
ES
Valid from program version 1.60444 534 078 ES 110428
WO100
2
Aristo
Instrucciones de uso

- 2 -
TOCc
Reservado el derecho de cambiar las especificaciones sin previo aviso.
1 INTRODUCCIÓN 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.1 Seleccionar idioma 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2 Panel de control 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 RANGO DE VALORES 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 PARÁMETROS DE SOLDADURA 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1 Sectores 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2 Corriente de soldadura 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.1 Corriente de pulso/corriente continua 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.3 Alimentación del hilo 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.4 Rotación 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.5 Gas 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.6 Precalentamiento 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.7 Rampa 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 ESTRUCTURA DE LOS MENÚS 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 MENÚS 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 Zona de soldadura 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1.1 Parámetros 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1.2 Administrador de archivos 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1.3 Información 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1.4 Información sobre empalmes 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1.5 Configuración 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1.6 Límites 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2 Zona de diseño 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3 Configuración 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3.1 Aspecto 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3.2 Configuración del usuario 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.4 Inicio de sesión 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.5 Biblioteca 25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.5.1 Programas de soldadura 25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.5.2 Búsqueda de filtros 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.6 Modo manual 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.6.1 Selección del motor 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.6.2 Control de la válvula de gas 27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.6.3 Accionamiento del motor 27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.7 Editor de herramientas 28. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.7.1 Cargar/guardar 28. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.7.2 Edición de la configuración 29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.7.3 Edición de los datos del motor 30. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.8 Registros 31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.8.1 Registro de eventos 31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.8.2 Datos de calidad 34. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.9 Soldadura manual 35. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.10 Generar 38. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 VOCABULARIO TÉCNICO 40. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
REFERENCIA DE PEDIDO 41. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .

© ESAB AB 2007
- 3 -
bi16d1ca
1 INTRODUCCIÓN
En este manual se describe el uso del panel de control WO100
2
Si desea información general sobre el funcionamiento, consulte el manual de
instrucciones de la fuente de alimentación y de la unidad de control.
El texto que aparece en pantalla está disponible en los siguientes idiomas: Sueco,
noruego, danés, finlandés, inglés, alemán, francés, holandés, español, italiano,
portugués, griego, polaco, checo, húngaro, esloveno y ruso.
1.1 Seleccionar idioma
La primera vez que enciende la máquina, aparece en pantalla lo siguiente:
El idioma de fábrica del sistema es el inglés. Para seleccionar el idioma que desee:
S Pulse el botón ”Menu”, de
forma que el menú esté
activado y que muestre las
opciones que están
disponibles en ese
momento.
S Gire el mando hasta que la
palabra ”Setting” aparezca
resaltada; a continuación,
pulse el mando.
S Pulse el mando cuando la
palabra ”Appearance”
aparezca resaltada.
S Pulse el mando cuando la
palabra ”General” aparezca
resaltada. El campo ”Language” aparece enmarcado con la palabra ”English”.
Gire el mando para seleccionar el idioma que desee.
S Active el idioma de su elección pulsando el mando.
ES

© ESAB AB 2007
- 4 -
bi16d1ca
1.2 Panel de control
1 Mando
Se utiliza para mover, activar y configurar los valores de parámetros.
Estas son las funciones del mando:
S Girar a la izquierda
S Girar a la derecha
S Pulsar el mando, activar
2 Pantalla
Hay cuatro campos de visión en la
pantalla:
Campo de estado superior (A)
Ofrece información sobre el nombre
del programa de la zona de soldadura,
el usuario, el tipo de herramienta que
está conectada y las dimensiones del
tubo.
Campo de menú principal (B)
Consiste en menús diferentes;
consulte el apartado 5 «Estructura de
los menús».
ES

© ESAB AB 2007
- 5 -
bi16d1ca
Campo de visión (C)
Se utiliza para editar los programas de soldadura, para guardar los programas,
la información, el aspecto, etc.
Campo de estado (D)
Muestra información general, mensajes de error y datos actualizados relativos
a la soldadura (posición, tensión, corriente)
3 Parada rápida/reinicio
Detiene inmediatamente el proceso de soldadura. El postflujo de gas
tiene lugar según la información del sector final.
Al pulsar el botón de nuevo, el sistema se reanuda con los parámetros
del sector de inicio; el proceso de soldadura continua desde el punto
del programa de soldadura en el que tuvo lugar la interrupción.
4 Flecha izquierda
Sirve para moverse a la izquierda en los menús y atrás en los menús
principales
5 Flecha derecha
Sirve para ir a la derecha en los menús y atrás en los menús
principales
6 Menú principal
Sirve para ir al campo de menú principal
2 RANGO DE VALORES
Parámetro Rango de valores
Sector
Puntos de interrupción
Grados
0 - 50
0.000 - 9.999
0 - 3599°
Corriente de soldadura
1)
Corriente de pico
Corriente de base
Tiempo de pulso
Tiempo de base
3 - 400 A
2)
3 - 400 A
2)
0,01 - 25 s
0,01 - 25 s
Alimentación del hilo
Velocidad pico de alimentación del hilo
Velocidad base de alimentación del hilo
15 - 250 cm/min
15 - 250 cm/min
Rotación
Velocidad de rotación
Dirección de la rotación
Rotación pulsada
5-100% de la velocidad máxima de la
herramienta de soldar
Adelante y atrás
0,05 - 25 s
ES

© ESAB AB 2007
- 6 -
bi16d1ca
Parámetro Rango de valores
Gas
Duración del preflujo de gas de soldadura
Duración del postflujo de gas de soldadura
Gas de arranque
Gas de protección
0 - 6000 s
0 - 6000 s
0 - 6000 s
0 - 6000 s
Precalentamiento
Duración del precalentamiento 0 - 600 s
Rampa
Tiempo de rampa ascendente
Tiempo de rampa descendente
0,1 - 25 s
0,1 - 25 s
1)
La corriente máxima de soldadura para las herramientas tubulares refrigeradas por aire es de
100 A.
La corriente máxima de soldadura para las herramientas tubulares refrigeradas por agua es de
400 A.
Consulte también el manual de instrucciones para la herramienta de soldadura tubular de la que
se trate.
2)
Depende de la unidad de alimentación
3 PARÁMETROS DE SOLDADURA
3.1 Sectores
Cualquier programa de soldadura tubular puede dividirse en distintas secciones:
Sectores. Cada sector corresponde a una sección de la circunferencia del tubo. El
número máximo de sectores de un programa es 50.
Se puede asignar un conjunto de valores
propios a cada sector para parámetros de
soldadura diferentes, tales como la corriente, la
velocidad de rotación, la de aporte de hilo etc.
Esto facilita que la soldadura se haga utilizando
parámetros diferentes para secciones diferentes
del empalme del tubo.
Sector 4 Sector 1
Sector 3 Sector 2
La división en sectores de hace indicando
diferentes puntos de interrupción o
grados alrededor de la circunferencia del
tubo. Cada punto de interrupción o grado
constituye el punto de inicio de un nuevo
sector. En la figura, el punto de interrupción
0.000, 0 grados, es el punto de inicio del
sector 1, el punto 0.250, 90 grados es el
punto de inicio del sector 2 y así
sucesívamente.
La fuente de alimentación permite la
soldadura de hasta 10 giros en el mismo
empalme. (La herramienta de soldadura
puede girarse 10 veces alrededor del tubo).
0.000
Sector 4 Sector 1
0.750 0.250
Sector 3 Sector 2
0.500
ES

