Lincoln Electric POWER MIG 216 Instrucciones de operación
- Categoría
- Sistema de soldadura
- Tipo
- Instrucciones de operación
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...

POWER MIG
®
216
MANUAL DEL OPERADOR
Para usarse con máquinas con Número de Código
11817
For use with machine Code Numbers
• Sales and Service through Subsidiaries and Distributors Worldwide •
Cleveland, Ohio 44117-1199 U.S.A. TEL: 216.481.8100 FAX: 216.486.1751 WEB SITE: www.lincolnelectric.com
• World's Leader in Welding and Cutting Products •
Copyright © Lincoln Global Inc.
La seguridad depende de
usted
El equipo de soldadura por arco
y de corte Lincoln está diseñado
y construido teniendo la seguri-
dad en mente. Sin embargo, su
seguridad general puede incre-
mentarse por medio de una ins-
talación adecuada… y una ope-
ración cuidadosa de su parte.
NO INSTALE, OPERE O REPA-
RE ESTE EQUIPO SIN LEER
ESTE MANUAL Y LAS PRE-
CAUCIONES DE SE GURIDAD
CONTENIDAS EN EL MISMO.
Y, lo más importante, piense
antes de actuar y sea cuidadoso.
MANUAL DE OPERACIÓN

i-SP
SEGURIDAD
i-SP
Para equipos accionados
por MOTOR.
1.a.
Apagar el motor antes de hacer trabajos de localización de
averías y de mantenimiento, salvo en el caso que el trabajo
de mantenimiento requiera que el motor esté funcionando.
____________________________________________________
1.b. Los motores deben funcionar en lugares
abiertos bien ventilados, o expulsar los
gases de escape del motor al exterior.
____________________________________________________
1.c. No cargar combustible cerca de un arco de
soldadura cuando el motor esté funcionan-
do. Apagar el motor y dejar que se enfríe
antes de rellenar de combustible para
impedir que el combustible derramado se
vaporice al quedar en contacto con las
piezas del motor caliente. No derramar com-
bustible al llenar el tanque. Si se derrama,
limpiarlo con un trapo y no arrancar el motor
hasta que los vapores se hayan eliminado.
____________________________________________________
1.d. Mantener todos los protectores, cubiertas y dispositivos de
seguridad del equipo en su lugar y en buenas condiciones. No
acercar las manos, cabello, ropa y herramientas a las correas en
V, engranajes, ventiladores y todas las demás piezas móviles
durante el arranque, funcionamiento o reparación del equipo.
____________________________________________________
1.e. En algunos casos puede ser necesario quitar los protectores
para hacer algún trabajo de mantenimiento requerido.
Quitarlos solamente cuando sea necesario y volver a colocar-
los después de terminado el trabajo de mantenimiento. Tener
siempre el máximo cuidado cuando se trabaje cerca de piezas
en movimiento.
___________________________________________________
1.f. No poner las manos cerca
del ventilador del motor. No
tratar de sobrecontrolar el
regulador de velocidad en
vacío empujando las varil-
las de control del aceler-
ador mientras el motor está
funcionando.
___________________________________________________
1.g. Para impedir el arranque accidental de los motores de
gasolina mientras se hace girar el motor o generador de la
soldadura durante el trabajo de mantenimiento, desconectar
los cables de las bujías, tapa del distribuidor o cable del
magneto, según corresponda.
LA SOLDADURA AL ARCO PUEDE SER PELIGROSA. PROTEJASE USTED Y A LOS DEMAS CONTRA
POSIBLES LESIONES DE DIFERENTE GRAVEDAD, INCLUSO MORTALES. NO PERMITA QUE LOS NIÑOS
SE ACERQUEN AL EQUIPO. LAS PERSONAS CON MARCAPASOS DEBEN CONSULTAR A SU MEDICO
ANTES DE USAR ESTE EQUIPO.
Lea y entienda los siguientes mensajes de seguridad. Para más información acerca de la seguridad, se recomienda comprar un ejemplar
de "Safety in Welding & Cutting - ANIS Standard Z49.1" de la Sociedad Norteamericana de Soldadura, P.O. Box 351040, Miami, Florida 33135
ó CSA Norma W117.2-1974. Un ejemplar gratis del folleto "Arc Welding Safety" (Seguridad de la soldadura al arco) E205 está disponible de
Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.
ASEGURESE QUE TODOS LOS TRABAJOS DE INSTALACION, FUNCIONAMIENTO, MANTENIMIENTO Y
REPARACION SEAN HECHOS POR PERSONAS CAPACITADAS PARA ELLO.
ADVERTENCIA
LOS CAMPOS
ELECTRICOS Y
MAGNETICOS pueden ser
peligrosos
2.a. La corriente eléctrica que circula a través de un conductor
origina campos eléctricos y magnéticos (EMF) localizados. La
corriente de soldadura crea campos EMF alrededor de los
cables y los equipos de soldadura.
2.b. Los campos EMF pueden interferir con los marcapasos y en
otros equipos médicos individuales, de manera que los
operarios que utilicen estos aparatos deben consultar a su
médico antes de trabajar con una máquina de soldar.
2.c. La exposición a los campos EMF en soldadura puede tener
otros efectos sobre la salud que se desconocen.
2.d. Todo soldador debe emplear los procedimientos siguientes
para reducir al mínimo la exposición a los campos EMF del
circuito de soldadura:
2.d.1. Pasar los cables de pinza y de trabajo juntos -
Encintarlos juntos siempre que sea posible.
2.d.2. Nunca enrollarse el cable de electrodo alrededor del
cuerpo.
2.d.3. No colocar el cuerpo entre los cables de electrodo y
trabajo. Si el cable del electrodo está en el lado derecho,
el cable de trabajotambién debe estar en el lado derecho.
2.d.4. Conectar el cable de trabajo a la pieza de trabajo lo más
cerca posible del área que se va a soldar.
2.d.5. No trabajar al lado de la fuente de corriente.
1.h. Para evitar quemarse con agua caliente,
no quitar la tapa a presión del radiador
mientras el motor está caliente.
ADVERTENCIA DE LA LEY 65 DE CALIFORNIA
En el es ta do de Ca li for nia, se con si de ra a las emi sio -
nes del motor de die sel y al gu nos de sus com po nen tes
como da ñi nas para la salud, ya que pro vo can cán cer,
de fec tos de na ci mien to y otros daños re pro duc ti vos.
Las emi sio nes de este tipo de pro duc tos con tie nen
químicos que, para el es ta do de Ca li for nia, pro vo can
cáncer, de fec tos de na ci mien to y otros daños
reproduc tivos.
Lo anterior aplica a los motores Diesel
Lo anterior aplica a los motores de gasolina

ii-SP
SEGURIDAD
ii-SP
Los RAYOS DEL ARCO
pueden quemar.
4.a.
Colocarse una pantalla de protección con el fil-
tro adecuado para protegerse los ojos de las
chispas y rayos del arco cuando se suelde o
se observe un soldadura por arco abierto.
Cristal y pantalla han de satisfacer las normas
ANSI Z87.I.
4.b. Usar ropa adecuada hecha de material resistente a la flama
durable para protegerse la piel propia y la de los ayudantes de
los rayos del arco.
4.c. Proteger a otras personas que se encuentren cerca del arco,
y/o advertirles que no miren directamente al arco ni se
expongan a los rayos del arco o a las salpicaduras.
La DESCARGA
ELÉCTRICA puede
causar la muerte.
3.a.
Los circuitos del electrodo y de trabajo están eléctrica-
mente con tensión cuando el equipo de soldadura está
encendido. No tocar esas piezas con tensión con la piel
desnuda o con ropa mojada. Usar guantes secos sin agu-
jeros para aislar las manos.
3.b. Aislarse del circuito de trabajo y de tierra con la ayuda de
material aislante seco. Asegurarse de que el aislante es suficiente
para protegerle completamente de todo contacto físico con el cir-
cuito de trabajo y tierra.
Además de las medidas de seguridad normales, si es
necesario soldar en condiciones eléctricamente
peligrosas (en lugares húmedos o mientras se está
usando ropa mojada; en las estructuras metálicas tales
como suelos, emparrillados o andamios; estando en
posiciones apretujadas tales como sentado, arrodillado o
acostado, si existe un gran riesgo de que ocurra contacto
inevitable o accidental con la pieza de trabajo o con tierra,
usar el equipo siguiente:
• Equipo de soldadura semiautomática de C.C. a tensión
constante.
• Equipo de soldadura manual C.C.
• Equipo de soldadura de C.A. con control de voltaje
reducido.
3.c. En la soldadura semiautomática o automática con alambre
continuo, el electrodo, carrete de alambre, cabezal de
soldadura, boquilla o pistola para soldar semiautomática
también están eléctricamente con tensión.
3.d. Asegurar siempre que el cable de trabajo tenga una buena
conexión eléctrica con el metal que se está soldando. La
conexión debe ser lo más cercana posible al área donde se va a
soldar.
3.e. Conectar el trabajo o metal que se va a soldar a una buena
toma de tierra eléctrica.
3.f. Mantener el portaelectrodo, pinza de trabajo, cable de soldadura
y equipo de soldadura en unas condiciones de trabajo buenas
y seguras. Cambiar el aislante si está dañado.
3.g. Nunca sumergir el electrodo en agua para enfriarlo.
3.h. Nunca tocar simultáneamente la piezas con tensión de los
portaelectrodos conectados a dos equipos de soldadura
porque el voltaje entre los dos puede ser el total de la tensión
en vacío de ambos equipos.
3.i. Cuando se trabaje en alturas, usar un cinturón de seguridad
para protegerse de una caída si hubiera descarga eléctrica.
3.j. Ver también 6.c. y 8.
Los HUMOS Y GASES
pueden ser peligrosos.
5.a. La soldadura puede producir humos y gases
peligrosos para la salud. Evite respirarlos.
Durante la soldadura, mantenga la cabeza aleja-
da de los humos. Utilice ventilación y/o extrac-
ción de humos junto al arco para mantener los humos y gases
alejados de la zona de respiración. Cuando se suelda con elec-
trodos que requieren ventilación especial (Ver instrucciones
en el contenedor o la MSDS) o cuando se suelda con chapa
galvanizada u otros metales o revestimeintos que producen
humos tóxicos, evite exponerse lo más posible y dentro de
los límites aplicables según OSHA PEL y ACGIH TLV uti-
lizando un sistema de ventilación de extracción o mecánica
local. En espacios confinados y a la intemperie, puede ser
necesario el uso de respiración asistida. Asimismo se deben
tomar precauciones al soldar con acero galvanizado.
5.b. La operación de equipo de control de humos de soldadura se
ve afectada por diversos factores incluyendo el uso adecuado
y el posicionamiento del equipo así como el procedimiento de
soldadura específico y la aplicación utilizada. El nivel de
exposición del trabajador deberá ser verificado durante la
instalación y después periodicamente a fin de asegurar que
está dentro de los límites OSHA PEL y ACGIH TLV
permisibles.
5.c No soldar en lugares cerca de una fuente de vapores de
hidrocarburos clorados provenientes de las operaciones de
desengrase, limpieza o pulverización. El calor y los rayos del
arco puede reaccionar con los vapores de solventes para
formar fosgeno, un gas altamente tóxico, y otros productos
irritantes.
5.c. Los gases protectores usados para la soldadura por arco
pueden desplazar el aire y causar lesiones graves, incluso la
muerte. Tenga siempre suficiente ventilación, especialmente
en las áreas confinadas, para tener la seguridad de que se
respira aire fresco.
5.d. Lea atentamente las instrucciones del fabricante de este
equipo y el material consumible que se va a usar, incluyendo la
hoja de datos de seguridad del material (MSDS) y siga las
reglas de seguridad del empleado, distribuidor de material de
soldadura o del fabricante.
5.e. Ver también 1.b.
MANUAL DE OPERACIÓN

SEGURIDAD
iii-SP
iii-SP
PARA equipos
ELÉCTRICOS
8.a. Cortar la electricidad entrante usando el inter-
ruptor de desconexión en la caja de fusibles
antes de trabajar en el equipo.
8.b. Conectar el equipo a la red de acuerdo con U.S. National
Electrical Code, todos los códigos y las recomendaciones del
fabricante.
8.c. Conectar el equipo a tierra de acuerdo con U.S. National
Electrical Code, todos los códigos y las recomendaciones del
fabricante.
La BOTELLA de gas
puede explotar si está
dañada.
7.a.
Emplear únicamente botellas que con-
tengan el gas de protección adecuado
para el proceso utilizado, y reguladores
en buenas condiciones de funcionamiento diseñados para el
tipo de gas y la presión utilizados. Todas las mangueras,
rácores, etc. deben ser adecuados para la aplicación y estar
en buenas condiciones.
7.b. Mantener siempre las botellas en posición vertical sujetas
firmemente con una cadena a la parte inferior del carro o a un
soporte fijo.
7.c. Las botellas de gas deben estar ubicadas:
• Lejos de las áreas donde puedan ser golpeados o estén
sujetos a daño físico.
• A una distancia segura de las operaciones de corte o
soldadura por arco y de cualquier fuente de calor, chispas o
llamas.
7.d. Nunca permitir que el electrodo, portaelectrodo o cualquier otra
pieza con tensión toque la botella de gas.
7.e. Mantener la cabeza y la cara lejos de la salida de la válvula de
la botella de gas cuando se abra.
7.f. Los capuchones de protección de la válvula siempre deben
estar colocados y apretados a mano, excepto cuando la botella
está en uso o conectada para uso.
7.g. Leer y seguir las instrucciones de manipulación en las botellas
de gas y el equipamiento asociado, y la publicación P-I de
CGA, “Precauciones para un Manejo Seguro de los Gases
Comprimidos en los Cilindros“, publicado por Compressed Gas
Association 1235 Jefferson Davis Highway, Arlington, VA
22202.
Las CHISPAS DE
SOLDADURA pueden
provocar un incendio o
una explosión.
6.a.
Quitar todas las cosas que presenten riesgo de incendio del
lugar de soldadura. Si esto no es posible, taparlas para
impedir que las chispas de la soldadura inicien un incendio.
Recordar que las chispas y los materiales calientes de la
soldadura puede pasar fácilmente por las grietas pequeñas
y aberturas adyacentes al área. No soldar cerca de tuberías
hidráulicas. Tener un extintor de incendios a mano.
6.b. En los lugares donde se van a usar gases comprimidos, se
deben tomar precauciones especiales para prevenir
situaciones de riesgo. Consultar “Seguridad en Soldadura y
Corte“ (ANSI Estándar Z49.1) y la información de operación
para el equipo que se esté utilizando.
6.c Cuando no esté soldando, asegúrese de que ninguna parte del
circuito del electrodo haga contacto con el trabajo o tierra. El
contacto accidental podría ocasionar sobrecalentamiento de la
máquina y riesgo de incendio.
6.d. No calentar, cortar o soldar tanques, tambores o contenedores
hasta haber tomado los pasos necesarios para asegurar que
tales procedimientos no van a causar vapores inflamables o
tóxicos de las sustancias en su interior. Pueden causar una
explosión incluso después de haberse “limpiado”. Para más
información, consultar “Recommended Safe Practices for the
Preparation for Welding and Cutting of Containers and Piping
That Have Held Hazardous Substances”, AWS F4.1 de la
American Welding Society .
6.e. Ventilar las piezas fundidas huecas o contenedores antes de
calentar, cortar o soldar. Pueden explotar.
6.f. Las chispas y salpicaduras son lanzadas por el arco de
soldadura. Usar ropa adecuada que proteja, libre de aceites,
como guantes de cuero, camisa gruesa, pantalones sin bastillas,
zapatos de caña alta y una gorra. Ponerse tapones en los oídos
cuando se suelde fuera de posición o en lugares confinados.
Siempre usar gafas protectoras con protecciones laterales
cuando se esté en un área de soldadura.
6.g. Conectar el cable de trabajo a la pieza tan cerca del área de
soldadura como sea posible. Los cables de la pieza de trabajo
conectados a la estructura del edificio o a otros lugares
alejados del área de soldadura aumentan la posibilidad de que
la corriente para soldar traspase a otros circuitos alternativos
como cadenas y cables de elevación. Esto puede crear riesgos
de incendio o sobrecalentar estas cadenas o cables de izar
hasta hacer que fallen.
6.h. Ver también 1.c.
6.i. Lea y siga el NFPA 51B “ Estándar para Prevención de
Incendios Durante la Soldadura, Corte y otros Trabajos
Calientes”, disponible de NFPA, 1 Batterymarch Park, PO box
9101, Quincy, Ma 022690-9101.
6.j. No utilice una fuente de poder de soldadura para
descongelación de tuberías.
Visite http://www.lincolnelectric.com/safety para obtener información adicional.
La página se está cargando...

v-SPv-SP
Gracias
por seleccionar un producto de CALIDAD fabricado por Lincoln
Electric. Queremos que esté orgulloso al operar este producto de
Lincoln Electric Company••• tan orgulloso como lo estamos como lo
estamos nosotros al ofrecerle este producto.
Lea este Manual del Operador completamente antes de empezar a trabajar con este equipo. Guarde este manual y ténga-
lo a mano para cualquier consulta rápida. Ponga especial atención a las diferentes consignas de seguridad que aparecen a lo
largo de este manual, por su propia seguridad. El grado de importancia a considerar en cada caso se indica a continuación.
ADVERTENCIA
Este mensaje aparece cuando la información que acompaña debe ser seguida exactamente para evitar daños person-
ales graves o incluso la pérdidad de la vida.
Este mensaje aparece cuando la información que acompaña debe ser seguida
para evitar daños personales menos graves
o daños a este equipo.
PRECAUCIÓN
Favor de Examinar Inmediatamente el Cartón y el Equipo para Verificar si Existe Algún Daño
Cuando este equipo se envía, el título pasa al comprador en el momento que éste recibe el producto del trans-
portista. Por lo tanto, las reclamaciones por material dañado en el envío las debe realizar el comprador en con-
tra de la compañía de transporte en el momento en el que recibe la mercancía.
Por favor registre la información de identificación del equipo que se presenta a continuación para referencia
futura. Esta información se puede encontrar en la placa de identificación de la máquina.
Producto _________________________________________________________________________________
Número de Modelo _________________________________________________________________________
Número de Código o Código de Fecha__________________________________________________________
Número de Serie___________________________________________________________________________
Fecha de Compra__________________________________________________________________________
Lugar de Compra_________________________________________________________________________
En cualquier momento en que usted solicite alguna refacción o información acerca de este equipo proporcione
siempre la información que se registró anteriormente. El número de código es especialmente importante al
identificar las partes de reemplazo correctas.
Registro del Producto En Línea
- Registre su máquina con Lincoln Electric ya sea vía fax o a través de Internet.
• Para envío por fax: Llene la forma en la parte posterior de la declaración de garantía incluida en el paquete de literatura
que acompaña esta máquina y envíe por fax la forma de acuerdo con las instrucciones impresas en
ella.
• Para registro en línea: Visite nuestro
SITIO WEB en www.lincolnelectric.com. Seleccione “Vínculos Rápidos” y después
“Registro de Producto”. Por favor llene la forma y presente su registro.
POLÍTICA DE ASISTENCIA AL CLIENTE
El negocio de la Lincoln Electric Company es fabricar y vender equipo de soldadura, consumibles y equipo de corte de alta calidad, Nuestro
reto es satisfacer las necesidades de nuestros clientes y exceder sus expectativas. A veces, los compradores pueden pedir consejo o infor-
mación a Lincoln Electric sobre el uso de sus productos. Les respondemos con base en la mejor información que tengamos en ese momen-
to. Lincoln Electric no está en posición de garantizar o avalar dicho consejo, y no asume ninguna responsabilidad con respecto a dicha infor-
mación o guía. Expresamente declinamos cualquier garantía de cualquier tipo, incluyendo cualquier garantía de conveniencia para el fin par-
ticular de algún cliente, con respecto a dicha información o consejo. Como un asunto de consideración práctica, tampoco podemos asumir
ninguna responsabilidad por actualizar o corregir dicha información o consejo una vez que se ha dado, ni tampoco el hecho de proporcionar
la información o consejo crea, amplía o altera ninguna garantía en relación con la venta de nuestros productos.
Lincoln Electric es un fabricante responsable, pero la selección y uso de productos específicos vendidos por el mismo está únicamente den-
tro del control del cliente, y permanece su sola responsabilidad. Varias variables más allá del control de Lincoln Electric afectan los resulta-
dos obtenidos al aplicar estos tipos de métodos de fabricación y requerimientos de servicio.
Sujeto a Cambio – Esta información es precisa en nuestro mejor leal saber y entender al momento de la impresión. Sírvase consultar
www.lincolnelectric.com para cualquier información actualizada.

