Miller BIG BLUE 400X PRO CE CAT/KUBOTA El manual del propietario
- Categoría
- Sistema de soldadura
- Tipo
- El manual del propietario
Este manual también es adecuado para

Big Blue 400 X Pro
CAT, Kubota
CE
OM-281496E/spa 2019−06
Procesos
Descripción
Cortadura y Ranuración por
Carbón Aire
Soldadura Convencional por
Electrodo
Grupo soldadora/generador impulsado
por motor de combustión interna
Soldadura TIG
Soldadura MIG
Soldadura MIG con Alambre
Tubular
File: Engine Drive
www.MillerWelds.com
MANUAL DEL OPERADOR

Miller Electric fabrica una línea completa
de máquinas para soldadura y equipos relacionados.
Si necesita información acerca de otros productos de calidad de Miller,
comuníquese con el distribuidor Miller de su localidad, quien le suministrará
el catálogo más reciente de la línea completa o folletos con las especificaciones
de cada producto individual. Para localizar al distribuidor o agencia
de servicios más cercano a su domicilio, llame al 1-800-4-A-Miller,
o visite nuestro sitio en Internet, www.MillerWelds.com.
Gracias y felicitaciones por haber elegido a Miller. Ahora usted puede hacer
su trabajo, y hacerlo bien. En Miller sabemos que usted no tiene tiempo para
hacerlo de otra forma.
Por ello, cuando en 1929 Niels Miller comenzó a fabricar soldadoras por arco,
se aseguró que sus productos ofreciesen un valor duradero y una calidad superior,
pues sus clientes, al igual que usted, no podían arriesgarse a recibir menos.
Los productos Miller debían ser los mejores posibles, es decir, los mejores
que se podía comprar.
Hoy, las personas que fabrican y venden los productos Miller continúan
con la tradición y están comprometidas a proveer equipos y servicios que
cumplan con los altos estándares de calidad y valor establecidos en 1929.
Este manual del usuario está diseñado para ayudarlo a aprovechar al máximo sus
productos Miller. Por favor, tómese el tiempo necesario para leer detenidamente
las precauciones de seguridad, las cuales le ayudarán a protegerse de los peligros
potenciales de su lugar de trabajo. Hemos hecho
que la instalación y operación sean rápidas y fáciles.
Con los productos Miller, y el mantenimiento
adecuado, usted podrá contar con años
de funcionamiento confiable. Y si acaso la unidad
necesitara alguna reparación, hay una sección de
solución de problemas que será de utilidad para
saber cuál es el problema y nuestra amplia red de
servicio le brindará ayuda para solucionar el
problema. También se incluye información sobre la
garantía y el mantenimiento para su modelo en
particular.
Miller es el primer fabricante
de equipos de soldadura en los
EE.UU. cuyo Sistema de calidad
ha sido registrado bajo la norma
ISO 9001.
Trabajando tan duro como
usted − cada fuente de poder
para soldadura de Miller está
respaldada por la garantía con
menos trámites complicados
de la industria.
De Miller para usted

INDICE
SECCIÓN 1 − PRECAUCIONES DE SEGURIDAD − LEA ANTES DE USAR 1........................
1-1. Uso de símbolos 1.....................................................................
1-2. Peligros en soldadura de arco 1..........................................................
1-3. Peligros del motor 3....................................................................
1-4. Peligros del aire comprimido 4...........................................................
1-5. Símbolos adicionales para instalación, operación y mantenimiento 5...........................
1-6. CALIFORNIA Proposición 65 Advertencia 7................................................
1-7. Estándares principales de seguridad 7....................................................
1-8. Información sobre los campos electromagnéticos (EMF) 7....................................
SECCIÓN 2 − DEFINICIONES 8................................................................
2-1. Símbolos y definiciones adicionales de seguridad 8..........................................
2-2. Símbolos generales y definiciones 10......................................................
SECCIÓN 3 − ESPECIFICACIONES 12...........................................................
3-1. Ubicación del número de serie y la etiqueta con los valores nominales 12........................
3-2. Especificaciones de soldadura, energía y motor 12...........................................
3-3. Dimensiones, pesos y ángulos de operación 12..............................................
3-4. Especificaciones ambientales 13..........................................................
3-5. Ciclo de trabajo y sobrecalentamiento 13...................................................
3-6. Curvas de voltios-amperios 14............................................................
3-7. Curva de energía del generador de CA 15..................................................
3-8. Consumo de combustible 15..............................................................
SECCIÓN 4 − INSTALACIÓN 16.................................................................
4-1. Instalando el generador de soldadura 16....................................................
4-2. Aterrizando el generador al armazón de la camioneta, camión, o remolque 17.....................
4-3. Instalación del tubo de escape 17..........................................................
4-4. Conexión de la batería 18................................................................
4-5. Información previa a la puesta en marcha del aceite del motor CAT 18...........................
4-6. Información previa a la puesta en marcha del aceite del motor Kubota 19........................
4-7. Información general sobre el motor 19......................................................
4-8. Información previa a puesta en marcha del combustible y refrigerante del motor 20................
4-9. Bornes de la salida de soldadura 21........................................................
4-10. Conexión a los bornes de la salida de soldadura 21...........................................
4-11. Selección de la medida del cable* 22.......................................................
4-12. Conexión al tomacorriente remoto 22.......................................................
! ADVERTENCIA: Respirar el escape de un motor de diesel lo expone a
químicos conocidos por el estado de California como causantes de
cáncer, defectos de nacimiento u otros daños reproductivos.
Siempre ponga en marcha y opere el motor en un área bien ventilada.
Si está en un área cerrada, ventile el escape al exterior.
No modifique ni afecte el sistema de escape.
No ponga el motor en punto muerto, excepto según resulte necesario.
Para obtener más información, acceda a www.P65Warnings.ca.gov/diesel.

INDICE
SECCIÓN 5 − OPERACIÓN DEL GENERADOR DE SOLDADURA 24................................
5-1. Controles del panel delantero (Vea Sección 5-2) 24...........................................
5-2. Descripción de los controles del panel frontal (Vea Sección 5-1) 25.............................
5-3. Interruptor Process/Contactor (Proceso/Contactor) 26........................................
5-4. Menú de servicio 27.....................................................................
5-5. Configuración de control del arco 28.......................................................
5-6. Configuración de penetración (DIG) dinámica 29.............................................
5-7. Proced. de inicio de sold. convencional con electrodos, inicio por raspado 30.....................
5-8. Lift−Arc TIG con Auto−Stop (parada sin pérdida de gas) y Auto−Crater (relleno de cráter) 30...
5-9. Control de voltaje/amperaje con accesorio remoto de 14 clavijas 31.............................
5-10. Funcionamiento del calentador opcional del bloque del motor 32................................
5-11. Actualización de software 33..............................................................
5-12. Archivo de resumen 34..................................................................
5-13. Descripciones del medidor de combustible y de horas 35......................................
5-14. Asociación de dispositivos ArcReach (solo modelos ArcReach) 36..............................
SECCIÓN 6 − UTILIZACIÓN DEL EQUIPO AUXILIAR 37...........................................
6-1. Tomacorrientes de energía auxiliar 37......................................................
6-2. Información sobre el tomacorriente de GFCI, reinicio y comprobación 38.........................
SECCIÓN 7 − MANTENIMIENTO Y SOLUCIÓN DE AVERÍAS 39.....................................
7-1. CAT Etiqueta de mantenimiento 39.........................................................
7-2. Kubota Etiqueta de mantenimiento 40......................................................
7-3. Mantenimiento de rutina 41...............................................................
7-4. Servicio del limpiador de aire 42...........................................................
7-5. Chequeo de los carbones del generador 43.................................................
7-6. Inspeccionando y limpiando el silenciador con arrestador de chispas opcional 43..................
7-7. Servicio para el sistema de enfriamiento del motor 44.........................................
7-8. Mantenimiento de la batería 44............................................................
7-9. Ajuste de la velocidad del motor CAT 45....................................................
7-10. Ajuste de la velocidad del motor Kubota 46..................................................
7-11. Protección contra sobrecargas 47.........................................................
7-12. Servicio para los sistemas de combustible y lubricación 48....................................
7-13. Lecturas de error del voltímetro/amperímetro 50.............................................
7-14. Reparación de averías 50................................................................
SECCIÓN 8 − LISTA DE PIEZAS 53..............................................................
8-1. Piezas de repuesto recomendadas 53......................................................
SECCIÓN 9 − DIAGRAMAS ELÉCTRICOS 54.....................................................
SECCIÓN 10 − PROCEDIMIENTO DE ASENTAMIENTO 58.........................................
10-1. Acumulación de combustible sin quemar en el sistema de escape 58............................
10-2. Procedimiento de asentamiento utilizando una resistencia de carga o un banco de carga 59.........
SECCIÓN 11 − RECOMENDACIONES PARA PREGUNTAS
SOBRE LOS GENERADORES DE POTENCIA 60.........................................
LISTA COMPLETA DE PIEZAS − www.Millerwelds.com
GARANTÍA

DECLARACIÓN DE CONFORMIDAD
para productos de la Comunidad Europea (marcado CE).
MILLER Electric Mfg. Co., 1635 Spencer Street, Appleton, WI 54914 EE. UU. declara que el/los
producto/s identificado/s en esta declaración cumplen los requisitos y disposiciones
esenciales de la/s Directiva/s del Consejo y norma/s mencionadas.
Identificación del producto/aparato:
Producto
Número de pieza
Big Blue 400X Pro (Kubota) 907732010
Big Blue 400X Pro (Kubota) w/ ArcReach 907732011
Big Blue 400X Pro (CAT) 907758
Directivas del Consejo:
• 2014/35/EU Low voltage
• 2014/30/EU Electromagnetic compatibility
• 2000/14/EC & 2005/88/EC Outdoor noise
·Notified Body: AV Technology LTD, Unit 2 Easter Court, Europa Boulevard, Warrington, Cheshire, WA5 7ZB,
United Kingdom
·Conformity Assessment Procedure Followed: Annex VI, 2000/14/EC
·Technical Document Holder: Manufacturer
·Notified Body Evaluation Report No: GB/1067/5096/14 ISSUE 2
·Measured Sound Power level: 95 dB L
WA
·Guaranteed Sound Power Level: 96 dB L
WA
·Electric Power P
eL
: 9.6 kW
Normas:
• IEC 60974-1:2012 Arc welding equipment – Part 1: Welding power sources
• IEC 60974-10:2014 Arc welding equipment – Part 10: Electromagnetic compatibility requirements
El firmante:
_____________________________________ ___________________________________________
David A. Werba
Fecha de declaración
DIRECTOR, CONFORMIDAD DEL DISEÑO DEL PRODUCTO
282222A
February 27, 2018

FICHA TÉCNICA EMF PARA FUENTE DE POTENCIA
PARA SOLDADURA POR ARCO
Identificación del producto/Aparato
Producto
Número de pieza
BIG BLUE 500 X PRO (PERKINS) CE W/ ARCREACH 907761
BIG BLUE 400 X PRO (KUBOTA) CE 907732010
BIG BLUE 400 X PRO (KUBOTA) CE W/ ARCREACH 907732011
BIG BLUE 400 X PRO (CAT) CE 907758
Resumen de la información de conformidad
Normativa aplicable Directiva 2014/35/UE
Límites de referencia Directiva 2013/35/UE, Recomendación 1999/519/CE
Normas aplicables IEC 62822-1:2016, IEC 62822-2:2016
Uso previsto ☒ para uso profesional ☐ para uso no profesional
Se deben considerar efectos no térmicos para la evaluación del lugar de trabajo ☒ SÍ ☐ NO
Se deben considerar efectos térmicos para la evaluación del lugar de trabajo ☐ SÍ ☒ NO
☒ Los datos se basan en la capacidad máxima de la fuente de potencia (válido a menos que se cambie de
firmware/hardware)
☐ Los datos se basan en ajustes/programa de peor de los casos (sólo válido hasta que cambien las opciones de
ajuste/programas de soldadura)
☐ Los datos se basan en ajustes/programas múltiples (sólo válido hasta que cambien las opciones de
ajuste/programas de soldadura)
La exposición profesional está por debajo de los valores límite de exposición ☒ SÍ ☐ NO
(VLE) para efectos de salud en las configuraciones estándar (si NO, se aplican las distancias
mínimas obligatorias)
La exposición profesional está por debajo de los ☐ n.s./n.c. ☒ SÍ ☐ NO
valores límite de exposición (VLE) para efectos (si NO, se necesitan mediciones específicas)
sensoriales en las configuraciones estándar
La exposición profesional está por debajo de los niveles ☐ n.s./n.c. ☐ SÍ ☒ NO
de actuación (NA) en las configuraciones estándar (si NO, se necesita señalización específica)
Datos EMF para efectos no térmicos
Índices de exposición (IE) y distancias al circuito de soldadura (para cada modo de funcionamiento, según corresponda)
Cabeza
Tronco
Extremidad
(mano)
Extremidad
(muslo)
Efectos
sensoriales
Efectos de
salud
Distancia normalizada 10 cm 10 cm 10 cm 3 cm 3 cm
IE de VLE @ distancia normalizada 0,16 0,11 0,18 0,10 0,23
Distancia mínima necesaria
1 cm 1 cm 1 cm 1 cm 1 cm
Distancia en la que todos los índices de exposición de VLE ocupacional caen por debajo de 0,20 8 cm (20 %)
Distancia en la que todos los índices de exposición de VLE ocupacional caen por debajo de 1,00 182 cm (100 %)
Probado por:
.Tony Samimi Fecha prueba: 2016‐02‐22
282267‐A

OM-281496 Página 1
SECCIÓN 1 − PRECAUCIONES DE SEGURIDAD − LEA
ANTES DE USAR
rom_2018−06_spa
Protéjase usted mismo y a otros contra lesiones — lea, cumpla y conserve estas importantes precauciones de seguridad e
instrucciones
de utilización.
1-1. Uso de símbolos
¡PELIGRO! − Indica una situación peligrosa que, si no
se la evita, resultará en muerte o lesión grave. Los peli-
gros posibles se muestran en los símbolos adjuntos o
se explican en el texto.
Indica una situación peligrosa que, si no se la evita, po-
dría resultar en muerte o lesión grave. Los peligros po-
sibles se muestran en los símbolos adjuntos, o se expli-
can en el texto.
AVISO − Indica precauciones no relacionadas a lesiones personales
Indica instrucciones especiales.
Este grupo de símbolos significa ¡Advertencia!, ¡Cuidado! CHOQUE
O DESCARGA ELÉCTRICA, PIEZAS QUE SE MUEVEN, y peligros
de PARTES CALIENTES. Consulte los símbolos e instrucciones re-
lacionadas abajo para la acción necesaria para evitar los peligros.
1-2. Peligros en soldadura de arco
Se usan los símbolos mostrados abajo por todo éste manual
para llamar la atención e identificar a peligros posibles. Cuan-
do usted vea este símbolo, tenga cuidado, y siga a las
instrucciones
relacionadas para evitar el peligro. La informa-
ción de seguridad dada abajo es solamente un resumen de la
información más completa de seguridad que se encuentra en
los estándares de seguridad de sección 1-7. Lea y siga todas
los estándares de seguridad.
Solamente personal cualificado debe instalar, utilizar, mante-
ner y reparar este equipo. La definición de personal
cualificado es cualquier persona que, debido a que posee un
título, un certificado o una posición profesional reconocida,
o gracias a su gran conocimiento, capacitación y experien-
cia, haya demostrado con éxito su capacidad para solucionar
o resolver problemas relacionados con el trabajo, el proyecto
o el tema en cuestión, además de haber asistido a una capaci-
tación en seguridad para reconocer y evitar los peligros que
implica el proceso.
Durante su operación mantenga lejos a todos, especialmente
a los niños.
UNA DESCARGA ELECTRICA puede
matarlo.
El tocar partes con carga eléctrica viva puede causar
un toque fatal o quemaduras severas. El circuito de
electrodo y trabajo está vivo eléctricamente cuando
quiera que la salida de la máquina esté prendida. El
circuito de entrada y los circuitos internos de la
máquina también están vivos eléctricamente cuando
la máquina está prendida. Cuando se suelda con
equipo automático o semiautomático, el alambre,
carrete, el bastidor que contiene los rodillos de
alimentación
y todas las partes de metal que tocan el
alambre de soldadura están vivos eléctricamente.
Equipo instalado incorrectamente o sin conexión a
tierra es un peligro.
No toque partes eléctricamente vivas.
Use guantes de aislamiento secos y sin huecos y protección en el
cuerpo.
Aíslese del trabajo y de la tierra usando alfombras o cubiertas lo
suficientemente
grandes para prevenir cualquier contacto físico
con el trabajo o tierra.
No use una máquina con salida de soldadura de CA en lugares
mojados, húmedos o con poco espacio, o si existe peligro de sufrir
caídas.
Use la salida CA SOLAMENTE si lo requiere el proceso de solda-
dura.
Si se requiere la salida CA, use un control remoto si hay uno pre-
sente en la unidad.
Se requiere precauciones de seguridad adicionales cuando hay
alguna de las siguientes condiciones que son eléctricamente peli-
grosas: en lugares húmedos o mientras está usándose ropa
mojada o húmeda; en estructuras metálicas tales como pisos, reji-
llas o andamios; cuando se está en una posición apretada o
estrecha, tal como estar sentado, arrodillado o acostado, o cuan-
do hay un riesgo alto de contacto accidental con la pieza de trabajo
o tierra. Para estas condiciones, use los siguientes equipos en la
orden aquí presentada: 1) una soldadora semiautomática CD de
voltaje constante, una soldadora de alambre semiautomática CD
de voltaje constante, 2) una soldadora manual CD (de varilla con-
vencional); o 3) una soldadora CA con voltaje de circuito abierto
reducido. En la mayoría de las situaciones se recomienda el uso
de una soldadora CD de voltaje constante. ¡Y, no trabaje sólo!
No se conecte a ningún sistema de distribución eléctrica normal-
mente abastecido por alimentación de servicio público, a menos
que se empleen un interruptor de transferencia y un procedimiento
de puesta a tierra adecuados.
Desconecte la potencia de entrada o pare el motor antes de insta-
lar o dar servicio a este equipo. Apague con candado o usando
etiqueta inviolable (“lockout/tagout”) la entrada de potencia de
acuerdo a OSHA 29 CFR 1910.147 (vea Estánderes de Seguri-
dad).
Instale, conecte a tierra y utilice correctamente este equipo acorde
a las instrucciones de su Manual del usuario y a lo establecido en
los reglamentos nacionales, estatales y locales.
Instale el equipo y conecte a la tierra de acuerdo al manual del ope-
rador y los códigos nacionales estatales y locales.
Siempre verifique el suministro de tierra − chequee y asegúrese
que la entrada de la potencia al alambre de tierra esté apropiada-
mente conectada al terminal de tierra en la caja de desconexión o
que su enchufe esté conectado apropiadamente al receptáculo de
salida que esté conectado a tierra.
Cuando esté haciendo las conexiones de entrada, conecte el con-
ductor de tierra primero − doble chequee sus conexiones.
Mantenga los cordones o alambres secos, sin aceite o grasa, y
protegidos de metal caliente y chispas.
Inspeccione con frecuencia el cable de alimentación y el cable de
tierra de los equipos. Si observa daños o conductores a la vista −
reemplace inmediatamente el cable completo − pues un alambre
desnudo puede matarlo.
Apague todo equipo cuando no esté usándolo.
No utilice cables con signos de desgaste, dañados, de sección pe-
queña o reparados.
No envuelva los cables alrededor de su cuerpo.
Si se requiere grampa de tierra en el trabajo haga la conexión de
tierra con un cable separado. Nunca use la grampa de trabajo o el
cable de trabajo.
No toque el electrodo si usted está en contacto con el trabajo o cir-
cuito de tierra u otro electrodo de una máquina diferente.
Use equipo bien mantenido. Repare o reemplace partes dañadas
inmediatamente.
Mantenga la unidad de acuerdo al manual.

