Castolin Eutectic ArcWeld 484 P Manual de usuario
- Categoría
- Sistema de soldadura
- Tipo
- Manual de usuario

TÉCNICO
Manual
ArcWeld 484 P

2
INSTRUÇÕES GERAIS
Estas instruções referem-se a todos os equipamentos produzidos por EUTECTIC respeitando-se as
características individuais de cada modelo.
Seguir rigorosamente as instruções contidas no presente Manual e respeitar os requisitos e demais
aspectos do processo de soldagem a ser utilizado.
Antes da instalação, ler os Manuais de instruções dos acessórios e outras partes (reguladores de gás,
pistolas ou tochas de soldar, horímetros, controles, medidores, relés auxiliares, etc) que serão
agregados ao equipamento e certificar-se de sua compatibilidade.
Certificar-se de que todo o material necessário para a realização da soldagem foi corretamente
especificado e está devidamente instalado de forma a atender a todas as especificações da aplicação
prevista.
Quando usados, verificar que:
os equipamentos auxiliares (tochas, cabos, acessórios, porta-eletrodos,
mangueiras, etc.) estejam corretamente e firmemente conectados. Consultar
os respectivos manuais.
Em caso de dúvidas ou havendo necessidade de informações ou esclarecimentos a respeito, deste ou
de outros produtos EUTECTIC, consultar o Departamento de Serviços Técnicos ou um Serviço Autorizado
EUTECTIC.
EUTECTIC não poderá ser responsabilizada por qualquer acidente, dano ou parada de produção
causados pela não observância das instruções contidas neste Manual ou por não terem sido obedecidas
as normas adequadas de segurança industrial.
Acidentes, danos ou paradas de produção causados por instalação, operação ou reparação deste ou
outro produto EUTECTIC efetuada por pessoa (s) não qualificada (s) para tais serviços são da inteira
responsabilidade do Proprietário ou Usuário do equipamento.
O uso de peças não originais e/ou não aprovadas por EUTECTIC na reparação deste ou de outros
produtos EUTECTIC é da inteira responsabilidade do proprietário ou usuário e implica na perda total da
garantia dada.
Ainda, a garantia de fábrica dos produtos EUTECTIC será automaticamente anulada caso seja violada
qualquer uma das instruções e recomendações contidas no certificado de garantia e/ou neste Manual.
Não instalar, operar ou fazer reparos neste equipamento sem antes ler e entender este Manual.
o gás de proteção é apropriado ao processo e à aplicação.
A T E N Ç Ã O !
Este equipamento EUTECTIC foi projetado e fabricado de acordo com normas nacionais e
internacionais que estabelecem critérios de operação e de segurança; conseqüentemente,
as instruções contidas no presente manual e em particular aquelas relativas à instalação, à
operação e à manutenção devem ser rigorosamente seguidas de forma a não prejudicar o
seu desempenho e a não comprometera garantia dada.
Os materiais utilizados para embalagem e as peças descartadas no reparo do
equipamento devem ser encaminhados para reciclagem em empresas especializadas de
acordocomo tipo de material.
ArcWeld 484 P

3
1) SEGURANÇA
Este manual é destinado a orientar pessoas experimentadas sobre instalação, operação e manutenção
dos alimentadores de arame ArcWeld 484 P. NÃO se deve permitir que pessoas não habilitadas
instalem, operem ou reparem estes equipamentos.
É necessário ler com cuidado e entender todas as informações aqui apresentadas.
Lembrar-se de que:
Choques elétricos podem matar
Fumos e gases de soldagem podem prejudicar a saúde
Arcos elétricos queimam a pele e ferem a vista
Ruídos em níveis excessivos prejudicam a audição
Fagulhas, partículas metálicas e pontas de arame podem ferir os olhos
Para executar medições internas ou intervenções que requeiram que o equipamento esteja energizado,
assegurar-se de que:
o equipamento esteja corretamente aterrado;
o local não se encontre molhado;
todas as conexões elétricas, internas e externas, estejam corretamente apertadas.
Como qualquer máquina ou equipamento elétrico, os alimentadores de arame ArcWeld devem estar
desligados da sua rede de alimentação elétrica antes de ser executada qualquer manutenção preventiva
ou corretiva.
ArcWeld 484 P

2) DESCRIÇÃO
2.1) Generalidades
Os alimentadores de arame ArcWeld 4 84 P são projetados para soldagem semi-automática MIG/MAG
3) CARACTERÍSTICAS TÉCNICAS
com arames sólidos, tubularese alumínio em serviços de produção média e pesada.
Possuem mecanismo de avanço de arame de 4 roldanas engrenadas e sistema de controle eletrônico de
velocidade. Podem ser instalados sobre a fonte de alimentação, suspensos sobre a área de trabalho com
suporte apropriado ou com um carrinho para movimentação (opcional).
Possuem realimentação dos motores que garante precisão na velocidade de alimentação do arame.
4
4) CONTROLES
4.1) Painel frontal
1) Potenciômetropara controle da velocidade do arame.
2) Potenciômetro para controle da tensão da fonte de alimentação.
3) Voltímetro/Amperímetro paravizualização dos parâmetros de soldagem.
4) Chave 2T/4T. Permite selecionar o modo de comando do gatilho da tocha de soldagem. No modo 2T a
soldagem é mantida contínua mantendo-se pressionado o gatilho.No modo 4T a soldagem é acionada
e mantida contínua com um toque no gatilho, sem necessidade de se mantê-lo apertado. Para desligar
é necessário pressionar novamente o gatilho.
5) Chave de ajuste da velocidade de partida do arame quando ligada a velocidade de avanço do arame
Alimentador
Tensão de alimentação (V - Hz)
Velocidade de avanço do arame (m/mm)
Diâmetro do arame (mm)
Aço sólido
Tubular
Alumínio
Conexão da pistola de solda
Voltímetro/Amperímetro digital
Acionamento 2T/4T
Ajuste de tensão da fonte de soldagem
Potenciômetro de ajuste de tensão multi-voltas
Acionamento manual do arame
Proteção do rolo de arame
Anti-stick (seg.)
Dimensões (L x C x A) (mm)
Peso (kg)
484 P
42 - 50/60
1,5 - 25
0,6 - 1,6
0,9 - 2,4
0,8 - 1,6
Sim
Sim
Sim
Sim
Sim
Opcional
0 - 0,5
270 x 550 x 340 (sem protetor do arame)
270 x 660 x 415 (com protetor do arame)
17
TABELA 3.1
Euro-conector
ArcWeld 484 P

5
será a metade da ajustada no potenciômetro do painel frontal quando pressionado o gatilho.Quando o
arame tocar a peça e o arco for aberto a velocidade muda automaticamente para a ajustada no painel
frontal.
6) Euro-conector - para conexão da tocha de soldagem.
7) Chave de Avanço Manual/Gás - quando na posição "avanço manual" permite alimentar o arame sem
que haja tensão na tocha.Quando na posição "gás" permite pré-ajustar a vazão do gás de proteção.
8) Potenciômetro Anti-stick. Permite ajustar o tempo em que a fonte ainda fornece corrente de solda
quando a soldagem é interrompida.Este recurso evitaa colagem do arame na poça de fusão.
9) Mecanismo de avanço de arame 4 roldanas para ArcWeld 484 P.
10) Tomada para conexãodo cabo de comando da fonte de soldagem.
11) Niple para conexão do engate rápido da mangueira do gás de proteção no regulador de gás.
12) Tomada para conexãodo cabo de energia da fonte de soldagem.
13) Guia de entrada do arame.
4.2) Console lateral
14) Miolo freiador - para instalação do rolo de arame.
4.3) Painel traseiro
ArcWeld 484 P

ArcWeld 484 P
6
1
2
3
4
5
6
7
8
9
ArcWeld 484 P

7
10
11
12
14
13
ArcWeld 484 P

8
5) INSTALAÇÃO
5.1) Recebimento
Ao receber um ArcWeld 4 84 P, retirar todo o material de embalagem em volta da unidade e verificar a
existência de eventuais danos que possam ter ocorrido durante o transporte. Quaisquer reclamações
relativas a danificação em trânsito devem ser dirigidas à empresa transportadora.
Remover cuidadosamente todo material que possa obstruir a passagem do ar de refrigeração.
N.B. NÃO USAR O NEUTRO DA REDE PARA O ATERRAMENTO.:
Todas as conexões elétricas devem ser completamente apertadas de forma a
não haver risco de faiscamento, sobre-aquecimento ou queda de tensão nos
5.2) Local de trabalho
Vários fatores devem ser considerados ao se determinar o local de trabalho de uma máquina de soldar, de
circuitos.
maneira a proporcionar uma operação segura e eficiente. Uma ventilação adequada é necessária para a
refrigeração do equipamento e a segurança do operador e a área deve ser mantida limpa.
A instalação de qualquer dispositivo de filtragem do ar ambiente restringe o volume de ar disponível para a
refrigeração da máquina e leva a um sobreaquecimento dos seus componentes internos. A instalação de
qualquer dispositivo de filtragem não autorizado pelo Fornecedor anula a garantia dada ao equipamento.
5.3) Instalação do alimentador
1)Ligar o Alimentador de arame à fonte de energia associada através de seu cabo de comando.
2)Fixar o cabo de soldagem ligado ao terminal + da fonte de energia no bloco de conexão do Alimentador
de arame.
3)Fixar a mangueira do regulador de pressão de gás no niple de entrada da válvula solenóide traseira do
Alimentador de arame.
4)Instalar a tocha de soldar (ver manualespecífico).
5)Instalar o arame.
6)Instalar as roldanas de tração de acordo com o tip o e o diâmetro do arame a ser utilizado.
N.B.:Caso o alimentador não seja instalado de imediato, conservá-lo na sua
embalagem original ou armazená-lo em local seco e ventilado.
AVISO!
As peças rotativas podem provocar ferimentos. Tenha muito cuidado.
ArcWeld 484 P

9
Diâmetro
Arame
Ø mm
0,6 - 1,2
0,9 - 1,6
1,2
1,4 - 1,6
2,0 - 2,4
1,2 - 1,6
2,0
2,4
1,0 - 1,6
1,2
Tipo de
Arame
Fe,Ss,C
Fe,Ss,C
Fe,Ss,C
Fe,Ss,C
Fe,Ss,C
C
C
C
Al
Al
C=Arame
Tubular
1
Roldana
0703957
0711860
0710718
0710719
0710719
0700278
0700278
0710522
0711861
0711862
2
Braço
0703270
0711863
0710720
0707899
0707899
0702570
0702570
0710523
0711864
0711865
3
Guia de
Saída
0707605
0707605
0707605
0707605
0710525
0707605
0710525
0710525
0707896
0707896
4
Guia
Intermediária
0703996
0703996
0703996
0703996
0710524
0700153
0700153
0710721
0703996
0703996
Tipo
de
Sulco
V
V
V
V
V
V - K
V - K
V - K
U
U
=
Marcação
1
6
7
2
2
3
3
4
U4
U4
1
0,6 - 0,8
0,9 - 1,0
1,2
1,4 - 1,6
1,4 - 1,6
1,2
1,2
2,4
1,0
1,2
2
0,9 - 1,0
1,2
1,2
2,0
2,0
1,4 - 1,6
1,4 - 1,6
Não Usado
1,2
1,2
3
1,2
1,4 - 1,6
1,2
2,4
2,4
2,0
2,0
Não Usado
1,6
1,2
Sulco
K = Recartilhado
TABELA DE ROLDANAS
TABELA 5.1
5.4) Pressão no arame
Para determinar a correta pressão de alimentação do arame:
Certifique-se de que o arame se desloca sem problemas através do tubo-guia do arame. Em seguida
defina a pressão dos roletes de pressão do alimentador de arame.É importante que a pressão não seja
demasiado forte. Para se certificar de que a pressão de alimentação está corretamente definida,
alimentar o arame para fora da tocha contra um objeto isolado como, por exemplo, um pedaço de
madeira.
Quando se posiciona a tocha a uma distância de aproximadamente 5 mm do pedaço de madeira
(fig.1) os roletes de alimentação deverãopatinar.
Quando se posiciona a tocha a uma distância de aproximadamente 50 mm do pedaço de madeira, o
arame deve ser alimentado para fora, ficando dobrado (fig.2).
ArcWeld 484 P

10
5.5) Movimentação
Paramovimentar o alimentador pelo local de trabalho utilizando uma grua utilizar o olhal para levantamento
ref:0401231 conforme figura abaixo.
Fig. 1 Fig. 2
ArcWeld 484 P

11
6) OPERAÇÃO
1)Ligar a fonte de energia.
2)Regular a velocidade do arame, a tensão da fonte de energia, o tempo de anti-stick e a vazão do gás de
acordo com o diâmetro do arame e espessura do material a ser soldado.
3)Iniciar a soldagem e reajustar os parâmetros, se necessário.
7) MANUTENÇÃO
7.1) Recomendações
Em condições normais de ambiente e de operação, os alimentadores de arame não requerem qualquer
serviço especial de manutenção. É apenas necessário limpá-los internamente uma vez por mês com ar
comprimido sob baixa pressão, seco e isento de óleo.
Após a limpeza com ar comprimido, verificar o aperto das conexões elétricas e a fixação dos componentes.
Verificar a eventual existência de rachaduras na isolação de fios ou cabos elétricos, inclusive de soldagem,
ou em outros isolantes e substituí-los se defeituosos.
Quando se trabalha com fios ou cabos danificados ou com isolação gasta, as partes não isoladas podem
entrar em contato com alguma parte ou algum objeto aterrado. O arco elétrico que resultar de tal contato
pode ferir olhos não protegidos e provocar um incêndio. Um contato do corpo com uma parte ou um
condutor sem isolação pode causar um choque elétrico violento, queimaduras e até morte.
N.B.: A limpeza e manutenção preventiva devem ser intensificadas quando
operando em ambientes contaminados por pó, fuligem ou outro poluente que
possa causar danos ou prejudicar o desempenho.
ATENÇÃO:
Ver Apendice A para especificar as peças necessárias.
Em caso de dúvida na operação ou manutenção deste ou de outro produto de marca e fabricação EUTECTIC
contactar o Departamento de ServiçosTécnicos ou um Serviço autorizado EUTECTIC.
Para assegurar a operação segura de um equipamento EUTECTIC, usar somente peças de reposição originais
ou aprovadas por EUTECTIC . O emprego de peças não originais ou não aprovadas leva ao cancelamento
da garantia dada.
Peças de reposição podem ser obtidas dos Serviços Autorizados EUTECTIC ou das Filiais deVendas indicadas
na última página deste Manual. Sempre informar o modelo e o número de série do Alimentador de arame
7.2) Reparação
considerado.

