Sol Welding INOXA 360 HFP Manual de usuario
- Categoría
- Sistema de soldadura
- Tipo
- Manual de usuario
Este manual también es adecuado para

This manual must be completed by the “CE Operating and service maual”
This manual must be completed by the “CE Operating and service maual”
Diese Betriebsanleitung muß durch die ”CE Betriebs- und W
Diese Betriebsanleitung muß durch die ”CE Betriebs- und Wartungsanleitung” ergänzt werden.
artungsanleitung” ergänzt werden.
Ce livret doit etre integré avec "Livret 'usage et manutention CE"
Ce livret doit etre integré avec "Livret 'usage et manutention CE"
Questo manuale deve essere integrato dal ”Manuale d’uso e manutenzione CE”
Questo manuale deve essere integrato dal ”Manuale d’uso e manutenzione CE”
El presente manual debe ser adjuntado al “Manual de uso y manutención CE”
El presente manual debe ser adjuntado al “Manual de uso y manutención CE”Printed in date 02/10/08
Printed in date 02/10/08 Rev
Rev. 00
. 00
INOXA 250 HF
INOXA 360 HF
INOXA 250 HFP
INOXA 360 HFP
INOXA SERIES
Sol Welding
Manuale Istruzioni
Instruction Manual
Livret d'Instructions
Betriebsanleitung
Manual de instrucciones


1
Manuale Istruzioni INOXA SERIES
Italiano
I
I
Cap. Par. DESCRIZIONE Pagina
Introduzione 2
Manutenzione ordinaria 2
1. Uso consentito 2
2. Precauzioni generali 3
3. Norme di sicurezza elettriche 3
4. Norme di sicurezza antincendio 3
5. Allacciamento alla linea di utenza 3
6. Descrizione comandi 4
7. Installazione ELETTRODO 6
7.1 Collegamento della pinza portaelettrodo 6
7.2 Collegamento del pezzo da saldare 6
7.3 Selezione modalità ELETTRODO 7
7.4 Regolazione con comando a distanza 7
7.5 Attivazione funzione “VRD”
(Voltage Reduction Device) 7
8. Installazione TIG 8
8.1 Collegamento della torcia TIG 8
8.2 Collegamento del pezzo da saldare 8
8.3 Riempimento del gruppo refrigerante
(opzionale) 8
8.4 Allacciamento Unità di Raffreddamento
(opzionale) 9
8.5 Installazione su carrello 2 / 4 ruote
(opzionale) 9
8.6 Selezione modalità TIG 10
8.7 Innesco TIG HF / LIFTARC 10
INDICE Cap. Par. DESCRIZIONE Pagina
8.8 Funzionamento TIG DC
CICLO 2 TEMPI / CICLO 4 TEMPI 11
8.9 Regolazione RAMPE di SALITA e DISCESA 13
8.10 Regolazione TIMER (solo su serie HFP) 13
8.11 Regolazione parametri secondari
(solo su serie HFP) 14
8.12 PULSAZIONE (solo su serie HFP) 14
8.13 Uso dei JOB (solo su serie HFP) 15
8.14 Modifica TEMPO di POST GAS
(Solo su serie INOXA HF) 16
8.15 Regolazione con comando a distanza 17
9. Segnali di allarme 18
10. Specifiche tecniche 19
11. Lista pezzi 20
Schemi elettrici 25

Manuale Istruzioni INOXA SERIES
2I
Introduzione
Per ottenere dall'impianto le migliori prestazioni ed assicurare alle
sue parti la massima durata, è necessario attenersi scrupolosa-
mente alle istruzioni per l'uso e alle norme di manutenzione conte-
nute in questo manuale.
Nell’interesse della clientela si consiglia di fare eseguire la manu-
tenzione e, ove occorra, la riparazione dell'impianto presso le offi-
cine della nostra organizzazione di assistenza, in quanto provviste
di appropriate attrezzature e di personale particolarmente adde-
strato.
Tutte le nostre macchine ed apparecchiature sono soggette ad un
continuo sviluppo. Dobbiamo quindi riservarci modifiche riguardan-
ti la costruzione e la dotazione.
MANUTENZIONE ORDINARIA
Evitare che si accumuli polvere metallica all’interno dell’impianto.
Togliere alimentazione all’impianto prima di ogni intervento!
Controlli periodici al generatore:
• Effettuare la pulizia interna utilizzando l’aria
compressa a bassa pressione e pennelli a
setola morbida.
• Controllare le connessioni elettriche e tutti i
cavi di collegamento.
Per la manutenzione e l’uso dei riduttori di pressione consultare i
manuali specifici.
1. APPLICAZIONI
I generatorI tipo INOXA 250 HF, INOXA 360 HF, INOXA 250 HFP e
INOXA 360 HFP sono sviluppati per saldatura ELETTRODO, TIG
Liftarc e TIG HF (*) con gamma 250 / 360A.
• Ogni applicazione diversa da quelle elencate non è consen-
tita e può compromettere la sicurezza di lavoro e l'affidabilità
dell'impianto.
È sconsigliato l’uso dei generatori INOXA (versione standard):
• In ambienti con alta concentrazione di umidità e polvere.
• Con alimentazione tramite motogeneratori.
• Con cavi di alimentazione di lunghezza superiore ai 50 mt.
Rivolgersi al centro di assistenza per consigli e precauzioni d’uso,
qualora l’installazione e l’uso dovessero svolgersi in condizioni si-
mili a quelle sopra esposte.
È consigliata una procedura di manutenzione ordinaria ogni
2-3 mesi da concordare con il centro di assistenza.
(*) Sulla serie INOXA HFP, è possibile selezionare la modalità TIG
PULSATO per garantire un ottimo decappaggio della saldatura con
minore apporto termico.
Inoltre, la possibilità di memorizzare fino a 10 JOB (punti di lavoro)
dà la possibilità all’operatore, di memorizzare e richiamare veri e
propri programmi di lavoro.

3
Manuale Istruzioni INOXA SERIES
Italiano
I
I
2. PRECAUZIONI GENERALI
Le operazioni di saldatura, se non opportunamente eseguite, rap-
presentano un rischio per la salute di operatori e di quanti si
trovano nelle immediate vicinanze.Si raccomanda pertanto, di
osservare alcune fondamentali norme di sicurezza riassumibili in:
-Limitare l’area esposta a fumi e radiazioni provenienti dalla sal-
datura delimitandola con speciali schermi ANTI RIFLESSO o, se
possibile, riservare a questi processi industriali appositi locali
-Proteggere il corpo, in tutte le sue parti, con indumenti o accessori
(maschere, elmetti ecc.) e possibilmente aderenti al corpo; utiliz-
zare scarpe di gomma al fine di risultare opportunamente isolati.
-Limitare la formazione di fumi e gas utilizzando pezzi di metallo
non trattati, puliti e privi di ruggine; in caso contrario si raccoman-
da l’utilizzo di maschere per favorire la respirazione.
Realizzare inoltre un sistema di ventilazione o aerazione che per-
metta un buon ricambio d’aria.
3. NORME DI SICUREZZA ELETTRICHE
-Evitare di lavorare con cavi che siano in qualunque modo deterio-
rati e realizzare correttamente la connessione delle fasi e della
terra con una spina normalizzata.
-Non avvolgere mai i cavi di torcia o di massa sul corpo.
-Evitare di operare in luoghi umidi o bagnati senza le adeguate
precauzioni.
-Evitare di operare con la saldatrice priva di pannelli o coperture di
protezione per salvaguardare la sicurezza dell’impianto e dell’ope-
ratore.
4. NORME DI SICUREZZA ANTINCENDIO
- Attrezzare l’area di lavoro con degli appositi estintori e control-
larne periodicamente l’efficenza.
- Posizionare su un piano solido e orizzontale il generatore assicu-
randosi che ci sia una buona aerazione ed evitarne il surriscalda-
mento ostruendo il pannello posteriore.
- Adottare tutte le norme necessarie nel caso in cui si debbano
eseguire saldature su contenitori di lubrificanti o combustibili in
genere.
5. ALLACCIAMENTO ALLA LINEA DI UTENZA
Prima di collegare I'impianto alla linea di utenza controllare che la
tensione e la frequenza di rete corrispondano a quelle riportate
sulla targa dati dell'impianto e che I'interruttore sia sulla posizione
"0".
L'allacciamento alla rete può essere eseguito mediante il cavo in
dotazione all'impianto collegando:
- il conduttore giallo-verde all'impianto di terra;
- i restanti conduttori alla rete.
Collegare al cavo di alimentazione una spina normalizzata di por-
tata adeguata e predisporre una presa di rete dotata di fusibili o
interruttore automatico. Assicurarsi che il terminale di terra sia col-
legato al conduttore di terra (GIALLO-VERDE) della linea di ali-
mentazione.
Nota: eventuali prolunghe del cavo di alimentazione devono esse-
re di sezione adeguata, in nessun caso inferiore a quella del cavo
in dotazione.

POS. 1 = Pulsante per selezione modalità:
POS. 1A = ELETTRODO __________________________
POS. 1B = TIG 2 Tempi __________________________
POS. 1C = TIG 4 Tempi __________________________
POS. 2 = Indicatore di alimentazione
POS. 3 = Display per visualizzazione corrente di saldatura
SET e REAL, tempo di rampa discesa
(su HFP series indica anche il parametro selezionato)
POS. 4 = Indicatore di blocco erogazione _______________
POS. 5 = Pulsante HF ON / OFF ______________________
POS. 5A = LED HF ON / OFF
POS. 6 = Manopola regolazione tempo di RAMPA DISCESA __
POS. 7 = Manopola regolazione CORRENTE di SALDATURA
(su HFP series regola anche il parametro selezionato)
POS. 8 = Pulsante TEST GAS ______________________
POS. 9 = Pulsante per selezione e memorizzazione JOB __
POS. 9A = LED modalità JOB selezionata
POS. 10 = Pulsanti per selezione parametri 11 e 14
POS. 11 = LED parametro selezionato:
(A) Tempo di PREGAS _______________________
(B) CORRENTE INIZIALE I1 __________________
(C) RAMPA SALITA _________________________
(D) CORRENTE di SALDATURA I2
(E) RAMPA DISCESA ________________________
(F) CORRENTE FINALE I3 ____________________
(G) Tempo di POSTGAS _____________________
POS. 12 = Pulsante per selezione modalità PULSAZIONE ____
POS. 12A = LED PULSAZIONE ON / OFF
POS. 13 = LED parametri di pulsazione selezionati
POS. 14 = LED modalità TIMER selezionata _______________
Manuale Istruzioni INOXA SERIES
4I
6. DESCRIZIONE COMANDI INOXA 250 HF / INOXA 360 HF / INOXA 250 HFP / INOXA 360 HFP
Fig. 1
12345
7
Pag. 7
Pag. 10
Pag. 10
Pag. 18
Pag. 11
Pag. 13
Pag. 8-16
Pag. 15
Pag. 14
Pag. 14
Pag. 13
Pag. 13
Pag. 14
Pag. 14
Pag. 14
Pag. 13
5234
14 7
5A
6
1A
1B
1C
8
911B
1C
1A
10
5A
10
9A
12A
8
13
11
11
HF series
HFP series
12
ABCDEFG
H
I
L

POS. 15 = Presa 7 poli per collegamento PULSANTE TORCIA ____
e COMANDO a DISTANZA ________________
POS. 15A = Spina 7 poli per collegamento
PULSANTE TORCIA ________________________
(Collegare i fili del pulsante torcia ai piedini 1e 4)
POS. 16 = Presa di uscita positivo (+)
POS. 17 = Presa di uscita negativo (-)
POS. 18 = Uscita GAS per saldatura TIG _________________
POS. 19 = Ingresso GAS per saldatura TIG _______________
POS. 20 = Interruttore principale generatore
“ACCESO - SPENTO”
POS. 21 = Cavo di alimentazione _______________________
POS. 22 = Sportello per collegamento UNITA’di
RAFFREDDAMENTO _______________________
POS. 22A = Viti per fissaggio sportello 22 _________________
POS. 23 = Raccordi rapidi mandata (blu) e ritorno
acqua (rosso)
POS. 23A = Tubo By-Pass con raccordi rapidi
Collegare ai raccordi (23) se non usati
POS. 24 = Indicatore di livello liquido di raffreddamento
POS. 25 = Tappo per riempimento acqua
POS. 26 = Cavo per segnale mancanza acqua ____________
POS. 27 = Cavo per alimentazione UNITA’di
RAFFREDDAMENTO ________________________
5
Manuale Istruzioni INOXA SERIES
Italiano
I
I
6. DESCRIZIONE COMANDI INOXA 250 HF / INOXA 360 HF / INOXA 250 HFP / INOXA 360 HFP
Fig. 2
15
17
16
20
21
18
22
22A
19
15A
Pag. 8
Pag. 7-17
Pag. 8
Pag. 8
Pag. 8
Pag. 3
Pag. 9
Pag. 9
Pag. 9
Pag. 9
25
24
23
23A
27
26
Cooler Unit 09 (Opzionale)

Manuale Istruzioni INOXA SERIES
6I
7. INSTALLAZIONE ELETTRODO
NOTA: i numeri riportati di seguito fanno riferimento alle Fig. 1-2
del capitolo 6 DESCRIZIONE COMANDI alle Pagg. 4-5.
7.1 COLLEGAMENTO PINZA PORTAELETTRODO
7.2 COLLEGAMENTO DEL PEZZO DA SALDARE
0,3 sec
Start
Welding Current
Hot Start
Nella modalità ELETTRODO consi-
derare che le funzioni:
HOT START
ARC FORCE
ANTI STICKING
sono tutte automatiche ed auto-
adattate all’elettrodo in saldatura.
HOT START: per migliorare l'innesco, all'inizio della saldatura la
corrente aumenta di un valore % per 0,3 secondi.
ARC FORCE: per migliorare la stabilità d'arco, la corrente viene
aumentata automaticamente durante il trasferimento del metallo.
ANTISTICKING: dopo 2 secondi di corto circuito tra l'elettrodo ed il
pezzo, il generatore si spegne. Vedi Pag. 17.
1. Collegare il cavo della pinza POR-
TAELETTRODO alla presa (16).
Polarità positiva (+).
2. Nel caso si vogliano utilizzare elettrodi
con polarità invertita, collegare il cavo alla
presa (17).
Polarità negativa (-).
1. Collegare il cavo di massa alla presa
(17). Polarità negativa (-).
2. Fissare l’atra estremità del cavo di
massa al pezzo da saldare assicurandosi
che vi sia un buon contatto elettrico.
3. Nel caso si vogliano utilizzare elettrodi
con polarità invertita, collegare il cavo alla
presa (16). Polarità positiva (+).
16
17
Avvertenza! Nel caso il ge-
neratore sia allacciato all’U-
NITA’di RAFFREDDAMEN-
TO, è necessario collegare il
tubo By-pass (23A) ai raccor-
di rapidi (23).
E’possibile anche collegare
una torcia TIG raffreddata ad
acqua. Vedi Pag. 8.

7
Manuale Istruzioni INOXA SERIES
Italiano
I
I
NOTA: i numeri riportati di
seguito fanno riferimento
alle Fig. 1-2 del capitolo 6
DESCRIZIONE COMANDI
alle Pagg. 4-5.
1. Accendere il generatore
portando l’interruttore (20)
nella posizione “1”.
2. Premere il pulsante (1)
fino a far accendere il LED
(1A).
3. Regolare la corrente di
saldatura ruotando la mano-
pola (7).
Il valore è visualizzato sullo
strumento digitale.
7.3 SELEZIONE MODALITA’ELETTRODO
1A
7
1
1A
7
1
HF series
7.4 REGOLAZIONE CON COMANDO A DISTANZA
Nella modalità ELETTRODO è possibile
regolare a distanza la corrente di saldatu-
ra, con il comando a distanza MANUALE.
1. Collegare la spina 7 poli del comando a
distanza alla presa (15).
Il display lampeggerà per qualche secon-
do.
2. Impostare la corrente di saldatura dal
comando a distanza.
NOTA: la regolazione avviene dal valore
minimo di corrente a quello impostato sul
pannello frontale.
Es. Se la corrente I2 impostata è 200A, il
comando a distanza regolerà da 5A a
200A.
15
VRD = Voltage Reduction
Device. Questa funzione
permette, se attivata, di
ridurre la tensione di uscita a
vuoto della macchina ad un
valore di tutta sicurezza
(< 24V DC) in conformità
alle più rigide normative
internazionali.
1. Accendere il generatore
tenendo premuto il pulsante
(1).
2. Sul display comparirà la
scritta “VRD OFF” o “VRD
ON”.
3. Premere nuovamente il
pulsante (1) per impostare
“VRD OFF” o “VRD ON”.
1
1
7.5 ATTIVAZIONE FUNZIONE “VRD“
NOTA: se allo spegnimento della macchina la funzione “VRD” è
inserita, essa rimane tale alla riaccensione.
HFP series
HF series
HFP series

Manuale Istruzioni INOXA SERIES
8I
8. INSTALLAZIONE TIG
NOTA: i numeri riportati di seguito fanno riferimento alle Fig. 1-2
del capitolo 6 DESCRIZIONE COMANDI alle Pagg. 4-5.
8.1 COLLEGAMENTO DELLA TORCIA TIG
8.2 COLLEGAMENTO DEL PEZZO DA SALDARE
1. Collegare il cavo di potenza della
Torcia alla presa (17). Polarità negativa (-).
2. Collegare il tubo GAS al raccordo (18).
3. Collegare la spina (15A) del pulsante
torcia alla presa (15).
Il comando pulsante torcia viene dato
tra i piedini 1 e 4.
4. Nel caso di torcia raffreddata ad
ACQUA, collegare i tubi di “mandata e
ritorno”, ai raccordi rapidi (23).
Per collegare l’UNITA’di RAFFREDDA-
MENTO vedi Pag. 9.
Attenzione! Nel caso di torcia raf-
freddata ad ARIA, collegare il tubo
By-pass (23A) in dotazione
all’impianto, ai raccordi rapidi (23).
5. Avvitare il riduttore di pressione alla
bombola.
6. Collegare il tubo GAS al riduttore di
pressione.
7. Collegare l’altra estremità del tubo
GAS al raccordo (19).
8. Aprire il regolatore.
9. Premere il pulsante TEST GAS (8).
10. Regolare il flusso del GAS al valore
appropriato 5-8 l/min.
NOTA: è possibile far fuoriuscire il GAS
per 10 sec. circa premendo 2 volte il pul-
sante TEST GAS (8).
Per interrompere il flusso di GAS premere
nuovamente il pulsante TEST GAS.
1. Collegare il cavo di massa alla presa
(16). Polarità positiva (+).
2. Fissare l’atra estremità del cavo di
massa al pezzo da saldare assicurandosi
che vi sia un buon contatto elettrico.
17
16
18
15
8.3 RIEMPIMENTO GRUPPO REFRIGERANTE (OPT.)
1. Assicurarsi che l’interruttore (20) sia nella posizione “0”.
2. Svitare il tappo (25) e versare il liquido refrigerante fino
al livello massimo indicato nella scala graduata (24).
3. Riavvitare il tappo (25).
Attenzione! Per il gruppo refrigerante, utilizzare
esclusivamente liquido refrigerante fornito da Sol
Welding.
Pin
3
Pin
4
Pin
1
Pin
4

9
Manuale Istruzioni INOXA SERIES
Italiano
I
I
8.4 ALLACCIAMENTO DELL’UNITA’
DI RAFFREDDAMENTO (OPZIONALE)
Attenzione! Prima di procedere all’installazione, assicurar-
si che il generatore sia scollegato da rete.
NOTA: i numeri riportati di seguito fanno riferimento alla Fig. 2 di
Pag. 5.
1. Rimuovere l’adesivo dallo sportello
(22).
2. Aprire i due fori sullo sportello e fissa-
re i passacavi in dotazione all’unità di
raffreddamento.
3. Aprire lo sportello (22) svitando le viti
(22A).
4. Far passare i cavi (26) e (27) sui pas-
sacavi.
5. Rimuovere il ponticello sui morsetti
“FLOW SWITCH”.
6. Collegare il cavo (27) AC 400V, alle
morsettiere “400V”, “0V” e “ “.
NOTA BENE. Il filo di terra (GIALLO
VERDE) deve essere collegato al
morsetto di destra.
7. Collegare il cavo (26) (segnale man-
canza acqua) ai morsetti “FLOW
SWITCH”.
8. Fissare i passacavi e richiudere lo
sportello (22).
COOLER UNIT
OUTPUT
SEE INSTRUCTION MANUAL
FOR INSTALLATION
GIALLO
VERDE
8.5 INSTALLAZIONE SU CARRELLO
2 / 4 RUOTE (OPZIONALE)
NOTA: per il montaggio dei carrelli fare
riferimento alle istruzioni all’interno degli
imballi degli stessi.
1. Posizionare GENERATORE e UNITA’
di RAFFREDDAMENTO sui vani
(30-31).
2. Fissare GENERATORE e UNITA’
di RAFFREDDAMENTO con la
cinghia a cricco (28) su carrello 2
ruote, con le viti (33) su carrello 4
ruote.
3. Posizionare la bombola di GAS sul
vano (29).
4. Fissare la bombola di GAS con la
catena (32).
30 29
31
32
33
32
28
29
30-31
TROLLEY 08
2 WHEELS
TROLLEY 08
4 WHEELS

Manuale Istruzioni INOXA SERIES
10 I
NOTA: i numeri riportati di seguito fanno riferimento alle Fig. 1-2
del capitolo 6 DESCRIZIONE COMANDI alle Pagg. 4-5.
8.6 SELEZIONE MODALITA’TIG b) Innesco LIFTARC. Avviene per sfregamento dell’elettrodo di
tungsteno sul pezzo da saldare. E’adatto ad ambienti dove l’uso
dell’alta frequenza è proibito, es. ospedali, centrali termiche ed
elettriche, banche dati etc. Procedere come segue:
8.7 INNESCO TIG HF / LIFTARC
1. Appoggiare la ceramica
della torcia al pezzo da sal-
dare.
2. Premere il pulsante sulla
torcia.
Vedi FUNZIONAMENTO
TIG DC a Pag. 11.
3. Con un movimento rota-
torio, rispetto al punto di
appoggio della ceramica,
portare a contatto l’elettrodo
di tungsteno con il pezzo da
saldare.
4. Ritornare nella posizione
iniziale con il movimento di
ritorno: l’arco risulterà acce-
so.
5. Per interrompere l’arco,
rilasciare il pulsante sulla
torcia.
1. Accendere il generatore
portando l’interruttore (20)
nella posizione “1”.
2. Premere il pulsante (1)
fino a far accendere il LED
(1B) o (1C) a seconda del
ciclo TIG desiderato:
2 Tempi o 4 Tempi.
Vedi Pag. 11.
3. Regolare la corrente di
saldatura ruotando la mano-
pola (7).
Il valore è visualizzato sullo
strumento digitale.
7
1
7
HF series
HFP series
1B-1C 1B-1C
1
Nella modalità TIG l’innesco dell’arco può avvenire in due modi:
con sistema Alta Frequenza (HF) o con sistema LIFTARC.
a) Innesco HF. Avviene senza toccare il pezzo da saldare, avvi-
cinare l’elettrodo al pezzo da saldare e premere il pulsante sulla
torcia. Vedi FUNZIONAMENTO TIG DC a pag. 11.

11
Manuale Istruzioni INOXA SERIES
Italiano
I
I
5
HF series
HFP series
5A
5
5A
6. Per selezionare l’innesco
HF o LIFTARC premere il
pulsante (5).
7. Il LED (5A) indica, se
acceso, che è selezionato
l’innesco HF.
rente di uscita si porta al livello impostato.
Rilasciando il pulsante torcia la corrente si porta rapidamente a
zero con lo spegnimento dell’arco.
Inizia a questo punto la fase di postgassificazione (*) con la rego-
lazione automatica del tempo di post gas in funzione della corrente
di saldatura e del tempo di saldatura.
Questa funzione è utilizzata per rapide puntature.
Vedi Pag. 16 per modifica tempo di POST GAS predefinito su serie
HF.
(*) Regolabile su serie INOXA HFP.
1. Accendere il generatore
portando l’interruttore (20)
nella posizione “1”.
2. Premere il pulsante (1)
fino a far accendere il LED
(1B) TIG 2 TEMPI.
1
HF series
HFP series
1
NOTA: i numeri riportati di seguito fanno riferimento alle Fig. 1-2
del capitolo 6 DESCRIZIONE COMANDI alle Pagg. 4-5.
Il ciclo di funzionamento TIG si divide in funzionamento 2 tempi e
funzionamento 4 tempi, entrambi comandati dal pulsante torcia e
selezionabili tramite il pulsante (1) posto sul pannello frontale.
A) CICLO 2 TEMPI
Alla pressione del pulsante torcia inizia un tempo di pregassifi-
cazione di circa 100 millisecondi (*) dopo i quali viene abilitata la
funzione di innesco arco e, una volta instaurato l’arco TIG, la cor-
8.8 FUNZIONAMENTO TIG DC
1B
1B

Manuale Istruzioni INOXA SERIES
12 I
B) CICLO 4 TEMPI (2° LIVELLO)
Alla pressione del pulsante torcia inizia il tempo di pregassifi-
cazione fissato a circa 100 millisecondi (*) trascorso il quale risulta
abilitata la funzione di LIFT ARC o innesco ad Alta Frequenza.
L’innesco dell’arco TIG avviene ad un valore di corrente uguale al
20% del valore impostato e rimane a tale valore fino a che non
viene rilasciato il pulsante torcia (*).
Al rilascio del pulsante torcia la corrente di uscita si porta al valore
impostato visualizzato sullo strumento digitale. Premendo nuova-
mente il pulsante torcia per più di 300 millisecondi, inizia la fase di
decremento della corrente che porterà il segnale di uscita nuova-
mente al 20% del valore impostato (*).
La corrente si mantiene al 20% (*) del valore impostato finchè non
viene rilasciato il pulsante torcia; inizia a questo punto la fase di
postgassificazione (*) con la regolazione automatica del tempo di
post gas in funzione della corrente di saldatura e del tempo di sal-
datura.
Vedi Pag. 16 per modifica tempo di POST GAS predefinito su serie
HF.
Funzione 2°LIVELLO: durante la fase di saldatura, è possibile
diminuire il valore della corrente di saldatura fino al 50% utilizzan-
do la funzione ”2°LIVELLO” (Vedi Fig. 3 tra punti A e B).
Questa funzione viene attivata premendo e rilasciando il pul-
sante torcia per un tempo inferiore a 300 millisecondi.
(*) Regolabile su serie INOXA HFP.
1. Accendere il generatore
portando l’interruttore (20)
nella posizione “1”.
2. Premere il pulsante (1)
fino a far accendere il LED
(1C) TIG 4 TEMPI.
1
HF series
HFP series
1
1C
1C
2
nd LEVEL
Digital
readout
of setting
Start level
(Automatic
Synergic
Setting)
Up-slope
(Automatic
Synergic
Setting)
Down-slope
Easy to set
Craterfiller
Sequence
(Digital readout)
Final craterfiller
current
(Automatic
Synergic
Setting)
AB
I
2
I
1
I
3
(50% of
I
2)
Torch switch
controls
Fig. 3

13
Manuale Istruzioni INOXA SERIES
Italiano
I
I
NOTA: i numeri riportati di seguito fanno riferimento alla Fig. 1 del
capitolo 6 DESCRIZIONE COMANDI a Pag. 4.
Nella modalità TIG è possibile regolare il tempo di rampa di salita
“UP SLOPE” e il tempo di rampa di discesa “DOWN SLOPE”.
Il tempo di rampa di salita, “UP SLOPE”, non è regolabile su serie
INOXA HF.
8.9 REGOLAZIONE RAMPE DI SALITA E DISCESA
Su serie INOXA HF
1. Ruotare la manopola (6)
per regolare il tempo di
rampa di discesa “DOWN
SLOPE”.
2. Il tempo sarà visualizzato
sul display per alcuni se-
condi.
E’regolabile da 0,1 sec a
12,5 sec.
Su serie INOXA HFP
1. Premere i pulsanti (10)
fino a che il LED (11C) o
(11E) lampeggia.
2. Con la manopola (7)
regolare il tempo di rampa di
salita o di discesa.
3. I tempi saranno visualiz-
zati sul display.
Per uscire dalla regolazione
e confermare il dato pre-
mere la manopola (7).
HF series
HFP series
10
11C
6
10
11E
7
NOTA: i numeri riportati di seguito fanno riferimento alla Fig. 1 del
capitolo 6 DESCRIZIONE COMANDI a Pag. 4.
Nella modalità TIG è possibile selezionare il ciclo TIMER.
Questo tipo di ciclo permette la saldatura in puntatura o comunque
temporizzata.
Premendo il pulsante torcia, dopo la fase di pregassificazione, la
macchina si porterà alla corrente di saldatura e questa durerà per
il tempo impostato con il parametro TIMER ON.
NOTA: il ciclo TIMER può essere usato solo in modalità TIG 2
Tempi. Vedi Pag. 11.
8.10 REGOLAZIONE TIMER (Solo su serie INOXA HFP)
1. Premere i pulsanti (10)
fino a che il LED TIMER (14)
lampeggia.
2. Con la manopola (7)
regolare il tempo di TIMER.
3. Il tempo sarà visualizzato
sul display.
Per uscire dalla regolazione
e confermare il dato pre-
mere la manopola (7).
Il tempo è regolabile da 0,0
sec a 60 sec.
HFP series
10
10
7
14
Per disattivare il ciclo TIMER ripetere i punti 1 e 2, ruotare la
manopola (7) in senso antiorario fino a che il display indica 0,0.
Il LED TIMER (14) rimarrà spento.
NOTA: è possibile memorizzare le nuove impostazioni in uno dei
JOB disponibili. Vedi Pag. 16.
I tempi di rampa di salita e discesa
sono regolabili da 0 sec a 10 sec.