vi -SPvi-SP
TABLA DE CONTENIDO
Página
________________________________________________________________________
Instalación......................................................................................................Sección A
Especificaciones Técnicas....................................................................................A-1
Precauciones de Seguridad...................................................................................A-2
Desembalaje de la POWER MIG® 216.................................................................A-2
Colocación.............................................................................................................A-2
Alimentación, Aterrizamiento y Diagrama de Conexión.................................A-2, A-3
Conexiones de Polaridad de Salida.......................................................................A-3
Instalación de la Pistola y Cable............................................................................A-4
Gas Protector.........................................................................................................A-4
Instalación de Claw™ de la Bobina.......................................................................A-5
________________________________________________________________________
Operación.......................................................................................................Sección B
Precauciones de Seguridad...................................................................................B-1
Descripción del Producto.......................................................................................B-2
Procesos y Equipo Recomendados.......................................................................B-2
Capacidad de Soldadura .......................................................................................B-2
Limitaciones...........................................................................................................B-2
Descripción de los Controles.................................................................................B-2
Rodillos del Mecanismo de Alimentación ..............................................................B-3
Partes de Conversión de Tamaños de Alambre....................................................B-3
Procedimiento para Cambiar Rodillos Impulsores y de Presión............................B-3
Carga del Carrete de Alambre...............................................................................B-3
Montaje de Carretes de 10 a 30 libras...................................................................B-3
Cómo Encender la Soldadora................................................................................B-4
Alimentación del Electrodo ....................................................................................B-4
Ajuste de Presión del Rodillo de Presión...............................................................B-4
Configuración del Mecanismo de Alimentación .............................................B-4, B-5
Cómo Hacer una Soldadura ..................................................................................B-5
Cómo Evitar Problemas de Alimentación de Alambre...........................................B-6
Control del Ventilador ............................................................................................B-6
Protección de Voltaje de Línea de Entrada ...........................................................B-6
Protecciòn Contra Sobrecarga De Alimentaciòn De Alambre ...............................B-6
Protección Contra Sobrecarga Térmica de Soldadura..........................................B-6
Información sobre Procedimientos de Soldadura..................................................B-6
Aprendizaje soldar.................................................................................................B-6
________________________________________________________________________
Accesorios.....................................................................................................Sección C
Kits de Rodillos Impulsores ...................................................................................C-1
Kit de Montaje de Cilindro Dual ............................................................................C-1
Ensambles Alternativos de Pistola y Cable GMAW Magnum ...............................C-1
Kit de Conexión de Pistola Mágnum ....................................................................C-1
Antorchas “Spool Gun” y Adaptadores Opcionales...............................................C-1
Cómo Hacer una Soldadura con el Kit de Adaptador de Antorcha “Spool Gun” y la Antorcha “Spool Gun” Instalados
................C-2
________________________________________________________________________
MANUAL DE OPERACIÓN

vii-SP vii-SP
TABLA DE CONTENIDO
Página
Mantenimiento...............................................................................................Sección D
Precauciones de Seguridad ..................................................................................D-1
Mantenimiento General .........................................................................................D-1
Rodillos Impulsores y Tubos Guía.........................................................................D-1
Instalación de la Punta de Contacto y Tobera de Gas..........................................D-1
Tubos y Toberas de la Pistola...............................................................................D-1
Limpieza del Cable de la Pistola ...........................................................................D-1
Remoción y Reemplazo de Guías de Alambre .....................................................D-2
Desensamblaje de la Manija de la Pistola.............................................................D-3
Localización de Averías................................................................................Sección E
Cómo Usar la Guía de Localización de Averías....................................................E-1
Guía de Localización de Averías ................................................................E-2 a E-4
Diagrama de Cableado y Dibujo de Dimensión ..........................................Sección F
Manual de Partes.............................................................................................Apèndice
POWER MIG® 216......................................................................................P-611 (S)
Pistola Magnum Pro 250L ....................................................................P-202-AH (S)

A-1-SP
A-1-SP
INSTALACIÓN
Capacidad Nominal
Cable Eléctrico
Voltaje de Entrada/
Tamaño de Fusible de Alambre
de Amperios de Entrada
Frecuencia (Hz)
o Disyuntor (Quemado Lento)
en Placa de Identificación
(Ciclo de deber del 30%
)
208/60 50 40A 50 Amp, 250V
230/60 50 36A Enchufe de Tres Dientes
220/50 50 37A (NEMA Type 6-50P)
NOTA: Utilice Alambre de Aterrizamiento AWG #10
ESPECIFICACIONES TÉCNICAS – POWER MIG® 216
ENTRADA – MONOFÁSICA ÚNICAMENTE
SALIDA NOMINAL
SALIDA
TAMAÑOS RECOMENDADOS DE ALAMBRES DE ENTRADA Y FUSIBLES
Velocidad de Alambre 50 – 700 IPM (1.27 – 17.8 m/minuto)
RANGO DE VELOCIDAD DE ALAMBRE
Voltaje/Fase/Frecuencia Estándar
Corriente de Entrada a Salida Nominal de 170 Amps Corriente de Entrada a Salida Nominal de 216 Amps
208/230/1/60 Hz 33/29 Amps 40/36 Amps
220/1/50 Hz 30 Amps 37 Amps
Ciclo de Trabajo Amps Voltios a Amperios Nominales
30% 216 Amps 22 Voltios
40% 190 Amps 23 Voltios
60% 170 Amps 24
* Voltios
Rango de Corriente de Soldadura
Voltaje Máximo de Circuito Abierto
Rango de Voltaje de Soldadura
30 – 250Amps 35 Voltios 13-24 Voltios
POWER MIG® 216
RANGOS DE TEMPERATURA
RANGO DE TEMPERATURA DE ALMACENAMIENTO
-40°F a 185°F(-40°C a +40°C)
RANGO DE TEMPERATURA DE OPERACIÓN
-4°F a 104°F(-20°C a +40°C)
Altura Ancho Profundidad Pesot
Con la garra Sin la garra
Con el arma y el cable Sin el arma y el cableik
de la bobina de la bobina y el cable del trabajo y el cable del trabajo
32.56 in. 20.12 in. 19.15 in. 39.92 in. 215.5 Ibs. 206.5 lbs.
827 mm 512 mm 487 mm 1014 mm 97.8 kg. 93.7 kg.
DIMENSIONES FÍSICAS
* 23 Voltios at 50 Hz.
MANUAL DE OPERACIÓN

A-2-SP
A-2-SP
INSTALACIÓN
Lea por completo la sección de instalación antes
de iniciar la misma.
PRECAUCIONES DE SEGURIDAD
ALIMENTACIÓN DE ENTRADA,
ATERRIZAMIENTO Y DIAGRAMA DE
CONEXIÓN
1. Antes de comenzar la instalación, el cheque con la
empresa eléctrica local si hay cualquier pregunta
sobre si su fuente de alimentación es adecuada
para el voltaje, los amperios, la fase, y la frecuen-
cia especificó en la placa de datos de servicio del
soldador. Asimismo, asegúrese de que la insta-
lación planeada satisface los requerimientos del
Código Eléctrico Nacional de los E.U.A. y código
local. Esta soldadora puede operarse desde una
línea monofásica o desde una fase de una línea
bifásica o trifásica.
2. Se envían los modelos que tienen voltajes de
entrada múltiples especificados en la placa de
datos de servicio (e.g. 208/230) conectaron para el
voltaje más alto. Si la soldadora debe operarse a
un voltaje inferior, deberá reconectarse conforme a
las instrucciones en la Figura A.1 para máquinas
de voltaje dual.
Asegúrese de que la alimentación está eléctrica-
mente desconectada antes de remover el tornillo
en la cubierta de acceso del panel de reconexión.
------------------------------------------------------------------------
DESEMBALAJE DE LA POWER
MIG® 216
Corte las cintas y levante la caja de cartón.
Asimismo, corte las ataduras que sujetan la máquina
a la tarima. Remueva el unicel y material de empa-
quetamiento corrugado. Retire la cinta adhesiva de
los accesorios de la Plataforma de la Botella de Gas.
Desatornille los dos tornillos de madera (en dicha
Plataforma) que sujetan la máquina a la tarima.
Ruede la máquina fuera del ensamble de la tarima.
UBICACIÓN
Localice el soldador en una localización seca donde
hay circulación libre del aire limpio en el ladrillo en la
parte posterior y las lumbreras hacia fuera el frente.
Una localización que reduce al mínimo la cantidad de
humo y de suciedad dibujados dentro del ladrillo pos-
terior reduce la ocasión de la acumulación de la
suciedad que puede bloquear pasos de aire y causar
el recalentamiento.
La DESCARGA ELÉCTRICA puede causar la muerte.
• Sólo personal calificado deberá
realizar esta instalación.
• Sólo personal que ha leído y com-
prendido el Manual de Operación
de la POWER MIG® 216 deberá
instalar y operar este equipo
• La máquina deberá aterrizarse
conforme a todos los códigos
eléctricos nacionales, locales u
otros que apliquen.
• El interruptor de encendido de la
POWER MIG deberá estar en la
posición de APAGADO cuando
instale el cable de trabajo y pisto-
la, y al conectar otro equipo.
ADVERTENCIA
ADVERTENCIA
La DESCARGA ELÉCTRICA puede causar la muerte.
• No toque las partes eléctricamente vivas como
las terminales de salida o cableado interno.
• Deberá desconectarse eléctricamente toda la
alimentación antes de proceder.
ADVERTENCIA
POWER MIG® 216

3. La POWER MIG modelo de 208/230 voltios, 50/60
Hz se envía con un cable de entrada de 3.0m (10
pies) y enchufe conectados a la soldadora.
4. Haga que un electricista calificado conecte un
receptáculo (Proporcionado por el Cliente) o cable
a las líneas de alimentación y al aterrizamiento del
sistema conforme al Código Eléctrico Nacional de
los E.U.A. y cualquier código local aplicable.
A-3-SPA-3-SP
INSTALACIÓN
DIAGRAMME DE CONNEXION DE L’ALIMENTATION D’ENTRÉE
DIAGRAMA DE CONEXION DE LA FUENTE DE ENTRADA
INPUT SUPPLY CONNECTION DIAGRAM
Disconnect input power before inspecting
or servicing machine.
Do not operate with covers removed.
Do not touch electrically live parts.
Only qualified persons should install, use, or service this equipment.
Install and Ground machine per National Electrical Code and local codes. Use Grounding Stud or Lug inside.
Consult instruction manual before installing or operating.
Desconecte elcable de alimentación antes de iniciar caulquier inspeccion ó servicio.
No opere la máquina con las cubiertas removidas.
No toque las partes elécticas vivas.
Instale y aterrice la máquina de acuerdo a las normas eléctricas locales y nacionales. Use el Tornillo de
Tierra de la máquina.
Únicamente personal calificado debe instalar
, utilizar ó dar servicio a éste equipo.
Antes de instaler u poerar éste equipo consulte el Manual de Intruccion.
Débrancher l’alimentation d’entrée avant de réaliser l’inspection ou l’entretien de la machine.
Ne pas faire fonctionner sans les couvercles.
Consulter le Manuel d’Instructions avant d’installer ou de faire fonctionner la machine.
Conecte cable selector
para el voltage de
alimentacion deseado.
Connect leads for
desired voltage range
RECONNECT
RECONEXION
REBRANCHER
Connecter les câbles
pour obtenir la tension
désirée.
INPUT
ALIMENTACION
ENTRÉE
MONOPHASE
MONOFASICO
SINGLE PHASE
WARNING ADVERTISSEMENT ADVERTENCIA
Use CU wire only .
Seules des personnes qualifiées peuvent installer
, utiliser ou réaliser l’entretien de cet appareil.
Utiliser uniquement du fil CU.
Ne pas toucher les pièces sous alimentation électrique.
Installer et mettre la machine à la terre conformément au Code Électrique National et aux réglementations locales.
Utiliser une Borne ou un Ergot de Terre à l’intérieur.
Use solo cable con alambre de cobre.
ELECTRIC SHOCK can kill
DESCARGAS ELECTRICAS pueden matar
LES CHOCS ÉLECTRIQUES peuvent être mortels
FIGURA A.1 — Conexiones de Entrada para Máquinas de Voltaje Dual
CONEXIONES DE POLARIDAD DE
SALIDA
La soldadora, como se envía de fábrica, está conecta-
da para polaridad positiva (+) de electrodo. Esta es la
polaridad normal para la soldadura GMAW.
Si se requiere polaridad negativa (–), intercambie la
conexión de los dos cables localizados en el compar-
timiento del mecanismo de alimentación cerca del
panel frontal. El cable del electrodo, que está conec-
tado al mecanismo de alimentación, deberá conec-
tarse a la terminal etiquetada negativa (-) y al cable
de trabajo, que está conectado a la pinza de trabajo,
deberá conectarse a la terminal etiquetada positiva
(+).
POWER MIG® 216
MANUAL DE OPERACIÓN

INSTALACIÓN DE LA PISTOLA Y CABLE
La pistola y cable Magnum Pro 250L que se propor-
cionan con la POWER MIG® 216 están instalados de
fábrica con una guía de alambre para un electrodo de
0.9-1.1 mm (.035-.045") y una punta de contacto de
0.9mm (.035”). Asegúrese de que la punta de contac-
to, guía de alambre y rodillos impulsores correspon-
dan todos con el tamaño del alambre que se está uti-
lizando.
Apague el interruptor de encendido de la soldado-
ra antes de instalar la pistola y cable.
1. Ponga el cable hacia fuera recto.
2. Desatornille el tornillo de la mano en las partes frontales
de la unidad de impulsión (compartimiento de la ali-
mentación del alambre del interior) hasta que la extremi-
dad del tornillo resalte no más en la abertura del adapta-
dor del pistola según lo considerado del frente de la
máquina. (Véase la figura A.2)
3. Inserte el extremo masculino del cable del arma en el
adaptador del pistola con la abertura en panel de
delante. Cerciórese de que el conectador esté insertado
completamente y apriete el tornillo de la mano.
4. Conecte el conectador del disparador de pistola del
pistolay del cable con el receptáculo de acoplamiento
fuera del compartimiento situado a la izquierda de la
abertura en el panel de delante. Cerciórese de que las
chaveteras están alineados, inserte y apriete el anillo de
retención.
GAS PROTECTOR
[Para los procesos de la soldadura al arco de metal de
gas (GMAW)]
El cliente deberá proporcionar un cilindro de gas protector
de tipo adecuado para el proceso que se está utilizando.
La POWER MIG® 216 incluye de fábrica un regulador
de flujo de gas, para gas de mezcla de Argón, y una
manguera de gas de entrada. Para utilizar 100%
CO2 se requiere un adaptador adicional para conec-
tar el regulador al gas bottle.
Instale el suministro de gas protector en la sigu-
iente forma:
1.
Coloque el cilindro de gas en la plataforma trasera
de la POWER MIG® 216. Enganche la cadena en
su lugar para asegurar el cilindro a la parte posteri-
ADVERTENCIA
A-4-SP
A-4-SP
INSTALACIÓN
ADVERTENCIA
or de la soldadora.
2. Remueva el tapón del cilindro. Inspeccione las
válvulas del cilindro y regulador en busca de
roscas dañadas, suciedad, polvo, aceite o grasa.
Elimine el polvo y suciedad con un trapo limpio.
¡NO CONECTE EL REGULADOR SI HAY PRES-
ENCIA DE ACEITE, GRASA O DAÑOS! Informe
esta condición a su proveedor de gas. El aceite o
grasa en presencia de oxígeno de alta presión es
explosivo.
3. Párese a un lado lejos de la salida, y abra la válvu-
la del cilindro por un instante. Esto elimina
cualquier polvo o suciedad que pudiera haberse
acumulado en la salida de la
válvula.
Asegúrese de mantener alejada su cara de la sali-
da de la válvula cuando “destape” la válvula.
4. Conecte el regulador de flujo a la válvula del cilindro
y apriete muy bien las tuercas de unión con una
llave.
NOTA: Si se hace una conexión a un cilindro con
100% de CO
2
, deberá instalarse un adaptador de
regulador adicional entre el regulador y la válvula del
cilindro. Si el adaptador está equipado con una
roldana de plástico, asegúrese de que esté instalada
para conexión a un cilindro de CO
2
.
5. Conecte un extremo de la manguera de gas de
entrada al conector de salida del regulador de flujo, y
el otro extremo al conector posterior de la POWER
MIG® 216; apriete bien las tuercas de unión con una
llav.
6. Antes de abrir la válvula del cilindro, gire la perilla de
ajuste del regulador a la izquierda hasta que la pre-
sión del resorte de ajuste se libere.
7. Permaneciendo a un lado, abra la válvula del cilindro
lentamente una fracción de vuelta. Cuando el medi-
dor de presión del cilindro deje de moverse, abra la
válvula totalmente.
Nunca se pare directamente en frente o detrás del
regulador de flujo cuando abra la válvula del cilin-
dro. Siempre permanezca a un lado.
------------------------------------------------------------------------
8. El regulador de flujo es ajustable. Ajústelo a la
velocidad de flujo recomendada para el proced-
imiento y proceso que se están usando antes de
Si sufre algún daño, el CILINDRO
puede explotar.
• El gas bajo presión es explosivo. Siempre con-
serve los cilindros de gas en una posición verti-
cal y encadenados al carro de transporte o
soporte estacionario. Vea el Estándar Nacional
Estadounidense Z-49.1, “Seguridad en
Soldadura y Corte” publicado por la Sociedad
Estadounidense de Soldadura.
ADVERTENCIA
ADVERTENCIA
POWER MIG® 216
TORNILLO DE
LA MANO
PISTOLA Y CABLE
MASCULINOS
DEL EXTREMO
ADAPTADOR
DEL PISTOLA
RECEPTÁCULO
CONECTADOR DEL
DISPARADOR
DE PISTOLA

INSTALACIÓN DE LA BOBINA
CLAW™
La Bobina Claw™ y los tornillos de montaje se pro-
porcionan como accesorio opcional para la POWER
MIG® 216. Esto usuario-instala el accesorio propor-
ciona la gerencia del cable para la máquina.
Dé vuelta al interruptor del soldador
APAGADO antes de instalar la Bobina
Claw™.
------------------------------------------------------------------------
1. Desempaquete la Bobina Claw™ de su papel pro-
tector y quite el bolso de los tornillos de montaje
de la parte posterior de la Bobina Claw™.
2
. Monte la Bobina Claw™ usando los tornillos de
montaje proporcionados al lado izquierdo de la
máquina, cuando está visto del frente. Cerciórese
de que la Bobina Claw™ esté montada firme-
mente. (Véase la figura A.3)
FIGURA A.3
A-5-SP
A-5-SP
INSTALACIÓN
WARNING
POWER MIG® 216
TORNILLOS
DE MONTAJE
BOBINA CLAW™
MANUAL DE OPERACIÓN

B-1-SP
B-1-SP
OPERACIÓN
Lea toda la sección de Operación antes
de operar la POWER MIG® 216.
La DESCARGA ELÉCTRICA
puede causar la muerte.
• No toque partes eléctricamente
vivas o electrodos con la piel o
ropa mojada. Aíslese del trabajo y
tierra.
• Siempre utilice guantes aislantes
secos.
Los HUMOS Y GASES
pueden resultar peligrosos.
• Mantenga su cabeza alejada de
los humos.
• Use ventilación o escape para
eliminar los humos y gases de su
zona de respiración.
Las CHISPAS DE SOLDADU-
RA pueden provocar un
incendio o explosión.
• Mantenga alejado al material
inflamable.
• No suelde en contenedores cerra-
dos.
Los RAYOS DEL ARCO
pueden quemar los ojos y
piel.
• Utilice protección para los ojos,
oídos y cuerpo.
Observe toda la información de seguridad
a lo largo de este manual.
------------------------------------------------------------------------
ADVERTENCIA
POWER MIG® 216

B-2-SP B-2-SP
OPERACIÓN
DESCRIPCIÓN DEL PRODUCTO
La
POWER MIG® 216
es una máquina completa semi-
automática de soldadura de arco de voltaje de CD fabrica-
da para satisfacer las especificaciones NEMA. Combina
una fuente de poder de voltaje de transformador con
tomas de regulación con un alimentador de alambre de
velocidad constante para formar un sistema de soldadura
de desempeño robusto y confiable. Un simple esquema de
control, que consiste de un control de velocidad de ali-
mentación de alambre de rango completo, y 7 selecciones
de tomas de voltaje de salida proporcionan versatilidad
con facilidad de uso y precisión. Una función mejorada de
la
POWER MIG® 216
, es que está lista para la Antorcha
“Spool Gun” Magnum 100SG.
Otras funciones incluyen un eje de carrete de alambre
O.D. de 51 mm (2") con freno ajustable, un carro de trans-
porte de montaje de cilindro de gas integral, un regulador
de flujo de mezcla de Argón con medidor de presión de
cilindro y manguera de entrada, una pistola GMAW
Magnum Pro 250L de 3.6 m (15 pies) y cable con tobera
fija (al ras), un cable de alimentación de 3.0 m (10 pies)
con enchufe, y un cable de trabajo de 3.0 m (10 pies) con
pinza.
Los kits opcionales del arma, del adaptador del carrete de
la botella doble y el kit dual del montaje del cilindro para el
empuje que alimenta con el estándar construido en ali-
mentador están también disponibles.
PROCESOS Y EQUIPO RECOMENDADOS
POWER MIG® 216
CAPACIDAD DE SOLDADURA
La POWER MIG® 216 está clasificada a 215 amps a 22
voltios, a un ciclo de trabajo del 30% con base en un
ciclo de diez minutos. Es capaz de ciclos de trabajo más
altos a corrientes de salida inferiores. El diseño de
transformador con tomas de regulación la hace conve-
niente para utilizarse con la mayoría de los sistemas
generadores portátiles o en planta.
LIMITACIONES
El voltaje/corriente de salida de la POWER MIG® 216 está
sujeto a variar si la alimentación a la máquina cambia debido a
su topología de alimentación de transformador con tomas de
regulación. En algunos casos, puede ser necesario un ajuste a
la preconfiguración de WFS y/o selección de toma de voltaje
para amoldarse a una variación importante en la alimentación.
DESCRIPCIÓN DE LOS CONTROLES
Vea la Figura B.1
1. Interruptor de ENCENDIDO/APAGADO - Presione el inter-
ruptor al " ON" posición para energizar la POWER MIG®
216.
2. Control de Voltaje - Se proporcionan siete selecciones de
toma de voltaje etiquetadas de la “A” (voltaje mínimo) a la
"G" (voltaje máximo). Sólo deberá ser ajustado cuando NO
se esté soldando. La selección del control se puede
preestablecer al ajuste especificado en la etiqueta de la
carta/del procedimiento del uso en el interior de la puerta de
compartimiento del alambre o de la sección F de este manu-
al de la instrucción.
3. Control de Velocidad de Alambre - Controla la velocidad
de alimentación de alambre de 50 – 700 pulgadas por minuto
(1.2 – 17.8 m/min). La velocidad de alambre no se ve afecta-
da cuando se hacen cambios en el control de voltaje.
4. Conectador 4-Pin - Para las operaciones del arma del
empuje y del arma del carrete.
FIGURA B.1
5. Interruptor eléctrico del Pistola del empuje de la
botella doble y del Pistola del carrete - Accione
la palanca del interruptor (El punto 5 considera la
figura B.2) para seleccionar entre el arma del
empuje y el arma del carrete. Cuando se selec-
ciona cualquier operación, inserte el cable al
conectador de perno 4. (El punto 4, considera la
figura B.1)
FIGURA B.2
5
POWER MIG® 216
MANUAL DE OPERACIÓN