12
Determinadas peças estão sujeitas a desgastes em regime normal de operação,
devendo ser substituídas sempre que apresentarem desgaste que comprometa a
correta alimentação do arame de soldagem.
8) PEÇAS DE REPOSIÇÃO
Ver Apendice A
9) CONJUNTO DE CABOS
Obs.:Os conjuntos de cabos são compostos de:
01 Cabo de comando
10) TOCHAS PARA SOLDAGEM
01 Cabo de energia
01 Mangueira
01 Cabo Obra
TABELA 9.1
Descrição
Conjunto de cabos 02 metros 400 A
Conjunto de cabos 10 metros 400 A
Conjunto de cabos 15 metros 400 A
Conjunto de cabos 20 metros 400 A
Conjunto de cabos 25 metros 400 A
Conjunto de cabos 02 metros 550 A
Conjunto de cabos 10 metros 550 A
Conjunto de cabos 15 metros 550 A
Conjunto de cabos 20 metros 550 A
Conjunto de cabos 25 metros 550 A
Referência
0400824
0400825
0400826
0400827
0400828
0400751
0400820
0400821
0400822
0400823
TABELA 10.1
MODELOS
MXL 200
MXL 270
MXL 340
PMC 400
PMC 450
PMC 500
PLUS 501 RW
PMC 400 AL
REFERÊNCIA
0905980
0905981
0905982
0704915
0708322
0704916
0706668
0707751
ARAME
(Mm)
0,6 - 1,0
0,8 - 1,2
0,8 - 1,2
0,8 - 1,6
0,8 - 1,6
0,8 - 2,4
0,8 - 1,6
0,8 - 1,2
²
Corrente (A)
200
270
340
340
340
380
400
F.t. (%)
35
35
35
60
60
60
100
60
REFRI-
GERAÇÃO
GÁS
GÁS
GÁS
GÁS
GÁS
GÁS
ÁGUA
GÁS
COMPRI-
MENTO DO
CABO
3m
3m
3m
3m
3m
4m
3m
2m
GÁS DE PROTEÇÃO
CO2
Argônio e misturas
F.t. (%)
35
35
35
60
60
60
100
Corrente (A)
170
260
320
320
320
360
350
300
ArcWeld 484 P

13
11) OPCIONAIS
TABELA 11.1
Descrição Código
Olhal de
levantamento
OrigoFeed
Kit Fluxômetro
OrigoFeed
Carrinho
Kit engate rápido
cabo energia
ArcWeld
Kit refrigeração
ArcWeld
0401231
0401545
0401932
0401610
0401462
Capa para
Proteção
do arame
Suporte para rolo de
30Kg
0707921
0905226
ArcWeld 484 P

14
-- página intencionalmente em branco --
ArcWeld 484 P

16

Reference
ArcWeld 484 P
ArcWeld 484 P
TM
Wire feeder
ArcWeld 484 P
TM
Wire feeder
Instruction Manual
EUTECTIC has the right to change technical characteristics of their equipment with no prior notice.

18
GENERAL INSTRUCTIONS
These instructions refer to any equipment produced by EUTE CTICadaptingto individual characteristics of
each model.
Strictly follow the instructions in this manual and abide by the requisites and other aspects of the welding
process to be used.
Do not install, operate or repair this equipment without reading this manual before proceeding.
Before installing, read the instruction manual of accessories and other parts (gas regulators, pistols or
welding torches, horimeter, controls, meters, auxiliary relays, etc) which will be aggregated to the
equipment and make sure the accessory is compatible.
Make sure that all required material for welding was correctly specified and is duly installed as to meet all
specifications of the intended application.
When in use, make sure that:
auxiliary equipment (torches, cables, accessories, electrode holder, pipes, etc.)
are correctly and tightly plugged. Refer to respective manuals).
For further information, about this or any other EUTECTIC product, do not hesitate to contact our Technical
Service Department or other EUTECTIC authorised company.
EUTECTIC shall not be liable or in any way responsible for any accident, damage or production break
caused by the non compliance with the instructions in this manual or with industrial safetyrules.
Accidents, damages or production break caused by installation, operation or repair of this or any other
EUTECTIC product performed by non-qualified staff are of entire responsibility of the owner or user of this
equipment.
Use of non-original parts and/or not approved by EUTECTIC when repairing this or any other EUTECTIC
product is entirely responsibility of the owner or user and implies total loss of warranty.
Warranty of any EUTECTIC product will be automatically cancelled in case any of the instructions and
recommendations in theWarranty Certificate and/or in this manual are not followed.
shield gas is appropriate to the application process.
A T T E N T I O N !
This EUTECTIC equipment was projected and manufactured in accordance to national and
international regulations, which establish safety operation criteria, and therefore, the
instructions in this present manual and especially the ones related to installation, operation
and maintenance should be rigorously followed, in order to avoid damage to the
performanceofthe equipment and also to complywith the guarantee given.
The materials used for packaging and the parts disposed to repair the equipment should
be taken to a specialized recyclingcompany accordingto the material type.
ArcWeld 484 P

1) SAFETY
This Service Manual is intended to be used by qualified personnel with training in installation, operation and
maintenance of the ArcWeld 484 P wire feeders.
People with no proper training or qualification must not be allowed to perform any completion of service or
repair, installation, operation in this equipment.
It’s essential to read and understand all the information presented in this Manual carefully.
Remember that:
As with any machine or electric equipment, the ArcWeld 4 84 P wire feeders should be disconnected
from the main power supply before completion of any maintenance work, preventive or corrective.
To perform any internal measure or any intervention which requires the equipment to be energized, it
must be ensured that:
The equipment is correctly earth connected;
The area is not wet;
All the electric connections, internal and externals are properly fitted.
E
lectric shock can kill
Welding smoke and gases can be harmful to your health
E
lectrical arcs burn the skin and hurt your sight
N
oise in high level can damage your hearing
S
park and metal particles and wire end can hurt your eyes
19
ArcWeld 484 P

20
2) DESCRIPTION
2.1) General description
The ArcWeld 4 84 P wire feeders are designed for semi-automatic MIG/MAG welding with solid wires,
3) TECHNICAL DATA
cored wire and aluminum in services of average and heavyduty.
They have a wire feed mechanism of 4 feed rollers geared and an electronic control system.
They can be installed over the power source, hanging over the working area with appropriate bracket or with
a trolley to move it around (optional).
The feedershave re-feedingof the engine which guarantees precision of the wire feeding speed.
4) CONTROLS
4.1) Front panel
1) Potentiometer for wire speed control.
2) Potentiometer for power source voltage control.
3) Voltmeter/Amp meter to visualize the welding parameters.
4) Switch 2T/4T. Allows selecting the command mode of the welding pistol trigger.In mode 2T the welding
is continuously maintained by keeping the trigger pressed. In mode 4T, the welding is activated and
maintained continuously with a single touch in the trigger, without the need of maintaining it pressed. In
order to disconnect it, just press it again.
484 P
42 - 50/60
1.5 - 25
0.6 - 1.6
0.9 - 2.4
0.8 - 1.6
Yes
Yes
Yes
Yes
Yes
0 - 0.5
Optional
270 x 550 x 340 (without wire protection)
270 x 660 x 415 (with wire protection)
17
TABLE 3.1
Euro-conector
Feeder
Voltage
Wire speed
Wire diameter
Solid steel
Cored wire
Aluminum
Welding gun connection
Voltmeter/amp meter
2T/4T stroke
Voltage adjustment of the welding source
Multi turns voltage adjustment potentiometer
Manual wire drive
Anti-stick (sec.)
Bobbin cover
Dimensions (W x L x H) (mm)
Weight (kg)
ArcWeld 484 P

21
5) Switch to adjust the wire speed start when turned ON and the trigger is pressed, the wire speed
mechanism will be half of the adjusted one in the potentiometer of the front panel. When the wire
touches de working piece and the arc is opened the speed automatically changes for the speed
adjusted in the front panel.
6) Euro-connector to connect the welding gun.
7) Manual advance / gas switch – when positioned in "manual advance" it allows feeding the wire without
having voltage in the gun. When positioned in "gas" it allows pre adjustment of the shielding gas flow.
8) Anti-stick potentiometer - allows adjusting the time in which the power source can still supply welding
current when the welding is interrupted. This resource prevents the wire from sticking in the weld
puddle.
9) Wire speed mechanism – 4 feed rollers for ArcWeld 484 P .
10) Socket to connect the command cable of the welding source.
11) Nipple to connect the quick connector of the shielding gas hose in the gas regulator.
12) Socket to connect the power cable of the welding power source.
13) Inlet wire nozzle.
4.2) Side console
14) Brake hub:to install the wire reel.
4.3) Back panel
1
2
3
4
5
6
ArcWeld 484 P
ArcWeld 484 P

22
10
11
12
7
8
9
ArcWeld 484 P

23
5) INSTALLING
5.1)
Receiving the equipment
At receiving the ArcWeld
484 P. Remove all the packaging material around the unit and check for
possible damages that could have happened during transport. Any complaints related to transport damage
should be directed to theTransport Company.
Remove carefully any material that could obstruct the refrigeration air system.
5.2) Working area
Several facts should be taken into consideration when determining the working place of a welding machine,
in order to have a safe and efficient operation. Adequate ventilation is needed for the refrigeration of the
equipment and for the operator’s safety. It’s extremely important that the area is kept clean.
The installation of any filter device in the environment restricts the air volume available for the machine
refrigeration which can cause overheating to the internal equipment. All guarantee undertakings from the
supplier cease to apply if the customer/user installs any filter device not authorized by the supplier.
N.B.:In case the feeder is not installed immediately, keep it in its original
packaging or store it in a dry and well ventilated place.
14
13
ArcWeld 484 P

24
NOTE: DO NOT USE THE NEUTRAL OF THE POWER SUPPLY SYSTEM
FOR GROUNDING.
All electrical connections must be firmly tightened to avoid sparkling risks,
overheating or circuit voltage drop.
5.3) Installing the wire feeder
1)Connect the wire feeder to the power source through the command cable.
2)Fix the welding cable to the + terminal of the powersource in the terminal of the wire feeder.
3)Fix the hose of the gas pressure regulator to the inlet nipple of the back solenoid valve of the wire feeder.
4)Install the welding gun (see specific manual).
5)Install the wire.
6)Install the feed rollers according to the wire type and diameter to be used.
Diameter
Ø mm
0,6 - 1,2
0,9 - 1,6
1,2
1,4 - 1,6
2,0 - 2,4
1,2 - 1,6
2,0
2,4
1,0 - 1,6
1,2
Type
Fe,Ss,C
Fe,Ss,C
Fe,Ss,C
Fe,Ss,C
Fe,Ss,C
C
C
C
Al
Al
C=Cored
Wire
1
Feed
Roller
0703957
0711860
0710718
0710719
0710719
0700278
0700278
0710522
0711861
0711862
2
Arm
0703270
0711863
0710720
0707899
0707899
0702570
0702570
0710523
0711864
0711865
3
Output
Nozzle
0707605
0707605
0707605
0707605
0710525
0707605
0710525
0710525
0707896
0707896
4
Intermediare
Nozzle
0703996
0703996
0703996
0703996
0710524
0700153
0700153
0710721
0703996
0703996
Groove
Type
V
V
V
V
V
V - K
V - K
V - K
U
U
=
Identification
1
6
7
2
2
3
3
4
U4
U4
1
0,6 - 0,8
0,9 - 1,0
1,2
1,4 - 1,6
1,4 - 1,6
1,2
1,2
2,4
1,0
1,2
2
0,9 - 1,0
1,2
1,2
2,0
2,0
1,4 - 1,6
1,4 - 1,6
Not Used
1,2
1,2
3
1,2
1,4 - 1,6
1,2
2,4
2,4
2,0
2,0
Not Used
1,6
1,2
K = Knurled
Groove
FEED ROLLERS
TABLE 5.1
ATTENTION!
The wire feed mechanism can be hurt. Be carefull.
ArcWeld 484 P

25
Fig. 1
5.4) Adjustment of the wire pressure
In order to determine the correct wire feederpressure:
Fig. 2
Make sure that the wire moves freely through the wire guide-tube. After that, set the pressure of the
pressure roller of the wire feeder. It is important that the pressure is not too tight. To make sure that the
feeding pressure is correctly set, feed the wire out of the welding gun against an isolating object, as for
example, a piece of wood.
When positioning the welding gun at a distance of approximately 5 mm of the piece of wood (picture 1)
the feedingroller should slid.
When positioning the welding gun at a distance of approximately 50 mm of the piece of wood, the wire
should be fed outwards, becoming bent (picture 2).
Groove 1 Groove 2 Groove 3
IDENTIFICA
TION
ArcWeld 484 P

26
5.5) Moving
When moving the feeder around the working area with a crane use a lifting eye P/N: 0401231 as shown in
the picture below.
6) OPERATING
1)Turn ON the powersource.
2)Adjust the wire speed, the power source voltage, the welding mode, the anti-stick time, the trigger
command mode and the gas flow according to the wire diameter and thickness of the material to be welded.
3) Start the welding and re-adjust the parameters, if needed.
7) MAINTENANCE
7.1) Recommendations
In normal environment and operation conditions the wire feeders, do not require any maintenance or
special service. It is enough to clean it inside once every two month with low pressure compressed air, dry
and free from oil.
After cleaning the equipment with blow dry air, check that the electric connections and components are
properly fixed. Check for possible faults in the wire isolations or electric cables, including the welding cable
and any others and if any of them is faulty substitute it.
When working with damaged wires or cable or with worn out isolation, the non-isolated parts can become in
contact with another part of an earth connected object. The electric arc which results from this contact can
hurt the eyes if not protected and cause a fire. The body contact of a part with another conductor without
isolation can cause a violent electric hazard, burns and even death.
Note:Cleaning and preventive maintenance should be intensified when operating
in environment contaminated by dust, soot or any other pollutant which can cause
damage or harm to the performance.
ArcWeld 484 P

27
ATTENTION:
See Apendix A
In case of doubts about the operation or maintenance of this or any other EUTECTIC product brand and
manufacturing, contact the department of Technical Service or an authorized EUTECTIC Service.
In order to ensure the perfect functioning and performance of EUTECTIC equipment, use only original parts
supplied by EUTECTIC or approved by them. All guarantee undertakings from the supplier cease to apply if the
customer uses non-original or non -approved parts when replacing any of them.
Spare parts can be obtained from the EUTECTIC Authorized Services or from its Sales Distributors listed on the
last page of this Manual. Always inform the Equipment Model and Serial Number of the wire feeder in
7.2) Repairing
question.
Some parts are subject to wear in normal operation conditions, and should be
substituted wher ever they present any wear which interferes with the correct
feeding of the wire.
ArcWeld 484 P

28
8) SPARE PARTS
See Appendix A.
9) CABLE SETS
Note:The cable sets comprise of:
01 command cable
01 power cable
01 hose
01Work cable
10) WELDING GUNS
TABLE 9.1
Reference
0400824
0400825
0400826
0400827
0400828
0400751
0400820
0400821
0400822
0400823
Description
Set of cables 02 meters 400 A
Set of cables 10 meters 400 A
Set of cables 15 meters 400 A
Set of cables 20 meters 400 A
Set of cables 25 meters 400 A
Set of cables 02 meters 550 A
Set of cables 10 meters 550 A
Set of cables 15 meters 550 A
Set of cables 20 meters 550 A
Set of cables 25 meters 550 A
SHIELDING GAS
CO
2
MODELS
MXL 200
MXL 270
MXL 340
PLUS 400
PLUS 500
PLUS 501 RW
PMC 400 AL
PART
NUMBER
0905980
0905981
0905982
0705133 (3 m)
0706250 (4 m)
0705134
0706668
0707751
WIRE
(mm)
0.6 - 1.0
0.8 - 1.2
0.8 - 1.2
0.8 - 1.6
0.8 - 2.4
0.8 - 1.6
0.8 - 1.2
Current (A)
200
270
340
340
380
400
--
Duty cicle (%)
35
35
35
60
60
100
--
Current (A)
170
260
320
320
360
350
300
Duty cicle (%)
35
35
35
60
60
100
60
Argon and mixtures
COOLING
GAS
GAS
GAS
GAS
GAS
WATER
GAS
TABLE 10.1
ArcWeld 484 P

