GYS Separate wire feeder EXAFEED-4L - For EXAGON 400 El manual del propietario
- Categoría
- Sistema de soldadura
- Tipo
- El manual del propietario
Este manual también es adecuado para

73502_V4_27/08/2019
FR
2-3 / 4-13 / 74-80
EXAFEED 4L
EN
2-3 / 14-23 / 74-80
www.gys.fr
RU
2-3 / 44-53 / 74-80
IT
2-3 / 53-63 / 74-80
NL
2-3 / 64-73 / 74-80
DE
2-3 / 24-33 / 74-80
ES
2-3 / 34-43 / 74-80

2
EXAFEED 4L
FIG-1
FIG-2
2
3
4
1
5
8
11
10
12
13
14
16
1 2
3
4
5
6
7
8
9
11
10
13 14 15 16 17 18
12
15
6
7
9
19
20

3
EXAFEED 4L
FIG-3
- Acier / Steel / Stahl / Acero
/ Staal / Aço
- Inox - Stainless steel
- Alu
Gaine acier / Steel
sheath / Stahlseele
Gaine téon / Teon sheath /
Teonseele
Tube capillaire / Capillary
Pipe / Kapillarrohr
A/
B/
NO USE
FIG-4
2 3
A B
C
D
E F
4
4
FIG-5
M5x10
(x4)

4
EXAFEED 4L
FR
AVERTISSEMENTS - RÈGLES DE SÉCURITÉ
CONSIGNE GÉNÉRALE
Ces instructions doivent être lues et bien comprises avant toute opération.
Toute modication ou maintenance non indiquée dans le manuel ne doit pas être entreprise.
Tout dommage corporel ou matériel dû à une utilisation non-conforme aux instructions de ce manuel ne pourra être retenu à la charge du fabricant.
En cas de problème ou d’incertitude, veuillez consulter une personne qualiée pour manier correctement l’installation.
Lire le manuel d’utilisation de la source de soudage avant l’utilisation du dévidoir.
ENVIRONNEMENT
Ce matériel doit être utilisé uniquement pour faire des opérations de soudage dans les limites indiquées par la plaque signalétique et/ou le manuel.
Il faut respecter les directives relatives à la sécurité. En cas d’utilisation inadéquate ou dangereuse, le fabricant ne pourra être tenu responsable.
L’installation doit être utilisée dans un local sans poussière, ni acide, ni gaz inammable ou autres substances corrosives de même pour son stockage.
S’assurer d’une circulation d’air lors de l’utilisation.
Plages de température :
Utilisation entre -10 et +40°C (+14 et +104°F).
Stockage entre -20 et +55°C (-4 et 131°F).
Humidité de l’air :
Inférieur ou égal à 50% à 40°C (104°F).
Inférieur ou égal à 90% à 20°C (68°F).
Altitude :
Jusqu’à 1000 m au-dessus du niveau de la mer (3280 pieds).
PROTECTIONS INDIVIDUELLES ET DES AUTRES
Le soudage à l’arc peut être dangereux et causer des blessures graves voire mortelles.
Le soudage expose les individus à une source dangereuse de chaleur, de rayonnement lumineux de l’arc, de champs électromagnétiques (attention au
porteur de pacemaker), de risque d’électrocution, de bruit et d’émanations gazeuses. Protégez-vous et protégez les autres. Respectez les instructions
de sécurité suivantes :
An de vous protéger de brûlures et rayonnements, porter des vêtements sans revers, isolants, secs, ignifugés et en bon état, qui
couvrent l’ensemble du corps.
Utiliser des gants qui garantissent l’isolation électrique et thermique.
Utilisez une protection de soudage et/ou une cagoule de soudage d’un niveau de protection sufsant (variable selon les applications).
Protégez vos yeux lors des opérations de nettoyage. Les lentilles de contact sont particulièrement proscrites.
Il est parfois nécessaire de délimiter les zones par des rideaux ignifugés pour protéger la zone de soudage des rayons de l’arc, des
projections et des déchets incandescents.
Informez les personnes dans la zone de soudage de ne pas xer les rayons de l’arc ni les pièces en fusion et de porter les vêtements
adéquats pour se protéger.
Utiliser un casque contre le bruit si le procédé de soudage atteint un niveau de bruit supérieur à la limite autorisée. De même pour
toute personne étant dans la zone de soudage.
Tenir à distance des parties mobiles (ventilateur) les mains, cheveux, vêtements.
Ne jamais enlever les protections carter du groupe froid lorsque la source de courant de soudage est sous tension, le fabricant ne
pourrait être tenu pour responsable en cas d’accident.
Les pièces qui viennent d’être soudées sont chaudes et peuvent provoquer des brûlures lors de leur manipulation. Lors d’intervention
d’entretien sur la torche, il faut s’assurer que celle-ci soit sufsamment froide et attendre au moins 10 minutes avant toute
intervention. Le groupe froid doit être allumé lors de l’utilisation d’une torche refroidie eau an d’être sûr que le liquide ne puisse
pas causer de brûlures.
Il est important de sécuriser la zone de travail avant de la quitter an de protéger les personnes et les biens.
FUMÉES DE SOUDAGE ET GAZ
Les fumées, gaz et poussières émis par le soudage sont dangereux pour la santé. Il faut prévoir une ventilation sufsante, un
apport d’air est parfois nécessaire. Un masque à air frais peut être une solution en cas d’aération insufsante.
Vérier que l’aspiration est efcace en la contrôlant par rapport aux normes de sécurité.
Attention, le soudage dans des milieux de petites dimensions nécessite une surveillance à distance de sécurité. Par ailleurs le soudage de certains
matériaux contenants du plomb, cadmium, zinc ou mercure voir béryllium peuvent être particulièrement nocifs, dégraisser également les pièces avant
de les souder.