Manuale Istruzioni INOXA SERIES
14 I
NOTA: i numeri riportati di seguito fanno riferimento alla Fig. 1 del
capitolo 6 DESCRIZIONE COMANDI a Pag. 4.
Per le regolazioni dei parametri secondari:
Tempo di PREGAS Regolabile da 0,1 a 5 sec.
CORRENTE INIZIALE I1Regolabile da 5A a Inominale (*)
CORRENTE FINALE I3Regolabile da 5A a Inominale (*)
Tempo di POSTGAS Regolabile da 0,1 a 30 sec.
procedere come segue.
8.11 REGOLAZIONE PARAMETRI SECONDARI
(Solo su serie INOXA HFP)
1. Premere i pulsanti (10)
fino a che il LED corrispon-
dente al parametro da rego-
lare lampeggia.
2. Con la manopola (7)
eseguire la regolazione.
3. Il valore regolato sarà
visualizzato sul display.
Per uscire dalla regolazione
e confermare il dato pre-
mere la manopola (7).
HFP series
10
7
10
NOTA: è possibile memorizzare le nuove impostazioni in uno dei
JOB disponibili. Vedi Pag. 16.
(*) La corrente di uscita nominale è indicata sulla tabella dati
tecnici a pag. 19.
NOTA: i numeri riportati di seguito fanno riferimento alla Fig. 1 del
capitolo 6 DESCRIZIONE COMANDI a Pag. 4.
Questa modalità permette di saldare in TIG ad una corrente pul-
sante dal valore di picco I2, al valore di base ILOW impostabili come
descritto di seguito.
Viene così garantito un ottimo decappaggio della saldatura con
minore apporto termico sul materiale da saldare.
E’possibile inoltre regolare la frequenza di pulsazione (Hz) e il
bilanciamento (% BALANCE) ossia la percentuale di corrente di
picco I2, rispetto alla corrente di base ILOW.
La pulsazione può essere impostata con cicli 2 o 4 tempi, TIMER,
con o senza rampe.
8.12 PULSAZIONE
(Solo su serie INOXA HFP)
1. Premere il pulsante (12).
Il LED (12A) si accende.
2. Premere nuovamente il
pulsante (12) fino a che il
LED corrispondente al para-
metro da regolare lampeg-
gia.
HFP series
12
E’possibile regolare:
CORRENTE DI PICCO I2Regolabile da 5A a Inominale (*)
CORRENTE DI BASE ILOW Regolabile da 5A al 90% di I2
FREQUENZA PULSAZIONE Regolabile da 1 a 999Hz
% BILANCIAMENTO Regolabile da 1 al 99%
12A

15
Manuale Istruzioni INOXA SERIES
Italiano
I
I
3. Con la manopola (7)
eseguire la regolazione.
4. Il valore regolato sarà
visualizzato sul display.
Per uscire dalla regolazione
e confermare il dato pre-
mere la manopola (7).
5. Per uscire dalla modalità
PULSAZIONE premere il
pulsante (12) per 2 sec.
circa.
Il LED (12A) si spegne.
HFP series
NOTA: è possibile memorizzare le nuove impostazioni in uno dei
JOB disponibili. Vedi Pag. 16.
7
HFP series
12
Push > 2 sec
12A
NOTA: i numeri riportati di seguito fanno riferimento alla Fig. 1 del
capitolo 6 DESCRIZIONE COMANDI a Pag. 4.
L’uso dei JOB permette di creare o richiamare fino a 10 programmi
di saldatura sui quali saranno memorizzate le diverse impostazioni.
Il numero di JOB viene indicato sul display e può essere da 1 a 10.
Se il LED (9A) è spento, significa che non è selezionato nes-
sun JOB e la macchina lavora sul programma libero (FREE).
In questo programma, tutte le variazioni saranno salvate
automaticamente (dopo almeno una saldatura) e ripresen-
tate alla riaccensione della macchina.
A) RICHIAMO DI UN JOB.
8.13 USO DEI JOB
(Solo su serie INOXA HFP)
1. Premere il pulsante (9).
Il LED (9A) si accende.
2. Il display indicherà l’ulti-
mo JOB utilizzato.
Es. JOB n°3.
3. Selezionare il JOB da 1 a
10 ruotando la manopola
(7).
4. Premere la manopola (7)
per confermare la scelta.
Il LED (9A) rimane acceso.
5. Per uscire dalla modalità
JOB premere il pulsante (9)
fino a che il LED (9A) si
spegne.
HFP series
9A
9
9A
7

Manuale Istruzioni INOXA SERIES
16 I
B) MEMORIZZAZIONE DI UN JOB.
Dopo aver eseguito la regolazione di un o più parametri, è possi-
bile memorizzarli in uno dei JOB disponibili.
E’possibile memorizzare anche cicli di lavoro quali: ciclo 2 tempi o
4 tempi, timer, pulsazione o modalità elettrodo.
1. Premere la manopola (7)
per 2 sec. circa.
2. Il display indicherà “MEM
JOB”.
Il LED JOB (9A) lampeggia.
3. Selezionare il JOB da 1 a
10 ruotando la manopola
(7). Es. JOB n°7.
4. Premere nuovamente la
manopola (7) per 2 sec.
circa per memorizzare il
JOB.
5. Il LED JOB (9A) rimane
acceso.
6. Per uscire dalla modalità
JOB premere il pulsante (9)
fino a che il LED (9A) si
spegne.
HFP series
7
Push > 2 sec
HFP series
9A
7
Push > 2 sec
1. Posizionare la manopola
(7) a metà scala.
2. Accendere la macchina e
premere entro 1-2 sec. il pul-
sante TEST GAS (8).
3. Sul display apparirà la
scritta “REG GAS” seguita
da “0”.
4. Con la manopola (7)
regolare la percentuale di
riduzione del tempo di
POST GAS.
Es. - 50%, il display indiche-
rà “- 5”.
5. Ruotare in senso orario
per aumentare e in senso
antiorario per diminuire.
E’possibile una variazione
da 0 a +/- 90%.
6. Premere il pulsante (8)
per confermare la modifica.
HF series
7
NOTA: i numeri riportati di seguito fanno riferimento alla Fig. 1 del
capitolo 6 DESCRIZIONE COMANDI a Pag. 4.
E’possibile modificare il valore di sinergia del tempo di POST GAS,
per adattarlo ad esigenze specifiche. Per esempio, in un ciclo di
puntatura, il tempo risulta troppo lungo e lo si vuole accorciare.
8.14 Modifica TEMPO di POST GAS
(Solo su serie INOXA HF)
8
HF series
7
8

17
Manuale Istruzioni INOXA SERIES
Italiano
I
I
NOTA: i numeri riportati di seguito fanno riferimento alla Fig. 2 del
capitolo 6 DESCRIZIONE COMANDI a Pag. 5.
Nella modalità TIG è possibile regolare a distanza la corrente di
saldatura, con il comando a distanza MANUALE o PEDALE.
a) Collegamento comando a distanza MANUALE:
8.15 REGOLAZIONE CON COMANDO A DISTANZA
1. Per il collegamento utilizzare
l’ADATTATORE COMANDO A DISTANZA
MANUALE cod. V15190KI.
15
lo impostato sul pannello frontale.
Es. Se la corrente I2 impostata è 200A, il comando a distanza
regolerà da 5A a 200A.
b) Collegamento comando a distanza PEDALE:
1. Collegare la spina 7 poli del comando a
distanza alla presa (15). Il display lampeg-
gerà per qualche secondo.
2. Premere il pedale per far innescare
l’arco di saldatura e premerlo più a fondo
per eseguire la regolazione.
NOTA: la regolazione avviene dal valore
minimo di corrente a quello impostato sul
pannello frontale.
Es. Se la corrente I2 impostata è 200A, il
comando a distanza regolerà da 5A a
200A.
15
A
B
C
Manual
Remote
Control
Tig torch
2. Collegare la spina 7 poli del comando a distanza e la spina del
pulsante torcia all’adattatore, vedi (A) e (B) su fig..
3. Collegare la spina 7 poli (C) dell’adattatore, alla presa (15) della
macchina. Il display lampeggerà per qualche secondo.
4. Impostare la corrente di saldatura dal comando a distanza.
NOTA: la regolazione avviene dal valore minimo di corrente a quel-
5
6
RELAY
MAX 1A
ROBOT
c) Collegamento a impianto automatico:
Sui piedini 5 - 6 della presa 7 poli è
disponibile un segnale di arco
acceso (ARC ON).
Tali piedini sono cortocircuitati da
un contatto disaccoppiato di un
relay quando la corrente di uscita è
maggiore di 3A.
E’possibile comandare tavole
rotanti, posizionatori, robot etc.

Manuale Istruzioni INOXA SERIES
18 I
10. SEGNALI DI ALLARME
9. SEGNALI DI ALLARME
NOTA: i numeri riportati di seguito fanno riferimento alla Fig. 1 del
capitolo 6 DESCRIZIONE COMANDI a Pag. 4.
1) Protezione per SOVRATEMPERATURA
1. Questa protezione inter-
viene se le temperature
interne alla macchina supe-
rano i valori prestabiliti.
In questo caso l’erogazione
di corrente viene interrotta.
Questa protezione viene
rimossa automaticamente
con il rientro delle tempera-
ture nei limiti previsti.
L’intervento di questa pro-
tezione, viene visualizzato
con l’accensione del LED
giallo (4).
NOTA: nel caso di blocco dell’erogazione dovuta ad Antisticking il
LED giallo (4) si accende. Vedi Pag. 6.
In modalità TIG, il LED giallo si accende anche se il pulsante torcia
è rilasciato.
HF series
HFP series
4
4
2) Protezione per MANCANZA ACQUA (opzionale)
Questa protezione è attiva solo se alla macchina è allacciata
l’UNITA’di RAFFREDDAMENTO 09, come indicato a pag. 9.
Nel caso di mancanza acqua o anomalia nel circuito di raffredda-
mento della torcia, il flussostato installato nell’unità di raffredda-
mento apre un contatto che blocca l’erogazione di corrente da
parte della macchina.
In questo caso il LED giallo (4) si accende, vedi Fig. a lato.
ON/OFF
2
FLOW SWITCH
PUMP
TORCH
400V

1
Instruction Manual INOXA SERIES
GB
English
GB
Chap.Par. DESCRIPTION Page
Introduction 2
Ordinary maintenance 2
1. Possible applications 2
2. General precautions 3
3. Emergency electrical normatives 3
4. Emergency anti-fire normatives 3
5. Main line connections 3
6. Commands description 4
7. ELECTRODE installation 6
7.1 ELECTRODE holder connection 6
7.2 Ground cable connection 6
7.3 ELECTRODE mode selection 7
7.4 Remote control regulation 7
7.5 “VRD” function activation
(Voltage Reduction Device) 7
8. TIG installation 8
8.1 TIG torch connection 8
8.2 Ground cable connection 8
8.3 Filling of Cooler Unit
(optional) 8
8.4 Cooler Unit connection
(optional) 9
8.5 Installation on 2 / 4 wheels Trolley
(optional) 9
8.6 TIG mode selection 10
8.7 HF / LIFTARC ignition 10
INDEX Chap.Par. DESCRIPTION Page
8.8 TIG DC operation
2 TIMES CYCLE / 4 TIMES CYCLE 11
8.9 UP SLOPE and DOWN SLOPE
regulation 13
8.10 TIMER setting (only on HFP series) 13
8.11 Secondary parameters regulation
(only on HFP series) 14
8.12 TIG PULSATION (only on HFP series) 15
8.13 JOBS uses (only on HFP series) 15
8.14 POST GAS time setting
(only on INOXA HF series) 16
8.15 Remote control regulation 17
9. Warning signals 18
10. Technical Specifications 19
11. Spare parts list 20
Electrical schematics 25

Instruction Manual INOXA SERIES
2GB
Introduction
To obtain the best performance from the machine and ensure the
longest possible life of all its components you must careffully follow
the instructions for the use and maintenance detailed in this ma-
nual. In the interest of our customers we suggest any maintenance
or repair of the equipment has to be made by qualified personnel.
All our products are subject to a constant development.
We are therefore compelled to reserve the right to make any ne-
cessary or useful changes in design and equipment.
ORDINARY MAINTENANCE
Avoid any deposit of metallic dust inside the generator.
Disconnect the generator from the Main Line, before operating
any servicing!
Standard checks the generator:
• Operate an internal cleaning by using low pressure
compressed air and soft bristle brushes.
• Check the electrical connections and all the rest of
the connecting cables.
For the maintenance and the use of gas regulators consult the
specific handbook.
1. POSSIBLE APPLICATIONS
The power sources type INOXA 250 HF, INOXA 360 HF, INOXA
250 HFP and INOXA 360 HFP are suited for cc ELECTRODE and
TIG Liftarc, TIG HF (*) in the 250 / 360A range.
• It is forbidden to use the equipment for different application
from the ones listed in this manual.
A different use from the one here by described can compro-
mise the security and the reliability of the equipment.
We suggest not to use the Inverter Power Sources INOXA
(standard version):
• In environments with high concentration of humidity and
dust.
• In connection to motorgenerators.
• With Input cables longer than 50 mt.
Contact the service centre for advice and precautions, in case the
unit must be installed and used under the above listed conditions.
It is suggested to make a maintenance cleaning of the unit
every 2-3 months of work, for this operation, please contact
the service centre.
(*) In the INOXA HFP series, it is possible to select the PULSED
TIG modality in order to guarantee an excellent cleaning of the
welding with a less thermal load.
More over, the possibility to memorize up to 10 JOB (working
benchmarks) gives the possibility to the operator, to memorize and
recall real working programs.

3
Instruction Manual INOXA SERIES
GB
English
GB
2. GENERAL PRECAUTIONS
Welding, if not opportunely carried out, represent a risk for the safe-
ty of the operator and of all the people which are within the imme-
diate vicinities. It is recommended therefore, to observe some fun-
damental safety rules such as:
-Limit the exposed area to smoke and radiation coming from the
welding area by using special welding light screens (ANTI
REFLEX) or, if possible, reserve a proper room for these industrial
processes.
-Protect the body, in all its parts, with protective clothing and acces-
sories (masks, helmets, etc...) and if possible, clothing needs to be
adherent to the operator’s body; use shoes with rubber soles in
order to be opportunely isolates.
-Limit the fumes and gas formation by using clean, not rusted and
not treated metal pieces; contrary, if not possible to operate as
above, is recommended the use of masks in order to favour the
operator’s breathing. Vacuums and ventilation systems should be
built in order to grant a continuos air flow.
3. ELECTRICAL EMERGENCY NORMATIVES
-Avoid to work with cables that are in any way deteriorated and
make sure to correctly connect the AC phases and earth on a cer-
tified plug.
-Never wrap ground and/or torch cables around the operator’s
body.
-Avoid to operate in humid or wet places without the proper pre-
cautions.
-Avoid to operate with the generator if machine protective panels
(sides and cover) have been removed in order to grant the safety
of both, the operator and the system.
4. ANTIFIRE EMERGENCY NORMATIVES
- Equip the workspace with proper fire extinguishers and periodi-
cally check the efficiency.
- Position on a solid and horizontal surface the generator, making
sure of the presence of a good aeration, do not obstruct the rear
panel, this will let the machine overheat.
- Follow all the regulations applicable when welding has to be car-
ried out on containers of lubricants or flammable substances.
5. MAIN LINE CONNECTIONS
Before connecting the system to the net, check that the input
voltage (V) and work frequency (Hz) correspond to the values that
are printed on the machine serial number sticker and make sure
that the main switch is on the “0” position.
The electrical connection to the net can be operated trough the
equipped cable as follows:
- yellow-green cable to earth;
- Remaining 3 cables to the 3 phases.
Connect to the input cable a certified plug with the correct capaci-
ty, predispose a net socket with safety fuses or with an automatic
safety switch OFF. Make sure that the earth cable is securely con-
nected to the earth conductor (YELLOW-GREEN) of the input net
line.
Note: if input cable extensions are needed, make sure to use the
correct size, which does not have to be smaller then the one that
the machine is equipped with.

POS. 1 = Selection pushbutton for:
POS. 1A = ELECTRODE mode_____________________
POS. 1B = TIG 2 Times __________________________
POS. 1C = TIG 4 Times __________________________
POS. 2 = Power ON green LED
POS. 3 = Display showing SET and REAL welding current,
down slope ramp time
(on HFP series it also indicates the selected parameter)
POS. 4 = Alarm yellow LED ___________________________
POS. 5 = HF ON / OFF pushbutton ____________________
POS. 5A = HF ON / OFF led
POS. 6 = Down slope potentiometer _____________________
POS. 7 = Potentiometer for welding current regulation
(on HFP series it also indicates the selected parameter)
POS. 8 = TEST GAS pushbutton ____________________
POS. 9 = JOB selection and saving pushbutton __________
POS. 9A = JOB mode selected LED
POS. 10 = 11 and 14 parameters selection pushbutton
POS. 11 = LED mode selected:
(A) PRE GAS time __________________________
(B) INITIAL CURRENT I1_____________________
(C) UP SLOPE _____________________________
(D) WELDING CURRENT I2
(E) DOWN SLOPE __________________________
(F) FINAL CURRENT I3 ______________________
(G) POST GAS TIME _______________________
POS. 12 = PULSER selection pushbutton _________________
POS. 12A = PULSER ON / OFF LED
POS. 13 = Selected PULSER parameters LED
POS. 14 = TIMER selected modality LED _________________
Instruction Manual INOXA SERIES
4GB
6. COMMANDS DESCRIPTION INOXA 250 HF / INOXA 360 HF / INOXA 250 HFP / INOXA 360 HFP
Fig. 1
12345
7
Page 7
Page 10
Page 10
Page 18
Page 11
Page 13
Page 8-16
Page 15
Page 14
Page 14
Page 13
Page 13
Page 14
Page 14
Page 14
Page 13
5234
14 7
5A
6
1A
1B
1C
8
911B
1C
1A
10
5A
10
9A
12A
8
13
11
11
HF series
HFP series
12
ABCDEFG
H
I
L

POS. 15 = 7-poles socket for remote control connection
TORCH SWITCH and REMOTE CONTROL _
POS. 15A = 7-poles plug for TORCH SWITCH ______________
(Connect the wires of the button of the torch to the
pins 1and 4)
POS. 16 = Positive output Socket (+)
POS. 17 = Negative output Socket (-)
POS. 18 = GAS outlet for TIG welding ____________________
POS. 19 = GAS inlet for TIG welding _____________________
POS. 20 = Power source main switch “ON - OFF”
POS. 21 = Power input cable __________________________
POS. 22 = Door for the COOLER UNIT connection
POS. 22A = Screws for door fixing (22) ___________________
POS. 23 = Quick release connectors for inlet (blue) and
outlet (red)
POS. 23A = By-Pass tube with fast pluges
Connect to the fittings (23) if not used
POS. 24 = Coolig water level indicator
POS. 25 = Water tank cap
POS. 26 = Cable for flowmeter water signal ________________
POS. 27 = Cable for the power supply of the
COOLER UNIT _____________________________
5
Instruction Manual INOXA SERIES
GB
English
GB
6. COMMANDS DESCRIPTION INOXA 250 HF / INOXA 360 HF / INOXA 250 HFP / INOXA 360 HFP
Fig. 2
15
17
16
20
21
18
22
22A
19
15A
Page 7-8-17
Page 8
Page 8
Page 8
Page 3
Page 9
Page 9
Page 9
Page 9
25
24
23
23A
27
26
Cooler Unit 09 (Optional)

Instruction Manual INOXA SERIES
6GB
7. ELECTRODE INSTALLATION
NOTE: numbers shown below are referring to Fig. 1-2 chapter 6
COMMANDS DESCRIPTION to Page 4-5.
7.1 ELECTRODE HOLDER CONNECTION
7.2 CONNECTION TO BASE MATERIAL
0,3 sec
Start
Welding Current
Hot Start
In ELECTRODE mode, consider
that functions:
HOT START
ARC FORCE
ANTI STICKING
are all automatic and pre-set for the
electrode that needs to be welded.
HOT START: improves the start, during the arc starting procedure,
the current increases in percentage its value for 0,3 sec.
ARC FORCE: improves the stability of the arc during welding, the
current increases automatically during the transfer of the material.
ANTISTICKING: after 2 sec. of short circuit between the electrode
and the base material, the generator turns OFF. See page 17.
1. Connect the positive power cable (+)
of the ELECTRODE HOLDER to socket
(16).
2. In case reverse polarity electrodes are
used, connect the ELECTRODE
HOLDER to socket (17).
Negative polarity (-).
1. Connect the ground cable to socket
(17). Negative polarity (-).
2. Secure the other end of the ground
cable to the base material, making sure
that a good electrical contact is esta-
blished.
3. In case reverse polarity electrodes are
used, connect the ground cable to socket
(16). Positive polarity (+).
16
17
ATTENTION! If the generator
is connected to the COOLER
UNIT, it is necessary to con-
nect the By-pass tube (23A)
to the quick release connec-
tors (23).
It is also possible to connect
a TIG water cooled torch.
See page 8

7
Instruction Manual INOXA SERIES
GB
English
GB
NOTE: numbers shown
below are referring to Fig. 1-
2 chapter 6 COMMANDS
DESCRIPTION to Page 4-5.
1. Turn ON the generator by
turning the switch (20) in
position “1”.
2. Press the pushbutton (1)
until the LED (1A) lights up.
3. Turn the knob (7) to re-
gulate the welding current
value.
The value is visualized on
the digital display.
7.3 ELETRODE MODE SELECTION
1A
7
1
1A
7
1
HF series
7.4 REMOTE CONTROL REGULATION
The welding current can be remote con-
trolled in the electrode mode using the
MANUAL remote control.
1. Connect the 7-pin Plug of the remote
control to the Receptacle (15).
The display will blink for a few seconds.
2. Set the welding current using the
remote control.
NOTE: the welding current is regulated
from the minimum current of the machine
to the set current on the display.
Ex. If the I2 set current is 200A, the regu-
lation will be from 5A to 200A.
15
VRD = Voltage Reduction
Device. If active, this fun-
ction reduces the no load
voltage of the machine to a
safe value (< 24V DC) as in
accordance with the interna-
tional standards.
1. Press the pushbutton (1)
and turn ON the machine.
2. On the display it will
appear the writing “VRD
OFF” or “VRD ON”.
3. Press again button (1) to
set “VRD OFF” o “VRD ON”.
1
1
7.5 ATTIVAZIONE FUNZIONE “VRD“
NOTE: if the machine is turned OFF with the VRD fun-ction active,
it will be ON at the next start-up.
HFP series
HF series
HFP series

Instruction Manual INOXA SERIES
8GB
8. TIG INSTALLATION
NOTE: numbers shown below are referring to Fig. 1-2 chapter 6
COMMANDS DESCRIPTION to Page 4-5.
8.1 TIG TORCH CONNECTION
8.2 CONNECTION TO BASE MATERIAL
1. Connect the power cable of the Tor ch
to socket (17). Negative polarity (-).
2. Connect the GAS hose to connector
(18).
3. Connect the torch switch plug (15A) to
socket (15).
Torch switch signal is given by a close
contact between pin 1 and 4 of the plug.
4. In the case a water cooled TIG torch is
used, connect the water hoses "outlet and
inlet", to quick connectors (23). See page
9 for COOLER UNIT connection.
Warning! When using an air-cooling
Torch, connect the “by-pass” tube
(23A) to the plugs (23).
5. Install the GAS regulator on the tank.
6. Connect the GAS hose to the pres-
sure regulator.
7. Connect the other end of the GAS hose
to connector (19).
8. Open the GAS regulator.
9. Press the TEST GAS button (8)
10. Set the correct flow of GAS between
5 and 8 litres/min.
NOTE: it is possible to release the GAS
for about 10 sec. by pressing twice the
TEST GAS button (8).
To interrupt the flow of GAS press again
the TEST GAS button.
1. Connect the ground cable to socket
(16). Positive polarity (+).
2. Secure the other end of the ground
cable to the base material, making sure
that a good electrical contact is
established.
17
16
18
15
8.3 FILLING OF COOLER UNIT (OPT.)
1. Make sure that the switch (20) is in position "0".
2. Unscrew Cap (25) and put the coolant until the MAX
level indication is reached (24).
3. Screw cap (25) back on.
Warning! When working with the cooler unit, it
should exclusively be used the coolant supplied by
Sol Welding.
Pin
3
Pin
4
Pin
1
Pin
4

9
Instruction Manual INOXA SERIES
GB
English
GB
8.4 COOLER UNIT
CONNECTION (OPTIONAL)
Warning! Before the installation, it is necessary to make
sure the generator is not connected to the net.
NOTE:the following numbers refer to Fig. 2 to Page 5.
1. Remove the adhesive from the panel
door (22).
2. Open the two wholes on the panel
door and fix the cable holders, given
with the package, to the cooling unit.
3. Open the panel door (22) by
unscrewing the screws (22A).
4. Pass the cable (26) and (27) into the
cable holder.
5. Remove the jumper from the “FLOW
SWITCH” clamps.
6. Connect the cable (27) AC 400V, to
the clamps “400V”, “0V” and “ “.
NOTE WELL: the earth wire (Yellow
Green) must be connected to the
right clamp.
7. Connect the cable (26) (flowmeter
water signal) to the “FLOW SWITCH”
clamps.
8. Fix the cable holder and close the
panel door (22).
COOLER UNIT
OUTPUT
SEE INSTRUCTION MANUAL
FOR INSTALLATION
YELLOW
GREEN
8.5 INSTALLATION ON 2/4 WHEELS TROLLEY
(OPTIONAL)
NOTE: for the assembling of the Trolley
refer to the instructions inside the packa-
ges of the Trolley.
1. Place the MACHINE and the
COOLER UNIT on the designated
compartment (30-31).
2. Fix the MACHINE and the COOLER
UNIT with the jack belt (28) on
the 2 wheels TROLLEY, with the
screws (33) on the 4 wheels Trolley.
3. Place the gas cylinder on the designa-
ted compartment (29).
4. Fix the GAS cylinder with the
chain (32).
30 29
31
32
33
32
28
29
30-31
TROLLEY 08
2 WHEELS
TROLLEY 08
4 WHEELS

Instruction Manual INOXA SERIES
10 GB
NOTE: numbers shown below are referring to Fig. 1-2 chapter 6
COMMANDS DESCRIPTION to Page 4-5.
8.6 TIG MODE SELECTION b) LIFTARC ignition. It occurs by rubbing the electrode to the
piece to weld. It is suitable to environments where the use of high
frequency is forbidden, e.g. hospitals, thermal and electric centrals,
databanks etc. Proceed as it follows:
8.7 TIG HF / LIFTARC IGNITION
1. Touch the metal with the
ceramic part of the torch.
2. Press the button on the
torch. See the TIG DC OPE-
RATING at page 11.
3. By a slope of the wrist
rotate the torch upward and
touch the base metal with
the tungsten electrode.
4. Return to the original
position by an opposite “up-
down” rotation movement.
The TIG arc will be ON.
5. To interrupt the arc,
release the button on the
torch.
1. Turn ON the generator by
turning the switch (20) in
position “1”.
2. Press pushbutton (1) until
the LED (1B) or (1C) turns
on, according to the desired
TIG cycle: 2 Times or 4
Times. See page 11.
3. Turn the knob (7) to re-
gulate the welding current
value.
The value is visualized on
the digital display.
7
1
7
HF series
HFP series
1B-1C
1B-1C
1
In the TIG modality the ignition of the arc can occur in two systems:
High frequency system (HF) or LIFTARC system.
a) HF ignition. It occurs without touching the piece to weld,
approach the electrode to the piece to weld and press the button on
the torch. See the TIG DC OPERATING at page 11.

