ESAB Warrior™ YardFeed 200, Warrior™ YardFeed 200w Manual de usuario
- Categoría
- Sistema de soldadura
- Tipo
- Manual de usuario
Este manual también es adecuado para

Instrucciones de uso
0463 387 031 XL 20140813 Valid for: serial no. 427-xxx-xxxx
Warrior™ YardFeed 200
Warrior™YardFeed200w

TABLA DE CONTENIDO
0463 387 031 © ESAB AB 2014
1 PRECAUCIONES DE SEGURIDAD.....................................................................3
2 INTRODUCCIÓN................................................................................................. 10
3 CARACTERÍSTICAS TÉCNICAS....................................................................... 11
4 INSTALACIÓN .................................................................................................... 13
4.1 Instrucciones para el izado ...............................................................................13
5 FUNCIONAMIENTO............................................................................................ 14
5.1 Conexiones y dispositivos de control .............................................................15
5.2 Función ............................................................................................................... 16
5.3 Presión de alimentación del hilo ......................................................................18
5.4 Cambio e introducción del hilo.........................................................................18
5.5 Cambio de los rodillos de alimentación ..........................................................19
6 MANTENIMIENTO .............................................................................................. 20
6.1 Revisión y limpieza ............................................................................................20
7 PEDIDOS DE REPUESTOS ...............................................................................21
DIAGRAMA................................................................................................................22
NÚMEROS DE PEDIDOS..........................................................................................24
PARTES DE DESGASTE ..........................................................................................25
ACCESORIOS ...........................................................................................................27
Se reserva el derecho de modificar las especificaciones sin previo aviso.

1 PRECAUCIONES DE SEGURIDAD
0463 387 031
- 3 -
© ESAB AB 2014
1 PRECAUCIONES DE SEGURIDAD
¡ADVERTENCIA!
Estas precauciones de seguridad son para su protección. Resumen la
información de precaución de las distintas referencias enumeradas en la sección
Información de seguridad adicional. Antes de realizar los procedimientos de
instalación u operación, asegúrese de leer y respetar todas las precauciones de
seguridad enumeradas anteriormente, así como también todos los manuales,
hojas de datos de seguridad de materiales, etiquetas, etc. Si no respeta las
precauciones de seguridad, se podrían ocasionar lesiones o incluso la muerte.
PROTÉJASE Y PROTEJA A LAS OTRAS PERSONAS
Algunos procesos de soldadura, corte y ranurado son ruidosos y
requieren protección auditiva. El arco, al igual que el sol, emite rayos
ultravioletas (UV) y otras radiaciones y puede dañar la piel y los ojos.
El metal caliente puede causar quemaduras. La capacitación sobre el
uso adecuado de los procesos y del equipo es fundamental para
evitar accidentes. Por lo tanto:
1. Use siempre gafas de seguridad con protección lateral en cualquier área de trabajo, aun
cuando también se requiera el uso de cascos para soldar, pantallas protectoras y gafas
protectoras.
2. Use una pantalla protectora con el filtro correcto y cubiertas protectoras para protegerse
los ojos, rostro, cuello y orejas de las chispas y los rayos del arco al operar el equipo o al
observar las operaciones. Adviértales a las personas que se encuentran en el lugar que
no deben mirar el arco ni exponerse a los rayos del arco eléctrico o del metal caliente.
3. Use guantes de seguridad ignífugos, camisa gruesa de mangas largas, pantalones sin
dobladillo, calzado de caña alta y un casco o gorro para soldar para protegerse de los
rayos del arco, de las chispas calientes y del metal caliente. También se puede requerir
el uso de un delantal ignífugo como protección contra el calor irradiado y las chispas.
4. Las chispas o metal calientes pueden caer en las mangas enrolladas, en los dobladillos
de los pantalones o en los bolsillos. Las mangas y los cuellos deben mantenerse
abotonados y no debe haber bolsillos abiertos en la parte delantera de la vestimenta.
5. Proteja a las otras personas de los rayos del arco y de las chispas calientes con paneles
o cortinas no inflamables adecuados.
6. Use gafas protectoras sobre las gafas de seguridad al quitar la escoria o al esmerilar. La
escoria podría estar caliente y podría volar lejos del lugar de trabajo. Las personas que
se encuentran en el lugar también deben usar gafas protectoras sobre las gafas de
seguridad.
INCENDIOS Y EXPLOSIONES
El calor de las llamas y de los arcos puede ocasionar incendios. La
escoria caliente o las chispas también pueden ocasionar incendios y
explosiones. Por lo tanto:

