Fagor CNC 8037 for milling machines El manual del propietario
- Tipo
- El manual del propietario

Volante HBLS
REF. 1509
VOLANTE HBLS
Ref. 1509


Volante HBLS
Volante
HBLS
·3·
ÍNDICE
CAPÍTULO 1 CARACTERÍSTICAS Y CONEXIONADO
1.1 Dimensiones del volante HBLS ....................................................................................... 6
1.2 Conectores....................................................................................................................... 7
1.3 Conexionado.................................................................................................................... 8
CAPÍTULO 2 PARAMETRIZACIÓN Y PUESTA EN MARCHA
2.1 Parametrización ............................................................................................................... 9
2.1.1 Parametrización del volante HBLS .............................................................................. 9
2.1.2 Parametrización del CNC............................................................................................. 9
2.2 Integración en el PLC .................................................................................................... 10
2.3 Textos, mensajes y errores del PLC.............................................................................. 11
2.4 Personalizar la pantalla del fabricante ........................................................................... 12
CAPÍTULO 3 OPERACIÓN
3.1 Vista General ................................................................................................................. 15
3.2 Teclas y conmutadores del volante ............................................................................... 16
3.2.1 Teclas......................................................................................................................... 16
3.2.2 Selector de la izquierda.............................................................................................. 17
3.2.3 Selector de la derecha ............................................................................................... 18
3.3 Pantallas ........................................................................................................................ 19
3.3.1 Información general ................................................................................................... 19
3.3.2 G53..92 cota pieza, MCS cota máquina, FLWE error de seguimiento ...................... 21
3.3.3 SPDL. Cabezal........................................................................................................... 22
3.3.4 HIST. Historia del canal ............................................................................................. 23
3.3.5 FEED. Avance programado del canal........................................................................ 24
3.3.6 OEM. Pantalla configurable por el fabricante............................................................. 25
3.3.7 MSG, ERR. Mensajes y errores activos del PLC....................................................... 26

·4·
Volante HBLS
Volante
HBLS

Volante
HBLS
1
·5·
CARACTERÍSTICAS Y
CONEXIONADO
El volante HBLS es un volante de 100 impulsos por vuelta que dispone de:
Para que el volante funcione con un CNC 8065 o un CNC 8070, se deben cumplir los siguientes
requisitos:
• La versión de software del CNC debe ser la V4.10 o posterior.
• La unidad central debe tener puerto serie configurable a RS422. Para asegurarse de que se
dispone de este puerto, comprobar que en el apartado "Base" de la pantalla <DIAGNOSIS /
CNC8070-ETX> aparece el valor 1.8.2.
Características del volante HBLS
Temperatura de funcionamiento: entre 0 ºC y 50 ºC
Temperatura de almacenamiento: entre -20 ºC y +70 ºC
Humedad relativa de funcionamiento: 80%
Humedad relativa de almacenamiento: 90%
Grado de protección: IP65
Conexión: Cable de 3.5 m y conector de 23 pines
Peso: 2.2 kg
Tipo de interface: RS422
Tensión de operación U
B
: 24 ±20% V DC
Máxima corriente de funcionamiento: 200 mA
Salidas con aislamiento galvánico: A, /A, B, /B
Impulsos por vuelta: 100
Seta de emergencia
Pulsador de habilitación "hombre muerto"
(Situado en los laterales)
Pantalla de 8 líneas x 15 caracteres
12 teclas
2 selectores con 12 posiciones cada uno
1 volante

·6·
Volante HBLS
Volante
HBLS
1.
CARACTERÍSTICAS Y CONEXIONADO
Dimensiones del volante HBLS
1.1 Dimensiones del volante HBLS
Las dimensiones del volante son las siguientes:
77
120
114
252
Mounting
magnet
Cable length
3500 mm
Clip for
hanging
Plug connector
23-pin
A1
Display, 8 lines,
15 characters/line
S2/S3
Pushbutton
2-stage,
left/right
S1

Volante HBLS
Volante
HBLS
CARACTERÍSTICAS Y CONEXIONADO
1.
·7·
Conectores
1.2 Conectores
Conector macho:
Conector hembra:
Número de pins D L Diámetro del cable
23 33.9 91 6.0 - 10.0
Número de pins A Bmax Cmax Dmax Gmax L M N P
23 28.5 11.4 13.3 24.1 33.6 27 27.8 31.3 3.1
Built-in
on the rear on the front

