Lincoln Electric Power Wave 455M Instrucciones de operación
- Categoría
- Sistema de soldadura
- Tipo
- Instrucciones de operación
Este manual también es adecuado para

POWER WAVE
®
455M
Manual del Operador
Guarde para consulta futura
Fecha de Compra
Código
: (ejemplo: 10859)
Número de serie: (ejemplo: U1060512345)
IMS762-D | Fecha de Publicación Enero, 2012
© Lincoln Global, Inc. All Rights Reserved.
Para usarse con máquinas con números de código:
10942, 11057, 11152, 11311, 11312,
11872, 11874, 11875
Registre su máquina:
www.lincolnelectric.com/register
Servicio Autorizado y Localizador de Distri
-
buidores:
www.lincolnelectric.com/locator
Need Help? Call 1.888.935.3877
to talk to a Service Representative
Hours of Operation:
8:00 AM to 6:00 PM (ET) Mon. thru Fri.
After hours?
Use “Ask the Experts” at lincolnelectric.com
A Lincoln Service Representative will contact you
no later than the following business day.
For Service outside the USA:
Email: [email protected]

i
SEGURIDAD
i
Para equipos accionados
por MOTOR.
1.a.
Apagar el motor antes de hacer trabajos de localización de
averías y de mantenimiento, salvo en el caso que el trabajo
de mantenimiento requiera que el motor esté funcionando.
____________________________________________________
1.b.Los motores deben funcionar en lugares
abiertos bien ventilados, o expulsar los
gases de escape del motor al exterior.
____________________________________________________
1.c. No cargar combustible cerca de un arco de
soldadura cuando el motor esté funcionan-
do. Apagar el motor y dejar que se enfríe
antes de rellenar de combustible para
impedir que el combustible derramado se
vaporice al quedar en contacto con las
piezas del motor caliente. No derramar com-
bustible al llenar el tanque. Si se derrama,
limpiarlo con un trapo y no arrancar el motor
hasta que los vapores se hayan eliminado.
____________________________________________________
1.d. Mantener todos los protectores, cubiertas y dispositivos de
seguridad del equipo en su lugar y en buenas condiciones. No
acercar las manos, cabello, ropa y herramientas a las correas en
V, engranajes, ventiladores y todas las demás piezas móviles
durante el arranque, funcionamiento o reparación del equipo.
____________________________________________________
1.e. En algunos casos puede ser necesario quitar los protectores
para hacer algún trabajo de mantenimiento requerido.
Quitarlos solamente cuando sea necesario y volver a colocar-
los después de terminado el trabajo de mantenimiento. Tener
siempre el máximo cuidado cuando se trabaje cerca de piezas
en movimiento.
___________________________________________________
1.f. No poner las manos cerca del ventilador
del motor. No tratar de sobrecontrolar el reg-
ulador de velocidad en vacío empujando las
varillas de control del acelerador mientras el
motor está funcionando.
___________________________________________________
1.g. Para impedir el arranque accidental de los motores de
gasolina mientras se hace girar el motor o generador de la
soldadura durante el trabajo de mantenimiento, desconectar
los cables de las bujías, tapa del distribuidor o cable del
magneto, según corresponda.
LA SOLDADURA AL ARCO PUEDE SER PELIGROSA. PROTEJASE USTED Y A LOS DEMAS CONTRA
POSIBLES LESIONES DE DIFERENTE GRAVEDAD, INCLUSO MORTALES. NO PERMITA QUE LOS
NIÑOS SE ACERQUEN AL EQUIPO. LAS PERSONAS CON MARCAPASOS DEBEN CONSULTAR A SU
MEDICO ANTES DE USAR ESTE EQUIPO.
Lea y entienda los siguientes mensajes de seguridad. Para más información acerca de la seguridad, se recomienda comprar un ejemplar
de "Safety in Welding & Cutting - ANIS Standard Z49.1" de la Sociedad Norteamericana de Soldadura, P.O. Box 351040, Miami, Florida
33135 ó CSA Norma W117.2-1974. Un ejemplar gratis del folleto "Arc Welding Safety" (Seguridad de la soldadura al arco) E205 está
disponible de Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.
ASEGURESE QUE TODOS LOS TRABAJOS DE INSTALACION, FUNCIONAMIENTO, MANTENIMIENTO Y
REPARACION SEAN HECHOS POR PERSONAS CAPACITADAS PARA ELLO.
ADVERTENCIA
LOS CAMPOS
ELECTRICOS Y
MAGNETICOS pueden ser
peligrosos
2.a. La corriente eléctrica que circula a través de un conductor
origina campos eléctricos y magnéticos (EMF) localizados. La
corriente de soldadura crea campos EMF alrededor de los
cables y los equipos de soldadura.
2.b. Los campos EMF pueden interferir con los marcapasos y en
otros equipos médicos individuales, de manera que los
operarios que utilicen estos aparatos deben consultar a su
médico antes de trabajar con una máquina de soldar.
2.c. La exposición a los campos EMF en soldadura puede tener
otros efectos sobre la salud que se desconocen.
2.d. Todo soldador debe emplear los procedimientos siguientes
para reducir al mínimo la exposición a los campos EMF del
circuito de soldadura:
2.d.1. Pasar los cables de pinza y de trabajo juntos -
Encintarlos juntos siempre que sea posible.
2.d.2. Nunca enrollarse el cable de electrodo alrededor del
cuerpo.
2.d.3. No colocar el cuerpo entre los cables de electrodo y
trabajo. Si el cable del electrodo está en el lado derecho,
el cable de trabajotambién debe estar en el lado derecho.
2.d.4. Conectar el cable de trabajo a la pieza de trabajo lo más
cerca posible del área que se va a soldar.
2.d.5. No trabajar al lado de la fuente de corriente.
1.h. Para evitar quemarse con agua caliente,
no quitar la tapa a presión del radiador
mientras el motor está caliente.
ADVERTENCIA DE LA LEY 65 DE CALIFORNIA
En el es ta do de Ca li for nia, se con si de ra a las emi sio -
nes del motor de die sel y al gu nos de sus com po nen tes
como da ñi nas para la salud, ya que pro vo can cán cer,
de fec tos de na ci mien to y otros daños re pro duc ti vos.
Las emi sio nes de este tipo de pro duc tos con tie nen
químicos que, para el es ta do de Ca li for nia, pro vo can
cáncer, de fec tos de na ci mien to y otros daños
reproduc tivos.
Lo anterior aplica a los motores Diesel
Lo anterior aplica a los motores de gasolina

ii
SEGURIDAD
ii
Los RAYOS DEL ARCO
pueden quemar.
4.a.
Colocarse una pantalla de protección con el fil-
tro adecuado para protegerse los ojos de las
chispas y rayos del arco cuando se suelde o
se observe un soldadura por arco abierto.
Cristal y pantalla han de satisfacer las normas
ANSI Z87.I.
4.b. Usar ropa adecuada hecha de material resistente a la flama
durable para protegerse la piel propia y la de los ayudantes de
los rayos del arco.
4.c. Proteger a otras personas que se encuentren cerca del arco,
y/o advertirles que no miren directamente al arco ni se
expongan a los rayos del arco o a las salpicaduras.
La DESCARGA ELÉCTRICA
puede causar la muerte.
3.a.
Los circuitos del electrodo y de trabajo están
eléctricamente con tensión cuando el equipo
de soldadura está encendido. No tocar esas
piezas con tensión con la piel desnuda o con
ropa mojada. Usar guantes secos sin agujeros
para aislar las manos.
3.b. Aislarse del circuito de trabajo y de tierra con la ayuda de
material aislante seco. Asegurarse de que el aislante es suficiente
para protegerle completamente de todo contacto físico con el cir-
cuito de trabajo y tierra.
Además de las medidas de seguridad normales, si es
necesario soldar en condiciones eléctricamente
peligrosas (en lugares húmedos o mientras se está
usando ropa mojada; en las estructuras metálicas tales
como suelos, emparrillados o andamios; estando en
posiciones apretujadas tales como sentado, arrodillado o
acostado, si existe un gran riesgo de que ocurra contacto
inevitable o accidental con la pieza de trabajo o con tierra,
usar el equipo siguiente:
• Equipo de soldadura semiautomática de C.C. a tensión
constante.
• Equipo de soldadura manual C.C.
• Equipo de soldadura de C.A. con control de voltaje
reducido.
3.c. En la soldadura semiautomática o automática con alambre
continuo, el electrodo, carrete de alambre, cabezal de
soldadura, boquilla o pistola para soldar semiautomática
también están eléctricamente con tensión.
3.d. Asegurar siempre que el cable de trabajo tenga una buena
conexión eléctrica con el metal que se está soldando. La
conexión debe ser lo más cercana posible al área donde se va a
soldar.
3.e. Conectar el trabajo o metal que se va a soldar a una buena
toma de tierra eléctrica.
3.f. Mantener el portaelectrodo, pinza de trabajo, cable de soldadura
y equipo de soldadura en unas condiciones de trabajo buenas
y seguras. Cambiar el aislante si está dañado.
3.g. Nunca sumergir el electrodo en agua para enfriarlo.
3.h. Nunca tocar simultáneamente la piezas con tensión de los
portaelectrodos conectados a dos equipos de soldadura
porque el voltaje entre los dos puede ser el total de la tensión
en vacío de ambos equipos.
3.i. Cuando se trabaje en alturas, usar un cinturón de seguridad
para protegerse de una caída si hubiera descarga eléctrica.
3.j. Ver también 6.c. y 8.
Los HUMOS Y GASES
pueden ser peligrosos.
5.a. La soldadura puede producir humos y gases
peligrosos para la salud. Evite respirarlos.
Durante la soldadura, mantenga la cabeza aleja-
da de los humos. Utilice ventilación y/o extrac-
ción de humos junto al arco para mantener los humos y gases
alejados de la zona de respiración. Cuando se suelda con elec-
trodos que requieren ventilación especial (Ver instrucciones
en el contenedor o la MSDS) o cuando se suelda con chapa
galvanizada u otros metales o revestimeintos que producen
humos tóxicos, evite exponerse lo más posible y dentro de
los límites aplicables según OSHA PEL y ACGIH TLV uti-
lizando un sistema de ventilación de extracción o mecánica
local. En espacios confinados y a la intemperie, puede ser
necesario el uso de respiración asistida. Asimismo se deben
tomar precauciones al soldar con acero galvanizado.
5.b. La operación de equipo de control de humos de soldadura se
ve afectada por diversos factores incluyendo el uso adecuado
y el posicionamiento del equipo así como el procedimiento de
soldadura específico y la aplicación utilizada. El nivel de
exposición del trabajador deberá ser verificado durante la
instalación y después periodicamente a fin de asegurar que
está dentro de los límites OSHA PEL y ACGIH TLV
permisibles.
5.c No soldar en lugares cerca de una fuente de vapores de
hidrocarburos clorados provenientes de las operaciones de
desengrase, limpieza o pulverización. El calor y los rayos del
arco puede reaccionar con los vapores de solventes para
formar fosgeno, un gas altamente tóxico, y otros productos
irritantes.
5.c. Los gases protectores usados para la soldadura por arco
pueden desplazar el aire y causar lesiones graves, incluso la
muerte. Tenga siempre suficiente ventilación, especialmente
en las áreas confinadas, para tener la seguridad de que se
respira aire fresco.
5.d. Lea atentamente las instrucciones del fabricante de este
equipo y el material consumible que se va a usar, incluyendo la
hoja de datos de seguridad del material (MSDS) y siga las
reglas de seguridad del empleado, distribuidor de material de
soldadura o del fabricante.
5.e. Ver también 1.b.

SEGURIDAD
iii
iii
PARA equipos
ELÉCTRICOS
8.a. Cortar la electricidad entrante usando el inter-
ruptor de desconexión en la caja de fusibles
antes de trabajar en el equipo.
8.b. Conectar el equipo a la red de acuerdo con U.S. National
Electrical Code, todos los códigos y las recomendaciones del
fabricante.
8.c. Conectar el equipo a tierra de acuerdo con U.S. National
Electrical Code, todos los códigos y las recomendaciones del
fabricante.
La BOTELLA de gas
puede explotar si está
dañada.
7.a.
Emplear únicamente botellas que con-
tengan el gas de protección adecuado
para el proceso utilizado, y reguladores
en buenas condiciones de funcionamiento diseñados para el
tipo de gas y la presión utilizados. Todas las mangueras,
rácores, etc. deben ser adecuados para la aplicación y estar
en buenas condiciones.
7.b. Mantener siempre las botellas en posición vertical sujetas
firmemente con una cadena a la parte inferior del carro o a un
soporte fijo.
7.c. Las botellas de gas deben estar ubicadas:
• Lejos de las áreas donde puedan ser golpeados o estén
sujetos a daño físico.
• A una distancia segura de las operaciones de corte o
soldadura por arco y de cualquier fuente de calor, chispas o
llamas.
7.d. Nunca permitir que el electrodo, portaelectrodo o cualquier otra
pieza con tensión toque la botella de gas.
7.e. Mantener la cabeza y la cara lejos de la salida de la válvula de
la botella de gas cuando se abra.
7.f. Los capuchones de protección de la válvula siempre deben
estar colocados y apretados a mano, excepto cuando la botella
está en uso o conectada para uso.
7.g. Leer y seguir las instrucciones de manipulación en las botellas
de gas y el equipamiento asociado, y la publicación P-I de
CGA, “Precauciones para un Manejo Seguro de los Gases
Comprimidos en los Cilindros“, publicado por Compressed Gas
Association 1235 Jefferson Davis Highway, Arlington, VA
22202.
Las CHISPAS DE
SOLDADURA pueden
provocar un incendio o
una explosión.
6.a.
Quitar todas las cosas que presenten riesgo de incendio del
lugar de soldadura. Si esto no es posible, taparlas para
impedir que las chispas de la soldadura inicien un incendio.
Recordar que las chispas y los materiales calientes de la
soldadura puede pasar fácilmente por las grietas pequeñas
y aberturas adyacentes al área. No soldar cerca de tuberías
hidráulicas. Tener un extintor de incendios a mano.
6.b. En los lugares donde se van a usar gases comprimidos, se
deben tomar precauciones especiales para prevenir
situaciones de riesgo. Consultar “Seguridad en Soldadura y
Corte“ (ANSI Estándar Z49.1) y la información de operación
para el equipo que se esté utilizando.
6.c Cuando no esté soldando, asegúrese de que ninguna parte del
circuito del electrodo haga contacto con el trabajo o tierra. El
contacto accidental podría ocasionar sobrecalentamiento de la
máquina y riesgo de incendio.
6.d. No calentar, cortar o soldar tanques, tambores o contenedores
hasta haber tomado los pasos necesarios para asegurar que
tales procedimientos no van a causar vapores inflamables o
tóxicos de las sustancias en su interior. Pueden causar una
explosión incluso después de haberse “limpiado”. Para más
información, consultar “Recommended Safe Practices for the
Preparation for Welding and Cutting of Containers and Piping
That Have Held Hazardous Substances”, AWS F4.1 de la
American Welding Society .
6.e. Ventilar las piezas fundidas huecas o contenedores antes de
calentar, cortar o soldar. Pueden explotar.
6.f. Las chispas y salpicaduras son lanzadas por el arco de
soldadura. Usar ropa adecuada que proteja, libre de aceites,
como guantes de cuero, camisa gruesa, pantalones sin bastillas,
zapatos de caña alta y una gorra. Ponerse tapones en los oídos
cuando se suelde fuera de posición o en lugares confinados.
Siempre usar gafas protectoras con protecciones laterales
cuando se esté en un área de soldadura.
6.g. Conectar el cable de trabajo a la pieza tan cerca del área de
soldadura como sea posible. Los cables de la pieza de trabajo
conectados a la estructura del edificio o a otros lugares
alejados del área de soldadura aumentan la posibilidad de que
la corriente para soldar traspase a otros circuitos alternativos
como cadenas y cables de elevación. Esto puede crear riesgos
de incendio o sobrecalentar estas cadenas o cables de izar
hasta hacer que fallen.
6.h. Ver también 1.c.
6.i. Lea y siga el NFPA 51B “ Estándar para Prevención de
Incendios Durante la Soldadura, Corte y otros Trabajos
Calientes”, disponible de NFPA, 1 Batterymarch Park, PO box
9101, Quincy, Ma 022690-9101.
6.j. No utilice una fuente de poder de soldadura para
descongelación de tuberías.
Visite http://www.lincolnelectric.com/safety para obtener información adicional.
La página se está cargando...

vv
Gracias
por seleccionar un producto de CALIDAD fabricado por Lincoln
Electric. Queremos que esté orgulloso al operar este producto de
Lincoln Electric Company••• tan orgulloso como lo estamos como lo
estamos nosotros al ofrecerle este producto.
Lea este Manual del Operador completamente antes de empezar a trabajar con este equipo. Guarde este manual y ténga-
lo a mano para cualquier consulta rápida. Ponga especial atención a las diferentes consignas de seguridad que aparecen a lo
largo de este manual, por su propia seguridad. El grado de importancia a considerar en cada caso se indica a continuación.
ADVERTENCIA
Este mensaje aparece cuando la información que acompaña debe ser seguida exactamente para evitar daños person-
ales graves o incluso la pérdidad de la vida.
Este mensaje aparece cuando la información que acompaña debe ser seguida
para evitar daños personales menos graves o
daños a este equipo.
PRECAUCIÓN
Favor de Examinar Inmediatamente el Cartón y el Equipo para Verificar si Existe Algún Daño
Cuando este equipo se envía, el título pasa al comprador en el momento que éste recibe el producto del trans-
portista. Por lo tanto, las reclamaciones por material dañado en el envío las debe realizar el comprador en con-
tra de la compañía de transporte en el momento en el que recibe la mercancía.
Por favor registre la información de identificación del equipo que se presenta a continuación para referencia
futura. Esta información se puede encontrar en la placa de identificación de la máquina.
Producto _________________________________________________________________________________
Número de Modelo _________________________________________________________________________
Número de Código o Código de Fecha__________________________________________________________
Número de Serie___________________________________________________________________________
Fecha de Compra__________________________________________________________________________
Lugar de Compra_________________________________________________________________________
En cualquier momento en que usted solicite alguna refacción o información acerca de este equipo proporcione
siempre la información que se registró anteriormente. El número de código es especialmente importante al
identificar las partes de reemplazo correctas.
Registro del Producto En Línea
- Registre su máquina con Lincoln Electric ya sea vía fax o a través de Internet.
• Para envío por fax: Llene la forma en la parte posterior de la declaración de garantía incluida en el paquete de literatura
que acompaña esta máquina y envíe por fax la forma de acuerdo con las instrucciones impresas en
ella.
• Para registro en línea: Visite nuestro
SITIO WEB en www.lincolnelectric.com.
Seleccione la opción "Ayuda" y luego
"Registro de productos". Por favor, rellene el formulario y enviar su registro.
POLÍTICA DE ASISTENCIA AL CLIENTE
El negocio de la Lincoln Electric Company es fabricar y vender equipo de soldadura, consumibles y equipo de corte de alta calidad, Nuestro
reto es satisfacer las necesidades de nuestros clientes y exceder sus expectativas. A veces, los compradores pueden pedir consejo o infor-
mación a Lincoln Electric sobre el uso de sus productos. Les respondemos con base en la mejor información que tengamos en ese momen-
to. Lincoln Electric no está en posición de garantizar o avalar dicho consejo, y no asume ninguna responsabilidad con respecto a dicha infor-
mación o guía. Expresamente declinamos cualquier garantía de cualquier tipo, incluyendo cualquier garantía de conveniencia para el fin par-
ticular de algún cliente, con respecto a dicha información o consejo. Como un asunto de consideración práctica, tampoco podemos asumir
ninguna responsabilidad por actualizar o corregir dicha información o consejo una vez que se ha dado, ni tampoco el hecho de proporcionar
la información o consejo crea, amplía o altera ninguna garantía en relación con la venta de nuestros productos.
Lincoln Electric es un fabricante responsable, pero la selección y uso de productos específicos vendidos por el mismo está únicamente den-
tro del control del cliente, y permanece su sola responsabilidad. Varias variables más allá del control de Lincoln Electric afectan los resulta-
dos obtenidos al aplicar estos tipos de métodos de fabricación y requerimientos de servicio.
Sujeto a Cambio – Esta información es precisa en nuestro mejor leal saber y entender al momento de la impresión. Sírvase consultar
www.lincolnelectric.com para cualquier información actualizada.

vi
vi
TABLA DE CONTENIDO
Página
Instalación.........................................................................................................Sección A
Especificaciones Técnicas - POWER WAVE
®
455M ............................................A-1
Precauciones de Seguridad...................................................................................A-2
Selección de la Ubicación Adecuada ....................................................................A-2
Levantamiento.................................................................................................A-2
Estibación........................................................................................................A-2
Aterrizamiento de la Máquina................................................................................A-2
Protección Contra Alta Frecuencia........................................................................A-2
Conexión de Entrada.............................................................................................A-2
Consideraciones de Fusibles de Entrada y Cable de Alimentación ......................A-3
Procedimiento de Cambio del Voltaje de Entrada.................................................A-3
Conexiones del Electrodo y Cable de Trabajo ......................................................A-3
Inductancia del Cable, y sus Efectos en la Soldadura Pulsante............................A-4
Polaridad de Electrodo Negativa ...........................................................................A-4
Sensión de Voltaje ............................................................................................... A-4
Interconexiones de la Power Wave a Alimentador de Alambre Power Feed Semiautomático
.............A-5
Descripción del Sistema ........................................................................................A-5
Soldadura con Múltiples Power Wave...................................................................A-6
Especificaciones del Cable de Control ..................................................................A-6
Arcos Múltiples Sin Sincronizar .............................................................................A-7
Especificaciones del receptáculo I / O...................................................................A-8
Configuracionesdel Interruptor Dip .................................................................A-8
Interruptor Dip de la Tarjeta de Control...........................................................A-8
Sensor de Flujo de Agua.................................................................................A-8
________________________________________________________________________
Operación........................................................................................................Sección B
Precauciones de Seguridad...................................................................................B-1
Símbolos Gráficos que aparecen en esta máquina o en este manual ..................B-2
Definición de los Términos de Soldadura..............................................................B-3
Descripción General ..............................................................................................B-4
Procesos y Equipos Recomendados.....................................................................B-4
Equipo Requerido..................................................................................................B-4
Limitaciones...........................................................................................................B-4
Ciclo de Trabajo y Periodo ....................................................................................B-4
Controles del Gabinete Frontal .......................................................................B-5
Procedimientos Nominales .............................................................................B-6
Procedimientos de Borde................................................................................B-6
Cómo Hacer una Soldadura............................................................................B-6
Ajuste de Soldadura........................................................................................B-6
Soldadura de Voltaje Constante .....................................................................B-7
Soldadura Pulsante.........................................................................................B-8
________________________________________________________________________
Accesorios......................................................................................................Sección C
Equipo Opcional ....................................................................................................C-1
Instalado de Fábrica .......................................................................................C-1
Instalado de Campo........................................................................................C-1
Equipo de Lincoln Compatible ........................................................................C-1
________________________________________________________________________
Mantenimiento ...............................................................................................Sección D
Precauciones de Seguridad ..................................................................................D-1
Mantenimiento de Rutina.......................................................................................D-1
Mantenimiento Periódico.......................................................................................D-1
Especificación de Calibración................................................................................D-1
________________________________________________________________________

vii
vii
TABLA DE CONTENIDO
Página
Localización de Averías...................................................................................Sección E
Cómo Utilizar la Guía de Localización de Averías.................................................E-1
Cómo Utilizar los LED de Estado para Localizar Problemas del Sistema.............E-2
Códigos de Error de las Power Wave....................................................................E-3
Guía de Localización de Averías .............................................................E-4 thru E-6
________________________________________________________________________
Diagrama de Cableado ................................................................Sección F-1, F-2, F-3
Diagramas de Conexión..............................................................................Sección F-4
Dibujo de Dimensión...................................................................................Sección F-5
________________________________________________________________________
Listas de Partes Serie ....................................................................P-438, P-702 Series
________________________________________________________________________
La página se está cargando...