29
11) OPTIONALS
TABLE 11.1
Description Reference
Lifting eye
OrigoFeed
Flow meter kit
OrigoFeed
Trolley
Quick connector
Power cable
OrigoFeed
Cooling kit
OrigoFeed
0401231
0401545
0401932
0401610
0401462
Cover for wire
protection
0707921
Support wire bobbin
30 kg
0905226
ArcWeld 484 P

30
WARRANTY
EUTECTIC S/A warrants to the purchaser/User that EUTECTIC equipment is produced under strict
quality control, assuring its perfect functioning and characteristics, when installed, operated
and kept according to the Instruction Manual of each product.
EUTECTIC guarantees replacement or repair of any part or component of equipment produced by
EUTECTIC in normal use conditions, which may be defective due to production fault, for the
warranty period stipulated for each equipment or model.
EUTECTIC obligations in the herein warranty is limited only to repair or replacement of any part or
component when duly proved by EUTECTIC or an Authorised Servicer.
Pieces and parts like wheels and wire guides, Analogical or digital meters which may be
damaged by any object, damaged electrical cable or commands, electrode holder or holders,
welding or cut torch/pistol nipples, torches and their components, which are worn out by
normal use of the equipment or any other damage caused by lack of preventive maintenance,
are not covered by this warranty.
This warranty does not cover any EUTECTIC equipment, part or component which could have been
altered, subjected to incorrect use, had an accident or damage caused by shipping or
atmospheric conditions, improper installation or maintenance, use of non original pieces or
parts, any technical intervention of non-qualified personnel or non-authorised by EUTECTIC or an
application other than the equipment was designed and produced for.
Packaging and cost of shipping/freight - to and from - for any equipment which may need an
EUTECTIC technical service under this warranty, to be done at any EUTECTIC facilities or any
EUTECTIC Authorised Servicer will be on purchaser/User's own expense and risk.
This warranty is valid only from the date of Receipt issued by EUTECTIC or an EUTECTIC Dealer.
The period of warranty for is one year.ArcWeld 484 P
ArcWeld 484 P

16

32
-- intentionally blank page --
ArcWeld 484 P

Referencia
ArcWeld 484 P
ArcWeld 484 P
TM
Alimentador de alambre
ArcWeld 484 P
TM
Alimentador de alambre
Manual de Instrucciones
Origo™ Feed 484 P5
Origo™ Feed 484
EUTECTIC se reserva el derecho de alterar las características técnicas de sus equipos sin aviso previo.

34
INSTRUCCIONES GENERALES
Estas instrucciones se refieren a todos los equipos producidos por EUTECTIC respetándose las
características individuales de cada modelo.
Siga rigurosamente las instrucciones contempladas en este Manual. Respete los requisitos y demás
aspectos en el proceso de soldadura el corte que emplee.
No instale, ni accione ni repare este equipo, sin leer previamente este Manual.
Lea los Manuales de instrucciones antes de instalar accesorios y otras partes (reguladores de gas,
pistolas, el sopletes para soldadura el corte, horímetros, controles, medidores, relees auxiliares, etc.)
que serán agregados al equipo y verifique su compatibilidad.
Verifique que todo el material necesario para la realización de la soldadura o el corte haya sido
correctamente detallado y está debidamente instalado de manera que cumpla con todas las
especificaciones de la aplicación prevista.
Cuando vaya a utilizar, verifique:
Si los equipos auxiliares (torchas, cables, accesorios, porta-electrodos,
mangueras, etc.) estén correctamente y firmemente conectados. Consulte los
respectivos manuales.
Si el gas de protección de corte es apropiado al proceso y aplicación.
En caso de duda o necesidad de informaciones adicionales o aclaraciones a respecto de éste u otros
productos EUTECTIC , por favor consulte a nuestro Departamento de Asistencia Técnica o a un
Representante Autorizado EUTECTIC en las direcciones indicadas en la última página de este manual o a un
Servicio Autorizado EUTECTIC.
EUTECTIC no podrá ser responsabilizada por ningún accidente, daño o paro en la producción debido al
incumplimiento de las instrucciones de este Manual o de las normas adecuadas de seguridad industrial.
Accidentes, daños o paro en la producción debidos a instalación, operación o reparación tanto de éste u
otro producto EUTECTIC efectuado por persona(s) no calificada(s) para tales servicios son de entera
responsabilidad del Propietario o Usuario del equipo.
El uso de piezas de repuesto no originales y/o no aprobadas por EUTECTIC en la reparación de éstos u otros
productos EUTECTIC es de entera responsabilidad del Propietario o Usuario e implica en la pérdida total de
garantía.
Así mismo, la garantía de fábrica de los productos EUTECTIC será automaticamente anulada en caso que no
se cumplan cualquiera de las instrucciones y recomendaciones contempladas en el certificado de
garantía y /o en este Manual.
¡ A T E N C I Ó N !
Este equipo EUTECTIC fue proyectado y fabricado de acuerdo con normas nacionales e
internacionales que establecen criterios de operación y seguridad; por lo tanto las
instrucciones presentadas en este manual, en especial las relativas a la instalación,
operación y mantenimiento deben ser rigurosamente seguidas para no perjudicar el
rendimiento del mismo y comprometerla garantía otorgada.
Los materiales utilizados para embalaje y los repuestos descartados al reparar el equipo
deben ser enviados para reciclaje a empresas especializadas de acuerdo con el tipo de
material.
ArcWeld 484 P

35
1) SEGURIDAD
Este manual se destina a orientar a personas que tienen experiencia en la instalación, operación y
mantenimiento de los equipo ArcWeld 484 P.
NO permita que persona sin habilitación instalen, operen o reparen estos equipos.
Lea con cuidado para entender perfectamente todas las informaciones que aquí se presentan.
Recuerde que:
Como toda máquina o equipo eléctrico, debe desconectarse de su red de alimentación eléctrica antes de
ejecutar cualquier trabajo de mantenimiento preventivo o correctivo
Paraejecutar mediciones internas o intervenciones que requieran conectar el equipo, asegúrese de que:
el equipo esté correctamente conectado a tierra;
el lugar se encuentre bien seco;
todas las conexiones eléctricas, internas y externas, estén correctamente ajustadas.
.
Los choques eléctricos pueden matar
Los humos y gases de soldadura pueden perjudicar la salud
Arcos eléctricos quemam la piel y dañan la vista
Los ruídos a niveles excesivos perjudican la audición
Las chispas, partículas metálicas o de revestimiento pueden herir los ojos.
ArcWeld 484 P

36
2) DESCRIPCIÓN
2.1) Generalidades
Los alimentadores de alambre ArcWeld 4 84 P están proyectados para realizar trabajos de soldadura
3) CARACTERÍSTICAS TÉCNICAS
semiautomática MIG/MAG con alambres sólidos, tubulares y aluminio en tareas de producción media y
pesada.
El mecanismo de avance de alambre es de 4 roldanas engranadas y sistema de control electrónico de
velocidad.Pueden instalarse sobre la fuente de alimentación, suspendidos sobre el área de trabajo con un
soporte apropiado o con un carrito para el traslado (opcional). De acuerdo con el modelo poseen varias
funciones, ver tabla de características técnicas.
Tienen realimentación de motor que garantiza precisión en la velocidadde alimentación de alambre.
4) CONTROLES
4.1) Tablero frontal
1) Potenciómetro para controlar la velocidad del alambre.
2) Potenciómetro para controlar la tensión de la fuente de alimentación.
3) Voltímetro/Amperímetro que informa los parámetros de soldadura.
4) Llave 2T/4T. Selecciona el modo de comando del gatillo de la antorcha de soldar. En el modo 2T la
soldadura se mantiene continua mientras esté presionado el gatillo. En el modo 4T la antorcha se
enciende y se mantiene continua apretando el gatillo, sin necesidad de mantenerlo apretado. Para
apagar la antorcha se aprieta nuevamente el gatillo.
17
Euro-conector
Alimentador
Tensión de alimentación (V - Hz)
Velocidad de avance del alambre (m/mm)
Diámetro del alambre (mm)
Acero sólido
Tubular
Aluminio
Conexión de la torcha de soldar
Voltímetro/Amperímetro digital
Encendido 2T/4T
Ajuste de tensión de la fuente de soldadura
Potenciómetro de ajuste de tensión multivueltas
Avance manual de alambre
Protección del rollo de alambre
Anti-stick (seg.)
Dimensiones (A x L x A) (mm)
Peso (kg)
TABLA 3.1
484P
42 - 50/60
1,5 - 25
0,6 - 1,6
0,9 - 2,4
0,8 - 1,6
Sí
Sí
Sí
Sí
Sí
Opcional
0 - 0,5
270 x 550 x 340 (sin protector de alambre)
270 x 660 x 415 (con protector de alambre)
ArcWeld 484 P

37
5) Llave de ajuste de velocidad de partida del alambre. Al comienzo, cuando se presiona el gatillo la
velocidadde avance del alambre es igual a la mitad de la que fue seleccionada con el potenciómetro del
tablero frontal. Cuando el alambre toca la pieza y el arco abre, la velocidad toma, automáticamente, el
valor seleccionado en el tablero frontal.
6) Euroconector - para conectar la antorcha de soldar.
7) Llave de Avance Manual/Gas – En la posición "avance manual" permite alimentar el alambre sin que
haya tensión en la antorcha. En la posición "gas" se puede realizar un ajuste del flujo del gas de
protección.
8) Potenciómetro Anti-stick. Permite ajustar el tiempo en que la fuente continúa suministrando corriente
de soldadura cuando se interrumpe el trabajo.Este recurso evita que se pegue el alambre en el pozo de
fusión.
9) Mecanismo de avance del alambre y 4 roldanas para e lArcWeld 484 P
10) Enchufe para conectar el cable de comando de la fuente de soldar.
11) Conector de enganche rápido de la manguera del gas de protección al regulador de gas.
12) Enchufe para conectar el cable de energía de la fuente de soldar
13) Guía de entrada del alambre.
4.2) Consola lateral
14) Centro de frenado – donde se instala el rollo de alambre.
4.3) Tablero posterior
1
2
3
4
5
6
ArcWeld 484 P
ArcWeld 484 P

38
7
8
9
10
11
12
ArcWeld 484 P

39
5) INSTALACIÓN
5.1) Recepción
Al recibir un ArcWeld 4 84 P, retire todo el material de embalaje que está alrededor del equipo y verifique
si existen eventuales daños ocurridos durante el traslado.Los reclamos relativos a daños en tránsito deben
dirigirse a la empresa transportadora.
Retire cuidadosamente todo material que obstruya el paso de aire de refrigeración.
5.2) Lugar de trabajo
Al determinar el lugar de trabajo de una máquina de soldar deben ser considerados varios factores para
proporcionar una operación segura y eficiente. Es necesaria una ventilación adecuada para refrigerar el
equipo y la seguridad del operador, y el área debe mantenerse limpia.
La instalación de dispositivos de filtro del aire ambiente restringe el volumen de aire disponible para
refrigerar la máquina y provoca el recalentamiento de sus componentes internos. La instalación de
dispositivos de filtro no autorizado por el Proveedor anula la garantía otorgada al equipo.
Nota: Si el alimentador no es instalado de inmediato, consérvelo en su
embalaje original o guárdelo en un lugar seco y ventilado
14
13
ArcWeld 484 P

40
Nota: NO USAR EL NEUTRO DE LA RED PARA LA CONEXIÓN A TIERRA.
Todas las conexiones eléctricas deben estar bien ajustadas para que no haya
riesgo de chisporroteo, recalentamiento o caída de tensión en los circuitos.
5.3) Instalación del alimentador
1)Conecte el Alimentador de alambre a la fuente de energía asociada por medio de su cable de comando.
2)Fije el cable de soldadura conectado al terminal + de la fuente de energía en el “block” de conexión del
Alimentador de alambre.
3)Fije la manguera del regulador de presión de gas en el conector de entrada de la válvula solenoide
trasera del Alimentador de alambre.
4)Instale la antorcha de soldar (ver manual específico).
5)Instale el alambre.
6)Instale las roldanas de tracción de acuerdo con el tipo y diámetro del alambre a ser utilizado.
Diámetro
Ø mm
0,6 - 1,2
0,9 - 1,6
1,2
1,4 - 1,6
2,0 - 2,4
1,2 - 1,6
2,0
2,4
1,0 - 1,6
1,2
Tipo de
Alambre
Fe,Ss,C
Fe,Ss,C
Fe,Ss,C
Fe,Ss,C
Fe,Ss,C
C
C
C
Al
Al
C=Alambre
Tubular
1
Roldana
0703957
0711860
0710718
0710719
0710719
0700278
0700278
0710522
0711861
0711862
2
Brazo
0703270
0711863
0710720
0707899
0707899
0702570
0702570
0710523
0711864
0711865
3
Guia de
Salida
0707605
0707605
0707605
0707605
0710525
0707605
0710525
0710525
0707896
0707896
4
Guia
Central
0703996
0703996
0703996
0703996
0710524
0700153
0700153
0710721
0703996
0703996
Tipo
de
Surco
V
V
V
V
V
V - K
V - K
V - K
U
U
=
Identifi-
cación
1
6
7
2
2
3
3
4
U4
U4
1
0,6 - 0,8
0,9 - 1,0
1,2
1,4 - 1,6
1,4 - 1,6
1,2
1,2
2,4
1,0
1,2
2
0,9 - 1,0
1,2
1,2
2,0
2,0
1,4 - 1,6
1,4 - 1,6
N.Utilizado
1,2
1,2
3
1,2
1,4 - 1,6
1,2
2,4
2,4
2,0
2,0
N.Utilizado
1,6
1,2
Surco
K = Ranurada
TABLA DE ROLDANAS
TABLA 5.1
AVISO!
Las piezas en rotación pueden provocar heridas.Tenga mucho cuidado.
ArcWeld 484 P

41
Fig. 1
5.4) Presión en el alambre
Paradeterminar la presión correcta de alimentación del alambre:
Fig. 2
Vea que el alambre corra sin problemas a través su tubo guía. Luego defina la presión de los rodillos de
presión del alimentador. Es importante que la presión no sea demasiado fuerte.Para probar si la presión
de alimentación es correcta alimente el alambre por la antorcha contra un objeto aislado como, por
ejemplo, un pedazo de madera.
Cuando se coloca la antorcha a una distancia de aproximadamente 5mm de la madera (fig.1) los rodillos
de alimentación deben patinar.
Cuando se coloca la antorcha a una distancia de aproximadamente 50mm de la madera, el alambre
debe ser alimentado quedando doblado(fig.2).
Surco 3Surco 2Surco 1
IDENTIFICIÓN
ArcWeld 484 P

42
5.5) Traslado
Para trasladar el alimentador por el lugar de trabajo con una grúa use el anillo para levantar la máquina ref.:
0401231 como indica la siguiente figura.
6) OPERACIÓN
1)Encienda la fuente de energía.
2)Seleccione la velocidad del alambre, la tensión de la fuente de energía, el tiempo de anti-stick y el flujo del
gas de acuerdo con el diámetro del alambre y el espesor del material a ser soldado.
3)Comience a soldar y ajuste los parámetros, si es necesario.
7) MANTENIMIENTO
7.1) Recomendaciones
En condiciones normales ambientales y de funcionamiento, los Alimentadores de alambre no requieren
ningún trabajo especial de mantenimiento. Sólo es necesario limpiarlos internamente una vez por mes
con aire comprimido a baja presión, seco y exento de aceite.
Después de la limpieza con aire comprimido, verifique el ajuste de las conexiones eléctricas y si los
componentes están bien fijos en sus posiciones. Verifique también si existen rajaduras en los aislantes
de los cables eléctricos, inclusive los de soldadura, o en otros aislantes y substitúyalos si es necesario.
Cuando se trabaja con cables dañados o con sus aislantes gastados, las partes no aisladas pueden
entrar en contacto con algún objeto o componente conectado a tierra. El arco eléctrico que resulta de
ese contacto puede provocar heridas en los ojos no protegidos y provocar un incendio. Un contacto del
cuerpo con un objeto o conductor no aislado puede causar un “shock” eléctrico violento, quemaduras e
inclusive la muerte.
Nota:La limpieza y mantenimiento preventivo deben ser intensificados cuando se
trabaja en ambientes contaminados con polvo, hollín u otros contaminantes que
puedan causar daños o perjudicar el rendimiento.

