Lincoln Electric MAXsa 10 Instrucciones de operación
- Categoría
- Sistema de soldadura
- Tipo
- Instrucciones de operación

Manual del Operador
CONTROLADOR MAXsa
™
10
Registre su máquina:
www.lincolnelectric.com/register
Localizador de Servicio y Distribuidores Autorizados:
www.lincolnelectric.com/locator
IMS10023-B | Fecha de Publicación Noviembre 2014
© Lincoln Global, Inc. All Rights Reserved.
Para usarse con máquinas con Número de Código:
11590, 11777, 12327
Guardar para referencia futura
Fecha de Compra
Código: (ejemplo: 10859)
Número de serie: (ejemplo: U1060512345)

GRACIAS POR ADQUIRIR UN
PRODUCTO DE PRIMERA
CALIDAD DE LINCOLN
ELEC TRIC.
COMPRUEBE QUE LA CAJA Y EL EQUIPO ESTÉN
EN PERFECTO ESTADO DE INMEDIATO
El comprador pasa a ser el propietario del equipo una vez
que la empresa de transportes lo entrega en destino.
Consecuentemente, cualquier reclamación por daños
materiales durante el envío deberá hacerla el comprador ante
la empresa de transportes cuando se entregue el paquete.
LA SEGURIDAD DEPENDE DE USTED
Los equipos de corte y soldadura por arco de Lincoln se
diseñan y fabrican teniendo presente la seguridad. No
obstante, la seguridad en general aumenta con una
instalación correcta ... y un uso razonado por su parte.
NO INSTALE, UTILICE NI REPARE EL EQUIPO SI NO SE HA
LEÍDO ESTE MANUAL Y LAS MEDIDAS DE SEGURIDAD QUE
SE INCLUYEN EN EL MISMO. Y, sobre todo, piense antes
de actuar y sea siempre cauteloso.
Verá este cuadro siempre que deba seguir exactamente
alguna instrucción con objeto de evitar daños físicos
graves o incluso la muerte.
Verá este cuadro siempre que deba seguir alguna instrucción
con objeto de evitar daños físicos leves o daños materiales.
NO SE ACERQUE AL HUMO.
N
O se acerque demasiado al arco.
S
i es necesario, utilice lentillas para
p
oder trabajar a una distancia
r
azonable del arco.
LEA y ponga en práctica el
contenido de las hojas de datos
sobre seguridad y el de las
etiquetas de seguridad que
encontrará en las cajas de los
materiales para soldar.
TRABAJE EN ZONAS VENTILADAS o
instale un sistema de extracción, a fin de eliminar humos
y gases de la zona de trabajo en general.
SI TRABAJA EN SALAS GRANDES O AL AIRE LIBRE, con
la ventilación natural será suficiente siempre que aleje la
cabeza de los humos (v. a continuación).
APROVÉCHESE DE LAS CORRIENTES DE AIRE NATURALES
o utilice ventiladores para alejar los humos.
Hable con su supervisor si presenta algún síntoma poco
habitual. Es posible que haya que revisar el ambiente
y el sistema de ventilación.
UTILICE PROTECTORES OCULARES,
AUDITIVOS Y CORPORALES CORRECTOS
PROTÉJASE los ojos y la cara con un casco para
soldar de su talla y con una placa de filtrado del
grado adecuado (v. la norma Z49.1 del ANSI).
PROTÉJASE el cuerpo de las salpicaduras por
soldadura y de los relámpagos del arco con ropa
de protección, como tejidos de lana, guantes
y delantal ignífugos, pantalones de cuero
y botas altas.
PROTEJA a los demás de salpicaduras, relámpagos
y ráfagas con pantallas de protección.
EN ALGUNAS ZONAS, podría ser necesaria la
protección auricular.
ASEGÚRESE de que los equipos de protección estén en
buen estado.
Utilice gafas de protección en la zona
de trabajo EN TODO MOMENTO.
SITUACIONES ESPECIALES
NO SUELDE NI CORTE recipientes o materiales que hayan
estado en contacto con sustancias de riesgo, a menos que se
hayan lavado correctamente. Esto es extremadamente peligroso.
NO SUELDE NI CORTE piezas pintadas o galvanizadas,
a menos que haya adoptado medidas para aumentar la
ventilación. Estas podrían liberar humos y gases muy tóxicos.
Medidas preventivas adicionales
PROTEJA las bombonas de gas comprimido del calor
excesivo, de las descargas mecánicas y de los arcos; asegure
las bombonas para que no se caigan.
ASEGÚRESE de que las bombonas nunca pasen por un
circuito eléctrico.
RETIRE cualquier material inflamable de la zona de trabajo
de soldadura.
TENGA SIEMPRE A LA MANO UN EQUIPO DE EXTINCIÓN DE
FUEGOS Y ASEGÚRESE DE SABER UTILIZARLO.
ATENCIÓN
PRECAUCIÓN
Seguridad, 01 de 04 - 15/06/2016

ADVERTENCIA: De acuerdo con el Estado
de California (EE. UU.), respirar los gases
de escape de los motores de diésel provoca
cáncer, anomalías congénitas y otras toxicidades
para la función reproductora.
• Arranque y utilice el motor siempre en una zona
bien ventilada.
• Si se encuentra en una zona sensible, asegúrese
de expulsar los gases de escape.
• No modifique ni altere el sistema de expulsión
de gases.
• No deje el motor en ralentí a menos que sea necesario.
Para saber más, acceda a
www.P65 warnings.ca.gov/diesel
ADVERTENCIA: Cuando se usa para soldar o cortar,
el producto provoca humos y gases que, de acuerdo
con el Estado de California, provocan anomalías
congénitas y, en algunos casos, cáncer (§ 25249.5
y siguientes del Código de Salud y Seguridad del
Estado de California).
LA SOLDADURA POR ARCO PUEDE SER PELIGROSA.
PROTÉJASE Y PROTEJA A LA PERSONAS DE SU
ENTORNO DE POSIBLES LESIONES FÍSICAS GRAVES
O INCLUSO LA MUERTE. NO PERMITA QUE LOS NIÑOS
SE ACERQUEN. LOS PORTADORES DE MARCAPASOS
DEBERÁN ACUDIR A SU MÉDICO ANTES DE UTILIZAR
EL EQUIPO.
Lea y comprenda las siguientes instrucciones de seguridad. Si
quiere saber más sobre seguridad, le recomendamos que adquiera
una copia de la norma Z49.1 del ANSI “Seguridad en los trabajos
de corte y soldadura” a través de la Sociedad Estadounidense
de Soldadura (P.O. Box 351040, Miami, Florida 33135) o de la
norma W117.2-1974 de CSA. Podrá recoger una copia gratuita
del folleto E205, “Seguridad en los procesos de soldadura por
arco”, en Lincoln Electric Company, situada en 22801 St. Clair
Avenue, Cleveland, Ohio 44117-1199.
ASEGÚRESE DE QUE LOS PROCESOS DE INSTALACIÓN,
USO, MANTENIMIENTO Y REPARACIÓN LOS LLEVE
A CABO ÚNICAMENTE UN TÉCNICO CUALIFICADO
AL RESPECTO.
1.a. Apague el motor antes de iniciar la resolución
de problemas y el trabajo de mantenimiento,
a menos que el motor deba estar encendido
para efectuar el trabajo de mantenimiento.
1.b. Utilice el motor en zonas abiertas y bien ventiladas o asegúrese
de expulsar todos los gases de escape del motor al aire libre.
PARA EQUIPOS DE MOTOR.
SEGURIDAD
ADVERTENCIAS DE ACUERDO CON LA PROPOSICIÓN
65 PARA CALIFORNIA
SECCIÓN A:
ADVERTENCIAS
ADVERTENCIA: Cáncer y toxicidades para la
función reproductora (www.P65warnings.ca.gov)
1.c. No ponga carburante cerca de un arco de
soldadura con llama ni cuando el motor esté en
funcionamiento. Detenga el motor y deje que
se enfríe antes de volver a repostar para evitar
las pérdidas de combustible derivadas de la
evaporación al entrar en contacto con las partes del motor que
estén calientes. No derrame combustible al llenar el depósito.
Si derrama algo de combustible, límpielo y no arranque el motor
hasta que los gases se hayan evaporado.
1.d. Asegúrese de que todos los componentes,
cubiertas de seguridad y piezas del equipo
estén bien instalados y en buen estado.
No acerque las manos, el pelo, la ropa ni
las herramientas a la correa trapezoidal,
engranajes, ventiladores y otras piezas
móviles al arrancar, utilizar y reparar el equipo.
1.e. En algunos casos, podría ser necesario retirar las cubiertas de
seguridad para dar el mantenimiento necesario. Retire las cubiertas
solo cuando sea necesario y vuelva a colocarlas en cuanto termine
de hacer la tarea por la que las haya retirado. Sea extremadamente
cauteloso cuando trabaje cerca de piezas móviles.
1.f. No coloque las manos cerca del ventilador del motor. No trate
de hacer funcionar el regulador o el eje portador pulsando el
acelerador mientras que el motor esté en marcha.
1.g. Para evitar arrancar un motor de gasolina de forma accidental
al cambiar el motor o el generador de soldadura, desconecte los
cables de la bujía, la tapa del distribuidor o el dinamomagneto,
según sea necesario.
1.h. Para evitar quemaduras, no retire la tapa de
presión del radiador mientras que el motor
esté caliente.
2.a. El flujo de corriente eléctrica por los conductores genera campos
electromagnéticos (EM) localizados. La corriente de soldadura
genera campos EM en los cables para soldar y en los soldadores.
2.b. Los campos EM pueden interferir con ciertos marcapasos, por lo
que los operarios portadores de marcapasos deberán acudir a su
médico antes de soldar.
2.c. La exposición a los campos EM de la soldadura podría tener
otros efectos sobre la salud que aún se desconocen.
2.d. Los operarios deberán ajustarse a los siguientes procedimientos
para reducir al mínimo la exposición a los campos EM derivados
del circuito del soldador:
2.d.1. Guíe los cables auxiliares y del electrodo a la vez y utilice
cinta adhesiva siempre que sea posible.
2.d.2. No se enrolle las derivaciones del electrodo por el cuerpo.
2.d.3. No se coloque entre el electrodo y los cables auxiliares.
Si el cable del electrodo queda a su derecha, el cable
auxiliar también deberá quedar a su derecha.
2.d.4. Conecte el cable auxiliar a la pieza de trabajo lo más
cerca posible de la zona en la que se esté soldando.
2.d.5. No trabaje junto a la fuente de alimentación del equipo.
LOS CAMPOS
ELECTROMAGNÉTICOS
PUEDEN SER PELIGROSOS.
Seguridad, 02 de 04 - 16/05/2018

UNA DESCARGA
ELÉCTRICA LE PUEDE
MATAR.
3.a. Los circuitos auxiliar (tierra) y del electrodo
están vivos desde el punto de vista
eléctrico cuando el soldador está encendido. No toque dichas
partes “vivas” con el cuerpo. Tampoco las toque si lleva
ropa que esté mojada. Utilice guantes secos y herméticos
para aislarse las manos.
3.b. Aísle la pieza de trabajo y el suelo con un aislante seco.
Asegúrese de que el aislante sea lo suficientemente
amplio como para cubrir toda la zona de contacto
físico con la pieza y el suelo.
Además de adoptar las medidas de seguridad
habituales, si debe soldar en condiciones
arriesgadas desde el punto de vista eléctrico
(en zonas húmedas o mientras lleva ropa
mojada; en estructuras metálicas como
suelos, rejas o andamios; en posiciones poco
habituales, como sentado, de rodillas
o tumbado, si hay probabilidades de tocar
de forma accidental la pieza de trabajo o el
suelo), el operario deberá utilizar los
siguientes equipos:
• Soldador (TIG) semiautomático para corriente continua (CC)
• Soldador (electrodo) manual para CC
• Soldador para CA con control reducido de la tensión
3.c. En los equipos TIG automáticos o semiautomáticos, el
electrodo, el carrete del electrodo, el cabezal del equipo, la
boquilla y la pistola semiautomática también están vivas
desde el punto de vista de la electricidad.
3.d. Asegúrese de que el cable auxiliar presente una buena
conexión eléctrica con el metal que se esté soldando.
La conexión deberá hacerse lo más cerca posible de
la zona de trabajo.
3.e. Haga una buena conexión a tierra con la pieza de trabajo
o el metal que vaya a soldar.
3.f. Mantenga el soporte del electrodo, las pinzas, el cable del
equipo y la máquina de soldar en buen estado de
funcionamiento. Cambie el aislante si está dañado.
3.g. Nunca sumerja el electrodo en agua para enfriarlo.
3.h. No toque nunca de forma simultánea las piezas vivas desde
el punto de vista eléctrico de los soportes de los electrodos
conectados a los dos equipos, ya que la tensión existente
entre las dos podría ser equivalente a la tensión de los
circuitos de los dos equipos.
3.i. Cuando tenga que trabajar por encima del nivel del suelo,
utilice un arnés a modo de protección por si se produjera
una descarga y se cayera.
3.j. Consulte también los apartados 6.c. y 8.
LAS RADIACIONES
DEL ARCO QUEMAN.
4
.a. Utilice un protector con el filtro y las
c
ubiertas debidos para protegerse los ojos de las chispas
y
de las radiaciones del arco cuando esté soldando
u
observando una soldadura por arco. Los protectores
f
aciales y las lentes de filtrado deberán adaptarse
a
las normas ANSI Z87.I.
4.b. Utilice ropa adecuada y fabricada con materiales ignífugos
y duraderos para protegerse la piel y proteger a sus
compañeros de las radiaciones del arco.
4.c. Proteja a los técnicos que estén en las inmediaciones con
una pantalla ignífuga y pídales que no miren al arco y que
no se expongan a la radiación del arco ni
a las salpicaduras.
LOS HUMOS Y GASES
PUEDEN SER
PELIGROSOS.
5.a. Al soldar, se pueden generar humos y gases
peligrosos para la salud. Evite respirar dichos humos y gases.
Si va a soldar, no se acerque al humo. Asegúrese de que haya
una buena ventilación en la zona del arco para garantizar que
no se respiren los humos y gases. Si debe soldar
superficies revestidas (consulte las instrucciones
del contenedor o las hojas de datos sobre
seguridad) o superficies de plomo, acero u otros
metales cadmiados, asegúrese de exponerse lo
menos posible y de respetar los PEL (límites de
exposición permisibles) de la OSHA y los TLV
(valores límite) de la ACGIH. Para ello, utilice los
sistemas de extracción y de ventilación locales,
a menos que la evaluación de la exposición
indiquen lo contrario. En espacios cerrados
y, en algunos casos, en espacios abiertos,
necesitará un respirador. Además, deberá
tomar precauciones adicionales cuando
suelde acero galvanizado.
5. b. La función del equipo de control del humo de la soldadura se
ve afectada por varios factores, como el uso y la colocación
correctos del equipo, el mantenimiento del equipo y los
procedimientos concretos aplicados a la hora de soldar.
El nivel de exposición de los trabajadores deberá
comprobarse en el momento de la instalación y de forma
periódica después de entonces, a fin de garantizar que este
se ajuste a los PEL de la OSHA y a los TLV de la ACGIH.
5.c. No utilice el equipo para soldar en zonas rodeadas de
vapores de hidrocarburo clorado procedentes de operaciones
de desengrasado, limpieza o pulverización. El calor y la
radiación del arco pueden reaccionar con los vapores del
disolvente y formar fosgeno, un gas muy tóxico, y otros
productos irritantes.
5.d. Los gases de protección que se utilizan en la soldadura por
arco pueden desplazar el aire y
provocar lesiones o incluso
la muerte. Asegúrese de que haya suficiente ventilación, en
particular en zonas cerradas, para garantizar que el aire que
respire sea seguro.
5.e. Lea y comprenda las instrucciones del fabricante del
equipo
y de los fungibles utilizados, incluidas la hojas de datos sobre
seguridad, y siga las prácticas de seguridad aprobadas por su
empresa. Obtendrá hojas de datos sobre seguridad de la mano
de su distribuidor de equipos de soldar o del propio fabricante.
5.f. Consulte también el apartado 1.b.
SEGURIDAD
Seguridad, 03 de 04 - 15/06/2016