·8·
Volante HBLS
Volante
HBLS
1.
CARACTERÍSTICAS Y CONEXIONADO
Conexionado
1.3 Conexionado
En la siguiente figura se muestra el esquema interno del volante HBLS.
El conexionado del volante HBLS con el CNC se realizará como se muestra en la siguiente figura.
Power
supply
+UB 0Volt
Serial
communication interface
RS422
RX NRX TX NTX
Microcontroller
Control Panel
Pushbutton ZSG *
e.g. for enabling function
S2
S3
left
right
T
2
1
2
S1
E-Stop
8615 910 3274
Shield electr. connected to the plug connector housing
C
D
EF A
B
J
M
N
V
SG
H
W
LR
K
P
Shield
Handwheel A05 (RS422A)
A
A
B
B
AABB
A1
C DEF
1234
+24V 0V
6789
AB JMNS LRKP
+24VLI1
A
A
/A
/A
B
B
/B
/B
RX NRX TX NTX
TxD /TxD RxD /RxD
VOLANTE HBLS
CNC
Volante Fuente de
alimentación
RS422 Botón de
habilitación
Placa de expansión
Entradas de contaje
locales
Placa de expansión
Línea serie RS422
Placa de expansión
Entradas digitales
locales

Volante
HBLS
2
·9·
PARAMETRIZACIÓN Y PUESTA EN
MARCHA
2.1 Parametrización
2.1.1 Parametrización del volante HBLS
• Velocidad de comunicación.
Seleccionar la posición OFF en el DIP Switch interno S1.
OFF = 19200 baudios.
ON = 9600 baudios
• Ajuste del brillo de la pantalla
Se ajusta mediante un potenciometro dentro del volante.
2.1.2 Parametrización del CNC
• Parámetros generales:
RSTYPE = RS422 (reiniciar Windows para asumir el cambio).
CHTYPE = CNC + PLC (en los canales que se quieran controlar con el volante).
RETRACEAC = YES (para activar el retroceso en modo volante de avance FEED).
• Parámetros manual:
NMPG = Configurar al menos un volante.
COUNTERTYPE = Definir como cualquier otro volante normal.
COUNTERID = Definir como cualquier otro volante normal.
HBLS = SI (establece la comunicación serie con el volante HBLS).
• Velocidad de comunicación definida en el fichero “hbls.ini”:
Copiar el fichero "hbls.ini" en la carpeta "C:/CNC8070/MTB/MMC/Config".
Fichero "hbls.ini":
[COMM]
PORT = COM1
BAUDRATE = 19200
STOPBITS = 1
PARITY = 2
FLOWCONTROL = 1
Si Windows tiene asignado al puerto serie del CNC un valor distinto a COM1, se puede cambiar
dentro del panel de control de Windows o bien se puede modificar el fichero "hbls.ini".

·10·
Volante HBLS
Volante
HBLS
2.
PARAMETRIZACIÓN Y PUESTA EN MARCHA
Integración en el PLC
2.2 Integración en el PLC
Para que el PLC gestione el volante, se debe integrar lo siguiente:
1. Añadir a la carpeta del plc el fichero hbls.c que contiene la función HBLS que gestiona el volante.
2. Añadir en el programa de PLC (fichero.plc) las líneas de código necesarias para realizar la
operativa deseada en el volante.
Ejemplo de líneas a añadir al programa de PLC (fichero .plc)
EXTERN HBLS ; Indica que la función HBLS está en otro fichero
; Ejemplo de algunas señales de comunicación con la función HBLS de hbls.c
DEF HBLS_ENABLE M1600
DEF HBLS_RESET_CONFIG M1601 ; =1 Reinicia la configuración del volante
DEF HBLS_STOPC1 M1610
DEF HBLS_STARTC1 M1611
DEF HBLS_RESETINC1 M1612
DEF HBLS_RAPIDC1 M1614
DEF HBLS_PANELOFF1 M1615 ; Para deshabilitar el teclado desde el PLC con el
volante habilitado.
DEF HBLS_PLCCNTL1 M1701
DEF HBLS_PLCCNTL2 M1702
; Dentro del modulo PRG
PRG
; Botón de hombre muerto conectado a LI1, habilita los movimientos desde el volante HBLS
LI1 = HBLS_ENABLE
; Llamada a la función HBLS
() = CAL HBLS
HBLS_RAPIDC1 = MANRAPIDC1 ; Mover en rápido cuando sea seleccionado
desde el volante
STARTC1 OR HBLS_STARTC1 = CYSTARTC1 ; Programar el pulsador de Marcha del volante
… AND HBLS_STOPC1 = _STOPC1 ; Añadir la condición de pulsador de Parada del
volante
… OR HBLS_RESETINC1 = RESETINC1 ; Para que funcione el pulsador de RESET del
volante
… OR HBLS_PLCCNTL = PLCCNTL1 ; Necesario para mover el cabezal con el
volante
; hbls.c también escribe la consigna en SANALOG cuando se habilita HBLS_PLCCNTL
END
Señales de PLC para ejes y canales utilizadas dentro del fichero
hbls.c
Al comienzo del fichero hbls.c hay un listado con defines, donde se configuran las señales para
todos los ejes y canales que se utilizan dentro del propio fichero.
En caso de necesitar usar una de estas señales en el programa de PLC, sustituirla en el define de
hbls.c por una marca de PLC sin usar y después añadirla a la lógica del programa del PLC.
RETRACE
SBLOCK
AXISPOS
AXISNEG

