ESAB m3® Plasma System Pre-Installation m3 G2 Plasma System Guía de instalación
- Categoría
- Sistema de soldadura
- Tipo
- Guía de instalación

系统安装前的准备
m3 G2等离子弧切割系统
系统预安装说明书
0558009787 04/2009
La página se está cargando...
La página se está cargando...
La página se está cargando...

5
第1章 安全及注意事项
1.0 安全及注意事项
1.1 安全须知-中文
注意:这些安全及注意事项是您安全的
保障。这些是后面提到的附加安全信息
的总结。在执行任何安装或操作前,请
务必阅读并遵守以下及其他手册、材料
安全数据表及标签中列出的预防措施。不遵守安
全注意事项可能导致人身伤害或死亡。
保 护自己 和他 人 -有些焊接、切
割和气刨过程有噪音,需要保护耳
朵。电弧,就像太阳一样,发出紫外
线(UV)和其他放射线,可能会伤害
皮肤和眼睛。灼热金属可引起灼伤。为防止发生
意外,关于工艺和设备正确使用的培训是必不可
少 的 。因 此 :
1.在任何工作区域,必须戴有护边的防护眼镜;即
使 在 戴 了 焊 接 头 盔 、面 罩 和 护 目 镜 时 。
2.在操作或观察别人操作时,请使用装有合适的过
滤片和保护片的面罩来保护您的眼睛、面部、颈
部不受火花和电弧光的伤害。警告围观者不要看
电弧,不把自己暴露在电弧或热金属的光芒下。
3.请佩戴用防火材料制作的长手套、长袖厚衬衫、
无腰长裤、高帮鞋以及电焊面罩或防护帽来保护
头 发 免 受 电 弧 光 、热 火 花 或 铁 水 的 伤 害 ;也 可 以
用防火材料做成的围裙来保护免受辐射热及火
花的伤害。
4 . 热 火 花 或 金 属 很 容 易 落 在 卷 起 的 袖 子 、裤 腿 、 袖
口或口袋中,所以袖子、领口应保持扣紧;衣服的
前面不能有开口的口袋。
5.使用适当的非易燃的隔板或帘子来保护把其他
人员免受电弧光和热火花的伤害。
6.打磨和除渣时,请使用护目镜外加安全防护眼
镜。焊渣可能会很热;打磨下来的渣可以飞远。
旁观者也应戴护目镜外加防护眼镜。
火灾和爆炸-火焰和电弧热可以
造成火灾。热的焊渣或火花也能引
起火灾和爆炸。因此:
1.清除所有易燃物品,使之远离工作区或用不
易燃的材料覆盖。易燃材料包括木材、布
料、木屑、液体和气体燃料、溶剂,油漆和
涂料、纸张等
2.热的火花或金属会落到地板或墙壁开口裂
缝,导致一个隐藏的阴燃火灾。请确保正确
处理这些开口裂缝。
3.因为有的工件上可能会产生易燃或有毒气
体,在工件被完全清除前,不要进行焊接、
切割或其他加热作业。不要在密闭容器内进
行高温作业。这可能会引起爆炸。
4.准备好灭火设备如花园水管、水桶、沙桶、
或手提式灭火器。并且要确保你知道如何使
用这些工具。
5.不要超过设备的额定输出。例如过载焊接电
缆可能会过热并造成火灾。
6.在完成作业后,检查工作区确保没有会导致
火灾的热火花或金属。必要时要用火灾观测
器。
7.有关其他信息,请参阅美国消防协会标准
51B“切割和焊接过程中的防火知识”。美
国消防协会,BatterymarchPark,Quincy,
麻省02269。
电击–接触带电的电器件及其接
地可导致严重的伤害或死亡。如果
运动受限或有跌落的危险时,不要
在潮湿的地方使用交流焊接。
La página se está cargando...
La página se está cargando...
La página se está cargando...

9
SECCION 1 SEGURIDAD
1.2 安全须知-西班牙文
ADVERTENCIA: Estas Precauciones de Se-
guridad son para su protección. Ellas hacen
resumen de información proveniente de las
referencias listadas en la sección "Información Adi-
cional Sobre La Seguridad". Antes de hacer cualquier
instalación o procedimiento de operación , asegúrese
de leer y seguir las precauciones de seguridad listadas
a continuación así como también todo manual, hoja
de datos de seguridad del material, calcomanias, etc.
El no observar las Precauciones de Seguridad puede
resultar en daño a la persona o muerte.
PROTEJASE USTED Y A LOS DEMAS--
Algunos procesos de soldadura, corte
y ranurado son ruidosos y requiren
protección para los oídos. El arco,
como el sol , emite rayos ultravioleta
(UV) y otras radiaciones que pueden dañar la piel
y los ojos. El metal caliente causa quemaduras. EL
entrenamiento en el uso propio de los equipos y
sus procesos es esencial para prevenir accidentes.
Por lo tanto:
1. Utilice gafas de seguridad con protección a los lados
siempre que esté en el área de trabajo, aún cuando
esté usando careta de soldar, protector para su cara
u otro tipo de protección.
2. Use una careta que tenga el ltro correcto y lente
para proteger sus ojos, cara, cuello, y oídos de las
chispas y rayos del arco cuando se esté operando y
observando las operaciones. Alerte a todas las per-
sonas cercanas de no mirar el arco y no exponerse
a los rayos del arco eléctrico o el metal fundido.
3. Use guantes de cuero a prueba de fuego, camisa
pesada de mangas largas, pantalón de ruedo liso,
zapato alto al tobillo, y careta de soldar con capucha
para el pelo, para proteger el cuerpo de los rayos y
chispas calientes provenientes del metal fundido.
En ocaciones un delantal a prueba de fuego es
necesario para protegerse del calor radiado y las
chispas.
4. Chispas y partículas de metal caliente puede alojarse
en las mangas enrolladas de la camisa , el ruedo del
pantalón o los bolsillos. Mangas y cuellos deberán
mantenerse abotonados, bolsillos al frente de la
camisa deberán ser cerrados o eliminados.
5. Proteja a otras personas de los rayos del arco y chis-
pas calientes con una cortina adecuada no-amable
como división.
6. Use careta protectora además de sus gafas de segu-
ridad cuando esté removiendo escoria o puliendo.
La escoria puede estar caliente y desprenderse con
velocidad. Personas cercanas deberán usar gafas
de seguridad y careta protectora.
FUEGO Y EXPLOSIONES -- El calor de
las amas y el arco pueden ocacionar
fuegos. Escoria caliente y las chispas
pueden causar fuegos y explosiones.
Por lo tanto:
1. Remueva todo material combustible lejos del área
de trabajo o cubra los materiales con una cobija a
prueba de fuego. Materiales combustibles incluyen
madera, ropa, líquidos y gases amables, solventes,
pinturas, papel, etc.
2. Chispas y partículas de metal pueden introducirse en
las grietas y agujeros de pisos y paredes causando
fuegos escondidos en otros niveles o espacios.
Asegúrese de que toda grieta y agujero esté cubierto
para proteger lugares adyacentes contra fuegos.
3. No corte, suelde o haga cualquier otro trabajo
relacionado hasta que la pieza de trabajo esté to-
talmente limpia y libre de substancias que puedan
producir gases inamables o vapores tóxicos. No
trabaje dentro o fuera de contenedores o tanques
cerrados. Estos pueden explotar si contienen vapores
inamables.
4. Tenga siempre a la mano equipo extintor de fuego
para uso instantáneo, como por ejemplo una
manguera con agua, cubeta con agua, cubeta con
arena, o extintor portátil. Asegúrese que usted esta
entrenado para su uso.
5. No use el equipo fuera de su rango de operación.
Por ejemplo, el calor causado por cable sobrecarga
en los cables de soldar pueden ocasionar un fuego.
6. Después de termirar la operación del equipo, inspec-
cione el área de trabajo para cerciorarse de que las
chispas o metal caliente ocasionen un fuego más
tarde. Tenga personal asignado para vigilar si es
necesario.
7. Para información adicional , haga referencia a la
publicación NFPA Standard 51B, "Fire Prevention in
Use of Cutting and Welding Processes", disponible
a través de la National Fire Protection Association,
Batterymarch Park, Quincy, MA 02269.
CHOQUE ELECTRICO -- El contacto
con las partes eléctricas energizadas
y tierra puede causar daño severo o
muerte. NO use soldadura de corri-
ente alterna (AC) en áreas húmedas,
de movimiento connado en lugares estrechos o
si hay posibilidad de caer al suelo.

10
SECCION 1 SEGURIDAD
1. Asegúrese de que el chasis de la fuente de poder
esté conectado a tierra através del sistema de
electricidad primario.
2. Conecte la pieza de trabajo a un buen sistema de
tierra física.
3. Conecte el cable de retorno a la pieza de trabajo.
Cables y conductores expuestos o con malas
conexiones pueden exponer al operador u otras
personas a un choque eléctrico fatal.
4. Use el equipo solamente si está en buenas condi-
ciones. Reemplaze cables rotos, dañados o con
conductores expuestos.
5. Mantenga todo seco, incluyendo su ropa, el área de
trabajo, los cables, antorchas, pinza del electrodo,
y la fuente de poder.
6. Asegúrese que todas las partes de su cuerpo están
insuladas de ambos, la pieza de trabajo y tierra.
7. No se pare directamente sobre metal o tierra mien-
tras trabaja en lugares estrechos o áreas húmedas;
trabaje sobre un pedazo de madera seco o una
plataforma insulada y use zapatos con suela de
goma.
8. Use guantes secos y sin agujeros antes de energizar
el equipo.
9. Apage el equipo antes de quitarse sus guantes.
10. Use como referencia la publicación ANSI/ASC
Standard Z49.1 (listado en la próxima página) para
recomendaciones especícas de como conectar el
equipo a tierra. No confunda el cable de soldar a
la pieza de trabajo con el cable a tierra.
CAMPOS ELECTRICOS Y MAGNETI-
COS - Son peligrosos. La corriente
eléctrica uye através de cualquier
conductor causando a nivel local
Campos Eléctricos y Magnéticos
(EMF). Las corrientes en el área de corte y soldadura,
crean EMF alrrededor de los cables de soldar y las
maquinas. Por lo tanto:
1. Soldadores u Operadores que use marca-pasos para
el corazón deberán consultar a su médico antes de
soldar. El Campo Electromagnético (EMF) puede
interferir con algunos marca-pasos.
2. Exponerse a campos electromagnéticos (EMF) puede
causar otros efectos de salud aún desconocidos.
3. Los soldadores deberán usar los siguientes proced-
imientos para minimizar exponerse al EMF:
A. Mantenga el electrodo y el cable a la pieza de
trabajo juntos, hasta llegar a la pieza que usted
quiere soldar. Asegúrelos uno junto al otro con
cinta adhesiva cuando sea posible.
B. Nunca envuelva los cables de soldar alrededor
de su cuerpo.
C. Nunca ubique su cuerpo entre la antorcha y el
cable, a la pieza de trabajo. Mantega los cables a
un sólo lado de su cuerpo.
D. Conecte el cable de trabajo a la pieza de trabajo
lo más cercano posible al área de la soldadura.
E. Mantenga la fuente de poder y los cables de soldar
lo más lejos posible de su cuerpo.
HUMO Y GASES -- El humo y los
gases, pueden causar malestar o
daño, particularmente en espacios
sin ventilación. No inhale el humo
o gases. El gas de protección puede
causar falta de oxígeno.
Por lo tanto:
1. Siempre provea ventilación adecuada en el área
de trabajo por medio natural o mecánico. No solde,
corte, o ranure materiales con hierro galvanizado,
acero inoxidable, cobre, zinc, plomo, berílio, o cad-
mio a menos que provea ventilación mecánica
positiva . No respire los gases producidos por
estos materiales.
2. No opere cerca de lugares donde se aplique sub-
stancias químicas en aerosol. El calor de los rayos
del arco pueden reaccionar con los vapores de
hidrocarburo clorinado para formar un fosfógeno,
o gas tóxico, y otros irritant es.
3. Si momentáneamente desarrolla inrritación de
ojos, nariz o garganta mientras est á operando, es
indicación de que la ventilación no es apropiada.
Pare de trabajar y tome las medidas necesarias
para mejorar la ventilación en el área de trabajo.
No continúe operando si el malestar físico per-
siste.
4. Haga referencia a la publicación ANSI/ASC Standard
Z49.1 (Vea la lista a continuación) para recomen-
daciones especícas en la ventilación.