OM-281496 Página 2
No toque simultáneamente las pinzas portaelectrodos de dos má-
quinas de soldar pues el voltaje de circuito abierto será el doble del
normal.
Use tirantes de seguridad para prevenir que se caiga si está traba-
jando más arriba del nivel del piso.
Mantenga todos los paneles y cubiertas en su sitio.
Ponga la grampa del cable de trabajo con un buen contacto de me-
tal a metal al trabajo o mesa de trabajo lo más cerca de la suelda
que sea práctico.
Si la pinza de masa no está conectada a la pieza, aíslela para evi-
tar el contacto accidental con cualquier objeto de metal.
No conecte más de un cable de portaelectrodos o de masa en ca-
da conector de la salida de la máquina de soldar. Desconecte los
cables cuando no utilice la máquina.
Use la protección de GFCI al operar equipo auxiliar. Pruebe los co-
nectores hembra de GFCI a alta velocidad.
Aun DESPUÉS de haber apagado el motor, puede quedar
un VOLTAJE IMPORTANTE DE CC en las fuentes de poder
con convertidor CA/CC.
Antes de tocar ninguna pieza, detenga el motor en el convertidor
CC/CA y descargue los capacitores de entrada, según las instruc-
ciones del manual.
Las PIEZAS CALIENTES pueden
ocasionar quemaduras.
No toque las partes calientes con la mano sin
guante.
Permita que haya un período de enfriamiento
antes de trabajar en la máquina.
Para manejar partes calientes, use herramientas apropiadas
y/o póngase guantes pesados, con aislamiento para soldar y
ropa para prevenir quemaduras.
METAL QUE VUELA o TIERRA puede
lesionar los ojos.
El soldar, picar, cepillar con alambre, o esmeri-
lar puede causar chispas y metal que vuele.
Cuando se enfrían las sueldas, estás pueden
soltar escoria.
Use anteojos de seguridad aprobados con resguardos laterales
hasta debajo de su careta.
HUMO y GASES pueden ser
peligrosos
El soldar produce humo y gases. Respirando estos
humos y gases pueden ser peligrosos a su salud.
Mantenga su cabeza fuera del humo. No respire el humo.
Ventile el área de trabajo o use ventilación local forzada ante el ar-
co para quitar el humo y los gases de soldadura. El método
recomendado
para determinar la ventilación adecuada es tomar
muestras de la composición y la cantidad de humos y gases a los
que está expuesto el personal.
Si la ventilación es mala, use un respirador de aire aprobado.
Lea y entienda las Hojas de datos del material (SDS) y las instruc-
ciones del fabricante relacionadas con los adhesivos, metales,
consumibles, recubrimientos, limpiadores, refrigerantes, desen-
grasadores, fundentes y metales.
Trabaje en un espacio cerrado solamente si está bien ventilado o
mientras esté usando un respirador de aire. Siempre tenga una
persona entrenada cerca. Los humos y gases de la suelda pueden
desplazar el aire y bajar el nivel de oxígeno causando daño a la
salud o muerte. Asegúrese que el aire de respirar esté seguro.
No suelde en ubicaciones cerca de operaciones de grasa, limpia-
miento o pintura al chorro. El calor y los rayos del arco pueden
hacer reacción con los vapores y formar gases altamente tóxicos
e irritantes.
No suelde en materiales de recubrimientos como acero galvaniza-
do, plomo, o acero con recubrimiento de cadmio a no se que se ha
quitado el recubrimiento del área de soldar, el área esté bien venti-
lada y esté usando un respirador de aire. Los recubrimientos de
cualquier metal que contiene estos elementos pueden emanar hu-
mos tóxicos cuando se sueldan.
LA ACUMULACION DE GAS puede
enfermarle o matarle.
Cierre el suministro de gas comprimido cuando
no lo use.
Siempre dé ventilación a espacios cerrados o
use un respirador aprobado que reemplaza el
aire.
LOS RAYOS DEL ARCO pueden que-
mar sus ojos y piel
Los rayos del arco de un proceso de suelda
producen un calor intenso y rayos ultravioletas
fuertes que pueden quemar los ojos y la piel. Las
chispas se escapan de la soldadura.
Use una careta de soldar aprobada que tenga un matiz apropiado de
lente-filtro para proteger su cara y ojos mientras esté soldando o mi-
rando (véase los estándares de seguridad ANSI Z49.1 y Z87.1).
Use anteojos de seguridad aprobados que tengan protección late-
ral.
Use pantallas de protección o barreras para proteger a otros del
destello, reflejos y chispas, alerte a otros que no miren el arco.
Use ropa de protección adecuada para el cuerpo, de material du-
rable y resistente a la llama (cuero, algodón grueso o lana). La
ropa de protección para el cuerpo incluye guantes de cuero, cami-
sa de trabajo, pantalones sin botamanga (vuelta), botas de
seguridad y una gorra; ninguno de estos elementos debe contener
compuestos derivados del petróleo.
Soldando en un envase cerrado, como tanques,
tambores o tubos, puede causar explosión. Las
chispas pueden volar de un arco de soldar. Las
chispas que vuelan, la pieza de trabajo caliente y el equipo caliente
pueden causar fuegos y quemaduras. Un contacto accidental del
electrodo a objetos de metal puede causar chispas, explosión,
sobrecalentamiento,
o fuego. Chequee y asegúrese que el área esté
segura antes de comenzar cualquier suelda.
EL SOLDAR puede causar fuego o
explosión.
Quite todo material inflamable dentro de 11m de distancia del arco
de soldar. Si eso no es posible, cúbralo apretadamente con cubier-
tas aprobadas.
No suelde donde las chispas pueden impactar material inflamable.
Protéjase a usted mismo y otros de chispas que vuelan y metal ca-
liente.
Este alerta de que chispas de soldar y materiales calientes del ac-
to de soldar pueden pasar a través de pequeñas rajaduras o
aperturas en areas adyacentes.
Siempre mire que no haya fuego y mantenga un extinguidor de
fuego cerca.
Esté alerta que cuando se suelda en el techo, piso, pared o algún
tipo de separación, el calor puede causar fuego en la parte escon-
dida que no se puede ver.
No suelde en recipientes que han contenido combustibles, ni en
recipientes cerrados como tanques, tambores o tuberías, a me-
nos que estén preparados correctamente de acuerdo con la
norma AWS F4.1 y AWS A6.0 (vea las normas de seguridad).
No suelde en lugares donde la atmósfera podría contener polvos,
gases o vapores inflamables (por ejemplo gasolina).
Conecte el cable del trabajo al área de trabajo lo más cerca posible
al sitio donde va a soldar para prevenir que la corriente de soldadura
haga un largo viaje posiblemente por partes desconocidas causando
una descarga eléctrica, chispas y peligro de incendio.
No use una soldadora para descongelar tubos helados.
Quite el electrodo del porta electrodos o corte el alambre de soldar
cerca del tubo de contacto cuando no esté usándolo.

OM-281496 Página 3
Use ropa de protección adecuada para el cuerpo, de material
durable y resistente a la llama (cuero, algodón grueso o lana). La
ropa de protección para el cuerpo incluye guantes de cuero,
camisa de trabajo, pantalones sin botamanga (vuelta), botas de
seguridad y una gorra; ninguno de estos elementos debe contener
compuestos derivados del petróleo.
Quite de su persona cualquier combustible, como encendedoras
de butano o cerillos, antes de comenzar a soldar.
Después de completar el trabajo, inspeccione el área para asegu-
rarse de que esté sin chispas, rescoldo, y llamas.
Use sólo los fusibles o disyuntores correctos. No los ponga de ta-
maño más grande o los pase por un lado.
Siga los requerimientos en el número 1910.252 (a) (2) (iv) de OS-
HA, y 51B de NFPA para trabajo caliente y tenga un vigilante para
incendio con un extintor (extinguidor) cercado.
Lea y entienda las Hojas de datos del material (SDS) y las instruc-
ciones del fabricante relacionadas con los adhesivos, metales,
consumibles, recubrimientos, limpiadores, refrigerantes, desen-
grasadores, fundentes y metales.
EL RUIDO puede dañar su oído.
El ruido de algunos procesos o equipo puede dañar
su oído
Use protección aprobada para el oído si el ni-
vel de ruido es muy alto.
Los CAMPOS ELÉCTRICOS Y
MAGNÉTICOS (EMF) pueden afectar el
funcionamiento de los dispositivos
médicos implantados.
Las personas que utilicen marcapasos u otros dispositivos mé-
dicos implantados deben mantenerse apartadas de la zona de
trabajo.
Los usuarios de dispositivos médicos implantados deben
consultar a su médico y al fabricante del dispositivo antes de
efectuar trabajos, o estar cerca de donde se realizan, de
soldadura por arco, soldadura por puntos, ranurado, corte por
arco de plasma u operaciones de calentamiento por inducción.
Los cilindros de gas comprimido contienen gas a
alta presión. Si están averiados los cilindros pueden
estallar. Como los cilindros son normalmente parte
del proceso de soldadura, siempre trátelos con cuidado.
LOS CILINDROS pueden estallar si
están averiados.
Proteja cilindros de gas comprimido del calor excesivo, golpes
mecánicos,
daño físico, escoria, llamas, chispas y arcos.
Instale y asegure los cilindros en una posición vertical asegurán-
dolos a un soporte estacionario o un sostén de cilindros para
prevenir que se caigan o se desplomen.
Mantenga los cilindros lejos de circuitos de soldadura o eléctricos.
Nunca envuelva la antorcha de suelda sobre un cilindro de gas.
Nunca permita que un electrodo de soldadura toque ningún cilin-
dro.
Nunca suelde en un cilindro de presión − una explosión resultará.
Use solamente gas comprimido correcto al igual que reguladores,
mangueras y conexiones diseñados para la aplicación específica;
manténgalos,
al igual que las partes, en buena condición.
Aparte su cara de la salida de la válvula mientras abre la válvula
del cilindro. No se pare frente o detrás del regulador al abrir la vál-
vula del cilindro.
Mantenga la tapa protectiva en su lugar sobre la válvula excepto
cuando el cilindro está en uso o conectado para ser usado.
Siga los procedimientos y use los equipos correctos, y solicite la
asistencia de una cantidad suficiente de personas para levantar y
mover los cilindros.
Lea y siga las instrucciones de los cilindros de gas comprimido,
equipo asociado y la publicación de la Asociación de Gas Compri-
mido (CGA) P-1 que están enlistados en los Estándares de
Seguridad.
1-3. Peligros del motor
La EXPLOSIÓN DE LA BATERÍA
puede producir lesiones.
Siempre use una cubierta para la cara, guantes
de seguridad y ropa protectiva cuando esté tra-
bajando con una batería.
Pare el motor antes de desconectar o conectar los cables de la ba-
tería o los del cargador de baterías (si corresponde), o antes de
realizar tareas de mantenimiento en la batería.
No permita herramientas que causen chispas cuando esté traba-
jando en una batería.
No utilice la soldadora para cargar baterías ni para hacer arrancar
vehículos a menos que la unidad tenga incorporado un cargador
de baterías diseñado para ello.
Observe la polaridad correcta (+ y −) en baterías.
Desconecte primero el cable negativo (−) y conéctelo al último.
Evite que las baterías sean alcanzadas por chispas o llamas y
aléjela de cualquier otra fuente de ignición; no fume cerca de las
baterías. Las baterías producen gases explosivos durante su
funcionamiento
normal y en el proceso de carga.
Cuando trabaje en una batería, o en su proximidad, siga las indica-
ciones del fabricante de la batería. Consulte más información en el
manual de servicio de la batería (incluido en Estándares de seguri-
dad).
EL COMBUSTIBLE DE UN MOTOR
puede causar fuego o explosión.
Detenga el motor y permita que se enfríe antes
de chequearlo o añadir combustible.
No añada combustible mientras esté fumando o si la unidad está
cerca de chispas o llamas expuestas.
No sobre llene el tanque − permita que haya espacio para que el
combustible se expanda.
No derrame combustible. Si se ha derramado el combustible, lim-
pie y seque antes de arrancar el motor.
Deseche los trapos en un receptáculo contra llamas.
Siempre mantenga la boquilla en contacto con el tanque, cuando
lo esté llenando.
Las PIEZAS MÓVILES pueden
provocar lesiones.
Manténgase
apartado de las piezas
en
movimiento
como ventiladores, correas
y rotores.
Mantenga todas las puertas, paneles, tapas y guardas cerrados y
en su lugar.
Pare el motor antes de instalarlo o conectarlo.
Verifique que sólo personal cualificado retire puertas, paneles,
tapas o resguardos para brindar mantenimiento o resolver
problemas en caso necesario.
Para evitar un arranque accidental durante las tareas
de mantenimiento, desconecte el cable negativo (−) de la batería.

OM-281496 Página 4
Mantenga sus manos, pelo, ropa y herramientas alejados
de las piezas en movimiento.
Reinstale puertas, tapas, paneles o resguardos cuando terminen
las tareas de mantenimiento y antes de arrancar el motor.
Antes de trabajar sobre el generador, desmonte las bujías
o inyectores para evitar que el motor haga un giro de retroceso
o que arranque.
Si debe trabajar sobre los componentes del generador, bloquee el
volante para evitar que gire.
Las CHISPAS DEL ESCAPE pueden
causar fuego.
No permita que las chispas que salen por el tu-
bo de escape del motor causen un fuego.
Use un eliminador de chispas del escape apro-
bado en las áreas que se requieran. Véase los
códigos que aplican.
Las PIEZAS CALIENTES pueden
ocasionar quemaduras.
No toque las partes calientes del motor
Permita que haya un período de enfriamiento
antes de dar mantenimiento.
Use guantes y ropa protectiva cuando esté tra-
bajando en un motor caliente.
El VAPOR y LIQUIDO ENFRIANTE
CALIENTE pueden causar quemadu-
ras.
Si es posible, chequee el nivel de líquido en-
friante cuando el motor esté frío para no que-
marse.
Siempre verifique el nivel del líquido enfriante en el tanque de so-
breflujo, si hay uno en la unidad, en vez de hacerlo en el radiador (a
no ser que se indique de otra manera en la Sección de Manteni-
miento, o en el manual del motor).
Si el motor está caliente y necesita chequearse el nivel, siga las
recomendaciones que siguen.
Use anteojos de seguridad y guantes y ponga un trapo sobre la
tapa del radiador.
Dé vuelta a la tapa ligeramente y permita que la presión escape
lentamente antes de quitar la tapa completamente.
El uso de un generador adentro PUE-
DE MATARLE EN MINUTOS.
El escape de un generador contiene monóxido
de carbono. Éste es un veneno que no se pue-
de ver u oler.
NUNCA lo use adentro en casa o garaje, AUNQUE las puertas y
ventanas estuvieran abiertas.
Úselo sólo AL AIRE LIBRE y lejos de ventanas, puertas y respira-
deros.
ACIDO DE BATERIA puede QUEMAR
LA PIEL Y LOS OJOS.
No incline la batería.
Reemplace las baterías dañadas.
Completa e inmediatamente lave los ojos y la piel con agua.
El CALOR DEL MOTOR puede causar
fuego.
No ponga la unidad encima, sobre o cerca de
superficies combustibles o artículos inflama-
bles.
Mantenga el escape y los tubos de escape lejos de artículos in-
flamables.
1-4. Peligros del aire comprimido
El EQUIPAMIENTO DE AIRE COMPRIMIDO
puede producir lesiones o la muerte.
La instalación o el uso incorrectos de esta
unidad pueden provocar desperfectos en
el equipo y lesiones al personal. Sólo personas
capacitadas deberían instalar, operar y dar
servicio a esta unidad según el manual del
dueño, los estándares de la industria y los
códigos nacionales, estatales y locales.
No exceda la potencia nominal o la capacidad del compresor ni de
otros equipos del sistema de aire comprimido. Diseñe el sistema
de aire comprimido de forma tal que el desperfecto de cualquiera
de sus componentes no ponga en peligro al personal ni provoque
daños materiales.
Antes de comenzar a trabajar sobre el sistema de aire
comprimido,
apague la unidad, coloque un bloqueo y una etiqueta
de advertencia en el interruptor principal, descargue la presión de
aire y asegúrese de que no pueda ser aplicada accidentalmente.
No trabaje en el sistema de aire comprimido mientras la unidad
esté funcionando a no ser que sea una persona capacitada y esté
siguiendo las intrucciones del fabricante.
No modifique o altere el compresor ni otros equipos suministrados
por el fabricante. No desconecte, ni desactive, ni inhabilite
temporalmente
ningún equipo de seguridad del sistema de aire
comprimido.
Use únicamente componentes y accesorios aprobados por
el fabricante.
Manténgase
alejado de los puntos donde haya peligro de sufrir
pellizcos o aplastamientos en sus miembros provocados por
los equipos conectados al sistema de aire comprimido.
No trabaje debajo o alrededor de cualquier equipo que esté
sostenido únicamente por la presión neumática; sostenga dicho
equipo por medios mecánicos adecuados.
El METAL CALIENTE producido por
el corte y el ranurado por arco con aire
puede provocar incendios o explosiones.
No efectúe operaciones de corte o ranurado
cerca de elementos inflamables.
Vigile que no se produzcan incendios; tenga siempre a mano un
extinguidor.
El AIRE COMPRIMIDO puede producir
lesiones o la muerte.
Antes de comenzar a trabajar sobre el sistema
de aire comprimido, apague la unidad, coloque
un bloqueo y una etiqueta de advertencia en
el interruptor principal, descargue la presión
de aire y asegúrese de que no pueda ser
aplicada accidentalmente.
Descargue la presión del equipo antes
de desconectar o conectar las tuberías de aire.
Antes de poner en marcha la unidad revise los componentes
del sistema de aire comprimido y todas las conexiones y
mangueras para verificar la ausencia de daños, fugas o desgaste.
No dirija el chorro de aire comprimido hacia usted u otras
personas.
Cuando trabaje en el sistema neumático use equipos de
protección
como lentes de seguridad, protección auditiva,
guantes de cuero, camisa y pantalones de trabajo, zapatos altos y
una gorra.

OM-281496 Página 5
Use agua jabonosa o un detector ultrasónico para buscar fugas de
aire; nunca use las manos desnudas. No use el equipo
si encuentra fugas de aire.
Reinstale puertas, tapas, paneles o resguardos cuando terminen
las tareas de mantenimiento y antes de arrancar la unidad.
Si ALGO de aire es inyectado en la piel o en el cuerpo busque
asistencia médica inmediatamente.
RESPIRAR EL AIRE COMPRIMIDO puede
producir lesiones o la muerte.
No utilice aire comprimido para respirar.
Utilícelo únicamente para las operaciones
de corte, ranurado y accionamiento
de herramientas.
EL AIRE A PRESI
Ó
N CONTENIDO EN
EL SISTEMA Y UNA MANGUERA
AZOTANDO EL LUGAR DE TRABAJO
puede causar lesiones.
Antes de realizar tareas de mantenimiento, agregar o cambiar
accesorios, abrir el drenaje o la tapa de llenado de aceite del
compresor, descargue la presión de aire en las herramientas y
en el sistema.
Las PIEZAS MÓVILES pueden provocar
lesiones.
Manténgase
apartado de las piezas en
movimiento
como ventiladores, correas y
rotores.
Mantenga todas las puertas, paneles, tapas y guardas cerrados y
en su lugar.
Mantenga sus manos, pelo, ropa y herramientas alejados de las
piezas en movimiento.
Antes de comenzar a trabajar sobre el sistema de aire comprimido,
apague la unidad, coloque un bloqueo y una etiqueta de advertencia
en el interruptor principal, descargue la presión de aire y asegúrese
de que no pueda ser aplicada accidentalmente.
Verifique que sólo personal cualificado retire tapas o resguardos
para brindar mantenimiento o resolver problemas en caso
necesario.
Reinstale puertas, tapas, paneles o resguardos cuando terminen
las tareas de mantenimiento y antes de arrancar el motor.
PARTES CALIENTES puedan causar
quemaduras severas.
No toque las piezas calientes del compresor
o del sistema de aire.
Deje que el sistema se enfríe antes de realizar
tareas de mantenimiento o tocar partes
del mismo.
Para manejar partes calientes, use herramientas apropiadas
y/o póngase guantes pesados, con aislamiento para soldar
y ropa para prevenir quemaduras.
LEER INSTRUCCIONES.
Lea y siga cuidadosamente las instrucciones
contenidas en todas las etiquetas y en el
Manual del usuario antes de instalar, utilizar o
realizar tareas de mantenimiento en la unidad.
Lea la información de seguridad incluida en la
primera parte del manual y en cada sección.
Utilice únicamente piezas de reemplazo legítimas del fabrican-
te.
Los trabajos de instalación y mantenimiento deben ser ejecuta-
dos de acuerdo con las instrucciones del manual del usuario, las
normas del sector y los códigos nacionales, estatales y locales.
1-5. Símbolos adicionales para instalación, operación y mantenimiento
Peligro de FUEGO O EXPLOSIÓN.
No ponga la unidad encima de, sobre o cerca
de superficies combustibles.
No instale la unidad cerca a objetos inflama-
bles.
No sobrecarga a los alambres de su edificio − asegure que su
sistema de abastecimiento de potencia es adecuado en tamaño
capacidad y protegido para cumplir con las necesidades de esta
unidad.
Un EQUIPO AL CAER puede producir
lesiones.
Use la orejera para levantar la unidad y los ac-
cesorios bien instalados, NO los cilindros de
gas. No exceda la capacidad máxima de peso
de la orejera (vea las especificaciones).
Siga los procedimientos adecuados y use equipos con suficiente
capacidad para levantar y sostener la unidad.
Si use un carro montecargas para mover la unidad, asegure que
los dedos son bastante largas para extender más allá al lado
opuesto de la unidad.
Cuando trabaje desde una ubicación elevada, mantenga el equipo
(cables y cordones) alejado de los vehículos en movimiento.
Siga las pautas incluidas en el Manual de aplicaciones de la
ecuación revisada para levantamiento de cargas del NIOSH
(Publicación
Nº 94–110) cuando tenga que levantar cargas
pesadas o equipos.
EL SOBRECALENTAMIENTO puede
dañar a los motores.
Apague o desenchufe el equipo antes de arran-
car o parar el motor.
No deje que voltaje y frecuencia baja causadas por una veloci-
dad de motor lenta, hagan daño a los motores eléctricos.
Utilice solo el equipo adecuado para operar a una energía de 60
o 50/60 Hz.
Las CHISPAS DESPEDIDAS por los
equipos pueden ocasionar lesiones.
Use un resguardo para la cara para proteger
los ojos y la cara.
De la forma al electrodo de tungsteno solamente en una amola-
dora con los resguardos apropiados en una ubicación segura
usando la protección necesaria para la cara, manos y cuerpo.
Las chispas pueden causar fuego − mantenga los inflamables
lejos.
Las PIEZAS MÓVILES pueden
provocar lesiones.
Aléjese de toda parte en movimiento.
Aléjese de todo punto que pellizque, tal como
rodillos impulsados.
La SALIDA PARA CARGA DE BATERÍAS y
la EXPLOSIÓN DE LA BATERÍA pueden
producir lesiones.
No todos los modelos se pueden utilizar para cargar
baterías.

OM-281496 Página 6
Use siempre una careta de protección para la cara, guantes de
caucho (hule) y ropa protectora cuando trabaje con una batería.00
Pare el motor antes de desconectar o conectar los cables de la
batería o los del cargador de baterías (si corresponde), o antes de
realizar tareas de mantenimiento en la batería.
Evite que las herramientas causen chispas cuando trabaje con
una batería.
No utilice la soldadora para cargar baterías ni para hacer arrancar
vehículos a menos que tenga incorporado un cargador de baterías
diseñado para ello.
Observe la polaridad correcta (+ y −) de las baterías.
Desconecte primero el cable negativo (−) y, cuando vuelva a
conectar la batería, conéctelo al último.
Evite que las baterías sean alcanzadas por chispas o llamas y
aléjela de cualquier otra fuente de ignición; no fume cerca de las
baterías. Las baterías producen gases explosivos durante su
funcionamiento
normal y en el proceso de carga.
Cuando trabaje en una batería, o en su proximidad, siga las
indicaciones del fabricante de la batería. Consulte más
información
en el manual de servicio de la batería (incluido en
Estándares
de seguridad).
Nunca permita que personas sin la capacitación suficiente
carguen baterías.
Si retira una batería de un vehículo para su carga, desconecte
primero el cable negativo (−) y, cuando vuelva a conectar la
batería, conéctelo al último. Para evitar un arco, verifique que
todos los accesorios estén apagados.
Cargue únicamente baterías de plomo−ácido. No utilice el
cargador de baterías para alimentar un sistema eléctrico de muy
bajo voltaje ni para cargar baterías secas.
No cargue una batería congelada.
No use cables averiados para cargar baterías.
No cargue las baterías en un lugar cerrado o con poca ventilación.
No cargue una batería cuyos terminales estén flojos o una batería con
daños visibles como la caja o la tapa agrietadas.
Antes de cargar una batería, seleccione el voltaje del cargador de
acuerdo al voltaje de la batería.
Antes de conectar la batería al cargador, coloque los controles de
éste en la posición Off (apagado). Evite que los conectores a
resorte del cargador de baterías se toquen entre sí.
Mantenga los cables del cargador apartados del cofre y la puerta
del vehículo y de piezas en movimiento.
LOS FLUIDOS A ALTA PRESIÓN pueden
provocar daños personales graves o
mortales.
Los componentes del sistema de combustible del
motor podrían estar sometidos a una alta presión.
Antes de trabajar en el sistema de combustible,
apague el motor para liberar la presión.
Si accidentalmente se inyecta algún fluido bajo la piel o en el
cuerpo busque asistencia médica inmediatamente.
El ALAMBRE de SOLDAR puede
causar heridas.
No presione el gatillo de la antorcha hasta que
reciba estas instrucciones.
No apunte la punta de la antorcha hacia ninguna parte del cuer-
po, otras personas o cualquier objeto de metal cuando esté pa-
sando el alambre.
SOBREUSO puede causar SOBRE−
CALENTAMIENTO DEL EQUIPO
Permite un período de enfriamiento, siga el ci-
clo de trabajo nominal.
Reduzca la corriente o ciclo de trabajo antes de soldar de nuevo.
No bloquee o filtre el flujo de aire a la unidad.
ESTÁTICA (ESD) puede dañar las
tarjetas de circuito.
Ponga los tirantes aterrizados de muñeca AN-
TES de tocar los tableros o partes.
Use bolsas y cajas adecuadas anti-estáticas para almacenar,
mover o enviar tarjetas impresas de circuito.
La INCLINACIÓN DEL REMOLQUE
puede provocar lesiones.
Use el gato para la barra de remolque o blo-
quéela para soportar su peso.
Instale apropiadamente el generador de solda-
dura sobre el remolque, de acuerdo a las ins-
trucciones que vinieron con el remolque.
LEER INSTRUCCIONES.
Lea y siga cuidadosamente las instrucciones
contenidas en todas las etiquetas y en el
Manual del usuario antes de instalar, utilizar o
realizar tareas de mantenimiento en la unidad.
Lea la información de seguridad incluida en la
primera parte del manual y en cada sección.
Utilice únicamente piezas de reemplazo legítimas del fabricante.
Los trabajos de instalación y mantenimiento deben ser ejecuta-
dos de acuerdo con las instrucciones del manual del usuario, las
normas del sector y los códigos nacionales, estatales y locales.
RADIACION de ALTA FRECUENCIA
puede causar interferencia.
Radiacion de alta frecuencia puede interferir con
navegación
de radio, servicios de seguridad,
computadores, y equipos de comunicación.
Asegure que solamente personas calificadas, familiarizadas con
equipos electronicas instala el equipo.
El usuario es responsable por tener un electricista calificada co-
rregir cualquiera interferencia causada resultando de la
instalación.
Si la FCC (Comision Federal de Comunicación) le notifique que
hay interferencia, deja de usar el equipo al inmediato.
Asegure que la instalación recibe chequeo y mantención regular.
Mantenga las puertas y paneles de una fuente de alta frecuencia
cerradas completamente, mantenga la distancia de la chispa en
los platinos en su fijación correcta y use el aterrizar o el blindar
contra corriente para minimizar la posibilidad de interferencia.
La SOLDADURA DE ARCO puede
causar interferencia.
La energía electromagnética puede interferir
con equipo electrónico sensitivo como compu-
tadoras, o equipos impulsados por computado-
ras, como robotes.
Asegúrese que todo el equipo en el área de soldadura sea compa-
tible eletromagnéticamente.
Para reducir posible interferencia, mantenga los cables de solda-
dura lo más cortos posible, lo más juntos posible o en el suelo, si
fuerá posible.
Ponga su operación de soldadura por lo menos a 100 metros de
distancia de cualquier equipo que sea sensible electrónicamente.
Asegúrese que la máquina de soldar esté instalada y aterrizada de
acuerdo a este manual.
Si todavía ocurre interferencia, el operador tiene que tomar medi-
das extras como el de mover la máquina de soldar, usar cables
blindados, usar filtros de línea o blindar de una manera u otra la
área de trabajo.