Volante HBLS
Volante
HBLS
PARAMETRIZACIÓN Y PUESTA EN MARCHA
2.
·11·
Textos, mensajes y errores del PLC
2.3 Textos, mensajes y errores del PLC
Dentro del fichero hbls.c hay 2 tablas de texto personalizables por el fabricante con los textos que
se quieren visualizar con cada mensaje y error de PLC.
No se deben sobrepasar los 15 caracteres por línea que tiene la pantalla del volante.
• En las siguientes líneas se tiene que configurar la cantidad de mensajes y errores que tienen
cada una de las tablas. Si no se configura, al generar el PLC dará un error.
#define HBLS_PLCMSG 3
#define HBLS_PLCERR 3
• A continuación de esto están las tablas con los textos, una para los mensajes y otra para los
errores:
static struct plcME_st plcMSG[HBLS_PLCMSG+1] =
{
_T("") , Sin función
_T(" 1 Sin Potencia") , //MSG1
_T(" 2 Nivel.Hidra ") , //MSG2
_T(" 3 PLC MSG3 ") , //MSG3
};
static struct plcME_st plcERR[HBLS_PLCERR+1] =
{
_T("") , // Not used
_T(" 1 PLC ERR1 ") , //ERR1
_T(" 2 PLC ERR2 ") , //ERR2
_T(" 3 PLC ERR3 ") , //ERR3
};
Los caracteres que se pueden escribir en estos textos son los siguientes:

