Volante HBLS
Volante
HBLS
PARAMETRIZACIÓN Y PUESTA EN MARCHA
2.
·13·
Personalizar la pantalla del fabricante
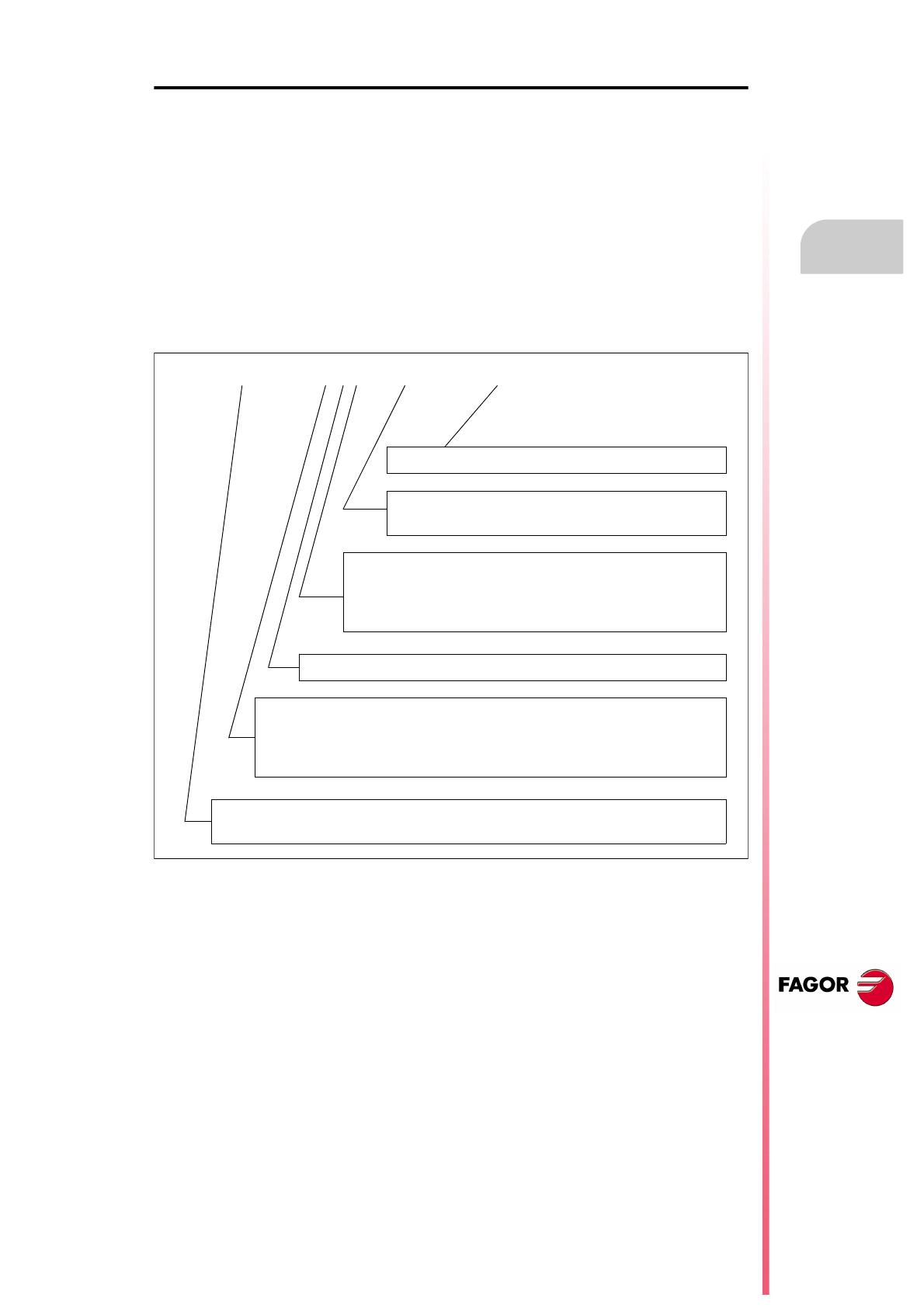
Estructura de las líneas
static struct oem_st oem[OEM_N] =
{
{ _T(" TOOL CLAMP") , 0, 0, 0, _T(" ON ") , (_T(" OFF")) },
{ _T(" BACKCENTER") , 0, 0, 0, _T("FORW") , (_T("BACK")) },
{ _T(" BRIDGE ") , 0, 0, 0, _T("UP ") , (_T("DOWN")) },
{ _T(" ") , 0, 0, 0, _T("RIGH") , (_T("LEFT")) },
{ _T(" PIVOTTABLE") , 0, 0, 0, _T("LOCK") , (_T("UNLO")) },
{ _T(" CHUCK ") , 0, 0, 0, _T("CLAM") , (_T("UNCL")) },
{ _T(" MAGAZ.POS ") ,20, 4, 0, _T(" ") , (_T(" ")) },
{ _T(" SPDL%TOR") ,-30, 3, 1, _T(" ") , (_T(" ")) },
{ _T(" ") , 0, 0, 0, _T(" ") , (_T(" ")) },
{ _T(" ") , 0, 0, 0, _T(" ") , (_T(" ")) }
};
{ _T(" BACKCENTER") , 0, 0, 0, _T("FORW") , (_T("BACK")) },
Texto visualizado por el bit de OEM_STATUS_2
Texto visualizado por el bit de OEM_STATUS_1
Prioritario sobre el texto OEM_STATUS_2
Números enteros a visualizar de los registros de PLC
Número de decimales a visualizar del registro de PLC
Si es mayor que 0, visualiza decimales y añade un carácter de punto
Ejemplo: Configurando 2 decimales, el valor 1234 del registro del
PLC se visualiza como 12.34
Si el bit es igual a 0. Visualiza los textos a la derecha.
Si el bit es distinto de 0. Visualiza el número de registro de PLC.
Menor que 0, registro con signo (Añade un carácter para el signo)
Mayor que 0 sin signo
Texto fijo a la izquierda de la línea.
Máximo número de caracteres fijado por OEM_LENGTH.



