OM-281496 Página 7
1-6. CALIFORNIA Proposición 65 Advertencia
ADVERTENCIA: Este producto puede exponerlo a químicos,
incluso plomo, que el estado de California conoce como
causantes de cáncer, defectos de nacimiento u otros daños
reproductivos.
Para obtener más información, acceda a www.P65W
arnings.ca.gov
.
Para un motor de diesel:
ADVERTENCIA: Respirar el escape de un motor de diesel lo
expone a químicos conocidos por el estado de California co-
mo causantes de cáncer, defectos de nacimiento u otros
daños reproductivos.
Siempre ponga en marcha y opere el motor en un área
bien ventilada.
Si está en un área cerrada, ventile el escape al exterior.
No modifique ni afecte el sistema de escape.
No ponga el motor en punto muerto, excepto según resul-
te necesario.
Para obtener más información, acceda a www.P65W
arnings.ca.gov/
diesel.
1-7. Estándares principales de seguridad
Safety in Welding, Cutting, and Allied Processes, ANSI Standard Z49.1,
is available as a free download from the American Welding Society at
http://www.aws.org or purchased from Global Engineering Documents
(phone: 1-877-413-5184, website: www
.global.ihs.com).
Safe Practices for the Preparation of Containers and Piping for Welding
and Cutting, American Welding Society Standard AWS F4.1, from Glob-
al Engineering Documents (phone: 1-877-413-5184, website:
www
.global.ihs.com).
Safe Practices for Welding and Cutting Containers that have Held Com-
bustibles, American Welding Society Standard AWS A6.0, from Global
Engineering
Documents (phone: 1-877-413-5184,
website: www
.global.ihs.com).
National Electrical Code, NFPA Standard 70, from National Fire Protec-
tion Association, Quincy, MA 02169 (phone: 1-800-344-3555, website:
www.nfpa.org and www. sparky.org).
Safe Handling of Compressed Gases in Cylinders, CGA Pamphlet P-1,
from Compressed Gas Association, 14501 George Carter Way,
Suite 103, Chantilly, VA 20151 (phone: 703-788-2700,
website:www.cganet.com).
Safety in Welding, Cutting, and Allied Processes, CSA Standard
W117.2, from Canadian Standards Association, Standards Sales, 5060
Spectrum Way, Suite 100, Mississauga, Ontario, Canada L4W 5NS
(phone: 800-463-6727, website: www.csagroup.org).
Battery Chargers, CSA Standard C22.2 NO 107.2−01, from Canadian
Standards Association, Standards Sales, 5060 Spectrum Way, Suite
100, Mississauga, Ontario, Canada L4W 5NS (phone: 800-463-6727,
website: www.csagroup.org).
Safe Practice For Occupational And Educational Eye And Face Protec-
tion, ANSI Standard Z87.1, from American National Standards Institute,
25 West 43rd Street, New York, NY 10036 (phone: 212-642-4900, web-
site: www.ansi.org).
Standard for Fire Prevention During Welding, Cutting, and Other Hot
Work, NFPA Standard 51B, from National Fire Protection Association,
Quincy, MA 02169 (phone: 1-800-344-3555, website: www.nfpa.org.)
OSHA, Occupational Safety and Health Standards for General Indus-
try, Title 29, Code of Federal Regulations (CFR), Part 1910.177 Subpart
N, Part 1910 Subpart Q, and Part 1926, Subpart J, from U.S. Govern-
ment Printing Office, Superintendent of Documents, P.O. Box 371954,
Pittsburgh, PA 15250-7954 (phone: 1-866-512-1800) (there are 10 OS-
HA Regional Offices—phone for Region 5, Chicago, is 312-353-2220,
website: www.osha.gov).
Portable Generators Safety Alert, U.S. Consumer Product Safety Com-
mission (CPSC), 4330 East West Highway, Bethesda, MD 20814
(phone: 301-504-7923, website: www.cpsc.gov).
Applications Manual for the Revised NIOSH Lifting Equation, The Na-
tional Institute for Occupational Safety and Health (NIOSH), 1600
Clifton Rd, Atlanta, GA 30329-4027 (phone: 1-800-232-4636, website:
www.cdc.gov/NIOSH).
Para conocer los estándares que regulan los sistemas hidráulicos, co-
muníquese con National Fluid Power Association, 6737 West
Washington St., Suite 2350, Milwaukee, WI 53214 (teléfono: (414)
778-3344, sitio web: www.nfpa.com).
Battery Service Manual, Battery Council International, 330 North Wa-
bash Ave., Suite 2000, Chicago IL 60611 (teléfono: 1-312-245-1074,
sitio web: www
.batterycouncil.org).
1-8. Información sobre los campos electromagnéticos (EMF)
La corriente que fluye a través de un conductor genera campos
eléctricos
y magnéticos (EMF) localizados. La corriente del arco de
soldadura (y otras técnicas afines como la soldadura por puntos, el
ranurado, el corte por plasma y el calentamiento por inducción) genera
un campo EMF alrededor del circuito de soldadura. Los campos EMF
pueden interferir con algunos dispositivos médicos implantados como,
por ejemplo, los marcapasos. Por lo tanto, se deben tomar medidas de
protección
para las personas que utilizan estos implantes médicos. Por
ejemplo, aplique restricciones al acceso de personas que pasan por las
cercanías o realice evaluaciones de riesgo individuales para los
soldadores. Todos los soldadores deben seguir los procedimientos que
se indican a continuación con el objeto de minimizar la exposición a los
campos EMF generados por el circuito de soldadura:
1. Mantenga los cables juntos retorciéndolos entre sí o uniéndolos
mediante cintas o una cubierta para cables.
2. No ubique su cuerpo entre los cables de soldadura. Disponga
los cables a un lado y apártelos del operario.
3. No enrolle ni cuelgue los cables sobre su cuerpo.
4. Mantenga la cabeza y el tronco tan apartados del equipo del
circuito de soldadura como le sea posible.
5. Conecte la pinza de masa en la pieza lo más cerca posible de la
soldadura.
6. No trabaje cerca de la fuente de alimentación para soldadura, ni
se siente o recueste sobre ella.
7. No suelde mientras transporta la fuente de alimentación o el
alimentador de alambre.
Acerca de los aparatos médicos implantados:
Las personas que usen aparatos médico implantados deben consultar
con su médico y el fabricante del aparato antes de llevar a cabo o acer-
carse a soldadura de arco, soldadura de punto, ranurar, hacer corte por
plasma, u operaciones de calentamiento por inducción. Si su doctor lo
permite, entonces siga los procedimientos de arriba.

Puede encontrar una lista de piezas completa en nuestro sitio de Internet www.MillerWelds.com
OM-281496 Página 8
SECCIÓN 2 − DEFINICIONES
2-1. Símbolos y definiciones adicionales de seguridad
Algunos símbolos se encuentran únicamente en los productos con la marca CE.
¡Advertencia! ¡Cuidado! Existen peligros potenciales indicados por los símbolos.
Safe1 2012−05
No deseche el producto (si fuese necesario) con los residuos comunes.
Reutilice o recicle los residuos de aparatos eléctricos y electrónicos (WEEE) desechándolos en una planta
de recolección designada para tal fin.
Si necesita mayor información, comuníquese con la oficina de reciclado de su localidad o con su distribuidor local.
Safe37 2017−04
Use guantes aislantes secos. No toque ninguna pieza caliente sin protección en las manos. No use guantes
mojados o deteriorados.
Safe2 2017−04
Protéjase de las descargas eléctricas aislándose usted mismo de la masa y de la tierra.
Safe3 2017−04
Mantenga su cabeza fuera del humo.
Safe6 2017−04
Use ventilación forzada o algún tipo de extracción local para eliminar los humos.
Safe8 2012−05
Use un ventilador para eliminar los humos.
Safe10 2012−05
Mantenga los materiales inflamables alejados de la soldadura. No suelde cerca de materiales inflamables.
Safe12 2012−05
Las chispas producidas por la soldadura pueden provocar incendios. Tenga a mano un extinguidor y una persona
que vigile lista para usarlo.
Safe14 2012−05

Puede encontrar una lista de piezas completa en nuestro sitio de Internet www.MillerWelds.com
OM-281496 Página 9
No suelde sobre tambores u otros recipientes cerrados.
Safe16 2017−04
No quite esta etiqueta ni la cubra con pintura.
Safe20 2017−04
No trabaje en la unidad con el motor en funcionamiento. Primero pare el motor.
Safe21 2017−04
No fume mientras esté cargando combustible y cuando esté cerca del combustible.
Safe22 2017−04
Pare el motor antes de cargar combustible.
Safe23 2017−04
No cargue combustible en un motor caliente.
Safe24 2017−04
Use el ojal de izado para levantar la unidad y solo los accesorios que estén bien instalados, sin los cilindros de gas.
No exceda la carga máxima del ojal de izado (vea las especificaciones).
Safe25 2012−05
Use casco y lentes de seguridad. Use protección para los oídos
y abotónese el cuello de la camisa. Use careta para soldar con un
lente de protección adecuado. Use protección de cuerpo completo.
Safe38 2012−05
Entrénese y lea las instrucciones antes de trabajar en la máquina
o soldar.
Safe40 2012−05
=
El combustible del motor más llamas o chispas pueden causar
incendios.
Safe45 2012−05

Puede encontrar una lista de piezas completa en nuestro sitio de Internet www.MillerWelds.com
OM-281496 Página 10
Nunca utilice el generador en el interior de la casa o en un garaje,
aún con puertas y ventanas abiertas.
Safe87 2012−07
Utilice el generador únicamente en el exterior y alejado de ventanas,
puertas y conductos de ventilación.
Safe88 2012−07
No use éter ni otros fluidos para facilitar el arranque. El uso de fluidos para arranque anula la garantía. Consul-
te el Manual del usuario del motor.
Safe89 2017−04
El silenciador y la tubería de escape están calientes y pueden ocasionar quemaduras graves.
Safe90 2017−04
Soldar, cortar, taladrar o desbastar en la base puede ocasionar un incendio o explosión.
Safe91 2017−04
2-2. Símbolos generales y definiciones
Algunos símbolos se encuentran únicamente en los productos con la marca CE.
A
Amperaje
V
Voltaje
Adecuado para
soldar en un
entorno con
mayor riesgo de
descarga eléctrica
Corriente continua
(CC)
X
Ciclo de trabajo
I
2
Corriente de
soldadura nominal
U
2
Voltaje de carga
convencional
U
0
Voltaje nominal
sin carga (OCV)
I
Corriente
n
Velocidad a carga
nominal
n
0
Velocidad sin
carga nominal
n
1
Velocidad de
inactividad
nominal
P
1max
Consumo máximo
de energía
Hz
Hercios
h
Horas
Segundos
Reloj, interruptor
de hora
Corriente alterna
(CA)
Nivel de ruido
Monofásico
Trifásico
Alternador con
rectificador
trifásico
impulsado a motor
Contactor
encendido
Negativo
Positivo
Conexión a tierra
(masa)

Puede encontrar una lista de piezas completa en nuestro sitio de Internet www.MillerWelds.com
OM-281496 Página 11
Disyuntor
Interruptor
automático
complementario
Salida
Apagado
Encendido
Aumentar o
reducir cantidad
(giratorio)
No cambie
cuando está
soldando
Remoto
Lea el manual del
operario
Soldadura
(general)
Soldadura por
arco metálico
protegido (SMAW)
Soldadura por
arco metálico
protegido por gas
(GMAW)
Soldadura por
arco de tungsteno
protegido por gas
(GTAW)/soldadur
a por arco de
tungsteno
protegido por gas
inerte (TIG)
Electrodo de
tungsteno y gas
inerte (TIG) con
función Lift Arc
Soldadura por
arco con alambre
con núcleo
fundente (FCAW)
Corte por arco
con electrodo de
carbono y aire
(CAC–A)
Ayuda para el
inicio
(precalentamiento)
Motor
Motor
Motor
Inactividad (lento)
Funcionamiento
(rápido)
Inicio del motor
(RPM del motor)
Parada del motor
Aceite de motor
Combustible
Filtro
Refrigerante del
motor
Temperatura del
motor
Batería (motor)
Correa del motor
Limpieza manual
Parachispas
Filtro de aire
Revisar el
depurador de aire
Revisar
inyectores y
bomba
Verificar el
espacio libre de
las válvulas
Mecánico
certificado o
capacitado
Control del arco
USB
Botón pulsador
Perilla giratoria y
botón pulsador

Puede encontrar una lista de piezas completa en nuestro sitio de Internet www.MillerWelds.com
OM-281496 Página 12
SECCIÓN 3 − ESPECIFICACIONES
3-1. Ubicación del número de serie y la etiqueta con los valores nominales
El número de serie y los valores nominales de este producto están ubicados en el frente. Use esta etiqueta para determinar los requisitos de la
alimentación eléctrica y la potencia de salida nominal de la máquina. Anote el número de serie de la máquina en el lugar indicado en la
contraportada de este manual para consultas futuras.
3-2. Especificaciones de soldadura, energía y motor
Este equipo proporciona una salida nominal a temperatura ambiente de hasta 405C (1045F).
Motor
Calificación
nominal de
energía del
generador
Modo de
soldadura
Rango de la salida
de soldadura
Salida nominal de
soldadura
Voltaje de
circuito abierto
máximo
Capacidad
de
combustible
Motor diésel
Caterpillar C1.5
enfriado por agua
de tres cilindros y
21,7 HP
Monofásico,
10 kVA/kW,
84/42 A,
120/240 Vca, 60 Hz
CC/CC
CV/CC
20−400 A
14−40 V
400 A a 24 Vcc, 100 %
del ciclo de trabajo
350 A a 27 Vcc, 100 %
del ciclo de trabajo
300 A a 32 Vcc, 100 %
del ciclo de trabajo
84
11,5 gal
(43,5 L)
Motor diésel
Kubota V1505
E3BG enfriado por
agua, de cuatro
cilindros y 20,2 HP
3-3. Dimensiones, pesos y ángulos de operación
Dimensiones
Extremo del panel frontal
B
A
F
E
H
G
C
D
! No exceda los ángulos de inclinación,
porque el motor se podría averiar o la
unidad podría volcar.
! No mueva ni opere la unidad donde
pudiera volcarse.
20°
20°
30°
30°
Altura
32 pulg. (813 mm)
35,89 pulg. (912 mm)
(a la parte superior del ojal
de izado)
Ancho
26 pulg. (660 mm)
(soportes de montaje
hacia adentro)
28,75 pulg. (730 mm)
(soportes de montaje
hacia afuera)
Profundi-
dad
56,25 pulg. (1429 mm)
A 56,25 pulg. (1429 mm)
B 54,25 pulg. (1378 mm)
C 52,25 pulg. (1327 mm)
D 2 pulg. (51 mm)
E 26 pulg. (660 mm)
F 0,885 pulg. (22 mm)
G 27,77 pulg. (705 mm)
H
9/16 pulg. (14 mm) de diá.
4 orificios
Peso
Sin combustible:
CAT: 1010 lb (458 kg)
Kubota: 950 lb (431 kg)
Con combustible:
CAT: 1092 lb (495 kg)
Kubota: 1032 lb (468 kg)
Peso admitido por el ojal de izado:
2000 lb (907 kg) máximo

Puede encontrar una lista de piezas completa en nuestro sitio de Internet www.MillerWelds.com
OM-281496 Página 13
3-4. Especificaciones ambientales
A. Clase de protección (IP)
Clase de protección (IP)
IP23S
Este equipo está diseñado para su utilización en el exterior. Se puede almacenar a la intemperie, pero no está preparado para soldar bajo
la lluvia a menos que se lo proteja.
IP23S 2014−06
B. Información sobre compatibilidad electromagnética (EMC)
! Este equipo de clase A no está diseñado para su uso en zonas residenciales donde la energía eléctrica es proporcionada por el
sistema público de distribución de baja tensión. Podría haber dificultades potenciales para garantizar la compatibilidad
electromagnética
en esos lugares debido a las perturbaciones conducidas así como a las radiadas.
ce−emc 3 2014−07
C. Especificaciones de temperatura
Rango de temperatura de funcionamiento* Rango de temperatura de transporte/almacenamiento
−40 a 40°C (−40 a 104°F)
*La salida se reduce a temperaturas por encima de 40 °C (104 °F).
−20 a 55°C (−4 a 131°F)
Temp_2016-07
3-5. Ciclo de trabajo y sobrecalentamiento
1 100 % del ciclo de trabajo
El ciclo de trabajo es un porcentaje
de un período de 10 minutos en el
que la unidad puede soldar a la
carga nominal sin sobrecalentarse.
Esta unidad está calificada
para soldar a 400 amperios,
24 Vcc continuamente.
AVISO − Superar el ciclo de trabajo
puede dañar la unidad e invalidar la
garantía.
266 504-A
1
200
300
400
0 102030405060708090100
% DEL CICLO DE TRABAJO
AMPERIOS DE SOLDADURA

Puede encontrar una lista de piezas completa en nuestro sitio de Internet www.MillerWelds.com
OM-281496 Página 14
3-6. Curvas de voltios-amperios
266200-A
Las curvas de voltios−amperios
muestranjunto
a la silla la
capacidad de salida mínima y
máxima de voltaje y amperaje del
generador de soldadura. Las
curvas para el resto de los ajustes
caen entre las curvas que se
muestran.
A. Modo de soldadura convencional con electrodos
B. Modo TIG
C. Modo MIG
0
20
40
60
80
100
VOLTIOS DE CC
AMPERIOS DE CC
300 A
MÍN.
0
100 200 300 400 500
0
20
40
60
80
100
VOLTIOS DE CC
AMPERIOS DE CC
300
MÁX.
MÍN.
0 100 200 300 400 500
0
20
40
60
VOLTIOS DE CC
AMPERIOS DE CC
MÁX.
MÍN.
0 100 200 300 400 500

Puede encontrar una lista de piezas completa en nuestro sitio de Internet www.MillerWelds.com
OM-281496 Página 15
3-7. Curva de energía del generador de CA
266201A
La curva de energía de CA muestra
la energía del generador en
amperios.
180
190
200
210
220
230
240
250
260
270
280
VOLTIOS DE CA
AMPERIOS CA EN EL MODO DE 240 V
010 20304050
3-8. Consumo de combustible
La curva muestra el uso típico de
combustible bajo cargas de soldar
o de energía.
266202A
0,00
0,25
0,50
0,75
1,00
1,25
1,50
1,75
2,00
Galones estadounidenses/hora
AMPERIOS DE SOLDADURA EN CC A 100 % DEL CICLO DE TRABAJO
INACTIVO
0 50 100 150 200 250 300 350 400

Puede encontrar una lista de piezas completa en nuestro sitio de Internet www.MillerWelds.com
OM-281496 Página 16
SECCIÓN 4 − − INSTALACIÓN
install3 2014-12 − Ref. 800 652 /
Ref. 800 477-A / 803 274 / 804 712
4-1. Instalando el generador de soldadura
O
18 iplg.
(460 mm)
1
2
2
4
Unidad de
soldadura
en sitio
3
9/16 pulg.
Ubicación/Montaje
Si desea más información acerca de
instalaciones sobre camiones, visite
MillerWelds.com.
Movimiento
! No mueva o opere la unidad donde
podría voltearse.
Vea la capacidad de carga del ojal de
izado en la sección 3-3.
Espacio para el Flujo del Aire
AVISO − No instale la unidad en un lugar
donde la circulación de aire esté restringi-
da pues el motor podría recalentarse.
Ubicación/Montaje
! Siempre sujete el generador de sol-
dadura con seguridad sobre el vehí-
culo transportador o remolque y
cumpla con todos los códigos DOT
y otros aplicables.
! El soldar en la base puede causar
una explosión o incendio del tan-
que de combustible. Suelde sólo en
los cuatro sostenes de montaje, o
sujete a la unidad con pernos.
AVISO − No monte la unidad sosteniendo
la base sólo por sus cuatro soportes. Use
perfiles como indica la ilustración para sos-
tener correctamente la unidad y evitar da-
ños a la base.
1 Sostenes de asentar que cruzan
1 Sostenes de montaje (se proveen)
Haga montaje de la unidad en una superfi-
cie plana o use sostenes de asentar cruza-
dos para sostener la base. Sujete bien la
unidad con los sostenes de montar.
1 Perno y arandela de 1/2 pulg.
(Mínimo, no se provee)
1 Tornillo del 3/8-16 x 1 pulg.
(suministrados)
Para atornillar a la unidad en sitio:
Quite los herrajes que sujetan los cuatro
sostenes de montaje a la base, Invierta los
sostenes y vuélvalos a sujetar a la base
con los herrajes originales.
Haga montaje de la unidad al camión, ca-
mioneta o remolque con herrajes de 1/2
pulg. (12 mm) o más grandes (no se pro-
veen).
Para soldar la unidad en sitio:
Suelde la unidad al camión o remolque só-
lo en los cuatro sostenes de montaje.
O
1
O
O
Movimiento
Espacio para el Flujo del Aire
18 iplg.
(460 mm)
18 iplg.
(460 mm)
18 iplg.
(460 mm)
18 iplg.
(460 mm)
Sujetando en sitio a la uni-
dad por medio de pernos
Herramientas necesarias:

Puede encontrar una lista de piezas completa en nuestro sitio de Internet www.MillerWelds.com
OM-281496 Página 17
! Siempre conecte el generador al
chasis del vehículo para impedir
choques o descargas eléctricas y
peligros de la electricidad estática.
! Vea también la hoja del AWS sobre
Safety & Health Fact Sheet No. 29
(Seguridad y Salud), acerca de
conectar a tierra Generadores de
Soldadura Portátiles o Montados en
Vehículos.
! Las protecciones de la caja del
vehículo, los patines de embalaje y
algunas ruedas de transporte
pueden aislar al generador de la
estructura del vehículo. Conecte
siempre un cable de puesta a tierra
entre el terminal de puesta a tierra
del equipo y una superficie de metal
limpio de la estructura del vehículo
como muestra la figura.
! Use interruptores de protección
diferencial (GFCI) cuando utilice
equipos auxiliares. Si la unidad no
tiene receptáculos GFCI, use un
cordón de extensión protegido por
GFCI. No utilizar los zócalos GFCI
para alimentar sistemas de
emergencia médicos.
1 Terminal de puesta a tierra del equipo
(en el panel frontal)
1 Cable de puesta a tierra (no se
provee)
1 Armazón metálico del vehículo
Conecte el cable de la terminal de tierra del
equipo al armazón metálico del vehículo.
Use alambre de cobre de tamaño No.8
AWG o más grande.
Conecte el armazón del generador al
armazón del vehículo por medio de
contacto de metal a metal.
4
-2. Aterrizando el generador al armazón de la camioneta, camión, o remolque
rot_grnd2 2018−01_spa − 800652D
1
3
2
GND/PE
4-3. Instalación del tubo de escape
1/2 pulg.
Herramientas
necesarias:
Exhaust Pipe3 2018−01 / Ref. 803582
! Detenga al motor y déjelo
enfriar.
Apunte el tubo de escape en la
dirección deseada pero siempre
en dirección contraria del panel
frontal y de la dirección de avance.