LEVANTAMIENTO
Levante la máquina utilizando únicamente la oreja de
levante. Ésta está diseñada sólo para levantar la
fuente de poder. No intente levantar la Power Wave
con accesorios instalados en la misma.
ESTIBACIÓN
Las máquinas Power Wave se pueden estibar en un
máximo de 3.
La máquina inferior siempre deberá colocarse
sobre una superficie firme, segura y nivelada. De
lo contrario, existe peligro de que las máquinas se
caigan.
ATERRIZAMIENTO DE LA MÁQUINA
El armazón de la soldadora deberá aterrizarse. Para
este fin, una terminal a tierra marcada con el símbolo
correspondiente se localiza dentro de la puerta
de acceso de reconexión/entrada. Para los métodos
de aterrizamiento adecuados, vea los códigos eléctri-
cos locales y nacionales.
PROTECCIÓN CONTRA ALTA FRECUENCIA
Coloque la Power Wave
®
lejos de cualquier maquinar-
ia controlada por radiofrecuencia.
La operación normal de la Power Wave
®
puede
afectar adversamente la operación de equipo con-
trolado por RD, lo que a su vez puede dar como
resultado lesiones corporales o daño al equipo.
CONEXIÓN DE ENTRADA
Sólo un electricista calificado deberá
conectar los cables de entrada a la
Power Wave
®
. La conexiones deberán
hacerse conforme a todos los códi-
gos eléctricos nacionales y locales, y
el diagrama de conexión localizado
dentro de la puerta de acceso de reconexión /
entrada de la máquina. No hacerlo, puede dar
como resultado lesiones corporales o la muerte.
------------------------------------------------------------------------
Utilice una línea trifásica. El orificio de acceso de
1.75 pulg (45 mm) para el suministro de alimentación
se localiza en la extrema superior del gabinete al
lado de la puerta de acceso de entrada. Conecte L1,
L2, L3 y aterrice de acuerdo con la etiqueta del
Diagrama de Conexión de Entrada en la parte interna
de la puerta o consulte la Figura A.1 de la página
siguiente.
PRECAUCIONES DE SEGURIDAD
Lea
toda la sección de instalación antes de
empezar a instalar.
La DESCARGA ELÉCTRICA puede causar la muerte.
• Sólo personal calificado deberá
realizar esta instalación.
• APAGUE la alimentación en el inter-
ruptor de desconexión o caja de
fusibles antes de trabajar en este
equipo. Apague la alimentación a
cualquier otro equipo conectado al
sistema de soldadura en el interrup-
tor de desconexión o caja de fusibles
antes de trabajar en el equipo
• No toque las partes eléctricamente calientes.
• Siempre conecte la terminal de aterrizamiento de
la Power Wave
®
(localizada dentro de la puerta de
acceso de entrada de reconexión) a un aterriza-
miento (Tierra) de seguridad adecuado.
-------------------------------------------------------------------------
SELECCIÓN DE LA UBICACIÓN ADECUADA
No utilice las Power Wave
®
en ambientes externos. La fuente
de poder Power Wave
®
no deberá someterse a precipitaciones
de agua así como ninguna parte deberá sumergirse en la
misma. Hacerlo puedo provocar una operación inadecuada así
como crear un riesgo de seguridad. La mejor práctica es man-
tener la máquina en un área seca y protegida.
No monte la POWER WAVE
®
455M sobre superficies com-
bustibles. Donde haya una superficie combustible directamente
bajo equipo eléctrico estacionario o fijo, la misma deberá
cubrirse con una placa de acero de por lo menos 1.6mm (.060")
de grueso, que deberá extenderse no menos de 150 mm (5.90")
mas allá de todos los lados del equipo.
Coloque la soldadora donde aire limpio y frío pueda circular
libremente a través de las rejillas posteriores y hacia afuera por
los lados y parte inferior del gabinete. Deberá mantenerse al
mínimo la suciedad, polvo o cualquier material extraño que
pudiera entrar en la soldadora. No utilice filtros en la toma de
aire porque el flujo del mismo podría restringirse. No observar
estas precauciones puede dar como resultado temperaturas de
operación excesivas y paros molestos.
Las máquinas están equipadas con circuitería F.A.N. (ventilador
según se necesite). El ventilador funciona cada vez que se
habilita la salida, ya sea bajo condiciones de carga o circuito
abierto. El ventilador también funciona por un periodo (aproxi-
madamente de 5 minutos) después de inhabilitar la salida, a fin
de asegurar que todos los componentes se enfríen adecuada-
mente.
Si así se desea, la función F.A.N. se puede inhabilitar (hacienda
que el ventilador funcione cada vez que se encienda la fuente
de poder). A fin de inhabilitar F.A.N., conecte los cables 444 y
X3A juntos en la salida del relé de control del ventilador de esta-
do sólido, localizado en la parte posterior de la cubierta de la tar-
jeta de PC de Control. (Vea el Diagrama de Cableado).
A-2
INSTALACIÓN
POWER WAVE
®
455M
A-2
ADVERTENCIA
ADVERTENCIA
PRECAUCIÓN
PRECAUCIÓN

A-3
INSTALACIÓN
POWER WAVE
®
455M
A-3
CONSIDERACIONES DE FUSIBLES DE
ENTRADA Y ALAMBRES DE SUMINISTRO
Para los tamaños y tipos recomendados de fusibles y alam-
bres, consulte las Especificaciones Técnicas al principio de
la Sección de Instalación. Fusione el circuito de entrada
con el fusible de quemado lento recomendado o interruptor
tipo demora (también llamado de “tiempo inverso” o “térmi-
co/magnético"). Elija el tamaño del alambre de entrada y
aterrizamiento conforme a los códigos eléctricos locales y
nacionales. Utilizar tamaños de alambres de entrada,
fusibles o interruptores automáticos más pequeños que los
recomendados podría dar como resultado paros “molestos”
de las corrientes de entrada de la soldadora, aún cuando la
máquina no se esté utilizando a altas corrientes.
CAMBIO DE VOLTAJE DE ENTRADA
(SÓLO PARA MÁQUINAS DE
MÚLTIPLES VOLTAJES DE ENTRADA)
Las soldadoras se envían conectadas para el voltaje de
entrada más alto enlistado en la placa de capacidades. A
fin de cambiar esta conexión a un voltaje de entrada difer-
ente, vea el diagrama localizado dentro de la puerta de
acceso de entrada. Si el interruptor de reconexión principal
o posición de enlace se coloca en la posición equivocada, la
soldadora no producirá potencia de salida.
Si el cable Auxiliar (A) se coloca en la posición equivocada,
podría haber dos resultados posibles. Si el cable se coloca
en una posición más alta que el voltaje de línea aplicado, la
soldadora no se encenderá de ninguna manera. Si el cable
Auxiliar se coloca (A) en una posición más baja que el volta-
je de línea aplicado, la soldadora no se encenderá y los dos
fusibles o interruptores automáticos localizados en el área
de reconexión se abrirán. Si esto ocurre, apague el voltaje
de entrada, conecte adecuadamente el cable (A), reemplace
el fusible, e intente de nuevo. Para máquinas equipadas
con un fusible en el área de reconexión, apague el voltaje
de entrada y reemplace el fusible con el fusible de refacción
que está instalado en el pin del interruptor de reconexión
NOTA: APAGUE la alimentación principal de la máquina antes de realizar el procedimiento de conexión. No hacerlo, dará como resultado daños a la
máquina
FIGURA A.1 – DIAGRAMA DE CONEXIÓN EN LA PUERTA DE ACCESO DE CONEXIÓN/ENTRADA
.
No a con las cubiertas removidas.
.
No toque las partes eléctricamente vivas.
.
Sólo personal calificado deberá instalar,
utilizar o dar servicio a este equipo.
.
Desconecte la alimentación antes de
inspeccionar o dar servicio a la máquina.
DIAGRAMA DE CONEXIÓN DE SUMINISTRO DE ENTRADA
ADVERTENCIA
LA DESCARGA
ELÉCTRICA
PUEDE CAUSAR
LA MUERTE
CONEXIONES DE ELECTRODO Y
CABLE DE TRABAJO
Conecte un cable de trabajo de tamaño y longitud suficientes
(Conforme a la Tabla 1) entre la terminal de salida apropiada
en la fuente de poder y el trabajo. Asegúrese de que la
conexión al trabajo haga buen contacto eléctrico de metal a
metal. A fin de evitar problemas de interferencia con otro
equipo y lograr la mejor operación posible, enrute todos los
cables directamente al trabajo y alimentador de alambre.
Evite longitudes excesivas y no enrolle el exceso de cable.
Los tamaños mínimos de cables de trabajo y electrodo son
los siguientes:
TABLA A.1
Corriente (Ciclo de Trabajo del 60%)
TAMAÑO MÍNIMO DE CABLE
DE TRABAJO DE COBRE AWG
Hasta 30 m de longitud (100 pies)
400 Amps 2/0 (67 mm2)
500 Amps 3/0 (85 mm2)
600 Amps 3/0 (85 mm2)
NOTA: El cable de soldadura coaxial K1796 se recomienda
para reducir la inductancia del cable en longitudes de cable
largas. Esto es especialmente importante cuando se realiza
soldadura pulsante de hasta 350 amps.
Cuando utilice fuentes de poder tipo inversor como las Power
Wave
®
, use los cables de soldadura más largos (electrodo y
trabajo) que sean prácticos. Por lo menos, alambre de cobre
de 2/0 (67 mm2) – incluso si la corriente de salida promedio
normalmente no lo requiera. Cuando se hace una soldadura
pulsante, la corriente pulsante puede alcanzar niveles muy
altos. Las caídas de voltaje pueden volverse excesivas, lle-
vando a características deficientes de soldadura, si se utilizan
cables de soldadura de tamaño menor.
------------------------------------------------------------------------
PRECAUCIÓN

A-4
INSTALACIÓN
POWER WAVE
®
455M
A-4
INDUCTANCIA DE LOS CABLES, Y SU
EFECTO EN LA SOLDADURA PULSANTE
La inductancia de los cables hará que el desempeño de la
soldadura disminuya para los procesos de Soldadura
Pulsante. Para una longitud de circuito de soldadura total
menor de 15.24 m (50 pies), se pueden utilizar cables de
soldadura tradicionales sin ningún efecto en el desempeño
de la soldadura. Para una longitud de circuito de soldadu-
ra total mayor de 15.24 m (50 pies), se recomiendan los
Cables de Soldadura Coaxiales K1796. La longitud del cir-
cuito de soldadura se define como el total de la longitud
del cable del electrodo (A) + longitud de cable de trabajo
(B) + longitud de trabajo (C) (Vea la figura A.3).
Para longitudes largas de piezas de trabajo, deberá considerarse
una tierra deslizable para mantener la longitud total del circuito de
soldadura en menos de 15.24 m (54 pies). (Vea la Figura A.4.)
Las conexiones de salida en algunas Power Wave
®
se
hacen a través de bornes de salida roscados de 1/2-
13 localizados debajo de la cubierta de salida con
resorte en la parte inferior del frente del gabinete.
La mayoría de las aplicaciones de soldadura funcio-
nan con el electrodo positivo (+). Para esas aplica-
ciones, conecte el cable del electrodo entre el alimen-
tador de alambre y el borne de salida positivo (+) en
la fuente de poder (localizada debajo de la cubierta de
salida con resorte cerca del fondo del frente del gabi-
nete). Conecte el otro extremo del cable del electrodo
a la placa de alimentación del mecanismo de ali-
mentación. La terminal del cable del electrodo debe
estar contra la placa de alimentación. Asegúrese de
que la conexión a la placa de alimentación haga buen
contacto eléctrico de metal a metal. El cable del elec-
trodo deberá ser de un tamaño acorde con las especi-
ficaciones dadas en la sección de conexión del cable
de trabajo. Conecte un cable de trabajo del borne de
salida negativo (-) de la fuente de poder a la pieza de
trabajo. La conexión de la pieza de trabajo debe ser
firme y segura, especialmente si se planea hacer una
soldadura pulsante.
Para información adicional relacionada con la conex-
ión del electrodo y cable de trabajo, vea la
“INFORMACIÓN DE SEGURIDAD” estándar localiza-
da al frente de los Manuales de Instrucción.
Las caídas de voltaje excesivas provocadas por
conexiones deficientes de la pieza de trabajo, a
menudo dan como resultado un desempeño de
soldadura insatisfactorio.
------------------------------------------------------------------------
POLARIDAD DE ELECTRODO NEGATIVA
Cuando se requiere polaridad de electrodo negativa, como
en algunas aplicaciones Innershield, cambia las conex-
iones de salida en la fuente de poder (cable del electrodo al
borne negativo (-), y cable de trabajo al borne positivo (+)).
Cuando se opera con una polaridad de electrodo negativa,
el interruptor DIP de “Polaridad de Sensión del Electrodo"
debe establecerse en la posición "Negativa" en la Tarjeta
de PC de Cabezal de Alimentación del Mecanismo de
Alimentación. La configuración predeterminada del inter-
ruptor es de una polaridad de electrodo positiva. Para may-
ores detalles, consulte el manual de instrucciones de
Power Feed
®
.
SENSIÓN DE VOLTAJE
El mejor desempeño de arco ocurre cuando las Power
Wave
®
tienen datos sobre las condiciones del mismo.
Dependiendo del proceso, la inductancia dentro de los
cables del electrodo y trabajo puede influir en el voltaje pre-
sente en los bornes de la soldadora. Los cables de sen-
sión de voltaje mejoran la precisión sobre las condiciones
del arco y pueden tener un efecto dramático en el desem-
peño. Para este fin, se encuentran disponibles Kits de
Cables de Sensión (K940-10, -25 ó -50).
Si la sensión de voltaje está habilitada pero no hay
cables de sensión, o están mal conectados o si el
interruptor de polaridad del electrodo está configu-
rado inadecuadamente, pueden presentarse sali-
das de soldadura extremadamente altas.
------------------------------------------------------------------------
El cable de sensión de ELECTRODO (67) se integra en
el cable de control y queda habilitado automáticamente
para todos los procesos semiautomáticos. El cable de
sensión de TRABAJO (21) se conecta a la Power
Wave
®
en el conector de cuatro pines localizado bajo la
cubierta del borne de salida. En forma predeterminada,
el voltaje de TRABAJO se monitorea en el borne de sal-
ida en la POWER WAVE
®
455M. Para mayor informa-
ción sobre el cable de sensión de TRABAJO (21), vea
"Sensión de Voltaje de Trabajo” en el siguiente pár-
rafo.
En forma predeterminada, todos los procesos de corri-
ente constante detectan el voltaje en los bornes de sali-
da de la POWER WAVE
®
455M.
PRECAUCIÓN
PRECAUCIÓN
B
A
C
FIGURA A.3
POWER
WAVE
TRABAJO
A
C
B
POWER
WAVE
FIGURA A.4
CABLE COAXIAL K1796
MEDIR DESDE EXTREMO
DE LA CUBIERTA EXTERNA
DEL CABLE
C
A
B
TRABAJO
TRABAJO DESLIZANTE
FIGURA A.4

A-5
INSTALACIÓN
POWER WAVE
®
455M
A-5
Sensión de Voltaje del Electrodo
Habilitar o inhabilitar la sensión de voltaje del electro-
do se configura automáticamente a través del soft-
ware. El cable 67 de sensión del electrodo está dentro
del cable que va al alimentador de alambre y siempre
está conectado cuando un alimentador de alambre
está presente.
Importante: La polaridad del electrodo debe con-
figurarse en el cabezal de alimentación para todos
los procesos semiautomáticos. No hacerlo,
puede dar como resultado salidas de soldadura
extremadamente altas.
------------------------------------------------------------------------
INTERCONEXIONES DE POWER WAVE
A ALIMENTADOR DE ALAMBRE
POWER FEED SEMIAUTOMÁTICO
La POWER WAVE
®
455M y la familia POWER FEED
®
semi-
automática se comunican a través de un cable de control de
5 conductores (K1543). El cable de control consiste de dos
cables de alimentación, un par trenzado para comunicación
digital, y un cable para sensión de voltaje. Los cables están
diseñados para conectarse de extremo a extremo para facil-
idad de extensión. El receptáculo de salida en la POWER
WAVE
®
455M se localiza debajo de la cubierta de salida
con resorte en la parte inferior del frente del gabinete. El
receptáculo de entrada en la Power Feed
®
se localiza típica-
mente en la parte posterior del alimentador o en la parte
inferior de la interfaz del usuario.
Por conveniencia, los cables del electrodo y de control se
pueden enrutar detrás de los anclajes derecho o izquierdo
(bajo la cubierta de salida con resorte), y a lo largo de los
canales que se forman en la base de la Power Wave
®
,
hacia afuera por la parte de atrás de los canales, y de ahí al
alimentador de alambre.
Debido a la flexibilidad de la plataforma, la configuración
puede variar. Lo siguiente es una descripción general del
sistema.
DESCRIPCIÓN DEL SISTEMA
La familia de productos POWER WAVE
®
455M y Power
Feed M utilizan un sistema de comunicación digital llamado
ArcLink. En palabras simples, ArcLink permite que grandes
cantidades de información pasen a muy altas velocidades
entre los componentes (nodos) en el sistema. El sistema
requiere solo dos alambres para su comunicación, y debido
a su estructura tipo bus los componentes pueden estar
conectados a la red en cualquier orden, simplificando así la
configuración del sistema.
Cada "sistema" debe contener solo una fuente de poder. El
número de alimentadores de alambre se determina por el
tipo de alimentadores de alambre. Para mayores detalles,
consulte el manual de instrucciones del alimentador de
alambre.
Habilite los cables de sensión de voltaje en la siguiente forma
:
TABLA A.2
Proceso
Cable 67 de Sensión de
Cable 21 se Sensión
Voltaje del Electrodo *
de Voltaje de Trabajo
GMAW Cable 67 requerido Cable 21 opcional
GMAW-P
Cable 67 requerido Cable 21 opcional
FCAW Cable 67 requerido Cable 21 opcional
GTAW
Sensión de voltaje en bornes Sensión de voltaje en bornes
GMAW
Sensión de voltaje en bornes Sensión de voltaje en bornes
SAW Cable 67 requerido Cable 21 opcional
CAC
Sensión de voltaje en bornes Sensión de voltaje en bornes
*
El cable de sensión 67 de voltaje del electrodo está integrado en el
cable de control que va al alimentador de alambre.
Sensión de Voltaje de Trabajo
Las POWER WAVE
®
455M estándar utilizan el borne de tra-
bajo en forma predeterminada (el cable de sensión de trabajo
está inhabilitado).
Para procesos que requieren sensión de voltaje de trabajo,
conecte el cable (21) de sensión de voltaje de trabajo (K940)
del receptáculo de cable de sensión de trabajo de la Power
Wave
®
a la pieza de trabajo. Conecte el cable de sensión a
la pieza de trabajo tan cerca de la soldadura como sea prácti-
co, pero no en la ruta de corriente de retorno. Habilite la sen-
sión de trabajo en la Power Wave
®
en la siguiente forma:
• No toque las partes o electro-
dos eléctricamente vivos con
su piel o ropa mojada.
• Aíslese del trabajo y tierra.
• Siempre utilice guantes ais-
lantes secos.
-------------------------------------------------------------
1. Apague la alimentación de la fuente de poder en el
interruptor de desconexión.
2. Retire la cubierta frontal de la fuente de poder.
3. La tarjeta de control está en el lado
izquierdo de la fuente de poder.
Localice el interruptor DIP de 8 posi-
ciones y busque el interruptor 8 del
interruptor DIP.
4. Utilizando un lápiz u otro objeto
pequeño, deslice el interruptor a la
posición de apagado si el cable de sen-
sión de trabajo NO está conectado. En
forma contraria, deslice el interruptor a
la posición de ENCENDIDO si el cable
de sensión de trabajo está presente.
5. Vuelva a colocar la cubierta y tornillos. La tarjeta
de PC “leerá“ el interruptor al encendido, y configu-
rará el cable de sensión de voltaje de trabajo ade-
cuadamente.
O
N
12 3456 78
PRECAUCIÓN
ADVERTENCIA

A-6
INSTALACIÓN
POWER WAVE
®
455M
A-6
CONFIGURACIÓN DEL SISTEMA
Para los códigos menores a 11100, consulte el manu-
al de instrucciones de Power Feed
®
semiautomático a
fin de obtener información de configuración sobre los
parámetros del interruptor DIP.
Para los códigos superiores a 11100, la fuente de
poder “Correlacionará Automáticamente” el sistema,
eliminando la necesidad de establecer los interrup-
tores DIP para configurar al mismo.
Si no es posible “Correlacionar Automáticamente” un
sistema, entonces la luz de estado en la fuente de
poder parpadeará rápidamente en verde y se inhabili-
tará la salida de la soldadora. Si un sistema no cuen-
ta con “Correlación Automática”, entonces consulte el
manual de instrucciones del accesorio que se está uti-
lizando para obtener información de configuración
sobre los parámetros del interruptor DIP, o consulte a
su representante de ventas local de Lincoln.
POWER WAVE
®
455M
INTERFAZ
ANALÓGICA DEL
CONTROLADOR PLC
DEL ROBOT
etc.
POWER WAVE
®
455M
POWER WAVE
®
455M
POWER WAVE
®
455M
CABEZAL DE
ALIMENTACIÓN
ALIMENTADOR DE CABEZAL SENCILLO ALIMENTADOR DE CABEZAL DUAL
ALIMENTADOR EN ESTRUCTURA DE BRAZO
VOLANTE DE CABEZAL SENCILLO
FH 1
PF-10R
ALIMENTADOR EN ESTRUCTURA DE
BRAZO VOLANTE DE CABEZAL SENCILLO
SE PERMITEN HASTA
4 ALIMENTADORES
SE PERMITEN HASTA
4 ALIMENTADORES
MÓDULO DEL
MECANISMO DE
ALIMENTACIÓN

A-7
INSTALACIÓN
POWER WAVE
®
455M
A-7
En este caso, los cabezales de alimentación individual necesitan asignarse al control del cabezal dual, y se debe
inhabilitar la correlación automática PW455 y encender los Grupos de Equipo (Vea la Figura A-6). (Vea la docu-
mentación del Alimentador para información sobre la configuración de los interruptores DIP del alimentador)
Sistema que NO es de "Correlación Automática"
POWER WAVE
®
455M
POWER WAVE
®
455M
POWER WAVE
®
455M
DUAL HEAD
CABEZAL
DUAL
APLICACIÓN AUTOMÁTICA DURA ALTERNA
(utilizando módulo WD, UI y PF-10R)
APLICACIÓN DE AUTOMATIZACIÓN DURA DE COMBINACIÓN
(c/ módulo WD semiautomático y PF-10R)
ALIMENTADOR EN ESTRUCTURA DE BRAZO VOLANTE DE CABEZAL DUAL
(utilizando dos cabezales sencillos)
PF-10R
FH-1
FH-2
PF-10R
WIRE
DRIVE
MODULE
(FH1)
WIRE
DRIVE
MODULE
(FH1)