11
SECCION 1 SEGURIDAD
5. ADVERTENCIA-- Este producto cuando se uti-
liza para soldaduras o cortes,
produce humos o gases, los
cuales contienen químicos
conocidos por el Estado de Cali-
fornia de causar defectos en el
nacimiento, o en algunos casos,
Cancer. (California Health &
Safety Code §25249.5 et seq.)
MANEJO DE CILINDROS-- Los
cilindros, si no son manejados
correctamente, pueden romp-
erse y liberar violentamente
gases. Rotura repentina del
cilindro, válvula, o válvula de
escape puede causar daño o
muerte. Por lo tanto:
1. Utilize el gas apropiado para el proceso y utilize
un regulador diseñado para operar y reducir la
presión del cilindro de gas . No utilice adapta-
dores. Mantenga las mangueras y las conexiones
en buenas condiciones. Observe las instrucciones
de operación del manufacturero para montar el
regulador en el cilindro de gas comprimido.
2. Asegure siempre los cilindros en posición vertical
y amárrelos con una correa o cadena adecuada
para asegurar el cilindro al carro, transportes, tablil-
leros, paredes, postes, o armazón. Nunca asegure
los cilindros a la mesa de trabajo o las piezas que
son parte del circuito de soldadura . Este puede ser
parte del circuito elélectrico.
3. Cuando el cilindro no está en uso, mantenga la
válvula del cilindro cerrada. Ponga el capote de
protección sobre la válvula si el regulador no
está conectado. Asegure y mueva los cilindros
utilizando un carro o transporte adecuado. Evite
el manejo brusco de los
MANTENIMIENTO DEL EQUIPO -- Equipo
defectuoso o mal mantenido puede
causar daño o muerte. Por lo tanto:
1. Siempre tenga personal cualicado para efec-
tuar l a instalación, diagnóstico, y mantenimiento
del equipo. No ejecute ningún trabajo eléctrico a
menos que usted esté cualicado para hacer el
trabajo.
2. Antes de dar mantenimiento en el interior de la
fuente de poder, desconecte la fuente de poder
del suministro de electricidad primaria.
3. Mantenga los cables, cable a tierra, conexciones,
cable primario, y cualquier otra fuente de poder
en buen estado operacional. No opere ningún
equipo en malas condiciones.
4. No abuse del equipo y sus accesorios. Mantenga
el equipo lejos de cosas que generen calor como
hornos, también lugares húmedos como charcos
de agua , aceite o grasa, atmósferas corrosivas y
las inclemencias del tiempo.
5. Mantenga todos los artículos de seguridad y
coverturas del equipo en su posición y en buenas
condiciones.
6. Use el equipo sólo para el propósito que fue
diseñado. No modique el equipo en ninguna
manera.
INFORMACION ADICIONAL DE SEGURI-
DAD -- Para más información sobre las
prácticas de seguridad de los equipos de
arco eléctrico para soldar y cortar, pregunte
a su suplidor por una copia de "Precautions
and Safe Practices for Arc Welding, Cutting
and Gouging-Form 52-529.
Las siguientes publicaciones, disponibles através de
la American Welding Society, 550 N.W. LeJuene Road,
Miami, FL 33126, son recomendadas para usted:
1. ANSI/ASC Z49.1 - "Safety in Welding and Cutting"
2. AWS C5.1 - "Recommended Practices for Plasma Arc
Welding"
3. AWS C5.2 - "Recommended Practices for Plasma Arc
Cutting"
4. AWS C5.3 - "Recommended Practices for Air Carbon
Arc Gouging and Cutting"

12
SECCION 1 SEGURIDAD
SIGNIFICADO DE LOS SIMBOLOS
-- Según usted avanza en la lectura
de este folleto: Los Símbolos Sig-
nican ¡Atención! ¡Esté Alerta! Se
trata de su seguridad.
Signica riesgo inmediato que,
de no ser evadido, puede resultar
inmediatamente en serio daño
personal o la muerte.
Signica el riesgo de un peligro
potencial que puede resultar en
serio daño personal o la muerte.
Signica el posible riesgo que
puede resultar en menores daños
a la persona.

13
SECTION 1 SÉCURITÉ
1.3 安全须知-法文
INCENDIES ET EXPLOSIONS -- La
chaleur provenant des ammes ou de
l'arc peut provoquer un incendie. Le
laitier incandescent ou les étincelles
peuvent également provoquer un
incendie ou une explosion. Par conséquent :
1. Éloignez susamment tous les matériaux combus-
tibles de l'aire de travail et recouvrez les matériaux
avec un revêtement protecteur ininammable. Les
matériaux combustibles incluent le bois, les vête-
ments, la sciure, le gaz et les liquides combustibles,
les solvants, les peintures et les revêtements, le
papier, etc.
2. Les étincelles et les projections de métal incan-
descent peuvent tomber dans les ssures dans
les planchers ou dans les ouvertures des murs et
déclencher un incendie couvant à l'étage inférieur
Assurez-vous que ces ouvertures sont bien protégées
des étincelles et du métal incandescent.
3. N'exécutez pas de soudure, de coupe ou autre tra-
vail à chaud avant d'avoir complètement nettoyé la
surface de la pièce à traiter de façon à ce qu'il n'ait
aucune substance présente qui pourrait produire
des vapeurs inammables ou toxiques. N'exécutez
pas de travail à chaud sur des contenants fermés
car ces derniers pourraient exploser.
4. Assurez-vous qu'un équipement d'extinction
d'incendie est disponible et prêt à servir, tel qu'un
tuyau d'arrosage, un seau d'eau, un seau de sable
ou un extincteur portatif. Assurez-vous d'être bien
instruit par rapport à l'usage de cet équipement.
5. Assurez-vous de ne pas excéder la capacité de
l'équipement. Par exemple, un câble de soudage
surchargé peut surchauer et provoquer un in-
cendie.
6. Une fois les opérations terminées, inspectez l'aire de
travail pour assurer qu'aucune étincelle ou projec-
tion de métal incandescent ne risque de provoquer
un incendie ultérieurement. Employez des guetteurs
d'incendie au besoin.
7. Pour obtenir des informations supplémentaires,
consultez le NFPA Standard 51B, "Fire Prevention in
Use of Cutting and Welding Processes", disponible au
National Fire Protection Association, Batterymarch
Park, Quincy, MA 02269.
CHOC ÉLECTRIQUE -- Le contact avec
des pièces électriques ou les pièces
de mise à la terre sous tension peut
causer des blessures graves ou mor-
telles. NE PAS utiliser un courant de
soudage c.a. dans un endroit humide, en espace
restreint ou si un danger de chute se pose.
AVERTISSEMENT : Ces règles de sécurité
ont pour but d'assurer votre protection. Ils
récapitulent les informations de précaution
provenant des références dans la section
des Informations de sécurité supplémentaires. Avant
de procéder à l'installation ou d'utiliser l'unité, assurez-
vous de lire et de suivre les précautions de sécurité ci-
dessous, dans les manuels, les ches d'information sur la
sécurité du matériel et sur les étiquettes, etc. Tout défaut
d'observer ces précautions de sécurité peut entraîner
des blessures graves ou mortelles.
PROTÉGEZ-VOUS -- Les processus de
soudage, de coupage et de gougeage
produisent un niveau de bruit élevé et
exige l'emploi d'une protection auditive. L'arc, tout
comme le soleil, émet des rayons ultraviolets en plus
d'autre rayons qui peuvent causer des blessures à la
peau et les yeux. Le métal incandescent peut causer
des brûlures. Une formation reliée à l'usage des
processus et de l'équipement est essentielle pour
prévenir les accidents. Par conséquent:
1. Portez des lunettes protectrices munies d'écrans la-
téraux lorsque vous êtes dans l'aire de travail, même
si vous devez porter un casque de soudeur, un écran
facial ou des lunettes étanches.
2. Portez un écran facial muni de verres ltrants et de
plaques protectrices appropriées an de protéger
vos yeux, votre visage, votre cou et vos oreilles des
étincelles et des rayons de l'arc lors d'une opération
ou lorsque vous observez une opération. Avertissez
les personnes se trouvant à proximité de ne pas re-
garder l'arc et de ne pas s'exposer aux rayons de l'arc
électrique ou le métal incandescent.
3. Portez des gants ignifugiés à crispin, une chemise
épaisse à manches longues, des pantalons sans rebord
et des chaussures montantes an de vous protéger des
rayons de l'arc, des étincelles et du métal incandescent,
en plus d'un casque de soudeur ou casquette pour
protéger vos cheveux. Il est également recommandé
de porter un tablier ininammable an de vous proté-
ger des étincelles et de la chaleur par rayonnement.
4. Les étincelles et les projections de métal incandescent
risquent de se loger dans les manches retroussées,
les rebords de pantalons ou les poches. Il est recom-
mandé de garder boutonnés le col et les manches et
de porter des vêtements sans poches en avant.
5. Protégez toute personne se trouvant à proximité des
étincelles et des rayons de l'arc à l'aide d'un rideau ou
d'une cloison ininammable.
6. Portez des lunettes étanches par dessus vos lunettes
de sécurité lors des opérations d'écaillage ou de
meulage du laitier. Les écailles de laitier incandescent
peuvent être projetées à des distances considérables.
Les personnes se trouvant à proximité doivent égale-
ment porter des lunettes étanches par dessus leur
lunettes de sécurité.
La página se está cargando...
La página se está cargando...
La página se está cargando...

