Lincoln Electric Power Feed 84, 84 Dual, U.I. Control Instrucciones de operación
- Categoría
- Sistema de soldadura
- Tipo
- Instrucciones de operación

Manual del Operador
POWER FEED 84, 84 DUAL Y CAJA DE CONTROL DE U.I.
Registre su máquina:
www.lincolnelectric.com/register
Localizador de Servicio y Distribuidores Autorizados:
www.lincolnelectric.com/locator
IMS10178-C | Fecha de Publicación Marzo, 2015
© Lincoln Global, Inc. All Rights Reserved.
Para usarse con las máquinas con números de código:
Power Feed 84: 11986, 11987, 11988,
11989, 11990, 11991, 11993, 11994,
11996, 11997, 11998, 12274, 12275,
12276, 12277, 12278, 12279, 12280,
12281, 12282, 12283, 12284
Power Feed 84 Dual: 12108, 12109,
12110, 12111, 12112, 12113, 12115,
12116, 12285, 12286, 12287, 12288,
12289, 12290, 12291, 12292
Caja De Control De U.I. de Power
Feed 84:
12177, 12178, 12179
C
AJA DE CONTROL DE U.I. DE POWER FEED 84
P
OWER FEED 84 SENCILLO
POWER FEED 84 DUAL
Guardar para referencia futura
Fecha de Compra
Código: (ejemplo: 10859)
Número de serie: (ejemplo: U1060512345)

GRACIAS POR ADQUIRIR UN
PRODUCTO DE PRIMERA
CALIDAD DE LINCOLN
ELEC TRIC.
COMPRUEBE QUE LA CAJA Y EL EQUIPO ESTÉN
EN PERFECTO ESTADO DE INMEDIATO
El comprador pasa a ser el propietario del equipo una vez
que la empresa de transportes lo entrega en destino.
Consecuentemente, cualquier reclamación por daños
materiales durante el envío deberá hacerla el comprador ante
la empresa de transportes cuando se entregue el paquete.
LA SEGURIDAD DEPENDE DE USTED
Los equipos de corte y soldadura por arco de Lincoln se
diseñan y fabrican teniendo presente la seguridad. No
obstante, la seguridad en general aumenta con una
instalación correcta ... y un uso razonado por su parte.
NO INSTALE, UTILICE NI REPARE EL EQUIPO SI NO SE HA
LEÍDO ESTE MANUAL Y LAS MEDIDAS DE SEGURIDAD QUE
SE INCLUYEN EN EL MISMO. Y, sobre todo, piense antes
de actuar y sea siempre cauteloso.
Verá este cuadro siempre que deba seguir exactamente
alguna instrucción con objeto de evitar daños físicos
graves o incluso la muerte.
Verá este cuadro siempre que deba seguir alguna instrucción
con objeto de evitar daños físicos leves o daños materiales.
NO SE ACERQUE AL HUMO.
N
O se acerque demasiado al arco.
S
i es necesario, utilice lentillas para
p
oder trabajar a una distancia
r
azonable del arco.
LEA y ponga en práctica el
contenido de las hojas de datos
sobre seguridad y el de las
etiquetas de seguridad que
encontrará en las cajas de los
materiales para soldar.
TRABAJE EN ZONAS VENTILADAS o
instale un sistema de extracción, a fin de eliminar humos
y gases de la zona de trabajo en general.
SI TRABAJA EN SALAS GRANDES O AL AIRE LIBRE, con
la ventilación natural será suficiente siempre que aleje la
cabeza de los humos (v. a continuación).
APROVÉCHESE DE LAS CORRIENTES DE AIRE NATURALES
o utilice ventiladores para alejar los humos.
Hable con su supervisor si presenta algún síntoma poco
habitual. Es posible que haya que revisar el ambiente
y el sistema de ventilación.
UTILICE PROTECTORES OCULARES,
AUDITIVOS Y CORPORALES CORRECTOS
PROTÉJASE los ojos y la cara con un casco para
soldar de su talla y con una placa de filtrado del
grado adecuado (v. la norma Z49.1 del ANSI).
PROTÉJASE el cuerpo de las salpicaduras por
soldadura y de los relámpagos del arco con ropa
de protección, como tejidos de lana, guantes
y delantal ignífugos, pantalones de cuero
y botas altas.
PROTEJA a los demás de salpicaduras, relámpagos
y ráfagas con pantallas de protección.
EN ALGUNAS ZONAS, podría ser necesaria la
protección auricular.
ASEGÚRESE de que los equipos de protección estén en
buen estado.
Utilice gafas de protección en la zona
de trabajo EN TODO MOMENTO.
SITUACIONES ESPECIALES
NO SUELDE NI CORTE recipientes o materiales que hayan
estado en contacto con sustancias de riesgo, a menos que se
hayan lavado correctamente. Esto es extremadamente peligroso.
NO SUELDE NI CORTE piezas pintadas o galvanizadas,
a menos que haya adoptado medidas para aumentar la
ventilación. Estas podrían liberar humos y gases muy tóxicos.
Medidas preventivas adicionales
PROTEJA las bombonas de gas comprimido del calor
excesivo, de las descargas mecánicas y de los arcos; asegure
las bombonas para que no se caigan.
ASEGÚRESE de que las bombonas nunca pasen por un
circuito eléctrico.
RETIRE cualquier material inflamable de la zona de trabajo
de soldadura.
TENGA SIEMPRE A LA MANO UN EQUIPO DE EXTINCIÓN DE
FUEGOS Y ASEGÚRESE DE SABER UTILIZARLO.
ATENCIÓN
PRECAUCIÓN
Seguridad, 01 de 04 - 15/06/2016

ADVERTENCIA: De acuerdo con el Estado
de California (EE. UU.), respirar los gases
de escape de los motores de diésel provoca
cáncer, anomalías congénitas y otras toxicidades
para la función reproductora.
• Arranque y utilice el motor siempre en una zona
bien ventilada.
• Si se encuentra en una zona sensible, asegúrese
de expulsar los gases de escape.
• No modifique ni altere el sistema de expulsión
de gases.
• No deje el motor en ralentí a menos que sea necesario.
Para saber más, acceda a
www.P65 warnings.ca.gov/diesel
ADVERTENCIA: Cuando se usa para soldar o cortar,
el producto provoca humos y gases que, de acuerdo
con el Estado de California, provocan anomalías
congénitas y, en algunos casos, cáncer (§ 25249.5
y siguientes del Código de Salud y Seguridad del
Estado de California).
LA SOLDADURA POR ARCO PUEDE SER PELIGROSA.
PROTÉJASE Y PROTEJA A LA PERSONAS DE SU
ENTORNO DE POSIBLES LESIONES FÍSICAS GRAVES
O INCLUSO LA MUERTE. NO PERMITA QUE LOS NIÑOS
SE ACERQUEN. LOS PORTADORES DE MARCAPASOS
DEBERÁN ACUDIR A SU MÉDICO ANTES DE UTILIZAR
EL EQUIPO.
Lea y comprenda las siguientes instrucciones de seguridad. Si
quiere saber más sobre seguridad, le recomendamos que adquiera
una copia de la norma Z49.1 del ANSI “Seguridad en los trabajos
de corte y soldadura” a través de la Sociedad Estadounidense
de Soldadura (P.O. Box 351040, Miami, Florida 33135) o de la
norma W117.2-1974 de CSA. Podrá recoger una copia gratuita
del folleto E205, “Seguridad en los procesos de soldadura por
arco”, en Lincoln Electric Company, situada en 22801 St. Clair
Avenue, Cleveland, Ohio 44117-1199.
ASEGÚRESE DE QUE LOS PROCESOS DE INSTALACIÓN,
USO, MANTENIMIENTO Y REPARACIÓN LOS LLEVE
A CABO ÚNICAMENTE UN TÉCNICO CUALIFICADO
AL RESPECTO.
1.a. Apague el motor antes de iniciar la resolución
de problemas y el trabajo de mantenimiento,
a menos que el motor deba estar encendido
para efectuar el trabajo de mantenimiento.
1.b. Utilice el motor en zonas abiertas y bien ventiladas o asegúrese
de expulsar todos los gases de escape del motor al aire libre.
PARA EQUIPOS DE MOTOR.
SEGURIDAD
ADVERTENCIAS DE ACUERDO CON LA PROPOSICIÓN
65 PARA CALIFORNIA
SECCIÓN A:
ADVERTENCIAS
ADVERTENCIA: Cáncer y toxicidades para la
función reproductora (www.P65warnings.ca.gov)
1.c. No ponga carburante cerca de un arco de
soldadura con llama ni cuando el motor esté en
funcionamiento. Detenga el motor y deje que
se enfríe antes de volver a repostar para evitar
las pérdidas de combustible derivadas de la
evaporación al entrar en contacto con las partes del motor que
estén calientes. No derrame combustible al llenar el depósito.
Si derrama algo de combustible, límpielo y no arranque el motor
hasta que los gases se hayan evaporado.
1.d. Asegúrese de que todos los componentes,
cubiertas de seguridad y piezas del equipo
estén bien instalados y en buen estado.
No acerque las manos, el pelo, la ropa ni
las herramientas a la correa trapezoidal,
engranajes, ventiladores y otras piezas
móviles al arrancar, utilizar y reparar el equipo.
1.e. En algunos casos, podría ser necesario retirar las cubiertas de
seguridad para dar el mantenimiento necesario. Retire las cubiertas
solo cuando sea necesario y vuelva a colocarlas en cuanto termine
de hacer la tarea por la que las haya retirado. Sea extremadamente
cauteloso cuando trabaje cerca de piezas móviles.
1.f. No coloque las manos cerca del ventilador del motor. No trate
de hacer funcionar el regulador o el eje portador pulsando el
acelerador mientras que el motor esté en marcha.
1.g. Para evitar arrancar un motor de gasolina de forma accidental
al cambiar el motor o el generador de soldadura, desconecte los
cables de la bujía, la tapa del distribuidor o el dinamomagneto,
según sea necesario.
1.h. Para evitar quemaduras, no retire la tapa de
presión del radiador mientras que el motor
esté caliente.
2.a. El flujo de corriente eléctrica por los conductores genera campos
electromagnéticos (EM) localizados. La corriente de soldadura
genera campos EM en los cables para soldar y en los soldadores.
2.b. Los campos EM pueden interferir con ciertos marcapasos, por lo
que los operarios portadores de marcapasos deberán acudir a su
médico antes de soldar.
2.c. La exposición a los campos EM de la soldadura podría tener
otros efectos sobre la salud que aún se desconocen.
2.d. Los operarios deberán ajustarse a los siguientes procedimientos
para reducir al mínimo la exposición a los campos EM derivados
del circuito del soldador:
2.d.1. Guíe los cables auxiliares y del electrodo a la vez y utilice
cinta adhesiva siempre que sea posible.
2.d.2. No se enrolle las derivaciones del electrodo por el cuerpo.
2.d.3. No se coloque entre el electrodo y los cables auxiliares.
Si el cable del electrodo queda a su derecha, el cable
auxiliar también deberá quedar a su derecha.
2.d.4. Conecte el cable auxiliar a la pieza de trabajo lo más
cerca posible de la zona en la que se esté soldando.
2.d.5. No trabaje junto a la fuente de alimentación del equipo.
LOS CAMPOS
ELECTROMAGNÉTICOS
PUEDEN SER PELIGROSOS.
Seguridad, 02 de 04 - 16/05/2018

UNA DESCARGA
ELÉCTRICA LE PUEDE
MATAR.
3.a. Los circuitos auxiliar (tierra) y del electrodo
están vivos desde el punto de vista
eléctrico cuando el soldador está encendido. No toque dichas
partes “vivas” con el cuerpo. Tampoco las toque si lleva
ropa que esté mojada. Utilice guantes secos y herméticos
para aislarse las manos.
3.b. Aísle la pieza de trabajo y el suelo con un aislante seco.
Asegúrese de que el aislante sea lo suficientemente
amplio como para cubrir toda la zona de contacto
físico con la pieza y el suelo.
Además de adoptar las medidas de seguridad
habituales, si debe soldar en condiciones
arriesgadas desde el punto de vista eléctrico
(en zonas húmedas o mientras lleva ropa
mojada; en estructuras metálicas como
suelos, rejas o andamios; en posiciones poco
habituales, como sentado, de rodillas
o tumbado, si hay probabilidades de tocar
de forma accidental la pieza de trabajo o el
suelo), el operario deberá utilizar los
siguientes equipos:
• Soldador (TIG) semiautomático para corriente continua (CC)
• Soldador (electrodo) manual para CC
• Soldador para CA con control reducido de la tensión
3.c. En los equipos TIG automáticos o semiautomáticos, el
electrodo, el carrete del electrodo, el cabezal del equipo, la
boquilla y la pistola semiautomática también están vivas
desde el punto de vista de la electricidad.
3.d. Asegúrese de que el cable auxiliar presente una buena
conexión eléctrica con el metal que se esté soldando.
La conexión deberá hacerse lo más cerca posible de
la zona de trabajo.
3.e. Haga una buena conexión a tierra con la pieza de trabajo
o el metal que vaya a soldar.
3.f. Mantenga el soporte del electrodo, las pinzas, el cable del
equipo y la máquina de soldar en buen estado de
funcionamiento. Cambie el aislante si está dañado.
3.g. Nunca sumerja el electrodo en agua para enfriarlo.
3.h. No toque nunca de forma simultánea las piezas vivas desde
el punto de vista eléctrico de los soportes de los electrodos
conectados a los dos equipos, ya que la tensión existente
entre las dos podría ser equivalente a la tensión de los
circuitos de los dos equipos.
3.i. Cuando tenga que trabajar por encima del nivel del suelo,
utilice un arnés a modo de protección por si se produjera
una descarga y se cayera.
3.j. Consulte también los apartados 6.c. y 8.
LAS RADIACIONES
DEL ARCO QUEMAN.
4
.a. Utilice un protector con el filtro y las
c
ubiertas debidos para protegerse los ojos de las chispas
y
de las radiaciones del arco cuando esté soldando
u
observando una soldadura por arco. Los protectores
f
aciales y las lentes de filtrado deberán adaptarse
a
las normas ANSI Z87.I.
4.b. Utilice ropa adecuada y fabricada con materiales ignífugos
y duraderos para protegerse la piel y proteger a sus
compañeros de las radiaciones del arco.
4.c. Proteja a los técnicos que estén en las inmediaciones con
una pantalla ignífuga y pídales que no miren al arco y que
no se expongan a la radiación del arco ni
a las salpicaduras.
LOS HUMOS Y GASES
PUEDEN SER
PELIGROSOS.
5.a. Al soldar, se pueden generar humos y gases
peligrosos para la salud. Evite respirar dichos humos y gases.
Si va a soldar, no se acerque al humo. Asegúrese de que haya
una buena ventilación en la zona del arco para garantizar que
no se respiren los humos y gases. Si debe soldar
superficies revestidas (consulte las instrucciones
del contenedor o las hojas de datos sobre
seguridad) o superficies de plomo, acero u otros
metales cadmiados, asegúrese de exponerse lo
menos posible y de respetar los PEL (límites de
exposición permisibles) de la OSHA y los TLV
(valores límite) de la ACGIH. Para ello, utilice los
sistemas de extracción y de ventilación locales,
a menos que la evaluación de la exposición
indiquen lo contrario. En espacios cerrados
y, en algunos casos, en espacios abiertos,
necesitará un respirador. Además, deberá
tomar precauciones adicionales cuando
suelde acero galvanizado.
5. b. La función del equipo de control del humo de la soldadura se
ve afectada por varios factores, como el uso y la colocación
correctos del equipo, el mantenimiento del equipo y los
procedimientos concretos aplicados a la hora de soldar.
El nivel de exposición de los trabajadores deberá
comprobarse en el momento de la instalación y de forma
periódica después de entonces, a fin de garantizar que este
se ajuste a los PEL de la OSHA y a los TLV de la ACGIH.
5.c. No utilice el equipo para soldar en zonas rodeadas de
vapores de hidrocarburo clorado procedentes de operaciones
de desengrasado, limpieza o pulverización. El calor y la
radiación del arco pueden reaccionar con los vapores del
disolvente y formar fosgeno, un gas muy tóxico, y otros
productos irritantes.
5.d. Los gases de protección que se utilizan en la soldadura por
arco pueden desplazar el aire y
provocar lesiones o incluso
la muerte. Asegúrese de que haya suficiente ventilación, en
particular en zonas cerradas, para garantizar que el aire que
respire sea seguro.
5.e. Lea y comprenda las instrucciones del fabricante del
equipo
y de los fungibles utilizados, incluidas la hojas de datos sobre
seguridad, y siga las prácticas de seguridad aprobadas por su
empresa. Obtendrá hojas de datos sobre seguridad de la mano
de su distribuidor de equipos de soldar o del propio fabricante.
5.f. Consulte también el apartado 1.b.
SEGURIDAD
Seguridad, 03 de 04 - 15/06/2016

LAS CHISPAS
DERIVADAS DE
CORTES
Y SOLDADURAS
PUEDEN PROVOCAR
INCENDIOS O EXPLOSIONES.
6.a. Elimine cualquier factor de riesgo de incendio de la zona de
trabajo. Si no fuera posible, cubra los materiales para evitar
q
ue las chispas puedan crear un incendio. Recuerde que las
chispas derivadas de las soldaduras pueden pasar con
facilidad, a través de grietas pequeñas a zonas adyacentes.
Además, los materiales pueden calentarse con rapidez. Evite
soldar cerca de conductos hidráulicos. Asegúrese de tener
un extintor a la mano.
6.b. Si tuviera que usar bombonas de gas comprimido en las
zonas de trabajo, tome las medidas apropiadas para evitar
situaciones de riesgo. Consulte el documento “Seguridad en
los trabajos de corte y soldadura” (norma Z49.I del ANSI)
y los datos de funcionamiento del equipo utilizado.
6.c. Cuando no esté utilizando el equipo, asegúrese de que el
circuito del electrodo no toque en absoluto la zona de trabajo ni
el suelo. Si se pusieran en contacto de forma accidental, dichas
partes podrían sobrecalentarse y provocar un incendio.
6.d. No caliente, corte ni suelde depósitos, bobinas o contenedores
hasta que se haya asegurado de que tales procedimientos no
harán que los vapores inflamables o tóxicos del interior de
dichas piezas salgan al exterior. Estos pueden provocar
explosiones incluso si se han “limpiado”. Para saber más,
adquiera el documento “Prácticas seguras y recomendables de
preparación para los procesos de corte y soldadura de
contenedores y conductos que han contenido sustancias
peligrosas” (AWS F4.1) a través de la Sociedad Estadounidense
de Soldadura (consulte la dirección más arriba).
6.e. Ventile los contenedores y piezas de fundición antes de
calentarlos, cortarlos o soldarlos. Podrían explotar.
6.f. El arco de soldadura desprende chispas y salpicaduras.
Utilice prendas de protección, como guantes de piel, camisas
gruesas, pantalones sin dobladillos, botas altas y un gorro
para el pelo. Utilice un protector auricular cuando suelde en
un lugar distinto del habitual o en espacios cerrados. Cuando
esté en la zona de trabajo, utilice siempre gafas de
protección con blindaje lateral.
6.g. Conecte el cable auxiliar tan cerca de la zona de trabajo
como le sea posible. Conectar los cables auxiliares a la
estructura del edificio o a cualquier otra ubicación distinta
de la zona de trabajo aumenta las probabilidades de que la
corriente pase por cadenas de elevación, cables de grúas u
otros circuitos alternos. Esto podría generar un riesgo de
incendio y sobrecalentar los cables
y cadenas de elevación hasta que fallaran.
6.h. Consulte también el apartado 1.c.
6.I. Lea y comprenda la norma NFPA 51B, “Norma para la
prevención de incendios en trabajos de soldadura y corte
entre otros”, disponible a través de la NFPA, situada en 1
Batterymarch Park, PO box 9101, Quincy, MA 022690-9101.
6.j. No utilice las fuentes de alimentación del equipo para
descongelar conductos.
SI SE DAÑAN, LAS BOMBONAS
PUEDEN EXPLOTAR.
7.a. Utilice únicamente bombonas de gas
comprimido que contengan los gases de
protección adecuados para el proceso en
cuestión, así como reguladores diseñados
p
ara un gas y presión concretos. Todos los
conductos, empalmes, etc. deberán ser
adecuados para el uso en cuestión y mantenerse en buen
estado.
7.b. Guarde las bombonas siempre en vertical y asegúrelas
correctamente a un bastidor o a un soporte fijo.
7.c. Las bombonas deberán almacenarse:
• Alejadas de aquellas zonas en las que puedan recibir
golpes o estar sujetas a daños físicos.
• A una distancia segura de las zonas de soldadura por
arco y de corte y de cualquier otra fuente de calor,
chispas o llamas.
7.d. No deje que el electrodo, el soporte del electrodo ni ninguna
otra pieza viva desde el punto de vista eléctrico entre en
contacto con una bombona.
7.e. No acerque la cabeza ni la cara a la válvula de salida de la
bombona cuando abra dicha válvula.
7.f. Las tapas de protección de la válvula siempre deberán estar
en su sitio y bien apretadas, excepto cuando la bombona se
esté utilizando o esté conectada.
7.g. Lea y comprenda las instrucciones relativas a las bombonas
de gas comprimido, las instrucciones del material asociado y
la publicación P-l de la CGA, “Precauciones para la
manipulación segura de las bombonas de gas comprimido”,
disponible a través de la Asociación de Gas Comprimido,
situada en 14501 George Carter Way Chantilly, VA 20151.
PARA EQUIPOS
ELÉCTRICOS.
8.a. Desconecte la potencia de entrada a través
del interruptor de desconexión del cuadro
de fusibles antes de empezar a trabajar con el equipo.
8.b. Instale el equipo de acuerdo con el Código Eléctrico
Nacional de EE. UU., los códigos locales aplicables
y las recomendaciones del fabricante.
8.c. Conecte el equipo a tierra de acuerdo con el Código Eléctrico
Nacional de EE. UU. y las recomendaciones del fabricante.
Consulte
http://www.lincolnelectric.com/safety
para saber más sobre la seguridad.
SEGURIDAD
Seguridad, 04 de 04 - 15/06/2016

6
T
ABLA DE CONTENIDO
POWER FEED 84, POWER FEED 84 DUAL
P
á
g
i
n
a
D
e
s
c
r
i
p
c
i
ó
n
d
e
l
p
r
o
d
u
c
t
o
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
8
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
I
n
s
t
a
l
a
c
i
ó
n
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
S
e
c
c
i
ó
n
A
E
s
p
e
c
i
f
i
c
a
c
i
o
n
e
s
Té
c
n
i
c
a
s
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
A
-
1
N
ú
m
e
r
o
s
d
e
m
o
d
e
l
o
d
e
P
a
q
u
e
t
e
s
d
e
A
l
i
m
e
n
t
a
d
o
r
e
s
d
e
A
l
a
m
b
r
e
S
e
n
c
i
l
l
o
s
,
D
u
a
l
e
s
,
C
a
j
a
s
d
e
C
o
n
t
r
o
l
y
B
r
a
z
o
V
o
l
a
n
t
e
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
A
-
2
P
r
e
c
a
u
c
i
ó
n
d
e
S
e
g
u
r
i
d
a
d
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
A
-
3
C
o
l
o
c
a
c
i
ó
n
y
N
o
t
a
d
e
I
n
c
l
i
n
a
c
i
ó
n
d
e
1
5
°
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
A
-
3
C
o
n
f
i
g
u
r
a
c
i
o
n
e
s
d
e
B
a
n
c
o
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
A
-
4
C
o
n
f
i
g
u
r
a
c
i
o
n
e
s
d
e
B
r
a
z
o
V
o
l
a
n
t
e
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
A
-
5
M
o
n
t
a
j
e
d
e
B
r
a
z
o
V
o
l
a
n
t
e
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
A
-
6
C
o
n
v
e
r
s
i
ó
n
d
e
l
a
I
n
t
e
r
f
a
z
d
e
U
s
u
a
r
i
o
S
e
n
c
i
l
l
a
/
D
u
a
l
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
A
-
6
C
o
n
v
e
r
s
i
ó
n
d
e
B
a
n
c
o
a
B
r
a
z
o
V
o
l
a
n
t
e
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
A
-
7
C
a
j
a
d
e
C
o
n
t
r
o
l
,
S
e
n
s
o
r
d
e
Fl
u
j
o
d
e
Ga
s
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
A
-
8
I
n
s
t
a
l
a
c
i
ó
n
d
e
R
o
d
i
l
l
o
s
i
m
p
u
l
s
o
r
e
s
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
A
-
9
C
o
n
f
i
g
u
r
a
c
i
o
n
e
s
d
e
P
r
e
s
i
ó
n
d
e
l
M
e
c
a
n
i
s
m
o
d
e
A
l
i
m
e
n
t
a
c
i
ó
n
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
A
-
1
0
A
d
a
p
t
a
d
o
r
e
s
d
e
E
q
u
i
p
o
d
e
L
i
n
c
o
l
n
,
N
o
d
e
L
i
n
c
o
l
n
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
A
-
1
1
a
A
-
1
6
R
o
t
a
c
i
ó
n
d
e
l
M
e
c
a
n
i
s
m
o
d
e
A
l
i
m
e
n
t
a
c
i
ó
n
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
A
-
1
6
R
e
l
a
c
i
ó
n
d
e
l
E
n
g
r
a
n
a
j
e
d
e
P
i
ñ
ó
n
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
A
-
1
7
,
A
-
1
8
C
onex
ión
del
Gas
P
r
ot
ec
t
or
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
A
-
19
Conex
iones
de
P
is
t
ola
E
nf
r
iada
por
A
gua .
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
A
-
20
C
ar
ga
de
C
ar
r
et
es
de
A
lambr
e
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
A
-
21,
A
-
22
S
opor
t
es
de
C
ar
r
et
e
de
A
lambr
e .
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
A
-
23
I
ns
t
alac
ión
E
léc
t
r
ic
a .
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
A
-
24
C
ables
de
S
oldadur
a,
E
s
t
ándar
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
A
-
25
S
oldadur
a
c
on
Múlt
iples
A
r
c
os.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
A
-
26
Cable
de
C
ont
r
ol
y
C
onec
t
or
es
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
A
-
27,
A
-
28
________________________________________________________________________
Oper
ac
ión
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
S
ec
c
ión
B
S
ec
uenc
ia
de
E
nc
endido
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
B
-
1
S
í
mbolos
Gr
áf
ic
os .
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
B
-
1
P
r
oc
es
os
Rec
omendados
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
B
-
2
Limit
ac
iones
del
P
r
oc
es
o
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
B
-
2
Limit
ac
iones
del
E
quipo
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
B
-
2
Fuent
es
de
P
oder
Rec
omendadas
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
B
-
2
D
is
eño
de
la
I
nt
er
f
az
del
U
s
uar
io .
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
B
-
3
P
ant
alla
y
P
er
illa
de
V
eloc
idad
de
A
liment
ac
ión
de
A
lambr
e
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
B
-
4
P
ant
alla
de
V
olt
aje/
C
or
t
e
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
B
-
5
P
ant
alla
y
P
er
illa
de
V
olt
aje
/
Cor
t
e,
Gas
P
r
ot
ec
t
or
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
B
-
6
S
elec
c
ión
del
Modo
de
S
oldadur
a.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
B
-
7
Control de Onda
...
..
.....
..
...
....
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
B-8, B-9
Selección del Gatillo ....
.
....
....
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
B-10
Gatillo de 2 Pasos
..
.
...
.
...
..
.
....
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
B-11 a B-13
Gatillo de 4 Pasos
..
..
...
....
.
..
...
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
B-14, B-15
Gatillo de Punteo
.
...
....
.
...
..
.
...
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
B-16
Consideración Especial del Gatillo de 4 Pasos
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
B-17
Opciones Iniciales, Opciones Finales
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
B-18
S
el
ecci
ón
del
M
ecani
sm
o
de
A
l
i
mentación, Alimentación en Frío, Purga de Gas
.
.
.
.
.
.
.
.
.
.
.
B-19
Operación del Kit de Desbaste
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
B-20
Oper
ac
ión del Proc
edimiento Dual y
Memoria, Memoria de Procedimiento vs. Memoria del Usuario
.
.
.
.
B-21
Uso de M
em
orias de Procedimiento .
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
B-21
Memorias del Usuario
.
.
...
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
B-22
Límites
.
.
.
...
..
...
....
...
.
.
..
.
..
.
.
.
..
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
B-23, B-24
Operación USB
.
..
....
.
...
.
...
.
.
...
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
B-25
Parámetros Definidos por el Usuario.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
B-26 a B-37
Kit de Desbaste, Kit de Sensor de Flujo de Gas
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
B-38

7
T
ABLA DE CONTENIDO
POWER FEED 84, POWER FEED 84 DUAL
P
á
g
i
n
a
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
A
c
c
e
s
o
r
i
o
s.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
S
e
c
c
i
ó
n
C
K
i
t
s
y
A
c
c
e
s
o
r
i
o
s
Op
c
i
o
n
a
l
e
s
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
C
-
1
K
i
t
s
d
e
A
d
a
p
t
a
d
o
r
d
e
P
i
s
t
o
l
a
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
C
-
2
C
a
b
l
e
s
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
C
-
2
A
c
c
e
s
o
r
i
o
s
Ge
n
e
r
a
l
e
s
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
C
-
2
,
C
-
3
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
M
a
n
t
e
n
i
m
i
e
n
t
o
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
S
e
c
c
i
ó
n
D
C
a
l
i
b
r
a
c
i
ó
n
WFS
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
D
-
1
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
L
o
c
a
l
i
z
a
c
i
ó
n
d
e
A
v
e
r
í
a
s
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
S
e
c
c
i
ó
n
E
P
r
e
c
a
u
c
i
o
n
e
s
d
e
S
e
g
u
r
i
d
a
d
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
E
-
1
C
ó
m
o
U
t
i
l
i
z
a
r
l
a
Gu
í
a
d
e
L
o
c
a
l
i
z
a
c
i
ó
n
d
e
A
v
e
r
í
a
s
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
E
-
1
Gu
í
a
d
e
L
o
c
a
l
i
z
a
c
i
ó
n
d
e
A
v
e
r
í
a
s
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
E
-
2
,
E
-
3
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
D
i
a
g
r
a
m
a
s
d
e
C
a
b
l
e
a
d
o
y
D
i
b
u
j
o
s
d
e
D
i
m
e
n
s
i
ó
n
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
S
e
c
c
i
ó
n
F
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
_
L
i
s
t
a
d
e
P
a
r
t
e
s
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
p
a
r
t
s
.
l
i
n
c
o
l
n
e
l
e
c
t
r
i
c
.
c
o
m
E
l
c
o
n
t
e
n
i
d
o
/
d
e
t
a
l
l
e
s
p
u
e
d
e
n
c
a
m
b
i
a
r
o
a
c
t
u
a
l
i
z
a
r
s
e
s
i
n
p
r
e
v
i
o
a
v
i
s
o
.
P
a
r
a
l
a
m
a
y
o
r
í
a
d
e
los
Manuales
de
I
ns
t
r
uc
c
iones
más
r
ec
ient
es
,
v
ay
a
a
par
t
s
.
linc
olnelec
t
r
ic
.
c
om.