© ESAB AB 2007
- 7 -
bi16d1ca
Nota:Un sector no puede ser inferior a 10 milésimas -o 3.6 grados- de un giro.
S Giro 1 =
puntos de interrupción 0.000 - 0,999
0 - 359 grados
S Giro 2 =
puntos de interrupción 1.000 - 1,999
360 - 719 grados
S Giro 3 =
puntos de interrupción 2.000 - 2,999
720 - 1079 grados
S Giro 4 =
puntos de interrupción 3.000 - 3,999
1080 - 1439 grados
S Giro 5 =
puntos de interrupción 4.000 - 4,999
1440 - 1799 grados
S Giro 6 =
puntos de interrupción 5.000 - 5,999
1800 - 2159 grados
S Giro 7 =
puntos de interrupción 6.000 - 6,999
2160 - 2519 grados
S Giro 8 =
puntos de interrupción 7.000 - 7,999
2520 - 2879 grados
S Giro 9 =
puntos de interrupción 8.000 - 8,999
2880 - 3239 grados
S Giro 10 =
puntos de interrupción 9.000 - 9,999
3240 - 3599 grados
Para terminar un programa de soldadura, se indica lo que se llama un sector final.
Para que se tenga en cuenta a un sector como el sector final, se tienen que dar las
siguientes condiciones:
S Que no haya ningún sector a continuación.
S Que el valor de la corriente de soldadura del sector sea de 0 amperios.
3.2 Corriente de soldadura
Hay seis parámetros representados en el grupo de parámetros de la corriente de
soldadura:
S Corriente de pico
S Corriente de base
S Tiempo de pulso
S Tiempo de base
S Pulsación especial
S Rampa, consulte el apartado 3.7.
Tiempo de pulso
Tiempo de base
Corriente de pico
Corriente de base
Soldadura TIG con corriente pulsada
La corriente de soldadura puede ser pulsada o contínua (no pulsada).
3.2.1 Corriente de pulso/corriente continua
Cuando se suelda utilizando una corriente pulsada, la corriente de pico, la
corriente de base, eltiempo de pulsoy el tiempo de base tienen que tener un
valor.
ES

© ESAB AB 2007
- 8 -
bi16d1ca
Sin embargo, cuando se suelda utilizando una corriente contínua, sólo hace falta
introducir el valor de corriente de pico. Si se introduce un valor para la corriente de
base, se convertirá en corriente de pulso.
3.3 Alimentación del hilo
La velocidad de alimentación del hilo se utiliza para indicar la velocidad de
alimentación del hilo de relleno en cm/minuto. La corriente de soldadura puede ser
pulsada o contínua (no pulsada).
Hay tres parámetros representados en el grupo de parámetros de alimentación del
hilo:
S Nivel máximo de la alimentación del hilo
S Alimentación de hilo de base
S Rampa, consulte el apartado 3.7.
Para soldar utilizando una alimentación de hilo contínua (no pulsada), sólo es
necesario introducir el parámetro nivel máximo de alimentación de hilo.
Para soldar utilizando una velocidad de alimentación de hilo pulsada, es necesario
introducir los parámetros nivel máximo de alimentación de hilo y nivel de base
de alimentación de hilo.
La velocidad de alimentación de hilo pulsada siempre se sincroniza automáticamen
te con la corriente de soldadura, de forma que la primera es alta cuando se utiliza la
corriente de pico y baja cuando se utiliza la corriente de base.
3.4 Rotación
Se utiliza para definir la velocidad de rotación del electrodo alrededor de la pieza de
trabajo. Se indica en mm/min.
La corriente de rotación puede ser pulsada o contínua (no pulsada).
Hay cuatro parámetros representados en el grupo de parámetros de la rotación:
S Velocidad de rotación
S Dirección de la rotación
S Rotación pulsada
S Rampa, consulte el apartado 3.7.
La rotación pulsada se sincroniza automáticamente con la corriente de soldadura,
para que la herramienta de soldadura quede inmóvil con la corriente de pico y gire
con la corriente de base.
3.5 Gas
Hay tres parámetros representados en el grupo de parámetros del gas de
protección:
S Gas de soldadura
S Gas de arranque
S Gas de protección
ES

© ESAB AB 2007
- 9 -
bi16d1ca
El término Gas de soldadura hace referencia al gas de protección de la parte
superior del empalme de la soldadura. El parámetro de gas de soldadura indica
durante cuánto tiempo hay que vertir el gas de protección en la parte superior del
empalme antes y después de la soldadura. Un dispositivo de protección para el flujo
supervisa el gas de soldadura (mínimo de 4.5 l/min.).
Algunos gases de protección -como por ejemplo, el helio (He) - pueden causar
problemas a la hora de encender del arco. Si se tiene que utilizar este tipo de gas
como gas de protección, se recomienda utilizar una mezcla de gas diferente en el
preciso momento del arranque, el llamado gas de arranque.
El término Gas de protección hace referencia al gas de protección de la parte
inferior del empalme de soldadura. El parámetro de gas de protección indica cuánto
tiempo hay que vertir el gas de protección en la parte inferior del empalme antes y
después de la soldadura.
Si se introduce un valor para el gas de soldadura y otro para el gas de arranque
en el sector 1, sólo se vertirá este último. El gas de soldadura comienza a fluir
una vez que el arco está encendido.
3.6 Precalentamiento
El precalentamiento se utiliza para calentar la pieza de trabajo en el momento de
arranque para garantizar una correcta penetración de la mezcla de material fundido
y se define como el tiempo que transcurre entre el encendido del arco y el comienzo
del movimiento giratorio. Si no se ha introducido ningún valor para el
precalentamiento, la rotación comenzará tan pronto como se encienda el arco.
3.7 Rampa
La rampa puede estar indicada por medio ciertos parámetros. Una rampa es el
tiempo durante el cual el valor del parámetro cambia gradualmente del valor del
sector anterior al valor que se ha introducido en el sector actual.
Rampa ascendente = aumento gradual, si el valor anterior es menor que el que se
ha introducido.
Rampa descendente = descenso gradual, si el valor anterior es mayor que el que se
ha introducido.
El periodo máximo de funcionamiento de una rampa depende de la duración de un
sector en particular. Si el tiempo de rampa es igual al de la duración del sector, se
denomina ”rampa de sector”.
ES