17
第2章 系统部件间的连接
2.0m3CAN等离子弧切割系统的互联
等离子电源
冷却液循环器
冷却循环器控制电缆
切割电源控制电缆
急停
数字输入输出
(必须230VAC,如果
采用伊萨调高)
外接电源
控制接口箱
CAN(1)
电源电缆
引弧电缆
冷却液供应管
冷却液回流管
CAN(5)
调高电源
CAN(2)
CAN(3)
CAN(4)
保护气控制器电源
空气
氮气
氧气
甲烷
H35
氩气
气体过滤器组
空气帘软管
保护气软管
电源
等离子气1(Air/N2/O2)
等离子气2(Air/N2/O2)
空气
氮气
氧气
甲烷
保护气控制器
急停
CAN
远程起弧器
割炬(电源电缆,引弧电缆,冷却液管)
电弧电压
电源
CAN
自动调高
(可选)
空气帘软管
保护气软管
等离子气软管
等离子气控制器
H35
氩气
CAN
Manual # 0558007865 - Rev.0 1/2 008
Service Manual
This manual provides service / troubleshooting
instructions for CC11 consoles beginning with
AORJ735024 models.
CC11
COOLANT
CI RC U L AT OR
PN 0 55 80 07515
空气帘
(可选)
Vision50P数控
空气帘
La página se está cargando...

19
2.2 燃氣過濾器組件安裝
Air
N2
O2
CH4
H35Argon
第2章 系统部件间的连接
La página se está cargando...

21
第3章 与VISION50P数控之间的连接
3.0Vision50P数控(0558008253)
K
12.75英寸
(323.9mm)
9.2 5 英寸
(235.0mm)
Vision50P宽度是4.62英寸
( 1 1 7 . 5 毫 米 )。如 果 把 在 前 面 面 板
上 的 旋 转 按 钮 包 括 进 去 的 话 ,宽 度
是 5 . 1 2 英 寸( 1 3 0 . 2 毫 米 )。
重量:
10 磅(4 .5 公斤)
Vision 50P是一个带有触摸屏的数控,用来控制等离子切割和划线过程,包括气体、电流和时序的控
制。但Vision 50P不涉及机器的运动控制。Vision 50P采用基于PC的操作面板和ACON协议来控制外围设
备。Vision 50P有8.4英寸(213.4毫米)具有触摸功能的VGA显示器,外加一个用来跳转和确认的增量电
位按钮,以及一个用于授权管理的开关。CAN总线和电源通过一个8引脚的接头连接。Vision 50P另外还
有以太网口和USB接口以方便通讯和维护。
La página se está cargando...
La página se está cargando...
La página se está cargando...

25
第4章保护气控制器
保护气控制器的功能是从空气、氮气、氧气、甲烷中选择不同的气体来形成不同的保护气(SG),等离子气1(PG1
)和等离子气2(PG2)。这样的选择是通过一组电磁阀完成的。数控通过CAN总线向各部件发送命令控制所有的
电磁阀。系统会检测保护气和等离子气的气压和气流,并通过CAN-总线反馈给Vision50P数控,从而达到自我诊
断的目的。
同时,保护气控制器内也有控制空气帘的电磁阀。默认的电源输入为230伏交流,并提供24伏直流和24伏交流给
等离子控制器。如需要,用户可以改变设置将输入电压改为115伏。
4.0保护气控制器(0558008251)
*11.63英寸(295.3毫米)包括正面和背面的接头
重量:
5 .0 磅(11 .3 公斤)
7.8 8 英寸
(2 0 0 .0 毫 米 )
8.25英寸
(209.6毫米)
*8.12英寸
( 2 0 6 .4 毫 米 )
4.1功能与特点
注意:
空气帘的稳压阀出厂时设为
40psi(2.8bar)。这个压力适合切
割 低 碳 钢 ;如 果 切 割 不 锈 钢 或 铝 合
金,请调到20psi(1.4bar)。
注意:
对所 需 气体 的 要求 参见7.1
La página se está cargando...

27
第4章保护气控制器
4.2连接
保护气控制器总共有3条电缆,5个气体输入和4个气体输出。其中3条电缆分别是115/230伏交流电源输入,24伏
交直流电源输出和CA N总线;5个气体输入:空气、氮气、氧气、甲烷和空气帘;4个气体输出:保护气(SG)、等离子
气1(PG1)、等离子气2(PG2)和空气帘。所有的气体接头列表如下。
气体 接头描述 ESAB零件号
输入
空气 1/4”NPTx“B”惰性气体,右旋螺纹,公头 810Z30
氮气 1/4”NPTx“B”惰性气体,右旋螺纹,母头 74S76
氧气 1/4”NPTx“B”氧气,右旋螺纹,公头 83389
甲烷 1/4”NPTx“B”可燃气体,左旋螺纹,公头 83390
空气帘 1/4”NPTx“B”惰性气体,右旋螺纹,公头 810Z30
输出
保护气 1/4”NPTx“B”惰性气体,右旋螺纹,公头 810Z30
等离子气1 1/4”NPTx“B”惰性气体,右旋螺纹,母头 74S76
等离子气2 1/4”NPTx“B”氧气,右旋螺纹,公头 83389
空气帘 1/4”NPTx“B”惰性气体,左旋螺纹,母头 811N16
La página se está cargando...

29
第5章 等离子气控制器
5.1功能与特点
等离子气控制器从4个气体输入(氩、H35、PG1和PG2)中选择一个作为等离子气(PG)输出。等离子气控制器的24
伏电源是通过保护器控制器提供的;它通过CAN总线直接从CNC数控中获得命令。等离子气控制器也可以通过反
馈等离子气流量来进行自我诊断。
保护气支架
(0558008459)
*6.25英寸
(15 8 .8 毫 米)
4 .5 0 英寸
(114 .3毫 米)
6.5 0 英寸
(1 6 5 .1毫 米 )
4 .7 5 英 寸
(1 2 0 .7 毫 米 )
*8.50英寸(215.9毫米)包括正面和背面的接头,
以及保护气支架
重量:
9.3 磅(4 .2公斤)
5.0等离子气控制器(0558008252)
注意:
CAN通讯电缆必须和割炬导线分离开
来布线。
注:所 需 气体 的 规 格见7.1
La página se está cargando...
La página se está cargando...
La página se está cargando...

33
第6章 远程起弧器
6.0远程起弧器(0558008150)
* 包 括 上 面 的 手 柄 共 9 .7 5 英 寸( 2 4 7.7 毫 米)
17.0 0 英寸
(431.8 毫 米)
重量:
2 8 .5 磅(1 2 .9 公斤)
7.5 0 英寸
(19 0.5 毫 米)
*8.75英寸
(222.3毫米)
远程弧启动盒通常简称为RAS。RAS是Vision 50P数控和EPP系列等离子电源之间的接口;并且提供稳定的等离子
弧。RAS同时还提供电弧电压给割炬高度自动控制器,从而控制割炬在工件以上适当的高度。
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...

气体
及压力
最大气体流量-CFH(CMH)
使用PT-36割炬时
气体纯度
EPP-201 EPP-360 EPP-450 EPP-601
切割空气
(8 0 p si/5 .5 b a r)
269
(7.6)
269
(7.6)
474
(1 3 .4 )
474
(1 3 .4 )
25microns过滤
根据DINQualityISO8573-1,油污量mg/
m3=0.1,2类;颗粒大小0.1µm,1类;温度
+3°C,4类
空气帘用空气
(8 0 p si/5 .5 b a r)
1200
(34)
1200
(34)
1200
(34)
1200
(34)
干 净 ,干 燥 ,没 有 油 污
25microns过滤
氩气
(12 5 p si/8 .6 b a r)
100
(2 .8)
100
(2 .8)
100
(2 .8)
100
(2 .8)
99.995%,25microns过滤
甲烷
(75 p si/5.2 b a r)
85
( 2 .4 )
85
( 2 .4 )
85
( 2 .4 )
85
( 2 .4 )
93%,25microns过滤
H35
(75 p si/5.2 b a r)
95
( 2 .7 )
202
(5 .7 )
202
(5 .7 )
254
(7.2)
99.995%,25microns过滤
氮气
(125psi/
8 .6 b a r)
385
(10.9)
496
(14 .0)
496
(14 .0)
496
(14 .0)
99.99%,25microns过滤
氧气
(12 5 p si/8 .6 b a r)
66
(1.9)
190
(5 .4 )
295
(8 .4 )
295
(8 .4 )
99.5%,25microns过滤
注:600安培的喷嘴不能划线。
注意:
夹持时必须离开割炬头1.25英寸(31.7毫米)以上;而
且必须夹在割炬的绝缘体上
第7章PT-36等离子割炬
7.1PT-36的技术规格
125PSIG(8.6bars)压力下对气流的通常要求:
最大等离子气流:300scfh(8.4cmh)最大保护气流:350scfh(9.8cmh)
注:最大气体流量不代表在任何情况下都使用的实际流量,而是系统的最大设计值。
7.1 .1 气体 要求
2 .0 0 英寸
(5 0 .8 m m )
7.5 4 英寸
(191.5 m m )
6 .17 英寸
(1 5 6 .7 m m )
10.50英寸(266.7mm)
(皮套长度)
9 .1 3 英寸
(2 31.9 m m )
38

部件 气体 最大压力-PSI(Bar) 最大流量-SCFH(CMH)
保护气控制器
氧气 125(8.6) 295(8.4)
氮气 125(8.6) 500(14.2)
空气 80(5.5) 475(13.5)
甲烷 75(5.2) 85(2.4)
空气帘气体接入 80(5.5) 1200(34)
等离子气保护器
等离子气1和2 125(8.6) 255(7.2)
氩气 125(8.6) 100(2.8)
H35 75(5.2) 255(7.2)
7.1.2 推荐的稳压器
液缸气瓶:
氧气
:R-76-150-540LC ..................................... 零件号19777
氮气
:R-76-150-580LC ..................................... 零件号19977
高压气瓶:
氧气
:R-77-150-540 ...................................... 零件号998337
氩气&氮气
:R-77-150-580 ................................ 零件号998344
氢气&甲烷
:R-77-150-350 .............................. 零件号998342
工业空气:R-77-150-590 ................................. 零件号998348
气站或管道:
氧气
:R-76-150-024 ....................................... 零件号19151
氩气&氮气
:R-76-150-034 ................................. 零件号19155
空气,氢气,&甲烷
:R-6703 ............................... 零件号22236
7.1.3PT-36割炬技术规格
类型:水冷,双气体,机械化等离子割炬
额定电流:1000@100%占空比
夹持部位直径:2英寸(50.8毫米)
割炬长度(不包括导线):16.7英寸(42厘米)
IEC60974-7额定电压:500伏峰值
可承受的起弧电压(高频电压最大值):8000伏交流
最小冷却液流量:1.3GPM(5.9升/分钟)
最小冷却液压力:120PSIG(8.3bars)
最大冷却液压力:175PSIG(12.1bars)
可接受的最低冷却液再循环:
16,830BTU/小时(4.9千瓦),当冷却液温度高时。环境45华氏度(25℃)和1.6USGPM(6升/分)
最大安全压力:125PSIG(8.6bars)
安全联锁:这个割炬是为伊萨Plasmarc系列切割设备设计的;它采用割炬冷却回路上的水流量开关。当去除喷嘴的
护杯更换耗材时,这个回路就被打破。
第7章PT-36等离子割炬
39
La página se está cargando...
La página se está cargando...