43
ATENCIÓN:
Ver Apendice A
En caso de dudas con respecto al manejo o mantenimiento de este u otro producto fabricado por EUTECTIC
entre en contacto con el Departamento de ServiciosTécnico o con un Servicio autorizado EUTECTIC.
Para garantizar el buen funcionamiento y rendimiento de un equipo EUTECTIC, use solamente repuestos
originales suministrados o aprobados por EUTECTIC S/A. El uso de repuestos no originales o no aprobados
provocará la pérdida automática de la garantía otorgada.
Los repuestos se obtienen en los Servicios Autorizados EUTECTIC o en las Filiales de Venta como se indica en
la última página de este Manual. Siempre informe el modelo y el número de serie del Alimentador de
7.2) Reparación
alambre considerado.
Determinadas piezas, funcionando en régimen normal, están sujetas a desgaste, y
deben ser substituidas cuando este desgaste comprometa la correcta alimentación
del alambre de soldadura.
ArcWeld 484 P

44
8) REPUESTOS
Ver Apéndice A.
9) CONJUNTO DE CABLES
Obs.:Los conjuntos de cables se componen de:
01 Cable de comando
01 Cable de energía
01 Manguera
01 Cable de Masa
10) ANTORCHAS
TABLA 9.1
Descripción
Conjunto de cables 02 metros 400 A
Conjunto de cables 10 metros 400 A
Conjunto de cables 15 metros 400 A
Conjunto de cables 20 metros 400 A
Conjunto de cables 25 metros 400 A
Conjunto de cables 02 metros 550 A
Conjunto de cables 10 metros 550 A
Conjunto de cables 15 metros 550 A
Conjunto de cables 20 metros 550 A
Conjunto de cables 25 metros 550 A
Referencia
0400824
0400825
0400826
0400827
0400828
0400751
0400820
0400821
0400822
0400823
GAS DE PROTECCIÓN
CO
2
MODELOS
MXL 200
MXL 270
MXL340
PLUS 400
PLUS 500
PLUS 501 RW
PMC 400 AL
REFERENCIA
0905980
0905981
0905982
0705133 (3 m)
0706250 (4 m)
0705134
0706668
0707751
ALAMBRE
(mm)
0,6 - 1,0
0,8 - 1,2
0,8 - 1,2
0,8 - 1,6
0,8 - 2,4
0,8 - 1,6
0,8 - 1,2
Corriente (A)
200
270
340
340
380
400
--
F.t (%)
35
35
35
60
60
100
--
Corriente (A)
170
260
320
320
360
350
300
F.t (%)
35
35
35
60
60
100
60
Argón y mezclas
REFRIGE-
RACIÓN
GAS
GAS
GAS
GAS
GAS
AGUA
GAS
TABLA 10.1

45
11) OPCIONALES
Cancamo para
levantar la máquina
OrigoFeed
Kit Fluxómetro
OrigoFeed
Carrito
Kit enganche rápido
Cable de energía
OrigoFeed
Kit de refrigeración
OrigoFeed
Capa para
Protección del
alambre
TABELA 11.1
Descrição Código
0401231
0401545
0401932
0401610
0401462
0707921
0905226
Soporte del rollo de
alambre 30 Kg
ArcWeld 484 P

46
GARANTÍA
EUTECTIC Industria y Comercio, garantiza al comprador y usuario, que sus equipos son
fabricados bajo riguroso Control de Calidad, asegurando su funcionamiento y
caracteristicas, cuando instalados, operados y mantenidos de acuerdo a las orientaciones
del Manual correspondiente a cada equipo.
EUTECTIC Industria y Comercio, garantiza la sustitución o reparación de cualquier parte o
componente del equipo de su fabricación, en condiciones normales de uso, que presente falla
debido a defecto de material o de fabricación, durante el período vigencia de garantía
indicado para cada tipo o modelo de equipo.
El compromiso de EUTECTIC con las condiciones de la presente Garantía, está limitado
solamente, a la reparación o sustitución de cualquier parte o componente del equipo cuando
debidamente comprobado por EUTECTIC o SAE - Servicio Autorizado EUTECTIC.
Piezas y partes tales como, poleas y guías de alambre, medidor analógico o digital con daños
por cualquier objeto, cables eléctricos o de mando con daños, porta electrodos o garras,
boquilla de torcha, pistola de soldadura o corte, torchas y sus componentes, sujetos a
desgaste o deterioro por el uso normal del equipo, o cualquier otro daño causado por la
inexistencia de mantenimiento preventivo, no están cubiertos por la presente garantía.
La presente garantía no cubre ningún equipo EUTECTIC o parte o componente que haya sido
adulterado, sometido a uso incorrecto, sufrido accidente o daño causado por el transporte o
condiciones atmosféricas, instalación o mantenimiento inapropiados, uso de partes o piezas
no originales EUTECTIC, intervención técnica de cualquier especie realizada por personal no
calificado o no autorizado por EUTECTIC , o por aplicación diferente de aquella para cual el
equipo fue proyectado y fabricado.
El embalaje, así como los gastos de transporte y flete de ida y vuelta de los equipos en
garantía a instalaciones de EUTECTIC o un SAE, serán por cuenta y riesgo del comprador,
usuario o revendedor.
La presente garantía, tendrá vigencia a partir de la fecha de emisión de la factura de venta
emitida por EUTECTIC /o Revendedor EUTECTIC.
El periodo de garantía para los es de 1 año.ArcWeld 4 84 P
ArcWeld 484 P

16

48
-- página intencionalmente en blanco --
ArcWeld 484 P

49
APÊNDICE A - PEÇAS DE REPOSIÇÃO
APENDIX A - SPARE PARTS
APENDICE A - REPUESTOS
Origo™ F
eed 484
0910262
PAINEL FRONTAL SUPERIOR
TOP FRONT PANEL
TABLERO FRONTAL SUPERIOR
0901813
VISOR VERDE PARA
INSTRUMENTO
GREEN DISPLAY FOR
INSTRUMENT
VISOR VERDE PARA
DOBRADIÇA
INSTRUMENTO
0904932
HINGE
BISAGRA
0904697
ALÇA
HANDLER
MANIJA
0904905
MOLDURA DE
PROTEÇÃO
PROTECTIVE
FRAMES
MARCO DE
PROTECCIÓN
PAINEL FRONTAL INFERIOR
0904931
BOTTOM FRONT PANEL
TABLERO FRONTAL INFERIOR
0903000
PÉ
FOOT
PIE
0900791
ALÇA
HANDLER
MANIJA
0904915
LATERAL ESQUERDA
LEFT SIDE
LADO IZQUIERDO
0902036
CHAVE
SWITCH
LLAVE
0901881
CIRCUITO VOLT/AMP.
VOLT/AMP CIRCUIT
CIRCUITO ELECTRÓNICO
VOLT/AMP.
0905621
ETIQUETA
LABEL
0901745
POTENCIÔMETRO
POTENTIOMETER
KNOB
POTENCIÓMETRO
POTENCIÔMETRO
0904834
0901745
POTENTIOMETER
POTENCIÓMETRO
KNOB
0901760
0707606
EURO-CONECTOR
ArcWeld 484 P
ArcWeld 484 P

50
0904127
MIOLO FREIADOR COMPLETO
BRAKE HUB
CABEZA DE FRENO
MANÍPULO VERMELHO
0905219
RED HANDLE
MANILA ROJA
0904901
SUPORTE DO ROLO DE
ARAME
SUPPORTE WIRE BOBBIN
SUPORTE DEL ROLLO DE
ALAMBRE
0905416
CHAVE REVERSORA
REVERSING SWICH
VALVULA SOLENÓIDE
LLAVE REVERSORA
0904903
SOLENOID VALVE
VÁLVULA SOLENOIDE
0903258
CAPA PROTETORA
PROTECTIVE CASE
TAPA PROTECTORA
ETIQUETA
0905622
LABEL
ETIQUETA
KNOB
POTENCIÔMETRO
0901020
0901745
POTENTIOMETER
POTENCIOMETRO
MECANISMO DE AVANÇO DE ARAME
0906155
WIRE FEED MECHANISM
SUPORTE DOS COMPONENTES
MECANISMO DE AVANCE DE ALAMBRE
0905623
ELÉTRICOS
ELETRONIC COMPONENTS
HOLDERBOX
SUPORTE DE LOS
COMPONENTES ELÉTRICOS
0900791
ALÇA
HANDLE
ASA
ArcWeld 484 P

51
0905227
GUIA DO ARAME
INLET NOZZLE
GUÍA DEL ALAMBRE
0905216
ISOLANTE
ISOLATOR
AISLANTE
0904910
BARRAMENTO
TERMINAL
TERMINAL BAR
CIRCUITO ELETRÔNICO
0906736
ELETRONIC CIRCUIT
CIRCUITO ELECTRONICO
GABINETE INFERIOR
0904937
BOTTOM GABINETE
MANGUEIRA
GABINETE INFERIOR
0904939
HOSE
MANGUERA
0904902
CABINE SUPERIOR
TOP CABINET
CABINA SUPERIOR
TRANSFORMADOR
0901812
TRANSFORMER
CABOS
TRANSFORMADOR
0902836
CABLES
CHICOTE
0905620
WIRES
CONJUNTO DE CABLES
ISOLADOR
0902759
ISOLATOR
AISLANTE
ArcWeld 484 P

52
0905180
BRAÇADEIRA
STRAIN FOR CONNECTION SET
ABRAZADERA
0901148
ISOLADOR
ISOLATOR
CONECTOR
AISLANTE
0904911
CONNECTOR
CONECTOR
0904940
PAINEL TRASEIRO
PARA CONECTOR
REAR PANEL FOR
CONNECTOR
TABLERO POSTERIOR
PARA CONECTOR
0901264
CONTATO MACHO
CONTACT
CONTACTO
0901680
CARCAÇA TOMADA
SOCKET CASE
CUERPO DEL ENCHUFE
0902369
ENGATE RÁPIDO
QUICK CONNECTOR
ENCHUFE RAPIDO
ArcWeld 484 P

53
Apêndice B - MECANISMO DE AVANÇO DE ARAME
Appendix B - WIRE FEED MECHANISM
Apéndice B - MECANISMO DE AVANCE DE ALAMBRE
M5 x 20
M5 x 16
M5
0711800
ARRUELA ESPAÇADORA
ADJUSTMENT SAPCER
ARANDELA DE AJUSTE
0711801
ESPAÇADOR
WASHER
ARANDELA
ROLDANA VER TABELA 5.1
FEED ROLLER SEE TABLE 5.1
ISOLADOR
ROLDANA VER TABLA 5.1
0906093
ISOLATOR
AISLANTE
M5 x 20
M6 x 16
M6
0707606
CONECTOR DE CORRENTE
CURRENT CONNECTION
CONECTOR DE CORRIENTE
GUIA DE SAÍDA VER TABELA 5.1
OUTLET NOZZLE SEE TABLE 5.1
GUIA DE SALIDA VER TABLA 5.1
0905935
CONTATO DO EURO
CABLE SET
CONTACTO DEL EURO
0711803
FLANGE FRONTAL
FRONT FLANGE
0711806
CORPO DO EURO
BODY
CUERPO DEL
EURO
0711805
ISOLADOR
ISOLATOR
AISLANTE
M6
M6 x 40
0707927
CAPACITOR
0711804
BASE
PLATE
0711830
MOTOREDUTOR FRONTAL
FRONT DRIVE MOTOR
MOTOREDUCTOR DELANTERO
0711802
EIXO DO BRAÇO
ARM AXLE
EJE DEL BRAZO
0701020
SUPORTE CENTRAL
INTER NOZZLE SUPPORT
ARRUELA TRAVA
LOCKING WASHER
ARANDELA TRABA
BRAÇO VER TABELA 5.1
ARM SEE TABLE 5.1
BRAZO VER TABLA 5.1
GUIA CENTRAL VER TABELA 5.1
INTERMEDIATE NOZZLE
SEE TABLE 5.1
GUIA CENTRAL VER TABLA 5.1
0904170
MOTO REDUTOR TRASEIRO
REAR DRIVE MOTOR
MOTO REDUCTOR TRASERO
ArcWeld 484 P

54
Apêndice C - ESQUEMA ELÉTRICO
Appendix C - ELECTRICAL SCHEME
Apéndice C - ESQUEMA ELÉCTRICO
ArcWeld 484 P
PISTOLA
CORRENTE
SENSOR
BARRAMENTO
3
2
TEMPO DE
2 TOQUE
4 TOQUE
1
2
3
1
PURGA DO GÁSPURGA DO GÁS
PARTIDA LENTA
PISTOLA
GUN
A14
A15
A16
A13
A12
A11
A07
A08
K03
K02
K04
1
A
BRANCO
C05
C06
K01
B02
BRANCO
K
B01
1
1
C04
C03
CINZA
CINZA
AZUL
AZUL
C02
C01
1
K
B
C
PISTOLA / GUN
CORRENTE
SENSOR
BARRAMENTO
CONTROLE
VELOCIDADE
SPEED CONTROL
CONTROLE
VELOCIDADE
SPEED CONTROL
3
2
ACIONAMENTO MANUAL
DO ARAME
MANUAL SWITCH
ACIONAMENTO MANUAL
DO ARAME
MANUAL SWITCH
TEMPO DE ANTI-STICK
BURN BACK
TEMPO DE ANTI-STICK
BURN BACK
2 TOQUE
4 TOQUE
1
2
3
1
PURGA DO GÁSPURGA DO GÁS
GAS
SOFT START
OFF ON
PISTOLA
A14
A15
A16
A13
A12
A11
A07
A08
K03
K02
K04
1
A
BRANCO
C05
C06
K01
B02
BRANCO
K
B01
1
1
C04
C03
CINZA
CINZA
AZUL
AZUL
C02
C01
1
K
B
C
T01
T02
T11
T12
4
9
7
12
1
6
CHAVE
PAINEL/REMOTO
REMOT SWITCHREMOT SWITCH
NORMAL
REMOTOREMOTO
10
11
8
5
2
3
A15
T07
A15A
T06
A14A
T04
P07A
T03
P06A
A14
P07
P06
9
17
8
7
19
18
5
6
16
4
11
10
1
14
20
13
12
15
3
2
TOMADA
PAINEL/REMOTO
LOCAL REMOT
T04
T03
T08
T07
T08
T06
T05
T02
T01
T12
T11
T10
T09
A15A
A14A
ArcWeld 484 P

