
ES
AH 0736
Valid for serial no. 461-xxx-xxxx0461 125 001 ES 20120521
Aristo
Retrofit I/O
Interface Robot S3 A350
Instrucciones de uso

- 2 -

- 3 -
TOCc
Reservado el derecho de cambiar las especificaciones sin previo aviso.
1 SEGURIDAD 4.......................................................
2 INTRODUCCIÓN 6...................................................
2.1 Equipamiento 6.............................................................
3 CARACTERÍSTICAS TÉCNICAS 6.....................................
4 INSTALACIÓN 6.....................................................
4.1 Ubicación 7................................................................
4.2 Instrucciones de conexión 7..................................................
5 FUNCIONAMIENTO 8................................................
5.1 Conexiones y dispositivos de control 8.........................................
5.2 Descripción del funcionamiento 8..............................................
6 MANTENIMIENTO 9..................................................
6.1 Revisión y limpieza 9........................................................
6.2 Localización de fallos 10......................................................
7 PEDIDOS DE REPUESTOS 10..........................................
FUNCTION DESCRIPTION OF I/O SIGNALS 11...............................
ESQUEMA 14...........................................................
REFERENCIA DE PEDIDO 16.............................................
LISTA DE REPUESTOS 18................................................
ACCESORIOS 22........................................................

© ESAB AB 2006
- 4 -
br04d1c
1 SEGURIDAD
El usuario de un equipo ESAB es el máximo responsable de las medidas de seguridad para el
personal que trabaja con el sistema o cerca del mismo. Dichas medidas de seguridad deben
ser conformes con la legislación aplicable a este tipo de equipos. El contenido de esta reco
mendación puede considerarse como un complemento de las reglas normales vigentes en el
lugar de trabajo.
Todas las operaciones deben ser efectuadas, de acuerdo con las instrucciones dadas, por
personal que conozca bien el funcionamiento del equipo. Su utilización incorrecta puede pro
vocar situaciones peligrosas que podrían causar lesiones al operario o daños en el equipo.
1. El personal que trabaje con el equipo debe conocer:
S su funcionamiento
S la ubicación de las paradas de emergencia
S su función
S las normas de seguridad relevantes
S la técnica de soldadura o corte
2. El operador debe asegurarse de que:
S no haya personas no autorizadas en la zona de trabajo del equipo antes de ponerlo en
marcha.
S todo el personal lleve las prendas de protección adecuadas antes de encender el arco.
3. El lugar de trabajo:
S debe ser adecuado para la aplicación
S no debe tener corrientes de aire
4. Equipo de protección personal
S Es necesario utilizar siempre el equipo de protección personal recomendado (gafas
protectoras, prendas ignífugas, guantes).
S No utilice elementos que puedan engancharse o provocar quemaduras, como bufan
das, pulseras, anillos, etc.
5. Otras
S Compruebe que el cable de retorno esté correctamente conectado.
S Todas las tareas que deban efectuarse en equipos con alta tensión deberán encar
garse a personal debidamente cualificado.
S Debe disponerse de equipo de extinción de incendios en un lugar fácilmente accesible
y bien indicado.
S La lubricación y el mantenimiento del equipo no deben efectuarse durante el funciona
miento.
¡PRECAUCIÓN!
Los equipos de tipo Class A no están previstos para su uso en lugares
residenciales en los que la energía eléctrica proceda de la red pública
de baja tensión. En tales lugares puede resultar difícil garantizar la
compatibilidad electromagnética de los equipos Class A, debido a las
perturbaciones tanto conducidas como radiadas.
¡PRECAUCIÓN!
Antes de instalar y utilizar el equipo, lea
atentamente el manual de instrucciones.
ES

