dort stattndenden Aktivitäten abhängig. Die
Umgebung kann sich auch über die Grenzen des Schweißplatzes erstrecken.
Prüfung des Aufbaus des Schneidgerätes
Neben der Überprüfung des Arbeitsplatzes kann eine Überprüfung des Aufbaus des Lichtbogenschneidgeräts weitere Problem lösen. Die Prüfung
sollte gemäß Art. 10 des CISPR (Internationales Sonderkomitee für Funkstörungen) 11:2009 durchgeführt werden. In-situ Messungen können auch
die Wirksamkeit der Maßnahmen bestätigen.
EMPFEHLUNGEN ÜBER DIE METHODEN ZUR REDUZIERUNG ELEKTROMAGNETISCHER FELDER
a. Öffentliche Stromversorgung: Das Plasmaschneidgerät sollte gemäß der Hinweise des Herstellers an die öffentliche Versorgung angeschlossen
werden. Falls Interferenzen auftreten, können weitere Maßnahmen erforderlich sein (z.B. Netzlter). Eine dauerhafte Abschirmung der Versorgungskabel
durch ein Metallrohr kann erforderlich sein. Es empehlt sich eine elektrische Abschirmung auf der ganzen Länge. Das Anschliessen der Abschirmung
an die Schneidstromquelle ist empfehlenswert, um einen guten elektrischen Kontakt zwischen der Abschirmung und der Schneidstromquelle zu
gewährleisten.
Wartung des Lichtbogenschneidgerätes: es wird empfohlen, das Lichtbogenschweißgerät den routinemässigen Wartungsvorschriften
des Herstellers zu unterwerfen. Alle Klappen, Deckel und Geräteverschlüsse müssen im Betrieb geschlossen und korrekt verriegelt sein. Das
Lichtbogenschneidegerät und das Zubehör sollten in keiner Weise geändert werden mit Ausnahme der in den Anweisungen des Geräteherstellers
erwähnten Änderungen und Einstellungen. Für die Einstellung und Wartung der Lichtbogenzünd- und stabilisierungseinrichtungen müssen die
Anweisungen des Geräteherstellers besonders beachtet werden.
c. Schneidkabel: Schneidkabel sollten so kurz wie möglich sein und gebündelt am Boden verlaufen.
d. Potenzialausgleich: Alle metallischen Teile des Schweißplatzes sollten in den Potentialausgleich einbezogen werden. Es besteht trotzdem die
Gefahr eines elektrischen Schlages, wenn Elektrode und Metallteile gleichzeitig berührt werden. Der Anwender muss sich von metallischen Objekten
isolieren.
e. Erdung des Werkstücks: Die Erdung des Werkstücks kann in bestimmten Fällen die Störung reduzieren. Wenn das zu schneidende Werkstück
zur elektrischen Sicherheit, aufgrund seiner Dimensionen oder aufgrund seines Ortes (z.B. Schiffshüllen oder metallische Träger in Bauwerken) nicht
direkt geerdet ist, kann eine Verbindung an Erde in einigen Fällen erfolgreich sein. Die Erdung von Werkstücken, die Verletzungsrisiken für Anwender
oder Beschädigung anderer elektrischen Materialien erhöhen können, soll vermieden werden. Die Erdung kann direkt oder über einen Kondensator
erfolgen. Der Kondensator sollte gemäß der nationalen Normen gewählt werden.
f. Schutz und Abschirmung : Der Schutz und die selektive Abschirmung anderer Leitungen und Geräte in der Umgebung können Interferenzprobleme
reduzieren. Die Abschirmung der gesamten Schweißzone kann bei speziellen Anwendungen nötig sein.
TRANSPORT DER SCHWEISSSTROMQUELLE
Das Schneidgerät lässt sich mit den beiden Griffen auf der Geräteoberseite bequem zu zweit heben. Unterschätzen Sie jedoch
nicht dessen Eigengewicht! Die Handgriffe sind ein Lastaufnahmemittel.
Ziehen Sie niemals an Brenner oder Kabeln, um das Gerät zu bewegen. Das Gerät darf ausschließlich in vertikaler
Position transportiert werden.
Das Gerät darf nicht über Personen oder Objekte hinweg gehoben werden.

35
NEOCUT 105
DE
AUFSTELLUNG
• Stellen Sie das Gerät ausschließlich auf festen und sicheren Grund, dessen Neigungswinkel nicht größer als 10° ist.
• Achten Sie auf eine gute Belüftung und ausreichend Schutz bzw. Ausstattung der Räumlichkeiten. Der Netzstecker und das Bedienfeld müssen zu
jeder Zeit frei zugänglich sein.
• Verwenden Sie das Gerät nicht in einer elektromagnetisch sensiblen Umgebung.
• Schützen Sie das Gerät vor Regen und direkter Sonneneinstrahlung.
• Das Gerät ist konform der Schutzart IP23, d. h.:
- das Gerät schützt die eingebauten Teile vor Berührungen und mittelgroßen Fremdkörpern mit einem Durchmesser >12,5 mm und
- Schutzgitter gegen Sprühwasser (beliebige Richtungen bis 60° Abweichung von der Senkrechten).
Dieses Gerät kann also im Freien verwendet werden gemäß der IP23-Schutzart.
Die Versorgungs-, Verlängerungs- und Schneidkabel müssen komplett abgerollt werden, um ein Überhitzungsrisiko zu verhindern.
Der Hersteller GYS haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes entstanden
sind.
WARTUNG / HINWEISE
• Alle Wartungsarbeiten müssen von qualiziertem und geschultem Fachpersonal durchgeführt werden. Eine jährliche Wartung
ist empfohlen.
• Trennen Sie das Gerät von der Stromversorgung und warten Sie, bis der Lüfter nicht mehr läuft. Erst dann dürfen Sie das Gerät
warten. Die Spannungen und Ströme im Gerät sind hoch und gefährlich.
• Prüfen Sie regelmäßig den Zustand der Netzleitung. Wenn diese beschädigt ist, muss sie durch den Hersteller, seinen Reparaturservice oder eine
qualizierte Person ausgetauscht werden, um Gefahren zu vermeiden.
• Lüftungsschlitze nicht bedecken.
• Achten Sie darauf, dass der Brenner keine Risse oder herausragende Drähte aufweist.
• Achten Sie darauf, dass das Verbrauchsmaterial und das Zubehör korrekt installiert und nicht zu sehr abgenutzt ist.
Pege des Luftlters :
Reinigen des Gefässes des Filters :
• Entfernen Sie die Luftversorgung.
• Lösen Sie den Hahn im unteren Teil des Gefässes des Filters, indem Sie gegen den Uhrzeigersinn drehen.
• Drücken Sie das Gefäss nach oben, um Wasser aus dem Gefäß zu entfernen.
• Drehen Sie den Hahn im unteren Teil des Filters fest, indem Sie im Uhrzeigersinn drehen.
Ausbau des Filterelements :
• Entfernen Sie die Luftversorgung.
• Greifen Sie das Gefäß und schrauben Sie es ab, indem Sie gegen den Uhrzeigersinn drehen.
• Das Filterelement (weiss) kann je nach seinem Zustand entweder durch einen Luftstrom gereinigt oder ersetzt werden.
Einbau des Filterelements :
• Legen Sie das Filterelement in das Gefäß, prüfen Sie das Vorhandensein des O-Rings im oberen Teil.
• Schrauben Sie das Gefäß an, indem Sie im Uhrzeigersinn drehen.
AUFBAU UND FUNKTION
Das Gerät darf nur von qualizierten und befugten Personen montiert und in Betrieb genommen werden. Der Aufbau darf nur im ausgeschalteten,
nicht angeschlossenen Zustand vorgenommen werden.
LIEFERUMFANG
NEOCUT 105
Art.-Nr. 063044 Art.-Nr. 063112
4 m - 16 mm²
pneumatische Anschlüsse
8 mm + 10 mm 8 mm + 10 mm
6 m
-
Starthilfe-Kit
-
Das mit dieser Stromquelle gelieferte Zubehör darf nur mit diesem Produkt benutzt werden.

36
NEOCUT 105
DE
BESCHREIBUNG
Das NEOCUT 105 ist ein mit Plasma betriebenes dreiphasiges Gerät zum Plasmaschneiden und zum Fugenhobeln. Es ermöglicht :
- das Schneiden aller Metalle
- das Fugenhobeln alles Metalle
- das Markieren aller Metalle
Diese 3 Verfahren erfordern den Einsatz von geeigneten Verbrauchsmaterialien und von komprimierter Luft oder Stickstoff.
BESCHREIBUNG (ABB. 1 - SEITE 2)
1- Display 7- Griffe
2- Drehregler 8- Druckluftkupplung
3- Anschluss für das Massekabel 9- Netzleitung
4- Anschluss für den Plasma-Brenner 10- Schalter An/Aus
5-
Klappe für die Installation des analogen CNC 1-Anschlusses
(optional, Art.-Nr. 039988)
11- Filter
6-
Klappe für die Installation des digitalen CNC 2-Anschlusses
(optional, Art.-Nr. 064737)
ELEKTRISCHE SPANNUNGSVERSORGUNG / INBETRIEBNAHME
• Dieses Gerät wird mit einem 32 A Typ EN 60309-1 Stecker geliefert. Es darf nur an einer dreiphasigen, geerdeten Steckdose mit 400V (50 - 60 Hz)
und mit 4 mit vorschriftsmäßig angeschlossenem Schutzleiter und einer Erdung betrieben werden.
• Der effektiv aufgenommene Strom (I1eff) ist auf dem Gerät angegeben für den Fall einer Maximalbelastung. Beachten Sie, dass die Versorgung
und der Schutz (Sicherung und/oder Schutzschalter) Ihres Stromnetzes mit der erforderlichen Stromstärke kompatibel sein muss. In Ländern mit
abweichender Netzversorgungswerten kann ein Tausch des Netzsteckers erforderlich sein, um die maximale Leistung abrufen zu können.
• Das Gerät ist vorgesehen für den Betrieb an einer elektrischen Spannung von 400V +/- 15%. Es verfügt über einen Über- und Unterspannungss-
chutz. Dieser aktiviert sich, wenn die Spannung unter
340Veff oder über 460Veff beträgt (ein Fehlercode erscheint auf dem Display des Bedienfeldes).
Die Inbetriebnahme erfolgt durch Drehen des Schalters Ein/Aus (FIG 1 - 10) auf die Position I, das Ausschalten erfolgt durch Drehung auf die Position
0. Achtung! Ziehen Sie niemals den Netzstecker, wenn das Gerät eingeschaltet ist.
ANSCHLUSS AN STROMAGGREGAT
Das Gerät kann mit einem Stromaggregat betrieben werden, wenn dieses den folgenden Kriterien entspricht :
- Die Spannung muss als Wechselspannung vorliegen; der Effektivwert muss 400V +/- 15% betragen, und die Spitzenspannung muss unter 700V
liegen,
- Die Frequenz muss zwischen 50 und 60 Hz liegen.
Es ist unbedingt erforderlich, diese Bedingungen zu prüfen, denn viele Stromaggregate erzeugen Spannungsspitzen, welche das Gerät beschädigen
können.
EINSATZ VON VERLÄNGERUNGSLEITUNGEN
Die Länge und der Querschnitt aller Verlängerungen müssen für die Spannung des Geräts geeignet sein.
Bitte benutzen Sie eine Verlängerung gemäß der nationalen Regelungen.
Eingangsspannung Querschnitt der Verlängerung (<45m)
400 V 4 mm²
DRUCKLUFTVERSORGUNG
Die Druckluftversorgung kann durch einen Kompressor oder einen Druckluftbehälter erfolgen. Ein Hochdruckmanometer muss in jedem Fall verwendet
werden und muss in der Lage sein, im Plasmaschneider Gas dem Lufteintritt zuzuführen. Diese Geräte sind mit einem integrierten Luftlter (5 μm)
ausgerüstet, aber eine zusätzliche Filterung kann je nach Qualität der verwendeten Luft erforderlich sein (Schmutzlter als Option, Art.-Nr. 039728).
Eine Versorgung mit verschmutzter Druckluft hat eine Verringerung der Schnittgeschwindigkeiten, eine Verschlechterung der Schnitt-
qualität, eine Verminderung der Schnittstärkenleistung und eine Verkürzung der Lebensdauer von Verschleißteilen zur Folge.
Für optimale Leistung sollte die Druckluft konform mit der Norm ISO 8573-1, Klasse 1.2.2. sein. Der maximale Taupunkt muss bei - 40 °C liegen.
Die maximale Ölkonzentration (Aerosol, Flüssigkeit und Dampf) beträgt 0,1 mg/m
3
.
Schließen Sie die Gasversorgung über einen Inertgasschlauch mit einem
Innendurchmesser von 9,5 mm und einer Schnellkupplung an.
Der Druck darf 9 bar nicht übersteigen, sonst kann das
Gefäß des Filters explodieren.
Der empfohlene Eingangsdruck für die Luftzirkulation beträgt 5 bis 9 bar mit einem minimalem Durchsatz von 305 L/min.

37
NEOCUT 105
DE
WAHL DER VERBRAUCHSMATERIALIEN
• Plasmabrenner manuell MT 125 (6 m : Art.-Nr. 039506, 12 m : Art.-Nr. 039513) :
Fine Cut
45 A
45 A
65 A
85 A
105 A
039131
039148
039155 (x 5)
039315
(x 5)
039230
039247
039216
039223
039162
(x 5)
039179
(x 5)
039186
(x 5)
039193
(x 5)
039322
• Plasmabrenner automatisch AT 125 (6 m : Art.-Nr. 038479, 12 m : Art.-Nr. 039520) :
Fine Cut
45 A
45 A
65 A
85 A
105 A
039131
039148
039155 (x 5)
039315
(x 5)
037496
039223
039162
(x 5)
039179
(x 5)
039186
(x 5)
039193
(x 5)
039445 (Ohmic)
039216
039339 (Ohmic)
039292
039308
OR
OR
• Fugenhobeln mit Brenner MT 125 (6 m : Art.-Nr. 039506, 12 m : Art.-Nr. 039513) :
65-85 A
105 A
039223
039131
039148
039155 (x 5)
039216
039261
(x 5)
039278
(x 5)
039254
EINSTELLUNG DES SCHNEIDSTROMS
Um die erwartete Leistung zu erhalten und die erwartete Lebensdauer der Verbrauchsmaterialien zu erzielen, sollten Sie die Stroms-
tärke gemäss den auf den Verbrauchsmaterialien angegebenen Werten einstellen (Beispiel 45 A = 45 Ampere).
Die Einstellung erfolgt mit dem Drehregler auf dem Bedienfeld.
EINSTELLUNG DES LUFTDRUCKS
Das NEOCUT 105 ist mit einem elektronisch gesteuerten Druckregler ausgestattet. Die Einstellung des Luftdrucks erfolgt durch das Bedienfeld
(siehe folgende Seiten).
Um die optimale Leistung und Lebensdauer der Verbrauchsmaterialien zu erhalten, ist es wichtig zu beachten :
- die geeignete Brennerlänge
- der Modus in Abhängigkeit von den Verbrauchsmaterialien
- der Strom in Abhängigkeit von den Verbrauchsmaterialien
- die Druckeinstellung auf «auto» zu belassen

38
NEOCUT 105
DE
Es wird empfohlen, zu prüfen, ob die Einstellungen auf dem Bedienfeld der gewählten Konguration entsprechen, besonders in diesen Fällen :
- Wechsel des Anschlusspunktes oder der pneumatischen Installation
- Wechsel der Brennerlänge
- Wechsel des Typs der Verbrauchsmaterialien
- bei Unklarheiten
Die Pneumatik kann mit der Funktion «Test Air» geprüft werden. Diese prüft unter anderem, ob der vom Kompressor bereitgestellte Druck
ausreichend ist (siehe folgende Seiten).
WAHL DES SCHNEIDMODUS
Schneiden / Schneiden mit verriegeltem Brennertaster
Verwenden Sie einen dieser Moden, um Schneidarbeiten auf Vollblech auszuführen.
Durch Drücken auf die Brennertaste wird der Lichtbogen gezündet. Der Lichtbogen erlischt, wenn die Brennertaste losgelas-
sen wird oder durch Entfernen vom Werkstück (der Lichtbogen erlischt von selbst).
Für Schnitte grosser Länge ist es möglich, den Modus mit verriegeltem Brennertaster zu wählen. In diesem Fall kann der Bren-
nertaster während dem Schneiden losgelassen werden. Dies wirkt der Ermüdung des Bedieners entgegen und ermöglicht, die
Hand etwas weiter weg von der Schneidezone zu halten.
Fugenhobeln / Fugenhobeln mit verriegeltem Brennertaster
Verwenden Sie einen dieser Moden, um Fugenhobeln auszuführen.
Durch Drücken auf die Brennertaste wird der Lichtbogen gezündet. Der Lichtbogen erlischt, wenn die Brennertaste losgelas-
sen wird oder durch Entfernen vom Werkstück (der Lichtbogen erlischt von selbst).
Für Schnitte grosser Länge ist es möglich, den Modus mit verriegeltem Brennertaster zu wählen. In diesem Fall kann der Bren-
nertaster während dem Schneiden losgelassen werden. Dies wirkt der Ermüdung des Bedieners entgegen und ermöglicht, die
Hand etwas weiter weg von der Schneidezone zu halten.
Schneiden von gelochten Blechen
Verwenden Sie diesen Modus, um Schneidarbeiten auf gelochten Blechen auszuführen, die wiederholte Unterbrechungen und
Wiederaufnahmen des Schneidens erfordern.
Bei diesem Schneidmodus wird der Lichtbogen selbstständig gezündet, solange der Brennertaster gedrückt bleibt. Dieser
Modus ist sehr komfortabel, da er dem Bediener das Loslassen und erneute Drücken des Brennertasters erspart.
Markierung
Dieser Modus ist mit allen Verbrauchsmaterialien kompatibel und wird mit schwachem Strom ausgeführt. Oberächen von
Blechen können so markiert werden. Es ist besonders nützlich, um Teilenummern, Chargen-Nummern usw. auf Teilen zu
hinterlegen. Dieser Modus steht auch mit einem manuellen Brenner zur Verfügung.
ERSTE INBETRIEBNAHME
Beim ersten Start wird das Gerät nach der Konguration der folgenden Parameter verlangen :
1 2 3
(EN) ENGLISH
(FR) FRANCAIS
(DE) DEUTSCH
(IT) ITALIANO
(ES) ESPANOL
(NL) NEDERLANDS
(RU) RUSSKIY
m. /bar
ft./psi
6.0m/20ft
7.6m/25ft
12.0m/40ft
15.2m/50ft
Sprache Einheiten (m./bar oder ft./psi)
Länge des am Gerät
angebrachten Brenners
Eine Drehung des Drehreglers bewegt den Cursor auf die gewünschte Auswahl, und Drücken
des Drehreglers bestätigt diese Wahl.
Anmerkung : Im Falle einer falschen Wahl können diese Parameter modiziert werden (siehe
Menü Setup).
Diese Einstellung ist wichtig, um eine gute
Funktion des Geräts sicherzustellen. Dieser
Parameter wird vom Gerät herangezogen, um
den optimalen Betriebsdruck zu berechnen und
anzuwenden.
NAVIGATION AUF DEM BEDIENFELD
BENUTZUNG DES DREHREGLERS
Eine Drehung des Drehreglers erlaubt
- eine Einstellung eines numerischen Parameters (Stromstärke, Druck)
- das Verschieben des Cursors, um eine Auswahl auszusuchen
Drücken des Drehreglers
- bestätigt eine Auswahl (von Cursor angezeigt)
- den Aufruf der Werkzeugliste vom Hauptbildschirm oder vom Bildschirm für die Druckeinstellung

39
NEOCUT 105
DE
HAUPTBILDSCHIRM (EINSTELLUNG DER STROMSTÄRKE) :
5.2 bar
6.0m
105A
1
2
3
4
Dieser Bildschirm wird direkt nach dem Start des Geräts angezeigt :
1- Modus
2- vorliegender Druck*
3- Brennerlänge
4- Stromstärke
Die Einstellung der Stromstärke erfolgt auf diesem Bildschirm.
*Ein nach oben oder unten weisender Pfeil kann rechts neben der Druckanzeige erscheinen, wenn der Druck vom Anwender dejustiert wurde. Der Pfeil verschwindet, wenn
der eingestellte Druck optimal ist, oder wenn der Druck im Modus «Auto» reguliert wird.
WERKZEUGLISTE (Zugriff durch Drücken des Drehreglers)
105A
5.2 bar
Setup
1
2
3
4
1- Zugriff auf den Bildschirm zur Modus-Auswahl
2- Zugriff auf den Hauptbildschirm (Einstellung der Stromstärke)
3- Zugriff auf den Bildschirm zur Einstellung des Drucks
4- Zugrif auf das Menü Setup
AUSWAHL DES MODUS
SCHNITT
6 Modi sind verfügbar. Weitere Informationen nden Sie im Kapitel «Wahl des Schneidmodus».
EINSTELLUNG DES DRUCKS
105A
6.0m
AUTO
1
3
4
2
In der Voreinstellung stellt sich der Bildschirm auf diese folgende Weise dar :
1- Modus
2- Stromstärke
3- Länge des Brenners
4- Druck*
*Die Einstellmöglichkeit des Drucks ist in der Voreinstellung verriegelt, der Druck regelt sich automa-
tisch (ausgewiesen durch die Anzeige von AUTO und das geschlossene Vorhängeschloss) : das Gerät
stellt den geeigneten Druck ein in Abhängigkeit verschiedener Parameter (so wie die Stromstärke, der
Modus, die Länge des Brenners)
105A
6.0m
AUTO
3
Um die Einstellung des Drucks auf manuell umzustellen, muss der Drehregler
lange gedrückt werden : ein Countdown beginnt neben dem Symbol für das
Vorhängeschloss.
Das Loslassen des Drehreglers während des Countdowns annulliert die Entriege-
lung der Druckeinstellung.

40
NEOCUT 105
DE
105A
6.0m
5.2 bar
optimal
Nach dem Ende des Countdowns wird der folgende Bildschirm angezeigt :
- das Vorhängeschloss ist offen (und zeigt an, dass die Einstellung möglich ist)
- der vorliegende Druck wird angezeigt (der im Automatik-Modus verwendete
Druck wird angezeigt)
- Ein Balken zusammen mit einem Wert bewertet die Einstellung (der Text «opti-
mal» wird angezeigt, wenn der gewählte Wert perfekt dem Wert entspricht, der
im Automatik-Modus gewählt würde)
105A
6.0m
5.2 bar
+0.2
Beispiel: Einstellung eines Drucks um +0,2 bar über dem optimalen Wert
Um in den Automatik-Modus zurückzukehren, müssen Sie lange auf den Drehre-
gler drücken : ein Countdown beginnt neben dem Symbol für das Vorhänges-
chloss.
Zum Ende des Countdowns wird die Einstellung im Automatik-Modus sein, um
das Symbol für das Vorhängeschloss verriegelt.
MENÜ «SETUP»
ZAEHLER
LUFTTEST
BRENNERLAENGE
LOG-DATEI
EN FR DE IT...
EINHEITEN
AUSGANG
ZÄHLER
ELEKTRODE
0 Cycl./
.0H
SPITZE
0 Cycl./
.0H
RESET
SORTIE
1
2
3
4
Die Zähler ermöglichen, die Zahl der Zyklen, die Schneiddauer der Düse und der Elektrode zu zählen :
1- Zahl der Zyklen und akkumulierte Verwendungsdauer der Elektrode
2- Zahl der Zyklen und akkumulierte Verwendungsdauer der Düse
3- Menü zur Reinitialisierung der Zähler
4- Rückkehr zum Setup-Menü
NULLEN DER ZÄHLER
RESET ELEKTRODE
RESET SPITZE
RESET ALLES
AUSGANG
1
2
3
4
Um eine aussagekräftige Zählung zu haben, muss der Zähler bzw. müssen die
Zähler bei Wechsel der Verbrauchsmaterialien genullt werden.
Das Menü zur Reinitialisierung der Zähler beinhaltet :
1- Nullen des Zählers für die Elektrode
2- Nullen des Zählers für die Düse
3- Nullen aller Zähler
4- Rückkehr zum vorigen Bildschirm
Um zu Nullen, wählen Sie die gewünschte Zeile durch Drehen des Drehreglers und drücken Sie lange (ein Countdown wird
neben der ausgewählten Zeile angezeigt). Bei Ende des Countdowns wird der ausgewählte Zähler genullt.
Loslassen des Drehreglers während des Countdowns unterbricht den Vorgang.
Anmerkung : diese Funktion ist nur ein Hilfsmittel, um die Abnutzung der Verbrauchsmaterialien zu verfolgen. Der Anwender
ist nicht verpichtet, diese Funktion zu nutzen, und noch weniger, die Zähler bei jedem Wechsel der Verbrauchsmaterialien zu
nullen (es erfolgt keine Blockierung des Geräts bei grosser Zyklenzahl oder langer Nutzungsdauer).

41
NEOCUT 105
DE
TEST DER LUFTVERSORGUNG
SOLLWERT
LUFT EIN
LUFT AUS
=5 bar
=-.-bar
=-.-bar
1
2
3
Diese Funktion verwendet Luft um :
- den Luftkreislauf zu reinigen im Falle von vorliegender Luftfeuchtigkeit
- zu prüfen, ob die Leistung des Kompressors ausreichend ist.
1- Einstellung des Drucks für den Test
2- Anzeige des Drucks am Eingang des Geräts
3- Anzeige des Drucks am Ausgang des Geräts
Drücken des Drehreglers unterbricht den Luftstrom und veranlasst eine Rückkehr zum Menü Setup.
LÄNGE DES BRENNERS
6.0m/20ft
7.6m/25ft
12.0m/40ft
15.2m/50ft
Erlaubt, die Länge des Brenners zu ändern
Dies ist eine wichtige Einstellung für die korrekte Funktion des Geräts. Dieser Parameter wird vom
Gerät herangezogen, um den optimalen Betriebsdruck zu berechnen und anzuwenden.
BERICHT
IND PCB : XX.XX
EVO PCB1 : XX
EVO PCB2 : XX
SOFTWARE : XX.XX
POWER ON : XXX
CUT TIME : XXX.XH
CUT COUNT : XXX
1
2
3
4
5
Anzeige des Berichts :
1- Version der Steuerplatinen
2- Software-Version
3- Anzahl der Einschaltvorgänge des Geräts
4- Totale Schneidzeit
5- Anzahl der Schneidzyklen
SPRACHE
(EN) ENGLISH
(FR) FRANCAIS
(DE) DEUTSCH
(IT) ITALIANO
(ES) ESPANOL
(NL) NEDERLANDS
(RU) RUSSKIY
Wechselt die Sprache
EINHEITEN
m. /bar
ft./psi
Wechselt die zu verwendenden Einheiten :
- SI-Einheiten : Brennerlänge ausgedrückt in Meter und Druck ausgedrückt in bar
- imperiale Einheiten : Länge des Brenners ausgedrückt in Fuss (ft.) und Druck ausgedrückt in psi

42
NEOCUT 105
DE
ABLAUF EINES SCHNEIDEVORGANGS
1- Beim Drücken des Brennertasters zündet ein Lichtbogen : der Pilotlichtbogen. Es handelt sich um einen Lichtbogen schwacher Leistung zwischen
der Elektrode und der Düse. Er ermöglicht die Zündung auf dem Werkstück.
2- Wenn der Pilotlichtbogen Kontakt zum Werkstück bekommt, erkennt das Gerät die Zündung. Der Lichtbogen ießt dann zwischen der Elektrode
und dem Blech, der Generator steigert die Leistung bis zum vom Anwender eingestellten Wert.
3- Beim Ende des Schneidvorganges (Loslassen der Brennertaste oder Entfernen vom Werkstück) erlischt der Lichtbogen. Der Luftstrom dauert
mehrere Dutzend Sekunden an, um den Brenner und die Verbrauchsmaterialien zu kühlen.
ANZEIGE WÄHREND DES SCHNEIDENS
5.0 bar
105A
105A
7.3 bar 152V
1
4
5
6
2 3
1- Gewählter Modus
2- Eingangsluftdruck
3- Lichtbogenspannung
4- Sollwert der Stromstärke
5- Ausgangsluftdruck
6- Stromstärke
MANUELLER SCHNITT AN DER KANTE DES WERKSTÜCKS :
1
Befestigen Sie das Massekabel am Werkstück und halten Sie den Brenner senkrecht
(90°) zur Kante des Werkstücks.
2
Betätigen Sie die Brennertaste, um den Lichtbogen zu zünden. Halten Sie den
Brenner, bis der Lichtbogen das Werkstück durchschnitten hat.
3
Dann ziehen Sie die Brennerdüse leicht über das Werkstück, wenn das Werkstück
durchstochen ist. Halten Sie ein stetiges, gleichmäßiges Tempo aufrecht.
DURCHSTECHEN EINES WERKSTÜCKS :
1
Halten Sie den Brenner vor dem Zünden in einem Winkel von ca. 30 ° mit ange-
brachtem Massekabel.

43
NEOCUT 105
DE
2
Drücken Sie den Brennertaster, um den Lichtbogen zu zünden und bewahren Sie
dabei den Winkel (30°) im Bezug zum Werkstück. Drehen Sie den Brenner langsam
in eine senkrechte Position (90°).
3
Halten Sie den Brenner in dieser Position, und drücken Sie dabei weiterhin den
Brennertaster. Wenn Funken unterhalb des Werkstücks austreten hat der Licht-
bogen das Material durchdrungen.
4
Dann ziehen Sie die Brennerdüse leicht über das Werkstück, wenn das Werkstück durchstochen ist. Eine gleichmässige Bewegung ist
empfohlen.
FUGENHOBELN :
1
Mit angebrachtem Massekabel halten Sie den Brenner in einem Winkel von 45° zum
Werkstück. Zwischen Fugenhobel-Kontaktschutzkappe und Werkstück muss ein
Abstand von ca. 2 mm bestehen.
2
Drücken Sie den Brennertaster des Brenners, um den Lichtbogen zu zünden. Behal-
ten Sie dabei den Winkel von 45° bei zu dem Werkstück, in dem die Fuge erzeugt
werden soll.
3
Bewegen Sie den Plasmabogen in Richtung der Fuge, die Sie erzeugen wollen.
Achten Sie auf einen Mindestabstand zwischen der Fugenhobel-Kontaktschutzkappe
und dem geschmolzenen Metall, um eine reduzierte Lebensdauer der Verbrauchs-
materialien oder einen Schaden am Brenner zu vermeiden.
Geschwindigkeit Winkel
Abstand Brenner -
Werkstück
PROFIL DER FUGE
Sie können das Prol der Fuge variieren, indem Sie die Geschwindigkeit des Brenners
auf dem Werkstück, den Abstand zwischen Brenner und Werkstück, den Winkel des
Brenners und die Stromstärke ändern.