1 PRECAUCIONES DE SEGURIDAD
0463 387 031
- 4 -
© ESAB AB 2014
1. Quite todos los materiales combustibles y aléjelos del área de trabajo o cubra los
materiales con una cubierta protectora no inflamable. Los materiales combustibles son,
entre otros, madera, tela, aserrín, combustibles líquidos, gas combustible, solventes,
pintura y papel de revestimiento, etc.
2. Las chispas calientes o el metal caliente pueden atravesar grietas o fisuras, pasar a
otros pisos o aberturas en la pared y ocasionar un fuego latente oculto en el piso de
abajo. Asegúrese de que estas aberturas estén protegidas de las chispas y del metal
caliente.
3. No suelde, corte ni realice ningún trabajo con calor hasta que la pieza de trabajo se haya
limpiado completamente de manera que en la pieza de trabajo no haya sustancias que
ocasionen vapores tóxicos o inflamables. No realice trabajos con calor en contenedores
cerrados. Podrían explotar.
4. Tenga a mano los equipos extintores de incendios para su uso inmediato, por ejemplo,
una manguera de jardín, baldes con agua, baldes con arena o un extintor de incendios
portátil. Asegúrese de estar capacitado para utilizar estos equipos.
5. No use los equipos fuera de los valores establecidos. Por ejemplo, si el cable de
soldadura se sobrecarga, puede recalentarse y ocasionar peligro de incendio.
6. Al finalizar las operaciones, inspeccione el área de trabajo para asegurarse de que no
haya chispas calientes ni metal caliente que pudiera ocasionar un incendio más tarde.
Use sistemas de detección de incendios si es necesario.
7. Para obtener más información, consulte la norma NFP 51B, "Fire Prevention in Use of
Cutting and Welding Processes", que se encuentra disponible en la National Fire
Protection Association, Batterymarch Park, Quincy, MA 02269.
DESCARGA ELÉCTRICA
El contacto con piezas eléctricas con tensión y el suelo puede
ocasionar lesiones graves o incluso la muerte. NO use corriente de
soldadura de tipo CA en áreas húmedas, si el movimiento es reducido
o si hay riesgo de caída. Por lo tanto:
1. Asegúrese de que el bastidor de la fuente de alimentación (chasis) esté conectado al
sistema de puesta a tierra de la potencia de entrada.
2. Conecte la pieza de trabajo a una conexión de puesta a tierra adecuada.
3. Conecte el cable de trabajo a la pieza de trabajo. Si no hay conexión o si la conexión es
deficiente, usted puede quedar expuesto o exponer a otras personas a una descarga
mortal.
4. Use equipo con buen mantenimiento. Reemplace los cables gastados o dañados.
5. Mantenga todo seco, incluidos la vestimenta, el área de trabajo, los cables, el soporte
para electrodo/soplete y la fuente de alimentación.
6. Asegúrese de tener todas las partes del cuerpo aisladas.
7. No se pare directamente sobre metal ni sobre el suelo cuando trabaja en lugares
estrechos o áreas húmedas; párese sobre tablas secas o sobre una plataforma aislante
y use calzado con suela de goma.
8. Colóquese guantes secos sin agujeros antes de encender la fuente de alimentación.
9. Apague la fuente de alimentación antes de quitarse los guantes.
10. Consulte la norma ANSI/ASC Z49.1 (incluida en la página siguiente) para conocer las
recomendaciones específicas de la puesta a tierra. No confunda el conductor eléctrico
con el cable de puesta a tierra.

1 PRECAUCIONES DE SEGURIDAD
0463 387 031
- 5 -
© ESAB AB 2014
CAMPOS ELÉCTRICOS Y MAGNÉTICOS
Podría ser peligroso. La corriente eléctrica que fluye a través de
cualquier conductor causa campos eléctricos y magnéticos (EMF)
localizados. La corriente de soldadura y corte crea EMF alrededor de
los cables de soldadura y máquinas de soldar. Por lo tanto:
1. Los soldadores que usan marcapasos deben consultar a su médico antes de soldar. Los
EMF podrían interferir con algunos marcapasos.
2. La exposición a EMF podría tener otras consecuencias para la salud que son
desconocidas.
3. Los soldadores deben utilizar los siguientes procedimientos para minimizar la exposición
a EMF:
a) Pase el electrodo y los cables de trabajo juntos. Sujételos con cinta si es posible.
b) Nunca debe enrollarse el cable de trabajo o soplete por el cuerpo.
c) No coloque el cuerpo entre los cables de trabajo y del soplete. Pase los cables a un
mismo lado del cuerpo.
d) Conecte el cable de trabajo a la pieza de trabajo lo más cerca posible al área que se
soldará.
e) Mantenga los cables y la fuente de alimentación de soldadura lo más lejos posible
del cuerpo.
HUMOS Y GASES
Los humos y gases pueden ocasionar molestias o daños,
especialmente en espacios reducidos. No respire los humos y gases.
Los gases de protección pueden causar asfixia. Por lo tanto:
1. Siempre debe contar con una ventilación adecuada en el área de trabajo ya sea por
medios naturales o mecánicos. No realice soldaduras, cortes ni ranuras en materiales
como acero galvanizado, acero inoxidable, cobre, zinc, plomo, berilio o cadmio a menos
que cuente con ventilación mecánica positiva. No respire los humos de estos materiales.
2. No opere el equipo cerca de las operaciones de desengrasado y rociado. El calor o arco
puede reaccionar a los vapores de hidrocarburos clorados y formar fosgeno, un gas
altamente tóxico y otros gases irritantes.
3. Si experimenta una irritación momentánea en la vista, nariz o garganta mientras opera el
equipo, es una indicación de que no hay ventilación adecuada en el lugar. Deje de
trabajar y realice los pasos necesarios para mejorar la ventilación en el área de trabajo.
No siga operando el equipo si estas molestias físicas persisten.
4. Consulte la norma ANSI/ASC Z49.1 (ver lista que figura debajo) para obtener las
recomendaciones específicas relacionadas con la ventilación.
5. ADVERTENCIA: Cuando este producto se utiliza para soldar o cortar, produce humos o
gases que contienen químicos que el Estado de California considera como causantes de
malformaciones congénitas y, en algunos casos, cáncer (Código de salud y seguridad
de California §25249.5 y siguientes).
MANEJO DEL CILINDRO
Si los cilindros se manejan incorrectamente, se pueden romper y
pueden liberar gas de forma violenta. La ruptura repentina del
dispositivo de alivio o válvula del cilindro puede ocasionar lesiones o
incluso la muerte. Por lo tanto:

1 PRECAUCIONES DE SEGURIDAD
0463 387 031
- 6 -
© ESAB AB 2014
1. Utilice el gas adecuado para el proceso y utilice el regulador de reducción de presión
adecuado diseñado para el cilindro de gas comprimido. No use adaptadores. Mantenga
las mangueras y los accesorios en buenas condiciones. Siga las instrucciones de
operación del fabricante para montar el regulador en un cilindro de gas comprimido.
2. Sujete siempre los cilindros en posición vertical con una cadena o correa a carretillas de
mano, carrocerías, bancos, paredes, postes o soportes adecuados. Nunca sujete los
cilindros a mesas de trabajo o accesorios en los que podrían formar parte de un circuito
eléctrico.
3. Cuando esté fuera de uso, mantenga las válvulas del cilindro cerradas. Coloque la tapa
de protección de la válvula si el regulador no está conectado. Sujete y mueva los
cilindros utilizando carretillas de mano adecuadas.
4. Coloque los cilindros lejos del calor, las chispas y las llamas. Nunca golpee un arco en
un cilindro.
5. Para obtener más información, consulte la norma CGA P-1, "Precautions for Safe
Handling of Compressed Gases in Cylinders", que se encuentra disponible en la
Compressed Gas Association, 1235 Jefferson Davis Highway, Arlington, VA 22202.
¡ADVERTENCIA!
MANTENIMIENTO DEL EQUIPO
El equipo defectuoso o sin el mantenimiento adecuado puede ocasionar
lesiones o incluso la muerte. Por lo tanto:
1. Los trabajos de instalación, reparación y mantenimiento siempre deben ser
realizados por personal calificado. No realice ningún trabajo eléctrico a
menos que esté capacitado para hacerlo.
2. Antes de realizar cualquier trabajo de mantenimiento dentro de una fuente de
alimentación, desconecte la fuente de alimentación de la energía eléctrica de
entrada.
3. Mantenga los cables, el conductor a tierra, las conexiones, el cable de
alimentación y la fuente de alimentación en buenas condiciones de
operación. No opere ningún equipo que se encuentre en malas condiciones.
4. No haga mal uso del equipo ni de los accesorios. Mantenga el equipo lejos
de las fuentes de calor como hornos, de las áreas húmedas como charcos
de agua, aceite o grasa, de las atmósferas corrosivas y de las inclemencias
del tiempo.
5. Mantenga todos los dispositivos de seguridad y cubiertas de gabinetes en su
lugar y en buenas condiciones.
6. Utilice el equipo solo con el fin indicado. No realice ninguna modificación.

1 PRECAUCIONES DE SEGURIDAD
0463 387 031
- 7 -
© ESAB AB 2014
¡PRECAUCIÓN!
INFORMACIÓN DE SEGURIDAD ADICIONAL
Para obtener más información sobre las prácticas seguras
correspondientes al equipo de corte y soldadura por arco eléctrico, solicite
al proveedor una copia del documento "Precauciones y prácticas seguras
para arco, corte y ranurado", formulario 52-529.
Se recomienda leer las siguientes publicaciones, que se encuentran disponibles
en la American Welding Society, 550 N.W. LeJuene Road, Miami, FL 33126:
1. ANSI/ASC Z49.1 - "Safety in Welding and Cutting"
2. AWS C5.1 . "Recommended Practices for Plasma Arc Welding"
3. AWS C5.2 - "Recommended Practices for Plasma Arc Cutting"
4. AWS C5.3 - "Recommended Practices for Air Carbon, Arc Gouging and
Cutting"
5. AWS C5.5 - "Recommended Practices for Gas Tungsten Arc Welding"
6. AWS C5.6 - "Recommended Practices for Gas Metal Arc welding"
7. AWS SP - "Safe practices" - Reprint, Welding Handbook
8. ANSI/AWS F4.1 - "Recommended Safe Practices for Welding and Cutting of
Containers That Have Held Hazardous Substances"
SIGNIFICADO DE LOS SÍMBOLOS
Según se utilizan en este manual: Significa ¡Atención! ¡Tenga cuidado!
¡PELIGRO!
Significa peligros inmediatos que, si no se evitan, causarán lesiones
personales graves o incluso la pérdida de la vida.
¡ADVERTENCIA!
Significa peligros potenciales que podrían causar lesiones personales o la
pérdida de la vida.
¡PRECAUCIÓN!
Significa peligros que podrían causar lesiones personales menores.
Los usuarios del equipo ESAB tienen la absoluta responsabilidad de garantizar que toda
persona que trabaje con el equipo o cerca de este respete todas las precauciones de
seguridad correspondientes. Las precauciones de seguridad deben cumplir con los
requisitos que se aplican a este tipo de equipo. Se deben tener en cuenta las siguientes
recomendaciones, además de las regulaciones estándar que se aplican en el lugar de
trabajo.
Todo trabajo debe ser realizado por personal capacitado que esté familiarizado con la
operación del equipo. La operación incorrecta del equipo podría generar situaciones
peligrosas que pueden ocasionar lesiones al operador y daños al equipo.