© ESAB AB 2006
- 5 -
br04d1c
¡PRECAUCIÓN!
Este producto debe ser utilizado solamente para soldadura de arco¡
ADVERTENCIA
Las actividades de soldadura y corte pueden ser peligrosas. Tenga cuidado y respete las nor
mas de seguridad de su empresa, que deben basarse en las del fabricante.
DESCARGAS ELÉCTRICAS - Pueden causar la muerte
S Instale y conecte a tierra el equipo según las normas vigentes.
S No toque con las manos desnudas ni con prendas de protección mojadas los electrodos ni las
piezas con corriente.
S Aíslese de la tierra y de la pieza de trabajo.
S Asegúrese de que su postura de trabajo sea segura.
HUMOS Y GASES - Pueden ser nocivos para la salud.
S Mantenga el rostro apartado de los humos.
S Utilice un sistema de ventilación o de extracción encima del arco (o ambos) para eliminar los
humos y gases de la zona de trabajo.
HAZ DEL ARCO - Puede provocar lesiones oculares y quemaduras
S Utilice un casco con elemento filtrante y prendas de protección adecuadas para protegerse los
ojos y el cuerpo.
S Utilice pantallas o cortinas de protección adecuadas para proteger al resto del personal.
PELIGRO DE INCENDIO
S Las chispas pueden causar incendios. Asegúrese de que no haya materiales inflamables cerca
de la zona de trabajo.
RUIDO - El exceso de ruido puede provocar lesiones de oído.
S Utilice protectores auriculares.
S Advierta de los posibles riesgos a las personas que se encuentren cerca de la zona de trabajo.
EN CASO DE AVERÍA - Acuda a un especialista.
Antes de instalar y utilizar el equipo, lea atentamente el manual de instrucciones.
¡PROTÉJASE Y PROTEJA A LOS DEMÁS.!
ESAB puede proporcionarle todos los accesorios e instrumentos de
protección necesarios.
¡Elimine los aparatos electrónicos en una instalación de reciclado!
De conformidad con la Directiva europea 2002/96/CE sobre residuos de aparatos
eléctricos y electrónicos y su aplicación con arreglo a la normativa nacional, los aparatos
eléctricos o electrónicos que han llegado al final de su vida útil se deben eliminar en una
instalación de reciclado.
Como responsable del equipo, le corresponde informarse sobre los puntos de recogida
autorizados.
Si desea más información, póngase en contacto con el distribuidor ESAB más cercano.
ES

© ESAB AB 2006
- 6 -
br04d1c
2 INTRODUCCIÓN
La Aristot Retrofit I/O, compatible con todas las fuentes de corriente controladas
por bus CAN –como AristoMig 400/500 con Aristot U8 I/O– comprueba y convierte
las señales de bus CAN que envía la fuente de corriente al robot de soldadura.
La Aristot Retrofit I/O convierte las señales analógicas y digitales en señales de
bus de campo (CAN) y viceversa, de señales de bus de campo en señales digitales
y analógicas.
2.1 Equipamiento
La Aristot Retrofit I/O se suministra con manual de instrucciones.
3 CARACTERÍSTICAS TÉCNICAS
Aristot Retrofit I/O - Interface S3 A350
Tensión de red 42 V 50 - 60 Hz
Tensión de red 2 (del robot) 24 V CC
Fusible 1 A
Fuente de corriente externa del robot +/− 15 V al robot
Conexión al robot Conector hembra de 48 conductores
Temperatura de funcionamiento -10 a +40
o
C
Peso 6,1 kg
Dimensiones externas (L x An x Al) 365 x 351 x 110 mm
Clase de protección IP23
Grado de estanqueidad
El código IP indica el grado de estanqueidad, es decir, el nivel de protección contra la penetración
de objetos sólidos y agua. Los aparatos marcados IP 23 están destinados para uso en interiores y
al aire libre.
4 INSTALACIÓN
La instalación deberá hacerla un profesional autorizado.
¡PRECAUCIÓN!
Este producto ha sido diseñado para usos industriales. Si se emplea en el hogar, puede
provocar interferencias de radio. Es responsabilidad del usuario adoptar las precauciones
oportunas.
¡ADVERTENCIA!
Cuando lleve a cabo trabajos de soldadura en entornos de alto riesgo eléctrico,
sólo deberán utilizarse unidades de alimentación adecuadas para dicho entorno.
Dichas unidades de alimentación pueden identificarse porque en ellas figura el
símbolo .
ES

© ESAB AB 2006
- 7 -
br04d1c
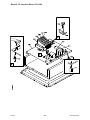
4.1 Ubicación
La Aristot Retrofit I/O se instala encima de la fuente de corriente. Quite la
alfombrilla de goma (C) de la fuente de corriente e introduzca la brida de la caja de
interfaz (A) en los perfiles laterales (B) de la fuente de corriente, como se muestra
en la figura.
¡IMPORTANTE! Inserte los 3 tornillos de la parte delantera de la caja de interfaz,
apretándolos lo suficiente para que se establezca contacto eléctrico. Asegúrese de
que haya contacto eléctrico.
4.2 Instrucciones de conexión
AH 0738
Encontrará una descripción completa de la fuente de corriente / unidad de alimentación de hilo en el
manual de instrucciones correspondiente.
ES

