Duerkopp Adler 550-12-34 Service Instructions
- Categoría
- Máquinas de coser
- Tipo
- Service Instructions
Este manual también es adecuado para

550-12-33/-34
Instrucciones de servicio

Todos los derechos reservados.
Propiedad de Dürkopp Adler AG y protegido por los derechos de autor. Queda prohibido el
uso de estos contenidos, ya sea de forma completa o en extractos, sin el consentimiento
previo por escrito de Dürkopp Adler AG.
Copyright © Dürkopp Adler AG 2018
IMPORTANTE
LEA DETENIDAMENTE EL PRESENTE MATERIAL
ANTES DE UTILIZAR LA MÁQUINA
CONSÉRVELO PARA FUTURAS CONSULTAS

Índice
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 1
1 Acerca de este documento......................................................5
1.1 ¿A quién están dirigidas estas instrucciones?............................5
1.2 Convenciones de representación: símbolos y signos.................5
1.3 Otra documentación ...................................................................7
1.4 Responsabilidad.........................................................................7
2 Seguridad ..................................................................................9
2.1 Indicaciones de seguridad básicas.............................................9
2.2 Palabras de advertencia y símbolos en las indicaciones
de advertencia..........................................................................10
3 Fundamentos de trabajo........................................................13
3.1 Orden de los ajustes.................................................................13
3.2 Tendido de cables ....................................................................13
3.3 Uso de guías de ajuste.............................................................14
3.4 Colocación del volante en posición ..........................................15
3.5 Superficies sobre ejes ..............................................................16
3.6 Bloqueo de la máquina.............................................................16
3.7 Proceso para abatir y enderezar la parte superior
de la máquina...........................................................................19
3.8 Retirada de las cubiertas..........................................................20
3.8.1 Retirada y colocación de la tapa del brazo...............................20
3.8.2 Retirada y colocación de la tapa del cabezal ...........................21
3.8.3 Retirada y colocación de la cubierta trasera.............................23
3.8.4 Retirada y colocación de la cubierta inferior.............................24
3.8.5 Retirada y colocación de la tapa lubricante..............................25
3.8.6 Retirada y colocación de la correa dentada .............................27
3.9 Retirada y colocación del volante.............................................28
3.10 Apertura y cierre de las tapas de la lanzadera.........................29
3.11 Desmontaje y montaje de la placa de la aguja.........................30
3.12 Desmontaje y montaje de los transportadores.........................31
4 Ajuste de la arandela de ajuste para la biela
del eje del brazo......................................................................33
5 Corredera de la barra de la aguja..........................................37
5.1 Ajuste del soporte de la corredera............................................38
5.2 Ajuste de la distancia entre la barra del pie de transporte
y la barra del pie prensatelas....................................................39
6 Ajuste de la rueda moleteada y el tope para la carrera
de elevación............................................................................41
6.1 Ajuste de la rueda moleteada para la carrera de elevación .....41
6.2 Ajuste mecánico del potenciómetro..........................................44
6.3 Ajuste del tope para la elevación máxima................................46
7 Ajuste del contrapeso de equilibrado...................................48
8 Pie ............................................................................................49
8.1 Pie prensatelas pequeño..........................................................49
8.1.1 Cambio del pie prensatelas pequeño.......................................49
8.1.2 Ajuste del pie prensatelas pequeño..........................................50
8.1.3 Cambio de la protección contra pelusas en la placa
de la aguja................................................................................51

Índice
2 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
8.2 Pie de transporte ......................................................................52
8.2.1 Ajuste del momento de movimiento de avance del pie
de transporte.............................................................................52
8.2.2 Ajuste del rango de ajuste de elevación y el momento
del movimiento de elevación del pie de transporte...................53
8.3 Ajuste preciso del momento de cambio de los pies
prensatelas...............................................................................57
8.4 Ajuste del juego en el mecanismo de ventilación.....................58
8.5 Ajuste de la altura de los pies prensatelas elevados
(limitación de ventilación) .........................................................59
8.6 Ajuste del amortiguador de intercepción ..................................60
8.7 Ajuste de la altura de los pies prensatelas bloqueados............61
9 Transporte diferencial superior e inferior ............................63
9.1 Ajuste de la posición básica para el transporte inferior............63
9.2 Ajuste de la posición básica para el transporte superior..........66
9.3 Calibración del transporte diferencial superior e inferior ..........68
10 Calibración del tensado electrónico del hilo .......................76
10.1 Calibración del tensado electrónico del hilo de la aguja...........76
10.2 Calibración del tensado electrónico del hilo de la lanzadera....78
11 Ajuste el cojinete izquierdo del eje inferior.......................... 80
12 Ajuste de la carcasa del accionamiento de la lanzadera....83
13 Ajuste del movimiento evasivo de la aguja de la
lanzadera (amplitud de la elipse) ..........................................84
14 Ajuste de la lanzadera sobre la cubierta ..............................88
15 Ajuste de la lanzadera en el portalanzaderas ......................90
16 Ajuste de la sincronización y la elevación de la barra
de aguja...................................................................................92
17 Protector de la aguja y chapa protectora de la aguja .........94
17.1 Ajuste del protector de la aguja................................................94
17.2 Ajuste de la chapa protectora de la aguja ................................96
18 Transportadores.....................................................................97
18.1 Ajuste de las posiciones de los transportadores en
el recorte de la placa de la aguja..............................................97
18.2 Ajuste de la altura de los transportadores..............................100
18.3 Ajuste de los movimientos de impulso de los transportadores101
18.4 Ajuste de los movimientos de elevación
de los transportadores............................................................103
19 Ajuste el resorte del muelle de retención en la lanzadera 105
20 Ajuste del disco tirahilos.....................................................107
21 CortDelBord ..........................................................................109
21.1 Ajuste de la elevación de la cuchilla.......................................109
21.2 Ajuste la cuchilla superior en la dirección de costura.............110
21.3 Ajuste de la parada de la barra de la cuchilla
en estado apagado.................................................................112

Índice
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 3
21.4 Ajuste lateral y en altura de la cuchilla superior .....................113
21.5 Ajuste de la excéntrica del eje superior..................................115
22 Ajuste las guías de hilo para hilos de aguja/lanzadera
más gruesos..........................................................................116
23 Programación........................................................................117
23.1 Estructura del menú del modo de servicio..............................117
23.2 Apertura del modo de servicio................................................120
23.3 Configuración de los ajustes básicos (Prog.Def.)...............120
23.3.1 Ajuste del parámetro de longitud de puntada (Lg. de pt.)121
23.3.2 Ajuste del parámetro de tensión del hilo de la aguja
(Tens.Hilo Sup) .................................................................121
23.3.3 Ajuste del parámetro de tensión del hilo de la lanzadera
(Tens.Hilo Inf) .................................................................121
23.3.4 Ajuste del parámetro Tipo de fruncido ..........................122
23.3.5 Ajuste del parámetro Valor de fruncido ........................122
23.3.6 Ajuste del parámetro Costura plana .................................122
23.3.7 Ajuste del parámetro de condensación de puntada
al comienzo de la costura (Condens. inic.) .....................122
23.3.8 Ajuste del parámetro de condensación de puntada
al final de la costura (Condens. fin.) ................................123
23.3.9 Ajuste del parámetro de ayuda de fruncido
(Ayuda frunc.)....................................................................123
23.3.10 Ajuste del parámetro del lado de aprendizaje
(Enseñe lado).....................................................................123
23.4 Ajuste de la configuración de la máquina
(Config.deLaMáq.).............................................................123
23.4.1 Ajuste del parámetro de condensación de puntada
al comienzo de la costura (Condens. inic.) .....................124
23.4.2 Ajuste del parámetro de condensación de puntada
al final de la costura (Condens. fin.) ................................125
23.4.3 Ajuste del parámetro Velocidad .........................................125
23.4.4 Ajuste del parámetro de posición de parada
(Pos.de parada) .................................................................125
23.4.5 Ajuste del parámetro Pie ......................................................125
23.4.6 Ajuste del parámetro Pedal ..................................................125
23.4.7 Ajuste del parámetro OtroAartículos:
Activación/desactivación del sensor de inclinación................126
23.5 Ajuste de la configuración de usuario (Config.DeUsari.).128
23.5.1 Ajuste del parámetro Idioma ................................................128
23.5.2 Conexión/desconexión de la señal acústica en el cambio
del tramo de costura...............................................................129
23.5.3 Conexión/desconexión de la continuación automática
del lado izquierdo/derecho......................................................129
23.5.4 Ajuste de la cancelación del programa de costura mediante
el pedal...................................................................................130
23.5.5 Asignación de una función al pulsador de rodilla ...................130
23.5.6 Ajuste del modo de fruncido (M
odo frunc.)........................131
23.5.7 Ajuste del brillo del visualizador..............................................131
23.5.8 Ajuste del contraste del visualizador ......................................132
23.6 Menú de servicio.....................................................................132
23.6.1 Parámetro Multitest .........................................................133

Índice
4 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
23.6.2 Parámetro de calibración (Calibración).............................138
23.6.3 Parámetro Restablece ......................................................141
23.6.4 Parámetro Transf.de datos .............................................141
23.7 Visualizar versión de software................................................145
23.8 Realizar actualización de software.........................................146
24 Mantenimiento ......................................................................147
24.1 Intervalos de mantenimiento...................................................147
24.2 Limpieza .................................................................................148
24.3 Lubricación .............................................................................149
24.3.1 Comprobación de la lubricación de la parte superior
de la máquina.........................................................................150
24.3.2 Comprobación de la lubricación de la lanzadera....................151
24.4 Mantenimiento del sistema neumático ...................................153
24.4.1 Ajuste de la presión de servicio..............................................153
24.4.2 Evacuación del agua de condensación..................................154
24.4.3 Limpieza del filtro....................................................................155
24.5 Lista de piezas........................................................................156
25 Puesta fuera de servicio ......................................................157
26 Eliminación de residuos ......................................................159
27 Ayuda para la subsanación de fallos..................................161
27.1 Servicio de atención al cliente................................................161
27.2 Mensajes del software............................................................161
27.3 Error en el proceso de costura ...............................................174
28 Datos técnicos......................................................................177
29 Anexo.....................................................................................179
29.1 Plano de conexión..................................................................179
29.2 Plano neumático.....................................................................185

Acerca de este documento
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 5
1 Acerca de este documento
Las presentes instrucciones se han elaborado con el máximo cuidado.
Contienen información e indicaciones destinadas a garantizar un servicio
seguro y duradero.
Si detecta errores o tiene propuestas de mejora, póngase en contacto con
nosotros a través del Servicio de atención al cliente ( p. 161).
Considere las presentes instrucciones como parte del producto y consér-
velas en un lugar fácilmente accesible.
1.1 ¿A quién están dirigidas estas instrucciones?
Estas instrucciones están dirigidas al personal especializado.
Este grupo de personas posee la correspondiente formación técnica que
le habilita para realizar el mantenimiento o la subsanación de errores.
En lo que respecta a la cualificación mínima y otros requisitos del perso-
nal, tenga en cuenta lo especificado en el capítulo Seguridad ( p. 9).
1.2 Convenciones de representación: símbolos y signos
A fin de facilitar y agilizar la comprensión, la información incluida en este
documento se representa y destaca mediante los siguientes signos:
Ajuste correcto
Indica cómo es el ajuste correcto.
Fallos
Indica los fallos que pueden producirse debido a un ajuste incorrecto.
Cubierta
Indica qué cubiertas deberá retirar para poder acceder a los componentes
que se deben ajustar.
Pasos durante el manejo (costura y preparación)
Pasos durante el servicio técnico, mantenimiento y montaje
Pasos utilizando el panel de mando del software
Cada paso está numerado:
Primer paso
Segundo paso
Siga siempre el orden de pasos establecido.
1.
er
2.
º

Acerca de este documento
6 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
Las enumeraciones se señalan con un punto.
Resultado de una acción
Modificación en la máquina o en la visualización/panel de mando.
Importante
Señala que debe prestar especial atención durante la ejecución de este
paso.
Información
Información adicional, por ejemplo, acerca de opciones de manejo
alternativas.
Orden
Indica qué tareas debe realizar antes o después de un ajuste.
Referencias
Indica una referencia a otra parte del texto.
Seguridad Las indicaciones de advertencia relevantes para los usuarios de la máquina
se señalan de forma especial. Dado que la seguridad es especialmente
importante, los símbolos de peligro, los niveles de peligro y sus palabras de
advertencia se describen en el capítulo Seguridad ( p. 9).
Indicaciones
de ubicación
Si de una imagen no se puede deducir claramente la ubicación de un ele-
mento, las indicaciones derecha o izquierda siempre hacen referencia al
punto de vista del usuario.
•

Acerca de este documento
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 7
1.3 Otra documentación
La máquina contiene componentes de otros fabricantes. Los fabricantes
de dichas piezas externas han realizado una evaluación de riesgos y han
declarado que su diseño cumple con las normas nacionales y europeas
vigentes. El uso previsto de los componentes montados se describe en
las correspondientes instrucciones de los fabricantes.
1.4 Responsabilidad
Toda la información y las indicaciones contenidas en las presentes
instrucciones se han elaborado teniendo en cuenta las últimas novedades
de la técnica, así como las normas y disposiciones vigentes.
Dürkopp Adler no se hace responsable de los daños ocasionados por:
• Roturas y daños derivados del transporte
• Incumplimiento de lo establecido en las instrucciones
• Uso no adecuado
• Cambios no autorizados en la máquina
• Uso por parte de personal no cualificado
• Utilización de piezas de repuesto no autorizadas
Transporte
Dürkopp Adler no se responsabiliza de roturas o daños derivados del
transporte. Compruebe la mercancía entregada inmediatamente después
de recibirla. Reclame los daños al último transportista. Esto también es
aplicable a los casos en los que el embalaje no presente daños.
Deje las máquinas, aparatos y el material de embalaje en el mismo estado
en el que estaban cuando se constató el daño. De esta manera, garanti-
zará sus derechos de reclamación ante la empresa de transportes.
Notifique a Dürkopp Adler todas las demás reclamaciones inmediatamen-
te después de recibir el suministro.

Acerca de este documento
8 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018

Seguridad
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 9
2Seguridad
El presente capítulo contiene indicaciones básicas para la seguridad.
Lea las indicaciones detenidamente antes de montar la máquina o de
trabajar con ella. Siga sin falta las especificaciones de las indicaciones de
seguridad. Su incumplimiento puede provocar lesiones graves y daños
materiales.
2.1 Indicaciones de seguridad básicas
Utilice la máquina únicamente tal y como se describe en las presentes
instrucciones.
Las instrucciones siempre deben estar disponibles en el lugar de utiliza-
ción de la máquina.
Está prohibido trabajar en componentes o instalaciones que se encuen-
tren bajo tensión. Las excepciones están reguladas en DIN VDE 0105.
Para realizar los siguientes trabajos, desconecte la máquina en el inte-
rruptor principal o desconecte el enchufe:
• Sustitución de la aguja o de cualquier otra herramienta para coser
• Abandono del puesto de trabajo
• Realización de trabajos de mantenimiento y reparaciones
• Enhebrado
El uso de piezas de repuesto incorrectas o defectuosas puede compro-
meter la seguridad y dañar la máquina. Utilice exclusivamente piezas de
repuesto originales del fabricante.
Transporte Al transportar la máquina, utilice una carretilla elevadora. Levante la
máquina 20 mm como máximo y asegúrela para evitar que resbale.
Instalación El cable de conexión debe tener un enchufe autorizado en el país de uso.
Solo personal técnico cualificado puede realizar el montaje del enchufe en
el cable de conexión.
Obligaciones
del explotador
Se deben cumplir las disposiciones de seguridad y de prevención de
accidentes específicas del país, así como las regulaciones legales en
materia de protección laboral y medioambiental.
Todas las advertencias y símbolos de seguridad de la máquina deben ser
siempre legibles. No se deben retirar.
Renueve inmediatamente las advertencias y símbolos de seguridad
dañados o que se hayan retirado.
Requisitos
del personal
Únicamente personal cualificado puede:
• instalar/poner la máquina en servicio,
• realizar tareas de mantenimiento y reparaciones,
• realizar trabajos en el equipamiento eléctrico.
Solo personal autorizado puede trabajar con la máquina. El personal debe
haber comprendido previamente las presentes instrucciones.

Seguridad
10 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
Funcionamiento Durante su uso, compruebe si la máquina presenta daños visibles exter-
namente. Interrumpa el trabajo si nota cambios en la máquina. Informe de
cualquier cambio al superior responsable. No se puede seguir utilizando
una máquina dañada.
Dispositivos
de seguridad
No retire ni desconecte los dispositivos de seguridad. En caso de que esto
sea imprescindible para realizar una reparación, los dispositivos de segu-
ridad se deben montar y activar inmediatamente después.
2.2 Palabras de advertencia y símbolos en las indicaciones
de advertencia
Las indicaciones de advertencia en forma de texto están rodeadas por
una línea de color. El color depende de la gravedad del peligro.
Las palabras de advertencia indican el grado de peligro:
Palabras
de advertencia
Palabras de advertencia y el riesgo que denotan:
Símbolos En caso de peligro para las personas, los siguientes símbolos indican el
tipo de peligro:
Palabra de advertencia Significado
PELIGRO (con signo de peligro)
Su incumplimiento provoca lesiones graves o incluso la
muerte
ADVERTENCIA (con signo de peligro)
Su incumplimiento puede provocar lesiones graves o incluso
la muerte
PRECAUCIÓN (con signo de peligro)
Su incumplimiento puede provocar lesiones leves o
moderadas
ATENCIÓN (con signo de peligro)
Su incumplimiento puede provocar daños medioambientales
NOTA (sin signo de peligro)
Su incumplimiento puede provocar daños materiales
Símbolo Tipo de peligro
General
Descarga eléctrica

Seguridad
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 11
Ejemplos Ejemplos de indicaciones de advertencia en forma de texto:
Esta es una indicación de advertencia cuyo incumplimiento provoca
lesiones graves e incluso mortales.
Esta es una indicación de advertencia cuyo incumplimiento puede
provocar lesiones graves e incluso mortales.
Esta es una indicación de advertencia cuyo incumplimiento puede
provocar lesiones moderadas o leves.
Punción
Aplastamiento
Daños al medio ambiente
Símbolo Tipo de peligro
PELIGRO
Tipo y origen del peligro
Consecuencias en caso de incumplimiento.
Medidas para evitar el peligro.
ADVERTENCIA
Tipo y origen del peligro
Consecuencias en caso de incumplimiento.
Medidas para evitar el peligro.
PRECAUCIÓN
Tipo y origen del peligro
Consecuencias en caso de incumplimiento.
Medidas para evitar el peligro.

Seguridad
12 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
Esta es una indicación de advertencia cuyo incumplimiento puede
provocar daños al medio ambiente.
Esta es una indicación de advertencia cuyo incumplimiento puede
provocar daños materiales.
ATENCIÓN
Tipo y origen del peligro
Consecuencias en caso de incumplimiento.
Medidas para evitar el peligro.
NOTA
Tipo y origen del peligro
Consecuencias en caso de incumplimiento.
Medidas para evitar el peligro.

Fundamentos de trabajo
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 13
3 Fundamentos de trabajo
3.1 Orden de los ajustes
Orden
Las posiciones de ajuste de la máquina son interdependientes.
Respete siempre el orden indicado para los pasos individuales de ajuste.
Es imprescindible cumplir todas las indicaciones señaladas mediante
en el margen relativas a los requisitos y los ajustes subsiguientes.
3.2 Tendido de cables
Asegúrese de que todos los cables de la máquina se tiendan de manera
tal que no se afecte la función de las piezas móviles.
El cable debe tenderse del siguiente modo:
1. Recoja en bucles ordenados el exceso de longitud de los cables.
2. Sujete los bucles con bridas de sujeción.
Importante
En la medida de lo posible, sujetar los bucles a piezas fijas.
Los cables deben estar fijados firmemente.
3. Corte las partes sobrantes de las bridas de sujeción.
NOTA
Posibles daños materiales
Pueden producirse daños en la máquina si se sigue un orden
incorrecto.
Es imprescindible respetar el orden de trabajo indicado en estas
instrucciones.
NOTA
Posibles daños materiales
El excedente de cable puede impedir el funcionamiento de las
partes móviles de la máquina. Esto perjudica la función de cosido
y puede provocar daños.
Tienda el exceso de cable como se ha descrito anteriormente.

Fundamentos de trabajo
14 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
3.3 Uso de guías de ajuste
Las siguientes guías de ajuste se usan para configurar la máquina de
forma precisa y para comprobar dichos ajustes.
Guía de ajuste Imagen N.º ref. Ajuste
1
Calibrador
0195 002962 • Posición del cojinete izquierdo
del eje inferior (alternativamente
también 933 735 + 2 mm)
2
Calibrador
0195 002966 • Posición de la carcasa del
accionamiento de la
lanzadera (alternativamente
también 933 739K + 2,5 mm)
3
Perno de
bloqueo
(paquete
adjunto)
9301 022608 • Bloquee el volante en una de las
posiciones A a F
4
Medidor
0196 002972 • Medir el movimiento de deflexión
de la aguja del accionamiento de
la lanzadera
5
Calibrador
0171 290010 • Colocar la lanzadera inclinada
89° 30’
6
Calibrador
0933 080192 Conjunto de calibres de 2 piezas
Indicador y calibre
• movimiento de la lanzadera
homogéneo igual sobre la
cubierta
7
Calibrador
0933 000740 • Ajuste de la altura de la placa
captadora de hilo
8
Calibrador
(Paquete de
accesorios)
0195 290020 • Ajuste de la excéntrica de
avance para el transportador
9
Calibrador
0491 079996 • Ajuste de elevación de los pies
prensatelas
10
Varilla de
medición
(Paquete de
accesorios)
0965 000871 • Comprobar el nivel de aceite en
la carcasa del accionamiento de
la lanzadera p. 149

Fundamentos de trabajo
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 15
Información
El pasador de bloqueo (3), el calibre (8) y la varilla de medición (10) se
incluyen de serie en el paquete de accesorios de la máquina.
Con el pasador de bloqueo (3) las posiciones del volante A a F pueden
bloquearse ( p. 16).
3.4 Colocación del volante en posición
Fig. 1: Colocación del volante en posición
11
Calibrador
0178 800010 • Calibre de transporte inferior
12
Pie de ajuste
0196 100014 • Pie de ajuste
13
Pasador de
6 partes
0238 010353 • Pasador del cilindro
14
Aguja de ajuste
0196 290010 • Aguja de ajuste
Guía de ajuste Imagen N.º ref. Ajuste
(1) - Marca (2) - Letra
①
②

Fundamentos de trabajo
16 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
Para algunos ajustes se debe situar el volante en una posición
determinada.
El volante se sitúa en la posición deseada del siguiente modo:
1. Gire el volante hasta que la letra deseada (2) esté paralela a la
marca (1).
3.5 Superficies sobre ejes
Fig. 2: Superficies sobre ejes
Algunos ejes tienen superficies planas en las posiciones a las que se
atornillan componentes. De este modo, la unión es más firme y el ajuste
es más sencillo.
Importante
Compruebe siempre que los tornillos estén asentados por completo en la
superficie.
3.6 Bloqueo de la máquina
Fig. 3: Bloqueo de la máquina (1)
(1) - Superficie (2) - Eje
②
①
(1) - Pasador de bloqueo
(2) - Orificio de bloqueo
(3) - Volante
②
③
①

Fundamentos de trabajo
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 17
Fig. 4: Bloqueo de la máquina (2)
La parte superior de la máquina está equipada con guías de ajuste, que
permiten un ajuste rápido y preciso de todos los elementos.
Estas guías de ajuste incluyen el volante (3), que está provisto de las le-
tras A, B, D, E y F y una arandela de ajuste incorporada (8) con 5 orificios
diferentes.
Las posiciones de ajuste individuales se establecen con un pasador de
bloqueo (1). El pasador de bloqueo (1) se incluye de serie en el paquete
de accesorios de la máquina.
Bloqueo de la máquina
La máquina se bloquea como se indica a continuación:
1. Gire el volante (3) a la posición descrita para el ajuste.
2. Insertar el perno de bloqueo (1) en el orificio de bloqueo (2).
3. Gire el volante (3) ligeramente hacia adelante y hacia atrás hasta que
el pasador se enganche en el orificio correspondiente.
La posición A de la arandela de ajuste (8) tiene el corte más profundo.
Las posiciones B, D, E yF tienen las mismas profundidades.
(1) - Pasador de bloqueo
(4) - Posición F
(5) - Posición A
(6) - Posición E
(7) - Posición D
(8) - Arandela de ajuste
(9) - Posición B
⑤
⑥
⑦
⑨
Sentido de giro de la máquina
①
④
⑧

Fundamentos de trabajo
18 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
Las posiciones tienen las siguientes funciones:
Eliminación del bloqueo
El bloqueo se suprime de la siguiente manera:
1. Extraer el pasador de bloqueo (1) del orificio de bloqueo (2).
La máquina ya no está bloqueada.
Posición Posición Ajuste
A Barra de la aguja 2 mm
detrás del punto muerto
inferior
• Posición de la arandela de ajuste (8) en el
eje del brazo
• Momento de movimiento de avance del pie
de transporte
• Tiempo de referencia del codificador de
posición
B Barra de la aguja en el
punto muerto superior
• Disco recuperador del hilo
• Excéntrica de elevación y avance
• Distancia de la barra de piel de transporte
con respecto a la barra del pie prensatelas
• Parada del transportador y pie de transporte
cuando se acciona la palanca manual
D Punción de costura • Excéntrica para engranaje de elevación
• Momento para movimiento de elevación del
pie de transporte
F • Posición la rueda de la correa dentada
inferior, sincronización y la altura de la
barra de la aguja
E y F • Lanzadera sobre una cubierta

Fundamentos de trabajo
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 19
3.7 Proceso para abatir y enderezar la parte superior de la
máquina
Orden
Para acceder a los componentes ubicados en la parte inferior de la
máquina, primero debe abatirse la parte superior de esta.
Fig. 5: Proceso para abatir y enderezar la parte superior de la máquina
Proceso para abatir la parte superior de la máquina
La parte superior de la máquina se abate como se indica a continuación:
1. Abata con cuidado la parte superior de la máquina hasta el seguro
basculante (1).
Proceso para enderezar la parte superior de la máquina
La parte superior de la máquina se endereza como se indica a
continuación:
1. Enderece la parte superior de la máquina.
NOTA
Posibles daños materiales
Pueden producirse daños en la máquina si se sujeta de un modo
incorrecto.
No toque el panel de control para extender o elevar la parte superior
de la máquina. Sujete SIEMPRE por el brazo de la máquina.
(1) - Seguro basculante
①