B-3-SPB-3-SP
OPERACIÓN
RODILLOS DEL MECANISMO DE
ALIMENTACIÓN
Los rodillos impulsores instalados con la POWER MIG®
216 tienen dos ranuras, una para electrodos de acero sóli-
do de 0.9mm (.035") y otra para electrodos de 1.2mm
(.045”). El tamaño real del rodillo impulsor está marcado en
el lado expuesto del mismo.
PARTES DE CONVERSIÓN DE
TAMAÑOS DE ALAMBRE
La POWER MIG® 216 está clasificada para alimentar
tamaños de electrodo sólido o tubular de 0.6 a 1.2 mm (.025
- .045").
Las partes de los kits de rodillos impulsores, y de pistola y
cable Magnum Pro 250L están disponibles para alimentar
diferentes tamaños y tipos de electrodos. Vea la sección de
Accesorios.
PROCEDIMIENTO PARA CAMBIAR JUE-
GOS DE RODILLOS IMPULSORES Y DE
PRESIÓN
1. Usted apaga la fuente de energía.
2. Libere la presión en el rodillo de presión columpiando el
brazo de presión ajustable hacia abajo y en dirección a
la parte posterior de la máquina. Levante el ensamble de
rodillo de presión fundido y permita que se asiente en
una posición vertical.
3. Remueva la placa de retención de la guía de alambre
externa, aflojando los dos tornillos estriados grandes.
4. Gire el mecanismo de retención del rodillo impulsor hacia
la posición sin asegurar como se muestra a continuación,
y remueva los rodillos impulsores. (Vea la Figura B.3)
5. Remueva la placa de la guía de alambre interna.
6. Reemplace los rodillos impulsores y la guía de alambre
interna por un juego adecuado para el nuevo tamaño de
alambre.
NOTA: Asegúrese de que la guía y punta de contacto
también tengan un tamaño adecuado para el tamaño de
alambre seleccionado.
7. Alimente manualmente el alambre desde el carrete de
alambre, a través de la ranura del rodillo impulsor y guía
de alambre, y de ahí a través del buje de bronce del
ensamble de la pistola y cable.
8. Vuelva a colocar la placa de retención de la guía de
alambre externa apretando los dos tornillos estriados
grandes. Vuelva a colocar el brazo de presión ajustable
en su posición original para aplicar presión. Ajuste la
presión según sea necesario.
CARGA DEL CARRETE DE ALAMBRE -
CARRETES O BOBINAS
Montaje de carretes de 4.5-20 kg (10 a 44 Lb.) (Diámetro de
12"/350MP mm) o Bobinas Innershield de 6 kg (14Lb.):
(Para bobinas Innershield de 6 Kg (13-14 lb.), se debe utilizar un
Adaptador de Bobina K435).
1. Abra la Puerta del Compartimiento del Mecanismo de Alimentación
2. Aplane la Barra de Liberación en el Collarín de Retención, y remué-
vala del eje.
3. Coloque el carrete en el eje asegurándose de que el pin de frenado
del eje entra en uno de los orificios en la parte posterior del carrete
(NOTA: Una marca de flecha en el eje se alinea con el pin de suje-
ción del freno para ayudar a alinear un orificio). Asegúrese de que el
alambre sale del carrete en la dirección que permita que se
desenrede desde la parte superior de la bobina.
4. Reinstale el Collarín de Retención. Asegúrese de que la Barra de
Liberación se “expande” y de que los retenedores del collarín enca-
jan totalmente en las ranuras del anillo de retención en el eje.
POSICIÓN ASEGURADA
POSICIÓN SIN ASEGURAR
FIGURA B.3
POWER MIG® 216

B-4-SPB-4-SP
OPERACIÓN
CÓMO ENCENDER LA SOLDADORA
Coloque el “Interruptor de Encendido” en “ENCENDIDO”. Con el voltaje desea-
do y la velocidad de alambre seleccionada, opere el gatillo de la pistola para
obtener salida de soldadura y energizar el motor de alimentación de alambre.
ALIMENTACIÓN DEL ELECTRODO
Cuando se activa, el electrodo y mecanismo de
impulsión están eléctricamente “calientes” en
relación al trabajo y aterrizamiento, y per-
manecen “calientes” varios segundos después
de que se soltó el gatillo.
------------------------------------------------------------------------
NOTA: Revise que los rodillos impulsores, placas guía y
partes de la pistola sean adecuados para el tamaño y tipo de
alambre que se está utilizando. Consulte la Tabla C.1 en la
sección de Accesorios.
1. Gire el carrete hasta que el extremo libre del electrodo
esté accesible.
2. Mientras sujeta firmemente el electrodo, corte el extremo
doblado y enderece las primeras seis pulgadas. Si el elec-
trodo no está enderezado adecuadamente, no se alimen-
tará correctamente a través del sistema del mecanismo de
alimentación.
3. Libere la presión en el rodillo de presión columpiando el
brazo de presión ajustable hacia abajo y en dirección a la
parte posterior de la máquina. Levante el ensamble de
rodillo de presión fundido y permita que se asiente en una
posición vertical. Deje la placa de guía de alambre externa
instalada. Alimente manualmente el alambre a través del
buje de guía de entrada y a través de las placas guía
(sobre la ranura del rodillo impulsor). Empuje una longitud
suficiente de alambre para asegurar que éste se ha ali-
mentado al ensamble de la pistola y cable sin restric-
ciones. Vuelva a colocar el brazo de presión ajustable a
su posición original para aplicar presión al alambre.
4. Oprima el gatillo de la pistola para alimentar el alambre
del electrodo a través de la pistola.
AJUSTE DE PRESIÓN DEL RODILLO DE PRESIÓN
La DESCARGA ELÉCTRICA puede causar la
muerte.
• APAGUE la alimentación de entrada de la
fuente de poder de soldadura antes de instalar
o cambiar rodillos impulsores y/o guías.
• No toque partes eléctricamente vivas.
• Cuando desplaza con el gatillo de la pistola, el electrodo
y mecanismo de impulsión están “calientes” para traba-
jar y hacer tierra, y podrían permanecer energizados por
varios segundos después de que se suelta el gatillo.
• Sólo personal calificado deberá realizar trabajo de man-
tenimiento.
-----------------------------------------------------------------------
El brazo de presión controla la cantidad de fuerza que
los rodillos impulsores ejercen sobre el alambre. Un
ajuste adecuado del brazo de presión brinda el mejor
desempeño de soldadura. Para mejores resultados,
establezca ambos brazos en el mismo valor..
Establezca el brazo de presión en la siguiente forma
(Vea la Figura B.5):
Alambres de aluminio entre 1 y 3
Alambres tubulares entre 3 y 4
Alambres de Acero, Inoxidable entre 4 y 6
CONFIGURACIÓN DEL MECANISMO DE ALIMENTACIÓN
Vea la Figura B.5
Cambio del adaptador de Pistola
La DESCARGA ELÉCTRICA puede causar la muerte.
• APAGUE la alimentación de la fuente
de poder de soldadura antes de insta-
lar o cambiar rodillos impulsores y/o
guías.
• No toque partes eléctricamente vivas.
• Cuando desplaza con el gatillo de la pistola, el
electrodo y mecanismo de impulsión están
“calientes” para trabajar y hacer tierra, y
podrían permanecer energizados por varios
segundos después de que se suelta el gatillo.
• Sólo personal calificado deberá realizar trabajo
de mantenimiento.
-----------------------------------------------------------------------
Herramientas requeridas:
• Llave hexagonal de 1/4".
Nota: Algunos adaptadores del arma no requieren el uso del tornil-
lo de la mano.
1. Apague la alimentación de la fuente de poder de soldadura.
2. Remueva el alambre de soldadura del mecanismo de ali
mentación.
3. Remueva el tornillo mariposa del mecanismo de alimentación.
4. Remueva la pistola de soldadura del mecanismo de alimentación.
ADVERTENCIA
ADVERTENCIA
ADVERTENCIA
6
1
3
2
5
4
ALAMBRES TUBULARES
OUTERSHIELD
METALSHIELD
INERSHIELD
ACERO
INOXIDABLE
ALUMINIO
ALAMBRES SÓLIDOS
FIGURA B.4
POWER MIG® 216
MANUAL DE OPERACIÓN

B-5-SP
B-5-SP
OPERACIÓN
3. Oprima el gatillo para alimentar el electrodo de alambre a
través de la pistola y cable. Para alambre sólido, corte el
electrodo dentro de aproximadamente 10 mm (3/8") del
final de la punta de contacto [20 mm (3/4") para
Outershield
®
].
4. Cuando suelde con gas, encienda el suministro de gas y
establezca la velocidad de flujo requerida (normalmente
30-40 CFH; 14-19 litros/min).
5. Conecte el cable de trabajo al metal a soldarse. La pinza
de trabajo debe hacer buen contacto eléctrico con el traba-
jo. El trabajo también debe aterrizarse como se establece
en “Precauciones de Seguridad de Soldadura de Arco”
• Cuando utilice un proceso de arco
abierto, es necesario utilizar protec-
ción correcta para ojos, cabeza y
cuerpo.
-----------------------------------------------------------------------
6. Posicione el electrodo sobre la junta. El extremo del
electrodo puede tocar ligeramente el trabajo.
7. Baje la careta, apriete el gatillo y empiece a soldar.
Sostenga la pistola en tal forma que la distancia de la
punta de contacto al trabajo sea de 10 mm (3/8") [20
mm (3/4") para Outershield®].
8. Para detener la soldadura, suelte el gatillo de la pistola
y aleje ésta del trabajo después de que se extinga el
arco.
BUJE DEL RECEPTOR DEL ARMA
AFLOJE APRIETE
TORNILLO DE LA MANO
GUÍA DE ALAMBRE EXTERN
A
TORNILLO DE
CASQUILLO DE LA
CABEZA DE ZÓCALO
BLOQUE DE CONECTADOR
ADVERTENCIA
5. Afloje el tornillo de casquillo de la cabeza de zócalo que
sostiene la barra del conectador contra el adaptador del
pisto-
la
.
Importante: no intente remover completamente el tornillo
Allen guía.
6. Quite la guía de alambre externa, y empuje el adaptador del
arma de la impulsión del alambre. Debido a el ajuste de la pre-
cisión, el golpear ligeramente ligero se puede requerir para
quitar el adaptador del
pistola
.
7. Desconecte la manguera del gas que blinda del adaptador del
pistola
, si procede.
8. Conecte la manguera del gas que blinda con el nuevo adaptador
del
pistola
, si procede.
9. Gire el adaptador pistola hasta que el agujero tornillo de pulga
alinee con el agujero del Tornillo de la mano en la placa de la
alimentación. Resbale el adaptador del pistola dentro de la
impulsión alambre y verifiqúelo que los agujeros del tornillo de la
mano están alineados.
10. Apriete el tornillo del zoquet..
11. Inserte el arma de la soldadura en el adaptador del
pistola
y
apriete el Tornillo de la mano.
CÓMO HACER UNA SOLDADURA
1. Revise que la polaridad del electrodo sea la correcta para el pro-
ceso que se está utilizando; después, coloque el interruptor de
encendido en ENCENDIDO.
2. Establezca la toma de voltaje de arco y velocidad de alambre
deseadas para el alambre de electrodo, tipo de material y grosor,
y gas (para MIG y Outershield®) en particular que se está uti-
lizando. Utilice la Tabla de Aplicaciones en la puerta dentro del
compartimiento de alambre como una referencia rápida para
algunos procedimientos de soldadura comunes.
NOTA: La carta del uso se puede también encontrar en la sección
F de este manual de la instrucción.
Figura B.5
POWER MIG® 216

B-6-SPB-6-SP
OPERACIÓN
9. Cuando no haya nada más que soldar, cierre la válvula en
el cilindro de gas (si se utiliza), opere momentáneamente
el gatillo de la pistola para liberar la presión del gas, y
apague la POWER MIG® 216.
NOTA: Cuando utilice el electrodo Innershield, puede remover
la tobera de gas del aislamiento en el extremo de la
pistola y reemplazarla con la tobera sin gas. Esto
brindará visibilidad mejorada y eliminará la posibilidad
de sobrecalentamiento de la tobera de gas.
CÓMO EVITAR PROBLEMAS DE
ALIMENTACIÓN DE ALAMBRE
Los problemas de alimentación de alambre pueden evitarse
observando los siguientes procedimientos de manejo de la pis-
tola:
1. No tuerza o jale el cable alrededor de esquinas puntiagudas.
2. Mantenga el cable de la pistola tan recto como sea posible
cuando suelde o cargue el electrodo a través del cable.
3. No permita que carretillas o camiones pasen por encima de
los cables.
4. Mantenga el cable limpio siguiendo las instrucciones de
mantenimiento.
5. Use sólo electrodos limpios y libres de óxido. Los electro-
dos de Lincoln tienen lubricación adecuada de superficie.
6. Reemplace la punta de contacto cuando el arco empiece a
perder estabilidad o cuando el extremo de la punta de con-
tacto está fundida o deformada.
7. Mantenga la tensión de frenado del eje del carrete de alam-
bre al mínimo requerido, a fin de evitar recorrido excesivo
del carrete que puede causar que el alambre se
“desenrede” de la bobina.
8. Utilice rodillos impulsores y una presión de mecanismo de
alimentación/rodillo de presión adecuados para el tamaño y
tipo de alambre que se está utilizando.
CONTROL DEL VENTILADOR
El ventilador está diseñado para encenderse cuando
se aplica alimentación a la POWER MIG® 216 y apa-
garse cuando ésta se interrumpe.
VARIACIONES DE VOLTAJE DE LA
LÍNEA DE ENTRADA
Alto Voltaje de Línea — Un voltaje de entrada mayor que el
nominal dará como resultado voltajes de salida mayores que
los normales para una configuración de toma dada. Si su línea
de entrada es alta, es mejor que seleccione una toma de voltaje
más baja que la recomendada en la tabla de procedimientos.
Bajo Voltaje de Línea — Tal vez no pueda obtener una salida
máxima de la máquina si el voltaje de línea es menor que la
entrada nominal. La unidad continuará soldando, pero la salida
puede ser menor que la normal para una configuración de toma
dada. Si su línea de entrada es baja, es mejor que seleccione
una toma de voltaje más alta que la recomendada en la tabla
de procedimientos.
PROTECCIÓN CONTRA SOBRE-
CARGA DE ALIMENTACIÓN DE
ALAMBRE
La POWER MIG cuenta con protección de estado sólido
contra sobrecarga del motor del mecanismo de ali-
mentación. Si el motor se sobrecarga, el trazado de circuito
de la protección apaga el solenoide del motor impulsor y del
gas del alambre. Revise que el tamaño de la punta, guía de
alambre y rodillos impulsores sea el correcto, y si hay
obstrucciones o dobleces en el cable de la pistola, o
cualquier otro factor que podría impedir la alimentación del
alambre. A fin de continuar con la soldadura, simplemente
jale el gatillo. No existe un interruptor automático a
restablecer ya que la protección se hace con partes elec-
trónicas confiables de estado sólido.
PROTECCIÓN CONTRA SOBRE-
CARGA TÉRMICA DE SOLDADURA
La POWER MIG® 216 cuenta con termostatos protectores
integrados que responden ante una temperatura excesiva.
Éstos abren los circuitos de alimentación de alambre y sali-
da de la soldadora si la máquina excede la temperatura de
operación segura máxima debido a una sobrecarga fre-
cuente, o a alta temperatura ambiente más sobrecarga.
Los termostatos se restablecen automáticamente cuando la
temperatura alcanza un nivel de operación seguro y la sol-
dadura y alimentación se permiten otra vez, cuando se
vuelve a apretar el gatillo de la pistola.
INFORMACIÓN SOBRE
PROCEDIMIENTOS DE SOLDADURA
NOTA: Vea la cubierta interior de la máquina o de la
sección F de este manual de la instrucción para el
procedimiento de soldadura adicional, de uso general.
APRENDIZAJE SOLDAR CON AUTÓGENA
La soldadura es una destreza que puede ser
aprendida solamente practicando. Nadie puede
convertirse en soldador realizado
simplemente leyendo sobre ellos. El
acoplamiento siguiente “que aprende soldar ” el
documento ayudará al operador inexperto a
entender los fundamentos sobre la soldadura
del alambre y a proporcionar la dirección para
ayudar a desarrollar esta capacidad.
“Aprendiendo soldar” acoplamiento:
http://content.lincolnelectric.com/pdfs/products/
navigator/im/LTW1tri.pdf
POWER MIG® 216
MANUAL DE OPERACIÓN

C-1-SP C-1-SP
ACCESORIOS
KITS DE RODILLOS IMPULSORES
Consulte la Tabla C.1 para informarse sobre los distintos
kits de rodillos impulsores que están disponibles para la
POWER MIG® 216. El elemento en negritas se proporciona
en forma estándar con la POWER MIG® 216
.
TABLA C.1
KIT DE MONTAJE DE CILINDRO
DUAL (K1702-1)
Permite el montaje lado a lado de dos cilindros de gas
de tamaño total (9" de diámetro x 5' de alto) con
carga “sin elevación”. La instalación es simple y las
instrucciones fáciles. Incluye soportes de cilindro
inferior y superior, ejes de ruedas y hardware de mon-
taje.
ADAPTADOR DE EJE DE CARRETE
PEQUEÑO (K468)
El adaptador de eje K468 permite el uso de carretes
de diámetro pequeño de 8".
ADAPTADOR DEL HUSO PARA 14
LIBRAS. BOBINAS (K435)
El adaptador del huso K435 permite 14lbs. (6kg.)
Innershield arrolla para ser montado en huso de 2” (51m
m) O.D.
ENSAMBLES ALTERNATIVOS DE
CABLE Y PISTOLA GMAW MAGNUM
Los siguientes ensambles de pistola y cable Magnum
Pro 250L se encuentran disponibles en forma separa-
da para usarse con la POWER MIG® 216. Cada uno
está clasificado a un ciclo de trabajo del 40%, 250
amps y están equipados con un conector integrado,
conector de gatillo twist-lock, tobera fija y aislador, así
como con una guía, difusor y puntas de contacto para
los tamaños de alambre especificados:
• Desenchufe o desconecte la energìa
de limentaciòn de la POWER MIG®
216 antes de instalar la Spool Gun y
el Kit.
------------------------------------------------------------------------
KIT DE CONEXIÓN DE PISTOLA
MAGNUM (Opcional K466-6)
Utilizar el Kit de Conexión Magnum K466-6 Opcional
para la POWER MIG® 216 permite el uso de los
ensambles de pistola y cable estándar Magnum 200,
300 ó 400.
ANTORCHAS “SPOOL GUN” Y ADAPTA-
DORES OPCIONALES
La
POWER MIG® 216
es capaz de operar con las sigu-
ientes antorchas “spool gun” opcionales:
Adaptador de Antorcha “Spool Gun” (K2703-1)
Este kit está diseñado para permitir que la pistola “spool
gun” Magnum SG ó Magnum 250LX opere con la
POWER
MIG® 216
. El kit incluye el gas solenoide, líneas de gas,
arnés de cableado y panel de conexión de pistola. Este
panel ofrece un conector tipo ms de 6 pines para la antor-
cha “spool gun” Magnum SG y un conector tipo ms de 7
pines para la antorcha “spool gun” Magnum 250LX, y un
interruptor selector para seleccionar qué pistola estás uti-
lizando.
NOTA: Que el adaptador de antorcha spool gun K2703-1
inhabilita la capacidad para Magnum 100SG.
Alambre Tamaño
Kit de Rodillos Impulsores
.023”-.030” (0.6-0.8 mm)
KP1696-030S
.035” (0.9 mm) KP1696-035S
Acero
.045” (1.1 mm) KP1696-045S
Sólido
.035-.045 (0.9-1.1mm) KP1696-1
.040 (1.0mm) KP1696-2
Tubular
.035” (0.9 mm) KP1697-035C
.045” (1.1 mm) KP1697-045C
Aluminio
3/64” (1.2 mm) KP1695-3/64A
Tamaño Inglés Tamaño Métrico
Longitud
Núm. de Parte
del Alambre del Alambre
10' (3.0 m)
12' (3,6 m)
KP42-4045-15
035” – .045" 0.9 – 1.1 mm
15' (4.5 m)
ADVERTENCIA
ANTORCHA
“SPOOL GUN”
Magnum 100SG
(K2532-1)
Magnum SG
(K487-25)
Magnum 250LX
(K2490-1)
ADAPTADOR
Fábrica lista
No requiere adapta-
dor
Adaptador Spool
Gun 2703-1
CAPACIDAD NOMINAL
Trabajo Ligero
Ciclo de Trabajo del 30%, 130 amps
Trabajo Mediano
Ciclo de Trabajo del 60%, 250 amps
Trabajo Pesado
Ciclo de Trabajo del 60%, 300 amps
POWER MIG® 216

C-2-SP
C-2-SP
ACCESORIOS
CÓMO HACER UNA SOLDADURA CON EL
KIT DE ADAPTADOR DE ANTORCHA
“SPOOL GUN” Y LA ANTORCHA “SPOOL
GUN” INSTALADOS
En cualquiera de las posiciones del interruptor de
palanca, apretar cualquier gatillo hará que el electro-
do de ambas pistolas se vuelva eléctricamente
“CALIENTE”. Asegúrese de que una pistola sin uti-
lizar esté posicionada en tal forma que el electrodo o
punta no haga contacto con el gabinete metálico u
otro metal común al trabajo.
----------------------------------------------------------------------------
1. Fijando el interruptor eléctrico “para empujar el arma”
coloque las neutralizaciones la válvula electromag-
nética del gas del arma de la operación y del carrete
del arma del carrete. El cierre del disparador de arma
permite la soldadura del arma del empuje y ambos
electrodos serán eléctricamente “CALIENTES”.
2. Fijando el interruptor eléctrico al “arma del carrete”
coloque las neutralizaciones la válvula electromag-
nética incorporada del gas de la operación y del
alimentador del arma del empuje. También permite
la válvula electromagnética del gas del arma de la
operación y del carrete del arma del carrete. El
cierre del disparador de arma del carrete permite la
soldadura del arma del carrete y ambos electrodos
serán eléctricamente “CALIENTES”.
3. Operación con la POWER MIG® 216:
• ENCIENDA la alimentación de la POWER
MIG® 216.
• Ajustar el control de la toma de voltaje aumen-
tará o disminuirá su voltaje de soldadura.
• Ajustar el control de la velocidad de alambre en
la antorcha “spool gun” aumentará o disminuirá
la velocidad de la alimentación de alambre de
la antorcha “spool gun”.
NOTA: Ajustar el control de la velocidad de ali-
mentación de alambre en el Panel de la máquina no
tiene efecto en la velocidad de alimentación de alam-
bre de la antorcha “spool gun”.
4. Refiera al procedimiento de soldadura en la
máquina o la sección F de este manual de la
instrucción para los ajustes de aluminio iniciales.
Haga que una prueba suelda con autógena para
determinar los ajustes finales.
5. Fije el interruptor de selector del pistola del carrete
“a la posición del pistola del empuje” para volver a
la operación del pistola del empuje.
PRECAUCIÓN
POWER MIG® 216
MANUAL DE OPERACIÓN