© ESAB AB 2007
- 10 -
bi16d1ca
4 ESTRUCTURA DE LOS MENÚS
Zona de
soldadura
Parámetros Administra
dor de
archivos
Información Información
sobre los
empalmes.
Configura
ción
Límites
Tabla
· Editar tabla
· Mostrar/
ocultar
· Control
de soldadu
ra
· Editar
Gráfico
· Corriente
· Alimenta
ción de hilo
· Rotación
· Gas
· Generales
· Descripción
· Tubo
· Electrodo
· Hilo
· Gas
· Visualización
· Valores de
parámetros
· Configuración
de la herra
mienta
· Configuración
del tubo
Zona de
diseño
Parámetros Administra
dor de
archivos
Información Información
sobre los
empalmes.
Configura
ción
Límites
Tabla
· Editar tabla
· Mostrar/
ocultar
· Editar
Gráfico
· Corriente
· Alimenta
ción del hilo
· Rotación
· Gas
· Generales
· Descripción
· Tubo
· Electrodo
· Hilo
· Gas
· Visualización
· Parámetro
valores
· Configuración
de la herra
mienta
· Configuración
del tubo
ES

© ESAB AB 2007
- 11 -
bi16d1ca
Configura
ción
Inicio de
sesión
Biblioteca Manual
modo
Aspecto Usuario . Programa
de soldadura
. Selección del motor
. Control llave de gas
· Búsqueda filtros· Accionamiento motor
· Generales
· Datos
de calidad
Editor
de herra
mientas
Registros Soldadura
manual
Generar
Cargar/
guardar
· Selección
de herra
mienta
· Acción
herramienta
Cambiar la
configuración
· Generales
· Límites de
parámetros
Cambiar
datos del
motor
· Cambiar
parámetro
· Mostrar
parámetros
Registro
de eventos
Datos de calidad
· Archivos de
datos de calidad
· Contenido
5 MENÚS
Existen dos zonas de trabajo en las que puede ver y editar los parámetros de
soldadura: área de soldadura (véase el capítulo 5.1) y área de diseño (véase el
capítulo 5.2).
5.1 Zona de soldadura
Weld area
En esta vista puede visualizar y editar los parámetros en un programa de soldadura,
así como controlar el proceso de la misma. El programa en la zona de soldadura
controla el proceso de la misma.
Puede introducir los parámetros de la zona de soldadura cargando un programa de
la biblioteca, generando un programa básico o editando los parámetros
manualmente.
5.1.1 Parámetros
Parameters
Esta opción de menú es tan sólo un registro de otras opciones de menú,
ES

© ESAB AB 2007
- 12 -
bi16d1ca
Zona de soldadura --> Parámetros --> Tabla
Weld area --> Parameters --> Table
En esta sección puede ver y editar los parámetros de soldadura en forma de tabla,
así como iniciar y detener el proceso de la misma.
Cada parámetro de un grupo aparece resaltado en el color del grupo.
Cuando un parámetro de soldadura de la tabla ha sido seleccionado, se indica por
medio de un recuadro azul con dos flechas.
S Para desplazarse dentro de la tabla, pulse el mando.
S Pulse el mando para cambiar de dirección.
S Para cambiar el valor de un parámetro, haga clic en la flecha derecha y
cámbielo utilizando el mando.
Atajos del menú:
S Editar la tabla Edit table
Resalta la tabla con los parámetros de soldadura
S Mostrar/ocultar Show/hide
Muestra u oculta los grupos de parámetros de soldadura de la tabla.
Aquí puede elegir los parámetros que se van a mostrar en la tabla, seleccionado
grupos de parámetros.
S Control de soldadura Weld control
Resalta el botón de inicio en el recuadro de control de la soldadura.
Los botones de este recuadro controlan el proceso de la soldadura. Se puede
iniciar, detener, detener directamente, continuar o simular el comienzo del
proceso de soldadura.
S Editar los sectores Edit sectors
Resalta el botón ”Añadir sector después, Add sector after” en el recuadro de
edición de sectores.
Utilizando este recuadro se puede aumentar o disminuir el número de sectores.
Es posible añadir nuevos sectores antes o después de un sector existente y
también eliminar sectores en el programa de soldadura.
ES

© ESAB AB 2007
- 13 -
bi16d1ca
Zona de soldadura --> Parámetros --> Gráfico --> Corriente
Weld area --> Parameters --> Graphical --> Current
En esta vista puede visualizar y editar los parámetros de la corriente en una
representación gráfica.
Los valores máximos y mínimos de la corriente están representados en un sistema
de coordenadas.
El eje Y representa el valor de la corriente en amperios, mientras que el eje X
representa el tiempo.
Los diversos valores de la corriente por sector están conectados y forman una línea.
El color verde indica el valor máximo de la corriente por sector, mientras que el azul
indica el valor mínimo de la corriente por sector.
La rampa está representado en forma de ángulo desde el comienzo del sector, que
termina donde se detiene el tiempo de rampa en el eje X.
S Zoom Zoom
En este campo puede ajustar la escala del eje X en el sistema de coordenadas.
S Control de soldaduraWeld control
Los botones de este recuadro controlan el proceso de la soldadura. Se puede
iniciar, detener, detener directamente, continuar o simular el comienzo del
proceso de soldadura.
ES

© ESAB AB 2007
- 14 -
bi16d1ca
S Información de los sectores Sector information
Las figuras de este campo muestran el resto de los parámetros relacionados
con el grupo de parámetros de la corriente. El punto de interrupción del sector
está representado por un guión en un círculo (corte trasversal de un tubo).
Si un programa de soldadura se extiende más de un giro, estos giros aparecen
como una secuencia de círculos un poco más pequeños.
El tiempo de precalentado aparece en décimas de segundo por debajo de la
información del punto de interrupción.
La pulsación especial, tanto si está activa como si no, aparece como una
imagen donde una cruz roja indica que no está siendo utilizada.
La relación entre periodos de pulso aparece como un ciclo de pulso. Los
periodos para el pulso máximo y mínimo van por separado.
S Figura de los puntos de interrupción
Se puede mover, añadir o eliminar puntos de interrupción utilizando el mando en
la figura que les corresponde. Avanzando hasta la figura y resaltándola, puede
girar el mando y mover un guión blanco o ”cursor”.
Cómo mover un punto de interrupción:
S Pulse el mando, una vez que el cursor esté directamente sobre o junto al
cursor (negro) del punto de interrupción que hay que mover.
El cursor ”recoge” el punto de interrupción y lo mantiene cuando se le gira
alrededor del círculo.
S Pulse el mando para confirmar el nuevo punto de interrupción.
Cómo crear un nuevo punto de interrupción.
S Mueva el cursor girando el mando y púlselo una sola vez en el punto en que
desea crear el nuevo punto de interrupción.
Cómo eliminar un punto de interrupción:
S Pulse el mando, una vez que el cursor esté directamente sobre o junto al
cursor del punto de interrupción que hay que eliminar.
El cursor ”recoge” el punto de interrupción y lo mantiene cuando se le gira
alrededor del círculo.
S Gire el mando hasta el punto de interrupción previo o hasta el siguiente y
pulse el mando una vez.
Zona de soldadura --> Parámetros --> Gráfico --> Alimentación de hilo
Weld area --> Parameters --> Graphical --> Wire feed
En este campo puede ver y editar los parámetros que controlan la alimentación de
hilo por sector.
ES