Fundamentos de trabajo
20 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
3.8 Retirada de las cubiertas
Para realizar muchos de los trabajos de ajuste, en primer lugar deberá
retirar las cubiertas individuales a fin de acceder a los componentes.
En este capítulo se describe cómo retirar y volver a montar las cubiertas
individuales. En el texto de los respectivos trabajos de ajustes solo se
mencionará qué cubierta deberá retirar.
3.8.1 Retirada y colocación de la tapa del brazo
Fig. 6: Retirada y colocación de la tapa del brazo
Retire la tapa del brazo.
La tapa del brazo se retira de la siguiente manera:
1. Afloje los 6 tornillos (2).
2. Retire la tapa del brazo (1).
Colocación de la tapa del brazo
La tapa del brazo se endereza de la siguiente manera:
1. Coloque la tapa del brazo (1).
2. Atornille los 6 tornillos (2).
ADVERTENCIA
Peligro de lesiones por piezas punzantes
Posibilidad de sufrir pinchazos.
Desconecte la máquina antes de retirar las
cubiertas.
(1) - Tapa del brazo (2) - Tornillo
①
②

Fundamentos de trabajo
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 21
3.8.2 Retirada y colocación de la tapa del cabezal
Para la máquina hay una lámpara externa como accesorio opcional, que
se monta en la tapa del cabezal. En este caso, para quitar la tapa del
cabezal, primero debe desmontarse esta lámpara externa.
Orden
1. Desmonte la lámpara externa (opcional).
2. Retire la tapa del cabezal.
La tapa del cabezal se retira de la siguiente manera:
Desmontaje de la lámpara externa (opcional)
Fig. 7: Retirada y colocación de la tapa del cabezal (1)
1. Afloje los tornillos (2).
(1) - Lámpara externa
(2) - Tornillo
(3) - Bloque de teclas
②
①
③
②

Fundamentos de trabajo
22 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
Fig. 8: Retirada y colocación de la tapa del cabezal (2)
La lámpara externa (1) y el bloque de teclas (3) ahora están colgando.
Fig. 9: Retirada y colocación de la tapa del cabezal (3)
2. Afloje los tornillos (4).
3. Retire con cuidado el soporte (5) y coloque la lámpara externa en el
tablero.
Importante
La lámpara externa ahora está desmontada pero todavía conectada.
No tire.
(4) - Tornillo
(5) - Soporte
(6) - Tapa del cabezal
(7) - Tornillo
(8) - Botón de bloqueo
⑤
④
⑥
⑦
⑧

Fundamentos de trabajo
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 23
Retirada de la tapa del cabezal
4. Afloje los tornillos (7).
5. Retire la tapa del cabezal (6).
Colocación de la tapa del cabezal y montaje de la lámpara externa
La tapa del cabezal se coloca de la siguiente manera:
1. Coloque la tapa del cabezal (6) de modo que el botón de bloqueo (8)
esté insertado correctamente.
2. Apriete los tornillos (7).
3. Atornille el soporte (5) con los tornillos (4).
4. Atornille la lámpara externa (1) y el bloque de teclas (3) con los
tornillos (2).
3.8.3 Retirada y colocación de la cubierta trasera
Fig. 10: Retirada y colocación de la cubierta trasera
Importante
Al retirar y colocar la cubierta trasera, se debe prestar atención para no
aplastar, arrancar ni atrapar ningún cable.
(1) - Cubierta trasera (2) - Tornillo
①
②

Fundamentos de trabajo
24 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
Retirada de la cubierta trasera
La cubierta trasera se retira de la siguiente manera:
1. Afloje los tornillos (2).
2. Retire la cubierta trasera (1).
Colocación de la cubierta trasera
La cubierta trasera se coloca de la siguiente manera:
1. Coloque la cubierta trasera (1) y atorníllela con los 3 tornillos (2).
3.8.4 Retirada y colocación de la cubierta inferior
Fig. 11: Retirada y colocación de la cubierta inferior
Retirada de la cubierta inferior
La cubierta inferior se retira de la siguiente manera:
1. Abata la parte superior de la máquina ( p. 19).
2. Afloje los tornillos (2).
3. Retire la cubierta inferior (1).
Colocación de la cubierta inferior
La cubierta inferior se coloca de la siguiente manera:
1. Abata la parte superior de la máquina ( p. 19).
2. Coloque la cubierta inferior (1).
3. Vuelva a apretar el tornillo (2).
(1) - Cubierta inferior (2) - Tornillo
①
②

Fundamentos de trabajo
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 25
3.8.5 Retirada y colocación de la tapa lubricante
Fig. 12: Retirada y colocación de la tapa lubricante (1)
La tapa lubricante se retira de la siguiente manera:
1. Afloje el tornillo (1).
2. Abata la parte superior de la máquina ( p. 19).
Fig. 13: Retirada y colocación de la tapa lubricante (2)
3. Retire la cubierta inferior ( p. 24).
4. Afloje el tornillo (2).
5. Retire la tapa lubricante (3).
(1) - Tornillo
①
(2) - Tornillo (3) - Tapa lubricante
③
②

Fundamentos de trabajo
26 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
Fig. 14: Retirada y colocación de la tapa lubricante (3)
La tapa lubricante se coloca de la siguiente manera:
1. Coloque la tapa lubricante (3).
2. Apriete el tornillo (2).
3. Coloque la cubierta inferior ( p. 24).
4. Enderece la parte superior de la máquina ( p. 19).
5. Apriete el tornillo (1).

Fundamentos de trabajo
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 27
3.8.6 Retirada y colocación de la correa dentada
Fig. 15: Retirada y colocación de la correa dentada
La correa dentada se retira de la siguiente manera:
1. Retire el volante (2) ( p. 28).
2. Afloje los tornillos (3).
3. Retire la correa dentada (1).
La correa dentada se coloca de la siguiente manera:
1. Coloque con cuidado la correa dentada (1) sin aplastar, doblar ni
atrapar el cable.
2. Apriete los tornillos (3).
3. Coloque el volante (2) ( p. 28).
NOTA
Posibles daños materiales
Daños en los cables si estos se doblan, se aplastan o quedan
atrapados.
Coloque la cubierta de la correa dentada sin aplastar, doblar ni
atrapar el cable.
(1) - Cubierta de correas dentadas
(2) - Volante
(3) - Tornillo
②
③
③
①

Fundamentos de trabajo
28 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
3.9 Retirada y colocación del volante
Fig. 16: Retirada y colocación del volante
El volante se retira de la siguiente manera:
1. Afloje los tornillos (2).
2. Retire el volante (1).
El volante se coloca como se indica a continuación:
1. Posicione el volante (1) en la cubierta de la correa dentada (3).
2. Atornille el volante (1) con los tornillos (2).
(1) - Volante
(2) - Tornillo
(3) - Cubierta de correas dentadas
②
①
③

Fundamentos de trabajo
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 29
3.10 Apertura y cierre de las tapas de la lanzadera
Apertura de las tapas de la lanzadera
Fig. 17: Apertura y cierre de las tapas de la lanzadera (1)
Las tapas de la lanzadera se abren como se indica a continuación:
1. Haga palanca con las tapas de la lanzadera (1) y (2) con, por ejemplo,
un par de pinzas
Fig. 18: Apertura y cierre de las tapas de la lanzadera (2)
2. Retire ambas tapas de la lanzadera (1) y (2).
(1) - Tapa de la lanzadera izquierda (2) - Tapa de la lanzadera derecha
②
①

Fundamentos de trabajo
30 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
Fig. 19: Apertura y cierre de las tapas de la lanzadera (3)
Cierre de las tapas de la lanzadera
Las tapas de la lanzadera se cierran como se indica a continuación:
1. Inserte la tapa de la lanzadera izquierda (1) en el corte izquierdo de
la placa de la aguja.
2. Presione la tapa de la lanzadera izquierda (1) en la parte posterior
contra el corte y en la parte delantera hacia abajo.
La tapa de la lanzadera izquierda (1) encaja de manera audible.
3. Inserte la tapa de la lanzadera derecha (2) en el corte derecho de la
placa de la aguja.
4. Presione la tapa de la lanzadera derecha (2) en la parte posterior contra
el corte y en la parte delantera hacia abajo.
La tapa de la lanzadera derecha (2) encaja de manera audible.
3.11 Desmontaje y montaje de la placa de la aguja
Fig. 20: Desmontaje y montaje de la placa de la aguja
(1) - Tornillo
(2) - Perno roscado
(3) - Placa de la aguja
③
②
②
①
①

Fundamentos de trabajo
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 31
Desmontaje de la placa de la aguja
La placa de la aguja se desmonta como se indica a continuación:
1. Abra las tapas de la lanzadera ( p. 29).
2. Compruebe si la aguja esté en el punto muerto superior y, si es nece-
sario, coloque la aguja en el punto muerto superior.
3. Afloje los tornillos (1).
4. Extraiga la placa de la aguja (3).
Montaje de la placa de la aguja
La placa de la aguja se monta como se indica a continuación:
1. Compruebe si la aguja esté en el punto muerto superior y, si es nece-
sario, coloque la aguja en el punto muerto superior.
2. Coloque la placa de la aguja (3).
3. Apriete los tornillos (1).
4. Si es necesario, corrija la posición de la placa de la aguja (3) en el
recorte de la placa de la aguja con los pernos roscados (2).
5. Cierre las tapas de la lanzadera ( p. 29).
3.12 Desmontaje y montaje de los transportadores
Fig. 21: Desmontaje y montaje de los transportadores
(1) - Tornillo
(2) - Transportador trasero
(3) - Transportador delantero
(4) - Tornillo
④
①
②③

Fundamentos de trabajo
32 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
Ajuste correcto
Con la longitud de puntada máxima, los transportadores no toca la placa
de la aguja.
Desmontaje de los transportadores
Los transportadores se desmontan como se indica a continuación:
1. Abra las tapas de la lanzadera ( p. 29).
2. Desmonte la placa de la aguja ( p. 30).
3. Afloje el tornillo (1).
4. Retire el transportador trasero (2).
5. Afloje el tornillo (4).
6. Retire el transportador delantero (3).
Montaje de los transportadores
Los transportadores se montan como se indica a continuación:
1. Coloque el transportador delantero (3) en su soporte.
2. Apriete el tornillo (4).
3. Coloque el transportador trasero (2) en su soporte.
4. Apriete el tornillo (1).
5. Montaje de la placa de la aguja ( p. 30)
6. Cierre las tapas de la lanzadera ( p. 29).
Importante
En caso de cambiar la longitud de puntada máxima, la máquina debe
reiniciarse.
Si es necesario, la longitud de puntada máxima permitida se ajusta
a través del software.
Compruebe que las posiciones del transportador en la longitud de punta-
da máxima en el movimiento girando el volante. Los transportadores no
deben colisionar con la placa de la aguja.
Orden
A continuación compruebe el siguiente ajuste:
• Transportador ( p. 97)

Ajuste de la arandela de ajuste para la biela del eje del brazo
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 33
4 Ajuste de la arandela de ajuste para la biela
del
eje del brazo
Fig. 22: Ajuste de la arandela de ajuste para la biela del eje del brazo (1)
ADVERTENCIA
Peligro de lesiones por piezas móviles
Pueden producirse aplastamientos.
Desconecte la máquina antes de ajustar la
arandela de ajuste.
NOTA
Posibles daños materiales
Daños en la máquina.
Asegúrese de colocar completamente la correa dentada sobre la
polea de la rueda de la correa dentada al final del ajuste.
(1) - Posición F
(2) - Perno de bloqueo (perno de
bloqueo 3,
p. 14)
(3) - Posición A
(4) - Posición E
(5) - Posición D
(6) - Arandela de ajuste
(7) - Posición B
③
④
⑤
⑦
Sentido de giro de la máquina
②
①
⑥

Ajuste de la arandela de ajuste para la biela del eje del brazo
34 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
Fig. 23: Ajuste de la arandela de ajuste para la biela del eje del brazo (2)
La posición A (3) de la arandela de ajuste debe estar en línea con la
ranura de la biela del eje del brazo (9). Solo en esta posición son correc-
tos todos los demás ajustes realizados con la arandela de ajuste.
Cubierta
• Retire la tapa del brazo ( p. 20).
• Retire la tapa del cabezal ( p. 21).
La lubricación de la arandela de ajuste se ajusta como se indica a
continuación:
1. Inserte el perno de bloqueo (2) a través del orificio de bloqueo (8) de
la ranura de la biela del eje del brazo (9).
(8) - Orificio de bloqueo (9) - Ranura de la biela del eje del brazo
②
⑨
②
⑧

Ajuste de la arandela de ajuste para la biela del eje del brazo
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 35
Fig. 24: Ajuste de la arandela de ajuste para la biela del eje del brazo (3)
2. Para mover el cilindro (11), afloje la arandela de seguridad (10) con
un destornillador.
3. Para que el tornillo en la polea de transmisión presente un acceso
libre, empuje el cilindro (11) unos milímetros hacia un lado (la siguiente
figura muestra la máquina desde la vista posterior).
Fig. 25: Ajuste de la arandela de ajuste para la biela del eje del brazo (4)
4. Gire el volante hasta que el perno roscado (12) en la rueda de la correa
dentada (13) sea accesible desde arriba.
(10) - Arandela de retención (11) - Cilindro
⑪
⑩
(11) - Cilindro
(12) - Perno roscado
(13) - Rueda de la correa dentada
(14) - Correa dentada
⑫
⑪
⑬
⑭

Ajuste de la arandela de ajuste para la biela del eje del brazo
36 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
5. Si es necesario, mueva ligeramente la correa dentada (14) hacia
la izquierda para que se pueda acceder libremente al pasador
roscado (12).
6. Suelte el perno roscado (12).
Fig. 26: Ajuste de la arandela de ajuste para la biela del eje del brazo (5)
7. Gire el volante (16) a la posición A (3).
8. Bloquee la máquina a través del orificio de bloqueo (15) con un 2.º
perno de bloqueo (2) en la posición A (3) de la arandela de ajuste (6).
9. Si la máquina no se puede bloquear en la posición A (3), corrija
ligeramente la posición de la rueda de la correa dentada (13).
10. Atornille el perno roscado (12).
11. Si es necesario, vuelva a desplazar la correa dentada (14) ligeramente
hacia la derecha.
La correa dentada (14) debe estar completamente posicionada sobre
la rueda de la correa (13).
12. Desplace el cilindro (11) de vuelta hacia la derecha.
13. Asegure el cilindro (11) con la arandela de seguridad (10).
14. Para liberar el bloqueo, extraiga ambos pasadores de bloqueo (2)
( p. 16).
(2) - Perno de bloqueo
(perno de bloqueo 3
p. 14)
(15) - Orificio de bloqueo
(16) - Volante
②
⑯
⑮

Corredera de la barra de la aguja
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 37
5 Corredera de la barra de la aguja
Fig. 27: Corredera de la barra de la aguja (1)
Fig. 28: Corredera de la barra de la aguja (2)
La corredera de la barra de la aguja está dividida. La parte fija con la barra
de aguja (3) está atornillada directamente al cuerpo fundido. La otra parte
con la barra de pie de transporte (2) está montada de forma móvil.
El tornillo (4), asegurado contra torsión con pintura amarilla, se encuentra
en el brazo de la máquina.
(1) - Pasador de guía (no visible)
(2) - Parte con barra de pie de transporte
(3) - Parte con barra de la aguja
(4) - Tornillo (sellado)
(5) - Pasador de guía
①
④
③
②
⑤

Corredera de la barra de la aguja
38 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
Ajuste correcto
Los pasadores de guía (1) y (5) se fijan de fábrica de modo que la corre-
dera de la barra de la aguja puede moverse sin juego y de forma sencilla.
Importante
No cambie las posiciones de los pasadores de guía (1) y (5).
5.1 Ajuste del soporte de la corredera
Fig. 29: Soporte de la corredera
El soporte de la corredera (2) debe estar en horizontal.
Cubierta
• Retire la tapa del cabezal ( p. 21).
El soporte de la corredera se ajusta como se indica a continuación:
1. Apriete los tornillos (1) de modo que el soporte de la corredera (2)
quede horizontal.
ADVERTENCIA
Peligro de lesiones
Pueden producirse aplastamientos, cortes o
pinchazos.
Ajuste el soporte de la corredera únicamente con
la máquina desconectada.
(1) - Tornillo (2) - Soporte de la corredera
②
①

Corredera de la barra de la aguja
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 39
5.2 Ajuste de la distancia entre la barra del pie de transporte
y la barra del pie prensatelas
Fig. 30: Ajuste de la distancia entre la barra del pie de transporte y la barra del pie
prensatelas (1)
Fig. 31: Ajuste de la distancia entre la barra del pie de transporte y la barra del pie
prensatelas (2)
ADVERTENCIA
Peligro de lesiones
Pueden producirse aplastamientos, cortes o
pinchazos.
Solo ajuste la distancia entre la barra del pie de
transporte y la barra del pie prensatelas con la
máquina desconectada.
(1) - Barra del pie prensatelas (no visible) (2) - Barra del pie prensatelas
(3) - Chapa de apoyo
(4) - Tornillo
(5) - Excéntrica
11 mm
②
①
⑤
③
④

Corredera de la barra de la aguja
40 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
Fig. 32: Ajuste de la distancia entre la barra del pie de transporte y la barra del pie
prensatelas (3)
Ajuste correcto
Cuando la máquina está bloqueado en la posición B, la distancia entre
la barra del pie de transporte (1) y la barra del pie prensatelas (2) debe
ascender a 11 mm.
Cubierta
• Retire la tapa del cabezal ( p. 21).
La distancia entre la barra del pie de transporte y la barra del pie
prensatelas se ajusta del siguiente modo:
1. Bloquee la máquina en la posición B ( p. 16).
2. Extraiga el tapón (6).
3. Afloje pasador roscado detrás del tapón (6).
4. Afloje los tornillos (4).
5. Retire la chapa de apoyo (3).
6. Use la excéntrica (5) para establecer una distancia de 11 mm entre
la barra del pie de transporte (1) y la barra del pie prensatelas (2).
7. Atornille el pasador roscado detrás del tapón (6).
(6) - Tapón
⑥

Ajuste de la rueda moleteada y el tope para la carrera de elevación
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 41
6 Ajuste de la rueda moleteada y el tope para la
carrera de elevación
6.1 Ajuste de la rueda moleteada para la carrera de elevación
Fig. 33: Ajuste de la rueda moleteada para la carrera de elevación (1)
Fig. 34: Ajuste de la rueda moleteada para la carrera del pie (2)
ADVERTENCIA
Peligro de lesiones
Pueden producirse aplastamientos, cortes o
pinchazos.
Ajuste la rueda moleteadapara la carrera del pie
solo con la máquina apagada.
(1) - Curva
(1) - Curva (2) - Cabeza de bola
①
②
①

Ajuste de la rueda moleteada y el tope para la carrera de elevación
42 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
La rueda moleteada (3) solo puede girarse a la izquierda y la derecha
hasta que la curva (1) se encuentre en la cabeza de bola (2).
Cuando la rueda moleteada (3) gira en el sentido de las agujas del reloj
hasta el tope:
• debería ajustarse el valor más pequeño,
• la rueda moleteada (3) debería presentar el menor juego.
Fig. 35: Ajuste de la rueda moleteada para la carrera del pie (3)
Cubierta
• Retire la cubierta de la correa dentada ( p. 27).
La rueda moleteada para la elevación del pie prensatelas se ajusta como
se indica a continuación:
1. Gire la rueda moleteada (3) hasta que la curva (1) toque la cabeza de
bola (2).
No debe existir juego entre la curva (1) y la cabeza de bola (2).
2. Compruebe la posición en la que se encuentra la rueda moleteada (3).
3. Si la rueda moleteada no está ajustada en 2 mm (ajuste más pequeño),
afloje el tornillo (4).
4. Gire la rueda moleteada (3) hasta que se haya ajustado 2 mm.
La curva (1) no debe ajustarse.
5. Apriete el tornillo (4).
6. Compruebe que todavía no haya juego entre la curva (1) y la cabeza
de bola (2) a 2 mm en la rueda moleteada (3).
7. Dado el caso, corrija el ajuste.
(3) - Rueda moleteada (para la elevación
del pie prensatelas)
(4) - Tornillo
③ ④

Ajuste de la rueda moleteada y el tope para la carrera de elevación
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 43
Fig. 36: Ajuste de la rueda moleteada para la carrera de elevación (3)
La rueda moleteada (3) solo puede girarse a la izquierda y la derecha
hasta que el anillo de tope (8) se encuentre en el lado de la leva corres-
pondiente del anillo de bloqueo (6).
Cuando la rueda moleteada (3) gira en el sentido de las agujas del reloj
hasta el tope:
• debería ajustarse el valor más pequeño,
• la rueda moleteada (3) debería presentar el menor juego.
Cubierta
• Retire la tapa del brazo ( p. 20).
La rueda moleteada se ajusta como se indica a continuación:
1. Alinee el anillo de tope (8) de modo que su lado derecho (5) se encuen-
tre en la leva (7) del anillo de bloqueo (6).
2. Atornille la rueda moleteada (3) con el tornillo (4) de modo que se
establezca el valor más pequeño.
(3) - Rueda moleteada (para la elevación
del pie prensatelas)
(5) - Lado derecho
(6) - Anillo de bloqueo
(7) - Leva
(8) - Anillo de tope
⑥
⑤
⑧
⑦
③

Ajuste de la rueda moleteada y el tope para la carrera de elevación
44 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
6.2 Ajuste mecánico del potenciómetro
El potenciómetro determina la altura de elevación establecida. La veloci-
dad se ajusta automáticamente a través del software: cuanto mayor sea
la altura de elevación, menor será la velocidad.
Orden
1. Ajustar mecánicamente el potenciómetro.
2. Ajuste el potenciómetro en el software ( p. 139).
Fig. 37: Ajuste mecánico del potenciómetro (1)
Cubierta
• Retire la tapa del brazo ( p. 20).
• Retire la cubierta de la correa dentada ( p. 27).
ADVERTENCIA
Peligro de lesiones
La máquina está conectada al ajustar el
potenciómetro.
Trabaje con cuidado mientras la máquina está
encendida; no presione accidentalmente el pedal.
NOTA
Posibles daños materiales
Daños en la máquina o mayor desgaste debido a la velocidad
excesiva en caso de elevación elevada.
Según el grosor y el estado del material, solo reducir las velocidades
preestablecidas según sea necesario y NO aumentarlas.
(1) - Visualizador
①

Ajuste de la rueda moleteada y el tope para la carrera de elevación
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 45
Fig. 38: Ajuste mecánico del potenciómetro (2)
Así se ajusta mecánicamente el potenciómetro:
1. Suelte el perno roscado a través del orificio (3).
2. Extraiga el potenciómetro (2).
3. Para determinar hasta donde llega el rango de rotación, gire el eje del
potenciómetro (2) una vez hacia el tope delantero y una vez hacia el
tope trasero.
4. Coloque el eje del potenciómetro (2) en el centro entre los topes
delantero y trasero.
Importante
El eje del potenciómetro (2) NO debe estar ubicado directamente en el
tope delantero o trasero, sino que DEBE estar centrado.
5. Vuelva a colocar el potenciómetro (2).
6. Para fijar el potenciómetro (2), atornille el pasador roscado a través
del orificio (3).
Ahora puede establecer el límite de velocidad de elevación en el software
( p. 139).
(2) - Potenciómetro (3) - Orificio
③
②

Ajuste de la rueda moleteada y el tope para la carrera de elevación
46 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
6.3 Ajuste del tope para la elevación máxima
Fig. 39: Ajuste del tope para la elevación máxima (1)
Cuando la elevación máxima está activada, la altura de elevación de los
pies no debe exceder los 7 mm.
Información
La elevación máxima solo se puede activar y desactivar con la tecla (1) o con
el pulsador de rodilla cuando la máquina está encendida ( instrucciones
de uso).
ADVERTENCIA
Peligro de lesiones
Pueden producirse aplastamientos, cortes o
pinchazos.
La altura máxima de elevación solo es efectiva
cuando la máquina está encendida.
Trabaje con cuidado mientras la máquina está
encendida; no presione accidentalmente el pedal.
(1) - Tecla
①

Ajuste de la rueda moleteada y el tope para la carrera de elevación
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 47
Fig. 40: Ajuste del tope para la elevación máxima (2)
Ajuste el tope para la elevación máxima de la siguiente manera:
1. Si es necesario, retire el hilo la aguja y el hilo de la lanzadera de los
elementos de tensión.
2. Afloje los tornillos (2).
3. Retire la placa de tensado (3).
Fig. 41: Ajuste del tope para la elevación máxima (3)
4. Asegúrese de que la aguja esté en el punto muerto superior y encienda
la máquina ( instrucciones de uso).
5. Para conectar la elevación máxima, pulse de nuevo la tecla (1).
La altura máxima de elevación no debe superar los 7 mm.
6. Si es necesario, ajuste la altura de elevación:
• Aumentar la altura de elevación: enrosque el perno roscado (4)
• Reducir la altura de elevación: desenrosque el perno roscado (4)
(2) - Tornillo (3) - Placa de tensado
②
③
(4) - Perno roscado
④

Ajuste del contrapeso de equilibrado
48 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
7 Ajuste del contrapeso de equilibrado
La clase 550-12-33 (n.º mat. 0550 990072) está equipada con un contra-
peso de equilibrado.
Cubierta
• Retire la tapa del brazo ( p. 20).
Fig. 42: Ajuste del contrapeso de equilibrado
El contrapeso de equilibrado se ajusta del siguiente modo:
1. Bloquee la máquina en la posición A ( p. 16).
El orificio de la excéntrica de deslizamiento apunta verticalmente
hacia arriba.
2. Afloje el pasador roscado en el orificio del contrapeso de equilibrado (1).
3. Ajuste el peso de equilibrado (1) verticalmente.
4. Apriete el pasador roscado en el orificio del contrapeso de
equilibrado (1).
El contrapeso de equilibrado (1) se ha configurado correctamente.
(1) - Contrapeso de equilibrado
①

Pie
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 49
8Pie
8.1 Pie prensatelas pequeño
8.1.1 Cambio del pie prensatelas pequeño
Fig. 43: Cambio del pie prensatelas pequeño
El pie prensatelas pequeño se cambia de la siguiente manera:
1. Bloquee los pies prensatelas en la posición elevada ( instrucciones
de uso).
2. Desconecte la máquina.
3. Presione hacia abajo el resorte (1) en la parte posterior del pie pren-
satelas pequeño.
4. Tire del pie prensatelas pequeño (2) hacia los lados.
5. Coloque un nuevo pie prensatelas pequeño (2).
Cuando el resorte (1) encaje de forma audible, el pie prensatelas
pequeño (2) estará correctamente conectado.
6. Ajuste un nuevo pie prensatelas pequeño (2) ( p. 50).
ADVERTENCIA
Peligro de lesiones
Pueden producirse aplastamientos, cortes o
pinchazos.
Bloquee los pies en posición elevada y apague la
máquina para los pasos posteriores.
(1) - Muelle (2) - Pie prensatelas pequeño
①②