5
EXAFEED 4L
FR
Les bouteilles doivent être entreposées dans des locaux ouverts ou bien aérés. Elles doivent être en position verticale et maintenues à un support ou
sur un chariot.
Le soudage doit être proscrit à proximité de graisse ou de peinture.
RISQUES DE FEU ET D’EXPLOSION
Protéger entièrement la zone de soudage, les matières inammables doivent être éloignées d’au moins 11 mètres.
Un équipement anti-feu doit être présent à proximité des opérations de soudage.
Attention aux projections de matières chaudes ou d’étincelles et même à travers des ssures, elles peuvent être source d’incendie
ou d’explosion.
Éloigner les personnes, les objets inammables et les containers sous pressions à une distance de sécurité sufsante.
Le soudage dans des containers ou des tubes fermés est à proscrire et dans le cas où ils sont ouverts il faut les vider de toute matière inammable
ou explosive (huile, carburant, résidus de gaz …).
Les opérations de meulage ne doivent pas être dirigées vers la source de courant de soudage ou vers des matières inammables.
BOUTEILLES DE GAZ
Le gaz sortant des bouteilles peut être source de suffocation en cas de concentration dans l’espace de soudage (bien ventiler).
Le transport doit être fait en toute sécurité : bouteilles fermées et la source de courant de soudage éteinte. Elles doivent être
entreposées verticalement et maintenues par un support pour limiter le risque de chute.
Fermer la bouteille entre deux utilisations. Attention aux variations de température et aux expositions au soleil.
La bouteille ne doit pas être en contact avec une amme, un arc électrique, une torche, une pince de masse ou toutes autres sources de chaleur ou
d’incandescence.
Veiller à la tenir éloignée des circuits électriques et de soudage et donc ne jamais souder une bouteille sous pression.
Attention lors de l’ouverture du robinet de la bouteille, il faut éloigner la tête de la robinetterie et s’assurer que le gaz utilisé est approprié au procédé
de soudage.
SÉCURITÉ ÉLECTRIQUE
Le réseau électrique utilisé doit impérativement avoir une mise à la terre. Utiliser la taille de fusible recommandée sur le tableau
signalétique.
Une décharge électrique peut être une source d’accident grave direct ou indirect, voire mortel.
Ne jamais toucher les parties sous tension à l’intérieur comme à l’extérieur de la source de courant de soudage quand elle est alimentée (Torches,
pinces, câbles, électrodes) car elles sont branchées au circuit de soudage.
Avant d’ouvrir la source de courant de soudage, il faut la déconnecter du réseau et attendre 2 minutes an que l’ensemble des condensateurs soit
déchargé.
Ne pas toucher en même temps la torche ou le porte-électrode et la pince de masse.
Veillez à changer les câbles, torches si ces derniers sont endommagés, par des personnes qualiées et habilitées.
Dimensionner la section des câbles (rallonge et câbles de soudage) en adéquation avec l’application.
Toujours utiliser des vêtements secs et en bon état pour s’isoler du circuit de soudage. Portez des chaussures isolantes, quel que soit le milieu où
vous travaillez.
ÉMISSIONS ÉLECTROMAGNÉTIQUES
Le courant électrique passant à travers n’importe quel conducteur produit des champs électriques et magnétiques (EMF)
localisés. Le courant de soudage produit un champ électromagnétique autour du circuit de soudage et du matériel de soudage.
Les champs électromagnétiques EMF peuvent perturber certains implants médicaux, par exemple les stimulateurs cardiaques. Des mesures de
protection doivent être prises pour les personnes portant des implants médicaux. Par exemple, restrictions d’accès pour les passants ou une évaluation
de risque individuelle pour les soudeurs.
Tous les soudeurs devraient utiliser les procédures suivantes an de minimiser l’exposition aux champs électromagnétiques provenant du circuit de
soudage:
• positionnez les câbles de soudage ensemble – xez les avec une attache, si possible;
• positionnez votre torse et votre tête aussi loin que possible du circuit de soudage;
• n’enroulez jamais les câbles de soudage autour de votre corps;
• ne positionnez pas votre corps entre les câbles de soudage. Tenez les deux câbles de soudage sur le même côté de votre corps;
• raccordez le câble de retour à la pièce mise en œuvre aussi proche que possible à la zone à souder;
• ne travaillez pas à côté, ne vous asseyez pas sur, ou ne vous adossez pas à la source de courant de soudage;
• ne soudez pas lorsque vous portez la source de courant de soudage ou le dévidoir.
Les porteurs de stimulateurs cardiaques doivent consulter un médecin avant d’utiliser la source de courant de soudage.
L’exposition aux champs électromagnétiques lors du soudage peut avoir d’autres effets sur la santé que l’on ne connaît pas
encore.

6
EXAFEED 4L
FR
TRANSPORT ET TRANSIT DU DÉVIDOIR
Le dévidoir est équipé de poignée(s) permettant le portage à la main. Attention à ne pas sous-évaluer son poids. La poignée n’est pas considérée
comme un moyen d’élingage. Ne jamais soulever une bouteille de gaz et le matériel en même temps. Leurs normes de transport sont distinctes.
Ne pas faire transiter le matériel au-dessus de personnes ou d’objets.
Il est préférable d’enlever la bobine avant tout levage ou transport du dévidoir.
La machine dispose d’anneaux de levage non isolés, ils sont prévus uniquement pour la manutention du dévidoir et non pour un moyen d’élingage
en cours de soudage. S’ils sont utilisés en cours de soudage, ces derniers doivent être isolés de la terre du bâtiment.
Les courants de soudage vagabonds peuvent détruire les conducteurs de terre, endommager l’équipement et les dispositifs
électriques et causer des échauffements de composants pouvant entrainer un incendie.
- Toutes les connexions de soudages doivent être connectées fermement, vériez régulièrement !
- S’assurer que la xation de la pièce est solide et sans problèmes électriques !
- Attacher ou suspendre tous les éléments conducteurs d’électricité de la source de soudage comme le châssis, le chariot et les systèmes de levage
pour qu’ils soient isolés !
- Ne pas déposer d’autres équipements comme des perceuses, dispositifs d’affutage, etc sur la source de soudage, le chariot, ou les systèmes de
levage sans qu’ils soient isolés !
- Toujours déposer les torches de soudage ou portes électrodes sur une surface isolée quand ils ne sont pas utilisés !
INSTALLATION DU MATÉRIEL
Règles à respecter :
• Le dévidoir doit être mis en service uniquement avec toutes les trappes fermées.
• Mettre le dévidoir sur un sol dont l’inclinaison maximum est de 10°.
• La source de courant de soudage doit être à l’abri de la pluie battante et ne pas être exposée aux rayons du soleil.
Le matériel est de degré de protection IP23, signiant :
- une protection contre l’accès aux parties dangereuses des corps solides de diam >12.5mm et,
- une protection contre la pluie dirigée à 60° par rapport à la verticale.
Ce matériel peut donc être utilisé à l’extérieur en accord avec l’indice de protection IP23.
Le fabricant GYS n’assume aucune responsabilité concernant les dommages provoqués à des personnes et objets dus à une
utilisation incorrecte et dangereuse de ce matériel.
ENTRETIEN / CONSEILS
• L’entretien ne doit être effectué que par une perssonne qualiée. Un entretien annuel est conseillé.
• Débrancher les connexions entre le dévidoir et la source de courant de soudage et attendre deux minutes avant de travailler
sur le matériel.
• Régulièrement, enlever le capot et dépoussiérer à la soufette. En proter pour faire vérier la tenue des connexions électriques avec un outil isolé.
• Contrôler régulièrement l’état du faisceau entre le dévidoir et la source de courant de soudage. Si ce dernier est endommagé, il doit être remplacé.
• Attention ! Si un moyen de manutention est utilisé en cours de soudage, autre que celui préconisé par le fabricant, prévoir une isolation entre
l’enveloppe du dévidoir et le moyen de manutention.
• Le dévidoir doit être mis en service uniquement avec toutes les trappes fermées.
INSTALLATION – FONCTIONNEMENT PRODUIT
Seul le personnel expérimenté et habilité par le fabricant peut effectuer l’installation. Pendant l’installation, s’assurer que le
générateur est déconnecté du réseau. Il est recommandé d’utiliser les câbles de soudage fournis avec l’appareil an d’obtenir les
réglages optimum du produit.
Risque de blessure lié aux composants mobiles!
Les dévidoirs sont pourvus de composants mobiles qui peuvent happer les mains, les cheveux, les vêtements ou les outils et
entraîner par conséquent des blessures !
• Ne pas porter la main aux composants pivotants ou mobiles ou encore aux pièces d’entraînement!
• Veiller à ce que les couvercles du carter ou couvercles de protection restent bien fermés pendant le fonctionnement !
DESCRIPTION DU MATÉRIEL (FIG-1)
1- Anneaux de levage 9- Connecteur eau
2- Passage de faisceau 10- Connecteur eau
3- Support bobine 11- Connecteur de commande à distance
4- Motodévidoir 12- Connecteur de commande faisceau
5- Inverseur purge gaz avance l 13- Connecteur gaz
6- Poignées de transport. 14- Connecteur de puissance
7- Interface homme / machine 15- Connecteur eau
8- Connecteur Euro 16- Connecteur eau