© ESAB AB 2006
- 8 -
br04d1c
5 FUNCIONAMIENTO
En la página 4 hay instrucciones de seguridad generales para el manejo de
este equipo. Léalas antes de usarlo.
5.1 Conexiones y dispositivos de control
1 Parada, pulsador AMARILLO 6 Fusible / 1 A, 24 VCC del robot
2 Inhibición del movimiento semicircular del
electrodo, botón AMARILLO
7 Conector de 8 patillas para conexión de
equipamiento adicional (lubricación /
limpieza)
3 Inhibición de proceso, botón AMARILLO 8 Conexión para el cable de la fuente de
corriente (12 patillas, bus CAN)
4 Piloto (BLANCO), alimentación del robot 9 Conexión (negativa) para detección de la
tensión de arco (toma macho de 1 patilla)
5 Conexión para señales de/a la pistola de
soldadura del robot (conector hembra de 48
conductores)
5.2 Descripción del funcionamiento
La Aristot Retrofit I/O se conecta al robot y a la fuente de corriente.
Cuando la caja de interfaz se conecta a una AristoMig 400 o AristoMig 500 con
Aristot U8 I/O, el número de serie ha de ser 0456 290 991 o superior.
La placa de características está en la
parte posterior de la caja de interfaz.
ES

© ESAB AB 2006
- 9 -
br04d1c
AH 0736
Pulsador A - Parada
Este pulsador detiene el robot y el proceso de soldadura.
Botón B – Ejecuta el programa del robot sin movimiento semicircular del
electrodo
Cuando se pulsa este botón (luce en amarillo), impide cualquier movimiento
semicircular del electrodo durante el programa de soldadura del robot. El programa
del robot se puede ejecutar con o sin movimiento semicircular del electrodo.
Botón C – Ejecuta el programa del robot sin proceso de soldadura
Cuando se pulsa este botón (luce en amarillo), se bloquea el proceso de soldadura.
De este modo se puede ejecutar el programa del robot y comprobar el patrón de
movimiento, sin soldar.
6 MANTENIMIENTO
Para garantizar la seguridad y fiabilidad del equipo es muy importante efectuar un
mantenimiento periódico.
¡PRECAUCIÓN!
Todas las obligaciones del proveedor derivadas de la garantía del producto dejarán de
ser aplicables si el cliente manipula el producto por su propia cuenta y riesgo durante
el periodo de vigencia de la garantía con el fin de reparar cualquier tipo de fallo o
avería.
6.1 Revisión y limpieza
Compruebe periódicamente que la caja de interfaz hace contacto eléctrico con la
fuente de corriente, así como que las conexiones están bien efectuadas y no
presentan fallos.
ES

© ESAB AB 2006
- 10 -
br04d1c
6.2 Localización de fallos
S ¿Se ha apagado el piloto (blanco) de la parte delantera de la caja? Compruebe
si el fusible está en buen estado.
S Asegúrese de que los cables están bien enchufados en los conectores
correspondientes.
Encontrará una descripción completa de la fuente de corriente, la unidad de alimentación de hilo y el
panel de control en el manual de instrucciones correspondiente.
7 PEDIDOS DE REPUESTOS
El Aristo
R
Retrofit I/O se han construido y ensayado según el estándar internacional y
europeo 60974- 1 y 60974- 10. Después de haber realizado una operación de servicio
o reparación, la empresa o persona de servicio que la haya realizado deberá cerciorar
se de que el equipo siga cumpliendo la norma antedicha.
Si desea realizar un pedido de piezas de repuesto, acuda al distribuidor de ESAB
más cercano (consulte la última página de este documento).
NOTA: 8. La DESCRIPCIÓN DE LA FUNCIÓN DE LAS SEÑALES DE ENTRADA/
SALIDA sólo está disponible en inglés y su finalidad básica es facilitar el trabajo del
integrador y la instalación de la caja de interfaz de la página 11.
ES