D-1-SP
D-1-SP
MANTENIMIENTO
TUBOS Y TOBERAS DE LA PISTOLA
1. Reemplace las puntas de contacto desgastadas
según se requiera.
2. Remueva la salpicadura dentro de la tobera de gas y
de la punta después de cada 10 minutos de tiempo
de arco o según se requiera.
LIMPIEZA DEL CABLE DE LA PISTOLA
A fin de ayudar a evitar problemas de alimentación,
limpie la guía del cable después de usar aproximada-
mente 136 kg (350MP libras) de electrodo. Remueva
el cable del alimentador de alambre y colóquelo en
forma recta sobre el piso. Retire la punta de contacto
de la pistola. Usando una manguera de aire y sólo
presión parcial, remueva suavemente la guía del
cable del extremo del difusor de gas.
Presión excesiva en el arranque puede causar que
la suciedad forme una obstrucción.
------------------------------------------------------------------------
Doble el cable a la mitad y de nuevo aplique aire
sobre el mismo. Repita este procedimiento hasta que
ya no salga más suciedad. Si ya ha hecho esto y se
experimentan problemas de alimentación, pruebe
reemplazando la guía y consulte la sección de local-
ización de averías en el rubro de Alimentación de
Alambre Irregular.
PRECAUCIONES DE SEGURIDAD
La DESCARGA ELÉCTRICA puede causar la muerte.
• Haga que un electricista instale y
dé servicio a este equipo.
• APAGUE la alimentación de la
caja de fusibles antes de trabajar
en el equipo
• No toque las partes eléctrica-
mente calientes.
MANTENIMIENTO GENERAL
En ubicaciones con cantidad extrema de polvo, la
suciedad puede obstruir los pasajes de aire causando
que la soldadora se sobrecaliente. Elimine la
suciedad de la soldadora aplicando aire de baja pre-
sión a intervalos regulares para eliminar la suciedad
excesiva y acumulación de polvo en las partes inter-
nas.
Los motores de ventilador cuentan con rodamientos
de bolas sellados que no requieren servicio.
RODILLOS IMPULSORES Y PLACAS GUÍA
Después de cada bobina de alambre, inspeccione el
mecanismo de alimentación. Límpielo según sea
necesario aplicando aire comprimido de baja presión.
No utilice solventes para limpiar el rodillo de presión
porque pueden eliminar el lubricante del rodamiento.
Todos los rodillos impulsores tienen estampados los
tamaños de alambre que alimentarán. Si se utiliza un
tamaño de alambre diferente al marcado en el rodillo,
se deberá cambiar el rodillo impulsor.
Para instrucciones sobre cómo reemplazar o cambiar
un rodillo impulsor, vea “Rodillos del Mecanismo de
Alimentación” en la sección de Operación.
INSTALACIÓN DE LA PUNTA DE
CONTACTO Y TOBERA DE GAS
1. Elija la punta de contacto del tamaño correcto para
el electrodo que se está utilizando (el tamaño del
alambre está marcado en el lado de la punta de
contacto) y atorníllelo ajustadamente en el difusor
de gas.
2. Atornille la tobera de gas fija apropiada sobre el
difusor. Es posible utilizar la tobera al ras estándar
de 12.7 mm (.50") u otros tamaños opcionales de
toberas al ras 9arco de rociado) o retraídas. (Vea
la Tabla D.2 en esta sección.)
ADVERTENCIA
PRECAUCIÓN
POWER MIG® 216

D-2-SP
D-2-SP
MANTENIMIENTO
7. Atornille el difusor de gas en el extremo del tubo
de la pistola y apriete bien. Asegúrese de que el
difusor de gas es correcto para la guía de alambre
que se está utilizando. (Vea la tabla y esténcil del
difusor).
8. Apriete el tornillo de fijación en el lado del difusor
de gas contra la guía de alambre del cable utilizan-
do una llave Allen de 2.0 mm (5/64”).
FIGURA D.1
Este tornillo sólo deberá apretarse suavemente.
Apretar de más dividirá o colapsará la guía, lo que
a su vez provocará una alimentación de alambre
deficiente.
REMOCIÓN Y REEMPLAZO DE LA
GUÍA DE ALAMBRE
NOTA: Cambiar la guía de alambre por un tamaño de
alambre diferente requiere reemplazar el difusor de
gas conforme a la Tabla D.1, a fin de asegurar ade-
cuadamente la guía de alambre diferente.
INSTRUCCIONES DE REMOCIÓN, INSTALACIÓN Y
CORTE DE LA GUÍA DE ALAMBRE PARA MAG-
NUM PRO 2
50L
NOTA: La variación de longitudes de cables evita la
intercambiabilidad de guías de alambre entre pistolas.
Una vez que una guía ha sido cortada para una pistola
en particular, no deberá instalarse en otra pistola a
menos que pueda satisfacer el requerimiento de longitud
cortada de la guía. Las guías de alambre se envían con
sus cubiertas extendidas en la cantidad adecuada.
1. Remueva la tobera de gas, si se utiliza, para localizar
el tornillo de fijación en el difusor de gas que sirve
para mantener a la guía de alambre anterior en su
lugar. Afloje el tornillo de fijación con una llave Allen
de 2.0 mm (5/64”).
2. Remueva el difusor de gas y aislador del tubo de la
pistola.
3. Coloque la pistola y cable en forma recta sobre una
superficie plana. Afloje el tornillo de fijación del
conector localizado en el conector de metal en el lado
de alimentador del cable y jale la guía de alambre
fuera del cable.
4. Inserte la nueva guía de alambre sin cortar en el lado
de conector del cable. Asegúrese de que el buje de
la guía esté marcado apropiadamente para el tamaño
de alambre que se está utilizando.
5. Coloque completamente el buje de la guía de alam-
bre en el conector; apriete el tornillo de fijación en el
conector de metal del cable. En este punto, el difusor
de gas no deberá estar instalado sobre el extremo
del tubo de la pistola.
6. Todavía sin el difusor de gas sobre el tubo de la pis-
tola, asegúrese de que el cable está derecho y
después corte la guía de alambre en la longitud que
se muestra en la Figura D.1. Remueva cualquier
desecho del extremo de la guía de alambre.
Núm. de Parte
Número de Parte
del Difusor
de la Guía de
Tamaño Marcado
de Gas de la
Diámetro de los Alambre de
en el Extremo del
Tobera Fija
Electrodos Utilizados
Reemplazo Buje de la Guía (y Esténcil)
Acero de 0.6-0.8 mm
KP42-25-15 .030 (0.8 mm)
(.025”-.030")
Acero de 0.9-1.2 mm
KP42-4045-15 .045 (1.2 mm) KP2746-1
(.025”-.030")
Aluminio de 1.2 mm
KP42-4045-15 3/64" (1.2 mm)
(3/64")
TABLA D.1
PRECAUCIÓN
TORNILLO DE FIJACIÓN
CONECTOR DEL CABLE DE BRONCE
TORNILLO DE FIJACIÓN
AISLADOR
DIFUSOR DE GAS
TOBERA DE GAS
LONGITUD
A CORTAR
DE LA GUÍA
DE ALAMBRE
31.8mm (1-1/4)
POWER MIG® 216
MANUAL DE OPERACIÓN

D-3-SP D-3-SP
MANTENIMIENTO
DESENSAMBLE DE LA MANIJA DE LA PISTOLA
Las partes internas de la manija de la pistola
pueden inspeccionarse o recibir servicio si es
necesario.
La manija de la pistola consiste de dos mitades
que están unidas por un collarín en cada
extremo. A fin de abrir la manija, gire los col-
larines aproximadamente 60 grados a la
izquierda (la misma dirección a seguir al
remover una rosca derecha) hasta que el col-
larín se detenga. Después, jale el collarín fuera
de la manija de la pistola. Si los collarines son
difíciles de girar, posiciones la manija de la pis-
tola contra una esquina, coloque un desatornil-
lador sobre la saliente del collarín y pegue
sobre el desatornillador para que el collarín
gire y se libere de una varilla de bloqueo inter-
no.
Tamaño Tamaño
Descripción Parte Núm. Inglés Métrico
GUIA DE ALAMBRE DE CABLE
Para cable de 4.5 m KP42-25-15 .025" – .030" 0.6 – 0.8 mm
(15') ó más corto KP42-4045-15 .035" – .045" 0.9 – 1.1 mm
KP42-4045-15 3/64" 1.2 mm
(Alambre de Aluminio)
(Alambre de Aluminio)
PUNTAS DE CONTACTO
Trabajo Estánda KP2744-025 .025" 0.6 mm
KP2744-030 .030" 0.8 mm
KP2744-035 .035" 0.9 mm
KP2744-045 .045" 1.1 mm
Cónica KP2744-030T .030" 0.8 mm
KP2744-035T* .035" 0.9 mm
KP2744-045T .045" 1.1 mm
Saliente (para Aluminio)
KP2744-364A 3/64" 1.2 mm
(Alum. Wire) (Alum. Wire)
TOBERAS DE GAS
Fijas (Al Ras) KP2742-1-38F 3/8" 9.5 mm
KP2742-1-50F* 1/2" 12.7 mm
KP2742-1-62F 5/8" 15.9 mm
Fixed(Retraídas) KP2742-1-38R 3/8" 9.5 mm
KP2742-1-50R 1/2" 12.7 mm
KP2742-1-62R 5/8" 15.9 mm
Requiere: Gas
Ensamble del Difusor
KP2746-1* .025" – .045" 0.6 – 1.1 mm
Aislador KP2773-2*
MONTAJES DE TUBO
DEL ARMA
Estándar (60°) KP3078-60*
45° KP3078-45*
A la izquierda
TABLA D.2
ACCESORIOS Y PARTES DE REEMPLAZO DISPONIBLES PARA LA
PISTOLA MAGNUM PRO 250L Y ENSAMBLES DE CABLES
* Se incluye con la POWER MIG® 216
** Las extremidades afiladas se requieren con 3/8 identificación de la” identifi-
cación y del 1/2”. Inyectores.
Vea www.lincolnelectric.com para el ofrecimiento completo de los favorables
materiales consumibles de la botella doble.
POWER MIG® 216

E-1-SPE-1-SP
LOCALIZACIÓN DE AVERÍAS
CÓMO UTILIZAR LA GUÍA DE LOCALIZACIÓN DE AVERÍAS
POWER MIG® 216
Esta guía de detección de problemas se proporciona
para ayudarle a localizar y a reparar posibles averías
de la máquina. Simplemente siga el procedimiento de
tres pasos que se da enseguida.
Paso 1.LOCALIZACIÓN DEL PROBLEMA
(SÍNTOMA).
Observe debajo de la columna llamada “PROBLEMA
(SÍNTOMAS)”. Esta columna describe los síntomas
posibles que la máquina pueda presentar. Encuentre
la lista que describa de la mejor manera el síntoma
que la máquina está presentando.
Paso 2. CAUSA POSIBLE.
En la segunda columna llamada “CAUSA POSIBLE”
se enumeran los factores que pueden originar el sín-
toma en la máquina.
Paso 3.ACCIÓN RECOMENDADA
Esta columna proporciona una acción para la Causa
Posible, generalmente recomienda que establezca
contacto con su Taller de Servicio de Campo
Autorizado por Lincoln local.
Si no entiende o no puede llevar a cabo la Acción
Recomendada de manera segura, contacte su Taller
de Servicio de Campo Lincoln Autorizado
El servicio y la reparación sólo debe de ser realizado por Personal Capacitado por la Fábrica Lincoln
Electric. Reparaciones no autorizadas llevadas a cabo en este equipo pueden resultar peligrosas
para el técnico y el operador de la máquina, e invalidará su garantía de fábrica. Por su seguridad y
para evitar una descarga eléctrica, por favor tome en cuenta todas las notas de seguridad y precau-
ciones detalladas a lo largo de este manual.
__________________________________________________________________________
ADVERTENCIA
Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y
reparaciones de manera segura, contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia
en la localización de fallas técnicas antes de proceder.
PRECAUCIÓN
MANUAL DE OPERACIÓN

E-2-SPE-2-SP
SOLUCIÓN DE PROBLEMAS
PROBLEMAS
(SÍNTOMAS)
Daño físico o eléctrico relevante es
evidente
No hay presencia de voltaje de cir-
cuito abierto ni de alimentación de
alambre cuando se jala el gatillo.
Se aplica alimentación a la
POWER MIG® 216.
Hay presencia de voltaje de salida
y alimentación de alambre cuando
no se jala el gatillo
(no activado).
La salida de la máquina es baja.
Las soldaduras están “frías” y el
cordón de soldadura está
redondeado o con protuberancias
demostrando un mojado pobre en
la placa.
CAUSA
POSIBLE
1. Póngase en contacto con su
Taller Local de Servicio
Autorizado de Lincoln.
1 El gatillo de la pistola o cable puede
tener falla. Revise o reemplace el
ensamble de la pistola.
2. El circuito de protección térmica
puede estar activado. Si este es el
caso, permitir que la máquina se
enfríe eliminará la condición de error.
3. Asegúrese de que el voltaje de entra-
da sea el correcto y que corresponda
a la capacidad nominal en la placa
de identificación; reconecte la config-
uración del panel.
4. Si el kit opcional de antorcha “spool
gun” está instalado, revise para ver
que esté establecido en “Empuje el
Pistola” si se aprieta el gatillo asocia-
do con el alimentador integrado, y en
“Spool Gun” si se aprieta el gatillo de
la antorcha “spool gun”.
1. Remueva el ensamble de la pisto-
la de la máquina. Si el problema
se resuelve, el ensamble de la pis-
tola tiene falla. Repare o reem-
place.
2. Si el problema persiste cuando se
remueve el ensamble de la pisto-
la, entonces el problema está den-
tro de la POWER MIG® 216
.
1. Revise el voltaje de entrada.
Asegúrese de que el voltaje de
entrada corresponde a la capaci-
dad nominal de la placa de iden-
tificación y reconecte la configu-
ración del panel.
2. Asegúrese de que las configura-
ciones de la velocidad de ali-
mentación de alambre y voltaje
sean las correctas para el proce-
so que se está utilizando.
3. Asegúrese de que la polaridad
de salida sea la correcta para el
proceso que se está utilizando..
4. Revise los cables de soldadura y
ensamble de la pistola en busca
de conexiones sueltas o con
falla.
CURSO DE ACCION
RECOMENDADO
Si todas las áreas posibles de
desajuste han sido revisadas y el
problema persiste, Póngase en
Contacto con su Taller de
Servicio de Campo Autorizado
de Lincoln local.
Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura,
contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder.
PRECAUCIÓN
Observe todos los lineamientos de seguridad que se detallan en el presente manual
POWER MIG® 216
PROBLEMAS DE SALIDA

E-3-SPE-3-SP
SOLUCIÓN DE PROBLEMAS
PROBLEMAS
(SÍNTOMAS)
Pobre formación de arco con elec-
trodo pegándose o explotando.
Alimentación de alambre irregular
o el alambre no se alimenta pero
los rodillos impulsores están giran-
do.
CAUSA
POSIBLE
1. Asegúrese de que las configuraciones de
velocidad de alimentación de alambre y volta-
je sean las correctas para el proceso que se
está utilizando.
2. La protección de gas puede no ser la adecua-
da para el proceso que se está utilizando.
3. Revise el voltaje de línea de entrada para
estar dentro del rango nominal recomendado
de la máquina.
4. Revise que el panel de reconexión de la
máquina esté configurado adecuadamente
para el voltaje aplicado.
1. El cable de la pistola puede estar doblado o
retorcido.
2. El alambre puede estar atorado en el cable de
la pistola, o el cable de la pistola puede estar
sucio.
3. Revise la tensión del rodillo impulsor y la posi-
ción de las ranuras.
4. Revise si hay rodillos impulsores gastados o
sueltos.
5. El electrodo puede estar oxidado o sucio.
6. Revise si la punta de contacto está dañada o
es incorrecta.
7. Revise si el eje del alambre gira fácilmente y
ajuste la perilla de tensión de frenado si es
necesario.
8. Revise que la pistola esté totalmente dentro
de su montaje y asentada adecuadamente.
CURSO DE ACCION
RECOMENDADO
Si todas las áreas posibles de
desajuste han sido revisadas y el
problema persiste, Póngase en
Contacto con su Taller de
Servicio de Campo Autorizado
de Lincoln local.
Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura,
contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder.
PRECAUCIÓN
Observe todos los lineamientos de seguridad que se detallan en el presente manual
POWER MIG® 216
PROBLEMAS DE SALIDA
PROBLEMAS DE ALIMENTACIÓN
MANUAL DE OPERACIÓN

E-4-SP E-4-SP
SOLUCIÓN DE PROBLEMAS
PROBLEMAS
(SÍNTOMAS)
La alimentación de alambre se
detiene durante la soldadura.
Cuando el gatillo se libera y se jala
de nuevo, la alimentación de
alambre empieza otra vez.
No hay control de la velocidad de
alimentación de alambre. Otras
funciones de la máquina son nor-
males.
El gas no fluye cuando se jala el
gatillo de la pistola.
ÁREAS POSIBLES DE
DESAJUSTE(S)
1. Revise que los rodillos impul-
sores de alimentación de alam-
bre y el motor funcionen sin
problemas.
2. Revise si hay restricciones en la
ruta de alimentación de alambre.
Revise si hay obstrucciones en
la pistola y cable.
3. Asegúrese de que la guía de
alambre de la pistola y punta
sean correctas para el tamaño
de alambre que se está utilizan-
do.
4. Asegúrese de que los rodillos
impulsores y placas guía estén
limpios y sean del tamaño cor-
recto.
5. Revise si el eje gira fácilment
e.
1. El control de velocidad de alimentación
de alambre puede estar sucio. Gire
varias veces y revise si el problema
está resuelto.
1. Asegúrese de que el suministro
de gas este conectado ade-
cuadamente y “ENCENDIDO”.
2. Si el solenoide de gas se active
(hace clic) cuando se aprieta el
gatillo de la pistola, puede haber
una restricción en la línea de
suministro de gas.
3. El ensamble del cable de la pis-
tola puede tener falla. Revise o
reemplace.
4. Si el solenoide de gas no opera
cuando se aprieta el gatillo de la
pistola, el problema está dentro
de la POWER MIG® 216.
5. Asegúrese de que la pistola
esté totalmente dentro de su
montaje y asentada adecuada-
mente.
CURSO DE ACCION
RECOMENDADO
Si todas las áreas posibles de
desajuste han sido revisadas y el
problema persiste, Póngase en
Contacto con su Taller de
Servicio de Campo Autorizado
de Lincoln local.
Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura,
contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder.
PRECAUCIÓN
Observe todos los lineamientos de seguridad que se detallan en el presente manual
POWER MIG® 216
PROBLEMAS DE ALIMENTACIÓN
PROBLEMAS DE FLUJO DE GAS
La página se está cargando...

F-2-SPF-2-SP
DIAGRAMAS DE CABLEADO
NOTA: Este diagrama es sólo para referencia. Tal vez no sea exacto para todas las máquinas que cubre este manual. El diagrama específico para un código particular está pegado dentro de la máquina en
uno de los páneles de la cubierta. Si el diagrama es ilegible, escriba al Departamento de Servicio para un reemplazo. Proporcione el número de código del equipo.
SECUENCIA DE NUMERACIÓN
(LADO DEL COMPONENTE DE LA TARJETA DE P.C.)
INFORMACIÓN GENERAL
SÍMBOLOS ELÉCTRICOS CONFORME A E1537
CÓDIGO DE COLOR
B- NEGRO
W – BALNCO
R- ROJO
U- AZUL
INDICA CAVIDA DE CONECTOR NÚM.
CAVIDAD
SECUENCIA DE NUMERACIÓN
(LADO NO DE CABLE DEL CONECTOR)
J4 (GATILLO
TACÓMETRO
LADO DEL MONITOR)
NOTAS:
N.A. EL CABLE DE SOLDADURA DEBE SER DE CAPACIDAD ADECUADA PARA LA CORRIENTE
Y CICLO DE TRABAJO DE LAS APLICACIONES INMEDIATAS Y FUTURAS.
N.B. ESTE DIAGRAMA MUESTRA LA POLARIDAD DEL ELECTRODO COMO “POSITIVA”. A FIN
DE CAMBIAR LA POLARIDAD, APAGUE LA UNIDAD E INVIERTA LAS CONEXIONES DE
CABLES EN LA TERMINAL DEL CONDUCTOR DEL CABLE Y BORNE DE TRABAJO
A LÍNEA DE
SUMINISTRO
MONOFÁSICA
A TIERRA CONFORME
AL CÓDIGO ELÉCTRICO
NACIONAL
PANEL DE
RECONEXIÓN
INTERRUPTOR
DE LÍNEA
TRANSFORMADOR
DE POTENCIA
Motor de
Ventilador
INTERRUPTOR
SELECTOR DE TOMA
RECTIFICAR
DEL PUENTE
MONOFÁSICO
EL INTERRUPTOR Y GATILLO DE LA
PISTOLA SE MUESTRAN EN EL MODO
DE PISTOLA DE CONTRAFASE MAGNUM
100 L
GATILLO DE
LA PISTOLA
MOTOR/CAJA
DE
ENGRANAJES
TERMOSTATO DEL
TRANSFORMADOR
TERMOSTATO DEL
ENSAMBLE DEL RECTIFICADOR
VELOCIDAD DE
ALIMENTACIÓN
DE ALAMBRE
PUENTE DEL
DIODO DE
RECTIFICADOR
BOBINA
BOBINA
LISTO 100SG
SELECTOR SWITH
DEL ARMA
TOROIDE
TOROIDE
TARJETA DE CONTROL
SE UTILIZA PARA OPCIONES
DE ANTORCHA “SPOOL GUN” ADICIONALES
AL
TRABAJO
INDUCTOR
DE SALIDA
H8
B
H9
H11B
W
230V
208V
G
L1
L2
CR2
CR1
H11A
H10B
H10A
H11A
L1A
L1B
L2A
L2B
H11B
H1
H2
H3
H4
H5
H6
H7
H8
H9
A
B
C
D
E
F
G
4
POWER MIG® 216
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...