·12·
Volante HBLS
Volante
HBLS
2.
PARAMETRIZACIÓN Y PUESTA EN MARCHA
Personalizar la pantalla del fabricante
2.4 Personalizar la pantalla del fabricante
El volante HBLS dispone de una pantalla donde el fabricante puede personalizar el texto a visualizar
en cada línea hasta un total de 32 líneas.
Cada línea puede mostrar un texto fijo a la izquierda.
A la derecha puede mostrar una de las siguientes opciones:
• El valor de un registro de PLC.
• Un texto entre 2 que se selecciona mediante la activación de un bit de registro del PLC.
Los registros utilizados pueden ser cambiados de número por el fabricante. Todas las líneas usan
el mismo registro para la misma función, el bit 0 corresponde a la línea 1, el bit 1 a la línea 2, ....,
el bit 31 a la línea 32.
• Activan el bit correspondiente a la línea del registro de PLC.
#define OEM_MINUSR650 // Tecla -/M4 pulsada en pantalla OEM.
#define OEM_MIDDLER651 // Tecla M5 pulsada en pantalla OEM.
#define OEM_PLUSR652 // Tecla +/M3 pulsada en pantalla OEM.
• Activan desde el PLC la visualización del texto de la parte de la derecha de la pantalla, cada
bit es el texto correspondiente a su línea.
#define OEM_STATUS_1 R655 // Ejemplo: Texto “ON” en la primera línea
#define OEM_STATUS_2 R656 // Ejemplo: Texto “OFF” en la primera línea
En las líneas en las que se visualiza un registro de PLC a la derecha, si el bit de OEM_STATUS_1
es 1 se visualiza el valor, y si es 0 se muestran espacios.
• Define el número máximo de caracteres del texto de la izquierda para alinear el texto de la
derecha.
#define OEM_LENGTH 11
• Define el número de líneas de fabricante (máximo 32). Se debe configurar el número exacto,
sino dará un error al generar el PLC.
#define OEM_N 10
Función de las teclas
Teclas flecha arriba y flecha abajo:
Las teclas de flecha arriba y abajo seleccionan la línea sobre la que las teclas tendrán efecto
y que se visualiza en video inverso.
Teclas -/M4, M5, +/M3:
Estas teclas están a libre disposición del fabricante para poder programar maniobras desde el
PLC en función de la línea seleccionada.
Activan el bit de un registro del PLC correspondiente a esa línea.
Volante HBLS
Volante
HBLS
PARAMETRIZACIÓN Y PUESTA EN MARCHA
2.
·13·
Personalizar la pantalla del fabricante
Estructura de las líneas
static struct oem_st oem[OEM_N] =
{
{ _T(" TOOL CLAMP") , 0, 0, 0, _T(" ON ") , (_T(" OFF")) },
{ _T(" BACKCENTER") , 0, 0, 0, _T("FORW") , (_T("BACK")) },
{ _T(" BRIDGE ") , 0, 0, 0, _T("UP ") , (_T("DOWN")) },
{ _T(" ") , 0, 0, 0, _T("RIGH") , (_T("LEFT")) },
{ _T(" PIVOTTABLE") , 0, 0, 0, _T("LOCK") , (_T("UNLO")) },
{ _T(" CHUCK ") , 0, 0, 0, _T("CLAM") , (_T("UNCL")) },
{ _T(" MAGAZ.POS ") ,20, 4, 0, _T(" ") , (_T(" ")) },
{ _T(" SPDL%TOR") ,-30, 3, 1, _T(" ") , (_T(" ")) },
{ _T(" ") , 0, 0, 0, _T(" ") , (_T(" ")) },
{ _T(" ") , 0, 0, 0, _T(" ") , (_T(" ")) }
};
{ _T(" BACKCENTER") , 0, 0, 0, _T("FORW") , (_T("BACK")) },
Texto visualizado por el bit de OEM_STATUS_2
Texto visualizado por el bit de OEM_STATUS_1
Prioritario sobre el texto OEM_STATUS_2
Números enteros a visualizar de los registros de PLC
Número de decimales a visualizar del registro de PLC
Si es mayor que 0, visualiza decimales y añade un carácter de punto
Ejemplo: Configurando 2 decimales, el valor 1234 del registro del
PLC se visualiza como 12.34
Si el bit es igual a 0. Visualiza los textos a la derecha.
Si el bit es distinto de 0. Visualiza el número de registro de PLC.
Menor que 0, registro con signo (Añade un carácter para el signo)
Mayor que 0 sin signo
Texto fijo a la izquierda de la línea.
Máximo número de caracteres fijado por OEM_LENGTH.

·14·
Volante HBLS
Volante
HBLS
2.
PARAMETRIZACIÓN Y PUESTA EN MARCHA
Personalizar la pantalla del fabricante