- 11 -
br04func
FUNCTION DESCRIPTION OF I/O SIGNALS
The Retrofit I/O is the interface between the welding robot and the welding
equipment. The Retrofit I/O converts the robot's I/O signals to field bus signals to the
welding equipment. The Retrofit I/O also converts the field bus signals from the
welding equipment to I/O signals to the welding robot.
Configuration of the I/O--version (U8 I/O)
With the service function 38 in the U8 I/O unit you can activate or deactivate the
different blocks of I/O's.
For more information, please read the Service manual for U8.
Input data I/O signal from control equipment (robot) to the welding
equipment
Welding start
The signal starts the welding process but before the welding process starts the quick
stop and stop signals are checked to ensure that they are not active.
Stop
The signal shuts off the robot and the welding process.
Quick stop
The signal stops the equipment if it is active in the welding process, it carries out a
normal stop without crater filling. The function is used when a quick stop is required
but it gives a normal burnback time to prevent the wire sticking in the weld pool. The
signal also blocks the start command.
Wire inching
Used when one wants to feed wire without welding voltage.
The signal starts the wire feed without the welding voltage being activated. The wire
feed unit feeds wire at the set speed. If the signal is active during the welding
process, the command is ignored.
If both welding and wire inching are activated at the same time the equipment will
ignore the wire inching command and start the welding process.
Gas flushing
Gas flushing is used when measuring the gas flow or to flush any air or moisture
from the gas hoses before welding starts. Gas flushing is carried out without voltage
or wire feed occurring.
Welding start always activates the gas valve even if the manual gas command is
given. In the same way the gas valve for gas post flow is always closed if it is not
closed already.
Gas flushing operates parallel to the functions gas pre-flow and gas post-flow. To
control the welding gas from the robot, set the gas pre-flow to minimum and the gas
post-flow to maximum, and then control the welding gas using the gas flushing
functions.

- 12 -
br04func
Spatter cleaning
The signal controls the valve for air cleaning welding spatter.
Touch Sense Response
This command is used by the robot to sense where the wire is.
When the function is active, the power source will give out current limited idle voltage
to see if the wire is in contact with the workpiece. On contact, the output signal
"Touch Sense Response" is activated.
Active analog
The signal is used to switch between the analog and digital remote modes.
Analogue active allows analog control of the welding parameters, voltage, arc
voltage and the wire feed speed.
NOTE! On Retrofit I/O the function is always activated.
If the welding method SuperPulse is to be used, the "analog active" signal must be
deactivated.
When the analogue method is activated the power source will not use the preset
values for wire feed speed and voltage when new welding data is selected. When
"analog active" is activated the robot controls arc voltage and wire feed speed using
analog signals.
With the analog active signal deactivated, welding data is exchanged with preset
welding data such as voltage, wire feed speed to fixed set welding parameters. The
pre-programmed welding data (schedules) is requested from the U8 I/O welding data
memory.
Welding data
With the signals memory 1, 2, 4, 8, one accesses saved welding data (schedules) in
U8 I/O.
The binary coded combinations of these signals can be used to recall the memories
1--15 in the Aristo U8 I/O memory bank.
A complete set of welding data includes all settings that can be made in U8 I/O, see
the instruction manual for U8.
Voltage reference
This signal is used by the robot for analog control of the welding voltage if analog
active is selected. It stretches from 0--10V and corresponds to welding voltage
socket as follows.
0V reference gives a deviation on the selected arc voltage of -10V
10V reference gives a deviation on the selected arc voltage of +10V
If the machine is in non-synergy mode, the equipment will use the appreciated value.
0V reference gives arc voltage 8V
10V reference gives arc voltage 60V

- 13 -
br04func
Wire feed speed reference signal
The signal is used by the robot to make analog adjustments to the wire feed speed.
The internal solution is 0.1 m/min.
Input voltage
0 V: Mini. value for wire feed (normally 0.8 m/min) (RoboFeed)
10 V: Max. value for wire feed (normally 25 m /min)
Output I/O signal from welding equipment to control equipment
Arc Acknowledge
The signal is activated after established welding start if the voltage and current
strength lie within weldable limits. The signal disappears if welding cannot be
established.
The criterion for establishing a welding arc is that the process control has passed the
start- procedure, which means that there it not sufficient with only a short circuit to
meet the criteria. Normal delay from the first contact, which is acknowledged by the
welding arc (wire feed time for this that the first contact is established ) is in the
interval 2 to 20 ms. If there is a poor start to the welding arc the "Arc acknowledge" is
further delayed.
Touch Sense Response
This signal indicates contact in the welding circuit, i.e. that the wire is in contact with
the workpiece. To obtain "touch sense response" the "touch sense" input signal must
be activated.
Collision robot (AntiCollisionDetect)
The signal comes via the internal CAN bus from the feeding mechanism
(RoboFeed). The signal indicates that the robot's breaker has activated. The
interface activates a relay which breaks two safety loops from the robot, at which the
robot orders a quick stop of both robot and the welding equipment.
The output is high when the welding gun breaker is tripped (the signal is sent to the
robot).
Machine faults
The signal is low when an error has been detected in the welding equipment.