Puede encontrar una lista de piezas completa en nuestro sitio de Internet www.MillerWelds.com
OM-281496 Página 18
AVISO − Las baterías de plomo-ácido
de las unidades almacenadas se descargan
independientemente
de la temperatura.
Si la unidad permanece almacenada
durante un tiempo prolongado, su batería
deberá ser recargada cada tres meses
y antes de su puesta en servicio.
Para mantener el rendimiento y la vida
de la batería de una unidad almacenada,
recargue la batería cuando su voltaje
de circuito abierto, medido en los bornes,
sea inferior a 12,4 voltios.
! Conecte el cable negativo (−)
de la batería en último lugar.
AVISO − Espere dos minutos después
de apagar el motor antes de desconectar
la batería; en caso contrario, el controlador
del motor puede resultar dañado.
Para acceder a la batería abra la puerta
lateral. Conecte la batería (el cable
negativo en último lugar). Cierre la puerta
lateral.
Evite que los cables de la batería
toquen los bornes opuestos. Cuando
conecte los cables de la batería conecte
en primer lugar el cable positivo (+)
al borne positivo de la batería (+);
a continuación, conecte el cable negativo
(−) al borne negativo de la batería (−).
Nunca encienda el motor si los cables
están flojos o mal conectados a los bornes
de la batería.
Nunca desconecte la batería con
el motor en marcha.
Nunca utilice un cargador de baterías
de carga rápida para arrancar el motor.
No cargue la batería con el interruptor
de control del motor en la posición “ON”.
Siempre desconecte el cable
negativo (−) de la batería antes de cargar
la batería.
4-4. Conexión de la batería
1/2 pulg.
−
+
Herramientas necesarias:
Conn_Batt2 2014−11 / S−0756−C / 161−002
Se muestra con la puerta
abierta y el panel basculante
desmontado.
4-5. Información previa a la puesta en marcha del aceite del motor CAT
Verifique el aceite con la unidad
sobre una superficie nivelada. Si el
aceite no alcanza el punto de
llenado de la varilla medidora,
agregue aceite (vea la etiqueta de
mantenimiento).
Lleno
907 427-6

Puede encontrar una lista de piezas completa en nuestro sitio de Internet www.MillerWelds.com
OM-281496 Página 19
4-6. Información previa a la puesta en marcha del aceite del motor Kubota
Verifique el aceite con la unidad
sobre una superficie nivelada. Si el
aceite no alcanza el punto de
llenado de la varilla medidora,
agregue aceite (vea la etiqueta de
mantenimiento).
Lleno
4-7. Información general sobre el motor
Verifique todos los días todos los
líquidos del motor.
El motor debe estar frío y en una superficie
nivelada.
Sistema de apagado automático
El sistema de apagado automático detiene
al motor si la presión del aceite está muy
baja o la temperatura del refrigerante está
muy alta.
Esta unidad tiene un interruptor que
apaga el motor por baja presión de
aceite. Sin embargo, algunas
condiciones pueden causar daños en
el motor antes de su apagado.
Verifique con frecuencia el nivel del
aceite y no use el sistema de apagado
por presión de aceite para monitorear
el nivel del aceite.
Puesta en marcha
Siga el procedimiento de puesta en marcha
indicado en el manual del motor. Si hay
combustible y aceite sin consumir que se
acumulan en el tubo de escape durante la
puesta en marcha, consulte la sección 10.
AVISO − Los motores diésel empleados en
los equipos Miller están diseñados para
operar de manera óptima cuando la carga
es entre moderada y la nominal. La falta de
carga o una carga liviana pueden provocar
humedad de aceite en el escape o daños
en el motor.
Clima frío
Para mejorar la puesta en marcha en el
clima frío:
Use un interruptor de precalentamiento
(consulte la sección 5-1).
Mantenga la batería en buenas
condiciones. Almacene la batería en un
área cálida.
Use combustible formulado para clima
frío (el combustible diésel puede
gelificarse en el clima frío). Contacte su
proveedor local de combustible para
obtener información sobre el
combustible.
Use el grado de aceite correcto para el
clima frío (consulte la sección 7-3).
Use un calentador de bloque del motor,
si corresponde (consulte la sección
5-10).
Gen_engine1 2012−04

Puede encontrar una lista de piezas completa en nuestro sitio de Internet www.MillerWelds.com
OM-281496 Página 20
4-8. Información previa a puesta en marcha del combustible y refrigerante del motor
Fuel/Coolant_engine1
2012−04 Ref: 907 427−6−2
Combustible
AVISO − No use gasolina. La gasolina
dañará al motor.
Agregue combustible diésel antes de la
puesta en marcha (consulte la etiqueta de
especificaciones del motor para obtener las
especificaciones de combustible). Deje el
cuello del llenador vacío para permitir
espacio para expansión.
Refrigerante
Verifique el nivel del refrigerante en el
radiador antes de poner en marcha la
unidad la primera vez. Si es necesario,
agregue refrigerante al radiador hasta que
el nivel de refrigerante esté en el fondo del
collar llenador.
Verifique diariamente el nivel de
refrigerante
en el tanque de recuperación.
Si es necesario, agregue refrigerante al
tanque de recuperación hasta que el nivel
esté entre Cold Full (Lleno, frío) y Hot Full
(Lleno, caliente). Si encontró que el nivel del
refrigerante
estaba bajo, también verifique
el nivel del refrigerante en el radiador.
Agregue refrigerante si el nivel está debajo
de la parte inferior del cuello de llenado del
radiador.
La unidad se entrega con una mezcla de
refrigerante
del motor que consiste en agua
y anticongelante base de etilenglicol con
una capacidad nominal de −34°F (−37°C).
Agregue anticongelante a la mezcla si usa
la unidad en temperaturas inferiores a
−34°F (−37°C).
Mantenga el radiador y la entrada de aire
limpios de tierra y polvo.
AVISO − La temperatura incorrecta del
motor puede dañar el motor. No haga
funcionar el motor sin un termostato que
funcione correctamente o sin la tapa del
radiador colocada.
Lleno
Capacidad:
6 qt (5,7 L)
Diésel
Lleno
Lleno
caliente
Lleno frío
Verifique el nivel de
refrigerante del radiador
cuando el líquido en el tanque
de recuperación esté bajo.
Tanque de
recuperación del
refrigerante
El motor se detiene
si el nivel de
combustible es bajo.

Puede encontrar una lista de piezas completa en nuestro sitio de Internet www.MillerWelds.com
OM-281496 Página 21
4-9. Bornes de la salida de soldadura
Ref: 263 480-A
! Pare el motor.
! Apague la energía antes de conectar
a los bornes de la salida de soldadura.
! No use cables desgastados,
dañados, de menor tamaño o
reparados.
1 Borne de la salida de soldadura
negativo (−)
2 Borne de la salida de soldadura
positivo (+)
Para soldadura convencional con
electrodos y TIG en modo corriente
continua electrodo positivo (DCEP),
conecte el cable del portaelectrodos al
borne positivo (+) de la derecha y el cable
de trabajo al borne negativo (−) a la
izquierda.
Para la soldadura con electrodo negativo
con corriente continua (DCEN), invierta las
conexiones de los cables.
Use el interruptor Process/Contactor
(Proceso/Contactor) para seleccionar el
tipo de salida de soldadura (consulte la
sección 5-3).
1
2
4-10. Conexión a los bornes de la salida de soldadura
Herramientas
necesarias:
3/4 in.
803 778-B
6
4
5
3
! Detenga el motor.
! Una conexión incorrecta de los
cables de soldadura puede causar
un calor excesivo e iniciar un
incendio, o dañar su máquina.
No ponga nada entre el borne del
cable de soldadura y la barra de
cobre. Asegúrese de que las
superficies del borne del cable de
soldadura y la barra de cobre estén
limpias.
1 Conexión correcta del cable de
soldadura
2 Conexión incorrecta del cable de la
soldadura
1 Borne de la salida de soldadura
1 Tuerca del borne de la salida de
soldadura (suministrada)
1 Borne del cable de soldadura
1 Barra de cobre
Extraiga la tuerca suministrada del borne
de la salida de soldadura. Deslice el borne
del cable de soldadura sobre el borne de
la salida de soldadura y ajuste la tuerca de
modo que el borne del cable de soldadura
esté bien sujetado a la barra de cobre.
12

Puede encontrar una lista de piezas completa en nuestro sitio de Internet www.MillerWelds.com
OM-281496 Página 22
4-11. Selección de la medida del cable*
AVISO − La longitud total del cable del circuito de soldadura (vea la tabla inferior) es la suma de ambos cables de soldadura. Por ejemplo, si la fuente
de poder está a 30 m (100 pies) de la pieza, la longitud total del cable del circuito de soldadura será 60 m (2 cables x 30 m (100 pies)). Use la columna
60 m (200 pies) para determinar la medida del cable.
Medida** del cable de soldadura y longitud total del cable (cobre)
en el circuito de soldadura que no exceda***
100 pies (30 m) o menos
150 pies
(45 m)
200 pies
(60 m)
250 pies
(70 m)
300 pies
(90 m)
350 pies
(105 m)
400 pies
(120 m)
Amperios
de
soldadura
Ciclo de
trabajo:
10 − 60%
AWG (mm
2
)
Ciclo de
trabajo:
60 − 100 %
AWG (mm
2
)
Ciclo de trabajo: 10 − 100 %
AWG (mm
2
)
100 4 (20) 4 (20) 4 (20) 3 (30) 2 (35) 1 (50) 1/0 (60) 1/0 (60)
150 3 (30) 3 (30) 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 3/0 (95)
200 3 (30) 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120) 4/0 (120)
250 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120) 2x2/0 (2x70) 2x2/0 (2x70)
300 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120) 2x2/0 (2x70) 2x3/0 (2x95) 2x3/0 (2x95)
350 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120) 2x2/0 (2x70) 2x3/0 (2x95) 2x3/0 (2x95) 2x4/0 (2x120)
400 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120) 2x2/0 (2x70) 2x3/0 (2x95) 2x4/0 (2x120) 2x4/0 (2x120)
500 2/0 (70) 3/0 (95) 4/0 (120) 2x2/0 (2x70) 2x3/0 (2x95) 2x4/0 (2x120) 3x3/0 (3x95) 3x3/0 (3x95)
*Esta tabla es una guía general y puede no adecuarse para todas las aplicaciones. Si los cables recalientan, use la siguiente medida de cable mayor.
**La medida del cable para soldadura en calibres AWG (mm2) está basada en una caída de 4 voltios o menor o en una densidad de corriente
de al menos 300 milésimas de pulgada por amperio.
***Para distancias mayores a las indicadas en esta guía, consulte la hoja de datos n°. 39 de AWS, Cables de soldadura, disponible en
http://www.aws.org (sitio web de la Sociedad Americana de Soldadura).
Ref. S-0007-M 2017−08
4-12. Conexión al tomacorriente remoto
Rmt14_1 2010−04
Los accesorios
dependen de las
capacidades de
la unidad.
*No se usan los
tomacorrientes
restantes.
O
Tomaco-
rriente*
Información del tomacorriente
No todos los modelos tienen control del contactor. Consulte la descripción en los
controles del panel frontal y el diagrama del circuito.
24 VCA
A 24 Vca. Protegido por el interruptor automático
complementario.
B El cierre del contacto a A completa el circuito de
control de contactor de 24 Vca.
REMOTO
SALIDA
CONTROL
C Salida al control remoto:+10 Vcc en el modo MIG;
0 a +10 Vcc en el modo de soldadura convencional
con electrodos o TIG.
D Común del circuito del control remoto.
E Señal de comando de entrada de CC: 0 a +10
voltios de mín. a máx. del control remoto con el
control de ajuste de voltaje/amperaje al máximo.
F
Retroalimentación de corriente: 1 voltio por 100
amperios.
H Retroalimentación de voltaje: 1 voltio por 10 voltios
del arco.
NEUTRO G Común del circuito para circuito de 24 Vca.

Puede encontrar una lista de piezas completa en nuestro sitio de Internet www.MillerWelds.com
OM-281496 Página 23
Notas


Puede encontrar una lista de piezas completa en nuestro sitio de Internet www.MillerWelds.com
OM-281496 Página 25
5-2. Descripción de los controles del panel frontal (Vea Sección 5-1)
Controles para puesta en marcha del motor
1 Interruptor de precalentamiento
Use el interruptor para dar energía a la ayuda
de puesta en marcha para la puesta en
marcha en clima frío (consulte las
instrucciones de puesta en marcha que
siguen).
1 Interruptor para controlar el motor
Use el interruptor para poner en marcha el
motor, seleccionar la velocidad, y detener el
motor.
En posición de funcionamiento, el motor
funciona a velocidad de soldadura/energía.
En la posición de funcionamiento/inactividad,
el motor funciona a velocidad de inactividad
sin carga, y a velocidad de soldadura con
carga.
Para verificar las horas del motor cuando
el motor no esté funcionando, gire el
interruptor de control del motor a la
posición Run (Funcionamiento). Para
verificar las horas de cambio de aceite
restantes cuando el motor no esté
funcionando,
gire el interruptor de control
del motor a la posición Run/Idle
(Funcionamiento/Inactividad).
Para el mejor desempeño al soldar por
arriba de los 300 amperios, coloque el
interruptor de control del motor en
posición Run (Funcionamiento).
AVISO − Los motores diésel empleados en
los equipos Miller están diseñados para
operar de manera óptima cuando la carga es
entre moderada y la nominal. El uso del motor
en condiciones de carga liviana o en
inactividad durante períodos prolongados
puede causar acumulación de combustible
sin quemar en el sistema de escape o daños
en el motor.
Para poner en marcha:
AVISO − No use éter ni otros líquidos para
facilitar la puesta en marcha. El uso de
líquidos para la puesta en marcha anula la
garantía.
Si el motor no arranca, deje que el motor
se detenga completamente antes de
intentar comenzar de nuevo.
Por arriba de los 325F (05C): gire el
interruptor de control del motor a Start
(Puesta en marcha). Suelte el interruptor de
Control del Motor cuando el motor se ponga
en marcha.
Por debajo de los 325F (05C): gire el
interruptor de control del motor a la posición
Run (Funcionamiento). Oprima el interruptor
de precalentamiento hasta un máximo de 6
segundos. Gire el interruptor de control del
motor a la posición Start (Puesta en marcha).
Suelte el interruptor de control del motor y el
interruptor de precalentamiento cuando el
motor se ponga en marcha.
No haga funcionar el interruptor de
precalentamiento
durante más de 20
segundos por vez.
Para detener: gire el interruptor de control del
motor a la posición Off (Apagado).
Indicadores, medidores y luces del motor
Consulte la sección 5-13 para obtener
información
completa sobre el
combustible, las horas y el apagado del
motor.
1 Medidor de combustible
Use el medidor para verificar el nivel de
combustible.
1 Luces indicadoras de servicio del motor
Notifica al usuario que debe llevarse a cabo
el servicio de aceite de motor. El LED superior
se ilumina cuando las horas de cambio de
aceite del motor están entre 49−1. El LED
inferior se ilumina cuando las horas de
cambio de aceite están entre 0 o menos.
Controles de soldadura
1 Tomacorriente para el control remoto
Use el tomacorriente para conectar controles
remotos, alimentadores de alambre y
herramientas
que requieran 24 VCA.
Cuando se conecta un control remoto al
tomacorriente
remoto, la característica Auto
Sense Remote (Detección automática de
remoto, ARS) automáticamente pasa el
control de voltaje/amperaje al control remoto
(consulte la sección 5-9).
Con el control remoto conectado, la salida de
soldadura está determinada por una
combinación
de las fijaciones del panel
frontal y el voltaje/amperaje en el control
remoto.
Si no está conectado un control remoto al
tomacorriente
remoto, el control de
voltaje/amperaje
del panel frontal ajusta el
voltaje y el amperaje.
Si un dispositivo remoto conectado al
tomacorriente
remoto está defectuoso o
se ha desconectado durante la
operación,
los medidores mostrarán
CHEK REMT (Verificar remoto)
(consulte la sección 7-13). Para
restablecer la falla, detenga el motor y
vuelva a poner en marcha la unidad; para
ello, haga girar el interruptor
Process/Contactor (Proceso/Contactor)
a otra posición.
1 Interruptor Process/Contactor
(Proceso/Contactor)
Consulte la Sección 5-3 para obtener
información
sobre el interruptor
Process/Contactor (Proceso/Contactor).
1 Botón de control de ajustes/selección
Control de ajustes
Con el interruptor Process/Contactor
(Proceso/Contactor) en cualquier proceso
SMAW o GTAW, gire el control de ajuste para
ajustar el amperaje preestablecido. Con el
interruptor Process/Contactor
(Proceso/Contactor) en cualquier proceso
FCAW o GMAW, gire el control de ajuste para
ajustar el voltaje preestablecido.
Botón de selección
Empuje el control para usarlo como botón de
selección.
Para acceder a la configuración del
control del arco, mantenga presionado el
control de ajuste durante 1 segundo y, a
continuación,
suéltelo. Gire en sentido
antihorario
para establecer el control del
arco menos rígido. Gire en sentido
horario para establecer el control del arco
más rígido. Empuje el control de ajuste y
suéltelo para guardar la configuración de
control del arco. El tiempo de espera de
la configuración de control del arco
caducará después de 5 segundos de
inactividad.
Para acceder al menú de servicio,
mantenga presionado el control de ajuste
durante 5 segundo y, a continuación,
suéltelo. Consulte la sección 5-4 para la
operación del menú de servicio. El
tiempo de espera del menú de servicio
caducará después de 5 segundos de
inactividad.
Medidores de soldadura
Los medidores de soldadura también
funcionan en combinación para exhibir
los códigos de error para la resolución de
problemas (consulte la sección 7-13).
1 Voltímetro de CC
El voltímetro exhibe un voltaje preestablecido
(soldadura GMAW/FCAW) con el contactor
apagado, y el voltaje de salida real con el
contactor encendido. El voltímetro muestra el
voltaje en los bornes de la salida de
soldadura, pero no necesariamente el arco
de soldadura, debido a la resistencia del
cable y las conexiones.
Para establecer el voltaje, gire el interruptor
Process/Contactor (Proceso/Contactor) a la
posición GMAW o FCAW. Gire el control V/A
hasta que el voltaje deseado se exhiba en el
voltímetro.
Al terminar de soldar, el voltímetro
exhibirá el voltaje promedio de soldadura y, a
continuación,
regresa al voltaje
preestablecido.
1
Amperímetro
de CC
El amperímetro exhibe el amperaje
preestablecido
(solamente en soldadura
convencional con electrodos y TIG) cuando
no se está soldando, y el amperaje de salida
real cuando se está soldando.
Para establecer el amperaje, gire el
interruptor Process/Contactor
(Proceso/Contactor) a la posición de
soldadura convencional con electrodos o
TIG. Gire el control V/A hasta que el amperaje
deseado se exhiba en el amperímetro.
Cuando termine de soldar, el amperímetro
exhibirá el amperaje promedio de soldadura
y, a continuación, pasa de manera
predeterminada
al amperaje preestablecido.
1 Medidor de control del arco
Muestra la configuración actual del control del
arco. El valor predeterminado para todos los
procesos es 0. Ajuste de la configuración del
control del arco: DIG para procesos SMAW,
parada automática para procesos GTAW e
inductancia para procesos FCAW y GMAW.
Para configuraciones menos rígidas, los LED
de la izquierda de la estrella se iluminan. Para
configuraciones más rígidas, los LED de la
derecha de la estrella se iluminan. No hay
configuraciones de control del arco
accesibles p ara los procesos de GTAW
remotos y CAC-A. Consulte la sección 5-5.
Otros receptáculos
1 Receptáculo USB
Permite actualizaciones de software desde
una unidad USB (consulte la sección 5-11).
Se guardará un archivo de resumen de los
datos registrados de la unidad en una unidad
USB insertada (consulte la sección 5-12).
Luces indicadoras
1 Luz de configuración
Se ilumina cuando se está en el menú de
servicio.
1 Luz en uso
Se ilumina cuando hay conexión con el
accesorio ArcReach.
1 Luz de control del arco
Se ilumina en la configuración de control del
arco.