A-8
INSTALACIÓN
POWER WAVE
®
455M
A-8
SOLDADURA CON MÚLTIPLES
POWER WAVE
Deberá tenerse especial cuidado si hay más de
una Power Wave
®
soldando simultáneamente en
una sola parte. Puede ocurrir o magnificarse un
soplado e interferencia del arco.
------------------------------------------------------------------------
Cada fuente de poder requiere un cable de trabajo del
borne de trabajo a la estructura de soldadura. No
combine todos los cables de trabajo en un solo cable.
Las direcciones de recorrido de soldadura deberán
ser en sentido contrario al cable de trabajo como se
muestra a continuación. Conecte todos los cables de
sensión de trabajo de cada fuente de poder a la pieza
de trabajo al final de la soldadura.
Para mejores resultados al realizar una soldadura pul-
sante, utilice el mismo tamaño de alambre y velocidad
de alimentación de alambre para todas las Power
Wave. Cuando estos parámetros son idénticos, la
frecuencia pulsante será la misma, ayudando a esta-
bilizar los arcos.
Cada pistola de soldadura requiere un regulador de
gas protector separado para una velocidad de flujo y
cobertura de gas protector adecuadas.
No intente administrar el gas protector para dos o
más pistolas desde un solo regulador.
Si se utiliza un sistema antisalpicadura, entonces
cada pistola debe tener el suyo. (Vea la Figura A.2)
FIGURA A.2
-
+
POWERWAVE
Conecte Todos los
Cables de Trabajo de
Soldadura al Principio
Conecte Todos los
Cables de Sensión
del Trabajo en la E
de la Junta.
Dirección
de Recorrido
-
+
POWER WAVE
-
+
POWERWAVE
-
+
POWER WAVE
DOS POWER WAVES
®
ESPECIFICACIONES DEL CABLE DE CONTROL
Se recomienda utilizar siempre cables de control gen-
uinos de Lincoln. Los cables de Lincoln están especí-
ficamente diseñados para las necesidades de comu-
nicación y alimentación de los sistemas Power Wave
®
/ Power Feed
®
.
El uso de cables no estándar, especialmente en
longitudes mayores a 7.62 m (25 pies), puede lle-
var a problemas de comunicación (paros del sis-
tema), pobre aceleración del motor (inicio de arco
deficiente) y baja fuerza del mecanismo de ali-
mentación (problemas de alimentación de alam-
bre).
------------------------------------------------------------------------
La serie K1543 de cables de control se puede conec-
tar de extremo a extremo para facilidad de extensión.
No exceda una longitud de cable de control total de
más de 30.5 m (100 pies).
PRECAUCIÓN
PRECAUCION

A-9
INSTALACIÓN
POWER WAVE
®
455M
A-9
El flujo de corriente del arco #2 afecta
al cable de sensión #1
El cable de sensión #2 sólo se ve afectado
por el flujo de corriente del Arco #2
Debido a las caídas de voltaje de la pieza
de trabajo, el voltaje de arco puede estar
bajo haciendo necesario desviarse de los
procedimientos estándar.
Arco #1
Arco #2
Flujo de corriente
Trabajo # 1
Sensión # 1
Trabajo # 2
Sensión # 2
Fuente de
Poder #1
Fuente de
Poder #2
MAL
El flujo de corriente del arco #1 afecta
al cable de sensión #2.
Ninguno de los cables de sensión
detecta el voltaje de trabajo correcto
lo que causa inestabilidad en el
arranque y en el arco de soldadura.
Arco #1
Arco #2
Flujo de corriente
Trabajo # 2
Sensión # 2
Trabajo # 1
Sensión # 1
Arco #1
Arco #2
Trabajo # 1
Trabajo # 2
Sensión # 1
Sensión # 2
Flujo de corriente
Fuente de
Poder #1
Fuente de
Poder #2
Fuente de
Poder #1
Fuente de
Poder #2
BIEN
El cable de sensión #1 sólo se ve afectado
por el flujo de corriente del Arco #1
Ambos cables de sensión están fuera de
las rutas de corriente.
Ambos cables de sensión detectan el voltaje
de arco en forma precisa.
No hay caída de voltaje entre el arco y
cable de sensión.
Inicios y arcos mejores, resultados más
confiables.
MEJOR
LINEAMIENTOS DE COLOCACIÓN DE CABLES DE SENSIÓN Y CABLES DE TRABAJO
SIN SINCRONIZAR DE ARCO MÚLTUPLE

A-10
INSTALACIÓN
POWER WAVE
®
455M
A-10
ESPECIFICACIONES DEL RECEPTÁCULO I / O
TABLA 3
RECEPTÁCULO DEL ALIMENTADOR DE ALAMBRE S1
PIN CABLE# FUNCIÓN
A 53 Bus de Comunicación L
B 54 Bus de Comunicación H
C 67A
Sensión de Voltaje del Electrodo
D 52 0vdc
E 51 +40vdc
TABLA 4
RECEPTÁCULO DE SENSIÓN DE VOLTAJE S2
PIN CABLE# FUNCIÓN
3 21A
Sensión de Voltaje de Trabajo
TABLA 5
RECEPTÁCULO RS232 S3
PIN CABLE# FUNCIÓN
2 253 RS232 Recepción
3 254 RS232 Transmisión
4 # S3 Pin5
5 # S3 Pin4
6 # # S3 Pin20
20 # # S3 Pin6
7 251 RS232 RS232 Común
CONFIGURACIONES Y UBICACIONES DE INTERRUPTOR DIP
Los interruptores DIP en las Tarjetas de P.C. permiten
la configuración personalizada de la Power Wave
®
. A
fin de acceder los interruptores DIP:
• Apague la alimentación en el interruptor de
desconexión.
• Remueva los cuatro tornillos superiores que asegu-
ran el panel de acceso frontal.
• Afloje, pero no remueva completamente, los dos
tornillos inferiores que sostienen al panel de acceso.
• Abra el panel de acceso, permitiendo que los dos
tornillos inferiores soporten el peso del panel.
Asegúrese de evitar que el peso del panel de acce-
so cuelgue del arnés.
• Ajuste los interruptores DIP como sea necesario.
• Vuelva a colocar el panel y los tornillos, y restablez-
ca la alimentación.
INTERRUPTOR DIP DE LA TARJETA DE CONTROL:
interruptor 1 = reservado para uso futuro
interruptor 2 = reservado para uso futuro
interruptor 3 = equipo grupo 1 seleccionado (predeterminado=apagado)
interruptor 4 = equipo grupo 2 seleccionado (predeterminado=apagado)
interruptor 5 = reservado para uso futuro
interruptor 6 = reservado para uso futuro
interruptor 7 = correlación automática
interruptor 8 = cable de sensión de trabajo
(Vea la Figura A.6 para Alimentador en Estructura
de Brazo Volante de Cabezal Dual)
Int 7
auto-correlación
apag.(predeterm)
habil. correlación
enc. desahabilitar autocorrelación
Int 8
Cable de lectura de trabajo
*
apag.(predeterm)
Cable de lectura de trabajo no conectado
on
Cable de lectura de trabajo conectado
* La POWER WAVE
®
455M no incluye un cable de sensión de
trabajo.
SENSOR DE FLUJO DE AGUA
Las pistolas enfriadas por agua se pueden dañar muy
rápidamente si se usan incluso momentáneamente
sin flujo de agua. Se recomienda un sensor de flujo
de agua para esos enfriadores de agua que no tienen
un sensor de flujo integral. La práctica recomendada
es instalar un sensor de flujo de agua como el K1536-
1 en la línea de retorno de agua de la antorcha.
Cuando se integra totalmente en el sistema de sol-
dadura, el sensor evitará la soldadura si no hay flujo
de agua presente.
TARJETA DE CONTROL (Ubicación del Interrupto
FIGURA A.5
FIGURA A.6

B-1
OPERACIÓN
B-1
POWER WAVE
®
455M
PRECAUCIONES DE SEGURIDAD
Lea toda esta sección de instrucciones de
operación antes de operar la máquina..
La DESCARGA ELÉCTRICA puede causar la muerte.
• A menos que esté utilizando la función
de alimentación en frío, cuando ali-
menta con el gatillo de la pistola, el
electrodo y mecanismo de ali-
mentación están siempre energizados
eléctricamente y podrían permanecer
así por varios segundos después de
dejar de soldar.
• No toque las partes eléctricamente vivas o electro-
dos con la piel o ropa mojada.
• Aíslese del trabajo y tierra.
• Siempre utilice guantes aislantes secos.
Los HUMOS Y GASES pueden ser
peligrosos.
•
Mantenga su cabeza alejada de los humos.
• Utilice ventilación o escape para eliminar los
humos de su zona de respiración.
Las CHISPAS DE SOLDADURA
pueden provocar un incendio o
explosión.
•
Mantenga el material inflamable alejado.
• No suelde en contenedores que hayan
albergado combustibles.
Los RAYOS DEL ARCO pueden
quemar.
• Utilice protección para los ojos, oídos
y cuerpo.
Tome en cuenta los Lineamientos de Seguridad
detallados al principio de este manual.
ADVERTENCIA
La página se está cargando...

B-3
OPERACIÓN
B-3
POWER WAVE
®
455M
DEFINICIONES DE LOS MODOS DE SOLDADURA
MODOS DE SOLDADURA NO SINÉRGICOS
• Un modo de soldadura no sinérgico requiere que
todas las variables del proceso de soldadura sean
establecidas por el operador.
MODOS DE SOLDADURA SINÉRGICOS
• Un modo de soldadura sinérgico ofrece la simplici-
dad de un solo control de perilla. La máquina selec-
cionará el voltaje y amperaje correctos con base en
la velocidad de alimentación de alambre (WFS)
establecida por el operador.
455M
•455Modular
WFS
• Velocidad de Alimentación de Alambre
CC
• Corriente Constante
CV
• Voltaje Constante
GMAW
• Soldadura de Arco de Metal con Gas
GMAW-P
• Soldadura de Arco de Metal con Gas (Arco
Pulsante)
GMAW-S
• Soldadura de Arco de Metal con Gas - (Arco de
Corto Circuito)
GTAW
• Soldadura de Arco de Tungsteno con Gas
GTAW-P
• Soldadura de Arco de Tungsteno con Gas - (Arco
Pulsante)
PAW
• Soldadura de Arco con Plasma
SMAW
• Soldadura de Arco con Electrodo Revestido
SW
• Soldadura de Arco con Borne
SAW
• Soldadura de Arco Sumergido
SAW-S
• Soldadura de Arco Sumergido -(Serie)
FCAW
• Soldadura de Arco Tubular
CAC
• Corte de Arco Carbón

Módulo de la Interfaz DeviceNet
Este módulo se puede utilizar para la capacidad de
DeviceNet. Tiene un miniconector sellado de 5 pines
conforme a ANSI B93.55M-1981.
Módulo EtherNet/DeviceNet
Este módulo incluye la capacidad DeviceNet y
EtherNet. DeviceNet utiliza un miniconector sellado
de 5 pines conforme a ANSI B93.55M-1981. EtherNet
utiliza un conector RJ5.
EQUIPO RECOMENDADO
POWER WAVE
®
455M – Operación
Semiautomática
Las Power Wave
®
semiautomáticas solo se pueden
utilizar con alimentadores de alambre y módulos
semiautomáticos Power Feed
®
compatibles con
ArcLink. Además, los alimentadores de alambre semi-
automáticos Power Feed
®
pueden requerir equipo
opcional para acceder ciertos modos de soldadura en
la Power Wave
®
. No se pueden utilizar otros modelos
de alimentadores de Lincoln, o cualquier modelo de
alimentador de alambre no de Lincoln.
Todos los programas y procedimientos de soldadura
se seleccionan a través de la interfaz de usuario
semiautomática Power Feed
®
M.
EQUIPO REQUERIDO
Cualquier equipo de alimentación de alambre semiau-
tomático compatible con ArcLink. Específicamente, la
familia semiautomática Power Feed
®
M.
LIMITACIONES
• Las Power Wave
®
no deben utilizarse en ambi-
entes exteriores.
------------------------------------------------------------------------
• Sólo se pueden utilizar alimentadores de alambre e
interfaces de usuarios Power Feed
®
compatibles con
ArcLink. No se pueden utilizar otros alimentadores
de alambre de Lincoln y aquellos que no sean de
Lincoln.
• Limitaciones de Salida de POWER WAVE
®
455M
La POWER WAVE
®
455M soportará una corriente de
salida promedio máxima de 570 Amps (a un ciclo de
trabajo del 60%) en el borne estándar de la Power
Wave
®
.
CICLO DE TRABAJO Y PERIODO
Los alimentadores de alambre Power Feed
®
son
capaces de soldar a un ciclo de trabajo del 100% (sol-
dadura continua). La fuente de poder será el factor
limitante en determinar la capacidad del ciclo de tra-
bajo del sistema. Observe que el ciclo de trabajo se
basa en un periodo de diez minutos. Un ciclo de tra-
bajo del 60% representa 6 minutos de soldadura y 4
minutos de inactividad en un periodo de diez minutos.
B-4
OPERACIÓN
B-4
DESCRIPCIÓN GENERAL
La fuente de poder semiautomática Power Wave
®
está
diseñada para ser parte de un sistema de soldadura
modular multiproceso. Dependiendo de la configuración,
puede soportar corriente constante, voltaje constante y
modos de soldadura pulsante.
La fuente de poder Power Wave
®
está diseñada para
usarse con la familia semiautomática de alimentadores
de alambre Power Feed
®
, operando como un sistema.
Cada componente en el mismo tiene circuitería especial
para “hablar” con los otros componentes del sistema, en
tal forma que cada componente (fuente de poder, ali-
mentador de alambre, interfaz del usuario) sabe lo que el
otro está haciendo en todo momento. Estos compo-
nentes se comunican con ArcLink
La POWER WAVE
®
455M es una fuente de poder de
soldadura de inversor controlada digitalmente de alto
desempeño, capaz de un control de forma de onda de
alta velocidad complejo. Con el equipo adecuado,
puede soportar los procesos GMAW, GMAW-P, FCAW,
SMAW, GTAW y CAC. Tiene una capacidad nominal de
salida de 450 amps, 38 voltios; ó 400 amps, 36 voltios
(ambas a un ciclo de trabajo del 100%), dependiendo del
voltaje de entrada y frecuencia.
PROCESOS Y EQUIPOS RECOMEN-
DADOS
PROCESOS RECOMENDADOS
La POWER WAVE
®
455M se puede establecer en un
número de configuraciones, algunas requiriendo equipo
opcional o programas de soldadura. Cada máquina está
preprogramada de fábrica con múltiples procedimientos
de soldadura, incluyendo típicamente GMAW, GMAW-P,
FCAW, GTAW, y CAC para una variedad de materiales,
incluyendo acero suave, acero inoxidable, alambres
tubulares y aluminio.
La POWER WAVE
®
455M se recomienda para soldadura
semiautomática con equipo compatible con ArcLink
como la serie de alimentadores Power Feed M. La
POWER WAVE
®
455M puede tener un número de módu-
los instalados que permiten que la máquina se utilice en
aplicaciones robóticas y de automatización dura.
Módulo de Interfaz del Mecanismo de Alimentación
Para las plataformas robóticas, se requiere el Módulo de
Control del Mecanismo de Alimentación para impulsar el
mecanismo de alimentación PF-10R. Este modulo se
puede instalar de fábrica en K2202-3 o de campo para
aplicaciones robóticas.
El Módulo de Control del Mecanismo de Alimentación
también está equipado con una tablilla de conexiones
para hacer conexiones de señal de entrada simples. Se
puede utilizar para controlar externamente la función
básica del mecanismo de alimentación. Se divide en
tres grupos: grupo de Gatillo, grupo de Desplazamiento
en Frío y grupo de Apagado
.
POWER WAVE
®
455M
ADVERTENCIA

B-5
OPERACIÓN
POWER WAVE
®
455M
B-5
CONTROLES DEL FRENTE DEL GABINETE
Todos los controles y ajustes del operador se localizan al
frente del gabinete de la Power Wave
®
. (Vea la Figura B.1)
1. INTERRUPTOR DE ENCENDIDO: Controla la ali-
mentación que va a la Power Wave
®
.
2. LUZ DE ESTADO: Luz de dos colores que indica
errores del sistema. La operación normal se
señala con una luz verde estable. Las condiciones
de error se indican conforme a la tabla 3.
NOTA: La luz de estado de la POWER WAVE
®
455M
parpadeará en verde, y algunas veces entre rojo y verde,
por hasta un minuto cuando la máquina se encienda por
primera vez. Esta es una situación normal a medida que la
máquina realiza una autoprueba durante el encendido.
TABLA 3
Condición
de la Luz
Verde
Estable
Verde
Parpadeante
Entre Verde y
Rojo
Rojo Estable
Rojo
Parpadeante
Significado
El sistema está bien. La fuente de poder se comunica nor-
malmente con el alimentador de alambre y sus componentes
.
Ocurre durante un restablecimiento e indica
que la POWER WAVE
®
455M está correla-
cionando (identificando) a cada componente
en el sistema. Normalmente esto ocurre por
los primeros 1-10 segundos después del
encendido o si se cambia la configuración
del sistema durante la operación
Falla del sistema no recuperable. Si la luz de
Estado PS parpadea en cualquier combi-
nación de rojo y verde, hay errores presentes
en la POWER WAVE
®
455M. Lea el código
de error antes de apagar la máquina.
La interpretación de códigos de error a
través de la luz de estado se detalla en el
Manual de Servicio. Los dígitos de códigos
individuales parpadean en rojo con una
pausa larga entre dígitos. Si hay más de un
código presente, los códigos estarán separa-
dos por una luz verde.
A fin de borrar el error, apague la fuente de
poder y vuélvala a encender para restable-
cer. Vea la sección de Localización de
Averías.
Falla de hardware no recuperable. Indica general-
mente que no hay nada conectado al receptáculo
del alimentador de alambre POWER WAVE
®
455M. Vea la Sección de Localización de
Averías.
No aplica
5.
1INTERRUPTOR AUTOMÁTICO DE POTENCIA AUX-
ILIAR DE 15* AMPS:Protege el suministro auxiliar del
receptáculo frontal del gabinete de 115 voltios de CA.
(*Los modelos anteriores utilizaban un interruptor automático de 10 amps).
6.
CONECTOR DE CABLE S2 (CABLE DE SENSIÓN)
7. CONECTOR DE DIAGNÓSTICO (RS-232)
8. RECEPTÁCULO DEL ALIMENTADOR DE ALAM-
BRE (S1 5 PINES)
9. BORNE NEGATIVO
10. BORNE POSITIVO
11. SALIDA AUXILIAR
12.CONECTOR DEVICENET DE 5 PINES
(OPCIONAL)
13. RECEPTÁCULO DE ALIMENTADOR DE ALAM-
BRE ROBÓTICO (OPCIONAL)
14. CONECTOR I/O (OPCIONAL)
15. CONECTOR ETHERNET (OPCIONAL)
FIGURA B.1
3. LUZ DE ALTA TEMPERATURA (sobrecarga térmi-
ca): Luz amarilla que se enciende cuando ocurre
una situación de temperatura excesiva. La salida
se inhabilita y el ventilador continúa funcionando
hasta que la máquina se enfría; entonces, la luz se
apaga y la salida se habilita.
4. INTERRUPTOR AUTOMATICO DE 10 AMPS DEL ALI-
MENTADOR DE ALAMBRE: Protégé la fuente de
energía de 40 voltios de CD del alimentador de alambre.
DISEÑO DEL FRENTE DEL GABINETE
POWER WAVE
®
455M (NORTEAMÉRICA)
11
10
4
6
14
1
7
3
2
5
8
12
13
9
15

B-6
OPERACIÓN
B-6
PROCEDIMIENTOS NOMINALES
La Power Wave
®
está diseñada para operar con una
punta electrizada de electrodo de 3/4" para procesos
CV o Pulsantes.
PROCEDIMIENTOS DE BORDE
Las puntas electrizadas de electrodo excesivamente
cortas o largas sólo pueden funcionar limitadamente,
si es que no del todo.
CÓMO HACER UNA SOLDADURA
La servicialidad de un producto o estructura que
utiliza los programas de soldadura es y debe ser
la única responsabilidad del fabricante/usuario.
Muchas variables más allá del control de The
Lincoln Electric Company afectan los resultados
obtenidos al aplicar estos programas. Estas vari-
ables incluyen, pero no se limitan al procedimien-
to de soldadura, química y temperatura de la
placa, diseño de la soldadura, métodos de fabri-
cación y requerimientos de servicio. El rango
disponible de un programa de soldadura puede no
ser adecuado para todas las aplicaciones, y el fab-
ricante/usuario es y debe ser el único responsable
de la selección del programa de soldadura.
------------------------------------------------------------------------
Los pasos para operar la Power Wave
®
variarán
dependiendo de las opciones instaladas en la interfaz
del usuario (caja de control) del sistema de soldadura.
La flexibilidad del sistema Power Wave
®
permite que
el usuario personalice la operación para un mejor
desempeño.
Primero considere el proceso de soldadura deseado y
la parte a soldar. Elija un material de electrodo,
diámetro, gas protector y proceso (GMAW, GMAWP
etc.)
Segundo, encuentre el programa en el software de
soldadura que mejor corresponda al proceso de sol-
dadura deseado. El software estándar que se envía
con la POWER WAVE
®
455M cubre una amplia gama
de procesos comunes y satisfacerá la mayoría de las
necesidades. Si se desea un programa de soldadura
especial, contacte al representante de ventas de
Lincoln Electric local.
A fin de hacer una soldadura, la POWER WAVE
®
455M necesita saber los parámetros de soldadura
deseados. La familia de alimentadores Power Feed
(PF) comunica los parámetros a la POWER WAVE
®
455M a través de la conexión del cable de control. La
longitud del arco, velocidad de alimentación de alam-
bre, control del arco, etc, se comunican todos digital-
mente a través del cable de control.
AJUSTES DE SOLDADURA
Todos los ajustes se hacen en el componente del sis-
tema conocido como Interfaz del Usuario (Caja de
Control), que contiene los interruptores, perillas y pan-
tallas digitales necesarios para controlar la Power
Wave
®
y el alimentador de alambre Power Feed
®
.
Normalmente, la Caja de Control se proporciona
como parte del alimentador de alambre. Se puede
montar directamente en el alimentador de alambre en
sí, al frente de la fuente de poder, o montarse sepa-
radamente, como se puede hacer en una instalación
de brazo de estructura volante de soldadura.
Debido a que la Caja de Control se puede configurar
con muchas opciones diferentes, su sistema tal vez
no tenga todos los siguientes ajustes. Sin importar la
disponibilidad, a continuación se describen todos los
controles. Para mayor información, consulte el manu-
al de instrucciones del alimentador de alambre Power
Feed
®
.
• WFS / AMPS:
En los modos de soldadura sinérgicos (CV sinérgico,
GMAW pulsante) la WFS (velocidad de alimentación
de alambre) es el parámetro de control dominante,
que controla a todas las otras variable. El usuario
ajusta la WFS conforme a factores como el tamaño
de la soldadura, requerimientos de penetración, entra-
da de calor, etc. La Power Wave
®
entonces utiliza la
configuración WFS para ajustar sus características de
salida (voltaje de salida, corriente de salida, etc.) con-
forme a las configuraciones preprogramadas con-
tenidas en la POWER WAVE
®
455M. En los modos
no sinérgicos, el control WFS se comporta más como
una fuente de poder CV convencional donde la WFS
y voltaje son ajustes independientes. Por lo tanto,
para mantener las características del arco, el oper-
ador debe ajustar el voltaje para compensar por
cualquier cambio hecho a la WFS.
En los modos de corriente constante (electrodo
revestido, TIG) este control ajusta la corriente de sali-
da en amps.
• VOLTS / TRIM:
En los modos de voltaje constante (CV sinérgico, CV
estándar) este control ajusta el voltaje de soldadura.
En los modos de soldadura sinérgicos pulsantes (sólo
GMAW pulsante) el usuario puede cambiar la configu-
ración de Corte para ajustar la longitud del arco. Es
ajustable de 0.500 a 1.500. Una configuración de
Corte de 1.000 es un buen punto de partida para la
mayoría de las condiciones.
POWER WAVE
®
455M
ADVERTENCIA