7
EXAFEED 4L
FR
INTERFACE HOMME MACHINE (IHM) (FIG-2)
1- Afcheur tension 11- Indicateur mode inductance
2- Afcheur vitesse l / courant 12- Indicateur d’activité de la commande à distance
3- Indicateur Ampères 13- Indicateur de verrouillage du clavier
4- Indicateur m /mn 14- Bouton de verrouillage du clavier
5- Indicateur de surchauffe 15- Bouton de sélection de Mode / activation de la commande à distance
6- Perturbation du fonctionnement normal 16- Indicateur 2T
7- Molette de réglage de la tension 17- Indicateur 4T
8- Molette de réglage vitesse l / inductance 18- Indicateur Spot/Delay
9- Bouton de sélection de l’inductance 19- Purge gaz
10- Indicateur mode vitesse l 20- Avance l
ALIMENTATION-MISE EN MARCHE
Le dévidoir EXAFEED 4L a été conçu pour fonctionner exclusivement avec le générateur EXAGON 400 CC/CV (ref. 010925).
La liaison entre ces deux éléments se fait par l’intermédiaire d’un faisceau dédié parmi la liste suivante :
Refroidissement Longueur Section Référence
Air
5m 70mm² 047587
10m
70mm² 047594
95mm² 047600
15m
95mm²
038349
20m 038431
Liquide
1.8m 70mm² 037243
5m 70mm² 047617
10m
70mm² 047624
95mm² 047631
15m
95mm²
038448
20m 038455
BRANCHEMENT ET CONSEILS
Le raccordement ou le débranchement du faisceau entre le générateur et le dévidoir doit se faire obligatoirement générateur hors
tension.
Branchement du faisceau côté dévidoir :
- Ouvrir la trappe d’accès au branchement du faisceau (FIG 1 - n°2)
- Passer le faisceau à travers l’ouverture circulaire au dos du dévidoir
- Verrouiller le faisceau sur la carrosserie du dévidoir en faisant une rotation d’1/4 de tour dans le sens horaire puis en verrouiller le maintien à l’aide
de la vis fournie avec le faisceau.
- Effectuer la connexion.
Branchement du faisceau côté générateur :
- Branchez la pince de masse sur le connecteur de raccordement positif (+) ou négatif (-) du générateur en fonction du type de l utilisé.
- Branchez le faisceau de liaison sur le connecteur de raccordement restant pour ce qui est de la puissance
- Branchez le connecteur de commande du faisceau sur l’embase 10 points située entre les deux connecteurs de puissance du générateur.
INSTALLATION DE LA BOBINE ET CHARGEMENT DU FIL (FIG-4)
• Ôter de la torche la buse
(FIG-4, F)
, ainsi que le tube contact (
FIG-4, E)
. Ouvrir la trappe du poste.
FIG-4, A :
• Positionner la bobine sur son support :
- Tenir compte de l’ergot d’entrainement du support bobine. Pour monter une bobine 200 mm, serrer le maintien bobine au maximum.
• Régler le frein
(FIG-4, 2)
pour éviter lors de l’arrêt de la soudure que l’inertie de la bobine n’emmêle le l. De manière générale, ne pas trop serrer,
ce qui provoquerait une surchauffe du moteur.
FIG-4, B :
• Mettre en place les galets moteur adaptés à votre utilisation. Les galets fournis sont des galets double gorge acier (1 et 1,2). L’indication visible
sur le galet doit correspondre au diamètre du l utilisé. Pour un l de Ø 1,2, utiliser la gorge de Ø 1,2. Pour souder de l’aluminium utiliser les galets
appropriés (gorge en U).
FIG-4, C :
Pour changer le l, procéder comme suit :
• Desserrer les molettes
(FIG-4, 4)
au maximum et l’abaisser, insérer le l, puis refermer le moto-dévidoir et serrer les molettes selon les indications.
• Actionner le moteur en appuyant sur la gâchette de la torche ou l’inverseur (FIG 1 - n°5) sur la position changement de l.
• Faire sortir le l de la torche d’environ 5 cm, puis mettre au bout de la torche le tube contact adapté au l utilisé
(FIG-4, E)
, ainsi que la buse
(FIG-4, F)
.
Remarques :
• Une gaine trop étroite peut entrainer des problèmes de dévidage et une surchauffe du moteur.
• Le connecteur de la torche doit être également bien serré an d’éviter son échauffement.
• Vérier que ni le l, ni la bobine ne touche la mécanique de l’appareil, sinon il y a danger de court-circuit.

8
EXAFEED 4L
FR
SÉLECTION DU MODE SUR LE GÉNÉRATEUR
Sur le générateur, appuyez plusieurs fois sur le bouton jusqu’à ce que la LED s’allume sous le symbole .
Les deux afcheurs du générateur indiquent et les molettes sont inactives, toutes les commandes sont maintenant reportées sur l’interface du
dévidoir
(FIG-2)
.
RÉGLAGES DES PARAMÈTRES DE SOUDAGE
1. Régler de la tension de soudage :
Ajuster la tension de soudage à l’aide de la molette de gauche en fonction du travail à effectuer. La consigne de tension est indiquée sur l’af-
cheur de gauche.
2. Régler la vitesse de l :
Ajuster la vitesse de l à l’aide de la molette de droite en fonction du travail à effectuer. La consigne de vitesse est indiquée sur l’afcheur de
droite.
3. Régler l’inductance :
Tout en maintenant le bouton , tournez la molette de droite , l’index lumineux indique une valeur relative allant de -9 à +9. Plus le niveau
d’inductance est faible et plus l’arc sera dur et directif, plus le niveau d’inductance est élevé et plus l’arc sera doux avec peu de projections.
ACCÈS AUX PARAMÈTRES AVANCÉS
Referrez-vous au chapitre «accès aux menus» pour plus de détails concernant l’accès aux paramètres avancées.
(1)
« SPot », temps du cordon de soudage (en secondes) en mode Spot / Delay
(1)
« DeLaY », temps d’arrêt (en secondes) en mode Spot / Delay
« PrEgaz », durée (en secondes) pendant laquelle le gaz s’écoule entre l’appui sur la gâchette et le démarrage de l’avance l
« I Start », courant de démarrage (échelle relative de -5 à +5), la valeur par défaut est 0
« Creep Speed », vitesse (en pourcentage) d’approche du l avant amorçage
(2)
« Hot Start », Activation / désactivation des paramètres de hotstart (On/Off)
(3)
« Creep Voltage », tension (en pourcentage) à l’amorçage
(3)
« HotStart Speed », vitesse (en pourcentage) durant la phase de Hotstart
(3)
« HotStart Voltage », tension (en pourcentage) durant la phase de Hotstart
(3)
« HotStart time », durée (en secondes) de la phase de Hotstart
(4)
« Crater Filler », activation / désactivation de la fonction de remplissage de cratère (On/off)
(5)
« Crater Filler Speed », vitesse (en pourcentage) de la phase de cratère
(5)
« Crater Filler Voltage », tension (en pourcentage) de la phase de cratère
(5)
« downSlope time », durée (en secondes) de la rampe pour passer des paramètres de soudage à ceux de la phase de cratère
(5)
« Crater Filler time », durée (en secondes) de la phase de cratère
« burnback », énergie permettant de couper le l (échelle relative de -5 à +5), la valeur par défaut est 0
« Post Gaz », durée (en secondes) pendant laquelle le gaz sécoule après l’arrêt du soudage
(1)
:
ces paramètres apparaissent uniquement lorsque le mode Spot / Delay est sélectionné.
(2)
:
le paramètre Hotstart n’est pas disponible lorsque le mode Spot / Delay est sélectionné.
(3)
:
ces paramètres apparaissent uniquement si le paramètre H.S. est positionné sur « On ».
(4)
:
le paramètre CraterFiller n’est pas disponible lorsque le mode Spot / Delay est sélectionné.
(5)
:
ces paramètres apparaissent uniquement si le paramètre C.F. est positionné sur « On ».
AFFICHAGES COURANT/TENSION EN COURS DE SOUDAGE
Pendant le soudage, le générateur mesure et afche les valeurs instantanées du courant et de la tension de soudage. Après le soudage les valeurs
moyennées du courant et de la tension sont afchées en clignotant pendant 30 secondes, dès que l’interface (molette ou boutons) est manipulée
l’afchage indique la consigne de soudage.
En fonction du régime (court-circuit, globulaire ou spray-arc), la tension moyennée peut s’éloigner légèrement de la tension de consigne.
MÉMORISATIONS ET RAPPELS DES PROGRAMMES DE SOUDAGE
Les paramètres en cours d’utilisation sont automatiquement sauvegardés et rappelés au prochain allumage.
En plus des paramètres en cours il est possible de sauvegarder et rappeler des programmes de soudage.
Les mémoires sont au nombre de 50.
La mémorisation concerne :