WARNING
AVISO DE
PRECAUCION
ATTENTION
WARNUNG
ATENÇÃO
Spanish
French
German
Portuguese
Japanese
Chinese
Korean
Arabic
LEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTES DE USO, E SIGA AS
PRÁTICAS DE SEGURANÇA DO EMPREGADOR.
G Keep your head out of fumes.
G Use ventilation or exhaust to
remove fumes from breathing zone.
G Los humos fuera de la zona de res-
piración.
G Mantenga la cabeza fuera de los
humos. Utilice ventilación o
aspiración para gases.
G Gardez la tête à l’écart des fumées.
G Utilisez un ventilateur ou un aspira-
teur pour ôter les fumées des zones
de travail.
G Vermeiden Sie das Einatmen von
Schweibrauch!
G Sorgen Sie für gute Be- und
Entlüftung des Arbeitsplatzes!
G Mantenha seu rosto da fumaça.
G Use ventilação e exhaustão para
remover fumo da zona respiratória.
G Turn power off before servicing.
G Desconectar el cable de ali-
mentación de poder de la máquina
antes de iniciar cualquier servicio.
G Débranchez le courant avant l’entre-
tien.
G Strom vor Wartungsarbeiten
abschalten! (Netzstrom völlig öff-
nen; Maschine anhalten!)
G Não opere com as tampas removidas.
G Desligue a corrente antes de fazer
serviço.
G Não toque as partes elétricas nuas.
G Do not operate with panel open or
guards off.
G No operar con panel abierto o
guardas quitadas.
G N’opérez pas avec les panneaux
ouverts ou avec les dispositifs de
protection enlevés.
G Anlage nie ohne Schutzgehäuse
oder Innenschutzverkleidung in
Betrieb setzen!
G Mantenha-se afastado das partes
moventes.
G Não opere com os paineis abertos
ou guardas removidas.
La página se está cargando...
La página se está cargando...
Transcripción de documentos
POWER MIG ® 216 Para usarse con máquinas con Número de Código 11817 For use with machine Code Numbers La seguridad depende de usted MANUAL DE OPERACIÓN El equipo de soldadura por arco y de corte Lincoln está diseñado y construido teniendo la seguridad en mente. Sin embargo, su seguridad general puede incrementarse por medio de una instalación adecuada… y una operación cuidadosa de su parte. NO INSTALE, OPERE O REPARE ESTE EQUIPO SIN LEER ESTE MANUAL Y LAS PRECAUCIONES DE SEGURIDAD CONTENIDAS EN EL MISMO. Y, lo más importante, piense antes de actuar y sea cuidadoso. MANUAL DEL OPERADOR Copyright © Lincoln Global Inc. • World's Leader in Welding and Cutting Products • • Sales and Service through Subsidiaries and Distributors Worldwide • Cleveland, Ohio 44117-1199 U.S.A. TEL: 216.481.8100 FAX: 216.486.1751 WEB SITE: www.lincolnelectric.com i-SP SEGURIDAD i-SP ADVERTENCIA ADVERTENCIA DE LA LEY 65 DE CALIFORNIA En el estado de California, se considera a las emisiones del motor de diesel y algunos de sus componentes como dañinas para la salud, ya que provocan cáncer, defectos de nacimiento y otros daños reproductivos. Las emisiones de este tipo de productos contienen químicos que, para el estado de California, provocan cáncer, defectos de nacimiento y otros daños reproductivos. Lo anterior aplica a los motores Diesel Lo anterior aplica a los motores de gasolina LA SOLDADURA AL ARCO PUEDE SER PELIGROSA. PROTEJASE USTED Y A LOS DEMAS CONTRA POSIBLES LESIONES DE DIFERENTE GRAVEDAD, INCLUSO MORTALES. NO PERMITA QUE LOS NIÑOS SE ACERQUEN AL EQUIPO. LAS PERSONAS CON MARCAPASOS DEBEN CONSULTAR A SU MEDICO ANTES DE USAR ESTE EQUIPO. Lea y entienda los siguientes mensajes de seguridad. Para más información acerca de la seguridad, se recomienda comprar un ejemplar de "Safety in Welding & Cutting - ANIS Standard Z49.1" de la Sociedad Norteamericana de Soldadura, P.O. Box 351040, Miami, Florida 33135 ó CSA Norma W117.2-1974. Un ejemplar gratis del folleto "Arc Welding Safety" (Seguridad de la soldadura al arco) E205 está disponible de Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199. ASEGURESE QUE TODOS LOS TRABAJOS DE INSTALACION, FUNCIONAMIENTO, MANTENIMIENTO Y REPARACION SEAN HECHOS POR PERSONAS CAPACITADAS PARA ELLO. Para equipos accionados por MOTOR. 1.a. Apagar el motor antes de hacer trabajos de localización de averías y de mantenimiento, salvo en el caso que el trabajo de mantenimiento requiera que el motor esté funcionando. ____________________________________________________ 1.b. Los motores deben funcionar en lugares abiertos bien ventilados, o expulsar los gases de escape del motor al exterior. ____________________________________________________ 1.c. No cargar combustible cerca de un arco de soldadura cuando el motor esté funcionando. Apagar el motor y dejar que se enfríe antes de rellenar de combustible para impedir que el combustible derramado se vaporice al quedar en contacto con las piezas del motor caliente. No derramar combustible al llenar el tanque. Si se derrama, limpiarlo con un trapo y no arrancar el motor hasta que los vapores se hayan eliminado. ____________________________________________________ 1.d. Mantener todos los protectores, cubiertas y dispositivos de seguridad del equipo en su lugar y en buenas condiciones. No acercar las manos, cabello, ropa y herramientas a las correas en V, engranajes, ventiladores y todas las demás piezas móviles durante el arranque, funcionamiento o reparación del equipo. ____________________________________________________ 1.e. En algunos casos puede ser necesario quitar los protectores para hacer algún trabajo de mantenimiento requerido. Quitarlos solamente cuando sea necesario y volver a colocarlos después de terminado el trabajo de mantenimiento. Tener siempre el máximo cuidado cuando se trabaje cerca de piezas en movimiento. ___________________________________________________ 1.f. No poner las manos cerca del ventilador del motor. No tratar de sobrecontrolar el regulador de velocidad en vacío empujando las varillas de control del acelerador mientras el motor está funcionando. ___________________________________________________ 1.g. Para impedir el arranque accidental de los motores de gasolina mientras se hace girar el motor o generador de la soldadura durante el trabajo de mantenimiento, desconectar los cables de las bujías, tapa del distribuidor o cable del magneto, según corresponda. 1.h. Para evitar quemarse con agua caliente, no quitar la tapa a presión del radiador mientras el motor está caliente. LOS CAMPOS ELECTRICOS Y MAGNETICOS pueden ser peligrosos 2.a. La corriente eléctrica que circula a través de un conductor origina campos eléctricos y magnéticos (EMF) localizados. La corriente de soldadura crea campos EMF alrededor de los cables y los equipos de soldadura. 2.b. Los campos EMF pueden interferir con los marcapasos y en otros equipos médicos individuales, de manera que los operarios que utilicen estos aparatos deben consultar a su médico antes de trabajar con una máquina de soldar. 2.c. La exposición a los campos EMF en soldadura puede tener otros efectos sobre la salud que se desconocen. 2.d. Todo soldador debe emplear los procedimientos siguientes para reducir al mínimo la exposición a los campos EMF del circuito de soldadura: 2.d.1. Pasar los cables de pinza y de trabajo juntos Encintarlos juntos siempre que sea posible. 2.d.2. Nunca enrollarse el cable de electrodo alrededor del cuerpo. 2.d.3. No colocar el cuerpo entre los cables de electrodo y trabajo. Si el cable del electrodo está en el lado derecho, el cable de trabajotambién debe estar en el lado derecho. 2.d.4. Conectar el cable de trabajo a la pieza de trabajo lo más cerca posible del área que se va a soldar. 2.d.5. No trabajar al lado de la fuente de corriente. La DESCARGA ELÉCTRICA puede causar la muerte. 3.a. ii-SP SEGURIDAD Los circuitos del electrodo y de trabajo están eléctricamente con tensión cuando el equipo de soldadura está encendido. No tocar esas piezas con tensión con la piel desnuda o con ropa mojada. Usar guantes secos sin agujeros para aislar las manos. 3.b. Aislarse del circuito de trabajo y de tierra con la ayuda de material aislante seco. Asegurarse de que el aislante es suficiente para protegerle completamente de todo contacto físico con el circuito de trabajo y tierra. Además de las medidas de seguridad normales, si es necesario soldar en condiciones eléctricamente peligrosas (en lugares húmedos o mientras se está usando ropa mojada; en las estructuras metálicas tales como suelos, emparrillados o andamios; estando en posiciones apretujadas tales como sentado, arrodillado o acostado, si existe un gran riesgo de que ocurra contacto inevitable o accidental con la pieza de trabajo o con tierra, usar el equipo siguiente: • Equipo de soldadura semiautomática de C.C. a tensión constante. • Equipo de soldadura manual C.C. • Equipo de soldadura de C.A. con control de voltaje reducido. 3.c. En la soldadura semiautomática o automática con alambre continuo, el electrodo, carrete de alambre, cabezal de soldadura, boquilla o pistola para soldar semiautomática también están eléctricamente con tensión. 3.d. Asegurar siempre que el cable de trabajo tenga una buena conexión eléctrica con el metal que se está soldando. La conexión debe ser lo más cercana posible al área donde se va a soldar. 3.e. Conectar el trabajo o metal que se va a soldar a una buena toma de tierra eléctrica. Los RAYOS DEL ARCO pueden quemar. 4.a. Colocarse una pantalla de protección con el filtro adecuado para protegerse los ojos de las chispas y rayos del arco cuando se suelde o se observe un soldadura por arco abierto. Cristal y pantalla han de satisfacer las normas ANSI Z87.I. 4.b. Usar ropa adecuada hecha de material resistente a la flama durable para protegerse la piel propia y la de los ayudantes de los rayos del arco. 4.c. Proteger a otras personas que se encuentren cerca del arco, y/o advertirles que no miren directamente al arco ni se expongan a los rayos del arco o a las salpicaduras. Los HUMOS Y GASES pueden ser peligrosos. 5.a. La soldadura puede producir humos y gases peligrosos para la salud. Evite respirarlos. Durante la soldadura, mantenga la cabeza alejada de los humos. Utilice ventilación y/o extracción de humos junto al arco para mantener los humos y gases alejados de la zona de respiración. Cuando se suelda con electrodos que requieren ventilación especial (Ver instrucciones en el contenedor o la MSDS) o cuando se suelda con chapa galvanizada u otros metales o revestimeintos que producen humos tóxicos, evite exponerse lo más posible y dentro de los límites aplicables según OSHA PEL y ACGIH TLV utilizando un sistema de ventilación de extracción o mecánica local. En espacios confinados y a la intemperie, puede ser necesario el uso de respiración asistida. Asimismo se deben tomar precauciones al soldar con acero galvanizado. 5.b. La operación de equipo de control de humos de soldadura se ve afectada por diversos factores incluyendo el uso adecuado y el posicionamiento del equipo así como el procedimiento de soldadura específico y la aplicación utilizada. El nivel de exposición del trabajador deberá ser verificado durante la instalación y después periodicamente a fin de asegurar que está dentro de los límites OSHA PEL y ACGIH TLV permisibles. 3.g. Nunca sumergir el electrodo en agua para enfriarlo. 5.c No soldar en lugares cerca de una fuente de vapores de hidrocarburos clorados provenientes de las operaciones de desengrase, limpieza o pulverización. El calor y los rayos del arco puede reaccionar con los vapores de solventes para formar fosgeno, un gas altamente tóxico, y otros productos irritantes. 3.h. Nunca tocar simultáneamente la piezas con tensión de los portaelectrodos conectados a dos equipos de soldadura porque el voltaje entre los dos puede ser el total de la tensión en vacío de ambos equipos. 5.c. Los gases protectores usados para la soldadura por arco pueden desplazar el aire y causar lesiones graves, incluso la muerte. Tenga siempre suficiente ventilación, especialmente en las áreas confinadas, para tener la seguridad de que se respira aire fresco. 3.i. Cuando se trabaje en alturas, usar un cinturón de seguridad para protegerse de una caída si hubiera descarga eléctrica. 5.d. Lea atentamente las instrucciones del fabricante de este equipo y el material consumible que se va a usar, incluyendo la hoja de datos de seguridad del material (MSDS) y siga las reglas de seguridad del empleado, distribuidor de material de soldadura o del fabricante. 3.f. Mantener el portaelectrodo, pinza de trabajo, cable de soldadura y equipo de soldadura en unas condiciones de trabajo buenas y seguras. Cambiar el aislante si está dañado. 3.j. Ver también 6.c. y 8. 5.e. Ver también 1.b. MANUAL DE OPERACIÓN ii-SP iii-SP iii-SP SEGURIDAD Las CHISPAS DE SOLDADURA pueden provocar un incendio o una explosión. 6.a. Quitar todas las cosas que presenten riesgo de incendio del lugar de soldadura. Si esto no es posible, taparlas para impedir que las chispas de la soldadura inicien un incendio. Recordar que las chispas y los materiales calientes de la soldadura puede pasar fácilmente por las grietas pequeñas y aberturas adyacentes al área. No soldar cerca de tuberías hidráulicas. Tener un extintor de incendios a mano. 6.b. En los lugares donde se van a usar gases comprimidos, se deben tomar precauciones especiales para prevenir situaciones de riesgo. Consultar “Seguridad en Soldadura y Corte“ (ANSI Estándar Z49.1) y la información de operación para el equipo que se esté utilizando. 6.c Cuando no esté soldando, asegúrese de que ninguna parte del circuito del electrodo haga contacto con el trabajo o tierra. El contacto accidental podría ocasionar sobrecalentamiento de la máquina y riesgo de incendio. 6.d. No calentar, cortar o soldar tanques, tambores o contenedores hasta haber tomado los pasos necesarios para asegurar que tales procedimientos no van a causar vapores inflamables o tóxicos de las sustancias en su interior. Pueden causar una explosión incluso después de haberse “limpiado”. Para más información, consultar “Recommended Safe Practices for the Preparation for Welding and Cutting of Containers and Piping That Have Held Hazardous Substances”, AWS F4.1 de la American Welding Society . 6.e. Ventilar las piezas fundidas huecas o contenedores antes de calentar, cortar o soldar. Pueden explotar. 6.f. Las chispas y salpicaduras son lanzadas por el arco de soldadura. Usar ropa adecuada que proteja, libre de aceites, como guantes de cuero, camisa gruesa, pantalones sin bastillas, zapatos de caña alta y una gorra. Ponerse tapones en los oídos cuando se suelde fuera de posición o en lugares confinados. Siempre usar gafas protectoras con protecciones laterales cuando se esté en un área de soldadura. 6.g. Conectar el cable de trabajo a la pieza tan cerca del área de soldadura como sea posible. Los cables de la pieza de trabajo conectados a la estructura del edificio o a otros lugares alejados del área de soldadura aumentan la posibilidad de que la corriente para soldar traspase a otros circuitos alternativos como cadenas y cables de elevación. Esto puede crear riesgos de incendio o sobrecalentar estas cadenas o cables de izar hasta hacer que fallen. 6.h. Ver también 1.c. 6.i. Lea y siga el NFPA 51B “ Estándar para Prevención de Incendios Durante la Soldadura, Corte y otros Trabajos Calientes”, disponible de NFPA, 1 Batterymarch Park, PO box 9101, Quincy, Ma 022690-9101. La BOTELLA de gas puede explotar si está dañada. 7.a. Emplear únicamente botellas que contengan el gas de protección adecuado para el proceso utilizado, y reguladores en buenas condiciones de funcionamiento diseñados para el tipo de gas y la presión utilizados. Todas las mangueras, rácores, etc. deben ser adecuados para la aplicación y estar en buenas condiciones. 7.b. Mantener siempre las botellas en posición vertical sujetas firmemente con una cadena a la parte inferior del carro o a un soporte fijo. 7.c. Las botellas de gas deben estar ubicadas: • Lejos de las áreas donde puedan ser golpeados o estén sujetos a daño físico. • A una distancia segura de las operaciones de corte o soldadura por arco y de cualquier fuente de calor, chispas o llamas. 7.d. Nunca permitir que el electrodo, portaelectrodo o cualquier otra pieza con tensión toque la botella de gas. 7.e. Mantener la cabeza y la cara lejos de la salida de la válvula de la botella de gas cuando se abra. 7.f. Los capuchones de protección de la válvula siempre deben estar colocados y apretados a mano, excepto cuando la botella está en uso o conectada para uso. 7.g. Leer y seguir las instrucciones de manipulación en las botellas de gas y el equipamiento asociado, y la publicación P-I de CGA, “Precauciones para un Manejo Seguro de los Gases Comprimidos en los Cilindros“, publicado por Compressed Gas Association 1235 Jefferson Davis Highway, Arlington, VA 22202. PARA equipos ELÉCTRICOS 8.a. Cortar la electricidad entrante usando el interruptor de desconexión en la caja de fusibles antes de trabajar en el equipo. 8.b. Conectar el equipo a la red de acuerdo con U.S. National Electrical Code, todos los códigos y las recomendaciones del fabricante. 8.c. Conectar el equipo a tierra de acuerdo con U.S. National Electrical Code, todos los códigos y las recomendaciones del fabricante. 6.j. No utilice una fuente de poder de soldadura para descongelación de tuberías. Visite http://www.lincolnelectric.com/safety para obtener información adicional. v-SP v-SP Gracias por seleccionar un producto de CALIDAD fabricado por Lincoln Electric. Queremos que esté orgulloso al operar este producto de Lincoln Electric Company••• tan orgulloso como lo estamos como lo estamos nosotros al ofrecerle este producto. POLÍTICA DE ASISTENCIA AL CLIENTE El negocio de la Lincoln Electric Company es fabricar y vender equipo de soldadura, consumibles y equipo de corte de alta calidad, Nuestro reto es satisfacer las necesidades de nuestros clientes y exceder sus expectativas. A veces, los compradores pueden pedir consejo o información a Lincoln Electric sobre el uso de sus productos. Les respondemos con base en la mejor información que tengamos en ese momento. Lincoln Electric no está en posición de garantizar o avalar dicho consejo, y no asume ninguna responsabilidad con respecto a dicha información o guía. Expresamente declinamos cualquier garantía de cualquier tipo, incluyendo cualquier garantía de conveniencia para el fin particular de algún cliente, con respecto a dicha información o consejo. Como un asunto de consideración práctica, tampoco podemos asumir ninguna responsabilidad por actualizar o corregir dicha información o consejo una vez que se ha dado, ni tampoco el hecho de proporcionar la información o consejo crea, amplía o altera ninguna garantía en relación con la venta de nuestros productos. Lincoln Electric es un fabricante responsable, pero la selección y uso de productos específicos vendidos por el mismo está únicamente dentro del control del cliente, y permanece su sola responsabilidad. Varias variables más allá del control de Lincoln Electric afectan los resultados obtenidos al aplicar estos tipos de métodos de fabricación y requerimientos de servicio. Sujeto a Cambio – Esta información es precisa en nuestro mejor leal saber y entender al momento de la impresión. Sírvase consultar www.lincolnelectric.com para cualquier información actualizada. Favor de Examinar Inmediatamente el Cartón y el Equipo para Verificar si Existe Algún Daño Cuando este equipo se envía, el título pasa al comprador en el momento que éste recibe el producto del transportista. Por lo tanto, las reclamaciones por material dañado en el envío las debe realizar el comprador en contra de la compañía de transporte en el momento en el que recibe la mercancía. Por favor registre la información de identificación del equipo que se presenta a continuación para referencia futura. Esta información se puede encontrar en la placa de identificación de la máquina. Producto _________________________________________________________________________________ Número de Modelo _________________________________________________________________________ Número de Código o Código de Fecha__________________________________________________________ Número de Serie___________________________________________________________________________ Fecha de Compra__________________________________________________________________________ Lugar de Compra_________________________________________________________________________ En cualquier momento en que usted solicite alguna refacción o información acerca de este equipo proporcione siempre la información que se registró anteriormente. El número de código es especialmente importante al identificar las partes de reemplazo correctas. Registro del Producto En Línea - Registre su máquina con Lincoln Electric ya sea vía fax o a través de Internet. • Para envío por fax: Llene la forma en la parte posterior de la declaración de garantía incluida en el paquete de literatura que acompaña esta máquina y envíe por fax la forma de acuerdo con las instrucciones impresas en ella. • Para registro en línea: Visite nuestro SITIO WEB en www.lincolnelectric.com. Seleccione “Vínculos Rápidos” y después “Registro de Producto”. Por favor llene la forma y presente su registro. Lea este Manual del Operador completamente antes de empezar a trabajar con este equipo. Guarde este manual y téngalo a mano para cualquier consulta rápida. Ponga especial atención a las diferentes consignas de seguridad que aparecen a lo largo de este manual, por su propia seguridad. El grado de importancia a considerar en cada caso se indica a continuación. ADVERTENCIA Este mensaje aparece cuando la información que acompaña debe ser seguida exactamente para evitar daños personales graves o incluso la pérdidad de la vida. PRECAUCIÓN Este mensaje aparece cuando la información que acompaña