8
D
ESCRIPCIÓN DEL PRODUCTO
Descripción Física General
Power Feed 84 es un alimentador de alambre modular
industrial. El corazón del alimentador son el mecanismo
de alimentación y motor de eficacia comprobada, capaces
d
e alimentar electrodos de gran diámetro y jalarlos a
través de conductos largos.
La plataforma modular permite utilizar Power Feed 84 en
numerosas aplicaciones. La interfaz del usuario se puede
separar del mecanismo de alimentación para las
aplicaciones de “brazo volante”. Es posible colocar la
placa de alimentación a la derecha o izquierda de la
cubierta del mecanismo de alimentación. Se pueden
conectar dos mecanismos de alimentación Power Feed
84 individuales a una sola interfaz de usuario. Se ofrece
también un mecanismo de alimentación dual para una
instalación compacta. Se utiliza la misma interfaz de
usuario para los sistemas de mecanismo de alimentación
sencillos y duales.
Descripción Funcional General
Power Feed 84 es ideal para las aplicaciones que
requieren mostrar en pantalla el voltaje preprogramado en
el alimentador de alambre. Además, el alimentador cuenta
con una pantalla digital para la velocidad de alimentación
de alambre y amperaje.
El mecanismo de alimentación incluye un engranaje de
piñón para una operación a alta velocidad.
El mecanismo de alimentación gira fácilmente a cualquier
ángulo.
Se creó una nueva serie de adaptadores de pistola para
una mejor confiabilidad y menos caídas de voltaje.
POWER FEED 84, POWER FEED 84 DUAL

A-1
I
NSTALACIÓN
P
OWER FEED 84, POWER FEED 84 DUAL
ESPECIFICACIONES TÉCNICAS – POWER FEED 84, POWER FEED 84 DUAL
K3328-xx, K3330-xx, K3336-xx
RANGO DE TEMPERATURA
OPERACIÓN: -40°C a 40°C (-40°F a 104°F)
ALMACENAMIENTO:
-40°C a 85°C (-40°F a 185°F)
VOLTAJE DE ENTRADA y CORRIENTE
DIMENSIONES FÍSICAS
VOLTAJE
40 VCD
NO
T
AS
M
e
c
a
n
is
m
o
d
e
A
lim
e
n
t
a
c
ió
n
I
nt
er
f
az
del
U
s
uar
io
A
MPERIOS DE ENTRADA
9A
1A
SALIDA NOMINAL A 40°C (104°F)
Sólo Mecanismo
de Alimentación
Con Kit de
Desbaste
Con Contactores
Mecanismo de
Alimentación
Mecanismo de
Alimentación
Borne de
Desbaste
Mecanismo de
Alimentación
CICLO DE TRABAJO
60%
60%
30%
60%
AMPERIOS DE ENTRADA
600 Amps
500 Amps
600 Amps
500 Amps
ENGRANAJE – RANGO DE VELOCIDAD DE ALIMENTACIÓN DE ALAMBRE – TAMAÑO DE ALAMBRE
RANGO WFS
1.3 – 19.0 m/min
(50 – 700 pulg/min)
1.3 – 30.4 m/min
(50 – 1200 pulg/min)
.025” – 1/16”
(0.6 – 1.6 mm)
.025” – .045”
(0.6 – 1.2 mm)
.035” – 5/64”
(0.9 – 2.0 mm)
.035” – 1/16”
(0.9 – 1.6 mm)
ENGRANAJE
DE PIÑÓN
20 dientes*
30 dientes
CAJA DE
ENGRANAJE
22.57:1
GMAW FCAW
Las pruebas térmicas se realizaron a temperatura ambiente. El Ciclo de Trabajo (factor de trabajo) a 40ºC
(104°F) se determinó por simulación.
* = el engranaje instalado en el mecanismo de alimentación es el equipado de fábrica.
TAMAÑOS DE ALAMBRE
IP2X para el mecanismo de alimentación e interfaz del usuario.
EMC cumple con IEC 60974-10
Power Feed 84
Mecanismo de Alimentación, Sencillo
MODELO ALTURA
ANCHO
PROFUNDIDAD
PESO
Power Feed 84
Mecanismo de Alimentación, Dual
Power Feed 84
Caja de Control
Trabajo Estándar
Soporte de Carrete de Alambre
257 mm
(11.6 pulgadas)
302 mm
(11.9 pulgadas)
279 mm
(11.0 pulgadas)
345 mm
(13.6 pulgadas)
437 mm
(17.2 pulgadas)
404 mm
(15.9 pulgadas)
31 mm
(3.6 pulgadas)
221 mm
(8.7 pulgadas)
338 mm
(13.3 pulgadas)
31 mm
(10.3 pulgadas)
279 mm
(11.0 pulgadas)
338 mm
(13.3 pulgadas)
16.8 kg.
(37 lbs.)
26.8 kg.
(59 lbs.)
2.9 kg.
(6.5 lbs.)
5.0 kg.
(11 lbs.)
Trabajo Duro
Soporte de Carrete de Alambre
640 mm
(25.2 pulgadas)
371 mm
(14.6 pulgadas)
279 mm
(11.0 pulgadas)
8.6 kg.
(19 lbs.)

A-2
I
NSTALACIÓN
P
OWER FEED 84, POWER FEED 84 DUAL
MODELO K#
K3328-1
K3328-2
K3328-3
K3328-4
K3328-5
K3328-6
K3328-7
K3328-8
K3328-9
K3328-11
K3328-12
K3328-13
Interfaz del
Usuario
Panel en blanco
Pantalla completa con memorias
Pantalla completa con memorias
Pantalla completa con memorias
Pantalla completa con memorias
Pantalla completa con memorias
Pantalla completa con memorias
Pantalla completa con memorias
Pantalla completa con memorias
Pantalla completa con memorias
Pantalla completa con memorias
Pantalla completa con memorias
Soporte del Carrete
de Alambre
N
N
N
N
N
Trab. Estd.
Trab. Estd.
Trab. Estd.
Trab. Estd.
N
N
Trab. Duro
Cable de
Control
N
N
N
N
N
K1543-8'
K1543-8'
K1543-8'
K1543-8'
N
N
K1543-8'
USB
N
N
S
N
S
N
S
N
S
N
S
S
Adaptador
de Pistola
Estd. #2-#4
Estd. #2-#4
Estd. #2-#4
Estd. #2-#4
Estd. #2-#4
Estd. #2-#4
Estd. #2-#4
Estd. #2-#4
Estd. #2-#4
Estd. #2-#4
Estd. #2-#4
Estd. #2-#4
Kit de
Desbaste
N
N
N
N
N
N
N
N
N
S
S
N
Buje de
Entrada
K3929-1
K3929-1
K3929-1
K3929-1
K3929-1
N
N
N
N
K3929-1
K3929-1
N
Contactor
N
N
N
S
S
N
N
S
S
N
N
N
ALIMENTADORES DE MECANISMO DE ALIMENTACIÓN SENCILLO
MODELO K#
K3330-1
K3330-2
K3330-3
K3330-4
K3330-5
K3330-6
K3330-8
K3330-9
K3330-10
Interfaz del
Usuario
Panel en blanco
Pantalla completa con memorias
Pantalla completa con memorias
Pantalla completa con memorias
Pantalla completa con memorias
Pantalla completa con memorias
Pantalla completa con memorias
Pantalla completa con memorias
Pantalla completa con memorias
Wire Reel
Stand
N
N
N
N
Trab. Duro
Trab. Estd.
Trab. Estd.
Trab. Estd.
Trab. Duro
Cable de
Control
N
N
N
N
K1543-8'
K1543-8'
K1543-8'
K1543-8'
K1543-8'
USB
N
N
S
N
S
N
N
S
S
Adaptador
de Pistola
Estd. #2-#4
Estd. #2-#4
Estd. #2-#4
Estd. #2-#4
Estd. #2-#4
Estd. #2-#4
Estd. #2-#4
Estd. #2-#4
Estd. #2-#4
Buje de
Entrada
K3929-1
K3929-1
K3929-1
K3929-1
N
N
N
N
N
Contactor
N
N
N
S
S
N
S
S
N
ALIMENTADORES DE MECANISMO DE ALIMENTACIÓN DUAL
CAJAS DE CONTROL
MODELO K#
K3336-2
K3336-3
Interfaz del
Usuario
Pantalla completa con memorias
Panel en blanco
USB
S
N

A-3
INSTALACIÓNPOWER FEED 84, POWER FEED 84 DUAL
PRECAUCIONES DE SEGURIDAD
LA DESCARGA ELÉCTRICA PUEDE CAUSAR LA MUERTE.
•
SÓLO PERSONAL CALIFICADO
DEBERÁ REALIZAR ESTA
INSTALACIÓN.
• APAGUE la alimentación en el
interruptor de desconexión o caja de
fusibles antes de intentar conectar o
desconectar las líneas de
alimentación, cables de salida o
cables de control.
• No toque el mecanismo de alimentación, rodillos
impulsores, bobina de alambre o electrodo cuando
la salida de soldadura esté encendida.
• El alimentador de alambre puede estar conectado a
una pieza automática de equipo que esté siendo
controlada de manera remota.
• No opere sin las cubiertas, paneles o guardas.
• No permita que el electrodo o carrete de alambre
toque la cubierta del alimentador de alambre.
• Aíslese del trabajo y tierra.
• Siempre utilice guantes aislantes secos.
• La oreja de levante está aislada de la cubierta del
alimentador de alambre. Si utiliza un dispositivo de
levante alternativo, deberá estar aislado de la
cubierta del alimentador de alambre.
Las PARTES MÓVILES pueden provocar lesiones.
• Aléjese de las partes en movimiento.
• Utilice protección para los ojos
-------------------------------------------------------------------
COLOCACIÓN
Para el mejor desempeño de alimentación de alambre,
coloque Power Feed 84 sobre una superficie estable y
seca.
E
ste equipo es sólo para uso industrial y no está
destinado a áreas residenciales donde el suministro
eléctrico es proporcionado por el sistema público de
bajo voltaje. Podrían haber dificultades potenciales
d
ebido a perturbaciones por radiofrecuencia
conducida o radiada. La clasificación EMC o RF de
e
ste equipo es de Clase A.
No sumerja Power Feed 84.
Power Feed 84 tiene una clasificación IP2X y es
adecuado para uso en interiores.
Cuando suspenda un alimentador de alambre, aísle el
dispositivo de levante de la cubierta del alimentador de
alambre.
Para los modelos de banco, no incline el eje del
carrete o bobina de alambre por más de 15 grados
hacia abajo. (Vea la Figura A.A)
ADVERTENCIA
15 GRADOS MÁXIMO
FIGURA A.A

A-4
I
NSTALACIÓN
P
OWER FEED 84, POWER FEED 84 DUAL
Configuraciones de banco (Vea la Figura A.1)
La configuración de “Banco” significa que la interfaz del
usuario se monta directamente en la cubierta del
mecanismo de alimentación. Las configuraciones de
b
anco válidas son:
• Mecanismo de Alimentación Sencillo
• Mecanismo de Alimentación Dual
• Dos Mecanismos de Alimentación Sencillos
K1543-xx o K2683-xx
FIGURA A.1

A-5
I
NSTALACIÓN
P
OWER FEED 84, POWER FEED 84 DUAL
C
onfiguraciones de estructura de brazo volante (Vea
la Figura A.2)
La configuración de “Brazo Volante” significa que la
interfaz del usuario se coloca en una caja de control
separada. Las configuraciones de estructura de brazo
volante son:
• 1 Caja de Control + 1 Mecanismo de Alimentación
S
encillo
•
1 Caja de Control + 1 Mecanismo de Alimentación
Dual
• 1 Caja de Control + 2 Mecanismos de
Alimentación Sencillos
La Interfaz del Usuario se puede instalar a distancia
del mecanismo de alimentación hasta por 200 pies.
FIGURA A.2

A-6
I
NSTALACIÓN
P
OWER FEED 84, POWER FEED 84 DUAL
MONTAJE EN ESTRUCTURA DE BRAZO
VOLANTE
(
Vea la Figura A.3)
C
uando el mecanismo de alimentación debe atornillarse
a un brazo volante u otra superficie plana, remueva
primero los (4) pies de montaje de goma. Cada pie está
asegurado por (3) tornillos.
Los pernos de montaje que aseguran al mecanismo de
alimentación no deben penetrar el alimentador de alam-
bre por más de 1”.
CONVERSIÓN DE INTERFAZ
SENCILLA/DUAL
(Vea la Figura A.4)
Power Feed 84 utiliza la misma interfaz de usuario para
los modelos sencillos y duales. Un interruptor DIP en la
parte posterior de la tarjeta de la interfaz del usuario
establece la configuración de la tarjeta.
1. APAGUE la alimentación de la fuente de poder de
soldadura.
2. Remueva los (4) tornillos que aseguran a la interfaz
del usuario.
3. Establezca el interruptor DIP en la parte posterior de
la interfaz del usuario según la tabla.
Modelo
Configuración del interruptor DIP
Sencillo Encendido
Dual Apagado
4. Reensamble la interfaz del usuario.
Interruptor
DIP
FIGURA A.3
FIGURA A.4

A-7
I
NSTALACIÓN
P
OWER FEED 84, POWER FEED 84 DUAL
CONVERSIÓN DE BANCO A BRAZO VOLANTE
(Vea la Figura A.5)
Convertir un alimentador de “Banco” a uno de “Brazo
volante” significa mover la interfaz de usuario del
m
ecanismo de alimentación a la caja de control.
Requiere: Interfaz de Usuario K3336-3.
1. APAGUE la alimentación de la fuente de poder de
soldadura.
Mecanismo de Alimentación (Vea la Figura A.6)
2. Remueva los (4) tornillos que aseguran la interfaz del
usuario al mecanismo de alimentación. Desconecte el
arnés del conector de 4 pines en la parte posterior de
la interfaz del usuario.
3. Si el mecanismo de alimentación tiene una interfaz
USB instalada:
a. Desconecte el conector de 10 pines de la tarjeta USB.
b. Remueva los (2) tornillos que aseguran el puerto USB
del frente del gabinete. Remueva cuidadosamente el
conector y arnés del mecanismo de alimentación.
c. Remueva el panel de la cubierta USB de la caja de
control e instale en el mecanismo de alimentación.
d. Desconecte ambos conectores de 5 pines de la tarjeta
USB. Remueva ambos arneses del puente del
mecanismo de alimentación.
e. Remueva los (4) tornillos que aseguran la tarjeta USB
y retírela.
4. Remueva el panel en blanco de la interfaz del usuario
de la caja de control e instale en el mecanismo de
alimentación.
F
IGURA A.5
FIGU
R
A
A
.6
Tarjeta USB
PUERTO USB
CONECTOR
DE 10 PINES
CONECTOR
DE 5 PINES

A-8
I
NSTALACIÓN
P
OWER FEED 84, POWER FEED 84 DUAL
Caja de Control (Vea la Figura A-7)
5. Si la caja de control va a tener USB instalado:
a. Instale la tarjeta USB en la caja de control, orientada
con el conector de 10 pines en el lado derecho.
b. Ensamble el puerto USB en el frente del gabinete.
Conecte el arnés a la tarjeta USB.
c. Conecte uno de los arneses del puente USB al arnés de
la caja de control. Conecte el otro conector de 4 pines
en la parte posterior de la Interfaz del Usuario.
6. Conecte el arnés de Alimentación en Frío/Purga de Gas
en la parte posterior de la interfaz del usuario.
7. Conecte la Interfaz del Usuario al arnés tal y como se
muestra.
8. Asegure la Interfaz del Usuario a la Caja de Control con
los (4) tornillos.
Sensor de Flujo de Gas
El sensor de flujo de gas utiliza un sensor de flujo de
masa para medir el flujo de gas en el rango de 0 – 105 cfh
(0 – 50 l/min).
El kit de sensor de flujo de gas es compatible con los
siguientes gases:
• Aire
• Argón
• CO2
• Helium
• 98Ar 2CO2
• 90Ar 10CO2
• 85Ar 15CO2
• 80Ar 20CO2
• 75A5 25CO2
• 90He 7.5Ar 2.5CO2
• 55He 42.5Ar 2.5CO2
• 98Ar 2O2
• 98Ar 2N2
Los alimentadores duales requieren (2) sensores de flujo
de gas.
Interfaz del Usuario
Conector de 4 pines
Interfaz del Usuario
Conector de 10 pines
lado derecho
Arnés
del Puente
Arnés de Alimentación en Frío/Purga de Gas
Puerto USB
Caja de Control
Con USB
Conecte el arnés
directamente
a la tarjeta
Sin USB
F
IGURA A.7

A-9
I
NSTALACIÓN
P
OWER FEED 84, POWER FEED 84 DUAL
Instalación de los Rodillos Impulsores
FIGURA A.8
1. APAGUE la alimentación de la fuente de poder de
soldadura.
2. Abra la puerta del mecanismo de alimentación jalando
de la parte superior.
3. Remueva la guía de alambre externa.
4. Remueva los rodillos impulsores jalando hacia afuera.
Tal vez sea necesario sacudirlos para liberarlos del
anillo elástico.
5. Remueva la guía de alambre interna.
6. Instale la nueva guía de alambre interna, con la flecha
apuntando en la dirección del recorrido del alambre.
7. Instale los nuevos rodillos impulsores y guía de
alambre externa.
8. Cierre la puerta del mecanismo de alimentación y
ajuste la configuración de presión en conformidad.
MECANISMO DE ALIMENTACIÓN INTERNO
RODILLOS IMPULSORES
MECANISMO DE ALIMENTACIÓN EXTERNO

A-10
I
NSTALACIÓN
P
OWER FEED 84, POWER FEED 84 DUAL
Ajuste de Presión del Mecanismo de
Alimentación:
La mayoría de los alambres operan bien con una configuración
d
e “2”. La mejor presión de rodillos impulsores varía con el tipo
de alambre, superficie del alambre, lubricación y dureza.
Demasiada presión puede aplastar al alambre o provocar
“anidamiento” pero muy poca presión podría generar que se
deslice.
Ajuste la presión de los rodillos impulsores en la siguiente forma:
1. Coloque la punta de la pistola contra un objeto sólido que esté
eléctricamente aislado de la salida de la soldadora, y oprima el
gatillo por varios segundos.
2. Si el alambre se "anida" o atasca, la presión de los rodillos es
muy alta. Reduzca la presión dando una vuelta a la perilla,
alimente nuevo alambre a través de la pistola, y repita el paso
1.
3. Si el único resultado es deslizamiento, desconecte la pistola y
jale el cable de la pistola hacia adelante por cerca de 150mm
(6"). Deberá haber cierta ondulación en el cable expuesto. Si
no la hay, aumente la presión una vuelta, reconecte la pistola
y repita el paso anterior con el cable del electrodo en el
adaptador de pistola.
FIGURA A.9
PERILLA DE AJUSTE
DE PRESIÓN

A-11
I
NSTALACIÓN
P
OWER FEED 84, POWER FEED 84 DUAL
Instalación del Adaptador de Pistola Miller de
Lincoln, Estándares #2-#4, Estándar #5
1. APAGUE la alimentación de la fuente de poder.
2. Utilizando un destornillador Phillips, remueva el tornillo,
r
oldana de seguridad y roldana que aseguran la
cubierta del adaptador de pistola. Remueva esta
cubierta.
3. Con una llave de 3/4”, remueva el perno que fija el
cable del electrodo al adaptador de pistola.
FIGURA A.10
TORNILLO
CUBIERTA
DEL ADAPTADOR
DE PISTOLA
PERNO
CABLES
DEL ELECTRODO
FIGURA A.11

A-12
I
NSTALACIÓN
P
OWER FEED 84, POWER FEED 84 DUAL
4. Utilice una llave hexagonal de 1/8” para aflojar el
tornillo de fijación que asegura al adaptador de pistola.
5. Remueva el cable de sensión con un destornillador Phillips
.
6. Si
una manguera de gas está conecta al adaptador
de pistola, utilice pinzas para remover la abrazadera
de la manguera y remueva la manguera de gas.
7. Si el adaptador de la pistola requiere tubos guía,
instale el tubo guía de tamaño correcto y asegure
con el tornillo de fijación.
8. Ensamble el cable de sensión al nuevo adaptador de
pistola. Oriente el cable hacia la parte posterior del
adaptador de pistola.
9. Si se requiere, ensamble la manguera de gas en el
adaptador de pistola o el conector en la placa de
alimentación, y asegure con una abrazadera de
m
anguera.
10. Ensamble el adaptador de pistola en el mecanismo
de alimentación. Apriete el tornillo de fijación una
vez que el adaptador de pistola esté a un ángulo de
90°.
Tamaño de alambre
Número de ranuras en el tubo guía
0.6 – 1.2mm (.023-.045”) 1
1.2 – 1.6 mm (.045 – 1/16”) 2
1.6 – 2.0 mm (1/16 – 5/64”) 3
(2.0 – 2.8 mm (.068 – 7/64”) 4
TORNILLO DE FIJACIÓN
ADAPTADOR DE PISTOLA
CABLE DE
SENSIÓN
FIGURA A.13
FIGURA A.14
FIGURA A.15
TORNILLO DE FIJACIÓN
TUBO GUÍA

A-13
I
NSTALACIÓN
P
OWER FEED 84, POWER FEED 84 DUAL
11. Atornille el cable del electrodo al adaptador de pistola,
asegurándose de enrutar el cable hacia abajo.
12. Ensamble la cubierta del adaptador de pistola y
asegure con el tornillo, roldana de seguridad y
roldana.
PERNO
C
ABLE
D
EL ELECTRODO
MANTENGA LA TERMINAL
Y EL CABLE EN POSICIÓN VERTICAL
TORNILLO
CUBIERTA DEL
ADAPTADOR
DE PISTOLA
FIGURA A.16
FIGURA A.1
7

A-14
I
NSTALACIÓN
P
OWER FEED 84, POWER FEED 84 DUAL
Instalación del Adaptador de Pistola Oxo y
Fast Mate
Utilizar los adaptadores de pistola Oxo o FastMate
requiere la instalación de un adaptador de pistola
Estándar #4 K3344-1 en el mecanismo de
a
limentación.
1. APAGUE la alimentación de la fuente de poder.
2. Utilizando un destornillador Phillips, remueva el
tornillo que asegura la cubierta del adaptador de
pistola. Remueva esta cubierta
.
3. Con una llave de 3/4”, remueva el perno que fija el
cable del electrodo al adaptador de pistola.
T
ORNILLO
CUBIERTA DEL
A
DAPTADOR
DE PISTOLA
CABLE
DEL ELECTRODO
PERNO
FIGURA A.17
FIGURA A.18

A-15
I
NSTALACIÓN
P
OWER FEED 84, POWER FEED 84 DUAL
4. Utilizando pinzas, remueva la abrazadera de la
manguera y manguera del adaptador de pistola.
5. Atornille el cable del electrodo al adaptador de
pistola, asegurándose de enrutar el cable hacia
a
bajo.
6. Ensamble la cubierta del adaptador de pistola y
asegure con el tornillo.
7. Ensamble la manguera de gas al adaptador de pistola
Oxo o FastMate.
FIGURA A.19
FIGURA A.20
PERNO
CABLE
DEL ELECTRODO
MANTENGA LA TERMINAL
Y EL CABLE EN POSICIÓN VERTICAL
TORNILLO
CUBIERTA
DEL ADAPTADOR
DE PISTOLA