9
EXAFEED 4L
FR
- la tension, la vitesse de l et l’inductance,
- les paramètre avancées.
- le mode 2T / 4T / SPOT DELAY
Enregistrer un programme :
- Maintenir les boutons
et pendant 3 secondes. apparaît, relâcher les boutons.
- Tourner l’une des deux molettes pour afcher
. Valider en appuyant sur le bouton .
- L’afcheur indique un emplacement mémoire (01 à 50) en clignotant.
- Tourner la molette pour sélectionner l’emplacement mémoire à destination du programme à sauvegarder. Valider en appuyant sur le bouton
.
- La mémorisation est effectuée / la sortie du menu est directe.
Rappeler un programme existant :
- Maintenir les boutons
et pendant 3 secondes. apparaît, relâcher les boutons.
- Tourner l’une des deux molettes pour afcher
. Valider en appuyant sur le bouton .
- L’afcheur indique un emplacement mémoire (01 à 50) en clignotant.
- Tourner l’une des 2 molettes pour sélectionner l’emplacement mémoire contenant le programme à rappeler. Valider en appuyant sur le bouton .
Le rappel est effectué / la sortie du menu est directe.
Fonction de rappel rapide de programmes (Quick Load) :
Lorsque la fonction
« Quick Load » est activée, l’utilisateur peut rappeler de façon séquentielle ses programmes par un appui /relâcher
bref de la gâchette. Le nombre de programmes est paramétrable de 2 à 50. (Exemple : un réglage sur 5 permettra de rappeler, à la gâchette, les
programmes de 01 à 05).
CYCLES DE SOUDAGE
Mode 2T :
Burnback
Start
Hotstart
(1)
Soudage Crater Filler
(2)
Tension
Vitesse l
Gaz
Relâchée
Appuyée
Gâchette
(1)
:
si la fonction Hotstart est désactivée, le soudage a directement lieu après la phase d’amorçage (Start).
(2)
:
si la fonction Crater Filler est désactivée, le coupe l a directement lieu au relâché gâchette.

10
EXAFEED 4L
FR
Mode 4T :
Le mode 4T permet de gérer différentes étapes temporelles à l’aide de la gâchette. Le comportement varie en fonction l’activation / désactivation des
paramètres Hotstart et Crater Filler.
Burnback
Start
Hotstart
(1)
Soudage Crater Filler
(2)
Tension
Vitesse l
Gaz
Relâchée
Appuyée
Gâchette
(1)
:
si la fonction Hotstart est activée, la phase de Hotstart dure tant que la gâchette est appuyée. Si la fonction Hotstart est désactivée, la phase de
prégaz dure tant que la gâchette est appuyée (graphe non représenté).
(2)
:
si la fonction Crater Filler est activée, la phase de Crater Filler dure tant que la gâchette est appuyée. Si la fonction Crater Filler est désactivée, la
phase de postgaz dure tant que la gâchette est appuyée (graphe non représenté).
Mode Spot / Delay :
Le mode Spot / Delay est un mode 2T qui permet de souder des cordons d’une durée dénie ( paramètre Spot exprimé en secondes) espacés par des
intervalles dénis (paramètre Delay exprimé en secondes). Si le paramètre Delay est réglé sur 0.0 secondes alors un seul cordon sera réalisé, il faudra
relâcher et appuyer la gâchette à nouveau pour passer au cordon suivant.
COMMANDE À DISTANCE
Une commande à distance (ref. 047679) peut être raccordée au dévidoir EXAFEED par l’intermédiaire du connecteur
(FIG-1, 5)
. La commande à distance
agit sur la tension (1
er
potentiomètre) et la vitesse l (2
e
potentiomètre). Ces réglages sont alors inaccessibles sur l’interface du dévidoir.
VERROUILLAGE DES COMMANDES
Une fonction permet de verrouiller les boutons du clavier et les molettes pour éviter ainsi un déréglage accidentel.
Opération :
Appuyer 3 secondes sur le bouton
, l’afchage indique puis revient sur l’afchage courant. La LED
(FIG-2, n°13)
s’allume.
Aucun bouton n’est actif, la molette de droite est inactive, la molette de gauche permet une variation autour de la valeur initiale à +/- un pourcentage
déni par le paramètre «tolérance»
(voir notice du générateur).
Pour déverrouiller les commandes, appuyer à nouveau 3 secondes sur le bouton
, l’afchage indique puis revient sur l’afchage
courant. La LED
(FIG-2, n°13)
s’éteint.

11
EXAFEED 4L
FR
ACCÈS AUX MENUS
+ x 3s
+
1s 1s 1s
...
...
Rappel des
paramètres et
sortie du menu
Sauvegarde des
paramètres et
sortie du menu
Validation de la
fonction QuickLoad
et retour à la racine
du menu
Réinitialisation de
tous les paramètres
de tous les
procédés
Accès aux paramètres
avancés
Menu configuration
Sortie du menu
configuration
Sortie vers IHM
soudage
Relâchement des boutons
Valeur
actuelle
Validation du
paramètre
tolérance et retour
à la racine du menu
Valeur
actuelle

12
EXAFEED 4L
FR
...
...
...
...
...
Retour vers le
menu Setup
Spot time
1
Delay time
1
Pregaz
I Start
Creep Speed
Validation du
paramètre en
cours
Valeur
actuelle
Valeur
actuelle
Valeur
actuelle
Valeur
actuelle
Valeur
actuelle
...
burnback
Valeur
actuelle
...
Post Gaz
Valeur
actuelle
Paramètres avancés
...
Hot Start
2
Valeur
actuelle
...
Creep Voltage
3
Valeur
actuelle
...
HotStart Speed
3
Valeur
actuelle
...
HotStart Voltage
3
Valeur
actuelle
...
HotStart time
3
Valeur
actuelle
...
Crater Filler
4
Valeur
actuelle
...
Crater Filler
Speed
5
Valeur
actuelle
...
Crater Filler
Voltage
5
Valeur
actuelle
...
downSlope
time
5
Valeur
actuelle
...
Crater Filler
time
5
Valeur
actuelle

13
EXAFEED 4L
FR
(1)
:
paramètres accessibles uniquement en mode Sot / Delay
(2)
:
paramètre non disponible en mode Spot / Delay
(3)
:
paramètres disponibles uniquement si Hotstart activé (H.S. sur On).
(4)
:
paramètre non disponiblme en mode Spot / Delay
(5)
:
paramètres disponibles uniquement si Crater Filler activé (C.F. sur On)
CONDITIONS DE GARANTIE FRANCE
La garantie couvre tous défauts ou vices de fabrication pendant 2 ans, à compter de la date d’achat (pièces et main d’oeuvre).
La garantie ne couvre pas :
• Toutes autres avaries dues au transport.
• L’usure normale des pièces (Ex. : câbles, pinces, etc.).
• Les incidents dus à un mauvais usage (erreur d’alimentation, chute, démontage).
• Les pannes liées à l’environnement (pollution, rouille, poussière).
En cas de panne, retourner l’appareil à votre distributeur, en y joignant :
- un justicatif d’achat daté (ticket de sortie de caisse, facture….)
- une note explicative de la panne.