44
NEOCUT 105
DE
MODIFIZIERUNG DES PROFILS DER FUGE
ABSICHT
Breite
Tiefe
Lösungen
Geschwindig-
keit erhöhen
Geschwindig-
keit vermin-
dern
Distanz Bren-
ner-Werkstück
erhöhen
Distanz Bren-
ner-Werkstück
vermindern
Winkel
erhöhen
Winkel vermin-
dern
Stromstärke
erhöhen
Stromstärke
vermindern
SICHERHEITSVORKEHRUNGEN
Diese Sicherheitsvorkehrungen unterbinden die Funktion des Geräts, aber sind in der Regel auf eine Fehlbedienung oder ein Versäumnis durch
den Anwender oder unpassende Umgebungsbedingungen zurückzuführen. Die folgende Tabelle leitet den Anwender an, diese Probleme selbst zu
lösen. Das Sicherheitssymbol erscheint auf dem Bildschirm. Dieses verschwindet, sobald das Bedienfeld betätigt wird. Auf dem Bedienfeld erscheint
anschliessend das verkleinerte Symbol, um den Anwender an das Vorliegen eines Problems zu erinnern.
Sicherheitssymbol
Verkleinertes
Symbol
Bedeutung Lösungen
Brenner fehlt
Brenner nicht verbunden
Schliessen Sie einen Brenner an. Wenn das Problem weiterhin
besteht, kontrollieren Sie die Verkabelung des Brenners.
Unbekannter Brenner
Brenner nicht erkannt
Schließen Sie einen kompatiblen Brenner an. Wenn das Problem
weiterhin besteht, kontrollieren Sie die Verkabelung des Brenners.
Duese fehlt
Düse demontiert
Prüfen Sie das Vorhandensein aller Verbrauchsmaterialien und ver-
schrauben Sie die Düse.
Keine Luft
Keine Druckluft
Schliessen Sie die Luftversorgung an und prüfen Sie den Luftdruck
des Kompressors
Luftdruck gering
Unzureichender Eingangsdruck
Schliessen Sie die Druckluftversorgung an, prüfen Sie den Anschluss
für diese und die Stromversorgung des Kompressors.
Ueberdruck Eingang
Luftdruck zu hoch
Der Eingangsdruck ist höher als 9 bar
Entfernen Sie die Druckluftversorgung, prüfen Sie den Luftdruck
des Kompressors und vermindern Sie den Luftdruck. Setzen Sie
gegebenenfalls einen Druckregler zwischen dem Ausgang des Kom-
pressors und dem Eingang des Plasmaschneiders ein.
Wenn die obigen Symbole angezeigt werden, der Schnitt ist nicht möglich, aber die Bedienung über das Bedienfeld bleibt möglich.
Überhitzungsschutz
Das Gerät wird über seine Einschaltdauer belastet oder bei einer
zu hohen Temperatur oder in einem engen Raum betrieben. Las-
sen Sie das Gerät abkühlen und verbessern Sie die Luftzufuhr.
Ueberspannung
Überspannung
Wenn die Über- oder Unterspannung nur kurzzeitig vorliegen, wird
der Plasmaschneider 15 Sekunden nach dieser Störung selbsttätig
wieder starten.
Andernfalls, oder wenn die Phase nicht vorliegt, lassen Sie die
Netzversorgung von einem Elektriker prüfen.
Unterspannung
Unterspannung
Phase fehlt
Phase fehlt

45
NEOCUT 105
DE
Wiederholung
Der Pilotlichtbogen stellt sich
nicht ein.
Dies ist wahrscheinlich auf die Verbrauchsmaterialien zurückzufüh-
ren. Prüfen Sie deren Zustand und ersetzen Sie sie bei Bedarf.
Versuchen Sie es erneut.
Nach 3 erfolglosen Versuchen wird ein Fehlercode angezeigt. (E05
oder E06).
Brenner gedrueckt
Brennertaster bei Start
gedrückt.
Lassen Sie die Taste am Brennertaster los, um fortzufahren.
Falls der Brennertaster nicht gedrückt wurde, lassen Sie die Verka-
belung des Brenners prüfen.
FEHLER, HILFSMITTEL, URSACHEN
Diese Fehler bewirken einen sofortigen Stop des Plasmaschneiders. Die Bedienung über das Bedienfeld ist nicht möglich.
Logo Code Fehlermeldung Mögliche Gründe Lösungen
E00
NTC
Ein Temperatursensor beschädigt
oder nicht verbunden.
Prüfen Sie den Anschluss der Sensoren.
Ersetzen Sie sie bei Bedarf.
E01
Relais
Das Leistungsrelais schliesst
nicht.
Gerät einsenden zur Reparatur
E02
Luefter
Der Lüfter dreht nicht
Prüfen Sie, ob ein Fremdkörper die
ungestörte Drehung des Lüfters verhin-
dert.
Der Lüfter dreht nicht mit der
richtigen Geschwindigkeit
Prüfen Sie den Anschluss. Ersetzen Sie
den Lüfter bei Bedarf.
E03
Luftdruckregler def
Der Druckregler regelt den Druck
nicht trotz einer korrekten Luf-
tversorgung.
Druckregler austauschen.
Gerät einsenden zur Reparatur
E04
E05
Elekt blockiert offen
Kein Kontakt zwischen Elektrode
und Düse.
Prüfen Sie das Vorhandensein aller Ver-
brauchsmaterialien und deren Zustand.
Ersetzen Sie sie bei Bedarf. Starten Sie
das Gerät neu und versuchen Sie es
erneut.
E06
Elekt blockiert zu
Die Elektrode wird nicht einge-
zogen
Prüfen Sie, ob die Elektrode mit der
Düse verschweisst wurde. Prüfen Sie,
ob die Elektrode beweglich ist. Wech-
seln Sie die Verbrauchsmaterialien.
E24
EEPROM/12C
Interner Speicherfehler. Gerät einsenden zur Reparatur
- -
Der Lichtbogen erlischt nach 3
Sekunden des Schneidens
Strom nicht erkannt am Masse-
kabel
Prüfen Sie, ob das Massekabel an einem
sauberen Abschnitt (ohne Rost, Farbe
oder Fett) des zu schneidenden Werks-
tücks verbunden ist.
- -
Das Gerät lässt sich nicht einschalten. Keine Verbindung zum Stromnetz
Prüfen Sie, ob das Netzkabel des Geräts
an einer Steckdose eingesteckt ist,
und ob der Ein/Aus-Schalter sich in der
"Ein"-Position bendet.
- -
Prüfen Sie, ob der Schutzschalter aus-
gelöst hat.
- - Der Pilotlichtbogen erlischt rasch. Verbrauchsmaterialien abgenutzt
Prüfen Sie den Zustand der Verbrauchs-
materialien und ersetzen Sie sie bei
Bedarf.
- -
Der Lichtbogen erlischt während des
Schnitts
Schneidgeschwindigkeit zu gering
für dünne Bleche
Verringern Sie die Stromstärke /
erhöhen Sie die Geschwindigkeit.
- -
Kontakt des Massekabels von
schlechter Qualität
Prüfen Sie, ob das Massekabel an einem
sauberen Abschnitt (ohne Rost, Farbe
oder Fett) des zu schneidenden Werks-
tücks verbunden ist.
- - Schneidhöhe zu gross
Verwenden Sie eine Schneidkontakts-
chutzkappe und halten Sie sie in
Kontakt mit dem zu schneidenden
Werkstück.

46
NEOCUT 105
DE
- -
Vorzeitige Abnutzung der Verbrauchs-
materialien
Stromstärke ungeeignet für die
verwendeten Verbrauchsmate-
rialien
Siehe Kapitel "Einstellung des Schneids-
troms".
- - Ungeeigneter Luftdruck
Siehe Kapitel "Einstellung des Luf-
tdrucks".
- - Luft feucht
Säubern Sie die Luftlter des Geräts
und der Druckluftversorgung. Setzen
Sie den zusätzlichen Luftlter Art.-Nr.
039728 ein.
GARANTIE
Die Garantieleistung des Herstellers erfolgt ausschließlich bei Fabrikations- oder Materialfehlern, die binnen 24 Monate nach Kauf angezeigt werden
(Nachweis Kaufbeleg).
Die Garantieleistung erfolgt nicht bei:
• Durch Transport verursachten Beschädigungen.
• Normalem Verschleiß der Teile (z.B. : Kabel, Klemmen, usw.) sowie Gebrauchsspuren.
• Von unsachgemäßem Gebrauch verursachten Defekten (Sturz, harte Stöße, Demontage).
• Durch Umwelteinüsse entstandene Defekte (Verschmutzung, Rost, Staub).
Die Reparatur erfolgt erst nach Erhalt einer schriftlichen Akzeptanz (Unterschrift) des zuvor vorgelegten Kostenvoranschlages durch den Besteller. Im
Fall einer Garantieleistung trägt GYS ausschließlich die Kosten für den Rückversand an den Fachhändler.

47
NEOCUT 105
ES
INSTRUCCIONES DE SEGURIDAD
CONSIGNA GENERAL
Estas instrucciones se deben leer y comprender antes de toda operación.
Toda modicación o mantenimiento no indicada en el manual no se debe llevar a cabo.
Todo daño físico o material debido a un uso no conforme con las instrucciones de este manual no podrá atribuírsele al fabricante.
En caso de problema o de incertidumbre, consulte con una persona cualicada para manejar correctamente el aparato.
ENTORNO
Este material se debe utilizar solamente para realizar operaciones de corte dentro de los límites indicados en el aparato y el manual. Se deben respetar
las instrucciones relativas a la seguridad. En caso de uso inadecuado o peligroso, el fabricante no podrá considerarse responsable.
La instalación se debe hacer en un local sin polvo, ni ácido, ni gas inamable u otras sustancias corrosivas incluso donde se almacene el producto.
Hay que asegurarse de que haya una buena circulación de aire cuando se esté utilizando.
Zona de temperatura :
Uso entre -10 y +40°C (+14 y +104°F).
Almacenado entre -20 y +55°C (-4 y 131°F).
Humedad del aire :
Inferior o igual a 50% a 40°C (104°F).
Inferior o igual a 90% a 20°C (68°F).
Altitud:
Hasta 1000m por encima del nivel del mar (3280 pies).
PROTECCIÓN INDIVIDUAL Y DE LOS OTROS
El corte puede ser peligroso y causar lesiones graves e incluso mortales.
El corte expone a los individuos a una fuente peligrosa de calor, de radiación lumínica del arco, de campos electromagnéticos (atención a los que lleven
marcapasos), de riesgo de electrocución, de ruido y de emisiones gaseosas.
Para protegerse correctamente y proteger a los demás, siga las instrucciones de seguridad siguientes:
Para protegerse de quemaduras y de radiaciones, lleve ropas sin solapas, aislantes, secos, ignífugos y en buen estado que cubran
todo el cuerpo.
Utilice guantes que aseguren el aislamiento eléctrico y térmico.
Utilice una protección de corte y/o una capucha de soldadura de un nivel de protección suciente (variable según aplicaciones).
Protéjase los ojos durante operaciones de limpieza. Las lentillas de contacto están particularmente prohibidas.
A veces es necesario delimitar las zonas mediante cortinas ignífugas para proteger la zona de corte de los rayos del arco,
proyecciones y de residuos incandescentes.
Informe a las personas en la zona de corte de que no miren los rayos del arco ni las piezas en fusión y que lleven ropas adecuadas
para protegerse.
Utilice un casco contra el ruido si el proceso de soldadura alcanza un nivel de ruido superior al límite autorizado (así como cualquier
otra persona que estuviera en la zona de soldadura).
Las manos, el cabello y la ropa deben estar a distancia de las partes móviles (ventilador).
No quite nunca el cárter del grupo de refrigeración de la fuente de corriente de corte estando bajo tensión, el fabricante no podrá
ser considerado responsable en caso de accidente.
Las piezas que se han cortado están calientes y pueden provocar quemaduras durante su manipulación. Cuando se hace un
mantenimiento de la antorcha, se debe asegurar que esta esté lo sucientemente fría y espere al menos 10 minutos antes de toda
intervención. El grupo de refrigeración se debe encender cuando se utilice una antorcha refrigerada por líquido para que el líquido
no pueda causar quemaduras.
Es importante asegurar la zona de trabajo antes de dejarla para proteger las personas y los bienes materiales.
HUMOS DE SOLDADURA Y GAS
El humo, el gas y el polvo que se emite durante el corte son peligrosos para la salud. Hay que prever una ventilación suciente y
en ocasiones puede ser necesario un aporte de aire. Una máscara de aire puede ser una solución en caso de aireación insuciente.
Compruebe que la aspiración es ecaz controlándola conforme a las normas de seguridad.
Atención, el corte en los lugares de pequeñas dimensiones requiere una vigilancia a distancia de seguridad. El corte de algunos materiales que
contengan plomo, cadmio, zinc, mercurio o berilio pueden ser particularmente nocivos. Desengrase las piezas antes de cortarlas.
Las botellas se deben colocar en locales abiertos o bien aireados. Se deben colocar en posición vertical y sujetadas con un soporte o sobre un carro.
El corte no se debe efectuar cerca de grasa o de pintura.

48
NEOCUT 105
ES
RIESGO DE FUEGO Y DE EXPLOSIÓN
Proteja completamente la zona de corte, los materiales inamables deben alejarse al menos 11 metros.
Cerca de la zona de operaciones de corte debe haber un anti-incendios.
Atención a las proyecciones de materiales calientes o chispas incluso a través de las suras. Pueden generar un incendio o una explosión.
Aleje las personas, objetos inamables y contenedores a presión a una distancia de seguridad suciente.
El corte en contenedores o tubos cerrados está prohibida y en caso de que estén abiertos se les debe vaciar de cualquier material inamable o
explosivo (aceite, carburante, residuos de gas...).
Las operaciones de pulido no se deben dirigir hacia la fuente de energía de corriente o hacia materiales inamables.
SEGURIDAD ELÉCTRICA
La red eléctrica utilizada de tener imperativamente una conexión a tierra. Utilice el tamaño de fusible recomendado sobre la tabla
de indicaciones.
Una descarga eléctrica puede ser una fuente de accidente grave directo o indirecto, incluso mortal.
No toque nunca las partes bajo tensión tanto en el interior como en el exterior del generador de corriente cuando este está encendido (antorchas,
pinzas, cables) ya que están conectadas al circuito de corte.
Antes de abrir la fuente de corriente de corte, es necesario desconectarlo de la red eléctrica y esperar dos minutos, para que el conjunto de los
condensadores se descarguen.
Cambie los cables y antorcha si estos están dañados, acudiendo a una persona cualicada. Dimensione la sección de los cables de forma adecuada
a la aplicación. Utilizar siempre ropas secas y en buen estado para aislarse del circuito de corte. Lleve zapatos aislantes, sin importar el lugar donde
trabaje.
CLASIFICACIÓN CEM DEL MATERIAL
Este aparato de Clase A no está previstos para ser utilizado en un lugar residencial donde la corriente eléctrica está suministrada
por la red eléctrica pública de baja tensión. En estos lugares puede encontrar dicultades a nivel de potencia para asegurar
una compatibilidad electromagnética, debido a las interferencias propagadas por conducción y por radiación con frecuencia
radioeléctrica.
Este material es conforme a la norma CEI 61000-3-11.
Este material no se ajusta a la norma CEI 61000-3-12 y está destinado a ser usado en redes de baja tensión privadas conectadas
a la red pública de alimentación de media y alta tensión. En una red eléctrica pública de baja tensión, es responsabilidad del
instalador o del usuario del material asegurarse, si fuera necesario consultando al distribuidor, de que el aparato se puede
conectar.
EMISIONES ELECTROMAGNÉTICAS
La corriente eléctrica causa campos electromagnéticos (EMF) localizados al pasar por cualquier conductor. La corriente de corte
produce un campo electromagnético alrededor del circuito de corte y del material de corte.
Los campos electromagnéticos EMF pueden alterar algunos implantes médicos, como los estimuladores cardíacos. Se deben tomar medidas de
protección para personas con implantes médicos. Por ejemplo, restricciones de acceso para las visitas o una evaluación de riesgo individual para los
usuarios.
Todos los usuarios deberían utilizar los procedimiento siguientes para minimizar la exposición a los campos electromagnéticos que provienen del
circuito de corte:
• Coloque los cables de corte juntos - fíjelos con una brida si es posible;
• Coloque su torso y su cabeza lo más lejos posible del circuito de corte;
• No enrolle nunca los cables alrededor de su cuerpo;
• No coloque su cuerpo entre los cables. Mantenga los dos cables sobre el mismo lado de su cuerpo;
• conecte el cable a la pieza lo más cerca posible de zona a soldar;
• no trabaje junto al generador de corriente de corte, no se siente sobre este, ni se coloque muy cerca de este.
• no suelde cuando transporte el generador de corriente de corte.
Las personas con marcapasos deben consultar un médico antes de utilizar este aparato.
La exposición a los campos electromagnéticos durante la soldadura puede tener otros efectos sobre la salud que se desconocen
hasta ahora.

49
NEOCUT 105
ES
RECOMENDACIONES PARA EVALUAR LA ZONA Y LA INSTALACIÓN DE SOLDADURA
General
El usuario se responsabiliza de instalar y usar el material de corte al arco siguiendo las instrucciones del fabricante. Si se detectan alteraciones
electromagnéticas, el usuario debe resolver la situación siguiendo las recomendaciones del manual de usuario o consultando el servicio técnico del
fabricante. En algunos casos, esta acción correctiva puede ser tan simple como una conexión a tierra del circuito de corte. En otros casos, puede ser
necesario construir una pantalla electromagnética alrededor de la fuente de corriente de corte y de la pieza entera con ltros de entrada. En cualquier
caso, las perturbaciones electromagnéticas deben reducirse hasta que no sean nocivas.
Evaluación de la zona de corte
Antes de instalar el aparato de corte al arco, el usuario deberá evaluar los problemas electromagnéticos potenciales que podría haber en la zona donde
se va a instalar. Lo que se debe tener en cuenta:
a) la presencia, encima, abajo y en los laterales del material de corte al arco de otros cables de red eléctrica, control, de señalización y de teléfono;
b) receptores y transmisores de radio y televisión;
c) ordenadores y otros materiales de control;
d) material crítico, por ejemplo, protección de material industrial;
e) la salud de personas cercanas, por ejemplo, que lleven estimuladores cardíacos o aparatos de audición;
f) material utilizado para el calibrado o la medición;
g) la inmunidad de los otros materiales presentes en el entorno.
El usuario deberá asegurarse de que los aparatos del local sean compatibles entre ellos. Ello puede requerir medidas de protección complementarias;
h) la hora del día en el que la soldadura u otras actividades se ejecutan.
La dimensión de la zona conjunta a tomar en cuenta depende de la estructura del edicio y de las otras actividades que se lleven a cabo en el lugar.
La zona se puede extender más allá de los límites de las instalaciones.
Evaluación de la instalación de corte
Además de la evaluación de la zona, la evaluación de las instalaciones de corte al arco puede servir para determinar y resolver los problemas de
alteraciones. Conviene que la evaluación de las emisiones incluya las medidas hechas en el lugar como especicado en el Artículo 10 de la CISPR
11:2009. Las medidas hechas en el lugar pueden permitir al mismo tiempo conrmar la ecacia de las medidas de mitigación.
RECOMENDACIÓN SOBRE LOS MÉTODOS DE REDUCCIÓN DE EMISIONES ELECTROMAGNÉTICAS
a. Red eléctrica pública: conviene conectar el equipo de corte al arco a la red eléctrica pública según las recomendaciones del fabricante. Si
se produjeran interferencias, podría ser necesario tomar medidas de prevención suplementarias como el ltrado de la red pública de alimentación
eléctrica. Se recomienda apantallar el cable de red eléctrica en un conducto metálico o equivalente para material de corte al arco instalado de forma
ja. Conviene asegurar la continuidad eléctrica del apantallado sobre toda la longitud. Se recomienda conectar el cable apantallado al generador de
soldadura para asegurar un buen contacto eléctrico entre el conducto y la fuente de corriente de corte.
b. Mantenimiento del material de corte al arco: conviene que el material de corte al arco esté sometido a un mantenimiento regular según las
recomendaciones del fabricante. Los accesos, aperturas y carcasas metálicas estén correctamente cerradas cuando se utilice el material de corte al
arco. El material de corte al arco no se debe modicar de ningún modo, salvo modicaciones y ajustes mencionados en el manual de instrucciones
del fabricante. Se recomienda, en particular, que los dispositivos de cebado y de estabilización de arco se ajusten y se les haga un mantenimiento
siguiendo las recomendaciones del fabricante.
c. Cables de corte: Conviene que los cables sean lo más cortos posible, colocados cerca y a proximidad del suelo sobre este.
d. Conexión equipotencial: Se recomienda comprobar los objetos metálicos de la zona de alrededor que pudieran crear un paso de corriente. En
cualquier caso, los objetos metálicos junto a la pieza que se va a cortar incrementan el riesgo del operador a sufrir descargas eléctricas si toca estos
elementos metálicos y el hilo a la vez. Conviene aislar al operador de esta clase de objetos metálicos.
e. Conexión a tierra de la pieza a cortar: Cuando la pieza a cortar no está conectada a tierra para la seguridad eléctrica o debido a sus
dimensiones y lugar, como es el caso, por ejemplo de carcasas metálicas de barcos o en la carpintería metálica de edicios, una conexión a tierra de la
pieza puede reducir en algunos casos las emisiones. Conviene evitar la conexión a tierra de piezas que podrían incrementar el riesgo de heridas para
los usuarios o dañar otros materiales eléctricos. Si fuese necesario, conviene que la conexión a tierra de la pieza a cortar se haga directamente, pero
en algunos países no se autoriza este conexión directa, por lo que conviene que la conexión se haga con un condensador apropiado seleccionado en
función de la normativa nacional.
f. Protección y blindaje: La protección y el blindaje selectivo de otros cables y materiales de la zona puede limitar los problemas de alteraciones.
La protección de toda la zona de soldadura puedes ser necesaria para aplicaciones especiales.
TRANSPORTE Y TRÁNSITO DE LA FUENTE DE CORRIENTE DE SOLDADURA
La fuente de corriente de soldadura está equipada de dos mangos en la parte superior que permiten transportarlo con la mano
por dos personas. No se debe subestimar su peso. Los mangos no se pueden considerar como un medio de suspensión.
No utilice los cables o la antorcha para desplazar la fuente de corriente de corte. Se debe desplazar en posición
vertical.
No transporte el generador de corriente por encima de otras personas u objetos.
INSTALACIÓN DEL MATERIAL
• La fuente de corriente de corte se debe colocar sobre una supercie cuya inclinación máxima sea 10°.
• Coloque la fuente de corriente de corte en una zona lo sucientemente amplia para airearla y acceder a los comandos.
• No utilice en un entorno con polvos metálicos conductores.
• La fuente de corriente de corte debe ser protegida de la lluvia y no se debe exponer a los rayos del sol.

50
NEOCUT 105
ES
El material tiene un grado de protección IP23, lo cual signica:
- una protección contra el acceso a las partes peligrosas con un dedo y contra objetos sólidos con un diámetro superior o igual a 12.5mm y,
- una protección contra la lluvia que cae a 60º respecto a la vertical.
El material se puede utilizar en el exterior según el índice de protección IP23.
Los cables de alimentación, de prolongación y de corte deben estar completamente desenrollados para evitar cualquier sobrecalentamiento.
El fabricante no asume ninguna responsabilidad respecto a daños provocados a personas y objetos debido a un uso incorrecto y
peligroso de este aparato.
MANTENIMIENTO / CONSEJOS
• El mantenimiento sólo debe realizarse por personal cualicado. Se aconseja efectuar un mantenimiento anual.
• Corte el suministro eléctrico, luego desconecte el enchufe y espere 2 minutos antes de trabajar sobre el aparato. En su interior,
la tensión y la intensidad son elevadas y peligrosas.
• Compruebe regularmente el estado del cable de alimentación. Si el cable de alimentación está dañado, debe ser sustituido por el fabricante, su
servicio post-venta o una persona con cualicación similar, para evitar cualquier peligro.
• Deje los oricios del equipo libres para la entrada y la salida de aire.
• Compruebe que el cuerpo de la antorcha no presenta suras ni hilos expuestos.
• Compruebe que los consumibles están bien instalados y no muy desgastados.
Mantenimiento del ltro de aire :
Drenaje del contenido del tanque del ltro:
• Desconecte el suministro de aire.
• Aoje el grifo en el fondo de la cubeta del ltro girándolo en sentido contrario a las agujas del reloj.
• Empuje el grifo hacia arriba para drenar el agua del tanque.
• Apriete la válvula en el fondo de la cubeta del ltro girándola en el sentido de las agujas del reloj.
Remover el elemento ltrante :
• Desconectando el suministro de aire
• Sostenga el recipiente y desenrósquelo de la carcasa girándolo en sentido contrario a las agujas del reloj.
• El elemento ltrante (blanco) puede ser soplado o reemplazado dependiendo de su condición.
Reensamblar el elemento ltrante :
• Vuelva a poner el elemento ltrante en el tanque, compruebe la presencia de la junta tórica en la parte superior.
• Enrosque el tanque en el cuerpo girándolo en el sentido de las agujas del reloj.
INSTALACIÓN - FUNCIONAMIENTO DEL PRODUCTO
Solo el personal experimentado y habilitado por el fabricante puede efectuar la instalación. Durante la instalación, asegúrese que el generador está
desconectado de la red eléctrica.
EL EQUIPO INCLUYE
NEOCUT 105
Ref. 063044 Ref. 063112
4 m - 16 mm²
conectores neumáticos
8 mm + 10 mm 8 mm + 10 mm
6 m
-
kit de inicio
-
Los accesorios incluidos con el generador se deben utilizar únicamente con este producto.
DESCRIPCIÓN
El NEOCUT 105 es un generador de corte y ranurado Plasma trifásico, y permite :
- el corte de todos los metales
- el ranurado sobre todos los metales
- el marcado sobre todos los metales. Estos 3 procesos requieren el empleo de consumibles apropiados y el empleo de aire comprimido o de
nitrógeno.

51
NEOCUT 105
ES
DESCRIPCIÓN DEL EQUIPO (FIG. 1 - PÁGINA 2)
1- Pantalla 7- Mangos de transporte.
2- Ruedecilla de ajuste 8- Emplazamiento para racor neumático
3- Manguito de conexión de la pinza de masa 9- Cable de alimentación eléctrica
4- Conector de la antorcha Plasma 10- Conmutador encendido / apagado
5-
Trampilla de instalación del conector CNC 1 analógico
(opcional, ref. 039988)
11- Filtro
6-
Trampilla de instalación del conector CNC 2 digital
(opcional, ref. 064737)
RED ELÉCTRICA - PUESTA EN MARCHA
• Este material incluye una clavija de 32 A de tipo EN 60309-1 y se debe conectar únicamente a una instalación eléctrica trifásica de 400V (50-60 Hz)
de cuatro hilos con un neutro conectado a tierra.
• La corriente efectiva absorbida (I1eff) está señalada sobre el equipo para condiciones de uso máximas. Compruebe que la alimentación y sus pro-
tecciones (fusible y/o disyuntor) sean compatibles con la corriente necesaria durante su uso. En ciertos países puede ser necesario cambiar la toma
de corriente para condiciones de uso máximas.
• El aparato está previsto para funcionar sobre una tensión eléctrica de 400V +/- 15%. Se pone en protección si la tensión de la red eléctrica es
superior a 340Veff o superior a 460Veff (un código de fallo aparece en la pantalla del teclado)
• La puesta en marcha se efectúa rotando el conmutador de encendido/apagado (FIG 1 - 10) sobre la posición I, y el apagado se hace rotándolo
sobre la posición.
¡Atención! No interrumpa nunca la alimentación eléctrica cuando esté en uso.
CONEXIÓN SOBRE GRUPO ELECTRÓGENO
Este equipo puede funcionar con grupos electrógenos siempre y cuando la potencia auxiliar responda a las exigencias siguientes:
- La tensión debe ser alterna, su valor ecaz de 400V (+/- 15%) y la tensión pico inferior a 700V.
- La frecuencia debe estar entre 50 y 60 Hz.
Es imperativo comprobar estas condiciones, ya que muchos grupos electrógenos producen picos de alta tensión que pueden dañar los equipos.
USO DE PROLONGADOR ELÉCTRICO
Todos los prolongadores deben tener un tamaño de sección apropiados a la tensión del aparato.
Utilice un prolongador que se ajuste a las normativas nacionales.
Tensión de entrada Sección de la prolongación (<45m)
400 V 4 mm²
SUMINISTRO DE AIRE
La entrada de aire puede ser suministrada por un compresor de aire o botellas de alta presión. Se debe utilizar un manómetro de alta presión sobre
cualquier tipo de alimentación y debe ser capaz el gas a la entrada de aire de los cortadores de plasma. Estos aparatos poseen un ltro de aire
integrado (5μm), pero se puede requerir un ltrado complementario según la calidad del aire utilizado (ltro de impurezas opcional, ref. 039728).
En caso de mala calidad del aire, la velocidad de corte se reduce, la calidad de corte se deteriora, la capacidad de grosor de corte
disminuye y la duración de vida de los consumibles se reduce.
Para un rendimiento óptimo, el aire comprimido debe responde a la norma ISO8573-1, clase 1.2.2. El punto de vapor máximo debe ser de - 40 °C.
La cantidad máxima de aceites (aerosol, líquido y vapor) debe ser de 0.1 mg/m3.
Conecte el suministro de gas al generador mediante un conducto de gas
inerte de un diámetro interno de 9,5 mm y un acople rápido.
La presión no debe exceder los 9 bars, el recipiente del
ltro podría explotar.
La presión de entrada recomendada durante la circulación del aire es de 5 a 9 bars con un caudal mínimo de 305 L/min.