© ESAB AB 2006
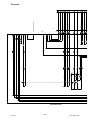
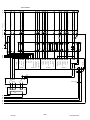
Esquema
Extern Negative Arcvoltage
0V
CAN HIGH
CAN LOW
141040
142020
C1
162
5
R2
273303031
1
ST1
144404041
019
XS02
D
XS01
24VR
114211
E
0VR
222
A C B
W1 47x
Lubrication Finish
224
Lubrication Cleaning
223
Lubrication
221
2B Em.stop
245455051
2A Em.stop
246606061
3
1B Em.stop
247707071
1A Em.stop
248808081
5
021
X1
HL1
121
Inhibit Process
294909902
13
SW2
132
034
X1
HL2
Inhibit Weaving
2106101003
13
SW3
033
711113
X1
HL3
Safety Switch
024
612
123
Safety Switch
023
3
R1
Safety Switch
026
Safety Switch
025
5
A
XP01
A
X4
1 2 3 4
5 6 7 8 9 1011
B K L E F
C G
4
X5
3 5 6 7 8 9 10 11 12
4 3 1
XP03
F m G X y
Y
Z E D k j b a
Interface Box
032
- 14 -
br04 diag

© ESAB AB 2006
19Vac
19Vac
42VAC
Com 0V
Com 0V
Wire 0-10V
19Vac
Voltage 0-10V
19VAC
24VR
0VR
24VR
0VR
Collision Detect
Machine Error=0V
Tourch Sense R.
Arc Acknowledge
Memory 8
Memory 4
Memory 2
Memory 1
Wire Feeder
Reserve
Reserve
Tourche Sense
Reserv
Analog Active
Quick Stop
Air Purque
Reverse Wire
Inching
Gas Purge
Weld On
0V
CAN LOW
CAN HIGH
Robot ABB S3
Safety
Switch
025
Em.Stop From Robot
022
A1
R2
AP3
TC1
A1
R1
414
154
060
-15V Supply to Robot
2121215
700
070
+15V Supply To Robot
2131315
080
AP1
KL3062
0 V Supply to Robot
101603
090
Wire Feed Reference
102505
110
Voltage reference
103401
100
KL2134
240
314
815
Weld eq.ready-SurmAlarm to Robot Inp.6
104304
Sensor input 2Surf.stepdetect Inp.238
105205
Current Sensor Inp.7
1061001
KL1408_2
(Memory8) Outp.6
0011808
(Memory4) Outp.5
0021704
(Memory2) Outp.18
0031607
(Memory1) Outp.17
0041503
Searce SensorActive Outp.19
0081101
KL1408_1
Run Outp.11
111
3
R2
011807
Spatter Cleaning O.10
012703
Manual Wire FeederOutp.8
014502
Gas On/Off Outp.9
015405
P.Source On/Off Outp7
016301
BK5151
100
0V Supply From Robot
017200
24V Supply From Robot
218
A1
FU1
1A
018124240
Shield
1200
1124
12 1314 15
a
n h g i f e A T B J H V U W X N L
M
K c d aa
1234
5
J5
18 17 16 15 14 13 12 11 10 9 8
7
6 5 4 3 2 1
J6
2
1
J1
1 2 3 4 5 6
J2
1
2 3 4
5
6 7
8
9 10 11 12 13 14
15
16 17 18 1
J3
2
327
24V
0V
24VR
0VR
12 56374812 56374814 58327653 17
244
W BK5151/XP01
4 3 1
D1 D2 D4 D6 D5
C2
0V
C1
24V
A5
-15V
A3
0V
A2
+15V
0V 24V
6 7 8 9 10
2 4
KL9010
201
J4
6
- 15 -
br04 diag

Retrofit I/O Interface Robot S3 A350
© ESAB AB 2006
Referencia de pedido
- 16 -
br04 order
AH 0736
Ordering no. Denomination Type Notes
0461 090 881 Aristo
Ò
Retrofit I/O Interface S3 A350 For ABB
0461 125 001 Instruction manual
Aristo
Ò
Retrofit I/O Interface S3 A350

- 17 -
notes
NOTES
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................