Corriente
Tiempo
FORMA DE ONDA DE CORRIENTE (CV)
B-7
OPERACIÓN
B-7
• MODO DE SOLDADURA
Es posible seleccionarlo por nombre (CV/MIG, CC/Varilla
Agresiva, Desbaste) o por un número de modo (10, 24,
71, etc.) dependiendo de las opciones de la Caja de
Control. Seleccionar un modo de soldadura determina
las características de salida de la fuente de poder Power
Wave
®
. Vea a continuación, para una descripción más
completa de los modos de soldadura disponibles en la
Power Wave.
• CONTROL DEL ARCO
También conocido como Inductancia o Control de Onda,
permite que el operador varíe las características del arco
de “suave” a “agresivo” en todos los modos de soldadu-
ra. Es ajustable de .10.0 a +10.0 con una configuración
nominal de 0.00. (La configuración nominal de 00.0
puede aparecer como APAGADO en algunos paneles de
control del alimentador de alambre Power Feed
®
). Vea
las descripciones del Modo de Soldadura, a contin-
uación, para explicaciones detalladas de cómo el Control
del Arco afecta cada modo.
SOLDADURA DE VOLTAJE CONSTANTE
CV Sinérgico:
Para cada velocidad de alimentación de alambre, se pre-
programa un voltaje correspondiente en la máquina a
través de software especial en la fábrica. El voltaje nomi-
nal preprogramado es el mejor voltaje promedio para
una velocidad de alimentación dada, pero puede ajus-
tarse a preferencia.
Cuando la velocidad de alimentación de alambre cam-
bia, la Power Wave
®
ajusta automáticamente el nivel de
voltaje correspondiente para mantener características de
arco similares a lo largo del rango WFS.
CV no Sinérgico:
Este tipo de modo de CV se comporta más como una
fuente de poder de CV convencional. La WFS y el
voltaje son ajustes independientes. Por lo tanto, para
mantener las características del arco, el operador
debe ajustar el voltaje para compensar los cambios
hechos en la WFS.
Todos los Modos de CV:
El Control de Arco, a menudo llamado control de
onda, ajusta la inductancia aparente de la forma de
onda. El ajuste de control de onda es similar a la fun-
ción de “contracción” en que es inversamente propor-
cional a la inductancia. Por lo tanto, aumentar el con-
trol de onda a más de 0.0 da como resultado un arco
más frío y agresivo mientras que disminuir el control
de onda a menos de 0.0 proporciona un arco más
caliente y suave. (Vea la figura A.5)
POWER WAVE
®
455M
FIGURA A.5
Control de Onda +10.0
Control de Onda -10.0
Control de Onda 0.00

B-8
OPERACIÓN
B-8
SOLDADURA PULSANTE
Los procedimientos de soldadura pulsante se establecen
controlando una variable de “longitud de arco” general.
Cuando se hace una soldadura pulsante, el voltaje del
arco depende en mucho de la forma de onda. La corri-
ente pico, corriente de respaldo, tiempo de elevación,
tiempo de caída y frecuencia pulsante afectan todos al
voltaje. El voltaje exacto para una velocidad de ali-
mentación de alambre dada sólo se puede predecir
cuando se conocen todos los parámetros de forma de
onda pulsante. Utilizar un voltaje preestablecido no es
práctico y en su lugar, la longitud del arco se establece
ajustando el “corte".
El corte ajusta la longitud del arco y tiene un rango de
0.50 a 1.50, con un valor nominal de 1.00. Los valores
de corte mayores de 1.00 aumentan la longitud de arco,
mientras que los menores de 1.00 la disminuyen.
La mayoría de los programas de soldadura pulsante son
sinérgicos. A medida que la velocidad de alimentación
de alambre se ajusta, la Power Wave
®
recalculará
automáticamente los parámetros de forma de onda para
mantener propiedades de arco similares.
POWER WAVE
®
455M
FIGURA A.6
Corriente
Tiempo
FORMA DE ONDA DE CORRIENTE (PULSANTE)
La Power Wave
®
utiliza "control adaptable" para com-
pensar los cambios en la punta electrizada de alambre al
soldar. (La punta electrizada de alambre es la distancia
de la punta de contacto a la pieza de trabajo.) Las for-
mas de onda de la Power Wave
®
están optimizadas para
una punta electrizada de alambre de 19mm (0.75"). El
comportamiento adaptable soporta un rango de puntas
electrizadas de alambre de 13mm (0.50") a 32mm
(1.25"). En velocidades de alimentación de alambre muy
bajas o muy altas, el rango adaptable puede ser menor
debido a haber alcanzado las limitaciones físicas del pro-
ceso de soldadura.
El Control del Arco, a menudo llamado control de onda,
ajusta normalmente el foco o forma del arco en los pro-
gramas pulsantes. Los valores de control de onda may-
ores de 0.0 aumentan la frecuencia pulsante mientras
que disminuyen la corriente de respaldo, dando como
resultado un arco rígido y estrecho muy conveniente
para la soldadura de hoja metálica de alta velocidad. Los
valores de control de onda menores de 0.0 disminuyen
la frecuencia pulsante mientras aumentan la corriente de
respaldo para un arco suave conveniente para la sol-
dadura fuera de posición. (Vea la Figura A.6)
Control de Onda +10.0
Control de Onda 0.00
Control de Onda -10.0

C-1
ACCESORIOS
C-1
EQUIPO OPCIONAL
INSTALADO DE FÁBRICA
Módulo de Interfaz de Mecanismo de Alimentación,
K2205-1
INSTALADO DE CAMPO
Kit de Cable de Sensión de Voltaje de Trabajo, K940
Carro de Transporte de Cilindro Dual, K1570-1.
Regulador de la Guarda de Gas, K659-1
Cable de Soldadura Coaxial, K1796
Arco Frío 40 K1813-1 (115VCA)
Sensor de Flujo de Agua, K1536-1
Módulo de Interfaz del Mecanismo de Alimentación, K2205-1
Módulo de Interfaz DeviceNet, K2206-1
EQUIPO COMPATIBLE DE LINCOLN
Cualquier equipo de alimentación de alambre semiau-
tomático compatible con Arc-Link. Específicamente,
la familia semiautomática Power Feed
®
M. si el modu-
lo de interfaz del mecanismo de alimentación está
instalado, la máquina es compatible con el alimenta-
dor de alambre Power Feed
®
10R.
POWER WAVE
®
455M

D-1
MANTENIMIENTO
D-1
POWER WAVE
®
455M
PRECAUCIONES DE SEGURIDAD
La DESCARGA ELÉCTRICA puede
causar la muerte
.
• Sólo personal calificado deberá
realizar este mantenimiento.
• APAGUE la alimentación en el inter-
ruptor de desconexión o caja de
fusibles antes de trabajar en este
equipo.
• No toque las partes eléctricamente calientes.
MANTENIMIENTO DE RUTINA
El mantenimiento de rutina consiste de la aplicación
periódica de aire a la máquina, utilizando una corriente
de aire de baja presión para remover el polvo y
suciedad acumulados de las rejillas de entrada y sali-
da, y de los canales de enfriamiento en la máquina.
MANTENIMIENTO PERIÓDICO
La calibración de la POWER WAVE
®
455M es crítica
para su operación. Generalmente hablando, la cali-
bración no necesitará ajuste. Sin embargo, las
máquinas ignoradas o indebidamente calibradas no
pueden ofrecer un desempeño de soldadura satisfac-
torio. A fin de asegurar un desempeño óptimo, la cali-
bración del Voltaje y Corriente de salida deberá revis-
arse cada año.
ESPECIFICACIÓN DE CALIBRACIÓN
El Voltaje y Corriente de Salida están calibrados de
fábrica. Generalmente hablando, la calibración de la
máquina no necesitará ajuste. Sin embargo, si el
desempeño de soldadura cambia, o si la calibración
anual revela un problema, contacte a la Lincoln
Electric Company para obtener la utilidad de software
de calibración.
El procedimiento de calibración en sí, requiere el uso
de una rejilla y medidores reales certificados para el
voltaje y corriente. La exactitud de la calibración se
verá directamente afectada por la precisión del equipo
de medición que utiliza. La utilidad incluye instruc-
ciones detalladas.
ADVERTENCIA

E-1
LOCALIZACIÓN DE AVERÍAS
E-1
POWER WAVE
®
455M
Esta Guía de Localización de Averías se proporciona
para ayudarle a localizar y reparar posibles malos fun-
cionamientos de la máquina. Siga simplemente el
procedimiento de tres pasos que se enumera a con-
tinuación.
Paso 1. LOCALICE EL PROBLEMA (SÍNTOMA).
Busque bajo la columna titulada “PROBLEMA
(SÍNTOMAS)”. Esta columna describe posibles sín-
tomas que la máquina pudiera presentar. Encuentre
la lista que mejor describa el síntoma que la máquina
está exhibiendo.
Paso 2. CAUSA POSIBLE.
La segunda columna titulada “CAUSA POSIBLE” enu-
mera las posibilidades externas obvias que pueden
contribuir al síntoma de la máquina.
Paso 3. CURSO DE ACCIÓN RECOMENDADO
Esta columna proporciona un curso de acción para la
Causa Posible; generalmente indica que contacte a
su Taller de Servicio de Campo Autorizado de Lincoln
local.
Si no comprende o no puede llevar a cabo el Curso
de Acción Recomendado en forma segura, contacte a
su Taller de Servicio de Campo Autorizado de Lincoln
local.
CÓMO UTILIZAR LA GUÍA DE LOCALIZACIÓN DE AVERÍAS
Sólo Personal Capacitado de Fábrica de Lincoln Electric Deberá Llevar a Cabo el Servicio y
Reparaciones. Las reparaciones no autorizadas que se realicen a este equipo pueden representar
un peligro para el técnico y operador de la máquina, e invalidarán su garantía de fábrica. Por su
seguridad y a fin de evitar una Descarga Eléctrica, sírvase observar todas las notas de seguridad y
precauciones detalladas a lo largo de este manual.
__________________________________________________________________________
ADVERTENCIA
Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y
reparaciones de manera segura, contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia
en la localización de fallas técnicas antes de proceder.
PRECAUCIÓN

E-2
LOCALIZACIÓN DE AVERÍAS
E-2
POWER WAVE
®
455M
CÓMO UTILIZAR LOS LED DE ESTADO PARA
LOCALIZAR PROBLEMAS DEL SISTEMA
La Power Wave
®
/ Power Feed
®
se diagnostica mejor
como un sistema. Cada componente (fuente de
poder, interfaz del usuario y cabezal de alimentación)
tiene una luz de estado y cuando ocurre un problema,
es importante observar la condición de las luces de
estado. Además, los errores en pantalla en la interfaz
del usuario sólo indican, en la mayoría de las veces,
que hay un problema en la fuente de poder mas no de
qué se trata. Por lo tanto, antes de ciclar la ali-
mentación del sistema, revise la luz de estado de
la fuente de poder en busca de secuencias de
error como se mencionan a continuación. Esto es
especialmente importante si la interfaz del usuario
muestra "Err 006" ó "Err 100" .
Esta sección incluye información los LED de Estado
de la fuente de, así como algunas tablas básicas de
localización de averías para el desempeño de la
máquina y soldadura.
Las LUZ DE ESTADO es una luz de color dual que
indica errores del sistema. La operación normal es un
color verde estable. Las condiciones de error se indi-
can en la siguiente Tabla E.1.
NOTA: La luz de estado de la POWER WAVE
®
455M
parpadeará en verde, y algunas veces en rojo y
verde, por hasta un minuto cuando la máquina se
encienda por primera vez. Esta es una situación nor-
mal a medida que la máquina pasa por una auto-
prueba al momento del encendido.
CONDICIÓN DE LA LUZ
El LED de Estado es Verde Sólido (no parpadea)..
El LED de Estado es Verde Parpadeante.
El LED de Estado Parpadea Entre Verde y Rojo.
El LED de Estado es Rojo Sólido (no parpadea).
El LED de Estado es Rojo Parpadeante.
SIGNIFICADO
1. El sistema está bien. La fuente de poder se comuni-
ca normalmente con el alimentador de alambre y
sus componentes.
2.
Ocurre durante un restablecimiento, e indica que la
POWER WAVE
®
455M está correlacionando (identificando)
a cada componente en el sistema. Normalmente esto
ocurre por los primeros 1-10 segundos después del encen-
dido o si se cambia la configuración del sistema durante la
operación
.
3. Falla del sistema no recuperable. Si las luces de
estado de la fuente de poder están parpadeando en
cualquier combinación de rojo y verde, hay errores
presentes en la POWER WAVE
®
455M. Lea los
códigos de error antes de apagar la máquina.
La interpretación de los códigos de error a través de
las luces de estado se detalla en el Manual de
Servicio. Los dígitos de códigos individuales
parpadean en rojo con una pausa larga entre dígitos.
Si hay más de un código presente, los códigos
estarán separados por una luz verde.
A fin de borrar un error activo, apague la fuente de
poder y vuélvala a encender para restablecer.
Falla de hardware no recuperable. Indica general-
mente que no hay nada conectado al receptáculo del
alimentador de alambre de la POWER WAVE
®
455M.
Vea la Sección de la Localización de Averías.
No aplica.

E-3
LOCALIZACIÓN DE AVERÍAS
E-3
POWER WAVE
®
455M
Observe todos los lineamientos de seguridad que se detallan en el presente manual
Si por alguna razón no entiende los procedimientos de prueba o no es capaz de llevar a cabo las pruebas/reparaciones en forma segura, póngase en con-
tacto con su Taller Local de Servicio de Campo Autorizado de Lincoln para obtener asistencia de localización de averías técnica antes de proceder.
PRECAUCIÓN
CÓDIGOS DE ERROR PARA LA POWER WAVE
La siguiente es una lista de los códigos de error posibles que la POWER WAVE
®
455M puede indicar a través de la luz de estado (vea
“Cómo Utilizar los LED de Estado para Localizar Problemas del Sistema Power Wave
®
/ Power Feed
®
”). Si está conectada a un PF-10/11,
estos códigos de error estarán generalmente acompañados por un “Err 006” ó “Err 100” en la pantalla de la interfaz del usuario.
Código de Error #
11 Bus de comunicación CAN apagado.
12 Error de fin de temporización de la interfaz del usuario.
21 Modo de Soldadura Sin Programar.
22 Tabla de Soldadura Vacía.
23 Error de Suma de Verificación de la Tabla de Soldadura.
31 Error de sobrecorriente primaria (entrada).
32 Bajo voltaje de Capacitor “A”
(lado izquierdo de frente a la máquina)
33 Bajo voltaje de Capacitor "B"
(lado derecho de frente a la máquina)
34 Exceso de voltaje de Capacitor "A"
(lado izquierdo de frente a la máquina)
35 Exceso de voltaje de Capacitor "B"
(lado derecho de frente a la máquina)
36 Error Térmico
37 Error de inicio suave
41 Error de sobrecorriente secundaria
43 Error delta del capacitor
49 Error de fase única
Otros
Indicación
Probablemente se debe a un número excesivo de errores de comunicación.
UI ya no está respondiendo a la Fuente de Poder. La causa más
probable es una conexión con falla/deficiente en los cables de
comunicación o de control.
Contacte el Departamento de Servicio para obtener instrucciones
sobre cómo recargar el Software de Soldadura.
Contacte el Departamento de Servicio para obtener instrucciones
sobre cómo recargar el Software de Soldadura.
Contacte el Departamento de Servicio para obtener instrucciones
sobre cómo recargar el Software de Soldadura.
Corriente primaria excesiva presente. Puede estar relacionada con
una tarjeta de conmutación o una falla del rectificador de salida.
Bajo voltaje en los capacitores principales. Pueden estar causados
por una configuración inadecuada.
Cuando está acompañado por un error de exceso de voltaje en el mismo lado,
indica que no hay voltaje de capacitor presente en ese lado, y es normalmente el
resultado de una apertura o corto en el lado primario de la máquina.
Voltaje excesivo en los capacitores principales. Puede estar causa-
do por una configuración inadecuada de entrada.
Cuando está acompañado por un error de bajo voltaje en el mismo
lado, indica que no hay voltaje de capacitor presente en ese lado, y
es normalmente el resultado de una apertura o corto en el lado pri-
mario de la máquina.
Indica exceso de temperatura. Normalmente acompañada por el LED
Térmico. Revise la operación del ventilador. Asegúrese de que el pro-
ceso no exceda el límite de ciclo de trabajo de la máquina.
La precarga del capacitor falló. Normalmente acompañado de los códigos 32-35.
El límite de corriente secundaria (soldadura) ha sido excedido.
Cuando esto ocurre, la salida de la máquina regresa a 100 amps,
lo que da como resultado típico una condición llamada “soldadura
de fideo”
NOTA: El límite secundario es de 570 amps para el borne están-
dar, y de 325 amps para toda la operación de una sola fase.
La máxima diferencia de voltaje entre los capacitores principales
ha sido excedida. Puede estar acompañado de los errores 32-35.
Indica que la máquina está funcionando con alimentación monofásica.
Normalmente provocado por la pérdida del borne intermedio (L2).
Los códigos de error que contienen de tres a cuatro dígitos se
definen como errores fatales. Estos códigos indican generalmente
errores internos en la Tarjeta de Control de la Fuente de Poder. Si
ciclar la alimentación de la máquina no borra el error, intente volver
a instalar el sistema operativo. Si esto también falla, reemplace la
tarjeta de control.

E-4
LOCALIZACIÓN DE AVERÍAS
E-4
POWER WAVE
®
455M
Observe todos los lineamientos de seguridad que se detallan en el presente manual
PRECAUCIÓN
Si por alguna razón no entiende los procedimientos de prueba o no es capaz de llevar a cabo las pruebas/reparaciones en forma segura, póngase en con-
tacto con su Taller Local de Servicio de Campo Autorizado de Lincoln para obtener asistencia de localización de averías técnica antes de proceder.
PROBLEMAS
(SÍNTOMAS)
CAUSA
POSIBLE
CURSO DE ACCIÓN
RECOMENDADO
PROBLEMAS DE SALIDA
Daño importante físico o eléctrico
principal es evidente cuando se reti-
ran las cubiertas de hoja metálica.
Los fusibles de entrada se siguen
fundiendo, o los interruptores de
entrada abriendo.
La máquina no enciende (ni las
luces ni el ventilador, etc.)
El LED térmico está encendido.
1.
Contacte a su Taller de Servicio de
Campo Local Autorizado de Lincoln
Electric para obtener asistencia técnica.
1. Asegúrese de que ciertos fusibles o
interruptores tengan el tamaño ade-
cuado. Vea la sección de instalación
de este manual para conocer los
tamaños de fusibles e interruptores
recomendados.
2. El procedimiento de soldadura está
generando demasiada corriente de
salida o el ciclo de trabajo es muy
alto. Reduzca la corriente de salida,
ciclo de trabajo o ambos.
3. Existe daño interno en la fuente de
poder. Contacte un Taller de Servicio
Autorizado de Lincoln Electric.
1. Asegúrese de que el Interruptor de
Encendido (SW1) esté en la posición
de “ENCENDIDO”.
2. El interruptor automático CB4 (en el
área de reconexión) puede estar abier-
to. Restablezca. Asimismo, revise a
continuación la selección del voltaje de
entrada.
3. La selección del voltaje de entrada se
hizo mal. Apague, revise la reconex-
ión del voltaje de entrada conforme al
diagrama en la cubierta de reconexión.
1. El termostato del ventilador se ha abier-
to. Revise que haya una operación de
ventilador adecuada. (El ventilador
deberá funcionar cada vez que esté
encendida la alimentación de salida.)
Revise si hay material bloqueando las
rejillas de entrada o salida, o si hay
suciedad excesiva obstruyendo los
canales de enfriamiento en la máquina.
2. El rectificador secundario o termostato
del Inductor se ha abierto. Después de
que la máquina se ha enfriado, reduzca
la carga, ciclo de trabajo, o ambos.
Revise si hay material bloqueando las
rejillas de entrada y salida.
3. DC Bus PC board thermostat has
opened check for excessive load on
40VDC supply.
Si todas las áreas posibles de
desajuste han sido revisadas y el
problema persiste, Póngase en
Contacto con su Taller de
Servicio de Campo Autorizado
de Lincoln local..

E-5
LOCALIZACIÓN DE AVERÍAS
E-5
POWER WAVE
®
455M
Observe todos los lineamientos de seguridad que se detallan en el presente manual
PRECAUCIÓN
Si por alguna razón no entiende los procedimientos de prueba o no es capaz de llevar a cabo las pruebas/reparaciones en forma segura, póngase en con-
tacto con su Taller Local de Servicio de Campo Autorizado de Lincoln para obtener asistencia de localización de averías técnica antes de proceder.
PROBLEMAS
(SÍNTOMAS)
CAUSA
POSIBLE
CURSO DE ACCIÓN
RECOMENDADO
PROBLEMAS DE SALIDA
La máquina no suelda, no hay
salida. (CR1 no funciona.)
La máquina con frecuencia hace
“soldaduras de fideo” (la salida
está limitada a aproximadamente
100 amps) cuando ejecuta un pro-
cedimiento en particular, especial-
mente un procedimiento con alta
WFS.
1. El voltaje de entrada es muy bajo o muy
alto. Asegúrese de que el voltaje de
entrada sea adecuado, conforme a la
Placa de Capacidades localizada en la
parte posterior de la máquina.
2. Si el LED térmico también está encendi-
do, vea la sección “LED Térmico
Amarillo Encendido”.
3. Se ha excedido el límite de corriente
secundario. Corto posible en el circuito
de salida. Apague la máquina.
Remueva todas las cargas de la salida
de la máquina. Vuelva a encender. Si
la condición persiste, apague y contacte
a un Taller se Servicio de Campo
Autorizado de Lincoln Electric.
4. Este problema normalmente estará
acompañado de un código de error.
Los códigos de error aparecen en pan-
talla como una serie de parpadeos rojos
y verdes de la luz de estado. Vea la
sección de este texto “Cómo Utilizar los
LED de Estado para Localizar
Problemas del Sistema Power Wave /
Power Feed”.
1.Se ha excedido el límite de corriente
secundario y la máquina ha disminui-
do su salida para protegerse.
2. Ajuste el procedimiento o reduzca la
carga a una generación de corriente
más baja de la máquinae.
3. Una entrada monofásica (pérdida de
L2) reducirá el límite de corriente
secundaria de 570 Amps a 325
Amps.
Si todas las áreas posibles de
desajuste han sido revisadas y el
problema persiste, Póngase en
Contacto con su Taller de
Servicio de Campo Autorizado
de Lincoln local.

E-6
LOCALIZACIÓN DE AVERÍAS
E-6
POWER WAVE
®
455M
Observe todos los lineamientos de seguridad que se detallan en el presente manual
PRECAUCIÓN
Si por alguna razón no entiende los procedimientos de prueba o no es capaz de llevar a cabo las pruebas/reparaciones en forma segura, póngase en con-
tacto con su Taller Local de Servicio de Campo Autorizado de Lincoln para obtener asistencia de localización de averías técnica antes de proceder.
PROBLEMAS
(SÍNTOMAS)
CAUSA
POSIBLE
CURSO DE ACCIÓN
RECOMENDADO
PROBLEMAS DE SALIDA
La máquina no producirá salida
total.
El receptáculo auxiliar está “muer-
to”; no hay voltaje auxiliar.
Degradación general del desem-
peño de soldadura.
Arco excesivamente largo y erráti-
co.
1. El voltaje de entrada puede estar muy
bajo, limitando la capacidad de salida de
la fuente de poder. Asegúrese de que el
voltaje de entrada es el adecuado, con-
forme a la Placa de Capacidades localiza-
da en la parte posterior de la máquina.
2. La entrada puede ser “monofásica”.
Asegúrese de que el voltaje de entrada
sea adecuado en todas las tres líneas de
entrada.
3. Corriente o voltaje secundarios no están
calibrados adecuadamente. Revise los
valores que aparecen en la pantalla del
Power Feed 10/11 y compare con las lec-
turas del medidor externo.
1. El interruptor automático CB2 (en el frente del
gabinete) puede estar abierto. Restablezca.
2. Interruptor automático CB4 (en el área de
reconexión) puede estar abierto.
Restablezca.
1.Revise los problemas de ali-
mentación, conexiones defi-
cientes, bucles excesivos en el
cableado, etc.
2. Verifique si el modo de soldadura
es el correcto para los procesos.
3. La fuente de poder puede
requerir calibración.
4. Revise la corriente real en la
pantalla del Power Feed 10 y
compare con la corriente real
medida a través del medidor
externo.
5. Revise el voltaje real en la pan-
talla del Power Feed 10 y com-
pare con el voltaje real medido a
través del medidor externo.
6. Revise la WFS real en la pantalla
del Power Feed 10 y compare
con la WFS real medida a través
del medidor externo.
1. Revise que los circuitos de sen-
sión de voltaje estén bien config-
urados e implementados.
Si todas las áreas posibles de
desajuste han sido revisadas y el
problema persiste, Póngase en
Contacto con su Taller de
Servicio de Campo Autorizado
de Lincoln local.
La página se está cargando...
La página se está cargando...
La página se está cargando...