A-16
I
NSTALACIÓN
P
OWER FEED 84, POWER FEED 84 DUAL
8. Seleccione el tubo guía apropiado y asegure con el
tornillo de fijación.
9. Deslice el adaptador de pistola Oxo o FastMate en el
mecanismo de alimentación y asegure con el tornillo mariposa.
10. Para los adaptadores de pistola FastMate, conecte
el cable flexible del gatillo al conector al frente del
alimentador.
Rotación del Mecanismo de Alimentación
1. APAGUE la alimentación de la fuente de poder.
2. Localice el tornillo Allen guía en la parte inferior del
mecanismo de alimentación. Afloje pero no remueva
el tornillo.
3. Gire el mecanismo de alimentación a la posición
deseada y apriete el tornillo.
T
amaño de alambre
N
úmero de ranuras en el tubo guía
0
.6 – 1.2mm (.023-.045”) 1
1.2 – 1.6 mm (.045 – 1/16”)
2
1.6 – 2.0 mm (1/16 – 5/64”)
3
(2.0 – 2.8 mm (.068 – 7/64”)
4
T
O
R
N
I
L
L
O
D
E
F
I
J
A
C
I
Ó
N
T
UBO
G
U
Í
A
TORNILLO ALLEN GUÍA
FIGURA A.21
FIGURA A.22

A-17
I
NSTALACIÓN
P
OWER FEED 84, POWER FEED 84 DUAL
RELACIÓN DEL ENGRANAJE DE PIÑÓN
T
al y como se envía de fábrica, se encuentra instalado un
engranaje de piñón de 20 dientes. Si se desea, es posible
instalar un engranaje de piñón de 30 dientes para más
velocidad pero menos torque.
1. APAGUE la alimentación de la fuente de poder de soldadura.
2. Abra la puerta del mecanismo de alimentación y afloje
el tornillo de fijación que retiene al pin de la bisagra
utilizando una llave hexagonal de 5/64”. Deslice el pin
de la bisagra hacia atrás y remueva la puerta.
Engranaje de piñón
de 20 dientes
(velocidad estándar)
Engranaje de piñón
de 30 dientes
(alta velocidad)
PIN DE LA BISAGRA
TORNILLO DE FIJACIÓN
FIGURA A.23
FIGURA A.24

A-18
I
NSTALACIÓN
P
OWER FEED 84, POWER FEED 84 DUAL
3. Remueva los dos tornillos Allen guía que aseguran la
placa de alimentación, y retire la placa de alimentación
de la abrazadera.
4. Remueva el tornillo que retiene al engranaje de piñón
utilizando un destornillador Phillips. Retire el
engranaje de piñón.
5. Instale el nuevo engranaje de piñón.
6. Coloque la placa de alimentación y apriete los tornillos
Allen guía.
7. Vuelva a ensamblar el pin de la bisagra y puerta.
Asegure el pin de la bisagra con el tornillo de fijación.
8. ENCIENDA.
9. Entre al menú de configuración y seleccione P.18.
Ajuste para corresponder con el engranaje de piñón
instalado.
10. APAGUE y vuelva a ENCENDER para que los ajustes
entren en vigor.
(2) TORNILLOS ALLEN GUÍA
F
IGURA A.25

A-19
I
NSTALACIÓN
P
OWER FEED 84, POWER FEED 84 DUAL
CONEXIÓN DEL GAS PROTECTOR
Si sufre algún daño, el CILINDRO
puede explotar.
• Mantenga el cilindro en posición vertical y
encadenado para soportarlo.
• Mantenga el cilindro alejado de áreas donde pueda dañarse.
• Nunca levante la soldadora con el cilindro montado.
• Nunca permita que el electrodo de soldadura toque al cilindro.
• Mantenga el cilindro alejado de la soldadura o de otros cir-
cuitos eléctricamente vivos.
LA ACUMULACIÓN DE GAS PROTECTOR PUEDE
DAÑAR LA SALUD O CAUSAR LA MUERTE.
• Apague el suministro de gas protector cuan-
do no esté en uso.
• Vea el estándar nacional estadounidense Z-49.1,
"Seguridad en la Soldadura y Corte" publicado por la
Sociedad Estadounidense de Soldadura.
------------------------------------------------------------------------
La presión de entrada máxima es de 100 psi (6.9 bar).
El conector de entrada es una conexión tipo CGA de
5/8-18.
Instale el suministro de gas protector en la siguiente
forma:
1. Remueva el tapón del cilindro. Inspeccione las válvu-
las del cilindro y regulador en busca de roscas
dañadas, suciedad, polvo, aceite o grasa. Remueva el
polvo y la suciedad con un trapo limpio. ¡NO MONTE
EL REGULADOR SI HAY PRESENCIA DE ACEITE,
GRASA O DAÑOS! Informe a su proveedor de gas de
esta condición. El aceite o grasa en la presencia de
oxígeno de alta presión es explosivo.
3. Colóquese a un lado de la salida y abra la válvula del
cilindro por un instante. Esto remueve cualquier polvo
o suciedad que se haya acumulado en la salida de la
válvula.
4. Monte el regulador de flujo a la válvula del cilindro y
apriete bien las tuercas de unión con una llave. Nota:
si está conectando a un cilindro de 100% CO2, inserte
el adaptador del regulador entre el regulador y la
válvula del cilindro. Si el adaptador está equipado con
una roldana de plástico, asegúrese de que esté asen-
tada para conexión al cilindro CO2.
5. Conecte un extremo de la manguera de entrada al
conector de salida del regulador de flujo. Conecte el
otro extremo a la entrada de gas protector del sistema
de soldadura. Apriete las tuercas de unión con una
llave.
6. Antes de abrir la válvula del cilindro, gire la perilla de
ajuste del regulador a la izquierda hasta que se libere
la presión del resorte de ajuste.
7. Colocándose a un lado, abra la válvula del cilindro
lentamente una fracción de vuelta. Cuando el medidor
de presión del cilindro deje de moverse, abra la válvula
t
otalmente.
8. El regulador de flujo es ajustable. Ajústelo a la veloci-
dad de flujo recomendada para el procedimiento y pro-
ceso que se están utilizando antes de hacer una sol-
d
adura.
ADVERTENCIA

A-20
I
NSTALACIÓN
P
OWER FEED 84, POWER FEED 84 DUAL
Conexiones de Pistola Enfriada por Agua
El kit de conexión de agua K590-6 se instala por debajo
del mecanismo de alimentación.
1
. APAGUE la alimentación de la fuente de poder.
2
. Instale los conectores de desconexión rápida en el soporte
de plástico reteniendo la tuerca posterior y girando el
conector.
3. Corte la tubería a la longitud deseada e instale después la
tubería y abrazaderas de la manguera en los conectores.
FIGURA A.26

A-21
I
NSTALACIÓN
P
OWER FEED 84, POWER FEED 84 DUAL
CARGA DE CARRETES DE ALAMBRE
•
Aleje las manos, cabello, ropa y her-
ramientas del equipo en rotación.
• No utilice guantes cuando ensarte alam-
bre o cambie el carrete de alambre.
• Sólo personal calificado deberá instalar,
utilizar o dar servicio a este equipo.
--------------------------------------------------------------------------
Las bobinas de 22 – 27 kg (50 - 60 lb) requieren el
Soporte de Carrete de Alambre de Trabajo Pesado
K3343-1
1. APAGUE la alimentación de la fuente de poder de soldadura.
2. Oprima la barra de liberación en el collarín de retención y
remuévala del eje.
OPRIMA
LA BARRA
DE LIBERACIÓN
FIGURA A.27
ADVERTENCIA

A-22
I
NSTALACIÓN
P
OWER FEED 84, POWER FEED 84 DUAL
3. Coloque el adaptador del eje sobre el mismo, alineando
el pin de freno del eje con uno de los orificios en el lado
posterior del carrete. Una marca del indicador en el
e
xtremo del eje muestra la orientación del pin de
sujeción del freno. Asegúrese de que el alambre se
alimente desde el carrete en la dirección adecuada.
4. Reinstale el collarín de sujeción; la barra metálica
deberá encajar en una de las ranuras del eje. La barra
de liberación saltará cuando esté engranada.
MARCA
DEL INDICADOR
ALINEE EL PIN DEL FRENO
CON EL ORIFICIO
FIGURA A.28

A-23
I
NSTALACIÓN
P
OWER FEED 84, POWER FEED 84 DUAL
SOPORTES DE CARRETE DE ALAMBRE
El Soporte de Carrete de Alambre de Trabajo Estándar
K3342-1 se utiliza con carretes de 4.5 a 20 kg (10 a 44
lb).
Cuando utilice el Soporte de Carrete de Alambre de
Trabajo Pesado K3343-1, coloque el eje en el lugar que
se indica.
FIGURA A.29
Ubicación del eje
y oreja de levante
para bobinas de 50-60 lb
Ubicación del eje
y oreja de levante
para bobinas de 15-44 lb

A-24
I
NSTALACIÓN
P
OWER FEED 84, POWER FEED 84 DUAL
INSTALACIÓN ELÉCTRICA
Cables de Soldadura, Coaxial
(See Figure A.30)
Los cables de soldadura coaxiales están especialmente
d
iseñados para soldadura pulsante ó STT
T
M
.
Los cables
de soldadura coaxiales ofrecen baja inductancia, lo que
permite cambios rápidos en la corriente de soldadura. Los
cable
s regulares tienen una inductancia mayor que puede
distorsionar la pulsación o forma de onda STT
TM
. La
inductancia se vuelve más severa a medida que los cables
de soldadura se vuelven más largos.
Los cables de soldadura coaxiales son los mejores para
formas de onda de alto desempeño y cuando:
• están presentes cables largos
• los cables se guardan en una bandeja metálica
Un cable de soldadura coaxial se construye con múltiples
cables pequeños envueltos alrededor de un cable grande. El
cable grande interno está conectado al borne del electrodo
en la fuente de poder y a la conexión del electrodo en el
alimentador de alambre. Los cables pequeños se combinan
entre sí para formar el cable de trabajo, con un extremo
conectado a la fuente de poder y el otro a la pieza de trabajo.
Para instalar: (Vea la Figura A.31)
1. Apague la alimentación de la fuente de poder de
soldadura.
2. Conecte un extremo del cable central a la conexión de
electrodo de la fuente de poder, y el otro a la conexión de
electrodo del alimentador de alambre.
3. Conecte el grupo externo de cables a la conexión de
t
rabajo de la fuente de poder, y el otro extremo a la pieza
de trabajo. Para mejores resultados, minimice la longitud
de cualquier extensión de cable de trabajo.
4. Aísle todas las conexiones.
ELECTRODO
TRABAJO
FIGURA A.30
FIGURA A.31
Fuente de Poder
Trabajo
Electrodo
Cable de Soldadura Coaxial
Alimentador de Alambre
Electrodo
Trabajo
TABLA A.1
TAMAÑOS RECOMENDADOS DE CABLES (COBRE CON CUBIERTA DE GOMA – CLASIFICADO A 75°C)**
LONGITUD DE CABLE COAXIAL
AMPERIOS
250
300
350
CICLO DE
TRABAJO
100%
60%
60%
0 a 7.6M
(0 a 25 Pies)
1
1
1/0
7.6M a 15.2M
(25 a 50 Pies)
1
1
1/0
15.2 a 22.9M
(50 a 75 Pies)
1
1
--
22.9 a 30.5M
(75 a 100 Pies)
1
1/0
--
** Los valores en la tabla son para operación a temperaturas ambientes de 40°C (104°F) y menores. Las aplicaciones arriba de 40°C
(104°F) pueden requerir cables mayores a los recomendados, o cables clasificados a más de 75°C (167°F).

A-25
I
NSTALACIÓN
P
OWER FEED 84, POWER FEED 84 DUAL
CABLES DE SOLDADURA, ESTÁNDAR
La Tabla A.2 muestra los tamaños de cables de cobre
r
ecomendados para diferentes corrientes y ciclos de
trabajo. Las longitudes estipuladas son la distancia de la
soldadora al trabajo, y de regreso otra vez a la soldadora.
Los tamaños de los cables son más grandes para
longitudes mayores, básicamente con el fin de minimizar
las caídas de voltaje.
Polaridad Negativa del Electrodo
Power Feed 84 se envía configurado de fábrica para una
polaridad positiva de electrodo. Vea P.81 en la Sección de
Operaciones (Menú de Configuración) para seleccionar
soldadura de polaridad negativa.
** Los valores en la tabla son para operación a temperaturas ambientes de 40°C (104°F) y menores. Las aplicaciones arriba de 40°C
(104°F) pueden requerir cables mayores a los recomendados, o cables clasificados a más de 75°C (167°F).
TAMAÑOS DE CABLES RECOMENDADOS (DE COBRE CON CUBIERTA DE GOMA – CLASIFICADO A 75°C ó 167°F)**
TAMAÑOS DE CABLES PARA LONGITUDES COMBINADAS DE ELECTRODO Y CABLES DE TRABAJO
AMPERIOS
200
200
225
225
250
250
250
250
300
325
350
400
400
500
PORCENTAJE
CICLO DE
TRABAJO
60
100
20
40 y 30
30
40
60
100
60
100
60
60
100
60
0 a 15M
(0 a 50 Pies)
2
2
4 ó 5
3
3
2
1
1
1
2/0
1/0
2/0
3/0
2/0
15 a 30M
(50 a 100 Pies)
2
2
3
3
3
2
1
1
1
2/0
1/0
2/0
3/0
2/0
30 a 46M
(100 a 150 Pies
2
2
2
2
2
1
1
1
1
2/0
2/0
2/0
3/0
3/0
46 a 61M
(150 a 200 Pies)
1
1
1
1
1
1
1
1
1/0
2/0
2/0
3/0
3/0
3/0
61 a 76M
(200 a 250 Pies
1/0
1/0
1/0
1/0
1/0
1/0
1/0
1/0
2/0
3/0
3/0
4/0
4/0
4/0
TABLA A.2

A-26
I
NSTALACIÓN
P
OWER FEED 84, POWER FEED 84 DUAL
SOLDADURA CON ARCOS MÚLTIPLES
Deberá tenerse cuidado especial cuando más de un arco
esté soldando simultáneamente en una sola parte. Puede
haber soplado o interferencia del arco o intensificarse.
C
ada fuente de poder requiere un cable de trabajo del
borne de trabajo a la estructura de soldadura. No combine
todos los cables de trabajo en un cable. Realice la
soldadura en dirección contraria a los cables de trabajo.
Conecte todos los cables de sensión de trabajo de cada
fuente de poder a la pieza de trabajo al final de la
soldadura, en tal forma que estén fuera de la ruta de la
corriente de soldadura.
Para mejores resultados cuando realice una soladura
pulsante, establezca el mismo tamaño de alambre y
velocidad de alimentación de alambre para todos los
arcos. Cuando estos parámetros son idénticos, la
frecuencia pulsante será la misma, lo que ayuda a
estabilizar los arcos.
DIRECCIÓN
DEL RECORRIDO
CONECTE TODOS
LOS CABLES DE SENSIÓN
AL FINAL DE LA SOLDADURA
CONECTE
TODOS LOS
CABLES DE
SENSIÓN AL
PRINCIPIO DE
LA SOLDADURA
FIGURA A.32

A-27
I
NSTALACIÓN
P
OWER FEED 84, POWER FEED 84 DUAL
CABLES DE CONTROL
Los Cables de Control ArcLink están disponibles en dos
f
ormas:
•
La serie K1543-xx para la mayoría de las instalaciones
en interiores o en fábricas.
• La serie K2683-xx para uso en exteriores o cuando el
equipo se mueve frecuentemente.
Los cables de control ArcLink/LincNet son cables
especiales de alta calidad para comunicación digital. Los
cables son de cobre de 5 conductores con una cubierta
de goma tipo SO. Hay un par trenzado de calibre 20 para
comunicaciones de red. Este par tiene una impedancia de
aproximadamente 120 ohms y una demora de
propagación por pie de menos de 2.1 nanosegundos.
Existen dos conductores de calibre 12 que se utilizan para
suministrar 40VCD a la red. El quinto alambre es de
calibre 18 y se utiliza como un cable de sensión del
electrodo.
El uso de cables no estándar puede llevar a paros del
sistema, inicio deficiente del arco y problemas de
alimentación de alambre.
Los cables de control se pueden conectar de extremo a
extremo para extender su longitud. Utilice un máximo
de 61 m (200 pies) de cable de control entre los
c
omponentes.
FUENTE DE PODER ALIMENTADOR DE ALAMBRE
FIGURA A.33
Fuente de Poder
Pin Función
A ArcLink
B ArcLink
C
Sensión de voltaje "67"
D 40 VCD
E Común
Alimentador de Alambre
Pin Función
A ArcLink
B ArcLink
C
Sensión de voltaje "67"
D 40 VCD
E Común

A-28
I
NSTALACIÓN
P
OWER FEED 84, POWER FEED 84 DUAL
Conector de Accesorios Avanzados (12 pines)
Conector de gatillo (5 pines)
Conector ArcLink (5 pines)
A
B
H
G
F
E
D
C
K
J
M
L
AA
BBCC
DD
EE
Función
Conector de 12
pines para pistolas
en contratase y
c
ontroles remotos
PIN
A
B
C
D
E
F
G
H
J
K
L
M
Cableado
CAN BAJO
CAN ALTO
Potenciómetro remoto 75, común
Potenciómetro remoto 76, indicador
Potenciómetro remoto 77, 5K
Sensión Periférica ArcLink
Gatillo
Gatillo
40VCD Común
40VCD+
Motor de Tracción –
Motor de Tracción +
Función
Conector de gatillo
de 5 pines para
pistolas sólo de
mano.
PIN
A
B
C
D
E
Cableado
Gatillo
No se utiliza
Gatillo
Procedimiento Dual
Procedimiento Dual
A
B
C
D
E
Función
Conector de 5
pines para comuni-
cación y potencia
PIN
A
B
C
D
E
Cableado
CAN
CAN
Sensión de Voltaje de Electrodo 67
40VCD
Común

B-1
O
PERACIÓN
L
a serviciabilidad de un producto o estructura que
utiliza el programa de soldadura es y deberá ser la sola
responsabilidad del constructor/usuario. Diversas
variables más allá del control de The Lincoln Electric
Company afectan los resultados obtenidos en aplicar
e
stos programas. Estas variables incluyen, pero no se
limitan a, el procedimiento de soldadura, química y
temperatura de las placas, diseño de la soldadura,
métodos de fabricación y requerimientos de servicio. El
rango disponible de un programa de soldadura tal vez
no sea adecuado para todas las aplicaciones, y el
constructor/usuario es y deberá ser el único
responsable de la selección del programa de soldadura.
SECUENCIA DE ENCENDIDO
1. El activador del contactor energiza al contactor en tal forma
que se equipare al mecanismo de alimentación activo. El LED
del mecanismo de alimentación activo se ilumina.
2. Se restablecen las configuraciones del alimentador que
existían antes del último apagado – velocidad de alimentación
de alambre, voltaje, tipo de gatillo, procedimiento, etc.
POWER FEED 84, POWER FEED 84 DUAL
ENCENDIDO
APAGADO
ALIMENTADOR
DE ALAMBRE
GAS PROTECTOR
MENÚ
CONTROL DE ONDA
PARÁMETROS
DE FIN DE ARCO
PARÁMETROS DE
INICIO DE ARCO
ALIMENTACIÓN EN FRÍO
PURGA DE GAS
ENTRADA DE
GAS PROTECTOR
SALIDA DE
GAS PROTECTOR
M
MEMORIA
GUARDADA
M
INVOCACIÓN
DE MEMORIA
SELECCIÓN DE MECANISMO
DE ALIMENTACIÓN
GATILLO
DE 2 PASOS
GATILLO DE 4 PASOS
TERMAL
MENÚ DE
CONFIGURACIÓN
CORTE
AMPERAJE
DE SOLDADURA
VOLTAJE DE SOLDADURA
SALIDA POSITIVA
SALIDA NEGATIVA
ALIMENTACIÓN
VOLTAJE
DE ENTRADA
CORRIENTE
DE ENTRADA
CORRIENTE
DE SALIDA
TIERRA DEL CHASIS
ADVERTENCIA O
PRECAUCIÓN
U
1
I
1
I
2
A
SÍMBOLOS GRÁFICOS QUE APARECEN EN POWER FEED
84, POWER FEED 84 DUAL O EN ESTE MANUAL
ADVERTENCIA

B-2
O
PERACIÓN
POWER FEED 84, POWER FEED 84 DUAL
PROCESOS Y EQUIPO RECOMENDADOS
P
ROCESOS RECOMENDADOS
• GMAW, GMAW-Pulse, GMAW-STT
• FCAW
• SMAW
• GTAW
• CAG
LIMITACIONES DEL PROCESO
• Los procesos deben estar dentro del ciclo de trabajo y
capacidad nominal del alimentador de alambre.
LIMITACIONES DEL EQUIPO
•
Power Feed 84 no opera con las Fuentes de Poder LincNet.
• La fuente de poder puede requerir una actualización de software.
• Si Power Feed 84 tiene contactores o un kit de desbaste
instalado, el software de la fuente de poder puede requerir actual-
ización.
• No incluye cables de soldadura.
• Opera con una entrada de 40 VCD.
• La interfaz del usuario se puede colocar a un máximo de 200 pies
del mecanismo de alimentación.
• Deberán utilizarse kits de adaptador de pistola más recientes. No
es compatible con los kits de adaptador de pistola K1500-1,
K1500-2, K1500-3, K1500-4 K1500-5 y K489-7.
• No deberán instalarse un control remoto/control de pie y una
pistola en contrafase al Power Feed 84 Sencillo de manera
simultánea.
• Las interfaces de usuario de Power Feed 84 no son compatibles
con los mecanismos de alimentación Power Feed 10M.
• Los mecanismos de alimentación Power Feed 84 no son
compatibles con las interfaces de usuario Power Feed 10M.
• Power Feed 84 con contactores o kit de desbaste no se puede
conectar a un sistema con un mecanismo de alimentación
robótico.
• Con Power Feed 84, sólo puede haber un puerto USB en
cualquier lado en el sistema.
FUENTES DE PODER RECOMENDADAS
Power Wave 355M
Power Wave 455M
Power Wave 455M/STT
Power Wave 655R
Power Wave S350
Power Wave S500
Power Wave S700
Power Wave R350
Power Wave R500
Power Wave i400

B-3
O
PERACIÓN
POWER FEED 84, POWER FEED 84 DUAL
DISEÑO DE LA INTERFAZ DEL USUARIO
VELOCIDAD DE ALIMENTACIÓN DE ALAMBRE/AMPS
V
OLTIOS /CORTE
TERMAL
MENÚ DE
CONFIGURACIÓN
GATILLO DE 2/4 PASOS
PARÁMETROS DE INICIO DE ARCO
PARÁMTEROS DE FIN DE ARCO
BOTONES DE MEMORIA
SELECCIÓN DE MECANISMO
DE ALIMENTACIÓN
PROCEDIMIENTO DUAL
CONTROL DEL ARCO
MENÚ DE MODO DE SOLDADURA
GAS PROTECTOR
FIGURA B.1

B-4
O
PERACIÓN
PANTALLA Y PERILLA DE VELOCIDAD DE
ALIMENTACIÓN DE ALAMBRE / AMPS
La pantalla y perilla del lado izquierdo se utilizan
para ajustar la velocidad de alimentación de
alambre o amperaje, dependiendo del proceso
seleccionado.
Al soldar, el LED de amps se ilumina cuando se
muestra el amperaje en pantalla, y el LED de
velocidad de alimentación de alambre se ilumina
cuando la WFS aparece en pantalla.
POWER FEED 84, POWER FEED 84 DUAL
FIGURA B.2

B-5
O
PERACIÓN
POWER FEED 84, POWER FEED 84 DUAL
Proceso
SMAW
Electrodo
Revestido) y GTAW
(TIG)
GMAW (MIG) sinér-
gica y FCAW (arco
tubular)
GMAW (MIG) sinér-
gica y FCAW (arco
tubular)
P
antalla/Función
Salida de
Soldadura
Voltaje
Voltaje
Descripción
Gire a la derecha para
ENCENDER la salida.
Gire a la izquierda para
APAGAR la salida.
Ajusta el voltaje. La pantalla
estará en blanco para los
modos STT no sinérgicos.
Cuando se gira la perilla de voltaje, la
pantalla mostrará una barra superior o
inferior que indica si el voltaje está por
arriba o por debajo del voltaje ideal. La
pantalla estará en blanco para los
modos STT no sinérgicos.
• El voltaje preprogramado está por
arriba del voltaje ideal. (Aparece en
pantalla la barra superior).
• El voltaje preprogramado es el voltaje ideal. (No aparece ninguna
barra en pantalla)
• El voltaje preprogramado
está por debajo del
voltaje ideal. (Aparece en
pantalla la barra inferior).
PANTALLA Y PERILLA DE VOLTAJE / CORTE
La pantalla y perilla del lado derecho controlan el voltaje, corte o salida, dependiendo del proceso seleccionado.
Una vez que la soldadura está completa, la pantalla continúa mostrando el voltaje de soldadura por 5 segundos.