Retrofit I/O Interface Robot S3 A350
© ESAB AB 2006
Lista de repuestos
- 18 -
br04sp1
Item Qty Ordering no. Denomination Notes
101 1 - Cover
102 1 - Gable back 48p 1x12p
103 2 0452 116 004 Relay 2VX 24VDC
104 2 0452 116 008 Socket
105 1 0368 544 002 Sleeve socket 8-pol.
106 1 0368 543 008 Panel plug 48-pol
107 1 0458 681 891 Cable D-sub compl.
108 1 0467 911 884 Capacitor
109 1 0456 686 880 Clamp
110 1 0368 543 003 Burndy plug M/C Mount 12 way
- 50 0323 945 004 Contact pins (W) Min. 50 pcs
111 1 0457 799 001 Screen plate
112 1 0457 800 001 Insulation
113 1 0366 285 001 Protection cap 12-pol
114 1 0193701 001 Fuse holder knob
115 1 - Fuse 1A Slow fuse 230V
116 1 0193 701 002 Fuse holder
117 1 - Chassi S3 A350
118 1 - Adapter plate S3 A350
119 1 - Gable front. S3 A350
1 0192 576 003 Lamp 24V White
120 1 - Sign “STOP”
121 3 - Sign bracket
122 1 - Stop buttom Baco
123 2 - Contact block 14A/230 VAC (Stop buttom)
124 2 - Push buttom switch
125 1 - Sign “Inhibit Process”
126 1 - Sign “Inhibit Weawing”
127 1 - Lamp 24 VDC Baco
128 2 - Bracket
129 2 - Contact block 14A/230 VAC
20 0194 179 327 Screw MRT Ground-cutter M5x12 - Min. 50 pcs
SPARE PARTS SET
Item Ordering no. Denomination Notes
Kit 1 0443 740 881 Stop buttom kit Includes items: 120, 121, 122 and 123
Kit 2 0443 740 880 Push buttom kit Includes items: 121, 124, 125, 126, 127, 128 and 129

Retrofit I/O Interface Robot S3 A350
© ESAB AB 2006
- 19 -
br04sp1

Retrofit I/O Interface Robot S3 A350
© ESAB AB 2006
- 20 -
br04sp2
Item Qty Ordering no. Denomination Notes
MOUNTING PLATE
201 1 - Mounting plate
202 1 0194 204 001 Terminal Bud coupler BK5151
203 2 0194 205 001 Terminal Digital input KL1408
204 1 0194 205 002 Terminal Digitial output KL2134
205 1 0194 205 003 Terminal Analog input KL3062
206 1 0194 205 004 Terminal Bus End KL9010
207 1 - Screw, MRT Ground-cutter M5x12
208 1 - Flat pin 6.3 x 0.8 M6
209 1 0487 427 880 Printed Circuit Board
210 1 0319 828 003 Transformer WFU
211 1 - Circuit Card holder 6.3 mm
212 1 0487 385 880 Printed Circuit Board TIG
213 2 - Quick-Act lock nut B6

Retrofit I/O Interface Robot S3 A350
© ESAB AB 2006
- 21 -
br04sp2

© ESAB AB 2006
Retrofit I/O Interface Robot S3 A350
Accesorios
- 22 -
br04a1a
Aristot U8 I/O .......................... 0456 290 991
Extension cable CAN 4 pole - 12 pole
5 m.....................................
10 m....................................
0456 280 881
0456 280 882
Control cable Retrofit I/O Interface - Power
source .................................
Note:
Standard delivery with the Aristot Retrofit I/O
0456 527 891

- 23 -
notes
NOTES
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................

www.esab.com
110915© ESAB AB
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
BULGARIA
ESAB Kft Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
























ESAB Retrofit I/O Interface Robot S3 A350 - Aristo For ABB Manual de usuario
- Tipo
- Manual de usuario
- Este manual también es adecuado para
en otros idiomas
Artículos relacionados
-
ESAB Retrofit I/O Interface Motoman – Aristo® - For Motoman Manual de usuario
-
ESAB Aristo® Retrofit I/O Interface Universal 255 Manual de usuario
-
ESAB W82, Retrofit Mig 4004i WeldCloud™ Manual de usuario
-
ESAB Mig 4004i Pulse, Mig 4004i Pulse WeldCloud™ Manual de usuario
-
-
-
-
-
-