11
Instruction Manual INOXA SERIES
GB
English
GB
5
HF series
HFP series
5A
5
5A
6. To select the HF or
LIFTARC ignition press
pushbutton (5).
7. The LED (5A) indicates, if
ON, that the HF ignition has
been selected.
Releasing the button of the torch the current goes quickly to zero
by turning off the arc.
It starts now the post-gasification phase (*) with the automatic set-
ting of the post gas time in function of the welding current and of
the welding time.
This function is used for quick tacking.
See page 16 to modify the POST GAS TIME predefined on HF
series.
(*) Adjustable on INOXA HFP series.
1.Turn ON the generator by
turning the switch (20) in
position “1”.
2. Press the pushbutton (1)
until the LED (1B) TIG
2 TIMES turns ON.
1
HF series
HFP series
1
NOTE: numbers shown below are referring to Fig. 1-2 chapter 6
COMMANDS DESCRIPTION to Page 4-5.
The TIG functionament cycle is divided in 2 Times operating and in
4 Times operating, both selected by the pushbutton of the torch
and selectable by pushbutton (1) placed on the front panel.
A) 2 TIMES CYCLE. After having pressed the button of the torch
a pre-gasification time of about 100 milliseconds (*) starts after
which the arc primer function is available and, after having set the
TIG arc, the output current gains the set level.
8.8 TIG DC OPERATING
1B
1B

Instruction Manual INOXA SERIES
12 GB
B) 4 TIMES CYCLE (2ND LEVEL)
Pressing the button of the torch the 100 milliseconds fixed pre-gasi-
fication time starts (*) after that the LIFT ARC function or the High
frequency ignition becomes available.
The ignition of the TIG arc occurs at a current value same as the
20% of the set value and remains at that value until the button of
the torch is released (*).
When the button of the torch is released the output current re-
aches the set value showed on the digital tool. Pressing again the
button of the torch for over 300 milliseconds, the decreasing current
phase starts which will bring the output signal back to the 20% of
the set value (*).
The current remains at 20% (*) of the set value until the button of
the torch is released; at this point the post-gasification phase starts
(*) with the automatic setting of the post-gas time in function of the
welding current and of the welding time.
See page 16 for predefined POST GAS time modification on HF
series.
2nd LEVEL function: during the welding phase, it is possible to
decrease the value of the welding current up to 50% using the
“2ND LEVEL” (See Fig. 3 between point A and point B).
This function is activated by pressing and releasing the button
of the torch for a period of time lower than 300 milliseconds.
(*) Adjustable on INOXA HFP series
1.Turn ON the generator by
turning the switch (20) in
position “1”.
2. Press pushbutton (1) until
TIG 4 TIMES LED (1C) turns
ON.
1
HF series
HFP series
1
1C
1C
2
nd LEVEL
Digital
readout
of setting
Start level
(Automatic
Synergic
Setting)
Up-slope
(Automatic
Synergic
Setting)
Down-slope
Easy to set
Craterfiller
Sequence
(Digital readout)
Final craterfiller
current
(Automatic
Synergic
Setting)
AB
I
2
I
1
I
3
(50% of
I
2)
Torch switch
controls
Fig. 3

13
Instruction Manual INOXA SERIES
GB
English
GB
NOTE: numbers shown below are referring to Fig. 1-2 chapter 6
COMMANDS DESCRIPTION to Page 4-5.
In the TIG modality it is possible to set the “UP SLOPE” time and
the “DOWN SLOPE” time.
The “UP SLOPE” time, is not adjustable on INOXA HF series.
8.9 UP SLOPE AND DOWN SLOPE REGULATION
On INOXA HF series
1. Turn the knob (6) to set
the “DOWN SLOPE” time.
2. The time will be showed
on the display for a few se-
conds.
It is adjustable from 0,1 se-
conds to 12.5 seconds.
On INOXA HFP series
1. Press the pushbuttons
(10) until the LED (11C) or
(11E) flashes.
2. With the knob (7) set the
“DOWN SLOPE” or “UP
SLOPE” ramp time.
3. The times will be showed
on the display. To exit from
the setting mode and con-
firm the value press the
knob (7).
HF series
HFP series
10
11C
6
10
11E
7
NOTE: numbers shown below are referring to Fig. 1-2 chapter 6
COMMANDS DESCRIPTION to Page 4-5.
In the TIG modality it is possible to select the TIMER cycle.
This cycle allows the welding in tacking system or in timed system.
Pressing the button of the torch, after the pre-gasification phase,
the machine will reach the welding current and this will least for the
selected time with the Timer on parameter.
NOTE: the TIMER cycle can be used only in TIG 2 Times modali-
ty. See page 11.
8.10 TIMER SETTING (Only on INOXA HFP series)
1. Press the pushbuttons
(10) until the LED TIMER
(14) flashes.
2. Whith the knob (7) set the
Timer time.
3. The time will be showed
on the display. To exit from
the setting mode and to con-
firm the value, press the
knob (7).
The time is adjustable from
0,0 sec to 60 sec.
HFP series
10
10
7
14
To deactivate the TIMER cycle, repeat the points 1 and 2, turn the
knob (7) counter-clockwise until the displays shows 0,0.
The LED TIMER (14) will stay OFF.
NOTE: it is possible to memorize new settings in one of the avai-
lable JOBS. See page 16.
The DOWN SLOPE or UP SLOPE
times are adjustable from 0 sec to
10 sec.

Instruction Manual INOXA SERIES
14 GB
NOTE: numbers shown below are referring to Fig. 1-2 chapter 6
COMMANDS DESCRIPTION to Page 4-5.
For the settings of the secondary parameters:
PREGAS time Adjustable from 0,1 to 5 sec.
INITIAL CURRENT I1Adjustable from 5A to I nominal (*)
FINAL CURRENT I3Adjustable from 5A to I nominal (*)
POSTGAS time Adjustable from 0,1 to 30 sec
Proceed as it follows.
8.11 SECONDARY PARAMETERS REGULATIONS
(Only on INOXA HFP series)
1. Press the pushbuttons
(10) until the LED, corre-
sponding to the parameter
to set, flashes.
2. With the knob (7) do the
setting.
3. The set value will be
showed on the display.
To exit from the setting
mode and confirm the value
press the knob (7).
HFP series
10
7
10
NOTE: it is possible to memorize new settings in one of the avai-
lable JOBS. See page 16.
(*) The output nominal current is indicated on the technical data
table at page 19.
NOTE: numbers shown below are referring to Fig. 1-2 chapter 6
COMMANDS DESCRIPTION to Page 4-5.
This modality allows to weld in TIG at a pulsed current of the ma-
ximum value I2, at the base value ILOW, both adjustable as fol-
lowing.
It is so guarantee an excellent cleaning of the welding with a less
thermal load on the material to weld.
It is also possible to set the pulser frequency (Hz) and the balan-
cing (% BALANCE) that is the percentage of the maximum current
I2, compared to the base current ILOW.
The pulsation can be set with 2 or 4 Times cycle, TIMER, with or
without ramps.
8.12 PULSATION
(Only on INOXA HFP series)
1. Press pushbutton (12).
Il LED (12A) will turn ON.
2. Press again pushbutton
(12) until the LED, corre-
sponding to the parameter
to set, flashes.
HFP series
12
It is possible to set:
MAXIMUM CURRENT I2 Adjustable from 5A to Inominal (*)
BASE CURRENT ILOW Adjustable from 5A al 90% of I2
PULSER FREQUENCY Adjustable from 1 to 999Hz
% BALANCING Adjustable from 1 to 99%
12A

15
Instruction Manual INOXA SERIES
GB
English
GB
3. With the knob (7) do the
setting.
4. The set value will be
showed on the display.
To exit from the setting
mode and confirm the value
press the knob (7).
5. To exit the PULSATION
mode press pushbutton (12)
for about 2 sec.
The LED (12A) will turn
OFF.
HFP series
NOTE: it is possible to memorize new settings in one of the avai-
lable JOBS. See page 16.
7
HFP series
12
Push > 2 sec
12A
NOTE: numbers shown below are referring to Fig. 1-2 chapter 6
COMMANDS DESCRIPTION to Page 4-5.
The use of the jobs allows to create or to recall up to 10 welding
programs on which will be memorized the different settings.
The number of the JOBS is showed on the display and can go from
1 to 10. If the LED (9A) is OFF it means that no job has been
selected, and the machine works on the free program
(FREE).
In this program, all the variations will be automatically saved
(after at least one welding) and they will be showed again once the
machine is turned ON.
A) JOB RECALL
8.13 JOBS USES
(Only on INOXA HFP series)
1. Press pushbutton (9).
The LED (9A) will turn ON.
2. The display will indicate
the last job used.
E.g.. JOB n°3
3. Select the job from 1 to
10 by turning the knob (7).
4. Press the knob (7) to con-
firm the choice.
The LED (9A) will stay ON.
5. To exit the job modality
press the pushbutton (9)
until the LED (9A) turns
OFF.
HFP series
9A
9
9A
7

Instruction Manual INOXA SERIES
16 GB
B) JOB SAVING.
After having done the setting of one or more parameters, it is pos-
sible to memorize them in one of the available JOBS. It is possible
to memorize also working cycle such as: 2 or 4 Times cycle, timer,
pulsation, o electrode modality.
1. Press the knob (7) for
about 2 sec.
2. The display will show:
“MEM JOB”.
The LED JOB (9A) will flash.
3. Select the JOB from 1 to
10 by turning the knob (7).
E.g. JOB n°7
4. Press again the knob (7)
for about 2 sec. to memorize
the JOB.
5. The LED JOB (9A) will
stay ON.
6. To exit the job modality
press the pushbutton (9)
until the LED (9A) turns
OFF.
HFP series
7
Push > 2 sec
HFP series
9A
7
Push > 2 sec
1. Set the knob (7) on half
scale.
2. Turn ON the machine
and press the pushbutton
TEST GAS (8) within 1-2
sec.
3. On the display it will
appear the writing “REG
GAS” followed by “0”.
4. With the knob (7) set the
percentage of the POST
GAS time reduction.
E.g. - 50%, the display will
show “- 5”.
5. Turn clockwise to incre-
ase and counter-clockwise
to decrease.
A variation from 0 to +/- 90%
is possible.
6. Press the pushbutton (8)
to confirm the setting.
HF series
7
NOTE: numbers shown below are referring to Fig. 1-2 chapter 6
COMMANDS DESCRIPTION to Page 4-5.
It is possible to modify the synergy value of the POST GAS time, to
adapt it to specific needs. For example, in a spot welding cycle the
time results too much long and it is needed to be shortened.
8.14 POST GAS TIME SETTING
(Only on INOXA HF series)
8
HF series
7
8

17
Instruction Manual INOXA SERIES
GB
English
GB
NOTE: numbers shown below are referring to Fig. 1-2 chapter 6
COMMANDS DESCRIPTION to Page 4-5.
The welding current can be regulated from a distance in the TIG
mode using the MANUAL or FOOT remote control.
a) MANUAL remote control connection:
8.15 REMOTE CONTROL REGULATION
1. For the connection use the
MANUAL REMOTE CONTROL ADAPTER
cod. V15190KI
15
of the machine to the set current on the display.
Ex. If the I2 set current is 200A, the regulation will be from 5A to
200A.
b) FOOT remote control connection:
1. Connect the 7-pin Plug of the remote
control to the Receptacle (15).
The display will blink for a few seconds.
2. Press the foot remote control to ignite
the welding arc and press it further to re-
gulate the current.
NOTA: the welding current is regulated
from the minimum current of the machine
to the set current on the display.
Ex. If the I2 set current is 200A, the regu-
lation will be from 5A to 200A.
15
A
B
C
Manual
Remote
Control
Tig torch
2. Connect the 7 poles plug of the remote control and the plug of
the button of the torch to the adapter, see (A) and (B) on fig.
3. Connect the 7 poles plug (C) of the adapter to the socket (15)
of the machine. The display will flash for a few seconds.
4. Set the welding current using the remote control.
NOTA: the welding current is regulated from the minimum current
5
6
RELAY
MAX 1A
ROBOT
c) Automatic system connection:
On pin 5 and 6 of the 7 pin socket
there is the ARC ON signal.
The pins are shortcircuited by a
relay when the current is higher
then 3 amps with wich it is possible
to command a second party, such
as: rotative table, welding positio-
ner, robot etc.

Instruction Manual INOXA SERIES
18 GB
10. SEGNALI DI ALLARME
9. WARNING SIGNALS
NOTE: numbers shown below are referring to Fig. 1-2 chapter 6
COMMANDS DESCRIPTION to Page 4-5.
1) OVERHEATING Protection
1. This protection is trig-
gered off if the internal tem-
perature of the generator
exceeds the pre-fixed va-
lues. In this occurs, the cur-
rent is cut off.
This protection is automati-
cally removed when the
temperature returns to the
normal limit. When ON, this
protection will be signaled
by the yellow LED (4).
NOTE: in case the ANTISTICKING protection turns ON, so will the
yellow LED (4). See page 6.
In TIG modality the yellow LED will turn ON even if the button of the
torch is released.
HF series
HFP series
4
4
2) LACK OF WATER protection device (optional)
This protection is on only if the machine is connected with the
WATER COOLER UNIT 09, as indicated at page 9.
Whene there is water absence or anomalies in the cooling circuit of
the torch, the flow meter installed in the water cooler unit opens a
contact that locks the electricity power supply to the machine.
In this case the YELLOW LED (4) is on, see figure beside.
ON/OFF
2
FLOW SWITCH
PUMP
TORCH
400V

1
Livret d’Instructions INOXA SERIES
F
Français
F
Chap.Par. DESCRIPTION Page
Introduction 2
Maintenance ordinaire 2
1. Emploi consenti 2
2. Précautions générales 3
3. Normes de sécurité électriques 3
4. Normes de sécurité anti-incendie 3
5. Raccordement à la ligne de l’utilisateur 3
6. Description des commandes 4
7. Installation ÉLECTRODE 6
7.1 Connexion de la bride porte-électrode 6
7.2 Connexion de la pièce à souder 6
7.3 Sélection modalité ÉLECTRODE 7
7.4 Emploi avec commande à distance 7
7.5 Activation fonction “VRD”
(Voltage Reduction Device) 7
8. Installation TIG 8
8.1 Connexion de la torche TIG 8
8.2 Connexion de la pièce à souder 8
8.3 Remplissage du groupe de refroidissement
(optional) 8
8.4 Connexion du groupe de refroidissement
(optional) 9
8.5 Installation sur chariot 2 / 4 roues
(optional) 9
8.6 Sélection modalité TIG 10
8.7 Amorçage TIG HF / LIFTARC 10
INDEX Chap.Par. DESCRIPTION Page
8.8 Fonctionnement TIG DC
CYCLE 2 TEMPS / CYCLE 4 TEMPS 11
8.9 Réglage CROISSANCE et DÉCROISSANCE
du COURANT 13
8.10 Réglage TIMER (seulement sur série HFP) 13
8.11 Réglage des paramètres secondaires
(seulement sur série HFP) 14
8.12 PULSATION (seulement sur série HFP) 14
8.13 Utilisation des JOB
(seulement sur série HFP) 15
8.14 Modification du TEMPS de POST GAZ
(Seulement sur série INOXA HF) 16
8.15 Emploi avec commande à distance 17
9. Signaux d’alarme 18
10. Specifiques techniques 19
11. Liste pieces 20
Schèmas electriques 25

Livret d’Instructions INOXA SERIES
2F
Introduction
Pour obtenir la performance optimale de cette installation et assu-
rer une durée maximum à ses composants, il est impératif de sui-
vre rigoureusement les instructions pour l’utilisation et l’entretien
qui se trouvent dans ce livret.
Dans votre intérêt, nous vous conseillons de vous adresser au per-
sonnel spécialisé pour l’entretien et - le cas échéant, pour la répa-
ration de l’installation.
Toutes nos machines sont sujettes à une évolution continue. Nous
nous réservons donc effectuer des modifications concernant la
construction et l’équipement aussi.
MAINTENANCE ORDINAIRE
Éviter qu'on cumule de la poussière métallique à l’intérieur de
l’installation.
Enlever l'alimentation à l'installation avant toute intervention!
Contrôles périodiques au générateur:
• Effectuer le nettoyage interne en utilisant l'air
comprimé à basse pression et pinceaux à soie
souple.
• Contrôler les connexions électriques et tous
les câbles de liaison.
Pour l'entretien et l'emploi des réducteurs de pression consulter les
manuels spécifiques.
1. EMPLOI CONSENTI
Les générateur type INOXA 250 HF, INOXA 360 HF, INOXA 250
HFP e INOXA 360 HFP sont developpé pour soudage élèctrode e
Liftarc, TIG HF (*) avec gamme 250 / 360A.
• Il n'est pas consenti l'usage des machines et de ses parties
pour applications differentses de celles énumérées dans ce
manuel.
Il est conseillé l'usage des générateurs INOXA (version
standard):
• En ambientations avec haute concéntration d'humidité et
poudre.
• Avec alimentation de motogénérateurs.
• Avec câbles d'alimentaton de longueur supérieure aux 50mt.
Addressez-vous au centre d'assistence pour conseilles et précau-
tions d'usage, lors que l'installation et l'usage doit se passer dans
une des conditions décrites an-dessous.
Il est conseillé une procedure de manutention tous les 2-3
mois à concorder avec le centre d'assistence.
(*) Sur la série INOXA HFP, il est possible de sélectionner la moda-
lité TIG PULSÉ pour garantir un excellent décapage de la soudure
avec un apport thermique inférieur.
En outre, la possibilité de mémoriser jusqu’à 10 JOB (points de tra-
vail) donne la possibilité à l’opérateur, de mémoriser et de rappeler
de véritables programmes de travail.

3
Livret d’Instructions INOXA SERIES
F
Français
F
2. PRECAUTIONS GENERALES
Les opérations de soudure, si pas opportunement exécutées,
représentent un risque pour le santé des opérateurs et de tous ceux qui
se trouvent dans les immédiates proximités. On recommande par con-
séquent, d'observer quelques fondamentales règles de sûreté à resumer
dans:
- Limiter l'aire exposée à des fumées et radiations provenant de la
soudure en la délimitant avec des spéciaux écrans spéciaux ANTI
REFLÉCHI ou, si possible, réserver ces procès industriels à des
appropriés locaux appropriés.
- Protéger le corps, dans toutes ses parties, avec vêtements ou
accessoires (masques, casques, etc...) et possiblement adhérents au
corps; utiliser des chaussures en gomme afin de résulter
opportunement isolé.
- Limiter la formation de fumées et de gaz en utilisant des pièces de métal
non traitées, nettoyées et sans rouille; en cas contraire on
recommande l'utilisation de masques pour favoriser la respiration.
Réaliser en outre un système de ventilation ou une aération qui
permette un bon rechange d'air.
3. NORMES DE SECURITE ELECTRIQUES
- Éviter de travailler avec des câbles qui soient dans n’importe quelle
façon détériorés et de réaliser correctement la connexion des phases de
la terre avec une épine normalisée.
- Ne jamais envelopper les câbles de la torche ou de masse sur le corps.
- Éviter d’opérer en lieux humides ou mouillés sans les précautions
adéquates.
- Éviter d’opérer avec la soudeuse dépourvue de panneaux ou de cou-
vertures de protection pour sauvegarder la sûreté de l'installation et de
l’opérateur.
4. NORMES DE SECURITE ANTI-INCENDIE
- Équiper l' aire de travail avec des extincteurs appropriés et en contrôler
périodiquement l'efficacité.
- Positionner sur un plan solide et horizontal le générateur en s'assurant
qu’il y ait soit une bonne aération et en éviter le surchauffage en
obstruant le panneau postérieur.
- Adopter toutes les règles nécessaires dans le cas dans lequel on doive
exécuter des soudures sur des containeurs de lubrifiants ou de
combustibles en général.
5. RACCORDEMENT A LA LIGNE DE L’UTILISATEUR
Avant de relier l' installation à la ligne d'usage contrôler que la tension et
la fréquence de réseau correspondent à celles reportées sur la plaque
des donnés de l' installation et que l'interrupteur soit sur la position "0".
Le branchement au réseau peut être exécuté au moyen du câble en
dotation à l’installation en reliant:
- le conducteur jaune- vert à l’ installation de terre;
- les restants conducteurs au réseau.
Relier au câble d'alimentation une épine normalisée de portée adéquate
et prevoir une prise de réseau douée de fusibles ou interrupteur automa-
tique. S'assurer que le terminal de terre soit relié au conducteur de terre
(JAUNE-VERT) de la ligne d'alimentation.
NOTE: eventuels prolonges du câble d'alimentation doivent être de
section adaptée, dans aucun cas inférieur à celle du câble en dotation.

POS. 1 = Pussoir de sélection modalité:
POS. 1A = ÉLECTRODE __________________________
POS. 1B = TIG 2 Temps _________________________
POS. 1C = TIG 4 Temps __________________________
POS. 2 = Indicateur d'alimentation
POS. 3 = Display pour la visualisation du courant de soudage
SET et REAL, temps de décroissance du courant
(sur série HFP indique aussi le paramètre sélectionné)
POS. 4 = Indicateur de bloc d'erogation ________________
POS. 5 = Poussoir HF ON / OFF ______________________
POS. 5A = LED HF ON / OFF
POS. 6 = Potentiomètre régulateur temps de décroissance _
POS. 7 = Potentiomètre régulateur courant soudage
(sur série HFP indique aussi le paramètre sélectionné)
POS. 8 = Poussoir TEST GAS _____________________
POS. 9 = Poussoir de sélection et de mémorisation JOB ____
POS. 9A = LED modalité JOB sélectionnée
POS. 10 = Poussoirs pour sélection des paramètres 11 et 14
POS. 11 = LED paramètres sélectionnée:
(A) Temps de PRÉ-GAZ ______________________
(B) COURANT INITIAL I1 ___________________
(C) RAMPE DE MONTÉE ____________________
(D) COURANT DE SOUDAGE I2
(E) RAMPE DE DÉCROISSANCE ____________
(F) COURANT FINAL I3 ____________________
(G) Temps de POST-GAZ _____________________
POS. 12 = Poussoir de sélection de la modalité PULSATION ___
POS. 12A = LED PULSATION ON / OFF
POS. 13 = LED paramètres de pulsation sélectionnés
POS. 14 = LED de modalité du TIMER sélectionnée _________
Livret d’Instructions INOXA SERIES
4F
6. DESCRIPTION DES COMMANDES INOXA 250 HF / INOXA 360 HF / INOXA 250 HFP / INOXA 360 HFP
Fig. 1
12345
7
Page 7
Page 10
Page 10
Page 18
Page 11
Page 13
Page 8-16
Page 15
Page 14
Page 14
Page 13
Page 13
Page 14
Page 14
Page 14
Page 13
5234
14 7
5A
6
1A
1B
1C
8
911B
1C
1A
10
5A
10
9A
12A
8
13
11
11
HF series
HFP series
12
ABCDEFG
H
I
L

POS. 15 = Prise 7 pôles pour branchement POUSSOIR de la
TORCHE et COMMANDE à DISTANCE ______
POS. 15A = Fiche 7 pôles pour branchement
POUSSOIR de la TORCHE ___________________
(Brancher les fils du poussoir de la torche aux
pieds 1et 4)
POS. 16 = Prise de sortie positive ( + )
POS. 17 = Prise de sortie négative ( - )
POS. 18 = Sortie GAZ pour soudage TIG _________________
POS. 19 = Entrée GAZ pour soudage TIG ________________
POS. 20 = Interrupteur principal générateur
"ALLUMÉ - ÉTEINT"
POS. 21 = Câble d’alimentation _________________________
POS. 22 = Portillon pour la connexion du GROUPE de
REFROIDISSEMENT _______________________
POS. 22A = Vis pour la fixation du portillon 22 ______________
POS. 23 = Raccords des connections rapides envoi (bleus) et
retour eau (rouge)
POS. 23A = Tube By-Pass avec raccordements rapides
Brancher aux raccordements (23) s’ils ne sont pas utilisés
POS. 24 = Indicateur de niveau liquide de refroidissement
POS. 25 = Bouchon pour le remplissage de l’eau
POS. 26 = Câble pour signal de manque d’eau ____________
POS. 27 = Câble pour l’alimentation du GROUPE de
REFROIDISSEMENT ________________________
5
Livret d’Instructions INOXA SERIES
F
Français
F
6. DESCRIPTION DES COMMANDES INOXA 250 HF / INOXA 360 HF / INOXA 250 HFP / INOXA 360 HFP
Fig. 2
15
17
16
20
21
18
22
22A
19
15A
Page 8
Page 7-17
Page 8
Page 8
Page 8
Page 3
Page 9
Page 9
Page 9
Page 9
25
24
23
23A
27
26
Cooler Unit 09 (Optional)

Livret d’Instructions INOXA SERIES
6F
7. INSTALLATION ÉLECTRODE
NOTE: les numéros reportés ci de suite font référence à l’image
Fig. 1-2 du chapitre 6 DESCRIPTION COMMANDES à la Page 4-5.
7.1 CONNEXION DE LA BRIDE PORTE-ÉLECTRODE
7.2 CONNEXION DE LA PIECE A SOUDER
0,3 sec
Start
Welding Current
Hot Start
Dans la modalité ÉLECTRODE con-
sidérer que les fonctions:
HOT START
ARC FORCE
ANTI STICKING
elles sont toutes automatiques et
auto-adaptées à l'électrode en
soudure.
HOT START: pour améliorer l'amorçage, au début de la soudure le
courant augmente d'une valeur % pour 0.3 secondes.
ARC FORCE: pour améliorer la stabilité d'arc, le courant est
augmenté automatiquement pendant le transfert du métal.
ANTI STICKING: après 2 secondes de court circuit entre
l'électrode et la pièce, le générateur s'éteint. Voir Page 17.
1. Relier le câble de la pince PORTE-
ÉLECTRODE à la prise (16)
Polarité positive (+).
2. Dans le cas on veuille utiliser des
électrodes avec polarité invertie, relier le
câble à la prise (17).
Polarité négative (-).
1. Relier le creux de masse à la prise
(17). Polarité négative (-).
2. Fixer l’autre extrémité du câble de
masse à la pièce de souder en s'assurant
que y il soit un bon contacte électrique.
3. Dans le cas on veuille utiliser des
électrodes avec polarité inverti, relier le
creux à prise (16).
Polarité positive (+).
16
17
Avertissement! Si le généra-
teur est branché à l’UNITÉ de
REFROIDISSEMENT, il faut
brancher le tube By-pass
(23A) aux raccords rapides
(23).
Il est aussi possible de bran-
cher une torche TIG refroidie
à l’eau. Voir page 8.