52
NEOCUT 105
ES
SELECCIÓN DE CONSUMIBLES
• Corte manual con antorcha MT 125 (6 m : ref. 039506, 12 m : ref. 039513) :
Fine Cut
45 A
45 A
65 A
85 A
105 A
039131
039148
039155 (x 5)
039315
(x 5)
039230
039247
039216
039223
039162
(x 5)
039179
(x 5)
039186
(x 5)
039193
(x 5)
039322
• Corte automático con antorcha AT 125 (6 m : ref. 038479, 12 m : ref. 039520) :
Fine Cut
45 A
45 A
65 A
85 A
105 A
039131
039148
039155 (x 5)
039315
(x 5)
037496
039223
039162
(x 5)
039179
(x 5)
039186
(x 5)
039193
(x 5)
039445 (Ohmic)
039216
039339 (Ohmic)
039292
039308
OR
OR
• Ranurado con antorcha MT 125 (6 m : ref. 039506, 12 m : ref. 039513) :
65-85 A
105 A
039223
039131
039148
039155 (x 5)
039216
039261
(x 5)
039278
(x 5)
039254
AJUSTE DE CORRIENTE DE CORTE
Para obtener resultados deseados y garantizar una duración de vida de los consumibles correcta, es importante ajustar la corriente
de forma adecuada a los consumibles (ejemplo 45 A = 45 amperes).
El ajuste se hace simplemente tras las ruedecilla de la pantalla principal.
AJUSTE DE LA PRESIÓN DE AIRE
El NEOCUT 105 viene con un regulador de presión pilotado telefónicamente, el ajuste de la presión se hace tras el IHM (ver paginas siguientes).
Para obtener resultados adecuados y una duración de vida optimizada de los consumibles, es de alta importancia::
- Denir la longitud de la antorcha
- Utilizar el modo adaptado a los consumibles seleccionados
- Utilizar la corriente adecuada a los consumibles seleccionados
- Dejar el ajuste de presión en «auto»

53
NEOCUT 105
ES
Se recomienda vericar que los ajustes entrados en el IHM estén en adecuación con la conguración, particularmente en caso:
- De cambio de punto de conexión o de instalación neumática
- De cambio de longitud de antorcha
- De cambio de tipo de consumible
- De duda
Es posible vericar el circuito neumático gracias la función «prueba aire», esto permite entre otros vericar si la presión suministrada por el com-
presor es suciente (ver paginas siguientes).
SELECCIÓN DEL MODO DE CORTE
Corte / corte con gatillo bloqueado
Utilizar uno de estos modos para realizar trabajos de corte sobre chapa plena.
Al presionar sobre el gatillo se crea el arco, el cual se detiene al soltar el gatillo o por ruptura de arco (el arco se detiene solo).
Para los cortes de gran longitud, es posible utilizar el modo gatillo bloqueado, en este caso el gatillo se puede soltar durante el
corte. Este modo evita la fatiga y permite mantener la mano un poco más alejada de la zona de corte.
Ranurado / Ranurado con gatillo bloqueado
Utilizar uno de estos modos para realizar trabajos de ranurado.
Al presionar sobre el gatillo se crea el arco, el cual se detiene al soltar el gatillo o por ruptura de arco (el arco se detiene solo).
Para los cortes de gran longitud, es posible utilizar el modo gatillo bloqueado, en este caso el gatillo se puede soltar durante el
corte. Este modo evita la fatiga y permite mantener la mano un poco más alejada de la zona de corte.
Corte de chapas abiertas
Utilizar este modo para trabajos de corte sobre chapas abiertas necesitando paradas / re-lanzamientos de corte repetitivos.
Se trata de un modo de corte donde el arco se enciende por si mismo al tanto que el gatillo se mantiene presionado. Este
modo permite un trabajo cómodo ya que evita que el operador tenga que soltar y presionar de nuevo sin cesar el gatillo.
Marcado
Este modo compatible con todos los consumibles de corte funcionan a bajo corriente, permite marca en su supercie las
chapas. Particularmente útil para el corte automatizado para inscribir por ejemplo referencias, números de lotes... este modo
también se puede acceder con una antorcha manual.
1A PUESTA EN MARCHA
Al primer arranque, la maquina le pedirá congurar los parámetros siguientes :
1 2 3
(EN) ENGLISH
(FR) FRANCAIS
(DE) DEUTSCH
(IT) ITALIANO
(ES) ESPANOL
(NL) NEDERLANDS
(RU) RUSSKIY
m. /bar
ft./psi
6.0m/20ft
7.6m/25ft
12.0m/40ft
15.2m/50ft
Idioma Las unidades (m./bar o ft./psi)
Longitud de la antorcha
montada en el producto
Una rotación de la ruedecilla mueve el curso en frente de la selección deseada, un apriete en la
ruedecilla valida la selección.
Nota : En caso de error de introducción de datos, estos parámetros se pueden modicar (ver
menú setup).
Ajuste importante para el buen funciona-
miento del producto. Este dato se utiliza por
el generador para calcular y aplicar la presión
optimizada de funcionamiento.
NAVEGACIÓN EN EL IHM
UTILIZACIÓN DE LA RUEDECILLA
La rotación de la ruedecilla permite :
- un ajuste de un parámetro numérico (corriente, presión)
- el desplazamiento del cursor materializando una selección
El apriete en la ruedecilla
- permite validar una selección (indicado por el cursor)
- acceder a la barra de herramientas desde la pantalla principal o desde la pantalla de ajuste de presión

54
NEOCUT 105
ES
PANTALLA PRINCIPAL (AJUSTE DE LA CORRIENTE) :
5.2 bar
6.0m
105A
1
2
3
4
Esta pantalla se enciende al inicio del producto:
1- Modo de funcionamiento
2- Presión en curso*
3- Longitud de la antorcha seleccionada
4- Corriente
El ajuste de la corriente se realiza directamente desde esta pantalla.
*Una cursor hacia arriba o abajo puede aparecer a la derecha de la presión cuando la presión fue desajustada por el usuario, el curso desparece cuando la presión ajustada
esta optimizada o cuando el ajuste de presión se hace en modo «auto»
BARRA DE HERRAMIENTAS (acceso por un apriete en la ruedecilla)
105A
5.2 bar
Ajuste
1
2
3
4
1- Acceso a la pantalla de selección del modo
2- Acceso a la pantalla principal (ajuste de la corriente)
3- Acceso a la pantalla de ajuste de presión
4- Acceso al menú Setup
SELECCIÓN DEL MODO
CORTE
6 modos son disponibles, para hacer la buena selección referirse al capitulo «selección del modo»
AJUSTE DE LA PRESIÓN
105A
6.0m
AUTO
1
3
4
2
De base, la pantalla se presenta de la siguiente manera :
1- Modo de funcionamiento
2- Corriente
3- Longitud de antorcha
4- Presión*
*La presión esta de base bloqueada en automático (materializado por la inscripción AUTO et el candado cerrado) :
la maquina se carga de ajustar el valor adaptado de presión en función de los varios parámetros (como la corriente,
el modo, la longitud de la antorcha)
105A
6.0m
AUTO
3
Para ir al ajuste de presión de modo manual, hace falta realizar un largo apriete
en la ruedecilla : una cuenta regresiva empezara al lado del candado.
Una relajamiento de la ruedecilla durante la cuenta regresiva anula la acción de
desbloqueado de la presión.

55
NEOCUT 105
ES
105A
6.0m
5.2 bar
Optimo
Al nal de la cuenta regresiva, la pantalla siguiente va a aparecer :
- el candado esta abierto (mostrando que el ajuste esta posible)
- la presión en curso se indica (valor correspondiendo al valor utilizado en modo
automático)
- Un bar-graph acompañado de un valor da la tendencia (el texto « optimal » se
indica cuando el valor seleccionado corresponde perfectamente al valor que seria
utilizado en modo automático)
105A
6.0m
5.2 bar
+0.2
Ejemplo de un ajuste de presión superior al valor optimo de +0.2bar
Para regresar en modo automático, hace falta realizar un largo apriete en la rue-
decilla: una cuenta regresiva empezara al lado del candado.
Al nal de la cuenta regresiva, el ajuste sera en « AUTO » con el candado cerrado.
MENU « SETUP »
CONSUMIBLES
PRUEBA DE AIRE
LONGITUD
REGISTRO
EN FR DE IT...
UNIDADES
SALIDA
CONTADORES
ELECTRODO
0 Cycl./
.0H
TOBERA
0 Cycl./
.0H
REINICIO
SALIDA
1
2
3
4
Esta herramienta permite contar los ciclos y la duración de corte de la tobera así que del electrodo :
1- Numero de ciclos y tiempo cumulado de uso del electrodo
2- Numero de ciclos y tiempo cumulado de uso de la tobera
3- Menu de reinicio de los contadores
4- Regreso al menu Setup
REINICIO DE LOS CONTADORES
RE. ELECTRODO
RE.TOBERA
REINICIO TOTAL
SALIDA
1
2
3
4
Para tener un contador representativo, es necesario reponer el o los contadores
de o d los consumibles remplazados
El menu de reinicio de los contadores ofrece :
1- Reinicio a cero de los contadores del electrodo
2- Reinicio a cero de los contadores de la tobera
3- Reinicio a cero de todos los contadores
4- Regreso a la pantalla precedente
Para efectuar un reinicio seleccionar la linea deseada girando la ruedecilla y efectuar un largo apriete (una cuenta regresiva se
indica a la derecha de la linea seleccionada), al nal de la cuenta el seleccionado se pone a cero.
Un relajamiento de la ruedecilla durante la cuenta anula la acción.
Nota : esta función constituye únicamente una ayuda para el seguimiento del uso de los consumibles. El usuario no esta obli-
gado a utilizar esta función y a reiniciar los contadores a cada cambio de consumibles (no hay bloqueo de la maquina en caso
de un numero de ciclos o de duraciones de uso demasiado importantes)

56
NEOCUT 105
ES
TEST AIRE
CONSIGNA
ENTRADA
SALIDA
=5 bar
=-.-bar
=-.-bar
1
2
3
Esta herramienta permite forzar el air en salida del generador para :
- vaciar el circuito en caso de presencia de humedad en este
- controlar que los resultados del compresor son sucientes
1- Ajuste de la presión de prueba
2- Indicación de la presión a la entrada del producto
3- Indicación de la presión a la salida del producto
Una apriete en la ruedecilla para el aire y regresa al menu Setup.
LONGITUD DE ANTORCHA
6.0m/20ft
7.6m/25ft
12.0m/40ft
15.2m/50ft
Permite ajustar la longitud de la antorcha
Ajuste importante para el buen funcionamiento del producto. Este dato se utiliza por el generador
para calcular y aplicar la presión optimizada de funcionamiento.
LIBRO DE REGISTRO
IND PCB : XX.XX
EVO PCB1 : XX
EVO PCB2 : XX
SOFTWARE : XX.XX
POWER ON : XXX
CUT TIME : XXX.XH
CUT COUNT : XXX
1
2
3
4
5
Visualización del libro de registro :
1- Versión de las tarjetas electrónicas
2- Versión software
3- Contador de arranques de la maquina
4- Tiempo de total de corte
5- Contador de ciclos de cortes
IDIOMA
(EN) ENGLISH
(FR) FRANCAIS
(DE) DEUTSCH
(IT) ITALIANO
(ES) ESPANOL
(NL) NEDERLANDS
(RU) RUSSKIY
Permite cambiar el idioma en curso
UNIDADES
m. /bar
ft./psi
Permite cambiar las unidades en curso :
- Unidades SI : longitud de antorcha exprimida en metros y presión exprimida en bares
- Unidades imperiales: longitud de antorcha exprimida en pies y presión exprimida en PSI

57
NEOCUT 105
ES
DESARROLLO DE UNA SECUENCIA DE CORTE
1- Al apoyar sobre el gatillo se forma un arco: arco piloto. Se trata de un arco de débil potencia que se establece entre el electrodo y la tobera,
permite el cebado sobre la chapa a cortar.
2- Cuando el arco piloto toca la chapa, el cortador de plasma detecta el cebado. El arco circula entonces entre el electrodo y la chapa, el generador
aumentar la corriente hasta el valor ajustado por el operador.
3- A nal de corte (al soltar el gatillo o por ruptura de arco), el arco se detiene, el aire continua saliendo durante varias decenas de segundos para
enfriar la antorcha y sus consumibles.
VISUALIZACIÓN DURANTE EL CORTE
5.0 bar
105A
105A
7.3 bar 152V
1
4
5
6
2 3
1- Recordatorio del modo en curso
2- Medida de la presión a la entrada del producto
3- Medida de la tensión de arco
4- Consigna de corriente
5- Recordatorio de la presión en salida
6- Medida de la corriente
CORTE MANUAL A PARTIR DEL BORDE DE LA PIEZA:
1
Con la pinza de masa jada a la pieza, mantenga el soporte de la antorcha de
forma perpendicular (90º) a la extremidad de la pieza.
2
Presione sobre el gatillo de la antorcha para cebar el arco hasta que se inicie.
3
Cuando se inicie el arco sobre la pieza, desplace la copa de protección sobre la
pieza para continuar el corte. Intente mantener un ritmo regular.
INICIO DE CORTE EN CHAPA NO PERFORADA:
1
Con la pinza de masa jada a la pieza, mantenga la antorcha en un ángulo de
alrededor de 30º sobre la pieza.

58
NEOCUT 105
ES
2
Presione sobre el gatillo de la antorcha para cebar el arco mientras mantiene el
ángulo (30º) respecto a la pieza. Gire lentamente la antorcha hacia una posición
perpendicular (90º).
3
Inmovilice la antorcha mientras se sigue presionando sobre el gatillo. Si las chispas
salen por el inferior de la pieza, el arco a perforado el material.
4
Cuando se inicie el arco sobre la pieza, desplace la copa de protección sobre la pieza para continuar el corte. Intente mantener un ritmo
regular.
RANURADO :
1
Con la pinza de masa jada a la pieza, mantenga la antorcha en un ángulo de alre-
dedor de 45º sobre la pieza, manteniendo la copa especial para ranurado alrededor
de 2mm de la pieza antes de cebar la antorcha.
2
Presione sobre el gatillo de la antorcha para cebar el arco manteniendo el ángulo a
45º sobre la pieza a medida que se penetra en la ranura.
3
Empuje el arco plasma en el sentido de la ranura que desea crear. Mantenga una
distancia mínima entre la copa de protección y el metal fundido para evitar reducir
la duración de vida del consumible o dañar la antorcha.
Velocidad
Ángulo
Distancia
antorcha-pieza
PERFIL DE LA RANURA
Puede variar el perl de la ranura variando la velocidad de la antorcha sobre la pieza,
la distancia antorcha-pieza, el ángulo de la antorcha sobre la pieza y la corriente de
salida del generador de corriente.

59
NEOCUT 105
ES
MODIFICACIÓN DEL PERFIL DE LA RANURA
DESEO
Anchura
Profundidad
Soluciones
Aumentar la
velocidad
Reducir la
velocidad
Aumentar
la distancia
antorcha-
pieza
Reducir la
distancia
antorcha-
pieza
Aumentar el
ángulo
Reducir el
ángulo
Aumentar la
corriente
Reducir la
corriente
SEGURIDAD
Las seguridades previenen del funcionamiento del producto pero son generalmente debidas a un error de manipulación, un olvido por parte del
usuario a un problema de entorno. La tabla que sigue guía al usuario para resolver directamente el problema.
Icono al aparecer de
la seguridad
Icono de
recordatorio
Signicado Soluciones
Falta de antorcha
Antorcha desconectada
Conectar un antorcha. Si el problema sigue cuando una antorcha
esta conectada, haga controlar el cableado de la antorcha o reem-
plazar la antorcha.
Antorcha desconocida
Antorcha non reconocida
Conecta una antorcha compatible con el producto. Si el proble-
ma sigue cuando una antorcha esta conectada, haga controlar el
cableado de la antorcha o reemplazar la antorcha.
Falta de tobera
Boquilla desmontada
Compruebe la presencia de todos los consumibles y revisar la bo-
quilla.
Falta de aire
No hay aire Conecte el aire y verique la presión del compresor
Aire insuficiente
Presión de entrada insuciente
Conecte el aire comprimido, verique la compatibilidad del conector
de aire utilizado, verique que el compresor sea alimentado al nivel
eléctrico.
Entrada en sobrepresion
Presión de entrada demasiado
alta
La presión de entrada esta superior a 9 bares
Desconecte la fuente de aire, controle la presión del compresor,
bajar la presión. Agregue si es necesario un regulador de presión
entre la salida del compresor y la entrada de aire del cortador de
plasma.
Si se muestran los iconos de seguridad anteriores, el corte se prohíbe pero la navegación en el IHM sigue posible
Protección térmica
La maquina esta utilizada por encima de su ciclo de trabajo o a
una temperatura demasiado elevada o en un espacio reducido.
Deje que se enfrié, mejore la ventilación
Sobretension
Sobretensión
Si la sobretensión o la subtension son temporales, el cortador
reiniciara por si mismo después de 15 segundos sin defecto.
En el caso contrario o en el caso de ausencia de fase, haga contro-
lar la instalación eléctrica por un electricista.
Subtension
Subtensión
Fase faltante
Ausencia de fase

60
NEOCUT 105
ES
Reintentar
El arco piloto no se ha estable-
cido
Se debe ciertamente a los consumibles, verique su estado y
cámbielos si es necesario. Vuelva a intentar.
A lo largo de 3 ensayos sin éxito, un código de error aparecerá
(E05 o E06).
Gatillo pulsado
Gatillo presionado al inicio.
Relajar el gatillo de la antorcha para seguir.
Si el gatillo no se presiona físicamente, haga controlar el cableado
de la antorcha.
ANOMALÍAS, CAUSAS Y SOLUCIONES
Las anomalías entrenan una parada inmediata del cortador de plasma, la navegación en el IHM no se permite.
Logo Código Mensaje Causas posibles Soluciones
E00
CTN
Un sensor de temperatura está
dañado o desconectado
Compruebe la conexión de los sensores
y reemplácelos si fuese necesario.
E01
Relevo
El relé de potencia no se cierra Devuelva el producto para reparación
E02
Ventilador
El ventilador no gira
Compruebe si no hay un objeto que
impida la rotación normal del ventilador.
El ventilador no gira a la veloci-
dad correcta
Compruebe la conexión, reemplace el
ventilador si fuese necesario
E03
Regulador aire danado
El regulador de presión no llega
a regular la presión mientras
haya una alimentación de aire
adaptada
Reemplazar el regulador de presión.
Devuelva el producto para reparación
E04
E05
Elect atorado abierto
No hay contacta entre el elec-
trodo y la tobera
Vericar la presencia de los consu-
mibles y de su estado. Remplazarlos si
necesario. Reiniciar la máquina y volver
a intentar.
E06
Elect atorado cerrado
El electrodo no llega a retraerse
Compruebe que el electrodo no está
soldado a la tobera, compruebe que el
electrodo se mueve, cambie los consu-
mibles si fuese necesario.
E24
EEPROM/12C
Fallo de memoria interna. Devuelva el producto para reparación
- -
El arco se detiene al cabo de 3
segundos de corte
No se detecta corriente en la
pinza de masa
Compruebe que la pinza de masa esté
bien conectada sobre la pieza a cortar
sobre una zona limpia (ausencia de
óxido, pintura o grasas).
- -
El aparato no se enciende. No hay alimentación eléctrica
Compruebe que el cable eléctrico del
producto está bien conectado en la
toma de corriente y que el conmutado
de encendido apagado está en la posi-
ción de encendido.
- -
Compruebe que el disyuntor no se haya
activado.
- - El arco-piloto se corta rápidamente Consumibles desgastados
Compruebe el estado de los consu-
mibles y reemplácelos si estuvieran
desgastados.
- -
El arco se corta durante el corte
Velocidad de corte demasiado
baja en chapas nas
Reduzca la corriente / aumente la velo-
cidad de desplazamiento.
- -
Contacto de la pinza de masa de
mala calidad.
Compruebe que la pinza de masa esté
bien conectada sobre la pieza a cortar
sobre una zona limpia (ausencia de
óxido, pintura o grasas).
- -
Altura de corte demasiado
elevada
Utilice un soporte de corte y mantén-
galo en contacto con la pieza a cortar.
- -
Desgaste prematuro de los consu-
mibles
Corriente de corte inapropiada
para los consumibles empleados.
Compruebe la sección "Ajuste de cor-
riente de corte".
- - Presión de aire inapropiada
Compruebe la sección "Ajuste de la
presión de aire".
- - Aire húmedo
Limpie los ltros de aire del equipo y
de la red de aire comprimido. Añada el
ltro de aire adicional ref. 039728.

61
NEOCUT 105
ES
GARANTÍA
La garantía cubre todos los defectos o vicios de fabricación durante 2 años, a partir de la fecha de compra (piezas y mano de obra)
La garantía no cubre:
• Todas las otras averías resultando del transporte
• El desgaste normal de las piezas (cables, pinzas…)
• Los incidentes resultando de un mal uso (error de alimentación, caída, desmontaje)
• Los fallos relacionados con el entorno (polución, oxidación, polvo…)
En caso de fallo, regresen la maquina a su distribuidor, adjuntando:
• Un justicativo de compra con fecha (recibo, factura…)
• Una nota explicativa del fallo.

62
NEOCUT 105
RU
ПРАВИЛА БЕЗОПАСНОСТИ
ОБЩИЕ УКАЗАНИЯ
Эти указания должны быть прочтены и поняты до начала сварочных работ.
Изменения и ремонт, не указанные в этой инструкции, не должны быть предприняты.
Производитель не несет ответственности за травмы и материальные повреждения связанные с несоответствующим данной инструкции
использованием аппарата. В случае проблемы или сомнений, обратитесь к квалифицированному специалисту для правильного использования
установки.
ОКРУЖАЮЩАЯ СРЕДА
Это оборудование должно быть использовано исключительно для резки, ограничиваясь указаниями заводской таблички и/или инструкции.
Необходимо соблюдать директивы по мерам безопасности. В случае ненадлежащего или опасного использования производитель не несет
ответственности.
Аппарат должен быть установлен в помещении без пыли, кислоты, возгораемых газов, или других коррозийных веществ. Такие же условия
должны быть соблюдены для его хранения. Убедитесь в присутствии вентиляции при использовании аппарата.
Температурные пределы:
Использование: от -10 до +40°C (от +14 до +104°F).
Хранение: от -20 до +55°C (от -4 до 131°F).
Влажность воздуха:
50% или ниже при 40°C (104°F).
90% или ниже при 20°C (68°F).
Высота над уровнем моря:
До 1000м высоты над уровнем моря (3280 футов).
ИНДИВИДУАЛЬНАЯ ЗАЩИТА И ЗАЩИТА ОКРУЖАЮЩИХ
Резка может быть опасной и вызвать тяжелые и даже смертельные ранения.
Операции резки подвергают пользователя воздействию опасного источника тепла, светового излучения дуги, электромагнитных полей
(особое внимание лицам, имеющим электрокардиостимулятор), риску поражения электрическим током, сильному шуму и выделениям газа.
Что бы правильно защитить себя и защитить окружающих, соблюдайте следующие правила безопасности:
Чтобы защитить себя от ожогов и облучения при работе с аппаратом, надевайте сухую рабочую защитную одежду (в
хорошем состоянии) из огнеупорной ткани, без отворотов, которая покрывает полностью все тело.
Работайте в защитных рукавицах, обеспечивающие электро- и термоизоляцию.
Используйте средства защиты для резки и/или шлем для сварки соответствующего уровня защиты (в зависимости от
использования). Защитите глаза при операциях очистки. Ношение контактных линз воспрещается.
В некоторых случаях необходимо окружить зону огнеупорными шторами, чтобы защитить зону резки от излучений дуги,
брызг и накаленного шлака.
Предупредите окружающих не смотреть на излучения дуги и расплавленные детали и надевать защитную рабочую одежду.
Носите наушники против шума, если процесс резки достигает звукового уровня выше дозволенного (это же относится ко
всем лицам, находящимся в зоне сварки).
Держите руки, волосы, одежду подальше от подвижных частей (двигатель, вентилятор…).
Никогда не снимайте защитный корпус с системы охлаждения, когда источник под напряжением. Производитель не несет
ответственности в случае несчастного случая.
Только что разрезанные детали горячи и могут вызвать ожоги при контакте с ними. Во время техобслуживания горелки
убедитесь, что она достаточно охладилась и подождите как минимум 10 минут перед началом работ. При использовании
горелки с жидкостным охлаждением система охлаждения должна быть включена, чтобы не обжечься жидкостью.
Очень важно обезопасить рабочую зону перед тем, как ее покинуть, чтобы защитить людей и имущество.
СВАРОЧНЫЕ ДЫМ И ГАЗ
Выделяемые при резке дым, газ и пыль опасны для здоровья. Вентиляция должна быть достаточной, и может потребоваться
дополнительная подача воздуха. При недостаточной вентиляции можно воспользоваться маской сварщика-респиратором.
Проверьте, чтобы всасывание воздуха было эффективным в соответствии с нормами безопасности.

63
NEOCUT 105
RU
Будьте внимательны: резка в небольших помещениях требует наблюдения на безопасном расстоянии. Кроме того, резка некоторых металлов,
содержащих свинец, кадмий, цинк, ртуть или даже бериллий, может быть чрезвычайно вредной. Следует очистить от жира детали перед
резкой.
Газовые баллоны должны храниться в открытых или хорошо проветриваемых помещениях. Они должны быть в вертикальном положении и
закреплены на стойке или тележке. Ни в коем случае не занимайтесь дуговой резкой вблизи жира или краски.
РИСК ПОЖАРА И ВЗРЫВА
Полностью защитите зону резки. Возгораемые материалы должны быть удалены как минимум на 11 метров.
Противопожарное оборудование должно находиться вблизи проведения работ дуговой резки.
Осторожно с брызгами горячего материала или искр, даже через щели. Они могут повлечь за собой пожар или взрыв.
Удалите людей, возгораемые предметы и все емкости под давлением на безопасное расстояние.
Ни в коем случае осуществляйте дуговой резки в контейнерах или закрытых трубах. В случае, если они открыты, то их нужно освободить от
всех взрывчатых или возгораемых веществ (масло, топливо, остаточные газы …).
Шлифовальные работы не должны быть направлены в сторону источника тока резки или в сторону возгораемых материалов.
ЭЛЕКТРИЧЕСКАЯ БЕЗОПАСНОСТЬ
Используемая электрическая сеть должна обязательно быть заземленной. Соблюдайте калибр предохранителя указанный
на аппарате.
Электрический разряд может вызвать прямые или косвенные ранения, и даже смерть.
Никогда не дотрагивайтесь до частей под напряжением как внутри, так и снаружи источника, когда он под напряжением (горелки, зажимы,
кабели), т.к. они подключены к цепи резки.
Перед тем, как открыть источник, его нужно отключить от сети и подождать 2 минуты, для того, чтобы все конденсаторы разрядились.
Никогда не дотрагивайтесь одновременно до горелки и до зажима массы.
Если кабели, горелки повреждены, попросите квалифицированных и уполномоченных специалистов их заменить. Размеры сечения кабелей
должны соответствовать применению. Всегда носите сухую одежду в хорошем состоянии для изоляции от цепи резки. Носите изолирующую
обувь независимо от той среды, где вы работаете.
КЛАССИФИКАЦИЯ ЭЛЕКТРОМАГНИТНОЙ СОВМЕСТИМОСТИ
Это оборудование класса A не подходит для использования в жилых кварталах, где электрический ток подается
общественной системой питания низкого напряжения. В таких кварталах могут возникнуть трудности обеспечения
электромагнитную совместимость из-за кондуктивных и индуктивных помех на радиочастоте.
Этот аппарат соответствует норме CEI 61000-3-11.
Этот аппарат не соответствует директиве CEI 61000-3-12 и предназначен для работы от частных электросетей,
подведенных к общественным электросетям только среднего и высокого напряжения. Специалист, установивший
аппарат, или пользователь, должны убедиться, обратившись при надобности к организации, отвечающей за
эксплуатацию системы питания, в том, что он может к ней подключиться.
МАГНИТНЫЕ ПОЛЯ
Электрический ток, проходящий через любой проводник вызывает локализованные электромагнитные поля (EMF). Ток
резки вызывает электромагнитное поле вокруг цепи резки и оборудования резки.
Электромагнитные поля EMF могут создать помехи для некоторых медицинских имплантатов, например электрокардиостимуляторов. Меры
безопасности должны быть приняты для людей, носящих медицинские имплантаты. Например: ограничение доступа для прохожих или
оценка индивидуального риска для пользователей.
Чтобы свести к минимуму воздействие электромагнитных полей электрической цепи, пользователи должны следовать следующим указаниям:
• кабели должны находиться вместе; если возможно соедините их хомутом;
• ваше туловище и голова должны находиться как можно дальше от электрической цепи;
• не обматывайте кабели вокруг вашего тела;
• ваше тело не должно быть расположено между кабелями. Оба кабеля должны быть расположены по одну сторону от вашего тела;
• закрепите кабель заземления на детали как можно ближе с зоне резки;
• не работаете рядом, не сидите и не облокачивайтесь на источник тока;
• не используйте источник тока, когда вы переносите его.
Лица, использующие электрокардиостимуляторы, должны проконсультироваться у врача перед работой с данным
оборудованием.
Воздействие электромагнитного поля в процессе сварки может иметь и другие, еще не известные науке, последствия
для здоровья.