debe ser seguida para evitar daños personales menos graves o daños a este equipo. TABLA DE CONTENIDO vi -SP Página ________________________________________________________________________ Instalación......................................................................................................Sección A Especificaciones Técnicas....................................................................................A-1 Precauciones de Seguridad...................................................................................A-2 Desembalaje de la POWER MIG® 216 .................................................................A-2 Colocación .............................................................................................................A-2 Alimentación, Aterrizamiento y Diagrama de Conexión.................................A-2, A-3 Conexiones de Polaridad de Salida.......................................................................A-3 Instalación de la Pistola y Cable............................................................................A-4 Gas Protector.........................................................................................................A-4 Instalación de Claw™ de la Bobina .......................................................................A-5 ________________________________________________________________________ Operación.......................................................................................................Sección B Precauciones de Seguridad...................................................................................B-1 Descripción del Producto.......................................................................................B-2 Procesos y Equipo Recomendados.......................................................................B-2 Capacidad de Soldadura .......................................................................................B-2 Limitaciones...........................................................................................................B-2 Descripción de los Controles .................................................................................B-2 Rodillos del Mecanismo de Alimentación ..............................................................B-3 Partes de Conversión de Tamaños de Alambre....................................................B-3 Procedimiento para Cambiar Rodillos Impulsores y de Presión............................B-3 Carga del Carrete de Alambre...............................................................................B-3 Montaje de Carretes de 10 a 30 libras...................................................................B-3 Cómo Encender la Soldadora................................................................................B-4 Alimentación del Electrodo ....................................................................................B-4 Ajuste de Presión del Rodillo de Presión...............................................................B-4 Configuración del Mecanismo de Alimentación .............................................B-4, B-5 Cómo Hacer una Soldadura ..................................................................................B-5 Cómo Evitar Problemas de Alimentación de Alambre...........................................B-6 Control del Ventilador ............................................................................................B-6 Protección de Voltaje de Línea de Entrada ...........................................................B-6 Protecciòn Contra Sobrecarga De Alimentaciòn De Alambre ...............................B-6 Protección Contra Sobrecarga Térmica de Soldadura ..........................................B-6 Información sobre Procedimientos de Soldadura..................................................B-6 Aprendizaje soldar .................................................................................................B-6 ________________________________________________________________________ Accesorios .....................................................................................................Sección C Kits de Rodillos Impulsores ...................................................................................C-1 Kit de Montaje de Cilindro Dual ............................................................................C-1 Ensambles Alternativos de Pistola y Cable GMAW Magnum ...............................C-1 Kit de Conexión de Pistola Mágnum ....................................................................C-1 Antorchas “Spool Gun” y Adaptadores Opcionales...............................................C-1 Cómo Hacer una Soldadura con el Kit de Adaptador de Antorcha “Spool Gun” y la Antorcha “Spool Gun” Instalados ................C-2 ________________________________________________________________________ MANUAL DE OPERACIÓN vi-SP vii-SP vii-SP TABLA DE CONTENIDO Página Mantenimiento ...............................................................................................Sección D Precauciones de Seguridad ..................................................................................D-1 Mantenimiento General .........................................................................................D-1 Rodillos Impulsores y Tubos Guía.........................................................................D-1 Instalación de la Punta de Contacto y Tobera de Gas ..........................................D-1 Tubos y Toberas de la Pistola ...............................................................................D-1 Limpieza del Cable de la Pistola ...........................................................................D-1 Remoción y Reemplazo de Guías de Alambre .....................................................D-2 Desensamblaje de la Manija de la Pistola.............................................................D-3 Localización de Averías................................................................................Sección E Cómo Usar la Guía de Localización de Averías ....................................................E-1 Guía de Localización de Averías ................................................................E-2 a E-4 Diagrama de Cableado y Dibujo de Dimensión ..........................................Sección F Manual de Partes .............................................................................................Apèndice POWER MIG® 216 ......................................................................................P-611 (S) Pistola Magnum Pro 250L ....................................................................P-202-AH (S) A-1-SP A-1-SP INSTALACIÓN ESPECIFICACIONES TÉCNICAS – POWER MIG® 216 ENTRADA – MONOFÁSICA ÚNICAMENTE Voltaje/Fase/Frecuencia Estándar 208/230/1/60 Hz 220/1/50 Hz Corriente de Entrada a Salida Nominal de 170 Amps Corriente de Entrada a Salida Nominal de 216 Amps 33/29 Amps 40/36 Amps 30 Amps 37 Amps SALIDA NOMINAL Ciclo de Trabajo 30% 40% 60% Amps 216 Amps 190 Amps 170 Amps Voltios a Amperios Nominales 22 Voltios 23 Voltios 24* Voltios SALIDA Voltaje Máximo de Circuito Abierto Rango de Voltaje de Soldadura 35 Voltios 13-24 Voltios Rango de Corriente de Soldadura 30 – 250Amps TAMAÑOS RECOMENDADOS DE ALAMBRES DE ENTRADA Y FUSIBLES 208/60 230/60 220/50 Capacidad Nominal de Amperios de Entrada en Placa de Identificación (Ciclo de deber del 30%) 50 50 50 Cable Eléctrico 40A 36A 37A 50 Amp, 250V Enchufe de Tres Dientes (NEMA Type 6-50P) NOTA: Utilice Alambre de Aterrizamiento AWG #10 RANGO DE VELOCIDAD DE ALAMBRE Velocidad de Alambre 50 – 700 IPM (1.27 – 17.8 m/minuto) DIMENSIONES FÍSICAS Altura 32.56 in. 827 mm Con la garra de la bobina 20.12 in. 512 mm Ancho Sin la garra de la bobina 19.15 in. 487 mm Profundidad 39.92 in. 1014 mm Pesot Con el arma y el cable Sin el arma y el cableik y el cable del trabajo y el cable del trabajo 215.5 Ibs. 206.5 lbs. 97.8 kg. 93.7 kg. RANGOS DE TEMPERATURA RANGO DE TEMPERATURA DE OPERACIÓN -4°F a 104°F(-20°C a +40°C) RANGO DE TEMPERATURA DE ALMACENAMIENTO -40°F a 185°F(-40°C a +40°C) * 23 Voltios at 50 Hz. POWER MIG® 216 MANUAL DE OPERACIÓN Voltaje de Entrada/ Tamaño de Fusible de Alambre Frecuencia (Hz) o Disyuntor (Quemado Lento) A-2-SP A-2-SP INSTALACIÓN Lea por completo la sección de instalación antes de iniciar la misma. PRECAUCIONES DE SEGURIDAD ALIMENTACIÓN DE ENTRADA, ATERRIZAMIENTO Y DIAGRAMA DE CONEXIÓN ADVERTENCIA ADVERTENCIA La DESCARGA ELÉCTRICA puede causar la muerte. La DESCARGA ELÉCTRICA puede causar la muerte. • No toque las partes eléctricamente vivas como las terminales de salida o cableado interno. • Sólo personal calificado deberá realizar esta instalación. • Deberá desconectarse eléctricamente toda la alimentación antes de proceder. • Sólo personal que ha leído y comprendido el Manual de Operación de la POWER MIG® 216 deberá instalar y operar este equipo • La máquina deberá aterrizarse conforme a todos los códigos eléctricos nacionales, locales u otros que apliquen. • El interruptor de encendido de la POWER MIG deberá estar en la posición de APAGADO cuando instale el cable de trabajo y pistola, y al conectar otro equipo. DESEMBALAJE DE LA POWER MIG® 216 Corte las cintas y levante la caja de cartón. Asimismo, corte las ataduras que sujetan la máquina a la tarima. Remueva el unicel y material de empaquetamiento corrugado. Retire la cinta adhesiva de los accesorios de la Plataforma de la Botella de Gas. Desatornille los dos tornillos de madera (en dicha Plataforma) que sujetan la máquina a la tarima. Ruede la máquina fuera del ensamble de la tarima. UBICACIÓN Localice el soldador en una localización seca donde hay circulación libre del aire limpio en el ladrillo en la parte posterior y las lumbreras hacia fuera el frente. Una localización que reduce al mínimo la cantidad de humo y de suciedad dibujados dentro del ladrillo posterior reduce la ocasión de la acumulación de la suciedad que puede bloquear pasos de aire y causar el recalentamiento. 1. Antes de comenzar la instalación, el cheque con la empresa eléctrica local si hay cualquier pregunta sobre si su fuente de alimentación es adecuada para el voltaje, los amperios, la fase, y la frecuencia especificó en la placa de datos de servicio del soldador. Asimismo, asegúrese de que la instalación planeada satisface los requerimientos del Código Eléctrico Nacional de los E.U.A. y código local. Esta soldadora puede operarse desde una línea monofásica o desde una fase de una línea bifásica o trifásica. 2. Se envían los modelos que tienen voltajes de entrada múltiples especificados en la placa de datos de servicio (e.g. 208/230) conectaron para el voltaje más alto. Si la soldadora debe operarse a un voltaje inferior, deberá reconectarse conforme a las instrucciones en la Figura A.1 para máquinas de voltaje dual. ADVERTENCIA Asegúrese de que la alimentación está eléctricamente desconectada antes de remover el tornillo en la cubierta de acceso del panel de reconexión. ------------------------------------------------------------------------ POWER MIG® 216 A-3-SP A-3-SP INSTALACIÓN FIGURA A.1 — Conexiones de Entrada para Máquinas de Voltaje Dual WARNING ADVERTISSEMENT ADVERTENCIA ELECTRIC SHOCK can kill Disconnect input power before inspecting or servicing machine. LES CHOCS ÉLECTRIQUES peuvent être mortels Do not operate with covers removed. Do not touch electrically live parts. DESCARGAS ELECTRICAS pueden matar Use CU wire only . Install and Ground machine per National Electrical Code and local codes. Use Grounding Stud or Lug inside. Only qualified persons should install, use, or service this equipment. Consult instruction manual before installing or operating. Débrancher l’alimentation d’entrée avant de réaliser l’inspection ou l’entretien de la machine. Ne pas faire fonctionner sans les couvercles. Ne pas toucher les pièces sous alimentation électrique. Utiliser uniquement du fil CU. Installer et mettre la machine à la terre conformément au Code Électrique National et aux réglementations locales. Utiliser une Borne ou un Ergot de Terre à l’intérieur. Seules des personnes qualifiées peuvent installer, utiliser ou réaliser l’entretien de cet appareil. Consulter le Manuel d’Instructions avant d’installer ou de faire fonctionner la machine. Desconecte elcable de alimentación antes de iniciar caulquier inspeccion ó servicio. No opere la máquina con las cubiertas removidas. No toque las partes elécticas vivas. Use solo cable con alambre de cobre. Instale y aterrice la máquina de acuerdo a las normas eléctricas locales y nacionales. Use el Tornillo de Tierra de la máquina. Únicamente personal calificado debe instalar, utilizar ó dar servicio a éste equipo. Antes de instaler u poerar éste equipo consulte el Manual de Intruccion. INPUT SUPPLY CONNECTION DIAGRAM DIAGRAMME DE CONNEXION DE L’ALIMENTATION D’ENTRÉE DIAGRAMA DE CONEXION DE LA FUENTE DE ENTRADA SINGLE PHASE MONOPHASE MONOFASICO Connect leads for desired voltage range Connecter les câbles pour obtenir la tension désirée. RECONNECT RECONEXION REBRANCHER INPUT ALIMENTACION ENTRÉE 3. La POWER MIG modelo de 208/230 voltios, 50/60 Hz se envía con un cable de entrada de 3.0m (10 pies) y enchufe conectados a la soldadora. 4. Haga que un electricista calificado conecte un receptáculo (Proporcionado por el Cliente) o cable a las líneas de alimentación y al aterrizamiento del sistema conforme al Código Eléctrico Nacional de los E.U.A. y cualquier código local aplicable. CONEXIONES DE POLARIDAD DE SALIDA La soldadora, como se envía de fábrica, está conectada para polaridad positiva (+) de electrodo. Esta es la polaridad normal para la soldadura GMAW. Si se requiere polaridad negativa (–), intercambie la conexión de los dos cables localizados en el compartimiento del mecanismo de alimentación cerca del panel frontal. El cable del electrodo, que está conectado al mecanismo de alimentación, deberá conectarse a la terminal etiquetada negativa (-) y al cable de trabajo, que está conectado a la pinza de trabajo, deberá conectarse a la terminal etiquetada positiva (+). POWER MIG® 216 MANUAL DE OPERACIÓN Conecte cable selector para el voltage de alimentacion deseado. A-4-SP A-4-SP INSTALACIÓN INSTALACIÓN DE LA PISTOLA Y CABLE La pistola y cable Magnum Pro 250L que se proporcionan con la POWER MIG® 216 están instalados de fábrica con una guía de alambre para un electrodo de 0.9-1.1 mm (.035-.045") y una punta de contacto de 0.9mm (.035”). Asegúrese de que la punta de contacto, guía de alambre y rodillos impulsores correspondan todos con el tamaño del alambre que se está utilizando. ADVERTENCIA Apague el interruptor de encendido de la soldadora antes de instalar la pistola y cable. 1. Ponga el cable hacia fuera recto. 2. Desatornille el tornillo de la mano en las partes frontales de la unidad de impulsión (compartimiento de la alimentación del alambre del interior) hasta que la extremidad del tornillo resalte no más en la abertura del adaptador del pistola según lo considerado del frente de la máquina. (Véase la figura A.2) 3. Inserte el extremo masculino del cable del arma en el adaptador del pistola con la abertura en panel de delante. Cerciórese de que el conectador esté insertado completamente y apriete el tornillo de la mano. 4. Conecte el conectador del disparador de pistola del pistolay del cable con el receptáculo de acoplamiento fuera del compartimiento situado a la izquierda de la abertura en el panel de delante. Cerciórese de que las chaveteras están alineados, inserte y apriete el anillo de retención. GAS PROTECTOR [Para los procesos de la soldadura al arco de metal de gas (GMAW)] El cliente deberá proporcionar un cilindro de gas protector de tipo adecuado para el proceso que se está utilizando. La POWER MIG® 216 incluye de fábrica un regulador de flujo de gas, para gas de mezcla de Argón, y una manguera de gas de entrada. Para utilizar 100% CO2 se requiere un adaptador adicional para conectar el regulador al gas bottle. ADVERTENCIA Si sufre algún daño, el CILINDRO puede explotar. • El gas bajo presión es explosivo. Siempre conserve los cilindros de gas en una posición vertical y encadenados al carro de transporte o soporte estacionario. Vea el Estándar Nacional Estadounidense Z-49.1, “Seguridad en Soldadura y Corte” publicado por la Sociedad Estadounidense de Soldadura. or de la soldadora. 2. Remueva el tapón del cilindro. Inspeccione las válvulas del cilindro y regulador en busca de roscas dañadas, suciedad, polvo, aceite o grasa. Elimine el polvo y suciedad con un trapo limpio. ¡NO CONECTE EL REGULADOR SI HAY PRESENCIA DE ACEITE, GRASA O DAÑOS! Informe esta condición a su proveedor de gas. El aceite o grasa en presencia de oxígeno de alta presión es explosivo. 3. Párese a un lado lejos de la salida, y abra la válvula del cilindro por un instante. Esto elimina cualquier polvo o suciedad que pudiera haberse acumulado en la salida de la válvula. ADVERTENCIA Asegúrese de mantener alejada su cara de la salida de la válvula cuando “destape” la válvula. 4. Conecte el regulador de flujo a la válvula del cilindro y apriete muy bien las tuercas de unión con una llave. NOTA: Si se hace una conexión a un cilindro con 100% de CO2, deberá instalarse un adaptador de regulador adicional entre el regulador y la válvula del cilindro. Si el adaptador está equipado con una roldana de plástico, asegúrese de que esté instalada para conexión a un cilindro de CO2. 5. Conecte un extremo de la manguera de gas de entrada al conector de salida del regulador de flujo, y el otro extremo al conector posterior de la POWER MIG® 216; apriete bien las tuercas de unión con una llav. 6. Antes de abrir la válvula del cilindro, gire la perilla de ajuste del regulador a la izquierda hasta que la presión del resorte de ajuste se libere. 7. Permaneciendo a un lado, abra la válvula del cilindro lentamente una fracción de vuelta. Cuando el medidor de presión del cilindro deje de moverse, abra la válvula totalmente. ADVERTENCIA Nunca se pare directamente en frente o detrás del regulador de flujo cuando abra la válvula del cilindro. Siempre permanezca a un lado. -----------------------------------------------------------------------8. El regulador de flujo es ajustable. Ajústelo a la velocidad de flujo recomendada para el procedimiento y proceso que se están usando antes de Instale el suministro de gas protector en la siguiente forma: 1. Coloque el cilindro de gas en la plataforma trasera de la POWER MIG® 216. Enganche la cadena en su lugar para asegurar el cilindro a la parte posteriPOWER MIG® 216 TORNILLO DE LA MANO ADAPTADOR DEL PISTOLA PISTOLA Y CABLE MASCULINOS DEL EXTREMO RECEPTÁCULO CONECTADOR DEL DISPARADOR DE PISTOLA INSTALACIÓN A-5-SP A-5-SP INSTALACIÓN DE LA BOBINA CLAW™ La Bobina Claw™ y los tornillos de montaje se proporcionan como accesorio opcional para la POWER MIG® 216. Esto usuario-instala el accesorio proporciona la gerencia del cable para la máquina. WARNING 2. Monte la Bobina Claw™ usando los tornillos de montaje proporcionados al lado izquierdo de la máquina, cuando está visto del frente. Cerciórese de que la Bobina Claw™ esté montada firmemente. (Véase la figura A.3) FIGURA A.3 TORNILLOS DE MONTAJE BOBINA CLAW™ POWER MIG® 216 MANUAL DE OPERACIÓN Dé vuelta al interruptor del soldador APAGADO antes de instalar la Bobina Claw™. -----------------------------------------------------------------------1. Desempaquete la Bobina Claw™ de su papel protector y quite el bolso de los tornillos de montaje de la parte posterior de la Bobina Claw™. B-1-SP OPERACIÓN Lea toda la sección de Operación antes de operar la POWER MIG® 216. ADVERTENCIA La DESCARGA ELÉCTRICA puede causar la muerte. • No toque partes eléctricamente vivas o electrodos con la piel o ropa mojada. Aíslese del trabajo y tierra. • Siempre utilice guantes aislantes secos. Los HUMOS Y GASES pueden resultar peligrosos. • Mantenga su cabeza alejada de los humos. • Use ventilación o escape para eliminar los humos y gases de su zona de respiración. Las CHISPAS DE SOLDADURA pueden provocar un incendio o explosión. • Mantenga alejado al material inflamable. • No suelde en contenedores cerrados. Los RAYOS DEL ARCO pueden quemar los ojos y piel. • Utilice protección para los ojos, oídos y cuerpo. Observe toda la información de seguridad a lo largo de este manual. ------------------------------------------------------------------------ POWER MIG® 216 B-1-SP B-2-SP OPERACIÓN DESCRIPCIÓN DEL PRODUCTO La POWER MIG® 216 es una máquina completa semiautomática de soldadura de arco de voltaje de CD fabricada para satisfacer las especificaciones NEMA. Combina una fuente de poder de voltaje de transformador con tomas de regulación con un alimentador de alambre de velocidad constante para formar un sistema de soldadura de desempeño robusto y confiable. Un simple esquema de control, que consiste de un control de velocidad de alimentación de alambre de rango completo, y 7 selecciones de tomas de voltaje de salida proporcionan versatilidad con facilidad de uso y precisión. Una función mejorada de la POWER MIG® 216, es que está lista para la Antorcha “Spool Gun” Magnum 100SG. Otras funciones incluyen un eje de carrete de alambre O.D. de 51 mm (2") con freno ajustable, un carro de transporte de montaje de cilindro de gas integral, un regulador de flujo de mezcla de Argón con medidor de presión de cilindro y manguera de entrada, una pistola GMAW Magnum Pro 250L de 3.6 m (15 pies) y cable con tobera fija (al ras), un cable de alimentación de 3.0 m (10 pies) con enchufe, y un cable de trabajo de 3.0 m (10 pies) con pinza. Los kits opcionales del arma, del adaptador del carrete de la botella doble y el kit dual del montaje del cilindro para el empuje que alimenta con el estándar construido en alimentador están también disponibles. LIMITACIONES El voltaje/corriente de salida de la POWER MIG® 216 está sujeto a variar si la alimentación a la máquina cambia debido a su topología de alimentación de transformador con tomas de regulación. En algunos casos, puede ser necesario un ajuste a la preconfiguración de WFS y/o selección de toma de voltaje para amoldarse a una variación importante en la alimentación. DESCRIPCIÓN DE LOS CONTROLES Vea la Figura B.1 1. Interruptor de ENCENDIDO/APAGADO - Presione el interruptor al " ON" posición para energizar la POWER MIG® 216. 