1 PRECAUCIONES DE SEGURIDAD
0463 387 031
- 8 -
© ESAB AB 2014
1. Toda persona que utilice el equipo debe estar familiarizada con:
○ su operación
○ la ubicación de las paradas de emergencia
○ su función
○ las precauciones de seguridad correspondientes
○ las operaciones de soldadura y corte u otras operaciones aplicables del equipo
2. El operador debe garantizar que:
○ no haya ninguna persona no autorizada en el área de trabajo cuando se arranque el
equipo
○ no haya ninguna persona sin protección cuando se golpee el arco o se inicie el
trabajo con el equipo
3. El lugar de trabajo debe:
○ ser adecuado para la operación
○ estar libre de corrientes de aire
4. Equipo de seguridad personal:
○ Use siempre el equipo de seguridad personal recomendado, como gafas
protectoras, prendas ignífugas y guantes de seguridad.
○ No use accesorios que suelen quedar holgados, como bufandas, pulseras, anillos,
etc. que podrían quedar atrapados u ocasionar quemaduras.
5. Precauciones generales:
○ Asegúrese de que el cable de retorno esté bien conectado.
○ Los trabajos en el equipo de alta tensión solo pueden ser realizados por un
electricista calificado.
○ El equipo extintor de incendios adecuado debe estar muy cerca y claramente
marcado.
○ No se debe realizar la lubricación ni el mantenimiento del equipo durante la
operación.
¡PRECAUCIÓN!
Asegúrese de leer y comprender el manual de
instrucciones antes de instalar u operar el equipo.
¡PRECAUCIÓN!
Los equipos clase A no se pueden utilizar en residencias
donde la energía eléctrica es suministrada por el sistema
público de baja tensión. Podrían surgir algunas
dificultades al garantizar la compatibilidad
electromagnética de los equipos clase A en esas
ubicaciones debido a las perturbaciones conducidas y
radiadas.
¡PRECAUCIÓN!
Este producto está destinado únicamente a la soldadura por arco.

1 PRECAUCIONES DE SEGURIDAD
0463 387 031
- 9 -
© ESAB AB 2014
¡NOTA!
¡Deseche los equipos electrónicos en la instalación
de reciclaje!
En cumplimiento con la normativa europea 2012/19/EC
sobre cómo desechar los equipos eléctricos y
electrónicos y su implementación de acuerdo con la
legislación nacional, los equipos eléctricos y/o
electrónicos que han alcanzado el fin de su vida útil se
deben desechar en una instalación de reciclaje.
Como la persona responsable del equipo, es su
responsabilidad obtener información sobre las
estaciones de recolección aprobadas.
Para obtener más información, comuníquese con el
distribuidor de ESAB más cercano.
ESAB puede suministrarle todos los accesorios de soldadura y protección
necesarios.

2 INTRODUCCIÓN
0463 387 031
- 10 -
© ESAB AB 2014
2 INTRODUCCIÓN
Las unidades de alimentación de hilo Warrior™ YardFeed 200 y Warrior™ YardFeed 200w
se diseñaron para soldaduras MIG/MAG (GWAW) junto con otras fuentes de alimentación de
soldadura:
• Warrior 400i CC/CV
• Warrior 500i CC/CV
Vienen en distintas versiones. Consulte el capítulo "NÚMEROS DE ORDEN".
Las unidades de alimentación del hilo están selladas y contienen un mecanismo de
alimentación del hilo accionados mediante cuatro guías, así como también electrónica de
control.
Se pueden utilizar junto con un hilo estándar ESAB, S200 mm / 8 pulg. de diámetro, 5kg /
10lbs.
Los accesorios de ESAB correspondientes al producto se detallan en el capítulo
"ACCESORIOS" de este manual.