© ESAB AB 2007
- 15 -
bi16d1ca
El sistema de coordenadas muestra la velocidad a la que se va a suministrar el hilo
con un valor máximo y mínimo por sector.
La rampa está representada en forma de ángulo desde el comienzo del sector para
la duración que se introdujo para la rampa.
Zona de soldadura --> Parámetros --> Gráfico --> Rotación
Weld area --> Parameters --> Graphical --> Rotation
La velocidad de rotación se puede visualizar y editar en un sistema de coordenadas
con una línea para cada valor y rampa temporal. El sistema de coordenadas
muestra los puntos de interrupción como guiones.
Si la rotación pulsada está desactivada, se representa por medio de una pulsación
que aparece tachada.
ES

© ESAB AB 2007
- 16 -
bi16d1ca
Zona de soldadura --> Parámetros --> Gráfico --> Gas
Weld area --> Parameters --> Graphical --> Gas
Los tiempos de soldadura, así como de gas de arranque y de gas de protección se
visualizan y se editan en esta vista.
5.1.2 Administrador de archivos
File manager
Esta vista se utiliza para guardar, copiar, eliminar y verificar programas de
soldadura.
S Guardar programa de soldadura Save weld program
Para guardar un programa de soldadura, seleccione si quiere guardarlo en la
unidad de control (Programas definidos del usuario User Defined Programs) o
en un dispositivo de memoria USB (Memoria externa External memory).
ES

© ESAB AB 2007
- 17 -
bi16d1ca
Especifique el nombre de un archivo y haga clic en el botón ”Guardar programa
de soldadura, Save weld program”, utilizando el mando.
S Copiar un programa de soldadura a otro área Copy this weld program to
Design area
Dependiendo de qué zona de trabajo aparece activa, se podrá copiar los
contenidos de una zona a otra, haciendo clic en el botón ”Copiar este programa
de soldadura al área de Diseño, Copy this weld program to Design area' o en el
botón ”Copiar este programa de soldadura al área de soldadura, Copy this weld
program to Weld area'.
S Eliminar, restablecer programa de soldadura Clear Weld area
Si desea empezar con un programa completamente nuevo, haga clic en el
botón, ”Despejar zona de soldadura, Clear Weld area” o el botón ”Despejar zona
de diseño, Clear Design area”.
S Comprobar Verify
Esta función se utiliza para comprobar si el programa de soldadura que está en
la actual zona de trabajo cumple con los requisitos del sistema, tal como sigue:
S Se ha elegido una herramienta para el programa de soldadura.
S La herramienta conectada es la misma que aquella para la cual está
diseñado el programa (sólo se aplica a la zona de soldadura).
S El programa tiene al menos dos sectores (sector de arranque y de parada).
S El sector final del programa es un sector de parada (la corriente de
soldadura es cero).
S La herramienta seleccionada soporta el diámetro del tubo seleccionado.
S Los parámetros de soldadura en cada sector están dentro de los límites
(valores máximos y mínimos) de la herramienta seleccionada.
5.1.3 Información
Information
Se utiliza para introducir información relativa al programa de soldadura. Esta
información no afecta al proceso de soldadura, pero supone una ayuda para
describir el programa en palabras.
ES

© ESAB AB 2007
- 18 -
bi16d1ca
S General, General
Nombre del programa, Program name se muestra en la parte superior de la
lista. No se trata del mismo file name que aparece en el gestor de archivos. Si
se asigna un nombre de programa, ésta es la sugerencia que se ofrece para el
mismo.
S Descripción Description
S Tubo, Tube
S Electrodo, Electrode
S Hilo, Wire
S Gas Gas
5.1.4 Información sobre empalmes
Joint information
En esta vista puede visualizar y cambiar el aspecto que tendrá el empalme para
adaptarse al programa de soldadura. Se trata solo de información relativa al
programa de soldadura. No afecta al proceso de soldadura.
En el campo ”Visualización, Visualization” es posible ver una representación gráfica
del empalme. En el campo ”Parámetros, Parameters” es posible ver los valores
relativos al empalme. Se puede modificar los valores que afectan al empalme en
ambos campos.
Visualización
Visualization
S Gire el mando y aparecerá un línea azul indicando el parámetro que ha sido
seleccionado.
S Pulse el mando y la línea se volverá roja. Es posible cambiar el valor girando el
mando.
Parámetro
Parameters
S Utilice las flechas para desplazarse entre los diferentes parámetros.
S Gire el mando para cambiar el valor.
ES

© ESAB AB 2007
- 19 -
bi16d1ca
Hueco
Gap
Punta
Nose
Longitud de punta
Nose length
Radio
Radius
Ángulo de bisel
Bevel angle
Grosor material
Material thickness
5.1.5 Configuración
Setup
Esta vista le permite seleccionar las herramientas y las dimensiones del tubo
externo para el que se ha creado el programa de soldadura. En el campo
ES

© ESAB AB 2007
- 20 -
bi16d1ca
”Configuración de la herramienta ,Tool settings”, puede desplazarse por las
herramientas y buscar información general sobre las mismas, en ”Ejemplos de
herramientas , Tool illustration”. Para seleccionar una herramienta, pulse el mando y
seleccione el tipo de herramienta girando y pulsando el mando.
Al girar el mando, las dimensiones del tubo externo quedan seleccionadas. Pulse el
mando para confirmar su selección. La herramienta seleccionada (”Herramienta,
Tool ”) y las dimensiones (”Ø:”) aparecen en el campo superior de estado cuando se
utilizan las vistas desde la zona de trabajo.
5.1.6 Límites
Limits
Esta vista se puede utilizar para limitar la posibilidad que tiene el usuario de cambiar
los valores del parámetro preseleccionados en un programa de soldadura.
ES

© ESAB AB 2007
- 21 -
bi16d1ca
Para que las restricciones estén activadas, la casilla de verificación ”Límites
activados, Limits activated” debe aparecer marcada.
5.2 Zona de diseño
Design area
Es posible crear programas de soldadura en el área de diseño, para que puedan ser
utilizados en el área de soldadura, o guardarlos en la biblioteca para su uso
posterior. Consulte el capítulo 5.1Área de soldadura para ver cómo funciona el área
de diseño. El área de diseño funciona de forma parecida al área de soldadura.
La diferencia más notable entre ambas áreas es que no se puede controlar el
proceso de soldadura desde el área de diseño.
5.3 Configuración
Settings
Puede cambiar el aspecto del panel y gestionar los usuarios en el sistema por medio
del menú de configuración.
5.3.1 Aspecto
Apperance
ES