2. Control de Voltaje - Se proporcionan siete selecciones de toma de voltaje etiquetadas de la “A” (voltaje mínimo) a la "G" (voltaje máximo). Sólo deberá ser ajustado cuando NO se esté soldando. La selección del control se puede preestablecer al ajuste especificado en la etiqueta de la carta/del procedimiento del uso en el interior de la puerta de compartimiento del alambre o de la sección F de este manual de la instrucción. 3. Control de Velocidad de Alambre - Controla la velocidad de alimentación de alambre de 50 – 700 pulgadas por minuto (1.2 – 17.8 m/min). La velocidad de alambre no se ve afectada cuando se hacen cambios en el control de voltaje. 4. Conectador 4-Pin - Para las operaciones del arma del empuje y del arma del carrete. FIGURA B.1 PROCESOS Y EQUIPO RECOMENDADOS POWER MIG® 216 CAPACIDAD DE SOLDADURA La POWER MIG® 216 está clasificada a 215 amps a 22 voltios, a un ciclo de trabajo del 30% con base en un ciclo de diez minutos. Es capaz de ciclos de trabajo más altos a corrientes de salida inferiores. El diseño de transformador con tomas de regulación la hace conveniente para utilizarse con la mayoría de los sistemas generadores portátiles o en planta. 5. Interruptor eléctrico del Pistola del empuje de la botella doble y del Pistola del carrete - Accione la palanca del interruptor (El punto 5 considera la figura B.2) para seleccionar entre el arma del empuje y el arma del carrete. Cuando se selecciona cualquier operación, inserte el cable al conectador de perno 4. (El punto 4, considera la figura B.1) FIGURA B.2 POWER MIG® 216 5 MANUAL DE OPERACIÓN B-2-SP B-3-SP OPERACIÓN RODILLOS DEL MECANISMO DE ALIMENTACIÓN Los rodillos impulsores instalados con la POWER MIG® 216 tienen dos ranuras, una para electrodos de acero sólido de 0.9mm (.035") y otra para electrodos de 1.2mm (.045”). El tamaño real del rodillo impulsor está marcado en el lado expuesto del mismo. PARTES DE CONVERSIÓN TAMAÑOS DE ALAMBRE DE La POWER MIG® 216 está clasificada para alimentar tamaños de electrodo sólido o tubular de 0.6 a 1.2 mm (.025 - .045"). Las partes de los kits de rodillos impulsores, y de pistola y cable Magnum Pro 250L están disponibles para alimentar diferentes tamaños y tipos de electrodos. Vea la sección de Accesorios. PROCEDIMIENTO PARA CAMBIAR JUEGOS DE RODILLOS IMPULSORES Y DE PRESIÓN CARGA DEL CARRETE DE ALAMBRE CARRETES O BOBINAS Montaje de carretes de 4.5-20 kg (10 a 44 Lb.) (Diámetro de 12"/350MP mm) o Bobinas Innershield de 6 kg (14Lb.): (Para bobinas Innershield de 6 Kg (13-14 lb.), se debe utilizar un Adaptador de Bobina K435). 1. Abra la Puerta del Compartimiento del Mecanismo de Alimentación 2. Aplane la Barra de Liberación en el Collarín de Retención, y remuévala del eje. 3. Coloque el carrete en el eje asegurándose de que el pin de frenado del eje entra en uno de los orificios en la parte posterior del carrete (NOTA: Una marca de flecha en el eje se alinea con el pin de sujeción del freno para ayudar a alinear un orificio). Asegúrese de que el alambre sale del carrete en la dirección que permita que se desenrede desde la parte superior de la bobina. 4. Reinstale el Collarín de Retención. Asegúrese de que la Barra de Liberación se “expande” y de que los retenedores del collarín encajan totalmente en las ranuras del anillo de retención en el eje. 1. Usted apaga la fuente de energía. 2. Libere la presión en el rodillo de presión columpiando el brazo de presión ajustable hacia abajo y en dirección a la parte posterior de la máquina. Levante el ensamble de rodillo de presión fundido y permita que se asiente en una posición vertical. 3. Remueva la placa de retención de la guía de alambre externa, aflojando los dos tornillos estriados grandes. 4. Gire el mecanismo de retención del rodillo impulsor hacia la posición sin asegurar como se muestra a continuación, y remueva los rodillos impulsores. (Vea la Figura B.3) FIGURA B.3 POSICIÓN SIN ASEGURAR B-3-SP POSICIÓN ASEGURADA 5. Remueva la placa de la guía de alambre interna. 6. Reemplace los rodillos impulsores y la guía de alambre interna por un juego adecuado para el nuevo tamaño de alambre. NOTA: Asegúrese de que la guía y punta de contacto también tengan un tamaño adecuado para el tamaño de alambre seleccionado. 7. Alimente manualmente el alambre desde el carrete de alambre, a través de la ranura del rodillo impulsor y guía de alambre, y de ahí a través del buje de bronce del ensamble de la pistola y cable. 8. Vuelva a colocar la placa de retención de la guía de alambre externa apretando los dos tornillos estriados grandes. Vuelva a colocar el brazo de presión ajustable en su posición original para aplicar presión. Ajuste la presión según sea necesario. POWER MIG® 216 B-4-SP OPERACIÓN CÓMO ENCENDER LA SOLDADORA Coloque el “Interruptor de Encendido” en “ENCENDIDO”. Con el voltaje deseado y la velocidad de alambre seleccionada, opere el gatillo de la pistola para obtener salida de soldadura y energizar el motor de alimentación de alambre. ALIMENTACIÓN DEL ELECTRODO ADVERTENCIA Cuando se activa, el electrodo y mecanismo de impulsión están eléctricamente “calientes” en relación al trabajo y aterrizamiento, y permanecen “calientes” varios segundos después de que se soltó el gatillo. -----------------------------------------------------------------------NOTA: Revise que los rodillos impulsores, placas guía y partes de la pistola sean adecuados para el tamaño y tipo de alambre que se está utilizando. Consulte la Tabla C.1 en la sección de Accesorios. 1. Gire el carrete hasta que el extremo libre del electrodo esté accesible. 2. Mientras sujeta firmemente el electrodo, corte el extremo doblado y enderece las primeras seis pulgadas. Si el electrodo no está enderezado adecuadamente, no se alimentará correctamente a través del sistema del mecanismo de alimentación. 3. Libere la presión en el rodillo de presión columpiando el brazo de presión ajustable hacia abajo y en dirección a la parte posterior de la máquina. Levante el ensamble de rodillo de presión fundido y permita que se asiente en una posición vertical. Deje la placa de guía de alambre externa instalada. Alimente manualmente el alambre a través del buje de guía de entrada y a través de las placas guía (sobre la ranura del rodillo impulsor). Empuje una longitud suficiente de alambre para asegurar que éste se ha alimentado al ensamble de la pistola y cable sin restricciones. Vuelva a colocar el brazo de presión ajustable a su posición original para aplicar presión al alambre. 4. Oprima el gatillo de la pistola para alimentar el alambre del electrodo a través de la pistola. AJUSTE DE PRESIÓN DEL RODILLO DE PRESIÓN ADVERTENCIA El brazo de presión controla la cantidad de fuerza que los rodillos impulsores ejercen sobre el alambre. Un ajuste adecuado del brazo de presión brinda el mejor desempeño de soldadura. Para mejores resultados, establezca ambos brazos en el mismo valor.. Establezca el brazo de presión en la siguiente forma (Vea la Figura B.5): Alambres de aluminio entre 1 y 3 Alambres tubulares entre 3 y 4 Alambres de Acero, Inoxidable entre 4 y 6 FIGURA B.4 ALAMBRES SÓLIDOS ALAMBRES TUBULARES OUTERSHIELD METALSHIELD INERSHIELD 12 34 56 ALUMINIO ACERO INOXIDABLE CONFIGURACIÓN DEL MECANISMO DE ALIMENTACIÓN Vea la Figura B.5 Cambio del adaptador de Pistola ADVERTENCIA La DESCARGA ELÉCTRICA puede causar la muerte. • APAGUE la alimentación de la fuente de poder de soldadura antes de instalar o cambiar rodillos impulsores y/o guías. • No toque partes eléctricamente vivas. • Cuando desplaza con el gatillo de la pistola, el electrodo y mecanismo de impulsión están “calientes” para trabajar y hacer tierra, y podrían permanecer energizados por varios segundos después de que se suelta el gatillo. • Sólo personal calificado deberá realizar trabajo de mantenimiento. ----------------------------------------------------------------------Herramientas requeridas: • Llave hexagonal de 1/4". La DESCARGA ELÉCTRICA puede causar la Nota: Algunos adaptadores del arma no requieren el uso del tornilmuerte. lo de la mano. • APAGUE la alimentación de entrada de la fuente de poder de soldadura antes de instalar 1. Apague la alimentación de la fuente de poder de soldadura. o cambiar rodillos impulsores y/o guías. 2. Remueva el alambre de soldadura del mecanismo de ali • No toque partes eléctricamente vivas. mentación. • Cuando desplaza con el gatillo de la pistola, el electrodo y mecanismo de impulsión están “calientes” para traba3. Remueva el tornillo mariposa del mecanismo de alimentación. jar y hacer tierra, y podrían permanecer energizados por varios segundos después de que se suelta el gatillo. 4. Remueva la pistola de soldadura del mecanismo de alimentación. • Sólo personal calificado deberá realizar trabajo de mantenimiento. ----------------------------------------------------------------------POWER MIG® 216 MANUAL DE OPERACIÓN B-4-SP B-5-SP B-5-SP OPERACIÓN 5. Afloje el tornillo de casquillo de la cabeza de zócalo que sostiene la barra del conectador contra el adaptador del pistola. Importante: no intente remover completamente el tornillo Allen guía. 3. Oprima el gatillo para alimentar el electrodo de alambre a través de la pistola y cable. Para alambre sólido, corte el electrodo dentro de aproximadamente 10 mm (3/8") del final de la punta de contacto [20 mm (3/4") para Outershield®]. 6. Quite la guía de alambre externa, y empuje el adaptador del arma de la impulsión del alambre. Debido a el ajuste de la precisión, el golpear ligeramente ligero se puede requerir para quitar el adaptador del pistola. 4. Cuando suelde con gas, encienda el suministro de gas y establezca la velocidad de flujo requerida (normalmente 30-40 CFH; 14-19 litros/min). 7. Desconecte la manguera del gas que blinda del adaptador del pistola, si procede. 5. Conecte el cable de trabajo al metal a soldarse. La pinza de trabajo debe hacer buen contacto eléctrico con el trabajo. El trabajo también debe aterrizarse como se establece en “Precauciones de Seguridad de Soldadura de Arco” 8. Conecte la manguera del gas que blinda con el nuevo adaptador del pistola, si procede. ADVERTENCIA 9. Gire el adaptador pistola hasta que el agujero tornillo de pulga alinee con el agujero del Tornillo de la mano en la placa de la alimentación. Resbale el adaptador del pistola dentro de la impulsión alambre y verifiqúelo que los agujeros del tornillo de la mano están alineados. • Cuando utilice un proceso de arco abierto, es necesario utilizar protección correcta para ojos, cabeza y cuerpo. ----------------------------------------------------------------------6. Posicione el electrodo sobre la junta. El extremo del electrodo puede tocar ligeramente el trabajo. 10. Apriete el tornillo del zoquet.. 11. Inserte el arma de la soldadura en el adaptador del pistola y apriete el Tornillo de la mano. CÓMO HACER UNA SOLDADURA 1. Revise que la polaridad del electrodo sea la correcta para el proceso que se está utilizando; después, coloque el interruptor de encendido en ENCENDIDO. 7. Baje la careta, apriete el gatillo y empiece a soldar. Sostenga la pistola en tal forma que la distancia de la punta de contacto al trabajo sea de 10 mm (3/8") [20 mm (3/4") para Outershield®]. 8. Para detener la soldadura, suelte el gatillo de la pistola y aleje ésta del trabajo después de que se extinga el arco. 2. Establezca la toma de voltaje de arco y velocidad de alambre deseadas para el alambre de electrodo, tipo de material y grosor, y gas (para MIG y Outershield®) en particular que se está utilizando. Utilice la Tabla de Aplicaciones en la puerta dentro del compartimiento de alambre como una referencia rápida para algunos procedimientos de soldadura comunes. NOTA: La carta del uso se puede también encontrar en la sección F de este manual de la instrucción. Figura B.5 BUJE DEL RECEPTOR DEL ARMA GUÍA DE ALAMBRE EXTERNA BLOQUE DE CONECTADOR TORNILLO DE CASQUILLO DE LA CABEZA DE ZÓCALO AFLOJE POWER MIG® 216 TORNILLO DE LA MANO APRIETE 9. OPERACIÓN B-6-SP Cuando no haya nada más que soldar, cierre la válvula en el cilindro de gas (si se utiliza), opere momentáneamente el gatillo de la pistola para liberar la presión del gas, y apague la POWER MIG® 216. PROTECCIÓN CONTRA SOBRECARGA DE ALIMENTACIÓN DE ALAMBRE NOTA: Cuando utilice el electrodo Innershield, puede remover la tobera de gas del aislamiento en el extremo de la pistola y reemplazarla con la tobera sin gas. Esto brindará visibilidad mejorada y eliminará la posibilidad de sobrecalentamiento de la tobera de gas. La POWER MIG cuenta con protección de estado sólido contra sobrecarga del motor del mecanismo de alimentación. Si el motor se sobrecarga, el trazado de circuito de la protección apaga el solenoide del motor impulsor y del gas del alambre. Revise que el tamaño de la punta, guía de alambre y rodillos impulsores sea el correcto, y si hay obstrucciones o dobleces en el cable de la pistola, o cualquier otro factor que podría impedir la alimentación del alambre. A fin de continuar con la soldadura, simplemente jale el gatillo. No existe un interruptor automático a restablecer ya que la protección se hace con partes electrónicas confiables de estado sólido. CÓMO EVITAR PROBLEMAS DE ALIMENTACIÓN DE ALAMBRE Los problemas de alimentación de alambre pueden evitarse observando los siguientes procedimientos de manejo de la pistola: 1. No tuerza o jale el cable alrededor de esquinas puntiagudas. 2. Mantenga el cable de la pistola tan recto como sea posible cuando suelde o cargue el electrodo a través del cable. 3. No permita que carretillas o camiones pasen por encima de los cables. 4. Mantenga el cable limpio siguiendo las instrucciones de mantenimiento. 5. Use sólo electrodos limpios y libres de óxido. Los electrodos de Lincoln tienen lubricación adecuada de superficie. 6. Reemplace la punta de contacto cuando el arco empiece a perder estabilidad o cuando el extremo de la punta de contacto está fundida o deformada. 7. Mantenga la tensión de frenado del eje del carrete de alambre al mínimo requerido, a fin de evitar recorrido excesivo del carrete que puede causar que el alambre se “desenrede” de la bobina. 8. Utilice rodillos impulsores y una presión de mecanismo de alimentación/rodillo de presión adecuados para el tamaño y tipo de alambre que se está utilizando. CONTROL DEL VENTILADOR El ventilador está diseñado para encenderse cuando se aplica alimentación a la POWER MIG® 216 y apagarse cuando ésta se interrumpe. VARIACIONES DE VOLTAJE DE LA LÍNEA DE ENTRADA Alto Voltaje de Línea — Un voltaje de entrada mayor que el nominal dará como resultado voltajes de salida mayores que los normales para una configuración de toma dada. Si su línea de entrada es alta, es mejor que seleccione una toma de voltaje más baja que la recomendada en la tabla de procedimientos. Bajo Voltaje de Línea — Tal vez no pueda obtener una salida máxima de la máquina si el voltaje de línea es menor que la entrada nominal. La unidad continuará soldando, pero la salida puede ser menor que la normal para una configuración de toma dada. Si su línea de entrada es baja, es mejor que seleccione una toma de voltaje más alta que la recomendada en la tabla de procedimientos. PROTECCIÓN CONTRA SOBRECARGA TÉRMICA DE SOLDADURA La POWER MIG® 216 cuenta con termostatos protectores integrados que responden ante una temperatura excesiva. Éstos abren los circuitos de alimentación de alambre y salida de la soldadora si la máquina excede la temperatura de operación segura máxima debido a una sobrecarga frecuente, o a alta temperatura ambiente más sobrecarga. Los termostatos se restablecen automáticamente cuando la temperatura alcanza un nivel de operación seguro y la soldadura y alimentación se permiten otra vez, cuando se vuelve a apretar el gatillo de la pistola. INFORMACIÓN SOBRE PROCEDIMIENTOS DE SOLDADURA NOTA: Vea la cubierta interior de la máquina o de la sección F de este manual de la instrucción para el procedimiento de soldadura adicional, de uso general. APRENDIZAJE SOLDAR CON AUTÓGENA La soldadura es una destreza que puede ser aprendida solamente practicando. Nadie puede convertirse en soldador realizado simplemente leyendo sobre ellos. El acoplamiento siguiente “que aprende soldar ” el documento ayudará al operador inexperto a entender los fundamentos sobre la soldadura del alambre y a proporcionar la dirección para ayudar a desarrollar esta capacidad. “Aprendiendo soldar” acoplamiento: http://content.lincolnelectric.com/pdfs/products/ navigator/im/LTW1tri.pdf POWER MIG® 216 MANUAL DE OPERACIÓN B-6-SP C-1-SP C-1-SP ACCESORIOS KITS DE RODILLOS IMPULSORES Consulte la Tabla C.1 para informarse sobre los distintos kits de rodillos impulsores que están disponibles para la POWER MIG® 216. El elemento en negritas se proporciona en forma estándar con la POWER MIG® 216. TABLA C.1 Alambre Tamaño Kit de Rodillos Impulsores Acero Sólido .023”-.030” (0.6-0.8 mm) .035” (0.9 mm) .045” (1.1 mm) .035-.045 (0.9-1.1mm) .040 (1.0mm) KP1696-030S KP1696-035S KP1696-045S KP1696-1 KP1696-2 Tubular .035” (0.9 mm) .045” (1.1 mm) KP1697-035C KP1697-045C Aluminio 3/64” (1.2 mm) KP1695-3/64A ENSAMBLES ALTERNATIVOS DE CABLE Y PISTOLA GMAW MAGNUM Los siguientes ensambles de pistola y cable Magnum Pro 250L se encuentran disponibles en forma separada para usarse con la POWER MIG® 216. Cada uno está clasificado a un ciclo de trabajo del 40%, 250 amps y están equipados con un conector integrado, conector de gatillo twist-lock, tobera fija y aislador, así como con una guía, difusor y puntas de contacto para los tamaños de alambre especificados: Longitud Núm. de Parte 10' (3.0 m) 12' (3,6 m) KP42-4045-15 15' (4.5 m) Tamaño Inglés Tamaño Métrico del Alambre del Alambre 035” – .045" 0.9 – 1.1 mm ADVERTENCIA KIT DE MONTAJE DE CILINDRO DUAL (K1702-1) • Desenchufe o desconecte la energìa de limentaciòn de la POWER MIG® 216 antes de instalar la Spool Gun y el Kit. ------------------------------------------------------------------------ Permite el montaje lado a lado de dos cilindros de gas de tamaño total (9" de diámetro x 5' de alto) con carga “sin elevación”. La instalación es simple y las instrucciones fáciles. Incluye soportes de cilindro inferior y superior, ejes de ruedas y hardware de montaje. Utilizar el Kit de Conexión Magnum K466-6 Opcional para la POWER MIG® 216 permite el uso de los ensambles de pistola y cable estándar Magnum 200, 300 ó 400. KIT DE CONEXIÓN DE PISTOLA MAGNUM (Opcional K466-6) ADAPTADOR DE EJE DE CARRETE PEQUEÑO (K468) ANTORCHAS “SPOOL GUN” Y ADAPTADORES OPCIONALES El adaptador de eje K468 permite el uso de carretes de diámetro pequeño de 8". La POWER MIG® 216 es capaz de operar con las siguientes antorchas “spool gun” opcionales: ADAPTADOR DEL HUSO PARA 14 LIBRAS. BOBINAS (K435) El adaptador del huso K435 permite 14lbs. (6kg.) Innershield arrolla para ser montado en huso de 2” (51m m) O.D. ANTORCHA “SPOOL GUN” CAPACIDAD NOMINAL ADAPTADOR Magnum 100SG (K2532-1) Magnum SG (K487-25) Magnum 250LX (K2490-1) Trabajo Ligero Ciclo de Trabajo del 30%, 130 amps Trabajo Mediano Ciclo de Trabajo del 60%, 250 amps Trabajo Pesado Ciclo de Trabajo del 60%, 300 amps Fábrica lista No requiere adaptador Adaptador Spool Gun 2703-1 Adaptador de Antorcha “Spool Gun” (K2703-1) Este kit está diseñado para permitir que la pistola “spool gun” Magnum SG ó Magnum 250LX opere con la POWER MIG® 216. El kit incluye el gas solenoide, líneas de gas, arnés de cableado y panel de conexión de pistola. Este panel ofrece un conector tipo ms de 6 pines para la antorcha “spool gun” Magnum SG y un conector tipo ms de 7 pines para la antorcha “spool gun” Magnum 250LX, y un interruptor selector para seleccionar qué pistola estás utilizando. NOTA: Que el adaptador de antorcha spool gun K2703-1 inhabilita la capacidad para Magnum 100SG. POWER MIG® 216 C-2-SP ACCESORIOS C-2-SP CÓMO HACER UNA SOLDADURA CON EL KIT DE ADAPTADOR DE ANTORCHA “SPOOL GUN” Y LA ANTORCHA “SPOOL GUN” INSTALADOS PRECAUCIÓN 2. Fijando el interruptor eléctrico al “arma del carrete” coloque las neutralizaciones la válvula electromagnética incorporada del gas de la operación y del alimentador del arma del empuje. También permite la válvula electromagnética del gas del arma de la operación y del carrete del arma del carrete. El cierre del disparador de arma del carrete permite la soldadura del arma del carrete y ambos electrodos serán eléctricamente “CALIENTES”. 3. Operación con la POWER MIG® 216: • ENCIENDA la alimentación de la POWER MIG® 216. • Ajustar el control de la toma de voltaje aumentará o disminuirá su voltaje de soldadura. • Ajustar el control de la velocidad de alambre en la antorcha “spool gun” aumentará o disminuirá la velocidad de la alimentación de alambre de la antorcha “spool gun”. NOTA: Ajustar el control de la velocidad de alimentación de alambre en el Panel de la máquina no tiene efecto en la velocidad de alimentación de alambre de la antorcha “spool gun”. 