3 CARACTERÍSTICAS TÉCNICAS
0463 387 031
- 11 -
© ESAB AB 2014
3 CARACTERÍSTICAS TÉCNICAS
Warrior™ YardFeed 200
Tensión de red 42 V, 50/-60 Hz
Requisito de potencia 252VA
Corriente nominal I
1
6 A
Datos de los parámetros
Velocidad de alimentación de hilo 1.9 - 25.0 m/min (75 - 985 pulg./min)
Desplazamiento 2/4 De 2 o de 4 desplazamientos
Selección de hilo / Burnback Sólido o tubular
Arranque progresivo Siempre encendido
Purga de gas Sí
Avance lento del hilo Sí
Conexión del soplete EURO
Diámetro máximo de la bobina de hilo S200 mm (8 pulg.), 5kg / 10lbs
Dimensión del hilo
Fe 0.6 - 1.2 mm (0.023 - 0.047 pulg.)
Ss 0.6 - 1.2 mm (0.023 - 0.047 pulg.)
Al 1.0 - 1.2 mm (0.039 - 0.047 pulg.)
Hilo tubular 0.8 - 1.2 mm (0.031 - 0.047 pulg.)
Peso
WYF 200 11.6 kg (25.6libras)
WYF 200w 11.8 kg (26.0libras)
Dimensiones (largo × ancho × alto) 593 × 210 × 302 mm (23,3 × 8,3 × 11,9 pulg.)
Temperatura de funcionamiento -10 a +40 °C (+14° a +104 °F)
Temperatura de transporte y
almacenamiento
-20° a +55 °C (-4° a +131 °F)
Gas de protección Todos los tipos destinados a la soldadura
MIG/MAG
presión máx. 0.5 MPA (5 bar / 72.5 psi)
Carga máxima admisible a
un factor de intermitencia del 60% 365 A
un factor de intermitencia del 100% 280 A
Clase de protección de la carcasa IP23
Parámetros estándar de fábrica
Los parámetros estándar de fábrica para Warrior™ YardFeed 200 son de pulg./min y con
válvula de gas completamente abierta.
Factor de intermitencia
El factor de intermitencia define el tiempo como porcentaje de un período de diez minutos
que puede soldar o cortar a una cierta carga sin sobrecarga. El factor de intermitencia es
válido para una temperatura de 104°F (40°C).

3 CARACTERÍSTICAS TÉCNICAS
0463 387 031
- 12 -
© ESAB AB 2014
Clase de protección de la carcasa
El código IP indica la clase de protección de la carcasa (por ejemplo, el grado de protección
contra la penetración de agua y objetos sólidos).
Los equipos de la clase IP23 pueden utilizase tanto en interiores como al aire libre.

4 INSTALACIÓN
0463 387 031
- 13 -
© ESAB AB 2014
4 INSTALACIÓN
La instalación debe ser realizada por un profesional.
¡ADVERTENCIA!
Cuando suelde en un entorno con mayor peligro eléctrico, solo se pueden utilizar
fuentes de alimentación diseñadas para ese entorno. Estas fuentes de
alimentación están marcadas con el símbolo .
4.1 Instrucciones para el izado

5 FUNCIONAMIENTO
0463 387 031
- 14 -
© ESAB AB 2014
5 FUNCIONAMIENTO
Las regulaciones generales de seguridad para manejar el equipo se detallan en el
capítulo "SEGURIDAD" de este manual. ¡Léalo atentamente antes de comenzar a
utilizar el equipo!
¡ADVERTENCIA!
Para evitar una descarga eléctrica, no toque el cable del electrodo ni las piezas
que están en contacto con él, ni los cables o conexiones que no estén aislados.
¡NOTA!
Al mover el equipo, utilice el asa para transporte. Nunca empuje el equipo tirando
del soplete de soldar.
¡ADVERTENCIA!
Asegúrese de que los paneles laterales estén cerrados durante la operación.
¡ADVERTENCIA!
Las piezas giratorias pueden ocasionar daños. Tenga
mucho cuidado.
¡ADVERTENCIA!
¡Riesgo de aplastamiento al reemplazar la bobina
de hilo!
No utilice guantes de seguridad al insertar el hilo
para soldadura entre los rodillos de alimentación.
¡PRECAUCIÓN!
Antes de enhebrar el hilo para soldadura, asegúrese de que se hayan quitado las
rebabas y la punta de cincel del extremo del hilo para evitar que el hilo se
atasque en la guía del soplete.

5 FUNCIONAMIENTO
0463 387 031
- 15 -
© ESAB AB 2014
5.1 Conexiones y dispositivos de control
1 Interruptor de contacto de
seguridad
9 Conexión ROJA para el agua de
refrigeración a la fuente de
alimentación (unidad de
refrigeración) **
2 Conexión para soplete de soldar
(Conector europeo)
10 Interruptor de palanca para purga
de gas / avance lento de hilo
3 Pantalla de velocidad de
alimentación de hilo (pulg./min o
m/min)*
11 Interruptor para seleccionar 2
desplazamientos o 4
desplazamientos
4 Perilla para ajustar la tensión 12 Conexión para la corriente de
soldadura desde la fuente de
alimentación (OKC)
5 Corriente de la pantalla (A) 13 Conexión para gas de protección
6 Tensión de la pantalla (V) 14 Conexión para el cable de control
desde la fuente de alimentación