Volante
HBLS
3
·15·
OPERACIÓN
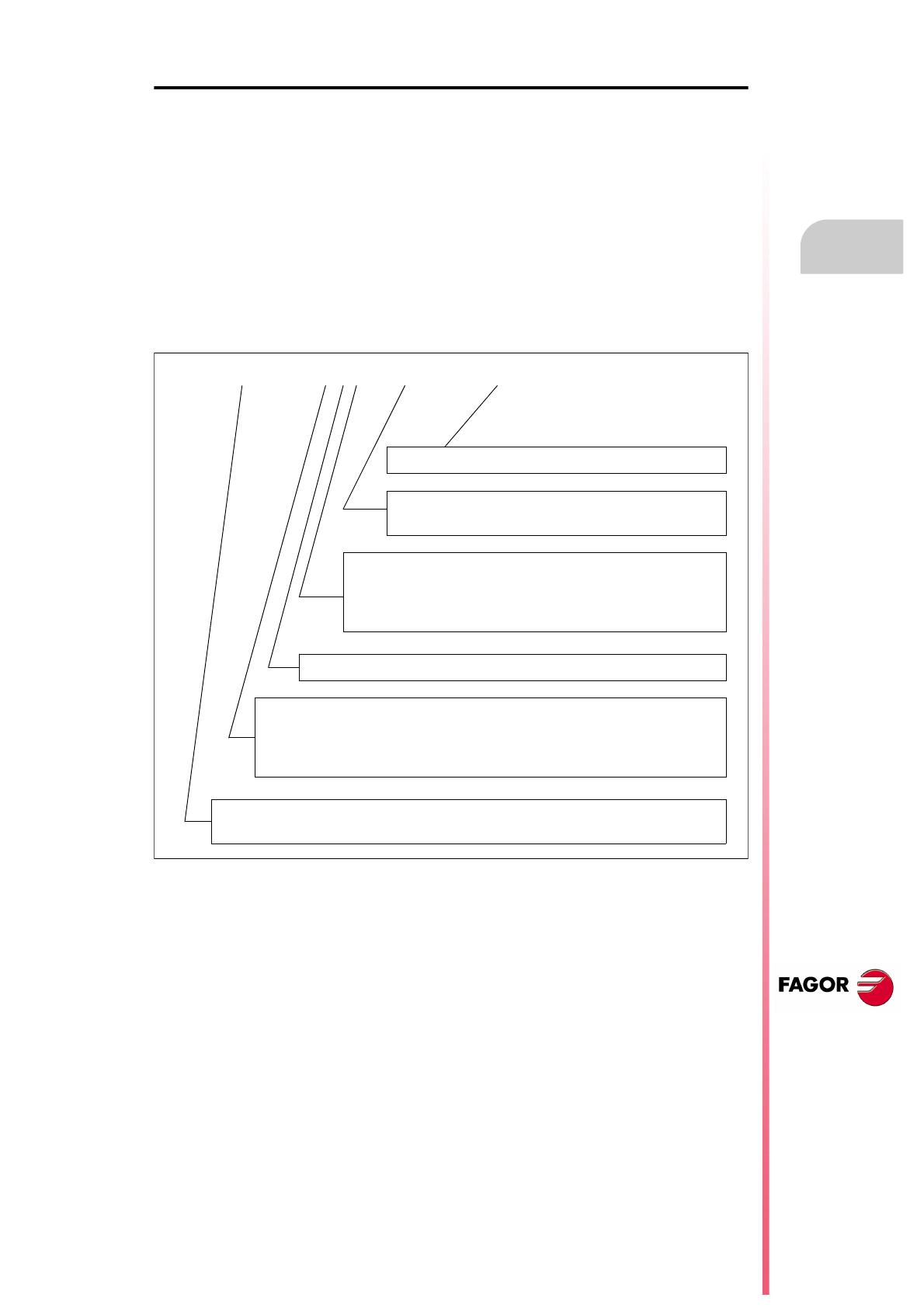
3.1 Vista General
El volante HBLS dispone de:
• Seta de emergencia
• Pulsador de habilitación (hombre muerto)
• Pantalla de 8 líneas x 15 caracteres.
• 12 teclas
• 2 selectores con 12 posiciones cada uno
•1 volante
Seta de emergencia
Cambia de pantalla
START, RESET del canal de CNC
seleccionado
Selector derecha:
Feedrate de 0 a 100%
Cambia la selección (línea, eje,
cabezal, canal) dentro de cada
pantalla
Cambia el override del cabezal
seleccionado
Selector izquierda:
Modo de funcionamiento del volante
% -
% +
En función de la pantalla,
movimiento de ejes o
cabezal
STOP del canal de CNC seleccionado
- /M4
M5
+ /M5
Pulsador de habilitación "hombre muerto" (Situado en
los laterales)

·16·
Volante HBLS
Volante
HBLS
3.
OPERACIÓN
Teclas y conmutadores del volante
3.2 Teclas y conmutadores del volante
3.2.1 Teclas
Flecha izquierda y flecha derecha:
Cambio de pantalla de visualización
Flecha arriba y flecha abajo
Según la pantalla seleccionada cambia de eje, cabezal, canal, escribe/borra carácter en MDI.
Marcha:
Marcha del canal seleccionado en pantalla.
Ejecuta la línea de MDI en el canal seleccionado.
Ejecuta la búsqueda de cero del eje seleccionado.
Ejecuta G92 (preselección del eje seleccionado).
Stop:
Detiene la ejecución de un programa en modo automático.
Reset:
Resetea el canal de CNC seleccionado.
%+:
Aumenta el speed override del cabezal seleccionado.
%-:
Disminuye el speed override del cabezal seleccionado.
- / M4:
En modo jog continuo o jog incremental mueve el eje seleccionado.
En modo cabezal gira el cabezal a derechas.
M5:
En modo jog continuo mueve el eje seleccionado en avance rápido .
En modo cabezal detiene el cabezal.
+ / M3:
En modo jog continuo o jog incremental mueve el eje seleccionado.
En modo cabezal gira el cabezal a izquierdas.
Pulsador de habilitación (ENABLE):
Permite el movimiento de los ejes y la tecla START.
Con ENABLE pulsado, habilita el feedrate desde el conmutador del volante.
Con ENABLE suelto, habilita el feedrate desde el CNC.
Cuando se libera el pulsador de ENABLE se genera un pulso de parada que detiene la ejecución
del programa.
% - % +
- /M4 + /M5M5
0
10
20
30
40
50
60
70
80
90
100
110
Feed
%
Ra
p
idJo
g
Jo
g
x1
x10
x100
x1000
x10000
Feed
MDI
Presel
Homin
g
libre
Modos
Modos Feed %
libre