LAS CHISPAS
DERIVADAS DE
CORTES
Y SOLDADURAS
PUEDEN PROVOCAR
INCENDIOS O EXPLOSIONES.
6.a. Elimine cualquier factor de riesgo de incendio de la zona de
trabajo. Si no fuera posible, cubra los materiales para evitar
q
ue las chispas puedan crear un incendio. Recuerde que las
chispas derivadas de las soldaduras pueden pasar con
facilidad, a través de grietas pequeñas a zonas adyacentes.
Además, los materiales pueden calentarse con rapidez. Evite
soldar cerca de conductos hidráulicos. Asegúrese de tener
un extintor a la mano.
6.b. Si tuviera que usar bombonas de gas comprimido en las
zonas de trabajo, tome las medidas apropiadas para evitar
situaciones de riesgo. Consulte el documento “Seguridad en
los trabajos de corte y soldadura” (norma Z49.I del ANSI)
y los datos de funcionamiento del equipo utilizado.
6.c. Cuando no esté utilizando el equipo, asegúrese de que el
circuito del electrodo no toque en absoluto la zona de trabajo ni
el suelo. Si se pusieran en contacto de forma accidental, dichas
partes podrían sobrecalentarse y provocar un incendio.
6.d. No caliente, corte ni suelde depósitos, bobinas o contenedores
hasta que se haya asegurado de que tales procedimientos no
harán que los vapores inflamables o tóxicos del interior de
dichas piezas salgan al exterior. Estos pueden provocar
explosiones incluso si se han “limpiado”. Para saber más,
adquiera el documento “Prácticas seguras y recomendables de
preparación para los procesos de corte y soldadura de
contenedores y conductos que han contenido sustancias
peligrosas” (AWS F4.1) a través de la Sociedad Estadounidense
de Soldadura (consulte la dirección más arriba).
6.e. Ventile los contenedores y piezas de fundición antes de
calentarlos, cortarlos o soldarlos. Podrían explotar.
6.f. El arco de soldadura desprende chispas y salpicaduras.
Utilice prendas de protección, como guantes de piel, camisas
gruesas, pantalones sin dobladillos, botas altas y un gorro
para el pelo. Utilice un protector auricular cuando suelde en
un lugar distinto del habitual o en espacios cerrados. Cuando
esté en la zona de trabajo, utilice siempre gafas de
protección con blindaje lateral.
6.g. Conecte el cable auxiliar tan cerca de la zona de trabajo
como le sea posible. Conectar los cables auxiliares a la
estructura del edificio o a cualquier otra ubicación distinta
de la zona de trabajo aumenta las probabilidades de que la
corriente pase por cadenas de elevación, cables de grúas u
otros circuitos alternos. Esto podría generar un riesgo de
incendio y sobrecalentar los cables
y cadenas de elevación hasta que fallaran.
6.h. Consulte también el apartado 1.c.
6.I. Lea y comprenda la norma NFPA 51B, “Norma para la
prevención de incendios en trabajos de soldadura y corte
entre otros”, disponible a través de la NFPA, situada en 1
Batterymarch Park, PO box 9101, Quincy, MA 022690-9101.
6.j. No utilice las fuentes de alimentación del equipo para
descongelar conductos.
SI SE DAÑAN, LAS BOMBONAS
PUEDEN EXPLOTAR.
7.a. Utilice únicamente bombonas de gas
comprimido que contengan los gases de
protección adecuados para el proceso en
cuestión, así como reguladores diseñados
p
ara un gas y presión concretos. Todos los
conductos, empalmes, etc. deberán ser
adecuados para el uso en cuestión y mantenerse en buen
estado.
7.b. Guarde las bombonas siempre en vertical y asegúrelas
correctamente a un bastidor o a un soporte fijo.
7.c. Las bombonas deberán almacenarse:
• Alejadas de aquellas zonas en las que puedan recibir
golpes o estar sujetas a daños físicos.
• A una distancia segura de las zonas de soldadura por
arco y de corte y de cualquier otra fuente de calor,
chispas o llamas.
7.d. No deje que el electrodo, el soporte del electrodo ni ninguna
otra pieza viva desde el punto de vista eléctrico entre en
contacto con una bombona.
7.e. No acerque la cabeza ni la cara a la válvula de salida de la
bombona cuando abra dicha válvula.
7.f. Las tapas de protección de la válvula siempre deberán estar
en su sitio y bien apretadas, excepto cuando la bombona se
esté utilizando o esté conectada.
7.g. Lea y comprenda las instrucciones relativas a las bombonas
de gas comprimido, las instrucciones del material asociado y
la publicación P-l de la CGA, “Precauciones para la
manipulación segura de las bombonas de gas comprimido”,
disponible a través de la Asociación de Gas Comprimido,
situada en 14501 George Carter Way Chantilly, VA 20151.
PARA EQUIPOS
ELÉCTRICOS.
8.a. Desconecte la potencia de entrada a través
del interruptor de desconexión del cuadro
de fusibles antes de empezar a trabajar con el equipo.
8.b. Instale el equipo de acuerdo con el Código Eléctrico
Nacional de EE. UU., los códigos locales aplicables
y las recomendaciones del fabricante.
8.c. Conecte el equipo a tierra de acuerdo con el Código Eléctrico
Nacional de EE. UU. y las recomendaciones del fabricante.
Consulte
http://www.lincolnelectric.com/safety
para saber más sobre la seguridad.
SEGURIDAD
Seguridad, 04 de 04 - 15/06/2016

6
TABLA DE CONTENIDO
MODELO DEL PRODUCTO
Página
Descripción del Producto
.................................................................................................7
Descripción General Funcional.........................................................................................7
Definiciones de los Modos de Soldadura, Abreviaturas de Soldadura Comunes ............7
Símbolos Gráficos ............................................................................................................7
Características del Diseño, Procesos y Equipo Recomendados ......................................8
––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––
Instalación....................................................................................................................Sección A
Especificaciones Técnicas ............................................................................................A-1
Precauciones de Seguridad ..........................................................................................A-2
Voltaje de Soldadura, Riesgos Mecánicos....................................................................A-2
Colocación y Montaje....................................................................................................A-2
Protección Contra Alta Frecuencia ...............................................................................A-2
Conexión de la Alimentación del Equipo Auxiliar..........................................................A-2
Interfaz con el CONTROLADOR MAXsa™ 10 ...........................................................A-3 a A-4
Conexiones de MAXsa™ 10 .........................................................................................A-3
Uso del Controlador como un Control Colgante de Mano ............................................A-4
Control del Equipo Auxiliar No de Lincoln ..................................................................A-5 a A-6
Entradas de Apagado y Paro ........................................................................................A-7
Diagrama de Conexión.........................................................................................................A-8
Instrucciones de Instalación con K2803 utilizando 9SS30221 .................................A-9 a A-10
________________________________________________________________________________
Operación........................................................................................................Sección B
Precauciones de Seguridad .................................................................................................B-1
Conexiones de Entrada, Salida.....................................................................................B-2
Descripción de los Controles Frontales del Gabinete ..........................................................B-2
Secuencia de Encendido ..............................................................................................B-3
Configuración De La Alimentación Hacia Adelante/Atrás
.........................................................
B-3
Cambio de los Modos de Soldadura .............................................................................B-4
Control de Frecuencia/Balance.....................................................................................B-4
Búsqueda de Modos de Soldadura...............................................................................B-5
Configuración de Multiarco ...........................................................................................B-5
Secuencia de Soldadura ...............................................................................................B-6
Opciones de Inicio......................................................................................................B-6
Opciones de Fin .........................................................................................................B-7
Funciones del Menú de Configuración..........................................................................B-8
Lista de Parámetros .......................................................................................B-9 a B-13
Sensión al Tacto ......................................................................................................B-13
Bloqueo/Seguridad...................................................................................................B-13
Cómo Hacer Una Soldadura ....................................................................................B-14
Uso de la Opción de Memoria..................................................................................B-15
Cómo Guardar un Procedimiento en una Ubicación de Memoria............................B-16
Invocación de un Procedimiento desde una Ubicación de Memoria
.......................B-16
Configuración de Límites .........................................................................................B-17
________________________________________________________________________________
Accessorios ....................................................................................................Sección C
Opciones / Accesorios Generales .........................................................................C-1
________________________________________________________________________
Mantenimiento................................................................................................Sección D
Precauciones de Seguridads ................................................................................D-1
Rutina ....................................................................................................................D-1
Periódico................................................................................................................D-1
Especificación de la Calibración............................................................................D-1
________________________________________________________________________
Localización de Averías.................................................................................Sección E
Precauciones de Seguridad ..................................................................................E-1
Cómo Utilizar la Guía de Localización de Averías ................................................E-1
Guía de Localización de Averías .................................................................E-2 a E-8
________________________________________________________________________
Diagramas .......................................................................................................Sección F
Diagrama de Cableado ................................................................................F-1 a F-2
Dibujo de Dimensión..............................................................................................F-3
________________________________________________________________________
Listas de Partes......................................................................................................P-616
________________________________________________________________________

7
DESCRIPCIÓN DEL PRODUCTO
CONTROLADOR MAXSA™ 10
DESCRIPCIÓN DEL
PRODUCTO
DESCRIPCIÓN FÍSICA GENERAL
• El CONTROLADOR MAxsa
TM
10 es una interfaz de
usuario y un controlador de alimentador. El control
se utiliza para configurar todos los parámetros de
soldadura y controlar cualquier mecanismo de recor-
rido. Los cables digitales de alta velocidad conectan
al control, mecanismo de alimentación y fuente de
poder Power Wave.
• El CONTROLADOR MAxsa
TM
10 es una caja de
control autónoma diseñada para controlar todo el
arco de soldadura desde un solo lugar.
• La interfaz de usuario utiliza pantallas alfanuméricas
para mensajes de texto avanzados proporcionando
al usuario final una interfaz intuitiva que permite una
configuración fácil y control de tiempo real de todos
los parámetros de soldadura.
• Se ha incluido un sección de memoria de ocho
botones que proporciona fácil almacenamiento e
invocación de los parámetros de soldadura almace-
nados.
• Es posible remover la interfaz del usuario de la caja
de control y conectarlo como un control colgante
para controlar en forma remota cerca del arco.
DESCRIPCIÓN GENERAL FUNCIONAL
• El CONTROLADOR MAxsa
TM
10 es una de las inter-
faces de usuario más versátiles alguna vez creada.
Las funciones fáciles de usar hacen que ajustar el
arco para preferencias específicas sea muy rápido.
• La interfaz de usuario muestra claramente en pan-
talla información esencial de soldadura. Utilícela
para ajustar rápidamente las configuraciones de sol-
dadura, parámetros de inicio de arco, parámetros de
fin de arco e información de configuración.
• Las memorias permiten que hasta ocho programas
de soldadura se almacenen e invoquen rápida-
mente. La interfaz de usuario permite múltiples nive-
les de límites y bloqueos.
• Las comunicaciones digitales a la fuente de poder
proporcionan la operación más precisa y confiable
posible.
• Cuando el CONTROLADOR MAxsa
TM
10 se acopla
con una fuente de poder de soldadura Power Wave
®
AC/DC 1000 SD, el resultado es un sistema de sol-
dadura con el mejor desempeño de arco en el mer-
cado.
DEFINICIÓN DE LOS MODOS DE SOLDADURA
MODOS DE SOLDADURA NO SINÉRGICOS
• Un modo de soldadura no sinérgico requiere que
todas las variables del proceso de soldadura sean
configuradas por el operador.
MODOS DE SOLDADURA SINÉRGICOS
• Un modo de soldadura sinérgico ofrece la simplici-
dad de un solo control de perilla. La máquina selec-
cionará el voltaje y amperajes correctos con base en
la Velocidad de Alimentación de Alambre (WFS)
establecida por el operador.
• Vea el Manual del Operador de la Power Wave
®
AC/DC 1000 SD para los modos de soldadura
disponibles.
ABREVIATURAS COMUNES DE SOLDADURA
SAW
• Soldadura de Arco Sumergido
ALIMENTADOR
DE ALAMBRE
CONECTOR DE LA
TOLVA DE FUNDENTE
CONECTOR
DEL CARRO
DE RECORRIDO
SÍMBOLOS GRÁFICOS QUE APARECEN
EN ESTA MÁQUINA O MANUAL
CONECTOR DE
ENTRADA
ARCLINK DEL
CONTROLADOR
CONECTOR ARCLINK
DEL CONTROL
COLGANTE

8
DESCRIPCIÓN DEL PRODUCTO
CARACTERÍSTICAS DEL DISEÑO
• Fácil control de todos los parámetros de soldadura.
• 8 Memorias para almacenamiento fácil e invocación de los
programas de soldadura.
• Configuración de límites de parámetros de soldadura y
capacidades de bloqueo.
• Comunicaciones digitales para un desempeño preciso y
confiable.
• Las tarjetas de PC están recubiertas con epoxi para máxi-
ma protección en exteriores.
• Los conectores están rellenos de grasa favorable al medio
ambiente.
• Diseñado para la serie de productos Power Wave® AC/DC
1000 SD, a fin de lograr el mejor arco en la industria.
• Precisión de velocidad de alimentación calibrada dentro del
2%.
• Pantalla digital de voltaje y velocidad de alimentación de
alambre.
• Interruptor de Llenado de Fundente.
• Lecturas digitales brillantes y de alta intensidad.
• Opción de conversión a control colgante de mano.
PROCESOS Y EQUIPO RECOMENDADOS
• El CONTROLADOR MAXsa™ 10 está destinado a
la soldadura de arco sumergido sólo con Power
Wave® AC/DC 1000 SD, MAXsa™ 22 o los
Cabezales de Alimentación MAXsa™ 29.
• SAW
PAQUETES DE EQUIPO BÁSICOS COMUNES
Paquete Básico
• K2803-1 Power Wave
®
AC/DC 1000 SD
• K2370-2
Mecanismo de AlimentaciónMAXsa™ 22
• K2814-1 o
• K2814-2 CONTROLADOR MAXsa™ 10 /
Interfaz de Usuario
• K2683-xx Cable de Control (5 pines – 5 pines) –
Fuente de poder a MAXsa™ 10
• K1785-xx Cable de Control (14 pines – 14
pines)- MAXsa™ 10 a Mecanismo de
Alimentación.
Kits Opcionales
• K2312-2 Mecanismo de Alimentación MAXsa™
29 (constructores de estructuras).
• K2311-1
Kit de Conversión de Motor (para convertir
las cajas de engranajes existentes de ali-
mentador de alambre NA-3/NA-4/NA-5).
CONTROLADOR MAXSA™ 10

A-1
INSTALACIÓNCONTROLADOR MAXSA™ 10
ESPECIFICACIONES TÉCNICAS: CONTROLADOR MAXsa
™
10
VOLTAJE Y CORRIENTE DE ENTRADA
TAMAÑO FÍSICO
CLASIFICACIÓN NOMINAL DE TEMPERATURA
Dimensiones
Modelo Voltaje*
- - Amps de Entrada*
Altura Ancho
Profundidad
Peso De Operación Almacenamiento
K2814-1
40VDC 1.0 15.0 pulg. 13.0 pulg. 4.0 pulg. 25 Lbs -10°C a 40°C -40°C a 85°C
K2814-2
(381 mm) (259 mm) (102 mm) (11.3 Kg.) (14°f a 104°F) (-40°f a 185°F)
* Cuando no se utiliza un motor.
IP 23

A-2
INSTALACIÓNCONTROLADOR MAXSA™ 10
PRECAUCIONES DE SEGURIDAD
VOLTAJE DE SOLDADURA
Las partes de alimentación de alambre están eléctricamente
vivas al soldar y alimentar alambre (con la función de
Sensión al Tacto seleccionada). A continuación, se enumer-
an las partes eléctricamente vivas:
Electrodo Carrete del Electrodo
Motor de Alimentación de Alambre Rodillos Impulsores
Caja de Engranajes Ajustador Transversal
Enderezador de Alambre Tobera de Soldadura
Cables de Soldadura Terminal del Cable de Soldadura
• No toque las partes eléctricamente vivas o
electrodos con la ropa o piel mojada.
• Aíslese del trabajo y tierra.
• Siempre utilice guantes aislantes secos.
RIESGOS MECÁNICOS
• La estructura de soldadura o alimentador
de alambre se moverán durante la soldadu-
ra o desplazamiento del alambre. Aléjese
de los puntos de compresión.
• El carrete del electrodo y rodillos impulsores giran
durante la soldadura o desplazamiento del alambre.
Mantenga las manos enguantadas lejos de las áreas
donde pudieran atorarse los guantes.
---------------------------------------------------------------------------
COLOCACIÓN Y MONTAJE
El CONTROLADOR MAXsa™ 10 operará en ambientes
difíciles y se puede utilizar en exteriores con una clasifi-
cación IP 23. Aún así, es importante seguir algunas
medidas simples preventivas a fin de asegurar una larga
vida y operación confiable. El CONTROLADOR
MAXsa™ 10 deberá montarse en posición vertical (recta)
y colocarse donde haya poco riesgo de impacto.
La DESCARGA ELÉCTRICA
puede causar la muerte.
• Sólo un electricista calificado deberá conec-
tar el CONTROLADOR MAXsa™ 10. La
instalación deberá hacerse conforme al
Código Eléctrico Nacional apropiado, códi-
gos locales e información de este manual.
• Apague la alimentación de la fuente de poder
en el interruptor de desconexión o caja de
fusibles antes de trabajar en este equipo.
Apague la alimentación de cualquier otro
equipo conectado al sistema de soldadura en
el interruptor de desconexión o caja de
fusibles antes de trabajar en este equipo.
• No toque las partes eléctricamente calientes.
----------------------------------------------------------------------------------------
PROTECCIÓN CONTRA ALTA FRECUENCIA
Coloque el CONTROLADOR MAXsa™ 10 lejos de maquinaria
radiocontrolada. La operación normal del CONTROLADOR
MAXsa™ 10 puede afectar adversamente la operación del
equipo controlado con radiofrecuencia, lo que puede dar como
resultado lesiones corporales o daños al equipo.
CONEXIÓN DE LA ALIMENTACIÓN DEL
EQUIPO AUXILIAR
El CONTROLADOR MAXsa™ 10 tiene la capacidad de contro-
lar equipo auxiliar como alimentadores, tolvas de fundente y
motores de recorrido utilizando relés de estado sólido. Existen
tres relés (CR1, CR2 y CR3) en el CONTROLADOR MAXsa™
10, controlados por dos excitadores de bobina independientes.
Las bobinas de CR1 y CR2 están en paralelo, por lo tanto,
deben ENCENDERSE y APAGARSE al mismo tiempo. Los
relés CR1 y CR2 están diseñados para impulsar los motores
de recorrido, a fin de controlar el movimiento. CR3 es impulsa-
do separadamente, y está diseñado para controlar la
operación de tolvas de fundente.
Capacidades Nominales de los Relés del Controlador MAXsa™ 10:
Bobina: 12Vcd, resistencia = 86 ohms a 25° C
Contactos Normalmente Cerrados (N.C.): 3A a 277VCA
Contactos Normalmente Abiertos (N.O.): 30A a 277VCA
El CONTROLADOR MAXsa™ 10 no proporciona alimentación
para equipo auxiliar a menos que sean los alimentadores
MAXsa 22 o MAXsa 29. Por lo tanto, el usuario final deberá
proporcionar una fuente de energía separada. El CONTRO-
LADOR MAXsa™ 10 se envía en forma estándar con todo el
cableado y conectividad necesarios para operar el Carro de
Recorrido K325 TC-3 de Lincoln (conector de cable de 4
pines) y la Tolva de Fundente Automática K219 de Lincoln
(conector de cable de 3 pines). El Relé CR2 está conectado al
conector de recorrido de 4 pines, y el CR3 al conector de fun-
dente de 3 pines, ambos localizados en la parte inferior del
CONTROLADOR MAXsa™ 10.
Si cualquiera de éstos es utilizado con el Controlador
MAXsa™ 10, el usuario final deberá proporcionar la ali-
mentación de 115VCA a la tablilla de conexiones localizada
dentro del CONTROLADOR MAXsa™ 10. El acceso a la
tablilla de conexiones se puede obtener a través de los dos
orificios de acceso de 22.2mm (.875”) de diámetro en la parte
inferior del CONTROLADOR MAXsa™ 10.
Estos orificios de acceso se envían con tapones instala-
dos. Remuévalos e instale un anclaje adecuado para pro-
teger los cables. Vea la Figura A.1. A pesar de que la ali-
mentación del
CONTROLADOR
MAXsa™ 10 esté apaga-
da, la entrada auxiliar instalada por el cliente ¡puede estar
energizada! Asegúrese de que toda la alimentación del
CONTROLADOR
MAXsa™ 10 esté apagada antes de abrir
la cubierta.
---------------------------------------------------------------------------
ADVERTENCIA
PRECAUCIÓN
ADVERTENCIA