Puede encontrar una lista de piezas completa en nuestro sitio de Internet www.MillerWelds.com
OM-281496 Página 26
5-3. Interruptor Process/Contactor (Proceso/Contactor)
1 Interruptor Process/Contactor
(Proceso/Contactor)
! Los bornes de la salida de
soldadura están energizados
cuando el interruptor
Process/Contactor
(Proceso/Contactor) está en
posición Output On (Salida
encendido) y el motor está
funcionando.
Use el interruptor para seleccionar
el proceso de soldadura y el control
de salida de soldadura
encendida/apagada
(consulte la
tabla debajo).
Ponga el interruptor en las
posiciones de remoto
encendido/apagado
encender/apagar
la salida de
soldadura con un dispositivo
conectado al tomacorriente remoto.
Ponga el interruptor en las
posiciones Output On (Salida
encendida) para que la salida de
soldadura esté encendida cuando
el motor esté en funcionamiento.
Use el modo Lift-Arc TIG para
soldadura TIG (GTAW) con el
procedimiento
de inicio Lift-Arc TIG
(consulte la sección 5-8).
Ref. 277091-A
1
Configuración del interruptor
Process/Contactor
(Proceso/Contactor)
Aplicaciones típicas del proceso (solo CC)
SALIDA
ENCENDIDA
Salida encendida − GMAW/FCAW
(MIG)
El alambre macizo de MIG y el núcleo de fundente con blindaje doble usan un alimentador de
detección de voltaje (voltage sensing, VS) que no requiere un cable de control de regreso al
generador de soldadura.
Salida encendida − FCAW-S (electrodo
negativo)
FCAW (soldadura por arco con núcleo de fundente, autoblindaje) usa un alimentador de
detección de voltaje (voltage sensing, VS) que no requiere un cable de control de regreso al
generador de soldadura.
Salida encendida − SMAW (STICK
XX18 y STICK XX10)
Soldadura convencional con electrodos con o sin un control de amperaje remoto. Cebe un
arco para comenzar a soldar.
Salida encendida − GTAW (Lift-Arc
TIG)
Lift-Arc TIG: Haga tocar el tungsteno para trabajar y eleve para comenzar a soldar. Usa
circuitos internos del generador de soldadura para ayudar en el inicio del arco. Puede usarse
con o sin un control remoto. La opción Auto Crater puede habilitarse/inhabilitarse con el menú
de servicio (consulte la sección 5-4).
Salida encendida − CAC-A (corte con
arco de aire y carbono)
Corte con o sin un control de amperaje remoto. Cebe un arco para comenzar a cortar.
REMOTO
ENCENDIDO/APAGADO
Remoto ENCENDIDO/APAGADO −
GTAW (TIG remoto)
Soldadura TIG de alta frecuencia o TIG con inicio por raspado. El inicio de TIG de alta frecuencia
con control remoto permite el control de encendido/apagado remoto y de amperaje. Otra aplicación
típica es un equipo de TIG simple con un dispositivo de control remoto.
Remoto ENCENDIDO/APAGADO −
SMAW (soldadura convencional con
electrodos remota)
La soldadura convencional con electrodos remota con control de contactor permite el control
de encendido/apagado remoto y de amperaje. Esto puede ayudar a eliminar cebados de arco
accidentales.
Remoto ENCENDIDO/APAGADO −
GMAW/FCAW (MIG remoto)
MIG con cable macizo y núcleo fundente de blindaje doble con un alimentador de velocidad
constante. Use alimentadores con un control de voltaje remoto de 14 clavijas, o use un
Spoolmatic de 30 A con control WC24.

Puede encontrar una lista de piezas completa en nuestro sitio de Internet www.MillerWelds.com
OM-281496 Página 27
5-4. Menú de servicio
1 Botón de control de
ajustes/selección
Mantenga presionado el control
durante 5 segundos y, a
continuación,
suéltelo para acceder
al menú de servicio. Gire la perilla
para desplazarse por los elementos
del menú. Presione y suelte el
control para acceder a las opciones
y a la información de cada elemento
del menú.
Gire el control en sentido antihorario
para reducir el valor o seleccionar
NO/APAGADO. Gire el control en
sentido horario para aumentar el valor
o seleccionar SÍ/ENCENDIDO.
Presione y suelte el control para
guardar la selección. Después de 5
segundos de inactividad, caducará
el tiempo de espera del menú y la
selección no se guardará.
1
Elemento del menú Opciones
seleccionables
Descripción
HOT STRT
(Solo accesible en los
procesos SMAW)
LIMT OFF Inhabilita la opción de la función ”Hot Start”.
LIMT 0.50 Establece el tiempo de las transiciones de corriente, desde el inicio en caliente
(hot start) a la corriente actual. El valor preestablecido en fábrica es de 0,5 se-
gundos para XX10 y XX18. El rango es de 0 a 1 segundo y puede establecerse
en incrementos de 0.1 segundo.
AUTO CRTR
(Solo accesible en los
procesos GTAW)
ATCR ON Habilita la opción Auto Crater.
ATCR OFF Inhabilita la opción Auto Crater.
DIG RNGE 0 - 150 Establece el límite de corriente por arriba del amperaje presente entre 50 y 150
amperios para XX10 o 0 y 50 amperios para XX18.
HOUR MTR − − Muestra las horas del motor.
OIL HOUR − − Muestra las horas de cambio de aceite restantes antes de que deba llevarse a
cabo el servicio.
OIL SET 50 HRS Establece las horas de inicio para el periodo de cambio de aceite. Seleccionable
desde 50−1500 en incrementos de 50 horas.
OIL RSET RSET YES Restablece el periodo de cambio de aceite al valor seleccionado. La unidad se
establece en el periodo recomendado de fábrica por el fabricante del motor.
RSET NO No se restablecen las horas restantes para el cambio de aceite.
VRD VRD ON Habilita la opción de dispositivo de reducción de voltaje (Voltage Reducing
Device, VRD), lo que reduce el voltaje de circuito abierto.
VRD OFF Inhabilita la opción de dispositivo de reducción de voltaje (Voltage Reducing
Device, VRD).
SOFT WARE − − Muestra la revisión actual de firmware instalado.
FACT RSET RSET YES Restablece todas las configuraciones a las predeterminadas de fábrica.
RSET NO Todas las configuraciones permanecen como estaban.

Puede encontrar una lista de piezas completa en nuestro sitio de Internet www.MillerWelds.com
OM-281496 Página 28
5-5. Configuración de control del arco
El control del arco no está activo cuando el interruptor Process/Contactor (Proceso/Contactor) está en las posiciones siguientes:
Electrodo caliente − CAC-A (corte de arco con aire y carbono)
Remoto ENCENDIDO/APAGADO GTAW (TIG remoto)
Miller recomienda metales de relleno Hobart.
Interruptor Process/Contactor (Proceso/Contactor) Control del arco
Alimentador con detección de voltaje
SOFT
(25 a 1)
Punto de inicio para el alambre de acero inoxidable (alta
inductancia)
SOFT
12
(0) Punto de inicio para el alambre de acero dulce
STIFF
(1 a 25)
Punto de inicio para el alambre de aluminio (baja inductancia)
STIF
12
STOP
(−5 a −1)
Auto-Crater apagado (consulte la sección 5-4). Parada automática
más sensible
(0) Punto de inicio.
STOP
(1 a 5)
Parada automática menos sensible
Inicio Lift-Arc. Sin Auto Crater, permite el control completo en
soldadura de tubos con longitud del arco corta o larga. La
característica Auto Stop permite que el arco se interrumpa sin
pérdida de gas protector.
STOP
(−5 a −1)
Auto Crater encendido (consulte la sección 5-4). Inicio más
sensible de Auto-Crater
(0) Punto de inicio
STOP
(1 a 5)
Inicio menos sensible de Auto-Crater
SOFT
(−25 a −1)
(0) Punto de inicio
STIFF
(1 a 25)
El alimentador de alambre se conecta al
tomacorriente
remoto
SOFT
(25 a 1)
Punto de inicio para el alambre de acero inoxidable (alta
inductancia)
SOFT 12
(0) Punto de inicio para el alambre de acero dulce
STIFF
(1 a 25)
Punto de inicio para el alambre de aluminio (baja inductancia).
Punto de inicio para núcleo fundente de blindaje doble, altura
vertical
STIF
12
STIF
25

Puede encontrar una lista de piezas completa en nuestro sitio de Internet www.MillerWelds.com
OM-281496 Página 29
5-6. Configuración de penetración (DIG) dinámica
Interruptor Process/Contactor (Proceso/Contactor) Control del arco
SOFT
(25 a 1)
Un arco más leve y con respuesta más lenta
(0) Punto de inicio para unión descendente vertical de raíz
abierta/electrodo XX10
STIFF
(1 a 25)
Arco más rígido con respuesta más rápida
Rango de penetración (DIG) XX10
(0) Un arco más leve que minimiza o elimina el socavado
(100) Punto de inicio para tubo cuesta abajo (predeterminado de
fábrica)
Rango de penetración (DIG) XX18
(0) Un arco más leve que minimiza o elimina el socavado
(25) Punto de inicio para todas las aplicaciones de soldadura de
XX18
(50) Un arco más rígido con mayor penetración
Control del arco
SOFT
(25 a 1)
Un arco más leve y con respuesta más lenta
(0) Punto de inicio para electrodos XX10, XX11, XX13, XX14,
XX18, XX24 y XX22
STIFF
(1 a 25)
Arco más rígido con respuesta más rápida
Rango de penetración (DIG)
(0) Punto de inicio para electrodo XX18
DIG RNGE
25
(100) Punto de inicio para tubo cuesta abajo (predeterminado de
fábrica)
DIG RNGE 100
(150)

Puede encontrar una lista de piezas completa en nuestro sitio de Internet www.MillerWelds.com
OM-281496 Página 30
5-7. Proced. de inicio de sold. convencional con electrodos, inicio por raspado
Con la soldadura convencional con
electrodos seleccionada, comience
el arco de la siguiente manera:
1 Electrodo
1 Pieza
1 Arco
Arrastre el electrodo a través de la
pieza como encendiendo un fósforo;
levante levemente el electrodo
después de tocar el trabajo. Si el arco
sale, el electrodo se levantó
demasiado.
Si el electrodo se adhiere
a la pieza, usa un giro rápido para
liberarlo.
1
2
3
5-8. Lift−Arct TIG con Auto−Stopt (parada sin pérdida de gas) y Auto−Cratert (relleno de
cráter)
WM Marketing
Inicio del arco con función Lift-Arc
Fin del arco con función Auto-Stop
12
213
Inicio del arco de soldadura TIG con Lift-Arc
(levantado del arco)
La función Lift-Arc se usa para el proceso TIG
DCEN GTAW cuando no se permite el arranque
con alta frecuencia (HF).
Seleccione Lift-Arc en el interruptor Process/Con-
tactor (Proceso/ Contactor).
Encienda el gas.
1 Toque o raspe.
1 Levante en cualquier ángulo.
Toque la pieza con el electrodo de tungsteno en
el punto de inicio de la soldadura. Levante lenta-
mente el electrodo. El arco se formará cuando
se levante el electrodo.
Mantenga la cobertura de gas de protección y
elimine la contaminación del tungsteno y de la
pieza mediante las funciones Auto-Crater o Au-
to-Stop al finalizar el arco.
Vea sección 5-4 para ajustar Auto-Stop y
Auto-Crater.
Fin del arco con Auto-Stop:
1 Mientras está soldando.
1 Levante la antorcha para iniciar la función
Auto-Stop (parada automática). El arco se
detiene.
1 Mueva la antorcha nuevamente hacia
abajo para mantener la cobertura de gas
y evitar la contaminación.
Fin del arco con Auto-Crater:
Cuando se utiliza la función Auto−Crater el
control remoto no es necesario.
1 Mientras está soldando.
1 Levante un poco la antorcha para iniciar
el final de la función Auto−Crater (la
corriente disminuye).
1 Baje la antorcha. La corriente de
soldadura comienza a descender.
1 El gas de protección continúa saliendo
hasta que se apague.
Miller recomienda metales de relleno Ho-
bart.
O
Fin del arco con función Auto−Crater
1234

Puede encontrar una lista de piezas completa en nuestro sitio de Internet www.MillerWelds.com
OM-281496 Página 31
5-9. Control de voltaje/amperaje con accesorio remoto de 14 clavijas
1T
omacorriente
remoto
Conecte el control remoto opcional
al tomacorriente (consultar sección
4-12).
Cuando un control remoto está
conectado al tomacorriente
remoto, la característica Auto
Sense Remote (Detectar remoto
automáticamente) cambia
automáticamente el control de
voltaje/amperaje al control
remoto. Cuando un dispositivo
está conectado al tomacorriente
remoto, control remoto de
voltaje/amperaje siempre está
disponible no importa la posición
del interruptor del
proceso/contactor.
1 Voltímetro
1
Amperímetro
0774 / Ref.263 482-A / Ref. 263 482-B
Establecer control V/A
al máximo deseado
de salida de soldadura
con los medidores de
soldadura
Establezca el proceso TIG o
de soldadura convencional
con electrodos
En el ejemplo:
Mín. = 20 A CC
Máx. = 205 A CC
Máx. (205 A CC)
Mín.
(20 A CC)
Conecte el control remoto
al tomacorriente remoto
Ajuste el control remoto
opcional a la salida de
soldadura deseada
Los medidores de
soldadura muestran la
salida preestablecida
cuando no se está
soldando.
Establezca el proceso de WIRE
Conecte el control remoto
al tomacorriente remoto
Encienda el control remoto.
Ajuste el control remoto
opcional a la salida de
soldadura deseada
Encienda el control remoto.
Ajuste el control remoto
opcional al 100 %
56
205
El voltímetro muestra un voltaje de
circuito abierto cuando no se está
soldando, voltaje de arco cuando se
está soldando
El amperímetro muestra la
salida preestablecida cuando
no está soldando, el
amperaje real cuando está
soldando
El voltíímetro alterna entre la
salida preestablecida y la
real cuando no se está
soldando, voltaje real cuando
se está soldando
28
0
El amperímetro
muestra cero
23
1

Puede encontrar una lista de piezas completa en nuestro sitio de Internet www.MillerWelds.com
OM-281496 Página 32
5-10. Funcionamiento del calentador opcional del bloque del motor
Coolant heater1 2018-01
1 Tapón del calentador del bloque
del motor
Use el calentador para mantener
constante la temperatura del refrigerante
del motor.
Para encender el calentador, conecte
el enchufe a una toma de corriente
de 120 Vca.
! No encienda el motor mientras
el calentador de refrigerante esté
encendido.
AVISO − En climas extremadamente
fríos, el calentador se deberá conectar
a la fuente de poder cuando el motor esté
caliente.
! La zona cercana al calentador
del bloque del motor se calienta.
Desconecte el enchufe para apagar
el calentador.
Watts
Voltios ±10 %
1000 120
CAT
Especificaciones del
calentador de refrigerante
1
Watts
Voltios ±10 %
400 120
Kubota
Especificaciones del
calentador de refrigerante
Notas

Puede encontrar una lista de piezas completa en nuestro sitio de Internet www.MillerWelds.com
OM-281496 Página 33
5-11. Actualización de software
Obtenga el firmware más reciente y
descárguelo
en MillerWelds.com.
Copie el firmware deseado en una unidad
USB (consulte la sección 8-1).
Con la máquina apagada, inserte la unidad
en el receptáculo USB de la parte delantera
de la máquina. Gire el interruptor de control
del motor a la posición Run
(Funcionamiento)
o Run/Idle
(Funcionamiento/Inactividad).
No ponga en marcha el motor.
Cuando la máquina se haya encendido, si
hay archivos válidos en la unidad, se le
indicará al usuario que confirme el inicio de
la descarga. La pantalla del
voltímetro/amperímetro
indica: AL? NO.
Gire el botón de control de ajuste/selección
en sentido horario y seleccione YES (SÍ)
para confirmar. A continuación, presione el
botón Select (Seleccionar).
1 Botón de control de ajustes/selección
Después de comenzada la
actualización,
no apague ni extraiga la
unidad hasta que la actualización haya
finalizado.
Durante la descarga, la pantalla izquierda
del medidor indica la descarga activa con
ALLC, ALLW, AL C o AL W. La pantalla
derecha del medidor indica el porcentaje de
la descarga completada con un número de
0 a 100.
Cuando la actualización se haya llevado a
cabo correctamente, la máquina se
reiniciará.
Las fallas se indican en la pantalla del
medidor. La corrección de las
actualizaciones fallidas depende del tipo de
falla ocurrida.
1

Puede encontrar una lista de piezas completa en nuestro sitio de Internet www.MillerWelds.com
OM-281496 Página 34
5-12. Archivo de resumen
1
1 Archivo de resumen
Cada vez que se inserta una
unidad USB en el receptáculo de
USB, se guarda un archivo de
resumen en la unidad USB como
SummaryFile.txt.
Se mostrará “USB ACC”
mientras se escriba el archivo.
Cuando la pantalla ya no muestre
“USB ACC”, el archivo estará
completo.
El archivo de resumen ofrece
información
de diagnóstico y de
soldadura.

Puede encontrar una lista de piezas completa en nuestro sitio de Internet www.MillerWelds.com
OM-281496 Página 35
5-13. Descripciones del medidor de combustible y de horas
ENGINE HOURS:
To display engine hours while
the engine is off, place Engine
Control switch in position“2”.
OIL CHANGE INTERVAL:
To display hours remaining
before oil change is due, place
Engine Control switch in
position“3”(with engine off).
OIL CHANGE DUE:
Service indicator light will illuminate Red
when service is due.
To Reset: Press and hold Control/Select knob
for 5 sec. to access service menu, scroll to
RSET, press knob, scroll to select YES, press
knob to reset.
LOW FUEL PREWARNING:
Last LED in fuel gauge is illuminated steady.
LOW FUEL: Fuel level low when last LED in
fuel gauge blinks.
NO FUEL:
Engine shuts down before fuel runs out.
Display shows“LOW FUEL.”
To Reset: Refuel.
HIGH COOLANT TEMP:
Engine shuts down when
coolant temperature is high.
Display shows“H2O TEMP.”
To Reset: Place Engine Control
switch in OFF position.
LOW OIL PRESSURE:
Engine shuts down when oil
pressure is low. Display shows
“OIL PRES.”
To Reset: Place Engine Control
switch in OFF position.
Fuel, Hour, and Engine Shutdown Descriptions
278439-B
Note: Switch positions are numbered to illustrate that there are four
switch positions. Actual graphics on front panel will vary.
LH Display
HOUR
RH Display
0000
LH Display
OIL
RH Display
0499
Service Indicator Lights
Fuel Gauge*
LH Display*
LOW
RH Display*
FUEL
LH Display
OIL
RH Display
PRES
LH Display*
H2O
RH Display*
TEMP
Remaining Hrs.<50Remaining Hrs.
v
0
If equipped
*If equipped
*If equipped
*If equipped

Puede encontrar una lista de piezas completa en nuestro sitio de Internet www.MillerWelds.com
OM-281496 Página 36
5-14. Asociación de dispositivos ArcReach (solo modelos ArcReach)
! Detenga el motor.
AVISO − No supere el ciclo de trabajo de la máquina.
Asociación de un dispositivo ArcReach con un generador para soldadura impulsado por motor de combustión interna
Establezca las conexiones entre el generador y el dispositivo ArcReach. Consulte el manual del propietario del dispositivo ArcReach para
obtener los diagramas de conexión típicos.
El generador de soldadura tiene la capacidad de asociarse automáticamente con un dispositivo ArcReach al conectar la energía. El
interruptor Process/Contactor (Proceso/Contactor) debe estar establecido en modo de Salida ENCENDIDA para asociar con un dispositivo
ArcReach.
Consulte el manual del propietario del dispositivo ArcReach para asociar el dispositivo con el generador de soldadura.
Cuando el proceso de asociación haya finalizado, se iluminará la luz indicadora ”en uso”. Según las capacidades del dispositivo ArcReach,
el interruptor Process/Contactor (Procesador/Contactor), el botón de control de ajuste/selección y el ajuste de control del arco pueden
anularse.
Los siguientes accesorios ArcReach son compatibles con este generador de soldadura:
Alimentador inteligente ArcReach
Para procesos con alambre
avanzados
Control remoto ArcReach para soldadura
convencional con electrodos/TIG
Para soldadura convencional con
electrodos o TIG
Alimentadores SuitCase ArcReach
Para soldadura MIG o FCAW
Cuando el generador de soldadura
está asociado con el alimentador
inteligente, todos los controles pasan
al alimentador y la pantalla indica
SMRT ACC.
Al usar un dispositivo ArcReach, la
velocidad del motor siempre es la
velocidad de soldadura/energía.
Cuando el generador de soldadura está
asociado con soldadura convencional
con electrodos/TIG remoto:
Procesos SMAW: La configuración de
amperaje, tipo de electrodo y control
del arco se ajustan en el control
remoto.
Procesos GTAW y CAC-A: La
configuración de amperaje se ajusta en
el control remoto.
Cuando el generador de soldadura
está asociado con el alimentador
Suitcase X-TREME ArcReach, la
configuración de voltaje y
alimentación de alambre se ajustan
en el alimentador.
274460-A / 266206-D

Puede encontrar una lista de piezas completa en nuestro sitio de Internet www.MillerWelds.com
OM-281496 Página 37
SECCIÓN 6 − UTILIZACIÓN DEL EQUIPO AUXILIAR
6-1. Tomacorrientes de energía auxiliar
! Use la protección de GFCI cuando
opere un equipo auxiliar. Si la unidad
no tiene tomacorrientes de GFCI,
use un cordón de alargue protegido
por GFCI. No use el tomacorriente
de GFCI para energizar un equipo de
soporte vital.
! Desenchufe el cordón de
alimentación
antes de intentar dar
servicio a los accesorios o las
herramientas.
1T
omacorriente
220V 16A CA RC11
2 Tomacorriente 110V 20 A CA GFCI1
3 Tomacorriente 220V 32 A CA RC12
Los tomacorrientes proveen 50/60 Hz de
energía monofásica.
La salida combinada máxima de todos los
tomacorrientes es de 10 kVA/kW.
4 Interruptor de fuga a tierra (disyuntor)
ELCB1
ELCB1 protege el tomacorriente RC11 de la
sobrecarga y de la falla por fuga a tierra. Si
el disyuntor se abre, el tomacorriente no
funciona. Coloque el interruptor en la
posición On (Encendido) para rearmar el
disyuntor.
5 Disyuntor de fuga a tierra ELCB2
ELCB2 protege el tomacorriente RC12 de
la sobrecarga y de la falla por fuga a tierra.
Si el disyuntor se abre, el tomacorriente no
funciona. Coloque el interruptor en la
posición On (Encendido) para rearmar el
disyuntor.
1 Interruptor automático
complementario CB5
CB5 protege al bobinado del estator de la
sobrecarga. Si el interruptor automático
complementario
se abre, los
tomacorrientes no funcionan. Reduzca la
carga y colóquelo en posición On
(Encendido).
6 Interruptor automático
complementario CB4
CB4 protege GFCI1 de la sobrecarga. Si el
interruptor automático complementario se
abre, el tomacorriente no funciona. Pulse el
botón para rearmar.
! Pruebe el GFCI mensualmente.
Consulte en la sección 6-2 la
información
relacionada con el GFCI
y los procedimientos de
restablecimiento
y prueba.
Al menos una vez por mes, haga
funcionar el motor a la velocidad
adecuada para soldar o de energía y
oprima el botón de prueba para verificar
que los ELCB estén funcionando bien.
Si un interruptor automático
complementario
o un disyuntor
continúan abriéndose, comuníquese
con un agente de servicio autorizado
por la fábrica.
La energía del generador disminuye
conforme aumenta la salida de
soldadura.
265 602-A
1 2
3
4
5
6
7