© ESAB AB 2007
- 22 -
bi16d1ca
Settings --> Appearance --> General
Settings --> Appearance --> General
S Idioma Language
Puede elegir entre sueco, noruego, danés, finlandés, inglés, alemán, francés,
holandés, español, italiano, portugués, griego, polaco, checo, húngaro, esloveno
y ruso.
S Sistema angular Angle system
Elija entre milésimas de puntos o grados.
S Vista inicial Start view
Elija si quiere que el panel comience con el menú de inicio de sesión o con el
que se visualizó por última vez.
Settings --> Appearance --> QData
Settings --> Appearance --> QData
S Función post-soldadura Post weld function
Elija entre:
S Ninguna, None
S Imprimir, Print
S Guardar, Save
S Imprimir y guardar, Print + save
Los valores que se han guardado y que se han impreso son valores
establecidos y de medición del proceso de soldadura que ha finalizado. El
proceso de impresión utiliza la impresora integral en la unidad de control.
Los valores se guardan en el panel de control en el menú ”datos de calidad”.
Consulte el capítulo 5.8.
ES

© ESAB AB 2007
- 23 -
bi16d1ca
Configuración --> Aspecto --> Fecha y hora
Settings --> Appearance --> Date and time
Aquí puede ver e introducir los
datos y el tiempo que se han
utilizado en el sistema.
5.3.2 Configuración del usuario
User settings
En esta vista puede añadir, cambiar y eliminar usuarios.
Las palabras ”usuario por defecto” aparecen la primera vez
que se accede a este menú. Para añadir un nuevo usuario:
S Pulse la flecha de la derecha o de la izquierda hasta
que ”Nuevo usuario,New user” quede resaltado.
S Pulse el mando.
ES

© ESAB AB 2007
- 24 -
bi16d1ca
S Gire el mando hasta que aparezca un ID
adecuado.
S Pulse el mando. La siguiente ventana
aparecerá resaltada.
S Gire el mando hasta que aparezca una letra
adecuada; pulse el mando y así
sucesívamente.
S Una vez que el nombre ya esté listo, pulse la
flecha de la derecha hasta que ”aceptar”
aparezca resaltado.
S Pulse el mando.
Aparecerá un nuevo usuario en la lista.
Para cambiar un usuario:
S Resalte la lista de usuarios (pulsando las teclas de las flechas).
S Gire el mando hasta seleccionar el usuario que desea cambiar y pulse el
mando.
Aparecerá un nuevo campo junto a la lista de usuarios, lo cual le permitirá
cambiar el nombre o ID del usuario seleccionado. Confirme los cambios
pulsando ”Aceptar”.
Para borrar un usuario:
S Seleccione el usuario.
S Pulse el mando, vaya al botón ”Borrar usuario, Delete user” y haga clic en él.
El usuario desaparecerá de la lista.
5.4 Inicio de sesión
Login
El menú de inicio de sesión se utiliza para seleccionar a los usuarios, para ver qué
versión del programa se va a aplicar al panel y qué unidades están conectadas.
También se puede ver la información de la versión en las unidades/nodos
conectados.
El nombre del usuario aparece en el campo superior de estado. Consulte el capítulo
1.2.
ES

© ESAB AB 2007
- 25 -
bi16d1ca
5.5 Biblioteca
Library
Se puede eliminar y recuperar programas para el área de soldadura o de diseño,
utilizando el menú de la biblioteca.
Nota: todos los programas almacenados en la biblioteca tienen un tamaño de 4-6
Kb. La memoria interna de la unidad de control es de 1 Gb, por lo que el riesgo de
que el espacio de la biblioteca se agote es muy pequeño.
ADVERTENCIA Los programas predefinidos que comienzan con ESAB no pueden
eliminarse. Estos programas superan una serie de pruebas y están pensados para
que sirvan de datos básicos para dimensiones similares.
5.5.1 Programas de soldadura
Weld programs
ES

© ESAB AB 2007
- 26 -
bi16d1ca
5.5.2 Búsqueda de filtros
Search filter
Se puede hacer una búsqueda en los programas almacenados en la biblioteca
según los criterios que vienen a continuación, utilizando el menú de filtro de
búsqueda:
S Nada, Nothing
S Nombre, Name
S Proyecto, Project
S Material, Material
S Diámetro externo del tubo
External tube diameter
S Grosor de la pared del tubo
Tube wall thickness
Si hay programas que coinciden con los criterios, aparecerán en el menú
”Programas de soldadura, Weld programs”.
Si no hay programas que coincidan con los criterios seleccionados, vaya a ”Ir a
generar , Go to Generate”. Consulte el capítulo ”Generar”5.10.
5.6 Modo manual
Manual mode
Se puede hacer una comprobación de todos los motores utilizando este menú.
5.6.1 Selección del motor
Motor selection
En esta vista puede elegir el motor que va a funcionar y su velocidad.
Nota: Esta vista sólo muestra los motores disponibles en el sistema. La herramienta
seleccionada en ”Área de soldadura --> Configuración” afecta a la información que
se visualiza.
ES

© ESAB AB 2007
- 27 -
bi16d1ca
S Avance lento del hilo, Inching
Se utiliza para, por ejemplo, cargar una bobina de hilo nueva.
S Rotación/Transporte, Rotation/Transport
Se emplea para desplazar la herramienta de soldadura por la pieza de trabajo.
5.6.2 Control de la válvula de gas
Gas valve control
Se utiliza para medir el flujo de gas o para extraer el aire o la humedad de las
tuberías de gas antes de empezar a soldar.
Inicia y detiene el flujo de gas.
Si abandona esta vista, las válvulas de gas se cierran
automáticamente.
5.6.3 Accionamiento del motor
Run motor
Se emplea para ver el valor actual de los motores.
Nota: Mantenga pulsado el mando para activar el accionador de motores.
Accione el motor seleccionado hacia
delante ”+” o hacia atrás ”-” y visualice
la velocidad actual del motor selec
cionado.
ES