42
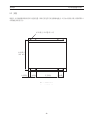
8.1技术规格
尺寸:34.00英寸高(864毫米)x21.75英寸宽(552毫米)x28.00英寸长(711毫米)
重量:不包括冷却液215磅(97.5公斤);包括冷却液249磅(113公斤)
泵型:带可调旁路阀的旋片式(最大压力200PSI/13.8Bars)
散热器类型:铜管,带镀锌钢架的空-水型铝翅片
交流输入电压
50赫兹,单相输入 60赫兹,单相输入
200/230/400/460/575伏特,+/-10%
交流输入电流 9/8/5/4/3安培
泵容量
1.60gpm,175psi
(6.0l/min,12bars)
1.60gpm,175psi
(6.0l/min,12bars)
冷却能力。条件:1.60gpm(6.0l/min)。 16,830BTU/hr.(4900瓦) 20,200BTU/hr.(5900瓦)
冷却液与环境空气之间的温差在45华氏度(25摄氏度)以上,使用伊萨公司的冷却液0558004297(25%丙二醇/75%蒸馏水)
最大输送压力 175psig(12bars)
水箱容量 4加仑(15.2升)
第8章冷却液循环器
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...

47
第9章 等离子电源
9.0EPP-201等离子电源

48
9.0.1尺寸和重量
4 0 .7 5 英 寸
(1035mm)
47.2 5 英寸
(1200mm)
2 3 .7 5 英 寸
(603.25mm)
重 量 :4 9 2 公 斤 ( 1 0 8 5 磅 )
第9章 等离子电源

49
9.0.2输入电源连接
电击可以致死!
最大可能地提供保护以防电击。在做任何机器内部接线前,请断
开 开 关 ,关 闭 电 源 。
注意
主电源
EPP-201是一个三相的等离子电源。输入电源必须通过符合地方或国家规定的包含熔断器或断路器的开关提
供。
专用电源线是必要的。
虽然EPP-201配备了线电压补偿,但为了避免由于超载电路引起
的不平衡,专用电源有时是必须的。
注意
输入电流=
(Varc)x(Iarc)x0.73
(Vline)
推荐的输入导线和保险丝
* 导线尺寸是在40°C(104华氏度)环境下,根据国家电气代码为额定90℃(194华氏度)铜导线。不允许有超过
3个导体在电缆中。如果当地要求的尺寸与上面列出的不同,应该遵循当地法规。
请使用下面的公式估计在最大输出条件范围内的输入电流。
额定负载下的输入
输入和接地导线*
CU/mm
2
(AWG)
时间延迟的
保险丝尺寸
(安培)
伏特 安培
460 51 35(2)* 100
575 41 35(2)* 60
额定负荷200安培160伏
第9章 等离子电源
La página se está cargando...
La página se está cargando...

52
9 .1 .1 尺 寸 和 重 量
4 0 .7 5 英 寸
(1035mm)
47.2 5 英寸
(1200mm)
2 3 .7 5 英 寸
(603.25mm)
第9章 等离子电源
重 量 :4 9 2 公 斤 ( 1 0 8 5 磅 )

53
9.1.2输入电源连接
电击可以致死!
最大可能地提供保护以防电击。在做任何机器内部接线前,请断
开 开 关 ,关 闭 电 源 。
注意
主电源
EPP-360是一个三相的等离子电源。输入电源必须通过符合地方或国家规定的包含熔断器或断路器的开关提
供。
专用电源线是必要的。
虽然EPP-360配备了线电压补偿,但为了避免由于超载电路引起
的不平衡,专用电源有时是必须的。
注意
输入电流=
(Va rc)x(Ia rc)x0.73
(Vline)
推荐的输入导线和保险丝
* 导线尺寸是在40°C(104华氏度)环境下,根据国家电气代码为额定90℃(194华氏度)铜导线。不允
许有超过3个导体在电缆中。如果当地要求的尺寸与上面列出的不同,应该遵循当地法规。
请使用下面的公式估计在最大输出条件范围内的输入电流。
额定负载下的输入
输入和接地导线*
CU/mm
2
(AWG)
时间延迟的
保险丝尺寸
(安培)
伏特 安培
460 115 35(2)* 150
575 92 35(2)* 125
额定负荷360安培200伏
第9章 等离子电源
La página se está cargando...
La página se está cargando...

56
9 .2 .1 尺寸 和 重 量
114.3mm
4 5 .0 0 英寸
94.6mm
37.2 5 英寸
102.2mm
4 0.25 英寸
重 量 :8 5 0 公 斤 ( 1 8 7 0 磅 )
第9章 等离子电源

57
9.2 .2 技 术规格
EPP-401/450输入输出信息
零件号
EPP-401/450
380V50/60HZ
380VTAPS
EPP-401/450
380V50/60HZ
400VTAPS
EPP-401/450
400V50/60HZ
EPP-401/450
460V60HZ
EPP-401/450
575V60HZ
0558007730 0558007731 0558007732
输入电压(3相) 380VAC 380VAC 400VAC 460VAC 575VAC
输入电流(3相) 167ARMS 167ARMS 159ARMS 138ARMS 110ARMS
输入频率 50/60HZ 50/60HZ 50/60HZ 60HZ 60HZ
输入KVA 109.9KVA 109.9KVA 110.2KVA 110.0KVA 109.6KVA
输入功率 98.9KW 98.9KW 99.1KW 99.0KW 98.6KW
输入功率系数 90% 90% 90% 90% 90%
推荐的输入电源电缆 *2/0AWG *2/0AWG *2/0AWG *1/0AWG *2/0AWG
输入 端 保 险 丝(推荐值 ) 200A 200A 200A 200A 150A
开路电压(OCV)(高电流切割) 430VDC 406VDC 427VDC 431VDC 431VDC
开路电压(OCV)(低电流切割) 414VDC 393VDC 413VDC 415VDC 415VDC
开 路电 压(O C V )( 划 线 ) 360VDC 342VDC 369VDC 360VDC 360VDC
大电流时输出((100%占空比) 从50A@100V到450A@200V
小电流时输出((100%占空比) 从35A@94V到100A@120V
划线时输出(100%占空比) 从10A@84V到100A@120V
输出功率(100%占空比) 90KW
* 导线尺寸是在40°C(104华氏度)环境下,根据国家电气代码为额定90℃(194华氏度)铜导线。不允许有超过
3个导体在电缆中。如果当地要求的尺寸与上面列出的不同,应该遵循当地法规。
第9章 等离子电源

58
第9章 等离子电源

59
第9章 等离子电源
9.3EPP-601等离子电源

60
9.3.1尺寸和重量
114.3mm
4 5 .0 0 英寸
94.6mm
37.2 5 英寸
102.2mm
4 0.25 英寸
重 量 :8 5 0 公 斤 ( 1 8 7 0 磅 )
第9章 等离子电源

61
9.3.2技术规格
EPP-601输入输出信息
零件号
EPP-601
380V50/60HZ
380VTAPS
EPP-601
380V50/60HZ
400VTAPS
EPP-601
400V50/60HZ
EPP-601
460V60HZ
EPP-601
575V60HZ
0558007733 0558007734 0558007735
输入电压(3相) 380VAC 380VAC 400VAC 460VAC 575VAC
输入电流(3相) 217ARMS 217ARMS 206ARMS 179ARMS 143ARMS
输入频率 50HZ 50HZ 50HZ 60HZ 60HZ
输入KVA 142.8KVA 142.8KVA 142.7KVA 142.6KVA 142.4KVA
输入功率 128.5KW 128.5KW 128.4KW 128.4KW 128.2KW
输入功率系数 90% 90% 90% 90% 90%
推荐的输入电源电缆 *4/0AWG *4/0AWG *4/0AWG *3/0AWG *1/0AWG
输入 端 保 险 丝(推荐值 ) 250A 250A 250A 250A 200A
开路电压(OCV)(高电流切割) 430VDC 406VDC 427VDC 431VDC 431VDC
开路电压(OCV)(低电流切割) 414VDC 393VDC 413VDC 415VDC 415VDC
开 路电 压(O C V )( 划 线 ) 360VDC 342VDC 369VDC 360VDC 360VDC
大电流时输出((100%占空比) 从50A@100V到600A@200V
小电流时输出((100%占空比) 从35A@94V到100A@120V
划线时输出(100%占空比) 从10A@84V到100A@120V
输出功率(100%占空比) 120KW
* 导线尺寸是在40°C(104华氏度)环境下,根据国家电气代码为额定90℃(194华氏度)铜导线。不允许有超过
3个导体在电缆中。如果当地要求的尺寸与上面列出的不同,应该遵循当地法规。
第9章 等离子电源