Puede encontrar una lista de piezas completa en nuestro sitio de Internet www.MillerWelds.com
OM-281496 Página 38
6-2.
I
n
f
ormac
ió
n
so
b
re
e
l
tomacorr
i
ente
d
e
GFCI
,
re
i
n
i
c
i
o
y
compro
b
ac
ió
n
! Use la protección de GFCI cuando se
opera equipo auxiliar. Si la unidad no
tiene tomacorrientes de GFCI, use
un cordón de extensión protegido
por GFCI. No use el tomacorriente de
GFCI para energizar un equipo de
soporte vital.
! Desenchufe el cordón de
alimentación
antes de efectuar
tareas de reparación o
mantenimiento
en los accesorios o
herramientas.
1T
omacorriente
de GFCI de CA de 120
V 20 A
7 Botón de prueba del tomacorriente de
GFCI
8 Botón Reset (de reinicio) del
tomacorriente de GFCI
9 Luz indicadora roja (LED) del GFCI
10 Luz indicadora verde (LED) del GFCI
Las luces indicadoras roja y verde
pueden estar combinadas en un único
LED.
Tomas de corriente con interruptor
diferencial de GFCI
Los tomacorrientes de GFCI protegen al
usuario de la descarga eléctrica si se
produce una falla en la toma a tierra del
equipo conectado al tomacorriente. Se
produce una falla en la toma a tierra cuando
la corriente eléctrica toma el paso más corto
a tierra (que podría ser a través de una
persona) en lugar de seguir el paso seguro
previsto.
Si se detecta una falla en la toma a tierra, el
botón de reinicio del interruptor de GFCI
salta y el circuito se abre para desconectar
la energía al equipo fallado. Un
tomacorriente
de GFCI no protege contra
sobrecargas del circuito, cortocircuitos o
descargas no relacionadas a falla en la
toma a tierra. Reinicie y compruebe el
tomacorriente
de GFCI según los siguientes
procedimientos.
Un LED verde estable indica la energía al
CFCI. Un LED rojo estable indica que el
CFCI se ha activado.
Reinicio/Comprobación
del
tomacorriente de GFCI
! Compruebe el GFCI mensualmente.
! Si el LED rojo titila, deje de utilizar el
tomacorriente de GFCI y solicite que
un Agente del servicio autorizado
por la fábrica lo reemplace.
! Los cables de extensión con
aislamiento
en malas condiciones o
demasiado largos pueden producir
una corriente de fuga lo
suficientemente
alta como para
activar el circuito del GFCI. Reinicie
y compruebe el GFCI como se indica
a continuación.
Reinicio de los tomacorrientes de GFCI
Si se produce una falla en el GFCI, detenga
el motor y desconecte el equipo del
tomacorriente
de GFCI. Verifique si hay
cables, conectores, herramientas, etc.
dañados o húmedos conectados al
tomacorriente.
Arranque el motor, ponga el
interruptor de ignición en la posición de
FUNCIONAMIENTO y presione el botón
para restablecer el GFCI (GFCI Reset).
Vuelva a conectar el equipo al
tomacorriente
de GFCI. Si el botón de
reinicio salta nuevamente, verifique el
equipo y repare o reemplace si está
defectuoso.
Comprobación
del tomacorriente de
GFCI
Encienda el motor y presione el botón de
comprobación
del GFCI. El botón de reinicio
de GFCI debería salir.
Pulse el botón de reinicio del GFCI.
Si se produce alguno de los siguientes
problemas indicados a continuación,
haga reemplazar el GFCI por un agente
del servicio autorizado por la fábrica:
El GFCI no salta cuando se lo prueba
El LED rojo titila
El GFCI no se reinicia.
RotGFCI1 2018−01
1
2
3
4
5
La orientación del tomacorriente puede ser diferente en otras aplicaciones.
Ubicación alternativa para los
LED indicadores rojo y verde.

Puede encontrar una lista de piezas completa en nuestro sitio de Internet www.MillerWelds.com
OM-281496 Página 39
SECCIÓN 7 − MANTENIMIENTO Y SOLUCIÓN DE AVERÍAS
7-1. CAT Etiqueta de mantenimiento
237 382-J
j

Puede encontrar una lista de piezas completa en nuestro sitio de Internet www.MillerWelds.com
OM-281496 Página 40
7-2. Kubota Etiqueta de mantenimiento
287 061-F
j

Puede encontrar una lista de piezas completa en nuestro sitio de Internet www.MillerWelds.com
OM-281496 Página 41
7-3. Mantenimiento de rutina
! Detenga el motor antes de realizar tareas
de mantenimiento.
Consulte el manual del motor y la etiqueta
de mantenimiento para ver información
importante
de puesta en funcionamiento,
servicio y almacenamiento. Aumente la
frecuencia del servicio en el motor si se
utiliza en condiciones adversas.
Recicle los
líquidos del
motor.
= Verificar = Cambiar = Limpiar = Reemplazar
* Lo debe llevar a cabo un agente de servicio autorizado por la fábrica
Referencia
Cada
8
horas
Consulte el manual del motor
para obtener las
especificaciones de
combustible.
Consulte el manual del
motor para obtener las
especificaciones de aceite.
Limpie la parte exterior de la
unidad, inclusive el acero
inoxidable,
con frecuencia,
para evitar el óxido y la
corrosión.
Secciones
4-5, 4-6 y
4-8
Nivel de refrigerante Nivel de combustible Nivel de aceite Derrames de aceite y
combustible
Cada
100
horas
Sección 7-4
Bornes de la batería y de
soldadura
Mangueras de limpieza
de aire
Elemento de limpieza de
aire
Etiquetas ilegibles
Cada 250 horas
AVISO − Cambie el aceite y el filtro del
motor después de las 50 a 75 horas
iniciales de uso.
1/2 pulg.
(13 mm)
Manual del
motor,
sección
7-6, 7-12
Aceite
Filtro de aceite
Tensión de la correa del
ventilador
Parachispas
Cada
500
horas
Kubota
RESIDUO LODOSO
COMBUSTIBLE
Sección
4-11, 7-12
Cables de soldadura Termostato del radiador Filtro de combustible
Filtro para sedimentos
Kubota
Drenar lodo
Cada
1000
horas
O
Secciones
4-8 y 7-7, y
manual del
motor
Anillos deslizantes*
Cepillos*
Espacio libre de las
válvulas*
Dentro de la unidad Nivel de líquido del
radiador
Cada
2000
horas
Inyectores*
Caterpillar Corporate Headquarters
100 North East Adams Street
Peoria, Illinois USA 61629
(309) 675−1000
http://www.cat.com/engines
Buscador de distribuidores de Cat:
Use el sitio web para buscar un centro local
para el servicio de su motor.
Kubota Engine America
505 Schelter Road
Lincolnshire, IL 60069
Teléfono: 847-955-2500 Fax: 847-955-2699
Para buscar un centro de servicio cercano,
comuníquese con el distribuidor de KEA de su área:
http://www
.kubotaengine.com

Puede encontrar una lista de piezas completa en nuestro sitio de Internet www.MillerWelds.com
OM-281496 Página 42
7-4. Servicio del limpiador de aire
aircleaner1 5/16− ST-153 929-B / ST-153 585 / Ref. S-0698-B
! Detenga el motor.
AVISO − No haga funcionar el motor sin el
limpiador de aire o con el elemento sucio. Los
daños provocados al motor por el uso de
elementos dañados no están cubiertos por la
garantía.
Se puede limpiar el elemento primario del
depurador de aire pero la capacidad de
retener la suciedad del filtro se reduce
con cada limpieza. La probabilidad de
que la suciedad pase al lado limpio del
depurador mientras se lo limpia, más la
posibilidad
de averiar al filtro, hace
riesgoso el limpiarlo. Considere el riesgo
de hacer un daño no cubierto por la
garantía cuando determine si es mejor
limpiar o reemplazar el elemento
primario.
AVISO − Si decide limpiar el elemento
primario, recomendamos con énfasis la
instalación
de un elemento de seguridad
opcional para proporcionar protección
adicional al motor. Nunca limpie un
elemento de seguridad. Reemplace el
elemento de seguridad después de dar
servicio tres veces el elemento primario.
1 Múltiple de entrada
1 Indicador de servicio (opcional,
proporcionado por el cliente)
1 Ventana del indicador de servicio
1 Botón para restablecer el indicador de
servicio
Dé servicio al elemento de limpieza de aire si
aparece una banda roja en la ventana. Una
banda verde significa que el estado del
limpiador es correcto. Presione el botón para
restablecer el indicador.
Limpie o reemplace el elemento primario si
está sucio (vea la nota arriba antes de
limpiarlo).
Reemplace el elemento primario si
está dañado. Reemplace el elemento
primario anualmente o después de limpiarlo
6 veces.
1 Bastidor
1 Elemento de seguridad (opcional)
1 Elemento primario
1 Tapa
1 Eyector del polvo
Para limpiar el filtro de aire
Limpie con un trapo la tapa y el bastidor. Quite
la tapa para botar el polvo. Quite los
elementos. Limpie con un trapo húmedo el
polvo del interior de la tapa y del bastidor.
Vuelva a instalar el elemento de seguridad (si
hay uno presente). Vuelva a instalar la tapa.
! No limpie el bastidor con una
manguera de aire.
Limpie el elemento primario con aire
comprimido
solamente.
La presión de aire no debe superar los 100 psi
(690 kPa). Use una boquilla de 1/8 pulg.
(3 mm) y mantenga la boquilla a al menos
2 pulg. (51 mm) de la parte interior del
elemento. Reemplace el elemento primario si
tiene orificios o juntas dañadas.
Reinstale el elemento primario y la tapa
(eyector de polvo hacia abajo).
Soplo
Inspección
85 7
9
Mantenga la
boquilla a 2 pulg.
(51 mm)
del elemento.
6
Opcional
2
3
4
1
Opcional

Puede encontrar una lista de piezas completa en nuestro sitio de Internet www.MillerWelds.com
OM-281496 Página 43
7-5. Chequeo de los carbones del generador
! Detenga al motor y déjelo enfriar.
1 Escobillas del generador
Marque y desconecte los cables del
portaescobillas. Desmonte el conjunto.
Presione las escobillas para verificar
la tensión de los resortes.
Reemplace las escobillas si están
averiadas o si el material ha alcanzado
(o está próximo) su longitud mínima.
Revise la longitud midiéndola desde
la superficie del portaescobillas.
GenBrush2 2018−01_spa / Ref 205725
1
1
Reemplace el conjunto
si las escobillas están
averiadas
Longitud de la escobilla nueva:
5/8 pulg. (16 mm)
Longitud mínima
de la escobilla:
1/4 pulg. (6,5 mm)
7-6. Inspeccionando y limpiando el silenciador con arrestador de chispas opcional
! Detenga al motor y déjelo
enfriar.
1 Silenciador con arrestador de
chispas
1 Tapón del punto de limpieza
Quite el tapón del punto de limpieza
y quite la tierra que cubre el hueco
para limpiar.
1 Tubo de escape
Arranque el motor y hágalo
funcionar a velocidad ralentí para
limpiar el hueco para limpiar. Si
nada sale del hueco, cubra la salida
del tubo de escape con material
contra incendios.
! Detenga al motor y déjelo
enfriar.
Reinstale la el tapón del hueco de
limpiar.
Herramientas necesarias:
3/8 pulg.
803 582 / Ref. 245 609
1
2
3

Puede encontrar una lista de piezas completa en nuestro sitio de Internet www.MillerWelds.com
OM-281496 Página 44
Coolant1 2018−01 / Ref. 907427-6
! Detenga al motor y déjelo enfriar.
1 Tapa de cubrir el radiador
1 Grifo del radiador
1 Tanque de recuperación del
refrigerante
Cambie el refrigerante según las
instrucciones del manual del motor.
Agregue refrigerante según la etiqueta
de mantenimiento del motor.
Verifique diariamente el nivel de
refrigerante
en el tanque de
recuperación.
Si es necesario, agregue
refrigerante
al tanque de recuperación
hasta que el nivel esté entre Cold Full
(Lleno, frío) y Hot Full (Lleno, caliente). Si
el nivel del refrigerante del tanque de
recuperación
estaba bajo, también
verifique el nivel del refrigerante en el
radiador cuando está frío. Agregue
refrigerante
si el nivel está debajo de la
parte inferior del cuello de llenado del
radiador.
1
2
3
7-7. Servicio para el sistema de enfriamiento del motor
7-8. Mantenimiento de la batería
Las baterías de plomo-ácido de las unidades almacenadas se descargan independientemente de la temperatura. Si la unidad permanece
almacenada
durante un tiempo prolongado, su batería deberá ser recargada cada tres meses y antes de su puesta en servicio. Para mantener
el rendimiento y la vida de la batería de una unidad almacenada, recargue la batería cuando su voltaje de circuito abierto, medido en los bornes,
sea inferior a 12,4 voltios.
Notas

Puede encontrar una lista de piezas completa en nuestro sitio de Internet www.MillerWelds.com
OM-281496 Página 45
803 563
1890 rpm máx.
(63 Hz)
1500 rpm
(50 Hz)
Velocidad del
motor (sin carga)
! Detenga al motor y déjelo
enfriar.
Ajuste de la velocidad del motor
Después de afinar el motor, verifique
la velocidad del motor con un
tacómetro o un medidor de
frecuencia. Consulte la tabla para
determinar
la velocidad apropiada
sin carga. Si es necesario, ajuste la
velocidad como se indica a
continuación:
AVISO − Ponga en marcha el motor
y hágalo funcionar hasta que se
caliente. La velocidad máxima sin
carga debe establecerse con el
motor ya caliente.
Gire el interruptor Process/Contactor
(Proceso/Contactor) a la posición Stick
− Weld Terminals Always On (Bornes
de soldadura convencional con
electrodos siempre encendidos).
1 Varilla/émbolo del acelerador
1 Contratuerca
1 Protector de caucho
1 Tornillo de ajuste
El tornillo de ajuste no se usa para
ajustar la velocidad del motor cuando
la opción de inactividad automática
está instalada.
Para evitar el daño en el
solenoide, asegúrese de que
haya una brecha de 1/8 pulg.
(3 mm) entre el tornillo de baja
velocidad del motor y la palanca
del acelerador cuando el
solenoide se sostiene en
posición energizada.
Desbloquee el protector de caucho
del alojamiento del solenoide pero
déjelo conectado al émbolo.
Afloje la contratuerca. Ponga el
interruptor de control del motor en la
posición Auto (Automático).
Gire la varilla y el émbolo del
acelerador hasta que el motor
funcione a velocidad de inactividad.
Apriete la contratuerca.
Enganche el protector de caucho
nuevamente
en el alojamiento del
solenoide.
Asegúrese de que el émbolo del
solenoide tire toda la carrera
hasta el fondo al energizar.
Ajuste de la velocidad de
soldadura/energía
El ajuste de la velocidad de
soldadura/energía
debe ser
realizado por un agente de
servicio autorizado por la fábrica
del motor.
No altere los ajustes fuera de los
que se muestran, ya que puede
afectar la garantía del motor.
! Detenga el motor.
1
2
3
4
7-9. Ajuste de la velocidad del motor CAT

Puede encontrar una lista de piezas completa en nuestro sitio de Internet www.MillerWelds.com
OM-281496 Página 46
! Detenga al motor y déjelo enfriar.
La velocidad del motor ha sido fijada en la
fábrica y no debería requerir ajuste.
Después de afinar el motor, verifique la
velocidad del motor con un tacómetro o un
medidor de frecuencia. Consulte la tabla
para determinar la velocidad apropiada sin
carga. Si es necesario, ajuste la velocidad
como se indica a continuación:
Ponga en marcha el motor y hágalo
funcionar hasta que se caliente.
Gire el interruptor Process/Contactor
(Proceso/Contactor) a la posición Stick −
Weld Terminals Always On (Bornes de
soldadura convencional con electrodos
siempre encendidos).
1 Tornillo de ajuste de alta velocidad
1 Tornillo de ajuste de baja velocidad
1 Contratuerca
1 Varilla de solenoide del acelerador
Afloje la tuerca. Gire el tornillo de ajuste de
alta velocidad hasta que el motor funcione
a la velocidad de soldadura/energía.
Apriete la tuerca.
El tornillo de ajuste de baja velocidad no se
usa para ajustar la velocidad del motor
cuando la opción de inactividad automática
está instalada. Para evitar el daño en el
solenoide, asegúrese de que haya una
brecha de 1/8 pulg. (3 mm) entre el tornillo
de baja velocidad del motor y la palanca del
acelerador cuando el solenoide se sostiene
en posición energizada.
Ajuste el largo de la varilla de solenoide del
acelerador hasta que el motor funcione a
velocidad de punto muerto.
No fije la velocidad del motor más alta
de lo que se especifica.
1 Palanca para detener al motor
Use la palanca para detener el motor.
! Detenga el motor.
Cierre la puerta.
Herramientas necesarias:
1890 RPM máx.
(63 Hz)
1500 RPM
(50 Hz)
Velocidad del
motor (Sin carga)
7-10. Ajuste de la velocidad del motor Kubota
2
Parada
3
5
3
1
4

Puede encontrar una lista de piezas completa en nuestro sitio de Internet www.MillerWelds.com
OM-281496 Página 47
1
5
! Detenga el motor.
Cuando se abre un disyuntor, un
interruptor automático
complementario
o un fusible,
esto generalmente indica que
existe un problema más serio.
Comuníquese
con un agente de
servicio autorizado por la
fábrica.
1 Fusible F1
F1 protege el bobinado excitador del
estator de la sobrecarga. Si se abre
F1, la energía del generador y de
soldadura es baja o desaparece
completamente.
1 Disyuntor CB1 (no se muestra)
1 Interruptor automático
complementario CB2
11 Interruptor automático
complementario CB3
12 Interruptor automático
complementario CB8
13 Disyuntor CB9
CB1 protege el circuito de batería del
motor. Si se abre el CB1, el motor no
arrancará. CB1 automáticamente se
rearma cuando se corrige la falla.
CB2 protege el arnés del cableado
del motor. Si se abre el CB2, el motor
no arrancará
CB3 protege parte del arnés del
cableado del control de soldadura.
Si se abre CB3 la salida del
generador de soldadura y energía
desaparece.
CB8 protege la salida de 24 VCA al
tomacorriente
remoto RC14. Si se
abre CB8, la salida de 24 voltios a
RC14 se detiene.
Presione el botón para restablecer el
interruptor automático
complementario.
CB9 protege el solenoide del
acelerador contra la sobrecarga. Si
se abre CB9, el motor no pasa a
velocidad de inactividad
automáticamente.
Verifique la
conexión y el solenoide. CB9 se
restablece automáticamente.
3
4
6
7-11. Protección contra sobrecargas

Puede encontrar una lista de piezas completa en nuestro sitio de Internet www.MillerWelds.com
OM-281496 Página 48
803 563 / Ref 214 777−E
Herramientas necesarias:
6
2
3
5
4
1
Motor CAT
! Detenga al motor y déjelo enfriar.
! Después de realizar el servicio,
encienda el motor y verifique
que no haya fugas de
combustible.
Detenga al motor,
apriete las conexiones como
fuera necesario, y limpie el
combustible derramado.
1 Filtro de aceite
1 Válvula y manguera de drenaje
del aceite
1 Tapa de llenado de aceite
1 Filtro de combustible primario
1 Filtro de combustible secundario
1 Válvula para drenar el residuo
lodoso del tanque de combustible
1 Abrazaderas del filtro de
combustible
Para cambiar aceite y filtro:
Pase la manguera y válvula para drenar
aceite a través del hueco en la base.
Consulte el manual del motor y la
etiqueta de mantenimiento del motor
para información sobre el cambio de
aceite/filtro.
7-12. Servicio para los sistemas de combustible y lubricación
7
7

Puede encontrar una lista de piezas completa en nuestro sitio de Internet www.MillerWelds.com
OM-281496 Página 49
803 581 / 907 427−6
Para reemplazar el filtro de
combustible primario:
Gire el filtro en dirección
antihoraria.
Quite el filtro.
Llene el filtro nuevo con
combustible limpio. Aplique una
capa delgada de combustible a la
junta del filtro nuevo.
Instale el filtro nuevo y gírelo en
dirección horaria.
Purgue el aire del sistema de
combustible de acuerdo a lo
indicado en el manual del motor.
Inspeccione las líneas de
combustible, y reemplácelas si
están agrietadas o desgastadas.
Para drenar agua del sistema de
combustible:
Consulte el manual del motor.
Para reemplazar el filtro de
combustible secundario:
Observe la dirección del flujo de
combustible como indica la flecha
en el lado del filtro. Quite las
abrazaderas de la línea de
combustible y desconecte las
líneas de combustible del filtro de
combustible. Reemplace el filtro,
reconecte las líneas de
combustible, y reinstale las
abrazaderas.
Para drenar el residuo lodoso del
tanque de combustible:
! Tenga cuidado con los
incendios. No fume y
mantenga chispas y llamas
lejos del combustible
drenado. Elimine el
combustible drenado de una
manera no dañe el
medioambiente.
No se aleje
de la unidad mientras se esté
drenando el tanque de
combustible.
! Levante la unidad de una
manera apropiada y
asegúrela en una posición
nivelada. Use bloques o
soportes adecuados para
sostener la unidad mientras
esté drenando el tanque de
combustible.
Conecte una manguera de DI de
1/2 para drenar la válvula. Ponga el
recipiente de metal debajo del
drenaje, y use un destornillador
para abrir la válvula de drenaje del
residuo lodoso. Cierre la válvula
cuando el residuo lodoso se haya
drenado. Quite la manguera.
Cierre la puerta.
5
4
1
3
Motor Kubota
7
7