Pie
50 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
8.1.2 Ajuste del pie prensatelas pequeño
Fig. 44: Ajuste del pie prensatelas pequeño (1)
El pie prensatelas pequeño se ajusta de la siguiente manera:
1. Gire el volante hasta que el pie prensatelas pequeño (1) se encuentre
con la suela sobre la placa de la aguja.
2. Desconecte la máquina.
3. Afloje el tornillo (2).
Fig. 45: Ajuste del pie prensatelas pequeño (2)
4. Gire la excéntrica (3) de modo que el pie prensatelas pequeño (1) se
encuentre en un ángulo de aproximadamente 2°.
5. Apriete el tornillo (2).
ADVERTENCIA
Peligro de lesiones
Pueden producirse aplastamientos, cortes o
pinchazos.
Baje los pies a la placa de la aguja y apague la
máquina para los pasos posteriores.
(1) - Pie prensatelas pequeño (2) - Tornillo
②
①
(3) - Excéntrica
③

Pie
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 51
8.1.3 Cambio de la protección contra pelusas en la placa de la aguja
Una placa de teflón se usa como protección contra pelusas en la placa de
la aguja. Esta placa de teflón debe cambiarse regularmente.
Fig. 46: Cambio de la protección contra pelusas en la placa de la aguja
Cambie la placa de teflón en la placa de la aguja de la siguiente manera:
1. Desmonte la placa de la aguja (1) ( p. 30).
2. Cambie la placa de teflón (2).
3. Instale la placa de la aguja (1) y descienda la cuchilla superior.
La cuchilla superior corta de manera independiente el trayecto
mediante de la placa de teflón (2).
(1) - Placa de la aguja (2) - Placa de teflón
②
①

Pie
52 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
8.2 Pie de transporte
8.2.1 Ajuste del momento de movimiento de avance del pie de
transporte
Ajuste correcto
El movimiento de transporte del pie de transporte debe sincronizarse
con el movimiento de transporte del transportador diferencial con la
mayor longitud de puntada posible.
Cubierta
• Retire la tapa del brazo ( p. 20).
Fig. 47: Ajuste del momento de movimiento de avance del pie de transporte
El momento del movimiento de avance del pie de transporte se ajusta
como se indica a continuación:
1. Suelte los dos pernos roscados (3) de la excéntrica de avance (2).
2. Bloquee la máquina en la posición A ( p. 16).
ADVERTENCIA
Peligro de lesiones
Pueden producirse aplastamientos, cortes o
pinchazos. La longitud de puntada máxima de
elevación solo es efectiva cuando la máquina está
encendida.
Trabaje con cuidado mientras la máquina está
encendida; no presione accidentalmente el pedal.
(1) - Perno de bloqueo (perno de
bloqueo 3,
p. 14)
(2) - Excéntrica de deslizamiento
(3) - Pasador roscado (solo visible
parcialmente)
②
①
③
③

Pie
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 53
3. Inserte el pasador de bloqueo (1) en el orificio de bloqueo de la
excéntrica de avance (2) y gírelo contra el borde interior de fundición.
4. Atornille los dos pernos roscados (3) de la excéntrica de avance (2).
Ajuste preciso
5. Baje los pies prensatelas.
6. Gire el volante en la dirección de transporte.
Los movimientos de transporte del transportador diferencial y el pie
de transporte deben estar sincronizados.
7. Si los movimientos de transporte no están sincronizados, ajuste
ligeramente la excéntrica de avance (2).
8.2.2 Ajuste del rango de ajuste de elevación y el momento del
movimiento de elevación del pie de transporte
Fig. 48: Ajuste del rango de ajuste de elevación y el momento del movimiento de elevación
del pie de transporte (1)
ADVERTENCIA
Peligro de lesiones
Pueden producirse aplastamientos, cortes o
pinchazos.
Ajuste el rango de ajuste de elevación y el
momento del movimiento de elevación del pie de
transporte solo cuando la máquina está apagada.
NOTA
Posibles daños materiales
Daños en la máquina.
Asegúrese de que la excéntrica esté en su posición básica: La ranura
debe girarse 45° hacia atrás en la mitad superior del círculo.
(1) - Rueda moleteada
(para la altura de elevación)
①

Pie
54 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
Ajuste correcto
Si la altura de elevación en la rueda moleteada (1) está configurada en
2 mm, los pies de costura deben estar a la altura siguiente:
• Pie de transporte: 2,5 mm
• Prensatelas pequeño: 2 mm
Cubierta
• Retire la tapa del brazo ( p. 20).
• Retire la tapa del cabezal ( p. 21).
Fig. 49: Ajuste del rango de ajuste de elevación y el momento del movimiento de elevación
del pie de transporte (2)
El rango de ajuste de elevación se ajusta del modo siguiente:
1. Afloje los tornillos (4).
2. Coloque el calibre (2) en las paredes de fundición del brazo de la
máquina (ver la ilustración superior).
3. Gire el gozne (3) hasta que el perno del balancín de elevación (5) se
encuentre en el calibre (2).
4. Deslice el gozne (3) contra la clavija para fijar axialmente el eje.
5. Apriete los tornillos (4).
6. Retire el calibre (2).
(2) - Calibre (calibre 9,
p. 14)
(3) - Gozne
(4) - Tornillo
(5) - Balancín de elevación
(6) - Tornillo
②
⑤
③
④
⑥

Pie
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 55
La misma elevación en ambos pies prensatelas se logra de la siguiente
manera:
1. Bloquee la máquina en la posición D ( p. 16).
2. Suelte los tornillos de la excéntrica de elevación.
Fig. 50: Ajuste del rango de ajuste de elevación y el momento del movimiento de elevación
del pie de transporte (3)
3. Gire la excéntrica de elevación sobre el eje del brazo de modo que la
palanca de elevación (7) se detenga cuando mueva el balancín de
elevación (5).
4. Atornille los tornillos de la excéntrica de elevación.
5. Afloje el tornillo (6).
6. Gire la palanca de elevación (7) de forma que ambos pies prensatelas
se encuentren sobre la placa de la aguja.
7. Apriete el tornillo (6).
Ahora ambos pies prensatelas tienen la misma elevación.
(7) - Palanca de elevación (8) - Excéntrica
⑧
⑦

Pie
56 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
Fig. 51: Ajuste del rango de ajuste de elevación y el momento del movimiento de elevación
del pie de transporte (4)
Una elevación diferente en los pies prensatelas se logra de la siguiente
manera:
1. Afloje los tornillos (9).
2. Gire la excéntrica (8) 45° en la dirección contraría a la dirección de
transporte de modo que la ranura de la mitad superior del círculo quede
horizontal.
3. Apriete los tornillos (9).
Ahora la elevación del pie de transporte asciende a 2,5 mm y la
carrera del pie prensatelas pequeño asciende a 2 mm.
(9) - Tornillo
⑨

Pie
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 57
8.3 Ajuste preciso del momento de cambio de los pies
prensatelas
Ajuste correcto
Con la máquina se bloqueada en la posición D, ambos pies prensatelas
deben situarse sobre la placa de la aguja.
Cubierta
• Retire la tapa del cabezal ( p. 21).
Fig. 52: Ajuste preciso del momento de cambio de los pies prensatelas
El momento del cambio de los pies prensatelas se ajusta como se indica
a continuación:
1. Bloquee la máquina en la posición D ( p. 16).
2. La excéntrica (1) en su posición básica (ranura horizontal en la mitad
superior del círculo) cambia un poco.
ADVERTENCIA
Peligro de lesiones
Pueden producirse aplastamientos, cortes o
pinchazos.
Ajuste el momento de cambio de los pies
prensatelas solo cuando la máquina esté apagada.
(1) - Excéntrica
①

Pie
58 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
8.4 Ajuste del juego en el mecanismo de ventilación
Ajuste correcto
El juego en el mecanismo de ventilación debe ascender a 1 mm si, al
menos, uno de los dos pies prensatelas se encuentra sobre la placa de la
aguja o en el transportador.
Cubierta
• Retire la tapa del brazo ( p. 20).
Fig. 53: Ajuste del juego en el mecanismo de ventilación
El juego en el mecanismo de ventilación se ajusta en altura como se
indica a continuación:
1. Afloje el tornillo (1).
2. Gire el gozne de sujeción (2) del eje en consonancia.
3. Apriete el tornillo (1).
ADVERTENCIA
Peligro de lesiones
Pueden producirse aplastamientos, cortes o
pinchazos.
Solo ajuste el juego en la mecanismo de
ventilación cuando la máquina esté apagada.
(1) - Tornillo (2) - Gozne de sujeción
①
②

Pie
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 59
8.5 Ajuste de la altura de los pies prensatelas elevados
(limitación de ventilación)
Los pies prensatelas se liberan cuando el pedal está en la posición -2.
Ajuste correcto
La distancia entre los pies prensatelas elevados y la placa de la aguja está
debe ser 15 mm.
Este ajuste se puede cambiar para que la distancia sea de 17 mm cuando
la aguja se encuentra en el punto muerto superior. En este caso, la aguja
sobresale debajo de los pies prensatelas.
En caso de pies prensatelas especialmente gruesos, por ejemplo, pies de
lámina, la distancia debe reducirse para que no sea posible una colisión
con la barra de aguja.
Cubierta
• Retire la tapa del brazo ( p. 20).
Fig. 54: Ajuste de la altura de los pies prensatelas elevados (limitación de ventilación)
Para ajustar la altura de los pies prensatelas elevados, proceda del si-
guiente modo:
1. Suelte la tuerca (1).
ADVERTENCIA
Peligro de lesiones
Pueden producirse aplastamientos, cortes o
pinchazos.
Ajuste la altura de los pies prensatelas elevados
solo con la máquina apagada (limitación de
ventilación).
(1) - Tuerca (2) - Tornillo de tope
②
①

Pie
60 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
2. Ajuste el tornillo de tope 2 del modo correspondiente.
Cuanto más sobresalga el tornillo de tope (2), menos se pueden
elevar los pies prensatelas con el pedal en la posición -2.
3. Apriete la tuerca (1).
8.6 Ajuste del amortiguador de intercepción
El amortiguador de intercepción evita que los pies prensatelas descansen
directamente sobre la placa de la aguja.
Ajuste correcto
La distancia entre la placa de la aguja y el pie prensatelas debe ser de
0,2 mm.
Cubierta
• Retire la tapa del cabezal ( p. 21).
Fig. 55: Ajuste del amortiguador de intercepción
El amortiguador de intercepción se ajusta como se indica a continuación:
1. Gire el volante hasta que los pies prensatelas estén a la misma altura.
2. Compruebe si el material se transporta con fuerza.
3. En caso necesario, afloje la tuerca (2).
4. Ajuste el amortiguador de intercepción (1) según convenga.
ADVERTENCIA
Peligro de lesiones
Pueden producirse aplastamientos, cortes o
pinchazos.
El amortiguador de intercepción solo debe
ajustarse con la máquina desconectada.
(1) - Amortiguador de intercepción (2) - Tuerca
①
②

Pie
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 61
8.7 Ajuste de la altura de los pies prensatelas bloqueados
Los pies de costura se pueden bloquear con el botón de la cubierta de la
cabeza en posición elevada ( instrucciones de uso).
Ajuste correcto
La distancia entre los pies prensatelas bloqueados superiores y la placa
de la aguja debe ser de 10 mm.
Fig. 56: Ajuste de la altura de los pies prensatelas bloqueados (1)
Puede comprobar la altura de los pies prensatelas bloqueados de la forma
siguiente:
1. Para elevar los pies prensatelas, pise el pedal hasta la posición -1
o -2 y manténgalo pisado.
2. Pulse el botón de bloqueo (1) de la tapa del cabezal.
3. Suelte el pedal (posición 0).
Los pies prensatelas ahora están bloqueados.
4. Retire la tapa del cabezal ( p. 21).
5. Mida la altura de los pies prensatelas bloqueados.
6. En caso necesario, adapte la altura de los pies prensatelas bloqueados.
ADVERTENCIA
Peligro de lesiones
Pueden producirse aplastamientos, cortes o
pinchazos.
Compruebe y ajuste la altura de los pies
prensatelas bloqueados solamente si la máquina
está desconectada.
(1) - Botón de bloqueo
①

Pie
62 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
Fig. 57: Ajuste de la altura de los pies prensatelas bloqueados (2)
Para ajustar la altura de los pies prensatelas bloqueados, proceda del
siguiente modo:
1. Afloje los tornillos (2).
2. Modifique la posición de la chapa de apoyo (3).
(2) - Tornillo (3) - Chapa de apoyo
②
③

Transporte diferencial superior e inferior
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 63
9 Transporte diferencial superior e inferior
9.1 Ajuste de la posición básica para el transporte inferior
Orden
1. Ajuste la posición básica para el transporte inferior.
2. Ajuste la posición básica para el transporte superior ( p. 66).
3. Calibre el transporte diferencial superior e inferior ( p. 68).
Fallos
• Daños en la placa de la aguja
• Daño en los transportadores
• Ruido
Cubierta
• Retire la cubierta inferior ( p. 24).
Fig. 58: Ajuste de la posición básica para el transporte inferior (1)
ADVERTENCIA
Peligro de lesiones
Pueden producirse aplastamientos, cortes o
pinchazos.
Trabaje con cuidado mientras la máquina está
encendida; no presione accidentalmente el pedal
ni otras teclas.
(1) - Curva
(2) - Rodillo
(3) - Calibre (calibre 9,
p. 14)
(4) - Tornillo
(5) - Pasador de 6 partes
(calibre 13,
p. 14)
(6) - Corredera
(7) - Tornillo
④
④
③
⑤ ⑥
①
②
⑦

Transporte diferencial superior e inferior
64 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
La posición básica de la corredera para el transporte inferior se ajuste de
la siguiente manera:
1. Abata la parte superior de la máquina ( p. 19).
2. Monte el calibre (3) con 2 tornillos M5x16.
Fig. 59: Ajuste de la posición básica para el transporte inferior (2)
3. Gire las curvas del motor paso a paso (8) para el transportador principal
y el motor paso a paso (10) para el transportador diferencial, de modo
que las ruedas (2) se encuentren en el diámetro más grande de las
curvas (1).
El borde de la arandela de referencia (11) se apoya en la rueda (2).
Ajuste del transporte principal
4. Afloje el tornillo (7).
5. Introduzca el pasador de 6 partes (5) en el orificio de la corredera (6).
6. Gire la corredera (6) de modo que el perno de 6 partes (5) inferior se
encuentra en el calibre (3).
7. Apriete el tornillo (7).
(1) - Curva
(2) - Rueda
(8) - Motor paso a paso
(transportador principal)
(9) - Motor de marcha paso a paso
(Transporte superior diferencial)
(10) - Motor de marcha paso a paso
(Transporte inferior diferencial)
(11) - Arandela de referencia
⑨
⑩
⑧
⑪
②
①

Transporte diferencial superior e inferior
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 65
Fig. 60: Ajuste de la posición básica para el transporte inferior (3)
Ajuste del transporte principal
8. Afloje el tornillo (12).
9. Introduzca el pasador de 6 partes (5) por debajo del motor paso a
paso (9).
10. Gire la corredera de modo que el perno de 6 partes (5) inferior se
encuentra en el calibre (3).
11. Apriete el tornillo (12).
12. Desmonte el calibre (3).
(3) - Calibre (calibre 11,
p. 14)
(5) - Pasador de 6 partes
(calibre 13,
p. 14)
(9) - Motor paso a paso
(Transporte superior diferencial)
(12) - Tornillo
⑫⑤
⑨
③

Transporte diferencial superior e inferior
66 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
9.2 Ajuste de la posición básica para el transporte superior
l
Orden
1. Ajuste la posición básica para el transporte inferior ( p. 63).
2. Ajuste la posición básica para el transporte superior.
3. Calibre el transporte diferencial superior e inferior ( p. 68).
Cubierta
• Retire la tapa del brazo ( p. 20).
Fig. 61: Ajuste de la posición básica para el transporte superior (1)
La posición básica para el transporte superior se ajusta como se indica a
continuación:
1. Afloje el tornillo (2) en el gozne de sujeción (1).
2. Abata la parte superior de la máquina ( p. 19).
ADVERTENCIA
Peligro de lesiones
Pueden producirse aplastamientos, cortes o
pinchazos.
Trabaje con cuidado mientras la máquina está
encendida; no presione accidentalmente el pedal
ni otras teclas.
(1) - Gozne de sujeción
(2) - Tornillo
(3) - Eje
(4) - Pasador de 6 partes
(calibre 13,
p. 14)
④
③
①
②

Transporte diferencial superior e inferior
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 67
Fig. 62: Ajuste de la posición básica para el transporte superior (2)
3. Presione la arandela de referencia (5) contra la rueda (6).
4. Introduzca el pasador de 6 partes (4) en el orificio del eje (3).
5. Gire el pasador de 6 partes (4) contra el borde trasero de fundición.
6. Apriete el tornillo (2) en el gozne de sujeción (1).
7. Enderece la parte superior de la máquina ( p. 19).
(5) - Arandela de referencia (6) - Rodillo
⑤ ⑥

Transporte diferencial superior e inferior
68 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
9.3 Calibración del transporte diferencial superior e inferior
Orden
1. Ajuste la posición básica para el transporte inferior ( p. 63).
2. Ajuste la posición básica para el transporte superior ( p. 66).
3. Calibre el transporte diferencial superior e inferior.
Para calibrar el transporte diferencial superior e inferior, ambos
transportadores y el pie de transporte se calibran uno después de otro
y en el siguiente orden:
1. Transportador trasero
2. Transportador delantero
3. Pie de transporte
Calibración del transportador trasero
Para calibrar el transporte diferencial superior e inferior:
1. Retire las tapas de la lanzadera ( p. 29).
ADVERTENCIA
Peligro de lesiones
Pueden producirse aplastamientos, cortes o
pinchazos.
Trabaje con cuidado mientras la máquina está
encendida; no presione accidentalmente el pedal
ni otras teclas.
Tenga especial cuidado en la zona del
cortabordes.
Tenga especial cuidado mientras los pies
prensatelas están elevados o bloqueados en
posición elevada.

Transporte diferencial superior e inferior
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 69
Fig. 63: Calibración del transporte diferencial superior e inferior (1)
2. Desenganche el muelle (3).
3. Afloje el tornillo (1).
4. Retire el pie prensatelas (2).
Fig. 64: Calibración del transporte diferencial superior e inferior (2)
5. Suelte el perno roscado (4).
6. Retire el pie de transporte (6).
7. Desmonte la placa de la aguja (5) ( p. 30).
(1) - Tornillo
(2) - Pie prensatelas
(3) - Muelle
①
②
③
(4) - Perno roscado
(5) - Placa de la aguja
(6) - Pie de transporte
④
⑥
⑤

Transporte diferencial superior e inferior
70 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
Fig. 65: Calibración del transporte diferencial superior e inferior (3)
8. Afloje los tornillos (10).
9. Retire el transportador delantero (9).
10. Vuelva a montar la placa de la aguja (5) ( p. 30).
Fig. 66: Calibración del transporte diferencial superior e inferior (4)
11. Coloque el pie de ajuste (12) y apriételo con el tornillo (11).
12. Coloque papeles gruesos.
13. Inserte la aguja de ajuste (aguja de ajuste 14, p. 14) y alinéela de
manera que solo se realice un orificio delgado en el
papel ( instrucciones de uso).
14. Continúe con Ajustes en el software ( p. 72).
(7) - Tornillo
(8) - Transportador trasero
(9) - Transportador delantero
(10) - Tornillo
⑨
⑩
⑧
⑦
(11) - Tornillo (12) - Pie de ajuste (pie de ajuste 12,
p. 14)
⑪
⑫

Transporte diferencial superior e inferior
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 71
Calibración del transportador delantero
El transportador delantero se calibra de la siguiente manera:
1. Afloje el tornillo (11).
2. Eleve el pie de ajuste (12) y asegúrelo en la posición
elevada ( instrucciones de uso).
3. Desmonte la placa de la aguja (5) ( p. 30).
4. Coloque el transportador delantero (9).
5. Apriete los tornillos (10).
6. Afloje los tornillos (8).
7. Retire el transportador trasero (7).
8. Vuelva a montar la placa de la aguja (5) ( p. 30).
9. Coloque papeles.
10. Inserte la aguja de ajuste (aguja de ajuste 14, p. 14) y alinéela
de manera que solo se realice un orificio delgado en el papel
( instrucciones de uso).
11. Continúe con Ajustes en el software ( p. 72).
Calibración del pie de transporte
El pie de transporte se calibra de la forma siguiente:
1. Afloje el tornillo (11).
2. Retire el pie de ajuste (12).
3. Pise el pedal hasta la posición -2 (1) y MANTÉNGALO.
Los pies prensatelas se han levantado.
Fig. 67: Calibración del transporte diferencial superior e inferior (5)
4. Coloque el pie de transporte (6) y alinéelo de manera que quede
directamente encima del alimentador delantero (9).
5. Atornille el perno roscado (4).
6. Gire el muelle (3) hacia un lado.
(4) - Perno roscado (6) - Pie de transporte
④
⑥

Transporte diferencial superior e inferior
72 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
Fig. 68: Calibración del transporte diferencial superior e inferior (6)
7. Coloque el pie prensatelas (2) y alinéelo con el pie de transporte (6).
Importante
NO enganche el muelle (3).
8. Suelte el pedal (posición 0).
9. Apriete el tornillo (1).
10. Por ejemplo, inserte 2 tiras de tejido vaquero recubiertas de teflón
directamente una encima de la otra.
Estas 2 tiras deben estar exactamente una encima de la otra.
Solo entonces será evidente durante los siguientes pasos si el
transporte diferencial superior e inferior están calibrados
correctamente.
Si una de las dos tiras se transporta más que otra, no hay
sincronización. En este caso, la calibración NO se ajustará.
Básicamente, es mejor que la capa inferior se transporte un poco
más que la superior y no al revés.
11. Continúe con Ajustes en el software ( p. 72).
Ajustes en el software
Se accede a los ajustes del software de la siguiente manera:
1. Encienda la máquina ( instrucciones de uso).
2. Abra el menú Servicio ( p. 120).
3. Seleccione el parámetro deseado con ▲/▼:
• Calibración del transportador trasero: Calib.trans.
• Calibración del transportador delantero: Calib.tran.inf.
• Calibración del pie de transporte: Calib.tran.arr.
4. Confirme con OK.
Se abre el menú Feed MAIN/Feed Diff. Bottom/Feed Diff.
Top.
(1) - Tornillo
(2) - Pie prensatelas
(3) - Muelle
①
②
③

Transporte diferencial superior e inferior
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 73
Debajo del símbolo aparece el nivel cuya longitud de puntada es-
pecificada se muestra a la derecha con el símbolo (niveles 1-4).
Los siguientes valores están preestablecidos para los niveles
correspondientes:
5. Pulse la tecla OK.
El valor +/- -XXX también aparece en el visualizador.
Información
A partir de aquí, la calibración de los transportadores trasero y delantero
( p. 73) difiere de la calibración del pie de transporte ( p. 74)
Calibración del transportador trasero/delantero:
6. Pise el pedal hasta posición 1.
Se cosen exactamente 11 puntadas.
7. Mida la longitud de la puntada en el papel con un medidor calibrado.
Por ejemplo, en el nivel 1 para Feed Main la distancia de la 1.ª a la
11.ª puntada debe ser exactamente 20 mm (ver tabla).
Fig. 69: Calibración del transporte diferencial superior e inferior (7)
8. Si la longitud de la puntada no encaja, ajuste el valor +/- -XXX:
• Reducir valor +/- -XXX: Presionar la tecla ▲ / tecla 14 (reducir el
valor en incrementos de 10)
• Aumentar valor +/- -XXX: Presionar la tecla ▲ / tecla
10 (aumentar el valor en incrementos de 10)
9. En caso necesario, repita los pasos 6 a 8 hasta que se mida la longitud
correcta de la puntada.
10. Pulse la tecla OK.
Nivel Feed Main Feed Diff. Bottom Feed Diff. Top
1 2 mm 2 mm 2 mm
2 4 mm 3 mm 3 mm
3 6 mm 4 mm 4 mm
4 7 mm 7 mm

Transporte diferencial superior e inferior
74 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
11. Presione ▲/▼ en para seleccionar el siguiente paso.
12. Confirme con OK.
El valor +/- -XXX también aparece en el visualizador.
13. Repita los pasos 6 a 8 hasta que se mida la longitud correcta de la
puntada en todos los niveles (ver tabla).
14. Pulse la tecla OK.
15. Cuando todas las etapas estén calibradas correctamente, pise el pedal
en posición -2.
Se abre el menú Feed MAIN/Feed Diff. Bottom está cerrada
de nuevo.
Calibración del pie de transporte:
16. Pise el pedal hasta posición 1.
Fig. 70: Calibración del transporte diferencial superior e inferior (8)
17. Compruebe si se dispone de la sincronización del transportador
superior e inferior.
18. Si no hay sincronización, ajuste el valor +/- -XXX:
• Reducir valor +/--XXX: Presionar la tecla ▲ / tecla 14 (reducir el
valor en incrementos de 10)
• Aumentar valor +/--XXX: Presionar la tecla ▲ / tecla
10 (aumentar el valor en incrementos de 10)
19. En caso necesario, repita los pasos 16-18 hasta que haya sincroniza-
ción entre el transportador superior e inferior.
Si no se logra la sincronización exacta, es mejor si la capa inferior se
transporta un poco más que la superior.
20. Pulse la tecla OK.
21. Presione ▲/▼ en para seleccionar el siguiente paso.
22. Confirme con OK.
El valor +/--XXX también aparece en el visualizador.
23. Repita los pasos 6 a 8 hasta que se mida la longitud correcta de la
puntada (ver tabla).
Sin sincronización Sincronización

Transporte diferencial superior e inferior
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 75
24. Pulse la tecla OK.
25. Cuando todas las etapas estén calibradas correctamente, pise el pedal
en posición -2.
Se ha cerrado el menú Feed Diff. Top.
Si se ha calibrado el transportador trasero, el transportador delantero
Y el pie de calibración, transporte diferencial superior e inferior se
calibran satisfactoriamente.
Información
En caso de volver a ensamblar la máquina, no olvide enganchar el
muelle (3).