5 FUNCIONAMIENTO
0463 387 031
- 16 -
© ESAB AB 2014
7 Perilla para ajustar la velocidad de
alimentación del hilo (m/min o
pulg./min)
15 Conexión ROJA para el agua de
refrigeración a la fuente de
alimentación (unidad de
refrigeración)
8 Conexión AZUL para el agua de
refrigeración desde la fuente de
alimentación (unidad de
refrigeración) **
16 Conexión AZUL para el agua de
refrigeración desde la fuente de
alimentación (unidad de
refrigeración)
*Para ajustar la pantalla de la unidad de velocidad de alimentación del hilo, consulte la
sección "Control de flujo de gas e hilo tubular/sólido".
** Las conexiones de agua de refrigeración solo están disponibles en ciertos modelos.
¡NOTA!
La pantalla para la velocidad de alimentación del hilo se activa unos segundos
después de que el interruptor de contacto de seguridad se coloque en el modo
de "Welding ON" (Soldadura activada) (1).
¡NOTA!
Las conexiones de agua de refrigeración solo están disponibles en ciertos
modelos.
5.2 Función
Conexión de agua
Al conectar un soplete de soldar refrigerado con agua, el interruptor de alimentación
eléctrica principal de la fuente de alimentación debe estar en la posición OFF (Apagado) y el
interruptor de la unidad de refrigeración debe estar en la posición 0.
Se puede pedir un juego de conexiones de agua como accesorio. Consulte el capítulo
"Accesorios".
Prensacables
Enganche el prensacables en el gancho ubicado
en la parte posterior de la unidad de
alimentación y el cable de conexión.
Interruptor de contacto de seguridad
0 Soldadura DESACTIVADA
1 Soldadura ACTIVADA
Calor ACTIVADO (accesorio) y soldadura
DESACTIVADA
El área de bobina se calienta para que el
hilo de soldadura se mantenga seco a la
hora de soldar.

5 FUNCIONAMIENTO
0463 387 031
- 17 -
© ESAB AB 2014
Control de flujo de gas e hilo tubular/sólido
Abra la tapa para tener acceso al control de flujo
de gas y a la selección de hilo tubular/sólido.
A = Controlar el flujo de gas
B = Medidor de flujo de gas
C = Ajustar el hilo sólido o tubular
D = Ajuste de pantalla, pulg./min o m/min
Selección de hilo – Hilo sólido
Se selecciona el comportamiento de terminación en cortocircuito (SCT) cuando se
suelta el gatillo para adaptar el equipo a la soldadura con hilo sólido.
La terminación en cortocircuito (SCT) es una forma de detener la soldadura con
pequeños cortocircuitos para reducir el cráter final y la oxidación. También ofrece la
ventaja de un buen rendimiento inicial con hilo sólido.
Selección de hilo – Hilo tubular
Se selecciona un tiempo de relleno constante cuando se suelta el gatillo para adaptar
el equipo a la soldadura con hilo tubular.
Purga de gas
La purga de gas se utiliza para medir el flujo de gas o para purgar el aire o la
humedad de las mangueras de gas antes de comenzar a soldar. La purga de
gas se realiza mientras se mantiene presionado el botón y se lleva a cabo sin
tensión ni arranque de alimentación de hilo.
Avance lento del hilo
El avance lento del hilo se utiliza cuando se necesita alimentar hilo sin aplicar
tensión de soldadura. El hilo se alimenta mientras se mantiene presionado el
botón.
2 desplazamientos
Con 2 desplazamientos, el pre-flujo de gas comienza cuando se presiona el
interruptor del gatillo del soplete de soldar. Luego se inicia el proceso de
soldadura. Al liberar el interruptor del gatillo, la soldadura se detiene
completamente y se inicia el pre-flujo de gas.
4 desplazamientos
Con 4 desplazamientos, el pre-flujo de gas comienza cuando se presiona el
interruptor del gatillo del soplete de soldar y la alimentación del hilo comienza
cuando se libera. El proceso de soldadura continúa hasta que se vuelve a
presionar el interruptor, luego se detiene la alimentación del hilo y cuando se
libera el interruptor, el post-flujo de gas comienza.
Tensión
Una mayor tensión aumenta la longitud de arco y produce un depósito de
soldadura más amplio y más caliente.

5 FUNCIONAMIENTO
0463 387 031
- 18 -
© ESAB AB 2014
Velocidad de alimentación de hilo
Establece la velocidad de alimentación requerida del hilo de aporte en m/minuto
o en pulgadas/minuto.
5.3 Presión de alimentación del hilo
Primero debe asegurarse de que el hilo se mueva uniformemente por la guía del hilo. Luego,
ajuste la presión de los rodillos de presión del alimentador de hilo. Es importante que la
presión no sea demasiado elevada.
Figura A Figura B
Para comprobar que la presión de alimentación esté ajustada correctamente, puede
desenrollar el hilo sobre un objeto aislante, por ejemplo, un trozo de madera.
Cuando sostenga el soplete de soldar a aprox. 5mm del trozo de madera (figura A), los
rodillos de alimentación se deben deslizar.
Si sostiene el soplete de soldar a aprox. 50mm del trozo de madera, el hilo debe
desenrollarse y doblarse (figura B).
5.4 Cambio e introducción del hilo
1. Abra el panel lateral.
2. Desconecte el sensor de presión doblándolo hacia atrás. Los rodillos de presión se
deslizan hacia arriba.
3. Desenrolle entre 10 y 20 cm del hilo nuevo. Lime cualquier rugosidad o arista filosa que
pueda tener en la punta e insértelo en la unidad de alimentación de hilo.
4. Asegúrese de que el hilo entre correctamente en la guía del rodillo de alimentación, así
como en la boquilla de descarga o en la guía del hilo.
5. Sujete el sensor de presión.
6. Cierre el panel lateral.