Puede encontrar una lista de piezas completa en nuestro sitio de Internet www.MillerWelds.com
OM-281496 Página 50
7-13. Lecturas de error del voltímetro/amperímetro
Ejemplo de pantalla
Use las pantallas de error del voltímetro/amperímetro para diagnosticar y corregir condiciones de falla.
Cuando se exhibe un error, normalmente la salida de soldadura se detuvo, pero la salida de energía del generador puede que esté bien.
Para restablecer las pantallas de error, detenga la unidad y vuelva a comenzar. Consulte debajo para restablecer la pantalla CHEK REMT.
IGBT TEMP
Pantalla de
error
Descripción
CHEK REMT
Indica que un dispositivo remoto conectado al tomacorriente remoto puede tener una falla. Para restablecer la falla, detenga
la unidad y vuelva a ponerla en marcha, o haga girar el interruptor Process/Contactor (Proceso/Contactor) a otra posición.
Si continúa el problema, haga que un agente de servicio autorizado por la fábrica verifique el dispositivo remoto, y la placa
de control principal PC1.
IGBT 1SHT
Indica que el termistor del módulo 1 de IGBT está en corto. Solicite que un agente de servicio autorizado por la fábrica revise
la unidad.
IGBT 1OPN
Indica que el termistor del módulo 1 de IGBT está abierto. Solicite que un agente de servicio autorizado por la fábrica revise
la unidad.
IGBT 2SHT
Indica que el termistor del módulo 2 de IGBT está en corto. Solicite que un agente de servicio autorizado por la fábrica revise
la unidad.
IGBT 2OPN
Indica que el termistor del módulo 2 de IGBT está abierto. Solicite que un agente de servicio autorizado por la fábrica revise
la unidad.
IGBT TEMP
Indica que un módulo de IGBT se sobrecalentó. Si esta pantalla está exhibida, verifique el sistema de enfriamiento del
generador y/o reduzca el ciclo de trabajo. Mantenga la puerta de acceso del motor cerrada cuando la unidad esté funcionando
para mantener el flujo de aire de enfriamiento apropiado más allá del módulo. Permita que la unidad se enfríe antes de volver
a iniciarla. Si el problema continúa, haga que un agente de servicio autorizado por la fábrica verifique la unidad.
MAX POWR
Se superó el límite de energía del motor, lo que produjo que la salida de soldadura se redujera temporalmente. El error se
restablece después de 5 segundos.
S/W ERR
La versión de software no coincide. Vuelva a cargar la actualización de software. Si el error no se restablece, haga que un
agente de servicio autorizado por la fábrica verifique la unidad.
S/W BLD
La compilación de software no coincide. Vuelva a cargar la actualización de software. Si el error no se restablece, haga
que un agente de servicio autorizado por la fábrica verifique la unidad.
Boot err
Los procesadores secundarios no informan versiones. Vuelva a cargar el software (consulte la sección 5−11).
7-14.Reparación de averías
También vea las pantallas de ayuda del Voltímetro/amperímetro para ayuda en la búsqueda de problemas de soldar (vea Sección 7-13).
A. Soldadura
Dificultad Remedio
No hay salida de soldadura; la salida de
potencia del generador está bien en los
receptáculos CA.
Ponga el interruptor de Proceso/Contactor en la posición de “Weld Terminals Always On”, o ponga el
interruptor en la posición “Remote On/Off” (terminales de soldadura siempre encendidos)
(vea Sección 4-12).
Refije el protector suplementario CB8 (vea Sección 7-11). Chequee por falla en un dispositivo remoto
conectado al RC14.
Chequee y asegure las conexiones al receptáculo de control remoto RC14 (véa Sección 4-12).
Chequee las pantallas “help” (ayuda) de Voltímetro/Amperímetro (vea Sección 7-13).
No hay salida de soldadura, o salida de
potencia del generador en los
receptáculos
CA.
Desconecte el equipo de los receptáculos del generador de potencia durante arranque inicial.
Rearme el protector suplementario CB3 (véase Sección 7-11)
Chequee el fusible F1, y reemplácelo si está abierto (véa Sección 7-11). Si está abierto F1, haga que un
Agente Autorizado de Servicio de la Fábrica chequee el circuito de excitación de campo.

Puede encontrar una lista de piezas completa en nuestro sitio de Internet www.MillerWelds.com
OM-281496 Página 51
Dificultad Remedio
No hay salida de soldadura, o salida de
potencia del generador en los receptá-
culos CA.
Chequee las pantallas “help” (ayuda) de Voltímetro/Amperímetro (vea Sección 7-13).
Haga que un Agente Autorizado de Servicio de la Fábrica chequee los carbones y anillos divididos, y el
circuito de excitación de campo.
Salida errática de soldadura. Chequee y apriete las conexiones adentro y afuera de la unidad.
Asegúrese que la conexión a la pieza de trabajo esté limpia y apretada.
Use electrodos secos, y almacenados apropiadamente.
Desenvuelva el enrollado excesivo de los cables de soldar.
Haga que un Agente de Servicio, Autorizado de la Fábrica chequee los los carbones y anillos divididos.
Salida alta de soldadura. Haga que un Agente Autorizado de Servicio de la Fábrica chequee módulo principal de control PC1 y
el dispositivo “hall” HD1.
La salida de soldar es baja. Chequee la velocidad del motor, y ajústela si fuera necesario.
Chequee el fusible F1, y reemplácelo si está abierto (véa Sección 7-11). Si está abierto F1, haga que un
Agente Autorizado de Servicio de la Fábrica chequee el circuito de excitación de campo.
Voltaje bajo de circuito abierto. Chequee la velocidad del motor, y ajústela si fuera necesario.
Haga que un Agente Autorizado de Servicio de la Fábrica chequee el módulo principal de control PC1,
el circuito de excitación de campo, y el rectificador principal.
No hay control de amperaje fino remoto. Repare o reemplace el dispositivo del control remoto.
Chequee y asegure las conexiones al receptáculo de control remoto (véa Sección 4-12).
No hay salida de 24 voltios CA en el
receptáculo
remoto RC14.
Rearme el protector suplementario CB8 (24 voltios) (véa Sección 7-11).
B. Energía del generador
Dificultad Remedio
No hay energía de salida del generador
en los tomacorrientes de CA; la salida de
soldadura está bien.
Restablezca los interruptores automáticos complementarios del tomacorriente (véa Sección 6-1). Veri-
fique y restablezca el tomacorriente de GFCI de ser necesario (véa Sección 6-2).
No hay potencia del generador o salida
de soldadura.
Desconecte el equipo de los receptáculos del generador de potencia durante arranque inicial.
Chequee el fusible F1, y reemplácelo si está abierto (véa Sección 7-11). Haga que un Agente de Servicio
Autorizado de la Fábrica chequee el circuito de excitación de campo.
Rearme el disyuntor CB3 (véa Sección 7-11).
Chequee las pantallas “help” (ayuda) de Voltímetro/Amperímetro (vea Sección 7-13).
Haga que un Agente de Servicio Autorizado por la Fábrica chequee los carbones y anillos divididos, y
el circuito de excitación de campo.
Salida alta en los receptáculos ca de la
potencia del generador.
Haga que un Agente de Servicio Autorizado de la Fábrica chequee el circuito de excitación de campo.
Salida baja en los receptáculos ca de la
potencia del generador.
Chequee la velocidad del motor, y ajústela si fuera necesario.
Chequee el fusible F1, y reemplácelo si está abierto (véa Sección 7-11). Si está abierto F1, haga que un
Agente Autorizado de Servicio de la Fábrica chequee el circuito de excitación de campo.
C. Motor
Dificultad Remedio
El motor no dá vuelta. Chequee la batería, y reemplácela si fuera necesario.
Chequee las conexiones de la batería y apriételas si fuera necesario.
El disyuntor CB1 puede estar abierto. CB1 automáticamente se rearma cuando se corrije la falla (véa
Sección 7-11). Haga que un Agente de Servicio Autorizado por la Fábrica chequee el cableado del arnés
del motor y sus componentes.

Puede encontrar una lista de piezas completa en nuestro sitio de Internet www.MillerWelds.com
OM-281496 Página 52
Dificultad Remedio
El motor no dá vuelta. Rearme el protector suplementario CB2 (véa Sección 7-11).
Chequee las conexiones del enchufe de arnés del cableado del motor.
Chequee las pantallas “help” (ayuda) de Voltímetro/Amperímetro (vea Sección 7-13).
Haga que un Agente de Servicio Autorizado de la Fábrica chequee el interruptor de control del motor S1,
y el relevador de control CR2.
El motor dá vueltas pero no arranca. Chequee el nivel de combustible.
Chequee la batería y reemplácela si fuera necesario. Chequee el sistema de carga del motor según el
manual del motor.
Haga que un Agente de Servicio Autorizado por la Fábrica chequee el relevador de control CR1, el
solonoide de combustible FS1, y la bomba de combustible.
Aire en el sistema de combustible. Vea el manual del motor.
El motor dificil de arrancar en clima frío. Use interruptor de precalentar (véa Sección 5-1).
Mantenga la batería en buena condición. Almacene la batería en un lugar tibio separada de una
superficie fría.
Use combustible fomulado para tiempo frío (el diésel (gasoleo) puede gelatinarse en tiempo frío).
Póngase en contacto con un suministrador de combustible para información de combustibles.
Use el grado de aceite correcto para el clima frío (véa Sección 7-3).
Haga que un Agente de Servicio Autorizado por la Fábrica chequee el interruptor S4 de precalentar,
el relevador de control CR3, y la bujía incandescente.
El motor de repente se detiene. Chequee los niveles del aceite y refrigerante. El sistema automático apaga el motor si la presión del
aceite es demasiado baja o si la temperatura del refrigerante es muy alta (véa Sección 4-7).
Chequee las pantallas “help” (ayuda) de Voltímetro/Amperímetro (vea Sección 7-13).
El disyuntor CB1 puede estar abierto. CB1 automáticamente se rearma cuando se corrige la falla
(véa Sección 7-11). Rearme el interruptor automático complementario CB2 (véa Sección 7-11). Haga
que un agente de servicio autorizado por la fábrica verifique el alternador del motor, el arnés del
motor, el solenoide de combustible FS1, y la bomba de combustible.
Haga que un Agente de Servicio Autorizado por la Fábrica chequee el interruptor de control del motor
S1, el control de relantí CR1, el rectificador integrado SR2, el solonoide de combustible FS1, y la
bomba de combustible.
Vea el manual del motor.
El motor se detiene paulatinamente y
no arranca de nuevo.
Chequee el nivel de combustible.
Chequee las pantallas “help” (ayuda) de Voltímetro/Amperímetro (vea Sección 7-13).
Chequee los filtros de aire y combustible (véa Secciones 7-4 y 7-12).
Vea el manual del motor.
La batería se descarga entre usos. Apague el interruptor del control del motor cuando no use la unidad.
Limpie la parte superior de la batería con una solución de agua y bicarbonato de sodio; enjuague con
agua limpia.
Recargue o reemplace la batería si fuera necesario.
Periódicamente recargue la batería (aproximadamente cada 3 meses).
El motor funciona a ralentí, pero no
sube a velocidad de soldar (sólo
unidades con opción de ralentí).
Haga que un Agente de Servicio Autorizado por la Fábrica chequee el transformador de corriente
CT1 y el transductor de corriente HD1.
Chequee las pantallas “help” (ayuda) de Voltímetro/Amperímetro (vea Sección 7-13).
El motor no funciona a velocidad de
ralentí (unidades con la opción de
ralentí solamente).
Haga que un Agente de Servicio Autorizado por la Fábrica chequee el relevador de control CR4, el
disyuntor de circuito CB9 y el solenoide del acelerador TS1.
Chequee las pantallas “help” (ayuda) de Voltímetro/Amperímetro (vea Sección 7-13).
El motor usa aceite durante el período
de funcionamiento inicial; ocurre
chimenea mojada.
Seque el motor de acuerdo al procedimiento de funcionamiento inicial (vea Sección 10).

Puede encontrar una lista de piezas completa en nuestro sitio de Internet www.MillerWelds.com
OM-281496 Página 53
SECCIÓN 8 − LISTA DE PIEZAS
8-1. Piezas de repuesto recomendadas
Description
Part
No.
Dia.
Mkgs. Quantity
276418 USB Flash Drive 1.................... .. ................................................
F1 085874 Fuse, Mintr Cer Slo−blo 10. Amp 250 Volt 1........... ..... .. ..........................
217686 Belt, Alternator (CAT) 1.................... .. ............................................
244290 Brushholder Assembly, Generator w/Leads 1.................... .. .........................
274427 Kit, Filter Cat (C1.5) Perkins (403−15) 1.................... .. ..............................
202166 Filter, Oil (CAT) 1.................... .... ................................................
273865 Filter, Fuel In−line 5/16x5/16 Mic 25 1.................... .... ..............................
217687 Filter, Fuel Spin−on (CAT) 1.................... .... ......................................
197676 Element, Air Cleaner 1.................... .... ..........................................
218468 Belt, Alternator (Kubota) 1.................... .. ..........................................
233482 Kit, Fuel Sedimenter (Kubota) 1.................... .. .....................................
253901 Kit, Filter (Kubota) (Includes) 1.................... .. ......................................
196428 Filter, Oil 1.................... .... .....................................................
207715 Filter, Fuel Spin−on 1.................... .... ............................................
197676 Element, Air Cleaner 1.................... .... ..........................................
♦197679 Element, Air Cleaner Safety 1.................. .. ......................................
Battery, 12V 570 Crk 100 Rsv Gp 35 Low Main 1.............................. ......................
♦Opcional
Para mantener el rendimiento original de fábrica de su equipo, utilice solo las piezas de repuesto sugeridas
por el fabricante. Cuando solicite piezas a su distribuidor local incluya el modelo y número de serie de su
equipo.

OM-281496 Página 54
SECCIÓN 9 − DIAGRAMAS ELÉCTRICOS
Figura 10-1. Diagrama del circuito, modelos con motor CAT

OM-281496 Página 55
281494-B

OM-281496 Página 56
Figura 10-2. Diagrama del circuito, modelos con motor Kubota

OM-281496 Página 57
276789-D

OM-281496 Página 58
SECCIÓN 10 − PROCEDIMIENTO DE ASENTAMIENTO
run_in1 2014−09
AVISO − Los motores diésel empleados en los equipos MILLER están diseñados para lograr su rendimiento óptimo cuando la carga es entre
moderada y la nominal. El uso del motor en condiciones de carga liviana o en ralentí durante períodos prolongados puede causar acumulación
de combustible sin quemar en el sistema de escape u otros daños en el motor. No haga funcionar el motor en ralentí más de lo necesario.
AVISO − No realice el procedimiento de
asentamiento
con menos de 20 voltios en la salida de
soldadura y no exceda el ciclo de trabajo o el equipo
podría resultar dañado.
1 Generador de soldadura
Haga funcionar a los motores diesel a valores de
voltaje y corriente cercanos a los nominales durante
el período inicial para asentar correctamente los aros
del pistón y evitar la acumulación de combustible sin
quemar en el sistema de escape. Los valores
nominales del voltaje y la corriente los encontrará en
la placa de identificación, en la etiqueta de valores
nominales o en la sección de especificaciones en
este manual.
AVISO − No haga funcionar el motor en ralentí más
de lo necesario. Los aros de pistón solo se asientan
correctamente si el motor funciona a las rpm
adecuadas para soldar o generar energía, y el
generador de soldadura se mantiene cargado
durante el rodaje inicial.
2 Tubo de escape del motor
La acumulación de combustible y aceite sin quemar
en el sistema de escape ocurre durante el período de
asentamiento
si el motor funciona por demasiado
tiempo con una carga ligera o a la velocidad
de ralentí.
Si el tubo de escape está cubierto con una sustancia
húmeda, negra, parecida al alquitrán, seque el motor
utilizando solo uno de los siguientes procedimientos
de asentamiento.
Si necesita información adicional acerca del
asentamiento
del motor, consulte el manual
del motor.
10-1. Acumulación de combustible sin quemar en el sistema de escape
2
1

OM-281496 Página 59
10-2. Procedimiento de asentamiento utilizando una resistencia de carga o un banco de carga
S−0683 / S−0684
! Detenga el motor.
! No toque el tubo de escape,
las piezas del motor ni el banco
o la resistencia de carga si están
calientes.
! Mantenga el tubo de escape alejado
de materiales inflamables.
AVISO − No realice el procedimiento de
asentamiento
con menos de 20 voltios en
la salida de soldadura y no exceda el ciclo
de trabajo o el equipo podría resultar
dañado.
1 Banco de carga
Apague todos los interruptores del banco
de carga. Si fuera necesario, conecte el
banco de carga al receptáculo de pared de
115 Vca o al receptáculo de alimentación
auxiliar del generador.
2 Generador de soldadura
Coloque el interruptor del rango de A/V en
la posición máxima, el control de A/V en la
posición mínima y el selector de salida
(si existe) en cualquier posición DC.
3 Cables de soldadura
4 Resistencia de carga
Utilice una resistencia de carga
dimensionada
para la salida nominal del
generador.
Apague la resistencia de carga.
5 Voltímetro
6 Amperímetro de gancho
Conecte el voltímetro y el amperímetro
como se muestra (si el generador no está
equipado con estos instrumentos).
Arranque el motor y déjelo en marcha
por varios minutos.
Si se utiliza un banco de carga
Cierre los interruptores del banco de
carga y ajuste el control A/V del
generador de manera que la carga sea
igual al voltaje y la corriente nominal
del generador (vea la placa de
características,
la etiqueta de valores
nominales o la sección
Especificaciones
de este manual).
Si se utiliza una resistencia de carga
Cierre los interruptores de la
resistencia de carga y ajuste el control
A/V del generador de manera que la
carga sea igual al voltaje y la corriente
nominal del generador (vea la placa de
características,
la etiqueta de valores
nominales o la sección
Especificaciones
de este manual).
Revise los medidores del banco de carga
y del generador después de los primeros
cinco minutos, y luego cada quince
minutos para asegurarse de que el
generador está correctamente cargado.
AVISO − Revise el nivel de aceite
frecuentemente
durante el asentamiento,
añada aceite si es necesario.
Se recomienda mantener el generador de
soldadura funcionando bajo carga por al
menos dos horas y hasta cuatro horas.
Coloque el control de V/A al mínimo, luego
apague el banco o la resistencia de carga
para retirar la carga. Mantenga el motor
funcionando
por varios minutos sin carga.
! Detenga al motor y déjelo enfriar.
7 Tubo de escape del motor
Si se produce acumulación de combustible
y aceite sin quemar en el sistema de
escape repita el procedimiento.
2
3
1
4
6
+
5
7

OM-281496 Página 60
SECCIÓN 11 − RECOMENDACIONES PARA PREGUNTAS
SOBRE LOS GENERADORES DE POTENCIA
Las ilustraciones de esta sección solo son representativas de todos los grupos soldadora/generador accionados por motor. Es posible que su
unidad sea diferente de la que se muestra aquí.
1 Receptáculos de potencia
generador − alambre neutro
está unido al armazón
2 Enchufe de 3 púas del equipo
que está aterrizado a su
bastidor
3 2 púas para equipo con
aislamiento doble
Asegúrese que el equipo tenga
el símbolo indicando que esté
aislado doblemente y/o las
palabras que así lo indiquen.
! No use enchufes de 2 púas a
no ser que el equipo sea de
doble aislamiento.
11-1. Seleccionando el equipo
gen_pwr 2018−06 − ST-800 577
O
2
3
1
! Siempre conecte el armazón del
generador al armazón del vehículo
para evitar los peligros de descarga
eléctrica y golpes de electricidad
estática.
! Vea también la hoja del AWS sobre
Safety & Health Fact Sheet No. 29
(Seguridad y Salud), acerca de
conectar a tierra Generadores de
Soldadura Portátiles o Montados en
Vehículos.
1 Terminal para Conectar a Tierra el
Equipo (panel frontal)
2 Cable de Tierra (no se provee)
3 Armazón de Metal del Vehículo
Conecte el cable del terminal de tierra al
chasís metálico del vehículo. Use alambre
de cobre de tamaño No.8 AWG (10 mm
2
) o
más grande.
Una eléctricamente el armazón del
generador al armazón del vehículo por
un contacto de metal a metal.
! Los forros protectores de la caja del
vehículo, los patines de embalaje y
algunos trenes rodantes pueden
aislar al grupo soldadora/generador
del bastidor del vehículo. Siempre
conecte un alambre de tierra, del
terminal de tierra del equipo de
soldadura, al metal desnudo del
chasís del vehículo, como se
muestra aquí.
! Use interruptores de protección
diferencial (GFCI) cuando utilice
equipos auxiliares. Si la unidad no
tiene receptáculos GFCI, use un
alambre de extensión protegido por
GFCI. No utilizar los zócalos GFCI
para alimentar sistemas de
emergencia médicos.
1
3
2
GND/PE
800 652-D
11-2. Aterrizando el generador al armazón de la camioneta, camión, o remolque

OM-281496 Página 61
1 Terminal para Conectar a
Tierra el Equipo
2 Cable de Tierra
Use alambre de cobre de tamaño
No.8 AWG (10 mm
2
) o más grande.
3 Dispositivo de Tierra
Use un dispositivo de tierra
como lo dicen los códigos
eléctricos.
! Aterrice el generador al
sistema de tierra si está
dándose corriente al sistema
de alambrado de un edificio
(casa, taller, hacienda).
! Vea también la hoja del AWS
sobre Safety & Health Fact
Sheet No. 29 (Seguridad y
Salud), acerca de conectar a
tierra Generadores de
Soldadura Portátiles o
Montados en Vehículos.
11-3. Aterrizando la unidad cuando se da potencia a sistemas de construcción
ST-800 576-B
GND/PE
1 2
2
3
1 Carga Resistiva
Un bombillo o foco para luz es una carga
resistiva y requiere una cantidad
constante de potencia.
2 Carga No Resistiva
Equipo que tenga un motor es una carga
no resistiva y requiere aproximadamente
seis veces más potencia cuando está
arrancando el motor que cuando está
funcionando
(véase la Sección 11-8).
3 Datos de Capacidad
Los datos muestran los voltios y
amperios o vatios que se requieren para
hacer funcionar el equipo.
AMPERIOS x VOLTIOS =
VATIOS
EJEMPLO 1: Si un taladro usa 4.5
amperios a 115 voltios, calcule el
requerimiento
de potencia en vatios.
4.5 A x 115 V = 520 vatios
La carga aplicada por el taladro es 520
vatios
EJEMPLO 2: Si se usan 3 lámparas de
iluminación de 200 vatios con el taladro
del ejemplo 1, añada las cargas
individuales para calcular la carga total.
(3 x 200 W) + 520 W = 1120 w
La carga total que se ha aplicado para las
tres lámparas y el taladro es 1120 Vatios.
11-4. ¿Cuánta potencia requiere el equipo?
S-0623
1
2
3
3
VOLTIOS 115
4,5
50/60
AMPS
Hz