64
NEOCUT 105
RU
РЕКОМЕНДАЦИИ ДЛЯ ОЦЕНКИ СРЕДЫ И УСТАНОВКИ СВАРОЧНОГО ОБОРУДОВАНИЯ
Пользователь отвечает за установку и использование установки ручной дуговой резки, следуя указаниям производителя. При обнаружении
электромагнитных излучений пользователь аппарата ручной дуговой резки должен разрешить проблему с помощью технической поддержки
производителя. В некоторых случаях это корректирующее действие может быть достаточно простым, например заземление электрической
цепи. В других случаях возможно потребуется создание электромагнитного экрана вокруг источника тока и всей детали путем монтирования
входных фильтров. В любом случае электромагнитные излучения должны быть уменьшены так, чтобы они больше не создавали помех.
Оценка зоны резки
Перед установкой оборудования дуговой резки пользователь должен оценить возможные электромагнитные проблемы, которые могу
возникнуть в окружающей среде. Следующие моменты должны быть приняты во внимание:
а) наличие над, под или рядом с оборудованием для дуговой резки, других кабелей питания, управления, сигнализации и телефона;
b) приемники и передатчики радио и телевидения;
c) компьютеров и других устройств управления;
d) оборудование для безопасности, например, защита промышленного оборудования;
e) здоровье находящихся по-близости людей, например, использующих кардиостимуляторы и устройства от глухоты;
f) инструмент, используемый для калибровки или измерения;
g) помехоустойчивость другого оборудования, находящегося поблизости.
Пользователь должен убедиться в том, что все аппараты в помещении совместимы друг с другом. Это может потребовать соблюдения
дополнительных мер защиты:
h) определенное время дня, когда сварка или другие работы можно будет выполнить.
Размеры рассматриваемой зоны сварки зависят от структуры здания и других работ, которые в нем проводятся. Рассматриваемая зона может
простираться за пределы размещения установки.
Оценка установки для резки
Помимо оценки зоны, оценка аппаратов дуговой резки может помочь определить и решить случаи электромагнитных помех. Оценка
излучений должна учитывать измерения в условиях эксплуатации, как это указано в Статье 10 CISPR 11:2009. Измерения в условиях
эксплуатации могут также позволить подтвердить эффективность мер по смягчению воздействия.
РЕКОМЕНДАЦИИ ПО МЕТОДИКЕ СНИЖЕНИЯ ЭЛЕКТРОМАГНИТНОГО ИЗЛУЧЕНИЯ
a. Общественная система питания: аппарат дуговой резки нужно подключить к общественной сети питания, следуя рекомендациям
производителя. В случае возникновения помех возможно будет необходимо принять дополнительные предупредительные меры, такие
как фильтрация общественной системы питания. Возможно защитить шнур питания аппарата с помощью экранизирующей оплётки, либо
похожим приспособлением (в случае если аппарат дуговой резки постоянно находится на определенном рабочем месте). Необходимо
обеспечить электрическую непрерывность экранизирующей оплётки по всей длине. Необходимо подсоединить экранизирующую оплётку к
источнику тока для обеспечения хорошего электрического контакта между шнуром и корпусом источника тока.
b. Техобслуживание аппарата дуговой резки: аппарат дуговой резки необходимо периодически обслуживать согласно рекомендациям
производителя. Необходимо, чтобы все доступы, люки и откидывающиеся части корпуса были закрыты и правильно закреплены, когда
аппарат дуговой резки готов к работе или находится в рабочем состоянии. Необходимо, чтобы аппарат дуговой резки не был переделан
каким бы то ни было образом, за исключением настроек, указанных в руководстве производителя. В частности, следует отрегулировать и
обслуживать искровой промежуток дуги устройств поджига и стабилизации дуги в соответствии с рекомендациями производителя.
c. Силовые кабели : кабели должны быть как можно короче и помещены друг рядом с другом вблизи от пола или на полу.
d. Эквипотенциальные соединения: необходимо обеспечить соединение всех металлических предметов окружающей зоны. Тем не менее,
металлические предметы, соединенные с рабочей деталью увеличивают риск для пользователя удара электрическим током, если он
одновременно коснется этих металлических предметов и электрода. Оператор должен быть изолирован он таких металлических предметов.
e. Заземление детали: В случае, если деталь не заземлена по соображениям электрической безопасности или в силу своих размеров и
своего расположения, как, например, в случае корпуса судна или металлоконструкции промышленного объекта, то соединение детали с
землей, может в некоторых случаях, но не систематически, сократить выбросы. Необходимо избегать заземление деталей, которые могли бы
увеличить для пользователей риски ранений или же повредить другие электроустановки. При надобности, следует напрямую подсоединить
деталь к земле, но в некоторых странах, которые не разрешают прямое подсоединение, его нужно сделать с помощью подходящего
конденсатора, выбранного в зависимости от национального законодательства.
f. Защита и экранизирующая оплётка: выборочная защита и экранизирующая оплётка других кабелей и оборудования, находящихся в
близлежащем рабочем участке, поможет ограничить проблемы, связанные с помехами. Защита всей сварочной зоны может рассматриваться
в некоторых особых случаях.
ТРАНСПОРТИРОВКА И ТРАНЗИТ ИСТОЧНИКА СВАРОЧНОГО ТОКА
Источник сварочного тока оснащен ручками для транспортировки, позволяющими переносить аппарат. Будьте
внимательны: не недооценивайте вес аппарата. Ручки не могут быть использованы для строповки.
Не пользуйтесь кабелями или горелкой для переноса источника тока. Его можно переносить только в
вертикальном положении.
Не переносить источник тока над людьми или предметами.

65
NEOCUT 105
RU
УСТАНОВКА АППАРАТА
• Поставьте источник тока резки на пол, максимальный наклон которого 10°.
• Предусмотрите достаточно большое пространство для хорошего проветривания источника тока и доступа к управлению.
• Не использовать в среде содержащей металлическую пыль-проводник.
• Источник тока резки должен быть укрыт от проливного дождя и не стоять на солнце.
Оборудование имеет класс защиты IP23, что означает:
- Защиту от попадания в опасные зоны твердых тел диаметром ≥12,5мм и,
- Защиту против капель дождя, направленных под углом 60° относительно вертикали.
Это оборудование может быть использовано вне помещения соответственно классу защиты IP23.
Шнур питания, удлинитель и кабель резки должны полностью размотаны во избежание перегрева.
Производитель не несет ответственности относительно ущерба, нанесенного лицам или предметам, из-за неправильного
и опасного использования этого оборудования.
ОБСЛУЖИВАНИЕ / РЕКОМЕНДАЦИИ
• Техническое обслуживание должно производиться только квалифицированным специалистом. Советуется проводить
ежегодное техобслуживание.
• Отключите питание, выдернув вилку из розетки, и подождите 2 минуты перед тем, как приступить к техобслуживанию.
Внутри аппарата высокие и опасные напряжение и ток.
• Регулярно проверяйте состояние шнура питания. Если шнур питания поврежден, он должен быть заменен производителем, его сервисной
службой или квалифицированным специалистом во избежание опасности.
• Оставляйте отверстия источника сварочного тока свободными для прохождения воздуха.
• Убедитесь, что корпус горелки не поврежден: нет ни трещин ни незащищенных проводов.
• Проверьте, что расходники правильно установлены и не слишком изношены.
Уход за воздушным фильтром:
Слив содержимого фильтрационной емкости:
• Отключите подачу воздуха.
• Ослабьте кран в нижней части резервуара фильтра, повернув его против часовой стрелки.
• Нажмите на кран вверх, чтобы слить воду из бака.
• Затяните кран в нижней части резервуара фильтра, повернув его по часовой стрелке.
Разборка фильтрующего элемента:
• Отключите подачу воздуха.
• Возьмитесь за бак и открутите его от корпуса, повернув его против часовой стрелки.
• Фильтрующий элемент (белый) можно продуть или заменить в зависимости от его состояния.
Сборка фильтрующего элемента:
• Вставьте фильтрующий элемент обратно в резервуар, проверьте наличие уплотнительного кольца в верхней части.
• Прикрутите бак обратно к корпусу, повернув его по часовой стрелке.
УСТАНОВКА И ПРИНЦИП ДЕЙСТВИЯ
Только опытный и уполномоченный производителем специалист может осуществлять установку. Во время установки убедитесь, что источник
отключен от сети.
В НАБОРЕ ПОСТАВЛЯЮТСЯ
NEOCUT 105
арт. 063044 арт. 063112
4 m - 16 mm²
пневматические соединения
8 mm + 10 mm 8 mm + 10 mm
6 m
-
начальный комплект
-
Аксессуары, поставляемые с источником, необходимо использовать исключительно с этим аппаратом.
ОПИСАНИЕ
Cutter 70T - это трехфазный источник тока плазменной резки и строжки, позволяющий:
- резку всех типов металла
- строжку всех металлов
Эти оба метода требуют использование соответствующих расходных комплектующих, а также сжатого воздуха или азота.

66
NEOCUT 105
RU
ОПИСАНИЕ АППАРАТА (FIG. 1)
1- Экран 7- Переносные ручки.
2- Колесико регулировки 8- Место для пневматического разъема
3- Гнездо разъема зажима массы 9- Шнур питания
4- Коннектор горелки плазменной резки 10- Переключатель ВКЛ/ВЫКЛ
5-
Отсек для установки аналогового разъема ЧПУ 1
(опционально, арт. 039988)
11- Фильтр
6-
Отсек для установки аналогового разъема ЧПУ 2
(опционально, арт. 064737)
ЭЛЕКТРОПИТАНИЕ / ВКЛЮЧЕНИЕ
• Это оборудование поставляется укомплектованным с вилкой 32 A типа EN 60309-1 и оно должно быть подключено исключительно к
трехфазной электрической установке 400В (50-60 Гц) с четырьмя проводами и с заземленным нулевым проводом.
• Эффективное значение потребляемого тока (I1eff) для использования в максимальных условиях указано на аппарате. Проверьте что
питание и его защиты (плавкий предохранитель и/или прерыватель) совместимы с током, необходимым для работы аппарата. В некоторых
странах возможно понадобится поменять вилку для использования при максимальных условиях.
• Источник тока предназначен для работы при электрическом напряжении 400В +/- 15%. В источнике срабатывает защита, если напряжение
питания ниже 340Veff или выше 460Veff (на дисплее появится код ошибки).
• Запуск производится поворотом переключателя вкл/выкл (FIG 1 - 10) на положение I и, наоборот, остановка производится поворотом на
положение 0. Внимание! Никогда не отключайте питание, когда аппарат под нагрузкой.
ПОДКЛЮЧЕНИЕ К ЭЛЕКТРОГЕНЕРАТОРУ
Этот аппарат может работать от электрогенераторов при условии, что вспомогательная мощность отвечает следующим требованиям :
- Напряжение должно быть переменным с эффективным значением 400Vac ±15%, и с пиковым напряжением ниже 700В,
- Частота должна быть 50 - 60 Гц.
Очень важно проверить эти условия, т.к. многие электрогенераторы выдают пики напряжения, которые могут повредить аппараты.
ИСПОЛЬЗОВАНИЕ УДЛИНИТЕЛЯ
Удлинители должны иметь размер и сечение в соответствии с напряжением аппарата.
Используйте удлинитель, отвечающий нормам вашей страны.
Напряжение на входе Сечение удлинителя (<45м)
400 V 4 mm²
ПОДАЧА ВОЗДУХА
Подача воздуха может осуществляться компрессором или баллонами высокого давления. В любом случае необходимо использовать манометр
высокого давления, который должен быть способен подавать газ к диффузору плазмореза. Эти аппараты имеют встроенный воздушный
фильтр (5μm), но в зависимости от качества используемого воздуха может понадобится дополнительная очистка(фильтр для примеси в
опции, арт. 039728).
Если воздух плохого качества, то скорость резки и потенциальная толщина резки уменьшаются, качество резки понижается,
а срок службы расходников сокращается.
Для оптимальной производительности сжатый воздух должен соответствовать стандарту ISO8573-1, класс 1.2.2. Максимальный предел
испарения должен быть - 40 °C.
Максимальное содержание масел (аэрозоль, жидкость и пар) должно быть 0.1 мг/м3.
Подсоедините подачу газа к источнику тока с помощью шланга для
инертного газа внутреннего диаметра 9,5 мм и быстроразъемного
соединителя.
Давление не должно превышать 9 бар, тк резервуар
фильтра может взорваться.
Рекомендованное входное давление во время циркуляции воздуха от 5 до 9 бар при минимальном расходе 305 л/мин.

67
NEOCUT 105
RU
ВЫБОР РАСХОДНЫХ КОМПЛЕКТУЮЩИХ
• Ручная резка с помощью горелки MT 125 (6 м: арт. 039506, 12м - арт 039513) :
Fine Cut
45 A
45 A
65 A
85 A
105 A
039131
039148
039155 (x 5)
039315
(x 5)
039230
039247
039216
039223
039162
(x 5)
039179
(x 5)
039186
(x 5)
039193
(x 5)
039322
• Автоматическая резка горелкой AT 125 (6 м : арт. 038479, 12 м : арт. 039520) :
Fine Cut
45 A
45 A
65 A
85 A
105 A
039131
039148
039155 (x 5)
039315
(x 5)
037496
039223
039162
(x 5)
039179
(x 5)
039186
(x 5)
039193
(x 5)
039445 (Ohmic)
039216
039339 (Ohmic)
039292
039308
OR
OR
• Строжка с помощью горелки MT 125 (6 м : арт. 039506, 12 м : арт. 039513) :
65-85 A
105 A
039223
039131
039148
039155 (x 5)
039216
039261
(x 5)
039278
(x 5)
039254
РЕГУЛИРОВКА ТОКА РЕЗКИ
Чтобы получить ожидаемую производительность и гарантировать правильный срок службы расходных материалов,
обязательно установите ток в соответствии со значением, указанным на расходных материалах (например, 45 А = 45 А).
Регулировка выполняется с помощью крутящаяся кнопки на главном экране.
РЕГУЛИРОВКА ДАВЛЕНИЯ ВОЗДУХА
NEOCUT 105 оснащен регулятором давления с электронным управлением, регулировка давления осуществляется через ЧМИ (см.
Следующие страницы).
Для достижения оптимальной производительности и срока службы расходных материалов очень важно:
- определить правильную длину горелки
- использовать режим, адаптированный к выбранным расходным материалам
- использовать ток, подходящий для выбранных расходных материалов
- оставить настройку давления на «авто»

68
NEOCUT 105
RU
Рекомендуется проверить, что параметры, введенные в HMI, соответствуют фактической конфигурации, в частности, в случае:
- смена точки подключения или пневматическая установка
- изменение длины резака
- изменение типа расходных материалов
- сомнения
Можно проверить пневматический контур с помощью функции «воздушный тест», что позволяет, помимо прочего, проверить, достаточно
ли давления, подаваемого компрессором (см. Следующие страницы).
ВЫБОР МЕТОДА РЕЗКИ
Резка / резка с заблокированным курком
Используйте один из этих двух режимов, чтобы выполнить резку на сплошном листе.
Нажатие на триггер создает дугу, а остановка производится либо отпусканием триггера, либо «прочисткой отверстия»
(дуга затухает сама собой).
Для длинных срезов можно использовать заблокированный режим триггера, в этом случае триггер можно отпустить во
время резки. Благодаря этому режиму оператор не устает и может держать руку в отдалении от зоны резки.
Строжка / Строжка с заблокированным спусковым крючком
Используйте один из этих двух режимов, чтобы выполнить свою работу по строжке.
Нажатие на триггер создает дугу, а остановка производится либо отпусканием триггера, либо «прочисткой отверстия»
(дуга затухает сама собой).
Для длинных срезов можно использовать заблокированный режим триггера, в этом случае триггер можно отпустить во
время резки. Благодаря этому режиму оператор не устает и может держать руку в отдалении от зоны резки.
Резка перфорированных листов
Используйте этот режим для выполнения работ по резке перфорированных листов, требующих повторных остановок /
возобновлений резки.
Это режим резки, при котором дуга сбрасывается сама по себе, пока спусковой крючок удерживается нажатым. Этот
режим позволяет работать в комфортных условиях, тк нет надобности все время отпускать и снова нажимать на
триггер.
Маркировка
Этот режим, совместимый со всеми режущими расходными материалами, работает при слабом токе, он позволяет
маркировать листы на поверхности. Особенно полезно для автоматической резки, чтобы зарегистрировать, например,
ссылки, номера партий ... этот режим также доступен с ручной горелкой.
ПЕРВОЕ ВКЛЮЧЕНИЕ
При первом запуске аппарат попросит настроить следующие параметры:
1 2 3
(EN) ENGLISH
(FR) FRANCAIS
(DE) DEUTSCH
(IT) ITALIANO
(ES) ESPANOL
(NL) NEDERLANDS
(RU) RUSSKIY
m. /bar
ft./psi
6.0m/20ft
7.6m/25ft
12.0m/40ft
15.2m/50ft
Язык Единицы (m./bar ou ft./psi)
Длина горелки
установленной на аппарате
Вращение колеса перемещает курсор перед желаемым выбором, нажатие колеса
подтверждает выбор.
Примечание. В случае ошибки ввода эти параметры можно изменить (см. Меню
настройки).
Важные настройки для правильного
функционирования аппарата. Эти данные
используются генератором для расчета
и применения оптимального рабочего
давления.
НАВИГАЦИЯ В IHM
ИСПОЛЬЗОВАНИЕ КОЛЕСИКА
Вращение колеса позволяет
- настройку цифрового параметра (ток, напряжение)
- перемещение курсора материализует выделение
Нажатие на колесо
- подтверждает выбор (на который указывает курсор)
- получить доступ к панели инструментов с главного экрана или с экрана настройки давления

69
NEOCUT 105
RU
ГЛАВНЫЙ ЭКРАН (НАСТРОЙКА ТОКА):
5.2 bar
6.0m
105A
1
2
3
4
Этот экран отображается при запуске машины:
1- Режим работы
2- Давление в процессе *
3- выбранная длина резака
4- Ток
Регулировка тока осуществляется прямо с этого экрана.
* Стрелка, указывающая вверх или вниз, может появиться справа от давления, когда давление было отрегулировано пользователем, стрелка исчезает, когда
установленное давление оптимально или когда настройка давления установлена в режиме «Авто»
ПАНЕЛЬ ИСНТРУМЕНТОВ (доступ нажатием колеса)
105A
5.2 bar
Setup
1
2
3
4
1- Доступ к экрану выбора режима
2- Доступ к главному экрану (текущая настройка)
3- Доступ к экрану настройки давления
4- Доступ к меню настройки
ВЫБОР РЕЖИМА
REZKA
Доступно 6 режимов. Чтобы сделать правильный выбор, обратитесь к разделу «Выбор режима».
РЕГУЛИРОВКА ДАВЛЕНИЯ
105A
6.0m
AUTO
1
3
4
2
По умолчанию экран выглядит так:
1- Режим работы
2- Текущий
3- Длина горелки
4- Давление *
* Давление по умолчанию блокируется автоматически (материализуется надписью AUTO и закрытым замком):
машина отвечает за установку правильного значения давления в соответствии с различными параметрами
(такими как ток, режим, длина горелки)
105A
6.0m
AUTO
3
Чтобы переключить настройку давления в ручном режиме, необходимо
сделать длинное нажатие на циферблат: рядом с замком начнется обратный
отсчет.
Отпускание колесика во время обратного отсчета отменяет действие сброса
давления.

70
NEOCUT 105
RU
105A
6.0m
5.2 bar
optimal
В конце обратного отсчета появится следующий экран:
- замок открыт (символизирует возможность регулировки)
- отображается текущее давление (значение соответствует значению,
используемому в автоматическом режиме)
- Гистограмма, сопровождаемая значением, задает тенденцию (текст
«оптимальный» отображается, когда выбранное значение полностью
соответствует значению, которое будет использоваться в автоматическом
режиме)
105A
6.0m
5.2 bar
+0.2
Пример настройки давления выше оптимального значения + 0,2 бар
Чтобы вернуться к автоматической настройке, необходимо сделать длинное
нажатие на циферблат: рядом с замком начнется обратный отсчет.
В конце обратного отсчета настройка будет в «АВТО» с заблокированным
замком.
МЕНЮ «НАТРОЙКИ»
SCHETCHIKI
TEST VOZDUKH
DLINA GORELKI
ZHURNAL
EN FR DE IT...
YED. IZMERENIYA
VYKHOD
СЧЕТЧИКИ
ELEKTROD
0 Cycl./
.0H
SOPLO
0 Cycl./
.0H
SBROS
VYKHOD
1
2
3
4
Этот инструмент позволяет подсчитать количество циклов и время резки сопла, а также
электрода:
1- количество циклов и суммарное время использования электрода
2- Количество циклов и совокупное время использования насадки
3- Меню сброса счетчика
4- Вернитесь в меню настроек
Сброс счетчиков
SBROS ELEKTROD
SBROS SOPLO
OBNULIT VSE
VYKHOD
1
2
3
4
Чтобы иметь репрезентативное количество, необходимо установить счетчик
замененных расходных материалов.
Меню сброса счетчика предлагает:
1- Сброс счетчиков электродов
2- Сброс счетчиков форсунок
3- Сбросить все счетчики
4- Возврат к предыдущему экрану
Для сброса выберите нужную строку, повернув колесико, и сделайте длинное нажатие (счет отображается справа от
выбранной строки), в конце счет выбранный сбрасывается.
Отпускание колеса во время обратного отсчета отменяет действие.
Примечание: эта функция служит только для контроля износа расходных материалов. Пользователь не обязан
использовать эту функцию и тем более сбрасывать счетчики на ноль при каждой смене расходных материалов (в
случае слишком большого количества циклов или продолжительности использования не происходит блокировки
машины).

71
NEOCUT 105
RU
ВОЗДУШНЫЙ ТЕСТ
VELICHINA
VKHOD
VYKHOD
=5 bar
=-.-bar
=-.-bar
1
2
3
Этот инструмент позволяет вдувать воздух из генератора:
- продуйте цепь, если в ней есть влага
- проверьте, достаточна ли производительность компрессора
1- Регулировка испытательного давления
2- Отображение давления на входе продукта
3- Отображение давления на выходе из продукта
Нажатие на ручку отключает воздух и возвращает в меню настройки.
ДЛИНА ГОРЕЛКИ
6.0m/20ft
7.6m/25ft
12.0m/40ft
15.2m/50ft
Позволяет изменить длину горелки
Важные настройки для правильного функционирования аппарата. Эти данные используются
генератором для расчета и применения оптимального рабочего давления.
ЖУРНАЛ
IND PCB : XX.XX
EVO PCB1 : XX
EVO PCB2 : XX
SOFTWARE : XX.XX
POWER ON : XXX
CUT TIME : XXX.XH
CUT COUNT : XXX
1
2
3
4
5
Отображение журнала:
1- версия электронных карт
2- версия программного обеспечения
3- Количество включения аппарата
4- Общее время резки
5- Количество циклов резки
ЯЗЫК
(EN) ENGLISH
(FR) FRANCAIS
(DE) DEUTSCH
(IT) ITALIANO
(ES) ESPANOL
(NL) NEDERLANDS
(RU) RUSSKIY
Позволяет изменить текущий язык
ЕДИНИЦЫ
m. /bar
ft./psi
Позволяет изменить текущие единицы измерения:
- Единицы СИ: длина горелки в метрах и давление в барах
- Английская система мер: длина горелки в футах и давление в фунтах на квадратный дюйм

72
NEOCUT 105
RU
КАК ПРОХОДИТ ОПЕРАЦИЯ РЕЗКИ
1- При нажатии на триггер возбуждается дуга: она называется дежурной дугой. Это дуга малой мощности между электродом и насадкой.
Она позволяет поджиг на поверхности, которую надо разрезать.
2- Когда дежурная дуга касается металла, аппарат плазменной резки распознает поджиг. Дуга перемещается между электродом и
металлом, источник наращивает ток до величины, настроенной оператором.
3- В конце резки (отпускание триггера или продувка) дуга затухает, воздух продолжает выходить в течение нескольких десятков секунд,
чтобы охладить горелку и расходники.
ОТОБРАЖЕНИЕ ВО ВРЕМЯ РЕЗКИ
5.0 bar
105A
105A
7.3 bar 152V
1
4
5
6
2 3
1- Напоминание о текущем режиме
2- Измерение давления на входе
3- Измерение напряжения дуги
4- Текущая уставка
5- Напоминание давления на выходе
6- Измерение тока
РУЧНАЯ РЕЗКА ОТ КРАЯ ДЕТАЛИ:
1
После закрепления массы на деталь держите подошву горелки
перпендикулярно (90°) к краю детали.
2
Нажмите на триггер горелки для поджига дуги до тех пор, пока эта дуга не
начнет прорезать деталь.
3
Как только деталь прорезана, слегка протащите подошву по детали для
продолжения реза. Старайтесь держать равномерный ритм.
НАЧАЛО РЕЗКИ СПЛОШНОЙ ЗАГОТОВКИ:
1
После закрепления массы на деталь держите горелку под углом примерно 30°
к детали.

73
NEOCUT 105
RU
2
Нажмите на триггер горелки для поджига дуги, продолжая удерживать наклон
(30°) относительно детали. Медленно поверните горелку в перпендикулярное
положение (90°).
3
Остановите горелку, продолжая нажимать на триггер. Если искры выходят из-
под детали, то дуга прожгла металл.
4
Как только деталь прорезана, слегка протащите подошву по детали для продолжения реза. Старайтесь держать равномерный
ритм.
СТРОЖКА:
1
После закрепления массы на деталь держите горелку под углом около 45° к
детали, удерживая при этом специальную подошву для строжки на расстоянии
примерно 2 мм от детали перед тем, как начать поджиг.
2
Нажмите на триггер горелки для поджига дуги, продолжая удерживать наклон
(45°) относительно детали по мере проникновения в канавку.
3
Направляйте плазменную дугу туда, где вы хотите создать канавку. Держите
минимальное расстояние между подошвой горелки и расплавленным металлом
во избежание сократить срок службы расходника или повредить горелку.
Скорость
Угол
Расстояние
горелка-деталь
ПРОФИЛЬ КАНАВКИ
Вы можете менять профиль канавки, меняя скорость движения горелки по
детали, расстояние горелка-деталь, угол наклона горелки и ток на выходе
источника тока.

74
NEOCUT 105
RU
ИЗМЕНЕНИЕ ПРОФИЛЯ КАНАВКИ
ПОЖЕЛАНИЕ
Ширина
Глубина
РЕШЕНИЕ
Повысить
скорость
Снизить
скорость
Увеличить
расстояние
горелка-
деталь
Уменьшить
расстояние
горелка-
деталь
Увеличить
угол
Уменьшить
угол
Повысить ток Снизить ток
ЗАЩИТЫ
Защитные устройства препятствуют работе аппарата, но, как правило, возникают из-за ошибки в обращении, забывчивости
пользователя или проблем с окружающей средой. В следующей таблице приведены рекомендации по решению проблемы пользователем
самостоятельно.
Значок -
безопасность
Значок -
напоминания
Значение Устранение
Net gorelki
Горелка не подкючена
Соединенить горелку Если проблема не устраняется при
подключении горелки, проверьте проводку горелки или
замените горелку.
Gorelka ne raspoznana
Горелка не распознана
Подключите горелку, совместимую с продуктом. Если проблема
не устраняется при подключении горелки, проверьте проводку
горелки или замените горелку.
Net nasadki
Сопло удалено
Проверьте наличие всех расходных материалов и снова
закрутите сопло.
Net vozdukha
Нет воздуха Подключите воздух и проверьте давление компрессора
Nedostatok vozdukha
Недостаточное давление на
входе
Подключите сжатый воздух, проверьте совместимость
используемого воздушного подключения, убедитесь, что
компрессор подключен к электросети.
Vhod davlenie
Слишком высокое давление
на входе
Давление на входе составляет более 9 бар.
Отключите источник воздуха, проверьте давление компрессора,
понизьте давление компрессора. При необходимости
добавьте регулятор давления между выходом компрессора и
воздухозаборником плазменного резака.
Если отображаются значки выше, резка запрещена, но навигация в HMI все еще возможна.
Тепловая защита
Пост используется вне рабочего цикла или при слишком
высокой температуре или в ограниченном пространстве. Дайте
аппарату остыть, улучшите ее вентиляцию
Perenapryazheniye
Перенапряжение
Если перенапряжение или пониженное напряжение являются
кратковременными, резак перезапустится самостоятельно
через 15 секунд без сбоев.
В противном случае или при отсутствии фазы, электрик
должен проверить электрическую установку.
Slaboye natyazheniye
Недостаточное напряжение
Ne khvatayet fazy
Нет фазы

75
NEOCUT 105
RU
Popytka snov
Arcpilot не установлен
Это вероятно из-за расходных материалов, проверьте их
состояние, замените их при необходимости. Попробуйте еще
раз.
После 3 неудачных попыток появится код ошибки.
Trigger nazhat
Триггер горелки нажимается
при запуске.
Отпустите курок горелки, чтобы продолжить.
Если спусковой крючок не нажат физически, проверьте
проводку горелки.
НЕИСПРАВНОСТ, ИХ ПРИЧИНЫ И УСТРАНЕНИЕ
Аномалии вызывают немедленное отключение плазменного резака, навигация в ИЧМ не допускается.
Логотип КОД Сообщение Возможные причины Устранение
E00
Otrits.temper.koeff.
Один из датчиков температуры
отключен или поврежден
Проверьте подключение датчиков и,
при надобности, замените их
E01
Rele
Реле мощности не закрывается Отнесите аппарат в сервис
E02
Ventlyator
Вентилятор не вращается
Проверьте нет ли инородного
предмета, препятствующего
нормальному вращению вентилятора
Вентилятор не вращается с
нужной скоростью
Проверьте подключение и при
надобности замените вентилятор.
E03
Oshibka vozdush. reg.
Регулятор давления не может
регулировать давление,
несмотря на подходящую
подачу воздуха
Заменить регулятор давления.
Отнесите аппарат в сервис
E04
E05
Electrod blok otkryt
Отсутствие контакта между
насадкой и электродом
Проверьте присутствие всех
комплектующих и их состояние
При необходимости замените их.
Запустите аппарат и пропробуйте
снова.
E06
Electrod blok zakryt
Электрод не убирается во
внутрь
Проверьте, что электрод не
приварился к насадке и что он
подвижен. При надобности замените
расходные комплектующие.
E24
EEPROM/12C
Ошибка внутренней памяти. Отнесите аппарат в сервис
- -
Дуга прерывается через 3 секунды
резки
Зажим массы не обнаруживает
присутствие тока
Проверьте, что зажим массы
правильно подсоединен к очищенной
поверхности детали (без ржавчины,
краски или жира).
- -
Аппарат не включается Отсутствует электропитание
Проверьте, что шнур питания
аппарата включен в розетку и
что переключатель ВКЛ/ВЫКЛ в
положении ВКЛ.
- -
Проверьте, что прерыватель не
вырубился.
- - Дежурная дуга быстро прерывается
Износ расходных
комплектующих
Проверьте состояние расходных
комплектующих и, при надобности,
замените их.
- -
Дуга прерывается во время резки
Слишком слабая скорость резки
по тонкому листу
Сбавьте ток / увеличьте скорость
движения.
- - Плохой контакт зажима массы
Проверьте, что зажим массы
правильно подсоединен к очищенной
поверхности детали (без ржавчины,
краски или жира).
- - Слишком большая высота реза
Используйте подошву резки и
сохраняйте контакт с деталью.
- -
Преждевременный износ
расходных комплектующих.
Ток резки не соответствует
используемым расходным
комплектующим.
См. раздел «Регулировка тока резки».
- -
Неподходящее давление
воздуха
См. раздел «Регулировка давление
воздуха».
- - Влажность воздуха
Очистите воздушные фильтры
аппарата и системы сжатого воздуха.
Добавьте дополнительный фильтр
арт. 039728.