A-3
INSTALACIÓNCONTROLADOR MAXSA™ 10
FIGURA A.1 – CONEXIONES DE MAXsa™ 10
ORIFICIOS
DE ACCESO
CONECTOR DEL CARRO
DE RECORRIDO TC-3
CONECTOR DE LA TOLVA
DE FUNDENTE
CONECTOR ARCLINK DE
POWER WAVE® AC/DC 1000 SD
CONECTOR DEL
CONTROL COLGANTE
CONECTOR DEL MECANISMO DE
ALIMENTACIÓN MAXsa™ 22 ó 29
(14 PINES)
LUZ DE
ESTADO

A-4
INSTALACIÓNCONTROLADOR MAXSA™ 10
FIGURA A.2 CONTROL DE MANO COLGANTE
Tornillo de
la Cubierta
(4 lugares)
Tornillos del
Control Colgante
(2 Lugares)
Cable
Arclink
K1543-xx o
K2683-xx
(opcional)
Cubierta
Vista Frontal
Cubierta Removida
Orificio de
Acceso
1
3
2
INTERFAZ CON EL CONTROLADOR
MAXsa™ 10
El CONTROLADOR MAXsa™ 10 es versátil. La Interfaz de
Usuario se puede remover y utilizarse como un control de mano
colgante. La mayoría de los circuitos se pueden acceder a
través de la tablilla de conexiones sin tornillos. Los relés auxil-
iares pueden controlar al equipo de Lincoln estándar, o se
pueden utilizar para controlar los controles personalizados de
cualquier otro equipo auxiliar. Es muy fácil establecer una inter-
faz con PLC para controlar el inicio, paro, movimiento, etc.
Uso del Controlador como un control de mano col-
gante:
1. Remueva los 4 tornillos del CONTROLADOR MAXsa™
10 que sostienen a la cubierta. Vea la Figura A.2.
2. Remueva los 2 tornillos que fijan el control colgante en
los soportes. Utilice los orificios de acceso que se
muestran.
3. Extienda el cable de control según sea necesario con
un cable Arc Link de longitud apropiada. Vea la Figura
A.2.

A-5
INSTALACIÓNCONTROLADOR MAXSA™ 10
Instrucciones de Conexión de la Alimentación Auxiliar
Utilice cables de tamaño apropiado, por lo menos cables 14 AWG –
2 con aterrizamiento.
1. Remueva los dos tornillos de cabeza estrella en el lado derecho
del panel frontal de la puerta con bisagras para acceder la tablil-
la de conexiones.
2. Remueva un tapón e instale un conector cuadrado para propor-
cionar anclaje a los cables de alimentación.
3. Remueva 56.4mm (1/4”) del aislamiento de los cables y enrúte-
los a través del anclaje.
4. Localice los 4 bloques de terminales, con numeración #48, #49
y #50. Estos deberán utilizarse para traer la alimentación auxil-
iar. El bloque de terminales #50 se utiliza para la conexión de
aterrizamiento de entrada. Este bloque de terminales está codi-
ficado con los colores verde y amarillo para fácil identificación.
Los bloques de terminales #48 y #49 deberán utilizarse para
conectar el circuito de alimentación. (Vea la figura A.3).
5. Utilice un desatornillador de cabeza plana con una dimensión
de cuchilla de 3.5mm (0.137") x .51mm (0.020"); insértelo en el
orificio cuadrangular al lado del orificio de montaje a usarse
sobre la tablilla de conexiones. El desatornillador deberá inser-
tarse hasta que salga la punta. Esto abre el puerto de inserción
de alambre estilo abrazadera del gabinete sin tornillos. Con la
abrazadera del gabinete abierta, inserte el alambre en el puerto
redondo hasta que salga la punta. Mientras sostiene el alambre
en forma segura, remueva el desatornillador del bloque de la
terminal. Esto cierra la abrazadera del gabinete sobre el cable,
sujetándolo en forma segura. Es posible utilizar cualquier puer-
to abierto en los bloques #48, #49 y #50.
Los bloques de terminal 48 y 49 se envían conectados a CR2 y
CR3 a través de los cables 531 y 532. Estos contactos de relé
están también conectados al conector de recorrido de 4 pines y al
conector de fundente de 3 pines localizados en la parte inferior del
CONTROLADOR MAXsa™ 10. CR1 está disponible para una
conexión del cliente separada, pero se ENCENDERÁ y APAGARÁ
con CR2. Por lo tanto, si se utiliza equipo auxiliar de Lincoln,
conectar 115VCA a la tablilla de conexiones es todo lo que se
necesita para alimentar los dispositivos.
NOTA: Los contactos de CR1 no están conectados a las terminales
#48 y #49 cuando se envían. Una vez aplicando la ali-
mentación, las terminales #48 y #49 no transferirán el volta-
je al relé CR1. Conecte los cables de la terminal #48 a la
#4, y de la #49 a la #3 para suministrar energía a los con-
tactos comunes del relé.
Una vez que se aplica la alimentación a la tablilla de conexiones,
este voltaje siempre estará en los bloques de la tablilla de conex-
iones #3, #4 (si está conectado), #11, #17 y #18. Estas son las
entradas a los contactos de relé de estado sólido. El voltaje de ali-
mentación también estará presente en los bloques de la tablilla de
conexiones #7, #8 (si está conectado), #15, #21 y #22 debido a los
contactos N.C. en los relés. Cuando el relé CR1 está energizado,
la alimentación se transfiere a los bloques de la tablilla de conex-
iones #5 y #6 (si está conectado). Cuando el relé CR2 se energiza,
la alimentación se transfiere al bloque de la tablilla de conexiones
#13. Cuando el relé CR3 se energiza, la alimentación se transfiere
a los bloques de la tablilla de conexiones #19 y #20. CR1 y CR2 se
ENCENDERÁN y APAGARÁN al mismo tiempo.
FIGURA A.3
INSERTE
ALAMBRE
AQUÍ
INSERTE
DESATORNILLADOR
AQUÍ
# 1
# 3
# 2
ABRAZADERA
DEL GABINETE
ENTRADA VCA
NEUTRAL (31)
ENTRADA VCA
LÍNEA (32)
ENTRADA TIERRA
REMUEVA EL
DESATORNILLADOR
DEL ORIFICIO DE LA
ABRAZADERA DEL
GABINETE

A-6
INSTALACIÓNCONTROLADOR MAXSA™ 10
CONTROL DE EQUIPO AUXILIAR NO DE
LINCOLN
El control de movimiento personalizado y/o otro equipo auxiliar
se pueden alimentar utilizando la tablilla de conexiones y relés.
A fin de utilizar un control de movimiento y/o tolva de fundente no
de Lincoln, siga las instrucciones a continuación. Vea la Figura
A.4.
1. Remueva toda la alimentación al CONTROLADOR MAXsa™
10, incluyendo cualquier fuente de energía auxiliar.
2. Remueva la cubierta del ducto de alambres para lograr acce-
so a los cables en el lado derecho de la tablilla de conexiones.
3. Remueva uno de los tapones de uno de los orificios de acce-
so de 22.2mm (.875”) en la parte inferior de la caja de control
del CONTROLADOR MAXsa™ 10. Instale un anclaje adecua-
do para proteger los cables. Vea la Figura A.1.
4. Remueva los cables que van de la tablilla de conexiones a los
conectores correspondientes, por ejemplo, los bloques de
tablilla de conexiones #11, #13 y #16 para el conector de 4
pines del Carro de Recorrido TC-3 o bloques de tablilla de
conexiones #19, #20 y #23 para el conector de 3 pines de la
Tolva de Fundente Automática.
5. Estos cables sueltos se pueden amarrar con cinta y asegu-
rarse en el ducto de alambres.
6. Cualquier equipo personalizado o no de Lincoln se puede ali-
mentar a través de los contactos normalmente abiertos de los
relés CR1, CR2 ó CR3. Los contactos para CR1 están conec-
tados a los bloques de tablilla de conexiones del #3 al #8.
Los contactos para CR2 están conectados a los bloques de
tablilla de conexiones del #10 al #15. Los contactos para CR3
están conectados a los bloques de tablilla de conexiones del
#17 al #22. Vea la Figura A.3.
Las bobinas de los relés CR1 Y CR2 están conectadas en para-
lelo y AMBAS se ENCIENDEN y APAGAN como lo determina la
configuración de las Opciones de Recorrido (P12 en el Menú de
Configuración), siempre y cuando el MODO DE RECORRIDO
esté establecido en AUTO. CR3 se ENCIENDE con el comando
de INICIO y se APAGA con el comando de PARO.
7. El voltaje de alimentación para alimentar estos dispositivos es
proporcionado por el usuario final. Tal y como se envía, el
MAXsa™ 10 tiene los bloques de suministro auxiliar (bloques de
tablilla de conexiones #48 y #49) conectados las entradas de
los relés CR2 y CR3, respectivamente. Cuando el usuario final
conecta un suministro a los bloques AUXILIARES #48 y #49,
este voltaje se conectará en puente a las entradas de los relés
CR2 y CR3 en los bloques de tablilla de conexiones #11, #17 y
#18.
NOTA: El relé CR1 no está conectado a los bloques de tablilla
de conexiones AUXILIARES; el cliente deberá conectar
la alimentación a este relé si es que se va a utilizar. Vea
las capacidades nominales de los relés enlistadas ante-
riormente.
8. Conecte el voltaje de alimentación conforme a las Instrucciones
de Conexión de Alimentación Auxiliar enlistadas anteriormente.
9. Los relés también se podrían utilizar para proporcionar un cierre
de contacto para cualquier señal de interfaz hacia afuera uti-
lizando los contactos normalmente abiertos. No será necesario
un voltaje de alimentación auxiliar externo para usar los relés
como señales hacia afuera de cierre de contacto duro.
NOTA: El relé CR1 tal y como se envía no tiene cables AUXIL-
IARES conectados al mismo. Este relé opera como se
describe anteriormente y tiene dos contactos normal-
mente abiertos / normalmente cerrados que se podrían
utilizar como una señal hacia afuera cuando se hace
interfaz con los controles PLC o personalizados.
SWITCH GROUP #2 SUPPLY
RECEPTÁCULO
DE FUNDENTE
DE 3 PINES
A
B
C
TABLILLA DE
CONEXIONES
CR3 INPUT #8
852
855
858
859
CR3 NO #2
CR3 NO #6
CR3 NC #3
CR3 INPUT #4
CR1 INPUT #8
CR1 NO #2
CR1 NO #6
CR1 NC #3
FLUX GND
CR1 INPUT #4
CR3 NC #7
SHUTDOWN #2 SUPPLY
SHUTDOWN #1
SHUTDOWN #1 SUPPLY
532B-49
SWITCH GROUP #1 SUPPLY
START
FLUX FILL
GND IN
CR1 NC #7
TRAVEL #1 GND
531B-48
RECEPTÁCULO DE
RECORRIDO
DE 4 PINES
A
B
C
D
CR2 INPUT #8
CR2 NO #2
CR2 NO #6
CR2 NC #3
CR2 INPUT #4
CR2 NC #7
TRAVEL #2 GND
GND
1
2
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
49
50
3
4
47
48
46
851
8510
859
CR1-4
CR1-8
CR1-2
CR1-6
CR1-3
CR1-7
GND-B
CR3-4
CR3-8
CR3-2
CR3-6
CR3-3
CR3-7
GND-A
CR2-4
CR2-8
CR2-2
CR2-6
CR2-3
CR2-7
531A-48
532A-49
GND-C
8511
SHUTDOWN #2
853
856
857
STOP
INCH FORWARD
INCH REVERSE
Números que se Refieren
a las Terminales de Relés
Relés
CR1, CR2, CR3
FIGURA A.4 – CONTROL DE EQUIPO NO DE LINCOLN

A-7
INSTALACIÓNCONTROLADOR MAXSA™ 10
ENTRADAS DE APAGADO
El CONTROLADOR MAXsa™ 10 tiene dos entradas de apagado
disponibles en la tablilla de conexiones. Éstas son entradas
independientes normalmente cerradas que se pueden utilizar
para interruptores de límite, entradas PLC, etc., a fin de apagar
la operación de soldadura por cualquier razón. El Apagado #1
(SHUTDOWN #1) se localiza en los bloques de tablilla de conex-
iones #24 y #25. El Apagado #2 (SHUTDOWN #2) se localiza en
los bloques de tablilla de conexiones #26 y #27.
1. Remueva toda la alimentación al CONTROLADOR MAXsa™
10, incluyendo cualquier fuente de energía auxiliar.
2. Remueva la cubierta del ducto de alambres para lograr acce-
so a los cables en el lado derecho de la tablilla de conexiones.
3. Remueva uno de los tapones localizados en la parte inferior
de la caja de control del CONTROLADOR MAXsa™ 10 e
instale un conector cuadrado, a fin de proporcionar anclaje a
los cables de control auxiliares.
4. Conecte el circuito de apagado externo a cualquiera de los
bloques de tablilla de conexiones #24 y #25, y/o #26 y #27.
Se deberá conectar un circuito normalmente cerrado. El
CONTROLADOR MAXsa™ 10 reconocerá un circuito abierto
como un comando de apagado.
5. Remueva los puentes de corto incrustados en el centro de la
tablilla de conexiones con un desatornillador pequeño, a fin de
poder utilizar los circuitos de apagado.
Cuando se reciba una entrada de apagado, toda la soldadura
parará y aparecerá en pantalla un mensaje de error en el CON-
TROLADOR MAXsa™ 10. El circuito de apagado debe cerrarse
antes de restablecer al Controlador. A fin de restablecer el sis-
tema, la pantalla del Panel de Selección de Modo indicará al
usuario oprimir el botón izquierdo del Panel de Selección de
Modo.
ENTRADA DE PARO
El CONTROLADOR MAXsa™ 10 tiene una Entrada de
Paro disponible en la tablilla de conexiones. La
Entrada de Paro trabajará igual como si se oprimiera el
botón de PARO. Este circuito está en paralelo con el
botón de PARO localizado en el Panel de Interruptores.
A diferencia de las Entradas de Apagado, que detienen
completamente a todo el equipo de soldadura y auxil-
iar, la Entrada de Paro permitirá que todo el movimien-
to de soldadura y auxiliar continúe con base en las
configuraciones de OPCIONES FINALES en el CON-
TROLADOR MAXsa™ 10.Vea la Figura A.5
.
1. Remueva toda la alimentación al CONTROLADOR
MAXsa™ 10, incluyendo cualquier fuente de energía
auxiliar.
2. Remueva la cubierta del ducto de alambres para
lograr acceso a los cables en el lado derecho de la
tablilla de conexiones.
3. Remueva uno de los tapones localizados en la parte
inferior de la caja de control del CONTROLADOR
MAXsa™ 10 e instale un conector cuadrado, a fin de
proporcionar anclaje a los cables de control.
4. Conecte el circuito de Entrada de Paro externo a los
bloques de tablilla de conexiones #39 y #41.
NOTA: El circuito de PARO sólo necesita un cierre
momentáneo para ser reconocido por el CON-
TROLADOR MAXsa™ 10.
FIGURA A.5 – ENTRADAS DE APAGADO Y PARO
859
FLUX GND
CR3 NC #7
SHUTDOWN #2 SUPPLY
SHUTDOWN #1
SHUTDOWN #1 SUPPLY
22
23
24
25
26
27
8510
859
CR3-7
GND-C
8511
SHUTDOWN #2
Puente
de Corto
Conecte la entrada
de PARO aquí
39
41
40
SWITCH GROUP #1 SUPPL
Y
START
STOP

A-8
INSTALACIÓNCONTROLADOR MAXSA™ 10
Cable Arclink
K1543-XX
o K2683-XX
Cable 67
Cable de 14 Pines
K1785-XX
Trabajo
Tobera de Contacto
K231-XX
K2803-1
Power Wave
®
AC/DC 1000SD
K2370-2
MAXsa™ 22
Cable de Sensión
K1811-XX
Cable de
Soldadura
del Electrodo
Cable de Soldadura
de Trabajo
Los Diagramas de Conexión para Conguraciones Adicionales
(Fuentes de Poder Multiarco y Conectadas en Paralelo) se
Encuentran en el Manual del Operador de la Power Wave® AC/DC 1000SD
K2814-1 o
K2814-2
MAXsa™ 10
FIGURA A.6 – DIAGRAMA DE CONEXIÓN DE UN SISTEMA DE UN SOLO ARCO

A-9
INSTALACIÓNCONTROLADOR MAXSA™ 10
• APAGUE la alimentación en el interruptor de desconexión antes de trabajar en este equipo.
• No toque las partes eléctricamente calientes.
• Sólo personal calicado deberá instalar, usar o dar servicio a este equipo.
• Siga todos los procedimientos de seguridad nacionales y locales.
• Utilice el Equipo Protector Personal adecuado.
INSTALLATION INSTRUCTIONS FOR MAXsa 10 BEING
USED WITH K2803-1 USING 9SS30221-[ ]
WARNING
1- Abra la caja de control y localice las tarjetas S27981-[ ] (L11087-[ ]) y G4018-[ ].
2- Remueva el conector J86 de la tarjeta S27981-[ ] (L11087-[ ]).
La DESCARGA ELÉCTRICA puede causar la muerte.
INSTRUCCIONES DE INSTALACIÓN PARA EL USO DE MAXsa 10
CON K2803-1 UTILIZANDO 9SS30221-[ ]
ADVERTENCIA
Notas:
NO PERTURBE NINGÚN OTRO ARNÉS, CABLE O CONEXIONES A TIERRA EXISTENTES
DURANTE LA INSTALACIÓN.
Remueva J86

A-10
INSTALACIÓNCONTROLADOR MAXSA™ 10
3- Remueva J331 de la tarjeta G4018-[].
4- G4018-[] ya no es necesaria. Puede permanecer o removerse.
5- Reemplace la tarjeta S27981-[ ] (L11087-[ ]) con la tarjeta S30221-[ ] (G6752-[ ]).
6- Reconecte el conector J331 a J88 en la tarjeta S30221-[ ] (G6752-[ ]);
7- Reconecte la alimentación y asegure la salida apropiada.
después reconecte el resto de los conectores.