Calibración del tensado electrónico del hilo
76 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
10 Calibración del tensado electrónico del hilo
El tensado electrónico del hilo está calibrado de fábrica. Los pernos
roscados están sellados con pintura. Solo afloje los pernos roscados si
el tensado electrónico del hilo DEBE recalibrarse.
Orden
1. Calibre el tensado electrónico del hilo de la aguja ( p. 76).
2. Calibre el tensado electrónico del hilo de la lanzadera ( p. 78).
10.1 Calibración del tensado electrónico del hilo de la aguja
Requisito previo: Hay disponible un medidor de tensado de hilo externo
y la calibración se realiza con un hilo de aguja de grosor 40.
Orden
1. Calibre el tensado electrónico del hilo de la aguja.
Ajuste las siguientes 3 posiciones de calibración una después de la
otra para el tensado del hilo de la aguja:
• Posición 3: tensión máxima (300 g)
• Posición 2: tensión media (150 g)
• Posición 1: tensión mínima (30 g)
2. Calibre el tensado electrónico del hilo de la lanzadera ( p. 78).
Pasos de calibración
Así se ajusta la posición de calibración 3:
1. Pase el hilo de la aguja hasta la palanca del hilo ( instrucciones de
uso).
2. Pase el hilo de la aguja al medidor de tensado de hilo tras la palanca
del hilo.
3. Apertura del modo de servicio ( p. 120)
4. Acceda al punto de menú Servicio> Calibración> Calib.
hilo. Sup.
5. Seleccione el parámetro 3 con
▲/▼.
6. Confirme con OK.
7. Mida el valor de tensado.
Debe medirse 300 g.

Calibración del tensado electrónico del hilo
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 77
Fig. 71: Calibración del tensado electrónico del hilo de la aguja
Si no se midieron 300 g, corrija mecánicamente el tensado del hilo de la
aguja de la siguiente manera:
8. Suelte el perno roscado (3).
9. Gire la tuerca de ajuste (1) en el sentido de las agujas del reloj hasta
el tope.
10. Gire con cuidado la tuerca de ajuste (1) en sentido antihorario para
que el medidor de tensado del hilo indique 300 g.
Con los imanes desconectados, el juego de las arandelas de tensado (2)
es de aproximadamente 0,5 mm. Con una ligera presión contra las aran-
delas de tensado (2) mientras el imán se enciende y apaga, la apertura
y el cierre deben ser claramente visibles.
11. Para un ajuste preciso, gire la tuerca de ajuste (1) de la siguiente
manera:
• Para reducir el valor: gire en el sentido de las agujas del reloj
• Para aumentar el valor: gire en el sentido contrario al de las agujas
del reloj
12. Si el medidor de tensado del hilo indica 300 g, apriete el perno
roscado (3) sin cambiar la posición de la tuerca de ajuste (1).
La posición de calibración 2 se ajusta usando el OP3000 de la siguiente
manera:
13. Use ◄ para ir al nivel anterior.
14. Seleccione el parámetro 2 con
▲/▼.
15. Confirme con OK.
16. Mida el valor de tensado.
17. Cambie el tensado del hilo con
▲/▼ hasta que el medidor de tensado
del hilo indique 150 g.
(1) - Tuerca de ajuste
(2) - Arandelas de tensado
(3) - Perno roscado
①
③
②

Calibración del tensado electrónico del hilo
78 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
La posición de calibración 1 se ajusta usando el OP3000 de la siguiente
manera:
18. Use ◄ para ir al nivel anterior.
19. Seleccione el parámetro 1 con
▲/▼.
20. Confirme con OK.
21. Mida el valor de tensado.
22. Cambie el tensado del hilo con
▲/▼ hasta que el medidor de tensado
del hilo indique 30 g.
10.2 Calibración del tensado electrónico del hilo de la
lanzadera
Requisito previo: Hay disponible un medidor de tensado de hilo externo
y la calibración se realiza con un hilo de lanzadera de grosor 60.
Orden
1. Calibre el tensado electrónico del hilo de la aguja ( p. 76).
2. Calibre el tensado electrónico del hilo de la lanzadera.
3. Ajuste las siguientes 3 posiciones de calibración una después de la
otra para el tensado del hilo de la lanzadera:
• Posición 3: tensión máxima (300 g)
• Posición 2: tensión media (150 g)
• Posición 1: tensión mínima (30 g)
Fig. 72: Calibración del tensado electrónico del hilo de la lanzadera (1)
(1) - Tuerca de ajuste
(2) - Arandelas de tensado
(3) - Perno roscado
③
①
②

Calibración del tensado electrónico del hilo
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 79
Fig. 73: Calibración del tensado electrónico del hilo de la lanzadera (2)
Calibre el tensado electrónico del hilo de la lanzadera de la siguiente
manera:
1. Pase el hilo de la lanzadera a la última guía del hilo (4) delante de la
ranura del hilo ( instrucciones de uso).
2. Enhebre el hilo de la lanzadera al medidor de tensado de hilo.
3. Apertura del modo de servicio ( p. 120)
4. Acceda al punto de menú Servicio> Calibración> Calib.
hilo. Inf.
5. Desde aquí, calibre el tensado electrónico del hilo de lanzadera, así
como el tensado electrónico del hilo de aguja.
(4) - Guía del hilo
④

Ajuste el cojinete izquierdo del eje inferior
80 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
11 Ajuste el cojinete izquierdo del eje inferior
Ajuste correcto
La distancia desde el centro de la aguja hasta el comienzo del cojinete
izquierdo del eje inferior debe ser de 41,8 mm.
Cubierta
• Retire la cubierta inferior (4) ( p. 24).
• Retire la tapa lubricante (2) ( p. 25).
Así se ajusta correctamente el cojinete izquierdo del eje inferior:
1. Desmonte la placa de la aguja ( p. 30).
2. Retire el portalanzaderas con protector de aguja y lanzadera.
Fig. 74: Ajuste el cojinete izquierdo del eje inferior (1)
3. Afloje el tornillo (1).
4. Abata la parte superior de la máquina ( p. 19).
ADVERTENCIA
Peligro de lesiones
Pueden producirse aplastamientos, cortes o
pinchazos.
El cojinete izquierdo del eje inferior solo debe
ajustarse con la máquina desconectada.
(1) - Tornillo
①

Ajuste el cojinete izquierdo del eje inferior
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 81
Fig. 75: Ajuste el cojinete izquierdo del eje inferior (2)
5. Afloje los tornillos (4).
6. Retire la cubierta (5).
7. Afloje el tornillo (2).
8. Retire la tapa lubricante (3).
Fig. 76: Ajuste el cojinete izquierdo del eje inferior (3)
9. Para drenar el aceite de la carcasa del accionamiento de la
lanzadera (6), afloje el tornillo (7).
10. Enderece la parte superior de la máquina ( p. 19).
El aceite fluye desde la carcasa del accionamiento de la
lanzadera (6) hasta el cárter de aceite.
El aceite ahora debe drenarse de la carcasa del accionamiento de la
lanzadera (6) porque, de lo contrario, escaparía lateralmente al retirar
la carcasa del accionamiento de la lanzadera (6).
11. Abata la parte superior de la máquina ( p. 19).
(2) - Tornillo
(3) - Tapa lubricante
(4) - Tornillo
(5) - Cubierta
③
④
④⑤②
(6) - Carcasa del accionamiento
de la lanzadera
(7) - Tornillo
(8) - Tornillo
(9) - Tornillo
⑥
⑨
⑦
⑧

Ajuste el cojinete izquierdo del eje inferior
82 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
12. Afloje el tornillo (8) y todos los elementos atornillados al eje inferior.
13. Afloje los tornillos (9).
14. Saque con cuidado la carcasa del accionamiento de la lanzadera (6)
con el eje inferior hacia la izquierda.
Fig. 77: Ajuste el cojinete izquierdo del eje inferior (4)
15. Apriete el calibre (10) en el soporte de la placa de la aguja.
16. Presione el cojinete del eje inferior (11) contra el calibre (10).
17. Monte y ajuste la carcasa del accionamiento de la lanzadera (6) y el
eje inferior ( p. 83).
18. Apriete los tornillos (9).
19. Llene la carcasa del accionamiento de la lanzadera (6) con aceite
lubricante DA 10 ( p. 149).
20. Compruebe el nivel de aceite en la carcasa del accionamiento de la
lanzadera (6) ( p. 151).
(10) - Calibre (calibre 1,
p. 14) (11) - Cojinete del eje inferior
⑩
⑪

Ajuste de la carcasa del accionamiento de la lanzadera
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 83
12 Ajuste de la carcasa del accionamiento de la
lanzadera
Fig. 78: Ajuste de la carcasa del accionamiento de la lanzadera
Ajuste correcto
La punta de la aguja debe apuntar al centro del eje de la lanzadera.
El borde inferior del eje de la lanzadera se desplaza paralelo a la parte
inferior de la placa de la aguja.
La distancia entre el borde superior del soporte de la placa de la aguja y
el borde inferior del eje de la lanzadera es de 53 mm.
La carcasa del accionamiento de la lanzadera:
1. Desmonte la placa de la aguja ( p. 30).
2. Desmonte del cortador de hilo.
3. Desmonte la protección de la aguja, la lanzadera y el portalanzaderas.
4. Apriete el calibre (1) en el soporte de la placa de la aguja.
5. Presione el eje de la lanzadera en el calibre (1).
6. Apriete la carcasa del accionamiento de la lanzadera.
7. Vuelva a ensamblar y ajuste todas las piezas desmontadas.
ADVERTENCIA
Peligro de lesiones
Pueden producirse aplastamientos, cortes o
pinchazos.
La carcasa del accionamiento de la lanzadera solo
debe ajustarse con la máquina desconectada.
(1) - Calibre (calibre 2,
p. 14)
①

Ajuste del movimiento evasivo de la aguja de la lanzadera (amplitud de la elipse)
84 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
13 Ajuste del movimiento evasivo de la aguja de la
lanzadera
(amplitud de la elipse)
Fig. 79: Ajuste del movimiento evasivo de la aguja de la lanzadera (1)
Ajuste correcto
El movimiento evasivo de la aguja se ajusta correctamente cuando la
distancia a la aguja es de 0,1 mm durante el movimiento de la lanzadera
de derecha a izquierda. Durante el movimiento de la lanzadera de izquier-
da a derecha, la punta (1) de la aguja descendente reposa en la parte
posterior de la lanzadera (2), ver la posición anterior.
La cantidad exacta movimiento evasivo de la aguja depende del sistema
de agujas y del grosor de la aguja.
La medida debe calcularse de acuerdo con la siguiente fórmula:
ADVERTENCIA
Peligro de lesiones
Pueden producirse aplastamientos, cortes o
pinchazos.
Compruebe y ajuste el movimiento evasivo de la
aguja solamente si la máquina está desconectada.
(1) - Punta de la aguja
(2) - Lanzadera
a - Grosor de la aguja
b - Grosor de la lanzadera
①②
b
a
E = a + b + 0,1 + X

Ajuste del movimiento evasivo de la aguja de la lanzadera (amplitud de la elipse)
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 85
Ejemplo con una aguja 934 SIN/Nm 110
Grosor de la aguja en a = 0,7 mm
Grosor de la lanzadera en b = 1,4 mm
Distancia entre la punta de la lanzadera y la aguja = 0,1 mm
Para mayor grosor de aguja 110 Nm X * = 0,1 mm
Amplitud de elipse E = 2,3 mm
* X = dimensión más grande para grosores de aguja más grandes
X a Nm 100 = 0 mm
X a Nm 110 y 120 = 0,1 mm
X a partir de Nm 130 = 0,2 mm
Para ajustar el eje inferior, moverlo axialmente:
A la derecha = amplitud de elipse más pequeña
A la izquierda = amplitud de elipse más grande
Fig. 80: Ajuste del movimiento evasivo de la aguja de la lanzadera (2)
La amplitud de elipse se comprueba de la siguiente manera:
1. Abata la parte superior de la máquina ( p. 19).
2. Atornille la clavija de sujeción (4).
3. Coloque el medidor (3).
(3) - Medidor (medidor 4,
p. 14) (4) - Clavija de sujeción
④
③

Ajuste del movimiento evasivo de la aguja de la lanzadera (amplitud de la elipse)
86 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
4. Para mover el eje de la lanzadera a la posición más baja, gire el volante.
5. Ajuste 0 en el medidor (3).
6. Para mover el eje de la lanzadera a la posición más elevada, gire el
volante.
La diferencia debe corresponder a la amplitud de elipse calculada
previamente.
Para configurar la amplitud de elipse, el perno oscilante debe moverse
axialmente en la carcasa de la lanzadera.
La amplitud de elipse cambia solo por la mitad para desplazar el perno
oscilante. Cuando el perno oscilante se desplaza, por ejemplo, 0,2 mm, la
amplitud de elipse cambia en 0,1 mm.
La amplitud de elipse se ajusta como se indica a continuación:
1. Abata la parte superior de la máquina ( p. 19).
Fig. 81: Ajuste del movimiento evasivo de la aguja de la lanzadera (3)
2. Para quitar la tapa (5), afloje los tornillos (6).
(5) - Tapa
(6) - Tornillo
(7) - Perno roscado
⑤
⑥
⑦

Ajuste del movimiento evasivo de la aguja de la lanzadera (amplitud de la elipse)
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 87
Fig. 82: Ajuste del movimiento evasivo de la aguja de la lanzadera (4)
3. Atornille un tornillo en la cara frontal en el pasador oscilante (8).
4. Suelte el perno roscado (7).
5. Para mover el perno oscilante (8), tire o empuje el tornillo:
• La amplitud de elipse se hace más grande:
Mueva el perno oscilante (8) hacia la izquierda
• La amplitud de elipse se hace más pequeña:
Mueva el perno oscilante (8) hacia la derecha
(8) - Perno oscilante
⑧

Ajuste de la lanzadera sobre la cubierta
88 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
14 Ajuste de la lanzadera sobre la cubierta
Fig. 83: Ajuste de la lanzadera sobre la cubierta (1)
Ajuste correcto
El ajuste de la cubierta significa que la punta de la lanzadera está
centrada en el centro de la aguja cuando la máquina está bloqueada en
la posición E y en la posición F.
La punta de la lanzadera debe estar en la posición E delante y en la
posición F detrás de la aguja.
Fig. 84: Ajuste de la lanzadera sobre la cubierta (2)
ADVERTENCIA
Peligro de lesiones
Pueden producirse aplastamientos, cortes o
pinchazos.
Verifique y ajuste lanzadera tan solo si la máquina
está apagada.
En posición E En posición F
(1) - Tornillo
(2) - Calibre (calibre 6,
p. 14)
(3) - Indicador
①
②
③

Ajuste de la lanzadera sobre la cubierta
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 89
Puede comprobar del siguiente modo si la lanzadera está correctamente
ajustada:
1. Abata la parte superior de la máquina ( p. 19).
2. Atornille el calibre (2) con los tornillos (1).
3. Fije el indicador (3) como se muestra.
4. Bloquee la máquina en la posición E ( p. 16).
5. Alinee el indicador (3) para marcar el calibre (2).
6. Gire el volante a la posición F.
El indicador (3) debe hacer un movimiento de péndulo hacia la
izquierda y hacia atrás hasta la marca del calibre (2).
Para ajustar la lanzadera sobre la cubierta:
1. Afloje los tornillos de fijación de la correa dentada.
2. Gire el eje inferior de modo que el indicador (3) se encuentre en la
posición E y F sobre la marca del calibre (2).
3. Apriete nuevamente los tornillos de fijación de la rueda de la correa
dentada.

Ajuste de la lanzadera en el portalanzaderas
90 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
15 Ajuste de la lanzadera en el portalanzaderas
Fig. 85: Ajuste de la lanzadera en el portalanzaderas (1)
Ajuste correcto
Puede usar el calibre (1) para verificar si la lanzadera está ajustada
correctamente: El lado frontal de la lanzadera debe estar en un ángulo
de 89° 30' con respecto al borde (2) del corte del aparato.
ADVERTENCIA
Peligro de lesiones
Pueden producirse aplastamientos, cortes o
pinchazos.
Verifique y ajuste la lanzadera en el
portalanzaderas únicamente con la máquina
apagada.
NOTA
Posibles daños materiales
Daños en la lanzadera.
Si es necesario, alinee la lanzadera con especial cuidado.
(1) - Calibre (calibre 5,
p. 14) (2) - Borde
②
③


Ajuste de la sincronización y la elevación de la barra de aguja
92 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
16 Ajuste de la sincronización y la elevación de la
barra de aguja
Ajuste correcto
La sincronización es de 3,5 mm.
Si la aguja ha aumentado en 3,5 mm desde el punto muerto inferior en
el sentido de giro, la punta de la lanzadera debe estar en el centro de la aguja.
Ajuste la altura de la barra de la aguja de modo que el borde inferior del
ojal de la aguja y el borde superior del ojal de la lanzadera estén a la
misma altura.
Fig. 87: Ajuste de la sincronización y la elevación de la barra de aguja (1)
Fig. 88: Ajuste de la sincronización y la elevación de la barra de aguja (2)
La sincronización y la elevación de la barra de la aguja se ajustan del
siguiente modo:
1. Coloque la aguja nueva ( instrucciones de uso).
2. Bloquee la máquina en la posición E ( p. 16).
ADVERTENCIA
Peligro de lesiones
Pueden producirse aplastamientos, cortes o
pinchazos.
Verifique y ajuste la lanzadera en el portalanzaderas
únicamente con la máquina apagada.
(1) - Tornillo (2) - Tornillo
①①
②

Ajuste de la sincronización y la elevación de la barra de aguja
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 93
3. Para colocar la punta de la lanzadera detrás de la aguja en el centro
de la aguja, afloje el tornillo (2) y gire los 2 tornillos (1) adecuadamente.
4. Elimine el bloqueo ( p. 16).
Fig. 89: Ajuste de la sincronización y la elevación de la barra de aguja (3)
5. Retire el tapón (3) del orificio (4).
6. Afloje el tornillo para fijar la barra de la aguja a través del orificio (4).
7. Ajuste la altura de la barra de la aguja de modo que el borde inferior
del ojal de la aguja y el borde superior del ojal de la lanzadera estén
a la misma altura.
8. Apriete el tornillo para fijar la barra de la aguja a través del orificio (4).
Fig. 90: Ajuste de la sincronización y la elevación de la barra de aguja (4)
9. Para ajustar una distancia de 0,1 mm entre la punta de la lanzadera (5)
y la acanaladura (6), mueva el portalanzaderas axialmente.
10. Apriete el tornillo (1).
11. Compruebe la lanzadera sobre la cubierta (posiciones E y F)
( p. 88).
12. Inserte el tapón (3) de nuevo en el orificio.
(3) - Tapón (4) - Orificio
③
④
(5) - Punta de la lanzadera (6) - Acanaladura
⑤
⑥

Protector de la aguja y chapa protectora de la aguja
94 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
17 Protector de la aguja y chapa protectora de la aguja
17.1 Ajuste del protector de la aguja
El protector de la aguja móvil pretende evitar que la aguja se desvíe hacia
la trayectoria de la lanzadera.
Ajuste correcto
Cuando la punta de la lanzadera se mueve hacia la izquierda y llega a
la aguja, el protector de la aguja gira automáticamente hacia la aguja.
En esta posición, la aguja debe situarse sobre el protector de la aguja.
El tiempo de movimiento del el protector no se puede modificar.
Fig. 91: Ajuste del protector de la aguja (1)
Fig. 92: Ajuste del protector de la aguja (2)
ADVERTENCIA
Peligro de lesiones
Pueden producirse aplastamientos, cortes o
pinchazos.
La protección de la cuchilla solo debe ajustarse
con la máquina desconectada.

Protector de la aguja y chapa protectora de la aguja
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 95
Fig. 93: Ajuste del protector de la aguja (3)
El protector de la aguja se ajusta como se indica a continuación:
1. Abra las tapas de la lanzadera ( p. 29).
2. Gire el volante hasta que la lanzadera se mueva hacia la izquierda
y llegue a la aguja.
3. Abata la parte superior de la máquina ( p. 19).
4. Suelte la tuerca (2).
5. Utilice el tornillo (1) para colocar el protector de la aguja tan cerca de
la aguja que la aguja dirigirse hacia la zona de la lanzadera.
La aguja no debe empujarse haca un lado más de lo necesario.
6. Apriete la tuerca (2).
(1) - Tornillo (2) - Tuerca
①
②

Protector de la aguja y chapa protectora de la aguja
96 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
17.2 Ajuste de la chapa protectora de la aguja
La chapa protectora de la aguja está destinada a evitar la desviación de
la aguja durante el enlace del hilo.
Ajuste correcto
Si la punta de la lanzadera se mueve hacia la izquierda y llega a la aguja,
la aguja no debe empujarse en la dirección opuesta a la dirección de
costura.
Fig. 94: Ajuste de la chapa protectora de la aguja
La chapa protectora de la aguja se ajusta del siguiente modo:
1. Afloje el tornillo (3).
2. Ajuste la chapa protectora de la aguja (2) de modo que la aguja (1)
pase libremente entre la lanzadera y la chapa protectora de la aguja (2).
3. Apriete el tornillo (3).
ADVERTENCIA
Peligro de lesiones
Pueden producirse aplastamientos, cortes o
pinchazos.
La chapa protectora de la aguja fija solo debe
ajustarse con la máquina desconectada.
(1) - Aguja
(2) - Chapa protectora de la aguja
(3) - Tornillo
②
①
③

Transportadores
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 97
18 Transportadores
18.1 Ajuste de las posiciones de los transportadores en el
recorte de la placa de la aguja
Ajuste correcto
Los transportadores deben estar alineados de tal manera que no toquen
la placa de la aguja a la mayor longitud de puntada posible.
Cubierta
• Retire la cubierta inferior ( p. 24).
Fig. 95: Ajuste de las posiciones de los transportadores en el recorte de la placa de la
aguja (1)
ADVERTENCIA
Peligro de lesiones
Pueden producirse aplastamientos, cortes o
pinchazos.
Ajuste las posiciones de los transportadores en el
recorte de la placa de la aguja solo con la máquina
apagada.
(1) - Tornillo
①

Transportadores
98 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
Las posiciones de los transportadores se ajustan como se indica a conti-
nuación en la dirección de transporte:
1. Abata la parte superior de la máquina ( p. 19).
2. Para ajustar el transportador delantero, atornille el tornillo (1) en la
palanca de impulso.
Fig. 96: Ajuste de las posiciones de los transportadores en el recorte de la placa de la aguja (2)
3. Para ajustar el transportador trasero, atornille el tornillo (2) en la
palanca de impulso.
4. Posiciona los transportadores adecuadamente.
5. Vuelva a apretar los tornillos (1) y (2) de la palanca de impulso.
(2) - Tornillo
②

Transportadores
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 99
Fig. 97: Ajuste de las posiciones de los transportadores en el recorte de la placa de la aguja (3)
Las posiciones de los transportadores se ajustan como se indica a conti-
nuación en dirección lateral:
1. Si hay poca desviación, ajuste las posiciones de los transportadores
a los soportes de los transportadores.
2. Si hay una desviación importante, afloje los tornillos (3) en la palanca
de elevación.
3. Afloje los tornillos (1) y (2) de la palanca de impulso.
4. Ajuste las posiciones de los soportes de los transportadores.
5. Apriete los tornillos (3).
6. Apriete los tornillos (1) y (2).
(3) - Tornillo
③

Transportadores
100 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
18.2 Ajuste de la altura de los transportadores
Ajuste correcto
En la posición más elevada, los transportadores deberían sobresalir 1,2 mm
de la placa de la aguja (con la máquina bloqueada en la posición B).
Puede comprobar la altura de los transportadores de la forma siguiente:
1. Bloquee los pies prensatelas en la posición elevada ( instrucciones
de uso).
2. Bloquee la máquina en la posición B ( p. 16).
3. Mida la altura de los transportadores con una galga de espesores.
Fig. 98: Ajuste de la altura de los transportadores
La altura de los transportadores se ajusta como se indica a continuación:
1. Abata la parte superior de la máquina ( p. 19).
2. Para ajustar la altura de los transportadores, afloje los tornillos (1) en
la palanca de elevación.
ADVERTENCIA
Peligro de lesiones
Pueden producirse aplastamientos, cortes o
pinchazos.
Ajuste la altura del transportador solo con la
máquina apagada.
(1) - Tornillo
①

Transportadores
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 101
3. Adapte la altura de los transportadores.
4. Apriete los tornillos (1).
Asegúrese de que el soporte del transportador esté estanco en el
lateral.
18.3 Ajuste de los movimientos de impulso de
los transportadores
Ajuste correcto
Para lograr una buena tracción de puntada, los transportadores deben
realizar un pequeño impulso después de que la barra de aguja llegue al
punto muerto superior.
Fig. 99: Ajuste de los movimientos de impulso de los transportadores (1)
ADVERTENCIA
Peligro de lesiones
Pueden producirse aplastamientos, cortes o
pinchazos.
Solo ajuste los movimientos de impulso de los
transportadores cuando la máquina esté apagada.
NOTA
Posibles daños materiales
Daños en la máquina.
Ajuste los movimientos de impulso de los transportadores de
manera que los transportadores no toquen la placa de la aguja en la
longitud máxima de la puntada.
(1) - Cubierta inferior
①

Transportadores
102 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
Cubierta
• Retire la cubierta inferior (1) ( p. 24).
Los movimientos de impulso de los transportadores se ajustan como se
indica a continuación:
1. Bloquee la máquina en la posición B ( p. 16).
2. Abata la parte superior de la máquina ( p. 19).
Fig. 100: Ajuste de los movimientos de impulso de los transportadores (2)
3. Suelte el perno roscado de la excéntrica de deslizamiento (7).
4. Inserte el calibre (5) en la ranura (6).
5. Gire la excéntrica de avance (7) de modo que los bordes del calibre (5)
se encuentren en la corredera del regulador de puntada (4).
6. Atornille el perno roscado de la excéntrica de deslizamiento (7).
7. Suelte el perno roscado de la excéntrica de deslizamiento (2).
8. Ajuste la ranura (3) en la excéntrica de avance (2) paralela a la
ranura (6) en la excéntrica de avance (7).
9. Atornille el perno roscado de la excéntrica de deslizamiento (2).
10. Compruebe si el eje inferior tiene juego axial.
(2) - Excéntrica de deslizamiento
(3) - Ranura
(4) - Corredera del regulador de puntada
(5) - Calibre (calibre 8,
p. 14)
(6) - Ranura
(7) - Excéntrica de deslizamiento
⑤③
⑥
⑦
④
②

Transportadores
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 103
18.4 Ajuste de los movimientos de elevación de
los transportadores
Ajuste correcto
Si la punta de la aguja llega al orificio de punción, las puntas dentadas
móviles hacia arriba y hacia abajo de los transportadores deben estar a la
misma altura que la placa de la aguja.
Fig. 101: Ajuste de los movimientos de elevación de los transportadores (1)
Cubierta
• Retire la cubierta inferior (2) ( p. 24).
• Retire la tapa lubricante (1) ( p. 25).
Los movimientos de elevación de los transportadores se ajustan como
se indica a continuación:
1. Bloquee la máquina en la posición B .
2. Abata la parte superior de la máquina ( p. 19).
ADVERTENCIA
Peligro de lesiones
Pueden producirse aplastamientos, cortes o
pinchazos.
Solo ajuste los movimientos de elevación de los
transportadores cuando la máquina esté apagada.
(1) - Tapa lubricante (2) - Cubierta inferior
②①

Transportadores
104 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
Fig. 102: Ajuste de los movimientos de elevación de los transportadores (3)
3. Gire la excéntrica de elevación (3) de manera que el 1.
er
tornillo de la
excéntrica de elevación (3) se encuentre a la misma altura en el sentido
de giro que el 2.º tornillo de la excéntrica de impulso (4)
4. Si el ajuste no es correcto, gire ligeramente la excéntrica de
elevación (3).
(3) - Excéntrica de elevación (4) - Excéntrica de deslizamiento
③ ④

Ajuste el resorte del muelle de retención en la lanzadera
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 105
19 Ajuste el resorte del muelle de retención en
la
lanzadera
Ajuste correcto
Cuando la lanzadera se mueve de derecha a izquierda, el bucle del hilo
de la aguja debe moverse más allá del punto de parada entre el muelle de
retención y la lanzadera.
Durante el movimiento de la lanzadera de izquierda a derecha, el bucle
del hilo de la aguja debe mantenerse en el punto de parada hasta que la
aguja ascendente izquierda del bucle del hilo de la aguja haya perforado
el denominado triángulo del hilo.
Si la aguja se mueve al punto muerto superior y la lanzadera se mueve a
su posición izquierda, la punta de la aguja debe moverse acercarse al
muelle de retención a una distancia de aproximadamente 0,5 mm.
Fig. 103: Ajuste el resorte del muelle de retención en la lanzadera
ADVERTENCIA
Peligro de lesiones
Pueden producirse aplastamientos, cortes o
pinchazos.
Solo ajuste el resorte del muelle de retención en la
lanzadera cuando la máquina esté apagada.
(1) - Punto de parada
(2) - Muelle de retención
(3) - Tornillo
(4) - Lanzadera
(5) - Bucle del hilo de aguja
②
④
③
①
⑤
0,5 mm

Ajuste el resorte del muelle de retención en la lanzadera
106 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
Los muelles de retención en la lanzadera se ajustan como se indica a
continuación:
1. Abra las tapas de la lanzadera ( p. 29).
2. Coloque el muelle de retención (2) de manera que quede plano contra
la lanzadera (4)
Asegure la mayor presión en el punto de parada (1).
3. Afloje el tornillo (3).
4. Mueva el muelle de retención (3) de manera que haya un espacio
de 0,5 mm.
5. Compruebe la presión de apoyo en la lanzadera (4) con el hilo de la
aguja y el hilo de la lanzadera completamente montados y enhebrados.
6. Abata la parte superior de la máquina ( p. 19).
7. Compruebe la formación de la puntada durante el movimiento de la
lanzadera de derecha a izquierda y de izquierda a derecha.
8. Si es necesario, ajuste la presión de apoyo:
• Reducción de la presión de apoyo: enderece el muelle de
retención (2) si el bucle del hilo de la aguja (5) no se desplaza
sobre el punto de parada (1).
• Aumento de la presión de apoyo: enderece el muelle de
retención (2) si el bucle del hilo de la aguja (5) no se mantiene
sobre el punto de parada (1) hasta que la aguja derecha del bucle
del hilo de la aguja (5) persona el triángulo del hilo.