F-4
DIAGRAMAS DE CONEXIÓN
F-4
POWER WAVE
®
455M
Diagrama de conexión semi-automática "Sistema Simple"
(Electrodo Positivo, Se muestra Configuracón CV/Pulsante)
POWER WAVE
WIRE
FEEDER
CONTROL CABLE K1543
TO
WORK
La página se está cargando...
La página se está cargando...
La página se está cargando...
La página se está cargando...

WARNING
AVISO DE
PRECAUCION
ATTENTION
WARNUNG
ATENÇÃO
Spanish
French
German
Portuguese
Japanese
Chinese
Korean
Arabic
LEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTES DE USO, E SIGA AS
PRÁTICAS DE SEGURANÇA DO EMPREGADOR.
G Keep your head out of fumes.
G Use ventilation or exhaust to
remove fumes from breathing zone.
G Los humos fuera de la zona de res-
piración.
G Mantenga la cabeza fuera de los
humos. Utilice ventilación o
aspiración para gases.
G Gardez la tête à l’écart des fumées.
G Utilisez un ventilateur ou un aspira-
teur pour ôter les fumées des zones
de travail.
G Vermeiden Sie das Einatmen von
Schweibrauch!
G Sorgen Sie für gute Be- und
Entlüftung des Arbeitsplatzes!
G Mantenha seu rosto da fumaça.
G Use ventilação e exhaustão para
remover fumo da zona respiratória.
G Turn power off before servicing.
G Desconectar el cable de ali-
mentación de poder de la máquina
antes de iniciar cualquier servicio.
G Débranchez le courant avant l’entre-
tien.
G Strom vor Wartungsarbeiten
abschalten! (Netzstrom völlig öff-
nen; Maschine anhalten!)
G Não opere com as tampas removidas.
G Desligue a corrente antes de fazer
serviço.
G Não toque as partes elétricas nuas.
G Do not operate with panel open or
guards off.
G No operar con panel abierto o
guardas quitadas.
G N’opérez pas avec les panneaux
ouverts ou avec les dispositifs de
protection enlevés.
G Anlage nie ohne Schutzgehäuse
oder Innenschutzverkleidung in
Betrieb setzen!
G Mantenha-se afastado das partes
moventes.
G Não opere com os paineis abertos
ou guardas removidas.
La página se está cargando...
Transcripción de documentos
Manual del Operador POWER WAVE 455M ® Para usarse con máquinas con números de código: 10942, 11057, 11152, 11311, 11312, 11872, 11874, 11875 Registre su máquina: www.lincolnelectric.com/register Need Help? Call 1.888.935.3877 to talk to a Service Representative Servicio Autorizado y Localizador de Distribuidores: www.lincolnelectric.com/locator Hours of Operation: 8:00 AM to 6:00 PM (ET) Mon. thru Fri. Guarde para consulta futura Fecha de Compra Código: (ejemplo: 10859) Número de serie: (ejemplo: U1060512345) IMS762-D | Fecha de Publicación Enero, 2012 © Lincoln Global, Inc. All Rights Reserved. After hours? Use “Ask the Experts” at lincolnelectric.com A Lincoln Service Representative will contact you no later than the following business day. For Service outside the USA: Email: [email protected] i i SEGURIDAD ADVERTENCIA ADVERTENCIA DE LA LEY 65 DE CALIFORNIA En el estado de California, se considera a las emisiones del motor de diesel y algunos de sus componentes como dañinas para la salud, ya que provocan cáncer, defectos de nacimiento y otros daños reproductivos. Las emisiones de este tipo de productos contienen químicos que, para el estado de California, provocan cáncer, defectos de nacimiento y otros daños reproductivos. Lo anterior aplica a los motores Diesel Lo anterior aplica a los motores de gasolina LA SOLDADURA AL ARCO PUEDE SER PELIGROSA. PROTEJASE USTED Y A LOS DEMAS CONTRA POSIBLES LESIONES DE DIFERENTE GRAVEDAD, INCLUSO MORTALES. NO PERMITA QUE LOS NIÑOS SE ACERQUEN AL EQUIPO. LAS PERSONAS CON MARCAPASOS DEBEN CONSULTAR A SU MEDICO ANTES DE USAR ESTE EQUIPO. Lea y entienda los siguientes mensajes de seguridad. Para más información acerca de la seguridad, se recomienda comprar un ejemplar de "Safety in Welding & Cutting - ANIS Standard Z49.1" de la Sociedad Norteamericana de Soldadura, P.O. Box 351040, Miami, Florida 33135 ó CSA Norma W117.2-1974. Un ejemplar gratis del folleto "Arc Welding Safety" (Seguridad de la soldadura al arco) E205 está disponible de Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199. ASEGURESE QUE TODOS LOS TRABAJOS DE INSTALACION, FUNCIONAMIENTO, MANTENIMIENTO Y REPARACION SEAN HECHOS POR PERSONAS CAPACITADAS PARA ELLO. Para equipos accionados por MOTOR. 1.a. Apagar el motor antes de hacer trabajos de localización de averías y de mantenimiento, salvo en el caso que el trabajo de mantenimiento requiera que el motor esté funcionando. ____________________________________________________ 1.b. Los motores deben funcionar en lugares abiertos bien ventilados, o expulsar los gases de escape del motor al exterior. ____________________________________________________ 1.c. No cargar combustible cerca de un arco de soldadura cuando el motor esté funcionando. Apagar el motor y dejar que se enfríe antes de rellenar de combustible para impedir que el combustible derramado se vaporice al quedar en contacto con las piezas del motor caliente. No derramar combustible al llenar el tanque. Si se derrama, limpiarlo con un trapo y no arrancar el motor hasta que los vapores se hayan eliminado. ____________________________________________________ 1.d. Mantener todos los protectores, cubiertas y dispositivos de seguridad del equipo en su lugar y en buenas condiciones. No acercar las manos, cabello, ropa y herramientas a las correas en V, engranajes, ventiladores y todas las demás piezas móviles durante el arranque, funcionamiento o reparación del equipo. ____________________________________________________ 1.e. En algunos casos puede ser necesario quitar los protectores para hacer algún trabajo de mantenimiento requerido. Quitarlos solamente cuando sea necesario y volver a colocarlos después de terminado el trabajo de mantenimiento. Tener siempre el máximo cuidado cuando se trabaje cerca de piezas en movimiento. ___________________________________________________ 1.f. No poner las manos cerca del ventilador del motor. No tratar de sobrecontrolar el regulador de velocidad en vacío empujando las varillas de control del acelerador mientras el motor está funcionando. 1.h. Para evitar quemarse con agua caliente, no quitar la tapa a presión del radiador mientras el motor está caliente. LOS CAMPOS ELECTRICOS Y MAGNETICOS pueden ser peligrosos 2.a. La corriente eléctrica que circula a través de un conductor origina campos eléctricos y magnéticos (EMF) localizados. La corriente de soldadura crea campos EMF alrededor de los cables y los equipos de soldadura. 2.b. Los campos EMF pueden interferir con los marcapasos y en otros equipos médicos individuales, de manera que los operarios que utilicen estos aparatos deben consultar a su médico antes de trabajar con una máquina de soldar. 2.c. La exposición a los campos EMF en soldadura puede tener otros efectos sobre la salud que se desconocen. 2.d. Todo soldador debe emplear los procedimientos siguientes para reducir al mínimo la exposición a los campos EMF del circuito de soldadura: 2.d.1. Pasar los cables de pinza y de trabajo juntos Encintarlos juntos siempre que sea posible. 2.d.2. Nunca enrollarse el cable de electrodo alrededor del cuerpo. 2.d.3. No colocar el cuerpo entre los cables de electrodo y trabajo. Si el cable del electrodo está en el lado derecho, el cable de trabajotambién debe estar en el lado derecho. 2.d.4. Conectar el cable de trabajo a la pieza de trabajo lo más cerca posible del área que se va a soldar. ___________________________________________________ 1.g. Para impedir el arranque accidental de los motores de gasolina mientras se hace girar el motor o generador de la soldadura durante el trabajo de mantenimiento, desconectar los cables de las bujías, tapa del distribuidor o cable del magneto, según corresponda. 2.d.5. No trabajar al lado de la fuente de corriente. ii ii SEGURIDAD La DESCARGA ELÉCTRICA puede causar la muerte. 3.a. Los circuitos del electrodo y de trabajo están eléctricamente con tensión cuando el equipo de soldadura está encendido. No tocar esas piezas con tensión con la piel desnuda o con ropa mojada. Usar guantes secos sin agujeros para aislar las manos. 3.b. Aislarse del circuito de trabajo y de tierra con la ayuda de material aislante seco. Asegurarse de que el aislante es suficiente para protegerle completamente de todo contacto físico con el circuito de trabajo y tierra. Además de las medidas de seguridad normales, si es necesario soldar en condiciones eléctricamente peligrosas (en lugares húmedos o mientras se está usando ropa mojada; en las estructuras metálicas tales como suelos, emparrillados o andamios; estando en posiciones apretujadas tales como sentado, arrodillado o acostado, si existe un gran riesgo de que ocurra contacto inevitable o accidental con la pieza de trabajo o con tierra, usar el equipo siguiente: • Equipo de soldadura semiautomática de C.C. a tensión constante. • Equipo de soldadura manual C.C. • Equipo de soldadura de C.A. con control de voltaje reducido. 3.c. En la soldadura semiautomática o automática con alambre continuo, el electrodo, carrete de alambre, cabezal de soldadura, boquilla o pistola para soldar semiautomática también están eléctricamente con tensión. 3.d. Asegurar siempre que el cable de trabajo tenga una buena conexión eléctrica con el metal que se está soldando. La conexión debe ser lo más cercana posible al área donde se va a soldar. 3.e. Conectar el trabajo o metal que se va a soldar a una buena toma de tierra eléctrica. 3.f. Mantener el portaelectrodo, pinza de trabajo, cable de soldadura y equipo de soldadura en unas condiciones de trabajo buenas y seguras. Cambiar el aislante si está dañado. 3.g. Nunca sumergir el electrodo en agua para enfriarlo. 3.h. Nunca tocar simultáneamente la piezas con tensión de los portaelectrodos conectados a dos equipos de soldadura porque el voltaje entre los dos puede ser el total de la tensión en vacío de ambos equipos. 3.i. Cuando se trabaje en alturas, usar un cinturón de seguridad para protegerse de una caída si hubiera descarga eléctrica. 3.j. Ver también 6.c. y 8. Los RAYOS DEL ARCO pueden quemar. 4.a. Colocarse una pantalla de protección con el filtro adecuado para protegerse los ojos de las chispas y rayos del arco cuando se suelde o se observe un soldadura por arco abierto. Cristal y pantalla han de satisfacer las normas ANSI Z87.I. 4.b. Usar ropa adecuada hecha de material resistente a la flama durable para protegerse la piel propia y la de los ayudantes de los rayos del arco. 4.c. Proteger a otras personas que se encuentren cerca del arco, y/o advertirles que no miren directamente al arco ni se expongan a los rayos del arco o a las salpicaduras. Los HUMOS Y GASES pueden ser peligrosos. 5.a. La soldadura puede producir humos y gases peligrosos para la salud. Evite respirarlos. Durante la soldadura, mantenga la cabeza alejada de los humos. Utilice ventilación y/o extracción de humos junto al arco para mantener los humos y gases alejados de la zona de respiración. Cuando se suelda con electrodos que requieren ventilación especial (Ver instrucciones en el contenedor o la MSDS) o cuando se suelda con chapa galvanizada u otros metales o revestimeintos que producen humos tóxicos, evite exponerse lo más posible y dentro de los límites aplicables según OSHA PEL y ACGIH TLV utilizando un sistema de ventilación de extracción o mecánica local. En espacios confinados y a la intemperie, puede ser necesario el uso de respiración asistida. Asimismo se deben tomar precauciones al soldar con acero galvanizado. 5.b. La operación de equipo de control de humos de soldadura se ve afectada por diversos factores incluyendo el uso adecuado y el posicionamiento del equipo así como el procedimiento de soldadura específico y la aplicación utilizada. El nivel de exposición del trabajador deberá ser verificado durante la instalación y después periodicamente a fin de asegurar que está dentro de los límites OSHA PEL y ACGIH TLV permisibles. 5.c No soldar en lugares cerca de una fuente de vapores de hidrocarburos clorados provenientes de las operaciones de desengrase, limpieza o pulverización. El calor y los rayos del arco puede reaccionar con los vapores de solventes para formar fosgeno, un gas altamente tóxico, y otros productos irritantes. 5.c. Los gases protectores usados para la soldadura por arco pueden desplazar el aire y causar lesiones graves, incluso la muerte. Tenga siempre suficiente ventilación, especialmente en las áreas confinadas, para tener la seguridad de que se respira aire fresco. 5.d. Lea atentamente las instrucciones del fabricante de este equipo y el material consumible que se va a usar, incluyendo la hoja de datos de seguridad del material (MSDS) y siga las reglas de seguridad del empleado, distribuidor de material de soldadura o del fabricante. 5.e. Ver también 1.b. iii SEGURIDAD iii Las CHISPAS DE SOLDADURA pueden provocar un incendio o una explosión. 6.a. Quitar todas las cosas que presenten riesgo de incendio del lugar de soldadura. Si esto no es posible, taparlas para impedir que las chispas de la soldadura inicien un incendio. Recordar que las chispas y los materiales calientes de la soldadura puede pasar fácilmente por las grietas pequeñas y aberturas adyacentes al área. No soldar cerca de tuberías hidráulicas. Tener un extintor de incendios a mano. 6.b. En los lugares donde se van a usar gases comprimidos, se deben tomar precauciones especiales para prevenir situaciones de riesgo. Consultar “Seguridad en Soldadura y Corte“ (ANSI Estándar Z49.1) y la información de operación para el equipo que se esté utilizando. 6.c Cuando no esté soldando, asegúrese de que ninguna parte del circuito del electrodo haga contacto con el trabajo o tierra. El contacto accidental podría ocasionar sobrecalentamiento de la máquina y riesgo de incendio. 6.d. No calentar, cortar o soldar tanques, tambores o contenedores hasta haber tomado los pasos necesarios para asegurar que tales procedimientos no van a causar vapores inflamables o tóxicos de las sustancias en su interior. Pueden causar una explosión incluso después de haberse “limpiado”. Para más información, consultar “Recommended Safe Practices for the Preparation for Welding and Cutting of Containers and Piping That Have Held Hazardous Substances”, AWS F4.1 de la American Welding Society . 6.e. Ventilar las piezas fundidas huecas o contenedores antes de calentar, cortar o soldar. Pueden explotar. 6.f. Las chispas y salpicaduras son lanzadas por el arco de soldadura. Usar ropa adecuada que proteja, libre de aceites, como guantes de cuero, camisa gruesa, pantalones sin bastillas, zapatos de caña alta y una gorra. Ponerse tapones en los oídos cuando se suelde fuera de posición o en lugares confinados. Siempre usar gafas protectoras con protecciones laterales cuando se esté en un área de soldadura. 6.g. Conectar el cable de trabajo a la pieza tan cerca del área de soldadura como sea posible. Los cables de la pieza de trabajo conectados a la estructura del edificio o a otros lugares alejados del área de soldadura aumentan la posibilidad de que la corriente para soldar traspase a otros circuitos alternativos como cadenas y cables de elevación. Esto puede crear riesgos de incendio o sobrecalentar estas cadenas o cables de izar hasta hacer que fallen. 6.h. Ver también 1.c. La BOTELLA de gas puede explotar si está dañada. 7.a. Emplear únicamente botellas que contengan el gas de protección adecuado para el proceso utilizado, y reguladores en buenas condiciones de funcionamiento diseñados para el tipo de gas y la presión utilizados. Todas las mangueras, rácores, etc. deben ser adecuados para la aplicación y estar en buenas condiciones. 7.b. Mantener siempre las botellas en posición vertical sujetas firmemente con una cadena a la parte inferior del carro o a un soporte fijo. 7.c. Las botellas de gas deben estar ubicadas: • Lejos de las áreas donde puedan ser golpeados o estén sujetos a daño físico. • A una distancia segura de las operaciones de corte o soldadura por arco y de cualquier fuente de calor, chispas o llamas. 7.d. Nunca permitir que el electrodo, portaelectrodo o cualquier otra pieza con tensión toque la botella de gas. 7.e. Mantener la cabeza y la cara lejos de la salida de la válvula de la botella de gas cuando se abra. 7.f. Los capuchones de protección de la válvula siempre deben estar colocados y apretados a mano, excepto cuando la botella está en uso o conectada para uso. 7.g. Leer y seguir las instrucciones de manipulación en las botellas de gas y el equipamiento asociado, y la publicación P-I de CGA, “Precauciones para un Manejo Seguro de los Gases Comprimidos en los Cilindros“, publicado por Compressed Gas Association 1235 Jefferson Davis Highway, Arlington, VA 22202. PARA equipos ELÉCTRICOS 8.a. Cortar la electricidad entrante usando el interruptor de desconexión en la caja de fusibles antes de trabajar en el equipo. 8.b. Conectar el equipo a la red de acuerdo con U.S. National Electrical Code, todos los códigos y las recomendaciones del fabricante. 8.c. Conectar el equipo a tierra de acuerdo con U.S. National Electrical Code, todos los códigos y las recomendaciones del fabricante. 6.i. Lea y siga el NFPA 51B “ Estándar para Prevención de Incendios Durante la Soldadura, Corte y otros Trabajos Calientes”, disponible de NFPA, 1 Batterymarch Park, PO box 9101, Quincy, Ma 022690-9101. 6.j. No utilice una fuente de poder de soldadura para descongelación de tuberías. Visite http://www.lincolnelectric.com/safety para obtener información adicional. v v Gracias por seleccionar un producto de CALIDAD fabricado por Lincoln Electric. Queremos que esté orgulloso al operar este producto de Lincoln Electric Company••• tan orgulloso como lo estamos como lo estamos nosotros al ofrecerle este producto. POLÍTICA DE ASISTENCIA AL CLIENTE El negocio de la Lincoln Electric Company es fabricar y vender equipo de soldadura, consumibles y equipo de corte de alta calidad, Nuestro reto es satisfacer las necesidades de nuestros clientes y exceder sus expectativas. A veces, los compradores pueden pedir consejo o información a Lincoln Electric sobre el uso de sus productos. Les respondemos con base en la mejor información que tengamos en ese momento. Lincoln Electric no está en posición de garantizar o avalar dicho consejo, y no asume ninguna responsabilidad con respecto a dicha información o guía. Expresamente declinamos cualquier garantía de cualquier tipo, incluyendo cualquier garantía de conveniencia para el fin particular de algún cliente, con respecto a dicha información o consejo. Como un asunto de consideración práctica, tampoco podemos asumir ninguna responsabilidad por actualizar o corregir dicha información o consejo una vez que se ha dado, ni tampoco el hecho de proporcionar la información o consejo crea, amplía o altera ninguna garantía en relación con la venta de nuestros productos. Lincoln Electric es un fabricante responsable, pero la selección y uso de productos específicos vendidos por el mismo está únicamente dentro del control del cliente, y permanece su sola responsabilidad. Varias variables más allá del control de Lincoln Electric afectan los resultados obtenidos al aplicar estos tipos de métodos de fabricación y requerimientos de servicio. Sujeto a Cambio – Esta información es precisa en nuestro mejor leal saber y entender al momento de la impresión. Sírvase consultar www.lincolnelectric.com para cualquier información actualizada. Favor de Examinar Inmediatamente el Cartón y el Equipo para Verificar si Existe Algún Daño Cuando este equipo se envía, el título pasa al comprador en el momento que éste recibe el producto del transportista. Por lo tanto, las reclamaciones por material dañado en el envío las debe realizar el comprador en contra de la compañía de transporte en el momento en el que recibe la mercancía. Por favor registre la información de identificación del equipo que se presenta a continuación para referencia futura. Esta información se puede encontrar en la placa de identificación de la máquina. Producto _________________________________________________________________________________ Número de Modelo _________________________________________________________________________ Número de Código o Código de Fecha__________________________________________________________ Número de Serie___________________________________________________________________________ Fecha de Compra__________________________________________________________________________ Lugar de Compra_________________________________________________________________________ En cualquier momento en que usted solicite alguna refacción o información acerca de este equipo proporcione siempre la información que se registró anteriormente. El número de código es especialmente importante al identificar las partes de reemplazo correctas. Registro del Producto En Línea - Registre su máquina con Lincoln Electric ya sea vía fax o a través de Internet. • Para envío por fax: Llene la forma en la parte posterior de la declaración de garantía incluida en el paquete de literatura que acompaña esta máquina y envíe por fax la forma de acuerdo con las instrucciones impresas en ella. • Para registro en línea: Visite nuestro SITIO WEB en www.lincolnelectric.com. Seleccione la opción "Ayuda" y luego "Registro de productos". Por favor, rellene el formulario y enviar su registro. Lea este Manual del Operador completamente antes de empezar a trabajar con este equipo. Guarde este manual y téngalo a mano para cualquier consulta rápida. Ponga especial atención a las diferentes consignas de seguridad que aparecen a lo largo de este manual, por su propia seguridad. El grado de importancia a considerar en cada caso se indica a continuación. ADVERTENCIA Este mensaje aparece cuando la información que acompaña debe ser seguida exactamente para evitar daños personales graves o incluso la pérdidad de la vida. PRECAUCIÓN Este mensaje aparece cuando la información que acompaña debe ser seguida para evitar daños personales menos graves o daños a este equipo. vi vi TABLA DE CONTENIDO Página Instalación.........................................................................................................Sección A Especificaciones Técnicas - POWER WAVE® 455M ............................................A-1 Precauciones de Seguridad...................................................................................A-2 Selección de la Ubicación Adecuada ....................................................................A-2 Levantamiento.................................................................................................A-2 Estibación........................................................................................................A-2 Aterrizamiento de la Máquina ................................................................................A-2 Protección Contra Alta Frecuencia ........................................................................A-2 Conexión de Entrada .............................................................................................A-2 Consideraciones de Fusibles de Entrada y Cable de Alimentación ......................A-3 Procedimiento de Cambio del Voltaje de Entrada .................................................A-3 Conexiones del Electrodo y Cable de Trabajo ......................................................A-3 Inductancia del Cable, y sus Efectos en la Soldadura Pulsante............................A-4 Polaridad de Electrodo Negativa ...........................................................................A-4 Sensión de Voltaje ............................................................................................... A-4 Interconexiones de la Power Wave a Alimentador de Alambre Power Feed Semiautomático .............A-5 Descripción del Sistema ........................................................................................A-5 Soldadura con Múltiples Power Wave ...................................................................A-6 Especificaciones del Cable de Control ..................................................................A-6 Arcos Múltiples Sin Sincronizar .............................................................................A-7 