B-6
O
PERACIÓN
POWER FEED 84, POWER FEED 84 DUAL
Proceso
GMAW (MIG) pul-
sante y FCAW (arco
tubular)
Pantalla / Función
Corte
D
escripción
La soldadura pulsante controla la longitud del arco con ‘Corte’ en lugar
del voltaje. Cuando se ajusta
e
l corte (longitud del arco)
Power Wave vuelve a
c
alcular automáticamente el
voltaje, corriente y tiempo de
cada parte de la forma de
onda pulsante para obtener el mejor resultado. El Corte ajusta la
longitud del arco y oscila de 0.50 a 1.50. Aumentar el valor de Corte
aumenta la longitud del arco, y disminuirlo la aumenta.
PANTALLA Y PERILLA DE VOLTAJE / CORTE
Corte de .50
Longitud de arco corta
Corte de 1.00
L
ongitud de arco media
Corte de 1.50
Longitud de arco larga
OPERACIÓN DEL KIT DE SENSOR DE FLUJO DE GAS
El Sensor de Flujo de Gas Protector K3338-1 es un
dispositivo de precisión de estado sólido para
medir el flujo de gas.
A fin de mostrar en pantalla el flujo de gas real,
oprima el botón izquierdo para seleccionar el LED
de gas protector y después oprima el botón de
purga de gas. Para mostrar en pantalla el flujo de
gas mientras suelda, cambie P.3 en el menú de
configuración a “Mostrar Velocidad de Flujo de
Gas” (“Show Gas Flow Rate”).
Cuando se seleccionan, aparecen en pantalla el
flujo de gas y tipo de gas reales. La velocidad de
flujo de gas se muestra en xx.x por cada cfh o
l/min. El rango de velocidad de flujo es de 0 - 50
l/min or 0 - 105 cfh.
Las unidades del flujo de gas se seleccionan con
P.42, “Unidades de Flujo de Gas” (“Gas Flow
Units”) en el menú de configuración. Las unidades
inglesas son pie cúbico por hora (cfh) y las
métricas son litros/min (l\min).
En forma predeterminada, el tipo de gas se
establece en 100% Argón. El tipo de gas es una
configuración global y sólo se utiliza para
determinar la velocidad de flujo de gas. No
cambiará con base en el modo de soldadura
seleccionado. Sólo se puede cambiar oprimiendo el
botón izquierdo hasta que aparezca la selección de
“Tipo de Gas” (“Gas Type”), y girando después la
perilla central.
Argon Mixes
cfh

B-7
O
PERACIÓN
SELECCIÓN DEL MODO DE SOLDADURA
Los modos de soldadura se pueden seleccionar por
número de modo o a través de una función de búsqueda.
A fin de seleccionar un modo de soldadura:
1. Oprima el botón izquierdo hasta que se ilumine el LED
del Menú del Modo de Soldadura.
2. Gire la perilla central para seleccionar el modo de
soldadura.
A fin de entrar en la función de búsqueda:
1. Gire la perilla central hasta que aparezca en pantalla
“Búsqueda de Modo de Soldadura” (“Weld Mode
Search”), y después oprima el botón derecho.
2. Gire la perilla central para seleccionar el material del
alambre. Oprima el botón derecho para aceptar y el
izquierdo para cancelar.
3. Gire la perilla central para seleccionar el tamaño del
alambre. Oprima el botón derecho para aceptar y el
izquierdo para cancelar.
4. Gire la perilla central para hacer la selección final del
proceso, tipo de gas y forma de onda. Oprima el botón
derecho para aceptar y el izquierdo para cancelar.
POWER FEED 84, POWER FEED 84 DUAL

B-8
O
PERACIÓN
POWER FEED 84, POWER FEED 84 DUAL
Proceso
SMAW
(Electrodo
Revestido)
GMAW (MIG)
y FCAW (arco
tubular)
GMAW-P
(MIG
Pulsante),
Acero y Acero
Inoxidable
GMAW-P
(MIG
Pulsante),
Aluminio
Nombre del
Control de Onda
Fuerza del
Arco
Inductancia
Ultimarc
Control del
Arco
Efecto /
R
ango
Suave (-10.0) a
Agresivo (10.0)
Suave (-10.0) a
Agresivo (10.0)
Suave (-10.0) a
Rígido (10.0)
Bajo (-10.0) a
Alto (10.0)
D
escripción
La Fuerza del Arco ajusta la corriente de corto circuito para un arco suave,
o
para un arco fuerte y enérgico. Ayuda a evitar fusión del electrodo al
charco y el corto de electrodos revestidos en forma orgánica, particular-
mente los tipos de transferencia globular como los de acero inoxidable y
bajo hidrógeno. Fuerza del Arco es especialmente efectivo para pases
profundos en tubería con electrodo de acero inoxidable y ayuda a mini-
mizar la salpicadura para ciertos electrodos y procedimientos, como los de
bajo hidrógeno, etc.
La inductancia controla las características del arco cuando se suel-
da con arco corto.
El Control del Arco regula la estrechez o forma del arco. Los valores
UltimArc mayores a 0.0 aumentan la frecuencia de pulsación al tiempo
que disminuyen la corriente de respaldo, dando como resultado un arco
apretado y rígido que es mejor para la soldadura de hojas metálicas a alta
velocidad. Los valores UltimArc menores a 0.0 disminuyen la frecuencia
pulsante mientras que aumentar la corriente de respaldo produce un arco
suave adecuado para la soldadura fuera de posición.
Para los modos de pulsación, el Control del Arco cambia la frecuencia de
pulsación. Cuando la frecuencia cambia, el sistema Power Wave ajusta
automáticamente la corriente de respaldo para mantener una entrada de
calor similar en la soldadura. Las bajas frecuencias brindan más control
del charco y las altas frecuencias minimizan la salpicadura.
Para los modos Pulse-On-Pulse, el Control del Arco cambia la modulación de la frecuen-
cia. La modulación de la frecuencia control el espaciamiento del rizado en la soldadura.
Utilice valores bajos para velocidades lentas de recorrido y soldaduras amplias, y valores
altos para velocidades rápidas de recorrido y soldaduras más estrechas.
CONTROL DE ONDA
El Control de Onda se utiliza para ajustar el arco para las preferencias exactas. Las funciones de control de
onda varían para los diferentes proceso y modos de soldadura.
Control del Arco -10.0
Baja Frecuencia, Amplio
Frecuencia de modulación = -10
Soldadura y espaciamiento del rizado amplios, baja velocidad de recorrido
Frecuencia de modulación = 10
Soldadura y espaciamiento del rizado estrechos, alta velocidad de recorrido
Control del Arco APAGADO
Frecuencia y Ancho Medios
Control del Arco +10.0
Alta Frecuencia, Estrecho

B-9
O
PERACIÓN
POWER FEED 84, POWER FEED 84 DUAL
Proceso
GMAW-STT
(Transferencia
de Tensión de
Superficie)
GTAW (TIG)
Nombre del
Control de Onda
Corriente pico
Corriente de
Respaldo
Tail-out
No hay con-
troles de
onda
disponibles.
Efecto /
R
ango
Controla la
longitud del
arco
Regula el
contorno del
cordón
Proporciona
potencia adi-
cional al arco.
----
Descripción
La Corriente Pico actúa en forma similar a un control de inductancia de
arco. Establece la longitud de arco y promueve una buena fusión. Los
n
iveles más altos de corriente pico harán que el arco se amplíe momen-
táneamente al tiempo que aumenta la longitud del arco. Si se establece
muy alta, puede ocurrir una transferencia globular. Establecerla muy baja
puede causar inestabilidad y fragmentación del alambre. La mejor prácti-
ca es ajustar para una salpicadura y agitación del charco mínimas.
La Corriente Pico también afecta la forma de la raíz. Cuando se utiliza
100% CO2, la corriente pico será mayor que cuando se suelda con mez-
clas de gases protectores. Se requiere una longitud de arco más larga con
CO2 para reducir la salpicadura.
La Corriente de Respaldo ajusta la entrada de calor general en la
soldadura. Cambiar la corriente de respaldo modifica la forma del
cordón posterior. 100% CO2 requiere menos corriente de respaldo
que la soldadura con mezclas de gases protectores.
Tail-out proporciona potencia adicional sin que la gota de metal fundido se vuelva
muy grande. Aumente según sea necesario para agregar entrada de calor sin
aumentar la longitud del arco. A menudo, esto resulta en velocidades de recorrido
más rápidas. Tome en cuenta que a medida que Tail-out aumenta, tal vez sea
necesario reducir la corriente pico y/o la corriente de respaldo.
----
CONTROL DE ONDA
C
orriente
Pico
Muy Baja
C
orriente
Pico
Óptima
C
orriente
Pico
Muy Alta
Corriente
de Respaldo
Muy Baja
Corriente
de Respaldo
Óptima
Corriente
de Respaldo
Muy Alta

B-10
O
PERACIÓN
SELECCIÓN DEL GATILLO
A
fin de seleccionar el tipo de gatillo, oprima el botón
derecho hasta que el LED del gatillo se ilumine.
Gire la perilla central a la derecha para el gatillo de 4
p
asos o a la izquierda para el gatillo de 2 pasos.
Tome en cuenta que es posible almacenar en las
memorias diferentes tipos de gatillo. Por ejemplo, la
memoria 1 puede utilizar un gatillo de 2 pasos y la
memoria 3 uno de 4 pasos.
Cuando utilice un Procedimiento Dual A-B, ambos pro-
cedimientos A y B deberán ser del mismo tipo de gatillo.
POWER FEED 84, POWER FEED 84 DUAL
2-Step Trigger

B-11
O
PERACIÓN
POWER FEED 84, POWER FEED 84 DUAL
Gatillo de 2 Pasos
El Gatillo de 2 Pasos controla la secuencia de soldadura en respuesta directa al gatillo. Cuando se aprieta el gatillo de la
pistola, el sistema de soldadura (fuente de poder y alimentador de alambre) recorre la secuencia de inicio de arco y los
parámetros de soldadura principales. El sistema de soldadura continuará soldando siempre y cuando el gatillo de la pistola
e
sté activado. Una vez que se suelta el gatillo, el sistema de soldadura recorre los pasos finales del arco.
E
jemplo 1 – Gatillo de 2 pasos: Operación simple
La operación más simple de gatillo ocurre con un gatillo de 2 Pasos y las funciones de Inicio y Cráter en APAGADO.
Para esta secuencia,
PREFLUJO: El gas protector empieza inmediatamente a fluir cuando se aprieta el gatillo de la pistola.
AVANCE INICIAL: Después de que expira el tiempo de preflujo, la fuente de poder se regula con base en la
salida de soldadura y el alambre avanza hacia la pieza de trabajo a la WFS de Avance
Inicial. Si no se establece un arco dentro de 2.0 segundos, la velocidad de alimentación
de alambre pasará a la velocidad de alimentación de alambre de soldadura.
SOLDADURA: La salida de la fuente de poder y la velocidad de alimentación de alambre continuarán a las
configuraciones de soldadura mientras se apriete el gatillo.
POSTFLUJO: Tan pronto como se libera el gatillo, la salida de la fuente de poder y la velocidad de alimentación
de alambre se APAGAN. El gas protector continúa hasta que el temporizador de postflujo expira.
Gatillo de 2 Pasos
Inicio = APAGADO
Cráter = APAGADO
Gatillo Apretado
Arco Establecido
Gatillo Liberado
Inactivo
Preflujo
Inicio
del Arco
Soldadura Postflujo
Inactivo
Gas
Protector
Salida de la
Fuente de Poder
WFS
Encendido
Apagado
Soldadura
Apagada
Soldadura
Avance Inicial
Apagado
2.0 seg máx.

B-12
O
PERACIÓN
POWER FEED 84, POWER FEED 84 DUAL
Gatillo de 2 Pasos
E
jemplo 2 – Gatillo de 2 pasos: Inicio y Fin del Arco mejorados.
Ajustarlos es un método común para reducir la salpicadura y mejorar la calidad de la soldadura. Esto se puede
lograr con las funciones de Inicio y Quemado en Retroceso establecidas a los valores deseados y con Cráter en
A
PAGADO. (Vea la Figura B.20).
Para esta secuencia,
PREFLUJO: El gas protector empieza inmediatamente a fluir cuando se aprieta el gatillo de la pistola.
AVANCE INICIAL: Después de que el tiempo de preflujo expira, la fuente de poder se regula con base en la
salida inicial y el alambre avanza hacia la pieza de trabajo a la WFS de avance inicial. Si un
arco no se establece dentro de 2.0 segundos, la salida de la fuente de poder y la velocidad
de alimentación de alambre cambian a las configuraciones de soldadura.
INICIO: Una vez que el alambre toca el trabajo y se establece un arco, la salida de la máquina y la
velocidad de alimentación de alambre cambian a las configuraciones de soldadura durante
el tiempo de inicio. El periodo de transferencia de las configuraciones de inicio a las de
soldadura se llama PENDIENTE ARRIBA.
SOLDADURA: Después de la pendiente arriba, la salida de la fuente de poder y la velocidad de
alimentación de alambre continuarán a las configuraciones de soldadura.
QUEMADO EN RETROCESO: Tan pronto como se suelta el gatillo, la velocidad de alimentación de alambre se
APAGA y la salida de la máquina continúa por el tiempo de quemado en
retroceso.
POSTFLUJO: Después, la salida de la máquina se APAGA y el gas protector continúa hasta que el
temporizador de postflujo expira.
Gatillo de 2 Pasos
Inicio = ENCENDIDO
Cráter =
AP
AGADO
Quemado en Retroceso = ENCENDIDO
Gatillo Apretado
Arco Establecido
Gatillo Liberado
In
a
ctivo
P
r
e
flu
jo
In
icio
d
e
A
r
co
P
e
n
d
ie
n
t
e
A
r
r
ib
a
S
o
ld
a
d
u
r
a
Q
u
e
m
a
d
o
e
n
Re
t
r
o
ce
so
P
o
st
f
l
u
j
o
I
n
a
ct
ivo
Gas
Protector
S
alida
de
la Fue
nte
de
Poder
WFS
E
n
ce
n
d
id
o
A
p
a
g
a
d
o
Soldadura
Inicio
Apagado
Soldadura
Avance Inicial
Apagado

B-13
O
PERACIÓN
POWER FEED 84, POWER FEED 84 DUAL
Gatillo de 2 Pasos
Ejemplo 3 – Gatillo de 2 pasos: Inicio de Arco, Cráter y Fin de Arco personalizados.
El aluminio es un ejemplo de material donde se utilizan comúnmente las funciones de inicio, cráter y quemado en retroceso para
mejorar el desempeño de soldadura.
P
ara esta secuencia,
PREFLUJO: El gas protector empieza inmediatamente a fluir cuando se aprieta el gatillo de la pistola..
AVANCE INICIAL: Después de que el tiempo de preflujo expira, la fuente de poder se regula con base en la salida inicial y el
alambre avanza hacia la pieza de trabajo a la WFS de Avance Inicial. Si un arco no se establece dentro de
2.0 segundos, la salida de la fuente de poder y la velocidad de alimentación de alambre cambian a las
configuraciones de soldadura.
INICIO Y PENDIENTE ARRIBA: Una vez que se libera el gatillo, la velocidad de alimentación de alambre y salida de la fuente
de poder cambian a las configuraciones de cráter durante el tiempo de cráter. El periodo de
transferencia de las configuraciones de inicio a las de cráter se llama PENDIENTE ARRIBA.
SOLDADURA: Después de la pendiente arriba, la salida de la fuente de poder y la velocidad de alimentación de alambre con-
tinuarán a las configuraciones de soldadura.
QUEMADO EN RETROCESO: Después de que el tiempo de cráter expira, la velocidad de alimentación de alambre se
APAGA y la salida de la máquina continuará por el tiempo de quemado en retroceso.
POSTFLUJO
Después, la salida de la máquina se APAGA y el gas protector continúa hasta que el temporizador de postflujo expira.
Gatillo de 2 Pasos: Consideraciones especiales
La respuesta de la secuencia de soldadura depende del momento en que se aprieta y libera el gatillo, o de si
INICIO y CRÁTER están activos.
Un ejemplo de secuencia:
Apriete el gatillo para empezar a alimentar alambre. Cuando se establece un arco, el secuenciador empezará
con INICIO/PENDIENTE ARRIBA. Si el gatillo se libera durante PENDIENTE ARRIBA , y CRÁTER/PENDIENTE
ABAJO está activo, la máquina iniciará CRÁTER/PENDIENTE ABAJO y cambiará a las configuraciones de
cráter durante el tiempo de CRÁTER, sin importar cuándo se liberó el gatillo.
Si CRÁTER está inhabilitado y se libera el gatillo durante INICIO/ PENDIENTE ARRIBA, el secuenciador
cambará al estado de QUEMADO EN RETROCESO para terminar la soldadura.
Gatillo de 2 Pasos
Inicio = ENCENDIDO
Cráter = ENCENDIDO
Quemado en Retroceso = ENCENDIDO
Gatillo Apretado
Arco Establecido
Gatillo Liberado
In
a
ctivo
P
r
e
flu
jo
In
icio
d
e
A
r
co
P
e
n
d
ie
n
te
A
r
r
ib
a
S
o
ld
a
d
u
r
a
P
e
n
d
ie
n
te
A
b
a
jo
Q
u
e
m
a
d
o
e
n
Re
tr
o
ce
so
P
o
stflu
jo
In
a
ctivo
Gas
Protector
Salida
de la Fuente
de Poder
WFS
En
c
e
n
d
i
d
o
Ap
a
g
a
d
o
So
l
d
a
d
u
ra
In
i
c
i
o
C
rá
te
r
Ap
ag
ado
So
l
d
a
d
u
ra
C
rá
t
e
r
Ava
nce In
icial
Ap
agado
2
.0
s
e
g
m
á
x
.
Ti
e
m
p
o
d
e
In
i
c
i
o
Ti
e
m
p
o
d
e
C
rá
te
r
T
i
em
po
de
Q
uem
ado
en
R
et
r
oceso

B-14
O
PERACIÓN
POWER FEED 84, POWER FEED 84 DUAL
Gatillo de 4 Pasos
El gatillo de 4 pasos permite que el operador libere el gatillo una vez que se ha establecido el arco. Para terminar
la soldadura, el gatillo se aprieta y después se libera de nuevo.
El gatillo de 4 pasos también tiene una función de interbloqueo de corriente. Con ésta, si el arco se extingue por
más de 0.5 segundos mientras se libera el gatillo, el proceso de soldadura se detiene y pasa al estado inactivo.
Ejemplo 1 – Gatillo de 4 pasos: Interbloqueo del Gatillo
El gatillo de 4 pasos se puede configurar como un interbloqueo de gatillo. Éste contribuye a la comodidad del
soldador cuando realiza soldaduras largas permitiendo soltar el gatillo después de apretarlo inicialmente. La
soldadura se detiene cuando el gatillo se jala una segunda vez y después se suelta, o si se interrumpe el arco.
Para esta secuencia,
PREFLUJO: El gas protector empieza inmediatamente a fluir cuando se aprieta el gatillo de la pistola.
AVANCE INICIAL: Después de que el tiempo de preflujo expira, la fuente de poder se regula con base en la
salida de soldadura y el alambre avanza hacia la pieza de trabajo a la WFS de Avance
Inicial. Si un arco no se establece dentro de 1.5 segundos, la velocidad de alimentación de
alambre pasa a la velocidad de alimentación de alambre de soldadura.
SOLDADURA: La salida de la fuente de poder y la velocidad de alimentación de alambre continúan a las
configuraciones de soldadura. La soldadura continúa cuando se jala el gatillo por segunda
vez.
POSTFLUJO: Tan pronto como el gatillo se libera por segunda vez, la salida de la fuente de poder y la
velocidad de alimentación de alambre se APAGAN. El gas protector fluye hasta que el
temporizador de postflujo expira.
Gatillo de 4 Pasos
Inicio = APAGADO
Cráter = APAGADO
Quemado en Retroceso = APAGADO
Gatillo Apretado
Gatillo Apretado
Arco Establecido
Gatillo Liberado
Gatillo Liberado
Inactivo Preflujo
Avance
Inicial
Soldadura
Quemado
en Retroceso
Postflujo Inactivo
Gas
Protector
Salida
de la Fuente
de Poder
WFS
Encendido
Apagado
Soldadura
Inicio
Cráter
Apagado
Soldadura
Cráter
Avance Inicial
Apagado
Encendido
Apagado
Soldadura
Inicio
Cráter
Apagado
Soldadura
Cráter
Avance Inicial
Apagado
2.0 seg máx

B-15
O
PERACIÓN
POWER FEED 84, POWER FEED 84 DUAL
Gatillo de 4 Pasos
Ejemplo 2 – Gatillo de 4 pasos: Control manual de los tiempos de Inicio y Cráter con
Quemado en Retroceso ENCENDIDO.
La secuencia del gatillo de 4 pasos brinda la mayor flexibilidad cuando las funciones de Inicio, Cráter y Quemado en Retroceso están
a
ctivas. Esta es una opción popular al soldar aluminio porque tal vez se puede necesitar calor extra durante el Inicio y desear menos calor
durante el cráter. Con el gatillo de 4 pasos, el soldador elige la cantidad de tiempo para soldar en las configuraciones de Inicio, Soldadura y
Cráter utilizando el gatillo de la pistola. El quemado en retroceso reduce la posibilidad de que el alambre se adhiera al charco de soldadura al
final de una soldadura y acondiciona la punta del alambre para el siguiente inicio de arco.
En esta secuencia,
PREFLUJO: El gas protector empieza inmediatamente a fluir cuando se aprieta el gatillo de la pistola.
AVANCE INICIAL: Después de que el tiempo de preflujo expira, la fuente de poder regula la salida de inicio y el alambre se avanza hacia la
pieza de trabajo con base en la WFS de Avance Inicial. Si un arco no se establece dentro de 2.0 segundos, la salida de
la fuente de poder y la velocidad de alimentación de alambre pasan a las configuraciones de soldadura.
INICIO: La fuente de poder suelda a la WFS y voltaje de inicio hasta que se suelta el gatillo.
PENDIENTE ARRIBA: Durante pendiente arriba, la salida de la fuente de poder y la velocidad de alimentación de alambre cambian a las
configuraciones de soldadura durante el tiempo de inicio. El periodo de transferencia de las configuraciones de
inicio a las de soldadura se llama PENDIENTE ARRIBA. Si el gatillo se aprieta antes de que termine pendiente
arriba, SOLDADURA es ignorada y la secuencia pasa a PENDIENTE ABAJO.
SOLDADURA: Después de pendiente arriba, la salida de la fuente de poder y la velocidad de alimentación de alambre continúan
a las configuraciones de soldadura.
PENDIENTE ABAJO: Tan pronto como se aprieta el gatillo, la velocidad de alimentación de alambre y la salida de la fuente de poder
pasan a las configuraciones de cráter durante el tiempo de cráter. El periodo de transferencia de las configura-
ciones de soldadura a las de cráter se llama PENDIENTE ABAJO.
CRÁTER: Durante CRÁTER, la fuente de poder continúa suministrando salida a la WFS y voltaje de cráter.
QUEMADO EN RETROCESO: Cuando se suelta el gatillo, la velocidad de alimentación de alambre se APAGA y la salida de la máquina
continúa por el tiempo de quemado en retroceso.
POSTFLUJO: Después, la salida de la máquina se APAGA y el gas protector continúa fluyendo hasta que el temporizador de
postflujo expira.
Gas
Protector
Salida
de la Fuente
de Poder
WFS
Inactivo Preflujo
Inicio
del Arco
Inicio Pendiente Arriba Soldadura Pendiente Abajo Cráter
Quemado
en Retroceso
Postflujo Inactivo
Encendido
Apagado
Soldadura
Inicio
Cráter
Apagado
Soldadura
Inicio
Cráter
Inicio de Arco
Apagado
1.5 seg máx.
Tiempo
de Quemado
en Retroceso

B-16
O
PERACIÓN
POWER FEED 84, POWER FEED 84 DUAL
Gatillo de Punteo
El Gatillo de Punteo sólo se puede seleccionar si el Tiempo de Punteo se programó previamente en un valor
diferente a 0.0 (APAGADO), y si Inicio y Cráter están APAGADOS.
El tiempo de punteo hace que el sistema de soldadura se encienda por un tiempo fijo, sin importar si el gatillo se
aprieta por un periodo más largo. Si el gatillo se libera antes de que termine el temporizador de punteo, la sol-
dadura se detiene.
Si el Tiempo de Punteo se establece en 0.0 (APAGADO), la pantalla izquierda estará en blanco y la pantalla
derecha indicará “APAGADO” (“OFF”).
El LED de Tiempo de Punteo del menú
del temporizador parpadeará dos veces.
Después de 2.0 segundos, el menú del
gatillo regresa a la opción de Gatillo de
Alimentación en Frío (Cold Feed
Trigger).
Si Inicio no está programado en APAGA-
DO, la pantalla izquierda estará en blan-
co y la pantalla derecha indicará
“Encendido” (“On”). El LED de Inicio del
menú de secuencia parpadeará dos
veces. Después de 2.0 segundos, el
menú de gatillo regresa a la opción de
Gatillo de Alimentación en Frío (Cold
Feed Trigger).
Si Cráter no está establecido en APA-
GADO, la pantalla izquierda estará en
blanco y la pantalla derecha mostrará
“Encendido” (“On”). El LED de Cráter del
menú de secuencia parpadeará dos
veces. Después de 2.0 segundos, el
menú de gatillo regresa a la opción de
Gatillo de Alimentación en Frío (Cold
Feed Trigger).
Gatillo de Punteo
Preflujo
Avance
Inicial
Soldadura
Tiempo
de Punte
Quemado en
Retroceso
Postflujo
Salida de
Soldadura
WFS
Flujo de Gas
Gatillo
Gatillo Apretado, inicia flujo de gas
Alambre empieza a moverse
Alambre toca la placa, inicia el arco,
inicia el tiempo de punteo
Termina tiempo de punteo
Se extingue el arco
Se detiene el flujo de gas
Gatillo liberado

B-17
O
PERACIÓN
POWER FEED 84, POWER FEED 84 DUAL
Gatillo de 4 Pasos: Consideraciones Especiales
L
a respuesta al gatillo con los 4 pasos activados depende del momento en que se aprieta/libera el gatillo y las
configuraciones de INICIO y CRÁTER.
Ejemplo 1:
A
priete el gatillo para empezar a alimentar el alambre. Cuando se establece el arco, el secuenciador
permanecerá en INICIO hasta que se libere el gatillo. Cuando esto sucede, empieza PENDIENTE ARRIBA. Si el
gatillo se aprieta de nuevo durante PENDIENTE ARRIBA, y CRÁTER/PENDIENTE ABAJO está activo, el
alimentador iniciará PENDIENTE ABAJO y cambiará a las configuraciones de cráter durante el tiempo de
CRÁTER, sin importar cuándo se apretó el gatillo.
Si CRÁTER/ PENDIENTE ABAJO está inhabilitado y se aprieta el gatillo durante PENDIENTE ARRIBA, el
secuenciador permanecerá en el estado de PENDIENTE ARRIBA y continuará con la soldadura. Si el cuarto
paso (liberación del gatillo) ocurre durante PENDIENTE ARRIBA, el secuenciador cambiará a QUEMADO EN
RETROCESO para terminar la soldadura.
Ejemplo 2:
Apriete el gatillo para empezar a alimentar el alambre. Cuando se establece el arco, el secuenciador
permanecerá en INICIO hasta que se libere el gatillo. Cuando esto sucede, empieza PENDIENTE ARRIBA y
continúa a SOLDADURA cuando el temporizador de INICIO ha acabado. Si el gatillo se aprieta de nuevo (paso
3) y CRÁTER/PENDIENTE ABAJO está activo, iniciará PENDIENTE ABAJO y continuará hasta que el
temporizador de CRÁTER expire, que es cuando cambiará a CRÁTER hasta que se libere el gatillo.
Mientras se está en PENDIENTE ABAJO, si el gatillo se libera antes de que expire el temporizador, el gatillo
será ignorado y el estado de PENDIENTE ABAJO continuará hasta que el temporizador expire, que es cuando el
estado de CRÁTER se habilitará, verificará el gatillo y cambiará a QUEMADO EN RETROCESO ya que se liberó
el gatillo.
Mientras se está en el estado de PENDIENTE ABAJO, se ignora si se libera y aprieta de nuevo el gatillo.
Durante la operación de 4 pasos en PENDIENTE ABAJO, el gatillo siempre es ignorado.

OPCIONES INICIALES
Las Opciones Iniciales disponibles dependen del proceso y modo de
s
oldadura seleccionados.
OPCIONES FINALES
Las Opciones Finales disponibles dependen del proceso y modo de
soldadura seleccionados.
B-18
O
PERACIÓN
POWER FEED 84, POWER FEED 84 DUAL
Proceso
SMAW
(Electrodo
Revestido)
Toda GMAW
(MIG) y FCAW
(arco tubular)
GTAW (TIG)
Opciones
Iniciales
----
Tiempo de
preflujo
WFS de
Avance Inicial
Tiempo ini-
cial, WFS y
voltios
----
Efecto /
Rango
----
0 – 25.0
segundos
Auto, APA-
GADO, 30
pulg/min a
WFS de sol-
dadura
0 – 10.0
segundos
----
Descripción
----
El Avance Inicial establece la velocidad de alimentación de alam-
bre desde el momento en que se aprieta el gatillo hasta que se
establece un arco o 2.5 segundos.
Utilice avance inicial para inicio de arcos más suaves.
El Procedimiento de Inicio controla la WFS y Voltios por un tiempo
especificado al inicio de la soldadura. Durante el tiempo inicial, la
máquina pasará o regresará del Procedimiento de Inicio al
Procedimiento de Soldadura preprogramado.
----
Proceso
SMAW
(Electrodo Revestido)
Toda GMAW
(MIG) y FCAW
(arco tubular)
GTAW (TIG)
Opciones FInales
----
Temporizador
de Punteo
Tiempo de
Cráter, WFS
y voltios
Tiempo de
Cráter, WFS
y voltios
Tiempo de
Quemado en
Retroceso
Tiempo de
Postflujo
Efecto / Rango
----
0 – 10.0
segundos
Auto,
0 – 0.25
segundos
0 – 25.0
segundos
0 – 25.0
segundos
Descripción
----
Establece la longitud del tiempo de soldadura cuando se aprieta el
gatillo. Si se libera el gatillo antes de que termine el Temporizador
de Punteo, la soldadura se detiene.
Esta opción no tiene efecto en el Modo de Gatillo de 4 Pasos.
El Procedimiento de Cráter controla la WFS y Voltios por un tiempo
especificado al final de la soldadura después de que se libera el
gatillo. Durante el tiempo de Cráter, la máquina pasará o regresará
del Procedimiento de Soldadura al Procedimiento de Cráter.
Por lo general, Cráter no se utiliza con los procesos STT.
El tiempo de quemado en retroceso es la cantidad de tiempo en que la
salida de soldadura continúa después de que para la alimentación de
alambre. Evita que el alambre se adhiera al charco de soldadura y
prepara la punta del alambre para el siguiente inicio de arco.
Ajusta el tiempo en que el gas protector fluye después de la se
apaga al salida de soldadura.
Ajusta el tiempo en que el gas protector fluye después de la se
apaga al salida de soldadura.