Ajuste del disco tirahilos
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 107
20 Ajuste del disco tirahilos
Ajuste correcto
El disco tirahilos (2) debe quedar a una altura de 4 mm por encima
de la chapa de soporte (1) cuando la máquina está bloqueada en la
posición B (punto muerto superior).
Fig. 104: Ajuste del disco tirahilos (1)
El disco tirahilos se ajusta como se indica a continuación:
1. Abra las tapas de la lanzadera ( p. 29).
2. Levante el pisador de hilo de la lanzadera (3) de su enganche.
3. Afloje los tornillos del disco tirahilos (2).
4. Bloquee la máquina en la posición B ( p. 16).
5. Gire el disco tirahilos (2) en consecuencia.
Establezca la cantidad correcta con el calibre (4).
ADVERTENCIA
Peligro de lesiones
Pueden producirse aplastamientos, cortes o
pinchazos.
Solo ajuste el disco tirahilos cuando la máquina
esté apagada.
(1) - Chapa de soporte
(2) - Disco tirahilos
(3) - Pisador del hilo de la lanzadera
(4) - Calibre (calibre 7,
p. 14)
③
④
②
①

Ajuste del disco tirahilos
108 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
Fig. 105: Ajuste del disco tirahilos (2)
6. Obture el disco tirahilos (2) y apriete los tornillos.

CortDelBord
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 109
21 CortDelBord
La clase 550-12-34 (n.º mat. 0550 990073) está equipada con un
cortabordes.
21.1 Ajuste de la elevación de la cuchilla
Hay 2 configuraciones posibles para la elevación de la cuchilla:
•8 mm
•6 mm
La elevación de la cuchilla viene ajustada de fábrica a 8 mm. Si la eleva-
ción de la cuchilla se reduce a 6 mm, la máquina será más silenciosa.
Cubierta
• Retire la tapa del brazo ( p. 20).
Fig. 106: Ajuste de la elevación de la cuchilla
ADVERTENCIA
Peligro de lesiones
Pueden producirse aplastamientos, cortes o
pinchazos.
La elevación de la cuchilla solo debe ajustarse con
la máquina desconectada.
(1) - Soporte
(2) - Mecha
(3) - Orificio
(4) - Perno roscado
(5) - Orificio
(6) - Perno
②
⑥⑤
①
③
④

CortDelBord
110 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
La elevación de la cuchilla se modifica de la siguiente manera:
1. Retire la mecha (2) del soporte (1).
2. Suelte el perno roscado (4).
3. Tire del perno (6) con la mecha (2) e insértelo en el orificio (5).
4. Atornille el perno roscado (4).
5. Tire de la mecha (2) a través del orificio (3) e insértela en el soporte (1).
21.2 Ajuste la cuchilla superior en la dirección de costura
Fig. 107: Ajuste la cuchilla superior en la dirección de costura (1)
Ajuste correcto
Si la cuchilla superior está en el punto muerto inferior con el cortabordes
encendido, la punta delantera del filo de la cuchilla debe estar aproxima-
damente a 1 mm por delante de la aguja.
ADVERTENCIA
Peligro de lesiones
Pueden producirse aplastamientos, cortes o
pinchazos.
Ajuste la cuchilla superior únicamente con la
máquina desconectada.
(1) - Cuchilla superior
(2) - Aguja
(3) - Punta delantera
1mm
③
②
①

CortDelBord
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 111
Fig. 108: Ajuste la cuchilla superior en la dirección de costura (2)
La cuchilla superior se ajusta del siguiente modo a la dirección de costura:
1. Gire el volante hasta que la cuchilla superior (1) se encuentre en el
punto muerto inferior.
2. Afloje los pernos roscados (4) lo suficiente para que la placa de
fijación (5) toque el cuerpo de fundición, pero pueda moverse.
3. Mueva la placa de fijación (5) de modo que la punta delantera (3)
del filo de la cuchilla quede aproximadamente a 1 mm por delante de
la aguja (2).
4. Atornille los pernos roscados (4).
(4) - Pernos roscados (5) - Placa de fijación
④
⑤

CortDelBord
112 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
21.3 Ajuste de la parada de la barra de la cuchilla en estado
apagado
Ajuste correcto
Cuando el cortabordes esté desconectada, la barra de la cuchilla debe
hacer el más mínimo movimiento (no puede detenerse por completo).
Cubierta
• Retire la tapa del brazo ( p. 20).
Fig. 109: Ajuste de la parada de la barra de la cuchilla en estado apagado (1)
La parada de barra de la cuchilla en estadod apagado debe ajustarse de
la siguiente manera:
1. Suelte el perno roscado (2) de la pieza de sujeción (3).
2. Gire la barra de tracción (1) para que la barra de la cochilla haga el
más mínimo movimiento al girar el volante.
3. Apriete de nuevo el perno roscado (2).
ADVERTENCIA
Peligro de lesiones
Pueden producirse aplastamientos, cortes o
pinchazos.
La parada de la barra de la cuchilla solo debe
ajustarse con la máquina desconectada.
(1) - Barra de tracción
(2) - Perno roscado
(3) - Pieza de sujeción
②
③
①

CortDelBord
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 113
21.4 Ajuste lateral y en altura de la cuchilla superior
Ajuste correcto
En el punto muerto inferior del cortabordes activado, la punta delantera de
la cuchilla superior debe alcanzar el filo de la cuchilla inferior.
La cuchilla superior debe estar alineada lateralmente de modo que la
punta larga esté en el punto muerto superior de la cuchilla inferior.
Fig. 110: Ajuste lateral y en altura de la cuchilla superior (1)
ADVERTENCIA
Peligro de lesiones
Pueden producirse aplastamientos, cortes o
pinchazos.
Ajuste la cuchilla superior en altura y lateralmente
solo cuando la máquina esté apagada.
(1) - Cuchilla superior
(2) - Punta larga
(3) - Punta delantera
②
1mm
③
①

CortDelBord
114 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
Fig. 111: Ajuste lateral y en altura de la cuchilla superior (2)
La cuchilla superior se ajusta en altura como se indica a continuación:
1. Conecte el cortabordes.
2. Gire el volante hasta que la cuchilla superior (1) se encuentre en el
punto muerto inferior.
3. Afloje el tornillo (4).
4. Suelte el perno roscado (5).
5. Ajuste la cuchilla superior (1) de modo que la punta delantera (3) llegue
al filo de la cuchilla inferior.
6. Apriete el tornillo (4).
7. Atornille el perno roscado (5).
8. Gire el volante hasta que la cuchilla superior se encuentre en el punto
muerto superior.
9. Afloje el tornillo (6).
10. Alinee la punta de la cuchilla con la contracuchilla.
11. Apriete el tornillo (6).
12. Realice una prueba de corte.
13. En caso necesario, adapte los ajustes de nuevo.
(4) - Tornillo
(5) - Perno roscado
(6) - Tornillo
④ ⑤⑥

CortDelBord
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 115
21.5 Ajuste de la excéntrica del eje superior
Ajuste correcto
En la 1.ª posición de la aguja (borde inferior del ojal de la aguja a la altura
del borde superior de la placa de la aguja) debe situar el 1.er tornillo en el
sentido de giro de la excéntrica del accionamiento de la cuchilla a la
misma altura que la barra de tracción.
Cubierta
• Retire la tapa del brazo ( p. 20).
Fig. 112: Ajuste de la excéntrica del eje superior
La excéntrica en el eje superior se ajusta como se indica a continuación:
1. Suelte los tornillos en la excéntrica del accionamiento de la cuchilla (1).
2. Gire el volante hasta que la máquina esté en la 1.ª posición de la aguja.
3. Ajuste la excéntrica del accionamiento de la cuchilla (1) para que el
1.er tornillo se encuentre a la misma altura que la barra de tracción (2).
4. Vuelva a apretar los tornillos en la excéntrica del accionamiento de la
cuchilla (1).
ADVERTENCIA
Peligro de lesiones
Pueden producirse aplastamientos, cortes o
pinchazos.
Ajuste la excéntrica al eje superior solo con la
máquina apagada.
(1) - Excéntrica del accionamiento
de la cuchilla
(2) - Barra de tracción
(3) - Tornillo
③②
①

Ajuste las guías de hilo para hilos de aguja/lanzadera más gruesos
116 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
22 Ajuste las guías de hilo para hilos de aguja/
lanzadera más gruesos
Si se utilizan para hilos de aguja/lanzadera más gruesos que 25/3 Nm, se
debe ajustar la guía del hilo.
Fig. 113: Ajuste las guías de hilo para hilos de aguja/lanzadera más gruesos (1)
La guía del hilo de la lanzadera se ajusta de la siguiente manera:
1. Enhebre el hilo de la aguja en la guía del hilo (2) en el brazo
desbobinador como se muestra arriba y no lo guíe alrededor del
elemento de tensado (1).
Fig. 114: Ajuste las guías de hilo para hilos de aguja/lanzadera más gruesos (2)
La guía del hilo de la aguja se ajusta de la siguiente manera:
1. Enhebre el hilo de la lanzadera en la guía del hilo (4) en el brazo
desbobinador como se muestra y no lo guíe alrededor del elemento
de tensado (3).
ADVERTENCIA
Peligro de lesiones
Pueden producirse aplastamientos, cortes o
pinchazos.
Ajuste las guías del hilo para hilos de aguja/
lanzadera más gruesos solo cuando la máquina
esté apagada.
(1) - Elemento de tensado (hilo de aguja) (2) - Guía de hilo (hilo de aguja)
②
①
(3) - Elemento de tensado
(hilo de la lanzadera)
(4) - Guía de hilo (hilo de lanzadera)
③
④

Programación
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 117
23 Programación
El control se puede realizar a través de cuatro modos:
• Modo manual
• Modo automático
• Modo de programación
• Modo de edición
• Modo de servicio
En este capítulo se explican los contenidos del modo de servicio.
Los otros modos se explican en las instrucciones de uso
( instrucciones de uso 550-12-33/34).
23.1 Estructura del menú del modo de servicio
La estructura del menú del modo de servicio incluye los siguientes
elementos:
1.
er
nivel 2.º nivel 3.
er
nivel 4.º nivel
Ajustes
básicos (Prog.Def)
p. 120
Longitud de puntada
p. 121
Tens. Hilo Sup
p. 121
Tens. Hilo Inf p. 121
Tipo de fruncido
p. 122
Valor de fruncido
p. 122
Costura plana
Instrucciones de
uso
p. 122
Condens. inic.
p. 122
Condens. fin.
p. 123

Programación
118 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
Ajustes
básicos (Prog.Def)
p. 120
Ayuda de fruncido
(Ayuda frunc.)
Instrucciones de
uso
p. 123
Tens. Hilo Sup.
Modo
Tens. Hilo Sup.
Frunc. mín.
Frunc. máx.
Tens. Hilo Inf
Modo
Tens. Hilo Inf
Frunc. mín.
Frunc. máx.
Tens.Cinta
Modo
Frunc. mín.
Enseñar lado
p. 123
Configuración
de la máquina
(Config.deLaMáq.)
p. 123
Condens. inic.
p. 124
Puntadas
Factor
Velocidad
Condens. fin.
p. 125
Puntadas
Factor
Velocidad
Velocidad p. 125
Veloci.Máx.
Vel. Mín.
VelociPos.
Giro Inicio
Pu.CortaInic
Pos.de parada
p. 125
Punto muerto inferior
de aguja° (AguPosA-
Baj°)
Pie p. 125 Elevación del pie
parada de costura
(AscPiePoParada)
Pedal p. 125 Curva
Num.PasPedal
OtroAartículos
p. 126
Sensor de inclinación
p. 126
1.
er
nivel 2.º nivel 3.
er
nivel 4.º nivel

Programación
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 119
Configuración
del usuario
(Config.DeUsari.)
p. 128
Idioma p. 128
Tono de señal en caso
de cambio del tramo
de costura (Sonido
tras cambio)
p. 129
Continuación automá-
tica del lado izquierdo/
derecho
(Auto.lado)
p. 129
InterrDePedal
p. 130
Rod. p. 130
Modo frunc. p. 131
Brillo p. 131
Contraste p. 132
Servicio
p. 132
Multitest p. 133
Pruebe laSalida
Pruebe PWM
PruebeLaEntrada
PruebEnt. Analog
PruebSal. Analog
PruebeMot.Coser
Pruebe mot.paso
Pruebe pedal
Calibración p. 138
Calib.trans. p. 68
Trans. Cal.
Inf. p. 71
Trans. Cal. Sup.
p. 71
Calib. hilo. arr..
Calib. hilo. inf.
Lim. vel. elev.
Restablece p. 141
Rest.data
Rest.progs.
Transf.de datos
p. 141
Todos los datos
p. 142
Carga de USB
Guarda a USB
P
rogramas p. 143
Carga de USB
Guarda a USB
1.
er
nivel 2.º nivel 3.
er
nivel 4.º nivel

Programación
120 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
23.2 Apertura del modo de servicio
El modo de servicio se abre de la siguiente manera:
1. Pulse las teclas P y S.
La visualización cambia a:
Fig. 115: Apertura del modo de servicio
2. Introduzca la contraseña para el modo de servicio mediante las teclas
numéricas: 25483.
3. Confirme con OK.
La máquina cambia al modo de servicio; se abre el menú.
Siempre que el modo de servicio esté abierto, la contraseña se solicitará
nuevamente cada 30 minutos.
23.3 Configuración de los ajustes básicos (Prog.Def.)
Aquí se pueden realizar ajustes específicos del cliente, que al crear un
nuevo programa de costura se utilizarán automáticamente como valores
predeterminados para el primer tramo de costura. Los valores deben
seleccionarse de forma que puedan mantenerse con el mayor número
posible de programas.
El menú de requisitos del programa se abre del siguiente modo:
1. Apertura del modo de servicio ( p. 120)
2. Seleccione el parámetro Requisitos del programa (Prog.Def)
con ▲/▼.
3. Confirme con OK.
Se abre el menú de requisitos del programa.
El menú de requisitos del programa se divide en los siguientes puntos:
1.9
4.0 25 5 3.0
51
****
0
Code
Parámetro Explicación Referencia
Lg. de pt. Lg. de pt. p. 121
Tens.Hilo arr. Tensión del hilo de la aguja p. 121
Tens. Hilo Inf Tensión del hilo de lanzadera p. 121
Tipo de frunc. Tipo de frunc. p. 122
Valor de fruncido Valor de fruncido p. 122
Costura plana Adaptar el valor del tramo p. 122

Programación
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 121
23.3.1 Ajuste del parámetro de longitud de puntada (Lg. de pt.)
Longitud de puntada que debe estar ajustada de forma estándar al crear
u
n nuevo programa.
El parámetro Longitud de la puntada se ajusta como se indica a
continuación:
1. Seleccione el parámetro Lg. de pt.
2. Confirme la selección con la tecla OK.
3. Introduzca el valor deseado.
4. Confirme el valor con la tecla OK.
23.3.2 Ajuste del parámetro de tensión del hilo de la aguja
(Tens
.Hilo Sup)
Tensión del hilo de la aguja que debe esta
r ajustada de forma estándar al
crear un nuevo programa.
El parámetro Tensión del hilo de la aguja se ajusta como se indica a
continuación:
1. Seleccione el parámetro Tens.Hilo Sup..
2. Confirme la selección con la tecla OK.
3. Introduzca el valor deseado (01-99 %).
4. Confirme el valor con la tecla OK.
23.3.3 Ajuste del parámetro de tensión del hilo de la lanzadera
(Tens
.Hilo Inf)
Tensión del hilo de la lanzadera que debe estar ajustada de forma están-
dar al crear un nuevo programa.
Condens. inic. Condensación de puntada al comienzo
de la costura
p. 122
Condens. fin. Condensación de puntada al final de la costura p. 123
Ayuda frunc. Ayuda de fruncido p. 123
Enseñe lado Definir lado de aprendizaje p. 123
Parámetro Explicación Referencia
NOTA
Posibilidad de daños materiales
La máquina y el equipo de costura pueden resultar dañados.
Adapte SIEMPRE la longitud de la puntada al equipo de costura
seleccionado.

Programación
122 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
El parámetro Tensión del hilo de la lanzadera se ajusta como se indica a
continuación:
1. Seleccione el parámetro Tens.Hilo Inf.
2. Confirme la selección con la tecla OK.
3. Introduzca el valor deseado (01-99 %).
4. Confirme el valor con la tecla OK.
23.3.4 Ajuste del parámetro Tipo de fruncido
Configuración de qué tipo de fruncido debe preconfigurarse siempre en
caso de n
uevos programas de costura:
23.3.5 Ajuste del parámetro Val
or de fruncido
Configuración del valor de fruncido (0-16) preestablecido en el primer
t
ramo de costura de un nuevo programa de costura.
23.3.6 Ajuste del parámetro Cos
tura plana
Dependiendo del material de costura y otros factores, puede suceder
q
ue el valor de fruncido 0 no sea tan uniforme. En este caso, se puede
establecer el valor de tramo (0-50 %) que permite una costura
plana ( instrucciones de uso).
23.3.7 Ajuste del parámetro de condensación de puntada al
com
ienzo de la costura (Con
dens. inic.)
Establece si la condensación de puntada al comienzo de la costura se
activa automáticamente para un nuevo programa de costura.
Menú Posibilidad de ajuste
Fruncido superior e inferior
Fruncido inferior
Fruncido superior
Menú Posibilidad de ajuste
1 La condensación de la puntada al comienzo de la costura se activa
automáticamente. Los valores para ello se toman del modo manual.
0 La condensación de la puntada al comienzo de la costura está
desactivada.

Programación
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 123
23.3.8 Ajuste del parámetro de condensación de puntada al final de
la costura
(Condens. fin.)
Establece si la condensación de puntada al fina
l de la costura se activa
automáticamente para un nuevo programa de costura.
23.3.9 Ajuste del parámetro de ayuda de fruncido (Ayuda f
runc.)
El parámetro de ayuda de fruncido incluye
otras opciones de menú
( instrucciones de uso):
23.3.10Ajuste del parámetro del lado de aprendizaje (Ens
eñe lado)
Establece qué lado debe programarse o aprenderse primero en caso
n
uevos programas de costura:
23.4 Ajuste de la configuración de la máquina
(Config.deLaMáq.)
Aquí se pueden realizar ajustes específicos del cliente, que al crear un
nuevo programa de costura se utilizarán automáticamente como valores
predeterminados para el primer tramo de costura. Los valores deben se-
leccionarse de forma que puedan mantenerse con el mayor número posi-
ble de programas.
El menú Configuración de la máquina se abre del siguiente modo:
1. Apertura del modo de servicio ( p. 120)
Menú Posibilidad de ajuste
1 La condensación de la puntada al final de la costura se activa
automáticamente. Los valores se toman del modo manual.
0 No hay condensación de puntada al final de la costura.
Menú Posibilidades de ajuste
Tens. Hilo arr. Tensión del hilo de la aguja
Tens. Hilo Inf Tensión del hilo de lanzadera
Tens.Cinta Tensado de la cinta
Menú Posibilidad de ajuste
-
Programa de costura sin lado
L
Lado izquierdo
R
Lado derecho

Programación
124 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
2. Seleccione el parámetro Configuración de la máquina
(Config.deLaMáq.) con ▲/▼.
3. Confirme con OK.
Se abre el menú Configuración de la máquina.
El menú Configuración de la máquina se divide en los siguientes
puntos:
23.4.1 Ajuste del parámetro de condensación de puntada al
comienzo de la costura (Condens
. inic.)
Los siguientes subpuntos se pueden configurar aquí:
Parámetro Explicación Referencia
Condens. inic. Condensación de puntada al comienzo de la costura p. 124
Condens. fin. Condensación de puntada al final de la costura p. 125
Velocidad Ajustes de la velocidad p. 125
Pos.de parada Ajuste de la posición de parada inferior de la aguja p. 125
Pie Ajuste de la posición de los pies en caso de parada
de costura
p. 125
Pedal Ajustes del pedal p. 125
Otros artículos Activación/desactivación del sensor de inclinación p. 126
Menú Posibilidad de ajuste
Puntadas Número de puntadas en condensación de puntada al principio de la
costura
Factor Factor de por qué porcentaje de la longitud de puntada ajustada debe
coserse la condensación de puntada con una longitud de puntada
menor (por ejemplo, con una longitud de puntada normal de 5 mm
y un factor de 50%, la longitud de puntada de la condensación de
puntada sería de 2,5 mm)
Velocidad Velocidad a la que se cose la condensación de puntada al comienzo
de la costura
Pred.: 1000

Programación
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 125
23.4.2 Ajuste del parámetro de condensación de puntada al final de
la costura
(Condens. fin.)
Los siguientes subpuntos se pueden configurar aquí:
23.4.3 Ajuste del parámetro Vel
ocidad
Los siguientes subpuntos se pueden configurar aquí:
23.4.4 Ajuste del parámetro de posición de parada (Pos.d
e parada)
El siguiente subpunto se puede configurar aquí:
23.4.5 Ajuste del parámetro Pie
El siguiente subpunto se puede configurar aquí:
23.4.6 Ajuste del parámetro Ped
al
Los siguientes subpuntos se pueden configurar aquí:
Menú Posibilidad de ajuste
Puntadas Número de puntadas en condensación de puntada al final de la costura
Factor Factor de por qué porcentaje de la longitud de puntada ajustada debe
coserse la condensación de puntada con una longitud de puntada
menor (por ejemplo, con una longitud de puntada normal de 5 mm y un
factor de 50%, la longitud de puntada de la condensación de puntada
sería de 2,5 mm)
Velocidad Velocidad a la que se cose la condensación de puntada al final de la
costura
Pred.: 1000
Menú Posibilidad de ajuste
Veloci.Máx. Velocidad máxima admisible, no se puede exceder en el nivel de usuario.
(Rango de valores 0500-3500 [r. p. m.], según la subclase)
Pred.: 3500
Vel. Mín. Velocidad mínima con la que se ejecuta una puntada individual, se debe
alcanzar en el nivel de usuario.
(Rango de valores 050-400 [r. p. m.])
VelociPos. Velocidad de posición, la última puntada al detener el proceso de
costura se realiza más lentamente.
(Rango de valores 010-700 [r. p. m.])
Giro Inicio Velocidad del arranque suave.
(Rango de valores 0010-1000 [r. p. m.])
Pu.CortaInic Número de puntadas que se han de coser en el arranque suave.
(Rango de valores 00 - 10)
Menú Posibilidad de ajuste
AguPosABaj Posición de la aguja en el punto muerto inferior durante la costura,
indicación en grados.
Rango de valores 0-359
Pred.: 245
Menú Posibilidad de ajuste
AscPiePoPa-
rada
Establece si los pies se levantan automáticamente o no en caso de
parada de costura
0 = pies no elevados, 1 = pies elevados
Menú Posibilidad de ajuste
Curva Curva de velocidad del pedal.
Rango de valores: 0-7, predet.: 0
Num.PasPedal Número de las etapas de velocidad que procesa el pedal.
Rango de valores 01 - 64, predet.: 24

Programación
126 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
23.4.7 Ajuste del parámetro OtroAartículos:
Activación/desactivación del sensor de inclinación
El sensor de inclinación tiene funciones de seguridad. Registra que la
parte superior de la máquina está abatida y bloquea la máquina.
Mientras tanto no se puede coser. Así, el pedal no se puede accionar
accidentalmente mientras que la parte superior de la máquina está
abatida, p. ej., para efectuar trabajos de mantenimiento o de reparación.
Fig. 116: Activación/desactivación del sensor de inclinación (1)
El sensor de inclinación consta de 2 partes
ADVERTENCIA
Peligro de lesiones por piezas móviles,
cortantes y punzantes
Pueden producirse aplastamientos, cortes o
pinchazos.
La desactivación del sensor de inclinación solo lo
debe realizar personal técnico cualificado.
El sensor de inclinación no se debe desactivar sin
un motivo justificado y ha de activarse de nuevo lo
más rápidamente posible.
Si el sensor de inclinación está desactivado,
trabaje con especial cuidado en la máquina.
Si la parte superior de la máquina está abatida, no
accione el pedal.