14
EXAFEED 4L
EN
WARNING - SAFETY RULES
GENERAL INSTRUCTIONS
Read and understand the following safety recommendations before using or servicing the unit.
Any change or servicing that is not specied in the instruction manual must not be undertaken.
The manufacturer is not liable for any injury or damage caused due to non-compliance with the instructions featured in this manual .
In the event of problems or uncertainties, please consult a qualied person to handle the installation properly.
Read the welding machine’s instruction manual before using the wire feeder.
ENVIRONMENT
This equipment must only be used for welding operations in accordance with the limits indicated on the descriptive panel and/or in the user manual.
The operator must respect the safety precautions that apply to this type of welding. In case of inedaquate or unsafe use, the manufacturer cannot
be held liable for damage or injury.
This equipment must be used and stored in a place protected from dust, acid or any other corrosive agent. Operate the machine in an open, or
well-ventilated area.
Operating temperature:
Use between -10 and +40°C (+14 and +104°F).
Store between -20 and +55°C (-4 and 131°F).
Air humidity:
Lower or equal to 50% at 40°C (104°F).
Lower or equal to 90% at 20°C (68°F).
Altitude:
Up to 1000 meters above sea level (3280 feet).
INDIVIDUAL PROTECTIONS AND OTHERS
Arc welding can be dangerous and can cause serious and even fatal injuries.
Welding exposes the user to dangerous heat, arc rays, electromagnetic elds, noise, gas fumes, and electrical shocks. People wearing pacemakers are
advised to consult with their doctor before using this device. Protect yourself and others. Ensure the following safety precautions are taken:
In order to protect you from burns and radiations, wear clothing without cuffs. These clothes must be insulated, dry, reproof and
in good condition, and cover the whole body.
Wear protective gloves which guarantee electrical and thermal insulation.
Use sufcient welding protective gear for the whole body: hood, gloves, jacket, trousers... (variable depending on the application/
operation). Protect your eyes during cleaning operations. Do not operate whilst wearing contact lenses.
It may be necessary to install reproof welding curtains to protect the area against arc rays, weld spatters and sparks.
Inform the people around the working area to never look at the arc ray or the molten metal, and to wear protective clothes.
Ensure ear protection is worn by the operator if the work exceeds the authorised noise limit. Ensure ear protection is worn by
anyone in the welding area .
Stay away from moving parts (e.g. engine, fan...) with hands, hair, clothes etc...
Never remove the safety covers from the cooling trolley when the machine is plugged in - The manufacturer is not responsible for
any accident or injury that happens as a result of not following these safety precautions.
The pieces that have just been welded are hot and may cause burns when manipulated. During maintenance work on the torch,
you should make sure it’s cold enough and wait at least 10 minutes before any intervention. The cooling trolley must be on when
using a water cooled torch in order to ensure that the liquid does not cause any burns.
ALWAYS ensure the working area is left as safe and secure as possible to prevent damage or accidents.
WELDING FUMES AND GAS
The fumes, gases and dust produced during welding are hazardous. It is mandatory to ensure adequate ventilation and/or
extraction to keep fumes and gases away from the work area. An air fed helmet is recommended in cases of insufcient air supply
in the workplace.
Check that the air intake is in compliance with safety standards.
Caution, welding in small work areas requires surveillance from a safe distance. Welding certain pieces of metal containing lead, cadmium, zinc,
mercury or beryllium can be extremely toxic. The user will also need to degrease the workpiece before welding.
Gas cylinders must be stored in an open or ventilated area. The cylinders must be in a vertical position secured to a support or trolley.
Do not weld in areas where grease or paint are stored.

15
EXAFEED 4L
EN
FIRE AND EXPLOSIONS RISKS
Protect the entire welding area. Compressed gas containers and other inammable material must be moved to a minimum safe
distance of 11 meters.
A re extinguisher must be readily available.
Be careful of spatter and sparks, even through cracks. It can be the source of a re or an explosion.
Keep people, ammable objects and containers under pressure at a safe distance.
Welding of sealed containers or closed pipes should not be undertaken, and if opened, the operator must remove any inammable or explosive
materials (oil, petrol, gas...).
Grinding operations should not be directed towards the device itself, the power supply or any ammable materials.
GAS BOTTLE
Gas leaking from the cylinder can create a hazard if present in high concentrations around the work area.
Transport must be done safely: Cylinders closed and product off. Always keep cylinders in an upright position securely chained
to a xed support or trolley.
Close the bottle after any welding operation. Be careful with gas bottles placed in areas of high temperature, or in sunlight.
Cylinders should be located away from areas where they may be struck or subjected to physical damage.
Always keep gas bottles at a safe distance from arc welding or cutting operations, and any source of heat, sparks or ame.
Be careful when opening the valve on the gas bottle, it is necessary to remove the tip of the valve and make sure the gas meets your welding
requirements.
ELECTRIC SAFETY
The machine must be connected to an earthed electrical supply. Use the recommended fuse size.
An electrical discharge can directly or indirectly cause serious or deadly accidents.
Do not touch any live part of the machine (inside or outside) when it is plugged in (Torches, earth cable, cables, electrodes) because they are
connected to the welding circuit.
Before opening the device, it is imperative to disconnect it from the mains and wait 2 minutes, so that all the capacitors are discharged.
Do not touch the torch or electrode holder and earth clamp at the same time.
Damaged cables and torches must be changed by a qualied and skilled professional.
Make sure that the cable cross section is adequate with the usage (extensions and welding cables).
Always wear dry clothes in good condition, in order to be insulated from the electrical circuit. Wear insulating shoes, regardless of the environment
in which you work in.
ELECTROMAGNETIC INTERFERENCES
The electric currents owing through a conductor cause electrical and magnetic elds (EMF). The welding current generates an
EMF eld around the welding circuit and the welding equipment.
The EMF elds may disrupt some medical implants, such as pacemakers. Protection measures should be taken for people wearing medical implants.
For example, access restrictions for passers-by or an individual risk evaluation for the welders.
All welders should take the following precautions in order to minimise exposure to the electromagnetic elds (EMF) generated by the welding circuit::
– position the welding cables together – if possible, attach them;
– keep your head and torso as far as possible from the welding circuit;
– never enroll the cables around your body;
– never position your body between the welding cables. Hold both welding cables on the same side of your body;
– connect the earth clamp as close as possible to the area being welded;
– do not work too close to, do not lean and do not sit on the welding machine
– do not weld when you’re carrying the welding machine or its wire feeder.
People wearing pacemakers are advised to consult their doctor before using this device.
Exposure to electromagnetic elds while welding may have other health effects which are not yet known.
TRANSPORT AND TRANSIT OF THE WIRE FEEDER
The wire feeder is equipped with handles for easy transportation. Be careful not to underestimate the machine’s weight. The handle cannot be used
to hang the machine from other equipment. Never lift the machine while there is a gas cylinder on the support shelf. A clear path is available when
moving the item.
Do not place/carry the unit over people or objects.
The removal of the wire reel from the machine is recommended before undertaking any lifting operation.
The machine is tted with non-insulated lifting eye bolts, they are designed for wire feeder maintenance and not for wire feeder lifting during welding
operations. If they are used during welding, the eye bolts must be insulated from the building’s earth.