Volante HBLS
Volante
HBLS
OPERACIÓN
3.
·17·
Teclas y conmutadores del volante
3.2.2 Selector de la izquierda
RAPIDJOG y JOG
Las teclas + y – mueven el eje seleccionado en JOG rápido y JOG.
Sólo funciona cuando se visualiza una pantalla de ejes (G53..G92, MCS, FLWE).
X1
Las teclas + y – mueven el eje seleccionado x1 en incremental.
El volante mueve los ejes x1.
X10
Las teclas + y – mueven el eje seleccionado x10 en incremental.
El volante mueve los ejes x10.
X100
Las teclas + y – mueven el eje seleccionado x100 en incremental.
El volante mueve los ejes x100.
X1000
Las teclas + y – mueven el eje seleccionado x1000 en incremental.
X10000
Las teclas + y – mueven el eje seleccionado x10000 en incremental.
FEED
Volante en modo avance. Moviendo el volante varia el % feedrate del canal entre 0 y el feedrate
del selector de la derecha como máximo.
Con el giro CCW de volante, el programa retrocede aprovechando la función RETRACE del
CNC.
MDI
La línea 7 de la pantalla del volante deja de mostrar el feedrate para editar la línea a ejecutar
en MDI en el canal seleccionado.
El giro del volante cambia el comando o número a escribir.
Comandos: G, F, M, H, T, D, nombre ejes, nombre cabezales sistema.
La tecla flecha abajo escribe el comando o número y salta al siguiente carácter.
La flecha arriba borra el ultimo carácter o número.
El primer carácter que se edita es un comando. Cuando se pulsa flecha abajo se escribe
el comando y se pasa al siguiente carácter con un número.
Cada vez que se escribe un número, el siguiente será un número. Para pasar de número
a comando, escribir un espacio “ “.
Una vez que la instrucción esta terminada pulsar START para ser ejecutada.
Las teclas -/M4 y +/M3 cambian de canal donde se quiere ejecutar la instrucción MDI.
PRESET
Sólo se utiliza en la pantalla de cotas pieza G53..92.
La línea 7 muestra el comando G92 del eje seleccionado con la cota 0 por defecto.
Al principio con las teclas de flecha arriba y flecha abajo se selecciona el eje.
Si se quiere una cota distinta de 0, girar el volante para escribir la cota deseada. Las teclas
flecha arriba y flecha abajo dejan de seleccionar el eje para funcionar como en modo MDI
y escribir la cota.
Pulsar la tecla START para ejecutar el comando.

·18·
Volante HBLS
Volante
HBLS
3.
OPERACIÓN
Teclas y conmutadores del volante
HOMING
La línea 7 muestra el comando G74 del eje seleccionado.
Sólo se utiliza en las pantallas G53..92, MCS y FLWE.
Las teclas flecha arriba y flecha abajo seleccionan el eje a referenciar.
Pulsar la tecla START para ejecutar el comando.
3.2.3 Selector de la derecha
Porcentaje que se aplica al avance programado de los ejes o el cabezal (feedrate override).