B-19
O
PERACIÓN
SELECCIÓN DEL MECANISMO DE ALIMENTACIÓN
La selección del mecanismo de alimentación está activa
cuando un mecanismo de alimentación dual o más de un
mecanismo de alimentación sencillo se conecta a la interfaz
del usuario. Cuando un mecanismo de alimentación sencillo
(
Power Feed 84) está conectado, el LED del Mecanismo de
Alimentación 1 está siempre iluminado.
Oprimir el botón alterna entre el mecanismo de alimentación
1 y 2. El mecanismo de alimentación activo también se
puede seleccionar oprimiendo el gatillo de la pistola en el
mecanismo de alimentación 1 o 2. El LED “1” o “2” se ilumina
para indicar el mecanismo de alimentación activo.
Cuando se cambia el mecanismo de alimentación activo,
todos los parámetros del mecanismo activo del último
procedimiento activo se muestran en la pantalla.
Si hay contactores instalados, el trayecto de la potencia se
enruta al mecanismo de alimentación o borne de desbaste
adecuado.
ALIMENTACIÓN EN FRÍO
Oprimir el interruptor basculante de Alimentación en Frío
alimenta alambre hacia adelante a la velocidad indicada
por el tiempo que se oprima este interruptor.
Cuando la interfaz del usuario está montada en una caja
de control separada, la Alimentación en Frío se puede
activar con el interruptor basculante a un lado del
alimentador o con el interruptor basculante a un lado de la
caja de control.
La salida de la fuente de poder permanece APAGADA
durante la Alimentación en Frío.
PURGA DE GAS
Oprimir el interruptor basculante de Purga de Gas
enciende el solenoide gas por el tiempo en que se oprima
este interruptor.
Cuando la interfaz del usuario está montada en una caja
de control separada, la Purga de Gas se puede activar
con el interruptor basculante a un lado del alimentador o
con el interruptor basculante a un lado de la caja de
control.
La salida de la fuente de poder permanece APAGADA
durante la Purga de Gas.
POWER FEED 84, POWER FEED 84 DUAL
ALIMENTACIÓN EN FRÍO
PURGA DE GAS

B-20
O
PERACIÓN
OPERACIÓN DEL KIT DE DESBASTE
El kit de desbaste proporciona un método para cambiar
entre los procesos de soldadura de alambre y un proceso
de desbaste. El trayecto de la potencia del electrodo se
enruta automáticamente a través del alimentador de
a
lambre con base en el modo de soldadura seleccionado.
Los modos FCAW y GMAW enrutan la potencia al
mecanismo de alimentación; los modos CAG enrutan la
potencia al borne de desbaste.
Cuando se está en el modo de desbaste, la salida a la
fuente de poder se ENCIENDE y el borne de salida de
desbaste estará a potencial de electrodo. El voltaje y
amperaje reales aparecerán en la pantalla de la interfaz el
usuario.
No es posible cambiar de un modo de soldadura a
desbaste, o de desbate a soldadura cuando se está
soldando o haciendo desbaste de manera activa.
Cuando 2 mecanismos de alimentación sencillos, ambos
con kit de desbaste, se conectan a una interfaz de
usuario, sólo un borne de desbaste puede estar activo a
la vez. Para cambiar de desbaste desde el mecanismo de
alimentación 1 al 2, coloque primero el mecanismo de
alimentación 1 en un modo de soldadura. Después,
coloque el mecanismo de alimentación 2 en un modo de
desbaste y active la salida.
POWER FEED 84, POWER FEED 84 DUAL

B-21
O
PERACIÓN
OPERACIÓN DEL PROCEDIMIENTO DUAL
Y MEMORIA
Los botones de Procedimiento Dual y Memoria realizan
tres funciones:
• Selección del procedimiento de soldadura
• Guardar e invocar una memoria
• Configuración de límites
Existen dos memorias de procedimiento (A y B) y 8
memorias de usuario en los alimentadores sencillos, y 16
memorias de usuario en los alimentadores duales.
Memorias adicionales están disponibles a través del
puerto USB.
Memoria de Procedimiento contra Memoria del
Usuario
La memoria de procedimiento se utiliza al soldar. Los
cambios al procedimiento de soldadura (WFS, voltaje,
control del arco, etc.) cambian inmediatamente el
contenido dentro de la memoria de procedimiento
seleccionada.
Las memorias de usuario trabajan copiando el proced-
imiento de soldadura de una de las seis memorias ya sea
en el procedimiento A o B. Los procedimientos de
soldadura se guardan en las memorias sólo cuando el
operador lo elige.
Uso de Memorias de Procedimiento
Las memorias de procedimiento se pueden seleccionar
eligiendo el procedimiento "A" o "B" directamente con el
panel de memoria o seleccionando “PISTOLA” ("GUN") y
utilizando una pistola de procedimiento dual para
seleccionar entre el procedimiento "A" y "B". Cuando se
seleccionan procedimientos con el interruptor de la
pistola, "A" o "B" parpadeará para mostrar qué proced-
imiento está activo.
POWER FEED 84, POWER FEED 84 DUAL
Memoria de
Procedimiento
M
emorias
d
el Usuario
Las Memorias del Usuario
se copian a las Memorias
de Procedimiento
Oprima para
seleccionar
el procedimiento

B-22
O
PERACIÓN
Memorias del Usuario
Invocar una memoria con los botones de memoria
A fin de invocar una memoria de usuario, oprima uno de
los seis botones de memoria. La memoria se recupera
cuando se libera el botón. No oprima el botón por más de
dos segundos cuando invoque una memoria de usuario.
Invocar una memoria con el gatillo de la pistola
Si se desea, es posible invocar las memorias de la 2 a la
8 con el gatillo de la pistola. Por ejemplo, para invocar la
memoria 3, apriete y libere rápidamente el gatillo de la
pistola 3 veces sin soldar. Nota: Power Feed 84 está
programado de fábrica con esta función sin habilitar.
Utilice el menú de CONFIGURACIÓN y cambie a P.4 para
poder invocar memorias con el gatillo de la pistola.
Guardar una memoria con los botones de memoria
A fin de guardar una memoria, oprima el botón de
memoria deseado por dos segundos. Cuando el botón se
oprime por primera vez, el LED correspondiente se
ilumina. Después de dos segundos, el LED se apagará.
No oprima el botón por más de 5 segundos cuando
guarda una memoria de usuario.
Tome en cuenta que las memorias pueden estar
bloqueadas en el menú de configuración para evitar
anulaciones accidentales de las mismas. Si intenta
guardar una memoria cuando la función de guardar está
bloqueada, aparecerá brevemente en pantalla el mensaje
“¡Guardar memoria está inhabilitado!” ("Memory save is
Disabled!").
POWER FEED 84, POWER FEED 84 DUAL
Invocar:
Oprima 1
segundo
Guardar:
Oprima 2
segundos

B-23
O
PERACIÓN
Límites
Los límites permiten que la soldadora ajuste el
procedimiento de soldadura sólo dentro de un rango
definido.
Cada memoria de usuario puede tener un conjunto
diferente de límites. Por ejemplo, la memoria 1 puede
l
imitar la WFS de 200 a 300 pulg/min, y la memoria 2
puede limitar la WFS de 275 a 310 pulg/min, mientras que
la memoria 3 puede no tener límites de WFS.
Los parámetros se ven restringidos por los límites de la
máquina o por la configuración de límites de memoria.
Cuando se habilitan los límites de memoria, el parámetro
parpadeará cada vez que se haga un intento por exceder
el valor del límite de la memoria. El parámetro no
parpadeará si se hace un intento por exceder el límite de
la máquina.
Los límites de la máquina del sistema son:
Es posible programar límites para:
• Velocidad de Alimentación de Alambre/Amperaje • Tiempo de Inicio
• Voltaje/Corte • Tiempo de Quemado en Retroceso
• Control del Arco •
Velocidad de Alimentación de Alambre de Cráter
• Tiempo de Preflujo • Voltaje/Corte de Cráter
• Velocidad de Avance Inicial • Tiempo de Cráter
• Velocidad de Alimentación de Alambre Inicial • Tiempo de Postflujo
• Voltaje/Corte Inicial
Los modos de soldadura no se pueden seleccionar a
través del menú de Configuración de Límites y deben
elegirse y guardarse en la memoria antes de entrar al
menú de Configuración de Límites.
POWER FEED 84, POWER FEED 84 DUAL
Parámetro
Velocidad de
Alimentación de Alambre
Voltaje
Corte
Control del Arco
Preflujo
Tiempo de Inicio
WFS de Avance Inicial
Tiempo de Cráter
Tiempo de Quemado en Retroceso
Tiempo de Postflujo
Unidades
Pulg/min
Voltios
---
Depende del modo de soldadura
Segundos
Segundos
Pulg/min
Segundos
Segundos
Segundos
Rango
Depende del modo de soldadura y de
la relación de la caja de engranajes
Depende del modo de soldadura
0.50 a 1.50
-10.0 a 10.0
0.0 a 2.5
0.0 a 10.0
Apagado, 50 a 150
0.0 a 10.0
0.00 a 0.25
0.0 a 10.0

B-24
O
PERACIÓN
A
fin de establecer límites, oprima el botón de memoria deseado del
1 al 8, y mantenga así por 5 segundos. Libere el botón de memoria
cuando el número de la memoria empiece a parpadear rápidamente
y aparezca en pantalla “Configuración de Límites de la Memoria X”
("Memory X Set Limits") como se muestra a continuación
Si la contraseña no es igual a cero (0000), introdúzcala
ahora. Si la olvidó, se requiere una aplicación de
computadora para cambiarla.
Si la contraseña es igual a cero (0000), la pantalla
mostrará lo siguiente:
• Valor de la Memoria
• Límite Superior
• Límite Inferior
• Nombre del Parámetro
Uno de estos rubros parpadeará para indicar qué rubro
cambiará cuando se gire la perilla. Oprima el botón
derecho para seleccionar el rubro que desea cambiar.
El menú de Configuración de Límites muestra una lista de
todos los parámetros disponibles para el modo de
soldadura almacenado en la memoria elegida. Por
ejemplo, si los límites se están configurando para un
modo de electrodo revestido (SMAW), no aparecerán
parámetros como WFS de Avance Inicial y Postflujo.
A
fin de bloquear un parámetro en un valor específico
q
ue no se pueda cambiar, establezca los límites
s
uperior e inferior en el mismo valor.
E
l valor de la memoria siempre deberá ser menor o igual al
límite superior, y mayor o igual al límite inferior.
Después de configurar los límites, oprima el botón de la
memoria con el número. La pantalla solicitará guardar o
descartar los cambios de límite que acaba de hacer. Oprima
el botón izquierdo (SÍ) para guardar y habilitar los límites, y
salir. Oprima el botón derecho (NO) para salir y dejar los
límites sin cambios.
Habilitación/Inhabilitación de Límites
Los límites de cada memoria se pueden habilitar o inhabilitar
oprimiendo el botón de memoria apropiado por 10 segundos.
Libere el botón de memoria cuando la pantalla muestre
“Habilitar / Inhabilitar Límites de la Memoria X” (“Memory x
Limits Enable / Disable”).
Si la contraseña no es igual a cero, introdúzcala a ahora. Si la
contraseña no es igual a cero
(0000), CONFIGURACIÓN se iluminará y la pantalla indicará:
Oprima el botón izquierdo (SÍ) para habilitar los límites y
el botón derecho (NO) para inhabilitarlos. Inhabilitar los
límites no cambia ningún valor de límite que se haya
configurado previamente.
POWER FEED 84, POWER FEED 84 DUAL
Configuración de Límites:
Oprima 5 segundos
Valor de la memoria
Límite Superior
Límite Inferior
Oprima para cambiar
el rubro seleccionado
Gire para
cambiar el valor
Nombre del Parámetro
Enable Limits?
Yes No
i
i
Oprima 10 segundos
para habilitar/inhabilitar límites

B-25
O
PERACIÓN
OPERACIÓN USB
Memorias
El puerto USB se puede utilizar para cargar y almacenar
memorias. Las memorias están almacenada sen el
dispositivo USB como un conjunto de 8 (cabezal sencillo) o
16 memorias (cabezal dual). El conjunto de memorias puede
tener un nombre personalizado cambiando el nombre del
archivo en una computadora.
Cuando se conecta un dispositivo USB, la pantalla mostrará
momentáneamente “¡Dispositivo USB Conectado (“USB
Device Connected!”). La pantalla entrará entonces al
indicador USB, si está habilitado a través de P.513 (el
indicador está habilitado de manera predeterminada).
A fin de cargar memorias desde USB:
1. Entre al menú de configuración, vaya a P.37 y oprima
el botón derecho (si no está en el indicador USB)
2. Seleccione “Cargar Mems- Núms P” (“Load Mems/P-
Nums”) con el botón derecho.
3. Vaya y seleccione la memoria deseada con el botón
derecho.
4. Vaya y seleccione lo que desea cargar del archivo. Las
opciones son: Options are:
a.Cargar todo (Load All): esto cargará las memorias del
usuario y opciones del menú de configuración en
PF84
b. Cargar Sólo Mems (Load Mems Only): esto sólo
cargará las memorias del usuario a PF84
c. Cargar Sólo Núms P (Load P-Nums Only): esto sólo
cargará las opciones del menú de configuración a
PF84
Nota: Si el archivo de memoria se guardó en el PF84 de un
cabezal dual, y se está cargando en el PF84 de un cabezal
sencillo, las memorias del usuario del Cabezal 1 del PF84 del
cabezal dual se cargarán en el cabezal sencillo de PF84. Si
el archivo de memoria se guardó en el PF84 de un cabezal
sencillo, y se está cargando en el PF84 de un cabezal dual,
las memorias del usuario del PF84 del cabezal sencillo se
cargarán en el Cabezal 1 del PF84 del cabezal dual.
A fin de guardar memorias en USB:
1. Entre al menú de configuración, vaya a P.37 y oprima
el botón derecho (si no está en el indicador USB)
2. Vaya y seleccione “Cargar Mems- Núms P” (“Load
Mems/P-Nums”) con el botón derecho.
3. Espere a que termine de guardar, el nombre del
archivo aparecerá en pantalla mientras se guarda.
Tome en cuenta que cuando se guardan memorias, éstas
incluyen información sobre límites y el gatillo de 2/4 pasos.
POWER FEED 84, POWER FEED 84 DUAL

Parámetro
Nombre y Descripción
P.0 Salida del Menú de Configuración
Esta opción se utiliza para salir del menú de configuración. Cuando P.0 aparezca en
pantalla, oprima el Botón Izquierdo para salir del menú de configuración.
P.1 Unidades de Velocidad de Alimentación de Alambre
Esta opción selecciona qué unidades se utilizan para mostrar en pantalla la velocidad de alimentación de alambre.
Inglesas (English) = unidades de velocidad de alimentación de alambre de pulgadas/minuto (predeterminadas).
Métricas (Metric) = unidades de velocidad de alimentación de alambre de metros/ minuto.
P.2 Modo de Pantalla de Arco
Esta opción selecciona qué valor se mostrará en la pantalla superior izquierda al soldar.
Amps = La pantalla izquierda muestra el Amperaje al soldar. (Predeterminada).
WFS = La pantalla izquierda muestra la Velocidad de Alimentación de Alambre al soldar.
P.3 Opciones de Pantalla
Este parámetro de configuración se llamaba antes “Energía de Pantalla”.
Esta opción selecciona la información que aparece en las pantallas alfanuméricas al sol-
dar. No todas las selecciones P.3 estarán disponibles en todas las máquinas. A fin de
que cada selección sea incluida en la lista, la fuente de poder deberá soportar esa fun-
ción. Tal vez sea necesaria una actualización de software para poder incluir las fun-
ciones.
Pantalla Estándar (Standard Display) = Las pantallas inferiores continuarán mostrando
la información preprogramada durante y después una soldadura (predeterminado).
Mostrar Energía (Show Energy) = Aparece en pantalla la energía junto con la hora en el
formato HH:MM:SS.
Mostrar Calificación de Soldadura (Show Weld Score) = Se muestra el resultado de cali-
ficación de soldadura acumulativa.
Mostrar Flujo de Gas (Show Gas Flow) = Aparece en pantalla la Velocidad de Flujo de
Gas durante una soldadura (sólo PF84).
P.4 Invocación de Memoria con el Gatillo
Esta opción permite invocar una memoria jalando y soltando rápidamente el gatillo de la
pistola. Para invocar una memoria, jale y libere rápidamente el gatillo el número de
veces que corresponda al número de la memoria. Por ejemplo, para invocar la memoria
3, jale rápidamente y libere el gatillo 3 veces. Para invocar la memoria 1, jale y libere el
gatillo rápidamente el número de memorias de usuario más 1. No es posible invocar
memorias cuando el sistema está soldando.
Inhabilitado (Disabled) = No es posible utilizar el gatillo de la pistola para invocar memo-
rias del usuario (predeterminado).
Habilitado (Enabled) = Es posible utilizar el gatillo de la pistola para invocar memorias
del usuario.
Rango
Inglés, Métrico
Amps, WFS
Pantalla Estándar
Mostrar Energía
Mostrar
Calificación de
Soldadura
Mostrar Flujo de
Gas
Inhabilitado,
Habilitado
B-26
O
PERACIÓN
POWER FEED 84, POWER FEED 84 DUAL
PARÁMETROS DEFINIDOS POR EL USUARIO
MENÚ de Configuración

B-27
O
PERACIÓN
POWER FEED 84, POWER FEED 84 DUAL
PARÁMETROS DEFINIDOS POR EL USUARIO
Parámetro
Nombre y Descripción
P.5 Método de Cambio de Procedimiento
Esta opción selecciona qué tan remota será la selección de procedimiento (A/B). Para algunos productos, el
procedimiento seleccionado se puede cambiar localmente en la interfaz del usuario oprimiendo el botón 'A-
Pistola-B' ('A-Gun-B'). Otros productos no tienen este botón y deben utilizar una pistola de interruptor cruzado
o alambre para introducir la selección del procedimiento. Se pueden utilizar los siguientes métodos para
cambiar en forma remota el procedimiento seleccionado:
Interruptor Externo (External Switch) = La selección de procedimiento dual sólo se puede realizar en el panel
de memoria o en un interruptor externo (por ejemplo, K683).
Gatillo Rápido (Quick Trigger) = El procedimiento seleccionado se puede cambiar remotamente liberando y
volviendo a apretar rápidamente el gatillo al soldar. Esta función está inhabilitada en el modo de gatillo de 4
pasos. El interruptor de procedimiento externo está inhabilitado. Para operar:
• Seleccione "PISTOLA" (GUN) en el panel de memoria [para los producto que tienen un botón 'A-Pistola-B'
('A-Gun-B')].
• Inicie la soldadura apretando el gatillo de la pistola. El sistema soldará con las configuraciones del
procedimiento A.
• Mientras suelda, libere rápidamente y después vuelva a apretar una vez el gatillo de la pistola. El sistema
cambiará a las configuraciones del procedimiento B. Repita para cambiar a las configuraciones del
procedimiento A. El procedimiento se puede cambiar tantas veces como sea necesario durante la
soldadura.
• Libere el gatillo para detener la soldadura. El sistema regresará automáticamente a las configuraciones
del procedimiento A.
IntegralTrigProc = Cuando se utilice una pistola de programa dual Mágnum DS (o similar) que incorpore un
interruptor de procedimiento en el mecanismo del gatillo de la pistola. Cuando suelda en 2 pasos, la operación
de la máquina es idéntica a la selección del "Interruptor Externo”. Cuando suelda en 4 pasos, la lógica
adicional evita que el procedimiento A se vuelva a seleccionar cuando el gatillo se libera en el paso 2 de la
secuencia de soldadura de 4 pasos. La máquina siempre operará en 2 pasos si una soldadura se hace
exclusivamente en el procedimiento A, sin importar la posición del interruptor de 2/4 pasos (la intención de
esto es simplificar la soldadura provisional cuando se utiliza una pistola de programa dual en 4 pasos).
P.7
Ajuste de Compensación de la Pistola
Esta opción ajusta la calibración de velocidad de la alimentación de alambre motor
de tracción de una pistola en contrafase. El procedimiento sólo deberá realizarse
cuando otras correcciones posibles no resuelven los problemas de alimentación en
contrafase. Se requiere un medidor de rpm para llevar a cabo la calibración de
compensación del motor de la pistola en contrafase. Para realizar el procedimiento
de calibración, haga lo siguiente:
1. Libere el brazo de presión en ambos mecanismos de alimentación de empuje y
tracción.
2. Establezca la velocidad de alimentación de alambre en 200 ipm.
3. Remueva el alambre del mecanismo de alimentación de tracción.
4. Mantenga el medidor de rpm en el rodillo impulsor en la pistola de tracción.
5. Jale el gatillo de la pistola en contrafase.
6. Mida las rpm del motor de tracción. Las rpm deben estar entre 115 y 125 rpm. Si
es necesario, disminuya la configuración de calibración para desacelerar el
motor de tracción, o auméntela para acelerarlo.
El rango de calibración es de -30 a +30, con 0 como el valor predeterminado.
Nota: el rango se cambió de -90 a +90 para PF25M en el software WD S28539-3.
El valor predeterminado sigue siendo 0.
En los alimentadores Power Feed 84 de cabezal dual, se puede utilizar una
configuración diferente para cada cabezal. Se indicará al operador que seleccione
qué cabezal editar antes de cambiar la configuración.
Rango
Interruptor
externo
Gatillo Rápido
IntegralTrigProc
-90 a 90

B-28
O
PERACIÓN
POWER FEED 84, POWER FEED 84 DUAL
Parámetro
Nombre y Descripción
P.8 Control del Gas TIG
Esta opción permite el control del solenoide de gas mientras se realiza una soldadura TIG.
“Válvula (manual)” (“Valve (manual”) = Ningún solenoide MIG actuará mientras se suelde
en TIG. El flujo de gas es controlado manualmente por una válvula externa.
"Solenoide (auto)" (“Solenoid (auto)” = El solenoide MIG interno se encenderá y apagará
automáticamente mientras se hace una soldadura TIG.
"Solenoide del Alimentador" (“Feeder Solenoid”) = El solenoide MIG interno (alimentador)
se encenderá y apagará automáticamente mientras se hace una soldadura TIG.
"Solenoide de la Fuente de Poder" (“Pwr Src Solenoid”) = No aplica a PWC300. Cualquier
solenoide de gas conectado a la fuente de poder se encenderá y apagará automática-
mente mientras se hace una soldadura TIG. Esta selección no aparecerá en la lista si la
fuente de poder no soporta un solenoide de gas.
Notas: El preflujo no está disponible mientras se hace una soldadura TIG. El postflujo está
disponible – se utilizará el mismo tiempo de postflujo en MIG y TIG. Cuando la salida de la
máquina está encendida/apagada y es controlada a través de la perilla superior derecha,
el flujo de gas no empezará hasta que el tungsteno toque el trabajo. El flujo de gas contin-
uará cuando el arco se interrumpa hasta que expire el tiempo de postflujo. Cuando el
encendido/apagado de la salida de la máquina se controla a través de un interruptor de ini-
cio de arco o Control de Pie, el gas empezará a fluir cuando se encienda la salida y contin-
uará fluyendo hasta que la salida se apague y el tiempo de postflujo expire.
Si un solenoide de gas TIG está instalado, como en el Módulo CA Avanzado, todo el con-
trol del gas TIG utilizará ese solenoide y esta opción de menú será irrelevante.
P.9 Demora del Cráter
Esta opción se utiliza para evitar la secuencia de Cráter cuando se hacen soldaduras provi-
sionales. Si el gatillo se libera antes de que expire el temporizador, entonces se evitará
Cráter y terminará la soldadura. Si el gatillo es liberado antes de que expire el temporizador,
la secuencia de Cráter funcionará normalmente (si se habilita).
En los Alimentadores Power Feed 84 de cabezal dual, se puede utilizar una configuración
diferente para cada cabezal. Se Solicitará al operador seleccionar qué cabezal editar antes
de cambiar la configuración.
P.14 Reestablecer el Peso de Consumibles
Utilice esta opción para reestablecer el peso inicial del paquete de consumibles. Oprima
el Botón Derecho para reestablecer el peso de los consumibles. Esta opción sólo
aparecerá con los sistemas que utilizan Monitoreo de Producción.
PARÁMETROS DEFINIDOS POR EL USUARIO
Rango
Válvula
(manual),
Solenoide del
Alimentador,
Solenoide de la
Fuente de
Poder