16
EXAFEED 4L
EN
Stray welding currents/voltages may destroy earth conductors, damage electrical equipment or cause components to warm up which
may cause a re.
- All welding connections must be rmly secured, check regularly !
- Check that the metal piece xation is strong and without any electrical problems !
- Attach or hang all the electrically conductive elements,such as the trolley in order to insulate them
- Do not place any electrical equipment such as drills on top of the welding machine without insulating them !
- Always place welding torches or electrodes holders on an insulated surface when they’re not in use !
INSTALLATION
Rules to follow :
• The wire feeder must be switched on with all access panels closed.
• Put the wire feeder on a oor with a maximum incline of 10°.
• The machine must be placed in a sheltered area away from rain or direct sunlight.
• The equipment’s protection level is IP23, which means :
- Protection against acess to dangerous parts from solid bodies of a ≥12.5mm diameter and,
- Protection against the rain inclined at 60° towards the vertical.
These devices can be used outside in accordance with the IP23 protection index.
The manufacturer does not incur any responsability regarding damages to both objects and persons that result from an incorrect
and/or dangerous use of the machine .
MAINTENANCE / RECOMMENDATIONS
• Maintenance should only be carried out by a qualied person. Annual maintenance is recommended.
• Ensure the wire feeder is disconnected from the welding machine, and wait for two minutes before carrying out maintenance
work.
• Remove the casing 2 or 3 times a year to remove any excess dust. Take this opportunity to have the electrical connections checked by a qualied
person, with an insulated tool.
• Regularly check the connection cable between the wire feeder and the machine. If damaged, the connection cable cable must be replaced.
• Warning ! If the welding machine is transported/handled by another solution than the one recommended by the manufacturer; the wire feeder
casing must be insulated from the transporting/handling solution.
Rules to follow :
• The wire feeder must be switched on with all access panels closed.
INSTALLATION – PRODUCT OPERATION
Only qualied personnel authorized by the manufacturer should perform the installation of the welding equipment. During set up,
the operator must ensure that the machine is unplugged. It is recommended to use the welding cables supplied with the unit in
order to obtain the optimum product settings.
Risk of injury due to moving parts!
The wire feeders contain moving parts that may catch hand, hair, clothes or tools which can lead to injuries! Take extra care.
• Do not place your hand on mobile/pivoting/wire feeding parts of the machine!
• Make sure that all panels remain closed when in use !
HARDWARE DESCRIPTION (FIG-1)
1- Lifting ring 9- Water connector
2- Connection cable access 10- Water connector
3- Reel support 11- Remote control cable connector
4- Wire feeding motor 12- Connection cable control connector
5- Rocker switch Wire inch / Gas purge 13- Gas connector
6- Transport handles. 14- Power relay connector
7- Man to Machine Interface 15- Water connector
8- EURO connector 16- Water connector
CONTROL BOARD (MMI) (FIG-2)
1- Voltage display 11- Inductance mode indicator
2- Wire speed / current display 12- Active remote control indicator
3- Amperes indicator 13- Locked keypad indicator
4- m /mn indicator 14- Locked keypad button
5- Overheat indicator 15- Remote control selection button / remote control activation
6- Disruption of normal operations indicator 16- 2T indicator
7- Voltage adjustment knob: 17- 4T indicator
8- Wire speed / inductance adjustment knob 18- Spot/Delay indicator

17
EXAFEED 4L
EN
9- Inductance selection button 19- Gas purge
10- Wire speed indicator 20- Wire inching
POWER SUPPLY – STARTING UP
The EXAFEED 4L wire feeder has been solely designed to operate with the EXAGON 400 CC/CV welding machine (ref. 010925).
The connection between these two elements is done via one of the following connection cables :
Cooling Length Section Reference
Air
5m 70mm² 047587
10m
70mm² 047594
95mm² 047600
15m
95mm²
038349
20m 038431
Liquid
1.8m 70mm² 037243
5m 70mm² 047617
10m
70mm² 047624
95mm² 047631
15m
95mm²
038448
20m 038455
CONNECTIONS AND RECOMMENDATIONS
The connection between the welding machine and the wire feeder must be done while the power supply is off.
Connection cable on the wire feeder :
- Open the connection cable’s access panel (FIG 1 - n°2)
- Pass the cable through the opening at the back of the wire feeder
- Lock the connection cable on the wire feeder by twisting it clockwise by 1/4 then lock the support using the screw supplied with the connection cable.
- Perform the connection.
Connection cable on welding machine :
- Connect the earth clamp on the positive (+) or negative (-) terminal depending on the wire type.
- Connect the connection cable on the remaining terminal for power.
- Connect the command connector on the 10 pin DIN connector located between the welding machine’s power connectors.
WIRE REEL INSTALLATION (FIG-4)
• Remove the torch shroud (FIG-4, F) and contact tip (FIG-4, E). Open the door of the machine.
FIG-4, A :
• Place the reel on the driving pin of the reel support. For a 200 mm (10kg) wire reel, tighten the wire reel support to the maximum.
• Set the brake (FIG-4, 2) to prevent wire entanglement when the weld stops. In general, do not excessively tighten the brake, which would cause
the motor to overheat.
FIG-4, B :
• Set the rollers that t the intended use of the machine. The supplied rollers are double groove rollers (Ø1/ and Ø1.2). The indication on the visible
side of the roller is the diameter in use. For a Ø1.2 mm wire, use the Ø1.2 groove. For aluminium welding, use suitable rollers (U groove).
FIG-4, C :
To change the wire, proceed as follows :
• Untighten the wheels (FIG-4, 4) at the maximum and lower them, insert the wire, then close the wire feed motor and tighten the wheels according
to the instructions.
• Start the motor by pressing the torch trigger (FIG 1 - n°5)
• Make the wire come out of the torch by 5 cm, then put a suitable contact tip at the end of the torch (FIG-4, E), as well as the shroud (FIG-4, F).
Remarks :
• A torch liner that is too narrow may cause wire feeding problems as well as motor overheating.
• The torch connector must also be securely tightened to prevent overheating.
• Check that neither the MIG/MAG wire nor the wire reel are in contact with the machine’s mechanical parts, otherwise there si a
danger of short-circuit.
MODE SELECTION ON THE WELDING MACHINE
On the machine, press the button several times until the LED light switches on below the symbol .
Both display show and the knobs are inactive, all controls are now operated from the wire feeder’s interface (FIG-2).
WELDING PARAMETERS SETTINGS
1. Setting the welding voltage :
Adjust the welding voltage using the main knob depending on the work to be carried out. The voltage setpoint is indicated on the left side
display.
2. Setting the wire speed :
Adjust the wire speed using the right knob depending on the work to be carried out. The speed setpoint is indicated on the right side display.

18
EXAFEED 4L
EN
3. Setting the inductance :
While pressing the button , turn the knob , the index shows a value from -9 à +9. The lower the inductance level, the harder and more
guiding the arc. The higher the inductance and the softer the arc with little splatter.
ACCESS TO ADVANCED SETTINGS
Refer to the chapter « menu access » for more details regarding welding parameters.
(1)
« SPot », welding duration (in seconds) in Spot / Delay mode.
(1)
« DeLaY », stop duration (in seconds) in Spot / Delay mode
« PrEgaz », Pre gas, duration (in seconds) of the gas ow between the pressing of the trigger and the start of the wire feeding.
« I Start », starting current (relative scale from -5 to +5), the default value is 0
« Creep Speed », wire creep speed (percentage) before arc ignition
(2)
« Hot Start », Activation / deactivation of hotstart settings (On/Off)
(3)
« Creep Voltage », voltage (percentage) at arc ignition
(3)
« HotStart Speed », speed (percentage) during Hotstart
(3)
« HotStart Voltage », voltage (percentage) during Hotstart
(3)
« HotStart time », duration (in seconds) of the Hotstart phase
(4)
« Crater Filler », activation / deactivation of crater ller mode (On/off)
(5)
« Crater Filler Speed », speed (percentage) during crater lling
(5)
« Crater Filler Voltage », voltage (percentage) during crater lling phase
(5)
« downSlope time », duration (in seconds) of the downslope from main welding current to crater lling phase
(5)
« Crater Filler time », duration (seconds) of the crater lling phase
« burnback », energy required to draw back the wire (relative scale from -5 à +5), the default value is 0
« Post Gaz », duration (in seconds) of the gas ow after the welding stops
(1)
:
these settings are only available in Spot / Delay mode.
(2)
:
the Hotstart settings are only available in Spot / Delay mode.
(3)
:
these settings are only visible if H.S. is set to « On ».
(4)
:
the CraterFiller settings are only available in Spot / Delay mode.
(5)
:
these settings are only visible if C.F. is set to « On ».
DISPLAY CURRENT/VOLTAGE DURING WELDING
During welding, the machine measures and displays the welding current and voltage. After the weld, the average current and voltage values are
displayed during 30 seconds, as soon as a knob or a button is pressed, the welding parameters are displayed.
Depending on the operation (short-circuit, globular or spray-arc), the average voltage can slightly differ from the setpoint voltage.
SAVE AND LOAD WELDING SETTINGSS
The current settings are automatically saved and loaded at start up.
On top of the current settings, it is also possible to save and load settings per each mode.
There are 50 memory slots
The saved settings include :
- voltage, wire speed and inductance,
- advanced settings.
- 2T / 4T / SPOT DELAY mode
Save new settings :
- Hold buttons
and during 3 seconds. appears, release the buttons.
- Turn one of the two knobs
. Validate by pressing the button .
- The display indicates a memory set (01 to 50) while blinking.
- Turn the knob to select the memory set in which the desired settings will be saved. Validate by pressing the button
.
- The settings are saved / the menu exit is instantaneous.
Load existing settings :
- Hold buttons
and during 3 seconds. appears, release the buttons.