© ESAB AB 2007
- 28 -
bi16d1ca
5.7 Editor de herramientas
Tool editor
Este menú se utiliza para ver y editar los parámetros de herramientas. Puede crear
nuevas herramientas desde el principio o utilizar las predeterminadas. Es posible
eliminar, cambiar o guardar las herramientas creadas por el usuario. No se puede
alterar o eliminar las herramientas predeterminadas que vienen con el sistema.
Nota: la herramienta que se está utilizando en cada momento es designada en un
área de trabajo específica, un área de herramientas. Todos los cambios que hayan
tenido lugar en las vistas que se describen a continuación sólo afectan al área de
herramientas y no quedan guardados hasta que no lo solicite el usuario.
5.7.1 Cargar/guardar
Load/save
En esta vista puede cargar una herramienta para trabajar mientras está creando
otra, eliminar herramientas definidas por el usuario y guardar herramientas en
general.
Seleccione una herramienta (introduzca los parámetros en el área de herramientas)
desplazándose a la lista de herramientas y utilizando las flechas de la derecha o de
la izquierda. Gire el mando para seleccionar (resaltar) una herramienta.
Vaya al botón ”Cargar herramienta,Load tool”, pulse el mando y confirme que ésta
es la herramienta que quiere utilizar.
También se puede utilizar una especificación (o tipo) de herramienta, por ejemplo,
una herramienta con una gama de diámetros específica.
Borre una herramienta que haya creado seleccionándola en la lista; pulse a
continuación el mando situado en ”Borrar herramienta,Delete tool” y confirme que
quiere borrarla utilizando ”Sí, Yes”. No se puede borrar ninguna herramienta que
haya venido con el sistema.
Puede guardar la herramienta creada como una herramienta nueva o sustituyendo a
una herramienta existente (pero no puede sustituir las herramientas que vinieron
con el sistema).
ES

© ESAB AB 2007
- 29 -
bi16d1ca
Para guardar la herramienta como una herramienta nueva (o un nuevo tipo de
herramienta):
S Vaya a la lista de herramientas (o tipos de herramientas) utilizando las flechas.
S Gire el mando para seleccionar ”Nueva.... new...” en la lista.
S Haga clic en el botón de menú y seleccione ”Accionar herramienta, Tool action”.
S Vaya al botón ”Guardar herramienta,Save tool”.
S Pulse el mando y confirme que desea guardar la herramienta como una nueva
herramienta, utilizando el botón ”Sí, Yes”.
Para sustituir una herramienta existente, utilice el mismo procedimiento descrito más
arriba, pero esta vez seleccione una herramienta existente de la lista de
herramientas.
Puede cargar herramientas en el sistema desde un dispositivo de memoria USB, si
el archivo ”MechTIG_Tools.xml” está en el directorio raíz de la estructura de
archivos.
Siga estos pasos:
S Conecte un dispositivo de memoria USB a la terminal USB del panel, donde
aparece el archivo ”MechTIG_Tools.xml” en el directorio raíz de la estructura de
archivos.
S Vaya al botón ”Cargar herramientas desde memoria USB , Load tools from
usb-memory” utilizando las flechas.
S Pulse el mando y confirme utiizando ”Sí, Yes” para invalidar todos los cambios
que se hayan aplicado a una herramienta.
Elimine o restablezca todos los parámetros del área de herramientas con el botón
”Eliminar herramienta, Clear tool” y pulsando el mando. Confirme utiizando ”Sí, Yes”
para invalidar cualquier cambio que se haya efectuado en el área de herramientas.
Para guardar todas sus herramientas en un dispositivo de memoria USB:
S Conecte el dispositivo de memoria USB a la terminal USB del panel:
S Vaya al botón ”Guardar herramientas desde memoria USB, Save tools to
usb-memory” y pulse el mando.
S Confirme utiizando ”Sí, Yes” para guardar las herramientas y sobreescribir
cualquier herramienta que se haya almacenado en el dispositivo de memoria
USB.
5.7.2 Edición de la configuración
Edit settings
Esta vista se utiliza una vez que haya cargado la herramienta o cuando desee crear
una herramienta completamente nueva. En este campo puede ver y editar los
parámetros de una herramienta.
ES

© ESAB AB 2007
- 30 -
bi16d1ca
El campo ”Configuración general, General settings” contiene la configuración
general de la herramienta, mientras que el campo ”Límites de parámetros,Parame
ter limits” define los valores máximos y mínimos de un parámetro.
En el caso de los valores mínimos, el 0 indica que no se ha establecido un valor
mínimo, mientras que, en el caso de los valores máximos, 65535 indica que el valor
máximo no se ha establecido. (En algunos casos en los que se utilizan los
decimales, 655,30 0 6553,5 pueden también indicar valores no establecidos).
5.7.3 Edición de los datos del motor
Edit motor data
En esta vista puede ver y editar la configuración específica del motor. Existe una
configuración para cada motor (rotación, alimentación del hilo, oscilación y AVC).
Actualmente hay tres parámetros por motor. Estos parámetros son : ”Establecer
parámetro”, ”Posición del factor de escala” (”numerador” y ”denominador”) y
”Velocidad del factor de escala” (”numerador” y ”denominador”).
ES

© ESAB AB 2007
- 31 -
bi16d1ca
Añada el valor 100 al parámetro ”Posición del factor de escala” (numerador)” para el
motor que controla la rotación.
Siga estos pasos:
S Vaya al campo de texto situado en ”Parámetros de motor , Motor parameter”
utilizando las flechas.
S Gire el mando hasta que se vea ”Posición del factor de escala (numerador)” en
el campo de texto y pulse el mando.
S Cambie el valor a 100 girando el mando. Pulse el mando para continuar.
S Gire el mando de forma que aparezca ”RotaciónRotation” en el campo de texto.
Pulse el mando para confirmar.
S Pulse el mando para añadir (o editar) el valor de la lista de parámetros para el
motor de rotación.
Puede eliminar parámetros del motor resaltando un parámetro en la lista, pulsando
el mando, yendo al botón ”Borrar, Delete” y pulsando el mando para borrar el
parámetro seleccionado de la lista.
5.8 Registros
Logs
Este menú le permite ver los registros compilados en el sistema.
5.8.1 Registro de eventos
Event logs
Cuando hay un fallo se indica por medio del símbolo , que aparece a la
derecha del logotipo de ESAB. El símbolo desaparece cuando se entra en el menú
de registro de eventos.
Se utiliza para mostrar mensajes
operativos.
ES

© ESAB AB 2007
- 32 -
bi16d1ca
Para eliminar todos los mensajes operativos del registro, cambie al botón ”Despejar
el registro, Clear log” con las flechas y pulse el mando. Confirme que desea
eleminar todos los eventos pulsando ”Sí, Yes” con el mando. El registro de eventos
se recarga y queda vacío.
También es posible guardar el registro de eventos en memoria USB externa.
Siga estos pasos:
S Inserte la memoria USB en el contacto USB del panel y sitúese en el botón
”Guardar, Save”.
S Pulse el mando. El texto ”Registro de eventos guardado, Event log saved”
aparece en la barra de estado inferior si se ha guardado corréctamente.
Mensajes operativos
Uni
dad
Uni
dad
1 = unidad de refrigeración (cooling unit) 6 = control de motor 1 (motor control 1) ,
rotación, alimentación del hilo
2 = fuente de alimentación (power source) 8 = unidad de datos de soldadura (weld data
unit)
4 = control remoto (remote control) 17 = nodo de entrada/salida (I/O node)
A continuación aparecen descritos los códigos de evento que el usuario puede
resolver por sí mismo. Si aparece otro código, avise a un técnico.
ES