76
NEOCUT 105
RU
ГАРАНТИЯ
Гарантия распространяется на любой заводской дефект или брак в течение 2х лет с даты покупки изделия (запчасти и рабочая сила).
Гарантия не распространяется на:
• Любые поломки, вызванные транспортировкой.
• Нормальный износ деталей (Например : кабели, зажимы и т.д.).
• Случаи неправильного использования (ошибка питания, падение, разборка).
• Случаи выхода из строя из-за окружающей среды (загрязнение воздуха, коррозия, пыль).
При выходе из строя, обратитесь в пункт покупки аппарата с предъявлением следующих документов:
- документ, подтверждающий покупку (с датой): кассовый чек, инвойс....
- описание поломки.

77
NEOCUT 105
NL
VEILIGHEIDSINSTRUCTIES
ALGEMENE INSTRUCTIES
Deze instructies moeten gelezen en goed begrepen worden voordat u met dit apparaat gaat werken.
Het is niet toegestaan om wijzigingen of onderhoud uit te voeren die niet in deze handleiding vermeld
staan.
De fabrikant kan niet aansprakelijk worden gesteld voor iedere vorm van lichamelijk letsel of materiële schade veroorzaakt door het niet respecteren
van de instructies in de handleiding.
In geval van twijfel of onzekerheid over het gebruik van dit apparaat dient de gebruiker een bekwaam en gekwaliceerd persoon te raadplegen.
OMGEVING
Dit materiaal mag enkel gebruikt worden voor het uitvoeren van snijwerkzaamheden, en uitsluitend volgens de specicaties aangegeven op het
gegevensplaatje en/of in de handleiding. De veiligheidsrichtlijnen moeten gerespecteerd worden. In geval van gevaarlijk of oneigenlijk gebruik kan
de fabrikant niet verantwoordelijk worden gehouden.
Deze installatie moet worden gebruikt en bewaard in een vertrek zonder stof, zonder zuur, zonder ontvlambaar gas of andere corrosieve substanties.
Verzekert u zich ervan dat de lucht in het vertrek voldoende circuleert.
Gebruikstemperaturen :
Tussen -10 en +40°C (+14 en +104°F).
Bewaartemperatuur tussen -20 en +55°C (-4 en 131°F).
Luchtvochtigheid :
Lager of gelijk aan 50% bij 40°C (104°F)
Lager of gelijk aan 90% bij 20°C (68°F).
Hoogte :
Tot 1000 m boven zeespiegelniveau (3280 feet).
PERSOONLIJKE BEVEILIGING EN BEVEILIGING VAN ANDEREN
Snijden kan gevaarlijk zijn en ernstige of zelfs dodelijke verwondingen veroorzaken.
Snijden stelt individuen bloot aan een gevaarlijke warmtebron, aan straling van de boog, aan elektromagnetische velden (waarschuwing aan dragers
van een pacemaker), aan elektrocutie-gevaar, aan lawaai en aan gasvormige dampen.
Bescherm uzelf en bescherm anderen, en respecteer de volgende veiligheidsinstructies :
Om u te beschermen tegen het risico op brandwonden en straling dient u droge, hittebestendige kleding zonder omslag te dragen,
die in goede staat is en het gehele lichaam bedekt.
Draag handschoenen die de elektrische en thermische isolatie garanderen.
Gebruik een uitrusting die u beschermt tijdens het snijden en/of een laskap van een voldoende beschermend niveau (afhankelijk
van de door u uitgevoerde klus). Bescherm uw ogen tijdens schoonmaakwerkzaamheden. Het dragen van contactlenzen is niet
toegestaan.
Soms is het nodig om de snijzone af te schermen met brandwerende schermen, om zo de omgeving te beschermen tegen stralen
van de boog, wegspattende en gloeiende deeltjes.
Informeer de personen in de snijzone om niet in de stralen van de boog en naar gloeiende onderdelen te kijken, en om adequate
veiligheidskleding te dragen.
Draag een veiligheidshelm met gehoorbescherming indien het geluidsniveau van de snijwerkzaamheden hoger ligt dan het
toegestane niveau (dit geldt ook voor ieder persoon die zich binnen of in de buurt van de werkzone bevindt).
Houd bewegende onderdelen (ventilator) ver weg van handen, haren en kleding.
Verwijder nooit de behuizing van de koelgroep wanneer stroombron onder spanning staat, de fabrikant van het apparaat kan dan
niet verantwoordelijk worden gehouden voor eventuele schade of letsel.
De onderdelen die net gesneden zijn zijn heet en kunnen bij aanraking brandwonden veroorzaken. Tijdens onderhoudswerkzaamheden
aan de toorts moet u zich ervan verzekeren dat deze voldoende is afgekoeld (wacht minstens 10 minuten alvorens te beginnen).
De koelgroep moet aanstaan tijdens het gebruik van een watergekoelde toorts, om er zeker van te zijn dat de vloeistof geen
brandwonden kan veroorzaken.
Het is belangrijk om de werkzone veilig en opgeruimd achter te laten, om zo personen en goederen te beschermen.
LASROOK EN GAS
Rook, gas en stof uitgestoten door snijwerkzaamheden zijn gevaarlijk voor de gezondheid. Er moet voldoende ventilatie aanwezig
zijn. Het kan nodig zijn om voor extra ventilatie te zorgen. Een lashelm met versluchtsysteem kan een oplossing zijn bij onvoldoende
ventilatie. Controleer of de ventilatie voldoende en efciënt is door deze te toetsen aan de heersende veiligheidsnormen.

78
NEOCUT 105
NL
Waarschuwing : bij snijwerkzaamheden in kleine ruimtes moet de veiligheid op afstand gecontroleerd worden. Het snijden van sommige materialen
die lood, cadmium, zink, kwik of berilium bevatten kunnen bijzonder schadelijk zijn. Ontvet tevens materialen alvorens deze te snijden.
De essen moeten worden bewaard in open of goed geventileerde ruimtes. Ze moeten in verticale positie worden bewaard, in een standaard of op
een trolley. Snijden in de buurt van vet of verf is verboden.
BRAND- EN EXPLOSIEGEVAAR
Beveilig de snijzone volledig, ontvlambare materialen moeten op ten minste 11 meter afstand worden geplaatst.
Een brandblus-uitrusting moet dichtbij de werkzone aanwezig zijn.
Waarschuwing : pas op voor het wegspatten van warme materialen of vonken, zelfs door kieren kunnen deze brand of explosies veroorzaken.
Houd personen, ontvlambare voorwerpen en houders onder druk op een veilige afstand.
Het snijden in houders onder druk of gesloten buizen is verboden, en wanneer ze open zijn moet de brandbare inhoud (olie, brandstof, gasresten...)
volledig worden verwijderd.
Slijpwerkzaamheden mogen niet worden gericht naar de stroombron of naar ontvlambare voorwerpen.
ELEKTRISCHE VEILIGHEID
Het gebruikte elektrische netwerk moet absoluut geaard zijn. Gebruik een type zekering zoals wordt aangegeven op de tabel.
Een elektrische ontlading kan ernstige of zelfs dodelijke ongelukken veroorzaken.
Raak nooit delen aan die onder spanning staan (toortsen, klemmen, kabels), deze zijn aangesloten op het snij-circuit.
Voordat u de stroombron gaat openen moet u deze van de netspanning afkoppelen, en minimaal 2 minuten wachten totdat alle condensatoren
ontladen zijn.
Raak nooit tegelijkertijd de toorts en de massaklem aan.
Laat de kabels en de toortsen vervangen door een bevoegd persoon wanneer deze versleten zijn. Pas de kabelsectie aan aan de toepassing van het
apparaat. Draag altijd in goede staat verkerende droge kleding, om u te isoleren van het snij-circuit. Draag altijd isolerende veiligheidsschoenen, waar
u ook werkt.
EMC CLASSIFICATIE VAN HET MATERIAAL
Dit klasse A materiaal is niet geschikt voor een gebruik in woonomgevingen, waar de elektrische stroom wordt geleverd
door een openbaar laagspanningsnet. In deze omgevingen kunnen er moeilijkheden zijn bij het verzekeren van de elektro-
magnetische compatibiliteit, ten gevolge van storingen veroorzaakt door geleidingen, zowel straling als radio-elektriciteit.
Dit materiaal voldoet aan de eisen van de CEI 61000-3-11 norm.
Dit materiaal is niet conform de IEC 61000-3-12 norm en mag aangesloten worden op private laagspanningsnetwerken,
die zijn aangesloten op een openbaar stroomnetwerk met uitsluitend midden- of hoogspanning. Als deze apparaten toch
aangesloten moeten worden op een openbaar laagspanningsnet, is het de verantwoordelijkheid van de gebruiker om zich ervan
te verzekeren dat dit ook daadwerkelijk mogelijk is.
ELEKTROMAGNETISCHE STRALING
Elektrische stroom die door geleiders wordt getransporteerd kan plaatselijk elektrische en magnetische velden (EMF) veroorzaken.
De stroom gebruikt bij het snijden veroorzaakt een elektromagnetisch veld rondom het snijcircuit en het snijmateriaal.
Elektro-magnetische velden (EMF) kunnen de werking van bepaalde medische implantaten (bijvoorbeeld pacemakers) verstoren. Beschermende
maatregelen moeten worden genomen voor personen die drager zijn van dit type implantaat. Bijvoorbeeld : beperkte toegang of een individuele
risico-evaluatie voor de gebruikers van deze apparatuur.
Alle gebruikers moeten de volgende procedures respecteren, om zo de blootstellingen aan elektro-magnetische velden afkomstig van het snij-circuit
zo veel mogelijk te beperken :
• plaats de snij-kabels samen, en bind ze indien mogelijk samen vast;
• plaats uzelf (romp en hoofd) zo ver mogelijk van het snijcircuit ;
• rol de kabels nooit om uw lichaam;
• plaats uw lichaam nooit tussen de snijkabels. Houd de snijkabels aan dezelfde kant van het lichaam ;
• sluit de massa-kabel zo dicht mogelijk bij de snij-zone ;
• werk niet naast de snijstroombron, ga er niet op zitten en leun er niet tegenaan ;
• niet lassen tijdens het transport van de snijstroombron.
Dragers van een pacemaker moeten eerst een arts raadplegen voordat ze met dit materiaal gaan werken.
Het blootstellen aan elektromagnetische velden tijdens het lassen kan gevolgen hebben voor de gezondheid die nog niet
bekend zijn.

79
NEOCUT 105
NL
AANBEVELINGEN VOOR HET EVALUEREN VAN DE ZONE EN HET INSTALLEREN VAN HET LASMATERIAAL
De gebruiker is verantwoordelijk voor het installeren en het gebruik van het boogsnij-materiaal, volgens de instructies van de fabrikant. Als er
elektromagnetische storingen worden waargenomen, is het de verantwoordelijkheid van de gebruiker van het snijmateriaal om deze problemen op te
lossen, met behulp van de technische dienst van de fabrikant. In bepaalde gevallen kan dit een eenvoudig aarding van het snij-circuit zijn. In andere
gevallen kan het noodzakelijk zijn om een elektromagnetisch scherm met lters te creëren rondom de stroombron en het te snijden voorwerp. In ieder
geval moeten de elektro-magnetische storingen worden beperkt tot een aanvaardbaar niveau.
Evaluatie van de snij-zone
Voordat het materiaal wordt geïnstalleerd moet de gebruiker de mogelijke elektro-magnetische problemen in de aangrenzende zones evalueren. Het
volgende moet in acht worden genomen :
a) de aanwezigheid van andere voedingskabels, besturingskabels en telefoonkabels boven, onder en naast het snijmateriaal;
b) ontvang- en zendapparatuur van radio en televisie;
c) computers en overige besturingselektrinoca;
d) belangrijk veiligheidsmateriaal, bijvoorbeeld voor industriële beveiliging ;
e) de gezondheid van personen die dichtbij het apparaat werken, in het bijzonder personen met een pace-maker of een gehoorapparaat;
f) meetmateriaal of materiaal dat wordt gebruikt voor het kalibreren van apparatuur;
g) de immuniteit van de overige apparatuur aanwezig in de omgeving.
De gebruiker moet zich ervan verzekeren dat het andere materiaal dat in de buurt wordt gebruikt compatibel is. Dit kan extra veiligheidsmaatregelen
vereisen :
h) het moment waarop het lassen of andere activiteiten uitgevoerd kunnen worden.
De afmetingen van de aangrenzende zone die in acht moet worden genomen hangt af van de structuur van het gebouw en de overige werkzaamheden
die er verricht worden. Deze zone kan groter zijn dan het gebouw waarin de werkzaamheden plaatsvinden.
Evaluatie van de snij-zone
Naast een evaluatie van de zone kan een evaluatie van de snij-installaties helpen bij het vaststellen van en het oplossen van storingen. De evaluatie
van de emissies moet in situ worden geëvalueerd, zoals vastgelegd in Artikel 10 van de CISPR 11:2009. De metingen in situ kunnen ook helpen bij
het bevestigen van de effectiviteit van de genomen maatregelen.
AANBEVELINGEN BETREFFENDE DE METHODES OM ELEKTROMAGNETISCHE STRALING TE REDUCEREN
a. Openbare stroomnetwerk : Het snijmateriaal moet aangesloten worden op het openbare stroomnetwerk volgens de aanbevelingen van de
fabrikant. Als er storingen ontstaan, kan het nodig zijn om extra voorzorgsmaatregelen te nemen, zoals het lteren van het openbare stroomnetwerk.
Er moet overwogen worden om de voedingskabel in een metalen geleiding (of een daaraan gelijkwaardig materiaal) af te schermen. De elektrische
continuïteit van de afscherming moet over de hele lengte gewaarborgd worden. De afscherming moet vanaf de stroombron plaatsvinden, om zo een
goed elektrisch contact te waarborgen.
b. Het onderhoud van de stroombron : het materiaal moet volgens de aanwijzingen van de fabrikant onderhouden worden. Alle openingen,
kleppen enz. moeten afgesloten en correct vergrendeld zijn wanneer het materiaal in werking is. Het materiaal mag op geen enkele manier gewijzigd
worden, met uitzondering van de wijzigingen en afstellingen zoals vermeld in de instructies van de fabrikant. De vonkenbrug moet afgesteld en
onderhouden worden volgens de aanbevelingen van de fabrikant.
c. Kabels : de kabels moeten zo kort mogelijk zijn, en zo dicht mogelijk bij elkaar op de grond worden geplaatst.
d. Potentiaalvereffening : er moet overwogen worden om alle metalen voorwerpen van de omliggende zone te verbinden. Metalen objecten die
aan het werkstuk verbonden zijn vergroten het risico op elektrische schokken als de gebruiker tegelijkertijd deze elementen en de elektrode aanraakt.
Het wordt aangeraden om de lasser te isoleren van dit soort metalen voorwerpen.
e. Aarding van het te snijden voorwerp : Wanneer het te aarden voorwerp niet geaard is, vanwege z’n omvang of de plaats waar het zich bevindt,
zoals bijvoorbeeld het geval kan zijn bij scheepsrompen of grote metalen structuren, kan een aarding van het werkstuk, in sommige gevallen maar
niet altijd, de emissies verkleinen. De aarding van voorwerpen die het risico op ongelukken en verwondingen van de gebruiker en materiële schade
vergroten wordt afgeraden. Indien nodig moet het te snijden onderdeel direct geaard worden, maar in sommige landen, waar een directe aarding niet
is toegestaan, moet de verbinding worden gemaakt met een geschikte condensator, die de plaatselijke wetgeving respecteert.
f. Beveiliging en afscherming : De selectieve beveiliging en afscherming van overige kabels en materiaal in de omliggende zone kan eventuele
storingen verminderen. De beveiliging van de gehele laszone kan worden overwogen voor speciale toepassingen.
TRANSPORT EN VERVOER VAN DE STROOMBRON
De stroombron is uitgerust met twee handgrepen waarmee het apparaat door twee personen gedragen kan worden. Pas op :
onderschat het gewicht niet. De handgrepen kunnen worden gebruikt als een hefmiddel.
Gebruik nooit de kabels of de toorts om het apparaat mee te verplaatsen. Het apparaat moet tijdens het vervoer
verticaal worden gehouden.
Het apparaat niet boven mensen of voorwerpen tillen.
INSTALLATIE VAN HET MATERIAAL
• Plaats de stroombron op een ondergrond met een helling van minder dan 10°.
• Voorzie voldoende ruimte om de stroombron correct te ventileren, en om toegang te hebben tot de bediening van het apparaat.
• Niet gebruiken in een omgeving met geleidende metalen deeltjes.
• De stroombron mag niet in de stromende regen staan, en moet worden afgeschermd tegen de zon.
Dit materiaal heeft beveiligingsklasse ip23, dit betekent :
- een beveiliging tegen de toegang tot gevaarlijke onderdelen met een solide voorwerp mat een diameter van <12,5 mm
- een beveiliging tegen vallende regendruppels (60° ten opzichte van een verticale lijn).
Dit materiaal kan buiten worden gebruikt, in overeenstemming met de beveiligingsklasse ip23.
De voedingskabels, verlengsnoeren en snijkabels moeten volledig afgerold worden om oververhitting te voorkomen.

80
NEOCUT 105
NL
De fabrikant kan niet aansprakelijk worden gesteld voor schade en persoonlijk letsel veroorzaakt door een foutief en gevaarlijk
gebruik van dit materiaal.
ONDERHOUD / ADVIES
• Het onderhoud aan dit apparaat mag alleen uitgevoerd worden door een bevoegd en gekwaliceerd persoon. Het wordt
aanbevolen om dit apparaat een jaarlijkse onderhoudsbeurt te geven.
• Koppel de stroomvoorziening af door de stekker uit het stopcontact te halen, en wacht twee minuten voordat u begint met uw
onderhoudswerkzaamheden. De spanning en intensiteit binnen in het apparaat zijn hoog en gevaarlijk.
• Controleer regelmatig de staat van de voedingskabel. Wanneer de voedingskabel beschadigd is moet deze worden vervangen door de fabrikant van
het apparaat, door de after-salesdienst of een gelijkwaardige instantie, om zo het ontstaan van risicovolle situaties te voorkomen.
• Laat de openingen van de stroombron vrij zodat de lucht vrij kan circuleren.
• Controleer of de toorts geen scheurtjes vertoont en of er geen draden blootliggen.
• Controleer of de slijtonderdelen correct geïnstalleerd zijn, en of ze niet versleten zijn.
Onderhoud van het luchtlter :
Reinigen van de inhoud van het lter-reservoir :
• Koppel de luchttoevoer af.
• Draai de kraan, die zich onderaan het lter-reservoir bevindt, open door deze tegen de richting van de wijzers van de klok in te draaien.
• Druk de kraan naar boven om zo het water uit het reservoir te laten lopen.
• Draai de kraan onderaan het lter-reservoir weer dicht, in de richting van de wijzers van de klok.
Het demonteren van het lterend element :
• Koppel de luchttoevoer af:
• Neem het reservoir en schroef het los, door het tegen de wijzers van de klok in te draaien.
• Het lterende element (wit) kan worden gereinigd (blazen) of worden vervangen, afhankelijk van de staat waarin het verkeert.
Het hermonteren van het lterende element :
• Plaats het lterende element in het reservoir, controleer de aanwezigheid van de o-ring in het bovenste gedeelte.
• Schroef het reservoir weer vast, in de richting van de wijzers van de klok.
INSTALLATIE - WERKING VAN HET APPARAAT
Alleen bevoegd en door de fabrikant erkend personeel mag de installatie uitvoeren. Tijdens de installatie moet u zich ervan verzekeren dat de
generator is afgekoppeld van het stroomnetwerk.
APPARAAT GELEVERD MET
NEOCUT 105
art. code 063044 art. code 063112
4 m - 16 mm²
pneumatische koppelingen
8 mm + 10 mm 8 mm + 10 mm
6 m
-
start kit
-
De met de generator meegeleverde accessoires mogen alleen met dit apparaat worden gebruikt.
DESCRIPTION
De NEOCUT 105 is een driefasen Plasma stroombron voor het snijden en gutsen, waarmee u :
- alle soorten metaal kunt snijden
- op alle soorten metaal kunt gutsen
- alle soorten metaal kunt markeren
Ces 3 procédés requièrent l’emploi de consommables appropriés ainsi que l’emploi d’air comprimé ou d’azote.
BESCHRIJVING VAN HET APPARAAT (AFBEELDING 1)
1- Scherm 7- Handvaten transport
2- Draaiknop 8- Pneumatische aansluiting
3- Aansluiting voor massaklem 9- Voedingskabel
4- Aansluiting Plasma toorts 10- Schakelaar aan / uit
5-
Installatie luik aansluiting CNC 1 analoog
(optioneel, art. code 039988)
11- Filter
6-
Installatie luik aansluiting CNC 2 digitaal
(optioneel, art. code 064737)

81
NEOCUT 105
NL
ELEKTRISCHE VOEDING / INSCHAKELEN APPARAAT
• Dit materiaal wordt geleverd met een 32 A aansluiting type EN 60309-1 en mag alleen worden gebruikt samen met een driefasen elektrische instal-
latie 400V (50-60 Hz) met vier draden waarvan één geaard.
• De effectief geabsorbeerde stroom (I1eff) wordt aangegeven op het apparaat bij optimale gebruiksomstandigheden. Controleer of de voeding en
de beveiligingen (zekering en/of stroomonderbreker) geschikt zijn voor de stroom die nodig is bij gebruik van het apparaat. In sommige landen kan
het noodzakelijk zijn om de elektrische aansluiting te wijzigen voor een optimaal gebruik.
• Het apparaat functioneert op een elektrische spanning van 400V +/- 15%. Het apparaat stelt zichzelf in thermische beveiliging wanneer de voe-
dingsspanning lager is dan 340Veff of hoger dan 460Veff (een foutmelding verschijnt op het scherm van de IHM).
• Het opstarten gebeurt door de aan / uit schakelaar (Afbeelding 1 - 10) op positie I te zetten. Het apparaat kan worden stopgezet door de schakelaar
op positie O uit te zetten.
Waarschuwing ! Nooit de stroomvoorziening uitschakelen wanneer het apparaat in werking is.
AANSLUITEN OP EEN ELEKTRISCHE GENERATOR
Dit apparaat kan aangesloten worden op een elektrische generator, op voorwaarde dat de hulpstroom aan de volgende voorwaarden voldoet :
- De spanning moet wisselspanning zijn (400V +/- 15%) en de piekspanning mag niet hoger zijn dan 700V
- De frequentie moet liggen tussen de 50 en 60 Hz.
Deze gegevens moeten absoluut geverieerd worden, omdat veel generatoren hogere piekspanningen genereren, die uw materiaal kunnen bescha-
digen.
GEBRUIK VAN VERLENGSNOEREN
Alle verlengsnoeren moeten een afmeting en een sectie hebben die geschikt is voor de spanning van dit apparaat.
Gebruik alleen een verlengsnoer dat voldoet aan de landelijke regelgeving.
Ingangsspanning Kabelsectie (<45m)
400 V 4 mm²
TOEVOER (LUCHT)
De toevoer van lucht kan worden geregeld door een compressor of door essen onder druk. Een hoge-druk manometer moet worden gebruikt op
ieder type voeding, en deze moet gas kunnen toevoeren in de luchtingang van de plasma cutters. Deze apparaten zijn uitgerust met een geïntegreerd
luchtlter (5μm), maar een extra lter kan nodig zijn, afhankelijk van de kwaliteit van de gebruikte lucht (lter optioneel art. code 039728).
Wanneer de lucht van slechte kwaliteit is zal de snijsnelheid lager zijn, de kwaliteit slechter, de mogelijkheid om dikker materiaal te
snijden zal minder zijn, en de levensduur van de slijtonderdelen korter.
Voor een optimaal rendement moet de perslucht voldoen aan de norm ISO8573-1, klasse 1.2.2. Het maximale damppunt moet - 40 °C zijn.
De maximum hoeveelheid olie (aerosol, vloeibaar en stoom) moet 0.1 mg/m3 zijn.
Sluit de gastoevoer aan op de stroombron met behulp van een gasslang
met een binnendiameter van 9,5 mm en een snelkoppeling.
De druk mag niet hoger zijn dan 9 bar, anders zou de
tank kunnen ontploffen.
De aanbevolen druk tijdens de luchtcirculatie ligt tussen de 5 en 9 bar, met een minimum toevoer van 305 L/min.

82
NEOCUT 105
NL
KEUZE VAN DE SLIJTONDERDELEN
• Handmatig snijden met een toorts MT 125 (6 m : art. code 039506, 12 m : art. code 039513) :
Fine Cut
45 A
45 A
65 A
85 A
105 A
039131
039148
039155 (x 5)
039315
(x 5)
039230
039247
039216
039223
039162
(x 5)
039179
(x 5)
039186
(x 5)
039193
(x 5)
039322
• Automatisch snijden met toorts AT 125 (6 m : art. code 038479, 12 m : art. code 039520) :
Fine Cut
45 A
45 A
65 A
85 A
105 A
039131
039148
039155 (x 5)
039315
(x 5)
037496
039223
039162
(x 5)
039179
(x 5)
039186
(x 5)
039193
(x 5)
039445 (Ohmic)
039216
039339 (Ohmic)
039292
039308
OR
OR
• Gutsen met toorts MT 125 (6 m : art. code 039506, 12 m : art. code 039513) :
65-85 A
105 A
039223
039131
039148
039155 (x 5)
039216
039261
(x 5)
039278
(x 5)
039254
INSTELLEN VAN DE SNIJSTROOM
Om de verwachte prestaties en een correcte levensduur van de slijtonderdelen te verkrijgen, moet de stroom worden afgesteld
volgens de aangegeven waarde op het slijtonderdeel (bijvoorbeeld 45 A = 45 ampères).
Het instellen doet u eenvoudig met behulp van de draaiknop van het hoofdscherm.

83
NEOCUT 105
NL
INSTELLEN VAN DE LUCHTDRUK
De NEOCUT 105 is uitgerust met een elektronisch gestuurde drukregelaar, het regelen van de druk gebeurt via de IHM (zie volgende pagina’s).
Om de meest optimale gebruiksomstandigheden te creëeren en een langere levensduur voor uw slijtinderdelen te verkrijgen is het belangrijk om :
- De juiste lengte van de toorts te kiezen
- De module aan te passen aan de gebruikte slijtonderdelen
- De stroom aan te passen aan de gebruikte slijtonderdelen
- De afstelling van de luchtdruk op « auto » te zetten
Het wordt aanbevolen om te controleren of de ingebrachte instellingen op IHM in overeenstemming zijn met de werkelijke conguratie, in het
bijzonder bij :
- Een wijziging in een aansluiting of een wijziging van de pneumatische installatie
- Een wijziging in de lengte van de toorts
- Een ander type slijtonderdeel
- Bij twijfel
Het is mogelijk om het pneumatische circuit te controleren met de functie « test air », hiermee kunt u onder andere controleren of de door de
compressor geleverde luchtdruk voldoende is (zie de volgende pagina’s).
KEUZE SNIJMODULE
Snijden / Snijden met vergrendelde trekker
Gebruik één van deze twee modules voor het uitvoeren van snijwerkzaamheden op massief plaatwerk.
Met een druk op de trekker creëert u de boog. De boog stopt wanneer u de trekker loslaat, of wanneer de boog vanzelf stopt.
Voor langere snijwerkzaamheden kunt u de vergrendelde module gebruiken, u kunt dan de trekker loslaten tijdens het sni-
jden. Dit vermindert de vermoeidheid, en zo kunt u uw hand wat verder verwijderd houden van de snijzone.
Gutsen / gutsen met vergrendelde trekker
Gebruik één van deze modules voor het uitvoeren van uw guts-werkzaamheden.
Met een druk op de trekker creëert u de boog. De boog stopt wanneer u de trekker loslaat, of wanneer de boog vanzelf stopt.
Voor langere snijwerkzaamheden kunt u de vergrendelde module gebruiken, u kunt dan de trekker loslaten tijdens het sni-
jden. Dit vermindert de vermoeidheid, en zo kunt u uw hand wat verder verwijderd houden van de snijzone.
Het snijden van geperforeerd plaatwerk
Gebruik deze module voor het uitvoeren van snijwerkzaamheden op geperforeerd plaatwerk, waarbij herhaaldelijk gestopt en
weer opgestart moet worden.
Dit is een snijmodule waarbij de boog vanzelf weer opstart, zolang de trekker ingedrukt blijft. Deze module geeft veel gebrui-
kersgemak, omdat de gebruiker niet voortdurend de trekker hoeft los te laten / weer in te drukken.
Markeren
Deze module is geschikt voor alle soorten slijtonderdelen en functioneert met een zwakke stroom. U kunt zo moeiteloos de
oppervlaktes van plaatwerk markeren. In het bijzonder nuttig bij geautomatiseerd snijden, om bijvoorbeeld referenties of
serienummers aan te brengen. De module kan ook gebruikt worden met een handmatige toorts.
EERSTE INGEBRUIKNAME
Bij het opstarten zal het apparaat u vragen om de volgende instellingen in te geven :
1 2 3
(EN) ENGLISH
(FR) FRANCAIS
(DE) DEUTSCH
(IT) ITALIANO
(ES) ESPANOL
(NL) NEDERLANDS
(RU) RUSSKIY
m. /bar
ft./psi
6.0m/20ft
7.6m/25ft
12.0m/40ft
15.2m/50ft
Taal De eenheden (m./bar of ft./psi)
Lengte van de toorts
aangekoppeld aan het apparaat
Een draai aan de draaiknop verplaatst de cursor ter hoogte van de gewenste keuze, met een
druk op deze draaiknop bevestigt u de keuze.
Waarschuwing : In geval van een typefout zullen deze instellingen gecorrigeerd kunnen worden
(zie setup menu).
Belangrijke instellingen voor het correct
functioneren van het apparaat. Deze gegevens
worden gebruikt door de generator voor het
berekenen en het toepassen van de optimale
druk.