ArcWeld 484 P
55
1
D
42V
POTENCIÔMETRO
GND
G
1K
M
+
V03
VERDE
V06
V05
10
9
5
4
VOLTÍMETRO
VÁLVULA
9V
TOMADA COMANDO
P06
P08
P07
1
2
TENSÃO
3
6
1
8
7
42
3
2
V01
V06
V05
V02
V03
1
E
F01
F03
F05
F04
F02
1
H02
H01
1
F
1
2
G
H
1
PLACA PRINCIPAL
J
M
+
-
-
1
D
42V
POTENCIÔMETRO
VOLTAGE
CONTROL
VOLTAGE
CONTROL
GND
G
1K
M
+
V03
VERDE
V06
V05
10
9
5
4
VOLTÍMETRO
VOLTMETER
AMPMETER
VOLTMETER
AMPMETER
AMPERÍMETRO
SONELÓIDE VALVE
VÁLVULA SONELÓIDE
TRANSFORMADOR
TRANSFORMER
TRANSFORMADOR
TRANSFORMER
9V
TOMADA COMANDO
OUTLET
P06
P08
P07
1
2
TENSÃO
3
6
1
8
7
42
3
2
V01
V06
V05
V02
V03
1
E
F01
F03
F05
F04
F02
1
H02
H01
1
F
1
2
G
H
1
PLACA PRINCIPAL
PC BOARD
J
T10
T09
T05
P06A
P07A
PRETO
VERMELHO