4. Refiera al procedimiento de soldadura en la máquina o la sección F de este manual de la instrucción para los ajustes de aluminio iniciales. Haga que una prueba suelda con autógena para determinar los ajustes finales. 5. Fije el interruptor de selector del pistola del carrete “a la posición del pistola del empuje” para volver a la operación del pistola del empuje. POWER MIG® 216 MANUAL DE OPERACIÓN En cualquiera de las posiciones del interruptor de palanca, apretar cualquier gatillo hará que el electrodo de ambas pistolas se vuelva eléctricamente “CALIENTE”. Asegúrese de que una pistola sin utilizar esté posicionada en tal forma que el electrodo o punta no haga contacto con el gabinete metálico u otro metal común al trabajo. ---------------------------------------------------------------------------1. Fijando el interruptor eléctrico “para empujar el arma” coloque las neutralizaciones la válvula electromagnética del gas del arma de la operación y del carrete del arma del carrete. El cierre del disparador de arma permite la soldadura del arma del empuje y ambos electrodos serán eléctricamente “CALIENTES”. D-1-SP D-1-SP MANTENIMIENTO PRECAUCIONES DE SEGURIDAD TUBOS Y TOBERAS DE LA PISTOLA 1. Reemplace las puntas de contacto desgastadas según se requiera. ADVERTENCIA La DESCARGA ELÉCTRICA puede causar la muerte. • Haga que un electricista instale y dé servicio a este equipo. • APAGUE la alimentación de la caja de fusibles antes de trabajar en el equipo • No toque las partes eléctricamente calientes. MANTENIMIENTO GENERAL En ubicaciones con cantidad extrema de polvo, la suciedad puede obstruir los pasajes de aire causando que la soldadora se sobrecaliente. Elimine la suciedad de la soldadora aplicando aire de baja presión a intervalos regulares para eliminar la suciedad excesiva y acumulación de polvo en las partes internas. Los motores de ventilador cuentan con rodamientos de bolas sellados que no requieren servicio. RODILLOS IMPULSORES Y PLACAS GUÍA Después de cada bobina de alambre, inspeccione el mecanismo de alimentación. Límpielo según sea necesario aplicando aire comprimido de baja presión. No utilice solventes para limpiar el rodillo de presión porque pueden eliminar el lubricante del rodamiento. Todos los rodillos impulsores tienen estampados los tamaños de alambre que alimentarán. Si se utiliza un tamaño de alambre diferente al marcado en el rodillo, se deberá cambiar el rodillo impulsor. 2. Remueva la salpicadura dentro de la tobera de gas y de la punta después de cada 10 minutos de tiempo de arco o según se requiera. LIMPIEZA DEL CABLE DE LA PISTOLA A fin de ayudar a evitar problemas de alimentación, limpie la guía del cable después de usar aproximadamente 136 kg (350MP libras) de electrodo. Remueva el cable del alimentador de alambre y colóquelo en forma recta sobre el piso. Retire la punta de contacto de la pistola. Usando una manguera de aire y sólo presión parcial, remueva suavemente la guía del cable del extremo del difusor de gas. PRECAUCIÓN Presión excesiva en el arranque puede causar que la suciedad forme una obstrucción. -----------------------------------------------------------------------Doble el cable a la mitad y de nuevo aplique aire sobre el mismo. Repita este procedimiento hasta que ya no salga más suciedad. Si ya ha hecho esto y se experimentan problemas de alimentación, pruebe reemplazando la guía y consulte la sección de localización de averías en el rubro de Alimentación de Alambre Irregular. Para instrucciones sobre cómo reemplazar o cambiar un rodillo impulsor, vea “Rodillos del Mecanismo de Alimentación” en la sección de Operación. INSTALACIÓN DE LA PUNTA DE CONTACTO Y TOBERA DE GAS 1. Elija la punta de contacto del tamaño correcto para el electrodo que se está utilizando (el tamaño del alambre está marcado en el lado de la punta de contacto) y atorníllelo ajustadamente en el difusor de gas. 2. Atornille la tobera de gas fija apropiada sobre el difusor. Es posible utilizar la tobera al ras estándar de 12.7 mm (.50") u otros tamaños opcionales de toberas al ras 9arco de rociado) o retraídas. (Vea la Tabla D.2 en esta sección.) POWER MIG® 216 D-2-SP D-2-SP MANTENIMIENTO REMOCIÓN Y REEMPLAZO DE LA GUÍA DE ALAMBRE NOTA: Cambiar la guía de alambre por un tamaño de alambre diferente requiere reemplazar el difusor de gas conforme a la Tabla D.1, a fin de asegurar adecuadamente la guía de alambre diferente. TABLA D.1 Número de Parte de la Guía de Tamaño Marcado Diámetro de los Alambre de en el Extremo del Electrodos Utilizados Reemplazo Buje de la Guía 7. Atornille el difusor de gas en el extremo del tubo de la pistola y apriete bien. Asegúrese de que el difusor de gas es correcto para la guía de alambre que se está utilizando. (Vea la tabla y esténcil del difusor). 8. Apriete el tornillo de fijación en el lado del difusor de gas contra la guía de alambre del cable utilizando una llave Allen de 2.0 mm (5/64”). Núm. de Parte del Difusor de Gas de la Tobera Fija (y Esténcil) FIGURA D.1 TORNILLO DE FIJACIÓN Acero de 0.6-0.8 mm (.025”-.030") KP42-25-15 .030 (0.8 mm) Acero de 0.9-1.2 mm (.025”-.030") KP42-4045-15 .045 (1.2 mm) Aluminio de 1.2 mm (3/64") KP42-4045-15 3/64" (1.2 mm) CONECTOR DEL CABLE DE BRONCE KP2746-1 AISLADOR LONGITUD A CORTAR DE LA GUÍA DE ALAMBRE 31.8mm (1-1/4) TORNILLO DE FIJACIÓN INSTRUCCIONES DE REMOCIÓN, INSTALACIÓN Y CORTE DE LA GUÍA DE ALAMBRE PARA MAGNUM PRO 250L 1. Remueva la tobera de gas, si se utiliza, para localizar el tornillo de fijación en el difusor de gas que sirve para mantener a la guía de alambre anterior en su lugar. Afloje el tornillo de fijación con una llave Allen de 2.0 mm (5/64”). TOBERA DE GAS PRECAUCIÓN Este tornillo sólo deberá apretarse suavemente. Apretar de más dividirá o colapsará la guía, lo que a su vez provocará una alimentación de alambre deficiente. 2. Remueva el difusor de gas y aislador del tubo de la pistola. 3. Coloque la pistola y cable en forma recta sobre una superficie plana. Afloje el tornillo de fijación del conector localizado en el conector de metal en el lado de alimentador del cable y jale la guía de alambre fuera del cable. 4. Inserte la nueva guía de alambre sin cortar en el lado de conector del cable. Asegúrese de que el buje de la guía esté marcado apropiadamente para el tamaño de alambre que se está utilizando. 5. Coloque completamente el buje de la guía de alambre en el conector; apriete el tornillo de fijación en el conector de metal del cable. En este punto, el difusor de gas no deberá estar instalado sobre el extremo del tubo de la pistola. 6. Todavía sin el difusor de gas sobre el tubo de la pistola, asegúrese de que el cable está derecho y después corte la guía de alambre en la longitud que se muestra en la Figura D.1. Remueva cualquier desecho del extremo de la guía de alambre. POWER MIG® 216 MANUAL DE OPERACIÓN NOTA: La variación de longitudes de cables evita la intercambiabilidad de guías de alambre entre pistolas. Una vez que una guía ha sido cortada para una pistola en particular, no deberá instalarse en otra pistola a menos que pueda satisfacer el requerimiento de longitud cortada de la guía. Las guías de alambre se envían con sus cubiertas extendidas en la cantidad adecuada. DIFUSOR DE GAS D-3-SP D-3-SP MANTENIMIENTO DESENSAMBLE DE LA MANIJA DE LA PISTOLA Las partes internas de la manija de la pistola pueden inspeccionarse o recibir servicio si es necesario. TABLA D.2 ACCESORIOS Y PARTES DE REEMPLAZO DISPONIBLES PARA LA PISTOLA MAGNUM PRO 250L Y ENSAMBLES DE CABLES Descripción Parte Núm. La manija de la pistola consiste de dos mitades GUIA DE ALAMBRE DE CABLE KP42-25-15 que están unidas por un collarín en cada Para cable de 4.5 m (15') ó más corto KP42-4045-15 extremo. A fin de abrir la manija, gire los colKP42-4045-15 larines aproximadamente 60 grados a la izquierda (la misma dirección a seguir al remover una rosca derecha) hasta que el collarín se detenga. Después, jale el collarín fuera de la manija de la pistola. Si los collarines son difíciles de girar, posiciones la manija de la pistola contra una esquina, coloque un desatornillador sobre la saliente del collarín y pegue sobre el desatornillador para que el collarín gire y se libere de una varilla de bloqueo interno. PUNTAS DE CONTACTO Trabajo Estánda KP2744-025 KP2744-030 KP2744-035 KP2744-045 Cónica KP2744-030T KP2744-035T* KP2744-045T Saliente (para Aluminio) KP2744-364A TOBERAS DE GAS Fijas (Al Ras) Fixed(Retraídas) A la izquierda Requiere: Gas Ensamble del Difusor KP2742-1-38F KP2742-1-50F* KP2742-1-62F KP2742-1-38R KP2742-1-50R KP2742-1-62R KP2746-1* Aislador KP2773-2* MONTAJES DE TUBO DEL ARMA Estándar (60°) 45° KP3078-60* KP3078-45* Tamaño Inglés Tamaño Métrico .025" – .030" .035" – .045" 3/64" (Alambre de Aluminio) 0.6 – 0.8 mm 0.9 – 1.1 mm 1.2 mm (Alambre de Aluminio) .025" .030" .035" .045" .030" .035" .045" 3/64" (Alum. Wire) 0.6 mm 0.8 mm 0.9 mm 1.1 mm 0.8 mm 0.9 mm 1.1 mm 1.2 mm (Alum. Wire) 3/8" 1/2" 5/8" 3/8" 1/2" 5/8" 9.5 mm 12.7 mm 15.9 mm 9.5 mm 12.7 mm 15.9 mm .025" – .045" 0.6 – 1.1 mm * Se incluye con la POWER MIG® 216 ** Las extremidades afiladas se requieren con 3/8 identificación de la” identificación y del 1/2”. Inyectores. Vea www.lincolnelectric.com para el ofrecimiento completo de los favorables materiales consumibles de la botella doble. POWER MIG® 216 E-1-SP LOCALIZACIÓN DE AVERÍAS E-1-SP CÓMO UTILIZAR LA GUÍA DE LOCALIZACIÓN DE AVERÍAS ADVERTENCIA El servicio y la reparación sólo debe de ser realizado por Personal Capacitado por la Fábrica Lincoln Electric. Reparaciones no autorizadas llevadas a cabo en este equipo pueden resultar peligrosas para el técnico y el operador de la máquina, e invalidará su garantía de fábrica. Por su seguridad y para evitar una descarga eléctrica, por favor tome en cuenta todas las notas de seguridad y precauciones detalladas a lo largo de este manual. __________________________________________________________________________ Paso 1.LOCALIZACIÓN DEL PROBLEMA (SÍNTOMA). Observe debajo de la columna llamada “PROBLEMA (SÍNTOMAS)”. Esta columna describe los síntomas posibles que la máquina pueda presentar. Encuentre la lista que describa de la mejor manera el síntoma que la máquina está presentando. Paso 3.ACCIÓN RECOMENDADA Esta columna proporciona una acción para la Causa Posible, generalmente recomienda que establezca contacto con su Taller de Servicio de Campo Autorizado por Lincoln local. Si no entiende o no puede llevar a cabo la Acción Recomendada de manera segura, contacte su Taller de Servicio de Campo Lincoln Autorizado Paso 2. CAUSA POSIBLE. En la segunda columna llamada “CAUSA POSIBLE” se enumeran los factores que pueden originar el síntoma en la máquina. PRECAUCIÓN Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura, contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder. POWER MIG® 216 MANUAL DE OPERACIÓN Esta guía de detección de problemas se proporciona para ayudarle a localizar y a reparar posibles averías de la máquina. Simplemente siga el procedimiento de tres pasos que se da enseguida. E-2-SP SOLUCIÓN DE PROBLEMAS E-2-SP Observe todos los lineamientos de seguridad que se detallan en el presente manual PROBLEMAS (SÍNTOMAS) CAUSA POSIBLE PROBLEMAS DE SALIDA Daño físico o eléctrico relevante es 1. Póngase en contacto con su evidente Taller Local de Servicio Autorizado de Lincoln. No hay presencia de voltaje de cir- 1 El gatillo de la pistola o cable puede tener falla. Revise o reemplace el cuito abierto ni de alimentación de ensamble de la pistola. alambre cuando se jala el gatillo. 2. El circuito de protección térmica Se aplica alimentación a la puede estar activado. Si este es el POWER MIG® 216. caso, permitir que la máquina se enfríe eliminará la condición de error. 3. Asegúrese de que el voltaje de entrada sea el correcto y que corresponda a la capacidad nominal en la placa de identificación; reconecte la configuración del panel. 4. Si el kit opcional de antorcha “spool gun” está instalado, revise para ver que esté establecido en “Empuje el Pistola” si se aprieta el gatillo asociado con el alimentador integrado, y en “Spool Gun” si se aprieta el gatillo de la antorcha “spool gun”. Hay presencia de voltaje de salida 1. Remueva el ensamble de la pistola de la máquina. Si el problema y alimentación de alambre cuando se resuelve, el ensamble de la pisno se jala el gatillo tola tiene falla. Repare o reem(no activado). place. 2. Si el problema persiste cuando se remueve el ensamble de la pistola, entonces el problema está dentro de la POWER MIG® 216. CURSO DE ACCION RECOMENDADO Si todas las áreas posibles de desajuste han sido revisadas y el problema persiste, Póngase en Contacto con su Taller de Servicio de Campo Autorizado de Lincoln local. La salida de la máquina es baja. 1. Revise el voltaje de entrada. Asegúrese de que el voltaje de Las soldaduras están “frías” y el entrada corresponde a la capacicordón de soldadura está dad nominal de la placa de idenredondeado o con protuberancias tificación y reconecte la configudemostrando un mojado pobre en ración del panel. la placa. 2. Asegúrese de que las configuraciones de la velocidad de alimentación de alambre y voltaje sean las correctas para el proceso que se está utilizando. 3. Asegúrese de que la polaridad de salida sea la correcta para el proceso que se está utilizando.. 4. Revise los cables de soldadura y ensamble de la pistola en busca de conexiones sueltas o con falla. PRECAUCIÓN Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura, contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder. POWER MIG® 216 E-3-SP SOLUCIÓN DE PROBLEMAS E-3-SP Observe todos los lineamientos de seguridad que se detallan en el presente manual PROBLEMAS (SÍNTOMAS) CAUSA POSIBLE CURSO DE ACCION RECOMENDADO PROBLEMAS DE SALIDA Pobre formación de arco con electrodo pegándose o explotando. 1. Asegúrese de que las configuraciones de velocidad de alimentación de alambre y voltaje sean las correctas para el proceso que se está utilizando. 2. La protección de gas puede no ser la adecuada para el proceso que se está utilizando. 3. Revise el voltaje de línea de entrada para estar dentro del rango nominal recomendado de la máquina. 4. Revise que el panel de reconexión de la máquina esté configurado adecuadamente para el voltaje aplicado. Alimentación de alambre irregular o el alambre no se alimenta pero los rodillos impulsores están girando. 1. El cable de la pistola puede estar doblado o retorcido. 2. El alambre puede estar atorado en el cable de la pistola, o el cable de la pistola puede estar sucio. 3. Revise la tensión del rodillo impulsor y la posición de las ranuras. 4. Revise si hay rodillos impulsores gastados o sueltos. 5. El electrodo puede estar oxidado o sucio. 6. Revise si la punta de contacto está dañada o es incorrecta. 7. Revise si el eje del alambre gira fácilmente y ajuste la perilla de tensión de frenado si es necesario. 8. Revise que la pistola esté totalmente dentro de su montaje y asentada adecuadamente. Si todas las áreas posibles de desajuste han sido revisadas y el problema persiste, Póngase en Contacto con su Taller de Servicio de Campo Autorizado de Lincoln local. PRECAUCIÓN Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura, contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder. POWER MIG® 216 MANUAL DE OPERACIÓN PROBLEMAS DE ALIMENTACIÓN E-4-SP SOLUCIÓN DE PROBLEMAS E-4-SP Observe todos los lineamientos de seguridad que se detallan en el presente manual ÁREAS POSIBLES DE PROBLEMAS DESAJUSTE(S) (SÍNTOMAS) PROBLEMAS DE ALIMENTACIÓN La alimentación de alambre se detiene durante la soldadura. Cuando el gatillo se libera y se jala de nuevo, la alimentación de alambre empieza otra vez. No hay control de la velocidad de alimentación de alambre. Otras funciones de la máquina son normales. CURSO DE ACCION RECOMENDADO 1. Revise que los rodillos impulsores de alimentación de alambre y el motor funcionen sin problemas. 2. Revise si hay restricciones en la ruta de alimentación de alambre. Revise si hay obstrucciones en la pistola y cable. 3. Asegúrese de que la guía de alambre de la pistola y punta sean correctas para el tamaño de alambre que se está utilizando. 4. Asegúrese de que los rodillos impulsores y placas guía estén limpios y sean del tamaño correcto. 5. Revise si el eje gira fácilmente. 1. El control de velocidad de alimentación de alambre puede estar sucio. Gire varias veces y revise si el problema está resuelto. Si todas las áreas posibles de desajuste han sido revisadas y el problema persiste, Póngase en Contacto con su Taller de Servicio de Campo Autorizado de Lincoln local. PROBLEMAS DE FLUJO DE GAS El gas no fluye cuando se jala el gatillo de la pistola. 1. Asegúrese de que el suministro de gas este conectado adecuadamente y “ENCENDIDO”. 2. Si el solenoide de gas se active (hace clic) cuando se aprieta el gatillo de la pistola, puede haber una restricción en la línea de suministro de gas. 3. El ensamble del cable de la pistola puede tener falla. Revise o reemplace. 4. Si el solenoide de gas no opera cuando se aprieta el gatillo de la pistola, el problema está dentro de la POWER MIG® 216. 5. Asegúrese de que la pistola esté totalmente dentro de su montaje y asentada adecuadamente. PRECAUCIÓN Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura, contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder. POWER MIG® 216 SECUENCIA DE NUMERACIÓN INFORMACIÓN GENERAL A LÍNEA DE SUMINISTRO MONOFÁSICA A TIERRA CONFORME AL CÓDIGO ELÉCTRICO NACIONAL G W B L1B PANEL DE RECONEXIÓN 208V L1A L1 L2 L2B L2A CR1 H11B CR2 H11A Motor de Ventilador H10B H10A INTERRUPTOR DE LÍNEA G F E D C B A INTERRUPTOR SELECTOR DE TOMA H7 H6 H5 H4 H3 H2 H1 H8 H9 TRANSFORMADOR DE POTENCIA PUENTE DEL DIODO DE RECTIFICADOR BOBINA BOBINA RECTIFICAR DEL PUENTE MONOFÁSICO INDUCTOR DE SALIDA GATILLO DE LA PISTOLA EL INTERRUPTOR Y GATILLO DE LA PISTOLA SE MUESTRAN EN EL MODO DE PISTOLA DE CONTRAFASE MAGNUM 100 L ESTE DIAGRAMA MUESTRA LA POLARIDAD DEL ELECTRODO COMO “POSITIVA”. A FIN DE CAMBIAR LA POLARIDAD, APAGUE LA UNIDAD E INVIERTA LAS CONEXIONES DE CABLES EN LA TERMINAL DEL CONDUCTOR DEL CABLE Y BORNE DE TRABAJO N.B. MOTOR/CAJA DE ENGRANAJES TOROIDE SELECTOR SWITH DEL ARMA TOROIDE TERMOSTATO DEL ENSAMBLE DEL RECTIFICADOR AL TRABAJO LISTO 100SG VELOCIDAD DE ALIMENTACIÓN DE ALAMBRE TERMOSTATO DEL TRANSFORMADOR TARJETA DE CONTROL 4 DIAGRAMAS DE CABLEADO NOTA: Este diagrama es sólo para referencia. Tal vez no sea exacto para todas las máquinas que cubre este manual. El diagrama específico para un código particular está pegado dentro de la máquina en uno de los páneles de la cubierta. Si el diagrama es ilegible, escriba al Departamento de Servicio para un reemplazo. Proporcione el número de código del equipo. POWER MIG® 216 230V H9 H11B H11A H8 LADO DEL MONITOR) TACÓMETRO J4 (GATILLO SECUENCIA DE NUMERACIÓN (LADO NO DE CABLE DEL CONECTOR) CAVIDAD INDICA CAVIDA DE CONECTOR NÚM. B- NEGRO W – BALNCO R- ROJO U- AZUL CÓDIGO DE COLOR SÍMBOLOS ELÉCTRICOS CONFORME A E1537 EL CABLE DE SOLDADURA DEBE SER DE CAPACIDAD ADECUADA PARA LA CORRIENTE Y CICLO DE TRABAJO DE LAS APLICACIONES INMEDIATAS Y FUTURAS. N.A. NOTAS: SE UTILIZA PARA OPCIONES DE ANTORCHA “SPOOL GUN” ADICIONALES (LADO DEL COMPONENTE DE LA TARJETA DE P.C.) F-2-SP F-2-SP G Keep your head out of fumes. G Use ventilation or exhaust to G Turn power off before servicing. G Do not operate with panel open or guards off. remove fumes from breathing zone. G Los humos fuera de la zona de res- piración. G Mantenga la cabeza fuera de los humos. Utilice ventilación o aspiración para gases. G Gardez la tête à l’écart des fumées. G Utilisez un ventilateur ou un aspira- G Desconectar el cable de ali- mentación de poder de la máquina antes de iniciar cualquier servicio. G Débranchez le courant avant l’entre- tien. teur pour ôter les fumées des zones de travail. G Vermeiden Sie das Einatmen von Schweibrauch! G Sorgen Sie für gute Be- und Entlüftung des Arbeitsplatzes! G Mantenha seu rosto da fumaça. G Use ventilação e exhaustão para remover fumo da zona respiratória. G Strom vor Wartungsarbeiten G No operar con panel abierto o guardas quitadas. G N’opérez pas avec les panneaux ouverts ou avec les dispositifs de protection enlevés. G Anlage nie ohne Schutzgehäuse abschalten! (Netzstrom völlig öffnen; Maschine anhalten!) oder Innenschutzverkleidung in Betrieb setzen! G Não opere com as tampas removidas. G Desligue a corrente antes de fazer G Mantenha-se afastado das partes serviço. G Não toque as partes elétricas nuas. G Não opere com os paineis abertos moventes. WARNING Spanish AVISO DE PRECAUCION French ATTENTION German WARNUNG Portuguese ATENÇÃO ou guardas removidas. Japanese Chinese Korean Arabic LEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTES DE USO, E SIGA AS PRÁTICAS DE SEGURANÇA DO EMPREGADOR.-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
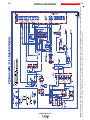 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
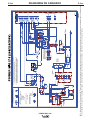 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
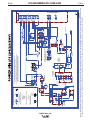 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100




































































































Lincoln Electric POWER MIG 216 Instrucciones de operación
- Categoría
- Sistema de soldadura
- Tipo
- Instrucciones de operación
en otros idiomas
Artículos relacionados
-
Lincoln Electric POWER MIG 255XT Instrucciones de operación
-
Lincoln Electric MIG-PAK 180 Instrucciones de operación
-
-
-
-
-
-
-
-
Lincoln Electric K2513-1 Manual de usuario