Especificaciones del receptáculo I / O...................................................................A-8 Configuracionesdel Interruptor Dip .................................................................A-8 Interruptor Dip de la Tarjeta de Control...........................................................A-8 Sensor de Flujo de Agua.................................................................................A-8 ________________________________________________________________________ Operación........................................................................................................Sección B Precauciones de Seguridad...................................................................................B-1 Símbolos Gráficos que aparecen en esta máquina o en este manual ..................B-2 Definición de los Términos de Soldadura ..............................................................B-3 Descripción General ..............................................................................................B-4 Procesos y Equipos Recomendados.....................................................................B-4 Equipo Requerido ..................................................................................................B-4 Limitaciones...........................................................................................................B-4 Ciclo de Trabajo y Periodo ....................................................................................B-4 Controles del Gabinete Frontal .......................................................................B-5 Procedimientos Nominales .............................................................................B-6 Procedimientos de Borde................................................................................B-6 Cómo Hacer una Soldadura............................................................................B-6 Ajuste de Soldadura........................................................................................B-6 Soldadura de Voltaje Constante .....................................................................B-7 Soldadura Pulsante.........................................................................................B-8 ________________________________________________________________________ Accesorios ......................................................................................................Sección C Equipo Opcional ....................................................................................................C-1 Instalado de Fábrica .......................................................................................C-1 Instalado de Campo........................................................................................C-1 Equipo de Lincoln Compatible ........................................................................C-1 ________________________________________________________________________ Mantenimiento ...............................................................................................Sección D Precauciones de Seguridad ..................................................................................D-1 Mantenimiento de Rutina.......................................................................................D-1 Mantenimiento Periódico .......................................................................................D-1 Especificación de Calibración................................................................................D-1 ________________________________________________________________________ vii vii TABLA DE CONTENIDO Página Localización de Averías ...................................................................................Sección E Cómo Utilizar la Guía de Localización de Averías.................................................E-1 Cómo Utilizar los LED de Estado para Localizar Problemas del Sistema.............E-2 Códigos de Error de las Power Wave....................................................................E-3 Guía de Localización de Averías .............................................................E-4 thru E-6 ________________________________________________________________________ Diagrama de Cableado ................................................................Sección F-1, F-2, F-3 Diagramas de Conexión..............................................................................Sección F-4 Dibujo de Dimensión...................................................................................Sección F-5 ________________________________________________________________________ Listas de Partes Serie ....................................................................P-438, P-702 Series ________________________________________________________________________ A-2 A-2 INSTALACIÓN PRECAUCIONES DE SEGURIDAD LEVANTAMIENTO Lea toda la sección de instalación antes de Levante la máquina utilizando únicamente la oreja de levante. Ésta está diseñada sólo para levantar la fuente de poder. No intente levantar la Power Wave con accesorios instalados en la misma. empezar a instalar. ADVERTENCIA ESTIBACIÓN La DESCARGA ELÉCTRICA puede causar la muerte. • Sólo personal calificado deberá realizar esta instalación. • APAGUE la alimentación en el interruptor de desconexión o caja de fusibles antes de trabajar en este equipo. Apague la alimentación a cualquier otro equipo conectado al sistema de soldadura en el interruptor de desconexión o caja de fusibles antes de trabajar en el equipo Las máquinas Power Wave se pueden estibar en un máximo de 3. PRECAUCIÓN La máquina inferior siempre deberá colocarse sobre una superficie firme, segura y nivelada. De lo contrario, existe peligro de que las máquinas se caigan. • No toque las partes eléctricamente calientes. • Siempre conecte la terminal de aterrizamiento de la Power Wave® (localizada dentro de la puerta de acceso de entrada de reconexión) a un aterrizamiento (Tierra) de seguridad adecuado. ------------------------------------------------------------------------- SELECCIÓN DE LA UBICACIÓN ADECUADA No utilice las Power Wave® en ambientes externos. La fuente de poder Power Wave® no deberá someterse a precipitaciones de agua así como ninguna parte deberá sumergirse en la misma. Hacerlo puedo provocar una operación inadecuada así como crear un riesgo de seguridad. La mejor práctica es mantener la máquina en un área seca y protegida. No monte la POWER WAVE® 455M sobre superficies combustibles. Donde haya una superficie combustible directamente bajo equipo eléctrico estacionario o fijo, la misma deberá cubrirse con una placa de acero de por lo menos 1.6mm (.060") de grueso, que deberá extenderse no menos de 150 mm (5.90") mas allá de todos los lados del equipo. Coloque la soldadora donde aire limpio y frío pueda circular libremente a través de las rejillas posteriores y hacia afuera por los lados y parte inferior del gabinete. Deberá mantenerse al mínimo la suciedad, polvo o cualquier material extraño que pudiera entrar en la soldadora. No utilice filtros en la toma de aire porque el flujo del mismo podría restringirse. No observar estas precauciones puede dar como resultado temperaturas de operación excesivas y paros molestos. Las máquinas están equipadas con circuitería F.A.N. (ventilador según se necesite). El ventilador funciona cada vez que se habilita la salida, ya sea bajo condiciones de carga o circuito abierto. El ventilador también funciona por un periodo (aproximadamente de 5 minutos) después de inhabilitar la salida, a fin de asegurar que todos los componentes se enfríen adecuadamente. Si así se desea, la función F.A.N. se puede inhabilitar (hacienda que el ventilador funcione cada vez que se encienda la fuente de poder). A fin de inhabilitar F.A.N., conecte los cables 444 y X3A juntos en la salida del relé de control del ventilador de estado sólido, localizado en la parte posterior de la cubierta de la tarjeta de PC de Control. (Vea el Diagrama de Cableado). ATERRIZAMIENTO DE LA MÁQUINA El armazón de la soldadora deberá aterrizarse. Para este fin, una terminal a tierra marcada con el símbolo correspondiente se localiza dentro de la puerta de acceso de reconexión/entrada. Para los métodos de aterrizamiento adecuados, vea los códigos eléctricos locales y nacionales. PROTECCIÓN CONTRA ALTA FRECUENCIA Coloque la Power Wave® lejos de cualquier maquinaria controlada por radiofrecuencia. PRECAUCIÓN La operación normal de la Power Wave ® puede afectar adversamente la operación de equipo controlado por RD, lo que a su vez puede dar como resultado lesiones corporales o daño al equipo. CONEXIÓN DE ENTRADA ADVERTENCIA Sólo un electricista calificado deberá conectar los cables de entrada a la Power Wave®. La conexiones deberán hacerse conforme a todos los códigos eléctricos nacionales y locales, y el diagrama de conexión localizado dentro de la puerta de acceso de reconexión / entrada de la máquina. No hacerlo, puede dar como resultado lesiones corporales o la muerte. -----------------------------------------------------------------------Utilice una línea trifásica. El orificio de acceso de 1.75 pulg (45 mm) para el suministro de alimentación se localiza en la extrema superior del gabinete al lado de la puerta de acceso de entrada. Conecte L1, L2, L3 y aterrice de acuerdo con la etiqueta del Diagrama de Conexión de Entrada en la parte interna de la puerta o consulte la Figura A.1 de la página siguiente. POWER WAVE® 455M A-3 A-3 INSTALACIÓN FIGURA A.1 – DIAGRAMA DE CONEXIÓN EN LA PUERTA DE ACCESO DE CONEXIÓN/ENTRADA DIAGRAMA DE CONEXIÓN DE SUMINISTRO DE ENTRADA ADVERTENCIA . Desconecte la alimentación antes de inspeccionar o dar servicio a la máquina. a con las cubiertas removidas. . No toque las partes eléctricamente vivas. . LA DESCARGA ELÉCTRICA PUEDE CAUSAR LA MUERTE . No Sólo personal calificado deberá instalar, utilizar o dar servicio a este equipo. NOTA: APAGUE la alimentación principal de la máquina antes de realizar el procedimiento de conexión. No hacerlo, dará como resultado daños a la máquina CONSIDERACIONES DE FUSIBLES DE ENTRADA Y ALAMBRES DE SUMINISTRO Para los tamaños y tipos recomendados de fusibles y alambres, consulte las Especificaciones Técnicas al principio de la Sección de Instalación. Fusione el circuito de entrada con el fusible de quemado lento recomendado o interruptor tipo demora (también llamado de “tiempo inverso” o “térmico/magnético"). Elija el tamaño del alambre de entrada y aterrizamiento conforme a los códigos eléctricos locales y nacionales. Utilizar tamaños de alambres de entrada, fusibles o interruptores automáticos más pequeños que los recomendados podría dar como resultado paros “molestos” de las corrientes de entrada de la soldadora, aún cuando la máquina no se esté utilizando a altas corrientes. CAMBIO DE VOLTAJE DE ENTRADA (SÓLO PARA MÁQUINAS DE MÚLTIPLES VOLTAJES DE ENTRADA) Las soldadoras se envían conectadas para el voltaje de entrada más alto enlistado en la placa de capacidades. A fin de cambiar esta conexión a un voltaje de entrada diferente, vea el diagrama localizado dentro de la puerta de acceso de entrada. Si el interruptor de reconexión principal o posición de enlace se coloca en la posición equivocada, la soldadora no producirá potencia de salida. Si el cable Auxiliar (A) se coloca en la posición equivocada, podría haber dos resultados posibles. Si el cable se coloca en una posición más alta que el voltaje de línea aplicado, la soldadora no se encenderá de ninguna manera. Si el cable Auxiliar se coloca (A) en una posición más baja que el voltaje de línea aplicado, la soldadora no se encenderá y los dos fusibles o interruptores automáticos localizados en el área de reconexión se abrirán. Si esto ocurre, apague el voltaje de entrada, conecte adecuadamente el cable (A), reemplace el fusible, e intente de nuevo. Para máquinas equipadas con un fusible en el área de reconexión, apague el voltaje de entrada y reemplace el fusible con el fusible de refacción que está instalado en el pin del interruptor de reconexión CONEXIONES DE ELECTRODO Y CABLE DE TRABAJO Conecte un cable de trabajo de tamaño y longitud suficientes (Conforme a la Tabla 1) entre la terminal de salida apropiada en la fuente de poder y el trabajo. Asegúrese de que la conexión al trabajo haga buen contacto eléctrico de metal a metal. A fin de evitar problemas de interferencia con otro equipo y lograr la mejor operación posible, enrute todos los cables directamente al trabajo y alimentador de alambre. Evite longitudes excesivas y no enrolle el exceso de cable. Los tamaños mínimos de cables de trabajo y electrodo son los siguientes: TABLA A.1 Corriente (Ciclo de Trabajo del 60%) TAMAÑO MÍNIMO DE CABLE DE TRABAJO DE COBRE AWG Hasta 30 m de longitud (100 pies) 400 Amps 2/0 (67 mm2) 500 Amps 3/0 (85 mm2) 600 Amps 3/0 (85 mm2) NOTA: El cable de soldadura coaxial K1796 se recomienda para reducir la inductancia del cable en longitudes de cable largas. Esto es especialmente importante cuando se realiza soldadura pulsante de hasta 350 amps. PRECAUCIÓN Cuando utilice fuentes de poder tipo inversor como las Power Wave®, use los cables de soldadura más largos (electrodo y trabajo) que sean prácticos. Por lo menos, alambre de cobre de 2/0 (67 mm2) – incluso si la corriente de salida promedio normalmente no lo requiera. Cuando se hace una soldadura pulsante, la corriente pulsante puede alcanzar niveles muy altos. Las caídas de voltaje pueden volverse excesivas, llevando a características deficientes de soldadura, si se utilizan cables de soldadura de tamaño menor. ------------------------------------------------------------------------ POWER WAVE® 455M A-4 A-4 INSTALACIÓN INDUCTANCIA DE LOS CABLES, Y SU EFECTO EN LA SOLDADURA PULSANTE La inductancia de los cables hará que el desempeño de la soldadura disminuya para los procesos de Soldadura Pulsante. Para una longitud de circuito de soldadura total menor de 15.24 m (50 pies), se pueden utilizar cables de soldadura tradicionales sin ningún efecto en el desempeño de la soldadura. Para una longitud de circuito de soldadura total mayor de 15.24 m (50 pies), se recomiendan los Cables de Soldadura Coaxiales K1796. La longitud del circuito de soldadura se define como el total de la longitud del cable del electrodo (A) + longitud de cable de trabajo (B) + longitud de trabajo (C) (Vea la figura A.3). A C TRABAJO B Para longitudes largas de piezas de trabajo, deberá considerarse una tierra deslizable para mantener la longitud total del circuito de soldadura en menos de 15.24 m (54 pies). (Vea la Figura A.4.) FIGURA A.4 FIGURA A.4 POWER WAVE PRECAUCIÓN Las caídas de voltaje excesivas provocadas por conexiones deficientes de la pieza de trabajo, a menudo dan como resultado un desempeño de soldadura insatisfactorio. ------------------------------------------------------------------------ POLARIDAD DE ELECTRODO NEGATIVA Cuando se requiere polaridad de electrodo negativa, como en algunas aplicaciones Innershield, cambia las conexiones de salida en la fuente de poder (cable del electrodo al borne negativo (-), y cable de trabajo al borne positivo (+)). FIGURA A.3 POWER WAVE Para información adicional relacionada con la conexión del electrodo y cable de trabajo, vea la “INFORMACIÓN DE SEGURIDAD” estándar localizada al frente de los Manuales de Instrucción. A SENSIÓN DE VOLTAJE A C TRABAJO B Cuando se opera con una polaridad de electrodo negativa, el interruptor DIP de “Polaridad de Sensión del Electrodo" debe establecerse en la posición "Negativa" en la Tarjeta de PC de Cabezal de Alimentación del Mecanismo de Alimentación. La configuración predeterminada del interruptor es de una polaridad de electrodo positiva. Para mayores detalles, consulte el manual de instrucciones de Power Feed®. C B TRABAJO DESLIZANTE CABLE COAXIAL K1796 MEDIR DESDE EXTREMO DE LA CUBIERTA EXTERNA DEL CABLE Las conexiones de salida en algunas Power Wave® se hacen a través de bornes de salida roscados de 1/213 localizados debajo de la cubierta de salida con resorte en la parte inferior del frente del gabinete. La mayoría de las aplicaciones de soldadura funcionan con el electrodo positivo (+). Para esas aplicaciones, conecte el cable del electrodo entre el alimentador de alambre y el borne de salida positivo (+) en la fuente de poder (localizada debajo de la cubierta de salida con resorte cerca del fondo del frente del gabinete). Conecte el otro extremo del cable del electrodo a la placa de alimentación del mecanismo de alimentación. La terminal del cable del electrodo debe estar contra la placa de alimentación. Asegúrese de que la conexión a la placa de alimentación haga buen contacto eléctrico de metal a metal. El cable del electrodo deberá ser de un tamaño acorde con las especificaciones dadas en la sección de conexión del cable de trabajo. Conecte un cable de trabajo del borne de salida negativo (-) de la fuente de poder a la pieza de trabajo. La conexión de la pieza de trabajo debe ser firme y segura, especialmente si se planea hacer una soldadura pulsante. El mejor desempeño de arco ocurre cuando las Power Wave ® tienen datos sobre las condiciones del mismo. Dependiendo del proceso, la inductancia dentro de los cables del electrodo y trabajo puede influir en el voltaje presente en los bornes de la soldadora. Los cables de sensión de voltaje mejoran la precisión sobre las condiciones del arco y pueden tener un efecto dramático en el desempeño. Para este fin, se encuentran disponibles Kits de Cables de Sensión (K940-10, -25 ó -50). PRECAUCIÓN Si la sensión de voltaje está habilitada pero no hay cables de sensión, o están mal conectados o si el interruptor de polaridad del electrodo está configurado inadecuadamente, pueden presentarse salidas de soldadura extremadamente altas. -----------------------------------------------------------------------El cable de sensión de ELECTRODO (67) se integra en el cable de control y queda habilitado automáticamente para todos los procesos semiautomáticos. El cable de sensión de TRABAJO (21) se conecta a la Power Wave® en el conector de cuatro pines localizado bajo la cubierta del borne de salida. En forma predeterminada, el voltaje de TRABAJO se monitorea en el borne de salida en la POWER WAVE® 455M. Para mayor información sobre el cable de sensión de TRABAJO (21), vea "Sensión de Voltaje de Trabajo” en el siguiente párrafo. En forma predeterminada, todos los procesos de corriente constante detectan el voltaje en los bornes de salida de la POWER WAVE® 455M. POWER WAVE® 455M A-5 A-5 INSTALACIÓN Habilite los cables de sensión de voltaje en la siguiente forma: TABLA A.2 Proceso Cable 67 de Sensión de Cable 21 se Sensión Voltaje del Electrodo * de Voltaje de Trabajo GMAW Cable 67 requerido Cable 21 opcional GMAW-P Cable 67 requerido Cable 21 opcional FCAW Cable 67 requerido Cable 21 opcional GTAW Sensión de voltaje en bornes Sensión de voltaje en bornes GMAW Sensión de voltaje en bornes Sensión de voltaje en bornes SAW Cable 67 requerido Cable 21 opcional CAC Sensión de voltaje en bornes Sensión de voltaje en bornes * El cable de sensión 67 de voltaje del electrodo está integrado en el cable de control que va al alimentador de alambre. Sensión de Voltaje del Electrodo Habilitar o inhabilitar la sensión de voltaje del electrodo se configura automáticamente a través del software. El cable 67 de sensión del electrodo está dentro del cable que va al alimentador de alambre y siempre está conectado cuando un alimentador de alambre está presente. PRECAUCIÓN Importante: La polaridad del electrodo debe configurarse en el cabezal de alimentación para todos los procesos semiautomáticos. No hacerlo, puede dar como resultado salidas de soldadura extremadamente altas. ------------------------------------------------------------------------ Sensión de Voltaje de Trabajo Las POWER WAVE® 455M estándar utilizan el borne de trabajo en forma predeterminada (el cable de sensión de trabajo está inhabilitado). INTERCONEXIONES DE POWER WAVE A ALIMENTADOR DE ALAMBRE POWER FEED SEMIAUTOMÁTICO Para procesos que requieren sensión de voltaje de trabajo, conecte el cable (21) de sensión de voltaje de trabajo (K940) del receptáculo de cable de sensión de trabajo de la Power Wave® a la pieza de trabajo. Conecte el cable de sensión a la pieza de trabajo tan cerca de la soldadura como sea práctico, pero no en la ruta de corriente de retorno. Habilite la sensión de trabajo en la Power Wave® en la siguiente forma: La POWER WAVE® 455M y la familia POWER FEED® semiautomática se comunican a través de un cable de control de 5 conductores (K1543). El cable de control consiste de dos cables de alimentación, un par trenzado para comunicación digital, y un cable para sensión de voltaje. Los cables están diseñados para conectarse de extremo a extremo para facilidad de extensión. El receptáculo de salida en la POWER WAVE® 455M se localiza debajo de la cubierta de salida con resorte en la parte inferior del frente del gabinete. El receptáculo de entrada en la Power Feed® se localiza típicamente en la parte posterior del alimentador o en la parte inferior de la interfaz del usuario. ADVERTENCIA • No toque las partes o electrodos eléctricamente vivos con su piel o ropa mojada. • Aíslese del trabajo y tierra. • Siempre utilice guantes aislantes secos. ------------------------------------------------------------1. Apague la alimentación de la fuente de poder en el interruptor de desconexión. 2. Retire la cubierta frontal de la fuente de poder. 3. La tarjeta de control está en el lado izquierdo de la fuente de poder. Localice el interruptor DIP de 8 posiciones y busque el interruptor 8 del interruptor DIP. Debido a la flexibilidad de la plataforma, la configuración puede variar. Lo siguiente es una descripción general del sistema. 1 2 3 4 5 6 7 8 DESCRIPCIÓN DEL SISTEMA O N 4. Utilizando un lápiz u otro objeto pequeño, deslice el interruptor a la posición de apagado si el cable de sensión de trabajo NO está conectado. En forma contraria, deslice el interruptor a la posición de ENCENDIDO si el cable de sensión de trabajo está presente. Por conveniencia, los cables del electrodo y de control se pueden enrutar detrás de los anclajes derecho o izquierdo (bajo la cubierta de salida con resorte), y a lo largo de los canales que se forman en la base de la Power Wave®, hacia afuera por la parte de atrás de los canales, y de ahí al alimentador de alambre. 