Internet: http://www.eutectic.com.br
• BELO HORIZONTE: Tel.: 031-2191-4988 - FAX: 031-2191-4991
• SERTÃOZINHO: 016-3521-2350 - FAX: 016-3521-2350
Rua Arthur Barbarini, 959 - Distrito Industrial de Indaiatuba - Indaiatuba - SP - Tel. 013-3113-2800CEP 13347-436 -
Eutectic do Brasil Ltda.
Transcripción de documentos
ArcWeld 484 P Manual TÉCNICO INSTRUÇÕES GERAIS Estas instruções referem-se a todos os equipamentos produzidos por EUTECTIC respeitando-se as características individuais de cada modelo. Seguir rigorosamente as instruções contidas no presente Manual e respeitar os requisitos e demais aspectos do processo de soldagem a ser utilizado. Não instalar, operar ou fazer reparos neste equipamento sem antes ler e entender este Manual. Antes da instalação, ler os Manuais de instruções dos acessórios e outras partes (reguladores de gás, pistolas ou tochas de soldar, horímetros, controles, medidores, relés auxiliares, etc) que serão agregados ao equipamento e certificar-se de sua compatibilidade. Certificar-se de que todo o material necessário para a realização da soldagem foi corretamente especificado e está devidamente instalado de forma a atender a todas as especificações da aplicação prevista. Quando usados, verificar que: os equipamentos auxiliares (tochas, cabos, acessórios, porta-eletrodos, mangueiras, etc.) estejam corretamente e firmemente conectados. Consultar os respectivos manuais. o gás de proteção é apropriado ao processo e à aplicação. Em caso de dúvidas ou havendo necessidade de informações ou esclarecimentos a respeito, deste ou de outros produtos EUTECTIC, consultar o Departamento de Serviços Técnicos ou um Serviço Autorizado EUTECTIC. EUTECTIC não poderá ser responsabilizada por qualquer acidente, dano ou parada de produção causados pela não observância das instruções contidas neste Manual ou por não terem sido obedecidas as normas adequadas de segurança industrial. Acidentes, danos ou paradas de produção causados por instalação, operação ou reparação deste ou outro produto EUTECTIC efetuada por pessoa (s) não qualificada (s) para tais serviços são da inteira responsabilidade do Proprietário ou Usuário do equipamento. O uso de peças não originais e/ou não aprovadas por EUTECTIC na reparação deste ou de outros produtos EUTECTIC é da inteira responsabilidade do proprietário ou usuário e implica na perda total da garantia dada. Ainda, a garantia de fábrica dos produtos EUTECTIC será automaticamente anulada caso seja violada qualquer uma das instruções e recomendações contidas no certificado de garantia e/ou neste Manual. A T E N Ç Ã O ! Este equipamento EUTECTIC foi projetado e fabricado de acordo com normas nacionais e internacionais que estabelecem critérios de operação e de segurança; conseqüentemente, as instruções contidas no presente manual e em particular aquelas relativas à instalação, à operação e à manutenção devem ser rigorosamente seguidas de forma a não prejudicar o seu desempenho e a não comprometer a garantia dada. Os materiais utilizados para embalagem e as peças descartadas no reparo do equipamento devem ser encaminhados para reciclagem em empresas especializadas de acordo com o tipo de material. 2 ArcWeld 484 P 1) SEGURANÇA Este manual é destinado a orientar pessoas experimentadas sobre instalação, operação e manutenção dos alimentadores de arame ArcWeld 484 P. NÃO se deve permitir que pessoas não habilitadas instalem, operem ou reparem estes equipamentos. É necessário ler com cuidado e entender todas as informações aqui apresentadas. Lembrar-se de que: Choques elétricos podem matar Fumos e gases de soldagem podem prejudicar a saúde Arcos elétricos queimam a pele e ferem a vista R uídos em níveis excessivos prejudicam a audição Fagulhas, partículas metálicas e pontas de arame podem ferir os olhos Como qualquer máquina ou equipamento elétrico, os alimentadores de arame ArcWeld devem estar desligados da sua rede de alimentação elétrica antes de ser executada qualquer manutenção preventiva ou corretiva. Para executar medições internas ou intervenções que requeiram que o equipamento esteja energizado, assegurar-se de que: o equipamento esteja corretamente aterrado; o local não se encontre molhado; todas as conexões elétricas, internas e externas, estejam corretamente apertadas. ArcWeld 484 P 3 2) DESCRIÇÃO 2.1) Generalidades Os alimentadores de arame ArcWeld 4 84 P são projetados para soldagem semi-automática MIG/MAG com arames sólidos, tubulares e alumínio em serviços de produção média e pesada. Possuem mecanismo de avanço de arame de 4 roldanas engrenadas e sistema de controle eletrônico de velocidade. Podem ser instalados sobre a fonte de alimentação, suspensos sobre a área de trabalho com suporte apropriado ou com um carrinho para movimentação (opcional). Possuem realimentação dos motores que garante precisão na velocidade de alimentação do arame. 3) CARACTERÍSTICAS TÉCNICAS TABELA 3.1 Alimentador 484 P Tensão de alimentação (V - Hz) 42 - 50/60 Velocidade de avanço do arame (m/mm) 1,5 - 25 Diâmetro do arame (mm) Aço sólido 0,6 - 1,6 Tubular 0,9 - 2,4 Alumínio 0,8 - 1,6 Euro-conector Conexão da pistola de solda Voltímetro/Amperímetro digital Sim Acionamento 2T/4T Sim Ajuste de tensão da fonte de soldagem Sim Potenciômetro de ajuste de tensão multi-voltas Sim Acionamento manual do arame Sim Proteção do rolo de arame Opcional Anti-stick (seg.) Dimensões (L x C x A) (mm) 0 - 0,5 270 x 550 x 340 (sem protetor do arame) 270 x 660 x 415 (com protetor do arame) Peso (kg) 17 4) CONTROLES 4.1) Painel frontal 1) Potenciômetro para controle da velocidade do arame. 2) Potenciômetro para controle da tensão da fonte de alimentação. 3) Voltímetro/Amperímetro para vizualização dos parâmetros de soldagem. 4) Chave 2T/4T. Permite selecionar o modo de comando do gatilho da tocha de soldagem. No modo 2T a soldagem é mantida contínua mantendo-se pressionado o gatilho. No modo 4T a soldagem é acionada e mantida contínua com um toque no gatilho, sem necessidade de se mantê-lo apertado. Para desligar é necessário pressionar novamente o gatilho. 5) Chave de ajuste da velocidade de partida do arame quando ligada a velocidade de avanço do arame 4 ArcWeld 484 P será a metade da ajustada no potenciômetro do painel frontal quando pressionado o gatilho. Quando o arame tocar a peça e o arco for aberto a velocidade muda automaticamente para a ajustada no painel frontal. 6) Euro-conector - para conexão da tocha de soldagem. 4.2) Console lateral 7) Chave de Avanço Manual/Gás - quando na posição "avanço manual" permite alimentar o arame sem que haja tensão na tocha.Quando na posição "gás" permite pré-ajustar a vazão do gás de proteção. 8) Potenciômetro Anti-stick. Permite ajustar o tempo em que a fonte ainda fornece corrente de solda quando a soldagem é interrompida.Este recurso evita a colagem do arame na poça de fusão. 9) Mecanismo de avanço de arame 4 roldanas para ArcWeld 484 P. 4.3) Painel traseiro 10) Tomada para conexão do cabo de comando da fonte de soldagem. 11) Niple para conexão do engate rápido da mangueira do gás de proteção no regulador de gás. 12) Tomada para conexão do cabo de energia da fonte de soldagem. 13) Guia de entrada do arame. 14) Miolo freiador - para instalação do rolo de arame. ArcWeld 484 P 5 3 2 4 5 1 6 ArcWeld 484 P 7 8 9 6 ArcWeld 484 P 10 11 12 14 13 ArcWeld 484 P 7 5) INSTALAÇÃO 5.1) Recebimento Ao receber um ArcWeld 4 84 P, retirar todo o material de embalagem em volta da unidade e verificar a existência de eventuais danos que possam ter ocorrido durante o transporte. Quaisquer reclamações relativas a danificação em trânsito devem ser dirigidas à empresa transportadora. Remover cuidadosamente todo material que possa obstruir a passagem do ar de refrigeração. N.B.:Caso o alimentador não seja instalado de imediato, conservá-lo na sua embalagem original ou armazená-lo em local seco e ventilado. 5.2) Local de trabalho Vários fatores devem ser considerados ao se determinar o local de trabalho de uma máquina de soldar, de maneira a proporcionar uma operação segura e eficiente. Uma ventilação adequada é necessária para a refrigeração do equipamento e a segurança do operador e a área deve ser mantida limpa. A instalação de qualquer dispositivo de filtragem do ar ambiente restringe o volume de ar disponível para a refrigeração da máquina e leva a um sobreaquecimento dos seus componentes internos. A instalação de qualquer dispositivo de filtragem não autorizado pelo Fornecedor anula a garantia dada ao equipamento. N.B.: NÃO USAR O NEUTRO DA REDE PARA O ATERRAMENTO. Todas as conexões elétricas devem ser completamente apertadas de forma a não haver risco de faiscamento, sobre-aquecimento ou queda de tensão nos circuitos. AVISO! As peças rotativas podem provocar ferimentos. Tenha muito cuidado. 5.3) Instalação do alimentador 1)Ligar o Alimentador de arame à fonte de energia associada através de seu cabo de comando. 2)Fixar o cabo de soldagem ligado ao terminal + da fonte de energia no bloco de conexão do Alimentador de arame. 3)Fixar a mangueira do regulador de pressão de gás no niple de entrada da válvula solenóide traseira do Alimentador de arame. 4)Instalar a tocha de soldar (ver manual específico). 5)Instalar o arame. 6)Instalar as roldanas de tração de acordo com o tip o e o diâmetro do arame a ser utilizado. 8 ArcWeld 484 P TABELA 5.1 TABELA DE ROLDANAS Diâmetro Tipo de 1 2 3 4 Tipo = Arame Arame Roldana Braço Guia de Guia de Marcação 1 2 3 Saída Intermediária Sulco 0,6 - 1,2 Fe,Ss,C 0703957 0703270 0707605 0703996 V 1 0,6 - 0,8 0,9 - 1,0 1,2 0,9 - 1,6 Fe,Ss,C 0711860 0711863 0707605 0703996 V 6 0,9 - 1,0 1,2 1,4 - 1,6 Ø mm Sulco 1,2 Fe,Ss,C 0710718 0710720 0707605 0703996 V 7 1,2 1,2 1,2 1,4 - 1,6 Fe,Ss,C 0710719 0707899 0707605 0703996 V 2 1,4 - 1,6 2,0 2,4 2,0 - 2,4 Fe,Ss,C 0710719 0707899 0710525 0710524 V 2 1,4 - 1,6 2,0 2,4 1,2 - 1,6 C 0700278 0702570 0707605 0700153 V-K 3 1,2 1,4 - 1,6 2,0 2,0 C 0700278 0702570 0710525 0700153 V-K 3 1,2 1,4 - 1,6 2,0 2,4 C 0710522 0710523 0710525 0710721 V-K 4 2,4 1,0 - 1,6 Al 0711861 0711864 0707896 0703996 U U4 1,0 1,2 1,6 1,2 Al 0711862 0711865 0707896 0703996 U U4 1,2 1,2 1,2 Não Usado Não Usado C=Arame Tubular K = Recartilhado 5.4) Pressão no arame Para determinar a correta pressão de alimentação do arame: Certifique-se de que o arame se desloca sem problemas através do tubo-guia do arame. Em seguida defina a pressão dos roletes de pressão do alimentador de arame. É importante que a pressão não seja demasiado forte. Para se certificar de que a pressão de alimentação está corretamente definida, alimentar o arame para fora da tocha contra um objeto isolado como, por exemplo, um pedaço de madeira. Quando se posiciona a tocha a uma distância de aproximadamente 5 mm do pedaço de madeira (fig. 1) os roletes de alimentação deverão patinar. Quando se posiciona a tocha a uma distância de aproximadamente 50 mm do pedaço de madeira, o arame deve ser alimentado para fora, ficando dobrado (fig. 2). ArcWeld 484 P 9 Fig. 1 Fig. 2 5.5) Movimentação Para movimentar o alimentador pelo local de trabalho utilizando uma grua utilizar o olhal para levantamento ref: 0401231 conforme figura abaixo. 10 ArcWeld 484 P 6) OPERAÇÃO 1)Ligar a fonte de energia. 2)Regular a velocidade do arame, a tensão da fonte de energia, o tempo de anti-stick e a vazão do gás de acordo com o diâmetro do arame e espessura do material a ser soldado. 3)Iniciar a soldagem e reajustar os parâmetros, se necessário. 7) MANUTENÇÃO 7.1) Recomendações Em condições normais de ambiente e de operação, os alimentadores de arame não requerem qualquer serviço especial de manutenção. É apenas necessário limpá-los internamente uma vez por mês com ar comprimido sob baixa pressão, seco e isento de óleo. Após a limpeza com ar comprimido, verificar o aperto das conexões elétrica s e a fixação dos componentes. Verificar a eventual existência de rachaduras na isolação de fios ou cabos elétricos, inclusive de soldagem, ou em outros isolantes e substituí-los se defeituosos. Quando se trabalha com fios ou cabos danificados ou com isolação gasta, as partes não isoladas podem entrar em contato com alguma parte ou algum objeto aterrado. O arco elétrico que resultar de tal contato pode ferir olhos não protegidos e provocar um incêndio. Um contato do corpo com uma parte ou um condutor sem isolação pode causar um choque elétrico violento, queimaduras e até morte. N.B.: A limpeza e manutenção preventiva devem ser intensificadas quando operando em ambientes contaminados por pó, fuligem ou outro poluente que possa causar danos ou prejudicar o desempenho. ATENÇÃO: Em caso de dúvida na operação ou manutenção deste ou de outro produto de marca e fabricação EUTECTIC contactar o Departamento de Serviços Técnicos ou um Serviço autorizado EUTECTIC. 7.2) Reparação Para assegurar a operação segura de um equipamento EUTECTIC, usar somente peças de reposição originais ou aprovadas por EUTECTIC . O emprego de peças não originais ou não aprovadas leva ao cancelamento da garantia dada. Peças de reposição podem ser obtidas dos Serviços Autorizados EUTECTIC ou das Filiais de Vendas indicadas na última página deste Manual. Sempre informar o modelo e o número de série do Alimentador de arame considerado. Ver Apendice A para especificar as peças necessárias. 11 Determinadas peças estão sujeitas a desgastes em regime normal de operação, devendo ser substituídas sempre que apresentarem desgaste que comprometa a correta alimentação do arame de soldagem. 8) PEÇAS DE REPOSIÇÃO Ver Apendice A 9) CONJUNTO DE CABOS TABELA 9.1 Descrição Referência Conjunto de cabos 02 metros 400 A 0400824 Conjunto de cabos 10 metros 400 A 0400825 Conjunto de cabos 15 metros 400 A 0400826 Conjunto de cabos 20 metros 400 A 0400827 Conjunto de cabos 25 metros 400 A 0400828 Conjunto de cabos 02 metros 550 A 0400751 Conjunto de cabos 10 metros 550 A 0400820 Conjunto de cabos 15 metros 550 A 0400821 Conjunto de cabos 20 metros 550 A 0400822 Conjunto de cabos 25 metros 550 A 0400823 Obs.: Os conjuntos de cabos são compostos de: 01 Cabo de comando 01 Cabo de energia 01 Mangueira 01 Cabo Obra 10) TOCHAS PARA SOLDAGEM TABELA 10.1 REFERÊNCIA CO (Mm)² MODELOS 12 GÁS DE PROTEÇÃO ARAME Argônio e misturas 2 Corrente (A) F.t. (%) Corrente (A) F.t. (%) REFRI- COMPRI- GERAÇÃO MENTO DO CABO MXL 200 0905980 0,6 - 1,0 200 35 170 35 GÁS 3m MXL 270 0905981 0,8 - 1,2 270 35 260 35 GÁS 3m MXL 340 0905982 0,8 - 1,2 340 35 320 35 GÁS 3m PMC 400 0704915 0,8 - 1,6 340 60 320 60 GÁS 3m PMC 450 0708322 0,8 - 1,6 340 60 320 60 GÁS 3m PMC 500 0704916 0,8 - 2,4 380 60 360 60 GÁS 4m PLUS 501 RW 0706668 0,8 - 1,6 400 100 350 100 ÁGUA 3m PMC 400 AL 0707751 0,8 - 1,2 300 60 GÁS 2m ArcWeld 484 P 11) OPCIONAIS TABELA 11.1 Descrição Código Olhal de levantamento 0401231 OrigoFeed Kit Fluxômetro OrigoFeed 0401545 Carrinho 0401932 Kit engate rápido cabo energia 0401610 ArcWeld Kit refrigeração ArcWeld 0401462 Capa para Proteção 0707921 do arame Suporte para rolo de 30Kg 0905226 ArcWeld 484 P 13 -- página intencionalmente em branco -- 14 ArcWeld 484 P 16 ArcWeld 484 P TM Wire feeder Instruction Manual Reference ArcWeld 484 P EUTECTIC has the right to change technical characteristics of their equipment with no prior notice. GENERAL INSTRUCTIONS These instructions refer to any equipment produced by EUTE CTIC adapting to individual characteristics of each model. Strictly follow the instructions in this manual and abide by the requisites and other aspects of the welding process to be used. Do not install, operate or repair this equipment without reading this manual before proceeding. Before installing, read the instruction manual of accessories and other parts (gas regulators, pistols or welding torches, horimeter, controls, meters, auxiliary relays, etc) which will be aggregated to the equipment and make sure the accessory is compatible. Make sure that all required material for welding was correctly specified and is duly installed as to meet all specifications of the intended application. When in use, make sure that: auxiliary equipment (torches, cables, accessories, electrode holder, pipes, etc.) are correctly and tightly plugged. Refer to respective manuals). shield gas is appropriate to the application process. For further information, about this or any other EUTECTIC product, do not hesitate to contact our Technical Service Department or other EUTECTIC authorised company. EUTECTIC shall not be liable or in any way responsible for any accident, damage or production break caused by the non compliance with the instructions in this manual or with industrial safety rules. Accidents, damages or production break caused by installation, operation or repair of this or any other EUTECTIC product performed by non-qualified staff are of entire responsibility of the owner or user of this equipment. Use of non-original parts and/or not approved by EUTECTIC when repairing this or any other EUTECTIC product is entirely responsibility of the owner or user and implies total loss of warranty. Warranty of any EUTECTIC product will be automatically cancelled in case any of the instructions and recommendations in the Warranty Certificate and/or in this manual are not followed. A T T E N T I O N ! This EUTECTIC equipment was projected and manufactured in accordance to national and international regulations, which establish safety operation criteria, and therefore, the instructions in this present manual and especially the ones related to installation, operation and maintenance should be rigorously followed, in order to avoid damage to the performance of the equipment and also to comply with the guarantee given. The materials used for packaging and the parts disposed to repair the equipment should be taken to a specialized recycling company according to the material type. 18 ArcWeld 484 P 1) SAFETY This Service Manual is intended to be used by qualified personnel with training in installation, operation and maintenance of the ArcWeld 4 84 P wire feeders. People with no proper training or qualification must not be allowed to perform any completion of service or repair, installation, operation in this equipment. It’s essential to read and understand all the information presented in this Manual carefully. Remember that: Electric shock can kill W elding smoke and gases can be harmful to your health Electrical arcs burn the skin and hurt your sight Noise in high level can damage your hearing Spark and metal particles and wire end can hurt your eyes As with any machine or electric equipment, the ArcWeld 4 84 P wire feeders should be disconnected from the main power supply before completion of any maintenance work, preventive or corrective. To perform any internal measure or any intervention which requires the equipment to be energized, it must be ensured that: The equipment is correctly earth connected; The area is not wet; All the electric connections, internal and externals are properly fitted. ArcWeld 484 P 19 2) DESCRIPTION 2.1) General description The ArcWeld 4 84 P wire feeders are designed for semi-automatic MIG/MAG welding with solid wires, cored wire and aluminum in services of average and heavy duty. They have a wire feed mechanism of 4 feed rollers geared and an electronic control system. They can be installed over the power source, hanging over the working area with appropriate bracket or with a trolley to move it around (optional). The feeders have re-feeding of the engine which guarantees precision of the wire feeding speed. 