Programación
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 127
Fig. 117: Activación/desactivación del sensor de inclinación (2)
La 1.ª parte está fijada a la parte superior de la máquina.
La 2.ª parte está atornillada en el interior del recorte del tablero.
Solo se puede acceder a ambas partes del sensor de inclinación cuando
la parte superior de la máquina está abatida.
El sensor de inclinación se activa y desactiva de la siguiente manera:
1. Apertura del modo de servicio ( p. 120)
2. Seleccione el parámetro Configuración de la máquina
(Config.deLaMáq.) con ▲/▼.
3. Confirme con OK.
4. Seleccione el parámetro OtroArtículos con ▲/▼.
5. Confirme con OK.
6. Seleccione el parámetro Sensor de inclinación con ▲/▼.
7. Confirme con OK.
Importante
El sensor de inclinación solo podrá ser desactivado en casos excepciona-
les, durante un breve espacio de tiempo y por personal especializado y
cualificado.
8. Con ▲/▼, ajuste Enc./Apag..
9. Confirme con OK.
El sensor de inclinación está activado/desactivado.
10. Para salir del modo de servicio, pulse la tecla ESC.
(1) - Sensor de inclinación (1.ª parte) (2) - Sensor de inclinación (2.ª parte)
②
①

Programación
128 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
23.5 Ajuste de la configuración de usuario (Config.DeUsari.)
Aquí se pueden llevar a cabo diferentes ajustes. Los valores deben selec-
cionarse de forma que puedan mantenerse con el mayor número posible
de programas.
El menú Configuración del usuario se abre del siguiente modo:
1. Apertura del modo de servicio ( p. 120)
2. Seleccione el parámetro Configuración del
usuario (Config.DeUsari) con ▲/▼.
3. Confirme con OK.
Se abre el menú Configuración del usuario.
El menú Configuración del usuario se divide en los siguientes puntos:
23.5.1 Ajuste del parámetro Idioma
El idioma deseado se ajusta como se indica a continuación:
1. Apertura del modo de servicio ( p. 120)
2. Seleccione el parámetro Configuración del usuario
(Config.DeUsari) con ▲/▼.
3. Confirme con OK.
El submenú se abre.
4. Seleccione el parámetro Idioma con ▲/▼.
5. Confirme con OK.
El submenú de idioma se abre.
6. Confirme con OK.
7. Modifique el valor del idioma deseado con las teclas ▲/▼.
Parámetro Explicación Referencia
Idioma Ajuste del idioma p. 128
Sonido tras cambio Conexión/desconexión de la señal acústica en
el cambio del tramo de costura
p. 129
Auto.lado Activar/desactivar la continuación automática
del lado izquierdo/derecho
p. 129
InterrDePedal (No) Cancelar el programa de costura por pedal p. 130
Rod. Ocupar el pulsador de rodilla p. 130
Modo frunc. Ajustar el modo de fruncido p. 131
Brillo Ajustar el brillo p. 131
Contraste Ajustar el contraste p. 132

Programación
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 129
8. Para retroceder un nivel en el menú, pulse la tecla ◄.
El valor modificado se guarda de inmediato.
23.5.2 Conexión/desconexión de la señal acústica en el cambio
del tramo de costura
La máquina está ajustada de fábrica para que con cada cambio de tramo
d
e costura suene una señal acústica. Esta señal acústica se puede
conectar y desconectar a voluntad.
23.5.3 Conexión/desconexión de la continuación automática
del lado izquierdo/derecho
La máquina está ajustada de fábrica de forma que, en el caso de un
programa de costura que tenga programado un lado izquierdo y uno
derecho, tras coser uno de los lados se cambia automáticamente al otro.
Los lados pueden coserse directamente uno detrás de otro sin que se
tenga que adaptar el programa de costura.
Idioma Valor en el visualizador Denominación en el visualizador
Englisch 0 y 10 Language
Deutsch 1 Idioma
Francés 2 Langue
Checo 3 Jazyk
Esloveno 4 Jezik
Polaco 5 Jezyk
Italiano 6 Lingua
Español 7 Idioma
Portugués 8 Idioma
Rumano 9 Limba
Menú Posibilidad de ajuste
1 La señal acústica suena al cambiar el tramo de costura
0 No suena ninguna señal acústica
Menú Posibilidad de ajuste
1 La continuación automática del lado izquierdo/derecho está conectada
0 La continuación automática del lado izquierdo/derecho está
desconectada

Programación
130 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
23.5.4 Ajuste de la cancelación del programa de costura mediante
el
pedal
La máquina está ajustada de fábrica de forma que un programa de
costura se pued
e interrumpir mediante el pedal durante la costura en el
modo automático. Para ello, hay que pisar el pedal dos veces hasta la
posición -2.
Esta función se puede desconectar. En este caso, un programa de
costura no se puede interrumpir hasta que se haya cosido completamente
y se pueda iniciar un nuevo programa de costura o se pueda abandonar
el modo automático.
23.5.5 Asignación de una función al pulsador de rodilla
Fig. 118: Asignación de una función al pulsador de rodilla
Mediante la posición del interruptor de palanca (1) se conecta o desconecta
la función.
0 = función desconectada
1 = función conectada
Menú Posibilidad de ajuste
1 El programa de costura puede cancelarse a través del pedal (predet.).
0 El programa de costura no puede cancelarse a través del pedal.
(1) - Interruptor de palanca (2) - Pulsador de rodilla
②
①

Programación
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 131
Al pulsador de rodilla (2) también se le pueden asignar las siguientes
funciones:
23.5.6 Ajuste del modo de fruncido (Modo frunc.)
Fig. 119: Ajuste del modo de fruncido (Modo frunc.)
Para los valores de fruncido 1-16, se puede establecer si la intensidad de
fruncido aumenta inmediatamente de manera brusca dependiendo de los
valores de fruncido (KM1) o aumenta poco a poco (KM2).
23.5.7 Ajuste del brillo del visualizador
Aquí se puede ajustar el brillo del OP3000 a las necesidades del usuario.
La luminosidad del visualizador se ajusta como se indica a continuación:
1. Apertura del modo de servicio ( p. 120)
Menú Posibilidad de ajuste
Ningún ~ Ajustar el valor de fruncido a 0 y a la inversa (predet.)
Elevación Ajuste rápido de la elevación
Inic. seg. retrocede al inicio del programa de costura
Segmento Cambio de tramo de costura
Modo de fruncido Posibilidad de ajuste
1 La intensidad de fruncido en función de los valores de fruncido
aumenta rápidamente de forma inmediata (KM1, la intensidad
de aquí es aproximadamente la misma que en caso de la
clase 550-12-23/24)
2 La intensidad del fruncido en función del fruncido primero aumenta
lentamente y hacia el final más rápidamente (KM2, predet.)
Intensidad
de fruncido
Valor
de fruncido

Programación
132 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
2. Seleccione el parámetro Configuración del usuario
(Config.DeUsari) con ▲/▼.
3. Confirme con OK.
El submenú se abre.
4. Seleccione el parámetro Brillo con ▲/▼.
5. Confirme con OK.
6. Modifique el valor (000 - 255) con las teclas ▲/▼.
7. Confirme con OK.
8. Para salir del modo de servicio, pulse la tecla ESC.
El valor modificado se guarda de inmediato.
23.5.8 Ajuste del contraste del visualizador
Aquí se puede ajustar el contraste del OP3000 a las necesidades del
u
suario.
El contraste del visualizador se ajusta como se indica a continuación:
1. Apertura del modo de servicio ( p. 120)
2. Seleccione el parámetro Configuración del usuario
(Config.DeUsari) con ▲/▼.
3. Confirme con OK.
El submenú se abre.
4. Seleccione el parámetro Contraste con ▲/▼.
5. Confirme con OK.
6. Modifique el valor (010 - 255) con las teclas ▲/▼.
7. Confirme con OK.
8. Para salir del modo de servicio, pulse la tecla ESC.
El valor modificado se guarda de inmediato.
23.6 Menú de servicio
Aquí se pueden llevar a cabo diferentes ajustes. Aquí, la máquina se pue-
de calibrar, los programas de costura se pueden eliminar y los parámetros
de la máquina se pueden restablecer a los ajustes de fábrica. Además, los
programas de costura se pueden exportar e importar.
El menú de servicio se abre del siguiente modo:
1. Apertura del modo de servicio ( p. 120)
2. Seleccione el parámetro Servicio con ▲/▼.
3. Confirme con OK.
Se abre el menú de servicio.

Programación
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 133
El menú de servicio se divide en los siguientes puntos:
23.6.1 Parámetro Multitest
En este parámetro se puede comprobar si, por ejemplo, los imanes,
los accionamientos y las entradas y salidas funcionan correctamente.
Las asignaciones necesarias están enumeradas, entre otras cosas, en
el plano de conexión ( p. 179).
Submenú Pruebe laSalida
La máquina tiene las siguientes salidas ( plano de conexión):
Parámetro Explicación Referencia
Multitest Comprobar entradas y salidas p. 133
Calibración Calibrar el transporte superior e inferior
y la tensión del hilo
p. 138
Restablece Restablecer a ajustes de fábrica p. 141
Transf.de datos Cargar datos y programas de costura
del USB o guardarlos en el USB
p. 141
Submenú Explicación Referencia
Pruebe laSalida Comprobación de las salidas p. 133
Pruebe PWM Comprobación de la modulación por ancho
de pulsos
p. 134
PruebeLaEntrada Comprobación de las entradas p. 135
PruebEnt. Analog Comprobación de las entradas analógicas p. 135
PruebeEnt.auto. Comprobación de las entradas automáticas p. 135
PruebeMot.Coser Comprobación del motor de costura p. 136
Pruebe mot.paso Comprobación de los motores de marcha
paso a paso
p. 136
Pruebe pedal Comprobación del pedal p. 137
Salida Explicación
1 Elevación del pie prensatelas
2 Elevación
6 Tensado de la cinta
7 CortDelBord
12 Tecla izquierda (elevación del pie)
13 Tecla derecha (tensado de la cinta)

Programación
134 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
Las salidas se comprueban de la siguiente manera:
1. Seleccione la salida deseada con las teclas
/.
Fig. 120: Submenú Pruebe laSalida
2. Con la tecla OK se activa/desactiva la salida seleccionada.
Submenú Pruebe PWM
Comprobación de la modulación por ancho de pulsos. Ajuste de la tensión
eléctrica proporcional a la fuerza del actuador eléctrico (100 % correspon-
de a 24 V). La modulación se realiza en dos intervalos de tiempo (t1 y t2)
y debe adaptarse de manera porcentual. Con la función BOOST se con-
sigue un aumento de la tensión en el tiempo (t1).
La máquina tiene las siguientes salidas PWM ocupadas:
Las salidas de potencia de la modulación por ancho de pulsos se comprue-
ban del siguiente modo:
1. Con las teclas
/, seleccione en el campo PWM el elemento que se
desea probar.
Fig. 121: Submenú Pruebe PWM
2. Confirme la selección con la tecla OK.
La indicación
Valor cambia entre Enc y Apa cada vez que se
pulsa la tecla OK.
3. Observe el elemento seleccionado y compruebe si se activa al
pulsar OK.
Importante
Los valores indicados en el campo % solo sirven de referencia para saber
en qué medida aumenta o disminuye la tensión.
Salida :
Valor :
ENC(1)
22
Salida PWM Explicación
3 Imán de tensión del hilo de lanzadera
4 Imán de tensión del hilo de la aguja
Valor :
PWM :
APA(0)
2

Programación
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 135
Submenú PruebeLaEntrada
Comprobación de las entradas según el plano de conexión.
Los pasos de comprobación se realizan del siguiente modo:
1. Con las teclas
/, seleccione el elemento deseado en el campo
Entrada.
Fig. 122: Submenú PruebeLaEntrada
2. Accione el componente seleccionado (por ejemplo, pulsador, interrup-
tor de rodilla, etc.).
3. Observe la indicación en el panel de mando.
Si el elemento funciona correctamente, en el visualizador, la indicación
de
Valor cambia entre On y Off.
Submenú PruebEnt. Analog
1. Con las teclas
/, seleccione el elemento deseado en el campo
Entrada.
2. Accione el elemento seleccionado.
3. Observe la indicación en el panel de mando.
Si el elemento funciona correctamente, se mostrará el valor
correspondiente.
Submenú PruebeEnt.Analog
Fig. 123: Submenú PruebeEnt.Analog
Entrada Explicación
1 Sensor de inclinación
10 Interruptor de rodilla
13 Tecla de flecha (cambio de tramo de costura)
14 Botón izquierdo (elevación del pie), la función no debe conectarse
15 Botón derecho (tensado de cinta), la función no debe conectarse
Valor :
Entrada :
ENC(1)
1
Valor :
Entrada :

Programación
136 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
En este submenú es posible realizar las mismas comprobaciones que en
Pruebe LaEntrada sin seleccionar antes el elemento en la pantalla.
Los pasos de comprobación se realizan del siguiente modo:
1. Accione el elemento.
En Entrada, el visualizador muestra el número del último elemento
modificado. Si el elemento funciona correctamente, en el visualizador,
la indicación de Valor cambia entre On y Off.
Submenú PruebeMot.Coser
En este submenú se puede comprobar el funcionamiento del motor de
costura.
El motor de costura se comprueba de la siguiente forma:
1. Pulse la tecla OK.
Máquina referenciada.
2. En el campo
Velocidad, introduzca una velocidad con las flechas
/ en pasos de 100.
Fig. 124: Submenú PruebeMot.Coser
3. Confirme el valor introducido con la tecla OK.
El motor de costura marcha con la velocidad introducida.
4. Para finalizar, pulse la tecla OK o ESC.
Submenú Pruebe mot.paso
En este submenú se pueden comprobar los motores de marcha paso a
paso para el ajuste de la longitud de puntada, la elevación/presión del pie
prensatelas y el ajuste de la elevación. Es posible alcanzar las
posiciones (steps) definidas.
Los motores de marcha paso a paso se comprueban de este modo:
1. Con las teclas
/, seleccione el motor deseado en el campo
Mot.paso.
Velocidad
Mot. de coser
200
Entrada Motor de marcha paso a paso
1 Transporte superior diferencial
2 Transporte principal
3 Transporte inferior diferencial

Programación
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 137
Fig. 125: Submenú Pruebe mot.paso
2. Confirme la selección con la tecla OK.
3. Compruebe con las teclas
/ el motor seleccionado.
Si el motor funciona correctamente, se muestra el comportamiento
descrito en la tabla.
Información
Para el codificador de los motores paso a paso no hay ningún procedimiento
de prueba concreto. Se prueba junto a los motores paso a paso. Si el
resultado de los motores paso a paso es correcto, el codificador también
funcionará correctamente.
Submenú Pruebe pedal
En este submenú se pueden comprobar las distintas posiciones del pedal
analógico (X6b). La indicación se realiza a partir de los valores de calibra-
ción medidos o determinados de forma automática.
Fig. 126: Submenú Pruebe pedal
Posición:
Mot.paso:
APA(0)
1
Entrada Motor de marcha paso a paso Método de comprobación
1 Transporte superior
diferencial (x32)
El mecanismo de transporte efectúa un
movimiento.
2 Transporte principal (x42) Los pies prensatelas realizan un
movimiento vertical.
3 Transporte inferior
diferencial (x52)
El mecanismo de elevación efectúa un
movimiento.
Digital :
Analog :
0
278
0:
Max:
-1:
-2:328
175
275
918

Programación
138 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
23.6.2 Parámetro de calibración (Calibración)
La calibración debe realizarse en diferentes parámetros, que se explican
más detalladamente en la tabla. La descripción detallada de la calibración
se encuentra a continuación de la tabla.
Subpunto Calibración de la longitud de puntada
La calibración de la longitud de puntada se describe en el capítulo
Transporte diferencial superior e inferior ( p. 63)
Subpunto Calibración del transporte inferior
La calibración del el transporte inferior se describe en el capítulo
Transporte diferencial superior e inferior ( p. 63)
Subpunto Calibración del transporte superior
La calibración del el transporte superior se describe en el capítulo
Transporte diferencial superior e inferior ( p. 63)
Subpunto Calibración de la tensión del hilo de la aguja
En el subpunto Calibración del hilo de la aguja (Hilo hilo.
sup.), calibre la tensión del hilo de la aguja ( p. 76).
Subpunto Calibración de la tensión del hilo de la
lanzadera
En el subpunto Calibración del hilo de la lanzadera (Hilo
hilo. sup.), calibre la tensión del hilo de la lanzadera ( p. 78).
Menú Explicación Referencia
Calib.trans. Calibración de la longitud de puntada o del
transporte
p. 63
p. 138
Trans. Cal. Inf. Calibrar el transporte inferior p. 63
p. 138
Trans. Cal. Sup. Calibrar el transporte superior p. 66
p. 138
Calib. hilo. arr. Calibrar la tensión del hilo de la aguja p. 76
p. 138
Calib. hilo. Inf Calibrar la tensión del hilo de la lanzadera p. 78
p. 138
Lim. vel. elev. Ajustar el límite de la velocidad de elevación en
el software
p. 139

Programación
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 139
Ajuste del subpunto del límite de la velocidad de elevación en el
software (
Lim. vel. elev.
)
El potenciómetro determina la altura de elevación establecida. La veloci-
dad se ajusta automáticamente a través del software: cuanto mayor sea
la altura de elevación, menor será la velocidad.
Fig. 127: Ajuste del subpunto del límite de la velocidad de elevación en el software
(Lim. vel. elev.)(1)
El diagrama superior muestra la configuración de fábrica:
Hasta el punto (1) se puede coser a la velocidad de 3000. Desde el punto (1),
la velocidad se reduce linealmente al punto (2). Desde el punto (2) se cose
solo a velocidad de 2000.
Importante
Para evitar daños en la máquina, NO exceda estos ajustes de fábrica
recomendados.
Orden
1. Ajustar el potenciómetro mecánicamente ( p. 44).
2. Ajustar el límite de la velocidad de elevación en el software.
NOTA
Posibles daños materiales
Daños en la máquina y mayor desgaste debido a la velocidad
excesiva en caso de elevación elevada.
Según el grosor y el estado del material, solo reducir las velocidades
preestablecidas según sea necesario y NO aumentarlas.
(1) - Punto (2) - Punto
①
②
Velocidad
3500
3000
2500
2000
1500
1000
500
0
1234567
Elevación

Programación
140 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
El límite de la velocidad de elevación en el software se ajusta como se
indica a continuación:
1. Seleccionar el límite de la velocidad de elevación (Lim. vel. elev.).
2. Confirme con OK.
3. Con
▲/▼, seleccione 1 (punto [1]).
4. Confirme con OK.
Se muestran los ajustes actuales del punto (1).
Fig. 128: Ajuste del subpunto del límite de la velocidad de elevación en el software
(Lim. vel. elev.)(2)
5. Coloque la rueda moleteada (3) a la altura de elevación a partir de la
cual se reducirá la velocidad durante la costura (punto [1]).
De fábrica, la velocidad se reduce desde una altura de elevación de
2,5 mm.
NO aumente esta altura de elevación de 2,5 mm, solo redúzcala si es
necesario.
El visualizador muestra la velocidad correspondiente al girar la rueda
moleteada (3).
6. Ajuste la velocidad con
▲/▼ si es necesario.
La velocidad se ajusta en pasos de 100. NO aumente la velocidad,
solo redúzcala si es necesario.
7. Confirme con OK.
El punto (1) está ajustado.
8. Con
▲/▼, seleccione 2 (punto [2]).
9. Confirme con OK.
10. Coloque la rueda moleteada (3) a la altura de elevación a partir de la
cual no se reducirá la velocidad durante la costura (punto [2]).
De fábrica, la velocidad se reduce hasta una altura de elevación de
6 mm. NO aumente este valor, solo redúzcala si es necesario.
El visualizador muestra la velocidad correspondiente al girar la rueda
moleteada (3).
11. Ajuste la velocidad con
▲/▼ si es necesario.
La velocidad se ajusta en pasos de 100. NO aumente la velocidad,
solo redúzcala si es necesario.
12. Confirme con OK.
El punto (2) está ajustado.
13. Para salir del submenú, pulse la tecla ESC.
(3) - Rueda moleteada
③

Programación
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 141
23.6.3 Parámetro Restablece
Aquí se pueden restablecer los datos de la máquina y se pueden eliminar
los programas de costura existentes. Los siguientes datos se pueden
restablecer a los ajustes de fábrica:
El acceso al parámetro Restablece solo es posible introduciendo de
nuevo la contraseña 25483.
Si se selecciona un subpunto con las teclas de flecha y se confirma con
OK, el restablecimiento se lleva a cabo de inmediato. No se pregunta de
nuevo y, después de ello, tampoco aparece ningún mensaje indicando
que se ha llevado a cabo el restablecimiento.
Para restablecer los parámetros a los ajustes de fábrica:
1. Seleccione el parámetro Restablece.
2. Confirme con OK.
3. Seleccione la opción deseada con las teclas
▲/▼, ver tabla.
4. Confirme con OK.
El restablecimiento se realiza sin consultar y tampoco aparece un
mensaje para confirmar.
23.6.4 Parámetro Trans
f.de datos
Aquí se pueden intercambiar datos entre la máquina, más concretamente
entre la unidad de control, y una memoria USB. En la transferencia de da-
tos se pueden seleccionar distintas opciones que se explican en los apar-
tados siguientes.
NOTA
Posibilidad de daños materiales
Los datos y ajustes específicos del cliente de la máquina se pierden
irremediablemente durante el restablecimiento.
ANTES de efectuar el restablecimiento, debe pensarse bien cuáles
son los datos que realmente se desean borrar.
Menú Posibilidades de ajuste
Rest.data Todos los parámetros se restablecen al estado de suministro, esto no
afecta a los programas programas ni a los valores de las calibraciones.
Rest.progs. Todos los programas de costura creados se borran. Solo se conserva
el programa de costura 001, que se entregó con la máquina.

Programación
142 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
El menú Transf.de datos se divide en los siguientes puntos:
Importante
Solo se deben utilizar memorias USB adquiridas en Dürkopp Adler.
Subpunto para guardar o cargar todos los datos (Todos los datos)
Todos los datos, o sea, ajustes de parámetros, programas de costura y
valores de las calibraciones, se transfieren a la memoria USB o a la
unidad de control.
Los datos se transfieren del siguiente modo:
1. Inserte la memoria USB en la conexión (1) de la unidad de control (2).
Fig. 129: Subpunto para guardar y cargar todos los datos (Todos los datos) (1)
2. Abra el submenú Servicio > Transf. de datos > Todos los
datos.
3. Confirme con OK.
4. Con
▲/▼, seleccione entre las opciones Cargar de USB o Guarda a USB.
5. Confirme con OK.
Aparece la siguiente advertencia:
Parámetro Explicación Referencia
Todos los datos Guarde todos los datos en memorias USB/
cargue todos los datos desde memorias USB
p. 142
Programas Guarde los programas de costura en una
memoria USB/cargue los programas desde
una memoria USB
p. 143
(1) - Conexión (2) - Unidad de control
①
②

Programación
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 143
Fig. 130: Subpunto para guardar y carga todos los datos (Todos los datos) (2)
6. Confirme con OK.
La transmisión de los datos comienza y aparece el mensaje de que
la memoria USB no se puede retirar:
Fig. 131: Subpunto para guardar y carga todos los datos (Todos los datos) (3)
El mensaje desaparece después de la transferencia de los datos.
Subpunto para guardar o cargar programas de costura (Programas)
Se pueden transferir todos o solo determinados programas de costura a
la memoria USB o a la unidad de control.
+
SePerderánLosDatos
OK ESC
Borre USB
+
No quite USB!
Por favor espere!

Programación
144 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
Los programas de costura se transfieren de la siguiente forma:
1. Inserte la memoria USB en la conexión (1) de la unidad de control (2).
Fig. 132: Subpunto para guardar o cargar programas de costura (Programas) (1)
2. Abra el submenú Servicio > Transf.de datos > Programas.
3. Confirme con OK.
4. Con
▲/▼, seleccione entre las opciones Cargar de USB o Guarda a USB.
5. Confirme con OK.
Aparece la siguiente advertencia:
Fig. 133: Subpunto para guardar o cargar programas de costura (Programas) (2)
6. Seleccione un programa con ▲/▼.
7. Confirme con OK.
El programa está seleccionado. Esto se distingue por la marca de
verificación que se encuentra delante del nombre del programa.
8. Repita la selección para todos los programas deseados o seleccione
todos los programas al mismo tiempo (ver el siguiente paso).
9. Pulse la tecla
►, aparece la selección Destino, Seleccionar todo,
Deseleccionar todo.
10. Seleccione la opción Seleccionar todo con
▲/▼.
(1) - Conexión (2) - Unidad de control
①
②
+
SePerderánLosDatos
OK ESC
Borre USB

Programación
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 145
11. Confirme con OK.
12. Pulse la tecla
►, aparece la selección Destino, Seleccionar todo,
Deseleccionar todo.
13. Seleccione la opción Destino con
▲/▼.
14. Confirme con OK.
15. Seleccione la carpeta deseada con
▲/▼ o pulse la tecla ► y cree una
carpeta nueva con la opción Crear carpeta.
16. Confirme con OK.
17. Introduzca un nombre para la carpeta con las teclas numéricas.
18. Confirme con OK.
19. Pulse la tecla
► y seleccione la opción Copiar.
20. Confirme con OK.
La transmisión de los datos comienza y aparece el mensaje de que
la memoria USB no se puede retirar:
Fig. 134: Subpunto para guardar o cargar programas de costura (Programas) (3)
El mensaje desaparece después de la transferencia de los datos.
23.7 Visualizar versión de software
De la siguiente manera puede visualizarse la versión de software:
1. Conecte la máquina.
En el visualizador aparece la pantalla de inicio:
• a la izquierda se encuentra el firmware del panel de mando OP3000
• a la derecha aparece la versión de software de la unidad de control
La máquina está referenciada:
En el visualizador aparece el último programa de costura empleado o
el modo manual.
+
No quite USB!
Por favor espere!