19
EXAFEED 4L
EN
- Turn one of the two knobs . Validate by pressing the button .
- The display indicates a memory set (01 to 50) while blinking.
- Turn one of the two knobs to select the memory slot containing the settings to load. Validate by pressing the button .
The settings are loaded / the menu exit is instantaneous.
Quick Load mode: Easy recall of saved welding parameters :
When the « Quick load » mode
is active, the user can sequentially recall previously saved welding parameters, by briey pressing/releasing
the trigger. Slots 2 to 50 can store customisable welding parameters. (Example : Setting 5 will allow the user to recall, using he trigger, programs 01
to 05).
WELDING CYCLES
2T mode:
Burnback
Start
Hotstart
(1)
Welding Crater Filler
(2)
Voltage
Wire speed
Gas
Released
Held
Trigger
(1)
:
If the Hotstart phase feature is deactivated, the welding starts immeditately after the arc ignition (Start).
(2)
:
If the Crater Filler feature is deactivated, the wire is drawn back immediately after the trigger is released.

20
EXAFEED 4L
EN
4T mode:
The 4T mode allows the user to manage various steps with the trigger The behaviour varies depending on the activation / deactivation of the Hots-
tart and Crater Filler features.
Burnback
Start
Hotstart
(1)
Welding Crater Filler
(2)
Voltage
Wire speed
Gas
Released
Held
Trigger
(1)
:
if the Hotstart feature is active, the Hotstart phase lasts until the trigger is released. If the Hotstart feature is deactivated, the pregas phase
lasts while the trigger is held (no graph).
(2)
:
if the Crater Filler feature is active, the Crater Filler phase lasts while the trigger is held. If the Crater Filler is deactivated, the postgas phase
lasts while the trigger is held (no graph).
Spot / Delay mode:
The Spot / Delay is a 2T mode to weld beads of a specic length (Spot settings expressed in seconds) with a specic spacing (Delay settings
expressed in seconds). If the Delay setting is set to 0.0 seconds then a single weld bead will be welded, you will have to release and press the
trigger again to weld another weld bead.
REMOTE CONTROL
A remote control (ref. 047679) can be connected to the EXAFEED wire feeder via the connector (FIG-1, 5). The remote control acts on the voltage
(1st potentiometer) and the wire speed (2nd potentiometer). Thus these settings cannot be accessed on the wire feeder’s interface.
LOCKING CONTROLS
That feature can lock the knobs and keypad to prevent accidental changes in the settings.
Operation :
Press the button
for 3 seconds, the display shows and goes back to current display. The LED
(FIG-2, n°13)
switches on.
No button is enabled, the knobs can adjust the voltage and wire speed (value at +/- of the percentage, dened by the «tol» setting)
(see the welding machine’s instruction manual).
To unlock the commands, press the
button for 3 seconds, the display shows then goes back to current display. The LED (FIG-2,
n°13) switches off.

21
EXAFEED 4L
EN
ACCESS TO MENUS
+ x 3s
+
1s 1s 1s
...
...
Load settings
and menu exit
Save settings and
menu exit
Confirm Quick load
mode and back to
main menu
Reset all settings
for all processes
Access to advanced settings
Menu configuration
Exit settings menu
Welding MMI
output
Buttons' release
Present
value
Validate tolerance
settings and back
to root menu
Present
value

22
EXAFEED 4L
EN
...
...
...
...
...
Back to Setup
menu
Spot time
1
Delay time
1
Pregaz
I Start
Creep Speed
Validate current
setting
Present
value
Present
value
Present
value
Present
value
Present
value
...
burnback
Present
value
...
Post Gaz
Present
value
Advanced settings
...
Hot Start
2
Present
value
...
Creep Voltage
3
Present
value
...
HotStart Speed
3
Present
value
...
HotStart Voltage
3
Present
value
...
HotStart time
3
Present
value
...
Crater Filler
4
Present
value
...
Crater Filler
Speed
5
Present
value
...
Crater Filler
Voltage
5
Present
value
...
downSlope
time
5
Present
value
...
Crater Filler
time
5
Present
value

23
EXAFEED 4L
EN
(1)
:
settings available only in Spot / Delay mode
(2)
:
settings unavailable in Spot / Delay mode
(3)
:
settings avaiable only if Hot start mode is active (H.S. set to On).
(4)
:
settings unavaible in Spot / Delay mode
(5)
:
settings available only if Crater Filler is active (C.F. set to On)
WARRANTY
The warranty covers faulty workmanship for 2 years from the date of purchase (parts and labour).
The warranty does not cover:
• Transit damage.
• Normal wear of parts (eg. : cables, clamps, etc..).
• Damages due to misuse (power supply error, dropping of equipment, disassembling).
• Environment related failures (pollution, rust, dust).
In case of failure, return the unit to your distributor together with:
- The proof of purchase (receipt etc ...)
- A description of the fault reported