3) TECHNICAL DATA TABLE 3.1 Feeder 484 P Voltage 42 - 50/60 Wire speed 1.5 - 25 Wire diameter Solid steel 0.6 - 1.6 Cored wire 0.9 - 2.4 Aluminum 0.8 - 1.6 Euro-conector Welding gun connection Voltmeter/amp meter Yes 2T/4T stroke Yes Voltage adjustment of the welding source Yes Multi turns voltage adjustment potentiometer Yes Manual wire drive Yes Anti-stick (sec.) 0 - 0.5 Bobbin cover Dimensions (W x L x H) (mm) Optional 270 x 550 x 340 (without wire protection) 270 x 660 x 415 (with wire protection) Weight (kg) 17 4) CONTROLS 4.1) Front panel 1) Potentiometer for wire speed control. 2) Potentiometer for power source voltage control. 3) Voltmeter/Amp meter to visualize the welding parameters. 4) Switch 2T/4T. Allows selecting the command mode of the welding pistol trigger. In mode 2T the welding is continuously maintained by keeping the trigger pressed. In mode 4T, the welding is activated and maintained continuously with a single touch in the trigger, without the need of maintaining it pressed. In order to disconnect it, just press it again. 20 ArcWeld 484 P 5) Switch to adjust the wire speed start when turned ON and the trigger is pressed, the wire speed mechanism will be half of the adjusted one in the potentiometer of the front panel. When the wire touches de working piece and the arc is opened the speed automatically changes for the speed adjusted in the front panel. 6) Euro-connector to connect the welding gun. 4.2) Side console 7) Manual advance / gas switch – when positioned in "manual advance" it allows feeding the wire without having voltage in the gun. When positioned in "gas" it allows pre adjustment of the shielding gas flow. 8) Anti-stick potentiometer - allows adjusting the time in which the power source can still supply welding current when the welding is interrupted. This resource prevents the wire from sticking in the weld puddle. 9) Wire speed mechanism – 4 feed rollers for ArcWeld 484 P . 4.3) Back panel 10) Socket to connect the command cable of the welding source. 11) Nipple to connect the quick connector of the shielding gas hose in the gas regulator. 12) Socket to connect the power cable of the welding power source. 13) Inlet wire nozzle. 14) Brake hub: to install the wire reel. 3 2 4 5 1 6 ArcWeld 484 P ArcWeld 484 P 21 7 8 9 10 11 12 22 ArcWeld 484 P 14 13 5) INSTALLING 5.1) Receiving the equipment At receiving the ArcWeld 484 P. Remove all the packaging material around the unit and check for possible damages that could have happened during transport. Any complaints related to transport damage should be directed to the Transport Company. Remove carefully any material that could obstruct the refrigeration air system. N.B.:In case the feeder is not installed immediately, keep it in its original packaging or store it in a dry and well ventilated place. 5.2) Working area Several facts should be taken into consideration when determining the working place of a welding machine, in order to have a safe and efficient operation. Adequate ventilation is needed for the refrigeration of the equipment and for the operator’s safety. It’s extremely important that the area is kept clean. The installation of any filter device in the environment restricts the air volume available for the machine refrigeration which can cause overheating to the internal equipment. All guarantee undertakings from the supplier cease to apply if the customer/user installs any filter device not authorized by the supplier. ArcWeld 484 P 23 NOTE: DO NOT USE THE NEUTRAL OF THE POWER SUPPLY SYSTEM FOR GROUNDING. All electrical connections must be firmly tightened to avoid sparkling risks, overheating or circuit voltage drop. ATTENTION! The wire feed mechanism can be hurt. Be carefull. 5.3) Installing the wire feeder 1)Connect the wire feeder to the power source through the command cable. 2)Fix the welding cable to the + terminal of the power source in the terminal of the wire feeder. 3)Fix the hose of the gas pressure regulator to the inlet nipple of the back solenoid valve of the wire feeder. 4)Install the welding gun (see specific manual). 5)Install the wire. 6)Install the feed rollers according to the wire type and diameter to be used. TABLE 5.1 FEED ROLLERS Diameter Type Ø mm 2 3 4 Groove = Feed Arm Output Intermediare Type Identification 1 2 Nozzle Nozzle Roller 3 0,6 - 1,2 Fe,Ss,C 0703957 0703270 0707605 0703996 V 1 0,6 - 0,8 0,9 - 1,0 1,2 0,9 - 1,6 Fe,Ss,C 0711860 0711863 0707605 0703996 V 6 0,9 - 1,0 1,2 1,4 - 1,6 1,2 Fe,Ss,C 0710718 0710720 0707605 0703996 V 7 1,2 1,2 1,2 1,4 - 1,6 Fe,Ss,C 0710719 0707899 0707605 0703996 V 2 1,4 - 1,6 2,0 2,4 2,0 - 2,4 Fe,Ss,C 0710719 0707899 0710525 0710524 V 2 1,4 - 1,6 2,0 2,4 1,2 - 1,6 C 0700278 0702570 0707605 0700153 V-K 3 1,2 1,4 - 1,6 2,0 2,0 C 0700278 0702570 0710525 0700153 V-K 3 1,2 1,4 - 1,6 2,0 2,4 C 0710522 0710523 0710525 0710721 V-K 4 2,4 Not Used Not Used 1,0 - 1,6 Al 0711861 0711864 0707896 0703996 U U4 1,0 1,2 1,6 Al 0711862 0711865 0707896 0703996 U U4 1,2 1,2 1,2 1,2 C=Cored Wire 24 Groove 1 ArcWeld 484 P K = Knurled ID EN TI FI CA TI ON Groove 1 Groove 2 Groove 3 5.4) Adjustment of the wire pressure In order to determine the correct wire feeder pressure: Make sure that the wire moves freely through the wire guide-tube. After that, set the pressure of the pressure roller of the wire feeder. It is important that the pressure is not too tight. To make sure that the feeding pressure is correctly set, feed the wire out of the welding gun against an isolating object, as for example, a piece of wood. When positioning the welding gun at a distance of approximately 5 mm of the piece of wood (picture 1) the feeding roller should slid. When positioning the welding gun at a distance of approximately 50 mm of the piece of wood, the wire should be fed outwards, becoming bent (picture 2). Fig. 1 Fig. 2 ArcWeld 484 P 25 5.5) Moving When moving the feeder around the working area with a crane use a lifting eye P/N: 0401231 as shown in the picture below. 6) OPERATING 1)Turn ON the power source. 2)Adjust the wire speed, the power source voltage, the welding mode, the anti-stick time, the trigger command mode and the gas flow according to the wire diameter and thickness of the material to be welded. 3) Start the welding and re-adjust the parameters, if needed. 7) MAINTENANCE 7.1) Recommendations In normal environment and operation conditions the wire feeders, do not require any maintenance or special service. It is enough to clean it inside once every two month with low pressure compressed air, dry and free from oil. After cleaning the equipment with blow dry air, check that the electric connections and components are properly fixed. Check for possible faults in the wire isolations or electric cables, including the welding cable and any others and if any of them is faulty substitute it. When working with damaged wires or cable or with worn out isolation, the non-isolated parts can become in contact with another part of an earth connected object. The electric arc which results from this contact can hurt the eyes if not protected and cause a fire. The body contact of a part with another conductor without isolation can cause a violent electric hazard, burns and even death. Note:Cleaning and preventive maintenance should be intensified when operating in environment contaminated by dust, soot or any other pollutant which can cause damage or harm to the performance. 26 ArcWeld 484 P ATTENTION: In case of doubts about the operation or maintenance of this or any other EUTECTIC product brand and manufacturing, contact the department of Technical Service or an authorized EUTECTIC Service. 7.2) Repairing In order to ensure the perfect functioning and performance of EUTECTIC equipment, use only original parts supplied by EUTECTIC or approved by them. All guarantee undertakings from the supplier cease to apply if the customer uses non-original or non -approved parts when replacing any of them. Spare parts can be obtained from the EUTECTIC Authorized Services or from its Sales Distributors listed on the last page of this Manual. Always inform the Equipment Model and Serial Number of the wire feeder in question. See Apendix A Some parts are subject to wear in normal operation conditions, and should be substituted wher ever they present any wear which interferes with the correct feeding of the wire. ArcWeld 484 P 27 8) SPARE PARTS See Appendix A. 9) CABLE SETS TABLE 9.1 Reference Description Set of cables 02 meters 400 A 0400824 Set of cables 10 meters 400 A 0400825 Set of cables 15 meters 400 A 0400826 Set of cables 20 meters 400 A 0400827 Set of cables 25 meters 400 A 0400828 Set of cables 02 meters 550 A 0400751 Set of cables 10 meters 550 A 0400820 Set of cables 15 meters 550 A 0400821 Set of cables 20 meters 550 A 0400822 Set of cables 25 meters 550 A 0400823 Note:The cable sets comprise of: 01 command cable 01 power cable 01 hose 01 Work cable 10) WELDING GUNS TABLE 10.1 MODELS PART WIRE NUMBER (mm) SHIELDING GAS CO2 COOLING Argon and mixtures Current (A) Duty cicle (%) Current (A) Duty cicle (%) MXL 200 0905980 0.6 - 1.0 200 35 170 35 GAS MXL 270 0905981 0.8 - 1.2 270 35 260 35 GAS MXL 340 0905982 0.8 - 1.2 340 35 320 35 GAS PLUS 400 0705133 (3 m) 0.8 - 1.6 340 60 320 60 GAS 0706250 (4 m) 28 PLUS 500 0705134 0.8 - 2.4 380 60 360 60 GAS PLUS 501 RW 0706668 0.8 - 1.6 400 100 350 100 WATER PMC 400 AL 0707751 0.8 - 1.2 -- -- 300 60 GAS ArcWeld 484 P 11) OPTIONALS TABLE 11.1 Description Reference Lifting eye OrigoFeed 0401231 Flow meter kit OrigoFeed 0401545 Trolley 0401932 Quick connector Power cable 0401610 OrigoFeed Cooling kit OrigoFeed Cover for wire protection Support wire bobbin 30 kg 0401462 0707921 0905226 ArcWeld 484 P 29 WARRANTY EUTECTIC S/A warrants to the purchaser/User that EUTECTIC equipment is produced under strict quality control, assuring its perfect functioning and characteristics, when installed, operated and kept according to the Instruction Manual of each product. EUTECTIC guarantees replacement or repair of any part or component of equipment produced by EUTECTIC in normal use conditions, which may be defective due to production fault, for the warranty period stipulated for each equipment or model. EUTECTIC obligations in the herein warranty is limited only to repair or replacement of any part or component when duly proved by EUTECTIC or an Authorised Servicer. Pieces and parts like wheels and wire guides, Analogical or digital meters which may be damaged by any object, damaged electrical cable or commands, electrode holder or holders, welding or cut torch/pistol nipples, torches and their components, which are worn out by normal use of the equipment or any other damage caused by lack of preventive maintenance, are not covered by this warranty. This warranty does not cover any EUTECTIC equipment, part or component which could have been altered, subjected to incorrect use, had an accident or damage caused by shipping or atmospheric conditions, improper installation or maintenance, use of non original pieces or parts, any technical intervention of non-qualified personnel or non-authorised by EUTECTIC or an application other than the equipment was designed and produced for. Packaging and cost of shipping/freight - to and from - for any equipment which may need an EUTECTIC technical service under this warranty, to be done at any EUTECTIC facilities or any EUTECTIC Authorised Servicer will be on purchaser/User's own expense and risk. This warranty is valid only from the date of Receipt issued by EUTECTIC or an EUTECTIC Dealer. The period of warranty for ArcWeld 484 P is one year. 30 ArcWeld 484 P 16 -- intentionally blank page -- 32 ArcWeld 484 P ArcWeld 484 P TM Alimentador de alambre Manual de Instrucciones Origo™ Fe ed 484 Origo™ Fe ed 484 P5 Referencia ArcWeld 484 P EUTECTIC se reserva el derecho de alterar las características técnicas de sus equipos sin aviso previo. INSTRUCCIONES GENERALES Estas instrucciones se refieren a todos los equipos producidos por EUTECTIC respetándose las características individuales de cada modelo. Siga rigurosamente las instrucciones contempladas en este Manual. Respete los requisitos y demás aspectos en el proceso de soldadura el corte que emplee. No instale, ni accione ni repare este equipo, sin leer previamente este Manual. Lea los Manuales de instrucciones antes de instalar accesorios y otras partes (reguladores de gas, pistolas, el sopletes para soldadura el corte, horímetros, controles, medidores, relees auxiliares, etc.) que serán agregados al equipo y verifique su compatibilidad. Verifique que todo el material necesario para la realización de la soldadura o el corte haya sido correctamente detallado y está debidamente instalado de manera que cumpla con todas las especificaciones de la aplicación prevista. Cuando vaya a utilizar, verifique: Si los equipos auxiliares (torchas, cables, accesorios, porta-electrodos, mangueras, etc.) estén correctamente y firmemente conectados. Consulte los respectivos manuales. Si el gas de protección de corte es apropiado al proceso y aplicación. En caso de duda o necesidad de informaciones adicionales o aclaraciones a respecto de éste u otros productos EUTECTIC , por favor consulte a nuestro Departamento de Asistencia Técnica o a un Representante Autorizado EUTECTIC en las direcciones indicadas en la última página de este manual o a un Servicio Autorizado EUTECTIC. EUTECTIC no podrá ser responsabilizada por ningún accidente, daño o paro en la producción debido al incumplimiento de las instrucciones de este Manual o de las normas adecuadas de seguridad industrial. Accidentes, daños o paro en la producción debidos a instalación, operación o reparación tanto de éste u otro producto EUTECTIC efectuado por persona(s) no calificada(s) para tales servicios son de entera responsabilidad del Propietario o Usuario del equipo. El uso de piezas de repuesto no originales y/o no aprobadas por EUTECTIC en la reparación de éstos u otros productos EUTECTIC es de entera responsabilidad del Propietario o Usuario e implica en la pérdida total de garantía. Así mismo, la garantía de fábrica de los productos EUTECTIC será automaticamente anulada en caso que no se cumplan cualquiera de las instrucciones y recomendaciones contempladas en el certificado de garantía y /o en este Manual. ¡ A T E N C I Ó N ! Este equipo EUTECTIC fue proyectado y fabricado de acuerdo con normas nacionales e internacionales que establecen criterios de operación y seguridad; por lo tanto las instrucciones presentadas en este manual, en especial las relativas a la instalación, operación y mantenimiento deben ser rigurosamente seguidas para no perjudicar el rendimiento del mismo y comprometer la garantía otorgada. Los materiales utilizados para embalaje y los repuestos descartados al reparar el equipo deben ser enviados para reciclaje a empresas especializadas de acuerdo con el tipo de material. 34 ArcWeld 484 P 1) SEGURIDAD Este manual se destina a orientar a personas que tienen experiencia en la instalación, operación y mantenimiento de los equipo ArcWeld 4 84 P. NO permita que persona sin habilitación instalen, operen o reparen estos equipos. Lea con cuidado para entender perfectamente todas las informaciones que aquí se presentan. Recuerde que: Los choques eléctricos pueden matar Los humos y gases de soldadura pueden perjudicar la salud Arcos eléctricos quemam la piel y dañan la vista Los ruídos a niveles excesivos perjudican la audición Las chispas, partículas metálicas o de revestimiento pueden herir los ojos. Como toda máquina o equipo eléctrico, debe desconectarse de su red de alimentación eléctrica antes de ejecutar cualquier trabajo de mantenimiento preventivo o correctivo. Para ejecutar mediciones internas o intervenciones que requieran conectar el equipo, asegúrese de que: el equipo esté correctamente conectado a tierra; el lugar se encuentre bien seco; todas las conexiones eléctricas, internas y externas, estén correctamente ajustadas. ArcWeld 484 P 35 2) DESCRIPCIÓN 2.1) Generalidades Los alimentadores de alambre ArcWeld 4 84 P están proyectados para realizar trabajos de soldadura semiautomática MIG/MAG con alambres sólidos, tubulares y aluminio en tareas de producción media y pesada. El mecanismo de avance de alambre es de 4 roldanas engranadas y sistema de control electrónico de velocidad. Pueden instalarse sobre la fuente de alimentación, suspendidos sobre el área de trabajo con un soporte apropiado o con un carrito para el traslado (opcional). De acuerdo con el modelo poseen varias funciones, ver tabla de características técnicas. Tienen realimentación de motor que garantiza precisión en la velocidad de alimentación de alambre. 