84
NEOCUT 105
NL
NAVIGEREN IN DE IHM
GEBRUIK VAN DE DRAAIKNOP
Door te draaien aan de draaiknop kunt u
- een digitale instelling regelen (stroom, druk)
- de cursor verplaatsen en zo keuzes maken
Met een druk op de draaiknop kunt u
- een keuze bevestigen (aangegeven door de cursor)
- toegang krijgen tot de werkbalk vanuit het hoofdscherm of vanuit het scherm om de druk te regelen
HOOFDSCHERM m (het regelen van de stroom) :
5.2 bar
6.0m
105A
1
2
3
4
Dit scherm wordt getoond zodra het apparaat opstart :
1- Module functioneren
2- De huidige druk
3- De gekozen lengte van de toorts
4- Stroom
Het instellen van de stroom kan direct via dit scherm plaatsvinden.
*Een pijltje naar boven of naar beneden kan rechts van de druk verschijnen wanneer de druk door de gebruiker ontregeld is. Het pijltje verdwijnt wanneer de ingestelde
druk optimaal is of als de druk met de « auto » module geregeld is.
WERKBALK (toegankelijk door een druk op de draaiknop)
105A
5.2 bar
Setup
1
2
3
4
1- Toegang tot scherm keuze modules
2- Toegang tot het hoofdscherm (instellen van de stroom)
3- Toegang tot het scherm instellen Druk
4- Toegang tot menu Setup
KEUZE MODULE
SNIJDEN
6 modules zijn beschikbaar, om de juiste keuze te maken kunt u het hoofdstuk « keuze van de module
» raadplegen.
INSTELLEN VAN DE DRUK
105A
6.0m
AUTO
1
3
4
2
Het scherm zal er standaard als volgt uitzien :
1- Module functioneren
2- Stroom
3- Lengte van de toorts
4- Druk*
*De druk is standaard vergrendeld in de automatische module (getoond door het woord AUTO en het geslo-
ten slotje) : het apparaat zoekt zelf de juiste waarde, afhankelijk van de verschillende instellingen (zoals stroom,
module, lengte van de toorts)

85
NEOCUT 105
NL
105A
6.0m
AUTO
3
Om het instellen van de druk over te schakelen naar de handmatige module moet
u langer drukken op de draaiknop : u ziet een aftelling verschijnen net naast het
slotje.
Het loslaten van de draaiknop tijdens het aftellen annuleert het ontgrendelen
van de druk.
105A
6.0m
5.2 bar
Optimaal
Aan het eind van het aftellen zal het volgende scherm verschijnen :
- het slotje is open (symbool dat u nu zelf kunt instellen)
- de huidige druk wordt getoond (de waarde komt overeen met de waarde ge-
bruikt in de automatische module)
- Een staafdiagram met de waarden geeft de tendens aan (het woord « opti-
maal » wordt getoond wanneer de gekozen waarde perfect overeenkomt met de
waarde die zou worden gebruikt in de automatische module)
105A
6.0m
5.2 bar
+0.2
Voorbeeld van het instellen van een hogere druk dan de optimale waarde van
+0.2bar
Om terug te keren naar de automatische instelling moet u langer drukken op de
draaiknop : een aftelling vindt plaats naast het slotje.
Aan het eind van het aftellen zal de instelling in « AUTO » staan, met het slotje
vergrendeld.
MENU « SETUP »
SLIJTDELEN
TEST LUCHT
TOORTSLENGTE
LOGBOEK
EN FR DE IT...
MEET-EENHEDEN
EXIT
METERS
ELEKTRODE
0 Cycl./
.0H
TIP
0 Cycl./
.0H
RESET
EXIT
1
2
3
4
Dit element telt het aantal cycli en de snij-duur van het mondstuk en van de elektrode :
1- Aantal cycli en opgetelde gebruiksduur elektrode
2- Aantal cycli en opgetelde gebruiksduur mondstuk
3- Menu reset tellers
4- Terug naar Setup menu
Reset tellers
RESET ELEKTRODE
RESET TIP
RESET ALL
EXIT
1
2
3
4
Om een representatieve telling te verkrijgen, is het noodzakelijk om de teller(s)
van de vervangen slijtonderelen weer op nul te zetten.
Het menu reset tellers :
1- Op nul zetten van de teller van de elektrode
2- Op nul zetten van de teller van het mondstuk
3- Op nul zetten van alle tellers
4- Terug naar het vorige scherm

86
NEOCUT 105
NL
Om een teller op nul te zetten kiest u de gewenste lijn door aan de draaiknop te draaien, en deze langere tijd ingedrukt te
houden (een aftelling wordt getoond rechts van de gekozen lijn). Aan het einde zal de gekozen teller weer op nul staan.
Het loslaten van de draaiknop tijdens het aftellen annuleert de reset.
NB : deze functie helpt u bij het opvolgen van het slijten van de slijtonderdelen. De gebruiker is niet verplicht deze functie te
gebruiken en al helemaal niet om de tellers op nul te zetten na iedere vervanging van een slijtmiddel (het apparaat blokkeert
niet bij te langdurig gebruik van slijtmiddelen).
TEST LUCHT
WAARDE
INPUT
OUTPUT
=5 bar
=-.-bar
=-.-bar
1
2
3
Met deze functie kan de lucht uit de generator geperst worden om:
- het circuit van de generator te zuiveren van vochtigheid
- te controleren of de prestaties van de compressor voldoende zijn
1- Instellen van de test-druk
2- Tonen van de ingaande druk
3- Tonen van de uitgaande druk
Een druk op de knop sluit de lucht af en voert u terug naar het menu Setup.
LENGTE VAN DE TOORTS
6.0m/20ft
7.6m/25ft
12.0m/40ft
15.2m/50ft
Hiermee kan de lengte van de toorts gewijzigd worden
Belangrijke instelling voor een correct functioneren van het apparaat. Deze gegevens worden
gebruikt door de generator voor het berekenen en het toepassen van de optimale druk.
RAPPORT
IND PCB : XX.XX
EVO PCB1 : XX
EVO PCB2 : XX
SOFTWARE : XX.XX
POWER ON : XXX
CUT TIME : XXX.XH
CUT COUNT : XXX
1
2
3
4
5
Weergave logboek :
1- Versie van de elektronische kaarten
2- Software versie
3- Aantal keren dat het apparaat is opgestart
4- Totale snij-duur
5- Aantal snij-cycli
TAAL
(EN) ENGLISH
(FR) FRANCAIS
(DE) DEUTSCH
(IT) ITALIANO
(ES) ESPANOL
(NL) NEDERLANDS
(RU) RUSSKIY
Hiermee kunt u de taal veranderen
EENHEDEN
m. /bar
ft./psi
Hiermee kunnen de gebruikte eenheden gewijzigd worden :
- Eenheden SI : lengte van de toorts uitgedrukt in meters en druk uitgedrukt in bar
- Engelse eenheden : lengte van de toorts uitgedrukt in feet en druk uitgedrukt in PSI

87
NEOCUT 105
NL
VERLOOP VAN EEN SNIJ-SESSIE
1- Met een druk op de trekker zal zich een boog vormen : de piloot-boog. Dit is een boog met een zwak vermogen die tot stand komt tussen de
elektrode en het mondstuk, en die de ontsteking op het te snijden metaal lanceert.
2- Wanneer de piloot-boog het werkstuk raakt, detecteert de plasma-snijder de ontsteking. De lucht circuleert dan tussen de elektrode en het wer-
kstuk, de generator verhoogt de stroom tot de waarde die is ingegeven door de lasser.
3- Aan het einde van de snij-procedure (bij het loslaten van de trekker) stopt de boog, de lucht blijft enkele tientallen seconden stromen om de
toorts en de slijtonderdelen af te koelen.
WEERGAVE TIJDENS HET SNIJDEN
5.0 bar
105A
105A
7.3 bar 152V
1
4
5
6
2 3
1- Weer oproepen van de in gebruik zijnde module
2- Meten van de druk aan de ingang van het apparaat
3- Meten van de spanning van de boog
4- Aanbevolen stroom
5- Weer oproepen van de uitgaande druk
6- Meten van de stroom
HANDMATIG SNIJDEN VANAF DE ZIJKANT VAN HET ONDERDEEL :
1
De massaklem bevestigd aan het onderdeel, houdt de toorts loodrecht (90°) op het
uiteinde van het werkstuk.
2
Druk op de trekker van de toorts om de boog op te starten, totdat deze volledig het
onderdeel raakt.
3
Wanneer er een begin is gemaakt, sleept u langzaam het blokje over het onderdeel
om het snijden af te maken. Probeer een regelmatig ritme te bewaren.
HET BEGIN VAN HET SNIJDEN VAN MASSIEF PLAATWERK :
1
De massaklem bevestigd aan het werkstuk, houd de toorts in een hoek van onge-
veer 30° ten opzichte van het werkstuk.

88
NEOCUT 105
NL
2
Druk op de trekker van de toorts om de boog te ontsteken, en respecteer steeds de
hoek van 30°. Laat de toorts langzaam draaien, naar een positie loodrecht op het
werkstuk (90°).
3
Houd de toorts stil maar blijf op de trekker drukken. Als er vonken onderuit het
werkstuk vandaan komen, heeft de boog het materiaal geperforeerd.
4
Wanneer er een begin is gemaakt, sleept u langzaam het blokje over het onderdeel om het snijden af te maken. Probeer een regelmatig
ritme aan te houden.
GUTSEN :
1
De massaklem bevestigd aan het te snijden onderdeel, houd de toorts in een hoek
van ongeveer 45° ten opzichte van het onderdeel, en houd het mondstuk speciaal
gutsen op ongeveer 2 mm van het werkstuk voordat u de toorts ontsteekt.
2
Druk op de trekker van de toorts om de boog te ontsteken, en respecteer daarbij
een hoek van 45° ten opzichte van het te gutsen onderdeel.
3
Druk de plasma-boog in de richting van de uitsparing die u wilt creëren. Bewaar
een minimale afstand tussen het mondstuk van de toorts en het gesmolten metaal,
om te voorkomen dat de levensduur van het slijtonderdeel verkleint, of de toorts
beschadigt.
Snelheid
Hoek
Afstand toorts
- plaatwerk
PROFIEL VAN DE UITSPARING
U kunt het proel van de uitsparing wijzigen, door de snelheid van de toorts op het
onderdeel te veranderen, de afstand toorts-onderdeel te wijzigen, de hoek van de
toorts ten opzichte van het onderdeel te wijzigen of de uitgaande stroom van de lass-
troombron te wijzigen.

89
NEOCUT 105
NL
WIJZIGEN VAN HET PROFIEL VAN DE UITSPARING
GEWENSTE
VORM
Breedte
Diepte
Oplossingen
De snelheid
verhogen
De snelheid
verlagen
Het ver-
groten van
de afstand
toorts -
plaatwerk
Het verk-
leinen van
de afstand
toorts -
plaatwerk
De hoek
vergroten
De hoek
verkleinen
Stroom
verhogen
Stroom
verlagen
VEILIGHEID
De beveiligingen verhinderen het functioneren van het apparaat maar zijn over het algemeen het gevolg van een foute handeling, een vergissing
van de gebruiker of een probleem betreffende de omgeving. De volgende tabel is een leidraad voor de gebruiker om zelf eventuele problemen op
te lossen.
Pictogram beveiliging
Herinneringspicto-
gram
Betekenis Oplossingen
Geen toorts
Toorts niet aangesloten
Aansluiten van een toorts. Als het probleem voortduurt wanneer er
een toorts is aangesloten moet u de bekabeling van de toorts laten
controleren of de toorts vervangen.
Toorts onbekend
Toorts niet herkend
Sluit een toorts aan die compatibel is met het apparaat. Als het
probleem voortduurt wanneer er een toorts is aangesloten moet
u de bekabeling van de toorts laten controleren of de toorts ver-
vangen.
Geen nozzle
Nozzle afgekoppeld
Controleer de aanwezigheid van alle slijtonderdelen en draai het
mondstuk aan.
Geen lucht
Geen lucht
Koppel de luchttoevoer aan en controleer de druk van de compres-
sor.
Luchtdruk te laag
Ingaande luchtdruk onvol-
doende
Koppel de perslucht aan, controleer de compatibiliteit van de ge-
bruikte luchtaansluiting, controleer of de compressor elektrisch
gevoed wordt.
Ingang overdruk
Ingaande druk te hoog
De ingaande druk is hoger dan 9 bar
Koppel de luchttoevoer af, controleer de druk van de compressor,
verminder de druk. Voeg indien nodig een drukregelaar toe tussen
de uitgang van de compressor en de lucht-ingang van de plasma-
snijder.
Als de hieronder getoonde pictogrammen verschijnen is het snijden niet toegestaan, maar de navigatie in de IHM is nog steeds mogelijk.
Thermische beveiliging
Het apparaat wordt te intensief gebruikt, of bij een te hoge tem-
peratuur, of in een niet voldoende geventileerde ruimte. Laat het
apparaat afkoelen, verbeter de ventilatie
Overspanning
Overspanning
Als de overspanning of de onderspanning van tijdelijke aard
waren, zal de snijder zelf na 15 seconden weer opstarten.
Als dit niet het geval is of wanneer er een fase mist, moet uw
elektrische installatie door een elektricien gecontroleerd worden.
Onderspanning
Onderspanning
Missende fase
Afwezigheid fase

90
NEOCUT 105
NL
Opnieuw proberen
De pilot-boog is niet opgestart
Dit wordt waarschijnlijk veroorzaakt door de slijtonderdelen,
controleer hun staat en vervang ze indien nodig. Opnieuw probe-
ren.
Na drie niet-geslaagde pogingen zal er een foutmelding verschij-
nen (E05 of E06).
Trekker ingedrukt
Trekker ingedrukt bij het
opstarten.
Laat de trekker van de toorts los om door te gaan.
Als de trekker niet fysiek ingedrukt is, moet u de bekabeling van
de toorts laten controleren.
AFWIJKINGEN, OORZAKEN, OPLOSSINGEN
De afwijkingen veroorzaken een onmiddellijk stoppen van de plasma cutter, het navigeren in de IHM is niet mogelijk.
Logo Code Bericht Mogelijke oorzaken Oplossingen
E00
NTC
Een temperatuur-sensor is bes-
chadigd of niet goed aangesloten
Controleer de aansluitingen van de sen-
soren, en vervang ze indien nodig
E01
Relais
Het vermogensrelais sluit niet Stuur het product terug voor reparatie
E02
Ventilator
De ventilator draait niet
Controleer of de bladen van de venti-
lator niet wordt geblokkeerd door een
voorwerp
De ventilator draait niet op de
juiste snelheid
Controleer de aansluiting, vervang de
ventilator indien nodig
E03
Probleem luchtdruk
De drukregelaar slaagt er niet in
de druk te reguleren, ondanks
een aangepaste luchttoevoer
Vervang de drukregelaar.
Stuur het product terug voor reparatie.
E04
E05
Elektr. geblok. open
Geen contact tussen de elektro-
den en het mondstuk.
Controleer de aanwezigheid van de
onderdelen en de staat waarin ze verke-
ren. Vervang indien nodig de onderde-
len. Start het apparaat opnieuw op.
E06
Elektr. geblok. dicht
De elektrode trekt zich niet terug
Controleer of de elektrode niet is vas-
tgelast aan het mondstuk, controleer of
de elektrode mobiel is, vervang indien
nodig de slijtonderdelen.
E24
EEPROM/12C
Storing veroorzaakt door het
interne geheugen.
Stuur het product terug voor reparatie
- -
De boog stopt na drie seconden
snijden
Geen stroomdetectie in de mas-
saklem.
Controleer of de massaklem correct
en op een schone ondergrond (zonder
roest, verf of vet) is aangesloten aan
het te snijden onderdeel.
- -
Het apparaat start niet op Geen elektrische voeding
Controleer of het netsnoer van het
apparaat goed is aangesloten op het
stopcontact, en of de aan/uit schakelaar
op de "aan" positie staat.
- -
Controleer of de stroomonderbreker
niet geactiveerd is.
- - De pilot-boog stopt snel. Slijtonderdelen versleten
Controleer de staat van de slijtonderde-
len en vervang deze indien nodig
- -
De boog breekt af tijdens het snijden
Snijsnelheid te laag voor jn
plaatwerk
Verlaag de stroom / verhoog de snel-
heid.
- -
Het contact van de massaklem is
van slechte kwaliteit
Controleer of de massaklem correct
en op een schone ondergrond (zonder
roest, verf of vet) is aangesloten aan
het te snijden onderdeel.
- - Te grote snijhoogte
Gebruik een snij-hulpstuk en houd deze
in contact met het te snijden onderdeel.
- -
Vroegtijdig verslijten van slijtonder-
delen.
Snijstroom ongeschikt voor de
gebruikte slijtonderdelen
Zie hoofdstuk «Instellen snijstroom».
- - Ongeschikte luchtdruk
Zie hoofdstuk «Instellen van de
luchtdruk».
- - Vochtige lucht
Reinig de luchtlters van het apparaat
en van het persluchtnet. Voeg het extra
luchtlter toe art. code 039728.

91
NEOCUT 105
NL
GARANTIE
De garantie dekt alle gebreken en fabricagefouten gedurende twee jaar vanaf de aankoopdatum (onderdelen en arbeidsloon).
De garantie dekt niet :
• Alle overige schade als gevolg van vervoer.
• De gebruikelijke slijtage van onderdelen (Bijvoorbeeld : kabels, klemmen, enz.).
• Incidenten als gevolg van verkeerd gebruik (verkeerde elektrische voeding, vallen, ontmanteling).
• Gebreken ten gevolge van de gebruiksomgeving (vervuiling, roest, stof).
In geval van storing moet het apparaat teruggestuurd worden naar uw distributeur, samen met:
- Een gedateerd aankoopbewijs (betaalbewijs, factuur ...).
- Een beschrijving van de storing.

92
NEOCUT 105
IT
ISTRUZIONI DI SICUREZZA
ISTRUZIONI GENERALI
Queste istruzioni devono essere lette e ben comprese prima dell’uso.
Ogni modica o manutenzione non indicata nel manuale non deve essere effettuata.
Ogni danno corporale o materiale dovuto ad un utilizzo non conforme alle istruzioni presenti su questo manuale non potrà essere considerato a carico
del fabbricante. In caso di problema o incertezza, consultare una persona qualicata per manipolare correttamente l’attrezzatura.
AMBIENTE
Questo dispositivo deve essere utilizzato solamente per fare delle operazioni di taglio nei limiti indicati sulla targhetta indicativa e/o sul manuale.
Bisogna rispettare le direttive relative alla sicurezza. In caso di uso inadeguato o pericoloso, il fabbricante non potrà essere ritenuto responsabile.
Il dispositivo deve essere utilizzato in un locale senza polvere, né acido, né gas inammabili o altre sostanze corrosive, e lo stesso vale per il suo
stoccaggio. Assicurarsi che durante l’utilizzo ci sia una buona circolazione d’aria.
Intervallo di temperatura :
Utilizzo tra -10 e +40°C (+14 e +104°F).
Stoccaggio fra -20 e +55°C (-4 e 131°F).
Umidità dell’aria:
Inferiore o uguale a 50% a 40°C (104°F).
Inferiore o uguale a 90% a 20°C (68°F).
Altitudine :
Fino a 1000 m sopra il livello del mare (3280 piedi).
PROTEZIONE INDIVIDUALE E DEI TERZI
Il taglio può essere pericoloso e potrebbe causare ferite gravi o mortali.
Il taglio espone gli individui ad una fonte pericolosa di calore, di radiazione luminosa dell’arco, di campi elettromagnetici (attenzione ai portatori di
pacemaker), di rischio di folgorazione, di rumore e d’emanazioni gassose.
Proteggere voi e gli altri, rispettate le seguenti istruzioni di sicurezza:
Per proteggervi da ustioni e radiazioni, portare vestiti senza risvolto, isolanti, asciutti, ignifugati e in buono stato, che coprano tutto
il corpo.
Usare guanti che garantiscano l’isolamento elettrico e termico.
Utilizzare una protezione da taglio e/o un casco per saldatura di livello di protezione sufciente (variabile a seconda delle
applicazioni). Proteggere gli occhi durante le operazioni di pulizia. Le lenti a contatto sono particolarmente sconsigliate.
Potrebbe essere necessario limitare le aree con delle tende ignifughe per proteggere la zona di taglio dai raggi dell’arco, dalle
proiezioni e dalle scorie incandescenti.
Informare le persone nella zona di taglio di non ssare i raggi dell’arco né i pezzi in fusione e di indossare vestiti adeguati per
proteggersi.
Utilizzare un casco contro il rumore se le procedure di taglio arrivano ad un livello sonoro superiore al limite autorizzato (lo stesso
per tutte le persone in zona saldatura).
Mantenere a distanza dalle parti mobili (ventilatore) le mani, i capelli, i vestiti.
Non togliere mai le protezioni carter dall’unità di raffreddamento quando la fonte di corrente di saldatura è collegata alla presa di
corrente, il fabbricante non potrà essere ritenuto responsabile in caso d’incidente.
I pezzi appena tagliati sono caldi e possono causare ustioni durante la manipolazione. Durante l’intervento di manutenzione sulla
torcia, bisogna assicurarsi che quest’ultima sia sufcientemente fredda e aspettare almeno 10 minuti prima di qualsiasi intervento.
L’unità di raffreddamento deve essere accesa prima dell’uso di una torcia a raffreddamento liquido per assicurarsi che il liquido non
causi ustioni.
È importate rendere sicura la zona di lavoro prima di abbandonarla per proteggere le persone e gli oggetti.
FUMI DI SALDATURA E GAS
I fumi, i gas e le polveri emesse dal taglio sono pericolosi per la salute. È necessario prevedere una ventilazione sufciente e a
volte è necessario un apporto d’aria. Una maschera ad aria fresca potrebbe essere una soluzione in caso di aerazione insufciente.
Vericare che l’aspirazione sia efcace controllandola in relazione alle norme di sicurezza.
Attenzione il taglio in ambienti di piccola dimensione necessita di una sorveglianza a distanza di sicurezza. Inoltre il taglio di certi materiali contenenti
piombo, cadmio, zinco, mercurio o berillio può essere particolarmente nocivo; pulire e sgrassare le parti prima di tagliarle.
Le bombole devono essere posizionate in locali aperti ed aerati. Devono essere in posizione verticale su supporto o su un carrello. Il taglio è proibito
se effettuato in prossimità di grasso o vernici.

93
NEOCUT 105
IT
RISCHIO DI INCENDIO E DI ESPLOSIONE
Proteggere completamente la zona di taglio, i materiali inammabili devono essere allontanati di almeno 11 metri.
Un’attrezzatura antincendio deve essere presente in prossimità delle operazioni di taglio.
Attenzione alle proiezioni di materia calda o di scintille anche attraverso le fessure, queste possono essere causa di incendio o di esplosione.
Allontanare le persone, gli oggetti inammabili e i contenitori sotto pressione ad una distanza di sicurezza sufciente.
Il taglio nei container o tubature chiuse è proibito e se essi sono aperti devono prima essere svuotati di ogni materiale inammabile o esplosivo (olio,
carburante, residui di gas...).
Le operazioni di molatura non devono essere dirette verso la fonte di corrente di saldatura o verso dei materiali inammabili.
SICUREZZA ELETTRICA
La rete elettrica usata deve imperativamente avere una messa a terra. Usare la grandezza del fusibile consigliata sulla tabella
segnaletica.
Una scarica elettrica potrebbe essere fonte di un grave incidente diretto, indiretto, o anche mortale.
Non toccare mai le parti sotto tensione all’interno o all’esterno della fonte di corrente quando quest’ultima è alimentata (Torce,pinze, cavi, elettrodi)
perché sono collegate al circuito di taglio.
Prima di aprire la fonte di corrente di taglio, bisogna disconnetterla dalla rete e attendere 2 min. afnché l’insieme dei condensatori sia scaricato.
Far sostituire i cavi e le torce danneggiati solo da persone abilitate e qualicate. Dimensionare la sezione dei cavi in funzione dell’applicazione.
Utilizzare sempre vestiti secchi e in buono stato per isolarsi dal circuito di taglio. Portare scarpe isolanti, indifferentemente dall’ambiente di lavoro.
CLASSIFICAZIONE CEM DEL MATERIALE
Questo dispositivo di Classe A non è fatto per essere usato in una zona residenziale dove la corrente elettrica è fornita
dal sistema pubblico di alimentazione a basa tensione. Potrebbero esserci difcoltà potenziali per assicurare la compatibilità
elettromagnetica in questi siti, a causa delle perturbazioni condotte o irradiate.
Questi dispositivi sono conformi alla CEI 61000-3-11.
Questo dispositivo non è conforme alla CEI 61000-3-12 ed è destinato ad essere collegato a delle reti private a bassa tensione
connesse alla rete di alimentazione pubblica solamente a un livello di tensione medio e alto. Se è collegato al sistema pubblico
di alimentazione di bassa tensione, è responsabilità dell’installatore o dell’utilizzatore del materiale assicurarsi, consultando
l’operatore della rete pubblica di distribuzione, che il materiale possa essere collegato ad esso.
EMISSIONI ELETTRO-MAGNETICHE
La corrente elettrica che attraversa un qualsiasi conduttore produce dei campi elettrici e magnetici (EMF) localizzati. La corrente
di taglio produce un campo elettromagnetico attorno al circuito di taglio e al dispositivo di taglio.
I campi elettromagnetici EMF possono disturbare alcuni impianti medici, per esempio i pacemaker. Devono essere attuate delle misure di protezione
per le persone che portano impianti medici. Per esempio, restrizioni di accesso per i passanti o una valutazione del rischio individuale per gli utilizzatori.
Tutti gli utilizzatori dovranno attenersi alle procedure seguenti al ne di minimizzare l’esposizione ai campi elettromagnetici provenienti dal circuito di
taglio:
• posizionate i cavi di taglio insieme - ssateli con una fascetta, se possibile;
• posizionate il vostro busto e la vostra testa il più lontano possibile dal circuito di taglio;
• non avvolgete mai i cavi attorno al corpo;
• non posizionate il vostro corpo tra i cavi di taglio. Tenete i due cavi di taglio sullo stesso lato del vostro corpo;
• collegate il cavo di ritorno al pezzo da lavorare il più vicino possibile alla zona da tagliare;
• non lavorate a anco, né sedetevi sopra, né addossatevi alla fonte di corrente di taglio;
• non saldate quando spostate la fonte di corrente di taglio.
I portatori di pacemaker devono consultare un medico prima di usare questo dispositivo di saldatura.
L’esposizione ai campi elettromagnetici durante la saldatura potrebbe avere altri effetti sulla salute che non sono ancora
conosciuti.
CONSIGLI PER VALUTARE LA ZONA E L’INSTALLAZIONE DI SALDATURA
Generalità
L’utilizzatore è responsabile dell’installazione e dell’uso del dispositivo di taglio ad arco secondo le istruzioni del fabbricante. Se vengono rilevate delle
perturbazioni elettromagnetiche, è responsabilità dell’utilizzatore del dispositivo di taglio ad arco risolvere la situazione con l’assistenza tecnica del
fabbricante. In certi casi, questa azione correttiva potrebbe essere molto semplice come ad esempio la messa a terra del circuito di taglio. In altri casi,
potrebbe essere necessario costruire uno schermo elettromagnetico intorno alla fonte di corrente di taglio e al pezzo completo con montaggio di ltri
d’entrata. In ogni caso, le perturbazioni elettromagnetiche devono essere ridotte no a non essere più fastidiose.

94
NEOCUT 105
IT
Valutazione della zona di taglio
Prima di installare un dispositivo di taglio ad arco, l’utilizzatore deve valutare i potenziali problemi elettromagnetici nella zona circostante. Bisogna
tenere conto di ciò che segue:
a) la presenza sopra, sotto e accanto al dispositivo di taglio ad arco di altri cavi di alimentazione, di comando, di segnalazione e telefonici;
b) di ricettori e trasmettitori radio e televisione;
c) di computer e altri dispositivi di comando;
d) di dispositivi critici di sicurezza, per esempio, protezione di dispositivi industriali;
e) la salute delle persone vicine, per esempio, l’azione di pacemaker o di apparecchi uditivi;
f) di dispositivi utilizzati per la calibratura o la misurazione;
g) l’immunità degli altri dispositivi presenti nell’ambiente.
L’utilizzatore deve assicurarsi che gli altri dispositivi usati nell’ambiente siano compatibili. Questo potrebbe richiedere delle misure di protezione
supplementari;
h) l’orario della giornata in cui la saldatura o altre attività devono essere eseguite.
La dimensione della zona circostante da prendere in considerazione dipende dalla struttura degli edici e dalle altre attività svolte sul posto. La zona
circostante può estendersi oltre ai limiti delle installazioni
Valutazione dell’installazione di taglio
Oltre alla valutazione della zona, la valutazione delle installazioni di taglio ad arco possono servire a determinare e risolvere i casi di perturbazioni.
Conviene che la valutazione delle emissioni includa delle misurazioni sul posto come specicato all’Articolo 10 della CISPR 11:2009. Le misurazioni sul
posto possono anche permettere di confermare l’efcacia delle misure di attenuazione.
RACCOMANDAZIONI SUI METODI DI RIDUZIONE DELLE EMISSIONI ELETTROMAGNETICHE
a. Rete pubblica di alimentazione: conviene collegare il materiale di taglio ad arco a una rete pubblica di alimentazione secondo le raccomandazioni
del fabbricante. Se ci sono interferenze, potrebbe essere necessario prendere misure di prevenzione supplementari, come il ltraggio della rete
pubblica di rifornimento [elettrico]. Converrebbe prendere in considerazione di schermare il cavo della presa elettrica passandolo in un condotto
metallico o equivalente di un materiale di taglio ad arco ssati stabilmente. Converrebbe anche assicurarsi della continuità della schermatura elettrica
su tutta la sua lunghezza. Conviene collegare il blindaggio alla fonte di corrente di taglio per assicurare il buon contatto elettrico fra il condotto e
l’involucro della fonte di corrente di taglio.
b. Manutenzione del dispositivo di taglio ad arco: è opportuno che le manutenzioni del dispositivo di taglio ad arco siano eseguite seguendo
le raccomandazioni del fabbricante. È opportuno che ogni accesso, porte di servizio e coperchi siano chiusi e correttamente bloccati quando il
dispositivo di taglio ad arco è in funzione. È opportuno che il dispositivo di taglio ad arco non sia modicato in alcun modo, tranne le modiche e
regolazioni menzionate nelle istruzioni del fabbricante. È opportuno, in particolar modo, che lo spinterometro dell’arco dei dispositivi di avviamento e
di stabilizzazione siano regolati e mantenuti secondo le raccomandazioni del fabbricante.
c. Cavi di taglio: è opportuno che i cavi siano i più corti possibili, piazzati l’uno vicino all’altro in prossimità del suolo o sul suolo.
d. Collegamento equipotenziale: converrebbe considerare il collegamento di tutti gli oggetti metallici della zona circostante. Tuttavia, oggetti
metallici collegati al pezzo da tagliare potrebbero accrescere il rischio per l’operatore di scosse elettriche se costui tocca contemporaneamente questi
oggetti metallici e l’elettrodo. È opportuno isolare l’operatore di tali oggetti metallici.
e. Messa a terra del pezzo da tagliare: quando il pezzo da tagliare non è collegato a terra per sicurezza elettrica o a causa delle sue dimensioni
e del posto dove si trova, come, ad esempio, gli sca delle navi o le strutture metalliche di edici, una connessione collegando il pezzo alla terra può,
in certi casi e non sistematicamente, ridurre le emissioni. È opportuno assicurarsi di evitare la messa a terra dei pezzi che potrebbero aumentare
i rischi di ferire gli utenti o danneggiare altri materiali elettrici. Se necessario, è opportuno che il collegamento fra il pezzo da tagliare alla terra sia
fatto direttamente, ma in certi paesi che non autorizzano questo collegamento diretto, si consiglia che la connessione sia fatta con un condensatore
appropriato scelto in funzione delle regole nazionali.
f. Protezione e schermatura: La protezione e la schermatura selettiva di altri cavi, dispositivi e materiali nella zona circostante può limitare i
problemi di perturbazioni. La protezione di tutta la zona di saldatura può essere considerata per applicazioni speciali.
TRASPORTO E SPOSTAMENTO DELLA FONTE DI CORRENTE DI TAGLIO
La fonte di corrente di taglio è dotata di due maniglie superiori che permettono il trasporto a mano da due persone. Attenzione a
non sottovalutarne il peso. Le maniglie possono essere considerate come un mezzo d’imbragatura.
Non usare i cavi o la torcia per spostare la fonte di corrente di taglio. Deve essere spostata in posizione verticale.
Non far passare la fonte di corrente al di sopra di persone o oggetti.
INSTALLAZIONE DEL DISPOSITIVO
• Mettere la fonte di corrente di taglio su un suolo inclinato al massimo di 10°.
• Prevedere una zona sufciente per aerare il dispositivo di corrente di taglio e accedere ai comandi.
• Non utilizzare in un ambiente con polveri metalliche conduttrici.
• La fonte di corrente di taglio deve essere al riparo dalla pioggia e non deve essere esposta ai raggi del sole.
Il materiale è di grado di protezione IP23, che vuol dire:
- aree pericolose protette per impedire il contatto con corpi solidi di diam >12.5mm e,
- protezione contro la pioggia diretta a 60° in relazione alla verticale.
Questo materiale può essere usato in ambiente esterno all’aperto in conformità con il grado di protezione IP23.
I cavi di alimentazione, di prolunga e di taglio devono essere totalmente srotolati, per evitare il surriscaldamento.
Il fabbricante non si assume alcuna responsabilità circa i danni provocati a persone e oggetti dovuti ad un uso incorretto e
pericoloso di questo dispositivo.