5. Vuelva a colocar la cubierta y tornillos. La tarjeta de PC “leerá“ el interruptor al encendido, y configurará el cable de sensión de voltaje de trabajo adecuadamente. La familia de productos POWER WAVE® 455M y Power Feed M utilizan un sistema de comunicación digital llamado ArcLink. En palabras simples, ArcLink permite que grandes cantidades de información pasen a muy altas velocidades entre los componentes (nodos) en el sistema. El sistema requiere solo dos alambres para su comunicación, y debido a su estructura tipo bus los componentes pueden estar conectados a la red en cualquier orden, simplificando así la configuración del sistema. Cada "sistema" debe contener solo una fuente de poder. El número de alimentadores de alambre se determina por el tipo de alimentadores de alambre. Para mayores detalles, consulte el manual de instrucciones del alimentador de alambre. POWER WAVE® 455M A-6 A-6 INSTALACIÓN CONFIGURACIÓN DEL SISTEMA Para los códigos menores a 11100, consulte el manual de instrucciones de Power Feed® semiautomático a fin de obtener información de configuración sobre los parámetros del interruptor DIP. Para los códigos superiores a 11100, la fuente de poder “Correlacionará Automáticamente” el sistema, eliminando la necesidad de establecer los interruptores DIP para configurar al mismo. ALIMENTADOR DE CABEZAL SENCILLO Si no es posible “Correlacionar Automáticamente” un sistema, entonces la luz de estado en la fuente de poder parpadeará rápidamente en verde y se inhabilitará la salida de la soldadora. Si un sistema no cuenta con “Correlación Automática”, entonces consulte el manual de instrucciones del accesorio que se está utilizando para obtener información de configuración sobre los parámetros del interruptor DIP, o consulte a su representante de ventas local de Lincoln. ALIMENTADOR DE CABEZAL DUAL SE PERMITEN HASTA 4 ALIMENTADORES POWER WAVE 455M ® POWER WAVE 455M ® CABEZAL DE ALIMENTACIÓN ALIMENTADOR EN ESTRUCTURA DE BRAZO VOLANTE DE CABEZAL SENCILLO SE PERMITEN HASTA 4 ALIMENTADORES POWER WAVE 455M ® FH 1 ALIMENTADOR EN ESTRUCTURA DE BRAZO VOLANTE DE CABEZAL SENCILLO ® INTERFAZ ANALÓGICA DEL CONTROLADOR PLC DEL ROBOT POWER WAVE 455M etc. POWER WAVE® 455M MÓDULO DEL MECANISMO DE ALIMENTACIÓN PF-10R A-7 A-7 INSTALACIÓN APLICACIÓN AUTOMÁTICA DURA ALTERNA (utilizando módulo WD, UI y PF-10R) POWER WAVE® 455M PF-10R WIRE DRIVE MODULE (FH1) APLICACIÓN DE AUTOMATIZACIÓN DURA DE COMBINACIÓN (c/ módulo WD semiautomático y PF-10R) POWER WAVE® 455M PF-10R WIRE DRIVE MODULE DUAL HEAD (FH1) Sistema que NO es de "Correlación Automática" ALIMENTADOR EN ESTRUCTURA DE BRAZO VOLANTE DE CABEZAL DUAL (utilizando dos cabezales sencillos) POWER WAVE 455M ® CABEZAL DUAL FH-1 FH-2 En este caso, los cabezales de alimentación individual necesitan asignarse al control del cabezal dual, y se debe inhabilitar la correlación automática PW455 y encender los Grupos de Equipo (Vea la Figura A-6). (Vea la documentación del Alimentador para información sobre la configuración de los interruptores DIP del alimentador) POWER WAVE® 455M A-8 A-8 INSTALACIÓN SOLDADURA CON MÚLTIPLES POWER WAVE PRECAUCIÓN Deberá tenerse especial cuidado si hay más de una Power Wave® soldando simultáneamente en una sola parte. Puede ocurrir o magnificarse un soplado e interferencia del arco. -----------------------------------------------------------------------Cada fuente de poder requiere un cable de trabajo del borne de trabajo a la estructura de soldadura. No combine todos los cables de trabajo en un solo cable. Las direcciones de recorrido de soldadura deberán ser en sentido contrario al cable de trabajo como se muestra a continuación. Conecte todos los cables de sensión de trabajo de cada fuente de poder a la pieza de trabajo al final de la soldadura. Para mejores resultados al realizar una soldadura pulsante, utilice el mismo tamaño de alambre y velocidad de alimentación de alambre para todas las Power Wave. Cuando estos parámetros son idénticos, la frecuencia pulsante será la misma, ayudando a estabilizar los arcos. ESPECIFICACIONES DEL CABLE DE CONTROL Se recomienda utilizar siempre cables de control genuinos de Lincoln. Los cables de Lincoln están específicamente diseñados para las necesidades de comunicación y alimentación de los sistemas Power Wave® / Power Feed®. PRECAUCION El uso de cables no estándar, especialmente en longitudes mayores a 7.62 m (25 pies), puede llevar a problemas de comunicación (paros del sistema), pobre aceleración del motor (inicio de arco deficiente) y baja fuerza del mecanismo de alimentación (problemas de alimentación de alambre). -----------------------------------------------------------------------La serie K1543 de cables de control se puede conectar de extremo a extremo para facilidad de extensión. No exceda una longitud de cable de control total de más de 30.5 m (100 pies). Cada pistola de soldadura requiere un regulador de gas protector separado para una velocidad de flujo y cobertura de gas protector adecuadas. No intente administrar el gas protector para dos o más pistolas desde un solo regulador. Si se utiliza un sistema antisalpicadura, entonces cada pistola debe tener el suyo. (Vea la Figura A.2) FIGURA A.2 DOS POWER WAVES® POWERWAVE - POWER WAVE POWERWAVE POWER WAVE - + + Dirección de Recorrido Conecte Todos los Cables de Sensión del Trabajo en la E de la Junta. Conecte Todos los Cables de Trabajo de Soldadura al Principio POWER WAVE® 455M A-9 A-9 INSTALACIÓN LINEAMIENTOS DE COLOCACIÓN DE CABLES DE SENSIÓN Y CABLES DE TRABAJO SIN SINCRONIZAR DE ARCO MÚLTUPLE Fuente de Poder #1 El flujo de corriente del arco #1 afecta al cable de sensión #2. Trabajo # 1 Sensión # 1 Arco #1 El flujo de corriente del arco #2 afecta al cable de sensión #1 Trabajo # 2 Sensión # 2 ente orri ec jo d MAL Fuente de Poder #2 Flu Ninguno de los cables de sensión detecta el voltaje de trabajo correcto lo que causa inestabilidad en el arranque y en el arco de soldadura. Arco #2 Arco #1 Fuente de Poder #2 Fuente de Poder #1 ente orri ec jo d Trabajo # 2 Sensión # 2 Flu El cable de sensión #1 sólo se ve afectado por el flujo de corriente del Arco #1 El cable de sensión #2 sólo se ve afectado por el flujo de corriente del Arco #2 Debido a las caídas de voltaje de la pieza de trabajo, el voltaje de arco puede estar bajo haciendo necesario desviarse de los procedimientos estándar. Arco #2 Trabajo # 1 Sensión # 1 Fuente de Poder #1 MEJOR Ambos cables de sensión están fuera de las rutas de corriente. Trabajo # 1 Arco #1 BIEN Ambos cables de sensión detectan el voltaje de arco en forma precisa. Trabajo # 2 e ient o Fluj orr de c Fuente de Poder #2 Arco #2 No hay caída de voltaje entre el arco y cable de sensión. Inicios y arcos mejores, resultados más confiables. Sensión # 1 Sensión # 2 POWER WAVE® 455M A-10 A-10 INSTALACIÓN ESPECIFICACIONES DEL RECEPTÁCULO I / O TABLA 3 RECEPTÁCULO DEL ALIMENTADOR DE ALAMBRE S1 PIN CABLE# FUNCIÓN A 53 Bus de Comunicación L B 54 Bus de Comunicación H C 67A Sensión de Voltaje del Electrodo D 52 0vdc E 51 +40vdc TABLA 4 RECEPTÁCULO DE SENSIÓN DE VOLTAJE S2 PIN CABLE# FUNCIÓN Sensión de Voltaje de Trabajo 3 21A TABLA 5 RECEPTÁCULO RS232 S3 PIN CABLE# FUNCIÓN 2 253 RS232 Recepción 3 254 RS232 Transmisión 4 # S3 Pin5 5 # S3 Pin4 6 ## S3 Pin20 20 ## S3 Pin6 7 251 RS232 RS232 Común Int 7 auto-correlación apag.(predeterm) habil. correlación enc. desahabilitar autocorrelación Int 8 Cable de lectura de trabajo *apag.(predeterm) Cable de lectura de trabajo no conectado on Cable de lectura de trabajo conectado * La POWER WAVE® 455M no incluye un cable de sensión de trabajo. FIGURA A.5 TARJETA DE CONTROL (Ubicación del Interrupto CONFIGURACIONES Y UBICACIONES DE INTERRUPTOR DIP Los interruptores DIP en las Tarjetas de P.C. permiten la configuración personalizada de la Power Wave®. A fin de acceder los interruptores DIP: • Apague la alimentación en el interruptor de desconexión. • Remueva los cuatro tornillos superiores que aseguran el panel de acceso frontal. • Afloje, pero no remueva completamente, los dos tornillos inferiores que sostienen al panel de acceso. • Abra el panel de acceso, permitiendo que los dos tornillos inferiores soporten el peso del panel. Asegúrese de evitar que el peso del panel de acceso cuelgue del arnés. • Ajuste los interruptores DIP como sea necesario. • Vuelva a colocar el panel y los tornillos, y restablezca la alimentación. SENSOR DE FLUJO DE AGUA Las pistolas enfriadas por agua se pueden dañar muy rápidamente si se usan incluso momentáneamente sin flujo de agua. Se recomienda un sensor de flujo de agua para esos enfriadores de agua que no tienen un sensor de flujo integral. La práctica recomendada es instalar un sensor de flujo de agua como el K15361 en la línea de retorno de agua de la antorcha. Cuando se integra totalmente en el sistema de soldadura, el sensor evitará la soldadura si no hay flujo de agua presente. INTERRUPTOR DIP DE LA TARJETA DE CONTROL: interruptor 1 = reservado para uso futuro interruptor 2 = reservado para uso futuro interruptor 3 = equipo grupo 1 seleccionado (predeterminado=apagado) interruptor 4 = equipo grupo 2 seleccionado (predeterminado=apagado) interruptor 5 = reservado para uso futuro interruptor 6 = reservado para uso futuro interruptor 7 = correlación automática interruptor 8 = cable de sensión de trabajo (Vea la Figura A.6 para Alimentador en Estructura de Brazo Volante de Cabezal Dual) POWER WAVE® 455M FIGURA A.6 B-1 OPERACIÓN PRECAUCIONES DE SEGURIDAD Lea toda esta sección de instrucciones de operación antes de operar la máquina.. ADVERTENCIA La DESCARGA ELÉCTRICA puede causar la muerte. • A menos que esté utilizando la función de alimentación en frío, cuando alimenta con el gatillo de la pistola, el electrodo y mecanismo de alimentación están siempre energizados eléctricamente y podrían permanecer así por varios segundos después de dejar de soldar. • No toque las partes eléctricamente vivas o electrodos con la piel o ropa mojada. • Aíslese del trabajo y tierra. • Siempre utilice guantes aislantes secos. Los HUMOS Y GASES pueden ser peligrosos. • Mantenga su cabeza alejada de los humos. • Utilice ventilación o escape para eliminar los humos de su zona de respiración. Las CHISPAS DE SOLDADURA pueden provocar un incendio o explosión. • Mantenga el material inflamable alejado. • No suelde en contenedores que hayan albergado combustibles. Los RAYOS DEL ARCO pueden quemar. • Utilice protección para los ojos, oídos y cuerpo. Tome en cuenta los Lineamientos de Seguridad detallados al principio de este manual. POWER WAVE® 455M B-1 B-3 OPERACIÓN DEFINICIONES DE LOS MODOS DE SOLDADURA MODOS DE SOLDADURA NO SINÉRGICOS • Un modo de soldadura no sinérgico requiere que todas las variables del proceso de soldadura sean establecidas por el operador. MODOS DE SOLDADURA SINÉRGICOS • Un modo de soldadura sinérgico ofrece la simplicidad de un solo control de perilla. La máquina seleccionará el voltaje y amperaje correctos con base en la velocidad de alimentación de alambre (WFS) establecida por el operador. PAW • Soldadura de Arco con Plasma SMAW • Soldadura de Arco con Electrodo Revestido SW • Soldadura de Arco con Borne SAW • Soldadura de Arco Sumergido SAW-S • Soldadura de Arco Sumergido -(Serie) FCAW • Soldadura de Arco Tubular 455M •455Modular CAC • Corte de Arco Carbón WFS • Velocidad de Alimentación de Alambre CC • Corriente Constante CV • Voltaje Constante GMAW • Soldadura de Arco de Metal con Gas GMAW-P • Soldadura de Arco de Metal con Gas (Arco Pulsante) GMAW-S • Soldadura de Arco de Metal con Gas - (Arco de Corto Circuito) GTAW • Soldadura de Arco de Tungsteno con Gas GTAW-P • Soldadura de Arco de Tungsteno con Gas - (Arco Pulsante) POWER WAVE® 455M B-3 B-4 B-4 OPERACIÓN DESCRIPCIÓN GENERAL La fuente de poder semiautomática Power Wave® está diseñada para ser parte de un sistema de soldadura modular multiproceso. Dependiendo de la configuración, puede soportar corriente constante, voltaje constante y modos de soldadura pulsante. La fuente de poder Power Wave® está diseñada para usarse con la familia semiautomática de alimentadores de alambre Power Feed®, operando como un sistema. Cada componente en el mismo tiene circuitería especial para “hablar” con los otros componentes del sistema, en tal forma que cada componente (fuente de poder, alimentador de alambre, interfaz del usuario) sabe lo que el otro está haciendo en todo momento. Estos componentes se comunican con ArcLink La POWER WAVE® 455M es una fuente de poder de soldadura de inversor controlada digitalmente de alto desempeño, capaz de un control de forma de onda de alta velocidad complejo. Con el equipo adecuado, puede soportar los procesos GMAW, GMAW-P, FCAW, SMAW, GTAW y CAC. Tiene una capacidad nominal de salida de 450 amps, 38 voltios; ó 400 amps, 36 voltios (ambas a un ciclo de trabajo del 100%), dependiendo del voltaje de entrada y frecuencia. PROCESOS Y EQUIPOS RECOMENDADOS PROCESOS RECOMENDADOS La POWER WAVE® 455M se puede establecer en un número de configuraciones, algunas requiriendo equipo opcional o programas de soldadura. Cada máquina está preprogramada de fábrica con múltiples procedimientos de soldadura, incluyendo típicamente GMAW, GMAW-P, FCAW, GTAW, y CAC para una variedad de materiales, incluyendo acero suave, acero inoxidable, alambres tubulares y aluminio. Módulo de la Interfaz DeviceNet Este módulo se puede utilizar para la capacidad de DeviceNet. Tiene un miniconector sellado de 5 pines conforme a ANSI B93.55M-1981. Módulo EtherNet/DeviceNet Este módulo incluye la capacidad DeviceNet y EtherNet. DeviceNet utiliza un miniconector sellado de 5 pines conforme a ANSI B93.55M-1981. EtherNet utiliza un conector RJ5. EQUIPO RECOMENDADO POWER WAVE ® 455M – Operación Semiautomática Las Power Wave® semiautomáticas solo se pueden utilizar con alimentadores de alambre y módulos semiautomáticos Power Feed ® compatibles con ArcLink. Además, los alimentadores de alambre semiautomáticos Power Feed ® pueden requerir equipo opcional para acceder ciertos modos de soldadura en la Power Wave®. No se pueden utilizar otros modelos de alimentadores de Lincoln, o cualquier modelo de alimentador de alambre no de Lincoln. Todos los programas y procedimientos de soldadura se seleccionan a través de la interfaz de usuario semiautomática Power Feed® M. EQUIPO REQUERIDO Cualquier equipo de alimentación de alambre semiautomático compatible con ArcLink. Específicamente, la familia semiautomática Power Feed® M. LIMITACIONES • Las Power Wave® no deben utilizarse en ambientes exteriores. ADVERTENCIA La POWER WAVE® 455M se recomienda para soldadura semiautomática con equipo compatible con ArcLink como la serie de alimentadores Power Feed M. La POWER WAVE® 455M puede tener un número de módulos instalados que permiten que la máquina se utilice en aplicaciones robóticas y de automatización dura. -----------------------------------------------------------------------• Sólo se pueden utilizar alimentadores de alambre e interfaces de usuarios Power Feed® compatibles con ArcLink. No se pueden utilizar otros alimentadores de alambre de Lincoln y aquellos que no sean de Lincoln. Módulo de Interfaz del Mecanismo de Alimentación Para las plataformas robóticas, se requiere el Módulo de Control del Mecanismo de Alimentación para impulsar el mecanismo de alimentación PF-10R. Este modulo se puede instalar de fábrica en K2202-3 o de campo para aplicaciones robóticas. • Limitaciones de Salida de POWER WAVE® 455M La POWER WAVE® 455M soportará una corriente de salida promedio máxima de 570 Amps (a un ciclo de trabajo del 60%) en el borne estándar de la Power Wave®. El Módulo de Control del Mecanismo de Alimentación también está equipado con una tablilla de conexiones para hacer conexiones de señal de entrada simples. Se puede utilizar para controlar externamente la función básica del mecanismo de alimentación. Se divide en tres grupos: grupo de Gatillo, grupo de Desplazamiento en Frío y grupo de Apagado . CICLO DE TRABAJO Y PERIODO Los alimentadores de alambre Power Feed ® son capaces de soldar a un ciclo de trabajo del 100% (soldadura continua). La fuente de poder será el factor limitante en determinar la capacidad del ciclo de trabajo del sistema. Observe que el ciclo de trabajo se basa en un periodo de diez minutos. Un ciclo de trabajo del 60% representa 6 minutos de soldadura y 4 minutos de inactividad en un periodo de diez minutos. POWER WAVE® 455M B-5 B-5 OPERACIÓN FIGURA B.1 CONTROLES DEL FRENTE DEL GABINETE Todos los controles y ajustes del operador se localizan al frente del gabinete de la Power Wave®. (Vea la Figura B.1) 3 2 1. INTERRUPTOR DE ENCENDIDO: Controla la alimentación que va a la Power Wave®. 1 2. LUZ DE ESTADO: Luz de dos colores que indica errores del sistema. La operación normal se señala con una luz verde estable. Las condiciones de error se indican conforme a la tabla 3. NOTA: La luz de estado de la POWER WAVE 455M parpadeará en verde, y algunas veces entre rojo y verde, por hasta un minuto cuando la máquina se encienda por primera vez. Esta es una situación normal a medida que la máquina realiza una autoprueba durante el encendido. TABLA 3 6 8 13 ® Condición de la Luz Verde Estable Verde Parpadeante Rojo Parpadeante 14 15 10 9 Significado 7 4 11 5 El sistema está bien. La fuente de poder se comunica normalmente con el alimentador de alambre y sus componentes. Ocurre durante un restablecimiento e indica que la POWER WAVE® 455M está correlacionando (identificando) a cada componente en el sistema. Normalmente esto ocurre por los primeros 1-10 segundos después del encendido o si se cambia la configuración del sistema durante la operación Entre Verde y Falla del sistema no recuperable. Si la luz de Estado PS parpadea en cualquier combiRojo nación de rojo y verde, hay errores presentes en la POWER WAVE® 455M. Lea el código de error antes de apagar la máquina. Rojo Estable 12 DISEÑO DEL FRENTE DEL GABINETE POWER WAVE® 455M (NORTEAMÉRICA) 5. 1INTERRUPTOR AUTOMÁTICO DE POTENCIA AUXILIAR DE 15* AMPS:Protege el suministro auxiliar del receptáculo frontal del gabinete de 115 voltios de CA. (*Los modelos anteriores utilizaban un interruptor automático de 10 amps). 6. CONECTOR DE CABLE S2 (CABLE DE SENSIÓN) La interpretación de códigos de error a través de la luz de estado se detalla en el Manual de Servicio. Los dígitos de códigos individuales parpadean en rojo con una pausa larga entre dígitos. Si hay más de un código presente, los códigos estarán separados por una luz verde. 7. CONECTOR DE DIAGNÓSTICO (RS-232) A fin de borrar el error, apague la fuente de poder y vuélvala a encender para restablecer. Vea la sección de Localización de Averías. 10. BORNE POSITIVO Falla de hardware no recuperable. Indica generalmente que no hay nada conectado al receptáculo del alimentador de alambre POWER WAVE ® 455M. Vea la Sección de Localización de Averías. No aplica 8. RECEPTÁCULO DEL ALIMENTADOR DE ALAMBRE (S1 5 PINES) 9. BORNE NEGATIVO 11. SALIDA AUXILIAR 12.CONECTOR (OPCIONAL) DEVICENET DE 5 13. RECEPTÁCULO DE ALIMENTADOR DE ALAMBRE ROBÓTICO (OPCIONAL) 14. CONECTOR I/O (OPCIONAL) 3. LUZ DE ALTA TEMPERATURA (sobrecarga térmica): Luz amarilla que se enciende cuando ocurre una situación de temperatura excesiva. La salida se inhabilita y el ventilador continúa funcionando hasta que la máquina se enfría; entonces, la luz se apaga y la salida se habilita. PINES 15. CONECTOR ETHERNET (OPCIONAL) 4. INTERRUPTOR AUTOMATICO DE 10 AMPS DEL ALIMENTADOR DE ALAMBRE: Protégé la fuente de energía de 40 voltios de CD del alimentador de alambre. POWER WAVE® 455M B-6 OPERACIÓN B-6 PROCEDIMIENTOS NOMINALES AJUSTES DE SOLDADURA La Power Wave® está diseñada para operar con una punta electrizada de electrodo de 3/4" para procesos CV o Pulsantes. Todos los ajustes se hacen en el componente del sistema conocido como Interfaz del Usuario (Caja de Control), que contiene los interruptores, perillas y pantallas digitales necesarios para controlar la Power Wave ® y el alimentador de alambre Power Feed ®. Normalmente, la Caja de Control se proporciona como parte del alimentador de alambre. Se puede montar directamente en el alimentador de alambre en sí, al frente de la fuente de poder, o montarse separadamente, como se puede hacer en una instalación de brazo de estructura volante de soldadura. PROCEDIMIENTOS DE BORDE Las puntas electrizadas de electrodo excesivamente cortas o largas sólo pueden funcionar limitadamente, si es que no del todo. CÓMO HACER UNA SOLDADURA ADVERTENCIA La servicialidad de un producto o estructura que utiliza los programas de soldadura es y debe ser la única responsabilidad del fabricante/usuario. Muchas variables más allá del control de The Lincoln Electric Company afectan los resultados obtenidos al aplicar estos programas. Estas variables incluyen, pero no se limitan al procedimiento de soldadura, química y temperatura de la placa, diseño de la soldadura, métodos de fabricación y requerimientos de servicio. El rango disponible de un programa de soldadura puede no ser adecuado para todas las aplicaciones, y el fabricante/usuario es y debe ser el único responsable de la selección del programa de soldadura. -----------------------------------------------------------------------Los pasos para operar la Power Wave ® variarán dependiendo de las opciones instaladas en la interfaz del usuario (caja de control) del sistema de soldadura. La flexibilidad del sistema Power Wave® permite que el usuario personalice la operación para un mejor desempeño. Primero considere el proceso de soldadura deseado y la parte a soldar. Elija un material de electrodo, diámetro, gas protector y proceso (GMAW, GMAWP etc.) Segundo, encuentre el programa en el software de soldadura que mejor corresponda al proceso de soldadura deseado. El software estándar que se envía con la POWER WAVE® 455M cubre una amplia gama de procesos comunes y satisfacerá la mayoría de las necesidades. Si se desea un programa de soldadura especial, contacte al representante de ventas de Lincoln Electric local. A fin de hacer una soldadura, la POWER WAVE ® 455M necesita saber los parámetros de soldadura deseados. La familia de alimentadores Power Feed (PF) comunica los parámetros a la POWER WAVE® 455M a través de la conexión del cable de control. La longitud del arco, velocidad de alimentación de alambre, control del arco, etc, se comunican todos digitalmente a través del cable de control. Debido a que la Caja de Control se puede configurar con muchas opciones diferentes, su sistema tal vez no tenga todos los siguientes ajustes. Sin importar la disponibilidad, a continuación se describen todos los controles. Para mayor información, consulte el manual de instrucciones del alimentador de alambre Power Feed®. • WFS / AMPS: En los modos de soldadura sinérgicos (CV sinérgico, GMAW pulsante) la WFS (velocidad de alimentación de alambre) es el parámetro de control dominante, que controla a todas las otras variable. El usuario ajusta la WFS conforme a factores como el tamaño de la soldadura, requerimientos de penetración, entrada de calor, etc. La Power Wave® entonces utiliza la configuración WFS para ajustar sus características de salida (voltaje de salida, corriente de salida, etc.) conforme a las configuraciones preprogramadas contenidas en la POWER WAVE® 455M. En los modos no sinérgicos, el control WFS se comporta más como una fuente de poder CV convencional donde la WFS y voltaje son ajustes independientes. Por lo tanto, para mantener las características del arco, el operador debe ajustar el voltaje para compensar por cualquier cambio hecho a la WFS. En los modos de corriente constante (electrodo revestido, TIG) este control ajusta la corriente de salida en amps. • VOLTS / TRIM: En los modos de voltaje constante (CV sinérgico, CV estándar) este control ajusta el voltaje de soldadura. En los modos de soldadura sinérgicos pulsantes (sólo GMAW pulsante) el usuario puede cambiar la configuración de Corte para ajustar la longitud del arco. Es ajustable de 0.500 a 1.500. Una configuración de Corte de 1.000 es un buen punto de partida para la mayoría de las condiciones. POWER WAVE® 455M B-7 OPERACIÓN • MODO DE SOLDADURA Es posible seleccionarlo por nombre (CV/MIG, CC/Varilla Agresiva, Desbaste) o por un número de modo (10, 24, 71, etc.) dependiendo de las opciones de la Caja de Control. Seleccionar un modo de soldadura determina las características de salida de la fuente de poder Power Wave®. Vea a continuación, para una descripción más completa de los modos de soldadura disponibles en la Power Wave. • CONTROL DEL ARCO También conocido como Inductancia o Control de Onda, permite que el operador varíe las características del arco de “suave” a “agresivo” en todos los modos de soldadura. Es ajustable de .10.0 a +10.0 con una configuración nominal de 0.00. (La configuración nominal de 00.0 puede aparecer como APAGADO en algunos paneles de control del alimentador de alambre Power Feed®). Vea las descripciones del Modo de Soldadura, a continuación, para explicaciones detalladas de cómo el Control del Arco afecta cada modo. SOLDADURA DE VOLTAJE CONSTANTE CV Sinérgico: Para cada velocidad de alimentación de alambre, se preprograma un voltaje correspondiente en la máquina a través de software especial en la fábrica. El voltaje nominal preprogramado es el mejor voltaje promedio para una velocidad de alimentación dada, pero puede ajustarse a preferencia. B-7 Cuando la velocidad de alimentación de alambre cambia, la Power Wave® ajusta automáticamente el nivel de voltaje correspondiente para mantener características de arco similares a lo largo del rango WFS. CV no Sinérgico: Este tipo de modo de CV se comporta más como una fuente de poder