3) CARACTERÍSTICAS TÉCNICAS TABLA 3.1 484P Alimentador Tensión de alimentación (V - Hz) 42 - 50/60 Velocidad de avance del alambre (m/mm) 1,5 - 25 Diámetro del alambre (mm) Acero sólido 0,6 - 1,6 Tubular 0,9 - 2,4 Aluminio 0,8 - 1,6 Euro-conector Conexión de la torcha de soldar Voltímetro/Amperímetro digital Sí Encendido 2T/4T Sí Ajuste de tensión de la fuente de soldadura Sí Potenciómetro de ajuste de tensión multivueltas Sí Avance manual de alambre Sí Protección del rollo de alambre Opcional Anti-stick (seg.) Dimensiones (A x L x A) (mm) 0 - 0,5 270 x 550 x 340 (sin protector de alambre) 270 x 660 x 415 (con protector de alambre) Peso (kg) 17 4) CONTROLES 4.1) Tablero frontal 1) Potenciómetro para controlar la velocidad del alambre. 2) Potenciómetro para controlar la tensión de la fuente de alimentación. 3) Voltímetro/Amperímetro que informa los parámetros de soldadura. 4) Llave 2T/4T. Selecciona el modo de comando del gatillo de la antorcha de soldar. En el modo 2T la soldadura se mantiene continua mientras esté presionado el gatillo. En el modo 4T la antorcha se enciende y se mantiene continua apretando el gatillo, sin necesidad de mantenerlo apretado. Para apagar la antorcha se aprieta nuevamente el gatillo. 36 ArcWeld 484 P 5) Llave de ajuste de velocidad de partida del alambre. Al comienzo, cuando se presiona el gatillo la velocidad de avance del alambre es igual a la mitad de la que fue seleccionada con el potenciómetro del tablero frontal. Cuando el alambre toca la pieza y el arco abre, la velocidad toma, automáticamente, el valor seleccionado en el tablero frontal. 6) Euroconector - para conectar la antorcha de soldar. 4.2) Consola lateral 7) Llave de Avance Manual/Gas – En la posición "avance manual" permite alimentar el alambre sin que haya tensión en la antorcha. En la posición "gas" se puede realizar un ajuste del flujo del gas de protección. 8) Potenciómetro Anti-stick. Permite ajustar el tiempo en que la fuente continúa suministrando corriente de soldadura cuando se interrumpe el trabajo. Este recurso evita que se pegue el alambre en el pozo de fusión. 9) Mecanismo de avance del alambre y 4 roldanas para e ArcWeld l 484 P 4.3) Tablero posterior 10) Enchufe para conectar el cable de comando de la fuente de soldar. 11) Conector de enganche rápido de la manguera del gas de protección al regulador de gas. 12) Enchufe para conectar el cable de energía de la fuente de soldar 13) Guía de entrada del alambre. 14) Centro de frenado – donde se instala el rollo de alambre. 3 2 4 5 1 6 ArcWeld 484 P ArcWeld 484 P 37 7 8 9 10 11 12 38 ArcWeld 484 P 14 13 5) INSTALACIÓN 5.1) Recepción Al recibir un ArcWeld 4 84 P, retire todo el material de embalaje que está alrededor del equipo y verifique si existen eventuales daños ocurridos durante el traslado. Los reclamos relativos a daños en tránsito deben dirigirse a la empresa transportadora. Retire cuidadosamente todo material que obstruya el paso de aire de refrigeración. Nota: Si el alimentador no es instalado de inmediato, consérvelo en su embalaje original o guárdelo en un lugar seco y ventilado 5.2) Lugar de trabajo Al determinar el lugar de trabajo de una máquina de soldar deben ser considerados varios factores para proporcionar una operación segura y eficiente. Es necesaria una ventilación adecuada para refrigerar el equipo y la seguridad del operador, y el área debe mantenerse limpia. La instalación de dispositivos de filtro del aire ambiente restringe el volumen de aire disponible para refrigerar la máquina y provoca el recalentamiento de sus componentes internos. La instalación de dispositivos de filtro no autorizado por el Proveedor anula la garantía otorgada al equipo. ArcWeld 484 P 39 Nota: NO USAR EL NEUTRO DE LA RED PARA LA CONEXIÓN A TIERRA. Todas las conexiones eléctricas deben estar bien ajustadas para que no haya riesgo de chisporroteo, recalentamiento o caída de tensión en los circuitos. AVISO! Las piezas en rotación pueden provocar heridas.Tenga mucho cuidado. 5.3) Instalación del alimentador 1)Conecte el Alimentador de alambre a la fuente de energía asociada por medio de su cable de comando. 2)Fije el cable de soldadura conectado al terminal + de la fuente de energía en el “block” de conexión del Alimentador de alambre. 3)Fije la manguera del regulador de presión de gas en el conector de entrada de la válvula solenoide trasera del Alimentador de alambre. 4)Instale la antorcha de soldar (ver manual específico). 5)Instale el alambre. 6)Instale las roldanas de tracción de acuerdo con el tipo y diámetro del alambre a ser utilizado. TABLA 5.1 TABLA DE ROLDANAS Diámetro Tipo de 1 2 3 4 Tipo = Ø mm Alambre Roldana Brazo Guia de Guia de Identifi- Salida Central Surco cación 0,6 - 1,2 Fe,Ss,C 0703957 0703270 0707605 0703996 V 0,9 - 1,6 Fe,Ss,C 0711860 0711863 0707605 0703996 1,2 Fe,Ss,C 0710718 0710720 0707605 0703996 1,4 - 1,6 Fe,Ss,C 0710719 0707899 0707605 2,0 - 2,4 Fe,Ss,C 0710719 0707899 0710525 1,2 - 1,6 C 0700278 0702570 2,0 C 0700278 0702570 2,4 C 0710522 1,0 - 1,6 Al 1,2 Al 2 3 1 0,6 - 0,8 0,9 - 1,0 1,2 V 6 0,9 - 1,0 1,2 1,4 - 1,6 V 7 1,2 1,2 1,2 0703996 V 2 1,4 - 1,6 2,0 2,4 0710524 V 2 1,4 - 1,6 2,0 2,4 0707605 0700153 V-K 3 1,2 1,4 - 1,6 2,0 0710525 0700153 V-K 3 1,2 1,4 - 1,6 2,0 0710523 0710525 0710721 V-K 4 2,4 0711861 0711864 0707896 0703996 U U4 1,0 1,2 1,6 0711862 0711865 0707896 0703996 U U4 1,2 1,2 1,2 C=Alambre Tubular 40 ArcWeld 484 P Surco 1 K = Ranurada N.Utilizado N.Utilizado ID EN TI FI CI ÓN Surco 1 Surco 2 Surco 3 5.4) Presión en el alambre Para determinar la presión correcta de alimentación del alambre: Vea que el alambre corra sin problemas a través su tubo guía. Luego defina la presión de los rodillos de presión del alimentador. Es importante que la presión no sea demasiado fuerte. Para probar si la presión de alimentación es correcta alimente el alambre por la antorcha contra un objeto aislado como, por ejemplo, un pedazo de madera. Cuando se coloca la antorcha a una distancia de aproximadamente 5mm de la madera (fig. 1) los rodillos de alimentación deben patinar. Cuando se coloca la antorcha a una distancia de aproximadamente 50mm de la madera, el alambre debe ser alimentado quedando doblado (fig. 2). Fig. 1 Fig. 2 ArcWeld 484 P 41 5.5) Traslado Para trasladar el alimentador por el lugar de trabajo con una grúa use el anillo para levantar la máquina ref.: 0401231 como indica la siguiente figura. 6) OPERACIÓN 1)Encienda la fuente de energía. 2)Seleccione la velocidad del alambre, la tensión de la fuente de energía, el tiempo de anti-stick y el flujo del gas de acuerdo con el diámetro del alambre y el espesor del material a ser soldado. 3)Comience a soldar y ajuste los parámetros, si es necesario. 7) MANTENIMIENTO 7.1) Recomendaciones En condiciones normales ambientales y de funcionamiento, los Alimentadores de alambre no requieren ningún trabajo especial de mantenimiento. Sólo es necesario limpiarlos internamente una vez por mes con aire comprimido a baja presión, seco y exento de aceite. Después de la limpieza con aire comprimido, verifique el ajuste de las conexiones eléctricas y si los componentes están bien fijos en sus posiciones. Verifique también si existen rajaduras en los aislantes de los cables eléctricos, inclusive los de soldadura, o en otros aislantes y substitúyalos si es necesario. Cuando se trabaja con cables dañados o con sus aislantes gastados, las partes no aisladas pueden entrar en contacto con algún objeto o componente conectado a tierra. El arco eléctrico que resulta de ese contacto puede provocar heridas en los ojos no protegidos y provocar un incendio. Un contacto del cuerpo con un objeto o conductor no aislado puede causar un “shock” eléctrico violento, quemaduras e inclusive la muerte. Nota:La limpieza y mantenimiento preventivo deben ser intensificados cuando se trabaja en ambientes contaminados con polvo, hollín u otros contaminantes que puedan causar daños o perjudicar el rendimiento. 42 ATENCIÓN: En caso de dudas con respecto al manejo o mantenimiento de este u otro producto fabricado por EUTECTIC entre en contacto con el Departamento de Servicios Técnico o con un Servicio autorizado EUTECTIC. 7.2) Reparación Para garantizar el buen funcionamiento y rendimiento de un equipo EUTECTIC, use solamente repuestos originales suministrados o aprobados por EUTECTIC S/A. El uso de repuestos no originales o no aprobados provocará la pérdida automática de la garantía otorgada. Los repuestos se obtienen en los Servicios Autorizados EUTECTIC o en las Filiales de Venta como se indica en la última página de este Manual. Siempre informe el modelo y el número de serie del Alimentador de alambre considerado. Ver Apendice A Determinadas piezas, funcionando en régimen normal, están sujetas a desgaste, y deben ser substituidas cuando este desgaste comprometa la correcta alimentación del alambre de soldadura. ArcWeld 484 P 43 8) REPUESTOS Ver Apéndice A. 9) CONJUNTO DE CABLES TABLA 9.1 Descripción Referencia Conjunto de cables 02 metros 400 A 0400824 Conjunto de cables 10 metros 400 A 0400825 Conjunto de cables 15 metros 400 A 0400826 Conjunto de cables 20 metros 400 A 0400827 Conjunto de cables 25 metros 400 A 0400828 Conjunto de cables 02 metros 550 A 0400751 Conjunto de cables 10 metros 550 A 0400820 Conjunto de cables 15 metros 550 A 0400821 Conjunto de cables 20 metros 550 A 0400822 Conjunto de cables 25 metros 550 A 0400823 Obs.: Los conjuntos de cables se componen de: 01 Cable de comando 01 Cable de energía 01 Manguera 01 Cable de Masa 10) ANTORCHAS TABLA 10.1 MODELOS REFERENCIA GAS DE PROTECCIÓN ALAMBRE (mm) CO2 REFRIGE- Argón y mezclas RACIÓN Corriente (A) F.t (%) Corriente (A) F.t (%) MXL 200 0905980 0,6 - 1,0 200 35 170 35 GAS MXL 270 0905981 0,8 - 1,2 270 35 260 35 GAS MXL340 0905982 0,8 - 1,2 340 35 320 35 GAS PLUS 400 0705133 (3 m) 0,8 - 1,6 340 60 320 60 GAS 0706250 (4 m) 44 PLUS 500 0705134 0,8 - 2,4 380 60 360 60 GAS PLUS 501 RW 0706668 0,8 - 1,6 400 100 350 100 AGUA PMC 400 AL 0707751 0,8 - 1,2 -- -- 300 60 GAS 11) OPCIONALES TABELA 11.1 Descrição Código Cancamo para levantar la máquina 0401231 OrigoFeed Kit Fluxómetro OrigoFeed Carrito Kit enganche rápido Cable de energía 0401545 0401932 0401610 OrigoFeed Kit de refrigeración OrigoFeed 0401462 Capa para Protección del 0707921 alambre Soporte del rollo de alambre 30 Kg 0905226 ArcWeld 484 P 45 GARANTÍA EUTECTIC Industria y Comercio, garantiza al comprador y usuario, que sus equipos son fabricados bajo riguroso Control de Calidad, asegurando su funcionamiento y caracteristicas, cuando instalados, operados y mantenidos de acuerdo a las orientaciones del Manual correspondiente a cada equipo. EUTECTIC Industria y Comercio, garantiza la sustitución o reparación de cualquier parte o componente del equipo de su fabricación, en condiciones normales de uso, que presente falla debido a defecto de material o de fabricación, durante el período vigencia de garantía indicado para cada tipo o modelo de equipo. El compromiso de EUTECTIC con las condiciones de la presente Garantía, está limitado solamente, a la reparación o sustitución de cualquier parte o componente del equipo cuando debidamente comprobado por EUTECTIC o SAE - Servicio Autorizado EUTECTIC. Piezas y partes tales como, poleas y guías de alambre, medidor analógico o digital con daños por cualquier objeto, cables eléctricos o de mando con daños, porta electrodos o garras, boquilla de torcha, pistola de soldadura o corte, torchas y sus componentes, sujetos a desgaste o deterioro por el uso normal del equipo, o cualquier otro daño causado por la inexistencia de mantenimiento preventivo, no están cubiertos por la presente garantía. La presente garantía no cubre ningún equipo EUTECTIC o parte o componente que haya sido adulterado, sometido a uso incorrecto, sufrido accidente o daño causado por el transporte o condiciones atmosféricas, instalación o mantenimiento inapropiados, uso de partes o piezas no originales EUTECTIC, intervención técnica de cualquier especie realizada por personal no calificado o no autorizado por EUTECTIC , o por aplicación diferente de aquella para cual el equipo fue proyectado y fabricado. El embalaje, así como los gastos de transporte y flete de ida y vuelta de los equipos en garantía a instalaciones de EUTECTIC o un SAE, serán por cuenta y riesgo del comprador, usuario o revendedor. La presente garantía, tendrá vigencia a partir de la fecha de emisión de la factura de venta emitida por EUTECTIC /o Revendedor EUTECTIC. El periodo de garantía para los ArcWeld 4 84 P 46 ArcWeld 484 P es de 1 año. 16 -- página intencionalmente en blanco -- 48 ArcWeld 484 P APÊNDICE A - PEÇAS DE REPOSIÇÃO APENDIX A - SPARE PARTS APENDICE A - REPUESTOS 0904932 0901813 VISOR VERDE PARA INSTRUMENTO 0904697 DOBRADIÇA ALÇA HINGE HANDLER BISAGRA MANIJA GREEN DISPLAY FOR INSTRUMENT VISOR VERDE PARA INSTRUMENTO 0904905 MOLDURA DE PROTEÇÃO PROTECTIVE FRAMES MARCO DE PROTECCIÓN 0910262 PAINEL FRONTAL SUPERIOR TOP FRONT PANEL TABLERO FRONTAL SUPERIOR Origo™ Fe ed 484 0903000 PÉ 0904931 FOOT PAINEL FRONTAL INFERIOR PIE BOTTOM FRONT PANEL TABLERO FRONTAL INFERIOR 0905621 ETIQUETA LABEL 0901881 CIRCUITO VOLT/AMP. VOLT/AMP CIRCUIT CIRCUITO ELECTRÓNICO VOLT/AMP. 0904834 KNOB 0902036 0901745 CHAVE SWITCH POTENCIÔMETRO LLAVE POTENTIOMETER POTENCIÓMETRO 0904915 LATERAL ESQUERDA LEFT SIDE LADO IZQUIERDO 0901745 ArcWeld 484 P POTENCIÔMETRO POTENTIOMETER 0900791 POTENCIÓMETRO ALÇA HANDLER 0901760 MANIJA KNOB 0707606 EURO-CONECTOR ArcWeld 484 P 49 0904901 SUPORTE DO ROLO DE ARAME SUPPORTE WIRE BOBBIN SUPORTE DEL ROLLO DE ALAMBRE 0904127 MIOLO FREIADOR COMPLETO BRAKE HUB CABEZA DE FRENO 0905219 MANÍPULO VERMELHO RED HANDLE MANILA ROJA 0900791 ALÇA HANDLE ASA 0904903 0905623 VALVULA SOLENÓIDE SUPORTE DOS COMPONENTES ELÉTRICOS 0905416 ELETRONIC COMPONENTS HOLDERBOX REVERSING SWICH SOLENOID VALVE VÁLVULA SOLENOIDE SUPORTE DE LOS COMPONENTES ELÉTRICOS CHAVE REVERSORA LLAVE REVERSORA 0903258 CAPA PROTETORA PROTECTIVE CASE TAPA PROTECTORA 0905622 ETIQUETA LABEL ETIQUETA 0901020 KNOB 0901745 POTENCIÔMETRO POTENTIOMETER POTENCIOMETRO 0906155 MECANISMO DE AVANÇO DE ARAME WIRE FEED MECHANISM MECANISMO DE AVANCE DE ALAMBRE 50 ArcWeld 484 P 0905227 GUIA DO ARAME INLET NOZZLE GUÍA DEL ALAMBRE 0905216 ISOLANTE ISOLATOR AISLANTE 0904902 CABINE SUPERIOR TOP CABINET CABINA SUPERIOR 0902836 CABOS CABLES 0904910 0905620 BARRAMENTO CHICOTE TERMINAL WIRES TERMINAL BAR CONJUNTO DE CABLES 0901812 0906736 CIRCUITO ELETRÔNICO TRANSFORMADOR ELETRONIC CIRCUIT TRANSFORMER CIRCUITO ELECTRONICO TRANSFORMADOR 0904939 MANGUEIRA HOSE 0904937 GABINETE INFERIOR BOTTOM GABINETE GABINETE INFERIOR MANGUERA 0902759 ISOLADOR ISOLATOR AISLANTE ArcWeld 484 P 51 0901680 CARCAÇA TOMADA SOCKET CASE CUERPO DEL ENCHUFE 0901264 CONTATO MACHO CONTACT CONTACTO 0904940 PAINEL TRASEIRO PARA CONECTOR REAR PANEL FOR CONNECTOR TABLERO POSTERIOR PARA CONECTOR 0902369 ENGATE RÁPIDO QUICK CONNECTOR ENCHUFE RAPIDO 0904911 CONECTOR CONNECTOR CONECTOR 0901148 ISOLADOR ISOLATOR AISLANTE 0905180 BRAÇADEIRA STRAIN FOR CONNECTION SET ABRAZADERA 52 ArcWeld 484 P Apêndice B - MECANISMO DE AVANÇO DE ARAME Appendix B - WIRE FEED MECHANISM Apéndice B - MECANISMO DE AVANCE DE ALAMBRE 0904170 MOTO REDUTOR TRASEIRO REAR DRIVE MOTOR GUIA CENTRAL VER TABELA 5.1 MOTO REDUCTOR TRASERO INTERMEDIATE NOZZLE SEE TABLE 5.1 GUIA CENTRAL VER TABLA 5.1 0701020 SUPORTE CENTRAL INTER NOZZLE SUPPORT 0711830 0711802 MOTOREDUTOR FRONTAL BRAÇO VER TABELA 5.1 ARRUELA TRAVA EIXO DO BRAÇO FRONT DRIVE MOTOR ARM SEE TABLE 5.1 LOCKING WASHER ARM AXLE MOTOREDUCTOR DELANTERO BRAZO VER TABLA 5.1 ARANDELA TRABA EJE DEL BRAZO 0711804 BASE PLATE M6 x 40 M6 0711805 0707927 ISOLADOR CAPACITOR ISOLATOR AISLANTE 0711806 0906093 CORPO DO EURO ISOLADOR BODY ISOLATOR M5 x 16 AISLANTE CUERPO DEL EURO M5 x 20 0905935 0711803 FLANGE FRONTAL CONTATO DO EURO FRONT FLANGE CABLE SET CONTACTO DEL EURO 0711801 ESPAÇADOR M5 M5 x 20 WASHER ARANDELA ROLDANA VER TABELA 5.1 FEED ROLLER SEE TABLE 5.1 M6 x 16 ROLDANA VER TABLA 5.1 M6 0707606 CONECTOR DE CORRENTE CURRENT CONNECTION 0711800 CONECTOR DE CORRIENTE ARRUELA ESPAÇADORA ADJUSTMENT SAPCER GUIA DE SAÍDA VER TABELA 5.1 ARANDELA DE AJUSTE OUTLET NOZZLE SEE TABLE 5.1 GUIA DE SALIDA VER TABLA 5.1 ArcWeld 484 P 53 Apêndice C - ESQUEMA ELÉTRICO Appendix C - ELECTRICAL SCHEME Apéndice C - ESQUEMA ELÉCTRICO ArcWeld 484 P C B K A 1 1 1 1 C03 C04 C05 C06 C01 C02 BRANCO AZUL AZUL CINZA K T01 T02 BARRAMENTO A14A A15A 1 2 3 PISTOLA GUN GAS PURGA DO GÁS ACIONAMENTO MANUAL DO ARAME MANUAL SWITCH 4 TOQUE SPEED CONTROL CONTROLE VELOCIDADE TEMPO DE ANTI-STICK BURN BACK T12 T11 1 2 3 2 TOQUE PARTIDA LENTA SOFT START OFF ON CORRENTE PISTOLA / GUN SENSOR CINZA K03 K04 K01 K02 BRANCO B01 B02 A07 A08 A11 A12 A13 A14 A15 A16 T08 P06 P07 A14 A15 T12 19 CHAVE 18 10 12 7 9 4 6 1 3 REMOTO 5 T03 T05 T04 T06 4 P06A T03 P07A T04 A14A T06 A15A T07 TOMADA PAINEL/REMOTO T02 LOCAL REMOT 16 6 T07 17 12 1 2 3 11 13 14 15 20 T01 NORMAL 2 5 8 11 PAINEL/REMOTO REMOT SWITCH 9 10 T11 T09 T10 8 7 T08 ArcWeld 484 P 54 J 1 H 1 H01 H02 F01 F02 F03 F04 F05 T10 42V T09 VERDE P07 P06 V06 6 P06A 2 1K 3 1 P07A VOLTAGE TOMADA COMANDO CONTROL POTENCIÔMETRO TENSÃO OUTLET 7 P08 42 8 1 9 2 3 10 V03 5 4 V05 T05 - + G VÁLVULA SONELÓIDE SONELÓIDE VALVE VOLTÍMETRO AMPERÍMETRO VOLTMETER AMPMETER M 9V TRANSFORMADOR TRANSFORMER V01 V02 V03 V05 V06 M 1 1 1 PRETO G 2 1 F E D VERMELHO PLACA PRINCIPAL PC BOARD - + GND 55 ArcWeld 484 P Eutectic do Brasil Ltda. Rua Arthur Barbarini, 959 - CEP 13347-436 - Distrito Industrial de Indaiatuba - Indaiatuba - SP - Tel. 013-3113-2800 • BELO HORIZONTE: Tel.: 031-2191-4988 - FAX: 031-2191-4991 • SERTÃOZINHO: 016-3521-2350 - FAX: 016-3521-2350 Internet: http://www.eutectic.com.br-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
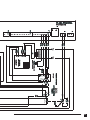 54
54
-
 55
55























































Castolin Eutectic ArcWeld 484 P Manual de usuario
- Categoría
- Sistema de soldadura
- Tipo
- Manual de usuario
en otros idiomas
Otros documentos
-
ESAB Origo Feed 30 Manual de usuario
-
-
-
ESAB Warrior™ Feed 304w Manual de usuario
-
Abicor Binzel ROBO WH W600 Complete Manual And Package Insert
-
Air Liquide 8695-8029 Instruction For Operation And Maintenance
-
-
Parkside 2249 Operation and Safety Notes
-
GYS PROTIG 201 AC/DC FV El manual del propietario
-