5 FUNCIONAMIENTO
0463 387 031
- 19 -
© ESAB AB 2014
5.5 Cambio de los rodillos de alimentación
1. Abra el panel lateral.
2. Desconecte el sensor de presión (1)
doblándolo hacia atrás. Los rodillos de
presión se deslizan hacia arriba.
3. Desconecte los rodillos de presión (2)
girando el eje (3) 1/4 de giro hacia la
derecha y tirando el eje hacia afuera. Los
rodillos de presión se desconectan.
4. Desconecte los rodillos de alimentación
(4) desatornillando las tuercas (5) y
tirando los rodillos hacia afuera.
Durante la instalación, repita el procedimiento anterior en orden inverso.
Selección de la guía en los rodillos de alimentación
Gire hacia usted el rodillo de alimentación que tiene la marca de dimensión para la guía que
necesita.

6 MANTENIMIENTO
0463 387 031
- 20 -
© ESAB AB 2014
6 MANTENIMIENTO
¡NOTA!
El mantenimiento regular es muy importante para un funcionamiento seguro y
confiable.
¡PRECAUCIÓN!
Todos los compromisos asumidos por el proveedor en la garantía se dejan de
aplicar si el cliente intenta realizar algún trabajo para rectificar las fallas del
producto durante el período de garantía.
6.1 Revisión y limpieza
Unidad de alimentación de hilo
Compruebe periódicamente que la unidad de alimentación de hilo no esté atascada con
suciedad.
La limpieza y el reemplazo de las piezas gastadas del mecanismo de la unidad de
alimentación de hilo se deben realizar regularmente para que no haya inconvenientes en la
alimentación del hilo. Tenga en cuenta que si el pretensado es demasiado rígido, puede
causar un desgaste anormal en el rodillo de presión, en el rodillo de alimentación y en la
guía del hilo.
El cubo de freno
El cubo se ajusta cuando es entregado.
Ajuste el cubo de freno de manera que el hilo
quede un tanto flojo cuando se detiene la
alimentación del hilo.
Soplete de soldadora
Las partes de desgaste del soplete de soldar se deben limpiar y reemplazar regularmente
para que no haya inconvenientes en la alimentación del hilo. Limpie con aire la guía del hilo
regularmente y limpie la punta de contacto.

7 PEDIDOS DE REPUESTOS
0463 387 031
- 21 -
© ESAB AB 2014
7 PEDIDOS DE REPUESTOS
¡PRECAUCIÓN!
Las reparaciones y los trabajos eléctricos deben ser realizados por un técnico del
servicio autorizado de ESAB. Utilice solo piezas usadas y repuestos originales
de ESAB.
Warrior™ YardFeed 200 y Warrior™ YardFeed 200w se diseñaron y probaron según
las normas internacionales y europeas IEC/EN 60974-5 y IEC/EN 60974-10, la norma
canadiense CAN/CSA-E60974-5 y la norma estándar estadounidense ANSI/IEC
60974-5. Al finalizar el trabajo de servicio de mantenimiento o reparación, es
responsabilidad de las personas que realizan el trabajo garantizar que el producto
sigue cumpliendo con los requisitos de los estándares anteriores.
Los repuestos se pueden solicitar a través del distribuidor de ESAB más cercano. Consulte
la contratapa de este documento. Al realizar el pedido, detalle el tipo de producto, número
de serie, designación y número de repuesto de acuerdo con la lista de repuestos. Esto
facilita el envío y garantiza la correcta entrega.

DIAGRAMA
0463 387 031
- 22 -
© ESAB AB 2014
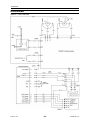
DIAGRAMA
Warrior™ Yard Feed 200

DIAGRAMA
0463 387 031
- 23 -
© ESAB AB 2014

NÚMEROS DE PEDIDOS
0463 387 031
- 24 -
© ESAB AB 2014
NÚMEROS DE PEDIDOS
Ordering no. Denomination Type
0459 906 898 Warrior™ YardFeed 200
0459 906 899 Warrior™ YardFeed 200w with water cooling
0463 390 001 Spare parts list
Los manuales de instrucción y las piezas de repuesto se encuentran disponibles en Internet
en: www.esab.com