B-29
O
PERACIÓN
POWER FEED 84, POWER FEED 84 DUAL
Parámetro
Nombre y Descripción
P.16 Comportamiento de la Perilla de la Pistola en Contrafase
E
sta opción determina cómo se comportará el potenciómetro en la antorcha en Contrafase.
•
Potenciómetro Pistola Habilitado (Gun Pot Enabled) = La velocidad de alimentación de alambre de soldadura
s
iempre es controlada por el potenciómetro en la pistola en contrafase (valor predeterminado). La perilla izquierda
d
el panel frontal sólo se utiliza para ajustar la velocidad de alimentación de alambre de Inicio y Cráter.
• Potenciómetro Pistola Inhabilitado (Gun Pot Disabled) = la velocidad de alimentación de alambre de soldadura
siempre es controlada por la perilla izquierda del panel frontal. Esta configuración es útil cuando el operador
desea tener configuraciones de velocidad de alimentación de alambre invocadas desde memorias y no permitir
que el potenciómetro “anule” la configuración.
• Potenciómetro Pistola Procedimiento A (Gun Pot Proc A) = Cuando se está en el procedimiento A, la velocidad
de alimentación de alambre de soldadura es controlada por el potenciómetro en la pistola en contrafase. Cuando
se está en el procedimiento B, la velocidad de alimentación de alambre de soldadura es controlada por la perilla
izquierda del panel frontal. Esta configuración permite seleccionar una velocidad de alimentación de alambre fija
en el procedimiento B y evitar que el potenciómetro “anule” la configuración cuando el procedimiento cambia.
En los Alimentadores Power Feed 84 de cabezal dual, se puede utilizar una configuración diferente para cada
cabezal. Se Solicitará al operador seleccionar qué cabezal editar antes de cambiar la configuración.
P.17 Tipo de Control Remoto
Este parámetro de configuración se llamaba previamente “Antorcha Spool Gun/Contrafase" ("Spool/Push-Pull").
Esta opción selecciona el tipo de control remoto analógico que se está utilizando. Los dispositivos de control remoto
digitales (aquéllos con una pantalla digital) se configuran automáticamente. No todas las selecciones P.17 estarán
disponibles en todas las máquinas. Cuando P.17 se utiliza para configurar el control remoto y que funcione en un
proceso específico, el remoto será ignorado en otros procesos. Por ejemplo, si P.17 = Control Amps TIG (TIG Amp
Control), el control remoto sólo funcionará al hacer una soldadura TIG – el remoto será ignorado en otros procesos
(MIG, electrodo revestido y desbaste). Si P.17 esta configurado en Antorcha Spool Gun (Spool Gun) o Pistola en
Contrafase (Push-Pull Gun), entonces configure en Remoto en Todos los Modos (All Mode Remote) y la máquina
recordará el valor anterior de P.17 y operará una Antorcha Spool Gun o en Contrafase, dependiendo del valor anterior
de P.17.
Antorcha Spool Gun (Spool Gun) = Utilice esta configuración mientras hace una soldadura MIG con una antorcha
spool gun que utilice un potenciómetro utilizado para el control de velocidad de alimentación de alambre [esta
configuración es compatible con la versión anterior "P.17 Selección de Pistola" = Estándard/Antorcha Spool Gun (P.17
Gun Selection" = PushPull)].
Pistola en Contrafase (Push-Pull Gun) = Utilice esta configuración mientras hace una soldadura MIG con una pistola
en contrafase que utilice un potenciómetro para el control de velocidad de alimentación de alambre [esta configuración
es compatible con la versión anterior con "P.17 Selección de Pistola" = Contrafase (P.17 Gun Selection" = PushPull)].
Control de Amps TIG (TIG Amp Control) = Utilice esta configuración mientras hace una soldadura TIG con un
dispositivo de control de corriente de mano o pie (Amptrol). Mientras suelda en TIG, la perilla superior izquierda en la
Interfaz del usuario establece la corriente máxima obtenida cuando el control de amps TIG está en su configuración
máxima.
Remoto de Electrodo/Desbaste (Stick/Gouge Rem.) = Utilice esta configuración mientras hace una soldadura con
electrodo revestido o desbaste con un dispositivo de control remoto de salida. Mientras suelda con electrodo revestido,
la perilla superior izquierda en la Interfaz del Usuario establece la corriente máxima obtenida cuando el remoto de
electrodo está en su máxima configuración. Mientras desbasta, la perilla superior izquierda está inhabilitada y la
corriente de desbaste está establecida en el control remoto.
Remoto en Todos los Modos (All Mode Remote) = Esta configuración permite que el control remoto funcione en todos
los modos de soldadura que es cómo opera la mayoría de las máquinas con conexiones de control remoto de 6 y 7
pines. Esta configuración se proporcionó para que los clientes con una mezcla de equipo de Lincoln Electric puedan
tener un comportamiento de control remoto consistente en todo su equipo. (Valor predeterminado norteamericano)
Pistola MIG con Palanca de Mando (Joystick MIG Gun) = Utilice esta configuración mientras hace una soldadura MIG
con una pistola MIG de empuje con un control de palanca de mando. Las corrientes de soldadura de Electrodo
Revestido, TIG y desbaste se establecen en la Interfaz del Usuario. (Valor predeterminado Europeo)
En los Alimentadores Power Feed 84 de cabezal dual, se puede utilizar una configuración diferente para cada cabezal.
Se Solicitará al operador seleccionar qué cabezal editar antes de cambiar la configuración.
PARÁMETROS DEFINIDOS POR EL USUARIO
Rango
Potenciómetro
Pistola Habilitado
Potenciómetro
Pistola
Inhabilitado
Potenciómetro
Pistola
Procedimiento A
Antorcha Spool Gun
Pistola en
Contrafase
Control de Amps
TIG
Remoto de
Electrodo/Desbaste
Remoto en Todos
los Modos
Pistola MIG con
Palanca de Mando

B-30
O
PERACIÓN
POWER FEED 84, POWER FEED 84 DUAL
Parámetro
Nombre y Descripción
P.18
Relación de Engranaje del Mecanismo de Alimentación
Esta opción selecciona la Relación de Engranaje del Mecanismo de Alimentación que se utilizará. Los val-
ores seleccionables posibles se leen desde el Mecanismo de Alimentación al arranque. Para sistemas
semiautomáticos, si la tarjeta del cabezal de alimentación tiene interruptores dip, esta opción no aparece
en el menú. La relación de engranaje se puede seleccionar utilizando los interruptores dip.
En los Alimentadores PF84 de cabezal dual, se puede utilizar una configuración diferente para cada
cabezal. Se solicitará al operador seleccionar qué cabezal editar antes de cambiar la configuración.
Nota: Cambiar este valor hará que el sistema se reestablezca.
P.19
Dirección del Mecanismo de Alimentación
Se utiliza para seleccionar la dirección “Hacia Adelante” del mecanismo de alimentación
para alimentadores de mecanismo de alimentación sencillo. Si el mecanismo de ali-
mentación se tiene que reensamblar en el lado izquierdo, la dirección debe cambiar.
A → B = Mecanismo de alimentación ensamblado en el lado derecho (predeterminado)
B → A = Mecanismo de alimentación ensamblado en el lado izquierdo
P.20
Mostrar el Corte en Pantalla como Opción de Voltios
Esta opción determina cómo aparecerá el corte en pantalla.
Falso (False) = El corte aparece en pantalla en el formato definido en la configuración de sol-
dadura (valor predeterminado).
Verdadero (True) = Todos los valores de corte aparecen en pantalla como voltaje.
Nota: Esta opción puede no estar disponible en todas las máquinas. La fuente de poder debe
soportar esta funcionalidad, o esta opción no aparecerá en el menú.
P.22
Tiempo de Error de Inicio/Pérdida de Arco
Esta opción se puede utilizar para apagar la salida opcionalmente si no se establece un arco, o si se pierde por una can-
tidad especificada de tiempo.
Aparecerá en pantalla el Error 269 si se agota el tiempo de la máquina. Si el valor se establece en APAGADO, la salida
de la máquina no se apagará si no se establece un arco ni tampoco se apagará la salida si un arco se pierde. El gatillo
se puede utilizar para alimentar el alambre en caliente (valor predeterminado). Si se establece un valor, la salida de la
máquina se apagará si no se establece un arco dentro de la cantidad especificada de tiempo después de apretar el
gatillo o si el gatillo permanece apretado después de que se pierde el arco. Esto está inhabilitado mientras se suelda en
Electrodo Revestido, TIG o Desbaste. A fin de evitar errores molestos, establezca el Tiempo de Error de Inicio/Pérdida
de Arco a un valor apropiado después de considerar todos los parámetros de soldadura (velocidad inicial de ali-
mentación de alambre, velocidad de alimentación de alambre de soldadura, punta electrizada de alambre, etc). A fin de
evitar cambios subsecuentes al Tiempo de Error de Inicio/Pérdida de Arco, el menú de configuración deberá bloquearse
configurando Bloqueo de Preferencia = Sí (Preference Lock = Yes) utilizando el software Power Wave Manager.
P.24
Tipo de Contrafase
Permite al operador elegir la opción Prince si se está soldando con una pistola en con-
trafase Prince. Esta pistola requiere configuraciones únicas para funcionar a la WFS
correcta.
P.27
Selección del Idioma
Selecciona qué idioma aparecerá en pantalla en la Interfaz del Usuario.
English (predeterminado) Italiano
Deutsch Francais
Polski Espanol
PARÁMETROS DEFINIDOS POR EL USUARIO
Range
A → B
B → A
Falso,
Verdadero
Default
Prince
English,
Italiano,
Deutsch,
Francais,
Polski, Español

B-31
O
PERACIÓN
POWER FEED 84, POWER FEED 84 DUAL
Parámetro
Nombre y Descripción
P.28
Punto de Trabajo de Pantalla como Opción de Amps
Esta opción determina cómo el punto de trabajo aparece en pantalla.
Falso (False) = El punto de trabajo aparece en pantalla en el formato definido en la configuración
de soldadura (valor predeterminado).
Verdadero (True) = Todos los valores de punto de trabajo aparecen en pantalla como amperaje.
Nota: Esta opción puede no estar disponible en todas las máquinas. La fuente de poder debe
soportar esta funcionalidad, o esta opción no aparecerá en el menú.
P.37
Opciones USB – Cargar Memorias del Usuario y Números P desde USB (Load User Mems & P-Nums from USB)
Permite que el operador se desplace a través de los archivos en una unidad USB montada en la carpeta
"\Lincoln\Memories", si es que existen archivos en la misma. El operador puede entonces elegir un archi-
vo, y si es un archivo de configuración de memoria válido, la Interfaz del Usuario (UI) indicará entonces al
operador qué datos cargar. Habrá tres opciones:
(1) Cargar Todo (Load All) - esto cargará las Memorias del Usuario y Números P almacenados en el archi-
vo de respaldo.
(2) Cargar Sólo Mems (Load Mems Only): - esto sólo cargará las Memorias del Usuario almacenadas en
el archivo de respaldo.
(3) Cargar Sólo Núms P (Load P-Nums Only): - esto sólo cargará los Números P almacenados en el archi-
vo de respaldo.
Se informará al operador el éxito o fracaso de la carga a través de un mensaje en la Interfaz del Usuario.
Si el alimentador es de un cabezal sencillo, y el archivo de respaldo es de un alimentador de cabezal dual,
las Memorias del Usuario del Cabezal 1 del archivo de respaldo se cargarán en el alimentador.
Si el alimentador es de un cabezal dual, y el archivo de respaldo es de un alimentador de cabezal sencillo,
las Memorias del Usuario del archivo de respaldo se cargarán en el Cabezal 1 del alimentador.
Nota: esta opción sólo aparecerá en el menú si (1) un módulo USB está en el mismo grupo que la UI y (2)
si se ha conectado una unidad USB en el puerto USB y se montó adecuadamente.
Opciones USB – Guardar Memorias del Usuario y Números P en USB (Save User Mems & P-Nums to USB)
Permite que el operador guarde las configuraciones de Memorias del Usuario y Números P en una
unidad USB montada. El nombre del archivo se generará y guardará automáticamente en la carpe-
ta "Lincoln\Memories" en la unidad USB. Si el directorio no existe, será creado.
El nombre del archivo de respaldo que se está creando aparecerá en la pantalla de la UI a medida
que se esté guardando. Se informará al operador del éxito o fracaso de esta operación a través de
un mensaje en la Interfaz del Usuario.
Nota: esta opción sólo aparecerá en el menú si (1) un módulo USB está en el mismo grupo que la
UI y (2) si se ha conectado una unidad USB en el puerto USB y se montó adecuadamente.
Opciones USB – Crear Clave USB (Create USB Key)
Esta opción crea una Clave USB única y la guarda en la unidad USB que está conectada en el sis-
tema. La clave se guarda en el directorio "\Lincoln\Keys" en la unidad USB. Si el directorio no existe,
será creado.
El archivo de la clave que se crea permitirá que el operador desbloquee *sólo* ese alimentador con
*sólo* esa unidad USB. Si la unidad está conectada en otro alimentador, la clave recién creada no
será válida en ese alimentador. Asimismo, si el archivo de la clave recién creada está en otra unidad
USB, la clave ya no será válida.
Una unidad USB puede tener múltiples claves para múltiples alimentadores. Esta opción no anulará
las otras claves existentes, tan sólo creará nuevas claves. Todas las claves se almacenarán en el
directorio "Lincoln\Keys".
Nota: esta opción sólo aparecerá en el menú si (1) un módulo USB está en el mismo grupo que la UI
y (2) si se ha conectado una unidad USB en el puerto USB y se montó adecuadamente.
PARÁMETROS DEFINIDOS POR EL USUARIO
Rango
Falso,
Verdadero
Cargar Memorias
del Usuario y
Números P desde
USB
Guardar Memorias
del Usuario y
Números P en USB
Crear Clave USB

B-32
O
PERACIÓN
POWER FEED 84, POWER FEED 84 DUAL
Parámetro
Nombre y Descripción
P.41 Compensación WFS
Permite que el operador ajuste la velocidad de los rodillos impulsores WD. El ajuste
p
uede variar de -5% a +5% de velocidad normal.
En los Alimentadores Power Feed 84 de cabezal dual, se puede utilizar una configu-
ración diferente para cada cabezal. Se Solicitará al operador seleccionar qué cabezal
editar antes de cambiar la configuración.
Nota: Esta opción puede no estar disponible en todas las máquinas. La fuente de poder
debe soportar esta funcionalidad, o esta opción no aparecerá en el menú.
P.42 Unidades de Flujo de Gas
Esta configuración selecciona las unidades de Flujo de Gas a utilizar cuando se mues-
tra la velocidad de flujo de gas en la pantalla de la UI. Actualmente, se soportan dos
unidades: cfh (pies cúbicos por hora) y l/min (litros por minuto).
La unidades toman efecto en dos lugares:
(1) La pantalla de Flujo de Gas que se muestra durante una soldadura (Si aparece
“Mostrar Flujo de Gas” ("Show Gas Flow") en P.3, y un monitor de flujo de gas está
instalado en el alimentador).
(2) La pantalla de Purga de Gas que se muestra mientras se purga gas (si un monitor
de flujo de gas está instalado en el alimentador).
P.80 Sensión desde los Bornes
Utilice esta opción sólo para fines de diagnóstico. Cuando la alimentación de apaga y
enciende, esta opción se reestablece automáticamente en Falso.
Falso (False) = La sensión de voltaje es determinada automáticamente por el modo de
soldadura seleccionado y otras configuraciones de la máquina (valor predeterminado).
Verdadero (True) = La sensión de voltaje se fuerza a los "bornes".
PARÁMETROS DEFINIDOS POR EL USUARIO
Rango
-5% a 5%
(el valor predeterminado
es 0%)
cfh
1/min
Falso,
Verdadero

B-33
O
PERACIÓN
POWER FEED 84, POWER FEED 84 DUAL
Parámetro
Nombre y Descripción
P.81 Polaridad del Electrodo
Esta opción permite la selección de la polaridad de sensión del voltaje del electrodo. La mayoría de
los procedimientos de soldadura GMAW utilizan la soldadura de Electrodo Positivo. La mayoría de
l
os procedimientos GTAW y algunos Innershield utilizan la soldadura de Electrodo Negativo.
Soldadura de Electrodo Positivo (valor predeterminado).
Soldadura de Electrodo Negativo.
En los Alimentadores Power Feed 84 de cabezal dual, se puede utilizar una configuración diferente
para cada cabezal. Se solicitará al operador seleccionar qué cabezal editar antes de cambiar la
configuración.
P.82 Pantalla de censado de Voltaje
Permite ver la Selección de Cable de censado de Voltaje para ayudar en la localización de averías.
La configuración aparece en pantalla como una cadena de texto en la pantalla inferior cada vez que
se habilita la salida. Este parámetro no se guarda si se apaga la alimentación, pero se reestablecerá
en Falso (False).
P.90 Demora de retracción
Este parámetro es para la funcionalidad de Retracción del Alambre. Establece el tiempo que el ali-
mentador esperará, después de terminar una soldadura, antes de empezar a retraer el alambre.
En los Alimentadores Power Feed 84 de cabezal dual, se puede utilizar una configuración diferente
para cada cabezal. Se solicitará al operador seleccionar qué cabezal editar antes de cambiar la con-
figuración.
Nota: Esta opción puede no estar disponible en todas las máquinas. La fuente de poder debe sopor-
tar esta funcionalidad, o esta opción no aparecerá en el menú.
P.92 Ajuste de retracción
Este parámetro es para la funcionalidad de Retracción del Alambre. Permite que un operador ajuste
la cantidad de tiempo que el Alimentador utilizará para retraer el alambre después de terminar una
soldadura. El ajuste se hace como un porcentaje del tiempo original (-100% a 100%), calculado de
manera interna por el Alimentador.
En los Alimentadores Power Feed 84 de cabezal dual, se puede utilizar una configuración diferente
para cada cabezal. Se solicitará al operador seleccionar qué cabezal editar antes de cambiar la
configuración.
Nota: Esta opción puede no estar disponible en todas las máquinas. La fuente de poder debe sopor-
tar esta funcionalidad, o esta opción no aparecerá en el menú.
P.98 Inhabilitar Bloqueos
Esto permite que el operador anule todos los bloqueos de la interfaz del usuario actualmente en vigor
en la máquina. Se solicitará al operador la contraseña de la Interfaz del Usuario (UI) y, si es correcta,
se eliminarán todos los bloqueos. Si los bloqueos se removieron con esta opción del menú de config-
uración, entonces el nombre de la opción cambiará a “Habilitar Bloqueos” ("Enable Lockouts"). Los
bloqueos pueden volver a habilitarse con la misma contraseña seleccionando esta opción. La
máquina también volverá a habilitar los bloqueos después de 60 segundos de inactividad.
Nota: Esta opción sólo aparecerá en pantalla si existe una contraseña de UI en la máquina
.
PARÁMETROS DEFINIDOS POR EL USUARIO
Rango
Soldadura con
Electrodo
Positivo
Soldadura con
Electrodo
Negativo
n/a

B-34
O
PERACIÓN
POWER FEED 84, POWER FEED 84 DUAL
Parámetro
Nombre y Descripción
P.99 Mostrar Modos de Prueba
L
a mayoría de las fuentes de poder contienen modos de soldadura utilizados para fines de calibración y prue-
b
a. En forma predeterminada, la máquina no incluye los modos de soldadura de prueba en la lista de modos
d
e soldadura que están disponibles al operador. A fin de seleccionar manualmente un modo de soldadura de
p
rueba, establezca esta opción en "Sí" (“Yes”). Cuando la fuente de poder se apague y prenda de nuevo, los
m
odos de prueba no aparecerán más en la lista de modos. Los modos de soldadura de prueba requieren nor-
m
almente que la salida de la máquina esté conectada a una carga resistiva y que no se utilice para soldadura.
P.100 Ver Diagnósticos
Los diagnósticos sólo se utilizan para dar servicio o localizar averías en el sistema
Power Wave. Seleccione “Sí” (“Yes”) para acceder las opciones de diagnóstico en el
menú. Los parámetros adicionales aparecerán ahora en el menú de configuración
(P.101, P.102, etc).
P.101 Ver Bitácoras de Eventos
Se utiliza para ver todas las bitácoras de eventos del sistema.
Oprima el Botón Derecho para introducir la opción. Gire la Perilla de Control para seleccionar
la bitácora del sistema que desea leer. Oprima de nuevo el Botón Derecho para introducir la
bitácora seleccionada. Girando la Perilla de Control podrá desplazarse por la bitácora de
eventos, mostrando en pantalla el número de índice de bitácora, código de evento y algunos
otros datos. Oprima el Botón Izquierdo para salir y seleccionar otra bitácora.
Oprima el Botón Izquierdo de nuevo para salir de esta opción.
P.102 Ver Bitácoras Fatales
Se utiliza para ver todas las bitácoras fatales del sistema.
Oprima el Botón Derecho para introducir esta opción. Gire la Perilla de Control para
seleccionar la bitácora fatal que desea leer. Oprima de nuevo el Botón Derecho para
introducir esa bitácora. Girando la Perilla de Control podrá desplazarse a través de la
bitácora, mostrando el número de índice de bitácora y código fatal. Oprima el Botón
Izquierdo para salir y seleccionar otra bitácora.
Oprima de nuevo el Botón Izquierdo para salir de esta opción.
P.103 Ver Información de Versión de Software
Se utiliza para ver las versiones de software de cada tarjeta en el sistema.
Oprima el Botón Derecho para introducir la opción. Gire la Perilla de Control para seleccionar
la tarjeta deseada a leer. Oprima el Botón Derecho de nuevo para leer la versión de firmware.
Oprima el Botón Izquierdo para regresar y seleccionar otra tarjeta. Gire la Perilla de Control
para seleccionar otra tarjeta, u oprima el Botón Izquierdo para salir de esta opción.
P.104 Ver Información de Versión de Hardware
Se utiliza para ver la versión de hardware de cada tarjeta en el sistema.
Oprima el Botón Derecho para introducir la opción.
Gire la Perilla de Control para seleccionar la tarjeta deseada a leer. Oprima el Botón
Derecho de nuevo para leer la versión de hardware. Oprima el botón izquierdo para
retroceder y seleccionar otra tarjeta.
Oprima el Botón Izquierdo de nuevo para salir de esta opción.
P.105 Ver Información de Software de Soldadura
Se utiliza para ver la Configuración de Soldadura en la Fuente de Poder.
Oprima el Botón Derecho para leer la versión de Configuración de Soldadura.
Oprima el Botón Izquierdo para regresar y salir de esta opción.
PARÁMETROS DEFINIDOS POR EL USUARIO
Rango

B-35
O
PERACIÓN
P
OWER FEED 84, POWER FEED 84 DUAL
Parámetro
Nombre y Descripción
P.106 Ver Dirección IP de Ethernet
Se utiliza para ver la dirección IP del equipo compatible con Ethernet.
Oprima el Botón Derecho para leer la Dirección IP.
Oprima el Botón Izquierdo para regresar y salir de esta opción. No es posible cambiar
la Dirección IP utilizando esta opción.
P.107 Ver Protocolo de la Fuente de Poder
Se utiliza para ver a qué tipo de fuente de poder está conectado el alimentador.
Oprima el Botón Derecho para identificar la fuente de poder como LincNet o
ArcLink. Oprima el Botón Izquierdo para regresar y salir de esta opción.
P.500 Ver los Parámetros de Bloqueo
Se utiliza generalmente para evitar cambios inadvertidos de parámetros de configu-
ración seguros; P.500 se utilizaba previamente como una compuerta a estos parámet-
ros. En la actualidad, esta opción no existe en ningún menú de configuración.
P.501 Bloqueo del Codificador
Bloquea una o ambas perillas superiores (codificadores), evitando que el operador cambie la
velocidad de alimentación de alambre, amps, voltios o corte. La función de cada perilla supe-
rior depende del modo de soldadura seleccionado. Cuando se selecciona un modo de sol-
dadura de corriente constante (por ejemplo, Electrodo Revestido, TIG, Desbaste), la perilla
superior derecha siempre funcionará como un interruptor de encendido/apagado.
Este parámetro sólo se puede acceder utilizando el software de Administrador de Power
Wave.
P.502 Bloqueo de Cambio de Memoria
Determina si las memorias se pueden anular con nuevos contenidos.
No Bloqueada (Unlocked) = Las memorias se pueden guardar y los límites configurarse (valor predetermi-
nado).
Totalmente Bloqueada (Totally Blocked) = Las memorias no pueden cambiarse – guardar está prohibido y
los límites no se pueden reconfigurar.
Permitir Guardar Dentro de Límites (Allow Saving Within Limits) = Permite guardar datos en una memoria
cuando los límites están habilitados. Sólo se guarda el valor nominal y sólo en la memoria seleccionada.
Este parámetro sólo se puede acceder utilizando el Administrador de Power Wave.
P.503 Botón de Memoria Inhabilitado
Inhabilita los botones de memoria especificados. Cuando una memoria está inhab-
ilitada, los procedimientos de soldadura no se pueden restablecer desde una
memoria o guardarse en la misma. Si se intenta guardar o reestablecer una
memoria inhabilitada, aparecerá un mensaje en la pantalla inferior indicando que
el número de memoria está inhabilitado. En sistemas de multicabezal, este
parámetro inhabilita los mismos botones de memoria en ambos cabezales de ali-
mentación.
Este parámetro sólo se puede acceder utilizando el software de Administrador de
Power Wave
.
PARÁMETROS DEFINIDOS POR EL USUARIO
Rango
No, Sí

B-36
O
PERACIÓN
POWER FEED 84, POWER FEED 84 DUAL
Parámetro
Nombre y Descripción
P.504 Bloqueo del Panel de Selección de Modo
Selecciona de entre varias preferencias de bloqueo del Panel de Selección de Modo. Cuando una selec-
ción de este panel está bloqueada y se intenta cambiar este parámetro, aparecerá un mensaje en la pan-
talla inferior indicando que el parámetro está bloqueado.
• Todas las Opciones MSP Desbloqueadas (All MSP Options Unlocked) = Todos los parámetros ajusta-
bles en el Panel de Selección de Modo están desbloqueados.
• Todas las Opciones MSP Bloqueadas (All MSP Options Locked) = Todas las perillas y botones en el
Panel de Selección de Modo están bloqueados.
• Opciones Iniciales y Finales Bloqueadas (Start & End Options Locked) = Los parámetros Iniciales y
Finales en el Panel de Selección de Modo están bloqueados, todos los demás desbloqueados.
• Opción de Modo de Soldadura Bloqueada (Weld Mode Option Locked) = El modo de soldadura no se
puede cambiar desde el Panel de Selección de Modo, todas las otras configuraciones del Panel de
Selección de Modo están desbloqueadas.
• Opciones de Control de Onda Bloqueadas (Wave Control Options Locked) = Los parámetros de
Control de Onda en el Panel de Selección de Modo están bloqueados, todos los demás no.
• Opciones Iniciales, Finales y de Onda Bloqueadas (Start, End, Wave Options Locked) = Los parámet-
ros Iniciales, Finales y de Onda en el Panel de Selección de Modo están bloqueados, todos los demás
no.
• Opciones Iniciales, Finales y de Modo Bloqueadas (Start, End, Mode Options Locked) = Los parámet-
ros de Selección Iniciales, Finales y de Modo de Soldadura en el Panel de Selección de Modo están
bloqueados, todos los demás no.
Este parámetro sólo puede accederse utilizando el software de Administrador de Power Wave.
P.505 Bloqueo del Menú de Configuración
Determina si el operador puede modificar los parámetros sin introducir una contraseña.
• No = El operador puede cambiar cualquier parámetro del menú de configuración sin
primero introducir una contraseña incluso si ésta no es cero (valor predeterminado).
• Sí (Yes) = El operador debe introducir la contraseña (si la contraseña no es cero) a
fin de cambiar cualquier parámetro del menú de configuración.
Este parámetro sólo puede accederse utilizando el Administrador de Power Wave.
P.506 Configuración de la Contraseña de la Interfaz del Usuario
Evita cambios no autorizados al equipo. La contraseña predeterminada es cero, lo que
permite un acceso completo. Una contraseña diferente a cero evitará: cambios no
autorizados a los límites de memoria, guardar en la memoria (si P.502 = Sí), cambios
no autorizados a los parámetros de configuración (si P.505 = Sí).
Si alguien introduce repetidamente una contraseña inválida 5 veces continuas, la con-
traseña se establecerá automáticamente en 9999, que es un código inválido y la inter-
faz ya no podrá desbloquearse. Se requerirá el software de Administrador de Power
Wave para restablecer la contraseña o desbloquear la máquina.
Este parámetro sólo puede accederse utilizando el software de Administrador de Power
Wave.
PARÁMETROS DEFINIDOS POR EL USUARIO
Rango
Todas las Opciones MSP
Desbloqueadas
Todas las Opciones MSP
Bloqueadas
Opciones Iniciales y Finales
Bloqueadas
Opción de Modo de
Soldadura Bloqueada
Opciones de Control de
Onda Bloqueadas
Opciones Iniciales, Finales
y de Onda Bloqueadas
Opciones Iniciales, Finales
y de Modo Bloqueadas