62
第9章 等离子电源

63
版本更新记录
第一次发行-04/2009

0558009787 04/2009
A. 客户服务:
电话:(800)362-7080/传真:(800)634-7548 时间:8:00AMto7:00PM东部时间
订购,订单,生产能力,价格,订单信息,退货
B. 工程服务:
电话:(843)664-4416/传真:(800)446-5693 时间:7:30AMto5:00PM东部时间
保修期退货,授权维修站,焊接设备故障诊断
C. 技术服务:
电话:(800)ESAB-123/传真:(843)664-4452 时间:8:00AMto5:00PM东部时间
零件号,技术应用,技术规格,设备推荐
D. 资料索取:
电话:(843)664-5562/传真:(843)664-5548 时间:7:30AMto4:00PM东部时间
E. 焊接设备维修:
电话:(843)664-4487/传真:(843)664-5557 时间:7:30AMto3:30PM东部时间
维修评估,维修进度
F. 焊接设备培训
电话:(843)664-4428/传真:(843)679-5864 时间:7:30AMto4:00PM东部时间
培训办信息和注册
G. 焊接过程支持:
电话:(800)ESAB-123 时间:7:30AMto4:00PM东部时间
H. 耗材技术支持:
电话:(800)933-7070 时间:7:30AMto5:00PM东部时间
如果你不知道给谁打电话
电话:(800)ESAB-123
传真:(843)664-4462
时间:7:30AMto5:00PM东部时间
或者
请访问我们的万维网http://www.esabna.com
伊萨(ESAB)万维网提供
详细的产品信息
材料安全数据手册
保修注册
使用说明书下载
分销商查找
全球公司的信息
新闻发布
用户反馈和支持
伊萨(ESAB)焊接和切割设备公司位于美国南卡莱罗纳州弗罗伦萨市
联系向导-客户服务
Transcripción de documentos
系统安装前的准备 m3 G2等离子弧切割系统 系统预安装说明书 0558009787 04/2009 第1章 1.0 安全及注意事项 安全及注意事项 1.1 注意:这些安全及注意事项是您安全的 安全须知 - 中文 火灾和爆炸 - 火焰和电弧热可以 保障。这些是后面提到的附加安全信息 的总结。在执行任何安装或操作前,请 务必阅读并遵守以下及其他手册、材料 安全数据表及标签中列出的预防措施。不遵守安 全注意事项可能导致人身伤害或死亡。 造成火灾。热的焊渣或火花也能引 起火灾和爆炸。因此: 1.清除所有易燃物品,使之远离工作区或用不 易燃的材料覆盖。易燃材料包括木材、布 料、木屑、液体和气体燃料、溶剂,油漆和 涂料、纸张等 保护自己和他人 - 有些焊接、切 2.热的火花或金属会落到地板或墙壁开口裂 缝,导致一个隐藏的阴燃火灾。请确保正确 处理这些开口裂缝。 割和气刨过程有噪音,需要保护耳 朵。电弧,就像太阳一样,发出紫外 线(UV)和其他放射线,可能会伤害 皮肤和眼睛。灼热金属可引起灼伤。为防止发生 意外,关于工艺和设备正确使用的培训是必不可 少的。因此: 3.因为有的工件上可能会产生易燃或有毒气 体,在工件被完全清除前,不要进行焊接、 切割或其他加热作业。不要在密闭容器内进 行高温作业。这可能会引起爆炸。 1. 在任何工作区域,必须戴有护边的防护眼镜;即 使在戴了焊接头盔、面罩和护目镜时。 4.准备好灭火设备如花园水管、水桶、沙桶、 或手提式灭火器。并且要确保你知道如何使 用这些工具。 2.在操作或观察别人操作时,请使用装有合适的过 滤片和保护片的面罩来保护您的眼睛、面部、颈 部不受火花和电弧光的伤害。警告围观者不要看 电弧,不把自己暴露在电弧或热金属的光芒下。 5.不要超过设备的额定输出。例如过载焊接电 缆可能会过热并造成火灾。 3. 请佩戴用防火材料制作的长手套、长袖厚衬衫、 无腰长裤、高帮鞋以及电焊面罩或防护帽来保护 头发免受电弧光、热火花或铁水的伤害;也可以 用防火材料做成的围裙来保护免受辐射热及火 花的伤害。 6.在完成作业后,检查工作区确保没有会导致 火灾的热火花或金属。必要时要用火灾观测 器。 7.有关其他信息,请参阅美国消防协会标准 51B“切割和焊接过程中的防火知识”。美 国消防协会,Batterymarch Park, Quincy, 麻省 02269。 4.热火花或金属很容易落在卷起的袖子、裤腿、袖 口或口袋中,所以袖子、领口应保持扣紧;衣服的 前面不能有开口的口袋。 5. 使用适当的非易燃的隔板或帘子来保护把其他 人员免受电弧光和热火花的伤害。 电击 – 接触带电的电器件及其接 地可导致严重的伤害或死亡。如果 运动受限或有跌落的危险时,不要 在潮湿的地方使用交流焊接。 6. 打磨和除渣时,请使用护目镜外加安全防护眼 镜。焊渣可能会很热;打磨下来的渣可以飞远。 旁观者也应戴护目镜外加防护眼镜。 5 secCION 1 1.2 sEGURIDAD 安全须知 - 西班牙文 La escoria puede estar caliente y desprenderse con velocidad. Personas cercanas deberán usar gafas de seguridad y careta protectora. ADVERTENCIA: Estas Precauciones de Seguridad son para su protección. Ellas hacen resumen de información proveniente de las referencias listadas en la sección "Información Adicional Sobre La Seguridad". Antes de hacer cualquier instalación o procedimiento de operación , asegúrese de leer y seguir las precauciones de seguridad listadas a continuación así como también todo manual, hoja de datos de seguridad del material, calcomanias, etc. El no observar las Precauciones de Seguridad puede resultar en daño a la persona o muerte. FUEGO Y EXPLOSIONES -- El calor de las flamas y el arco pueden ocacionar fuegos. Escoria caliente y las chispas pueden causar fuegos y explosiones. Por lo tanto: 1. Remueva todo material combustible lejos del área de trabajo o cubra los materiales con una cobija a prueba de fuego. Materiales combustibles incluyen madera, ropa, líquidos y gases flamables, solventes, pinturas, papel, etc. 2. Chispas y partículas de metal pueden introducirse en las grietas y agujeros de pisos y paredes causando fuegos escondidos en otros niveles o espacios. Asegúrese de que toda grieta y agujero esté cubierto para proteger lugares adyacentes contra fuegos. 3. No corte, suelde o haga cualquier otro trabajo relacionado hasta que la pieza de trabajo esté totalmente limpia y libre de substancias que puedan producir gases inflamables o vapores tóxicos. No trabaje dentro o fuera de contenedores o tanques cerrados. Estos pueden explotar si contienen vapores inflamables. 4. Tenga siempre a la mano equipo extintor de fuego para uso instantáneo, como por ejemplo una manguera con agua, cubeta con agua, cubeta con arena, o extintor portátil. Asegúrese que usted esta entrenado para su uso. 5. No use el equipo fuera de su rango de operación. Por ejemplo, el calor causado por cable sobrecarga en los cables de soldar pueden ocasionar un fuego. 6. Después de termirar la operación del equipo, inspeccione el área de trabajo para cerciorarse de que las chispas o metal caliente ocasionen un fuego más tarde. Tenga personal asignado para vigilar si es necesario. 7. Para información adicional , haga referencia a la publicación NFPA Standard 51B, "Fire Prevention in Use of Cutting and Welding Processes", disponible a través de la National Fire Protection Association, Batterymarch Park, Quincy, MA 02269. PROTEJASE USTED Y A LOS DEMAS-Algunos procesos de soldadura, corte y ranurado son ruidosos y requiren protección para los oídos. El arco, como el sol , emite rayos ultravioleta (UV) y otras radiaciones que pueden dañar la piel y los ojos. El metal caliente causa quemaduras. EL entrenamiento en el uso propio de los equipos y sus procesos es esencial para prevenir accidentes. Por lo tanto: 1. Utilice gafas de seguridad con protección a los lados siempre que esté en el área de trabajo, aún cuando esté usando careta de soldar, protector para su cara u otro tipo de protección. 2. Use una careta que tenga el filtro correcto y lente para proteger sus ojos, cara, cuello, y oídos de las chispas y rayos del arco cuando se esté operando y observando las operaciones. Alerte a todas las personas cercanas de no mirar el arco y no exponerse a los rayos del arco eléctrico o el metal fundido. 3. Use guantes de cuero a prueba de fuego, camisa pesada de mangas largas, pantalón de ruedo liso, zapato alto al tobillo, y careta de soldar con capucha para el pelo, para proteger el cuerpo de los rayos y chispas calientes provenientes del metal fundido. En ocaciones un delantal a prueba de fuego es necesario para protegerse del calor radiado y las chispas. 4. Chispas y partículas de metal caliente puede alojarse en las mangas enrolladas de la camisa , el ruedo del pantalón o los bolsillos. Mangas y cuellos deberán mantenerse abotonados, bolsillos al frente de la camisa deberán ser cerrados o eliminados. 5. Proteja a otras personas de los rayos del arco y chispas calientes con una cortina adecuada no-flamable como división. 6. Use careta protectora además de sus gafas de seguridad cuando esté removiendo escoria o puliendo. 9 CHOQUE ELECTRICO -- El contacto con las partes eléctricas energizadas y tierra puede causar daño severo o muerte. NO use soldadura de corriente alterna (AC) en áreas húmedas, de movimiento confinado en lugares estrechos o si hay posibilidad de caer al suelo. secCion 1 sEGURIDAD 1. Asegúrese de que el chasis de la fuente de poder esté conectado a tierra através del sistema de electricidad primario. 2. Conecte la pieza de trabajo a un buen sistema de tierra física. 3. Conecte el cable de retorno a la pieza de trabajo. Cables y conductores expuestos o con malas conexiones pueden exponer al operador u otras personas a un choque eléctrico fatal. 4. Use el equipo solamente si está en buenas condiciones. Reemplaze cables rotos, dañados o con conductores expuestos. 5. Mantenga todo seco, incluyendo su ropa, el área de trabajo, los cables, antorchas, pinza del electrodo, y la fuente de poder. 6. Asegúrese que todas las partes de su cuerpo están insuladas de ambos, la pieza de trabajo y tierra. 