Volante HBLS
Volante
HBLS
OPERACIÓN
3.
·19·
Pantallas
3.3 Pantallas
3.3.1 Información general
Línea 1:
A. A la izquierda de la línea, en 5 caracteres, se indica la pantalla que se visualiza. Las distintas
pantallas son:
G53..92 Cota de ejes pieza
MCS Cota de ejes máquina
FLWE Error de seguimiento de ejes
SPDL Información del cabezal seleccionado
HIST. Historia del canal seleccionado
FEED. Avance programado del canal
OEM Pantalla configurable por el fabricante
MSG Mensajes activos de PLC (texto personalizado por el fabricante)
ERR Errores activos de PLC (texto personalizado por el fabricante)
B. Indica si está seleccionado el modo bloque a bloque en el canal. En caso contrario, este
apartado estará en blanco.
C. Indica el canal visualizado, las operaciones del volante afectan al canal indicado en este
apartado.
D. Indica si el canal está en manual o automático.
Líneas de 2 a 6:
Se muestra información relativa a la pantalla seleccionada en la línea 1.
Línea 7:
Muestra el avance real del canal, en video inverso, si FEEDHOL = 0.
Si alguno de los modos MDI, PRESET o HOMING, está seleccionado mediante el selector de la
izquierda, muestra la línea editada para ser ejecutada con START.
G 5 3 S B C 1 M A N U A L
F 6 0 0 0 m m / m i % 1 0 0
J O G R e a d y
G5 3 SBC1MANUAL
ABC D
F 6000mm/mi%100

·20·
Volante HBLS
Volante
HBLS
3.
OPERACIÓN
Pantallas
Línea 8:
A la izquierda indica la posición del selector de la izquierda.
A la derecha indica el estado del canal del CNC:
Ready Canal preparado
Execut. Canal en ejecución
RESET Canal en proceso de RESET
Int.M00 Canal interrumpido por una M0 en el programa
Interr. Canal interrumpido por la tecla STOP
Int.SBLK Canal en bloque a bloque, ejecución del bloque actual terminada
E6004 El Error de CNC mas prioritario
JOG Ready

Volante HBLS
Volante
HBLS
OPERACIÓN
3.
·21·
Pantallas
3.3.2 G53..92 cota pieza, MCS cota máquina, FLWE error de seguimiento
Pantalla que muestra información sobre los ejes.
Línea 1:
En la pantalla G53..92 en la primera línea se visualiza el decalaje activo en el canal seleccionado.
Líneas de 2 a 6:
A. En función del símbolo que muestre, indica lo siguiente:
s: Indica que el eje está configurado como esclavo Gantry o Tándem.
?: El eje no está habilitado (SERVOON).
+: El eje está moviéndose en sentido positivo.
-: El eje está moviéndose en sentido negativo.
B. Muestran los ejes de todos los canales del CNC.
Función de las teclas, conmutadores y volante
Teclas flecha arriba y flecha abajo:
Seleccionan el eje que se muestra en video inverso. Si hay mas de 5 ejes en la configuración
se hace un scroll.
Tecla +/M3 y -/M4:
En JOG y JOGRAPID mueven en continuo el eje seleccionado.
En X1, X10, X100, X1000, X10000 mueven el eje en incremental.
Movimiento con volante:
X1, X10, X100.
G 5 3 S B C 1 M A N U A L
- X - 3 2 . 0 0 0 m m
- Y 1 0 . 0 0 0 m m
+ Z 4 0 . 0 0 0 m m
? B - 1 8 0 . 0 0 0 g r
? C 0 . 0 0 0 g r
F 6 0 0 0 m m / m i % 1 0 0
J O G R e a d y
-X -32.000mm
-Y 10 . 000mm
+Z 40 . 000mm
?B -180 . 000g r
?C 0 . 000gr
AB

·22·
Volante HBLS
Volante
HBLS
3.
OPERACIÓN
Pantallas
3.3.3 SPDL. Cabezal
Pantalla que muestra información sobre el cabezal.
Línea 2:
Muestra información sobre el cabezal.
Línea 3:
Indica la S programada en G97.
Línea 4:
Indica la S programada en G96.
Línea 5:
Indica lo siguiente:
• RPM cuando esta en M5, M3, M4.
• gr/min cuando esta en M19.
Línea 6:
Indica la posición del cabezal.
Función de las teclas, conmutadores y volante
Teclas flecha arriba y flecha abajo:
Seleccionan el cabezal a visualizar entre todos los cabezales del CNC.
Tecla +/M3, M5 y -/M4:
Ejecutan M3, M5 o M4 en el cabezal visualizado en pantalla.
Movimiento de cabezal con volante:
Si el selector está en X1, X10 o X100, el cabezal tiene que estar en M05 y el movimiento es
sin lazo de posición.
S P D L C 1 M A N U A L
S : M 0 5 M 4 1 % 1 0 0
S P R O G 1 2 3 4 5 R P M
C S S 1 2 . 1 2 m / m i
S R E A L 1 2 3 4 5 R P M
S P O S - 1 2 3 . 1 2 3 4 g r
F 6 0 0 0 m m / m i % 1 0 0
J O G R e a d y
S :M05M41 %100
SPROG12345 RPM
CSS 1 2 . 1 2 m / m i
SREAL12345 RPM
SPOS-123 . 1234g r