© ESAB AB 2007
- 33 -
bi16d1ca
Códi
go
Descripción
5 Tensión CC intermedia fuera de límites
La tensión es demasiado alta o demasiado baja. El exceso de tensión puede deberse a la
existencia de transitorios elevados en la alimentación de red o a una alimentación débil
(elevada inductancia o pérdida de una fase).
La unidad de alimentación se apaga y no se puede encender.
Acción: Desconecte la fuente de alimentación de red para reiniciar la unidad. Si el fallo no
desaparece, avise a un técnico.
6 Temperatura elevada
Un dispositivo de corte térmico se ha disparado.
El proceso de soldadura se interrumpe y no puede reanudarse hasta que el dispositivo se
rearma.
Acción: Asegúrese de que las entradas y salidas de aire de refrigeración no están
bloqueadas ni obstruidas. Compruebe el ciclo de trabajo que está utilizando para
asegurarse de que el equipo no esté en sobrecarga.
Si vuelve a producirse el fallo, avise a un técnico.
11 Fallo en el servomotor de corriente, (rotación, alimentación del hilo)
Ocurre cuando un motor no puede mantener su velocidad. La soldadura se detiene.
Acción: Compruebe que la herramienta o la unidad de alimentación del hilo no se ha
quedado atascada o que no se mueve muy lentamente. Si el fallo no desaparece, avise a
un técnico.
11 Fallo en el servomotor de corriente, (fuente de alimentación)
La tensión es demasiado alta o demasiado baja. El exceso de tensión puede deberse a la
existencia de transitorios elevados en la alimentación de red o a una alimentación débil
(elevada inductancia o pérdida de una fase).
La unidad de alimentación se apaga y no se puede encender.
Acción: desconecte la fuente de alimentación de red para reiniciar la unidad. Si el fallo no
desaparece, avise a un técnico.
12 Error de comunicación interna (advertencia)
La carga del bus CAN del sistema es demasiado elevada temporalmente.
La unidad de alimentación ha perdido el contacto con el panel.
Acción: Asegúrese de que todo el equipamiento está correctamente conectado.
Si el fallo no desaparece, avise a un técnico.
14 Error de comunicación
El bus CAN del sistema ha dejado de funcionar temporalmente debido a una sobrecarga.
El proceso de soldadura se detiene.
Acción: Asegúrese de que todo el equipamiento está correctamente conectado.
Desconecte la alimentación de red para reiniciar la unidad. Si el fallo no desaparece, avise
a un técnico.
17 Pérdida de contacto con la unidad
Pérdida de contacto con la unidad. El gas no está apagado; hay que apagarlo
manualmente.
No es posible iniciar la soldadura.
Acción: Compruebe los cables. Si el fallo no desaparece, avise a un técnico.
19 Error de memoria en la RAM de datos alimentada por batería
La tensión de la batería es demasiado baja. Si no cambia la batería se perderán todos los
datos almacenados.
Este fallo no desactiva ninguna función.
Acción: Avise a un técnico para que cambie la batería.
ES

© ESAB AB 2007
- 34 -
bi16d1ca
Códi
go
Descripción
20 Se han guardado ajustes incorrectos en un programa de soldadura
Se han encontrado valores no permitidos durante el arranque.
Acción: Modifique los parámetros en el programa de soldadura. Si el fallo no desaparece,
avise a un técnico.
29 No hay flujo de agua de refrigeración
Se ha disparado el conmutador de supervisión del flujo.
El proceso de soldadura se interrumpe y no puede reanudarse.
Acción: Compruebe el circuito de refrigeración de agua, la bomba y las mangueras .
32 No hay flujo de gas
El flujo de gas es inferior a 3,5 l/min. No es posible iniciar la soldadura.
Acción: Compruebe la válvula, las tuberías y los conectores del gas.
41 Inicio de soldadura fallido
La fuente de alimentación no consigue encender el arco de soldadura.
Acción: Compruebe los cables y las herramientas de soldadura.
5.8.2 Datos de calidad
QData
Aquí puede ver los datos que se
han guardado en la función
post-soldadura. Consulte el capítulo
5.3.
Registros --> Datos de calidad --> Archivo de datos de calidad
Logs --> QData --> QData files
El archivo de datos de calidad se
guarda con la fecha y un número de
serie.
Se puede guardar los archivos en
un dispositivo de memoria USB,
utilizando la opción ”Guardar,
Save”.
ES

© ESAB AB 2007
- 35 -
bi16d1ca
Registros --> Datos de calidad --> Contenido de datos de calidad
Logs --> QData --> QData content
Los valores establecidos y los
valores de medición del archivo de
datos de calidad pueden verse en
este campo.
5.9 Soldadura manual
Manual welding
Este menú se utiliza para la soldadura que se realiza por medio de una antorcha
TIG.
ES

© ESAB AB 2007
- 36 -
bi16d1ca
Modo de gatillo
Gun trigger mode
2 tiempos
Preflujo de gas Rampa
ascen
dente
Rampa des
cendente
Postflujo de
gas
Funciones con control de 2 tiempos de la antorcha de soldadura
En el modo de control de 2 tiempos, al presionar el gatillo de la antorcha TIG (1)
comienza el preflujo de gas (si se ha activado) y enciende el arco. La corriente
aumenta hasta el valor configurado (controlado por la función de rampa ascendente,
si está activada). Al soltar el gatillo (2), la corriente disminuye (controlada por la
rampa descendiente, si está activada) y el arco se apaga. A continuación se inicia el
postflujo de gas, si se ha seleccionado.
4 tiempos
Preflujo de gas Rampa
ascen
dente
Rampa des
cendente
Postflujo de
gas
Funciones con control de 4 tiempos de la antorcha de soldadura
En el modo de control de 4 tiempos, al presionar el gatillo (1) comienza el preflujo de
gas (si se ha activado). Cuando ha transcurrido el tiempo de preflujo de gas
establecido, la corriente aumenta hasta el nivel de control (unos pocos amperios) y
se enciende el arco. Cuando se libera el gatillo (2), la corriente asciende hasta el
valor fijado (controlada por la función de rampa ascendiente, si se ha activado).
Cuando se pulsa el gatillo a continuación (3), la corriente baja de nuevo hasta el
valor de piloto (controlada por la función de rampa descendiente, si se ha activado).
Cuando se vuelve a liberar el gatillo (4), el arco se extingue y comienza el postflujo
de gas.
ES