Programación
146 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
23.8 Realizar actualización de software
Así se realiza una actualización de software:
1. Descargue el software actual de la página web de Dürkopp Adler
(https://software.duerkopp-adler.com/maschinenprogramme.html).
2. Guarde el archivo en un lápiz USB.
Fig. 135: Realizar la actualización de software
3. Conectar la máquina mediante el interruptor principal (3).
La máquina está lista para funcionar cuando solo está encendido el
LED POWER (1).
4. Inserte el lápiz USB en la conexión USB (2).
Comienza la actualización del software. Los LED de la unidad de
control se encienden de forma alternativa.
Si, después de algunos minutos, solo está encendido el LED
POWER (1), la actualización habrá concluido.
La máquina está lista para coser.
Información
Antes de desconectar el lápiz USB de la unidad de control, desconecte la
máquina con el interruptor principal (3).
(1) - LED de encendido
(2) - Conexión USB
(3) - Interruptor principal
③
①
②

Mantenimiento
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 147
24 Mantenimiento
Este capítulo describe los trabajos de mantenimiento que deben
realizarse regularmente para prolongar la vida útil de la máquina y
conservar la calidad de la costura.
24.1 Intervalos de mantenimiento
ADVERTENCIA
Peligro de lesiones por piezas punzantes
Pueden producirse pinchazos y cortes.
Antes de realizar los trabajos de mantenimiento,
desconecte la máquina o conecte el modo de
enhebrado.
ADVERTENCIA
Peligro de lesiones por piezas móviles
Pueden producirse aplastamientos.
Antes de realizar los trabajos de mantenimiento,
desconecte la máquina o conecte el modo de
enhebrado.
Trabajos a realizar Horas de funcionamiento
8 40 160 500
Parte superior de la máquina
Retirar el polvo de costura y los restos de hilos
Limpiar la zona situada debajo de la placa de la aguja
Comprobar el nivel de aceite en la parte superior
de la máquina
Comprobar el nivel de aceite en la carcasa del
accionamiento de la lanzadera
Sistema neumático
Comprobar la presión de servicio
Comprobar el nivel de agua en el regulador de presión
Limpiar el filtro de la unidad de mantenimiento.
Comprobar la hermeticidad del sistema

Mantenimiento
148 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
24.2 Limpieza
Fig. 136: Limpieza
La máquina se limpia como se indica a continuación:
1. Retire el polvo de costura con la pistola de aire comprimido o un pincel,
especialmente en la zona de la placa de la aguja (1) y de la ranura.
2. Retire el polvo de costura o los restos de recortes del depósito de
aceite.
ADVERTENCIA
Peligro de lesiones por partículas en
suspensión
Las partículas en suspensión pueden entrar en los
ojos y provocar lesiones.
Utilice las gafas de protección.
Sujete la pistola de aire comprimido de tal manera
que las partículas no puedan salir despedidas
hacia donde haya personas.
Asegúrese de que no caigan partículas en el cárter
de aceite.
NOTA
Daños materiales por suciedad
El polvo de costura y los restos de hilos pueden afectar al
funcionamiento de la máquina.
Limpie la máquina como se describe.
NOTA
Daños materiales por el uso de limpiadores con disolvente
Los limpiadores con disolvente dañan la pintura.
Utilice solamente sustancias sin disolvente para la limpieza.
(1) - Placa de la aguja
①

Mantenimiento
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 149
24.3 Lubricación
La máquina debe lubricarse a intervalos regulares ( p. 149).
La lubricación incluye los siguientes trabajos:
• Comprobación del nivel de aceite
• Lubricación de la parte superior de la máquina
• Lubricación de la lanzadera
Para rellenar el depósito de aceite, utilice exclusivamente el aceite
lubricante DA 10 o un aceite similar con las siguientes especificaciones:
• Viscosidad a 40 °C:10 mm
2
/s
• Punto de inflamabilidad: 150 °C
Puede adquirir este aceite lubricante en nuestros puntos de venta con las
siguientes referencias:
PRECAUCIÓN
Peligro de lesiones por contacto con el aceite
Al entrar en contacto con la piel, el aceite puede
provocar erupciones cutáneas.
Evite que la piel entre en contacto con el aceite.
Si el aceite entra en contacto con la piel, limpie a
fondo esa zona de la piel.
NOTA
Daños materiales por un aceite incorrecto
Los tipos aceite incorrectos pueden provocar daños en la máquina.
Utilice solo el aceite que se corresponda con las indicaciones de las
instrucciones.
ATENCIÓN
El aceite puede contaminar el medio ambiente
El aceite es una sustancia contaminante y no debe
verterse en el desagüe o en la tierra.
Recoja el aceite usado con cuidado.
Deseche el aceite usado y las piezas de la
máquina impregnadas de aceite conforme a las
prescripciones nacionales.

Mantenimiento
150 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
.
24.3.1 Comprobación de la lubricación de la parte superior de la
máquina
Fig. 137: Comprobación de la lubricación de la parte superior de la máquina
Recipiente N.º de pieza
250 ml 9047 000011
1 l 9047 000012
2 l 9047 000013
5 l 9047 000014
NOTA
Daños materiales debidos a un nivel de aceite incorrecto
Si existe exceso o escasez de aceite, pueden producirse daños en
la máquina.
Rellene aceite de la forma descrita.
NOTA
Daños materiales por un aceite incorrecto
Los tipos aceite incorrectos pueden provocar daños en la máquina.
Utilice solo el aceite que se corresponda con las siguientes
indicaciones.
(1) - Marca de nivel mínimo
(2) - Marca de nivel máximo
(3) - Abertura de llenado
③
①
②

Mantenimiento
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 151
Comprobación del nivel de aceite
Ajuste correcto
El nivel de aceite debe estar siempre entre la marca de nivel mínimo (1)
y la marca de nivel máximo (2) de la mirilla.
Rellenado del depósito de aceite
El depósito de aceite se llena de la siguiente manera:
1. Rellene aceite a través de la abertura de llenado (3) como máximo
hasta 2 mm por debajo de la marca del nivel máximo (2).
24.3.2 Comprobación de la lubricación de la lanzadera
Fig. 138: Comprobación de la lubricación de la lanzadera (1)
Se puede acceder a la carcasa del accionamiento de la lanzadera (2) y al
tornillo de cierre (1) debajo de la tapa derecha de la lanzadera (4).
NOTA
Daños materiales debidos a un nivel de aceite incorrecto
Si existe exceso o escasez de aceite, pueden producirse daños en
la máquina.
Rellene aceite de la forma descrita.
(1) - Tornillo de cierre
(2) - Carcasa del accionamiento
de la lanzadera
(3) - Varilla de medición
(4) - Tapa de la lanzadera derecha
①
②
③
④

Mantenimiento
152 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
Fig. 139: Comprobación de la lubricación de la lanzadera (2)
Comprobación del nivel de aceite
Para comprobar el nivel de aceite, necesita una varilla de medición (3)
que está incluida en el suministro.
El estado del aceite se comprueba como sigue:
1. Tenga preparada la varilla de medición (3).
2. Abra la tapa derecha de la lanzadera.
3. Afloje el tornillo de cierre (1) del orificio de llenado.
4. Introduzca la varilla de medición (3) en la carcasa del accionamiento
de la lanzadera (2).
5. Después de unos segundos, saque la varilla de medición (3) de la
carcasa del accionamiento de la lanzadera (2).
Fig. 140: Comprobación de la lubricación de la lanzadera (3)
6. Compruebe si el nivel de aceite está entre la marca de nivel mínimo (4)
y la marca de nivel máximo (5).
7. Si el nivel de aceite es suficiente, apriete el tornillo de cierre (1).
8. Si el nivel de aceite no es suficiente, rellene aceite.
Rellenar aceite
El aceite de la carcasa de accionamiento de la lanzadera se rellena como
se indica a continuación:
1. Afloje el tornillo de cierre (1) del orificio de llenado.
(1) - Tornillo de cierre
①
(5) - Marca de nivel mínimo (6) - Marca de nivel máximo
⑤
⑥

Mantenimiento
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 153
Importante
Rellene siempre el aceite poco a poco. Después, compruebe el nivel del
aceite. Si es necesario, repita estos dos pasos varias veces hasta que el
nivel de aceite se encuentre ligeramente por debajo de la marca de nivel
máximo (5) de la varilla de medición (3).
En la carcasa del accionamiento de la lanzadera no debe haber demasia-
do aceite.
2. Vierta con cuidado el aceite por el orificio de llenado hasta alcanzar
como máximo la marca de nivel máximo (5) de la varilla de medición (3).
3. Compruebe de nuevo el nivel de aceite.
4. Si es necesario, repita el paso 2 y 3 varias veces hasta que el nivel de
aceite se encuentre ligeramente por debajo de la marca de nivel
máximo (5) de la varilla de medición (3).
5. Apriete el tornillo de cierre (1).
24.4 Mantenimiento del sistema neumático
24.4.1 Ajuste de la presión de servicio
Ajuste correcto
La presión de servicio admisible se indica en el capítulo Datos técnicos
( p. 177). La presión de servicio no debe diferir en más de ±0,5 bar.
Compruebe la presión de servicio cada día.
Fig. 141: Ajuste de la presión de servicio
NOTA
Daños materiales por ajuste incorrecto
Una presión de servicio incorrecta puede provocar daños en la
máquina.
Asegúrese de que la máquina se utilice únicamente con la presión
de servicio correctamente ajustada.
(1) - Regulador de presión (2) - Manómetro
①
②

Mantenimiento
154 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
La presión de servicio se ajusta como se indica a continuación:
1. Tire del regulador de presión (1) hacia arriba.
2. Gire el regulador de presión hasta que el manómetro (2) muestre el
ajuste correcto:
• Aumentar la presión = gire en el sentido de las agujas del reloj
• Reducir la presión = gire en el sentido contrario al de las agujas
del reloj.
3. Presione el regulador de presión (1) hacia abajo.
24.4.2 Evacuación del agua de condensación
En el separador de agua (2) del regulador de presión se acumula agua de
condensación.
Ajuste correcto
El agua de condensación no debe ascender hasta el filtro (1).
Compruebe el nivel del agua del separador de agua (2) a diario.
Fig. 142: Evacuación del agua de condensación
El agua de condensación se evacúa como se indica a continuación:
1. Desconecte la máquina de la red de aire comprimido.
2. Coloque un recipiente colector debajo del tornillo de purga (3).
NOTA
Daños a la máquina por exceso de agua
El exceso de agua puede provocar daños en la máquina.
Purgue agua cuando sea necesario.
(1) - Filtro
(2) - Separador de agua
(3) - Tornillo de purga
①
②③

Mantenimiento
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 155
3. Desatornille por completo el tornillo de purga (3).
4. Recoja el agua en el recipiente.
5. Apriete el tornillo de purga (3).
6. Conecte la máquina a la red de aire comprimido.
24.4.3 Limpieza del filtro
Fig. 143: Limpieza del filtro
El filtro se limpia como se indica a continuación:
1. Desconecte la máquina de la red de aire comprimido.
2. Evacúe el agua de condensación ( p. 154).
3. Desatornille el separador de agua (2).
4. Desatornille el filtro (1).
5. Sople el filtro (1) con una pistola de aire comprimido.
6. Limpie el plato del filtro con gasolina de lavado.
7. Atornille el filtro (1).
8. Atornille el separador de agua (2).
9. Apriete el tornillo de purga (3).
10. Conecte la máquina a la red de aire comprimido.
NOTA
Daños en la pintura debido al uso de limpiadores que contienen
disolventes
Los limpiadores que contienen disolventes dañan el filtro.
Utilice solo substancias sin disolventes para limpiar el depósito
del filtro.
(1) - Filtro
(2) - Separador de agua
(3) - Tornillo de purga
①
②③

Mantenimiento
156 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
24.5 Lista de piezas
Es posible pedir una lista de piezas a Dürkopp Adler. O visítenos para
obtener más información en:
www.duerkopp-adler.com

Puesta fuera de servicio
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 157
25 Puesta fuera de servicio
Para poner la máquina fuera de servicio:
1. Desconecte la máquina.
2. Extraiga el enchufe.
3. Desconecte la máquina de la red de aire comprimido, si está disponible.
4. Limpie con un paño el aceite residual del cárter de aceite.
5. Cubra el panel de mando para protegerlo de la suciedad.
6. Cubra la unidad de control para protegerla de la suciedad.
7. Si es posible, cubra toda la máquina para protegerla de la suciedad
y de posibles daños.
ADVERTENCIA
Peligro de lesiones por imprudencia
Pueden producirse lesiones graves.
Limpie la máquina SOLO en estado desconectado.
SOLO el personal formado puede desconectar las
conexiones.
PRECAUCIÓN
Peligro de lesiones por contacto con el aceite
Al entrar en contacto con la piel, el aceite puede
provocar erupciones cutáneas.
Evite que la piel entre en contacto con el aceite.
Si el aceite entra en contacto con la piel, limpie a
fondo esa zona de la piel.

Puesta fuera de servicio
158 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018

Eliminación de residuos
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 159
26 Eliminación de residuos
La máquina no puede desecharse en la basura doméstica normal.
La máquina se debe desechar de manera adecuada de acuerdo con la
normativa nacional.
Cuando vaya a desechar la máquina, tenga en cuenta que está compues-
ta de diferentes materiales (acero, plástico, componentes electrónicos...).
Respete las disposiciones nacionales pertinentes al desecharla.
ATENCIÓN
Peligro de daños medioambientales por una
eliminación incorrecta
de los residuos
La eliminación inadecuada de la máquina puede
provocar daños medioambientales graves.
Cumpla SIEMPRE con las regulaciones legales a
la hora de eliminar la máquina.

Eliminación de residuos
160 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018

Ayuda para la subsanación de fallos
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 161
27 Ayuda para la subsanación de fallos
27.1 Servicio de atención al cliente
Persona de contacto en caso de reparaciones o problemas con la
máquina:
Dürkopp Adler AG
Potsdamer Str. 190
33719 Bielefeld (Alemania)
Tel. +49 (0) 180 5 383 756
Fax +49 (0) 521 925 2594
Correo electrónico: service@duerkopp-adler.com
Internet: www.duerkopp-adler.com
27.2 Mensajes del software
En caso de que se produzca un error que no esté descrito aquí, póngase
en contacto con el servicio de atención al cliente. No intente solucionar el
error por su propia cuenta.
Mensajes del software
Código Tipo Posibles causas Subsanación
1000 Error Error en el motor de costura:
• Conector del codificador (Sub-D,
9 polos) no conectado o
defectuoso.
• Codificador defectuoso
• Comprobar la conexión del cable del
codificador y sustituir en caso
necesario
1001 Error Error en el motor de costura:
• Conector del motor de costura no
conectado o defectuoso.
• Comprobar la conexión del cable del
motor de costura
• Medir las fases del motor de
costura (R = 2,8 Ω, de alta
resistencia respecto a PE)
• Sustituir el codificador
• Sustituir el motor de costura
• Sustituir la unidad de control
1002 Error Error de aislamiento en el motor de
costura
• Compruebe si la fase del motor y PE
tienen una conexión de baja
impedancia
• Sustituir el codificador
• Sustituir el motor de costura

Ayuda para la subsanación de fallos
162 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
1004 Error Error en el motor de costura:
• dirección de giro incorrecta
• Sustituir el codificador
• Comprobar la asignación del conector
y, en caso necesario, modificar
• Comprobar el cableado en el
distribuidor de la máquina y, en caso
necesario, modificar
• Medir las fases del motor y
comprobar los valores
1005 Error Fallo de alimentación eléctrica en el
motor de costura:
• Motor de costura bloqueado
• Cable del codificador no
conectado o defectuoso.
• Codificador defectuoso
• Suprimir el bloqueo
• Comprobar el cable del codificador y
sustituir en caso necesario
• Sustituir el motor de costura
1006 Error Error en el motor de costura:
• Velocidad máx. sobrepasada.
• Cable del motor de costura
defectuoso
• Motor de costura defectuoso
• Desconectar y conectar la máquina
• Sustituir el codificador
• Efectuar un restablecimiento
• Sustituir el motor de costura
• Ponerse en contacto con el
servicio de atención al cliente
1007 Error Error en el recorrido de referencia • Sustituir el codificador
• Eliminar el origen de la rigidez en la
máquina
1008 Error Error codificador-motor de costura • Sustituir el codificador
1010 Error Error de sincronización del motor
de costura:
• Conector del sincronizador
externo (Sub-D, 9 polos) no
conectado
• Conectar el cable del sincronizador
externo a la unidad de control, utilizar
la conexión correcta (Sync)
• Sustituir el interruptor de referencia o
el sincronizador
• Solo es necesario en las máquinas
con transmisión
1011 Error Error de sincronización en el motor
de costura (impulso Z)
• Desconectar la unidad de control, girar
el volante y volver a conectar la uni-
dad de control
• Si el error persiste, comprobar el
codificador
1012 Error Error de sincronización del motor
de costura
• Sustituir el sincronizador
1051 Error Timeout motor de costura:
• Cable entre el motor de costura y
el
Interruptor de referencia defec-
tuoso
• Interruptor de referencia defec-
tuoso
• Sustituir el cable
• Sustituir el interruptor de referencia
1052 Error Sobrecorriente motor de costura:
• Cable del motor de costura
defectuoso
• Motor de costura defectuoso
• Unidad de control defectuosa
• Sustituir el cable del motor de costura
• Sustituir el motor de costura
• Sustituir la unidad de control
1053 Error Sobretensión motor de costura • Comprobar la tensión de red
1054 Error Cortocircuito interno • Sustituir la unidad de control
Código Tipo Posibles causas Subsanación

Ayuda para la subsanación de fallos
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 163
1055 Error Sobrecarga del motor de
costura (I²T):
• Motor de costura con
dificultad de movimiento
o bloqueado
• Motor de costura defectuoso
• Unidad de control defectuosa
• Suprimir el bloqueo o la dificultad de
movimiento
• Sustituir el motor de costura
• Sustituir la unidad de control
1056 Error Sobretemperatura en el motor de
costura:
• Motor de costura con dificultad
de movimiento.
• Motor de costura defectuoso
• Unidad de control defectuosa
• Suprimir dificultad de movimiento
• Sustituir el motor de costura
• Sustituir la unidad de control
1058 Error Velocidad del motor de costura
superior al valor teórico:
• Interruptor de referencia
defectuoso
• Motor de costura defectuoso
• Sustituir el interruptor de referencia
• Sustituir el motor de costura
1060 Error PowerParts • Sustituir la unidad de control
1061 Error Avería del motor de costura
• Codificador defectuoso
• Motor de costura defectuoso
• Desconectar y conectar la máquina
• Sustituir el codificador
• Sustituir el motor de costura
• Ponerse en contacto con el
servicio de atención al cliente
1062 Error Avería del motor de costura (IDMA
error de incremento automático)
• Desconectar y conectar la máquina
1120 Error Error del software.
• Parámetro no inicializado.
• Realizar la actualización de software
1203 Informa-
ción
Motor de costura:
posición no alcanzada
• Desconectar y conectar la máquina
• Realizar la actualización de software
• Ponerse en contacto con el servicio de
atención al cliente
1302 Error Fallo de alimentación eléctrica en
el motor de costura:
• Motor de costura bloqueado
• Cable del codificador no
conectado o defectuoso
• Codificador defectuoso
• Suprimir el bloqueo
• Comprobar el cable del codificador
y sustituir en caso necesario
• Sustituir el motor de costura
1330 Error El motor de costura no responde • Desconectar y conectar la máquina
• Realizar la actualización de software
• Ponerse en contacto con el servicio de
atención al cliente
2102 Error Motor paso a paso eje X:
• Motor paso a paso con
dificultad de movimiento o
bloqueado
• Cable del codificador no
conectado o defectuoso
• Cable del motor paso a paso
no conectado o defectuoso
• Codificador defectuoso
• Motor paso a paso defectuoso
• Suprimir el bloqueo o la dificultad de
movimiento
• Comprobar el cable del codificador y
sustituir en caso necesario
• Sustituir el codificador
En caso de que el motor paso a paso no
reciba corriente:
• Comprobar el cable del motor paso a
paso y sustituir en caso necesario
• Sustituir el motor paso a paso
Código Tipo Posibles causas Subsanación

Ayuda para la subsanación de fallos
164 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
2103 Error Motor paso a paso eje X,
pérdidas de paso:
• Bloqueo o dificultad de
movimiento mecánico
• Suprimir el bloqueo o la dificultad de
movimiento mecánico
2121 Error Motor paso a paso eje X:
• Conector del codificador
(Sub-D, 9 polos) no conectado
o defectuoso
• Codificador defectuoso
• Comprobar la conexión del cable
del codificador y sustituir en caso
necesario
2122 Informa-
ción
Timeout búsqueda corona fónica • Comprobar los cables de conexión
• Comprobar si el motor paso a paso
presenta dificultad de movimiento
2130 Error Motor paso a paso eje X no
responde
• Realizar la actualización de software
• Sustituir la unidad de control
2152 Error Sobrecorriente motor paso a
paso eje X
• Sustituir el motor paso a paso
2153 Error Sobretensión • Comprobar la tensión de red
2155 Error Sobrecarga motor paso a paso eje
X (I²T):
• Motor paso a paso con dificultad
de movimiento o bloqueado
• Motor paso a paso defectuoso
• Unidad de control defectuosa
• Eliminar bloqueo o dificultad de
movimiento
• Sustituir el motor paso a paso
• Sustituir la unidad de control
2156 Error Motor paso a paso eje X:
• Motor paso a paso duro
• Motor paso a paso defectuoso
• Unidad de control defectuosa
• Suprimir dificultad de movimiento.
• Sustituir el motor paso a paso
• Sustituir la unidad de control
2162 Error Avería motor paso a paso eje
X (IDMA autoincremento)
• Desconectar y conectar la máquina.
2171 Error Watchdog • Desconectar y conectar la máquina.
• Realizar la actualización de software
• Ponerse en contacto con el servicio de
atención al cliente.
2172 Error Sobretensión motor paso a paso:
• Tarjeta motor paso a paso
defectuosa.
• Sustituir la unidad de control
2173 Error Error motor paso a paso eje X • Comprobar la conexión
• Medir las fases del motor paso a
paso (R = 2,8 Ω, de alta resistencia
respecto a PE)
• Sustituir el codificador
• Sustituir el motor paso a paso
• Sustituir la unidad de control
2174 Error Error del software • Efectuar un restablecimiento
• Realizar la actualización de software
• Ponerse en contacto con el servicio de
atención al cliente
2175 Error Búsqueda corona fónica • Comprobar la conexión
• Medir las fases del motor paso a
paso (R = 2,8 Ω, de alta resistencia
respecto a PE)
• Sustituir el codificador
• Sustituir el motor paso a paso
• Sustituir la unidad de control
Código Tipo Posibles causas Subsanación

Ayuda para la subsanación de fallos
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 165
2177 Error Sobrecarga del motor paso a
paso (I²T)
• Suprimir el bloqueo o la dificultad de
movimiento
• Sustituir el motor paso a paso
• Sustituir la unidad de control
2178 Error Error codificador • Comprobar la conexión del cable
del codificador y sustituir en caso
necesario
• Sustituir la unidad de control
2179 Error Sensor de corriente:
• Tarjeta motor paso a paso
defectuosa
• Unidad de control defectuosa
• Sustituir la unidad de control
2180 Error Dirección de giro • Sustituir el codificador
• Comprobar la asignación del conector
y, en caso necesario, modificar
• Comprobar el cableado en el
distribuidor de la máquina y, en
caso necesario, modificar
• Medir las fases del motor paso a paso
y comprobar los valores
2181 Error Error en el recorrido de referencia • Sustituir el interruptor de referencia
2182 Error Fallo de alimentación eléctrica
motor paso a paso
• Suprimir el bloqueo
• Comprobar el cable del codificador y
sustituir en caso necesario
• Sustituir el motor paso a paso
2183 Error Sobrecorriente motor paso a paso • Sustituir el cable del motor de costura
• Sustituir el motor paso a paso
• Sustituir la unidad de control
2184 Error Error del software • Efectuar un restablecimiento
• Realizar la actualización de software
• Ponerse en contacto con el servicio de
atención al cliente
2185 Error Error de aislamiento motor paso
a paso
• Compruebe si la fase del motor y
PE tienen una conexión de baja
impedancia
• Sustituir el codificador
• Sustituir el motor paso a paso
2186 Error Error del software • Efectuar un restablecimiento
• Realizar la actualización de software
• Ponerse en contacto con el servicio de
atención al cliente.
2187 Error Error del software • Efectuar un restablecimiento
• Realizar la actualización de software
• Ponerse en contacto con el servicio de
atención al cliente
2188 Error Error del software • Efectuar un restablecimiento
• Realizar la actualización de software
• Ponerse en contacto con el servicio de
atención al cliente
Código Tipo Posibles causas Subsanación

Ayuda para la subsanación de fallos
166 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
2202 Error Motor paso a paso eje Y:
• Motor paso a paso con dificultad
de movimiento o bloqueado
• Cable del codificador no
conectado o defectuoso.
• Cable del motor paso a paso no
conectado o defectuoso
• Codificador defectuoso
• Motor paso a paso defectuoso
• Suprimir el bloqueo o la dificultad
de movimiento
• Comprobar el cable del codificador
y sustituir en caso necesario
• Sustituir el codificador
En caso de que el motor paso a paso no
reciba corriente
• Comprobar el cable del motor paso a
paso y sustituir en caso necesario
• Sustituir el motor paso a paso
2203 Error Motor paso a paso eje Y, pérdidas
de paso:
• Bloqueo o dificultad de
movimiento mecánico
• Suprimir el bloqueo o la dificultad
de movimiento mecánico
2221 Error Motor paso a paso eje Y:
• Conector del codificador (Sub-D,
9 polos) no conectado o
defectuoso
• Codificador defectuoso
• Comprobar la conexión del cable
del codificador y sustituir en caso
necesario
2222 Informa-
ción
Timeout búsqueda corona fónica • Comprobar los cables de conexión
• Comprobar si el motor paso a paso
presenta dificultad de movimiento
2230 Error Motor paso a paso eje Y no
responde
• Realizar la actualización de software
• Sustituir la unidad de control
2252 Error Sobrecorriente motor paso a paso
eje Y
• Sustituir el motor paso a paso
2253 Error Sobretensión • Comprobar la tensión de red
2255 Error Sobrecarga motor paso a paso
eje Y (I²T):
• Motor paso a paso con dificultad
de movimiento o bloqueado
• Motor paso a paso defectuoso
• Unidad de control defectuosa
• Eliminar bloqueo o dificultad de
movimiento
• Sustituir el motor paso a paso
• Sustituir la unidad de control
2256 Error Motor paso a paso eje Y:
• Motor paso a paso duro
• Motor paso a paso defectuoso
• Unidad de control defectuosa
• Suprimir dificultad de movimiento
• Sustituir el motor paso a paso
• Sustituir la unidad de control
2262 Error Avería motor paso a paso
eje Y (IDMA autoincremento)
• Desconectar y conectar la máquina
2271 Error Watchdog • Desconectar y conectar la máquina
• Realizar la actualización de software
• Ponerse en contacto con el servicio de
atención al cliente
2272 Error Sobretensión motor paso a paso:
• Tarjeta motor paso a paso
defectuosa
• Sustituir la unidad de control
2273 Error Error motor paso a paso eje Y • Comprobar la conexión
• Medir las fases del motor paso a
paso (R = 2,8 Ω, de alta resistencia
respecto a PE)
• Sustituir el codificador
• Sustituir el motor paso a paso
• Sustituir la unidad de control
Código Tipo Posibles causas Subsanación