Volante HBLS
Volante
HBLS
OPERACIÓN
3.
·23·
Pantallas
3.3.4 HIST. Historia del canal
Pantalla que muestra la historia del canal seleccionado.
Líneas 2 y 3:
Muestran información sobre el cabezal principal de ese canal. Si no hay cabezal en ese canal las
líneas aparecen en blanco.
Líneas 4, 5 y 6:
Muestran la historia del canal seleccionado.
Función de las teclas
Teclas flecha arriba y flecha abajo:
Seleccionan el canal a visualizar.
Tecla M5:
Activa o desactiva el modo bloque a bloque en el canal.
H I S T . C 1 M A N U A L
S : M 0 5 M 4 1 % 1 0 0
S R E A L 1 2 3 4 5 R P M
G 9 4 G 9 7 M 0 8
G 5 3 G 0 0 G 1 7 G 7 1 G 9 0
T 1 D 1 N T 1
F 6 0 0 0 m m / m i % 1 0 0
J O G R e a d y

·24·
Volante HBLS
Volante
HBLS
3.
OPERACIÓN
Pantallas
3.3.5 FEED. Avance programado del canal
Pantalla que muestra el avance programado en el canal seleccionado.
Líneas de 2 a 5:
Muestran el avance programado en el canal seleccionado.
Líneas 6 y 7:
Si se selecciona MDI mediante el conmutador izquierdo, la F pasa de visualizarse de la línea 7 a la 6.
Función de las teclas
Teclas flecha arriba y flecha abajo:
Seleccionan el canal a visualizar.
Tecla M5:
Activa o desactiva el modo bloque a bloque en el canal.
F E E D C 1 M A N U A L
G 9 4
F P R O G 1 2 3 4 5 m m / m i
G 9 5
F P R E V 1 2 . 1 2 m m / r e
F 6 0 0 0 m m / m i % 1 0 0
J O G R e a d y
G94
FPROG12345mm/mi
G95
FPREV12 . 12mm/ r e

Volante HBLS
Volante
HBLS
OPERACIÓN
3.
·25·
Pantallas
3.3.6 OEM. Pantalla configurable por el fabricante
Pantalla a libre disposición del fabricante para poder programar maniobras desde PLC en función
de la línea seleccionada.
Líneas de 2 a 6:
Cada línea puede mostrar un texto fijo a la izquierda.
A la derecha puede mostrar una de las siguientes opciones:
• El valor de un registro de PLC.
• Un texto entre 2 que se selecciona mediante la activación de un bit de registro del PLC.
Función de las teclas
Teclas flecha arriba y flecha abajo:
Seleccionan la línea sobre la que las teclas tendrán efecto y que se visualiza en video inverso.
Tecla -/M4, M5, +/M3:
Ejecutan M3, M5 o M4.
O E M C 1 M A N U A L
T O O L L O C K
T O O L M A G . P O S 2 3
L U B R I C A T I O N O N
L I G H T O F F
F 6 0 0 0 m m / m i % 1 0 0
J O G R e a d y
TOOL LOCK
TOOLMAG . POS 2 3
LUBR I CAT I ON ON
LIGHT OFF

·26·
Volante HBLS
Volante
HBLS
3.
OPERACIÓN
Pantallas
3.3.7 MSG, ERR. Mensajes y errores activos del PLC
Pantalla que muestra los mensajes y errores activos del PLC.
Líneas de 2 a 6:
Muestran los mensajes y errores activos del PLC.
El texto es configurable por el fabricante.
M S G C 1 M A N U A L
1 F a l t a P o t e n c i a
5 N i v e l H i d r a u l .
F 6 0 0 0 m m / m i % 1 0 0
J O G R e a d y
1Fa l t aPo t enc i a
5N i ve l H i d r au l .

Volante HBLS
Volante
HBLS
·27·

·28·
Volante HBLS
Volante
HBLS
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28




























Fagor CNC 8037 for milling machines El manual del propietario
- Tipo
- El manual del propietario