7
Livret d’Instructions INOXA SERIES
F
Français
F
NOTE: les numéros repor-
tés ci de suite font référence
à l’image Fig. 1-2 du
chapitre 6 DESCRIPTION
COMMANDES à la
Page 4-5.
1. Allumer le génerateur en
portant l'interrupteur (20)
dans la position "1".
2. Appuyer sur le bouton-
poussoir (1) jusqu’à ce que
le voyant (1A) ne s’allume.
3. Régler la valeur de
courant de soudage en tour-
nant le potentiomètre (7).
La valeur est visualisée sur
l’appareil numérique.
7.3 SÉLECTION MODALITÉ ÉLECTRODE
1A
7
1
1A
7
1
HF series
7.4 EMPLOI AVEC COMMANDE À DISTANCE
En modalité ÉLECTRODE, il est possible
de régler à distance le courant de souda-
ge, à l’aide de la commande à distance
MANUELLE.
1. Brancher la fiche 7 pôles de la com-
mande à distance à la prise (15).
Le display va clignoter pour quelques
secondes.
2. Programmer le courant de soudage à
partir de la commande à distance.
NOTE: le réglage se produit de la valeur
minimum de courant à celle indiquée sur le
panneau frontal.
Ex: si le courant I2 programmé est de
200A, la commande à distance réglera de
5A à 200A.
15
VRD = Voltage Reduction
Device. Cette fonction per-
met, si actionnée, de réduire
la tension de sortie à vide
de la machine à une valeur
de toute sécurité (< 24V DC)
conforme aux normes inter-
nationales en vigueur.
1. Allumer le générateur en
maintenant le poussoir (1)
pressé.
2. Sur le display, apparaît
l’inscription “VRD OFF” ou
“VRD ON”.
3. Appuyer à nouveau sur le
poussoir (1) pour program-
mer “VRD OFF” ou “VRD
ON”.
1
1
7.5 ACTIVATION FONCTION VRD
NOTE: si en éteignant la machine la fonction VRD est actionnée,
au rallumage de la machine elle reste toujours actionnée.
HFP series
HF series
HFP series

Livret d’Instructions INOXA SERIES
8F
8. INSTALLATION TIG
NOTE: les numéros reportés ci de suite font référence à l’image
Fig. 1-2 du chapitre 6 DESCRIPTION COMMANDES à la Page 4-5.
8.1 CONNEXION DE LA TORCHE TIG
8.2 ASSEMBLAGE DE LA PIECE A SOUDER
1. Relier le câble de puissance de la
Torche à la prise (17).
Polarité négative (-).
2. Relier le tuyau GAZ au raccord (18).
3. Relier le fiche (15A) poussoir de la
torche à la prise (15).
Le commande bouton torche est don-
née entre les pieds 1 et 4.
4. Dans le cas de torche refroidie à EAU,
relier les tuyauxes de "envoi et retour" aux
raccords des connexions rapides (23).
Pour la connexion du GROUPE de
REFROIDISSEMENT voir page 9.
Attention! Dans le cas d’une torche
avec refroidissment à AIR, brancher
le tube “By pass” (23A) fourni avec
l’installation, aux raccordements
rapides (23).
5. Fisser le reducteur de pression à la
bouteille.
6. Relier le tuyau gaz au reducteur de
pression.
7. Relier l’autre extrémité du tube gaz au
raccord (19).
8. Ouvrir le régulateur.
9. Appuyer sur le poussoir TEST GAZ (8).
10. Régler le flux du GAZ à la valeur
appropriée 5-8 l/min.
NOTE: il est possible de faire sortir le GAZ
pendant 10 sec. environ en appuyant 2
fois sur le poussoir TEST GAZ (8).
Pour interrompre le flux de GAZ, appuyer
à nouveau sur le poussoir TEST GAZ.
1. Relier le câble de masse à la prise
(16). Polarité positive (+).
2. Fixer l’autre extrémité du câble de
masse à la pièce à souder en s'assurant
que y il soit un bon contacte électrique.
17
16
18
15
8.3 REMPLISSAGE DU GROUPE DE REFROIDISSEMENT (OPT.)
1. Assurer que l’interrupteur (20) soit dans la position “0”.
2. Dévisser le bouchon (25) et verser le liquide réfrigérant
jusqu’au niveau MAX indiqué ou l’èchelle graduée (24).
3. Visser à nouveau le bouchon (25).
Attention! Pour le groupe réfrigérant, utiliser exclusive-
ment du liquide réfrigérant fourni par Sol Welding.
Pin
3
Pin
4
Pin
1
Pin
4

9
Livret d’Instructions INOXA SERIES
F
Français
F
8.4 CONNEXION DU GROUPE DE
REFROIDISSEMENT (OPTIONAL)
Attention! Avant de procéder à l’installation, s’assurer que
le Générateur est débranché du réseau.
NOTA: les numéros reportés ci-après se référent à la Fig. 2
Page 5.
1. Enlever l’adhésif du portillon (22).
2. Ouvrir les deux trous sur le portillon et
fixer les serre-câbles fournis à l’unité
de refroidissement.
3. Ouvrir le portillon (22) en dévissant-
les vis (22A).
4. Faire passer les câbles (26) et (27)
dans les serre-câbles.
5. Enlever la barrette sur les bornes
“FLOW SWITCH”.
6. Brancher le câble (27) AC 400V, aux
boîtes de connexions “400V”, “0V”
et “ “.
NOTE. Le fil de terre (JAUNE VERT)
doit être branché à la borne de
droite.
7. Brancher le câble (26) (signal manque
d’eau) aux bornes “FLOW SWITCH”.
8. Fixer les serre-câbles et refermer le
portillon (22).
COOLER UNIT
OUTPUT
SEE INSTRUCTION MANUAL
FOR INSTALLATION
JAUNE
VERT
8.5 INSTALLATION SUR CHARIOT
2 / 4 ROUES (OPTIONAL)
NOTE: pour le montage des chariots, se
référer aux instructions à l’intérieur de leur
emballage.
1. Placer GÉNÉRATEUR et GROUPE
de REFROIDISSEMENT sur les
logements (30-31).
2. Fixer GÉNÉRATEUR et GROUPE de
REFROIDISSEMENT avec la
courroie à cric (28) sur chariot à
2 roues, avec les vis (33) sur chariot à
4 roues.
3. Placer la bouteille de GAZ dans son
logement (29).
4. Fixer la bouteille de GAZ à l’aide de la
chaîne (32).
30 29
31
32
33
32
28
29
30-31
TROLLEY 08
2 WHEELS
TROLLEY 08
4 WHEELS

Livret d’Instructions INOXA SERIES
10 F
NOTE: les numéros reportés ci de suite font référence à l’image
Fig. 1-2 du chapitre 6 DESCRIPTION COMMANDES à la Page 4-5.
8.6 SÉLECTION MODALITÉ TIG b) Amorçage LIFTARC. Il s’effectue par frottement de l’électrode
de tungstène sur la pièce à souder. Il est adapté à des milieux où
l’utilisation de la haute fréquence est interdite, ex. hôpitaux, cen-
trales thermiques et électriques, banques de données, etc.
Procéder de la façon suivante:
8.7 AMORÇAGE TIG HF / LIFTARC
1. Appuyer la ceramique de
la torche à la pièce à souder.
2. Appuyer sur le poussoir
de la torche.
Voir FONCTIONNEMENT
TIG DC page 11.
3. Avec un mouvement
rotatoire, pour rapport au
point d'appuye de la
ceramique, apporter au con-
tact l'électrode de tungstène
avec la pièce à souder.
4. Retourner dans la posi-
tion initiale avec le mouve-
ment de return: l'arc résul-
tera allumé.
5. Pour interrompre l’arc,
relâcher le poussoir de la
torche.
1. Allumer le génerateur en
portant l'interrupteur (20)
dans la position "1".
2. Appuyer sur le poussoir
(1) jusqu’à ce que le LED
(1B) ou (1C) ne s’allume en
fonction du cycle TIG désiré:
2 Temps ou 4 Temps.
Voir page 11.
3. Régler la valeur de
courant de soudage en tour-
nant le potentiomètre (7).
La valeur est visualisée sur
le display.
7
1
7
HF series
HFP series
1B-1C 1B-1C
1
En modalité TIG, l’amorçage de l’arc peut advenir de deux
façons: avec système à Haute fréquence (HF) ou avec système
LIFTARC.
a) Amorçage HF. Il s’effectue sans toucher la pièce à souder,
approcher l’électrode de la pièce à souder et appuyer sur le pous-
soir de la torche. Voir FONCTIONNEMENT TIG DC page 11.

11
Livret d’Instructions INOXA SERIES
F
Français
F
5
HF series
HFP series
5A
5
5A
6. Pour sélectionner l’amor-
çage HF ou LIFTARC,
appuyer sur le poussoir (5).
7. La LED (5A) indique, si
elle est allumée, que
l’amorçage HF est sélection-
né.
fois l’arc TIG instauré, le courant en sortie arrive au niveau pro-
grammé. En relâchant le poussoir de la torche, le courant arrive
rapidement à zéro avec l’extinction de l’arc.
La phase de post-gazéification (*) commence alors avec le réglage
automatique du temps de post-gaz en fonction du courant de sou-
dage et du temps de soudage.
Cette fonction est utilisée pour de rapides pointages.
Voir page 16 pour modifier le temps de POST GAZ prédéfini sur la
série HF.
(*) Réglable sur la série INOXA HFP.
1. Allumer le génerateur en
portant l'interrupteur (20)
dans la position "1".
2. Appuyer sur le poussoir
(1) jusqu’à ce que la LED
(1B) TIG 2 TEMPS ne s’allu-
me.
1
HF series
HFP series
1
NOTE: les numéros reportés ci de suite font référence à l’image
Fig. 1-2 du chapitre 6 DESCRIPTION COMMANDES à la Page 4-5.
Le cycle de fonctionnement TIG se divise en fonctionnement 2
temps et fonctionnement 4 temps, tous deux commandés par le
poussoir de la torche et pouvant être sélectionnés à l’aide du pous-
soir (1) placé sur le panneau frontal.
A) CYCLE 2 TEMPS
Lors de la pression du poussoir de la torche, un temps de pré-
gazéification d’environ 100 millièmes de seconde (*) commence,
après quoi est habilitée la fonction d’amorçage de l’arc et, une
8.8 SÉLECTION MODALITÉ TIG DC
1B 1B

Livret d’Instructions INOXA SERIES
12 F
B) CYCLE 4 TEMPS (2ème NIVEAU)
Lors de la pression du poussoir de la torche, le temps de pré-gazéi-
fication fixé à environ 100 millièmes de seconde (*) commence,
après quoi la fonction de LIFT ARC ou l’amorçage à Haute fré-
quence est habilité.
L’amorçage de l’arc TIG s’effectue à une valeur de courant égale à
20% de la valeur programmée et reste ainsi jusqu’à ce qu’on
relâche le poussoir de la torche (*).
Après avoir relâché le poussoir de la torche, le courant de sortie se
met à la valeur programmée visualisée sur l’instrument numérique.
En appuyant à nouveau sur le poussoir de la torche pendant plus
de 300 millièmes de seconde, la phase de décroissance du courant
commence et enverra le signal de sortie à nouveau à 20% de la
valeur programmée (*).
Le courant se maintient à 20% (*) de la valeur programmée jus-
qu’au relâchement du poussoir de la torche; alors la phase de post-
gazéification (*) commence, avec le réglage automatique du temps
de post-gaz en fonction du courant de soudage et du temps de
soudage.
Voir page 16 pour modifier le temps de POST GAZ prédéfini sur la
série HF.
Fonction 2ème NIVEAU: durant la phase de soudage, il est pos-
sible de diminuer la valeur du courant de soudage jusqu’à 50% en
utilisant la fonction ”2ème NIVEAU” (Voir Fig. 3 entre points A et B).
Cette fonction est activée en appuyant et en relâchant le pous-
soir de la torche pendant un temps inférieur à 300 millièmes de
seconde.
(*) Réglable sur la série INOXA HFP.
1. Allumer le génerateur en
portant l'interrupteur (20)
dans la position "1".
2. Appuyer sur le poussoir
(1) jusqu’à ce que la LED
(1C) TIG 4 TEMPS ne s’allu-
me.
1
HF series
HFP series
1
1C 1C
2
nd LEVEL
Digital
readout
of setting
Start level
(Automatic
Synergic
Setting)
Up-slope
(Automatic
Synergic
Setting)
Down-slope
Easy to set
Craterfiller
Sequence
(Digital readout)
Final craterfiller
current
(Automatic
Synergic
Setting)
AB
I
2
I
1
I
3
(50% of
I
2)
Torch switch
controls
Fig. 3

13
Livret d’Instructions INOXA SERIES
F
Français
F
NOTE: les numéros reportés ci de suite font référence à l’image
Fig. 1-2 du chapitre 6 DESCRIPTION COMMANDES à la Page 4-5.
En modalité TIG, il est possible de régler le temps de croissance du
courant “UP SLOPE” et le temps de décroissance du courant
“DOWN SLOPE”. Le temps de croissance du courant, “UP
SLOPE”, n’est pas réglable sur la série INOXA HF.
8.9 RÉGLAGES RAMPÉ DE MONTÉE ET DE DESCENTE
Sur la série INOXA HF
1. Tourner la manette (6)
pour régler le temps de
décroissance du courant
“DOWN SLOPE”.
2. Le temps sera visualisé
sur le display pendant
quelques secondes.
Il est réglable de 0,1 sec à
12,5 sec.
Sur la série INOXA HFP
1. Appuyer sur les poussoirs
(10) jusqu’à ce que la LED
(11C) ou (11E) ne clignote.
2. Avec la manette (7), régler
le temps de croissance ou de
décroissance du courant.
3. Les temps seront visuali-
sés sur le display.
Pour sortir du réglage et
confirmer la donnée, ap-
puyer sur la manette (7).
HF series
HFP series
10
11C
6
10
11E
7
NOTE: les numéros reportés ci de suite font référence à l’image
Fig. 1-2 du chapitre 6 DESCRIPTION COMMANDES à la Page 4-5.
En modalité TIG, il est possible de sélectionner le cycle TIMER.
Ce type de cycle permet le soudage en pointage ou, quoi qu’il en
soit, temporisé.
En appuyant sur le poussoir de la torche, après la phase de pré-
gazéification, la machine se mettra au courant de soudage et ceci
durera pendant le temps programmé avec le paramètre Timer ON.
NOTE: le cycle TIMER peut être utilisé seulement en modalité TIG
2 temps. Voir page 11.
8.10 RÉGLAGES TIMER (seulement sur SÉRIE HFP)
1. Appuyer sur les poussoirs
(10) jusqu’à ce que la LED
TIMER (14) ne clignote.
2. Avec la manette (7),
régler le temps de TIMER.
3. Le temps sera visualisé
sur le display.
Pour sortir du réglage et
confirmer la donnée, ap-
puyer sur la manette (7).
Le temps est réglable de 0,0
sec à 60 sec.
HFP series
10
10
7
14
Pour désactiver le cycle TIMER, répéter les points 1 et 2, tourner la
manette (7) dans le sens contraire des aiguilles d’une montre jus-
qu’à ce que le cadran d’affichage indique 0,0.
La LED TIMER (14) restera éteinte.
NOTE: il est possible de mémoriser les nouvelles programmations
sur un des JOB disponibles. Voir page 16.
Les temps de croissance du courant
et de décroissance sont réglables de
0 sec à 10 sec.

Livret d’Instructions INOXA SERIES
14 F
NOTE: les numéros reportés ci de suite font référence à l’image
Fig. 1-2 du chapitre 6 DESCRIPTION COMMANDES à la Page 4-5.
Pour les réglages des paramètres secondaires:
TEMPS DE PRÉGAZ Réglable de 0,1 à 5 sec.
COURANT INITIAL I1Réglable de 5A à Inominale (*)
COURANT FINAL I3Réglable de 5A à Inominale (*)
Temps de POSTGAZ Réglable de 0,1 à 30 sec.
procéder de la façon suivante.
8.11 RÉGLAGE DES PARAMÈTRES SECONDAIRES
(seulement sur SÉRIE HFP)
1. Appuyer sur les poussoirs
(10) jusqu’à ce la LED cor-
respondant au paramètre à
régler ne clignote.
2. Avec la manette (7) exé-
cuter le réglage.
3. La valeur réglée sera
visualisée sur le display.
Pour sortir du réglage et
confirmer la donnée, ap-
puyer sur la manette (7).
HFP series
10
7
10
NOTE: il est possible de mémoriser les nouvelles programmations
sur un des JOB disponibles. Voir page 16.
(*) Le courant de sortie nominal est indiquée dans le tableau des
données techniques à la page 19.
NOTE: les numéros reportés ci de suite font référence à l’image
Fig. 1-2 du chapitre 6 DESCRIPTION COMMANDES à la Page 4-5.
Cette modalité permet de souder en TIG à un courant sur le pous-
soir d’une valeur maximale de I2, à la valeur de base ILOW pou-
vant être programmée comme décrit ci-après.
On garantit ainsi un excellent décapage du soudage avec un
apport thermique inférieur sur le matériel à souder.
Il est en outre possible de régler la fréquence de pulsation (Hz) et
la balance (% BALANCE) c’est-à-dire le pourcentage de pic de
courant I2, par rapport au courant de base ILOW.
La pulsation peut être programmée avec cycles à 2 ou 4 temps,
TIMER, avec ou sans croissance ou décroissance du courant.
8.12 PULSATION
(seulement sur SÉRIE HFP)
1. Appuyer sur le poussoir
(12). La LED (12A) s’allume.
2. Appuyer à nouveau sur le
poussoir (12) jusqu’à ce que
la LED correspondant au
paramètre à régler ne cli-
gnote.
HFP series
12
Il est possible de régler:
PIC DE COURANT I2Réglable de 5A à Inominale (*)
COURANT DE BASE ILOW Réglable de 5A à 90% de I2
FRÉQUENCE PULSATION Réglable de 1 à 999Hz
% BALANCE Réglable de 1 à 99%
12A

15
Livret d’Instructions INOXA SERIES
F
Français
F
3. Avec la manette (7) exé-
cuter le réglage.
4. La valeur réglée sera
visualisée sur le display.
Pour sortir du réglage et
confirmer la donnée, ap-
puyer sur la manette (7).
5. Pour sortir de la modalité
PULSATION, appuyer sur le
poussoir (12) pendant 2 sec.
environ.
La LED (12A) s’éteint.
HFP series
NOTE: il est possible de mémoriser les nouvelles programmations
sur un des JOB disponibles. Voir page 16.
7
HFP series
12
Push > 2 sec
12A
NOTE: les numéros reportés ci de suite font référence à l’image
Fig. 1-2 du chapitre 6 DESCRIPTION COMMANDES à la Page 4-5.
L’utilisation des JOB permet de créer ou de rappeler jusqu’à 10 pro-
grammes de soudage sur lesquels seront mémorisés les diffé-
rentes programmations. Le nombre de JOB est indiqué sur le
display et peut aller de 1 à 10.
Si la LED (9A) est éteinte, cela signifie qu’aucun JOB n’est
sélectionné et que la machine travaille sur le programme
libre (FREE). Dans ce programme, toutes les variations
seront sauvegardées automatiquement (après au moins un souda-
ge) et représentées au rallumage de la machine.
A) RAPPEL D’UN JOB
8.13 UTILISATION DES JOB
(seulement sur SÉRIE HFP)
1. Appuyer sur le poussoir
(9). La LED (9A) s’allume.
2. Le display indiquera le
dernier JOB utilisé.
Ex. JOB n°3.
3. Sélectionner le JOB de 1
à 10 en tournant la manette
(7).
4. Appuyer sur la manette
(7) pour confirmer le choix.
La LED (9A) reste allumée.
5. Pour sortir de la modalité
JOB, appuyer sur le pous-
soir (9) jusqu’à ce que la
LED (9A) ne s’éteigne.
HFP series
9A
9
9A
7

Livret d’Instructions INOXA SERIES
16 F
B) MÉMORISATION D’UN JOB
Après avoir exécuté le réglage d’un ou de plusieurs paramètres, il
est possible de les mémoriser dans un des JOB disponibles. Il est
aussi possible de mémoriser des cycles de travail comme: cycle 2
temps ou 4 temps, timer, pulsation ou modalité électrode.
1. Appuyer sur la manette
(7) pendant 2 sec. environ.
2. Le display indiquera
“MEM JOB”.
La LED JOB (9A) clignote.
3. Sélectionner le JOB de 1
à 10 en tournant la manette
(7). Ex. JOB n°7.
4. Appuyer à nouveau sur la
manette (7) pendant 2 sec.
environ pour mémoriser le
JOB.
5. La LED JOB (9A) reste
allumée.
6. Pour sortir de la modalité
JOB, appuyer sur le pous-
soir (9) jusqu’à ce que la
LED (9A) ne s’éteigne.
HFP series
7
Push > 2 sec
HFP series
9A
7
Push > 2 sec
1. Placer la manette (7) à la
moitié de l’échelle.
2. Allumer la machine et
appuyer dans les 1-2 sec.
sur le poussoir TEST GAZ
(8).
3. Sur le display apparaîtra
l’inscription “REG GAZ” sui-
vie de “0”.
4. Avec la manette (7),
régler le pourcentage de
réduction du temps de
POST GAZ.
Ex. - 50%, le cadran d’affi-
chage indiquera “- 5”.
5. Tourner dans le sens des
aiguilles d’une montre pour
augmenter et dans le sens
contraire pour diminuer.
Il est possible d’avoir une
variation de 0 à +/- 90%.
HF series
7
NOTE: les numéros reportés ci de suite font référence à l’image
Fig. 1-2 du chapitre 6 DESCRIPTION COMMANDES à la Page 4-5.
Il est possible de modifier la valeur de synergie du temps de POST
GAZ, pour l’adapter aux exigences spécifiques. Par exemple, dans un
cycle de pointage, le temps est trop long et on veut raccourcir.
8.14 MODIFICATION DU TEMPS DE POST GAZ
(seulement sur SÉRIE HFP)
8
HF series
7
8
6. Appuyer sur le poussoir (8) pour confirmer la modification.

17
Livret d’Instructions INOXA SERIES
F
Français
F
NOTE: les numéros reportés ci de suite font référence à l’image
Fig. 1-2 du chapitre 6 DESCRIPTION COMMANDES à la Page 4-5.
En modalité TIG, il est possible de régler à distance le courant de
soudage, avec la commande à distance MANUELLE ou PÉDALE.
a) Branchement de la commande à distance MANUELLE:
8.15 EMPLOI AVEC COMMANDE À DISTANCE
1. Pour le branchement, utiliser
L’ADAPTATEUR DE COMMANDE À DIS-
TANCE MANUELLE CODE V15190KI.
15
NOTA: le réglage se produit de la valeur minimum de courant à
celle indiquée sur le panneau frontal. Ex: si le courant I2 program-
mé est de 200A, la commande à distance réglera de 5A à 200A.
b) Branchement de la commande à distance A PÉDALE:
1. Brancher la fiche 7 pôles de la com-
mande à distance à la prise (15).
Le display va clignoter pour quelques
secondes.
2. Appuyer sur la pédale pour amorcer
l’arc de soudage et appuyer plus fort pour
exécuter le réglage.
NOTA: le réglage se produit de la valeur
minimum de courant à celle indiquée sur le
panneau frontal.
Ex: si le courant I2 programmé est de
200A, la commande à distance réglera de
5A à 200A.
15
A
B
C
Manual
Remote
Control
Tig torch
2. Brancher la fiche 7 pôles de la commande à distance et la fiche
du poussoir de la torche à l’adaptateur, voir (A) et (B) sur fig.
3. Brancher la fiche 7 pôles (C) de l’adaptateur à la prise (15) de
la machine. Le display clignote pendant quelques secondes.
4. Programmer le courant de soudage à partir de la commande à
distance.
5
6
RELAY
MAX 1A
ROBOT
c) Connexion à l'installation automatique:
Sur les pieds 5 – 6 de la prise 7
pôles, un signal d’arc allumé est
disponible (ARC ON). Ces pieds
sont court-circuités par le contact
propre d’un relais quand le courant
de sortie est supérieur à 3A.
Il est possible de contrôler les
tables rotatives, les positionneurs,
les robot etc.

Livret d’Instructions INOXA SERIES
18 F
10. SEGNALI DI ALLARME
9. SIGNAUX D’ALARME
NOTE: les numéros reportés ci de suite font référence à l’image
Fig. 1-2 du chapitre 6 DESCRIPTION COMMANDES à la Page 4-5.
1) Protection pour SURCHAUFFE
1. Cette protection intervient
si les températures internes
au générateur dépassent les
valeurs préétablies.
Dans ce cas la distribution
de courant est interrompue.
Cette protection est automa-
tiquement éliminée quand
les températures reviennent
à l’intérieur des limites
prévues.
L’activation de cette protec-
tion sera signalée par l’allu-
mage du LED jaune (4).
NOTA: au cas de blocage de la distribution due à Antisticking, le
LED jaune (4) s’allume. Voir pag. 6.
En modalité TIG, la LED jaune s’allume aussi si le poussoir de la
torche est relâché.
HF series
HFP series
4
4
2) Protection pour manque d’eau (optional)
Cette protection est active seulement si la machine est attachée à
l’unité de refroidissement, comme indiqué à Pag . 9
Au cas où il manque de l’eau ou anomalie de refroidissement de la
torche, le fluxe state installé dans l’unité de refroidissement ouvre
un contacte qui bloque la dérogation de courant de la part de la
machine.
Dans ce cas spécifique le led jaune s’allume, vf fig à coté.
ON/OFF
2
FLOW SWITCH
PUMP
TORCH
400V

1
Bedienungsanleitungen INOXA SERIES
D
Deutsch
D
Kap. BESCHREIBUNG Seite
Einführung 2
Regelmäßige Wartung 2
1. Anwendungen 2
2. Allg. Vorsichtsmaßnahmen 3
3. Elektrische Sicherheitsmaßnahmen 3
4. Brandschutzbestimmungen 3
5. Anschluss an die Versorgungsleitung 3
6. Beschreibung der Bedienelemente 4
7. Inbetriebnahme der ELEKTRODE 6
7.1 Anschluss der Elektrodenzange 6
7.2 Anschluss an das Werkstück 6
7.3 Wahl Betriebsart ELEKTRODE 7
7.4 Bedienung mit FERNSTELLER 7
7.5 Inbetriebsetzung der “VRD”-Funktion
(Voltage Reduction Device) 7
8. Installation WIG 8
8.1 Anschluss des Schweißbrenners WIG 8
8.2 Anschluss an das Werkstück 7
8.3 Auffüllung der Kühlmitteleinheit
(Optional) 8
8.4 Anschluss an die Kühleinheit
(Optional) 9
8.5 Installierung auf Wagen 2 / 4 Räder
(Optional) 9
8.6 Wahl Betriebsart WIG 10
8.7 Zündung WIG HF / LIFTARC 10
INHALTSVERZEICHNIS Kap. BESCHREIBUNG Seite
8.8 Betrieb WIG DC
Zyklus 2 Takt / Zyklus 4 Takt 11
8.9 Einstellung ANSTIEG- und ABFALLRAMPEN 13
8.10 Einstellung TIMER (nur bei Serie HFP) 13
8.11 Einstellung Nebenparameter
(nur bei Serie HFP) 14
8.12 KREISFREQUENZ (nur bei Serie HFP) 14
8.13 Gebrauch der JOB (nur bei Serie HFP) 15
8.14 Änderung NACHGASZEIT
(nur bei Serie INOXA HF) 16
8.15 Bedienung mit FERNSTELLER 17
9. Alarmsignale 18
10. Technische Besonderheiten 19
11. Aufstellung der Geräteteile 20
Schaltpläne 25

Bedienungsanleitungen INOXA SERIES
2D
Einführung
Um eine optimale Leistung der Maschine zu erreichen und eine
maximale Lebensdauer ihrer Bestandteile sicherzustellen, ist es
erforderlich die Gebrauchsanweisung und die Wartungsvorschri-
ften genau zu befolgen.
Wir empfehlen Ihnen, die Wartung und falls erforderlich die
Reparatur der Maschine in einer mit der erforderlichen Ausrüstung
und speziell geschultem Personal ausgestatteten Werkstatt dur-
chführen zu lassen. Unsere Produkte werden stets weite-
rentwickelt.
Wir behalten uns daher Konstruktions-und Ausstattungsänderun-
gen vor.
REGELMÄßIGE WARTUNG
Vermeiden Sie die Ansammlung von Metallstaub im Anlagenin-
neren.
Trennen Sie die Anlage vor jedem Eingriff von der elektrischen
Stromversorgung!
Periodische Überprüfungen der Schweißmaschine:
• Führen Sie die Reinigung im Inneren mit
Pressluft (nicht wasserhaltig!) imNiederdruckbereich
und weichen Pinseln durch.
Überprüfen Sie alle elektrischen Anschlüsse sowie
die Anschlusskabel.
Bitte beachten Sie für die Wartung und für den Einsatz von
Druckminderern die Hinweise in den jeweiligen Handbüchern.
1. ERLAUBTE ANWENDUNG
Die Schweißstromquellen INOXA 250 HF, INOXA 360 HF, INOXA
250 HFP und INOXA 360 HFP sind geeignet für ELEKTRODEN-
und WIG Liftarc-Schweissen, mit, WIG Liftarc und WIG HF (*) mit
250 / 360A.
Jede verschiedene Anwendung ist nicht erlaubt, und kann die
Arbeitssicherheit und der Zuverlässigkeit des Gerätes
gefährden.
Dem Gebrauch der Schweißmaschinen INOXA
(Standardausführung) wird abgeraten:
• In Umgebungen mit Hochkonzentration der Feuchtigkeit und
Staubs.
• In Verbindung mit einem Stromerzeuger als Netzspannung.
• Mit Netzanschlusskabel länger als 50 Meter.
Setzen Sie sich bitte in Verbindung mit Ihrem Wartungsdienst für
Vorschläge, falls die Installation und der Gebrauch in ähnlichen
Zuständen ausgeführt wird.
Eine gewöhnliche Wartung wird jede 2-3 Monate empfohlen.
Sollten Sie hierzu Fragen haben, wenden Sie sich bitte an
Ihrem Wartungsdienst.
(*) Bei der Serie INOXA HFP ist es möglich, die Modalität WIG
PULSBETRIEB zu wählen, um ein optimales Abbrennen der
Verlötung mit geringerer Wärmebelastung zu garantieren.
Außerdem ermöglicht die Tatsache, bis zu 10 JOB (Arbeitspunkte)
speichern zu können, dem Bediener, regelrechte Arbeitsprogram-
me zu speichern und abzurufen.