B-37
O
PERACIÓN
POWER FEED 84, POWER FEED 84 DUAL
Parámetro
Nombre y Descripción
P.507 Borrar Todas las Memorias UI
Permite que el operador programe rápidamente todas las memorias en el modo de sol-
d
adura y parámetros de soldadura predeterminados.
Este parámetro sólo puede accederse utilizando el software de Administrador de Power
Wave.
P.509 Bloqueo Maestro UI
Bloquea todos los controles de la interfaz del usuario, evitando que el operador haga algún cambio.
Este parámetro sólo se puede acceder utilizando el software de Administrador de Power Wave.
P.512 Opciones USB
Esta opción se utiliza para habilitar e inhabilitar las opciones USB que se utilizarán en el alimenta-
dor. Las selecciones posibles son las siguientes:
(1) No Opciones (No Options) = No habrá opciones USB disponibles para usarse. P.37 no estará
disponible y el indicador USB estará inhabilitado.
(2) Cargar/Guardar Memorias y Números P (Todas las Opciones) [Load/Save Mems & P-Nums,
Create Key (All Options)] = Todas las opciones USB estarán disponibles para usarse en P.37 e
indicador USB (si está habilitado).
(3) Cargar/Guardar Sólo Memorias y Números P (Load/Save Mems & P-Nums Only) = Sólo las
opciones de Cargar y Guardar Memorias del Usuario y Números P estarán disponibles para usarse
en P.37 e indicador USB (si está habilitado).
(4) Craer Sólo Clave (Create Key Only) = Sólo la opción de Crear Clave USB estará disponible
para usarse en P.37 e indicador USB (si está habilitado).
Este parámetro sólo puede accederse utilizando el software de Administrador de Power Wave.
P.513 Indicador USB
Esta opción habilita e inhabilita el indicador USB. Si está habilitado, el indicador USB aparecerá
cada vez que se conecte una unidad USB al sistema (el indicador es el mismo que el de P.37).
Este parámetro sólo puede accederse utilizando el software de Administrador de Power Wave.
P.514 Bloqueo de Clave USB
Esta opción enciende y apaga el bloqueo de claves USB en un alimentador.
Cuando el alimentador está bloqueado, todos los codificadores y botones en la UI están
inhabilitados, así como la Alimentación en Frío y Purga de Gas, y el alimentador no soldará.
Los otros alimentadores conectados a la misma Fuente de Poder no se verán afectados.
La única forma de desbloquear el alimentador es conectar una “Clave USB” en el sistema.
La clave es una unidad USB que tiene el archivo .key (clave) correcto en su directorio
"Lincoln\Keys". Una unidad USB se puede convertir en una clave utilizando la opción “Crear
Clave USB” ("Create USB Key") en P.37 en el alimentador, o creando la clave a través del
software de Administrador de Power Wave (función futura).
Un archivo .key es específico de un alimentador y unidad USB. Un archivo .key que funciona
en un alimentador, no funcionará en otro. Un archivo .key que funciona en una unidad USB,
no funcionará en otra. Una unidad USB puede tener múltiples archivos .key, lo que la con-
vierte en una “Clave USB” para varios alimentadores.
Este parámetro sólo puede accederse utilizando el software de Administrador de Power
Wave.
PARÁMETROS DEFINIDOS POR EL USUARIO
Rango

B-38
O
PERACIÓN
POWER FEED 84, POWER FEED 84 DUAL
KIT DE DESBASTE
La DESCARGA ELÉCTRICA puede provocar la muerte
.
• Si el alimentador de alambre es
encendido con el interruptor de proceso
en la posición de desbaste, se
encenderá la salida de soldadura.
---------------------------------------------------------------------------
Power Feed 84 está disponible de fábrica con el kit de
desbaste instalado.
El kit de desbaste incluye un borne de montaje para conectar
una antorcha de desbaste y dos contactores para aislar
eléctricamente la antorcha de desbaste al soldar, y aislar el
cabezal de soldadura al desbastar.
Los contactores cambian automáticamente del mecanismo
de alimentación al borne de desbaste cuando se selecciona
un modo de desbaste, electrodo revestido o TIG. Si dos
mecanismos de alimentación sencillos con kits de desbaste
se conectan a una fuente de poder, entonces sólo un
mecanismo de alimentación a la vez se puede seleccionar
para desbaste.
El kit de desbaste no está disponible para mecanismos de
alimentación duales.
KIT DE SENSOR DE FLUJO DE GAS
El sensor de flujo de gas utiliza un sensor de flujo de
masa que mide el flujo de gas en el rango de 0 – 105 cfh
(0 – 50 l/min).
El kit de sensor de flujo de gas es compatible con los
siguientes gases:
• Aire
• Argón
• CO2
• Helio
• 98Ar 2CO2
• 90Ar 10CO2
• 85Ar 15CO2
• 80Ar 20CO2
• 75A5 25CO2
• 90He 7.5Ar 2.5CO2
• 55He 42.5Ar 2.5CO2
• 98Ar 2O2
• 98Ar 2N2
Los alimentadores duales requieren (2) sensores de flujo
de gas.
ADVERTENCIA
FIGURA B.33
INTERRUPTOR BASCULANTE DE
D
ESBASTE DE ALIMENTACIÓN
D
E ALAMBRE
BORNE DE DESBASTE
(NO SE MUESTRA LA CUBIERTA)
ELECTRODO DENTRO
ANTORCHA DE DESBASTE
CONTACTOR
CONTACTOR
MECANISMO DE
ALIMENTACIÓN
MECANISMO DE ALIMENTACIÓN
PISTOLA DE SOLDADURA

C-1
A
CCESORIOS
POWER FEED 84, POWER FEED 84 DUAL
K
its de Rodillos Impulsores, Alambres de Acero
K
P1505-030S 0.6-0.8mm (.023-.030)
KP1505-035S 0.9mm (.035)
KP1505-045S 1.2mm (.045)
KP1505-052S 1.4mm (.052)
KP1505-1/16S 1.6mm (1/16)
KP1505-1 0.9, 1.2mm (.035,.045)
KP1505-2 1.0mm (.040)
Incluye : 4 rodillos impulsores
flexibles de ranura en V y guía de
alambre interna.
Kits de Rodillos Impulsores, Alambres Tubulares
KP1505-035C 0.8-0.9mm (.030-.035”)
KP1505-045C 1.0-1.2mm (.040-.045")
KP1505-052C 1.4mm (.052")
KP1505-1/16C 1.6mm (1/16")
Incluye : 4 rodillos impulsores
estriados y guía de alambre interna.
Kits de Rodillos Impulsores, Alambres de Acero o Tubulares
KP1505-068 1.8mm (.068-.072”)
KP1505-5/64 2.0mm (5/64")
KP1505-3/32 2.4mm (3/32")
KP1505-7/64 2.8mm (7/64")
KP1505-.120 3.2mm (.120")
Incluye : 4 rodillos impulsores
estriados y guía de alambre
interna.
Kits de Rodillos Impulsores, Alambres de Recubrimiento Duro
KP1505-7/64C 2.8mm (7/64”)
Incluye: 2 rodillos impulsores
estriados, 1 rodillos impulsores
flexibles de ranura en V y guia de
alambre interna.
Kits de Rodillos Impulsores, Alambre de Aluminio
KP1507-035A 0.9 mm (.035")
KP1507-040A 1.0mm (.040")
KP1507-3/64A 1.2mm (3/64")
KP1507-1/16A 1.6mm (1/16")
KP1507-3/32A 2.4mm (3/32")
Incluye : 4 rodillos impulsores
pulidos de ranura en U, guía de
alambre externa y guía de alambre
interna, resortes de puerta de
presión, buje de conducto.
KITS Y ACCESORIOS OPCIONALES
KITS DE RODILLOS IMPULSORES Y GUÍAS DE ALAMBRE

C-2
A
CCESORIOS
POWER FEED 84, POWER FEED 84 DUAL
CABLES
K#
K1543-xx
K2683-xx
Descripción
Cable de Control: cable ArcLink
Macho de 5 pines a Hembra de 5
pines.
Cable de Control de Trabajo Pesado:
cable ArcLink Macho de 5 pines a
Hembra de 5 pines
Objetivo
Conecta la interfaz del usuario al mecanismo de
alimentación para sistemas de brazo volante.
Conecta el mecanismo de alimentación a la
fuente de poder en los sistemas de banco.
Conecta la interfaz del usuario al mecanismo de
alimentación para sistemas de brazo volante.
Conecta el mecanismo de alimentación a la fuente
de poder en los sistemas de banco.
ACCESORIOS GENERALES
K#
K1546-1
K1546-2
K1733-1
K590-6
K283
K3341-1
K4068-1
Imagen
Descripción
Buje de Entrada para Conducto de
Lincoln.
Buje de Entrada para Conducto de
Lincoln.
Enderezador de Alambre.
Kit de Conexión de Agua.
Medidor de Velocidad de Alimentación
de Alambre Digital Portátil.
Oreja de Levante.
Soporte de Montaje de Carro.
Objetivo
Para usarse con alambres de .025 –
1/16”
Para usarse con alambres de 1/16”
a 1/8”
Se utiliza para montar alimenta-
dores a los carros K3059-2
y K3059-3.
KITS DE ADAPTADOR DE PISTOLA
K#
K3344-1
K3345-1
K3346-1
K3347-1
K3348-1
K3349-1
KP4069-3
Descripción
Kit de Adaptador de Pistola, Lincoln back-end
T
ambién incluye Kit de Tubos Guía KP4069-1
Kit de Adaptador de Pistola, Tweco#2-#4 back-end
Kit de Adaptador de Pistola, Tweco#5 back-end
Kit de Adaptador de Pistola, Miller back-end
Kit de Adaptador de Pistola, Oxo back-end
También incluye Kit de Tubos Guía KP4069-3.
Kit de Adaptador de Pistola, Fast-Mate (Euro)
También incluye Kit de Tubos Guía KP4069-3
Kit de Tubos Guía, Fast Mate
Tamaño de alambre
Núm. de Ranuras
Parte Individual
en Tubo Guía
Comprar #
0.6-1.2mm (.023-.045”) 1 KP2110-1
1.2-1.6mm (.045-1/16”) 2 KP2110-2
1.6-2.0mm (1/16-5/64”) 3 KP2110-3
2.0-2.8mm (.068-7/64”) 4 KP2110-4

Imagen
C-3
A
CCESORIOS
ACCESORIOS GENERALES
POWER FEED 84, POWER FEED 84 DUAL
K
#
K3342-1
K3974-1
K3343-1
K1634-4
K3340-1
KP3103-1
K3338-1
K3929-1
D
escripción
Soporte de Carrete de Alambre de
Trabajo Estándar.
Kit de Desbaste.
Soporte de Carrete de Alambre de
Trabajo Pesado.
Cubierta del Carrete de Alambre.
Cubierta del Carrete de Alambre.
Filtro de Gas Protector.
Sensor de Flujo de Gas Protector.
Buje de Entrada del Conducto de
Conexión Rápida.
O
bjetivo
Para usarse con carretes de 30-40 lb.
Incluye dos contactores, panel lateral
con borne de desbaste e interruptor.
Sólo se puede utilizar con mecanismos
de alimentación sencillos.
Para usarse con carretes de 50-60
lb y de 30-40 lb.
Para usarse con carretes de 30-40 lb.
Para usarse con carretes de 50-60 lb.
Protege el solenoide de gas y pisto-
la de los contaminantes.
Sensor de flujo de masa de pre-
cisión para medir el flujo de gas
protector.
Buje de entrada de desconexión
rápida para conducto de Electron
Beam Technologies.
ACCESORIOS INCLUIDOS CON POWER FEED 84
• Los mecanismos de alimentación incluyen un adaptador de pistola Estándar
#2-#4.
• Engranaje de piñón de 30 dientes.
• Todos los alimentadores de alambre con un soporte de carrete de alambre
incluyen un cable de control de 8’ K1543-8.
• Todos los alimentadores de alambre sin un soporte de carrete de alambre
incluyen un buje de entrada de conducto K3929-1.

D-1
MANTENIMIENTO
PRECAUCIONES DE SEGURIDAD
La DESCARGA ELÉCTRICA puede causar la muerte.
• APAGUE la alimentación de la fuente de
poder de soldadura antes de instalar o
cambiar los rodillos impulsores y/o guías.
• No toque las partes eléctricamente vivas.
•
Cuando se desplaza con el gatillo de la pistola, el electrodo
y mecanismo de alimentación están “calientes” para trabajar
y hacer tierra, y podrían permanecer energizados por varios
segundos después de que se suelta el gatillo.
• No opere con las cubiertas, paneles o guardas removidos o
abiertos.
• Sólo personal calificado deberá realizar el trabajo de
mantenimiento.
----------------------------------------------------------------------------------
--
Calibración WFS
Las mediciones para ajustar la calibración de la WFS
deberán hacerse antes de entrar en el menú de
configuración.
En los alimentadores duales, existe un valor de
calibración para cada mecanismo de alimentación.
La Compensación de la Alimentación de Alambre
permite al operador ajustar la velocidad de los rodillo
impulsores WD. El ajuste tiene un rango de -5% a +5%
de la velocidad normal.
En loa Alimentadores Power Feed 84 de cabezal dual,
se puede utilizar una configuración diferente para cada
cabezal. Se solicitará al operador que seleccione el
cabezal a editar antes de cambiar la configuración.
El factor de calibración es ajustable de 0.95 a 1.05.
Ajuste el valor de calibración de la WFS en el menú de
configuración.
En el menú de configuración, ajuste el factor de
calibración en la siguiente forma:
Ejemplo:
WFS Real 405
WFS Programada
400
MANTENIMIENTO DE RUTINA
Revise los cables de soldadura, cables de control y
mangueras de gas en busca de cortaduras.
Limpie y apriete todas las terminales de soldadura.
MANTENIMIENTO PERIÓDICO
Limpie los rodillos impulsores y guía de alambre interna, y
reemplace si están desgastados.
Aplique aire o aspire el interior del alimentador.
Inspeccione las escobillas del motor cada 6 meses.
Reemplace si son más cortas de 12.7mm (0.5”).
Inspeccione cada año la caja de engranajes y recubra los
dientes del engranaje con una grasa de disulfuro de
molibdeno. NO utilice grasa de grafito.
ADVERTENCIA
POWER FEED 84, POWER FEED 84 DUAL
= Calibration Factor, Example:
= 1.01

E-1
L
OCALIZACIÓN DE AVERÍAS
Esta Guía de Localización de Averías se proporciona
para ayudarle a localizar y reparar posibles malos
funcionamientos de la máquina. Siga simplemente el
procedimiento de tres pasos que se enumera a
continuación.
Paso 1. LOCALICE EL PROBLEMA (SÍNTOMA).
Busque bajo la columna titulada “PROBLEMA
(SÍNTOMAS)”. Esta columna describe posibles
síntomas que la máquina pudiera presentar. Encuentre
la lista que mejor describa el síntoma que la máquina
está exhibiendo.
Paso 2. CAUSA POSIBLE.
La segunda columna titulada “CAUSA POSIBLE”
enumera las posibilidades externas obvias que pueden
contribuir al síntoma de la máquina.
Paso 3. CURSO DE ACCIÓN RECOMENDADO.
Esta columna proporciona un curso de acción para la
Causa Posible; generalmente indica que contacte a su
Taller de Servicio de Campo Autorizado de Lincoln
local.
Si no comprende o no puede llevar a cabo el Curso de
Acción Recomendado en forma segura, contacte a su
Taller de Servicio de Campo Autorizado de Lincoln
local.
POWER FEED 84, POWER FEED 84 DUAL
Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura,
contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder.
PRECAUCIÓN
CÓMO UTILIZAR LA GUÍA DE LOCALIZACIÓN DE AVERÍAS
Sólo Personal Capacitado de Fábrica de Lincoln Electric Deberá Llevar a
Cabo el Servicio y Reparaciones. Las reparaciones no autorizadas que se
realicen a este equipo pueden representar un peligro para el técnico y oper-
ador de la máquina, e invalidarán su garantía de fábrica. Por su seguridad y
a fin de evitar una Descarga Eléctrica, sírvase observar todas las notas de
seguridad y precauciones detalladas a lo largo de este manual.
ADVERTENCIA

E-2
L
OCALIZACIÓN DE AVERÍAS
Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura,
contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder.
PRECAUCIÓN
POWER FEED 84, POWER FEED 84 DUAL
O
bserve todos los Lineamientos de Seguridad detallados a lo largo de este manual
PROBLEMAS
(SÍNTOMAS)
CAUSA
POSIBLE
CURSO RECOMENDADO
DE ACCIÓN
Código de Falla
Err 18 Error de Configuración
Err 81
Sobrecarga del motor, largo plazo.
Err 82
Sobrecarga del motor, corto plazo.
El alimentador no enciende – no
voltaje, no alimentación en frío.
El LED verde en el mecanismo de
alimentación o interfaz de usuario
parpadea rápidamente.
El alimentador está atascado en el
procedimiento B.
Descripción
1. La configuración del interruptor DIP para la inter-
faz del usuario no corresponde a los mecanismos
de alimentación. La UI está configurada para
“sencillo” con un mecanismo de alimentación
“dual”, o la UI está configurada para “dual” con un
mecanismo de alimentación “sencillo”.
1. El motor del mecanismo de ali-
mentación se sobrecalentó.
1. La generación de corriente del
motor del mecanismo de ali-
mentación ha excedido los límites,
normalmente porque el motor está
en un estado de rotor bloqueado.
1. El cable de sensión está desconectado
o la conexión eléctrica es deficiente
(modelos A Través del Arco).
2. La fuente de poder está APAGADA.
3. El interruptor automático del alimenta-
dor de alambre en la fuente de poder
se ha abierto. (Modelos de cable de
control)
4. El cable de control puede estar suelto o
dañado. (Modelos de cable de control)
1. Pérdida de comunicación ArcLink entre el
alimentador de alambre y la fuente de
poder.
2. Pérdida de comunicación ArcLink entre el
mecanismo de alimentación y caja de con-
trol de los sistemas de brazo volante.
3. Múltiples alimentadores están conectados
a la fuente de poder.
1. Se está utilizando una pistola de
procedimiento dual con el inter-
ruptor de procedimiento dual cer-
rado.
Ajustes Posibles
1. Verifique que el interruptor DIP de
la interfaz del usuario esté en la
posición correcta.
1. Revise que el electrodo se
deslice fácilmente a través de la
pistola y cable.
2. Remueva los dobleces de la pis-
tola y cable.
3. Revise que el freno del eje no
esté muy apretado.
4. Verifique que esté utilizando un
electrodo de alta calidad.
5. Espere a que el error se
reestablezca y el motor se enfríe
(aproximadamente 1 minuto).
1. Revise que el motor pueda girar
libremente cuando el brazo de pre-
sión esté abierto.
2. Verifique que los engranajes estén
libres de desechos y suciedad.
1. Conecte el cable de sensión de
trabajo al trabajo en un lugar libre
de suciedad, oxidación y pintura.
2. ENCIÉNDALA.
3. Reestablezca los interruptores
automáticos.
4. Apriete, repare o reemplace el
cable de control.
1. Revise que los cables estén bien
conectados.
2. Revise que los cables estén bien
conectados.
3. Actualice el software en la fuente
de poder.
1. Cambie la posición del interruptor
de procedimiento dual.
Códigos De Error Del Sistema ArcLink

E-3
L
OCALIZACIÓN DE AVERÍAS
Observe todos los Lineamientos de Seguridad detallados a lo largo de este manual
Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura,
contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder.
PRECAUCIÓN
PROBLEMAS
(SÍNTOMAS)
CAUSA
POSIBLE
CURSO RECOMENDADO
DE ACCIÓN
S
oldadura deficiente. Es posible iniciar
un arco pero es inestable. Está confir-
mado que la velocidad de ali-
mentación de alambre es la correcta.
La velocidad de alimentación de
alambre real no corresponde a la
velocidad de alimentación de alam-
bre programada.
1
. El Alimentador fue configurado
para la polaridad opuesta.
1. La relación de engranaje no está
bien configurada.
1
. Verifique que P.81 en el menú de
configuración corresponda con la
polaridad del procedimiento que
se está utilizando.
1. Confirme que P.18 corresponda
con el engranaje de piñón instala-
do en el mecanismo de ali-
mentación.
POWER FEED 84, POWER FEED 84 DUAL


F-1
DIAGRAMAS
POWER FEED 84, POWER FEED 84 DUAL
DIAGRAMA DE CABLEADO – MECANISMO DE ALIMENTACIÓN POWER FEED 84 – SENCILLO PARA LOS CÓDIGOS 11986, 11987, 11988, 11989, 11990, 11991, 11993, 11994, 11996, 11997, 11998
TARJETA DE PC DE
LA INTERFAZ DEL USUARIO
SÓLO MODELOS DE BANCO
FRENTE DE LA MÁQUINA
RECEPTÁCULO
USB
OPCIONAL
ROJO
BLANCO
VERDE
NEGRO
TARJETA
DE PC USB
OPCIONAL
ROJO
BLANCO
VERDE
NEGRO
CABLE DE
CONTINUIDAD
CONECTOR
DE 12 PINES
ENTRADA DEL GATILLO
ENTRADA DEL
PROCEDIMIENTO DUAL
LADO IZQUIERDO DE LA MÁQUINA
SENSOR DE FLUJO
DE GAS OPCIONAL
CAFÉ
NEGRO
AZUL
TARJETA DE PC DE SELECCIÓN
DE SENSIÓN DE VOLTAJE
NO SE UTILIZA
ALIMENTACIÓN EN FRÍO/
PURGA DE GAS
LED DE
ESTADO VERDE
PLACA DE
ALIMENTACIÓN
MOTOR/CAJA
DE
ENGRANAJES
LADO DERECHO DE LA MÁQUINA
CONTACTOR DEL MECANISMO
DE ALIMENTACIÓN OPCIONAL
CONEXIÓN DE
DESBASTE DE ARCO
CONTACTOR
OPCIONAL
CAPACITOR
DE DERIVACIÓN
TARJETA DE P.C. DEL MECANISMO DE ALIMENTACIÓN
SOLENOIDE
DE GAS
CONEXIÓN DEL CABLE DEL
ELECTRODO DE ENTRADA
RECEPTÁCULO
ARCLINK
CAPACITOR
DE DERIVACIÓN
CAPACITOR
DE DERIVACIÓN
P
ARTE POSTERIOR DE LA MÁQUINA
INFORMACIÓN GENERAL
SÍMBOLOS ELÉCTRICOS SEGÚN E1537
CODIFICACIÓN DE COLORES DE CABLES
B – NEGRO
R – ROJO
U – AZUL
W – BLANCO
Y – AMARILLO
N.A. EL PIN MÁS CERCANO AL BORDE PLANO DEL LENTE DEL LED (ÁNODO)
SE ALINEA CON EL CABLE BLANCO DEL ZÓQUET DEL LED.
N.B. LOS INTERRUPTORES BASCULANTES SE MUESTRAN DESDE
EL LADO DE CONEXIÓN POSTERIOR DEL INTERRUPTOR.
UBICACIÓN DE LA RANURA
CONECTOR CON
CENTRO AZUL
CONECTOR CON
CENTRO NEGRO
SECUENCIA DE NUMERACIÓN DE CAVIDADES
(VISTAS DESDE EL LADO DE COMPONENTES DE LA TARJETA DE P.C.)
NOTA: Este diagrama es sólo para referencia. Tal vez no sea exacto para todas las máquinas que cubre este manual. El diagrama específico para un código particular está pegado den-
tro de la máquina en uno de los páneles de la cubierta. Si el diagrama es ilegible, escriba al Departamento de Servicio para un reemplazo. Proporcione el número de código del equipo.

F-2
D
IAGRAMAS
POWER FEED 84, POWER FEED 84 DUAL
G7619 HOJA 1 DE 2
DIAGRAMA DE CABLEADO –POWER FEED 84 – MECANISMO DE ALIMENTACIÓN 2 DUAL PARA LOS CÓDIGOS 12108, 12109, 12110, 12111, 12112, 12113, 12115, 12116
TARJETA DE PC DE LA
INTERFAZ DEL USUARIO
SÓLO MODELOS DE BANCO
FRENTE DE LA MÁQUINA
RECEPTÁCULO
USB
OPCIONAL
TARJETA
DE PC USB
OPCIONAL
CABLE DE
CONTINUIDAD
ROJO
BLANCO
VERDE
NEGRO
ROJO
BLANCO
VERDE
NEGRO
CONECTOR
DE 12 PINES
(IZQUIERDO)
ENTRADA DEL GATILLO
ENTRADA DEL
PROCEDIMIENTO DUAL
(IZQUIERDO)
LADO IZQUIERDO DE LA MÁQUINA
CAFÉ
NEGRO
AZUL
SENSOR DE FLUJO
DE GAS OPCIONAL
CABLE DEL PUENTE A J82
EN LA PÁGINA 1
TARJETA DE PC DE SELECCIÓN
DE SENSIÓN DE VOLTAJE
(IZQUIERDA)
A TARJETA DE PC DE SENSIÓN
DE VOLTAJE (DERECHA)
PG 1
ALIMENTACIÓN EN FRÍO/
PURGA DE GAS
(IZQUIERDA)
LED DE ESTADO
ROJO / VERDE
(IZQUIERDO)
PLACA DE
ALIMENTACIÓN
(IZQUIERDA)
MOTOR/CAJA DE
ENGRANAJES
(IZQUIERDO)
LADO DERECHO DE LA MÁQUINA
CONTACTOR DEL MECANISMO
DE ALIMENTACIÓN OPCIONAL
(IZQUIERDO)
CAPACITOR
DE DERIVACIÓN
CB11 3A
(IZQUIERDO)
TARJETA DE P.C. DEL MECANISMO
DE ALIMENTACIÓN (POSTERIOR)
SOLENOIDE
DE GAS
(IZQUIERDO)
CONEXIÓN DEL CABLE
DEL ELECTRODO DE ENTRADA
PARTE POSTERIOR DE LA MÁQUINA
INFORMACIÓN GENERAL
SÍMBOLOS ELÉCTRICOS SEGÚN E1537
CODIFICACIÓN DE COLORES DE CABLES
B – NEGRO
R – ROJO
U – AZUL
W – BLANCO
Y – AMARILLO
N.A. EL PIN MÁS CERCANO AL BORDE PLANO DEL LENTE DEL LED
(ÁNODO) SE ALINEA CON EL CABLE BLANCO DEL ZÓQUET DEL LED.
N.B. LOS INTERRUPTORES BASCULANTES SE MUESTRAN DESDE
EL LADO DE CONEXIÓN POSTERIOR DEL INTERRUPTOR.
SECUENCIA DE NUMERACIÓN DE CAVIDADES
(VISTAS DESDE EL LADO DE COMPONENTES DE LA TARJETA DE P.C.)
NOTA: Este diagrama es sólo para referencia. Tal vez no sea exacto para todas las máquinas que cubre este manual. El diagrama específico para un código particular está pegado dentro
de la máquina en uno de los páneles de la cubierta. Si el diagrama es ilegible, escriba al Departamento de Servicio para un reemplazo. Proporcione el número de código del equipo.