OM-281496 Página 62
11-5. Requerimientos aproximados de potencia para motores industriales
Motores Industriales Capacidad Vatios para Arrancar Vatios para Funcionar
Fase Dividida 1/8 HP 800 300
1/6 HP 1225 500
1/4 HP 1600 600
1/3 HP 2100 700
1/2 HP 3175 875
Arranque con Capacitador − Funcionamiento con
Inducción
1/3 HP 2020 720
1/2 HP 3075 975
3/4 HP 4500 1400
1 HP 6100 1600
1-1/2 HP 8200 2200
2 HP 10550 2850
3 HP 15900 3900
5 HP 23300 6800
Arranque con Capacitador − Funcionamiento con
Capacitador
1-1/2 HP 8100 2000
5 HP 23300 6000
7-1/2 HP 35000 8000
10 HP 46700 10700
Servicio de V
entilación
1/8 HP 1000 400
1/6 HP 1400 550
1/4 HP 1850 650
1/3 HP 2400 800
1/2 HP 3500 1100
11-6. Los requerimientos aproximados de potencia para una hacienda/casa
Equipo en Hacienda/Casa Capacidad Vatios para Arrancar Vatios para Funcionar
Decongelador de Tanque Estándar 1000 1000
Limpiador para Granos 1/4 HP 1650 650
Cinta Portátil 1/2 HP 3400 1000
Cinta Transportadora de Granos 3/4 HP 4400 1400
Enfriador de Leche 2900 1100
Ordeñador (Bomba de Vacío) 2 HP 10500 2800
MOTORES DE SERVICIO DE HACIENDA 1/3 HP 1720 720
Estándar (e.g.: Cinta T
ransportadora,
1/2 HP 2575 975
Empujadores de Grano, 3/4 HP 4500 1400
Compresores de Aire) 1 HP 6100 1600
1-1/2 HP 8200 2200
2 HP 10550 2850
3 HP 15900 3900
5 HP 23300 6800
De Alta Torsión (e.g. Limpiadores de Graneros,
Descargadores de Silos, Grúas de Silos,
Alimentadores de Cama)
1-1/2 HP 8100 2000
5 HP 23300 6000
7-1/2 HP 35000 8000
10 HP 46700 10700
Mezcladora de 3-1/2 pies
3
1/2 HP 3300 1000
Lavadora de Alta Presión 1.8 Gal./Min. 500 lbs./pulg.
2
3150 950
Con Lavadora con 2 gal./min. 550 lbs./pulg.
2
4500 1400
2 gal./min. 700 lbs./pulg.
2
6100 1600
Refrigeradora o Congeladora 3100 800
Bomba de Pozo 1/3 HP 2150 750
1/2 HP 3100 1000
Bomba para Subterráneo 1/3 HP 2100 800
1/2 HP 3200 1050

OM-281496 Página 63
11-7. Requerimientos aproximados de potencia para equipo de contratista
Contratista Capacidad Vatios para Arrancar Vatios para Funcionar
Taladro de Mano 1/4 pulg. 350 350
3/8 pulg. 400 400
1/2 pulg. 600 600
Sierra Circular 6-1/2 pulg. 500 500
7-1/4 pulg. 900 900
8-1/4 pulg. 1400 1400
Sierra de Mesa 9 pulg. 4500 1500
10 pulg. 6300 1800
Sierra de Banda 14 pulg. 2500 1100
Amoladora de Banco 6 pulg. 1720 720
8 pulg. 3900 1400
10 pulg. 5200 1600
Compresor de Aire 1/2 HP 3000 1000
1 HP 6000 1500
1-1/2 HP 8200 2200
2 HP 10500 2800
Sierra de Cadena Eléctrica 1-1/2 HP, 12 pulg. 1100 1100
2 HP, 14 pulg. 1100 1100
Recortador Eléctrico Estándar de 9 pulg. 350 350
De Servicio Pesado 12 pulg. 500 500
Cultivador Eléctrico 1/3 HP 2100 700
Cortador de Plantas Eléctricas 18 pulg. 400 400
Luces de Iluminación HID 125 100
Hálido de Metal 313 250
Mercurio 1000
Sodio 1400
Vapor 1250 1000
Bomba Sumergible 400 gal./hr. 600 200
Bomba Centrífuga 900 gal./hr. 900 500
Lustrador de Pisos 3/4 HP, 16 pulg. 4500 1400
1 HP, 20 pulg. 6100 1600
Lavador de Alta Presión 1/2 HP 3150 950
3/4 HP 4500 1400
1 HP 6100 1600
Mezclador de Tambores de 55 gal. 1/4 HP 1900 700
Aspiradora en Mojado y en Seco 1.7 HP 900 900
2-1/2 HP 1300 1300

OM-281496 Página 64
11-8. Potencia requerida para arrancar un motor
Requerimientos de Arranque para Motores Monofásicos de Inducción
Code de
arranque del
motor
G H J K L M N P
KVA/HP 6,3 7,1 8 9 10 11,2 12,5 14,0
1 Código de Arranque de Motor
2 Amperaje de Funcionamiento
3 Caballaje del Motor
4 Voltaje del Motor
Para encontrar el amperaje de arranque:
Paso 1: Encuentre el código y use la tabla
para encontrar el kVA/HP. Si el código no
está enlistado, multiplique el amperaje de
funcionamiento por seis para encontrar el
amperaje de arranque.
Paso 2: Encuentre el HP del motor y los
voltios.
Paso 3: Determine el amperaje de
arranque (véase el ejemplo).
La corriente de salida del generador del
grupo soldadora/generador debe ser al
menos el doble de la corriente de carga
del motor.
(kVA/HP x HP x 1000) / Voltios =
Amperaje de arranque
Ejemplo: Calcule el amperaje de
arranque requerido para un motor de 230
V, 1/4 HP con un código de arranque del
motor de M.
Voltios = 230 HP = 1/4
kVA/HP = 11,2
11,2 x 1/4 x 1000) / 230 = 12,2A
Para arrancar el motor se requiere 12,.2
amperios
S-0624
VOLTS AMPS
HP
230 2.5
1/4
Hz
PHASE
CODE 60
1
M
MOTOR CA
1
2
3
4
1 Limite la Carga al 90% de la
Salida del Generador
Siempre arranque cargas que no
sean resistivas (motor) en la orden
de la más grande a la más
pequeño, y añada las cargas
resistivas al último.
2 La Regla de los 5 Segundos
Si el motor no arranca dentro de 5
segundos apague la potencia para
evitar daño al motor. El motor
requiere más potencia de lo que el
generador puede entregar.
11-9. ¿Cuánta potencia puede entregar el generador?
Ref. ST-800 396-A / S-0625
1
2

OM-281496 Página 65
Interruptores
de circuito o in-
terruptor de
desconexión
con fusible
(Si se requiere)
11-10. Conexiones típicas para suministrar potencia auxiliar
! Estas conexiones sólo deben
ser manipuladas por personal
cualificado, y de acuerdo con
todas las normas y códigos de
protección
aplicables
! Instale, conecte a tierra y utilice
correctamente este equipo de
acuerdo a las instrucciones de su
Manual del usuario y a lo
establecido en los reglamentos
nacionales, estatales y locales.
! No se conecte a ningún sistema
de distribución eléctrica
normalmente abastecido por
alimentación
de servicio
público, a menos que se
empleen un interruptor de
transferencia y un
procedimiento de puesta a
tierra adecuados.
Se necesita equipo que tiene que
suministrar el cliente si se va a
usar el generador para dar
potencia auxiliar durante
emergencias o apagones.
1 Servicio de la red eléctrica
2 Interruptor de transferencia (de
dos polos)
El interruptor transfiere la carga
eléctrica del servicio de la red eléctrica
al generador. Vuelva a transferir la
carga a la conexión de la red eléctrica
cuando se haya restaurado el servicio.
Instale el interruptor correcto (lo
provee el cliente). La capacidad del
interruptor tiene que ser la misma o
más grande que la protección de sobre
corriente lateral.
3 Interruptores de circuito o
interruptor de desconexión con
fusible
Instale el interruptor correcto (lo
provee el cliente) si así lo requiere el
código eléctrico.
4 Salida del grupo
soldadora/generador
La salida de voltaje del generador y el
alambrado deben ser consistentes con
el voltaje y alambrado del sistema de la
red eléctrica.
Conecte el generador con alambres
provisionales o permanentes, aptos
para la instalación.
Apague o desenchufe todo el equipo
que está conectado al generador
antes de arrancar o parar el motor.
Cuando esté arrancando o deteniendo
el motor, el motor tiene una velocidad
baja, lo cual causa un voltaje y una
frecuencia demasiado bajos.
5 Cargas esenciales
La salida del generador tal vez no
cumpla con los requerimientos
eléctricos del inmueble. Si el
generador no produce suficiente
salida para cumplir con todos los
requerimientos,
conecte sólo las
cargas esenciales (bombas,
congeladores, calefactores, etc. −
véase Sección 11-4).
Interruptor de
transferencia
Cargas
esenciales
Servicio de la
red eléctrica
1234
5
Salida del
generador de
soldadura

OM-281496 Página 66
11-11. Seleccionando los cordones de extensión (usese el cordón más corto que fuera
posible)
Largos del cordón para cargas de 120 voltios
Use interruptores de protección diferencial (GFCI) cuando utilice equipos auxiliares. Si la unidad no tiene receptáculos GFCI,
use un alambre de extensión protegido por GFCI. No utilizar los zócalos GFCI para alimentar sistemas de emergencia médicos.
El Largo de Cordón Máximo Permitido en m. (pies) para un Conductor de Tamaño AWG (mm2)*
Corriente
(Amperios)
Carga (Vatios) 4 (25) 6 (16) 8 (10) 10 (6) 12 (4) 14 (2,5)
5 600 106 (350) 68 (225) 42 (137) 30 (100)
7 840 122 (400) 76 (250) 46 (150) 30 (100) 19 (62)
10 1200 122 (400) 84 (275) 53 (175) 34 (112) 19 (62) 15 (50)
15 1800 91 (300) 53 (175) 34 (112) 23 (75) 11 (37) 9 (30)
20 2400 68 (225) 42 (137) 26 (87) 15 (50) 9 (30)
25 3000 53 (175) 34 (112) 19 (62) 11 (37)
30 3600 46 (150) 26 (87) 15 (50) 11 (37)
35 4200 38 (125) 23 (75) 15 (50)
40 4800 34 (112) 19 (62) 11 (37)
45 5400 30 (100) 19 (62)
50 6000 26 (87) 15 (50)
Largos del cordón para cargas de 240 voltios
Use interruptores de protección diferencial (GFCI) cuando utilice equipos auxiliares. Si la unidad no tiene receptáculos GFCI, use
un alambre de extensión protegido por GFCI. No utilizar los receptaculos GFCI para alimentar sistemas de emergencia médicos.
El Largo de Cordón Máximo Permitido en m. (pies) para un Conductor de Tamaño AWG (mm2)*
Corriente
(Amperios)
Carga (Vatios) 4 (25) 6 (16) 8 (10) 10 (6) 12 (4) 14 (2,5)
5 1200 213 (700) 137 (450) 84 (225) 61 (200)
7 1680 244 (800) 5152 (500) 91 (300) 61 (200) 38 (125)
10 2400 244 (800) 168 (550) 107 (350) 69 (225) 38 (125) 31 (100)
15 3600 183 (600) 107 (350) 69 (225) 46 (150) 23 (75) 18 (60)
20 4800 137 (450) 84 (275) 53 (175) 31 (100) 18 (60)
25 6000 107 (350) 69 (225) 38 (125) 23 (75)
30 7000 91 (300) 53 (175) 31 (100) 23 (75)
35 8400 76 (250) 46 (150) 1 (100)
40 9600 69 (225) 38 (125) 23 (75)
45 10,800 61 (200) 38 (125)
50 12,000 53 (175) 31 (100)
*El tamaño del conductor está basado en una caída máxima de voltaje del 2%

Notas

Notas

Efectivo 1 enero, 2019
(Equipo equipo con el número de serie que comienza con las letras “MK” o más nuevo)
Esta garantía limitada reemplaza a todas las garantías previas de Miller y no es exclusiva con otras garantías ya sea expresadas o supuestas.
GARANTÍA LIMITADA − Sujeta a los siguientes términos y condiciones,
Miller Electric Mfg. LLC., Appleton, Wisconsin, garantiza a los distribuidores
autorizados que el equipo de Miller nuevo vendido después de la fecha de
entrada en vigor de esta garantía limitada no tiene defectos en el material
ni la mano de obra en el momento en que Miller realiza el envío. ESTA
GARANTÍA EXPRESAMENTE TOMA EL LUGAR DE CUALQUIERA
OTRA GARANTÍA EXPRESADA O IMPLICADA, INCLUYENDO
GARANTÍAS DE MERCANTABILIDAD, Y CONVENIENCIA.
Dentro de los periodos de garantía que aparecen abajo, MILLER
reparará o reemplazará cualquier pieza o componente garantizado
que fallen debido a tales defectos en material o mano de obra.
MILLER debe de ser notificado por escrito dentro de 30 días de que
este defecto o fallo aparezca, en ese momento MILLER dará
instrucciones sobre el procedimiento para hacer el reclamo de
garantía que se debe seguir. Las notificaciones presentadas como
reclamos de garantía en línea deben contener descripciones detalladas
de la falla y de los pasos para solucionar el problema que se tomaron a fin
de diagnosticar las piezas defectuosas. Es posible que Miller rechace los
reclamos de garantía que no contengan la información requerida según se
define en la Guía de operación de servicio de Miller (SOG).
Miller aceptará los reclamos de garantía del equipo garantizado abajo
indicado en caso de que tal defecto se produzca dentro de los períodos de
cobertura de la garantía detallados a continuación. Los períodos de
garantía comienzan en la fecha de entrega del equipo al usuario final, o
doce meses después de enviar el equipo a un distribuidor en América del
Norte o dieciocho meses después de enviar el equipo a un distribuidor
internacional, lo que ocurra primero.
1. 5 años para piezas — 3 años para mano de obra
* Los rectificadores de potencia principales originales solo
incluyen los SCR, diodos y los módulos rectificadores
discretos
2. 3 años — Piezas y mano de obra excepto que se especifique
* Lentes para caretas fotosensibles (Sin mano de obra)
(Consulte la excepción de la serie Classic a continuación)
* Grupos soldadora/generador impulsado por motor de
combustión
interna
(NOTA: los motores son garantizados separadamente por
el fabricante del motor.)
* Productos con inteligencia de soldadura Insight
* Máquinas de soldar con inversor
* Máquinas para corte por plasma
* Controladores de proceso
* Alimentadores de alambre automáticos y semiautomáticos
* Máquinas de soldar con transformador/rectificador
3. 2 años — Piezas y mano de obra
* Lentes para caretas fotosensibles − Solo serie Classic (no
cubre mano de obra)
* Máscaras para soldar de oscurecimiento automático (no
cubre mano de obra)
* Extractores de humo − Capture 5 Filtair 400 y extractores de
las series industriales
4. 1 año — Piezas y mano de obra excepto que se especifique
* Sistemas de soldadura AugmentedArc y LiveArc
* Dispositivos automáticos de movimiento
* Pistolas soldadoras MIG Bernard BTB de enfriamiento por
aire (sin mano de obra)
* Unidades sopladoras CoolBelt y CoolBand (no cubre mano
de obra)
* Sistema de secado de aire
* Opciones de campo
(NOTA: las opciones de campo [para montaje in situ]
están cubiertas por el tiempo restante de la garantía del
producto en el que están instaladas o por un mínimo
de un año — el que sea mayor.)
* Pedales de control RFCS (excepto RFCS-RJ45)
* Extractores de humo − Filtair 130 y series MWX y SWX
* Unidades de alta frecuencia
* Antorchas para corte por plasma ICE/XT (no cubre mano de
obra)
* Máquinas para calentamiento por inducción, refrigeradores
(NOTA: los registradores digitales están garantizados
separadamente por el fabricante.)
* Bancos de carga
* Antorchas motorizadas (excepto las portacarrete Spoolmate)
* Unidad sopladora PAPR (no cubre mano de obra)
* Posicionadores y controladores
* Racks (Para almacenar varias fuentes de alimentación)
* Tren rodante/remolques
* Soldaduras por puntos
* Conjuntos alimentadores de alambre para sistemas Subarc
* Antorchas Tregaskiss (no cubre mano de obra)
* Antorchas TIG (no cubre mano de obra)
* Sistemas de enfriamiento por agua
* Controles remotos inalámbricos de mano/pie y receptores
* Estaciones de trabajo/Mesas de soldadura (no cubre mano
de obra)
5. Garantía de 6 meses para piezas
* Baterías
6. Garantía de 90 días para piezas
* Juegos de accesorios
* Cubiertas de lona
* Bobinas y mantas para calentamiento por inducción,
cables y controles no electrónicos
* Antorchas M
* Pistolas soldadoras MIG, sopletes de arco sumergido
(SAW) y cabezales externos para soldadura por
recubrimiento
* Controles remotos y control de pie RFCS−RJ45
* Piezas de repuesto (no cubre mano de obra)
* Antorchas portacarrete Spoolmate
La garantía limitada True Blue de Miller no tiene validez para los
siguientes elementos:
1. Componentes consumibles como: puntas de contacto,
toberas de corte, contactores, escobillas, relés, tapa de las
mesas de trabajo y cortinas de soldador, o piezas que fallen
debido al desgaste normal. (Excepción: las escobillas y
relés están cubiertos en todos los equipos impulsados por
motor de combustión interna.)
2. Artículos entregados por MILLER pero fabricados por otros,
como motores u otros accesorios. Estos artículos están cubiertos
por la garantía del fabricante, si alguna existe.
3. Equipo que ha sido modificado por cualquier persona que no sea
MILLER o equipo que ha sido instalado inapropiadamente, mal
usado u operado inapropiadamente basado en los estándares
de la industria, o equipo que no ha tenido mantenimiento
razonable y necesario, o equipo que ha sido usado para una
operación fuera de las especificaciones del equipo.
4. Defectos causados por accidente, reparación no autorizada o
realización
de pruebas indebidas.
LOS PRODUCTOS MILLER ESTÁN DISEÑADOS PARA USUARIOS
INDUSTRIALES Y COMERCIALES CAPACITADOS CON
EXPERIENCIA EN EL USO Y EL MANTENIMIENTO DE EQUIPOS DE
SOLDADURA.
Las medidas correctivas exclusivas para los reclamos de garantía son,
a elección de Miller, alguna de las siguientes: (1) reparación; o (2)
reemplazo; o bien con aprobación por escrito de Miller, (3) el costo
preaprobado
de reparación o reemplazo en una estación de servicio
autorizada
de Miller; o (4) el pago del precio de compra o el crédito
correspondiente
(menos una desvalorización razonable por uso). No
se pueden devolver productos sin la aprobación por escrito de Miller.
El envío de devolución corre por cuenta y riesgo del cliente.
Las medidas correctivas anteriores son libres a bordo de Appleton, WI
o el establecimiento de servicio autorizado de Miller. El transporte y el
flete son responsabilidad del cliente. EN EL GRADO EN QUE LA LEY
LO PERMITA, LAS MEDIDAS CORRECTIVAS PROPORCIONADAS
AQUÍ SON LAS MEDIDAS ÚNICAS Y EXCLUSIVAS,
INDEPENDIENTEMENTE DE LA TEORÍA JURÍDICA. EN NINGÚN
CASO, MILLER SERÁ RESPONSABLE DE NINGÚN DAÑO
DIRECTO, INDIRECTO, ESPECIAL, INCIDENTAL O DERIVADO
(INCLUIDA LA PÉRDIDA DE BENEFICIOS),
INDEPENDIENTEMENTE DE LA TEORÍA JURÍDICA. MILLER
EXCLUYE Y RENUNCIA A TODA GARANTÍA QUE NO SE INCLUYA
AQUÍ Y A TODA GARANTÍA IMPLÍCITA, AVAL O
REPRESENTACIÓN, INCLUIDA TODA GARANTÍA IMPLÍCITA DE
COMERCIABILIDAD O ADECUACIÓN PARA UN FIN
DETERMINADO.
Algunos estados en Estados Unidos, no permiten imitaciones en cuan
largo una garantía implicada dure, o la exclusión de daños
incidentales, indirectos, especiales o consecuentes, de manera que la
limitación de arriba o exclusión, es posible que no aplique a usted.
Esta garantía da derechos legales específicos, y otros derechos
pueden estar disponibles, pero varían de estado a estado.
En Canadá, la legislación de algunas provincias permite que hayan
ciertas garantías adicionales o remedios que no han sido indicados
aquí y al punto de no poder ser descartados, es posible que las
limitaciones y exclusiones que aparecen arriba, no apliquen. Esta
garantía limitada da derechos legales específicos pero otros derechos
pueden estar disponibles y estos pueden variar de provincia a
provincia.
El original de esta garantía fue redactado en términos legales
ingleses. Ante cualesquiera quejas o desacuerdos, prevalecerá el
significado
de las palabras en inglés.
¿Preguntas sobre la
garantía?
Llame
1-800-4-A-MILLER
para encontrar su
distribuidor local de
Miller (EE.UU. y
Canada solamente)
miller dom_warr_spa_2019−01

TRADUCCIÓN DE LAS INSTRUCCIONES ORIGINALES − IMPRESO EN EE.UU. 2019 Miller Electric Mfg. LLC 2019−01
Miller Electric Mfg. LLC
An Illinois Tool Works Company
1635 West Spencer Street
Appleton, WI 54914 USA
International Headquarters−USA
USA Phone: 920-735-4505 Auto-attended
USA & Canada FAX: 920-735-4134
International FAX: 920-735-4125
Para direcciones internacionales visite
www.MillerWelds.com
Nombre de modelo Número de serie/estilo
Fecha de compra (Fecha en que el equipo fue entregado al cliente original.)
Distribuidor
Dirección
Ciudad
Estado/País Código postal
Por favor complete y conserve con sus archivos.
Siempre dé el nombre de modelo y número de serie/estilo
Comuníquese con su Distribuidor para: Equipo y Consumibles de Soldar
Opciones y Accesorios
Equipo Personal de Seguridad
Servicio y Reparación
Piezas de Repuesto
Entrenamiento (Seminarios, Videos, Libros)
Manuales Técnicos
(Información de Servicio y Partes)
Diagramas de Circuito
Libros de Procesos de Soldar
Para localizar al Distribuidor más cercano llame a
1-800-4-A-MILLER (EE.UU. y Canada solamente)
o visite nuestro sitio web en internet
www.MillerWelds.com
Comuníquese con su transportista para:
Para el servicio
Registro del Propietario
Poner una queja por pérdida o daño
durante el embarque.
Para recibir ayuda sobre como rellenar o realizar una
reclamación, contacte con su distribuidor y/o el
departamento de transporte del fabricante del equipo.
Póngase en contacto con un Distribuidor o una Agencia del Servicio
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
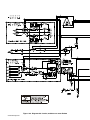 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
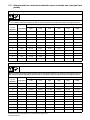 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76












































































Miller BIG BLUE 400X PRO CE CAT/KUBOTA El manual del propietario
- Categoría
- Sistema de soldadura
- Tipo
- El manual del propietario
- Este manual también es adecuado para
Artículos relacionados
-
Miller ARCREACH HEATER CE Manual de usuario
-
Miller XMT 350 FIELD PRO El manual del propietario
-
-
-
-
Miller FIELDPRO SMART FEEDER CE El manual del propietario
-
Miller XMT 350 FIELDPRO El manual del propietario
Otros documentos
-
Yellow Jacket TurboRecover® Recovery Machine Guía de inicio rápido
-
Anova GCS5800E El manual del propietario
-
-
Lux Products LV11 El manual del propietario
-
-
Nothern Lights M773LK Manual de usuario
-