de CV convencional. La WFS y el voltaje son ajustes independientes. Por lo tanto, para mantener las características del arco, el operador debe ajustar el voltaje para compensar los cambios hechos en la WFS. Todos los Modos de CV: El Control de Arco, a menudo llamado control de onda, ajusta la inductancia aparente de la forma de onda. El ajuste de control de onda es similar a la función de “contracción” en que es inversamente proporcional a la inductancia. Por lo tanto, aumentar el control de onda a más de 0.0 da como resultado un arco más frío y agresivo mientras que disminuir el control de onda a menos de 0.0 proporciona un arco más caliente y suave. (Vea la figura A.5) FIGURA A.5 FORMA DE ONDA DE CORRIENTE (CV) Control de Onda +10.0 Control de Onda 0.00 Corriente Control de Onda -10.0 Tiempo POWER WAVE® 455M B-8 OPERACIÓN B-8 SOLDADURA PULSANTE Los procedimientos de soldadura pulsante se establecen controlando una variable de “longitud de arco” general. Cuando se hace una soldadura pulsante, el voltaje del arco depende en mucho de la forma de onda. La corriente pico, corriente de respaldo, tiempo de elevación, tiempo de caída y frecuencia pulsante afectan todos al voltaje. El voltaje exacto para una velocidad de alimentación de alambre dada sólo se puede predecir cuando se conocen todos los parámetros de forma de onda pulsante. Utilizar un voltaje preestablecido no es práctico y en su lugar, la longitud del arco se establece ajustando el “corte". El corte ajusta la longitud del arco y tiene un rango de 0.50 a 1.50, con un valor nominal de 1.00. Los valores de corte mayores de 1.00 aumentan la longitud de arco, mientras que los menores de 1.00 la disminuyen. La mayoría de los programas de soldadura pulsante son sinérgicos. A medida que la velocidad de alimentación de alambre se ajusta, la Power Wave ® recalculará automáticamente los parámetros de forma de onda para mantener propiedades de arco similares. La Power Wave® utiliza "control adaptable" para compensar los cambios en la punta electrizada de alambre al soldar. (La punta electrizada de alambre es la distancia de la punta de contacto a la pieza de trabajo.) Las formas de onda de la Power Wave® están optimizadas para una punta electrizada de alambre de 19mm (0.75"). El comportamiento adaptable soporta un rango de puntas electrizadas de alambre de 13mm (0.50") a 32mm (1.25"). En velocidades de alimentación de alambre muy bajas o muy altas, el rango adaptable puede ser menor debido a haber alcanzado las limitaciones físicas del proceso de soldadura. El Control del Arco, a menudo llamado control de onda, ajusta normalmente el foco o forma del arco en los programas pulsantes. Los valores de control de onda mayores de 0.0 aumentan la frecuencia pulsante mientras que disminuyen la corriente de respaldo, dando como resultado un arco rígido y estrecho muy conveniente para la soldadura de hoja metálica de alta velocidad. Los valores de control de onda menores de 0.0 disminuyen la frecuencia pulsante mientras aumentan la corriente de respaldo para un arco suave conveniente para la soldadura fuera de posición. (Vea la Figura A.6) FIGURA A.6 FORMA DE ONDA DE CORRIENTE (PULSANTE) Corriente Control de Onda +10.0 Control de Onda 0.00 Control de Onda -10.0 Tiempo POWER WAVE® 455M C-1 ACCESORIOS EQUIPO OPCIONAL INSTALADO DE FÁBRICA Módulo de Interfaz de Mecanismo de Alimentación, K2205-1 INSTALADO DE CAMPO Kit de Cable de Sensión de Voltaje de Trabajo, K940 Carro de Transporte de Cilindro Dual, K1570-1. Regulador de la Guarda de Gas, K659-1 Cable de Soldadura Coaxial, K1796 Arco Frío 40 K1813-1 (115VCA) Sensor de Flujo de Agua, K1536-1 Módulo de Interfaz del Mecanismo de Alimentación, K2205-1 Módulo de Interfaz DeviceNet, K2206-1 EQUIPO COMPATIBLE DE LINCOLN Cualquier equipo de alimentación de alambre semiautomático compatible con Arc-Link. Específicamente, la familia semiautomática Power Feed® M. si el modulo de interfaz del mecanismo de alimentación está instalado, la máquina es compatible con el alimentador de alambre Power Feed® 10R. POWER WAVE® 455M C-1 D-1 MANTENIMIENTO PRECAUCIONES DE SEGURIDAD ADVERTENCIA La DESCARGA ELÉCTRICA puede causar la muerte. • Sólo personal calificado deberá realizar este mantenimiento. • APAGUE la alimentación en el interruptor de desconexión o caja de fusibles antes de trabajar en este equipo. • No toque las partes eléctricamente calientes. MANTENIMIENTO DE RUTINA El mantenimiento de rutina consiste de la aplicación periódica de aire a la máquina, utilizando una corriente de aire de baja presión para remover el polvo y suciedad acumulados de las rejillas de entrada y salida, y de los canales de enfriamiento en la máquina. MANTENIMIENTO PERIÓDICO La calibración de la POWER WAVE® 455M es crítica para su operación. Generalmente hablando, la calibración no necesitará ajuste. Sin embargo, las máquinas ignoradas o indebidamente calibradas no pueden ofrecer un desempeño de soldadura satisfactorio. A fin de asegurar un desempeño óptimo, la calibración del Voltaje y Corriente de salida deberá revisarse cada año. ESPECIFICACIÓN DE CALIBRACIÓN El Voltaje y Corriente de Salida están calibrados de fábrica. Generalmente hablando, la calibración de la máquina no necesitará ajuste. Sin embargo, si el desempeño de soldadura cambia, o si la calibración anual revela un problema, contacte a la Lincoln Electric Company para obtener la utilidad de software de calibración. El procedimiento de calibración en sí, requiere el uso de una rejilla y medidores reales certificados para el voltaje y corriente. La exactitud de la calibración se verá directamente afectada por la precisión del equipo de medición que utiliza. La utilidad incluye instrucciones detalladas. POWER WAVE® 455M D-1 E-1 LOCALIZACIÓN DE AVERÍAS E-1 CÓMO UTILIZAR LA GUÍA DE LOCALIZACIÓN DE AVERÍAS ADVERTENCIA Sólo Personal Capacitado de Fábrica de Lincoln Electric Deberá Llevar a Cabo el Servicio y Reparaciones. Las reparaciones no autorizadas que se realicen a este equipo pueden representar un peligro para el técnico y operador de la máquina, e invalidarán su garantía de fábrica. Por su seguridad y a fin de evitar una Descarga Eléctrica, sírvase observar todas las notas de seguridad y precauciones detalladas a lo largo de este manual. __________________________________________________________________________ Esta Guía de Localización de Averías se proporciona para ayudarle a localizar y reparar posibles malos funcionamientos de la máquina. Siga simplemente el procedimiento de tres pasos que se enumera a continuación. Paso 3. CURSO DE ACCIÓN RECOMENDADO Esta columna proporciona un curso de acción para la Causa Posible; generalmente indica que contacte a su Taller de Servicio de Campo Autorizado de Lincoln local. Paso 1. LOCALICE EL PROBLEMA (SÍNTOMA). Busque bajo la columna titulada “PROBLEMA (SÍNTOMAS)”. Esta columna describe posibles síntomas que la máquina pudiera presentar. Encuentre la lista que mejor describa el síntoma que la máquina está exhibiendo. Si no comprende o no puede llevar a cabo el Curso de Acción Recomendado en forma segura, contacte a su Taller de Servicio de Campo Autorizado de Lincoln local. Paso 2. CAUSA POSIBLE. La segunda columna titulada “CAUSA POSIBLE” enumera las posibilidades externas obvias que pueden contribuir al síntoma de la máquina. PRECAUCIÓN Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura, contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder. POWER WAVE® 455M E-2 LOCALIZACIÓN DE AVERÍAS CÓMO UTILIZAR LOS LED DE ESTADO PARA LOCALIZAR PROBLEMAS DEL SISTEMA La Power Wave® / Power Feed® se diagnostica mejor como un sistema. Cada componente (fuente de poder, interfaz del usuario y cabezal de alimentación) tiene una luz de estado y cuando ocurre un problema, es importante observar la condición de las luces de estado. Además, los errores en pantalla en la interfaz del usuario sólo indican, en la mayoría de las veces, que hay un problema en la fuente de poder mas no de qué se trata. Por lo tanto, antes de ciclar la alimentación del sistema, revise la luz de estado de la fuente de poder en busca de secuencias de error como se mencionan a continuación. Esto es especialmente importante si la interfaz del usuario muestra "Err 006" ó "Err 100" . CONDICIÓN DE LA LUZ El LED de Estado es Verde Sólido (no parpadea).. El LED de Estado es Verde Parpadeante. E-2 Esta sección incluye información los LED de Estado de la fuente de, así como algunas tablas básicas de localización de averías para el desempeño de la máquina y soldadura. Las LUZ DE ESTADO es una luz de color dual que indica errores del sistema. La operación normal es un color verde estable. Las condiciones de error se indican en la siguiente Tabla E.1. NOTA: La luz de estado de la POWER WAVE® 455M parpadeará en verde, y algunas veces en rojo y verde, por hasta un minuto cuando la máquina se encienda por primera vez. Esta es una situación normal a medida que la máquina pasa por una autoprueba al momento del encendido. SIGNIFICADO 1. El sistema está bien. La fuente de poder se comunica normalmente con el alimentador de alambre y sus componentes. 2. Ocurre durante un restablecimiento, e indica que la POWER WAVE® 455M está correlacionando (identificando) a cada componente en el sistema. Normalmente esto ocurre por los primeros 1-10 segundos después del encendido o si se cambia la configuración del sistema durante la operación. El LED de Estado Parpadea Entre Verde y Rojo. 3. Falla del sistema no recuperable. Si las luces de estado de la fuente de poder están parpadeando en cualquier combinación de rojo y verde, hay errores presentes en la POWER WAVE ® 455M. Lea los códigos de error antes de apagar la máquina. La interpretación de los códigos de error a través de las luces de estado se detalla en el Manual de Servicio. Los dígitos de códigos individuales parpadean en rojo con una pausa larga entre dígitos. Si hay más de un código presente, los códigos estarán separados por una luz verde. A fin de borrar un error activo, apague la fuente de poder y vuélvala a encender para restablecer. El LED de Estado es Rojo Sólido (no parpadea). Falla de hardware no recuperable. Indica generalmente que no hay nada conectado al receptáculo del alimentador de alambre de la POWER WAVE® 455M. Vea la Sección de la Localización de Averías. El LED de Estado es Rojo Parpadeante. No aplica. POWER WAVE® 455M E-3 LOCALIZACIÓN DE AVERÍAS E-3 Observe todos los lineamientos de seguridad que se detallan en el presente manual CÓDIGOS DE ERROR PARA LA POWER WAVE La siguiente es una lista de los códigos de error posibles que la POWER WAVE® 455M puede indicar a través de la luz de estado (vea “Cómo Utilizar los LED de Estado para Localizar Problemas del Sistema Power Wave® / Power Feed®”). Si está conectada a un PF-10/11, estos códigos de error estarán generalmente acompañados por un “Err 006” ó “Err 100” en la pantalla de la interfaz del usuario. 11 12 Código de Error # Bus de comunicación CAN apagado. Error de fin de temporización de la interfaz del usuario. 21 Modo de Soldadura Sin Programar. 22 23 31 32 33 34 35 Indicación Probablemente se debe a un número excesivo de errores de comunicación. UI ya no está respondiendo a la Fuente de Poder. La causa más probable es una conexión con falla/deficiente en los cables de comunicación o de control. Contacte el Departamento de Servicio para obtener instrucciones sobre cómo recargar el Software de Soldadura. Contacte el Departamento de Servicio para obtener instrucciones Tabla de Soldadura Vacía. sobre cómo recargar el Software de Soldadura. Error de Suma de Verificación de la Tabla de Soldadura. Contacte el Departamento de Servicio para obtener instrucciones sobre cómo recargar el Software de Soldadura. Corriente primaria excesiva presente. Puede estar relacionada con Error de sobrecorriente primaria (entrada). una tarjeta de conmutación o una falla del rectificador de salida. Bajo voltaje en los capacitores principales. Pueden estar causados Bajo voltaje de Capacitor “A” (lado izquierdo de frente a la máquina) por una configuración inadecuada. Cuando está acompañado por un error de exceso de voltaje en el mismo lado, Bajo voltaje de Capacitor "B" (lado derecho de frente a la máquina) indica que no hay voltaje de capacitor presente en ese lado, y es normalmente el resultado de una apertura o corto en el lado primario de la máquina. Voltaje excesivo en los capacitores principales. Puede estar causaExceso de voltaje de Capacitor "A" (lado izquierdo de frente a la máquina) do por una configuración inadecuada de entrada. Exceso de voltaje de Capacitor "B" (lado derecho de frente a la máquina) Cuando está acompañado por un error de bajo voltaje en el mismo lado, indica que no hay voltaje de capacitor presente en ese lado, y es normalmente el resultado de una apertura o corto en el lado primario de la máquina. 36 Error Térmico Indica exceso de temperatura. Normalmente acompañada por el LED Térmico. Revise la operación del ventilador. Asegúrese de que el proceso no exceda el límite de ciclo de trabajo de la máquina. 37 Error de inicio suave La precarga del capacitor falló. Normalmente acompañado de los códigos 32-35. 41 Error de sobrecorriente secundaria El límite de corriente secundaria (soldadura) ha sido excedido. Cuando esto ocurre, la salida de la máquina regresa a 100 amps, lo que da como resultado típico una condición llamada “soldadura de fideo” NOTA: El límite secundario es de 570 amps para el borne estándar, y de 325 amps para toda la operación de una sola fase. 43 Error delta del capacitor La máxima diferencia de voltaje entre los capacitores principales ha sido excedida. Puede estar acompañado de los errores 32-35. 49 Error de fase única Indica que la máquina está funcionando con alimentación monofásica. Normalmente provocado por la pérdida del borne intermedio (L2). Los códigos de error que contienen de tres a cuatro dígitos se definen como errores fatales. Estos códigos indican generalmente errores internos en la Tarjeta de Control de la Fuente de Poder. Si ciclar la alimentación de la máquina no borra el error, intente volver a instalar el sistema operativo. Si esto también falla, reemplace la tarjeta de control. Otros PRECAUCIÓN Si por alguna razón no entiende los procedimientos de prueba o no es capaz de llevar a cabo las pruebas/reparaciones en forma segura, póngase en contacto con su Taller Local de Servicio de Campo Autorizado de Lincoln para obtener asistencia de localización de averías técnica antes de proceder. POWER WAVE® 455M E-4 LOCALIZACIÓN DE AVERÍAS E-4 Observe todos los lineamientos de seguridad que se detallan en el presente manual PROBLEMAS (SÍNTOMAS) CAUSA POSIBLE PROBLEMAS DE SALIDA Daño importante físico o eléctrico principal es evidente cuando se retiran las cubiertas de hoja metálica. Los fusibles de entrada se siguen fundiendo, o los interruptores de entrada abriendo. 1. Contacte a su Taller de Servicio de Campo Local Autorizado de Lincoln Electric para obtener asistencia técnica. 1. Asegúrese de que ciertos fusibles o interruptores tengan el tamaño adecuado. Vea la sección de instalación de este manual para conocer los tamaños de fusibles e interruptores recomendados. El procedimiento de soldadura está generando demasiada corriente de salida o el ciclo de trabajo es muy alto. Reduzca la corriente de salida, ciclo de trabajo o ambos. Existe daño interno en la fuente de poder. Contacte un Taller de Servicio Autorizado de Lincoln Electric. Asegúrese de que el Interruptor de Encendido (SW1) esté en la posición de “ENCENDIDO”. El interruptor automático CB4 (en el área de reconexión) puede estar abierto. Restablezca. Asimismo, revise a continuación la selección del voltaje de entrada. La selección del voltaje de entrada se hizo mal. Apague, revise la reconexión del voltaje de entrada conforme al diagrama en la cubierta de reconexión. El termostato del ventilador se ha abierto. Revise que haya una operación de ventilador adecuada. (El ventilador deberá funcionar cada vez que esté encendida la alimentación de salida.) Revise si hay material bloqueando las rejillas de entrada o salida, o si hay suciedad excesiva obstruyendo los canales de enfriamiento en la máquina. El rectificador secundario o termostato del Inductor se ha abierto. Después de que la máquina se ha enfriado, reduzca la carga, ciclo de trabajo, o ambos. Revise si hay material bloqueando las rejillas de entrada y salida. DC Bus PC board thermostat has opened check for excessive load on 40VDC supply. 2. 3. La máquina no enciende (ni las luces ni el ventilador, etc.) 1. 2. 3. El LED térmico está encendido. 1. 2. 3. CURSO DE ACCIÓN RECOMENDADO Si todas las áreas posibles de desajuste han sido revisadas y el problema persiste, Póngase en Contacto con su Taller de Servicio de Campo Autorizado de Lincoln local.. PRECAUCIÓN Si por alguna razón no entiende los procedimientos de prueba o no es capaz de llevar a cabo las pruebas/reparaciones en forma segura, póngase en contacto con su Taller Local de Servicio de Campo Autorizado de Lincoln para obtener asistencia de localización de averías técnica antes de proceder. POWER WAVE® 455M E-5 LOCALIZACIÓN DE AVERÍAS E-5 Observe todos los lineamientos de seguridad que se detallan en el presente manual PROBLEMAS (SÍNTOMAS) La máquina no suelda, no hay salida. (CR1 no funciona.) La máquina con frecuencia hace “soldaduras de fideo” (la salida está limitada a aproximadamente 100 amps) cuando ejecuta un procedimiento en particular, especialmente un procedimiento con alta WFS. CAUSA POSIBLE PROBLEMAS DE SALIDA 1. El voltaje de entrada es muy bajo o muy alto. Asegúrese de que el voltaje de entrada sea adecuado, conforme a la Placa de Capacidades localizada en la parte posterior de la máquina. 2. Si el LED térmico también está encendido, vea la sección “LED Térmico Amarillo Encendido”. 3. Se ha excedido el límite de corriente secundario. Corto posible en el circuito de salida. Apague la máquina. Remueva todas las cargas de la salida de la máquina. Vuelva a encender. Si la condición persiste, apague y contacte a un Taller se Servicio de Campo Autorizado de Lincoln Electric. 4. Este problema normalmente estará acompañado de un código de error. Los códigos de error aparecen en pantalla como una serie de parpadeos rojos y verdes de la luz de estado. Vea la sección de este texto “Cómo Utilizar los LED de Estado para Localizar Problemas del Sistema Power Wave / Power Feed”. CURSO DE ACCIÓN RECOMENDADO Si todas las áreas posibles de desajuste han sido revisadas y el problema persiste, Póngase en Contacto con su Taller de Servicio de Campo Autorizado de Lincoln local. 1.Se ha excedido el límite de corriente secundario y la máquina ha disminuido su salida para protegerse. 2. Ajuste el procedimiento o reduzca la carga a una generación de corriente más baja de la máquinae. 3. Una entrada monofásica (pérdida de L2) reducirá el límite de corriente secundaria de 570 Amps a 325 Amps. PRECAUCIÓN Si por alguna razón no entiende los procedimientos de prueba o no es capaz de llevar a cabo las pruebas/reparaciones en forma segura, póngase en contacto con su Taller Local de Servicio de Campo Autorizado de Lincoln para obtener asistencia de localización de averías técnica antes de proceder. POWER WAVE® 455M E-6 LOCALIZACIÓN DE AVERÍAS E-6 Observe todos los lineamientos de seguridad que se detallan en el presente manual PROBLEMAS (SÍNTOMAS) CAUSA POSIBLE PROBLEMAS DE SALIDA La máquina no producirá salida total. 1. El voltaje de entrada puede estar muy bajo, limitando la capacidad de salida de la fuente de poder. Asegúrese de que el voltaje de entrada es el adecuado, conforme a la Placa de Capacidades localizada en la parte posterior de la máquina. 2. La entrada puede ser “monofásica”. Asegúrese de que el voltaje de entrada sea adecuado en todas las tres líneas de entrada. 3. Corriente o voltaje secundarios no están calibrados adecuadamente. Revise los valores que aparecen en la pantalla del Power Feed 10/11 y compare con las lecturas del medidor externo. El receptáculo auxiliar está “muer- 1. El interruptor automático CB2 (en el frente del gabinete) puede estar abierto. Restablezca. to”; no hay voltaje auxiliar. 2. Interruptor automático CB4 (en el área de reconexión) puede estar abierto. Restablezca. Degradación general del desempeño de soldadura. 1.Revise los problemas de alimentación, conexiones deficientes, bucles excesivos en el cableado, etc. 2. Verifique si el modo de soldadura es el correcto para los procesos. 3. La fuente de poder puede requerir calibración. 4. Revise la corriente real en la pantalla del Power Feed 10 y compare con la corriente real medida a través del medidor externo. 5. Revise el voltaje real en la pantalla del Power Feed 10 y compare con el voltaje real medido a través del medidor externo. 6. Revise la WFS real en la pantalla del Power Feed 10 y compare con la WFS real medida a través del medidor externo. Arco excesivamente largo y errático. 1. Revise que los circuitos de sensión de voltaje estén bien configurados e implementados. CURSO DE ACCIÓN RECOMENDADO Si todas las áreas posibles de desajuste han sido revisadas y el problema persiste, Póngase en Contacto con su Taller de Servicio de Campo Autorizado de Lincoln local. PRECAUCIÓN Si por alguna razón no entiende los procedimientos de prueba o no es capaz de llevar a cabo las pruebas/reparaciones en forma segura, póngase en contacto con su Taller Local de Servicio de Campo Autorizado de Lincoln para obtener asistencia de localización de averías técnica antes de proceder. POWER WAVE® 455M F-4 F-4 DIAGRAMAS DE CONEXIÓN Diagrama de conexión semi-automática "Sistema Simple" (Electrodo Positivo, Se muestra Configuracón CV/Pulsante) POWER WAVE WIRE FEEDER TO WORK CONTROL CABLE K1543 POWER WAVE® 455M G Keep your head out of fumes. G Use ventilation or exhaust to G Turn power off before servicing. G Do not operate with panel open or guards off. remove fumes from breathing zone. G Los humos fuera de la zona de res- piración. G Mantenga la cabeza fuera de los humos. Utilice ventilación o aspiración para gases. G Gardez la tête à l’écart des fumées. G Utilisez un ventilateur ou un aspira- G Desconectar el cable de ali- mentación de poder de la máquina antes de iniciar cualquier servicio. G Débranchez le courant avant l’entre- tien. teur pour ôter les fumées des zones de travail. G Vermeiden Sie das Einatmen von Schweibrauch! G Sorgen Sie für gute Be- und Entlüftung des Arbeitsplatzes! G Mantenha seu rosto da fumaça. G Use ventilação e exhaustão para remover fumo da zona respiratória. G Strom vor Wartungsarbeiten G No operar con panel abierto o guardas quitadas. G N’opérez pas avec les panneaux ouverts ou avec les dispositifs de protection enlevés. G Anlage nie ohne Schutzgehäuse abschalten! (Netzstrom völlig öffnen; Maschine anhalten!) oder Innenschutzverkleidung in Betrieb setzen! G Não opere com as tampas removidas. G Desligue a corrente antes de fazer G Mantenha-se afastado das partes serviço. G Não toque as partes elétricas nuas. G Não opere com os paineis abertos moventes. WARNING Spanish AVISO DE PRECAUCION French ATTENTION German WARNUNG Portuguese ATENÇÃO ou guardas removidas. Japanese Chinese Korean Arabic LEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTES DE USO, E SIGA AS PRÁTICAS DE SEGURANÇA DO EMPREGADOR.-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
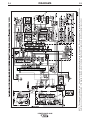 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44












































Lincoln Electric Power Wave 455M Instrucciones de operación
- Categoría
- Sistema de soldadura
- Tipo
- Instrucciones de operación
- Este manual también es adecuado para
Artículos relacionados
-
Lincoln Electric Power Wave i400 Instrucciones de operación
-
Lincoln Electric Power Wave 455M/STT Instrucciones de operación
-
-
Lincoln Electric Ranger 305 LPG Instrucciones de operación
-
-
-
Lincoln Electric Vantage 400 Instrucciones de operación
-
-
Lincoln Electric VANTAGE 500 Instrucciones de operación
-
Lincoln Electric Arc Tracker Instrucciones de operación