F-3
D
IAGRAMAS
POWER FEED 84, POWER FEED 84 DUAL
DIAGRAMA DE CABLEADO –POWER FEED 84 – MECANISMO DE ALIMENTACIÓN 2 DUAL PARA LOS CÓDIGOS 12108, 12109, 12110, 12111, 12112, 12113, 12115, 12116
LADO IZQUIERDO DE LA MÁQUINA
TARJETA DE PC DE LA
INTERFAZ DEL USUARIO
SÓLO MODELOS DE BANCO
FRENTE DE LA MÁQUINA
TARJETA
DE PC USB
OPCIONAL
RECEPTÁCULO
USB
OPCIONAL
ROJO
BLANCO
VERDE
NEGRO
ROJO
BLANCO
VERDE
NEGRO
CABLE DE
CONTINUIDAD
CONECTOR
DE 12 PINES
(IZQUIERDO)
ENTRADA DEL GATILLO
ENTRADA DEL
PROCEDIMIENTO DUAL
(IZQUIERDO)
SENSOR DE FLUJO
DE GAS OPCIONAL
CABLE DEL PUENTE A J82
EN LA PÁGINA 1
TARJETA DE PC DE SELECCIÓN
DE SENSIÓN DE VOLTAJE
(IZQUIERDA)
ALIMENTACIÓN EN FRÍO/
PURGA DE GAS
(IZQUIERDA)
LED DE ESTADO
ROJO / VERDE
(IZQUIERDO)
PLACA DE
ALIMENTACIÓN
(IZQUIERDA)
MOTOR/CAJA DE
ENGRANAJES
(IZQUIERDO)
LADO DERECHO DE LA MÁQUINA
A TARJETA DE PC DE SENSIÓN
DE VOLTAJE (DERECHA)
PG 1
CAFÉ
NEGRO
AZUL
CAPACITOR
DE DERIVACIÓN
TARJETA DE P.C. DEL MECANISMO
DE ALIMENTACIÓN (POSTERIOR)
INFORMACIÓN GENERAL
SÍMBOLOS ELÉCTRICOS SEGÚN E1537
CODIFICACIÓN DE COLORES DE CABLES
B – NEGRO
R – ROJO
U – AZUL
W – BLANCO
Y – AMARILLO
CONTACTOR DEL MECANISMO
DE ALIMENTACIÓN OPCIONAL
(IZQUIERDO)
CB11 3A
(IZQUIERDO)
SOLENOIDE
DE GAS
(IZQUIERDO)
PARTE POSTERIOR DE LA MÁQUINA
CONEXIÓN DEL CABLE
DEL ELECTRODO DE ENTRADA
N.A. EL PIN MÁS CERCANO AL BORDE PLANO DEL LENTE DEL LED
(ÁNODO) SE ALINEA CON EL CABLE BLANCO DEL ZÓQUET DEL LED.
SECUENCIA DE NUMERACIÓN DE CAVIDADES
(VISTAS DESDE EL LADO DE COMPONENTES DE LA TARJETA DE P.C.)
G7619 HOJA 2 DE 2
NOTA: Este diagrama es sólo para referencia. Tal vez no sea exacto para todas las máquinas que cubre este manual. El diagrama específico para un código particular está pegado den-
tro de la máquina en uno de los páneles de la cubierta. Si el diagrama es ilegible, escriba al Departamento de Servicio para un reemplazo. Proporcione el número de código del equipo.

F-4
D
IAGRAMAS
POWER FEED 84, POWER FEED 84 DUAL
DIAGRAMA DE CABLEADO – MECANISMO DE ALIMENTACIÓN POWER FEED 84 – SENCILLO PARA LOS CÓDIGOS 12274, 12275, 12276, 12277, 12278, 12279, 12280, 12281, 12282, 12283, 12284
RECEPTÁCULO
ARCLINK
A
B
C
D
E
541
A
P4
532
L1
P10
2C
W
B
TARJETA DE PC DE LA
INTERFAZ DEL USUARIO
B
P9 / J9
8
W
R
TACH
U
B
531
B
B
W
CONEXIÓN DEL CABLE DEL
ELECTRODO DE ENTRADA
R
U
B
2B
543
B
C
D
E
537
534
551
550
542
67
540
500
532
543
2B
7
6
5
4
3
2
1
N.A.
L4
L5
J87
541A
579
76
J81
J83
J84
1
1 2 3 4 5
1 2 3 4 1 2 3 41 2 3 4 5 66 7 8
542A
541B
500B
550
3214
551
75
2
J1
J2
67
S3
586
579
535
1
2
3
4
P11 / J11
5
6
7
8
541
542
540
500
541A
542A
540A
500A
541C
542C
500C
J31
541C
1 2 3 4
5 6 5 6
9
10
11
12
534
537
3218
L2
L3
CONECTOR
DE 12 PINES
A
B
C
D
E
F
G
H
J
K
L
M
542B
75
76
77
200
540B
500S
3218
3214
531
586
543
2A 532
77
535
540C
W
B
2
4
P8
200
4
Y
Y
L8
L7
TARJETA
DE PC USB
OPCIONAL
SÓLO MODELOS DE BANCO
542C
540C
500C
541B
500S
540A
540B
542B
FRENTE DE LA MÁQUINA
LADO IZQUIERDO DE LA MÁQUINA
PARTE POSTERIOR DE LA MÁQUINA
LADO DERECHO DE LA MÁQUINA
J1
1 2 3 4 5
J2
1 2 3 4 5
J3
1 2 3 4 5
6
7 8 9
10
J31
1 2 3 4
1 2 3 4
P31
541H
542H
500H
540H
541G
542G
500G
540G
552
553
J82
J88
500A
538
RECEPTÁCULO
USB OPCIONAL
ROJO
BLANCO
VERDE
NEGRO
1
2
3
4
ROJO
BLANCO
VERDE
CABLE DE
CONTINUIDAD
J86
514
513
553
552
1
2
3
4
5
6 7
12
11
10
9
8
J85
1
2
3
4
5
6 7
1211
10
9
8
13 14
15 16
1
2
3
4
5
6
7
8
CONTACTOR
OPCIONAL
2
500D
500D
500F
5
6
3
4
2
1
2
1
67D
513
67B
514
500F
L6
513
67B
514
67B
541C
542C
540C
500C
549
548
547
546
546
200
540B
542B
541B
2A
531
537
534
551
550
538
P13
541A
542A
540A
500A
538
500B
CB1 3A
500S
555
510
515
1
3
2
P7
1
4
3
2
P6 / J6
515
510
555
547
549
548
NO SE UTILIZA
1
2
P2A
J84, J86
6
6
12
1
J85
9
8
16
1
4
6
1
3
J9, J11,
J88
5
4
8
1
J1, J81,
J82, J83
J2, J87
2
1
UBICACIÓN DE LA RANURA
)
D
N
G
N
I
R
E
D
L
O
S
(
0
6
-
0
2
0
2
1
S
E
E
A
B C
D
CONECTOR CON
CENTRO AZUL
)
D
N
G
N
I
R
E
D
L
O
S
(
0
6
-
0
2
0
2
1
S
E
E
A
B
C
D
541
542
67
540
541
540
542
67
500
500D
500
500D
P8
J6
3
4
1
2
A
B
C
D
E
P10
P4
S12021-78 (INSERTION SIDE)
A
B
K
J
L
M
G
H
C
D
E
F
B
R
B
R
570B
570
570C
570B
570C
570A
N.B.
570B
570
570C
570B
570C
570A
NEGRO
ENTRADA DEL GATILLO
ENTRADA DEL
PROCEDIMIENTO DUAL
SENSOR DE FLUJO
DE GAS OPCIONAL
CAFÉ
NEGRO
AZUL
TARJETA DE PC DE SELECCIÓN
DE SENSIÓN DE VOLTAJE
ALIMENTACIÓN EN FRÍO/
PURGA DE GAS
LED DE ESTADO
VERDE
PLACA DE
ALIMENTACIÓN
MOTOR/CAJA DE
ENGRANAJES
CAPACITOR
DE DERIVACIÓN
CONTACTOR DEL MECANISMO
DE ALIMENTACIÓN OPCIONAL
CONEXIÓN DE
DESBASTE DE ARCO
TARJETA DE P.C. DEL MECANISMO DE ALIMENTACIÓN
CAPACITOR
DE DERIVACIÓN
CAPACITOR
DE DERIVACIÓN
INFORMACIÓN GENERAL
SÍMBOLOS ELÉCTRICOS SEGÚN E1537
CODIFICACIÓN DE COLORES DE CABLES
B – NEGRO
R – ROJO
U – AZUL
W – BLANCO
Y – AMARILLO
N.A. EL PIN MÁS CERCANO AL BORDE PLANO DEL LENTE DEL LED (ÁNODO)
SE ALINEA CON EL CABLE BLANCO DEL ZÓQUET DEL LED.
N.B. PUEDE NO ESTAR PRESENTE EN TODAS LAS MÁQUINAS.
CONECTOR CON
CENTRO NEGRO
SECUENCIA DE NUMERACIÓN DE CAVIDADES
(VISTAS DESDE EL LADO DE COMPONENTES DE LA TARJETA DE P.C.)
NOTA: Este diagrama es sólo para referencia. Tal vez no sea exacto para todas las máquinas que cubre este manual. El diagrama específico para un código particular está pegado den-
tro de la máquina en uno de los páneles de la cubierta. Si el diagrama es ilegible, escriba al Departamento de Servicio para un reemplazo. Proporcione el número de código del equipo.

F-5
D
IAGRAMAS
POWER FEED 84, POWER FEED 84 DUAL
RECEPTÁCULO
ARCLINK
A
B
C
D
E
541
LED DE ESTADO
VERDE
(DERECHO)
A
P4
532
L1
P10
2C
W
B
B
B – NEGRO
R – ROJO
U – AZUL
W – BLANCO
Y – AMARILLO
CODIFICACIÓN DE COLORES DE CABLES
SÍMBOLOS ELÉCTRICOS SEGÚN E1537.
J84, J86
SECUENCIA DE NUMERACIÓN DE CAVIDADES
(VISTAS DESDE EL LADO DE COMPONENTES DE LA TARJETA DE P.C.)
6
6
12
1
J85
9
8
16
1
4
6
1
3
J9, J11,
J88
5
4
8
1
J1, J81,
J82, J83
J2, J87
2
1
INFORMACIÓN GENERAL
PLACA DE
ALIMENTACIÓN
(DERECHA)
P9 / J9
8
W
R
TACÓMETRO
U
B
531
B
B
W
CONEXIÓN DEL CABLE DEL
ELECTRODO DE ENTRADA
R
U
B
2B
543
B
C
D
E
537
534
551
550
542
67
540
500
532
543
2B
7
6
5
4
3
2
1
N.A.
N.A. EL PIN MÁS CERCANO AL BORDE PLANO DEL LENTE DEL LED (ÁNODO)
SE ALINEA CON EL CABLE BLANCO DEL ZÓQUET DEL LED.
N.B. PUEDE NO ESTAR PRESENTE EN TODAS LAS MÁQUINAS.
L4
L5
J87
541A
579
76
J81
J83
J84
TARJETA DE P.C. DEL MECANISMO DE ALIMENTACIÓN
(FRONTAL)
1
1 2 3 4 5
1 2 3 4 1 2 3 41 2 3 4 5 66 7 8
542A
541B
500B
550
3214
551
75
2
J1
TARJETA DE PC DE SELECCIÓN
DE SENSIÓN DE VOLTAJE
(DERECHA)
J2
67
ALIMENTACIÓN EN FRÍO/
PURGA DE GAS
(DERECHA)
S3
586
535579
1
2
3
4
P11 / J11
5
6
7
8
541
542
540
500
541A
542A
540A
500A
ENTRADA DEL GATILLO
ENTRADA DEL
PROCEDIMIENTO DUAL
(DERECHA)
541
DUAL
542
DUAL
500
DUAL
5 6 5 6
9
10
11
12
534
537
3218
L2
L3
CONECTOR
DE 12 PINES
(DERECHO)
A
B
C
D
E
F
G
H
J
K
L
M
542B
75
76
77
200
540B
500S
3218
3214
531
586
543
2A 532
77
535
540
DUAL
W
B
2
4
P8
200
4
Y
Y
L8
L7
CONTACTOR DEL MECANISMO
DE ALIMENTACIÓN OPCIONAL
(DERECHO)
541B
500S
540A
540B
542B
FRENTE DE LA MÁQUINA
LADO IZQUIERDO DE LA MÁQUINA
P
ARTE POSTERIOR DE LA MÁQUINA
LADO DERECHO DE LA MÁQUINA
552
553
SOLENOIDE
DE GAS
(DERECHO)
J82
J88
500A
538
J86
514
513
553
552
1
2
3
4
5
6
7
1211
10
98
J85
1
2
3
4
5
6
7
1211
10
98
1314
1516
1
2
3
4
5
6
7
8
2
500D
500D
500F
5
6
3
4
2
1
2
1
67D
513
67B
514
500F
L6
513
67B
514
67B
549
548
547
546
546
547
200
540B
542B
541B
2A
531
537
534
551
550
538
541A
542A
540A
500A
538
500B
CB11 3A
(DERECHA)
500S
CABLE DEL PUENTE
A J83 EN LA PÁGINA 2
555
510
515
1
3
2
P7
NEGRO
CAFÉ
AZUL
1
4
3
2
P6 / J6
515
510
555
SENSOR DE FLUJO
DE GAS OPCIONAL
549
548
A TARJETA DE PC DE SENSIÓN
DE VOLTAJE (IZQUIERDA)
PG 2
1
2
P2A
NO SE UTILIZA
UBICACIÓN DE
LA RANURA
)
D
N
G
N
I
R
E
D
L
O
S
(
0
6
-
0
2
0
2
1
S
E
E
A
B C
D
CONECTO R CON
CENTRO AZUL
)
D
N
G
N
I
R
E
D
L
O
S
(
0
6
-
0
2
0
2
1
S
E
E
A
B
C
D
541
542
67
540
541
540
542
67
500
500D
500
500D
S12021-78 (INSERTION SIDE)
A
B
K
J
L
M
G
H
C
D
E
F
P8
J6
3
4
1
2
A
B
C
D
E
P10
P4
B
R
670C
N.B.
670B
670
670C
670B
670A
DIAGRAMA DE CABLEADO –POWER FEED 84 – MECANISMO DE ALIMENTACIÓN 1 DUAL PARA LOS CÓDIGOS 12285, 12286, 12287, 12288, 12289, 12290, 12291, 12292
MOTOR/CAJA
DE ENGRANAJES
(DERECHO)
CAPACITOR
DE DERIVACIÓN
CAPACITOR
DE DERIVACIÓN
CONECTO R CON
CENTRO NEGRO
G7619-1 HOJA 1 DE 2
N
OTA
:
E
s
t
e
d
ia
g
r
a
ma
e
s
s
ó
lo
p
a
r
a
r
e
f
e
r
e
n
c
ia
.
Ta
l
v
e
z
n
o
s
e
a
e
x
a
c
t
o
p
a
r
a
t
o
d
a
s
la
s
má
q
u
in
a
s
q
u
e
c
u
b
r
e
e
s
t
e
ma
n
u
a
l.
E
l
d
ia
g
r
a
ma
e
s
p
e
c
í
f
ic
o
p
a
r
a
u
n
c
ó
d
ig
o
p
a
r
t
ic
u
la
r
e
s
t
á
p
e
g
a
d
o
d
e
n
t
r
o
d
e
la
má
q
u
in
a
e
n
u
n
o
d
e
lo
s
p
á
n
e
le
s
d
e
la
c
u
b
ie
r
t
a
.
S
i
e
l
d
ia
g
r
a
ma
e
s
ile
g
ib
le
,
e
s
c
r
ib
a
a
l
D
e
p
a
r
t
a
me
n
t
o
d
e
S
e
r
v
ic
io
p
a
r
a
u
n
r
e
e
mp
la
z
o
.
P
r
o
p
o
r
c
io
n
e
e
l
n
ú
me
r
o
d
e
c
ó
d
ig
o
d
e
l
e
q
u
ip
o
.

F-6
D
IAGRAMAS
POWER FEED 84, POWER FEED 84 DUAL
G7619-1 HOJA 2 DE 2
LED DE ESTADO
ROJO / VERDE
(IZQUIERDO)
A
P14
632
L11
202C
1W
1B
B
B – NEGRO
R – ROJO
U – AZUL
W – BLANCO
Y – AMARILLO
CODIFICACIÓN DE COLORES DE CABLES
SÍMBOLOS ELÉCTRICOS SEGÚN E1537.
J84, J86
SECUENCIA DE NUMERACIÓN DE CAVIDADES
(VISTAS DESDE EL LADO DE COMPONENTES DE LA TARJETA DE P.C.)
6
6
12
1
J85
9
8
16
1
4
6
1
3
J9, J11,
J88
5
4
8
1
J1, J11,
J81, J82,
J83
J2, J87
2
1
INFORMACIÓN GENERAL
PLACA DE
ALIMENTACIÓN
(IZQUIERDA)
P19 / J19
8
W
R
TACÓMETRO
U
B
631
B
B
W
CONEXIÓN DEL CABLE
DEL ELECTRODO
DE ENTRADA
R
U
B
202B
643
B
C
D
E
637
634
651
650
632
643
202B
7
6
5
4
3
2
1
N.A.
N.A. EL PIN MÁS CERCANO AL BORDE PLANO DEL LENTE DEL LED
(ÁNODO) SE ALINEA CON EL CABLE BLANCO DEL ZÓQUET DEL LED.
N.B. PUEDE NO ESTAR PRESENTE EN TODAS LAS MÁQUINAS.
L14
L15
J87
541
DUAL
679
276
J81
J83
J84
TARJETA DE P.C. DEL MECANISMO DE ALIMENTACIÓN
(POSTERIOR)
1
1 2 3 4 5
1 2 3 4 1 2 3 41 2 3 4 5 66 7 8
542
DUAL
641B
600B
651
4214
650
275
2
J1(A)
TARJETA DE PC DE SELECCIÓN
DE SENSIÓN DE VOLTAJE
(IZQUIERDA)
J2(A)
ALIMENTACIÓN EN FRÍO/
PURGA DE GAS
(IZQUIERDA)
S13
686
635
679
541C
542C
500C
J31
541C
1 2 3 4
5 6 5 6
9
10
11
12
634
638
4218
L12
L13
A
B
C
D
E
F
G
H
J
K
L
M
642B
275
276
277
300
640B
600S
4218
4214
631
686
643
202A
632
277
635
540C
1W
1B
202
204
P18
300
204
Y
Y
CONTACTOR DEL MECANISMO
DE ALIMENTACIÓN OPCIONAL
(IZQUIERDO)
TARJETA
DE PC USB
OPCIONAL
SÓLO MODELOS DE BANCO
542C
540C
500C
641B
600S
540
DUAL
640B
642B
FRENTE DE LA MÁQUINA
LADO IZQUIERDO DE LA MÁQUINA
PARTE POSTERIOR DE LA MÁQUINA
LADO DERECHO DE LA MÁQUINA
J1
1 2 3 4 5
J2
1 2 3 4 5
J3
1 2 3 4 5 6 7
8
9
10
J31
1 2 3 4
1 2 3 4
P31
541H
542H
500H
540H
541G
542G
500G
540G
652
653
SOLENOIDE
DE GAS
(IZQUIERDO)
J82
J88
500
DUAL
638
RECEPTÁCULO
USB OPCIONAL
ROJO
BLANCO
VERDE
NEGRO
1
2
3
4
ROJO
BLANCO
VERDE
NEGRO
J86
614
613
653
652
649
648
1
2
3
4
5
6 7
1211
10
98
J85
1
2
3
4
5
6 7
1211
10
98
13
14
15 16
1
2
3
4
5
6
7
8
202
5
6
3
4
2
1
2
1
67D
613
267B
614
L16
613
267B
614
267B
CAPACITOR
DE DERIVACIÓN
541C
542C
540C
500C
B
R
300
640B
642B
641B
202A
631
637
634
651
650
638
P13
637
600B
CB11 3A
(IZQUIERDO)
600S
655
610
615
1
3
2
P17
NEGRO
CAFÉ
AZUL
1
4
3
2
P16 / J16
615
610
655
PG 1
J6
3
4
1
2
A
B
C
D
E
J14
S12021-78 (INSERTION SIDE)
A
B
K
J
L
M
G
H
C
D
E
F
J18
649
648
670C
N.B.
670B
670
670C
670B
670A
DIAGRAMA DE CABLEADO –POWER FEED 84 – MECANISMO DE ALIMENTACIÓN 2 DUAL PARA LOS CÓDIGOS 12285, 12286, 12287, 12288, 12289, 12290, 12291, 12292
CONECTOR
DE 12 PINES
(IZQUIERDO)
ENTRADA DEL GATILLO
ENTRADA DEL
PROCEDIMIENTO DUAL
(IZQUIERDA)
SENSOR DE FLUJO
DE GAS OPCIONAL
MOTOR/CAJA
DE ENGRANAJES
(IZQUIERDO)
NOTA: Este diagrama es sólo para referencia. Tal vez no sea exacto para todas las máquinas que cubre este manual. El diagrama específico para un código particular está pegado den-
tro de la máquina en uno de los páneles de la cubierta. Si el diagrama es ilegible, escriba al Departamento de Servicio para un reemplazo. Proporcione el número de código del equipo.

F-7
D
IAGRAMAS
POWER FEED 84, POWER FEED 84 DUAL
DIAGRAMA DE CABLEADO – CAJA DE CONTROL POWER FEED 84 CON USB PARA LOS CÓDIGOS 12177, 12178, 12179
RECEPTÁCULO
USB
TARJETA DE P.C. USB OPCIONAL
ROJO
BLANCO
VERDE
NEGRO
GRIS
ENSAMBLE DE ENCHUFE Y CABLE S18250-1022
ENSAMBLE DE ENCHUFE Y CABLE S18250-1023
CONECTOR DE 5 PINES
MECANISMO DE
ALIMENTACIÓN #2
CONECTOR DE 5 PINES
MECANISMO DE
ALIMENTACIÓN #1
CONECTOR DE 5 PINES
FUENTE DE PODER
CAPACITOR
DE DERIVACIÓN
TARJETA DE P.C. DE INTERFAZ DEL USUARIO
CORRIENTE
WFS
VOLTIOS
CORTE
ALIMENTACIÓN
EN FRÍO
PURGA
DE GAS
N.A. LOS INTERRUPTORES DE PALANCA SE MUESTRAN
DESDE EL LADO DE CONEXIÓN POSTERIOR DEL INTERRUPTOR.
INFORMACIÓN GENERAL
SÍMBOLOS ELÉCTRICOS SEGÚN E1537.
SECUENCIA DE NUMERACIÓN DE CAVIDADES
(VISTAS DESDE EL LADO DE COMPONENTES DE LA TARJETA DE P.C.)
NOTA: Este diagrama es sólo para referencia. Tal vez no sea exacto para todas las máquinas que cubre este manual. El diagrama específico para un código particular está pegado den-
tro de la máquina en uno de los páneles de la cubierta. Si el diagrama es ilegible, escriba al Departamento de Servicio para un reemplazo. Proporcione el número de código del equipo.

F-8
D
IAGRAMAS
POWER FEED 84, POWER FEED 84 DUAL
M24854
A.03
13.28
.34
11.57
2.00
2.003.28
1.50 3.78 1.50
.76
1.70
8.19
5/16-18 UNC-2B
(8 LUGARES)
8.80
.57
9.94
11.58
18.04
11.02
10.12
12.18
24.45
14.33
16.42
27.93
12.71
SOPORTE DE CARRETE
DE ALAMBRE DE
TRABAJO PESADO
SOPORTE DE CARRETE
DE ALAMBRE DE
TRABAJO ESTÁNDAR
15.46
11.00
21.67
23.62
14.08
7.79
10.01
13.28
10.67
15.46
11.00
CUBIERTA DEL
MECANISMO DE
ALIMENTACIÓN
2.30
12.39
1.03
25.17
10.56
5.94
8.36
9.06
.50
2.25
3.40
2.99 6.00
.75 9.00
1.76
5/16-18 UNC-2B
(4 LUGARES)
4.75
1/4-20 UNC-2B
(4 LUGARES)
13.57

F-9
D
IAGRAMAS
POWER FEED 84, POWER FEED 84 DUAL
M24855
A.01
SOPORTE DE
CARRETE DE
ALAMBRE DE
TRABAJO
PESADO
SOPORTE DE
CARRETE DE
ALAMBRE DE
TRABAJO
ESTÁNDAR
CUBIERTA DEL
MECANISMO DE
ALIMENTACIÓN
19.71
5.94
10.59
12.71
16.42
25.17
15.19
27.07
30.56
22.46
1.09
6.81
6.85
2.99
1.50
1.50
4.08
2.00
2.00
3.58
2.30
1.75
8.14
5/16-18 UNC-2B
(8 LUGARES)
2.25
3.37
5.11
4.29
6.00
5.40
1.50
6.00
27.28
13.22
8.80
17.21
10.66
10.11
11.30
11.85
15.90
15.19
.34
5/16-18 UNC-2B
(6 LUGARES)
.61
.86
19.61
22.46
6.85
6.81
7.80
15.19
24.29
26.24
10.01
13.28

F-10
D
IAGRAMAS
POWER FEED 84, POWER FEED 84 DUAL
M24856
A.01
3.62
.94
2.68
8.66
9.44
1.59
3.95
1/4-20 UNC-2B
(4 LUGARES)
6.00
7.00
4.25
6.88
1.72
1.22
.45
(4 LUGARES)
.22
.50
1.95
1.13

F-11
N
OTAS
POWER FEED 84, POWER FEED 84 DUAL

POLÍTICA DE ASISTENCIA AL CLIENTE
El negocio de The Lincoln Electric Company es fabricar
y vender equipo de soldadura, corte y consumibles de
alta calidad. Nuestro reto es satisfacer las necesidades
d
e nuestros clientes y exceder sus expectativas. A
veces, los compradores pueden solicitar consejo o
información a Lincoln Electric sobre el uso de nuestros
productos. Respondemos a nuestros clientes con base
en la mejor información en nuestras manos en ese
momento. Lincoln Electric no esta en posición de
garantizar o certificar dicha asesoría, y no asume
responsabilidad alguna con respecto a dicha
información o guía. Renunciamos expresamente a
cualquier garantía de cualquier tipo, incluyendo
cualquier garantía de aptitud para el propósito
particular de cualquier cliente con respecto a dicha
información o consejo. Como un asunto de consid-
eración práctica, tampoco podemos asumir ninguna
responsabilidad por actualizar o corregir dicha
información o asesoría una vez que se ha brindado, y
el hecho de proporcionar datos y guía tampoco crea,
amplía o altera ninguna garantía con respecto a la
venta de nuestros productos.
Lincoln Electric es un fabricante receptivo pero la
selección y uso de los productos específicos vendidos
por Lincoln Electric está únicamente dentro del control
del cliente y permanece su responsabilidad exclusiva.
Muchas variables más allá del control de Lincoln
Electric afectan los resultados obtenidos en aplicar
estos tipos de métodos de fabricación y requerimientos
de servicio.
Sujeta a Cambio – Esta información es precisa según
nuestro leal saber y entender al momento de la
impresión. Sírvase consultar www.lincolnelectric.com
para cualquier dato actualizado.
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
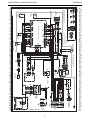 83
83
-
 84
84
-
 85
85
-
 86
86
-
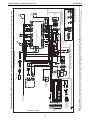 87
87
-
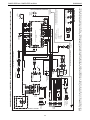 88
88
-
 89
89
-
 90
90
-
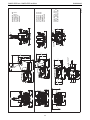 91
91
-
 92
92
-
 93
93
-
 94
94






























































































Lincoln Electric Power Feed 84, 84 Dual, U.I. Control Instrucciones de operación
- Categoría
- Sistema de soldadura
- Tipo
- Instrucciones de operación
Artículos relacionados
-
Lincoln Electric Power Wave STT Module Instrucciones de operación
-
-
-
-
-
Lincoln Electric Power Feed 25M Instrucciones de operación
-
-
-
-