3
Bedienungsanleitungen INOXA SERIES
D
Deutsch
D
2. ALLGEMEINE VORSICHTSMAßNAHMEN
Nicht ordnungsgemäß ausgeführtes Schweißen gefährdet die
Gesundheit der Bediener und anderer Personen in unmittelbarer
Nähe. Aus diesem Grund empfehlen wir die Einhaltung einiger
wesentlicher Sicherheitsvorschriften:
- Begrenzung der Fläche durch den Einsatz von NICHT REFEK-
TIERENDEN Schutzwänden, an die durch den Schweißvorgang
Abgase und Strahlungen abgegeben werden bzw. falls vorhanden,
Bereitstellung geeigneter Räume für den industriellen Arbeitsprozess.
- Schutz aller Körperteile mit entsprechender Schutzbekleidung oder
–zubehör (Masken, Helme usw.), die – möglichst eng anliegend sein
sollte; Tragen von Gummischuhen, um einen angemessenen
Isolationsschutz zu haben.
Begrenzung der Rauch- und Abgasentwicklung durch die
Verwendung von unbehandelten, sauberen und rostfreien
Metallteilen. Andernfalls empfiehlt sich das Tragen von
Atemschutzmasken, um ein besseres Atmen zu gewährleisten.
Außerdem sollte ein Be- und Entlüftungssystem für einen dauerhaften
Austausch der Luft installiert werden.
3. ELEKTRISCHE SICHERHEITSMAßNAHMEN
- Vermeiden Sie das Arbeiten mit Kabeln, die in irgendeiner Form
beschädigt sind und führen Sie den Phasenanschluss und die
Erdung mit einem genormten Stecker durch.
- Wickeln Sie nie die Schweißgerätekabel oder die Masseleitung
um Ihren Körper.
- Vermeiden Sie, ohne entsprechende Vorsichtsmaßnahmen in
Nass- oder Feuchträumen zu arbeiten.
- Vermeiden Sie zum Schutz der Anlage und des Bedieners, die
Schweißmaschine ohne Schutzwände – oder -abdeckungen zu
benutzen.
4. BRANDSCHUTZBESTIMMUNGEN
- Statten Sie den Arbeitsbereich mit Feuerlöschern aus und über-
prüfen Sie regelmäßig ihre Funktionstüchtigkeit.
- Stellen Sie die Schweißmaschine auf eine stabile und ebene
Grundfläche und
vergewissern Sie sich, dass eine gute Belüftung vorhanden ist.
Vermeiden Sie eine Überhitzung durch eine ungewollte
Versperrung des hinteren Paneels.
Berücksichtigen Sie alle notwenigen Sicherheitsvorschriften im
Falle, dass das Schweißen von Schmiermittelbehältern oder
brennbaren Stoffen durchgeführt werden sollte.
5. ANSCHLUSS AN DIE STROMVERSORGUNG
Stellen Sie vor dem Anschluss der Anlage an die Stromversorgung
sicher, dass die Netzspannung und die Frequenz mit den Angaben
auf dem Leistungsschild der Anlage übereinstimmen, und der
Hauptschalter auf der Position „0“ steht.
Der Netzanschluss kann mit beiliegenden Kabel erfolgen, indem:
- der gelb-grüne Leiter an die Erdanlage und die
- die restlichen Leiter mit dem Netz verbunden werden.
Verbinden Sie das Versorgungskabel mit einem genormten Stecker
von entsprechender Leistung und bereiten Sie eine Netzsteckdose
vor, die mit Sicherheitsdrähten oder einem automatischem
Hauptschalter versehen ist.
Vergewissern Sie sich, dass der Masseanschluss mit dem
Masseleiter
(GELB-GRÜN) der Versorgungsleitung verbunden ist.
Hinweis: eventuelle Verlängerungen des Versorgungskabels müs-
sen einen angemessenen Leiterquerschnitt aufweisen, keinesfalls
darf der Leiterquerschnitt kleiner sein als der des beiliegenden
Kabels.

POS. 1 = Auswahltaster für die Betriebsarten:
POS. 1A = ELEKTRODE __________________________
POS. 1B = WIG 2 Takt-funktion ____________________
POS. 1C = WIG 4 Takt-funktion ____________________
POS. 2 = Netzlampe
POS. 3 = Display zur Anzeige des Schweißstroms SET und
REAL, Zeit der Abfallrampe (bei HFP-Serien zeigt es
auch den gewählten Parameter an)
POS. 4 = Störungslampe ____________________________
POS. 5 = Schalter HF ON/OFF _______________________
POS. 5A = LED HF ON / OFF
POS. 6 = Regler für Absenkzeit DOWN SLOPE __________
POS. 7 = Schweißstromregler
(bei HFP-Serien zeigt es auch den gewählten Parameter an)
POS. 8 = Gas-Test Drucktaste _____________________
POS. 9 = Druckknopf zur Wahl und Speicherung JOB _____
POS. 9A = LED "gewählte JOB"
POS. 10 = Druckknöpfe zur Wahl der Parameter 11 und 14
POS. 11 = LED gewählter Parameter:
(A) VORGAS-Zeit _________________________
(B) ANFANGSSTROM I1 ___________________
(C) STEIGUNGSRAMPE ____________________
(D) SCHWEIßSTROM I2
(E) ABHANGSRAMPE ______________________
(F) ENDSTROM I3 _________________________
(G) POSTGAS-Zeit _________________________
POS. 12 = Druckknopf zur Wahl der Modalität KREISFREQUENZ
POS. 12A = LED KREISFREQUENZ ON / OFF
POS. 13 = LED gewählte Kreisfrequenzparameter
POS. 14 = LED gewählte Modalität TIMER ________________
Bedienungsanleitungen INOXA SERIES
4D
6. BESCHREIBUNG DER BEDIENELEMENTE INOXA 250 HF / INOXA 360 HF / INOXA 250 HFP / INOXA 360 HFP
Abb. 1
12345
7
Seite 7
Seite 10
Seite 10
Seite 18
Seite 11
Seite 13
Seite 8-16
Seite 15
Seite 14
Seite 14
Seite 13
Seite 13
Seite 14
Seite 14
Seite 14
Seite 13
5234
14 7
5A
6
1A
1B
1C
8
911B
1C
1A
10
5A
10
9A
12A
8
13
11
11
HF series
HFP series
12
ABCDEFG
H
I
L

POS. 15 = 7-polige Dose für Anschluß von BRENNERTASTE ___
und FERNREGLER ______________________
POS. 15A = 7-polige Dose für Anschluß von
BRENNERTASTE ___________________________
(Die Drähte des Druckknopfes der Brandfackel mit den
Kontaktstiften 1 und 4 verbinden)
POS. 16 = Schweißkabelanschluß PLUSPOL (+)
POS. 17 = Schweißkabelanschluß MINUSPOL (-)
POS. 18 = GAS-Austritt für WIG-Schweißen _______________
POS. 19 = GAS-Eintritt für WIG-Schweißen _______________
POS. 20 = Hauptschalter Schweißmaschine „Ein – Aus“
POS. 21 = Versorgungskabel ___________________________
POS. 22 = Tür für Wasserkühlungsanschlüß _______________
POS. 22A = Befestigungsschrauben für Abdeckklappe 22 ______
POS. 23 = Wasserschnellkupplungen Vorlauf (blau) und
Wasserrücklauf (rot)
POS. 23A = By-Pass Schlauch mit Schnellkupplungen
Kupplungen anschließen (23) wenn diese nicht in
Betrieb sind
POS. 24 = Kühlmittelfüllstandsanzeiger
POS. 25 = Deckel zur Wasserauffüllung
POS. 26 = Kabel für Signal fehlendes Wasser _____________
POS. 27 = Kabel zur Speisung der KÜHLEINHEIT __________
5
Bedienungsanleitungen INOXA SERIES
D
Deutsch
D
6. BESCHREIBUNG DER BEDIENELEMENTE INOXA 250 HF / INOXA 360 HF / INOXA 250 HFP / INOXA 360 HFP
Abb. 2
15
17
16
20
21
18
22
22A
19
15A
Seite 8
Seite 7-17
Seite 8
Seite 8
Seite 8
Seite 3
Seite 9
Seite 9
Seite 9
Seite 9
25
24
23
23A
27
26
Cooler Unit 09 (Optional)

Bedienungsanleitungen INOXA SERIES
6D
7. INBETRIEBNAHME DER ELEKTRODE
HINWEIS: die nachfolgend aufgeführten Nummern beziehen sich auf die
Abb. 1 - 2 des Kapitels 6 BESCHREIBUNG DER BEDIENELEMENTE.
Siehe Seite 4 - 5.
7.1 ANSCHLUSS DER ELEKTRODENZANGE
7.2 ANSCHLUSS AN DAS WERKSTÜCK
0,3 sec
Start
Welding Current
Hot Start
In der Betriebsart ELEKTRODE
arbeiten die Funktionen
HOT START
ARC FORCE
ANTI STICKING
alle automatisch und passen sich
selbst der Schweißelektrode an.
HOT START: Sorgt für eine bessere Zündung. Zu Beginn des
Schweißvorgangs erhöht sich die Stromstärke für 0,3 Sekunden um %-.
ARC FORCE: sorgt für einen stabilen Lichtbogen. Beim
Tropfenübergang verstärkt sich die Schweißstromstärke automatisch.
ANTI STICKING: nach 2 Sekunden Kurzschluss zwischen der
Elektrode und dem Werkstück schaltet sich die Schweißmaschine aus.
Siehe Seite 17.
1. Verbinden Sie das Kabel der ELEK-
TRODENZANGE an die mit der Steckdose
(16).
Positive Polarität (+).
2. Sollten Sie Minuspol-verschweißbare
Elektroden einsetzen, muss das Kabel an
die Steckdose (17) angeschlossen
werden.
Negative Polarität (-).
1. Schließen Sie das Massekabel an die
Steckdose (17) an. Negative Polarität (-).
2. Befestigen Sie das andere Ende des
Massekabels an dem Schweißwerkstück.
Vergewissern Sie sich dabei, dass ein
guter elektrischer Kontakt besteht.
3. Sollten Sie Elektroden mit Pluspol-ver-
schweißbare Elektroden einsetzen, muss
das Kabel an die Steckdose (16) anges-
chlossen werden. Positive Polarität (+).
16
17
Warnung! Falls der Genera-
tor mit der KÜHLEINHEIT ver-
bunden sein sollte, ist es
notwendig, das Umleitun-
gsrohr (23A) an die Schlau-
chkupplungen (23) anzusch-
ließen. Es ist auch möglich,
eine wassergekühlte Bran-
dfackel WIG anzuschließen.
Siehe Seite 8.

7
Bedienungsanleitungen INOXA SERIES
D
Deutsch
D
HINWEIS: die nachfolgend
aufgeführten Nummern bezi-
ehen sich auf die Abb. 1-2 des
Kapitels 6 BESCHREIBUNG
DER BEDIENELEMENTE.
Siehe Seite 4-5.
1. Starten Sie die Schwei-
ßmaschine, indem Sie den
Schalter (20) in Stellung “1”
bringen.
2. Auf der Bedienerfrontpanel
der Schweißmaschine drücken
Sie die Taste (1), bis das LED
(1A) beleuchtet wird.
3. Drehen Sie den Drehknopf
(7), um den Wert der Schwei-
ßstromstärke einzustellen.
Der Wert wird sich auf dem
digitalen Gerät angezeigt.
7.3 WAHL BETRIEBSART ELEKTRODE
1A
7
1
1A
7
1
HF series
7.4 BEDIENUNG MIT FERNSTELLER
In der Betriebsart ELEKTRODE kann die
Schweißspannung über den
HANDfernsteller reguliert werden.
1. Verbinden Sie den 7-poligen Stecker
des Fernstellers mit der Anschlussdose
(15).
Das Display wird ein paar Sekunden
blinken.
2. Stellen Sie die Schweißspannung mit
dem Fernsteller ein.
BEMERKUNG: die Regelung geschieht
von minimalem Strom-Wert bis das auf der
Frontpanel angesetztem Wert. z.B.: Wenn
der angelegter I2-Strom ist 200A, der
Fernregler wird von 5A bis 200A regeln.
15
VRD = Voltage Reduction
Device. Diese Funktion
erlaubt, wenn aktiviert, die
Ausgangs-Leerlaufspan-nung
der Maschine zu einem Wert
der ganzen Sicherheit zu re-
duzieren (< 24V DC).
1. Den Generator einschal-
ten, indem man den Druck-
knopf gedrückt hält (1).
2. Auf dem Display wird die
Aufschrift “VRD OFF” oder
“VRD ON” erscheinen.
3. Erneut den Druckknopf
(1) drücken, um “VRD OFF”
oder “VRD ON” einzustellen.
1
1
7.5 INBETRIEBSETZUNG DER “VRD”-FUNKTION
BEMERKUNG: wenn zum Abschaltung der Schwei-ßmaschine die
“VRD”-Fun-ktion eingeschaltet ist, diese bleibt unverändert zum
Einschaltung.
HFP series
HF series
HFP series

Bedienungsanleitungen INOXA SERIES
8D
8. INSTALLATION WIG
HINWEIS: die nachfolgend aufgeführten Nummern beziehen sich auf die
Abb. 1 - 2 des Kapitels 6 BESCHREIBUNG DER BEDIENELEMENTE.
Siehe Seite 4 - 5.
8.1 ANSCHLUSS DES SCHWEIßBRENNERS WIG
8.2 ANSCHLUSS AN DAS WERKSTÜCK
1. Stecken Sie das Leistungskabel des Bren-
ners in die Steckdose (17).
Negative Polarität (-).
2. Verbinden Sie den GASSCHLAUCH mit
dem Anschluss (18).
3. Stecken Sie den Stecker (15A) des
Brennerschalters in die Steckdose (15).
Das Brennertastersignal wird über die
Steckerstiften 1 und 4 in die Maschine ein
gespeist.
4. Bei einem WASSERGEKÜHLTEN Brenner
müssen die “Anschlüsse für den Wasservor- und
rücklauf” mit den Wasserschnellkupplungen (23)
verbunden werden. Um die WASSERKÜHLUN-
GSEINHEIT anzuschließen, siehen Sie Seite 9.
Achtung! Bei einem LUFTgekühltem
Brenner müssen Sie die beiden zusätzlich
mitgelieferten “Bypass-Schläuche”
(23A) für die Anlage mit den
Wasserschnellkupplungen (23) verbinden.
5. Schrauben Sie den Druckminderer an die
Flasche.
6. Schließen Sie den GASSCHLAUCH an
den Druckminderer.
7. Verbinden Sie das andere Ende des
GASSCHLAUCHES mit dem Anschluss (12).
8. Öffnen Sie den Regler.
9. Den Druckknopf TEST GAS (8)
drücken.
10. Stellen Sie den GASSTROM auf den
angemessenen Wert von 5-8 l/min ein.
HINWEIS: es ist möglich, das GAS zirka 10
Sek. lang ausströmen zu lassen, indem man 2
Mal den Druckknopf TEST GAS (8) drückt.
Den GAS-Strom zu unterbrechen, erneut den
Druckknopf TEST GAS (8) drücken.
1. Schließen Sie das Massekabel an die
Steckdose (16) an. Negative Polarität (+).
2. Befestigen Sie das andere Ende des
Massekabels an dem Schweißwerkstück.
Vergewissern Sie sich dabei, dass ein guter
elektrischer Kontakt besteht.
17
16
18
15
8.3 AUFFÜLLUNG DER KÜHLMITTELEINHEIT (OPT.)
1. Vergewissern Sie sich, dass sich der Schalter (20) in der
Position “0” befindet.
2. Schrauben Sie den Verschluss (25) los und füllen Sie das
Kühlmittel bis zum Füllstand MAX der Messskala (24) hinein.
3. Verschließen Sie den Verschluss wieder (25).
Achtung!: Beachten Sie, dass für Arbeiten mit der
Kühleinheit nur von dem Unternehmen Sol Welding
geliefertes Kühlmittel verwendet werden darf
Pin
3
Pin
4
Pin
1
Pin
4

9
Bedienungsanleitungen INOXA SERIES
D
Deutsch
D
8.4 ANSCHLUSS AN DIE KÜHLEINHEIT
(OPTIONAL)
Achtung! Versichern Sie sich vor Beginn der Installation,
dass die Schweißmaschine an das Netz angeschlossen ist.
Hinweis: Die in der Folge aufgeführten Nummern beziehen sich auf die
Abbildung 2 auf Seite 5. 1. Den Aufkleber von der Klappe (22)
entfernen.
2. Die beiden Löcher auf der Klappe öff
nen und die mitgelieferten Kabeldur-
chgänge an der Kühleinheit
befestigen.
3. Die Klappe (22) öffnen, indem man
die Schrauben (22A) löst.
4. Die Kabel (26) und (27) durch die
Kabeldurchgänge durchziehen.
5. Die Überbrückung auf den
Halterungen “FLOW SWITCH”
entfernen.
6. Das Kabel (27) AC 400V mit den
Klemmenleisten “400V”, “0V” und
““ verbinden.
MERKE. Das Massekabel (GELB
GRÜN) muss an der rechten
Halterung angeschlossen sein.
7. Das Kabel (26) (Signal fehlendes
Wasser) an die Halterungen “FLOW
SWITCH” anschließen.
8. Die Kabeldurchgänge befestigen und
die Klappe (22) wieder schließen.
COOLER UNIT
OUTPUT
SEE INSTRUCTION MANUAL
FOR INSTALLATION
GELB
GRÜN)
8.5 INSTALLIERUNG AUF WAGEN
2 / 4 RÄDER (OPTIONAL)
MERKE: Für die Montage der Wagen
muss man sich auf die Anleitungen im
Inneren der Verpackungen derselben
beziehen.
1. GENERATOR und KÜHLEINHEIT auf
die Wandschränke (30-31)
positionieren.
2. GENERATOR und KÜHLEINHEIT mit
dem Sperrriemen (28) auf den
Wagen mit 2 Rädern, mit den
Schrauben (33) auf den Wagen mit 4
Rädern befestigen.
3. Die GAS-Flasche auf dem
Wandschrank (29) positionieren.
4. Die GAS-Flasche mit der Kette (32)
befestigen.
30 29
31
32
33
32
28
29
30-31
TROLLEY 08
2 WHEELS
TROLLEY 08
4 WHEELS

Bedienungsanleitungen INOXA SERIES
10 D
HINWEIS: die nachfolgend aufgeführten Nummern beziehen sich auf die
Abb. 1 - 2 des Kapitels 6 BESCHREIBUNG DER BEDIENELEMENTE.
Siehe Seite 4 - 5.
8.6 WAHL BETRIEBSART WIG b) Zündung LIFTARC. Erfolgt durch Reibung der Wolframelektro-
de auf dem zu lötenden Stück. Es ist für Gegenden geeignet, wo
der Gebrauch der Hochfrequenz verboten ist, z.B. in
Krankenhäusern, Wärme- und Elektrizitätskraftwerken, Datenban-
ken usw. Wie folgt vorgehen:
8.7 WIG LIFTARC ZÜNDUNG
1. Setzen Sie die keramis-
che Gasdüse mit dem Rand
auf das Werkstück auf.
2. Den Druckknopf auf der
Brandfackel drücken.
Siehe BETRIEB WIG DC
auf Seite 11.
3. Jetzt wird der Brenner
wieder in die Ausgangspo-
sition gebracht, die Wolfra-
melektrode löst sich vom
Werkstück, der Lichtbogen
wird gezündet.
4. Um den Lichtbogen zu
unterbrechen, wird der Bren-
ner entgegen der Schwei-
ßrichtung vom Werkstück
abgehoben. Nachdem die
Wolframelektrode abgekühlt
ist, kann das Gasventil am
Brennergriff geschlossen
werden.
5. Um den Bogen zu unter-
brechen, den Druckknopf
auf der Brandfackel loslas-
sen.
1. Starten Sie die Schwei-
ßmaschine, indem Sie den
Schalter (20) in Stellung “1”
bringen.
2. Den Druckknopf (1) so
lange drücken, bis sich die
LED (1B) oder (1C) je nach
gewünschtem WIG-Zyklus
einschaltet: 2 Zeiten oder 4
Zeiten. Siehe Seite 11.
3. Drehen Sie den Drehknopf
(7), um den Wert der Schwei-
ßstromstärke einzustellen.
Der Wert wird sich auf dem
digitalen Gerät angezeigt.
7
1
7
HF series
HFP series
1B-1C 1B-1C
1
Bei der Modalität WIG kann die Zündung des Bogens auf zwei
Arten erfolgen: mit dem System der Hochfrequenz (HF) oder mit
dem System des LIFTARC.
a) Zündung HF. Erfolgt, ohne das zu lötende Stück zu berühren,
die Elektrode dem zu lötenden Stück nähern und den Druckknopf
der Brandfackel drücken. Siehe BETRIEB WIG DC auf Seite 11.

11
Bedienungsanleitungen INOXA SERIES
D
Deutsch
D
5
HF series
HFP series
5A
5
5A
6. Um die Zündung HF oder
LIFTARC zu wählen, den
Druckknopf (5) drücken.
7. Die LED (5A) zeigt –
wenn eingeschaltet - an,
dass die Zündung HF
gewählt wurde.
bewegt sich der Ausgangsstrom zum eingestellten Wert hin.
Wenn man den Druckknopf der Brandfackel loslässt, geht der
Strom schnell auf Null und führt zum Ausschalten des Bogens.
Nun beginnt die Phase der Nachvergasung (*) mit automatischer
Einstellung der Nachgaszeit, die sich je nach Schweißstrom und
Schweißzeit ausrichtet. Diese Funktion wird für schnelle Heftungen
verwendet. Siehe Seite 16 für Änderung der bei der Serie HF vo-
reingestellten NACHGAS-Zeit.
(*) Einstellbar bei Serie INOXA HFP.
1. Starten Sie die Schwei-
ßmaschine, indem Sie den
Schalter (20) in Stellung “1”
bringen.
2. Den Druckknopf (1) so
lange drücken, bis sich die
LED (1B) WIG 2-TAKTE
einschaltet.
1
HF series
HFP series
1
HINWEIS: die nachfolgend aufgeführten Nummern beziehen sich auf die
Abb. 1 - 2 des Kapitels 6 BESCHREIBUNG DER BEDIENELEMENTE.
Siehe Seite 4 - 5.
Der WIG-Betriebszyklus teilt sich in zwei Teile : 2-Takte und 4-Takte
Ablauf. Beide werden von Brennertaste gesteuert und können
durch den Druckknopf (1) von Frontpanel gewählt werden.
A) 2-TAKTE ABLAUF
Beim Drücken der Brennertaste beginnt eine Vorvergasungszeit
von zirka 100 Millisekunden, nachdenen die Bogenzündung-
Funktion zulassen wird. Sobald der WIG-Bogen verwirklicht ist,
8.8 BETRIEB WIG DC ZYKLUS
1B 1B

Bedienungsanleitungen INOXA SERIES
12 D
B) 4-TAKTE ABLAUF (2. NIVEAU)
Beim Drücken des Druckknopfes der Brandfackel beginnt die
Vorvergasungszeit, die bei zirka 100 Millisekunden liegt (*).
Danach ist die Funktion LIFTARC oder Zündung mit Hochfrequenz
freigeschaltet.
Die Zündung des Bogens WIG erfolgt bei einem Stromwert gleich
20% des eingestellten Wertes und bleibt bei diesem Wert, bis man
den Druckknopf der Brandfackel nicht wieder loslässt (*).
Beim Loslassen des Druckknopfes der Brandfackel geht der
Ausgangsstrom auf den eingestellten Wert, der auf dem
Digitalgerät angezeigt wird. Indem man den Druckknopf der
Brandfackel erneut mehr als 300 Millisekunden lang drückt, beginnt
die Dekrementierungsphase des Stroms, die das Ausgangssignal
erneut auf 20% des eingestellten Wertes bringt (*). Der Strom bleibt
bei 20% (*) des eingestellten Wertes, bis man den Druckknopf der
Brandfackel nicht loslässt; schließlich beginnt die Nachvergasun-
gsphase (*) mit automatischer Einstellung der Nachgaszeit, die
sich je nach Schweißstrom und Schweißzeit ausrichtet.
Siehe Seite 16 für Änderung der bei der Serie HF voreingestellten
NACHGAS-Zeit.
Funktion 2. NIVEAU: während der Schweißphase ist es möglich,
den Wert des Schweißstroms bis zu 50% zu verringern, indem man
die Funktion des 2. NIVEAUS” verwendet (Siehe Abb. 3 zwischen
den Punkten A und B).
Diese Funktion wird aktiviert, indem man den Druckknopf der
Brandfackel für weniger als 300 Millisekunden drückt und los-
lässt.
(*) Einstellbar bei der Serie INOXA HFP.
1. Starten Sie die Schwei-
ßmaschine, indem Sie den
Schalter (20) in Stellung “1”
bringen.
2. Den Druckknopf (1) so
lange drücken, bis sich die
LED (1C) WIG 4-TAKTE
einschaltet.
1
HF series
HFP series
1
1C 1C
2
nd LEVEL
Digital
readout
of setting
Start level
(Automatic
Synergic
Setting)
Up-slope
(Automatic
Synergic
Setting)
Down-slope
Easy to set
Craterfiller
Sequence
(Digital readout)
Final craterfiller
current
(Automatic
Synergic
Setting)
AB
I
2
I
1
I
3
(50% of
I
2)
Torch switch
controls
Abb. 3

13
Bedienungsanleitungen INOXA SERIES
D
Deutsch
D
HINWEIS: die nachfolgend aufgeführten Nummern beziehen sich auf die
Abb. 1 - 2 des Kapitels 6 BESCHREIBUNG DER BEDIENELEMENTE.
Siehe Seite 4 - 5.
Bei der Modalität WIG ist es möglich, die Anstiegsrampenzeit “UP
SLOPE” und die Abfallrampenzeit “DOWN SLOPE” einzustellen.
Die Anstiegsrampenzeit “UP SLOPE” ist bei der Serie INOXA HF
nicht einstellbar.
8.9 EINSTELLUNG ANSTIEG- UND ABFALLRAMPEN
Bei Serie INOXA HF
1. Den Drehknopf (6) drehen,
um die Abfallrampenzeit
“DOWN SLOPE” einzustellen.
2. Die Zeit wird einige
Sekunden lang auf dem
Display angezeigt.
Sie ist von 0,1 Sek. bis 12,5
Sek. einstellbar.
Bei Serie INOXA HFP
1. Die Druckknöpfe (10) so
lange drücken, bis die LED
(11C) oder (11E) aufleuchtet.
2. Mit dem Drehknopf (7) die
Anstiegs- oder Abfallrampen-
zeit einstellen.
3. Die Zeiten werden auf dem
Display angezeigt. Um die
Einstellung zu verlassen und
die Eingabe zu bestätigen, auf
den Drehknopf (7) drücken.
HF series
HFP series
10
11C
6
10
11E
7
HINWEIS: die nachfolgend aufgeführten Nummern beziehen sich auf die
Abb. 1 - 2 des Kapitels 6 BESCHREIBUNG DER BEDIENELEMENTE.
Siehe Seite 4 - 5.
Bei der Modalität WIG kann man den Zyklus TIMER wählen.
Diese Zyklusart ermöglicht eine Heftschweißung oder auf alle Fälle
eine zeitgesteuerte Schweißung. Indem man den Druckknopf der
Brandfackel drückt, geht die Maschine nach der Vorvergasung
sphase auf den Schweißstrom hin und dieses hält so lange an, wie
die Zeit mit dem Parameter Timer on eingestellt wurde.
MERKE: der Zyklus TIMER kann nur in Modalität WIG 2 Zeiten
verwendet werden. Siehe Seite 11.
8.10 EINSTELLUNG TIMER (nur bei SERIE HFP)
1. Die Druckknöpfe (10) so
lange drücken, bis die LED
TIMER (14) aufleuchtet.
2. Mit dem Drehknopf (7)
die TIMER-Zeit einstellen.
3. Die Zeit wird auf dem
Display angezeigt.
Um die Einstellung zu ver-
lassen und die Eingabe zu
bestätigen, auf den Dre-
hknopf (7) drücken.
Die Zeit ist von 0,0 Sek. bis
60 Sek. einstellbar.
HFP series
10
10
7
14
Um den Zyklus TIMER zu deaktivieren, die Punkte 1 und 2 wie-
derholen, den Drehknopf (7) gegen den Uhrzeigersinn drehen, bis
das Display 0,0 anzeigt. Die LED TIMER (14) bleibt ausgeschaltet.
MERKE: es ist möglich, die neuen Einstellungen in einem der
verfügbaren JOB zu speichern. Siehe Seite 16.
Die Anstiegs- oder Abfallrampenzeiten
sind von 0 Sek. bis 10 Sek. einstellbar.