B-1
OPERACIÓN
CONTROLADOR MAXSA™ 10
PRECAUCIONES DE SEGURIDAD
Antes de operar la máquina, lee toda esta sección
de instrucciones de operación.
La DESCARGA ELÉCTRICA
puede causar la muerte.
• No toque las partes eléctricamente
vivas o electrodos con la piel o
ropa mojada.
• Aíslese del trabajo y tierra.
• Siempre use guantes aislantes
secos.
• No utilice la soldadora de CA si su
ropa, guantes o área de trabajo
está húmeda o si trabaja sobre,
debajo o dentro de la pieza de tra-
bajo.
Utilice el siguiente equipo:
- Soldadora manual de CD (elec-
trodo revestido).
- Soldadora de CA con control de
voltaje reducido.
•
No opere si se removieron los paneles.
• Desconecte la alimentación antes
de dar servicio.
------------------------------------------------------------------------
SÓLO PERSONAL CALIFICADO DEBERÁ INSTALAR,
UTILIZAR O DAR SERVICIO A ESTE EQUIPO. LEA Y
SIGA LAS INSTRUCCIONES DEL FABRICANTE,
PRÁCTICAS DE SEGURIDAD DEL PATRÓN Y
FICHAS TÉCNICAS DE SEGURIDAD DE MATERI-
ALES (MSDS) PARA LOS CONSUMIBLES.
------------------------------------------------------------------------
LEA ESTA ADVERTENCIA, Y PROTEJA A OTROS
Y A USTED MISMO.
Los HUMOS Y GASES pueden
resultar peligrosos.
• Mantenga su cabeza alejada de los
humos.
• Use ventilación o escape en el arco, o
ambos, para mantener alejados los
humos y gases de su zona de res-
piración y área en general.
Las CHISPAS DE SOLDADURA
pueden provocar un incendio o
explosión.
• No suelde cerca de material inflamable.
• No suelde en contenedores que han albergado materi-
al inflamable.
Los RAYOS DEL ARCO pueden quemar.
• Utilice protección para los ojos, oídos y
cuerpo.
-------------------------------------------------------
----------------
ADVERTENCIA

B-2
OPERACIÓN
CONTROLADOR MAXSA™ 10
FIGURA B.1 – CONEXIONES DE ENTRADA Y SALIDA
ORIFICIOS
DE ACCESO
CONECTOR DEL CARRO
DE RECORRIDO TC-3
CONECTOR DE LA TOLVA
DE FUNDENTE
CONECTOR ARCLINK DE
POWER WAVE® AC/DC 1000 SD
CONECTOR DEL
CONTROL COLGANTE
CONECTOR DEL MECANISMO DE
ALIMENTACIÓN MAXsa™ 22 ó 29
(14 PINES)
LUZ DE
ESTADO
INTERRUPTOR DE RECORRIDO
(AUTO / APAGADO / MANUAL)
INTERRUPTOR DE
LLENADO DE FUNDENTE
SELECTOR DE
MODO DE SOLDADURA
INDICADOR DE
MODO DE SOLDADURA
INDICADOR DE FRECUENCIA
Y BALANCE
INDICADOR
DE AMPS
INDICADOR
WFS
PANTALLA DE
AMPS/WFS
CONTROL
AMPS/WFS
CONTROL
DE VOLTIOS
PANTALLA
DE VOLTIOS
BOTONES DE
MEMORIA (8)
INDICADOR
DE VOLTIOS
BOTÓN
DE INICIO
INDICADOR DE SALIDA
DE SOLDADURA
BOTÓN
DE PARO
INDICADOR DEL MENÚ
DE CONFIGURACIÓN
SELECTOR DE OPCIONES
DE INICIO/FIN DE ARCO
INDICADOR DE OPCIONES
DE INICIO
INDICADOR DE OPCIONES
DE FIN
ALIMENTACIÓN
HACIA ATRÁS
ALIMENTACIÓN
HACIA ADELANTE
CONTROL DEL PANEL
DE SELECCIÓN DE MODO
PANTALLA (MSP)
DEL PANEL DE
SELECCIÓN DE MODO
200
----
4
Steel 1/8”
CC AC
FIGURA B.2 – CONTROLES DEL CONTROL COLGANTE

B-3
OPERACIÓN
CONTROLADOR MAXSA™ 10
SECUENCIA DE ENCENDIDO
Cuando se aplica alimentación por primera vez a la
máquina, la Pantalla de SELECCIÓN DE MODO indica
“MAXsa
TM
Inicializándose…" (“MAXsa
TM
Initializing...”). Una
vez que la Power Wave
®
AC/DC se ha inicializado (de 20 a
60 segundos), se lleva a cabo una “prueba de lámparas”.
• Todos los LED discretos, pantallas de 7 segmentos y
pantallas alfanuméricas se encienden por 2 segundos.
• Después de 2 segundos, todas las pantallas se APA-
GAN de nuevo y la Pantalla MSP indicará:
Después de que ha terminado toda la inicialización, la
Pantalla MSP mostrará el modo de soldadura. Las
pantallas superiores mostrarán los parámetros que
estaban seleccionados cuando la máquina se apagó
por última vez y el Indicador de MODO DE SOL-
DADURA estará ENCENDIDO.
CONFIGURACIÓN DEL ALIMENTADOR DE
ALAMBRE
Utilice el botón de ALIMENTACIÓN HACIA ADE-
LANTE para insertar el alambre en el mecanismo de
alimentación.
Antes de insertar el alambre, asegúrese de que la
opción “Sensión al Tacto” esté inhabilitada (P.15 en el
Menú de Configuración).
CONFIGURACIÓN DE LA ALIMENTACIÓN HACIA ADELANTE/ATRÁS
Mientras oprime el botón de ALIMENTACIÓN HACIA ADELANTE o
ATRÁS, la Pantalla MSD indicará lo que se muestra en la Figura
B.4 y la velocidad de alimentación de alambre preestablecida
aparecerá en la pantalla izquierda (AMPS/WFS).
La velocidad de alimentación se puede cambiar ajustando
la perilla de control debajo de la pantalla al tiempo que se
oprime cualesquiera de los botones.
ALIMENTACIÓN HACIA ATRÁS Se utilice para retraer el alambre
del mecanismo de alimentación.
ALIMENTACIÓN HACIA ADELANTE
Alimenta el alambre hacia abajo,
rumbo a la pieza de trabajo.
NOTA: El MAxsa 10 tiene una opción en el Menú de Configuración
(P.15) para habilitar la circuitería de “Sensión al Tacto”. Vea
el Menú de Configuración. Cuando P.15 está habilitado y se
oprime el botón de ALIMENTACIÓN HACIA DELANTE, la
pantalla MSP indicará:
Esta función de “Alimentación en Caliente” habilita la
salida de la fuente de poder y hay voltaje en el alam-
bre mientras se alimenta hacia abajo. Evite tocar
cualquier parte expuesta como se define en las PRE-
CAUCIONES DE SEGURIDAD.
ADVERTENCIA
FIGURA B.4.- CONTROLES DE ALIMENTACIÓN
----
25
Feed Cold
Feedhead 1
ADVERTENCIA
----
MAXsa
Initializing. . .
FIGURA B.3 – ENCENDIDO
¡Alimentación hacia delante caliente!
ELECTRODO CALIENTE
ELECTRODE HOT)
(Feed FWD Hot!
Welding Software
Zxxxxxx
Software de Soldadura
Zxxxxxx

B-4
OPERACIÓN
CAMBIO Y CONFIGURACIÓN DE LOS
MODOS DE SOLDADURA
A fin de seleccionar un modo de soldadura, oprima el botón de
SELECCIÓN DE MODO DE SOLDADURA hasta que el indicador de
MODO DE SOLDADURA se ENCIENDA (tal vez ya esté iluminado en
forma predeterminada al encendido). Gire la perilla de control para
seleccionar el modo deseado. Después de cerca de 1 segundo, apare-
cerán en pantalla los parámetros del nuevo modo. Estos parámetros
se pueden ajustar con las perillas de control debajo de cada pantalla.
NOTA: Los modos CC mostrarán AMPS en la pantalla
superior iz
quierda. Los modos CV mostrarán la
velocidad de alimentación de alambre y el indicador
WFS estará iluminado.
CONTROL DE FRECUENCIA/BALANCE
AJUSTE DE FRECUENCIA
Oprima el selector de MODO DE SOLDADURA hasta que el
indicador de FRECUENCIA / BALANCE se ENCIENDA y la
Pantalla MSP indique “Frecuencia” (Frequency). Si el modo
seleccionado permite un ajuste de frecuencia, la Perilla de
Control se puede utilizar para seleccionar la frecuencia
deseada entre 20 y 100hz.
El ajuste de frecuencia se puede utilizar para afinar la
estabilidad de las formas de onda no equilibradas y el
sistema multiarco.
AJUSTE DE BALANCE
Oprima el selector de MODO DE SOLDADURA hasta que la
Pantalla MSP indique “Balance”. Si el modo seleccionado
permite el ajuste del balance, la Perilla de Control se puede
utilizar para seleccionar el balance de onda deseado a través
del rango de 25% a 75%.
Ajustar el Balance (la proporción entre el medio ciclo positivo
y negativo ʻa tiempoʼ) cambia la deposición para lograr una
soldadura más eficiente.
AJUSTE DE COMPENSACIÓN
Oprima el selector de MODO DE SOLDADURA hasta que la
Pantalla MSP indique “Compensación” (Offset). Si el modo
seleccionado permite el ajuste de la compensación, la Perilla
de Control se puede utilizar para seleccionar la compen-
sación deseada. La cantidad de compensación permitida es
determinada por el modo de soldadura seleccionado.
El control independiente de los ciclos positivos y negativos per-
mite un control más preciso de la penetración y deposición.
CONTROLADOR MAXSA™ 10
60
Hz
Frequency
500
-500
0
-1000
1000
Aumentar
Disminuir
Utilice la Frecuencia para ajustar finamente la estabilidad de
las formas de onda no balanceadas y sistemas multiarco.
60
Hz
Balance
500
-500
0
-1000
1000
Balance Nominal
Balance Aumentado
Más Penetración
Menos Deposición
Balance Disminuido
Menos Penetración
Más Deposición
0
percent
DC Offset
500
-500
0
-1000
1000
Compensación Nominal
Compensación Positiva
Más Penetración
Menos Deposición
Compensación Negativa
Menos Penetración
Más Deposición

B-5
OPERACIÓN
CONTROLADOR MAXSA™ 10
BÚSQUEDA DE MODOS DE SOLDADURA
La función de Búsqueda de un Modo de Soldadura per-
mite la selección de un modo de soldadura con base
en ciertos criterios (tamaño de alambre, tipo de proce-
so, etc.).
BÚSQUEDA DE UN MODO DE SOLDADURA
A fin de buscar un modo, oprima y libere la perilla de
control al tiempo que se ilumina el indicador de MODO
DE SOLDADURA. Otra forma de buscar un modo es
girar la perilla de control hasta que aparezca en pan-
talla “Búsqueda de un Modo de Soldadura” (“Weld
Mode Search”). Esto aparecerá entre el número más
alto y más bajo de modo de soldadura.
Una vez que aparece en pantalla “Búsqueda de un
Modo de Soldadura” (“Weld Mode Search”), oprimir el
botón derecho etiquetado “Inicio” iniciará el proceso de
búsqueda.
Durante el proceso de búsqueda, oprimir el botón dere-
cho actúa normalmente como un botón de “siguiente” y
el botón izquierdo actúa típicamente como un botón de
“regreso”. Oprimir la perilla de control también actúa
como un botón de “siguiente”.
Gire la perilla de control y después oprima para selec-
cionar los detalles de soldadura relevantes como el
proceso de soldadura, tipo de alambre, tamaño de
alambre, etc.
Cuando se hace la selección final, el MAxsaTM 10
cambiará automáticamente al modo de soldadura
encontrado por el proceso de Búsqueda de un Modo
de Soldadura.
Productos anteriores pueden no contar con esta fun-
ción. A fin de activarla, tal vez sea necesaria una actu-
alización de software de www.powerwavesoftware.com
CONFIGURACIÓN MULTIARCO
Los sistemas Power Wave
®
AC/DC 1000 SD / MAxsa
TM
10 se pueden utilizar en configuraciones multiarco con
hasta seis arcos. A fin de minimizar la interacción mag-
nética entre los arcos, es imperativo que se establez-
can correctamente en fases. Las fases son esencial-
mente una compensación de tiempo entre las formas
de onda de los diferentes arcos. La fase de cada arco
se establece a través de la Interfaz de Usuario del arco
principal.
La situación ideal es que los arcos adyacentes tengan
una compensación de 90° como se ilustra en la tabla
B.1 cuando se utiliza un balance del 50% en todos los
arcos.
(sólo para formas de onda balanceadas)
Para mayor información relacionada con la configuración
de los sistemas multiarco, vea el Manual del Operador de
la Power Wave
®
AC/DC.
TABLA B.1 RELACIÓN DE LAS FASES
ARCO 1 ARCO 2 ARCO 3 ARCO 4 ARCO 5 ARCO 6
Sistema de
2 Arcos
0° 90°
X X X X
Sistema de
3 Arcos
0° 90° 180°
X X X
Sistema de
4 Arcos
0° 90° 180° 270°
X X
Sistema de
5 Arcos
0° 90° 180° 270° 0°
X
Sistema de
6 Arcos
0° 90° 180° 270° 0° 90°

B-6
OPERACIÓN
SECUENCIA DE SOLDADURA
La secuencia de soldadura define el procedimiento de
soldadura de principio a fin. Todos los ajustes se hacen
a través de la interfaz del usuario.
OPCIONES DE INICIO
Los parámetros de demora, inicio del arco, inicio y pen-
diente arriba se utilizan al principio de la secuencia de
soldadura para establecer un arco estable y propor-
cionar una transición fácil a los parámetros de soldadu-
ra. Se describen a continuación:
• La DEMORA DEL ARCO inhibe la alimentación de
alambre por hasta 5 segundos para proporcionar un
punto de inicio de soldadura preciso. Se utiliza típi-
camente en sistemas multiarco.
• Las configuraciones de INICIO DEL ARCO son váli-
das desde el inicio de la secuencia (Inicio) hasta
establecer el arco. Controlan el avance inicial
(velocidad a la que el alambre se acerca a la pieza
de trabajo) y proporciona la alimentación para
establecer el arco. Normalmente, los niveles de sali-
da aumentan y la WFS disminuye durante la parte
de inicio del arco de la secuencia de soldadura.
• Los valores de INICIO permiten que el arco se esta-
bilice una vez establecido. Tiempos de inicio prolon-
gados o parámetros de configuración mal configura-
dos pueden dar como resultado un inicio deficiente.
• El TIEMPO DE PENDIENTE ARRIBA determina la
cantidad de tiempo que transcurre antes de ir de los
parámetros de inicio a los de soldadura. La transi-
ción es lineal y puede ser hacia arriba o abajo,
dependiendo de la relación entre las configuraciones
de inicio y soldadura.
OPERACIÓN DE LAS OPCIONES DE INICIO
Oprimir el botón de Opciones de Inicio/Fin de Arco ilu-
minará el LED DE OPCIONES DE INICIO, y en la
Pantalla MSP aparecerá el parámetro de Tiempo de
Demora del Arco.
Utilice el Control de Panel de Selección de Modo para selec-
cionar el tiempo de demora deseado. Oprima el Selector de
Modo de Soldadura para salir de los parámetros de Inicio.
Oprimir repetidamente el botón de Opciones de Inicio/Fin de
Arco lo desplazará por los parámetros. Girar el Control de
Panel de Selección de Modo, mientras está en un parámetro,
cambiará su valor.
Cuando una Opción de Inicio se establece en un valor que no
es APAGADO, el LED de OPCIONES DE INICIO parpadeará
en forma síncrona con el LED de WFS ó Amps y/o de Voltios
localizado en el panel de Pantalla Dual indicando al usuario
que introduzca estos parámetros. Los parámetros que
pueden ser establecidos por el usuario en las OPCIONES DE
INICIO son los siguientes:
TIEMPO DE DEMORA DE ARCO (ARC DELAY TIME)
WFS DE INICIO DE ARCO (STRIKE WFS)
TIEMPO DE INICIO DE ARCO (STRIKE TIME)
WFS/AMPS DE INICIO (START WFS/AMPS)
VOLTIOS DE INICIO (START VOLTS)
TIEMPO DE INICIO (START TIME)
TIEMPO DE PENDIENTE ARRIBA (UPSLOPE TIME)
CONTROLADOR MAXSA™ 10
OFF
Arc Delay Time
FIGURA B.6 – SECUENCIA DE SOLDADURA
Salida
Inicio
del Arco
Pendiente
Arriba
Soldadura
Pendiente
Abajo
Tiempo
Demora del Inicio
del Arco
Inicio
Cráter
Quemado
en
Retroceso
Alambre se Empieza
a Alimentar
Alambre Toca
la Pieza
Fin de Pendiente
Arriba
Botón de Paro
Oprimido
Fin de Pendiente
Abajo
Fin del Temporizador
de cráter
Fin del Quemado
en Retroceso
Botón de Inicio
Oprimido