95
NEOCUT 105
IT
MANUTENZIONE / CONSIGLI
• Le manutenzioni devono essere effettuate solo da personale qualicato. È consigliata una manutenzione annuale.
• Interrompere l’alimentazione staccando la presa, e attendere due minuti prima di lavorare sul dispositivo. All’interno, le tensioni
e l’intensità sono elevate e pericolose.
• Vericare regolarmente lo stato del cavo di alimentazione. Se il cavo di alimentazione è danneggiato, deve essere sostituito dal fabbricante, dal suo
servizio post-vendita o da una persona di qualica simile, per evitare pericoli.
• Lasciare le uscite d’aria della fonte di corrente di taglio libere per l’entrata e l’uscita d’aria..
• Vericare che il corpo della torcia non presenti fessure o li esposti.
• Vericare che i ricambi siano installati correttamente e non siano logori.
Manutenzione del ltro a aria:
Purga del contenuto della vaschetta del ltro:
• Scollegare l’alimentazione dell’aria.
• Allentare il rubinetto nella parte bassa della vaschetta del ltro girando in senso antiorario.
• Premere il rubinetto verso l’alto per evacuare l’acqua della vaschetta.
• Ristringere il rubinetto nella parte bassa della vaschetta del ltro girando in senso orario.
Rimozione dell’elemento ltrante:
• Scollegare l’alimentazione dell’aria.
• Afferrare la vaschetta e svitarla dal corpo rotandola in senso antiorario.
• L’elemento ltrante (bianco) può essere sofato o sostituito in funzione del suo stato.
Rimontaggio dell’elemento ltrante:
• Rimettere l’elemento ltrante nella vaschetta, vericare la presenza di una guarnizione nella parte superiore.
• Riavvitare la vaschetta sul corpo girando in senso orario.
INSTALLAZIONE - FUNZIONAMENTO DEL PRODOTTO
Solo le persone esperte e abilitate dal fabbricante possono effettuare l’installazione. Durante l’installazione, assicurarsi che il generatore sia scollegato
dalla rete.
DISPOSITIVO FORNITO CON
NEOCUT 105
Rif. 063044 Rif. 063112
4 m - 16 mm²
collegamenti pneumatici
8 mm + 10 mm 8 mm + 10 mm
6 m
-
kit di avviamento
-
Gli accessori forniti con il generatore devono essere utilizzati esclusivamente con questo prodotto.
DESCRIZIONE
Il NEOCUT 105 è una sorgente di taglio e scriccatura Plasma trifase, permette :
- il taglio di qualsiasi metallo
- la scriccatura su qualsiasi metallo
- la marcatura su qualsiasi metallo
Questi tre procedimenti richiedono l’impiego di ricambi appropriati e di aria compressa o azoto.
DESCRIZIONE DEL DISPOSITIVO (FIG. 1 - PAGINA 2)
1- Schermo di visualizzazione 7- Manici per il trasporto
2- Manopola di regolazione 8- Posizione per il raccordo pneumatico
3- manicotto di raccordo della pinza di massa 9- Cavo di alimentazione
4- Connettore torcia plasma 10- Commutatore avvio / arresto
5-
Portello di installazione del connettore CNC 1 analogico
(opzionale, rif. 039988)
11- Filtro
6-
Portello di installazione del connettore CNC 2 digitale
(opzionale, rif. 064737)
ALIMENTAZIONE ELETTRICA / AVVIO
• Questo materiale è fornito con una presa 32 A di tipo EN 60309-1 e dev’essere utilizzato solo su una installazione elettrica trifase 400V (50-60 Hz)
a quattro li con un neutro collegato a terra.

96
NEOCUT 105
IT
• La corrente effettiva assorbita (I1eff) è indicata sul dispositivo, per le condizioni d’uso ottimali. Vericare che l’alimentazione e le protezioni (fusibile
e/o disgiuntore) siano compatibili con la corrente necessaria in uso. In certi paesi, potrebbe essere necessario cambiare la spina per permettere l’uso
del dispositivo in condizioni ottimali.
• Il dispositivo è progettato per funzionare con una tensione elettrica di 400V +/- 15%. Si mette in protezione se la tensione di alimentazione è
inferiore a 340Veff o superiore a 460Veff (un codice predenito apparirà sullo schermo dell’IHM).
• L’accensione si effettua ruotando il commutatore avvio/stop (FIG 1 - 10) sulla posizione I, mentre l’arresto si effettua ruotando sulla posizione 0.
Attenzione! Non scollegare mai dalla presa quando il dispositivo è sotto carica.
COLLEGAMENTO AD UN GRUPPO ELETTROGENO
Questo dispositivo può funzionare con gruppi elettrogeni a condizione che la potenza ausiliaria risponda alle esigenze seguenti:
- La tensione deve essere alternata, regolata come specicato da 400V +/- 15%, e di tensione di picco inferiore a 700V,
- La frequenza deve essere compresa tra 50 e 60 Hz.
Queste condizioni devono essere imperativamente vericate, perché diversi generatori producono picchi di alta tensione che possono danneggiare i
dispositivi.
USO DELLA PROLUNGA ELETTRICA
Tutte le prolunghe devono avere una dimensione e una sezione appropriate alla tensione del dispositivo.
Usare una prolunga in conformità con le regolamentazioni nazionali.
Tensione d'entrata Sezione della prolunga (<45m)
400 V 4 mm²
ALIMENTAZIONE IN ARIA
L’entrata d’aria può essere alimentata da un compressore o da bombole ad alta pressione. Un manometro alta pressione deve essere usato su ogni
alimentazione e deve essere capace di dirigere il gas all’entrata d’aria dei tranciatori plasma. Questi dispositivi sono forniti con un ltro d’aria integrato
(5μm), ma un ltro supplementare potrebbe avverarsi necessario a seconda della quantità d’aria usata (ltro impurità in opzione, rif. 039728).
In caso di quantità erronea d’aria, la velocità di taglio è ridotta, la qualità del taglio si deteriora, la capacità di spessore del taglio
diminuisce e la durata di vita dei ricambi è ridotta.
Per un rendimento ottimale, l’aria compressa deve rispondere alle norme ISO8573-1, classe 1.2.2. Il punto di vapore massimo deve essere - 40 °C.
La quantità massima d’olio (aerosol, liquido e vapore) deve essere di 0.1 mg/m3.
Collegare l’alimentazione gas alla fonte di corrente per mezzo di un tubo a
gas inerte di diametro interno di 9,5 mm e di un commutatore a raccordo
rapido.
La pressione non deve eccedere 9 bar, la vasca del ltro
potrebbe esplodere.
La pressione d’entrata consigliata durante la circolazione dell’aria è compresa fra 5 e 9 bar con un usso minimo di 305 L/min.
SCELTA DE MATERIALE DI CONSUMO
• Taglio manuale con torcia MT 125 (6 m : rif. 039506, 12 m : rif. 039513) :
Fine Cut
45 A
45 A
65 A
85 A
105 A
039131
039148
039155 (x 5)
039315
(x 5)
039230
039247
039216
039223
039162
(x 5)
039179
(x 5)
039186
(x 5)
039193
(x 5)
039322

97
NEOCUT 105
IT
• Taglio automatico con torcia AT 125 (6 m : rif. 038479, 12 m : rif. 039520) :
Fine Cut
45 A
45 A
65 A
85 A
105 A
039131
039148
039155 (x 5)
039315
(x 5)
037496
039223
039162
(x 5)
039179
(x 5)
039186
(x 5)
039193
(x 5)
039445 (Ohmic)
039216
039339 (Ohmic)
039292
039308
OR
OR
• Scriccatura con torcia MT 125 (6 m : rif. 039506, 12 m : rif. 039513) :
65-85 A
105 A
039223
039131
039148
039155 (x 5)
039216
039261
(x 5)
039278
(x 5)
039254
REGOLAZIONE DELLA CORRENTE DI TAGLIO
Al ne di ottenere le prestazioni previste e garantire la corretta durata dei ricambi, assicurarsi di regolare la corrente in modo che
corrisponda ai valori indicati sui ricambi (esempio 45 A = 45 ampere).
La regolazione si effettua semplicemnete attraverso la manopola dello schermo principale.
REGOLAZIONE DELLA PRESSIONE DELL’ARIA
Il NEOCUT 105 è dotato di un regolatore di pressione comandata elettronicamente, la regolazione della precisione si effettua attraverso l’IHM
(vedere pagine seguenti).
Per ottenere delle performance e delle durate di vita dei consumabili ottimali è molto importante :
- Denire la lunghezza della torcia
- Utilizzare la modalità più adatta ai consumabili scelti
- Utilizzare la corrente più adatta ai consumabili scelti
- Lasciare la regolazione della pressione in « auto »
E’ raccomandato vericare che i parametri scelti sull’IHM siano adeguati alla congurazione reale, in aprticolare in caso di :
- Cambio di punto di raccordo o d’installazione pneumatica
- Cambio della lunghezza della torcia
- Cambio del tipo di consumabile
- Dubbio
E’ possibile vericare il circuito pneumatico grazie alla funzione « test air », questa permette inoltre di vericare se la pressione fornitra dal com-
pressore è sufciente (vedere pagine seguenti).
SCELTA DELLA MODALITÀ DI TAGLIO
Taglio / taglio con grilletto bloccato
Utilizzare una di queste due modalità per effettuare i lavori di taglio su lamiera piana.
Una pressione sul pulsante permette di creare l’arco, l’arresto avviene per rilascio del pulsante seguito dalla «foratura» (l’arco
si arresta da solo).
Per i tagli di grande lunghezza è possibile utilizzare la modalità grilletto bloccato, in questo caso il grilletto può essere rilasciato
durante il taglio. Questo diminuisce la fatica e permette di tenere ma mano un pò più lontano dalla zona di taglio.
Scriccatura / scriccatura con grilletto bloccato
Utilizzare una di queste due modalità per effettuare i lavori di scriccatura.
Una pressione sul pulsante permette di creare l’arco, l’arresto avviene per rilascio del pulsante seguito dalla «foratura» (l’arco
si arresta da solo).

98
NEOCUT 105
IT
Per i tagli di grande lunghezza è possibile utilizzare la modalità grilletto bloccato, in questo caso il grilletto può essere rilasciato
durante il taglio. Questo diminuisce la fatica e permette di tenere ma mano un pò più lontano dalla zona di taglio.
Taglio di lamiere traforate
Utilizzare questa modalità per effettuare dei lavori di taglio su delle lamiere traforate che necessitano di arresto / ripresa di
tagli ripetitivi.
Si tratta di una modalità di taglio in cui l’arco si riavvia no a quando vienee mantenuto il pulsante torcia premuto. Questa
modalità permette inoltre un lavoro confortevole poichè risparmia all’operatore di rilasciare e premere costantemente sul
pulsante.
Marcatura
Questa modalità compatibile con tutti i consumabili da taglio funzionna a corrente debole, permette di marcare in supercie le
lamiere. Particolarmente utile per il taglio automatizzato per iscrivere per esempio dei riferimenti, dei numeri di lotto... questa
modalit5à è ugualmente accessibile con una torcia manuale.
PRIMO AVVIAMENTO
Al primo avviamento, il diuspositivo domanda di congurare i seguenti parametri:
1 2 3
(EN) ENGLISH
(FR) FRANCAIS
(DE) DEUTSCH
(IT) ITALIANO
(ES) ESPANOL
(NL) NEDERLANDS
(RU) RUSSKIY
m. /bar
ft./psi
6.0m/20ft
7.6m/25ft
12.0m/40ft
15.2m/50ft
Lingua Le unità di misura (m./bar o ft./psi)
Lunghezza della torcia
di ascesa sul prodotto
Una rotazione della manopola sposta il cursore davanti alla selezione desiderata, premendo la
manopola si conferma la selezione.
Nota : In caso di errore di scelta questi parametri poissono essere modicati (vedere menù
setup)
Regolazione importante per il buon funzio-
namento del prodotto. Questo dato viene sfrut-
tato dal generatore per calcolare e applicare la
pressione ottimale di funzionamento.
NAVIGAZIONE NELL’IHM
UTILIZZO DELLA MANOPOLA
La rotazione della manopola permette
- una regolazione di un poarametro digitale (corrente, pressione)
- lo spostamento del cursore per trovare la selezione
Premere la manopola
- permette di convalidare una scelta (puntata dal cursore)
- permette di accedere alla barra degli utensili dopo lo schermo principale o dopo lo schermo di regolazione pressione
SCHERMO PRINCIPALE (REGOLAZIONE DELLA CORRENTE) :
5.2 bar
6.0m
105A
1
2
3
4
Questo schermo mostraa gli avviamenti della macchina :
1- Modalità di8 funzionamneto
2- Pressione in corso*
3- Lunghezza della torcia selezionata
4- Corrente
La regolazione della corrente si effettua direttamente dopo questa schermata.
*Una freccia che punta verso l’alto o verso il basso può apparire a destra della pressione quando la pressione è statae sregolata dall’utilizzatore, la freccia si cancella quando
la pressione regolata è ottimale o quando la regolazione della pressione viene regolata in modalità « auto

99
NEOCUT 105
IT
BARRA DEGLI UTENSILI (accesso premendo la manopola)
105A
5.2 bar
Setup
1
2
3
4
1- Accesso allo schermo di selezione della modalità
2- Accesso allo schermo principale (regolazione della corrente)
3- Accesso allo schermo di regolazione della pressione
4- Accesso al menù Setup
SELEZIONE DELLA MODALITÀ
TAGLIO
6 modalità sono disponibili, per fare una buona scelta fare riferimento al capitolo « scelta della moda-
lità ».
REGOLAZIONE DELLA PRESSIONE
105A
6.0m
AUTO
1
3
4
2
In automatico, lo schermo si presenta nella seguente maniera :
1- Modalità di funzionamento
2- Corrente
3- Lunghezza della torcia
4- Pressione*
*La pressione viene bloccata in automatico (materializzata per l’iscrizione AUTO il lucchetto chiuso) :
la macchina si incarica di regolare il buon valore della pressione un funzione di differenti parametri (
come la corrente, la modalità, la lunghezza della torcia)
105A
6.0m
AUTO
3
Per spostare la regolazione della pressione in modalità manuale, bisogna premere
a lungo sulla manopola: un conteggio incomincia a anco al lucchetto.
Un rilascio della manopola durante il conteggio annulla l’azione di sblocco della
pressione.
105A
6.0m
5.2 bar
Ottimale
Alla ne del conteggio il seguente schermo appare:
- lucchetto aperto (che simbolizza che la regolazione è possibile)
- la pressione in corso viene mostrata (il valore corrisponde al valore utilizzato in
modalità automatica)
- Un bar-graph accompagnato da un valore da la tendenza ( il testo « ottimale »
viene mostrato quando il valore scelto corrisponde perfettamente al valore che
verrebbe utilizzato in automatico)
105A
6.0m
5.2 bar
+0.2
Esempio di una regolazione di pressione superiore al valore ottimale di +0.2bar
Per ritornare alla regoalzione automatica bisogna premere a lungo sulla mano-
pola : un conteggio incomincia a anco al lucchetto.
Alla ne del conteggio, la regolazione sarà in « AUTO » con il lucchetto bloccato.

100
NEOCUT 105
IT
MENÙ « SETUP »
CONTATORE
TEST ARIA
LUNG. TORCIA
DIARIO
EN FR DE IT...
UNITA
ESCI
CONTATORI
ELETTRODO
0 Cycl./
.0H
CAPPA
0 Cycl./
.0H
RESET
ESCI
1
2
3
4
Questo utensile permette di misurare il numero di cicli e la durata di taglio dell’ugello e dell’elettrodo
:
1- Numero di cicli e tempi cumulati di utilizzo dell’elettrodo
2- Numero di cicli e tempi cumulati di utilizzo dell’ugello
3- Menù di azzeramento dei contatori
4- Ritorna al menù Setup
AZZERAMENTO DEI CONTATORI
RESET ELETTRODO
RESET CAPPA
RESET TOTALE
ESCI
1
2
3
4
Per avre una conteggio rappresentativo, è necessario
Per avere un conteggio rappresentativo, è necessario sostituire il/gli contatori
del/dei consumabili sostituiti.
Il menù di azzeramento dei contatori propone :
1- Azzeramento dei contatori dell’elettrodo
2- Azzeramento dei contatori dell’ugello
3- Azzeramneto di tutti i contatori
4- Ritorno allo schermo precedente
Per effettuare l’azzeramento sciegliere la linea desiderata ruotando la manopola e premere a lungo (un conteggio viene mos-
trato a destra della linea selezionata), alla ne del conteggio la linea selezionata viene azzerata.
Un rilascio della manopola durante il conteggio annulla l’azione.
Nota : questa funzione è unicamente un aiuto per il monitoraggio dell’usura dei consumabili. L’utilizzatore non è costretto ad
utilizzare questa funzione e ancora meno ad azzerare i contatori ad ogni cambio di consumabile (nonc’è il blocca della mac-
china nel caso di un numero di cicli troppo numerosi o di una durata di utilizzo troppo importante).
TEST ARIA
ISTRUZIONI
ENTRATA
USCITA
=5 bar
=-.-bar
=-.-bar
1
2
3
Questo utensile permette di forzare l’aria in uscita del generatore per :
- eliminare il circuito in caso di presenza di umidità in quest’ultimo
- controllare se il rendimento del compressore è sufciente
1- Regolazione della pressione del test
2- Visualizzazione della pressione in entrata del prodotto
3- Visualizzazione della pressione in uscita del prodotto
Premendo la manopola taglio d’aria si ritorna al menù Setup.
LUNGHEZZA DELLA TORCIA
6.0m/20ft
7.6m/25ft
12.0m/40ft
15.2m/50ft
Permette di cambiare la lunghezza della torcia
Regolazione importante per il buon funzionamneto del prodotto. Questo dato viene sfruttato dal
generatore per calcolare e applicare la pressione ottimale di funzionamento.

101
NEOCUT 105
IT
GIORNALE
IND PCB : XX.XX
EVO PCB1 : XX
EVO PCB2 : XX
SOFTWARE : XX.XX
POWER ON : XXX
CUT TIME : XXX.XH
CUT COUNT : XXX
1
2
3
4
5
Visualizzazione del giornale di bordo :
1- Versione delle schede elettroniche
2- Software
3- Numero di accensioni della macchina
4- Tempo totale di taglio
5- Numero di cicli di taglio
LINGUA
(EN) ENGLISH
(FR) FRANCAIS
(DE) DEUTSCH
(IT) ITALIANO
(ES) ESPANOL
(NL) NEDERLANDS
(RU) RUSSKIY
Permette di cambiare la lingua corrente
UNITÀ
m. /bar
ft./psi
Permette di cambiare le unità in corso :
- Unità SI : lunghezza della torcia espressa in metri e pressione espressa in bar
- Unità imperiali : lunghezza della torcia espressa in piedi e pressione espressa in PSI
SVOLGIMENTO DI UNA SEQUENZA DI TAGLIO
1- Alla pressione sul pulsante un arco si forma: l’arco-pilota. Si tratta di un arco di bassa potenza stabilito tra l’elettrodo e l’ugello, consente
l’innesco sulla lamiera da tagliare.
2- Quando l’arco pilota tocca la lamiera, la taglierina plasma rileva l’innesco. L’arco circola allora tra l’elettrodo e la lamiera, il generatore aumenta la
corrente no al valore impostato dall’operatore.
3- Alla ne del taglio (rilascio del pulsante o foratura) l’arco si arresta, l’aria continua a uscire per diverse decine di secondi per raffreddare la torcia
e i materiali di consumo.
VISUALIZZAZIONE DURANTE IL TAGLIO
5.0 bar
105A
105A
7.3 bar 152V
1
4
5
6
2 3
1- Richiamo della modalità in corso
2- Misura della pressione all’avvio del prodotto
3- Misura della tensione d’arco
4- Consegna di corrente
5- Richiamo della pressione in uscita
6- Misura di corrente

102
NEOCUT 105
IT
TAGLIO MANUALE A PARTIRE DAL BORDO DEL PEZZO.
1
Con il morsetto di massa ssato al pezzo, mantenere la torcia perpendicolare (90°)
all'estremità del pezzo.
2
Premere sul pulsante della torcia per avviare l'arco no a che esso sia completa-
mente avviato sul pezzo da tagliare.
3
Quando il pezzo è iniziato, trascinare leggermente il pattino sul pezzo per conti-
nuare a tagliare. Cercare di mantenere un ritmo regolare.
INIZIO DEL TAGLIO A LAMIERA INTERA:
1
Il morsetto di massa è ssato al pezzo, mantenera la torcia a un angolo di circa 30°
sul pezzo da tagliare.
2
Premere sul pulsante della torcia per avviare l'arco mantenendo l'angolo di 30° in
relazione al pezzo. Far girare lentamente la torcia verso una posizione perpendico-
lare (90°).
3
Immobilizzare la torcia tenendo il pulsante premuto. Se le scintille escono dal basso
del pezzo, l'arco ha perforato il materiale.
4
Quando il pezzo è iniziato, trascinare leggermente il pattino sul pezzo per continuare a tagliare. Provare a mantenere un ritmo regolare.

103
NEOCUT 105
IT
SCRICCATURA
1
Con il morsetto di massa ssato al pezzo, mantenere la torcia a un angolo di circa
45° sul pezzo, mantenendo il pattino speciale per scriccatura a circa 2 mm del
pezzo prima di avviare la torcia.
2
Premere sul pulsante della torcia per avviare l'arco mantenendo l'angolo di 45° sul
pezzo a seconda della penetrazione della scriccatura.
3
Spingere l'arco plasma nel senso della scriccatura che si desidera creare. Mantenere
una distanza minima tra il pattino della torcia e il metallo fuso per evitare di ridurre
la durata di vita del ricambio o di danneggiare la torcia.
Velocità Angolo
Distanza
torcia-pezzo
PROFILO DI SCRICCATURA
Si può variare il prolo della scriccatura variando la velocità della torcia sul pezzo, la
distanza torcia-pezzo, l’angolo della torcia sul pezzo e la corrente d’uscita della fonte
di corrente.
MODIFICA DEL PROFILO DELLA BACCHIATURA
VOLONTÀ
Larghezza
Profondità
Soluzioni
Aumentare la
velocità
Ridurre la
velocità
Aumentare
la distanza
torcia-pezzo
Ridurre la
distanza
torcia-pezzo
Aumentare
l'angolo
Diminuire
l'angolo
Aumentare la
corrente
Ridurre la
corrente
SICURE
Le sicure impediscono il funzionamneto del prodotto ma sono generalmente dovute a un errore di manipolazione, una dimenticanza della parte
dell’utilizzatore o a un problema dell’ambiente. La tabella qui sotto guida l’utilizzatore per risolvere lui stesso il problema.
Icona all'apparizione
della sicura
Icona di richiamo Signicato Rimedi
Torcia assente
Torcia scollegata
Collegare una torcia. Se il problema persiste quando una torcia è
collegata, bisogna far controllare il cablaggio della torcia o sostituire
la torcia.
Torcia non riconosciuta
Torcia non riconosciuta
Collegare una torcia compatibile con il prodotto. Se il problema per-
siste quando una torcia è collegata, bisogna far controllare il cablag-
gio della torcia o sostituire la torcia.

104
NEOCUT 105
IT
Ugello assente
Ugello smontato Controllare la presenza di tutti i consumabili e riavvitare l’ugello.
Aria assente
Senza aria Collegare l’aria e vericare la pressione del compressore
Aria insufficiente
Pressione in entrata insuf-
ciente
Collegare l’aria compressa, vericare la compatibilità del raccordo
d’aria utilizzato, vericare che il compressore sia alimentato elet-
tricamente.
Input in sovrapressione
Pressione d’entrata troppo alta
La pressione d'entrata è superiore a 9 bar
Scollegare la fonte d'aria, controllare la pressione del compressore,
abbassare la pressione di questo. Aggiungere se necessario un re-
goltore di pressione tra l'uscita del compressore e l'entrata d'aria
della macchina taglio plasma.
Se vengono visualizzate le icone di sicurezza di cui sopra, il taglio è vietato ma la navigazione nell’IHML è comunque possibile.
Protezione termica
Il dispositivo è utilizzato oltre il suo ciclo di lavoro o a una tempe-
ratura troppo elevata o in uno spazio connato. Lasciar raffreddare
il dispositivo, migliorare la sua aerazione
Sovratensione
Sovratensione
Se la sovra-tensione o la sotto-tensione sono passeggere, la
macchina da taglio si riavvierà lui stesso dopo 15 secondi di non
difetto.
Nel caso contrario o nel caso di assenza di fase, far controllare
l’istallazione elettrica da un elettricista.
Tensione debole
Sotto tensione
Manca una fase
Assenza di fase
Riprovare
L’arco pilota non è stabile
Ciò è douvuto probabilmente ai consumabili, vericare il loro stati
e sostituirli se necessario. Riprovare.
Dopo 3 tentivi senza successo, un codice errore apparirà (E05 o
E06).
Puls. torcia premuto
Pulsante premuto all'avvia-
mento.
Rilasciare il pulsante della torcia per continuare.
Se il pulsante non è sicamente premuto, fate controllare il cablag-
gio della torcia.

105
NEOCUT 105
IT
ANOMALIE, CAUSE, RIMEDI
Le anomalie comportano un arresto immediato della macchina taglio plasma, la navigazione nell’IHM non è permessa.
Logo Codice Messaggio Cause possibili Rimedi
E00
NTC
Un sensore di temperatura è
danneggiato o scollegato.
Vericare il collegamento dei sensori,
sostituirli se necessario.
E01
Relay
Il rilascio di potenza non si ferma Restituire il prodotto per la riparazione.
E02
Ventola velocita
Il ventilatore non gira.
Vericare se non ci sono corpi estranei
che impediscono la rotazione normale
del ventilatore.
Il ventilatore non gira abbastanza
velocemente
Vericare il collegamento, sostituire la
ventola se necessario.
E03
Difetto regolatore aria
Il regolatore di pressione non
arriva a regolare la pressione mal-
grado un’alimentazione d’aria.
Sostituire il regolatore di pressione.
Restituire il prodotto per la riparazione
E04
E05
Elettr. bloccato aperto
Nessun contatto fra l’elettrodo e
l’ugello.
Vericare la presenza di consumabili
e il loro stato Cambiarli se necessari.
Riavviare la macchina e riprovare.
E06
Elettr. bloccato chiuso
L’elettrodo non riesce a ritrarsi
Vericare che l'elettrodo non sia saldato
all'ugello, vericare che l'elettrodo sia
ben mobile, cambiare i consumabili
E24
EEPROM/12C
Guasto della memoria interna. Restituire il prodotto per la riparazione
- -
L’arc s’arrête au bout de 3 secondes
de coupe
Pas de détection de courant dans
la pince de masse
Vérier que la pince de masse soit bien
connectée sur la pièce à découpe sur
une zone propre (absence de rouille,
peinture ou graisses).
- -
Il dispositivo non si illumina Assenza d’alimentazione elettrica
Vericare che il cavo di alimentazione
del prodotto sia ben collegato alla presa
e che l'interruttore sia nella posizione
ON
- -
Vericare che il disgiuntore non sia
innescato.
- -
L'arco pilota si interrompe rapida-
mente
Consommabili logori
Vericare lo stato dei ricambi e sosti-
tuirle se necessario
- -
L'arco si interrompe durante il taglio
Velocità di taglio troppo debole su
lamiere ne
Ridurre la corrente/aumentare la velo-
cità di spostamento
- -
Contatto della pinza di massa di
scarsa qualità
Vericare che la pinza di massa sia
ben connessa al pezzo da tagliare su
una zona appropriata (senza ruggine,
vernice o grasso).
- - -Altezza di taglio troppo elevata.
Utilizzare un pattino di taglio e
mantenerlo in contatto con il pezzo da
tagliare.
- -
Usura prematura dei consumabili.
Corrente di taglio inappropriata ai
ricambi impiegati
Si riferisce al capitolo "Regolazione della
corrente di taglio".
- - Pressione d'aria inappropriata
Si riferisce al capitolo "Regolazione di
pressione dell'aria".
- - Aria umida
Spurgare i ltri dell'aria del disposi-
tivo e dalla rete dell'aria compressa.
Aggiungere il ltro d'aria addizionale rif.
039728.
GARANZIA
La garanzia copre qualsiasi difetto di fabbricazione per 2 anni, a partire dalla data d’acquisto (pezzi e mano d’opera).
La garanzia non copre:
• Danni dovuti al trasporto.
• La normale usura dei pezzi (Es. : cavi, morsetti, ecc.).
• Gli incidenti causati da uso improprio (errore di alimentazione, cadute, smontaggio).
• I guasti legati all’ambiente (inquinamento, ruggine, polvere).
In caso di guasto, rinviare il dispositivo al distributore, allegando:
- la prova d’acquisto con data (scontrino, fattura...)
- una nota esplicativa del guasto.