7. No se pare directamente sobre metal o tierra mientras trabaja en lugares estrechos o áreas húmedas; trabaje sobre un pedazo de madera seco o una plataforma insulada y use zapatos con suela de goma. 8. Use guantes secos y sin agujeros antes de energizar el equipo. 9. Apage el equipo antes de quitarse sus guantes. 10. Use como referencia la publicación ANSI/ASC Standard Z49.1 (listado en la próxima página) para recomendaciones específicas de como conectar el equipo a tierra. No confunda el cable de soldar a la pieza de trabajo con el cable a tierra. 3. Los soldadores deberán usar los siguientes procedimientos para minimizar exponerse al EMF: A. Mantenga el electrodo y el cable a la pieza de trabajo juntos, hasta llegar a la pieza que usted quiere soldar. Asegúrelos uno junto al otro con cinta adhesiva cuando sea posible. B. Nunca envuelva los cables de soldar alrededor de su cuerpo. C. Nunca ubique su cuerpo entre la antorcha y el cable, a la pieza de trabajo. Mantega los cables a un sólo lado de su cuerpo. D. Conecte el cable de trabajo a la pieza de trabajo lo más cercano posible al área de la soldadura. E. Mantenga la fuente de poder y los cables de soldar lo más lejos posible de su cuerpo. HUMO Y GASES -- El humo y los gases, pueden causar malestar o daño, particularmente en espacios sin ventilación. No inhale el humo o gases. El gas de protección puede causar falta de oxígeno. Por lo tanto: 1. Siempre provea ventilación adecuada en el área de trabajo por medio natural o mecánico. No solde, corte, o ranure materiales con hierro galvanizado, acero inoxidable, cobre, zinc, plomo, berílio, o cadmio a menos que provea ventilación mecánica positiva . No respire los gases producidos por estos materiales. 2. No opere cerca de lugares donde se aplique substancias químicas en aerosol. El calor de los rayos del arco pueden reaccionar con los vapores de hidrocarburo clorinado para formar un fosfógeno, o gas tóxico, y otros irritant es. 3. Si momentáneamente desarrolla inrritación de ojos, nariz o garganta mientras est á operando, es indicación de que la ventilación no es apropiada. Pare de trabajar y tome las medidas necesarias para mejorar la ventilación en el área de trabajo. No continúe operando si el malestar físico persiste. 4. Haga referencia a la publicación ANSI/ASC Standard Z49.1 (Vea la lista a continuación) para recomendaciones específicas en la ventilación. CAMPOS ELECTRICOS Y MAGNETICOS - Son peligrosos. La corriente eléctrica fluye através de cualquier conductor causando a nivel local Campos Eléctricos y Magnéticos (EMF). Las corrientes en el área de corte y soldadura, crean EMF alrrededor de los cables de soldar y las maquinas. Por lo tanto: 1. Soldadores u Operadores que use marca-pasos para el corazón deberán consultar a su médico antes de soldar. El Campo Electromagnético (EMF) puede interferir con algunos marca-pasos. 2. Exponerse a campos electromagnéticos (EMF) puede causar otros efectos de salud aún desconocidos. 10 secCion 1 sEGURIDAD 5. ADVERTENCIA-- Este producto cuando se utiliza para soldaduras o cortes, produce humos o gases, los cuales contienen químicos conocidos por el Estado de California de causar defectos en el nacimiento, o en algunos casos, Cancer. (California Health & Safety Code §25249.5 et seq.) 1. Siempre tenga personal cualificado para efectuar l a instalación, diagnóstico, y mantenimiento del equipo. No ejecute ningún trabajo eléctrico a menos que usted esté cualificado para hacer el trabajo. 2. Antes de dar mantenimiento en el interior de la fuente de poder, desconecte la fuente de poder del suministro de electricidad primaria. 3. Mantenga los cables, cable a tierra, conexciones, cable primario, y cualquier otra fuente de poder en buen estado operacional. No opere ningún equipo en malas condiciones. 4. No abuse del equipo y sus accesorios. Mantenga el equipo lejos de cosas que generen calor como hornos, también lugares húmedos como charcos de agua , aceite o grasa, atmósferas corrosivas y las inclemencias del tiempo. 5. Mantenga todos los artículos de seguridad y coverturas del equipo en su posición y en buenas condiciones. 6. Use el equipo sólo para el propósito que fue diseñado. No modifique el equipo en ninguna manera. MANEJO DE CILINDROS-- Los cilindros, si no son manejados correctamente, pueden romperse y liberar violentamente gases. Rotura repentina del cilindro, válvula, o válvula de escape puede causar daño o muerte. Por lo tanto: 1. Utilize el gas apropiado para el proceso y utilize un regulador diseñado para operar y reducir la presión del cilindro de gas . No utilice adaptadores. Mantenga las mangueras y las conexiones en buenas condiciones. Observe las instrucciones de operación del manufacturero para montar el regulador en el cilindro de gas comprimido. INFORMACION ADICIONAL DE SEGURIDAD -- Para más información sobre las prácticas de seguridad de los equipos de arco eléctrico para soldar y cortar, pregunte a su suplidor por una copia de "Precautions and Safe Practices for Arc Welding, Cutting and Gouging-Form 52-529. 2. Asegure siempre los cilindros en posición vertical y amárrelos con una correa o cadena adecuada para asegurar el cilindro al carro, transportes, tablilleros, paredes, postes, o armazón. Nunca asegure los cilindros a la mesa de trabajo o las piezas que son parte del circuito de soldadura . Este puede ser parte del circuito elélectrico. Las siguientes publicaciones, disponibles através de la American Welding Society, 550 N.W. LeJuene Road, Miami, FL 33126, son recomendadas para usted: 3. Cuando el cilindro no está en uso, mantenga la válvula del cilindro cerrada. Ponga el capote de protección sobre la válvula si el regulador no está conectado. Asegure y mueva los cilindros utilizando un carro o transporte adecuado. Evite el manejo brusco de los 1. ANSI/ASC Z49.1 - "Safety in Welding and Cutting" 2. AWS C5.1 - "Recommended Practices for Plasma Arc Welding" MANTENIMIENTO DEL EQUIPO -- Equipo defectuoso o mal mantenido puede causar daño o muerte. Por lo tanto: 3. AWS C5.2 - "Recommended Practices for Plasma Arc Cutting" 4. AWS C5.3 - "Recommended Practices for Air Carbon Arc Gouging and Cutting" 11 secCion 1 sEGURIDAD SIGNIFICADO DE LOS sImbolOs -- Según usted avanza en la lectura de este folleto: Los Símbolos Significan ¡Atención! ¡Esté Alerta! Se trata de su seguridad. Significa riesgo inmediato que, de no ser evadido, puede resultar inmediatamente en serio daño personal o la muerte. Significa el riesgo de un peligro potencial que puede resultar en serio daño personal o la muerte. Significa el posible riesgo que puede resultar en menores daños a la persona. 12 section 1 1.3 sÉCURITÉ 安全须知 - 法文 INCENDIES ET EXPLOSIONS -- La chaleur provenant des flammes ou de l'arc peut provoquer un incendie. Le laitier incandescent ou les étincelles peuvent également provoquer un incendie ou une explosion. Par conséquent : AVERTISSEMENT : Ces règles de sécurité ont pour but d'assurer votre protection. Ils récapitulent les informations de précaution provenant des références dans la section des Informations de sécurité supplémentaires. Avant de procéder à l'installation ou d'utiliser l'unité, assurezvous de lire et de suivre les précautions de sécurité cidessous, dans les manuels, les fiches d'information sur la sécurité du matériel et sur les étiquettes, etc. Tout défaut d'observer ces précautions de sécurité peut entraîner des blessures graves ou mortelles. 