B-7
OPERACIÓN
OPCIONES DE FIN
Los parámetros de pendiente abajo, cráter y quemado
en retroceso se utilizan para definir el final de la
secuencia de soldadura. Se definen a continuación:
• PENDIENTE ABAJO determina la cantidad de tiempo que
se lleva pasar de los parámetros de soldadura a los de
cráter. La transición es lineal y puede ser hacia arriba o
abajo dependiendo de la relación entre las configura-
ciones de soldadura y las de cráter.
• Los parámetros de CRÁTER se utilizan normalmente para
llenar el cráter al final de la soldadura e incluyen tanto a
las configuraciones de tiempo como a las de salida.
• QUEMADO EN RETROCESO define la cantidad de tiem-
po en que la salida permanece encendida después de que
el alambre se ha detenido. Esta función se utiliza para evi-
tar que el alambre se adhiera al charco de soldadura y
condicionar el extremo del alambre para la próxima sol-
dadura. En la mayoría de las aplicaciones, un tiempo de
quemado en retroceso de 0.4 segundos es suficiente.
• El TIEMPO DE REINICIO DEL ARCO determina por cuán-
to tiempo intentará el sistema reestablecer el arco en caso
de un inicio deficiente o si el arco se apaga por alguna
razón (corto circuito o circuito abierto). Durante el reinicio
del arco, se generan WFS y salidas en un intento por
reestablecer el arco.
• En la mayoría de las aplicaciones, un tiempo
de reinicio del arco de 1 a 2 segundos es sufi-
ciente.
• Un tiempo de reinicio del arco de 0 segundos
permite que la función de reinicio continúe
indefinidamente.
OPERACIÓN DE LAS OPCIONES DE FIN
Oprimir el botón de Opciones de Inicio/Fin de Arco
después de desplazarse por las Opciones de Inicio, ilu-
minará el LED DE OPCIONES DE FIN, y el parámetro
de Tiempo de Pendiente Abajo aparecerá en la
Pantalla MSP.
Utilice el Control de Panel de Selección de Modo para
seleccionar el tiempo de demora deseado. Oprima el
Selector de Modo de Soldadura para salir de los
parámetros finales.
Oprimir repetidamente el botón de Opciones de
Inicio/Fin de Arco lo desplazará por los parámetros.
Girar el Control de Panel de Selección de Modo, mien-
tras está en un parámetro, cambiará su valor. Cuando
el Tiempo de Cráter se establece en un valor que no
sea APAGADO, el LED DE OPCIONES FINALES
parpadeará en forma síncrona con el LED de WFS o
Amps (dependiendo de los modos de soldadura CC ó
CV) y el LED de voltios localizado en el panel de
Pantalla Dual indicará al usuario que introduzca estos
parámetros. Los parámetros que pueden ser estableci-
dos por el usuario en las OPCIONES FINALES son los
siguientes:
TIEMPO DE PENDIENTE ABAJO (DOWNSLOPE TIME)
WFS/AMPS DE CRÁTER (CRATER WFS/AMPS)
VOLTIOS DE CRÁTER (CRATER VOLTS)
TIEMPO DE CRÁTER (CRATER TIME)
TIEMPO DE QUEMADO EN RETROCESO (BURN-
BACK TIME)
TIEMPO DE REINICIO DE ARCO (RESTRIKE TIME)
CONTROLADOR MAXSA™ 10
OFF
Downslope Time

B-8
OPERACIÓN
CONTROLADOR MAXSA™ 10
El Menú de Configuración brinda acceso a la configuración de las preferencias del usuario, que generalmente se establecen
sólo en la instalación. Las preferencias del usuario se agrupan como se muestra en la siguiente tabla.
FUNCIONES DEL MENÚ DE CONFIGURACIÓN
ACCESO AL MENÚ DE CONFIGURACIÓN
1. ACCESO
A fin de acceder el Menú de Configuración, oprima
simultáneamente los botones Izquierdo y Derecho. El
Indicador del Menú de Configuración se iluminará y la pan-
talla inferior indicará lo que se muestra a continuación
Nota: El menú de configuración no puede accederse durante
una soldadura o si aparece una falla en pantalla. A fin de
continuar soldando, salga del Menú de Configuración.
2. SELECCIÓN DE PREFERENCIAS
Muévase por las opciones de la lista de Preferencias girando
la Perilla de Control. Oprima el Botón Derecho para editar la
preferencia seleccionada.
3. CAMBIO DE PREFERENCIAS
Muévase por las opciones de la lista de Preferencias girando
la Perilla de Control. Oprima el Botón Derecho para cambiar
la configuración de las preferencias. Para cancelar, oprima el
Botón Izquierdo.
4. SALIDA
A fin de salir del Menú de Configuración, oprima simultánea-
mente ambos botones o seleccione P.0 y oprima el Botón
Izquierdo. Sesenta segundos de inactividad también lo hará
salir del Menú de Configuración.
Nota: Si faltase algún producto de cualquiera de las
opciones que se muestran a continuación, es posible que se
requiera un software de www.powerwavesoftware.com.
FIGURA B.7 – MENÚ DE CONFIGURACIÓN
P. 0
Exit
User Prefs
Indicador del
Menú de Configuración
Panel de Selección
de Modo (MSP)
Botón Izquierdo
Perilla de Control
Botón Derecho
PARÁMETRO
P.1 a P.99
P.101 a P.199
P.501 a P.599
DEFINICIÓN
Parámetros No Asegurados (siempre ajustables)
Parámetros de Diagnóstico (siempre sólo de lectura)
Parámetros Asegurados (accesibles sólo con Weld Manager.)

B-9
OPERACIÓN
CONTROLADOR MAXSA™ 10
Parámetro Definición
Salida del Menú de Configuración
P.0
Esta opción se utiliza para salir del menú de configuración. Cuando P.0 aparezca en pantalla,
oprima el Botón Izquierdo para salir del menú de configuración.
P.1 Unidades de Velocidad de Alimentación de Alambre
Esta opción selecciona qué unidades se utilizarán para indicar la velocidad de alimentación de alambre.
Inglesas = unidades de velocidad de alimentación de alambre en pulgadas/ minuto (predeterminadas).
Métricas = unidades de velocidad de alimentación de alambre en metros/minuto
P.2 Modo de Pantalla de Arco
Esta opción selecciona qué valor se mostrará en la pantalla superior izquierda al soldar.
Amps = La pantalla izquierda muestra el amperaje al soldar. (Predeterminada).
WFS = La pantalla izquierda muestra la Velocidad de Alimentación de Alambre al soldar.
P.3 Opciones de Pantalla
Este parámetro de configuración se llamaba previamente “Energía de Pantalla".
Si la versión anterior del software tenía este parámetro establecido para mostrar la energía en pantalla, esa selección
permanecerá.
Esta opción selecciona la información que aparece en las pantallas alfanuméricas al soldar. No todas las selecciones
P.3 estarán disponibles en todas las máquinas. A fin de que cada selección esté incluida en la lista, la fuente de poder
deberá soportar esta función. Tal vez se necesite una actualización del software de la fuente de poder para incluir las
funciones.
Pantalla Estándar = Las pantallas inferiores continuarán mostrando la información preestablecida durante y después de
una soldadura (predeterminada). Mostrar Energía = Aparecerá en pantalla la energía, junto con la hora en formato
HH:MM:SS. Mostrar Calificación de Soldadura = Muestra el resultado acumulativo de calificaciones de soldadura.
P.12 Inicio/Paro del Carro de Recorrido – El Recorrido Empieza
Esta opción permite el ajuste de las opciones de inicio y fin del recorrido de un carro. Oprima el
Botón Derecho para entrar en la opción y gire la Perilla de Control para seleccionar ya sean las
opciones de inicio o fin. Oprima el Botón Derecho para entrar en la opción seleccionada. Gire la
Perilla de Control para seleccionar la función deseada. Después de seleccionar la función, opri-
ma el Botón Izquierdo para guardar el valor y retroceda para elegir otra opción. Gire la Perilla
de Control para hacer otra selección u oprima el Botón Izquierdo para salir de esta opción.
P.12 Inicio/Paro del Carro de Recorrido – El Recorrido Termina
Esta opción permite el ajuste de las opciones de inicio y fin del recorrido de un carro. Oprima el
Botón Derecho para entrar en la opción y gire la Perilla de Control para seleccionar ya sean las
opciones de inicio o fin. Oprima el Botón Derecho para entrar en la opción seleccionada. Gire la
Perilla de Control para seleccionar la función deseada. Después de seleccionar la función, opri-
ma el Botón Izquierdo para guardar el valor y retroceda para elegir otra opción. Gire la Perilla
de Control para hacer otra selección u oprima el Botón Izquierdo para salir de esta opción.
P.13 Opciones de Ajuste de Fuerza de Arco
Esta opción permite el ajuste de los valores de fuerza de arco para Inicio, Soldadura y Cráter. Oprima el
Botón Derecho para entrar en la opción y gire la Perilla de Control para seleccionar el estado de soladura
que se desea ajustar. Oprima el Botón Derecho de nuevo para ajustar el valor en la perilla izquierda supe-
rior. Oprima el Botón Izquierdo para guardar el valor y retroceda para elegir otro estado de soldadura. Gire
la Perilla de Control para hacer otra selección u oprima el Botón Izquierdo para salir de esta opción. Esta
opción no aparecerá si el modo de soldadura actualmente seleccionado no soporta la fuerza de arco.
P.14 Reestablecimiento del Peso de Consumibles
Utilice esta opción para reestablecer el peso inicial del paquete de consumibles. Oprima el
Botón Derecho para reestablecer el peso de los consumibles. Esta opción sólo aparecerá con
sistemas que utilizan el Monitoreo de Producción.
PARÁMETROS DEFINIDOS POR EL USUARIO

B-10
OPERACIÓN
CONTROLADOR MAXSA™ 10
Parámetro Definición
P.15 Opción de Sensión al Tacto de Desplazamiento en Caliente
Esta opción permite habilitar o inhabilitar la sensión al tacto cuando se alimenta el alambre hacia adelante.
Inhabilitada = la sensión al tacto está inactiva cuando se desplaza alambre hacia adelante. (Predeterminado)
Habilitada = la sensión al tacto está activa cuando se desplaza alambre hacia adelante.
Cuando esta opción está habilitada y se alimenta el alambre hacia adelante, el alambre está eléctrica-
mente “caliente” y esperando a hacer corto con la placa. Cuando ocurre un corto, la alimentación de alam-
bre para automáticamente y el relé de la tolva de fundente se activa hasta que se libera el botón de ali-
mentación hacia adelante.
P.18 Relación de Engranaje del Mecanismo de Alimentación
Esta opción selecciona la Relación de Engranaje del Mecanismo de Alimentación que se uti-
lizará. Los valores seleccionables posibles se leen desde el Mecanismo de Alimentación al
arranque. Para los sistemas semiautomáticos: si la tarjeta del cabezal de alimentación tiene
interruptores dip, esta opción no aparecerá en el menú. La relación de engranaje se puede
seleccionar utilizando los interruptores dip.
Nota: cambiar este valor provocará el reestablecimiento del sistema.
P.21 Selección de la Función Apagado 2 (Shutdown 2)
Esta opción permite seleccionar la función de entrada de Apagado 2 en la caja de control.
Apagado Normal = el Apagado 2 funciona como una entrada de paro estándar que bloquea a todos los botones
de entrada (predeterminado). Salida Inhabilitada = el Apagado 2 funciona como un bloqueo de la salida de la
máquina para inhabilitar el circuito de soldadura pero que todavía permite la alimentación en frío del alambre.
P.23 Control Central de Gatillos
Sólo para máquinas de Arco Frontal de Subarco. Permite que el Arco Frontal de MAXsa
TM
10
controle todos los gatillos en un sistema multiarco.
No = Sólo la máquina conectada a MAXsa
TM
10 puede ser encendida o apagada con gatillo (Predeterminado).
Sí = Todas las máquinas en el sistema se pueden encender y apagar simultáneamente con gatillo
.
P.30 Control de Entrada
Esta opción permite que el panel frontal controle habilitar o inhabilitar a MAXsa
TM
10. Las entradas remotas siem-
pre son funcionales cuando se conectan pero puede haber aplicaciones donde sea necesario inhabilitar las
entradas del control colgante. Panel y Remoto = Todos los botones del control colgante están habilitados (pre-
determinado). Panel Bloqueado = Los botones de Inicio, Fundente y Alimentación están inhabilitados en el con-
trol colgante. El botón de Paro del control colgante siempre está activo y no se puede inhabilitar.
P.80 Sensión desde los Bornes
Utilice esta opción sólo para fines de diagnóstico. Al apagar y prender la alimentación, esta
opción se reestablece automáticamente en Falso.
Falso = La sensión del voltaje es determinada automáticamente por el modo de soldadura
seleccionado y otras configuraciones de la máquina (predeterminado).
Verdadero = La sensión del voltaje se fuerza en los “bornes”.
P.99 ¿Mostrar Modos de Prueba?
La mayoría de las fuentes de poder contienen modos de soldadura utilizados para fines de calibración y prueba.
En forma predeterminada, la máquina no incluye modos de prueba de soldadura en la lista de modos de sol-
dadura que está disponible para el operador. A fin de seleccionar manualmente el modo de soldadura de prue-
ba, establezca esta opción en "Sí". Cuando la fuente de poder se apaga y se enciende de nuevo, los modos de
prueba ya no aparecerán en la lista de modos. Los modos de soldadura de prueba requieren normalmente que
la salida de la máquina se conecte a una carga de red eléctrica y no se puede utilizar para soldadura.
P.100 ¿Ver diagnósticos?
Los diagnósticos sólo se utilizan para dar servicio o localizar averías en el sistema Power
Wave. Seleccione “Sí” para acceder las opciones de diagnóstico en el menú. Ahora aparecerán
parámetros adicionales en el menú de configuración (P.101, P.102, etc.).
PARÁMETROS DEFINIDOS POR EL USUARIO (CONTINUACIÓN)

B-11
OPERACIÓN
CONTROLADOR MAXSA™ 10
Parámetro Definición
P.101 Ver Bitácoras de Eventos
Se utilizan para ver todas las bitácoras de eventos del sistema. Oprima el Botón Derecho para
entrar en la opción. Gire la Perilla de Control para seleccionar la bitácora de eventos que se
desea leer. Oprima el Botón Derecho de nuevo para entrar en la bitácora seleccionada. Girar la
Perilla de Control lo desplazará por la bitácora de eventos, mostrando el número de índice de la
bitácora, código de evento y algunos otros datos. Oprima el Botón izquierdo para retroceder y
seleccionar otra bitácora. Oprima el Botón Izquierdo de nuevo para salir de esta opción.
P.102 Ver Bitácoras Fatales
Se utilizan para ver todas las bitácoras fatales del sistema. Oprima el Botón Derecho para
entrar en la opción. Gire la Perilla de Control para seleccionar la bitácora fatal que se desea
leer. Oprima el Botón Derecho de nuevo para entrar en esa bitácora. Girar la Perilla de Control
lo desplazará por la bitácora de eventos, mostrando el número de índice de la bitácora y el
código fatal. Oprima el Botón izquierdo para retroceder y seleccionar otra bitácora. Oprima el
Botón Izquierdo de nuevo para salir de esta opción.
P.103 Ver Información de Versión del Software
Se utiliza para ver las versiones de software de cada tarjeta en el sistema. Oprima el Botón
Derecho para entrar en la opción. Gire la Perilla de Control para seleccionar la tarjeta que se
desea leer. Oprima el Botón Derecho de nuevo para leer la versión de firmware. Oprima el
Botón izquierdo para retroceder y seleccionar otra tarjeta. Gire la Perilla de Control para selec-
cionar otra tarjeta u oprima el Botón Izquierdo de nuevo para salir de esta opción.
P.104 Ver Información de Versión del Hardware
Se utiliza para ver las versiones de hardware de cada tarjeta en el sistema. Oprima el Botón
Derecho para entrar en la opción. Gire la Perilla de Control para seleccionar la tarjeta que se
desea leer. Oprima el Botón Derecho de nuevo para leer la versión de hardware. Oprima el
Botón Izquierdo para retroceder y seleccionar otra tarjeta. Oprima el Botón Izquierdo de nuevo
para salir de esta opción.
P.105 Ver Información de Software de Soldadura
Se utiliza para ver la Configuración de Soldadura en la Fuente de Poder. Oprima el Botón
Derecho para leer la versión de Configuración de Soldadura. Oprima el Botón izquierdo para
retroceder y salir de esta opción.
P.106 Ver Dirección IP de Ethernet
Se utiliza para ver la dirección IP del equipo compatible con Ethernet. Oprima el Botón Derecho
para leer la Dirección IP. Oprima el Botón izquierdo para retroceder y salir de esta opción. La
dirección IP no se puede cambiar utilizando esta opción.
P.107 Ver Protocolo de la Fuente de Poder
Se utiliza para ver el tipo de fuente de poder a la que está conectado el alimentador de alam-
bre. Oprima el Botón Derecho para identificar la fuente de poder como LincNet o ArcLink.
Oprima el Botón izquierdo para retroceder y salir de esta opción.
P.501 Bloqueo de Codificadores
Bloquea una o ambas perillas superiores (codificadores) evitando que el operador cambie la velocidad de
alimentación de alambre, amps, voltios o corte. La función de cada perilla superior depende del modo de sol-
dadura seleccionado. Cuando se selecciona un modo de soldadura de corriente constante (por ejemplo,
Electrodo Revestido, TIG, Desbaste), la perilla superior derecha siempre funcionará como un interruptor de
encendido/apagado. Este parámetro sólo se puede acceder utilizando el software Power Wave Manager.
PARÁMETROS DEFINIDOS POR EL USUARIO (CONTINUACIÓN)