PARTES DE DESGASTE
0463 387 031
- 25 -
© ESAB AB 2014
PARTES DE DESGASTE
Item Ordering no. Denomination Wire type Wire dimensions
HI 1 0455 072 002 Intermediate
nozzle
Fe, Ss
& Cored
0456 615 001 Intermediate
nozzle
Al
HI 2 0469 837 880 Outlet nozzle Fe, Ss
& Cored
Ø2.0 mm steel for 0.6-1.2 mm
0469 837 881 Outlet nozzle Al Ø2.0 mm plastic for 0.8-1.2 mm
HI 3 0191 496 114 Key
HI 4 0215 701 007 Locking washer
HI 5a 0459 440 001 Motor gear euro
Item Ordering no. Denomination Wire type Wire
dimensions
Groove
type
Roller
markings
HI 5b 0459 052 001 Feed/pressure
rollers
Fe, Ss
& Cored
Ø 0.6 &
0.8 mm
V 0.6 S2 &
0.8 S2
0459 052 002 Feed/pressure
rollers
Fe, Ss
& Cored
Ø 0.8 &
0.9/1.0 mm
V 0.8 S2 &
1.0 S2
0459 052 003 Feed/pressure
rollers
Fe, Ss
& Cored
Ø 0.9/1.0 &
1.2 mm
V 0.9/1.0 S2
& 1.2 S2
0458 825 001 Feed/pressure
rollers
Cored Ø 0.9/1.0 &
1.2 mm
V-knurled 1.0 R2 &
1.2 R2
0458 824 001 Feed/pressure
rollers
Al Ø 0.8 &
0.9/1.0 mm
U 0.8 A2 &
1.0 A2
0458 824 002 Feed/pressure
rollers
Al Ø 1.0 &
1.2 mm
U 1.0 A2 &
1.2 A2
0458 824 003 Feed/pressure
rollers
Al Ø 1.2 mm U 1.2 A2
Use only pressure and feed rollers marked A2, R2 or S2 .
Item Ordering no. Denomination Notes
HI 6 Washer Ø 16/5×1
HI 7 Screw M4×12
HI 8 Screw M6×12
HI 9 Washer Ø 16/8.4×1.5
HI 10 0469 838 001 Cover
HI 11 0458 722 880 Axle and Nut
HI 12 0459 441 880 Gear adapter
HI 13 0455 049 001 Inlet nozzle For Fe, Ss, Al and cored wire
0460 007 001 Inlet nozzle Long-life for Fe, Ss, Al and cored wire
HI 14 0458 999 001 Shaft

PARTES DE DESGASTE
0463 387 031
- 26 -
© ESAB AB 2014
Welding with aluminium wire
In order to weld with aluminium wire, proper rollers, nozzles and liners for aluminium wire
MUST be used. It is recommended to use 3 m long welding gun for aluminium wire,
equipped with appropriate wear parts.

ACCESORIOS
0463 387 031
- 27 -
© ESAB AB 2014
ACCESORIOS
0460 005 880 Gas flow meter
0459 941 880 Heating kit
0459 961 880 Control panel protection
0457 341 881 Strain relief for welding gun
Connection set air, 50 mm², 19/19 pole
0459 836 562
0459 836 563
0459 836 564
0459 836 565
0459 836 566
10 m
15 m
25 m
35 m
50 m
Connection set water, 50 mm², 19/19 pole
0459 836 572
0459 836 573
0459 836 574
0459 836 575
0459 836 576
10 m
15 m
25 m
35 m
50 m

© ESAB AB 2014
ESAB Welding & Cutting Products, Florence, SC Welding Equipment
COMMUNICATION GUIDE - CUSTOMER SERVICES
A CUSTOMER SERVICE QUESTIONS:
Telephone: (800) 362-7080 / Fax: (800) 634-7548 Hours: 8.00 AM to 7:00 PM EST
Order Entry Product Availability Pricing Order Information Returns
B ENGINEERING SERVICE:
Telephone: (834) 664-4416 / Fax: (800) 446-5693 Hours: 7.30 AM to 5:00 PM EST
Warranty Returns Authorized Repair Stations Welding Equipment Troubleshooting
C TECHNICAL SERVICE:
Telephone: (800) ESAB-123 / Fax: (843) 664-4452 Hours: 8.00 AM to 5:00 PM EST
Part Numbers Technical Applications Specifications Equipment Recommendations
D LITERATURE REQUESTS:
Telephone: (843) 664-5562 / Fax: (843) 664-5548 Hours: 7.30 AM to 4:00 PM EST
E WELDING EQUIPMENT REPAIRS:
Telephone: (843) 664-4487 / Fax: (843) 664-5557 Hours: 7.30 AM to 3:30 PM EST
Repair Estimates Repair Status
F WELDING EQUIPMENT TRAINING:
Telephone: (843) 664-4428 / Fax: (843) 679-5864 Hours: 7.30 AM to 4:00 PM EST
Training School Information and Registrations
G WELDING PROCESS ASSISTANCE:
Telephone: (800) ESAB-123 / Fax: Hours: 7.30 AM to 4:00 PM EST
H TECHNICAL ASST. CONSUMABLES:
Telephone: (800) 933-7070 / Fax: Hours: 7.30 AM to 5:00 PM EST
IF YOU DO NOT KNOW WHOM TO CALL
Telephone: (800) ESAB-123
Fax: (843) 664-4452
Hours: 7:30 AM to 5:00 PM EST
or
visit us on the web at http://www.esabna.com
The ESAB web site offers:
Comprehensive Product Information
Material Safety Data Sheets
Warranty Registration
Instruction Literature Download Library
Distributor Locator
Global Company Information
Press Releases
Customer Feedback & Support
ESAB Welding & Cutting Products
PO BOX 100545, Florence SC 29501-0545
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28




























ESAB Warrior™ YardFeed 200, Warrior™ YardFeed 200w Manual de usuario
- Categoría
- Sistema de soldadura
- Tipo
- Manual de usuario
- Este manual también es adecuado para
Artículos relacionados
-
ESAB Warrior™ YardFeed 200 Manual de usuario
-
-
-
ESAB Robust Feed PRO Manual de usuario
-
ESAB Warrior™ Feed 304w Manual de usuario
-
-
ESAB Warrior™ 350i MV CC/CV Manual de usuario
-
-
-
ESAB GunMaster HD+ Manual de usuario