Bedienungsanleitungen INOXA SERIES
14 D
HINWEIS: die nachfolgend aufgeführten Nummern beziehen sich auf die
Abb. 1 - 2 des Kapitels 6 BESCHREIBUNG DER BEDIENELEMENTE.
Siehe Seite 4 - 5.
Für die Einstellungen der Nebenparameter:
VORGAS-Zeit Einstellbar von 0,1 bis 5 Sek.
ANFANGSSTROM I1Einstellbar von 5A bis Inominal (*)
ENDSTROM I3Einstellbar von 5A bis Inominal (*)
NACHGAS-Zeit Einstellbar von 0,1 bis 30 Sek.
wie folgt vorgehen.
8.11 EINSTELLUNG NEBENPARAMETER
(nur bei SERIE HFP)
1. Die Druckknöpfe (10) so
lange drücken, bis die dem
einzustellenden Parameter
entsprechende LED auf-
leuchtet.
2. Mit dem Drehknopf (7)
die Einstellung durchführen.
3. Der eingestellte Wert wird
auf dem Display angezeigt.
Um die Einstellung zu ver-
lassen und die Eingabe zu
bestätigen, auf den Dre-
hknopf (7) drücken.
HFP series
10
7
10
MERKE: es ist möglich, die neuen Einstellungen in einem der
verfügbaren JOB zu speichern. Siehe Seite 16.
(*) Der nominale Ausgangsstrom ist in der Tabelle der technischen
Angaben auf Seite 19 angegeben.
HINWEIS: die nachfolgend aufgeführten Nummern beziehen sich auf die
Abb. 1 - 2 des Kapitels 6 BESCHREIBUNG DER BEDIENELEMENTE.
Siehe Seite 4 - 5.
Diese Modalität ermöglicht, in WIG bei einem Mischstrom eines
Spitzenwertes von I2zu löten, bei einem Bezugswert ILOW, der wie
folgt beschrieben einstellbar ist. Somit wird ein optimales
Abbrennen der Lötung mit geringerer Wärmebelastung auf dem zu
lötenden Material garantiert. Es ist außerdem möglich, die
Kreisfrequenz (Hz) und das Auswuchten (% BALANCE) bzw. den
prozentuellen Spitzenstrom I2bzgl. des Basisstroms ILOW zu regu-
lieren. Die Kreisfrequenz kann mit Zyklen mit 2 oder 4 Zeiten,
TIMER, mit oder ohne Rampen eingestellt werden.
8.12 KREISFREQUENZ
(nur bei SERIE HFP)
1. Den Druckknopf (12)
drücken. Die LED (12A)
schaltet sich ein.
2. Erneut den Druckknopf
(12) drücken, bis die dem
einzustellenden Parameter
entsprechende LED
aufleuchtet.
HFP series
12
Es ist möglich, folgendes einzustellen:
SPITZENSTROM I2Einstellbar von 5A bis Inominal (*)
BASISSTROM ILOW Einstellbar von 5A bis 90% von I2
KREISFREQUENZ Einstellbar von 1 bis 999Hz
% AUSWUCHTUNG Einstellbar von 1 bis 99%
12A

15
Bedienungsanleitungen INOXA SERIES
D
Deutsch
D
3. Mit dem Drehknopf (7)
die Einstellung durchführen.
4. Der eingestellte Wert
wird auf dem Display ange-
zeigt. Um die Einstellung zu
verlassen und die Eingabe
zu bestätigen, auf den Dre-
hknopf (7) drücken.
5. Um die Modalität KREIS-
FREQUENZ zu verlassen,
den Druckknopf (12) zirka 2
Sek. lang drücken.
Die LED (12A) schaltet sich
aus.
HFP series
MERKE: es ist möglich, die neuen Einstellungen in einem der
verfügbaren JOB zu speichern. Siehe Seite 16.
7
HFP series
12
Push > 2 sec
12A
HINWEIS: die nachfolgend aufgeführten Nummern beziehen sich auf die
Abb. 1 - 2 des Kapitels 6 BESCHREIBUNG DER BEDIENELEMENTE.
Siehe Seite 4 - 5.
Der Gebrauch der JOB ermöglicht, bis zu 10 Schweißprogramme
zu schaffen oder abzurufen, auf denen man die unterschiedlichen
Einstellungen speichern kann. Die Nummer der JOB wird auf dem
Display angezeigt und kann von 1 bis 10 gehen. Wenn die
LED (9A) ausgeschaltet ist, bedeutet das, dass kein JOB
ausgewählt wurde und dass die Maschine mit dem freien
Programm (FREE) arbeitet. In diesem Programm werden
alle Änderungen (nach mindestens einer Lötung) automatisch
gespeichert und bei erneuter Einschaltung der Maschine nochmals
angezeigt.
A) AUFRUFEN EINES JOBS
8.13 GEBRAUCH DER JOB
(nur bei SERIE HFP)
1. Den Druckknopf (9)
drücken. Die LED (9A)
schaltet sich ein.
2. Das Display zeigt den
zuletzt verwendeten JOB
an. Bsp. JOB Nr. 3.
3. Den JOB von 1 bis 10
auswählen, indem man den
Drehknopf (7) dreht.
HFP series
4. Auf den Drehknopf (7) drücken, um die Wahl zu bestätigen.
Die LED (9A) bleibt an.
5. Um die Modalität JOB zu verlassen, den Druckknopf (9) so lange
drücken, bis sich die LED (9A) ausschaltet.
9A
9
9A
7

Bedienungsanleitungen INOXA SERIES
16 D
B) SPEICHERUNG EINES JOBS
Nachdem man die Einstellung eines oder mehrerer Parameter
durchgeführt hat, kann man diese in einem der verfügbaren JOB
speichern. Es ist auch möglich, die Arbeitszyklen zu speichern, wie:
Zyklus 2 Zeiten oder 4 Zeiten, Timer, Kreisfrequenz oder Modalität
Elektrode.
1. Den Drehknopf (7) zirka 2
Sek. lang drücken.
2. Das Display zeigt “MEM
JOB” an. Die LED JOB (9A)
leuchtet auf.
3. Den JOB von 1 bis 10
auswählen, indem man den
Drehknopf (7) dreht.
Bsp. JOB Nr. 7.
4. Erneut den Drehknopf (7)
2 Sek. lang drücken, um den
JOB zu speichern.
5. Die LED JOB (9A) bleibt
an.
6. Um die Modalität JOB zu
verlassen, den Druckknopf
(9) so lange drücken, bis
sich die LED (9A) ausschal-
tet.
HFP series
7
Push > 2 sec
HFP series
9A
7
Push > 2 sec
1. Den Drehknopf (7) auf die
Skalahälfte positionieren.
2. Die Maschine einschal-
ten und innerhalb 1-2 Sek.
den Druckknopf TEST GAS
(8) drücken.
3. Auf dem Display erscheint
die Aufschrift “REG GAS”
und schließlich “0”.
4. Mit dem Drehknopf (7)
die Prozentzahl der NACH-
GAS-Zeitverkürzung einstel-
len. Bsp. - 50%, das Display
zeigt “- 5” an.
5. Im Uhrzeigersinn drehen,
um zu erhöhen und gegen
den Uhrzeigersinn, um zu
verringern. Eine Variation
von 0 bis +/- 90% ist
möglich.
HF series
7
HINWEIS: die nachfolgend aufgeführten Nummern beziehen sich auf die
Abb. 1 - 2 des Kapitels 6 BESCHREIBUNG DER BEDIENELEMENTE.
Siehe Seite 4 - 5.
Es ist möglich, den Synergiewert der NACHGAS-Zeit zu verändern, um
ihn auf spezifische Bedürfnisse anzupassen, z.B. wenn sich in einem
Heftzyklus die Zeit als zu lange erweist und man sie verkürzen möchte.
8.14 ÄNDERUNG NACHGASZEIT
(nur bei SERIE INOXA HF)
8
HF series
7
8
6. Den Druckknopf (8) drücken, um
die Änderung zu bestätigen.

17
Bedienungsanleitungen INOXA SERIES
D
Deutsch
D
HINWEIS: die nachfolgend aufgeführten Nummern beziehen sich auf die
Abb. 2 des Kapitels 6 BESCHREIBUNG DER BEDIENELEMENTE.
Siehe Seite 5.
In der Betriebsart WIG kann die Schweißstromstärke aus der
Entfernung mittels HAND- bzw. FUSSfernsteller eingestellt werden.
a) Anschluss MANUELLE Fernbetätigung:
8.15 BEDIENUNG MIT FERNSTELLER
1. Für den Anschluss den
Adapter für die manuelle Fernbetä-
tigung Code V15190KI verwenden.
15
das auf der Frontpanel angesetztem Wert.
z.B.: Wenn der angelegter I2-Strom ist 200A, der Fernregler wirdvon 5A
bis 200A regeln.
b) Anschluss Fernbetätigung mit PEDAL:
1. Den 7-poligen Stecker (C) des Adapters
an die Steckdose (15) der Maschine
anschließen.
Das Display leuchtet einige Sekunden lang
auf.
2. Das Pedal treten, um den Schweißbo-
gen zu zünden und es noch mehr
durchtreten, um die Einstellung durchzu-
führen.
BEMERKUNG: die Regelung geschieht
von minimalem Strom-Wert bis das auf der
Frontpanel angesetztem Wert.
z.B.: Wenn der angelegter I2-Strom ist
200A, der Fernregler wirdvon 5A bis 200A
regeln.
15
A
B
C
Manual
Remote
Control
Tig torch
2. Den 7-poligen Stecker der Fernbetätigung und den Stecker des
Druckknopfes der Brandfackel an den Adapter anschließen, siehe (A)
und (B) in Abb.
3. Den 7-poligen Stecker (C) des Adapters an die Steckdose (15) der
Maschine anschließen. Das Display leuchtet einige Sekunden lang auf.
4. Stellen Sie die Schweißspannung mit dem Fernsteller ein.
BEMERKUNG: die Regelung geschieht von minimalem Strom-Wert bis
5
6
RELAY
MAX 1A
ROBOT
c) Verbindung zu automatischer Installation:
Auf den Stiften 5 - 6 der 7 poligen
Steckdose ist ein Signal von angezün-
detem Bogen (ARC ON) verfügbar.
Solche Stiften werden von einem aus-
gekuppelten Kontakt von einer Relail
kurzgeschlossen, wenn die Ausgan-
gstrom höher als 3A ist.
Es ist möglich Drehplatte, Positionier-
Anlagen, Roboter usw. zu bedienen.

Bedienungsanleitungen INOXA SERIES
18 D
10. SEGNALI DI ALLARME
9. ALARMSIGNALE
HINWEIS: die nachfolgend aufgeführten Nummern beziehen sich auf die
Abb. 1 des Kapitels 6 BESCHREIBUNG DER BEDIENELEMENTE.
Siehe Seite 4.
1) THERMOSCHUTZ
1. Überschreitet die Schwei-
ßmaschineinnentemperatur
die zuvor eingestellte Tem-
peratur, unterbricht diese
Funktion die Stromversor-
gung.
Erlangt die Temperatur
erneut die vorgegeben Wer-
te, wird die Schutzfunktion
automatisch deaktiviert.
Der Betrieb dieses Schut-
zes, wird mit der
Beleuchtung der gelbe LED
(4) eingezeigt.
BEMERKUNG: falls es die Versorgung anhalten sollte, verursacht
durch Antisticking, die gelbe LED (4) wird beleuchtet.
Sehen Sie auf Seite 6.
In der Modalität WIG schaltet sich die gelbe LED ein, auch wenn
der Druckknopf der Brandfackel nicht gedrückt ist.
HF series
HFP series
4
4
2) Schutz für WASSERMANGEL (auf Wunsch)
Dieser Schutz ist tätig nur wenn die Maschine an dem
Wasserkühler 09 verbunden ist, wie bezeichnet an der Seite 9.
Im Fall von Wassermangel oder Anomalie in dem Brenner-
Wasserkühlungskreis, der in dem Wasserkühler eingebauten
Durchflußmesser öffnet einen Kontakt, den die Stromlieferung von
der Maschine stoppt.
In diesem Fall das gelbe LED (4) wird beleuchtet, siehe Bild.
ON/OFF
2
FLOW SWITCH
PUMP
TORCH
400V

1
Manual de instrucciones INOXA SERIES
E
Español
E
Cap.Sección. Descripción Página
Introducción 2
Mantenimiento ordinario 2
1. Aplicaciones posibles 2
2. Precauciones generales 3
3. Normas de seguridad electricas 3
4. Normas de seguridad contra incendio 3
5. Conexión a la linea de uso 3
6. Descripción de comandos 4
7. Instalación ELECTRODO 6
7.1 Conexión a la pinza porta electrodo 6
7.2 Conexión de la pieza a soldar 6
7.3 Selección modalidad ELECTRODO 7
7.4 Regulación con comando a distancia 7
7.5 Attivazion y funzion “VRD”
(Voltage Reduction Device) 7
8. Instalación TIG 7
8.1 Conexión de la antorcha TIG 8
8.2 Conexión de la pieza a soldar 8
8.3 Carga del grupo de refrigeración
(opcional) 8
8.4 Conexión a la Unidad de Refrigeración
(opcional) 9
8.5 Instalación en el carro 2 / 4 ruedas
(opcional) 9
8.6 Selección modalidad TIG 10
8.7 Instalación TIG HF / LIFTARC 10
INDICE Cap.Sección. Descripción Página
8.8 Funcionamiento TIG DC Ciclo 2 Tiempos
/ Ciclo 4 Tiempos 11
8.9 Regulación RAMPAS de SUBIDA y BAJADA 13
8.10 Regulación TEMPORIZADOR
(solo en la serie HFP) 13
8.11 Regulación parámetros secundarios
(solo en la serie HFP) 14
8.12 PULSACIÓN (solo en la serie HFP) 14
8.13 Uso de los JOB (solo en la serie HFP) 15
8.14 Modificación TIEMPO del POST GAS
(solo en la serie INOXA HF) 16
8.15 Regulación con comando a distancia 17
9. SeÑal de alarma 18
10. Caracteristicas técnicas 19
11. Lista de piezas 20
Esquemas electricos 25

Manual de instrucciones INOXA SERIES
2E
Introduccion
Para obtener del equipo las mejores prestaciones y asegurar a sus
partes la máxima duración, es necesario seguir escrupulosamente
las intrucciones de uso y las normas de manutención contenidas
en este manual.
En el interés de la clientela se aconseja seguir la manutención y,
donde sea necesario, la reparación del equipo en un taller de nue-
stra red de asistencia, ya que cuentan con material adecuado y
personal particularmente adiestrado. Todas nuestras máquinas y
aparatos son objeto de un contínuo desarrollo. Por lo tanto debe-
mos reservarnos modificaciones a la construcción y a la dotación.
MANTENIMIENTO ORDINARIO
Evitar el acúmulo de limadura metálica al interno de la máquina.
Desconectar la alimentación antes del mantenimiento.
Controles periódicos:
• Limpiar el interior con aire comprimido a baja
presión y pinceles de cerdas suaves.
• Controlar las conexiones eléctricas de todos
los cables.
Para realizar mantenimineto de reductores de presión consultar el
manual del fabricante.
1. APLICACIONES POSIBLES
Los generadors INOXA 250 HF, INOXA 360 HF, INOXA 250 HFP e
INOXA 360 HFP son sido creado para soldar el ELECTRODO y en
TIG Liftarc y TIG HF (*) con gamma 250 / 360A.
• Toda aplicación diversa de las enumeradas puede compro-
meter la seguridad del trabajo y la confiabilidad de la máquina.
Concecuentemene, las mismas no estan permitidas.
Se aconseja no utilizar el generador INOXA (versión standard)
• En ambientes con alto contenido de húmedad y polvo.
• Conectados a motogeneradores.
• Con cables de alimentación más largos de 50 metros.
Contactar el centro de asistencia para recibir consejos y precau-
ciones de uso en el caso de utilizar el generador en las condiciones
mencionadas anteriormente.
Se aconseja realizar una limpieza preventicva del generador
cada 2 o 3 meses de uso. Para tal operación contactar el cen-
tro de asistencia.
(*) En la serie INOXA HFP, es posible seleccionar la modalidad TIG
PULSADO para garantizar un óptimo decapado de la soldadura
con un menor aporte térmico.
Además, la posibilidad de memorizar hasta 10 JOB (puntos de tra-
bajo) da la posibilidad al usuario, de memorizar y pedir los mejores
programas de trabajo.

3
Manual de instrucciones INOXA SERIES
E
Español
E
2. PRECAUCIONES GENERALES
Si las operaciones de soldadura no son adecuadamente ejecu-
tadas representan un peligro para la salud de los operadores y de
toda persona que se encuentre en la planta. Consecuentemente,
se recomienda atenerse a las siguientes normas fundamentales de
siguridad:
- Limitar el area a humos y radiaciones provenientes de la sol-
dadura delimitantodola con pantallas ANTI REFLEJOS o, si es
posible, reservar locales especiales para realizar estos procesos
industriales.
- Protejer el cuerpo, en su totalidad, con indumentaria o accesorios
(mascaras, cascos, etc.) y de ser posible adherentes al cuerpo; uti-
lizar zapatos de goma para estar aislado.
- Limitar la formación de humos y gases utilizando metales no
tratados, limpios y sin herrumbre; en caso contrario se recomienda
el uso de mascaras para favorecer la respiración. Además, se
debe tener un sistema de ventilación que permita un buen cambio
de aire.
3. NORMAS DE SEGURIDAD ELECTRICAS
- Evitar de trabajar con cables dañados, realizar correctamente la
conexión de las fases y de la tierra con un conector normalizado.
- No arrollar los cables de antorcha o de massa en el cuerpo.
- Evitar trabajar en lugares húmedos o mojados sin las
precauciones adecuadas.
- Evitar trabajar con la maquina de soldar sin paneles de protección
para salvaguardar la seguridad de la instalación y del operador.
4. NORMAS DE SEGURIDAD CONTRA INCENDIO
- Equipar el area de trabajo con extintores y controlarlos periodica-
mente.
- El generador deber ser colocado en un plano solido y horizontal
asegurandose que extista una buena circulación de aire para evi-
tar un recalentamiento obstruyendo el panel posterior.
- Atenerse a todas las normas necesarias cuando se sebe ejecutar
soldaduras en contenedores de lubrificantes o combustibles en
general.
5. CONEXION A LA LINEA DE USO
Antes de conectar la instalación a la linea de uso controlar que la
tensión y la frecuencia de red correspondan a las reportadas en la
patente de datos de la instalación y que el interruptor este en la
posición “0”.
La conexión a la red puede ser ejecutada mediante el cable
predispuesto connectando:
- el conductor amarillo-verde a la instalación a tierra;
- los demas conductores a la red.
Conectar al cable de alimentación un conector normalizado y pre-
disponer una toma de red dotada de fusibles o interruptor auto-
matico. Asegurarse que la terminal a tierra este conectada al con-
ductor a tierra (AMARILLO-VERDE) de la linea de alimentación.
NOTA: cualquier eventual prolongación del cable de alimentación
debe ser de un largo adecuado, jamás inferior a la del cable pre-
sente en el generador.

POS. 1 = Pulsador de selección modalidad:
POS. 1A = ELETTRODO ________________________
POS. 1B = TIG 2 Tiempos _______________________
POS. 1C = TIG 4 Tiempos ________________________
POS. 2 = Testigo alimentación
POS. 3 = Pantalla para la visualización corriente de solda-
dura SET y REAL, tiempo de rampa de bajada
(en la serie HFP indica también el parámetro seleccionado)
POS. 4 = Testigo generador blocado ___________________
POS. 5 = Pulsador HF ON / OFF ______________________
POS. 5A = LED HF ON / OFF
POS. 6 = Potenciometro regulación rampa bajada _________
POS. 7 = Potenciometro regulación de corriente de soldadura
(en la serie HFP indica también el parámetro seleccionado)
POS. 8 = Pulsador TEST GAS _____________________
POS. 9 = Pulsador para la selección y la memorización JOB __
POS. 9A = LED modalidad JOB seleccionados
POS. 10 = Pulsador para la selección parámetros 11 y 14
POS. 11 = LED visualización del parámetro seleccionado:
(A) Tiempo de PREGAS _______________________
(B) CORRIENTE INICIAL I1 __________________
(C) RAMPA DE SUBIDA (UP SLOPE) __________
(D) CORRIENTE DE SOLDADURA I2
(E) RAMPA DE BAJADA (DOWN SLOPE) _________
(F) CORRIENTE FINAL I3 ____________________
(G) Tiempo de POSTGAS _____________________
POS. 12 = Pulsador para la selección modalidad PULSACIÓN __
POS. 12A = LED PULSACIÓN ON / OFF
POS. 13 = LED parámetros de pulsación seleccionados
POS. 14 = LED modalidad TEMPORIZADOR seleccionada __
Manual de instrucciones INOXA SERIES
4E
6. DESCRIPCIÓN DE COMANDOS INOXA 250 HF / INOXA 360 HF / INOXA 250 HFP / INOXA 360 HFP
Fig. 1
12345
7
Pág. 7
Pág. 10
Pág. 10
Pág. 18
Pág. 11
Pág. 13
Pág. 8-16
Pág. 15
Pág. 14
Pág. 14
Pág. 13
Pág. 13
Pág. 14
Pág. 14
Pág. 14
Pág. 13
5234
14 7
5A
6
1A
1B
1C
8
911B
1C
1A
10
5A
10
9A
12A
8
13
11
11
HF series
HFP series
12
ABCDEFG
H
I
L

POS. 15 = Toma 7 polos para conexión antorcha tig y _______
comando a distancia _____________________
POS. 15A = Enchufe 7 polos para conexión
Pulsador de la antorcha ______________________
(Conectar los hilos del pulsador de la antorcha de
soldadura a los terminales 1 y 4)
POS. 16 = Presa de solida positiva (+)
POS. 17 = Presa de solida negativa (-)
POS. 18 = Salida gas para la aplicacion TIG ________________
POS. 19 = Ingreso gas para la aplicacion TIG _______________
POS. 20 = Interruptor principal generador
“ON-OFF”
POS. 21 = Cable de alimentación _______________________
POS. 22 = Puertecilla para conectar la
UNIDAD de REFRIGERATIÓN _________________
POS. 22A = Tornillos de fijación del la puertecilla 22 __________
POS. 23 = Enlace rapido envio (azul) y retorno (rojo)
POS. 23A = Tubo By Pass con conectores rápidos
Conectar las salidas (23) si no son utilizadas
POS. 24 = Indicador de nivel de liquido de refrigeración
POS. 25 = Tapón llenado agua
POS. 26 = Cable para señalizar la falta de agua ____________
POS. 27 = Cable para la alimentación
UNIDAD de REFRIGERATIÓN __________________
5
Manual de instrucciones INOXA SERIES
E
Español
E
6. DESCRIPCIÓN DE COMANDOS INOXA 250 HF / INOXA 360 HF / INOXA 250 HFP / INOXA 360 HFP
Fig. 2
15
17
16
20
21
18
22
22A
19
15A
Pág. 8
Pág. 7-17
Pág. 8
Pág. 8
Pág. 8
Pág. 3
Pág. 9
Pág. 9
Pág. 9
Pág. 9
25
24
23
23A
27
26
Cooler Unit 09 (Opcional)

Manual de instrucciones INOXA SERIES
6E
7. INSTALACIÓN ELECTRODO
NOTA: los números reportados a continuación hacen referencia a las
Fig. 1-2 del capitulo 6 DESCRIPCIÓN DE COMANDOS a Pág. 4-5.
7.1 CONEXIÓN A LA PINZA PORTA ELECTRODO
7.2 CONEXIÓN DE LA PIEZA A SOLDAR
0,3 sec
Start
Welding Current
Hot Start
En la modalidad ELECTRODO se
debe tener en cuenta que las
funciones:
HOT START
ARC FORCE
ANTI STICKING
se regulan automaticamente depen-
diendo del eletrodo.
HOT START: Para mejorar el inicio del arco, al inicio de la sol-
dadura la corriente aumenta en un 50% per 0,3 seg.
ARC FORCE: Para mejorar la estabilidad del arco la corriete
aumenta durante el tranferimiento del metal.
ANTISTICKING: Después de 1-2 seg. de corto circuito la máquina
se apaga automaticamente. Ver Pág. 17.
1. Conectar el cable de la pinza PORTA-
ELECTRODO a la toma (16).
Polaridad positiva (+).
2. Si se desea utilizar electrodos con
polaridad invertida, conectar el cable a la
toma (17).
Polaridad negativa (-).
1. Conectar el cable de masa a la toma
(17). Polaridad negativa (-).
2. Fijar la otra extremidad del cable de
masa a la pieza a saldar asegurandose
que exista un buen contacto eléctrico.
3. Si se desea utilizar electrodos con
polaridad invertida, conectar el cable a la
toma (16). Polaridad positiva (+).
16
17
¡Atención! En caso que el
generador esté conectado a
la UNIDAD de ENFRIAMIEN-
TO, es necesario conectar el
tubo BY-pass (23A) a las
conexiones rápidas (23).
Es posible también conectar
una antorcha de soldadura
TIG enfriada con agua.
Ver pág. 8.