B-12
OPERACIÓN
CONTROLADOR MAXSA™ 10
Parámetro Definición
P.502 Bloqueo de Cambio de Memorias
Determina si las memorias pueden sobrescribirse con nuevo contenido.
No = Las memorias se pueden guardar y los límites configurarse (predeterminado).
Sí = Las memorias no se pueden cambiar – guardar está prohibido y los límites no pueden reconfig-
urarse. Este parámetro sólo se puede acceder utilizando el software Power Wave Manager.
P.503 Botón de Memoria Inhabilitado
Inhabilita los botones de memoria especificados. Cuando se inhabilita una memoria, los proced-
imientos de soldadura no se pueden reestablecer desde o guardarse en esa memoria. Si se hace un
intento por guardar o restablecer una memoria inhabilitada, aparecerá un mensaje en la pantalla
inferior indicando que el número de memoria está inhabilitado. En los sistemas de multicabezal, este
parámetro inhabilita los mismos botones de memoria en ambos cabezales de alimentación. Este
parámetro sólo se puede acceder utilizando el software Power Wave Manager
.
P.504 Bloqueo del Panel de Selección de Modo
Selecciona de entre varias preferencias de bloqueo del Panel de Selección de Modo. Cuando una
selección del Panel de Selección de Modo está bloqueada y se hace un intento por cambiar ese
parámetro, aparecerá en pantalla un mensaje en la pantalla inferior indicando que el parámetro está
bloqueado.
Todas las Opciones MSP Desbloqueadas = Todos los parámetros ajustables en el Panel de
Selección de Modo están desbloqueados.
Todas las Opciones MSP Bloqueadas = Todas las perillas y botones en el Panel de Selección de
Modo están bloqueados.
Opciones de Inicio y Fin Bloqueadas = Los parámetros de inicio y fin en el Panel de Selección de
Modo están bloqueados; todos los demás no.
Opción de Modo de Soldadura Bloqueado = El modo de soldadura no se puede cambiar desde el
Panel de Selección de Modo; todas las otras configuraciones del Panel de Selección de Modo están
desbloqueadas.
Opciones de Control de Onda Bloqueadas = Los parámetros de Control de Onda en el Panel de
Selección de Modo están bloqueados; todos los demás no.
Opciones de Inicio, Fin, Onda Bloqueadas = Los parámetros de Inicio, Fin y Control de Onda en
el Panel de Selección de Modo están bloqueados; todos los demás no.
Opciones de Inicio, Fin, Modo Bloqueadas = Los parámetros de Inicio, Fin y Modo de Soldadura
en el Panel de Selección de Modo están bloqueados; todos los demás no.
Este parámetro sólo se puede acceder utilizando el software Power Wave Manager.
P.505 Bloqueo del Menú de Configuración
Determina si el operador puede modificar los parámetros de configuración sin introducir una
contraseña.
No = El operador puede cambiar cualquier parámetro del menú de configuración sin introducir
primero la contraseña, incluso si ésta no es de cero (predeterminado).
Sí = El operador debe introducir la contraseña (si ésta no es de cero) a fin de cambiar cualquier
parámetro del menú de configuración.
Este parámetro sólo se puede acceder utilizando el software Power Wave Manager.
PARÁMETROS DEFINIDOS POR EL USUARIO (CONTINUACIÓN)

B-13
OPERACIÓN
CONTROLADOR MAXSA™ 10
SENSIÓN AL TACTO
La opción de sensión al tacto, cuando se habilita, per-
mite que el operador alimente el alambre hacia ade-
lante hasta que toque la pieza de trabajo. Cuando se
hace contacto con el trabajo, el alambre se detiene y
la tolva de fundente (si se utiliza) se activa para poner
fundente alrededor del alambre y llenar el sistema de
alimentación de fundente. La tolva de fundente per-
manecerá activa hasta que se libere el botón de
Alimentación Hacia delante.
Si la sensión al Tacto está habilitada, la salida de la Fuente
de Poder estará ENCENDIDA mientras se apriete el botón
de Alimentación Hacia Adelante. Evite tocar cualquier parte
del circuito de soldadura mientras alimenta.
Si la opción de sensión al tacto está inhabilitada, el alambre
estará “frío” durante el tiempo de Alimentación Hacia
Adelante. No se detendrá cuando toque el trabajo y la tolva
de fundente no se activará.
BLOQUEO / SEGURIDAD
El MAxsa
TM
10 se puede configurar para evitar que el oper-
ador cambie los controles seleccionados del panel de la
Interfaz del Usuario. En forma predeterminada, la soldadora
será capaz de cambiar el modo de soldadura, todos los
controles de onda relevantes, y todas las opciones de inicio
y fin pertinentes.
Observe que cuando una opción se bloquea, todavía es
posible monitorear su valor. Por ejemplo, si las opciones de
inicio y fin están bloqueadas, el soldador todavía puede
oprimir el Botón Derecho del Panel de Selección de Modo y
ver el valor establecido para el Tiempo de Inicio. Si el sol-
dador intenta cambiar su valor, aparecerá brevemente un
mensaje en el Panel de Selección de Modo indicando “¡La
Opción MSP está BLOQUEADA!” ("MSP Option is
LOCKED!".)
Actualmente, las funciones de bloqueo están sólo
disponibles a través del uso de Power Wave Manager
.
ADVERTENCIA
Parámetro Definición
P.506 Configuración de la Contraseña de la Interfaz del Usuario
Evita
cambios no autorizados al equipo. La contraseña predeterminada es cero, lo que permite
un acceso total. Una contraseña contraria a cero evitará cambios no autorizados a los límites
de memoria, guardando en la memoria (si P.502 = Sí) cambios a los parámetros de configu-
ración (si P.505 = Sí). Este parámetro sólo se puede acceder utilizando el software Power
Wave Manager.
P.509 Bloqueo Maestro de la UI
Bloquea todos los controles de la interfaz del usuario, evitando que el operador haga algún
cambio. Este parámetro sólo se puede acceder utilizando el software Power Wave Manager.
PARÁMETROS DEFINIDOS POR EL USUARIO (CONTINUACIÓN)

B-14
OPERACIÓN
Oprima el BOTÓN de INICIO para iniciar la soldadura.
El INDICADOR DE ARCO ESTABLECIDO ʻparpadearáʼ a
medida que el alambre se alimenta hacia la pieza de tra-
bajo para mostrar que el OCV está presente y el interrup-
tor está en ENCENDIDO cuando se inicia el arco.
Si los parámetros de “Inicio” han sido establecidos,
estarán vigentes por el tiempo especificado y después
entrarán en vigor los parámetros del Modo de Soldadura.
Las dos pantallas superiores indicarán los parámetros
“reales” a medida que progrese la soldadura.
Si la función de RECORRIDO está seleccionada,
empezará a moverse como se indique en la configuración
del Parámetro P.12.
Oprima el BOTÓN de PARO para finalizar la soldadura.
Si los parámetros de “Fin” han sido establecidos,
estarán vigentes por el tiempo especificado.
Si la función de RECORRIDO está seleccionada,
dejará de moverse como se indique en la configu-
ración del Parámetro P.12.
El INDICADOR DE ARCO ESTABLECIDO se APA-
GARÁ cuando se inhabilite la salida de la fuente de
poder (después del quemado en retroceso).
Las pantallas regresarán al estado inactivo en
preparación para la siguiente soldadura.
CONTROLADOR MAXSA™ 10
CÓMO HACER UNA SOLDADURA
Una vez que los parámetros necesarios han sido establecidos y el Modo de Soldadura deseado seleccionado:
INDICADOR DE ARCO
ESTABLECIDO
BOTÓN
DE INICIO
BOTÓN
DE PARO
FIGURA B.7 – CÓMO HACER UNA SOLDADURA

B-15
OPERACIÓN
El MAxsa
TM
10 tiene ocho ubicaciones de memoria para
almacenar información de los procedimientos. Cada
ubicación almacenará la siguiente información:
• Modo de Soldadura
• Amperaje (o WFS)
• Voltaje
• Frecuencias
• Balance
• Compensación de CD
• Opciones de Inicio de Arco
• Opciones de Fin de Arco
DENOMINACIÓN DE UN PROCEDIMIENTO
GUARDADO
Los procedimientos almacenados en una memoria
pueden recibir un nombre que el usuario pueda
reconocer fácilmente como “Pase de Raíz”, “Pase de
Llenado” o “Pase de Tapado”. Como con la opción de
Bloqueo, esta opción está sólo disponible utilizando el
software Weld Manager.
SOLDADURA MULTIPROCEDIMIENTO
El CONTROLADOR MAxsa
TM
10 es capaz de hacer
cambios de soldadura “sobre la marcha” con múltiples
procedimientos de soldadura utilizando el Panel de
Memoria. Al soldar, es posible acceder cualquier ubi-
cación de Memoria y los parámetros almacenados en
esa ubicación de memoria se activarán mientras se
suelda activamente.
NOTA: Esto sólo se puede hacer con las ubicaciones
de Memoria que tienen el mismo Modo de
Soldadura.
Mientras se suelda, cualquier ubicación de Memoria
que se intente acceder con un Modo de Soldadura
diferente al que se está utilizando en ese momento
será ignorado. y aparecerá en pantalla un mensaje de
error. Es posible usar hasta ocho procedimientos de
soldadura diferentes mientras se suelda activamente
utilizando todas las ubicaciones de memoria, siempre y
cuando cada una de las ubicaciones utilice los mismos
Modos de Soldadura.
De manera opcional, se puede inhabilitar la capacidad
de guardar en una memoria utilizando los Niveles de
Bloqueo. Si el usarlo intenta guardar un procedimiento
en una ubicación de memoria que está bloqueada, el
Panel de Selección de Modo indicará brevemente en
pantalla “¡Guardar en Memoria está INHABILITADO!”
("Memory Save is DISABLED!"). En la actualidad, los
Niveles de Bloqueo sólo se pueden acceder a través
de Weld Manager.
CONTROLADOR MAXSA™ 10
USO DE LA OPCIÓN DE MEMORIA

B-16
OPERACIÓN
CÓMO GUARDAR UN PROCEDIMIENTO EN
UNA UBICACIÓN DE MEMORIA
Una vez que se han establecido los parámetros:
• Oprima y mantenga así por 2 segundos el Botón de
Memoria de la ubicación.
• Se iluminará el LED de esa ubicación.
• Después de 2 segundos, se apagará el LED.
• La pantalla MSP mostrará brevemente que la infor-
mación se guardó; después regresará al Modo de
Soldadura.
NOTA: Oprimir el botón por más de 5 segundos hará
que entre al Modo de Límites.
INVOCACIÓN DE UN PROCEDIMIENTO
DESDE UNA UBICACIÓN DE MEMORIA
• Oprima y libere el Botón de Memoria deseado.
• El LED para esa ubicación se encenderá y la infor-
mación del procedimiento almacenado aparecerá
en las pantallas.
• El LED permanecerá encendido hasta que se
seleccione otra ubicación.
NOTA: Oprimir el botón por más de 1 segundo hará
que vuelva a entrar al Modo de “Guardar”.
CONTROLADOR MAXSA™ 10
FIGURA B.8 – MEMORIA
200
Steel 1/8”
CC DC
30.5
58
+
BOTÓN DE
MEMORIA
INDICADOR
LED
PANTALLA
MSP
Oprima por 2 Segundos
para Guardar
Oprima y Libere
para Invocar
Memory 1
Saved

B-17
OPERACIÓN
CONTROLADOR MAXSA™ 10
CONFIGURACIÓN OPCIONAL DE LOS LÍMITES
La función de Límites permite que el operador establezca
los valores mínimo y máximo de varios parámetros
dependiendo del Modo de Soldadura seleccionado.
Cada ubicación de memoria puede tener un conjunto
diferente de límites, incluso si el Modo de Soldadura es el
mismo. Por ejemplo: la Ubicación de Memoria 1 se puede
establecer para una velocidad de alimentación de alambre
máxima de 140”/min; la Ubicación de Memoria 2 se puede
establecer para un mínimo de 100”/min y un máximo de
160”/min, y la Ubicación de Memoria 3 puede no tener un
límite de WFS establecido.
Los parámetros son restringidos por las limitaciones de la
máquina o por los límites en las memorias. Cuando los
Límites en Memoria están habilitados, el parámetro
parpadeará si se hace un intento por establecer un valor
fuera del límite preescrito (si es menor que las capaci-
dades de la máquina s). El parámetro no parpadeará si se
hace un intento por exceder los límites de la máquina.
NOTA: Los Modos de Soldadura no se pueden selec-
cionar a través del Menú de Configuración de
Límites. Deben elegirse y guardarse antes de
entrar en el Menú de Limites.
CONFIGURACIÓN DE LOS LÍMITES
1. Oprima y mantenga así el Botón de Memoria desea-
do hasta que el LED de esa ubicación empiece a
parpadear rápidamente.
• La Pantalla MSP indicará:
2. Después de 2 segundos, la pantalla cambiará para
mostrar los siguientes rubros:
• Valor de la Memoria
• Límite Superior
• Límite Inferior
• Nombre del Parámetro
3. El Nombre del Parámetro en la Pantalla MSP
parpadeará para indicar que está listo para cambiar.
Si no se establecieron límites previamente, los val-
ores Superior e Inferior son los límites de la Fuente
de Poder.
• Oprima el botón de opciones de Inicio/Fin de Arco
para seleccionar ese parámetro.
• Utilice el Control del Panel de Selección de Modo
para ajustar el Límite Superior (que parpadea).
• Oprima el botón de opciones de Inicio/Fin de Arco.
• Utilice el Control del Panel de Selección de Modo
para ajustar el Valor (que parpadea).
• Oprima el botón de opciones de Inicio/Fin de Arco.
• Utilice el Control del Panel de Selección de Modo
para ajustar el Límite Inferior (que parpadea).
• Oprima el botón de opciones de Inicio/Fin de Arco.
• Utilice el Control del Panel de Selección de Modo
para seleccionar otro nombre de Parámetro (que
parpadea), y repita la secuencia anterior hasta
que todos los Límites estén configurados.
4. Oprima la Memoria seleccionada cuando todos los
límites estén configurados en los valores deseados.
La Pantalla MSP indicará:
• Utilice la Selección de Modo de Soldadura o el
botón de opciones de Inicio/Fin de Arco para
guardar (sí/yes) o descartar (no) los cambios.
Save Limits
Yes No
200
Hi=1050 Lo= 200
Weld Amps
Límite Superior
Establecido
Valor del Límite
Inferior
Límite Inferior
Establecido
Nombre del
Parámetro
Memory 1
Set Limits

B-18
NOTAS
CONTROLADOR MAXSA™ 10

C-1
ACCESORIOS
Las OPCIONES Y ACCESORIOS se
encuentran disponibles en
www.lincolnelectric.com
Siga estos pasos:
1. Vaya a www.lincolnelectric.com
2. En el campo Búsqueda (Search) teclee E9.181 y dé
clic en el icono Búsqueda (Search) (u oprima ʻIntroʼ
en el teclado).
3. En la página Resultados (Results), vaya a la Lista
de Equipo (Equipment List), y dé clic en E9.181.
En este documento es posible encontrar toda la infor-
mación del Sistema Power Wave y accesorios.
CONTROLADOR MAXSA™ 10

D-1
MANTENIMIENTO
CONTROLADOR MAXSA™ 10
MANTENIMIENTO DE RUTINA
• Revise que no haya cortaduras en los cables de
soldadura, de control y mangueras de gas.
MANTENIMIENTO PERIÓDICO
• N/A
ESPECIFICACIÓN DE LA CALIBRACIÓN
Toda la calibración del CONTROLADOR MAXsa™ 10
está establecida de fábrica.
PRECAUCIONES DE SEGURIDAD
Vea la información de advertencia adicional
a lo largo de este Manual del Operador y
también del Manual del Motor.
------------------------------------------------------------------------
La DESCARGA ELÉCTRICA puede causar la muerte.
• No toque las partes eléctricamente
vivas como las terminales de salida o
cableado interno.
• Cuando se desplaza el alambre, el
electrodo y mecanismo de ali-
mentación están “calientes” para tra-
bajar y hacer tierra, y podrían per-
manecer energizados varios segun-
dos después de liberar el botón de
desplazamiento.
• APAGUE la alimentación en la fuente de poder de
soldadura antes de la instalación o cambio de rodil-
los impulsores y/o tubos guía.
• La fuente de poder de soldadura deberá conectarse
al aterrizamiento del sistema conforme al Código
Eléctrico Nacional o cualquier código local aplicable.
• Sólo personal calificado deberá realizar el trabajo de
mantenimiento.
------------------------------------------------------------------------
ADVERTENCIA