© ESAB AB 2007
- 37 -
bi16d1ca
Método de arranque
Start method
HF
La función HF (alta frecuencia) enciende el arco mediante una chispa que se
produce cuando el electrodo se aproxima a la pieza de trabajo.
LiftArct
La función LiftArct enciende el arco cuando el electrodo toca la pieza a soldar y
luego se retira de ésta.
Cómo encender el arco con la función LiftArct. Paso 1: hay que sujetar el electrodo en la pieza.
Paso 2: presione el gatillo. Se generará una corriente débil. Paso 3: el soldador levanta el electrodo
de la pieza; el arco se enciende y la corriente aumenta automáticamente hasta el valor establecido.
Corriente de pico, Peak current
Es el mayor de los dos valores de corriente actuales en el caso de la corriente pulsada.
Corriente de base Background current
Es el menor de los dos valores de corriente actuales en el caso de la corriente pulsada.
Tiempo de pico Peak time
Tiempo durante el cual la corriente pulsada está en on durante un periodo de pulso.
Tiempo de base, Background time
Duración de la corriente de base que -junto con la duración de corriente pulsada-
produce el periodo de pulsación.
Tiempo de pulso
Tiempo de base
Corriente de pico
Corriente de base
Soldadura TIG con corriente pulsada
ES

© ESAB AB 2007
- 38 -
bi16d1ca
Rampa ascendente
La función de rampa ascendiente implica que, cuando se forma el arco TIG, la
corriente aumenta lentamente hasta el valor fijado. De este modo, el calentamiento
del electrodo es más “suave”, y el operario puede colocarlo correctamente antes de
que se alcance el valor de corriente máxima.
Rampa descendente
La soldadura TIG utiliza esta función, en la que la corriente disminuye “lentamente”
durante un periodo de tiempo controlado, para evitar que se formen cráteres y/o
fisuras en la soldadura terminada.
Preflujo de gas , Gas preflow
Controla el tiempo durante el cual fluye gas de protección antes de que se encienda
el arco. Consulte también la información del capítulo 3.5.
Postflujo de gas, Gas postflow
Controla el tiempo durante el cual fluye gas de protección después de que se
extinga el arco. Consulte también la información del capítulo 3.5.
5.10 Generar
Generate
En esta vista es posible generar completamente un programa de soldadura básico
que puede añadirese al área de diseño o directamente al área de soldadura. Se
puede utilizar el programa como la base de creación de un programa propio.
ES

© ESAB AB 2007
- 39 -
bi16d1ca
Especificar:
S Material del tubo,, Tube material
S Grosor de pared tubo, Tube wall thickness
3 mm máximo en el caso de acero inoxidable y 2.7 mm máximo en el caso de
acero al carbono.
S Diámetro externo del tubo,, External tube diameter
S Herramienta y tipo herramienta, Tool and tool type
Activar pulsando ”Generar en el área de soldadura , Generate in weld area” o
”Generar en el área de diseño,Generate in design area”.
Abre el área de diseño o el menú del área de diseño automáticamente.
En este momento ya se puede continuar trabajando en el programa del área de
soldadura o de diseño. Consulte el capítulo ”Área de soldadura 5.1o ”Área de
diseño”5.2.
ES

© ESAB AB 2007
- 40 -
bi16d1cb
6 VOCABULARIO TÉCNICO
2 tiempos Control de 2 tiempos de la antorcha de soldadura.
4 tiempos Control de 4 tiempos de la antorcha de soldadura.
Amplitud Oscilación.
Biblioteca Memoria para almacenar los programas de soldadura.
Comprobar Comprobar si el programa se mantiene en los valores límite.
Corriente de base El menor de los dos valores de corriente cuando se utiliza la corriente
pulsada.
Corriente de pico El mayor de los dos valores de corriente cuando se utiliza la corriente
pulsada o bien el valor de la corriente cuando se utiliza una corriente
contínua.
Duración del
precalentamiento
Temporizador de retardo para el movimiento de oscilación cuando se
precalienta la pieza de trabajo.
Gas de arranque Gas de protección especial con altas cualidades ionizantes, lo cual facilita
el encendido del arco.
Gas de protección Gas de protección para la parte baja del empalme de soldadura (lado de
asentamiento).
Gas de soldadura Gas de protección para la parte más alta del empalme de soldadura.
Generar Búsqueda de un programa de soldadura básico y completo.
Periodo de retardo El tiempo que tarda la tensión del arco en estabilizarse antes de que
comience el control de la misma.
Pulsación de ondas
cuadradas
Pulsación especial con rotación pulsada.
Pulsación especial La corriente de soldadura se sincroniza con el movimiento de oscilación.
Punto de interrupción Punto de comienzo de un nuevo sector.
Rampa ascendente Aumento gradual de un valor.
Rampa descendente Reducción gradual de un valor.
Sector Sección específica del tubo.
Sector de inicio Es el primer sector de soldadura en una secuencia.
Sector final Es el último sector de soldadura en una secuencia.
Sistema de sectores La forma en que se presenta la división en sectores, en grados o puntos
de interrupción.
Tensión de base Control de la tensión del arco cuando se utiliza la corriente de base
Tensión de pico Control de la tensión del arco en la corriente de pico.
Tiempo de base Duración de la corriente de baja que -junto con la duración del máximo de
corriente- produce el periodo de pulsación.
Tiempo de pulso Tiempo durante el cual la corriente está en posición de encendido durante
un período de pulso.
Velocidad base de
alimentación del hilo
Velocidad de alimentación del hilo durante un tiempo de base específico.
Velocidad de rotación La velocidad de rotación del electrodo alrededor de la pieza de trabajo.
Velocidad pico de
alimentación del hilo
Velocidad de aporte de hilo en la corriente de pico.
Zona de diseño Los programas de soldadura se crean en este menú.
Zona de soldadura Los programas en la zona de soldadura controlan el proceso de la misma.

WO100
2
© ESAB AB 2007
Referencia de pedido
- 41 -
bi16o2
Ordering no. Denomination
0444 534 070 Instruction manual SE
0444 534 071 Instruction manual DK
0444 534 072 Instruction manual NO
0444 534 073 Instruction manual FI
0444 534 074 Instruction manual GB
0444 534 075 Instruction manual DE
0444 534 076 Instruction manual FR
0444 534 077 Instruction manual NL
0444 534 078 Instruction manual ES
0444 534 079 Instruction manual IT
0444 534 080 Instruction manual PT
0444 534 081 Instruction manual GR
0444 534 082 Instruction manual PL
0444 534 083 Instruction manual HU
0444 534 084 Instruction manual CZ
0444 534 086 Instruction manual RU
Instruction manuals and the spare parts list are available on the Internet at www.esab.com

© ESAB AB 2007
- 42 -
notes
NOTES
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................

© ESAB AB 2007
- 43 -
notes
NOTES
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................

www.esab.com
110426© ESAB AB
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
BULGARIA
ESAB Kft Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
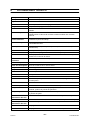 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44












































ESAB WO1002 Aristo® Manual de usuario
- Tipo
- Manual de usuario
- Este manual también es adecuado para