1. Éloignez suffisamment tous les matériaux combustibles de l'aire de travail et recouvrez les matériaux avec un revêtement protecteur ininflammable. Les matériaux combustibles incluent le bois, les vêtements, la sciure, le gaz et les liquides combustibles, les solvants, les peintures et les revêtements, le papier, etc. 2. Les étincelles et les projections de métal incandescent peuvent tomber dans les fissures dans les planchers ou dans les ouvertures des murs et déclencher un incendie couvant à l'étage inférieur Assurez-vous que ces ouvertures sont bien protégées des étincelles et du métal incandescent. 3. N'exécutez pas de soudure, de coupe ou autre travail à chaud avant d'avoir complètement nettoyé la surface de la pièce à traiter de façon à ce qu'il n'ait aucune substance présente qui pourrait produire des vapeurs inflammables ou toxiques. N'exécutez pas de travail à chaud sur des contenants fermés car ces derniers pourraient exploser. 4. Assurez-vous qu'un équipement d'extinction d'incendie est disponible et prêt à servir, tel qu'un tuyau d'arrosage, un seau d'eau, un seau de sable ou un extincteur portatif. Assurez-vous d'être bien instruit par rapport à l'usage de cet équipement. 5. Assurez-vous de ne pas excéder la capacité de l'équipement. Par exemple, un câble de soudage surchargé peut surchauffer et provoquer un incendie. 6. Une fois les opérations terminées, inspectez l'aire de travail pour assurer qu'aucune étincelle ou projection de métal incandescent ne risque de provoquer un incendie ultérieurement. Employez des guetteurs d'incendie au besoin. 7. Pour obtenir des informations supplémentaires, consultez le NFPA Standard 51B, "Fire Prevention in Use of Cutting and Welding Processes", disponible au National Fire Protection Association, Batterymarch Park, Quincy, MA 02269. PROTÉGEZ-VOUS -- Les processus de soudage, de coupage et de gougeage produisent un niveau de bruit élevé et exige l'emploi d'une protection auditive. L'arc, tout comme le soleil, émet des rayons ultraviolets en plus d'autre rayons qui peuvent causer des blessures à la peau et les yeux. Le métal incandescent peut causer des brûlures. Une formation reliée à l'usage des processus et de l'équipement est essentielle pour prévenir les accidents. Par conséquent: 1. Portez des lunettes protectrices munies d'écrans latéraux lorsque vous êtes dans l'aire de travail, même si vous devez porter un casque de soudeur, un écran facial ou des lunettes étanches. 2. Portez un écran facial muni de verres filtrants et de plaques protectrices appropriées afin de protéger vos yeux, votre visage, votre cou et vos oreilles des étincelles et des rayons de l'arc lors d'une opération ou lorsque vous observez une opération. Avertissez les personnes se trouvant à proximité de ne pas regarder l'arc et de ne pas s'exposer aux rayons de l'arc électrique ou le métal incandescent. 3. Portez des gants ignifugiés à crispin, une chemise épaisse à manches longues, des pantalons sans rebord et des chaussures montantes afin de vous protéger des rayons de l'arc, des étincelles et du métal incandescent, en plus d'un casque de soudeur ou casquette pour protéger vos cheveux. Il est également recommandé de porter un tablier ininflammable afin de vous protéger des étincelles et de la chaleur par rayonnement. 4. Les étincelles et les projections de métal incandescent risquent de se loger dans les manches retroussées, les rebords de pantalons ou les poches. Il est recommandé de garder boutonnés le col et les manches et de porter des vêtements sans poches en avant. 5. Protégez toute personne se trouvant à proximité des étincelles et des rayons de l'arc à l'aide d'un rideau ou d'une cloison ininflammable. 6. Portez des lunettes étanches par dessus vos lunettes de sécurité lors des opérations d'écaillage ou de meulage du laitier. Les écailles de laitier incandescent peuvent être projetées à des distances considérables. Les personnes se trouvant à proximité doivent également porter des lunettes étanches par dessus leur lunettes de sécurité. CHOC ÉLECTRIQUE -- Le contact avec des pièces électriques ou les pièces de mise à la terre sous tension peut causer des blessures graves ou mortelles. NE PAS utiliser un courant de soudage c.a. dans un endroit humide, en espace restreint ou si un danger de chute se pose. 13 17 Manual # 0558007865 - Rev.0 1/2008 This manual provides service / troubleshooting instructions for CC11 consoles beginning with AORJ735024 models. Service Manual PN 0558007515 冷却液循环器 CC11 COOLANT CIRCULATOR 冷却循环器控制电缆 等离子电源 外接电源 (必须230VAC,如果 采用伊萨调高) 数字输入输出 急停 切割电源控制电缆 Vision 50P数控 CAN (1) 控制接口箱 CAN (4) 氩气 H35 氮气 氧气 甲烷 空气 保护气控制器电源 CAN (3) CAN (5) 调高电源 CAN (2) 引弧电缆 电源电缆 氩气 CAN H35 等离子气2(Air/N2/O2) 电源 等离子气1(Air/N2/O2) 保护气软管 空气帘软管 氮气 氧气 甲烷 急停 CAN 远程起弧器 空气 空气帘 保护气控制器 冷却液回流管 冷却液供应管 2.0 m3 CAN等离子弧切割系统的互联 自动调高 (可选) 等离子气控制器 电源 CAN 电弧电压 空气帘 (可选) 等离子气软管 保护气软管 空气帘软管 割炬(电源电缆,引弧电缆,冷却液管) 第2章 系统部件间的连接 气体过滤器组 第2章 2.2 系统部件间的连接 燃氣過濾器組件安裝 Argon H35 O2 N2 19 CH4 Air 第3章 与VISION 50P数控之间的连接 3.0 Vision 50P数控(0558008253) Vision 50P是一个带有触摸屏的数控,用来控制等离子切割和划线过程,包括气体、电流和时序的控 制。但Vision 50P不涉及机器的运动控制。Vision 50P采用基于PC的操作面板和ACON协议来控制外围设 备。Vision 50P有8.4英寸(213.4毫米)具有触摸功能的VGA显示器,外加一个用来跳转和确认的增量电 位按钮,以及一个用于授权管理的开关。CAN总线和电源通过一个8引脚的接头连接。Vision 50P另外还 有以太网口和USB接口以方便通讯和维护。 9.25英寸 (235.0mm) 12.75英寸 (323.9mm) K 重量: 10磅(4.5公斤) Vision 50P 宽度是4.62英寸 (117.5毫米)。如果把在前面面板 上的旋转按钮包括进去的话,宽度 是5.12英寸(130.2毫米)。 21 第4章 保护气控制器 4.0 保护气控制器 (0558008251) 4.1 功能与特点 保护气控制器的功能是从空气、氮气、氧气、甲烷中选择不同的气体来形成不同的保护气(SG),等离子气1(PG1 )和等离子气2(PG2)。这样的选择是通过一组电磁阀完成的。数控通过CAN总线向各部件发送命令控制所有的 电磁阀。系统会检测保护气和等离子气的气压和气流,并通过CAN-总线反馈给Vision 50P数控,从而达到自我诊 断的目的。 同时,保护气控制器内也有控制空气帘的电磁阀。默认的电源输入为230伏交流,并提供24伏直流和24伏交流给 等离子控制器。如需要,用户可以改变设置将输入电压改为115伏。 * 8.12英寸 (206.4毫米) 注意: 空气帘的稳压阀出厂时设为 40psi(2.8bar)。这个压力适合切 割低碳钢;如果切割不锈钢或铝合 金,请调到20psi(1.4bar)。 重量: 5.0磅(11.3公斤) *11.63英寸(295.3毫米)包括正面和背面的接头 8.25英寸 (209.6毫米) 注意: 对所需气体的要求参见7.1 7.88英寸 (200.0毫米) 25 第4章 保护气控制器 4.2 连接 保护气控制器总共有3条电缆,5个气体输入和4个气体输出。其中3条电缆分别是115/230伏交流电源输入,24伏 交直流电源输出和CAN总线;5个气体输入:空气、氮气、氧气、甲烷和空气帘;4个气体输出:保护气(SG)、等离子 气1(PG1)、等离子气2(PG2)和空气帘。所有的气体接头列表如下。 气体 输入 输出 空气 氮气 氧气 甲烷 空气帘 保护气 等离子气1 等离子气2 空气帘 1/4” 1/4” 1/4” 1/4” 1/4” 1/4” 1/4” 1/4” 1/4” NPT NPT NPT NPT NPT NPT NPT NPT NPT x x x x x x x x x 接头描述 “B” 惰性气体,右旋螺纹,公头 “B” 惰性气体,右旋螺纹,母头 “B” 氧气,右旋螺纹,公头 “B” 可燃气体,左旋螺纹,公头 “B” 惰性气体,右旋螺纹,公头 “B” 惰性气体,右旋螺纹,公头 “B” 惰性气体,右旋螺纹,母头 “B” 氧气,右旋螺纹,公头 “B” 惰性气体,左旋螺纹,母头 27 ESAB零件号 810Z30 74S76 83389 83390 810Z30 810Z30 74S76 83389 811N16 第5章 等离子气控制器 5.0 等离子气控制器 (0558008252) 5.1 功能与特点 等离子气控制器从4个气体输入(氩、H35、PG1和PG2)中选择一个作为等离子气(PG)输出。等离子气控制器的24 伏电源是通过保护器控制器提供的;它通过CAN总线直接从CNC数控中获得命令。等离子气控制器也可以通过反 馈等离子气流量来进行自我诊断。 注:所需气体的规格见7.1 注意: CAN通讯电缆必须和割炬导线分离开 来布线。 * 6.25英寸 (158.8毫米) * 8.50英寸(215.9毫米)包括正面和背面的接头, 以及保护气支架 重量: 9.3磅(4.2公斤) 4.75英寸 (120.7毫米) 保护气支架 ( 0558008459 ) 4.50英寸 (114.3毫米) 29 6.50英寸 (165.1毫米) 第6章 远程起弧器 6.0 远程起弧器 (0558008150) 远程弧启动盒通常简称为RAS。RAS是Vision 50P数控和EPP系列等离子电源之间的接口;并且提供稳定的等离子 弧。RAS同时还提供电弧电压给割炬高度自动控制器,从而控制割炬在工件以上适当的高度。 * 8.75英寸 (222.3毫米) * 包括上面的手柄共9.75英寸(247.7毫米) 7.50英寸 (190.5毫米) 17.00英寸 (431.8毫米) 33 重量: 28.5磅(12.9公斤) 第7章 PT-36等离子割炬 7.1 PT-36的技术规格 7.54英寸 (191.5mm) 注意: 夹持时必须离开割炬头1.25英寸(31.7毫米)以上;而 且必须夹在割炬的绝缘体上 2.00英寸 (50.8mm) 9.13英寸 (231.9mm) 6.17英寸 (156.7mm) 10.50英寸(266.7mm) (皮套长度) 7.1.1 气体要求 气体 及压力 最大气体流量 - CFH (CMH) 使用PT-36割炬时 EPP-201 EPP-360 EPP-450 EPP-601 气体纯度 25microns 过滤 根据DIN Quality ISO 8573-1,油污量 mg/ m3 = 0.1,2类;颗粒大小 0.1µm,1类;温度 +3°C,4类 干净,干燥,没有油污 25microns 过滤 切割空气 (80psi/5.5bar) 269 (7.6) 269 (7.6) 474 (13.4) 474 (13.4) 空气帘用空气 (80psi/5.5bar) 氩气 (125psi/8.6bar) 甲烷 (75psi/5.2bar) H35 (75psi/5.2bar) 氮气 (125psi / 8.6bar) 氧气 (125psi/8.6bar) 1200 (34) 100 (2.8) 85 (2.4) 95 (2.7) 1200 (34) 100 (2.8) 85 (2.4) 202 (5.7) 1200 (34) 100 (2.8) 85 (2.4) 202 (5.7) 1200 (34) 100 (2.8) 85 (2.4) 254 (7.2) 385 (10.9) 496 (14.0) 496 (14.0) 496 (14.0) 99.99%, 25microns 过滤 66 (1.9) 190 (5.4) 295 (8.4) 295 (8.4) 99.5%, 25microns 过滤 99.995%, 25microns 过滤 93%, 25microns 过滤 99.995%, 25microns 过滤 注:600安培的喷嘴不能划线。 125PSIG(8.6bars)压力下对气流的通常要求: 最大等离子气流:300scfh(8.4cmh)最大保护气流:350scfh(9.8cmh) 注:最大气体流量不代表在任何情况下都使用的实际流量,而是系统的最大设计值。 38 第7章 PT-36等离子割炬 部件 保护气控制器 等离子气保护器 7.1.2 气体 氧气 氮气 空气 甲烷 空气帘气体接入 等离子气1和2 氩气 H35 最大压力 - PSI (Bar) 125 (8.6) 125 (8.6) 80 (5.5) 75 (5.2) 80 (5.5) 125 (8.6) 125 (8.6) 75 (5.2) 最大流量 - SCFH (CMH) 295 (8.4) 500 (14.2) 475 (13.5) 85 (2.4) 1200 (34) 255 (7.2) 100 (2.8) 255 (7.2) 推荐的稳压器 液缸气瓶: 氧气 : R-76-150-540LC ...................................... 零件号 19777 氮气 : R-76-150-580LC ...................................... 零件号 19977 高压气瓶: 氧气 : R-77-150-540 ....................................... 零件号 氩气 & 氮气 : R-77-150-580................................. 零件号 氢气 & 甲烷 : R-77-150-350 ............................... 零件号 工业空气 : R-77-150-590 .................................. 零件号 998337 998344 998342 998348 气站或管道: 氧气 : R-76-150-024 ........................................ 零件号 19151 氩气 & 氮气 : R-76-150-034.................................. 零件号 19155 空气, 氢气, & 甲烷 : R-6703 ................................ 零件号 22236 7.1.3 PT-36割炬技术规格 类型:水冷,双气体,机械化等离子割炬 额定电流:1000 @ 100%占空比 夹持部位直径:2英寸(50.8毫米) 割炬长度(不包括导线):16.7英寸(42厘米) IEC 60974-7 额定电压:500伏峰值 可承受的起弧电压(高频电压最大值):8000伏交流 最小冷却液流量:1.3GPM(5.9升/分钟) 最小冷却液压力:120 PSIG(8.3bars) 最大冷却液压力:175 PSIG(12.1bars) 可接受的最低冷却液再循环: 16,830 BTU/小时(4.9千瓦),当冷却液温度高时。环境 45华氏度(25℃)和1.6USGPM(6升/分) 最大安全压力:125PSIG(8.6bars) 安全联锁:这个割炬是为伊萨Plasmarc系列切割设备设计的;它采用割炬冷却回路上的水流量开关。当去除喷嘴的 护杯更换耗材时,这个回路就被打破。 39 第8章 冷却液循环器 8.1 技术规格 尺寸:34.00英寸高(864毫米)x 21.75英寸宽(552毫米)x 28.00英寸长(711毫米) 重量:不包括冷却液215磅(97.5公斤);包括冷却液249磅(113公斤) 泵型:带可调旁路阀的旋片式(最大压力200PSI/13.8Bars) 散热器类型:铜管,带镀锌钢架的空-水型铝翅片 交流输入电压 50赫兹,单相输入 200 / 230 / 400 / 460 / 575 伏特, +/-10% 交流输入电流 泵容量 冷却能力。条件:1.60gpm(6.0l/min)。 60赫兹,单相输入 9 / 8 / 5 / 4 / 3 安培 1.60gpm,175 psi 1.60 gpm,175 psi (6.0 l/min,12 bars) (6.0 l/min,12 bars) 16,830 BTU/hr.(4900瓦) 20,200 BTU/hr. (5900瓦) 冷却液与环境空气之间的温差在45华氏度(25摄氏度)以上,使用伊萨公司的冷却液 0558004297(25%丙二醇/75%蒸馏水) 最大输送压力 175 psig (12 bars) 水箱容量 4加仑(15.2升) 42 第9章 等离子电源 9.0 EPP-201等离子电源 47 第9章 等离子电源 9.0.1 尺寸和重量 47.25英寸 (1200 mm) 23.75英寸 (603.25 mm) 40.75英寸 (1035 mm) 重量:492公斤(1085磅) 48 第9章 等离子电源 9.0.2 输入电源连接 电击可以致死! 最大可能地提供保护以防电击。在做任何机器内部接线前,请断 开开关,关闭电源。 注意 主电源 EPP-201是一个三相的等离子电源。输入电源必须通过符合地方或国家规定的包含熔断器或断路器的开关提 供。 推荐的输入导线和保险丝 额定负载下的输入 伏特 安培 输入和接地导线* CU/mm2 (AWG) 460 575 51 41 35 (2)* 35 (2)* 时间延迟的 保险丝尺寸 (安培) 100 60 额定负荷200安培160伏 * 导线尺寸是在40°C(104华氏度)环境下,根据国家电气代码为额定90℃(194华氏度)铜导线。不允许有超过 3个导体在电缆中。如果当地要求的尺寸与上面列出的不同,应该遵循当地法规。 请使用下面的公式估计在最大输出条件范围内的输入电流。 输入电流 = 注意 (Varc)x(Iarc)x0.73 (Vline) 专用电源线是必要的。 虽然EPP-201配备了线电压补偿,但为了避免由于超载电路引起 的不平衡,专用电源有时是必须的。 49 第9章 等离子电源 9.1.1 尺寸和重量 47.25英寸 (1200 mm) 23.75英寸 (603.25 mm) 40.75英寸 (1035 mm) 重量:492公斤(1085磅) 52 第9章 等离子电源 9.1.2 输入电源连接 电击可以致死! 最大可能地提供保护以防电击。在做任何机器内部接线前,请断 开开关,关闭电源。 注意 主电源 EPP-360是一个三相的等离子电源。输入电源必须通过符合地方或国家规定的包含熔断器或断路器的开关提 供。 推荐的输入导线和保险丝 额定负载下的输入 伏特 安培 460 575 115 92 输入和接地导线* CU/mm2 (AWG) 35 (2)* 35 (2)* 额定负荷360安培200伏 时间延迟的 保险丝尺寸 (安培) 150 125 * 导线尺寸是在40°C(104华氏度)环境下,根据国家电气代码为额定90℃(194华氏度)铜导线。不允 许有超过3个导体在电缆中。如果当地要求的尺寸与上面列出的不同,应该遵循当地法规。 请使用下面的公式估计在最大输出条件范围内的输入电流。 输入电流 = 注意 (Varc)x(Iarc)x0.73 (Vline) 专用电源线是必要的。 虽然EPP-360配备了线电压补偿,但为了避免由于超载电路引起 的不平衡,专用电源有时是必须的。 53 第9章 等离子电源 9.2.1 尺寸和重量 114.3 mm 45.00英寸 94.6 mm 37.25英寸 102.2 mm 40.25英寸 重量:850公斤(1870磅) 56 第9章 等离子电源 9.2.2 技术规格 EPP-401/450 输入输出信息 EPP-401/450 380V 50/60HZ 380V TAPS EPP-401/450 380V 50/60HZ 400V TAPS EPP-401/450 400V 50/60HZ 0558007730 EPP-401/450 460V 60HZ EPP-401/450 575V 60HZ 0558007731 0558007732 输入电压 (3相) 380VAC 380VAC 400VAC 460VAC 575VAC 输入电流 (3相) 167A RMS 167A RMS 159A RMS 138A RMS 110A RMS 零件号 输入频率 50/60 HZ 50/60 HZ 50/60 HZ 60 HZ 60 HZ 输入KVA 109.9 KVA 109.9 KVA 110.2 KVA 110.0 KVA 109.6 KVA 输入功率 98.9 KW 98.9 KW 99.1 KW 99.0 KW 98.6 KW 输入功率系数 推荐的输入电源电缆 输入端保险丝(推荐值) 90% 90% 90% 90% 90% *2/0 AWG *2/0 AWG *2/0 AWG *1/0 AWG *2/0 AWG 200A 200A 200A 200A 150A 开路电压(OCV)(高电流切割) 430VDC 406VDC 427VDC 431VDC 431VDC 开路电压(OCV)(低电流切割) 414VDC 393VDC 413VDC 415VDC 415VDC 开路电压(OCV)(划线) 360VDC 342VDC 369VDC 360VDC 360VDC 大电流时输出((100%占空比) 从 50A @ 100V 到 450A @ 200V 小电流时输出((100%占空比) 从 35A @ 94V 到 100A @ 120V 划线时输出(100%占空比) 从 10A @ 84V 到 100A @ 120V 输出功率(100%占空比) 90 KW * 导线尺寸是在40°C(104华氏度)环境下,根据国家电气代码为额定90℃(194华氏度)铜导线。不允许有超过 3个导体在电缆中。如果当地要求的尺寸与上面列出的不同,应该遵循当地法规。 57 第9章 等离子电源 58 第9章 等离子电源 9.3 EPP-601等离子电源 59 第9章 等离子电源 9.3.1 尺寸和重量 114.3 mm 45.00英寸 94.6 mm 37.25英寸 102.2 mm 40.25英寸 重量:850公斤(1870磅) 60 第9章 等离子电源 9.3.2 技术规格 EPP-601 输入输出信息 EPP-601 380V 50/60HZ 380V TAPS EPP-601 380V 50/60HZ 400V TAPS EPP-601 400V 50/60HZ 0558007733 EPP-601 460V 60HZ EPP-601 575V 60HZ 0558007734 0558007735 输入电压 (3相) 380VAC 380VAC 400VAC 460VAC 575VAC 输入电流 (3相) 零件号 217A RMS 217A RMS 206A RMS 179A RMS 143A RMS 输入频率 50 HZ 50 HZ 50 HZ 60 HZ 60 HZ 输入KVA 142.8 KVA 142.8 KVA 142.7 KVA 142.6 KVA 142.4 KVA 输入功率 128.5 KW 128.5 KW 128.4 KW 128.4 KW 128.2 KW 90% 90% 90% 90% 90% *4/0 AWG *4/0 AWG *4/0 AWG *3/0 AWG *1/0 AWG 250A 250A 250A 250A 200A 430VDC 406VDC 427VDC 431VDC 431VDC 输入功率系数 推荐的输入电源电缆 输入端保险丝(推荐值) 开路电压(OCV)(高电流切割) 开路电压(OCV)(低电流切割) 414VDC 393VDC 413VDC 415VDC 415VDC 开路电压(OCV)(划线) 360VDC 342VDC 369VDC 360VDC 360VDC 大电流时输出((100%占空比) 从 50A @ 100V 到 600A @ 200V 小电流时输出((100%占空比) 从 35A @ 94V 到 100A @ 120V 划线时输出(100%占空比) 从 10A @ 84V 到 100A @ 120V 输出功率(100%占空比) 120 KW * 导线尺寸是在40°C(104华氏度)环境下,根据国家电气代码为额定90℃(194华氏度)铜导线。不允许有超过 3个导体在电缆中。如果当地要求的尺寸与上面列出的不同,应该遵循当地法规。 61 第9章 等离子电源 62 版本更新记录 第一次发行 - 04/2009 63 伊萨(ESAB)焊接和切割设备公司 位于美国南卡莱罗纳州弗罗伦萨市 联系向导 - 客户服务 A. 客户服务: 电话: (800)362-7080/传真: (800) 634-7548 时间: 8:00AM to 7:00PM 东部时间 订购, 订单, 生产能力, 价格, 订单信息, 退货 B. C. D. E. F. G. H. 工程服务: 电话: (843)664-4416/传真: (800) 446-5693 保修期退货, 授权维修站, 焊接设备故障诊断 时间: 7:30AM to 5:00PM 东部时间 技术服务: 电话: (800) ESAB-123/传真: (843)664-4452 零件号, 技术应用, 技术规格, 设备推荐 时间: 8:00AM to 5:00PM 东部时间 资料索取: 电话: (843) 664-5562/传真: (843) 664-5548 时间: 7:30AM to 4:00PM 东部时间 焊接设备维修: 电话: (843) 664-4487/传真: (843) 664-5557 维修评估, 维修进度 时间: 7:30AM to 3:30PM 东部时间 焊接设备培训 电话: (843)664-4428/传真: (843) 679-5864 培训办信息和注册 时间: 7:30AM to 4:00PM 东部时间 焊接过程支持: 电话: (800) ESAB-123 耗材技术支持: 电话 : (800) 933-7070 时间: 7:30AM to 4:00PM 东部时间 时间: 7:30AM to 5:00PM 东部时间 如果你不知道给谁打电话 电话: (800) ESAB-123 传真: (843) 664-4462 时间: 7:30AM to 5:00PM 东部时间 或者 请访问我们的万维网 http://www.esabna.com 伊萨(ESAB)万维网提供 详细的产品信息 材料安全数据手册 保修注册 使用说明书下载 分销商查找 全球公司的信息 新闻发布 用户反馈和支持 0558009787 04/2009-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
































































ESAB m3® Plasma System Pre-Installation m3 G2 Plasma System Guía de instalación
- Categoría
- Sistema de soldadura
- Tipo
- Guía de instalación
en otros idiomas
Artículos relacionados
-
ESAB M3® Plasma G2 Plasma System - Vision 5x Manual de usuario
-
-
-
-
-
-
-
-
ESAB PT-600 Shield Gas Mixing Manifold Manual de usuario
-