E-1
LOCALIZACIÓN DE AVERÍAS
Esta Guía de Localización de Averías se proporciona
para ayudarle a localizar y reparar posibles malos fun-
cionamientos de la máquina. Siga simplemente el pro-
cedimiento de tres pasos que se enumera a contin-
uación.
.
Paso 1. LOCALICE EL PROBLEMA (SÍNTOMA).
Busque bajo la columna titulada “PROBLEMA (SÍN-
TOMAS)”. Esta columna describe posibles síntomas
que la máquina pudiera presentar. Encuentre la lista
que mejor describa el síntoma que la máquina está
exhibiendo.
Paso 2. CAUSA POSIBLE.
La segunda columna titulada “CAUSA POSIBLE” enu-
mera las posibilidades externas obvias que pueden
contribuir al síntoma de la máquina..
Paso 3. CURSO DE ACCIÓN RECOMENDADO
Esta columna proporciona un curso de acción para la
Causa Posible; generalmente indica que contacte a su
Taller de Servicio de Campo Autorizado de Lincoln
local.
Si no comprende o no puede llevar a cabo el Curso de
Acción Recomendado en forma segura, contacte a su
Taller de Servicio de Campo Autorizado de Lincoln
local.
CONTROLADOR MAXSA™ 10
Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura,
contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder.
PRECAUCIÓN
CÓMO UTILIZAR LA GUÍA DE LOCALIZACIÓN DE AVERÍAS
Sólo Personal Capacitado de Fábrica de Lincoln Electric Deberá Llevar a Cabo el Servicio y
Reparaciones. Las reparaciones no autorizadas que se realicen a este equipo pueden repre-
sentar un peligro para el técnico y operador de la máquina, e invalidarán su garantía de fábri-
ca. Por su seguridad y a fin de evitar una Descarga Eléctrica, sírvase observar todas las
notas de seguridad y precauciones detalladas a lo largo de este manual.
__________________________________________________________________________
ADVERTENCIA

E-2
LOCALIZACIÓN DE AVERÍAS
CONTROLADOR MAXSA™ 10
Observe todos los Lineamientos de Seguridad detallados a lo largo de este manual
Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura,
contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder.
PRECAUCIÓN
USO DEL LED DE ESTADO PARA LOCALIZAR
PROBLEMAS DEL SISTEMA
El MAXsa 10 está equipado con Luces de Estado. Si ocurre un prob-
lema, es importante observar la condición de las mismas. Por lo
tanto, antes de apagar y volver a prender el sistema, revise si las
luces de estado de la fuente de poder muestran secuencias de
error como se indica a continuación.
En esta sección se incluye información sobre la fuente de poder y
LEDs de Estado del Módulo del Mecanismo de Alimentación, y algu-
nas tablas básicas de localización de averías para el desempeño de
soldadura y de la máquina.
Las LUCES DE ESTADO son LEDʼs de color dual que indican los
errores del sistema. El verde estable indica una operación normal en
todos. La Tabla E.1 a continuación señala las condiciones de error.
Condición
de la Luz
Verde Estable
Verde Parpadeante
Verde Parpadeando
Rápido
Verde y Rojo Alternando
Rojo Estable
Rojo Parpadeante
Significado
El sistema está OK. La fuente de poder funciona, y se está comunicando nor-
malmente con todo el equipo periférico funcional conectado a su red ArcLink.
Ocurre durante del encendido o restablecimiento del sistema, e indica que
POWER WAVE
®
i400 está correlacionando (identificando) cada componente
en el sistema. Es normal por los primeros 1-10 segundos después del encen-
dido, o si se cambia la configuración del sistema durante la operación.
Bajo condiciones normales, indica que la correlación automática ha fallado.
También lo utiliza la Utilidad de Diagnósticos (incluida en los CD de Utilidades
y de Navegador de Servicios de POWER WAVE
®
ó disponible en www.power-
wavesoftware.com) para identificar la máquina seleccionada cuando se
conecta a una dirección IP específica.
Falla del sistema no recuperable. Si las luces de estado están parpadeando en
cualquier combinación de rojo y verde, entonces hay errores presentes. Lea los códi-
gos de error antes de apagar la máquina.
El Manual de Servicio detalla la interpretación de los códigos de error a través de las
Luces de Estado. Los dígitos de códigos individuales parpadean en rojo con una
pausa larga entre los dígitos. Si hay más de un código presente, los códigos estarán
separados por una luz verde. Sólo las condiciones de error activas estarán accesibles
a través de las Luces de Estado.
Los códigos de error también pueden recuperarse con la Utilidad de Diagnósticos
(incluida en los CD de Utilidades y de Navegador de Servicios de POWER WAVE® ó
disponible en www.powerwavesoftware.com). Este es el método preferido, ya que
puede acceder información histórica contenida en la bitácora de errores.
A fin de eliminar los errores activos, apague la fuente de poder y vuelva a encender
para restablecer el sistema.
No aplica.
No aplica.
TABLA E.1

E-3
LOCALIZACIÓN DE AVERÍAS
Observe todos los Lineamientos de Seguridad detallados a lo largo de este manual
Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura,
contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder.
PRECAUCIÓN
CONTROLADOR MAXSA™ 10
PROBLEMAS
(SÍNTOMAS)
CAUSA
POSIBLE
CURSO RECOMENDADO
DE ACCIÓN
Err 31 Sobrecorriente primaria
Err 32 Bajo voltaje del banco de
capacitor "A".
Err 33 Bajo voltaje del banco de
capacitor "B".
Err 34 Exceso de voltaje del banco
de capacitor "A".
1. La fuente de poder ha excedido los
límites de corriente de entrada.
Ajuste el procedimiento de soldadura
para reducir la generación de corri-
ente. El procedimiento de soldadura
tal vez excede la capacidad de la
fuente de poder.
2. Vea el Manual de Instrucciones de la
fuente de poder.
1. La alimentación de la fuente de
poder puede estar conectada
incorrectamente. Verifique que el
cableado del panel de reconexión
de la fuente de poder correspon-
da a la alimentación.
2. Vea el Manual de Instrucciones
de la fuente de poder.
1. La alimentación de la fuente de poder
puede estar conectada incorrecta-
mente. Verifique que el cableado del
panel de reconexión de la fuente de
poder corresponda a la alimentación.
2. Vea el Manual de Instrucciones de la
fuente de poder.
1. La alimentación de la fuente de
poder puede estar conectada
incorrectamente. Verifique que el
cableado del panel de reconexión
de la fuente de poder correspon-
da a la alimentación.
2. Vea el Manual de Instrucciones
de la fuente de poder.
Si todas las áreas posibles de
desajuste han sido revisadas y el
problema persiste, Póngase en
Contacto con su Taller de Servicio
de Campo Autorizado de Lincoln
local.
CÓDIGOS DE ERROR DEL SISTEMA ARCLINK

E-4
LOCALIZACIÓN DE AVERÍAS
Observe todos los Lineamientos de Seguridad detallados a lo largo de este manual
Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura,
contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder.
PRECAUCIÓN
CONTROLADOR MAXSA™ 10
PROBLEMAS
(SÍNTOMAS)
CAUSA
POSIBLE
CURSO RECOMENDADO
DE ACCIÓN
Si todas las áreas posibles de
desajuste han sido revisadas y el
problema persiste, Póngase en
Contacto con su Taller de Servicio
de Campo Autorizado de Lincoln
local.
Err 35 Exceso de voltaje del banco
de capacitor "B".
Err 36 Termal
Err 41 Sobrecorriente secundaria a
largo plazo.
Err 43 Capacitores fuera de bal-
ance.
1. La alimentación de la fuente de
poder puede estar conectada
incorrectamente. Verifique que el
cableado del panel de reconex-
ión de la fuente de poder corre-
sponda a la alimentación.
2. Vea el Manual de Instrucciones
de la fuente de poder.
1. Sobrecalentamiento de la fuente de
poder. Verifique que el ciclo de traba-
jo sea correcto. Asegúrese de que
haya flujo de aire adecuado alrededor
de la fuente de poder.
1. La fuente de poder ha excedido
los límites de corriente de salida.
Ajuste el procedimiento de sol-
dadura para reducir la generación
de corriente. El procedimiento de
soldadura puede exceder la
capacidad de la fuente de poder.
2. Vea el Manual de Instrucciones
de la fuente de poder.
1. Verifique que el cableado del
panel de reconexión de la fuente
de poder corresponda a la ali-
mentación.
2. Vea el Manual de Instrucciones
de la fuente de poder.
CÓDIGOS DE ERROR DEL SISTEMA ARCLINK

E-5
LOCALIZACIÓN DE AVERÍAS
Observe todos los Lineamientos de Seguridad detallados a lo largo de este manual
Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura,
contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder.
PRECAUCIÓN
CONTROLADOR MAXSA™ 10
Err 44 Problema principal de CPU.
Err 53
Pérdida de sensión de voltaje.
Err 54 Sobrecorriente secundaria a
corto plazo
Err 81 Sobrecarga de motor, largo
plazo.
Err 82 Sobrecarga de motor, corto
plazo.
1. Verifique que la conexión de ater-
rizamiento a la fuente de poder
esté bien conectada.
2. Vea el Manual de Instrucciones de
la fuente de poder.
1. Verifique que la conexión de cables de
sensión sea correcta.
1. El motor del mecanismo de ali-
mentación se ha sobrecalentado.
Revise que el electrodo se deslice
fácilmente a través de la pistola y
cable.
2. Elimine los dobleces de la pistola y
cable.
3. Revise que el freno del eje no esté
muy apretado.
4. Verifique que se esté utilizando un
electrodo de alta calidad.
5. Espere a que se restablezca el error y
el motor se enfríe (aproximadamente
1 minuto).
6. Se excedió el límite de corriente del
motor promedio a largo plazo. Esto
normalmente indica una sobrecarga
mecánica del sistema. Si el problema
persiste, considere una relación de
engranaje de torque más alto (rango
de velocidad menor).
1. La generación de corriente del motor del
mecanismo de alimentación ha excedido
los límites, normalmente porque el motor
está en una posición de rotor fija. Revise
que el motor pueda girar libremente cuan-
do el brazo de presión está abierto.
2. Verifique que los engranajes estén libres
de desechos y suciedad.
Si todas las áreas posibles de
desajuste han sido revisadas y el
problema persiste, Póngase en
Contacto con su Taller de Servicio
de Campo Autorizado de Lincoln
local.
CÓDIGOS DE ERROR DEL SISTEMA ARCLINK
PROBLEMAS
(SÍNTOMAS)
CAUSA
POSIBLE
CURSO RECOMENDADO
DE ACCIÓN

E-6
LOCALIZACIÓN DE AVERÍAS
Observe todos los Lineamientos de Seguridad detallados a lo largo de este manual
Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura,
contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder.
PRECAUCIÓN
CONTROLADOR MAXSA™ 10
PROBLEMAS
(SÍNTOMAS)
CAUSA
POSIBLE
CURSO RECOMENDADO
DE ACCIÓN
Err 263 Modos de soldadura no
utilizables.
1. La fuente de poder no tiene
ningún programa de soldadura
cargado.
2. Vea el Manual de Instrucciones
de la fuente de poder para cono-
cer los programas de soldadura
cargables.
Si todas las áreas posibles de
desajuste han sido revisadas y el
problema persiste, Póngase en
Contacto con su Taller de Servicio
de Campo Autorizado de Lincoln
local.
CÓDIGOS DE ERROR DEL SISTEMA ARCLINK
A continuación, están los errores implementados para el MAXsa™ 10.
Códigos de error típicos de 3 dígitos de la Interfaz del Usuario (el LED de estado no parpadea)
Código
de Error
N/A
28
83
84
Fuente
Interfaz del
Usuario
Alimentador
Alimentador
Alimentador
Texto UI
“Se Excedieron los Límites”
"Tipo de Caja de Engranaje"
“SALIDA
INHABILITADA”
“ UI Apagado 1 ”
“ UI Apagado 2 ”
Razón
Cuando se selecciona un modo con un límite inferior de punto de trabajo
mayor que el límite WFS superior. (ningún evento se registra en la bitácora)
La entrada de apagado 2 en la Tarjeta del Alimentador está
abierta y P.21 se selecciona para “Salida Inhabilitada”
La entrada de apagado 1 en la Tarjeta del Alimentador está abierta.
La entrada de apagado 2 en la Tarjeta del Alimentador está abierta.
Código
de Error
213
215
247
274
275
276
277
278
281
282
Fuente
Interfaz del
Usuario
Texto UI
Fuente de Poder
Fuera de Línea
Tarjeta del Alimentador
Fuera de Línea
N/A
N/A
N/A
N/A
N/A
N/A
(Varía con base en el
tipo de error y quién
causó el error)
(Varía con base en el
tipo de error y quién
causó el error)
Razón
La interfaz del usuario no se pudo comunicar con la tarje-
ta de control en la fuente de poder.
Ya sea que no hay tarjeta de cabezal de alimentación conecta-
da, está siendo reprogramada o experimenta un evento fatal.
El control del arco tiene una falla trabada. La UI indicará que se
oprima un botón de Reestablecimiento para eliminar la falla.
El cambio de configuración de soldadura requiere que se borre la memoria del usuario.
No fue posible guardar la memoria UI. Contacte al Departamento de
Servicio de Lincoln Electric para mayor soporte.
No fue posible reestablecer la memoria UI. Contacte al
Departamento de Servicio de Lincoln Electric para mayor soporte.
Las memorias UI se convirtieron debido a un cambio en
el número de parámetros UI. Sólo información.
Los límites UI se convirtieron debido a un cambio en el
número de parámetros UI. Sólo información.
Error interno. Recolecte todos los valores en pantalla y
contacte al Departamento de Servicio de Lincoln Electric.
Error interno. Recolecte todos los valores en pantalla y
contacte al Departamento de Servicio de Lincoln Electric.

E-7
LOCALIZACIÓN DE AVERÍAS
Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura,
contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder.
PRECAUCIÓN
CONTROLADOR MAXSA™ 10
Observe todos los Lineamientos de Seguridad detallados a lo largo de este manual
PROBLEMAS
(SÍNTOMAS)
CAUSA
POSIBLE
CURSO RECOMENDADO
DE ACCIÓN
El alimentador se enciende – no
pantalla, no alimentación.
1. La fuente de poder Power Wave
está APAGADA. ENCIÉNDALA.
2. El interruptor automático para el
alimentador de alambre en la
fuente de poder se ha abierto.
Reestablezca los interruptores
automáticos.
3. El cable de control puede estar
suelto o dañado. Apriete, repare
o reemplácelo.
4. Al interruptor de encendido está
dañado. Reemplácelo.
Si todas las áreas posibles de
desajuste han sido revisadas y el
problema persiste, Póngase en
Contacto con su Taller de Servicio
de Campo Autorizado de Lincoln
local.
Códigos de error típicos de 3 dígitos de la Interfaz del Usuario (el LED de estado no parpadea)
Código
de Error
283
285
612
Fuente
Interfaz del
Usuario
Texto UI
(Varía con base en el
tipo de error y quién
causó el error)
N/A
{“Inicialización del Generador de Fase”}
{“Arco Duplicado #2”}
{“Múltiples Arcos Frontales”}
{“Falta un Arco”}
{“Demasiados Arcos”}
{“Falta un Arco Frontal”}
{“Falta un Arco”}
Razón
Error interno. Recolecte todos los valores en pantalla y
contacte al Departamento de Servicio de Lincoln Electric.
No fue posible reestablecer la memoria UI. Contacte al
Departamento de Servicio de Lincoln Electric para mayor soporte.
1 = Inicialización del Generador de Fase
2 = Se encontró un Arco Duplicado #
3 = Se encontraron Múltiples Arcos Frontales
4 = Falta un Arco Posterior
5 = Demasiados Arcos
6 = Falta un Arco Frontal
7 = El Arco Posterior perdió comunicación con el Arco Frontal
PROBLEMAS DE SALIDA

E-8
LOCALIZACIÓN DE AVERÍAS
Observe todos los Lineamientos de Seguridad detallados a lo largo de este manual
Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura,
contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder.
PRECAUCIÓN
CONTROLADOR MAXSA™ 10
PROBLEMAS
(SÍNTOMAS)
CAUSA
POSIBLE
CURSO RECOMENDADO
DE ACCIÓN
Alimentación de alambre inconsis-
tente o el alambre no se alimenta
pero los rodillos impulsores giran.
La velocidad de alimentación de
alambre opera consistentemente al
valor equivocado.
Arco variable o "fluctuante".
1. El electrodo está oxidado o sucio.
Utilice sólo un electrodo limpio.
Utilice un electrodo de calidad, como
el L-50 ó L-56 de Lincoln Electric.
2. La punta de contacto está parcial-
mente derretida o tiene salpicadura.
Reemplácela.
3. Punta, rodillos impulsores y/o guía
de alambre interna inadecuados.
Verifique que las partes apropiadas
estén instaladas.
4. Presión del brazo de tensión incor-
recta sobre los rodillos impulsores.
Ajuste el brazo de tensión conforme
al Manual de Instrucciones. La may-
oría de los electrodos se alimentan
bien a una configuración del brazo
de tensión de "3".
5. Rodillo impulsor desgastado.
Reemplace los rodillos impulsores si
están desgastados o llenos de
suciedad.
1. La configuración del engranaje del
alimentador de alambre no está ade-
cuadamente establecida. Verifique
que la configuración del software cor-
responda al engranaje montado. Vea
el Manual de Instrucciones para
establecer la relación de engranaje.
1. Punta de contacto del tamaño equiv-
ocado, desgastada y/o derretida.
Reemplácela.
2. Cable de trabajo desgastado o pobre
conexión de trabajo. Verifique todas
las conexiones de trabajo y electrodo
estén apretadas y que los cables
estén en buenas condiciones.
Limpie/reemplace según sea nece-
sario.
3. Polaridad equivocada. Ajústela
según el procedimiento recomenda-
do. Verifique que la configuración
del Interruptor DIP #7 corresponda a
la polaridad del electrodo
.
Si todas las áreas posibles de
desajuste han sido revisadas y el
problema persiste, Póngase en
Contacto con su Taller de Servicio
de Campo Autorizado de Lincoln
local.
PROBLEMAS DE SALIDA