7
Manual de instrucciones INOXA SERIES
E
Español
E
NOTA: los números reporta-
dos a continuación hacen
referencia a las Fig. 1-2 del
capitulo 6 DESCRIPCIÓN
DE COMANDOS a Pág. 4-5.
1. Encender el generador
llevando el interruptor (20) a
la posición “1”.
2. Presionar el pulsador (1)
hasta que se encienda el
LED (1A).
3. Regular el valor de cor-
riente de soldadura girando
la manivela (7).
El valor se ve en el instru-
mento digital.
7.3 SELECCIÓN MODALIDAD ELECTRODO
1A
7
1
1A
7
1
HF series
7.4 REGULACIÓN CON COMANDO A DISTANCIA
En la modalidad ELECTRODO es posible
regular a distancia la corriente de soldadu-
ra, con el comando a distancia MANUAL.
1. Conectar la torna 7 polos del comando
a distancia a la torna (15).
El instrumento digital lampeggia por algun
segundo.
2. Programar la corriente de soldadura
desde el comando a distancia.
NOTA: la regulazion accade por valor mi-
nimo de corriente a quel preparato sul
panel frontal.
ES. Si la corriente I2 preparada es de
200A la orden de distanzia se regula de 5A
a 200A.
15
VRD = Voltage Reduction
Device. Esta funzion per-
mite, si es attiva de reduccir
la tension de salida a vacio
del aparato a un valor toda
seguridad (< 24V DC) en
conformidad ala mas rigida
norma internacional.
1. Encender el generador
teniendo apretado el pul-
sador (1).
2. En la pantalla apare-
cerá el texto “VRD OFF” o
“VRD ON”.
3. Pulsar de nuevo el pul-
sador (1) para programar
“VRD OFF” o “VRD ON”.
1
1
7.5 ATTIVAZION Y FUNZION “VRD”
NOTA: cuando se apaga el aparato la funzion “VRD” queda dentro
un nuevo encendimento.
HFP series
HF series
HFP series

Manual de instrucciones INOXA SERIES
8E
8. INSTALACIÓN TIG
NOTA: los números reportados a continuación hacen referencia a las
Fig. 1-2 del capitulo 6 DESCRIPCIÓN DE COMANDOS a Pág. 4-5.
8.1 CONEXIÓN DE LA ANTORCHA TIG
8.2 CONEXIÓN DE LA PIEZA A SOLDAR
1. Conectar el cable de potencia de la
antorcha a las toma (17) del generador.
Polaridad negativa (-).
2. Conectar el tubo GAS al enlace (18).
3. Conectar el conenctor (15A) del pul-
sador antorcha a la toma (15).
El comando pulsador antorcha viene
dado entre los pines 1 y 4.
4. En el caso de antorcha sea enfriada a
AGUA, conectar los tubos de “envio y
retorno”, a los enlaces rapidos (23).
Para conectar la UNIDAD de REFRI-
GERACIÓN ver Pág. 9.
¡Atención! Si se utiliza una antor-
cha refrigerada por aire, conectar
el tubo “By Pass” (23A) a los
conectores rápidos (23).
5. Atornillar el reductor de presión a la
bottella.
6. Conectar el tubo de GAS al reductor
de presión.
7. Conectar la otra extremidad del tubo
de GAS al enlace (19).
8. Abrir el regulador.
9. Pulsar el pulsador TEST GAS (8).
10. Regular el fluido de GAS al valor
apropiado 5-8 l/min.
NOTA: es posible hacer salir el GAS
durante 10 segundos más o menos pul-
sando 2 veces el pulsador TEST GAS (8).
Para interrumpir el flujo de GAS pulsar de
nuevo el pulsador TEST GAS.
1. Conectar el cable de masa a la toma
(16). Polaridad positiva (+).
2. Fijar la otra extremidad del cable de
masa a la pieza a saldar asegurandose
que exista un buen contacto eléctrico.
17
16
18
15
8.3 CARGA DEL GRUPO DE REFRIGERACIÓN (OPT.)
1. Asegurarse que el interruptor (20) se encuentre en la
posición “0”.
2. Destornillar la tapa (25) y colocar el liquido refrigerante
hasta el nivel máximo indicado en la escala graduada (24).
3. Atornillar la tapa (25).
¡Atención! En el grupo de refrigeración se debe exclu-
sivamente utilizar el líquido refrigerante que abastece
Sol Welding.
Pin
3
Pin
4
Pin
1
Pin
4

9
Manual de instrucciones INOXA SERIES
E
Español
E
8.4 CONEXIÓN A LA UNIDAD DE
REFRIGERACIÓN (OPCIONAL)
¡Atención! Antes de proceder a la instalación, aseguradse
que el generador no se encuntre conectado a la red de alimen
tación.
NOTA: los números visualizados a continuación hacen referencia a la fig.
2 de la pág. 5. 1. Quitar el adhesivo de la puertecilla
(22).
2. Abrir los dos huecos en la puertecilla
y fijar las guías de cable suministra-
das con la unidad de refrigeración.
3. Abrir la puertecilla (22) desatornillan-
do los tornillos (22A).
4. Hacer pasar los cables (26) y (27) por
las guías de cable.
5. Quitar el puente sobre los bornes
“FLOW SWITCH”.
6. Conectar el cable (27) AC 400V, a la
caja de bornes “400V”, “0V” y “ “.
ATENCIÓN. El cable de tierra (AMA-
RILLO VERDE) debe conectarse al
borne de la derecha.
7. Conectar el cable (26) (señal de falta
de agua) a los bornes
“FLOW SWITCH”.
8. Fijar las guías de cable y cerrar la
puertecilla (22).
COOLER UNIT
OUTPUT
SEE INSTRUCTION MANUAL
FOR INSTALLATION
AMARILLO
VERDE
8.5 INSTALACIÓN EN EL CARRO 2 / 4
RUEDAS (OPCIONAL)
NOTA: para el montaje de los carros fijar-
se en las instrucciones del interior de los
embalajes de los mismos.
1. Colocar el GENERADOR y la UNI-
DAD de REFRIGERACIÓN en los
compartimentos (30-31).
2. Fijar el GENERADOR y la UNIDAD
de REFRIGERACIÓN con la correa
de trinquete (28) en el carro 2 ruedas,
con los tornillos (33) en el carro 4
ruedas.
3. Colocar la bombona de GAS en el
compartimento (29).
4. Fijar la bombona de GAS con la cade-
na (32).
30 29
31
32
33
32
28
29
30-31
TROLLEY 08
2 WHEELS
TROLLEY 08
4 WHEELS

Manual de instrucciones INOXA SERIES
10 E
NOTA: los números reportados a continuación hacen referencia a las
Fig.1-2 del capitulo 6 DESCRIPCIÓN DE COMANDOS a Pág. 4-5.
8.6 SELECCIÓN MODALIDAD TIG b) IGNICIÓN LIFTARC. Se produce por rozamiento del electrodo
de tungsteno sobre la pieza que se debe soldar.
Es ideal en ambientes donde el uso de la alta frecuencia está pro-
hibido, p.ej. hospitales, centrales térmicas y eléctricas, banco de
datos etc. Proceder como se indica seguidamente:
8.7 IGNICIÓN TIG HF / LIFTARC
1. Tocar el metal con la
ceramica de la antorcha.
2. Pulsar el pulsador de la
antorcha de soldadura.
Ver FUNCIONAMIENTO
TIG DC en la pág. 11.
3. Realizando un movimien-
to de rotación respecto al
punto de apoyo de la cera-
mica tocar el electrodo de
tugsteno con la pieza a sol-
dar.
4. Regresar a la posición
inicial realizando un rotacion
decendente.
El arco Tig resulta encendi-
do.
5. Para interrumpir el arco,
dejar de pulsar el pulsador
sobre la antorcha de sol-
dadura.
1. Encender el generador
llevando el interruptor (20) a
la posición “1”.
2. Pulsar el pulsador (1)
hasta que se encienda el
LED (1B) o (1C) según el
tipo de ciclo TIG deseado:
2 Tiempos o 4 Tiempos.
Ver pág. 11.
3. Regular el valor de cor-
riente de soldadura girando
la manivela (7).
El valor se ve en el instru-
mento digital.
7
1
7
HF series
HFP series
1B-1C 1B-1C
1
En la modalidad TIG el encendido del arco puede producirse de
dos maneras: con sistema de Alta Frecuencia (HF) o con el siste-
ma LIFTARC.
a) IGNICIÓN HF. Se produce sin tocar la pieza que se debe sol-
dar, acercar el electrodo a la pieza que se debe soldar y pulsar el
pulsador de la antorcha de soldadura.
Ver FUNCIONAMIENTO TIG DC en pág. 11.

11
Manual de instrucciones INOXA SERIES
E
Español
E
5
HF series
HFP series
5A
5
5A
6. Para seleccionar el
encendido HF o LIFTARC
pulsar el pulsador (5).
7. El LED (5A) indica, si
está encendido, que se ha
seleccionado el encendido
HF.
después de los cuales se habilita la función de encendido del arco
eléctrico y después de haber establecido el arco TIG, la corriente
de salida alcanza el nivel programado. Dejando de pulsar el pulsa-
dor de la antorcha de soldadura la corriente vuelve rápidamente a
cero con el apagado del arco. En este punto inicia la fase de
posgasificación (*) con la regulación automática del tiempo de
posgas en función de la corriente de soldadura y del tiempo de sol-
dadura.
Esta función se utiliza para el punteado rápido.
Ver pág. 16 para modificación tiempo de POST GAS predefinido en
la serie HF.
(*) Regulable en la serie INOXA HFP.
1. Encender el generador
llevando el interruptor (20) a
la posición “1”.
2. Pulsar el pulsador (1)
hasta encender el LED (1B)
TIG 2 TIEMPOS.
1
HF series
HFP series
1
NOTA: los números reportados a continuación hacen referencia a las
Fig.1-2 del capitulo 6 DESCRIPCIÓN DE COMANDOS a Pág. 4-5.
El ciclo de funcionamiento TIG se divide en funcionamiento 2 tiem-
pos y funcionamiento 4 tiempos, los dos mandados por el pulsa-
dor de la antorcha de soldadura y seleccionables a través del pul-
sador (1) colocado en el panel frontal .
A) CICLO 2 TIEMPOS
Cuando se presiona el pulsador de la antorcha de soldadura inicia
un tiempo de pregasificación de unos 100 milisegundos (*)
8.8 FUNCIONAMIENTO TIG DC
1B 1B

Manual de instrucciones INOXA SERIES
12 E
B) CICLO 4 TIEMPOS (2° NIVEL)
Cuando se pulsa el pulsador de la antorcha de soldadura inicia el
tiempo de pregasificación fijado a unos 100 milisegundos (*)
después de los cuales se habilita la función de LIFT ARC o encen-
dido del arco eléctrico de Alta Frecuencia.
El encendido del arco TIG se produce cuando hay un valor de cor-
riente igual al 20% del valor programado y permanece en dicho
valor hasta que no se deja de pulsar el pulsador de la antorcha de
soldadura (*).
Cuando se deja de pulsar el pulsador de la antorcha de soldadura
la corriente de salida alcanza el valor programado visualizado en el
instrumento digital. Pulsando de nuevo el pulsador de la antorcha
de soldadura por más de 300 milisegundos, inicia la fase de dismi-
nución de la corriente que llevará la señal de salida de nuevo al
20% del valor programado (*).
La corriente se mantiene al 20% (*) del valor programado hasta
que no se deja de pulsar el pulsador de la antorcha de soldadura;
inicia en este punto la fase de posgasificación (*) con la regulación
automática del tiempo de post gas en función de la corriente de
soldadura y del tiempo de soldadura.
Ver pág. 16 para modificación tiempo de POST GAS predefinido en
la serie HF.
Función 2° NIVEL: durante la fase de soldadura, es posible dismi-
nuir el valor de la corriente de soldadura hasta el 50% utilizando la
función “2° NIVEL “ (Ver fig. 3 entre los puntos A y B).
Esta función se activa pulsando y dejando de pulsar el pulsa-
dor de la antorcha de soldadura por un tiempo inferior a 300
milisegundos.
(*) Regulable en la serie INOXA HFP.
1. Encender el generador
llevando el interruptor (20) a
la posición “1”.
2. Pulsar el pulsador (1)
hasta encender el LED (1C)
TIG 4 TIEMPOS.
1
HF series
HFP series
1
1C 1C
2
nd LEVEL
Digital
readout
of setting
Start level
(Automatic
Synergic
Setting)
Up-slope
(Automatic
Synergic
Setting)
Down-slope
Easy to set
Craterfiller
Sequence
(Digital readout)
Final craterfiller
current
(Automatic
Synergic
Setting)
AB
I
2
I
1
I
3
(50% of
I
2)
Torch switch
controls
Fig. 3

13
Manual de instrucciones INOXA SERIES
E
Español
E
NOTA: los números reportados a continuación hacen referencia a las
Fig.1-2 del capitulo 6 DESCRIPCIÓN DE COMANDOS a Pág. 4-5.
En la modalidad TIG es posible regular el tiempo de rampa de subi-
da “UP SLOPE” y el tiempo de rampa de bajada “DOWN SLOPE”.
El tiempo de rampa de subida, “UP SLOPE”, no se puede regular
en la serie INOXA HF.
8.9 REGULACIÓN RAMPAS DE SUBIDA Y BAJADA
En la serie INOXA HF
1. Girar la manivela (6) para
regular el tiempo de rampa
de bajada “DOWN SLOPE”.
2. El tiempo se visualizará
en la pantalla por algunos
segundos.
Es regulable desde 0,1 seg
hasta 12,5 seg.
En la serie INOXA HFP
1. Pulsar los pulsadores
(10) hasta que el LED (11C)
o (11E) relampaguee.
2. Con la manivela (7) regu-
lar el tiempo de rampa de
subida o de bajada.
3. Los tiempos serán visua-
lizados en la pantalla.
Para salir de la regulación y
confirmar el dato pulsar la
manivela (7).
HF series
HFP series
10
11C
6
10
11E
7
NOTA: los números reportados a continuación hacen referencia a las
Fig.1-2 del capitulo 6 DESCRIPCIÓN DE COMANDOS a Pág. 4-5.
En la modalidad TIG es posible seleccionar el ciclo TEMPORIZA-
DOR. Este tipo de ciclo permite la soldadura de punteado o tam-
bién la temporizada. Pulsando el pulsador de la antorcha de sol-
dadura, después de la fase de pregasificación, la máquina alcan-
zará la corriente de soldadura y ésta durará por el tiempo progra-
mado con el parámetro Temporizador ON.
NOTA: el ciclo TEMPORIZADOR puede usarse sólo en la modali-
dad TIG 2 Tiempos. Ver pág. 11
8.10 REGULACIÓN TIMER (solo en la SERIE HFP)
1. Pulsar el pulsador (10)
hasta que el LED TEMPO-
RIZADOR (14) relampa-
guee.
2. Con la manivela (7) regu-
lar el tiempo del TEMPO-
RIZADOR.
3. El tiempo se visualizará
en la pantalla. Para salir de
la regulación y confirmar el
dato pulsar la manivela (7).
El tiempo se puede regular
desde 0,0 seg hasta 60 seg.
HFP series
10
10
7
14
Para desactivar el ciclo TEMPORIZADOR repetir los puntos 1 y 2,
girar la manivela (7) en sentido antihorario hasta que la pantalla
indique 0,0. El LED TEMPORIZADOR (14) se apagará.
NOTA: es posible memorizar las nuevas programaciones en uno
de los JOB disponibles. Ver pág. 16.
Los tiempos de rampa de subida y
de bajada se pueden regular desde
0 seg hasta 10 seg.

Manual de instrucciones INOXA SERIES
14 E
NOTA: los números reportados a continuación hacen referencia a las
Fig.1-2 del capitulo 6 DESCRIPCIÓN DE COMANDOS a Pág. 4-5.
Para la regulación de los parámetros secundarios:
TIEMPO DE PREGAS Regulable desde 0,1 hasta 5 seg.
CORRIENTE INICIAL I1Regulable desde 5 A hasta I nominal (*)
CORRIENTE FINAL I3Regulable desde 5 A hasta I nominal (*)
Tiempo de POSTGAS Regulable desde 0,1 hasta 30 seg.
Proceder como se indica seguidamente.
8.11 REGULACIÓN PARÁMETROS SECUNDARIOS
(solo en la SERIE HFP)
1. Pulsar los pulsadores (10)
hasta que el LED correspon-
diente al parámetro que se
tiene que regular relam-
paguee.
2. Con la manivela (7) eje-
cutar la regulación
3. El valor regulado se visu-
alizará en la pantalla.
Para salir de la regulación y
confirmar el dato pulsar la
manivela (7).
HFP series
10
7
10
NOTA: es posible memorizar las nuevas programaciones en uno
de los JOB disponibles. Ver pág. 16.
(*) La corriente de salidad nominal se indica en la tabla datos té-
cnicos en la pág. 19.
NOTA: los números reportados a continuación hacen referencia a las
Fig.1-2 del capitulo 6 DESCRIPCIÓN DE COMANDOS a Pág. 4-5.
Esta modalidad permite soldar en TIG a una corriente pulsada del
valor máximo I2, al valor base ILOW programado como descrito
seguidamente. De esta manera se garantiza un óptimo decapado
de la soldadura con un menor aporte térmico en el material que se
tiene que soldar.
Además es posible regular la frecuencia de pulsación (Hz) y el
balanceo (% BALANCE) es decir el porcentaje de corriente máxi-
ma I2, respecto a la corriente base ILOW.
La pulsación puede programarse con los ciclos 2 o 4 tiempos,
TEMPORIZADOR con o sin rampas.
8.12 PULSACIÓN
(solo en la SERIE HFP)
1. Pulsar el pulsador (12).
El LED (12A) se enciende.
2. Pulsar de nuevo el pul-
sador (12) hasta que el LED
correspondiente al pará-
metro que se tiene que re-
gular relampaguee.
HFP series
12
Es posible regular:
CORRIENTE MÁXIMA I2Regulable desde 5A hasta I nominal (*)
CORRIENTE BASE ILOW Regulable desde 5A hasta el 90% de I2
FRECUENCIA PULSACIÓNRegulable desde 1 hasta 999Hz
% BALANCEO Regulable desde 1 hasta el 99%
12A

15
Manual de instrucciones INOXA SERIES
E
Español
E
3. Con la manivela (7) eje-
cutar la regulación.
4. El valor regulado se vi-
sualizará en la pantalla.
Para salir de la regulación y
confirmar el dato pulsar la
manivela (7).
5. Para salir de la modali-
dad PULSACIÓN pulsar el
pulsador (12) por unos 2
seg.
El LED (12A) se apaga.
HFP series
NOTA: es posible memorizar las nuevas programaciones en uno
de los JOB disponibles. Ver pág. 16.
7
HFP series
12
Push > 2 sec
12A
NOTA: los números reportados a continuación hacen referencia a las
Fig.1-2 del capitulo 6 DESCRIPCIÓN DE COMANDOS a Pág. 4-5.
El uso de los JOB permite crear o pedir hasta 10 programas de sol-
dadura en los cuales se memorizarán los diferentes datos.
El número de JOB se indica en la pantalla y puede ir desde 1
hasta 10.
Si el LED (9A) está apagado, significa que no ha sido se-
leccionado ningún JOB y la máquina trabaja en el programa
libre (FREE). En este programa, todas las variaciones se
salvarán automáticamente (después de por lo menos una
soldadura) y se mostrarán cuando se encienda de nuevo la máqui-
na.
A) PETICIÓN DE UN JOB.
8.13 USO DE LOS JOB
(solo en la SERIE HFP)
1. Pulsar el pulsador (9).
El LED (9A) se enciende
2. El display indicará el últi-
mo JOB utilizado.
Es. JOB n°3.
3. Seleccionar el JOB
desde 1 hasta 10 girando la
manivela (7).
4. Pulsar la manivela (7)
para confirmar la elección.
El LED (9A) se queda
encendido.
HFP series
9A
9
9A
7
5. Para salir de la modalidad JOB pulsar el pulsador (9) hasta que
el LED (9A) se apague.

Manual de instrucciones INOXA SERIES
16 E
B) MEMORIZACIÓN DE UN JOB
Después de haber ejecutado la regulación de uno o más paráme-
tros, es posible memorizarlos en uno de los JOB disponibles.
Es posible memorizar también los ciclos de trabajo siguientes: ciclo
2 tiempos o 4 tiempos, temporizador, pulsaciones o modalidad
electrodo.
1. Pulsar la manivela (7) por
unos 2 seg.
2. La pantalla indicará
“MEM JOB”.
El LED JOB (9A) relam-
paguea.
3. Seleccionar el JOB
desde 1 hasta 10 girando la
manivela (7). Es. JOB n°7.
4. Pulsar de nuevo la
manivela (7) por unos 2 seg
para memorizar el JOB.
5. El LED JOB (9A) se
queda encendido.
6. Para salir de la modali-
dad JOB pulsar el pulsador
(9) hasta que el LED (9A) se
apague.
HFP series
7
Push > 2 sec
HFP series
9A
7
Push > 2 sec
1. Posicionar la manivela (7)
a la mitad de la escala.
2. Encender la máquina y
pulsar antes de pasados 1-2
seg el pulsador TEST GAS
(8).
3. En la pantalla aparecerá
el texto “REG GAS” seguido
del “0”.
4. Con la manivela (7) regu-
lar el porcentaje de reduc-
ción del tiempo de POST
GAS. P.ej. - 50%, la pantalla
indicará “- 5”.
5. Girar en sentido horario
para aumentar y en sentido
antihorario para disminuir.
Es posible una variación
desde 0 hasta +/- 90%.
6. Pulsar el pulsador (8)
para confirmar la modifi-
cación.
HF series
7
NOTA: los números reportados a continuación hacen referencia a las
Fig.1-2 del capitulo 6 DESCRIPCIÓN DE COMANDOS a Pág. 4-5.
Es posible modificar el valor de sinergia del tiempo de POST GAS,
para adaptarlo a las exigencias específicas.
Por ejemplo, en un ciclo de punteado, el tiempo resulta demasiado
largo y se desea acortarlo.
8.14 MODIFICA TEMPO DI POST GAS
(solo en la serie INOXA HF)
8
HF series
7
8

17
Manual de instrucciones INOXA SERIES
E
Español
E
NOTA: los números reportados a continuación hacen referencia a las
Fig.1-2 del capitulo 6 DESCRIPCIÓN DE COMANDOS a Pág. 4-5.
En la modalidad TIG es posible regular a distancia la corriente de
soldadura, con comando a distancia MANUAL o a PEDAL.
a) Conexión comando a distancia MANUAL:
8.15 REGULACIÓN CON COMANDO A DISTANCIA
1. Para la conexión utilizar el
ADAPTADOR COMANDO A DISTANCIA
MANUAL cod. V15190KI
15
NOTA: la regulación accade por valor minimo de corriente a quel
preparato sul panel frontal. ES. Si la corriente I2 preparada es de
200A la orden de distancia se regula de 5A a 200A.
b) Conexión comando a distancia PEDAL:
1. Conectar la enchufe 7 polos del coman-
do a distancia a la torna (15).
El instrumento digital lampeggia por algun
segundo.
2. Pulsar el pedal para encender el arco
de soldadura y pulsarlo más a fondo para
ejecutar la regulación.
NOTA: la regulación accade por valor mi-
nimo de corriente a quel preparato sul
panel frontal.
ES. Si la corriente I2 preparada es de
200A la orden de distancia se regula de 5A
a 200A.
15
A
B
C
Manual
Remote
Control
Tig torch
2. Conectar el enchufe de 7 polos del comando a distancia y el
enchufe del pulsador de la antorcha de soldadura al adaptador, ver
(A) y (B) en la fig.
3. Conectar el enchufe 7 polos (C) del adaptador a la toma (15) de
la máquina. La pantalla relampagueará por algunos segundos.
4. Programar la corriente de soldadura desde el comando a distancia.
5
6
RELAY
MAX 1A
ROBOT
c) Conexión a la instalación automática:
En los pines 5 – 6 de la enchufe 7
polos, se encutra disponible la
señal de arco encendido (ARC
ON). Cuando la corriente es mayor
a 3 A, dichos pines son corticircui-
tados en modo disociadas por
medio de un relay. Es posible
controlar las mesas rotativas, los
posicionadores, los robot etc.