Ayuda para la subsanación de fallos
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 167
2274 Error Error del software • Efectuar un restablecimiento
• Realizar la actualización de software
• Ponerse en contacto con el servicio de
atención al cliente
2275 Error Búsqueda corona fónica • Comprobar la conexión
• Medir las fases del motor paso a
paso (R = 2,8 Ω, de alta resistencia
respecto a PE)
• Sustituir el codificador
• Sustituir el motor paso a paso
• Sustituir la unidad de control
2277 Error Sobrecarga del motor paso a
paso (I²T)
• Suprimir el bloqueo o la dificultad
de movimiento
• Sustituir el motor paso a paso
• Sustituir la unidad de control
2278 Error Error codificador • Comprobar la conexión del cable
del codificador y sustituir en caso
necesario
• Sustituir la unidad de control
2279 Error Sensor de corriente:
• Tarjeta motor paso a paso
defectuosa
• Unidad de control defectuosa
• Sustituir la unidad de control
2280 Error Dirección de giro • Sustituir el codificador
• Comprobar la asignación del conector
y, en caso necesario, modificar
• Comprobar el cableado en el
distribuidor de la máquina y, en caso
necesario, modificar
• Medir las fases del motor paso a paso
y comprobar los valores
2281 Error Error en el recorrido de referencia • Sustituir el interruptor de referencia
2282 Error Fallo de alimentación eléctrica
motor paso a paso
• Suprimir el bloqueo
• Comprobar el cable del codificador
y sustituir en caso necesario
• Sustituir el motor paso a paso
2283 Error Sobrecorriente motor paso a paso • Sustituir el cable del motor de costura
• Sustituir el motor paso a paso
• Sustituir la unidad de control
2284 Error Error del software • Efectuar un restablecimiento
• Realizar la actualización de software
• Ponerse en contacto con el servicio de
atención al cliente
2285 Error Error de aislamiento motor paso
a paso
• Compruebe si la fase del motor y
PE tienen una conexión de baja
impedancia
• Sustituir el codificador
• Sustituir el motor paso a paso
2286 Error Error del software • Efectuar un restablecimiento
• Realizar la actualización de software
• Ponerse en contacto con el servicio de
atención al cliente
2287 Error Error del software • Efectuar un restablecimiento
• Realizar la actualización de software
• Ponerse en contacto con el servicio de
atención al cliente
Código Tipo Posibles causas Subsanación

Ayuda para la subsanación de fallos
168 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
2288 Error Error del software • Efectuar un restablecimiento
• Realizar la actualización de software
• Ponerse en contacto con el servicio de
atención al cliente
2302 Error Motor paso a paso eje Z:
• Motor paso a paso con dificultad
de movimiento o bloqueado
• Cable del codificador no
conectado o defectuoso
• Cable del motor paso a paso no
conectado o defectuoso
• Codificador defectuoso
• Motor paso a paso defectuoso
• Suprimir el bloqueo o la dificultad de
movimiento
• Comprobar el cable del codificador y
sustituir en caso necesario.
• Sustituir el codificador
En caso de que el motor paso a paso no
reciba corriente:
• Comprobar el cable del motor paso a
paso y sustituir en caso necesario
• Sustituir el motor paso a paso
2303 Error Motor paso a paso eje Z, pérdidas
de paso:
• Bloqueo o dificultad de
movimiento mecánico
• Suprimir el bloqueo o la dificultad de
movimiento mecánico
2321 Error Motor paso a paso eje Z:
• Conector del codificador (Sub-D,
9 polos) no conectado o
defectuoso
• Codificador defectuoso
• Comprobar la conexión del cable
del codificador y sustituir en caso
necesario
2322 Informa-
ción
Timeout búsqueda corona fónica • Comprobar los cables de conexión
• Comprobar si el motor paso a paso
presenta dificultad de movimiento
2330 Error Motor paso a paso eje Z no
responde
• Realizar la actualización de software
• Sustituir la unidad de control
2352 Error Sobrecorriente motor paso a paso
eje Z
• Sustituir el motor paso a paso
2353 Error Sobretensión • Comprobar la tensión de red
2355 Error Sobrecarga motor paso a paso
eje Z (I²T):
• Motor paso a paso con dificultad
de movimiento o bloqueado
• Motor paso a paso defectuoso
• Unidad de control defectuosa
• Eliminar bloqueo o dificultad de
movimiento
• Sustituir el motor paso a paso
• Sustituir la unidad de control
2356 Error Motor paso a paso eje Z:
• Motor paso a paso duro
• Motor paso a paso defectuoso
• Unidad de control defectuosa
• Suprimir dificultad de movimiento
• Sustituir el motor paso a paso
• Sustituir la unidad de control
2362 Error Avería motor paso a paso eje
Z (IDMA autoincremento)
• Desconectar y conectar la máquina
2371 Error Watchdog • Desconectar y conectar la máquina
• Realizar la actualización de software
• Ponerse en contacto con el servicio de
atención al cliente
2372 Error Sobretensión motor paso a paso:
• Tarjeta motor paso a paso
defectuosa.
• Sustituir la unidad de control
Código Tipo Posibles causas Subsanación

Ayuda para la subsanación de fallos
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 169
2373 Error Error motor paso a paso eje Z • Comprobar la conexión
• Medir las fases del motor paso a
paso (R = 2,8 Ω, de alta resistencia
respecto a PE)
• Sustituir el codificador
• Sustituir el motor paso a paso
• Sustituir la unidad de control
2374 Error Error del software • Efectuar un restablecimiento
• Realizar la actualización de software
• Ponerse en contacto con el servicio de
atención al cliente
2375 Error Búsqueda corona fónica • Comprobar la conexión
• Medir las fases del motor paso a
paso (R = 2,8 Ω, de alta resistencia
respecto a PE)
• Sustituir el codificador
• Sustituir el motor paso a paso
• Sustituir la unidad de control
2377 Error Sobrecarga del motor paso a
paso (I²T)
• Suprimir el bloqueo o la dificultad
de movimiento
• Sustituir el motor paso a paso
• Sustituir la unidad de control
2378 Error Error codificador • Comprobar la conexión del cable
del codificador y sustituir en caso
necesario
• Sustituir la unidad de control
2379 Error Sensor de corriente:
• Tarjeta motor paso a paso
defectuosa
• Unidad de control defectuosa
• Sustituir la unidad de control
2380 Error Dirección de giro • Sustituir el codificador
• Comprobar la asignación del conector
y, en caso necesario, modificar
• Comprobar el cableado en el
distribuidor de la máquina y, en caso
necesario, modificar
• Medir las fases del motor paso a paso
y comprobar los valores
2381 Error Error en el recorrido de referencia • Sustituir el interruptor de referencia
2382 Error Fallo de alimentación eléctrica
motor paso a paso.
• Suprimir el bloqueo
• Comprobar el cable del codificador y
sustituir en caso necesario.
• Sustituir el motor paso a paso
2383 Error Sobrecorriente motor paso a paso • Sustituir el cable del motor de costura
• Sustituir el motor paso a paso
• Sustituir la unidad de control
2384 Error Error del software • Efectuar un restablecimiento
• Realizar la actualización de software
• Ponerse en contacto con el servicio de
atención al cliente
2385 Error Error de aislamiento motor paso
a paso
• Compruebe si la fase del motor y
PE tienen una conexión de baja
impedancia
• Sustituir el codificador
• Sustituir el motor paso a paso
Código Tipo Posibles causas Subsanación

Ayuda para la subsanación de fallos
170 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
2386 Error Error del software • Efectuar un restablecimiento
• Realizar la actualización de software
• Ponerse en contacto con el servicio de
atención al cliente
2387 Error Error del software • Efectuar un restablecimiento
• Realizar la actualización de software
• Ponerse en contacto con el servicio de
atención al cliente
2388 Error Error del software • Efectuar un restablecimiento
• Realizar la actualización de software
• Ponerse en contacto con el servicio de
atención al cliente
2402 Error Motor paso a paso eje U:
• Motor paso a paso con dificultad
de movimiento o bloqueado
• Cable del codificador no
conectado o defectuoso
• Cable del motor paso a paso no
conectado o defectuoso
• Codificador defectuoso
• Motor paso a paso defectuoso
• Suprimir el bloqueo o la dificultad de
movimiento
• Comprobar el cable del codificador y
sustituir en caso necesario
• Sustituir el codificador
En caso de que el motor paso a paso no
reciba corriente:
• Comprobar el cable del motor paso a
paso y sustituir en caso necesario
• Sustituir el motor paso a paso
2403 Error Motor paso a paso eje U, pérdidas
de paso:
• Bloqueo o dificultad de
movimiento mecánico
• Suprimir el bloqueo o la dificultad de
movimiento mecánico
2421 Error Motor paso a paso eje U:
• Conector del codificador
(Sub-D, 9 polos) no conectado
o defectuoso
• Codificador defectuoso
• Comprobar la conexión del cable
del codificador y sustituir en caso
necesario
2422 Informa-
ción
Timeout búsqueda corona fónica • Comprobar los cables de conexión
• Comprobar si el motor paso a paso
presenta dificultad de movimiento
2430 Error Motor paso a paso eje U no
responde
• Realizar la actualización de software
• Sustituir la unidad de control
2452 Error Sobrecorriente motor paso a paso
eje U
• Sustituir el motor paso a paso
2453 Error Sobretensión • Comprobar la tensión de red
2455 Error Sobrecarga motor paso a paso eje
U (I²T):
• Motor paso a paso con dificultad
de movimiento o bloqueado
• Motor paso a paso defectuoso
• Unidad de control defectuosa
• Eliminar bloqueo o dificultad de
movimiento
• Sustituir el motor paso a paso
• Sustituir la unidad de control
2456 Error Motor paso a paso eje U:
• Motor paso a paso duro
• Motor paso a paso defectuoso
• Unidad de control defectuosa
• Suprimir dificultad de movimiento
• Sustituir el motor paso a paso
• Sustituir la unidad de control
2462 Error • Avería motor paso a paso
eje U (IDMA autoincremento)
• Desconectar y conectar la máquina
2471 Error • Watchdog • Desconectar y conectar la máquina
• Realizar la actualización de software
• Ponerse en contacto con el servicio de
atención al cliente
Código Tipo Posibles causas Subsanación

Ayuda para la subsanación de fallos
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 171
2472 Error Sobretensión motor paso a paso:
• Tarjeta motor paso a paso
defectuosa
• Sustituir la unidad de control
2473 Error Error motor paso a paso eje U • Comprobar la conexión
• Medir las fases del motor paso a
paso (R = 2,8 Ω, de alta resistencia
respecto a PE)
• Sustituir el codificador
• Sustituir el motor paso a paso
• Sustituir la unidad de control
2474 Error Error del software • Efectuar un restablecimiento
• Realizar la actualización de software
• Ponerse en contacto con el servicio de
atención al cliente
2475 Error Búsqueda corona fónica • Comprobar la conexión
• Medir las fases del motor paso a
paso (R = 2,8 Ω, de alta resistencia
respecto a PE)
• Sustituir el codificador
• Sustituir el motor paso a paso
• Sustituir la unidad de control
2477 Error Sobrecarga del motor paso a
paso (I²T)
• Suprimir el bloqueo o la dificultad de
movimiento
• Sustituir el motor paso a paso
• Sustituir la unidad de control
2478 Error Error codificador • Comprobar la conexión del cable
del codificador y sustituir en caso
necesario
• Sustituir la unidad de control
2479 Error Sensor de corriente:
• Tarjeta motor paso a paso
defectuosa
• Unidad de control defectuosa
• Sustituir la unidad de control
2480 Error Dirección de giro • Sustituir el codificador
• Comprobar la asignación del conector
y, en caso necesario, modificar
• Comprobar el cableado en el
distribuidor de la máquina y, en caso
necesario, modificar
• Medir las fases del motor paso a paso
y comprobar los valores
2481 Error Error en el recorrido de referencia • Sustituir el interruptor de referencia
2482 Error Fallo de alimentación eléctrica
motor paso a paso
• Suprimir el bloqueo
• Comprobar el cable del codificador y
sustituir en caso necesario
• Sustituir el motor paso a paso
2483 Error Sobrecorriente motor paso a paso • Sustituir el cable del motor de costura
• Sustituir el motor paso a paso
• Sustituir la unidad de control
2484 Error Error del software • Efectuar un restablecimiento
• Realizar la actualización de software
• Ponerse en contacto con el servicio de
atención al cliente
Código Tipo Posibles causas Subsanación

Ayuda para la subsanación de fallos
172 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
2485 Error Error de aislamiento motor paso
a paso
• Compruebe si la fase del motor y
PE tienen una conexión de baja
impedancia
• Sustituir el codificador
• Sustituir el motor paso a paso
2486 Error Error del software • Efectuar un restablecimiento
• Realizar la actualización de software
• Ponerse en contacto con el servicio de
atención al cliente
2487 Error Error del software • Efectuar un restablecimiento
• Realizar la actualización de software
• Ponerse en contacto con el servicio de
atención al cliente
2488 Error Error del software • Efectuar un restablecimiento
• Realizar la actualización de software
• Ponerse en contacto con el servicio de
atención al cliente
2901 Error Tiempo de espera de referencia • Desconectar y conectar la máquina
• Comprobar la sujeción de los motores
paso a paso
3010 Error Unidad de control: error de tensión
100 V
• Comprobar las conexiones
• Sustituir la unidad de control
3011 Error Unidad de control: error de tensión
100 V
• Comprobar las conexiones
• Sustituir la unidad de control
3012 Error Unidad de control: error de tensión
100 V (I
2
T)
• Desconectar y conectar la máquina
• Comprobar las conexiones
• Sustituir la unidad de control
3020 Error Cortocircuito en la entrada o la
salida 24 V
• Comprobar las conexiones
• Sustituir la unidad de control
3021 Error Cortocircuito en la entrada o la
salida 24 V
• Comprobar las conexiones
• Sustituir la unidad de control
3022 Error Cortocircuito en la entrada o la
salida 24 V (I
2
T)
• Desconectar y conectar la máquina
• Comprobar las conexiones
• Sustituir la unidad de control
3030 Error Error de fase motor de costura • Medir las fases del motor de
costura (R = 2,8 Ω, de alta resistencia
respecto a PE)
• Sustituir el codificador
• Sustituir el motor de costura
• Sustituir la unidad de control
3104 Adver-
tencia
• Pedal no en posición de reposo
• Transmisor de valor teórico
defectuoso
• No pisar el pedal al arrancar la
máquina
• Sustituir el transmisor de valor teórico
4440
–
4459
Error Panel de mando OP3000:
Error interno
• Desconectar y conectar la máquina
• Realizar la actualización de software
• Sustituir el panel de control
6000
–
6299
Error Error interno • Desconectar y conectar la máquina
• Realizar la actualización de software
• Ponerse en contacto con el servicio de
atención al cliente
6351
–
6354
Error
Defecto unidad de control (I
2
C)
• Sustituir la unidad de control
Código Tipo Posibles causas Subsanación

Ayuda para la subsanación de fallos
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 173
6360 Adver-
tencia
Datos de ID de la máquina no
permitidos
• Sustituir la unidad de control
6361 Adver-
tencia
ID de la máquina no conectado • Comprobar la conexión del cable del
ID de la máquina
• Sustituir el ID de la máquina
• Sustituir la unidad de control
6362
–
6367
Error EEprom interna • Sustituir la unidad de control
6400
–
6999
Error Error interno • Desconectar y conectar la máquina
• Realizar la actualización de software
• Ponerse en contacto con el servicio de
atención al cliente
7551-
7659
Error • Error interno
• Avería cableado
• Cable a la interfaz del
panel de mando defectuoso
• Desconectar y conectar la máquina
• Desconectar la fuente de interferencia
• Realizar la actualización de software
• Sustituir el cable
• Ponerse en contacto con el servicio de
atención al cliente
9310 Error • Conector CAN no conectado o
defectuoso
• Aparato distribuidor de cintas
defectuoso
• Sustituir el conector CAN
• Sustituir el aparato distribuidor de
cintas
• Sustituir la unidad de control
9320 Error • Aparato distribuidor de cintas
sucio
• Aparato distribuidor de cintas
defectuoso
• Limpiar el aparato distribuidor de
cintas
• Abrir estrangulador
• Sustituir el aparato distribuidor de
cintas
9910 Error Sensor de inclinación:
• La parte superior de la máquina
está abatida
• Sensor de inclinación no mon-
tado o defectuoso
• Proceso para enderezar la parte
superior de la máquina
• Montar o sustituir el sensor de
inclinación
Código Tipo Posibles causas Subsanación

Ayuda para la subsanación de fallos
174 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
27.3 Error en el proceso de costura
!
Error Posibles causas Subsanación
Desenhebrado al
principio de la costura
El hilo de la aguja está
sometido a demasiada
tensión
Comprobar la tensión del hilo de la
aguja
Rotura del hilo El hilo de la aguja y el hilo de
la lanzadera no están
correctamente enhebrados
Comprobar el recorrido de
enhebrado
La aguja está torcida o
mellada
Sustituir la aguja
La aguja no está bien
introducida en la barra de la
aguja
Introducir la aguja correctamente
en la barra de la aguja
El hilo utilizado no es
adecuado
Utilizar el hilo recomendado
Se ha aplicado demasiada
tensión al hilo utilizado
Comprobar la tensión del hilo
Las piezas conductoras del
hilo, como el conducto del
hilo, la guía del hilo o el
disco tirahilos tienen
cantos afilados
Comprobar el recorrido de
enhebrado
La placa de la aguja, la
lanzadera o el espaciador se
han dañado a causa de la
aguja
Solo el personal técnico
cualificado puede realizar
modificaciones en las piezas
Puntadas escapadas El hilo de la aguja y el hilo de
la lanzadera no están
correctamente enhebrados
Comprobar el recorrido de
enhebrado
La aguja no tiene punta o
está agrietada
Sustituir la aguja
La aguja no está bien
introducida en la barra de la
aguja
Introducir la aguja correctamente en
la barra de la aguja
El grosor de la aguja utili-
zada no es el adecuado
Utilizar el grosor de aguja
recomendado
El portacarretes no está bien
montado
Comprobar el montaje del
portacarretes
Hilo demasiado tenso Comprobar la tensión del hilo
La placa de la aguja, la lan-
zadera o el espaciador se
han dañado a causa de la
aguja
Solo el personal técnico cualificado
puede realizar modificaciones en
las piezas

Ayuda para la subsanación de fallos
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 175
Puntada suelta Las tensiones del hilo no
son adecuadas para el
tejido, el grosor del tejido
o el hilo utilizados
Comprobar la tensión del hilo
El hilo de la aguja y el hilo de
la lanzadera no están
correctamente enhebrados
Comprobar el recorrido de
enhebrado
Rotura de la aguja El grosor de la aguja no es
adecuado para el tejido o el
hilo
Utilizar el grosor de aguja
recomendado
Error Posibles causas Subsanación

Ayuda para la subsanación de fallos
176 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018

Datos técnicos
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 177
28 Datos técnicos
Datos y valores característicos
Datos técnicos Unidad 550-12-33 550-12-34
Tipo de máquina Máquina de coser especial
Tipo de puntada Punto de cadeneta doble
Tipo de lanzadera Transversal a la dirección de cosido
Número de agujas 1
Sistema de agujas 933
Grosor máximo del hilo
Algodón
Hilo torcido revestido (poli-algodón)
[NeB]
[Nm]
15/3
25/2
Lg. de pt. [mm] 3, 4, 5 y 6
Al modificar el valor de fruncido, la
longitud del transporte diferencial
superior e inferior se aumenta a
8 mm y la longitud del transporte
normal se reduce a 2,5 mm.
Anchura de la cinta de refuerzo [mm] 2,25
El número de puntadas (ST) y la
elevación del pie prensatelas (NFH) son
interdependientes
Con utilización como máquina cortadora
sin valor de fruncido
[r. p. m.]
NFH ST
2,5 3000
hasta 4 2500
a partir de 4 2000
2,5 3500
Elevación de la cuchilla
(puede cambiarse a 6 mm)
[mm] - 8
Distancia de corte [mm] - 4,5
Paso por debajo de la cuchilla superior
desconectada
[mm] - 17
Paso por debajo de los pies prensatelas:
Máximo durante la elevación
Máximo durante la costura
[mm]
15
10
Tensión de red [V] 190-240
Frecuencia de red [Hz] 50/60
Presión de servicio [bar] 6
Consumo de aire 0,8
Potencia de conexión [kVA] 1

Datos técnicos
178 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
Prestaciones
La máquina tiene las siguientes prestaciones:
• Máquina de coser crossline de doble punto de cadeneta con una aguja
• Para costuras en línea con tipo de puntada 401
• Con transporte diferencial inferior y superior y pies prensatelas alternos
• Panel de mando OP3000
• Posibilidad de programación de 16 valores de fruncido diferentes
• Se pueden efectuar costuras planas o bien realizar fruncidos arriba o
abajo
• Alimentación de cinta arriba o abajo para una mayor intensidad de
fruncido y para reforzar la costura
• Dos teclas con las siguientes funciones:
• Tecla izquierda: CortDelBord
• Tecla derecha: freno de la cinta
• Con el pulsador de rodilla, el valor de fruncido se puede ajustar a 0
cuando se desee y volver a ajustarlo en el valor de fruncido anterior
• Con una tecla se puede conectar y desconectar el tensado de la cinta
de refuerzo
• Capacidad de almacenamiento de hasta 999 programas de costura
con 30 tramos de costura como máximo cada uno
• Pueden reflejarse las piezas laterales izquierdas/derechas
• En cada tramo de costura pueden ajustarse los siguientes parámetros:
• Valor de fruncido (0-16)
• Tensado de la cinta de refuerzo
• Ajuste rápido de la elevación
• Condensación de puntada
• Para la costura plana se puede ajustar un valor de tramo entre el 0 y
el 50 %
• La longitud de puntada básica es ajustable y no influye en el fruncido
• En las costuras planas se puede ajustar la condensación de puntada
• 550-12-34: con cortabordes para efectuar un fruncido previo y cortar
piezas acolchadas

Anexo
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 179
29 Anexo
29.1 Plano de conexión
Fig. 144: Plano de conexión (1)

Anexo
180 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
Fig. 145: Plano de conexión (2)

Anexo
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 181
Fig. 146: Plano de conexión (3)

Anexo
182 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
Fig. 147: Plano de conexión (4)

Anexo
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 183
Fig. 148: Plano de conexión (5)

Anexo
184 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018
Fig. 149: Plano de conexión (6)

Anexo
Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018 185
29.2 Plano neumático
Fig. 150: Plano neumático
DÜRKOPP ADLER AG
Datum
gez.
02.02.16
Lückenbach
ges.
gepr.
Blatt
Blattz.
1
9770 196001
Änd.
Datum
gez.
gepr.
Pneu.-Geräteplan für
550-12-33 u. 550-12-34
9770 196001
Schlauch
hose
Teile Nr. (Meterware)
Part-No. (yarded goods)
PU3 grau / grey 9731 005004
PU3 rot / red 9731 004014
PU3 grün / green 9731 004024
PU3 gelb / yellow 9731 004034
PU3 blau / blue 9731 004044
0.1
02.12.16
Lückenbach
0.2
17.05.17
Lückenbach
-Y4
-Y2
9710 061412
9710 061432
Hubver-
stellung
Kanten-
schneider
(550-12-34)
Band-
spannungFüßchenlüftung
-Y3
-Y1
grau
grey
grün
green
gelb
yellow
blaau
blue
0196-672620
Y1
NO
Y3
Y2
Y4
0196-172620
Y1
NO
Y3
Y4

Anexo
186 Instrucciones de servicio 550-12-33/-34 - 00.0 - 03/2018


DÜRKOPP ADLER AG
Potsdamer Straße 190
33719 Bielefeld
GERMANY
Phone +49 (0) 521 / 925-00
E-mail service@duerkopp-adler.com
www.duerkopp-adler.com
Subject to design changes - Part of the machines shown with additional equipment - Printed in Germany
© Dürkopp Adler AG - Service Instructions - 0791 550642 ES - 00.0 - 03/2018
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108
-
 109
109
-
 110
110
-
 111
111
-
 112
112
-
 113
113
-
 114
114
-
 115
115
-
 116
116
-
 117
117
-
 118
118
-
 119
119
-
 120
120
-
 121
121
-
 122
122
-
 123
123
-
 124
124
-
 125
125
-
 126
126
-
 127
127
-
 128
128
-
 129
129
-
 130
130
-
 131
131
-
 132
132
-
 133
133
-
 134
134
-
 135
135
-
 136
136
-
 137
137
-
 138
138
-
 139
139
-
 140
140
-
 141
141
-
 142
142
-
 143
143
-
 144
144
-
 145
145
-
 146
146
-
 147
147
-
 148
148
-
 149
149
-
 150
150
-
 151
151
-
 152
152
-
 153
153
-
 154
154
-
 155
155
-
 156
156
-
 157
157
-
 158
158
-
 159
159
-
 160
160
-
 161
161
-
 162
162
-
 163
163
-
 164
164
-
 165
165
-
 166
166
-
 167
167
-
 168
168
-
 169
169
-
 170
170
-
 171
171
-
 172
172
-
 173
173
-
 174
174
-
 175
175
-
 176
176
-
 177
177
-
 178
178
-
 179
179
-
 180
180
-
 181
181
-
 182
182
-
 183
183
-
 184
184
-
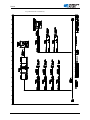 185
185
-
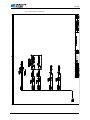 186
186
-
 187
187
-
 188
188
-
 189
189
-
 190
190






























































































































































































Duerkopp Adler 550-12-34 Service Instructions
- Categoría
- Máquinas de coser
- Tipo
- Service Instructions
- Este manual también es adecuado para
Artículos relacionados
-
 Duerkopp Adler 868 Instrucciones de operación
Duerkopp Adler 868 Instrucciones de operación
-
 Duerkopp Adler 550-867 Service Instructions
Duerkopp Adler 550-867 Service Instructions
-
 Duerkopp Adler D868 Instrucciones de operación
Duerkopp Adler D868 Instrucciones de operación
-
 Duerkopp Adler D868 Manual de usuario
Duerkopp Adler D868 Manual de usuario
-
 Duerkopp Adler D867 Manual de usuario
Duerkopp Adler D867 Manual de usuario
-
 Duerkopp Adler 550-12-33 Instrucciones de operación
Duerkopp Adler 550-12-33 Instrucciones de operación
-
 Duerkopp Adler 669 Instrucciones de operación
Duerkopp Adler 669 Instrucciones de operación
-
 Duerkopp Adler 120 Manual de usuario
Duerkopp Adler 120 Manual de usuario
-
 Duerkopp Adler 550-12-26 Instrucciones de operación
Duerkopp Adler 550-12-26 Instrucciones de operación
-
 Duerkopp Adler 195 Service Instructions
Duerkopp Adler 195 Service Instructions