E-9
NOTAS
CONTROLADOR MAXSA™ 10

F-1
DIAGRAMAS
CONTROLADOR MAXSA™ 10
G5118
FLEX
SWITCH GROUP #2 SUPPLY
RECEPTÁCULO
DE FUNDENTE
DE 3 PINES
A
B
C
D
E
A
B
C
J33
TARJETA DE P.C. DE
SENSIÓN DE VOLTAJE
J331
RECEPTÁCULO
DEL MOTOR
DE 14 PINES
858
859
2
1
6
3
4
5
J83
2
1
3
4
2
1
6
3
4
5
J84
8
7
7 2
1
3
4
9
2
16
3
4
5
8
7
10
9
14
11
12
13
1
6
15
J87
J82
2
1
6
3
4
5
J83
2
1
3
4
J81
2
1
6
3
4
5
8
7
216345
J85
8
10914
11
12 13
16
6
5
J86
8
7
10
9
2
16
3
4
5
TARJETA DE P.C. DE CONTROL
8
7
10
9
14
11
12
13
1
6
15
15
FUNDENTE
RECORRIDO
TABLILLA DE
CONEXIONES
CONTROLADOR
CR1
CR3 INPUT #8
852
541E
67
L2
834
832
8514
855
851
852
855
858
859
L6
CR3
CR3 NO #2
CR3 NO #6
CR3 NC #3
CR3 INPUT #4
CR1 INPUT #8
CR1 NO #2
CR1 NO #6
CR1 NC #3
FLUX GND
CR1 INPUT #4
RELÉ DE
LA TOLVA
DE FUNDENTE
CR3 NC #7
SHUTDOWN #2 SUPPLY
SHUTDOWN #1
SHUTDOWN #1 SUPPLY
532B-49
SWITCH GROUP #1 SUPPLY
START
FLUX FILL
GND IN
CAN BUS BAJO
CAN BUS ALTO
ENERGÍA CAN DE 40 VDC
COMÚN
CR1 NC #7
TRAVEL #1 GND
531B-48
RECEPTÁCULO
DE RECORRIDO
DE 4 PINES
A
B
C
D
CR2 INPUT #8
CR2 NO #2
CR2 NO #6
CR2 NC #3
CR2 INPUT #4
CR2 NC #7
RELÉ DE
RECORRIDO #1
CR2
TRAVEL #2 GND
LED DE ESTADO
ROJO/VERDE
W
B
3312
3318
8513
1
8
9
4
2
3
7
5
6
10
11
12
J333
16
1
8
9
4
2
3
7
5
6
10
11
12
13
14
15
J332
16
1
8
9
4
2
3
7
5
6
10
11
12
13
14
15
1
8
9
4
2
3
7
5
6
10
GND
1
2
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
49
50
3
4
47
48
46
L1
851
8510
859
CR1-4
CR1-8
CR1-2
CR1-6
CR1-3
CR1-7
GND-B
CR3-4
CR3-8
CR3-2
CR3-6
CR3-3
CR3-7
GND-A
CR2-4
CR2-8
CR2-2
CR2-6
CR2-3
CR2-7
531A-48
532A-49
GND-C
FLEX
542E
540E
541E
542E
540E
500E
L5
500E
8511
SHUTDOWN #2
A
B
C
D
E
2
1
3
4
2
1
3
4
811B
67B
L4
SENSIÓN DEL ELECTRODO
PUENTE
DEL
DIODO
L3
812B
814B
0.0047uF
CAP
541F
542F
540F
500F
813B
A
B
C
D
E
F
G
H
J
K
L
M
N
I
0.0047uF
CAP
-
+
TAC 1B DIF ENT
831
835
846 G
833
836
844B/W
845B/G
67A
843B/R
841 W
846 G
842 R
843B/R
841 W
832
831
MOTOR +
CABLE
PROTEGIDO
TACÓMETRO +15VCD
TAC 1A DIF ENT
TACÓMETRO COMÚN
842 R
ENCHUFE
ARCLINK
DE 5 PINES
MOTOR -
J31
12 34
540D
500E
542D
541D
12
3456
8513
AUTO
MANUAL
328A
TARJETA DE P.C.
DEL CONTROL
COLGANTE
CONECTOR
DEL CONTROL
COLGANTE
12 34
J2
67B
328C
S1
S2
S3
B1
67F
INICIO
PARO
S4
1234
324
5678
327
326
J32
1234
323
5678
325
328
TARJETA DE P.C. DE
CONTROL REMOTO
12
J1
328B
8511
8510
67A
67
ENCHUFE
ARCLINK
DE 5 PINES
SENSIÓN DEL ELECTRODO
CONTROL COLGANTE
CONEXIÓN DEL CHASIS
DEL CONTROL
COLGANTE
8514
DIAGRAMA DE CABLEADO DEL CONTROLADOR MAXsa 10 (CÓDIGOS 11590, 11777)
D
B = NEGRO
G = VERDE
N = CAFÉ
R = ROJO
U = AZUL
W - BLANCO
CÓDIGOS DE COLOR DE CABLES
SÍMBOLOS ELÉCTRICOS SEGÚN E1537
UNIDADES DE VALOR DE LOS COMPONENTES
CAPACITOR: MFD/VOLTIOS
RESISTOR: OHMS/WATTS
NÚMEROS DE PINES DEL CONECTOR
VISTA DEL CONECTOR EN LA TARJETA DE P.C.
1
2
6
712
PASADOR
CONECTOR DE 12 PINES EXT
856
857
853
856
857
STOP
INCH FORWARD
INCH REVERSE
67C
853
SENSIÓN DEL ELECTRODO
L9
A
B
C
D
E
541C
542C
540C
500E
L11
L10
L8
L7
ENCHUFE
ARCLINK
DEL CONTROL
COLGANTE
847
847
845G/W
844B/W
833A
834A
N.A.
NO ESTÁ CONECTADO
NEUTRAL DE ENTRADA DE AUXILIAR (31)
EL CIRCUITO DE 115VCA DEL
EQUIPO AUXILIAR ESTÁNDAR
DE LINCOLN DEBERÁ FUSIONARSE
PARA QUEMADO LENTO DE 10A
EL VOLTAJE DE ENTRADA DEBERÁ SER
DE 115VCA PARA EL EQUIPO AUXILIAR DE
LINCOLN. EL MAXsa ESTÁ CONECTADO
PARA EL CARRO DE RECORRIDO TC-3
DE LINCOLN Y LA TOLVA DE FUNDENTE
AUTOMÁTICA. AL CONECTAR 115VCA A
48, 49 Y 50, LA TOLVA DE FUNDENTE Y TC-3 DE LINCOLN OPERARÁN.
LÍNEA DE ENTRADA DE AUXILIAR (32)
TIERRA DE ENTRADA DE AUXILIAR
N.A.
N.A. PUEDE NO ESTAR PRESENTE EN TODOS LOS MODELOS
CAN BUS BAJO
CAN BUS ALTO
COMÚN
SENSIÓN DEL ELECTRODO
ENERGÍA CAN DE 40 VDC
RELÉ DE
RECORRIDO #2
NOTA: Este diagrama es sólo para referencia. Tal vez no sea exacto para todas las máquinas que cubre este manual. El diagrama específico para un código particular está pegado dentro
de la máquina en uno de los páneles de la cubierta. Si el diagrama es ilegible, escriba al Departamento de Servicio para un reemplazo. Proporcione el número de código del equipo.

F-2
DIAGRAMAS
CONTROLADOR MAXSA™ 10
G8068
SWITCH GROUP #2 SUPPLY
A
B
C
D
E
A
B
C
TARJETA DE P.C. DE
SENSIÓN DE VOLTAJE
RECEPTÁCULO
DEL MOTOR
DE 14 PINES
858
859
RELÉ DE
RECORRIDO #2
2
1
6
3
4
5
J83
2
1
3
4
2
1
6
3
4
5
J84
8
7
7
2
1
3
4
9
J82
2
1
6
3
4
5
J83
2
1
3
4
J81
2
1
6
3
4
5
8
7
21 63 4 5
J85
8
109
14
11
12 13 16
6
5
J88
87 10
9
TARJETA DE P.C. DE CONTROL
15
FUNDENTE
RECORRIDO
TABLILLA DE
CONEXIONES
CONTROLADOR
CR3 INPUT #8
852
541E
67
L2
SENSIÓN DEL ELECTRODO
834
832
8514
855
851
852
855
858
859
L6
CR3 NO #2
CR3 NO #6
CR3 NC #3
CR3 INPUT #4
CR1 INPUT #8
CR1 NO #2
CR1 NO #6
CR1 NC #3
FLUX GND
CR1 INPUT #4
FLUX HOPPER
RELAY
CR3 NC #7
SHUTDOWN #2 SUPPLY
SHUTDOWN #1
SHUTDOWN #1 SUPPLY
532B-49
SWITCH GROUP #1 SUPPLY
START
FLUX FILL
GND IN
CAN BUS BAJO
CAN BUS ALTO
ENERGÍA CAN DE 40 VDC
COMÚN
CR1 NC #7
TRAVEL #1 GND
531B-48
RECEPTÁCULO
DE RECORRIDO
DE 4 PINES
A
B
C
D
CR2 INPUT #8
CR2 NO #2
CR2 NO #6
CR2 NC #3
CR2 INPUT #4
CR2 NC #7
RELÉ DE
RECORRIDO #1
CR2
TRAVEL #2 GND
LED DE ESTADO
ROJO/VERDE
W B
8513
GND
1
2
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
49
50
3
4
47
48
46
L1
851
8510
859
CR1-4
CR1-8
CR1-2
CR1-6
CR1-3
CR1-7
GND-B
CR3-4
CR3-8
CR3-2
CR3-6
CR3-3
CR3-7
GND-A
CR2-4
CR2-8
CR2-2
CR2-6
CR2-3
CR2-7
531A-48
532A-49
GND-C
542E
540E
541E
542E
540E
500E
L5
500E
8511
SHUTDOWN #2
A
B
C
D
E
2
1
3
4
2
1
3
4
811B
67B
L4
SENSIÓN DEL ELECTRODO
CAN BUS BAJO
CAN BUS HIGH
ENERGÍA CAN DE 40 VDC
PUENTE
DEL
DIODO
L3
812B
814B
0.0047uF
CAP
811B
813B
A
B
C
D
E
F
G
H
J
K
L
M
N
I
0.0047uF
CAP
-
+
TAC 1B DIF ENT
831
835
846 G
833
836
844B/W
845B/G
67A
843B/R
841 W
846 G
842 R
843B/R
841 W
832
831
COMÚN
MOTOR +
CABLE
PROTEGIDO
TACÓMETRO +15VCD
TAC 1A DIF ENT
TACÓMETRO COMÚN
842 R
ENCHUFE
ARCLINK
DE 5 PINES
MOTOR -
J31
1 2 34
540D
500E
542D
541D
1 2
3 4 5 6
8513
AUTO
MANUAL
328A
TARJETA DE P.C.
DEL CONTROL
COLGANTE
CONECTOR DEL
CONTROL COLGANTE
1 2 34
J2
67B
328C
S1
S2
S3
B1
67F
INICIO
PARO
S4
1 2 3 4
324
5 6 7 8
327
326
J32
1 2 3 4
323
5 6 7 8
325
328
1 2
J1
328B
8511
8510
67A
67
ENCHUFE
ARCLINK
DE 5 PINES
SENSIÓN DEL ELECTRODO
CONTROL COLGANTE
CONEXIÓN DEL CHASIS
DEL CONTROL
COLGANTE
8514
G8068PRINT
A.01
B = NEGRO
G = VERDE
N = CAFÉ
R = ROJO
U = AZUL
W - BLANCO
CÓDIGOS DE COLOR DE CABLES
SÍMBOLOS ELÉCTRICOS SEGÚN E1537
UNIDADES DE VALOR DE LOS COMPONENTES
CAPACITOR: MFD/VOLTIOS
RESISTOR: OHMS/WATTS
NÚMEROS DE PINES DEL CONECTOR
VISTA DEL CONECTOR EN LA TARJETA DE P.C.
1
2
6
7
12
PASADOR
CONECTOR DE 12 PINES EXT
856
857
853
856
857
STOP
INCH FORWARD
INCH REVERSE
67C
853
SENSIÓN DEL ELECTRODO
L9
A
B
C
D
E
541C
542C
540C
500E
L11
L10
L8
L7
ENCHUFE
ARCLINK
DEL CONTROL
COLGANTE
847
847
845G/W
844B/W
833A
834A
N.A.
NO ESTÁ CONECTADO
NEUTRAL DE ENTRADA DE AUXILIAR (31)
EL CIRCUITO DE 115VCA DEL
EQUIPO AUXILIAR ESTÁNDAR
DE LINCOLN DEBERÁ FUSIONARSE
PARA QUEMADO LENTO DE 10A
EL VOLTAJE DE ENTRADA DEBERÁ SER DE
115VCA PARA EL EQUIPO AUXILIAR DE LINCOLN.
EL MAXsa ESTÁ CONECTADO PARA EL CARRO
DE RECORRIDO TC-3 DE LINCOLN Y LA TOLVA
DE FUNDENTE AUTOMÁTICA. AL CONECTAR
115VCA A 48, 49 Y 50, LA TOLVA DE FUNDENTE
Y TC-3 DE LINCOLN OPERARÁN.
LÍNEA DE ENTRADA DE AUXILIAR (32)
TIERRA DE ENTRADA DE AUXILIAR
N.A.
N.A. PUEDE NO ESTAR PRESENTE EN TODOS LOS MODELOS
812B
813B
814B
7
8
6
2
4
3
0
1
CR1
7
8
6
2
4
3
0
1
CR3
7
8
6
2
4
3
0 1
11
12
DIAGRAMA DE CABLEADO DEL CONTROLADOR MAXsa 10 (CÓDIGO # 12327)
RECEPTÁCULO
DE FUNDENTE
DE 3 PINES
NOTA: Este diagrama es sólo para referencia. Tal vez no sea exacto para todas las máquinas que cubre este manual. El diagrama específico para un código particular está pegado dentro
de la máquina en uno de los páneles de la cubierta. Si el diagrama es ilegible, escriba al Departamento de Servicio para un reemplazo. Proporcione el número de código del equipo.

F-3
DIAGRAMAS
CONTROLADOR MAXSA™ 10
5.89
.20
11.30
13.25
12.25
11.68
O .66
O .28
14.40
.87
7.75
8.90
7.07
1.641.50
SCALE = 1 : 4
PENDANT
L13444

F-4
NOTAS
CONTROLADOR MAXSA™ 10

POLÍTICA DE ASISTENCIA AL CLIENTE
El negocio de The Lincoln Electric Company es fabricar y
vender equipo de soldadura, corte y consumibles de alta
calidad. Nuestro reto es satisfacer las necesidades de
nuestros clientes y exceder sus expectativas. A veces, los
compradores pueden solicitar consejo o información a
Lincoln Electric sobre el uso de nuestros productos.
Respondemos a nuestros clientes con base en la mejor
información en nuestras manos en ese momento. Lincoln
Electric no esta en posición de garantizar o certificar dicha
asesoría, y no asume responsabilidad alguna con
respecto a dicha información o guía. Renunciamos expre-
samente a cualquier garantía de cualquier tipo, incluyendo
cualquier garantía de aptitud para el propósito particular
de cualquier cliente con respecto a dicha información o
consejo. Como un asunto de consideración práctica,
tampoco podemos asumir ninguna responsabilidad por
actualizar o corregir dicha información o asesoría una vez
que se ha brindado, y el hecho de proporcionar datos y
guía tampoco crea, amplía o altera ninguna garantía con
respecto a la venta de nuestros productos.
Lincoln Electric es un fabricante receptivo pero la
selección y uso de los productos específicos vendidos por
Lincoln Electric está únicamente dentro del control del
cliente y permanece su responsabilidad exclusiva.
Muchas variables más allá del control de Lincoln Electric
afectan los resultados obtenidos en aplicar estos tipos de
métodos de fabricación y requerimientos de servicio.
Sujeta a Cambio – Esta información es precisa según
nuestro leal saber y entender al momento de la impresión.
Sírvase consultar www.lincolnelectric.com para cualquier
dato actualizado.
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
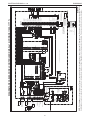 48
48
-
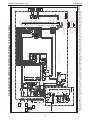 49
49
-
 50
50
-
 51
51
-
 52
52




















































Lincoln Electric MAXsa 10 Instrucciones de operación
- Categoría
- Sistema de soldadura
- Tipo
- Instrucciones de operación
Documentos relacionados
-
Lincoln Electric MAXsa 19 Instrucciones de operación
-
-
-
-
-
Lincoln Electric MAXsa 22 Instrucciones de operación
-
-
-
-