Manual de instrucciones INOXA SERIES
18 E
10. SEGNALI DI ALLARME
9. SEÑAL DE ALARMA
NOTA: los números reportados a continuación hacen referencia a las
Fig.1-2 del capitulo 6 DESCRIPCIÓN DE COMANDOS a Pág. 4-5.
1) Protección por sobretemperatura
1. La protección intervine si
la temperatura al interno del
generador supera valores
predetermindaos de fábrica.
En este caso la potencia
erogada se interrupe.
Esta alarma se desactiva
automaticamente una vez
que la temperatura interna
regresa a sus valores nor-
males.
El intervento de esta pro-
tección se ve con el encen-
dido del LED amarrillo (4).
NOTA: en el caso se bloque la erogazion debida al Antisticking el
LED amarrillo (4) se enciende. Ver pág. 6.
En la modalidad TIG, el LED amarillo se enciende incluso si el pul-
sador de la antorcha de soldadura se ha dejado de pulsar.
HF series
HFP series
4
4
2) Protección por FALTA DE AGUA (optional)
Esta protección funciona sólo si la máquina es conectada a la
UNIDAD de ENFRIAMIENTO 09, como se muestra en la página 9.
En el caso de falta de agua o anomalía en el circuito de enfri-
amiento de la antorcha, el medidor de flujo instalado en la unidad
de enfriamiento abre un contacto que bloquea la entrega de corri-
ente del generador.
En este caso, el LED amarillo (4) luces, véase la Fig. a lado.
ON/OFF
2
FLOW SWITCH
PUMP
TORCH
400V

19
Instruction Manual INOXA SERIES
10. TECHNICAL SPECIFICATIONS - TECNISCHE DATEN -
DÉTAILS TECHNIQUES - SPECIFICHE TECNICHE - DATOS TECNICOS
Power Source Type / Generatore tipo INOXA 250 HF INOXA 250 HFP INOXA 360 HF INOXA 360 HFP
Code / Codice V14052GE V14053GE V14510GE V14460GE
Power supply ( +10% / - 10%) / Tensione di alimentazione ( +10% / - 10%) V400 400 400 400
Phases / Fasi 3333
Fuses / Fusibili AT16 T16 T20 T20
Rated Duty Cycle in 10 min / Duty cycle in 10 min (Stick) 40 °C 50% ED (at 250A) 50% ED (at 250A) 40% ED (at 360A) 40% ED (at 360A)
Rated Duty Cycle in 10 min / Duty cycle in 10 min (Tig) 40 °C60% ED (at 250A) 60% ED (at 250A) 50% ED (at 360A) 50% ED (at 360A)
Rated secondary current / Corrente di uscita nominale (Tig) A 250 250 360 (350A in STICK) 360 (350A in STICK)
Permanent Sec. Current 100% / Corrente di uscita permanente 100% (Tig) A 180 180 250 250
Rated power / Potenza nominale (Tig) KVA 771111
Permanent power 100% / Potenza permanente (Tig) KVA 3,9 3,9 6,3 6,3
Overload protection / Protezione Thermal Thermal Thermal Thermal
Regulation field / Range di regolazione (Tig) A 5 - 250 5 - 250 5 - 360 (350A in STICK) 5 - 360 (350A in STICK)
NO LOAD voltage (S) (K) / Tensione a vuoto (S) (K) V DC 105 105 90 90
Max secondary current / Massima corrente di uscita A250 250 360 360
Short circuit limit / Limite di corto circuito A280 280 380 380
Stick electrode possibility / Elettrodo saldabile Ø6,0 6,0 6,0 6,0
Protection class / Classe di protezione IP 23 IP 23 IP 23 IP 23
Insulating class / Classe di isolamento HHHH
Hot start / Hot start OK OK OK OK
Anti sticking / Anti sticking OK OK OK OK
Arc force / Arc force OK OK OK OK
Tig ignition / Innesco Tig HF HF HF HF
Remote control receptacle / Presa comando a distanza OK OK OK OK
Width - Height - Length / Larghezza - Altezza - Lunghezza mm 220 x 435 x 450 220 x 435 x 450 220 x 435 x 550 220 x 435 x 550
Weight / Peso Kg 20 20 24,5 24,5
COOLER UNIT TYPE / UNITA’DI RAFFREDDAMENTO TIPO COOLER UNIT 09
Code / Codice V12550UR
Phases / Fasi 1
Power supply ( +10% / - 10%) / Tensione di alimentazione ( +10% / - 10%) V400
Insulating class / Classe di isolamento H
Protection class / Classe di protezione IP 23
Width - Height - Length / Larghezza - Altezza - Lunghezza mm 240 x 270 x 560
Weight / Peso Kg 14,5

20
Instruction Manual INOXA SERIES
POS. C.S. CODE Q.ty DESCRIPTION DESCRIZIONE
1- C1029IN 1 Aluminum handle insert Inserto manico inclinato
2 - D400MA 1 Plastic handle Manico inclinato
3 - C1245SU 1 Front aluminum support Supporto frontale in alluminio
3 - T1308A 1 Inoxa HF front serigraphy Serigrafia frontale Inoxa HF
3 (*) PCB 3 S351 PCB 1 Front panel Inoxa HF Scheda pannello frontale
PCB (not visible) Inoxa HF (Non visibile)
3 - K332PR 3 Plastic extension Prolunga in plastica per
H14mm for push button pulsante H14mm
(Not visible) (Non visibile)
4 X10 J414PR 1 7 poles receptacle Presa 7 poli
4 PCB 4 S353 PCB 1 Remote control Scheda filtro comando
filter PCB a distanza
5 - C1237GR01 1 Black metal grid Griglia nera in metallo
6 X6-X7 R028PR 2 Dix Socket 50 mmq Presa Dix 70 mmq
7 - B323RA 1 1/4 gas fitting Raccordo gas 1/4
7 - B056DA 1 1/4 nut Dado ottone 1/4
7 B058RO 1 Copper washer D13 Rondella rame D13
8 - D478PF02 1 Pastic black panel Pannello frontale in plastica
9 - D396MA 1 Black Knob D30 Manopola nera D30
9 - D218CA 1 Blue Cap D29 Cappuccio blu D29
9-10 - E653P 2 4K7 potentiometer Potenziometro 4K7
10 - D008MA 1 Black Knob D22 Manopola nera D22
10 - D281CA 1 Blue Cap D22 Cappuccio blu D22
(*) = Suggested spare parts / Ricambi consigliati
11. SPARE PARTS LIST / LISTA PEZZI INOXA 250 HF / 360 HF / 250 HFP / 360 HFP
1
2
3
4
5
6
8
9
10
7

21
Instruction Manual INOXA SERIES
13
14
15
16
7
POS. C.S. CODE Q.ty DESCRIPTION DESCRIZIONE
11 - T1302T 1 Inoxa HFP front serigr. Serigrafia frontale Inoxa HFP
with aluminum support con supporto alluminio
11 (*) PCB 3 S348 PCB 1 Front panel Inoxa HFP Scheda pannello frontale
PCB (Not visible) Inoxa HFP (Non visibile)
11 - K333PR 7 Plastic extension H9,7 Prolunga in plastica per
mm for push button pulsante H9,7mm
(Not visible) (Non visibile)
12 - D376MA 1 Black Knob D30 Manopola nera D30
12 - D218CA 1 Blue Cap D29 Cappuccio blu D29
12 - E727P 1 Encoder with Encoder con pulsante
push-button
13 - C1248CA10S 1 Blue cover for Inoxa Capotta blu per Inoxa
250 HF / 250 HFP 250 HF / 250 HFP
13 - C1272CA10S 1 Blue cover for Inoxa Capotta blu per Inoxa
360 HF / 360 HFP 360 HF / 360 HFP
14 X1 W253 1 Power supply cable for Cavo di alimentaz. per
Inoxa 250 HF / 250 HFP Inoxa 250 HF / 250 HFP
14 X1 W054 1 Power supply cable for Cavo di alimentaz. per
Inoxa 360 HF / 360 HFP Inoxa 360 HF / 360 HFP
15 - D335GR 1 Plastic grid for Griglia in plastica per
Inoxa 250 HF / 250 HFP Inoxa 250 HF / 250 HFP
16 - C1246BA01 1 Black base for Basamento nero per
Inoxa 250 HF / 250 HFP Inoxa 250 HF / 250 HFP
16 - C1271BA01 1 Black base for Basamento nero per
Inoxa 360 HF / 360 HFP Inoxa 360 HF / 360 HFP
17 - C1243SU01 1 Cooler unit opt. plate Piastra per collegamento
unità di raffreddamento
(*) = Suggested spare parts / Ricambi consigliati
11. SPARE PARTS LIST / LISTA PEZZI INOXA 250 HF / 360 HF / 250 HFP / 360 HFP
11
12
17

22
Instruction Manual INOXA SERIES
POS. C.S. CODE Q.ty DESCRIPTION DESCRIZIONE
18 - M118TA 1 Auxiliary transformer (1)Trasformatore ausiliario (1)
19 (*) PCB 2 S300 PCB 1 Hybrid circuit PCB (1)Circuito ibrido driver (1)
20 - M325BB 1 High frequency transf. Bobina di blocco
(Not visible) (Non visibile)
21 FAN1-2 K096EV 2 Fan motor AC 230V Motoventilatore AC 230V
(One not visible) (Una non visibile)
22 XL1 M332XL 1 Power inductor Induttanza di potenza
(Not visible) (Non visibile)
23 (*) M2 A137M 1 HF module AC 230V Modulo HF AC 230V
24 T1 M331TP 1 Main transformer Trasformatore di potenza
(Not visible) (Non visibile)
25 (*) M1 P162 1 250A Inverter assembly Premontato inverter 250A
26 - D476ST 2 Pvc support for Supporto in pvc per
CRONOS 250 CRONOS 250
27 - D141PC 1 Brass cable tightening Pressacavo ottone 1/2’’ per
clamp 1/2’’CRONOS 250 CRONOS 250
27 - D142DA 1 1/2’’ brass nut for tightening Dado ottone 1/2’’ per pressac.
clamp CRONOS 250 per CRONOS 250
28 S1 K336IN 1 Main switch 32A with Interruttore principale 32A
red knob included con manopola rossa inclusa
29 (*) EVA K048EV 1 Gas valve AC 230V Elettrovalvola AC 230V
30 F1-F2 K060FU 2 Fuse 3,15A Fusibile 3,15A
31 D20...25 E2347D 6 Diode 150A 400V (1)Diodo 150A 400V (1)
(3 diodes not visible) (3 diodi non visibili)
32 B1 E212D 1 3-phases rectifier Ponte raddrizzatore trifase (1)
bridge (1)
(1)=Included on Inverter assembly code P162 (POS. 25)
Già compreso nel Premontato inverter cod. P162 (POS. 25)
(*) = Suggested spare parts / Ricambi consigliati
11. SPARE PARTS LIST / LISTA PEZZI INOXA 250 HF / 250 HFP
20
24
26
19
25
27
21
Inverter assembly
code: P162
21
28
18
32
31
23
22
29
30

23
Instruction Manual INOXA SERIES
POS. C.S. CODE Q.ty DESCRIPTION DESCRIZIONE
33 - M118TA 1 Auxiliary transformer (2)Trasformatore ausiliario (2)
34 (*) PCB 2 S300 PCB 1 Hybrid circuit PCB (2)Circuito ibrido driver (2)
35 - M325BB 1 High frequency transf. Bobina di blocco
(Not visible) (Non visibile)
36 XL1 M333XL 1 Power inductor Induttanza di potenza
(Not visible) (Non visibile)
37 (*) M2 A137M 1 HF module AC 230V Modulo HF AC 230V
38 T1 M124TP 1 Main transformer Trasformatore di potenza
(Not visible) (Non visibile)
39 (*) M1 P123 1 350A Inverter assembly Premontato inverter 350A
40 - D491ST 2 Pvc support for Supporto in pvc per
CRONOS 350 CRONOS 350
41 FAN1 K018VE 1 Fan Motor AC 230V Motoventilatore AC 230V
42 (*) PCB 5 S203D PCB 1 Power supply filter Scheda filtro rete
43 - D143PC 1 Brass cable tightening Pressacavo ottone 5/8’’ per
clamp 5/8’’ Inoxa 360 Inoxa 360
43 - D144DA 1 5/8’brass nut for tightening Dado ottone 5/8’’ per pressac.
clamp Inoxa 360 per Inoxa 360
44 (*) EVA K048EV 1 Gas valve AC 230V Elettrovalvola AC 230V
45 S1 K336IN 1 Main switch 32A with Interruttore principale 32A
red knob included con manopola rossa inclusa
46 F1-F2 K060FU 2 Fuse 3,15A Fusibile 3,15A
47 B1 E212D 1 3-phases rectifier Ponte raddrizzatore trifase (2)
bridge (2)
48 (*) PCB 6 S233C PCB 1 Relay interface PCB (2)Scheda interfaccia relay (2)
49 D19-20-21-22 E197D 8 Diode 80A 600V (2)Diodo 80A 600V (2)
D23-24-29-37 (4 diodes not visible) (4 diodi non visibili)
(2)=Included on Inverter assembly code P123 (POS. 39)
Già compreso nel Premontato inverter cod. P123 (POS. 39)
(*) = Suggested spare parts / Ricambi consigliati
11. SPARE PARTS LIST / LISTA PEZZI INOXA 360 HF / 360 HFP
36
45
38
40
34
39
Inverter assembly
code: P123
42
41
47
48
33
49
43
37
35
44
46

24
Instruction Manual INOXA SERIES
11. SPARE PARTS LIST / LISTA PEZZI COOLER UNIT 09
1
2
3
4
5
6
7
14
9
10
11
12
13
15
16
17
18
19
7
8POS. C.S. CODE Q.ty DESCRIPTION DESCRIZIONE
1- B166AT 1 Water in-let / out-let Attacco rapido rosso
red pressure Socketingresso / uscita acqua
1A - V11390KI 1 Kit tube “By-pass”Kit tubo “By-pass”
2 - B165AT 1 Water in-let / out-let Attacco rapido blu
blue pressure Socket ingresso / uscita acqua
3 - C1036CA10S 1 Blue cover Capotta blu
4 - D405ST 2 PVC support Staffa in PVC
5 - C971GR01 1 Frontal grid Griglia frontale
6 LAMP K037LS 1 Yellow lamp 230V lampada gialla 230V
7 - D406SE 1 Plastic Tank Serbatoio in plastica
8 - D404PF 1 Plastic front panel Pannello frontale in plastica
9 - C1035BA01 1 Black base Basamento nero
10 - D335GR 1 Plastic grid Griglia in plastica
11 - D012PC 2 Brass cable tightening Passacavo ottone 1/4"
clamp 1/4’’
11 - D013DA 2 1/4’’ brass nut for Dado per pressacavo 1/4"
tightening clamp
12 - F148CM 1MT 2 poles cable Cavo 2 poli
13 X2 F091CA 1MT Power supply cable Cavo di alimentazione
14 - D141PC 2 Brass cable tightening Passacavo ottone 1/2"
clamp 1/2’’
14 - D142DA 2 1/2’’ brass nut for Dado per pressacavo 1/2"
tightening clamp
15 T1 M337TA 1 Transformer 230-400V Trasformatore 230-400V
16 FAN1 K098EV 1 Fan motor AC 230V Motoventilatore AC 230V
17 - K276RA 1 Radiator Radiatore
18 (*) PUMP K274EP 1 Pump AC 400V Pompa AC 400V
19 WSH K275FL 1 Inhibit water switch Flussostato mancanza
acqua
(*) = Suggested spare parts / Ricambi consigliati
1A

TORCH
SWITCH
EVA
GAS VALVE
AC 230V
1
CONNECTION
TORCH SWITCH
FAN2
230V AC
FAN1
INVERTER ASSEMBLY
M1 P162
AA BB
0V
400V F1
F2
S1
CONNECTIONS
PARTS
FLOW
SWITCH
COOLER
UNIT
SUPPLY
POWER
MAIN
SWITCH
SOLDERING
POINT
FPE02
WL11
WL21
WL31
J1 SIGNALS
J1
1
2
J5 X2
X3
3
4FASTON
J2
X4 J4 1
X11
1
PROGRAM
DOWNLOAD
CONNECTOR
1
CONNECTION
MANUAL REMOTE
4
CNT
MIN
POTENTIOMETER
10K
CONTROL
MIN
POTENTIOMETER
10K
CONTROL
MAX
J6
X9
FOOT REMOTE
CONNECTION
2
3
FRONT
PANEL PCB
PCB 3
1/2
3/4
5/6
7/8
9/10
11/12
13/14
15/16
17/18
S351 PCB
CABLE 1
FLAT CABLE
1/2
3/4
5/6
7/8
9/10
11/12
13/14
15/16
17/18
FPRB
SOLDERING
POINT
WPRA
FPE01
1/2 = GND
3/4 = -12V
5/6 = +12V
7/8 = START
9/10 = IREAL
11/12 = TIG-STICK
13/14 = NOT CONNECTED
15/16 = ISET
17/18 = INHIBIT
19/20 = POWER
I
FASTON
PE
II
T1
MAIN
X1
TRANSFORMER
INVERTER PCB
PCB 1
FO20
FO22
FO21
FO23
FO25
FO24
S255 PCB
HEATSINK
SECONDARY
HS4
19/20
D23-D24-D25 SH1
SHUNT
B
A
19/20
X5
FS2FS1
J8
1
X14
1
J3
1
2
3
4
MAX
CNT
COMAND
1
2
3
RIF.ANALOG
+10VDC
GND
SWITCH
X10
J1 1
X12
-VOUT
FS2 FS1
THERMAL
SWITCH
SW2
AA BB
D20-D21-D22
J2
HYBRID CIRCUIT
PCB 2
FO3
W5
W6
W7
W8
SOLDERING
POINT
S300 PCB
-VOUT
R1 R2 R3 R4
W9
W10
TO FASTON
OF K1 RELAY
TO FASTON
OF K2 RELAY
WB3
WBN
WBP
+
-
AC
AC
AC
J6
1
X8
S353 PCB
REMOTE
CONTROL
FILTER PCB
PCB 4
REMOTE
CONTROL
RECEPTACLE
1
J2
X13
4
5
6
7
ARC ON
COMAND
ARC ON
RS 485 -B-
(RS 485 -A-)
+
X6
T2
M2
HF MODULE
AC 230V
CODE:
A137M
HS2
PRIMARY CIRCUIT
HEATSINK
Q3-Q4
THERMAL
SWITCH
HS1
PRIMARY CIRCUIT
HEATSINK
Q1-Q2
SW1
+
-
B1
BRIDGE
RECTIFIRE
HS4 ALLUMINIUM
SUPPORT
XL1
INDUCTOR
HIGH FREQUENCY
TRANSFORMER
-
X7
(RS 485 -A-)
Part code: V14052GE Document : \ IN250.SCH
Sheet
1
of
1
Drawing :
Campesato
Signature:
Date: 26/09/08
Via Meucci, 26
Costabissara – VI - Italy -
Description:
electric scheme
INOXA 250 HF
Note :
REV: 00

TORCH
SWITCH
EVA
GAS VALVE
AC 230V
1
CONNECTION
TORCH SWITCH
FAN2
230V AC
FAN1
INVERTER ASSEMBLY
M1 P162
AA BB
0V
400V F1
F2
S1
CONNECTIONS
PARTS
FLOW
SWITCH
COOLER
UNIT
SUPPLY
POWER
MAIN
SWITCH
SOLDERING
POINT
FPE02
WL11
WL21
WL31
J1 SIGNALS
J1
1
2
J5 X2
X3
3
4FASTON
J2
X4 J4 1
X11
1
PROGRAM
DOWNLOAD
CONNECTOR
1
CONNECTION
MANUAL REMOTE
4
CNT
MIN
POTENTIOMETER
10K
CONTROL
MIN
POTENTIOMETER
10K
CONTROL
MAX
J6
X9
FOOT REMOTE
CONNECTION
2
3
FRONT
PANEL PCB
PCB 3
1/2
3/4
5/6
7/8
9/10
11/12
13/14
15/16
17/18
S348 PCB
CABLE 1
FLAT CABLE
1/2
3/4
5/6
7/8
9/10
11/12
13/14
15/16
17/18
FPRB
SOLDERING
POINT
WPRA
FPE01
1/2 = GND
3/4 = -12V
5/6 = +12V
7/8 = START
9/10 = IREAL
11/12 = TIG-STICK
13/14 = NOT CONNECTED
15/16 = ISET
17/18 = INHIBIT
19/20 = POWER
I
FASTON
PE
II
T1
MAIN
X1
TRANSFORMER
INVERTER PCB
PCB 1
FO20
FO22
FO21
FO23
FO25
FO24
S255 PCB
HEATSINK
SECONDARY
HS4
19/20
D23-D24-D25 SH1
SHUNT
B
A
19/20
X5
FS2FS1
J8
1
X14
1
J3
1
2
3
4
MAX
CNT
COMAND
1
2
3
RIF.ANALOG
+10VDC
GND
SWITCH
X10
J1 1
X12
-VOUT
FS2 FS1
THERMAL
SWITCH
SW2
AA BB
D20-D21-D22
J2
HYBRID CIRCUIT
PCB 2
FO3
W5
W6
W7
W8
SOLDERING
POINT
S300 PCB
-VOUT
R1 R2 R3 R4
W9
W10
TO FASTON
OF K1 RELAY
TO FASTON
OF K2 RELAY
WB3
WBN
WBP
+
-
AC
AC
AC
J6
1
X8
S353 PCB
REMOTE
CONTROL
FILTER PCB
PCB 4
REMOTE
CONTROL
RECEPTACLE
1
J2
X13
4
5
6
7
ARC ON
COMAND
ARC ON
RS 485 -B-
(RS 485 -A-)
+
X6
T2
M2
HF MODULE
AC 230V
CODE:
A137M
HS2
PRIMARY CIRCUIT
HEATSINK
Q3-Q4
THERMAL
SWITCH
HS1
PRIMARY CIRCUIT
HEATSINK
Q1-Q2
SW1
+
-
B1
BRIDGE
RECTIFIRE
HS4 ALLUMINIUM
SUPPORT
XL1
INDUCTOR
HIGH FREQUENCY
TRANSFORMER
-
X7
(RS 485 -A-)
Part code: V14053GE Document : \ IN250P.SCH
Sheet
1
of
1
Drawing :
Campesato
Signature:
Date: 26/09/08
Via Meucci, 26
Costabissara – VI - Italy -
Description:
electric scheme
INOXA 250 HFP
Note :
REV: 00

Part code: V14510GE Document : \ IN360.SCH
Sheet
1
of
1
Drawing :
Campesato
Signature:
Date: 26/09/08
Via Meucci, 26
Costabissara – VI - Italy -
Description:
electric scheme
INOXA 360 HF
Note :
REV: 00
CONNECTION
TORCH
SWITCH
EVA
GAS VALVE
AC 230V
1
4
TORCH SWITCH
FAN1
230V AC
INVERTER ASSEMBLY
M1 P123
PE
POWER
CONNECTIONS
PARTS 0V
400V
FLOW
SWITCH
COOLER
UNIT
F1
F2
S1
MAIN
FSPE
FSN1
FSL1
FSL2
FSL3
X1
SUPPLY
S203D PCB
FSPE2
FSN2
FSU1
FSU2
FSU3
POWER
SUPPLY
FILTER
PCB
PCB 5
FO12
VITEA
J1
1
2
J5
3
4
FO10 FO11
BB
5
6
J2
1
X15
X2
X3
FASTON
X4 J2
J4 1
PROGRAM
DOWNLOAD
CONNECTOR
1
X11
1
2
MANUAL REMOTE
CNT
MIN
POTENTIOMETER
10K
CONTROL
CONNECTION
MIN
POTENTIOMETER
10K
FOOT REMOTE
CONTROL
CONNECTION
MAX
J6
X9
1
3
FRONT
PANEL PCB
PCB 3
1/2
3/4
5/6
7/8
9/10
11/12
13/14
15/16
17/18
S351 PCB
CABLE 1
FLAT CABLE
1/2
3/4
5/6
7/8
9/10
11/12
13/14
15/16
17/18
PCB
K2
PCB 6
S233C PCB
RELAY INTERFACE
FO4
FO5
FO20
FO102
K1
AA
II I
T1
MAIN
TRANSFORMER
SWITCH
J1 SIGNALS
1/2 = GND
3/4 = -12V
5/6 = +12V
7/8 = START
9/10 = IREAL
11/12 = TIG-STICK
13/14 = NOT CONNECTED
15/16 = ISET
17/18 = INHIBIT
19/20 = POWER
FO7
FO8
FO9
FO29
FO6
FO37
19/20
SH1
HEATSINK
SECONDARY
HS4
B
A
D19-D20-D21-D29
19/20
FS2FS1
-VOUT
J8
1
X14
X5
1
J3
2
3
4
MAX
CNT
COMAND
SWITCH
1
2
3
4
X10
RIF.ANALOG
+10VDC
GND
COMAND
J1 1
1
FS1
X12
X13
FS2
SHUNT
THERMAL
SWITCH
SW1
D22-D23-D24-D37
PCB 1
PCB 2
TH
INVERTER PCB
HYBRID CIRCUIT
FO3
W5
S300 PCB
S191C PCB
AC AC
BB
-VOUT
AA
W6
W7
W8
SOLDERING
POINT
WBN
WBP
+
-
AC WB5 SOLDERING
POINT
J6
1
X8
S353 PCB
REMOTE
CONTROL
FILTER PCB
RECEPTACLE
J2
PCB 4
X6
5
6
7
REMOTE
CONTROL
ARC ON
ARC ON
RS 485 -B-
(RS 485 -A-)
+
T2
HIGH FREQUENCY
M2
HF MODULE
AC 230V
CODE:
A137M
HS2
PRIMARY CIRCUIT
HEATSINK
HS1
HEATSINK
Q4-Q5-Q6
PRIMARY CIRCUIT
+
-
B1
Q1-Q2-Q3
HS3
BRIDGE
HEATSINK
R1 R2 R3 R4
BRIDGE
RECTIFIRE
SUPPORT
HS5 ALUMINUM
INDUCTOR
XL1
TRANSFORMER
-
X7
(RS 485 -A-)

Part code: V14460GE Document : \ IN360P.SCH
Sheet
1
of
1
Drawing :
Campesato
Signature:
Date: 26/09/08
Via Meucci, 26
Costabissara – VI - Italy -
Description:
electric scheme
INOXA 360 HFP
Note :
REV: 00
CONNECTION
TORCH
SWITCH
EVA
GAS VALVE
AC 230V
1
4
TORCH SWITCH
FAN1
230V AC
INVERTER ASSEMBLY
M1 P123
PE
POWER
CONNECTIONS
PARTS 0V
400V
FLOW
SWITCH
COOLER
UNIT
F1
F2
S1
MAIN
FSPE
FSN1
FSL1
FSL2
FSL3
X1
SUPPLY
S203D PCB
FSPE2
FSN2
FSU1
FSU2
FSU3
POWER
SUPPLY
FILTER
PCB
PCB 5
FO12
VITEA
J1
1
2
J5
3
4
FO10 FO11
BB
5
6
J2
1
X15
X2
X3
FASTON
X4 J2
J4 1
PROGRAM
DOWNLOAD
CONNECTOR
1
X11
1
2
MANUAL REMOTE
CNT
MIN
POTENTIOMETER
10K
CONTROL
CONNECTION
MIN
POTENTIOMETER
10K
FOOT REMOTE
CONTROL
CONNECTION
MAX
J6
X9
1
3
FRONT
PANEL PCB
PCB 3
1/2
3/4
5/6
7/8
9/10
11/12
13/14
15/16
17/18
S348 PCB
CABLE 1
FLAT CABLE
1/2
3/4
5/6
7/8
9/10
11/12
13/14
15/16
17/18
PCB
K2
PCB 6
S233C PCB
RELAY INTERFACE
FO4
FO5
FO20
FO102
K1
AA
II I
T1
MAIN
TRANSFORMER
SWITCH
J1 SIGNALS
1/2 = GND
3/4 = -12V
5/6 = +12V
7/8 = START
9/10 = IREAL
11/12 = TIG-STICK
13/14 = NOT CONNECTED
15/16 = ISET
17/18 = INHIBIT
19/20 = POWER
FO7
FO8
FO9
FO29
FO6
FO37
19/20
SH1
HEATSINK
SECONDARY
HS4
B
A
D19-D20-D21-D29
19/20
FS2FS1
-VOUT
J8
1
X14
X5
1
J3
2
3
4
MAX
CNT
COMAND
SWITCH
1
2
3
4
X10
RIF.ANALOG
+10VDC
GND
COMAND
J1 1
1
FS1
X12
X13
FS2
SHUNT
THERMAL
SWITCH
SW1
D22-D23-D24-D37
PCB 1
PCB 2
TH
INVERTER PCB
HYBRID CIRCUIT
FO3
W5
S300 PCB
S191C PCB
AC AC
BB
-VOUT
AA
W6
W7
W8
SOLDERING
POINT
WBN
WBP
+
-
AC WB5 SOLDERING
POINT
J6
1
X8
S353 PCB
REMOTE
CONTROL
FILTER PCB
RECEPTACLE
J2
PCB 4
X6
5
6
7
REMOTE
CONTROL
ARC ON
ARC ON
RS 485 -B-
(RS 485 -A-)
+
T2
HIGH FREQUENCY
M2
HF MODULE
AC 230V
CODE:
A137M
HS2
PRIMARY CIRCUIT
HEATSINK
HS1
HEATSINK
Q4-Q5-Q6
PRIMARY CIRCUIT
+
-
B1
Q1-Q2-Q3
HS3
BRIDGE
HEATSINK
R1 R2 R3 R4
BRIDGE
RECTIFIRE
SUPPORT
HS5 ALUMINUM
INDUCTOR
XL1
TRANSFORMER
-
X7
(RS 485 -A-)

Part code: V12550UR Document : \ UR09.SCH
Sheet
1
of
1
Drawing :
Campesato
Signature:
Date: 09/09/08
Via Meucci, 26
Costabissara – VI - Italy -
Description:
electric scheme
COOLER UNIT 09
Note :
REV: 00
X1
FLOW
WSH
INHIBIT
WATER
SWITCH
FAN 1
YELLOW
LAMP
L1
X5
PUMP
AC 400V
P1
AC 230V
T1
TRANSFORMER
AUXILIARY
0V
400V
0V
230V
X3
YELLOW-GREEN
EARTH
400V
0V
X2
SWITCH
OUT
BLUE
BROWN
INPUT
POWER
SUPPLY
X4





Sol Welding S.r.l.
Via Meucci 26
36030 Costabissara Tel. - - 39 0444 290411
Vicenza (Italy) Fax - - 39 0444 557460
p.i. 02195260241 [email protected] - www.solwelding.com
Part code T1386M
Printed in date 02/10/08 Rev. 00
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
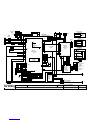 100
100
-
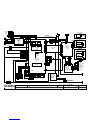 101
101
-
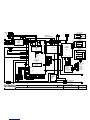 102
102
-
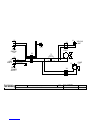 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108












































































































Sol Welding INOXA 360 HFP Manual de usuario
- Categoría
- Sistema de soldadura
- Tipo
- Manual de usuario
- Este manual también es adecuado para
en otros idiomas
Otros documentos
-
Cebora 366.80 TIG Sound AC-DC 2641/T Synergic Robot Manual de usuario
-
-
-
GYS PROTIG 201 AC/DC FV El manual del propietario
-
-
-
-
Yamaha HS4 El manual del propietario