106
NEOCUT 105
PIÈCES DE RECHANGE / SPARE PARTS / ERSATZTEILE / PIEZAS DE RECAMBIO / ЗАПЧАСТИ / PEZZI
DI RICAMBIO / RESERVE ONDERDELEN
22
14
20
17
19
18
1
2
3
5
6
7
8/9
4
16
10
28
29
26
27
21
12
13
11
15
23
24
24
23
25

107
NEOCUT 105
1 Pied / Feet / Kantenschutz / Ножка / Pié / Voetje / Piedino 56120
2
Grille intérieure / Internal grill / Inneres Lüftungsgitter / Внутренняя решетка / Rejilla interior / Interne rooster / Griglia
interna
56095
3
Grille extérieure / External grill / Äusseres Lüftungsgitter / Внешняя решетка / Rejilla exterior / Externe rooster / Griglia
esterna
56094
4
Connecteur de pince de masse / Earth clamp connector / Anschluss für das Massekabel / Коннектор для зажима массы /
Conector de pinza de masa / Aansluiting massaklem / Connettore del morsetto di massa
51469
5
Connecteur de torche / Torch connector / Anschluss für den Brenner / Коннектор горелки / Conector de antorcha / Aans-
luiting toorts / Connettore torcia
F0017
6 Bouton de molette / Knob button / Drehregler / Поворотная кнопка / Botón de ruedecilla / Draaiknop / Tasto della rotella 73020
7
Décor adhésif / Adhesive decoration / Klebefolie / Адгезивный декор / Elemento adhesivo / Zelfklevend decor / Decorazione
adesiva
75117
8
Protection d'écran + support plastique / Screen protection + plastic support / Bildschirm-Schutz + Kunststoffträger / Protector
de pantalla + soporte de plástico / Protezione dello schermo + supporto in plastica
56175
56172
9 Afcheur / Display / Display / Индикатор / Indicador / Display / Schermo 51992
10 Carte IHM / HMI board / Karte für das Bedienfeld / Плата интерфейса / Tarjeta IHM / IHM kaart / Scheda IHM 97789 C
11 Carte principale / Mainboard / Hauptplatine / Основная плата / Tarjeta principal / Hoofdkaart / Carta principale 97792 C
12
Carte de contrôle / Control circuit board / Steuerkarte / Контрольная плата / Tarjeta de control / Controle kaart / Scheda di
controllo
E0050 C
13
Carte d'alimentation / Power supply circuit board / Versorgungskarte / Плата питания 24/48В / Tarjeta de alimentación /
Voedingskaart / Scheda d’alimentazione
97075 C
14 Carte USB / USB card / USB-Karte / USB-карта / Tarjeta USB / USB kaart / Scheda USB 97794 C
15
Carte CEM et condensateurs / EMC card and capacitors / Karte für EMV und Kondensatoren / ЭМС-карта и конденсаторы /
Tarjeta CEM y condensadores / CEM kaart en condensatoren / Scheda CEM e condensatore
97444 C
16 Ventilateur 60x60 / Fan 60x60 / Lüfter 60x60 / Вентилятор 60х60 / Ventilador 60x60 / Ventilator 60x60 / Ventilatore 60x60 51018
17
Carte secondaire / Secondary board / Sekundärkarte / Вторичная плата / Tarjeta secundaria / Secondaire kaart / Scheda
secondaria
97793 B
18
Diode secondaire / Secondary diode / Sekundärdiode / Вторичный диод / Diodo secundario / Secondaire diode / Diodo
secondario
52206
19
Résistance snubber / Snubber resistance / Snubber-Widerstand / Снуббер сопротивление / Resistencia snubber / Snubber
weerstand / Resistenza snubber
52270
20 Interrupteur / Switch / Netzschalter / Выключатель / Interruptor / Schakelaar / Interruttore 51061
21 Cordon secteur / Power supply cable / Netzleitung / Сетевой шнур / Cable de conexión eléctrica / Netsnoer / Cavo corrente 21470
22 Filtre / Filter / Filter / Фильтр / Filtro / Filter / Filtro 71462
23 Flasque poignée A / Plate handle A / Flansch A des Griffs / Ручка фланцевая А / Mango A / Flens handvat A / Impugnatura A 56190
24 Flasque poignée B / Plate handle B / Flansch B des Griffs / Ручка фланцевая B / Mango B / Flens handvat B / Impugnatura B 56191
25 Poignée / Handle / Handgriff / Ручка / Mango / Handvat / Impugnatura 90951GF
26
Régulateur de pression / Pressure regulatore / Druckregler / Регулятор давления / Regulador de presión / Drukregulator /
Regolatore di pressione
71548
27
Carte pilotage IGBT / IGBT control board / Karte zur Steuerung des Bipolartransistors mit isolierter Gate-Elektrode (IGBT) /
Плата управления IGBT/ Controlekaart IGBT / Tarjeta de control IGBT / Scheda pilotaggio IGBT
97791 B
28 Module IGBT / IGBT module / IGBT-Modul / Модуль IGBT / Módulo IGBT / Module IGBT / Modulo IGBT 52210
29
Ventilateur 120x120 / Fan 120x120 / Lüfter 120x120 / Вентилятор 120х120 / Ventilador 120x120 / Ventilator 120x120 /
Ventilatore 120x120
51290

108
NEOCUT 105
97792C
21470
51061
51290
51290
51018
TR1
TR2
MOINS
PLUS PM
TUYERE
97075C
F0017
96161
63731
51469
97791C
97444C
64674
TR TR
+HT R
-HT N
+R
-N
97493C
52105
52105
52105
97493C
97794C
22
8
20
51992
97789C
60
4 4
4
4
4
3
10
7
2
R+ N-
2
TI N
TI R
2
N V Bc B B J J
TORCH
PM
4
97793C
71548
2 2
2
DISPLAY
Yellow
Blue
White
Green
Black
1
2
3
5
7
8
9
Yellow
Blue
J
B
Bc
V
N
J
B
Red
Red
4
6
52210 52210
52206
52206
52206
52270
SCHÉMA ÉLECTRIQUE / ELECTRICAL DIAGRAM / SCHALTPLAN / ESQUEMA ELÉCTRICO / ELEKTRISCH
SCHEMA / ЭЛЕКТРИЧЕСКАЯ СХЕМА / SCHEMA ELETTRICO

109
NEOCUT 105
SCHÉMA DE CABLAGE TORCHE MANUELLE / MANUAL TORCH CABLING DIAGRAM / VERKABELUNG MIT
MANUELLEM BRENNER / СХЕМА ПРОВОДКИ РУЧНОЙ ГОРЕЛКИ / ESQUEMA DE CABLEADO ANTORCHA
MANUAL / BEDRADINGSSCHEMA HANDMATIGE TOORTS / SCHEMA DI CABLAGGIO TORCIA MANUALE
MT-125
A
B
A
Gâchette / Trigger / Brennertaster / Триггер / Gatillo /
Trekker / Pulsante di avanzamento
B
Sécurité / Safety / Sicherheit / Безопасность / Seguri-
dad / Veiligheid / Sicurezza
SCHÉMA DE CABLAGE TORCHE AUTOMATIQUE / AUTOMATIC TORCH CABLING DIAGRAM / VERKABE-
LUNG MIT AUTOMATISCHEM BRENNER / ESQUEMA DE CABLEADO ANTORCHA AUTOMÁTICA / СХЕМА
ПРОВОДКИ АВТОМАТИЧЕСКОЙ ГОРЕЛКИ / BEDRADINGSSCHEMA AUTOMATIESCHE TOORTS / SCHE-
MA DI CABLAGGIO TORCIA AUTOMATICA
AT-125
B
B
Sécurité / Safety / Sicherheit / Безопасность / Seguri-
dad / Veiligheid / Sicurezza

110
NEOCUT 105
SPÉCIFICATIONS TECHNIQUES / TECHNICAL SPECIFICATIONS / TECHNISCHE DATEN / TECHNISCHE
GEGEVENS / ТЕХНИЧЕСКИЕ СПЕЦИФИКАЦИИ / SPECIFICHE TECNICHE
PLASMA CUTTER
NEOCUT 105
Primaire / Primary / Primär / Primario / Первичка / Primario / Primaire
Tension d’alimentation / Power supply voltage / Stromversorgung / Tensione di alimentazione / Напряжение питания / Tensión
de red eléctrica / Voedingsspanning
400 V +/- 15%
Fréquence secteur / Mains frequency / Netzfrequenz / Frequenza settore / Частота сети / Frecuencia / Frequentie sector 50 / 60 Hz
Fusible disjoncteur / Fuse / Sicherung / Fusibile / Плавкий предохранитель / Fusible / Zekering
32 A
Secondaire / Secondary / Sekundär / Secondario / Вторичка / Secundario / Secondair
Découpe / Cut / Schnei-
den / Taglio / Резка /
Corte / Snijden
Gougeage / De-gouging
/ Fugenhobel / Bac-
chiatura / Строжка /
Ranurado / Gutsen
Tension à vide / No load voltage / Leerlaufspannung / Tensione a vuoto / Напряжение холостого хода / Tensión al vacío /
Nullastspanning
356 V 356 V
Courant de sortie nominal (I
2
) / Normal current output (I
2
) / nominaler Ausgangsstrom (I
2
) / Corrente di uscita nominale (I
2
) /
Номинальный выходной ток (I
2
) / Corriente de salida nominal (I
2
) / Nominale uitgangsstroom (I2)
20
105 A 20
105 A
Tension de sortie conventionnelle (U
2
) / Conventional voltage output (U
2
) / entsprechende Arbeitsspannung (U
2
) / Tensione
di uscita convenzionale (U
2
) / Условное выходные напряжения (U
2
) / Tensión de salida convencional (U
2
) / Conventionele
uitgangsspanning (U2)
88
122 V 108
142 V
Facteur de marche à 40°C (10 min)*
Norme EN60974-1.
Duty cycle at 40°C (10 min)*
Standard EN60974-1.
Einschaltdauer @ 40°C (10 min)*
EN60974-1 -Norm.
Ciclo de trabajo a 40°C (10 min)*
Norma EN60974-1
ПВ% при 40°C (10 мин)*
Норма EN60974-1
Ciclo di lavoro a 40°C (10 min)*
Norma EN60974-1
105 A 100 % 80 %
100% 105 A 90 A
Pression de service / Service pressure / Schweißdruck / Pressione di servizio / Рабочее давление / Presión de trabajo / Werkdruk
5 > 9 bar
(72 > 130 Psi)
Débit d’air / Air debit / Luftdurchuss / Flusso d’aria / Расход воздуха / Caudal de aire / Luchtstroom
305 l/min
(80 US gpm)
Température de fonctionnement / Functionning temperature / Betriebstemperatur / Temperatura di funzionamento / Рабочая температура
/ Temperatura de funcionamiento / Gebruikstemperatuur
-10°
+40°C
Température de stockage / Storage temperature / Lagerungstemperatur / Temperatura di stoccaggio / Температура хранения / Tempera-
tura de almacenaje / Bewaartemperatuur
-25°
+55°C
Degré de protection / Protection level / Schutzgrad / Grado di protezione / Степень защиты / Grado de protección / Beschermingsklasse IP23
Dimensions (Lxlxh) / Dimensions (Lxlxh) / Abmessung (LxBxH) / Dimensioni (Lxlxh) / Размеры (ДхШхВ) / Dimensiones (Lxlxh) / Dimen-
sies (Lxlxh)
69 x 40 x 61 cm
Poids / Weight / Gewicht / Peso / Вес / Peso / Gewicht 33 kg
*Les facteurs de marche sont réalisés selon la norme EN60974-1 à 40°C et sur un cycle de 10 min.
Lors d’utilisation intensive (> au facteur de marche) la protection thermique peut s’enclencher, dans ce cas, l’arc s’éteint et l’icône apparaît sur l’écran.
Laissez l’appareil alimenté pour permettre son refroidissement jusqu’à annulation de la protection.
La source de courant décrit une caractéristique de sortie de type tombante.
*The duty cycles are measured according to standard EN60974-1 à 40°C and on a 10 min cycle.
While under intense use (> to duty cycle) the thermal protection can turn on, which switches the arc off and the icon appears on the screen.
Keep the machine’s supply on, to enable cooling until protection cancellation.
The machine has a specication with a “dropping current output”
* Die Einschaltdauern sind bestimmt gemäss der Norm EN60974-1 bei 40°C und für einen Betrieb über 10 min.
Bei sehr intensivem Gebrauch (> Einschaltdauer) kann der Thermoschutz ausgelöst werden. In diesem Fall wird der Lichtbogen abgeschaltet und das Symbol erscheint auf der Anzeige.
Das Gerät zum Abkühlen nicht ausschalten und laufen lassen, bis das Gerät wieder bereit ist.
Die Stromquelle hat eine fallende Ausgangscharakteristik.
*Los ciclos de trabajo están realizados en acuerdo con la norma EN60974-1 a 40ºC y sobre un ciclo de diez minutos.
Durante un uso intensivo (> que el ciclo de trabajo), se puede activar la protección térmica. En este caso, el arco se apaga y el icono aparece sobre la pantalla.
Deje el aparato conectado para permitir que se enfríe hasta que se anule la protección.
La fuente de energía posee una salida de característica descendente.
*ПВ% указаны по норме EN60974-1 при 40°C и для 10-минутного цикла.
При интенсивном использовании (> ПВ%) может включиться тепловая защита. В этом случае дуга погаснет и на экране появится иконка
Оставьте аппарат подключенным к питанию, чтобы он остыл до полной отмены защиты.
Источник сварочного тока имеет выходную характеристику «падающего типа».
*I cicli di lavoro sono realizzati secondo la norma EN60974-1 a 40°C e su un ciclo di 10 min.
Durante l’uso intensivo (> al ciclo di lavoro) la protezione termica può avviarsi; in tale caso, l’arco si spegne e l’icona appare sullo schermo.
Lasciare il dispositivo collegato alla presa per permettere il suo raffreddamento no all’annullamento della protezione.
La fonte di corrente descrive una caratteristica di uscita di tipo discendente.
* De inschakelduur is gemeten volgens de norm EN60974-1 bij een temperatuur van 40°C en bij een cyclus van 10 minuten.
Tijdens intensief gebruik (> inschakelduur) kan de thermische beveiliging zich in werking stellen. In dat geval gaat de boog uit en verschijnt het beveiligingsicoon
op het scherm.
Laat het apparaat aan de netspanning staan om het te laten afkoelen, totdat de beveiliging afslaat.
De stroombron beschrijft een dalende uitgangskarakteristiek

111
NEOCUT 105
ICÔNES / SYMBOLS / SYMBOLE / ICONOS / ZEICHENERKLÄRUNG / PICTOGRAMMEN / ИКОНКИ /
ICONE
- Attention ! Lire le manuel d’instruction avant utilisation.
- Caution ! Read the user manual.
- Achtung! Betriebsanleitung vor Gebrauch lesen
- ¡Cuidado! Lea el manual de instrucciones antes de su uso.
- Внимание! Прочтите инструкцию перед использованием.
- Let op! Lees voor gebruik aandachtig de gebruiksaanwijzing door.
- Attenzione! Leggere il manuale d’istruzioni prima dell’uso.
- Source de courant de technologie onduleur délivrant un courant continu.
- Undulating current technology based source delivering direct curent.
- Invertergleichstromquelle.
- Fuente de corriente de tecnología ondulador que libera corriente continua.
- Источник тока с технологией преобразователя, выдающий постоянный
ток.
- Stroombron met UPS technologie, levert gelijkstroom.
- Fonte di corrente con tecnologia inverter che rilascia una corrente continua.
EN60974-1
EN60974-10
Class A
- L’appareil respecte la norme EN60974-1 et EN60971-10 appareil de classe A.
- The device is compliant with standard EN60974-1 and EN60971-10 class A
device.
- Das Gerät erfüllt die Norm EN 60974-1 und EN 60971-10 der Geräteklasse A
- El aparato se ajusta a la norma EN60974-1 y EN 60971-10, aparato de clase A.
- Аппарат соответствует нормам EN60974-1 и EN60971-10 аппарат класса A.
- Dit klasse A apparaat voldoet aan de EN60974-1 en EN60971-10 normen.
- Il dispositivo rispetta la norma EN60974-1 e EN 60971-10 dispositivo classe A.
- Coupage plasma
- Plasma cutting
- Corte plasma
- Plasmaschneiden
- Плазменная резка
- Plasma snijden
- Taglio plasma
- Gougeage plasma - Plasma gouging - Ranurado plasma - Плазменная строжка / Scriccatura plasma- Plasma-Fugenhobeln - Plasma gutsen
- Convient au découpage dans un environnement avec risque accru de choc électrique. La source de courant elle-même ne doit toutefois pas être placée dans de
tels locaux.
- Suitable for welding in environment with an increased risk of electric shock. Such a current source must not however be placed in the welding room or in the
surroundings.
- Adaptado al corte en lugar con riesgo de choque eléctrico. Sin embargo, la fuente eléctrica no debe estar presente en dichos lugares.
- Geeignet zum Schneiden in Umgebungen mit erhöhtem Stromschlagrisiko. Die Stromquelle darf auf keinen Fall in solchen Räumlichkeiten aufgestellt werden.
- Подходит для резки в среде с повышенным риском удара электрическим током. В этом случае сам источник тока не должен находиться в таком
помещении.
- Geschikt voor snijwerkzaamheden in een ruimte met een verhoogd risico op elektrische schokken. De voedingsbron zelf moet echter niet in een dergelijke ruimte
worden geplaatst.
- Adatto al taglio in un ambiente a grande rischio di scosse elettriche. La fonte di corrente non deve essere localizzata in tale posto.
IP23
- Une protection contre l’accès aux parties dangereuses des corps solides de diam >12.5 mm et, une protection contre la pluie dirigée à 60° par rapport à la
verticale.
- Protection against access to dangerous parts of solids with a diameter >12.5 mm and protection against rain directed at 60° from the vertical.
- Schutz gegen den Zugang zu gefährlichen Teilen von Feststoffen mit einem Durchmesser >12,5 mm und Schutz gegen Regen, der auf 60° aus der Vertikalen
gerichtet ist.
- Protección contra el acceso a partes peligrosas de sólidos con un diámetro >12,5 mm y protección contra la lluvia dirigida a 60° de la vertical.
- Защита от доступа к опасным частям твердых частиц диаметром >12,5 мм и защита от дождя, направленного на 60° от вертикали.
- Bescherming tegen toegang tot gevaarlijke delen van vaste stoffen met een diameter >12,5 mm en bescherming tegen regen op 60° van de verticaal.
- Protezione contro l’accesso a parti pericolose di solidi con diametro >12,5 mm e protezione contro la pioggia diretta a 60° dalla verticale.
- Courant de découpage continu.
- Direct welding current.
- Corriente de corte continuo.
- Gleichstrom für das Schneiden
- Постоянный ток резки.
- Continue snijstroom.
- Corrente di taglio continua.
U0
- Tension assignée à vide - Off load voltage - Tensión asignada en vacío - Leerlauf-Bemessungsspannung - Номинальное напряжение холостого хода - Nul-
lastspanning - Tensione assegnata a vuoto
X(40°C)
- Facteur de marche selon la norme EN60974-1 (10 minutes – 40°C).
- Duty cycle according to standard EN 0974-1 (10 minutes – 40°C).
- Ciclo de trabajo según la norma EN60974-1 (10 minutos – 40°C).
- Einschaltdauer gemäß der Norm EN 60974-1 (10 Minuten -40 °C).
- ПВ% согласно норме EN 60974-1 (10 минут – 40°C).
- Inschakelduur volgens de norm EN60974-1 (10 minuten – 40°C).
- Ciclo di lavoro conforme alla norma EN60974-1 (10 minuti – 40°C).
I2
I2: courant de découpage conventionnnel correspondant / I2: corresponding conventional welding current / I2: Entsprechender konventioneller Schneidstrom / I2:
corriente de corte convencional correspondiente. / I2: соответствующий номинальный ток резки / I2: overeenkomstige conventionele stroom / I2: corrente di
taglio convenzionale corrispondente
A
Ampères - Amperes - Ampere - Amperios - Амперы - Ampère
U2
- U2: Tensions conventionnelles en charges correspondantes / U2: Conventional voltage in corresponding loads / U2: konventionelle Spannungen bei entsprechen-
der Belastung / - U2: Tensiones convencionales en cargas correspondientes. / - U2: Номинальные напряжения при соответствующих нагрузках / U2: Conventio-
nele spanning bij overeenkomstige belasting / U2: Tensioni convenzionali in cariche corrispondenti
V
Volt - Volt - Volt - Voltio - Вольт
Hz
Hertz - Hertz - Hertz - Hercios - Герц
- Alimentation électrique triphasée 50 ou 60Hz
- Three-phase power supply 50 or 60Hz
- Dreiphasige Netzversorgung mit 50 oder 60Hz
- Alimentación eléctrica trifásica 50 o 60Hz
- Трехфазное электропитание 50 или 60Гц
- Driefasen elektrische voeding 50Hz of 60Hz.
- Alimentazione elettrica trifase 50 o 60Hz
U1
- Tension assignée d’alimentation.
- Rated power supply voltage.
- Bemessungsspannung
- Tensión asignada de alimentación eléctrica.
- Номинальное напряжение питания.
- Nominale voedingsspanning.
- Tensione nominale di alimentazione.
I1max
- Courant d’alimentation assigné maximal (valeur efcace).
- Maximum rated power supply current (effective value).
- Maximaler Bemessungsstrom (Effektivwert)
- Corriente de alimentación eléctrica asignada máxima (valor ecaz).
- Максимальный сетевой ток (эффективное значение).
- Nominale maximale voedingsstroom (effectieve waarde).
- Corrente di alimentazione nominale massima (valore efcace).
I1eff
- Courant d’alimentation effectif maximal.
- Maximum effective rated power supply current.
- Maximaler, effektiver Versorgungsstrom
- Corriente de alimentación eléctrica máxima.
- Максимальная эффективная подача тока.
- Maximale effectieve voedingsstroom
- Corrente di alimentazione effettiva massima.

112
NEOCUT 105
- Matériel conforme aux directives européennes. La déclaration UE de conformité est disponible sur notre site (voir à la page de couverture).
- Device(s) compliant with European directives. The certicate of compliance is available on our website.
- Das Gerät erfüllt die europäischen Richtlinien. Die EU-Konformitätserklärung ist vorhanden auf unserer Webseite (siehe Titelseite)
- Aparato conforme a las directivas europeas. La declaración de conformidad UE está disponible en nuestra página web (dirección en la portada).
- Устройство соответствует директивам Евросоюза. Декларация UE о соответствии доступна для просмотра на нашем сайте (ссылка на обложке).
- Apparaat in overeenstemming met de Europese richtlijnen. De E.U. verklaring van overeenstemming is te downloaden op onze website (adres vermeld op de
omslag).
- Dispositivo conforme alle direttive europee La dichiarazione UE di conformità è disponibile sul nostro sito internet (vedere alla pagina di copertina).
- Marque de conformité EAC (Communauté économique Eurasienne).
- EAC Conformity marking (Eurasian Economic Community).
- Eurasisches Konformitätskennzeichen EAC (Eurasische Wirtschaftsunion)
- Marca de conformidad EAC (Comunidad económica euroasiática).
- Знак соответствия EAC (Евразийское экономическое сообщество).
- EAC (Euraziatische Economische Gemeenschap) merkteken van overeenstem-
ming
- Marchio di conformità EAC (Comunità Economica Eurasiatica).
- Ce matériel fait l’objet d’une collecte sélective selon la directive européenne 2012/19/UE. Ne pas jeter dans une poubelle domestique !
- This hardware is subject to waste collection according to the European directives 2002/96/UE. Do not throw out in a domestic bin !
- Das Gerät ist geeignet für die Mülltrennung gemäß den europäischen Richtlinien 2012/19/EU. Nicht in den Haushaltsmüll werfen!
- Este material requiere una recogida de basuras selectiva según la directiva europea 2012/19/UE. ¡No tirar este producto a la basura doméstica!
- Это оборудование подлежит переработке согласно директиве Евросоюза 2012/19/UE. Не выбрасывать в общий мусоросборник!
- Afzonderlijke inzameling vereist volgens de Europese richtlijn 2012/19/UE. Gooi het apparaat niet bij het huishoudelijk afval !
- Questo dispositivo è oggetto di raccolta differenziata secondo la direttiva europea 2012/19/UE. Non smaltire con i riuti domestici.
- Produit dont le fabricant participe à la valorisation des emballages en cotisant à un système global de tri, collecte sélective et recyclage des déchets d’emballages
ménagers.
- Producto sobre el cual el fabricante participa mediante una valorización de los embalajes cotizando a un sistema global de separación, recogida selectiva y reciclado
de los deshechos de embalajes domésticos.
- Produkt, dessen Hersteller sich an der Verwertung von Verpackungen beteiligt, indem er seinen Beitrag leistet zu einem globalen Müllsortierungssystems und
Wiederverwertung von Haushaltsverpackungen.
- Producto sobre el cual el fabricante participa mediante una valorización de los embalajes cotizando a un sistema global de separación, recogida selectiva y reciclado
de los deshechos de embalajes domésticos.
- Продукт, производитель которого участвует в глобальной программе переработки упаковки, выборочной утилизации и переработке бытовых отходов.
- De fabrikant van dit product neemt deel aan het hergebruik en recyclen van de verpakking, door middel van een contributie aan een globaal sorteer en recycle-
systeem van huishoudelijk verpakkingsafval.
- Prodotto con cui il fabbricante partecipa alla valorizzazione degli imballaggi in collaborazione con un sistema globale di smistamento, raccolta differenziata e
riciclaggio degli scarti d’imballaggio.
- Matériel conforme aux normes Marocaines. La déclaration Cم (CMIM) de conformité est disponible sur notre site (voir à la page de couverture).
- Equipment in conformity with Moroccan standards. The declaration Cم (CMIM) of conformity is available on our website (see cover page).
- Das Gerät entspricht die marokkanischen Standards. Die Konformitätserklärung Cم (CMIM) ist auf unserer Webseite verfügbar (siehe Titelseite).
- Equipamiento conforme a las normas marroquíes. La declaración de conformidad Cم (CMIM) está disponible en nuestra página web (ver página de portada).
- Товар соответствует нормам Марокко. Декларация Cم (CMIM) доступна для скачивания на нашем сайте (см на титульной странице).
- Dit materiaal voldoet aan de Marokkaanse normen. De verklaring Cم (CMIM) van overeenstemming is beschikbaar op onze internet site (vermeld op de omslag).
- Materiale conforme alle normative marocchine. La dichiarazione Cم (CMIM) di conformità è disponibile sul nostro sito (vedi scheda del prodotto)
- Matériel conforme aux exigences britanniques. La déclaration de conformité britannique est disponible sur notre site (voir à la page de couverture).
- Equipment in compliance with British requirements. The British Declaration of Conformity is available on our website (see home page).
- Das Gerät entspricht den britischen Richtlinien und Normen. Die Konformitätserklärung für Grossbritannien ist auf unserer Internetseite verfügbar (siehe Titelseite).
- Equipo conforme a los requisitos británicos. La Declaración de Conformidad Británica está disponible en nuestra página web (véase la portada).
- Материал соответствует требованиям Великобритании. Заявление о соответствии для Великобритании доступно на нашем веб-сайте (см. главную
страницу).
- Materiaal conform aan de Britse eisen. De Britse verklaring van overeenkomt is beschikbaar op onze website (zie omslagpagina).
- Materiale conforme alla esigenze britanniche. La dichiarazione di conformità britannica è disponibile sul nostro sito (vedere pagina di copertina)
- Produit recyclable qui relève d’une consigne de tri.
- This product should be recycled appropriately
- Recycelbares Produkt, das sich zur Müllsortierung eignet
- Producto reciclable que requiere una separación determinada
- Этот продукт подлежит утилизации.
- Dit product is recyclebaar, niet met het huishoudelijk afval weggooien maar deponeren in het daarvoor bestemde gescheiden afval-circuit.
- Prodotto riciclabile soggetto a raccolta differenziata.
- Information sur la température (protection thermique).
- Temperature information (thermal protection).
- Information zur Temperatur (Thermoschutz)
- Información sobre la temperatura (protección térmica)
- Информация по температуре (термозащита).
- Informatie over de temperatuur (thermische beveiliging).
- Informazioni sulla temperatura (protezione termica).
Entrée gaz / Gas inlet / Gaseintritt / Entrada de gas / Разъем подачи газа / Ingang gas / Entrata del gas / Gaszufuhr
- Compatible groupe électrogène.
- Compatible with generators.
- Kompatibel mit Stromaggregaten.
- Может работать от электрогенератора.
- Compatible con grupo electrógeno.
- Compatibile gruppo elettrogeno.
- Geschikt voor gebruik met een stroomgenerator
GYS SAS
1, rue de la Croix des Landes
CS 54159
53941 SAINT-BERTHEVIN Cedex
France
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
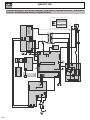 108
108
-
 109
109
-
 110
110
-
 111
111
-
 112
112
















































































































GYS PLASMA CUTTER NEOCUT 105 El manual del propietario
- Tipo
- El manual del propietario
en otros idiomas
Artículos relacionados
-
GYS Cutter 70 CT Manual de usuario
-
GYS PLASMA CUTTER 85A TRI El manual del propietario
-
-
-
-
-
-
GYS PLASMA CUTTER 45 CT El manual del propietario
-
GYS PLASMA CUTTER 30 FV El manual del propietario
-