24
EXAFEED 4L
DE
SICHERHEITSANWEISUNGEN
ALLGEMEIN
Die Missachtung dieser Anweisungen und Hinweise kann zu schweren Personen- und Sachschäden
führen. Nehmen Sie keine Wartungarbeiten oder Veränderungen am Gerät vor, wenn diese nicht expli-
zit in der Anleitung gennant werden.
Der Hersteller haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes enstanden sind. Bei Problemen oder
Fragen zum korrekten Gebrauch dieses Gerätes, wenden Sie sich bitte an entsprechend qualiziertes und geschultes Fachpersonal.
UMGEBUNG
Dieses Gerät darf ausschließlich für Schweißarbeiten für die auf dem Siebdruck-Aufdruck bzw. dieser Anleitung angegebenen Materialanforderungen
(Material, Materialstärke, usw) verwendet werden. Es wurde allein für die sachgemäße Anwendung in Übereinstimmung mit konventionellen
Handelspraktiken und Sicherheitsvorschriften konzipiert. Der Hersteller ist nicht für Schäden bei fehlerhaften oder gefährlichen Verwendung nicht
verantwortlich.
Verwenden Sie das Gerät nicht in Räumen, in denen sich in der Luft metallische Staubpartikel benden, die Elektrizität leiten können. Achten Sie
sowohl beim Betrieb als auch bei der Lagerung des Gerätes auf eine Umgebung, die frei von Säuren, Gasen und anderen ätzenden Substanzen ist.
Achten Sie auf eine gute Belüftung und ausreichenden Schutz bzw. Ausstattung der Räumlichkeiten.
Betriebstemperatur:
zwischen -10 und +40°C (+14 und +104°F).
Lagertemperatur zwischen -20 und +55°C (-4 und 131°F).
Luftfeuchtigkeit:
Niedriger oder gleich 50% bis 40°C (104°F).
Niedriger oder gleich 90% bis 20°C (68°F).
Das Gerät ist bis in einer Höhe von 1000m über NN (3280 Fuß) einsetzbar.
SICHERHEITSHINWEISE
Das Lichtbogen-Schweißen ist gefährlich und kann schlimme bzw. tödliche Verletzungen verursachen.
Beim Lichtbogen ist der Anwender einer Vielzahl potentieller Risiken ausgesetzt: Lichtbogenstrahlung, elektromagnetische Störungen (Personen
mit Herzschnittmacher oder Hörgerät sollten sich vor Arbeiten in der Nähe der Maschinen von einem Arzt beraten lassen), elektrische Schläge,
Schweißlärm und -rauch. Schützen Sie sich selbst und die Anderen. Respektieren Sie dafür die folgende Hinweise:
Die Strahlung des Lichtbogens kann zu schweren Augenschäden und Hautverbrennungen führen. Die Haut muss durch geeignete
trockene Schutzbekleidung (Schweißerhandschuhe, Lederschürze, Sicherheitsschuhe) geschützt werden.
Tragen Sie bitte Handschuhe, die die thermische und elektrische Isolierung sichern.
Tragen Sie bitte Schweißschutzkleidung und/oder eine Maske mit einer genügenden Schutzstufe (je nach Anwendung). Schützen
Sie Ihre Augen bei Reinigungsarbeiten. Tragen Sie keine Kontaktlinsen.
Schirmen Sie den Schweißbereich bei enstprechenden Umgebungsbedingungen durch Schweißvorhänge ab, um Dritte vor
Lichtbogenstrahlung, Schweißspritzern, usw. zu schützen.
In der Nähe des Lichtbogens bendliche Personenn müssen ebenfalls auf Gefahren hingewiesen werden und mit den nötigen
Schutzmitteln ausgerüstet werden.
Bei Gebrauch des Schweißgerätes ensteht großer Lärm, der auf Dauer das Gehör schädigt. Tragen Sie daher im Dauereinsatz
ausreichend Gehörschutz und schützen Sie in der Nähe arbeitende Personen.
Halten Sie Ihre Hände, Haare und Kleidungen von den mobilen Teilen (Lüfter) fern.
Entfernen Sie unter keinen Umständen das Gehäuse, wenn das Gerät am Stromnetz angeschlossen ist. Der Hersteller haftet nicht
für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes bzw. Nichteinhaltung der Sicherheitshinweise
entstanden sind.
ACHTUNG! Das Werkstück ist nach dem Schneiden sehr heiß! Seien Sie daher im Umgang mit dem Werkstück vorsichtig, um
Verbrennungen zu vermeiden.
Lassen Sie den Brenner vor jeder Instandhaltung / Reinigung bzw. nach jedem Gebrauch unbedingt ausreichend abkühlen (min. 10
min). Achten Sie vor Instandhaltung / Reinigung eines wassergekühlten Brenners darauf, dass Kühlaggregat nach Schweißende ca.
10 min weiterlaufen zu lassen, damit die Kühlüssigkeit entsprechend abkühlt und Verbrennungen vermieden werden.
SCHWEISSRAUCH/-GAS
Beim Schweißen entstehen Rauchgase bzw. toxische Dämpfe, die zu Sauerstoffmangel in der Atemluft führen können. Sorgen Sie
daher immer für ausreichend Frischluft, technische Belüftung (oder ein zugelassenes Atmungsgerät). Verwenden Sie die Anlagen
nur in gut belüfteten Hallen, im Freien oder in geschlossenen Räumen mit ausreichend starker Absaugung, die den aktuellen
Sicherheitsstandards entspricht.

25
EXAFEED 4L
DE
Beim Schweißen von Blei, auch in Form von Überzügen, verzinkten Teilen, Kadmium, «kadmierte Schrauben», Beryllium (meist als Legierungsbestandteil,
z.B. Beryllium-Kupfer) und andere Metalle entstehen giftige Dämpfe. Schweißarbeiten in unmittelbarer Nähe von Fett und Farben ist grundsätzlich
verboten!
BRAND- UND EXPLOSIONSGEFAHR
Sorgen Sie für ausreichenden Schutz des Schweißbereiches. Der Sicherheitsabstand für brennbare Materialien beträgt mindestens
11 Meter. Beachten Sie die beim Schweißen entstehende heiße Schlacke, Spritzer und Funken. Sie sind eine potentielle
Entstehungsquelle für Feuer oder Explosionen.
Schweißen Sie keine Behälter, die brennbare Materialen enthalten (auch keine Reste davon). Gefahr entammbarer Gase. ACHTUNG! Behälter bzw.
Rohre im Über- bzw. Unterdruck dürfen nicht geschweißt werden (Explosions- bzw. Implosionsgefahr)! Arbeiten Sie bei Schleifarbeiten immer in
entgegengesetzer Richtung zu diesem Gerät und entammbaren Materialen.
DRUCKGASFLASCHEN
Austretendes Gas kann in hoher Konzentration zum Erstickungstod führen. Sorgen Sie daher immer für eine gute belüftete
Arbeits- und Lagerumgebung. Achten Sie darauf, dass die Gasaschen ausschließlich in vertikaler Position und sichern Sie sich z.
B. mithilfe eines entsprechenden GAsaschenfahrwagens gegen Umkippen.
Verschließen Sie die Flaschen nach jedem Schweißvorgang und schützen Sie sich vor direkter Sonneneinstrahlung, offenem Feuer und starken
Temperaturschwankungen (z.B. sehr tiefen Temperaturen). Positionieren Sie die Gasaschen stets mit ausreichendem Abstand zu Schweiß- und
Schleifarbeiten bzw. jedweder Hitze-, Funken- und Flammenquelle. Achten Sie auf einen einwandfreien Zustand der Gasbehälter und verwenden Sie
nur zugelassene Teile wie Schläuche, Kupplungen, Druckminderer usw. Bei Erstöffnung des Gasventils muss der Plastikverschluss / Garantiesiegel von
der Flasche entfernt werden. Verwenden Sie ausschließlich Gas, das für die Schweißarbeit mit den von Ihnen ausgewählten Materialen geeignet ist.
ELEKTRISCHE SICHERHEIT
Das Schweißgerät darf ausschließlich an einer geerdeten Netzversorgung angeschlossen werden. Verwenden Sie nur die
empfohlenen Sicherungen. Das Berühren stromführender Teile kann tödliche elektrische Schläge oder schwere Verbrennungen
verursachen.
Berühren Sie daher UNTER KEINEN UMSTÄNDEN Teile des Geräteinneren oder das geöffnete Gehäuse, wenn das Gerät mit dem Stromnetz verbunden
ist.
Trennen Sie IMMER das Gerät vom Stromnetz und warten 2 weitere Minuten BEVOR Sie das Gerät öffnen, damit sich die Spannung der Kondensatoren
entladen kann. Schweißen Sie nicht auf dem Boden oder auf feuchten Oberächen.
Arbeiten bei Regen sind grundsätzlich verboten! Die elektrischen Kabel dürfen unter keinen Umständen in Kontakt mit Flüssigkeiten jedweder Art
kommen. Berühren Sie niemals gleichzeitig Brenner und Masseklemme!
Ausschließlich qualiziertem und geschultem Fachpersonal ist es vorbehalten beschädigte Kabel und Brenner auszutauschen. Achten Sie beim
Austausch stets darauf das entsprechende Äquivalent zu verwenden.
Tragen Sie zur Isolierung beim Schweißen immer trockene Kleidung in gutem Zustand, um selbst vom Schweißstromkreis getrennt zu sein. Achten Sie
unabhängig der Umgebungsbedingungen stets auf isolierendes Schuhwerk.
ELEKTROMAGNETISCHE FELDER UND STÖRUNGEN
Beim Betrieb von Lichtbogenschweißanlagen kann es in einigen Fällen zu elektromagnetischen Störungen kommen. Der
Schweißstrom produziert einen elektromagnetischen Feld herum die Schweißkreis und -Material.
Die elektromagnetische Felder könnn manche Medizinimplantate stören (z. B. Herzschrittmacher). Schutzmaßnehme müssen für die Personen,
die Medizinimplantate tragen, ergriffen werden. Zum Beispiel, durch einen beschränkten Eingang oder eine Risikobewertung jedes einzelnes
Schweißfachmanns.
Alle Schweißfachmänner sollen die folgende Maßnahmen verwenden, um die elektromagnetische Störungen abzuwiegeln.
• Elektrodenhalter und Massekabel bündeln, wenn möglich machen Sie sie mit Klebeband fest;
• Stellen Sie Ihren Oberkörper und Ihren Kopf möglichst weit des Schweißstromkreises;
• Achten Sie darauf, dass sich die Kabel, der Brenner oder das Massekabel nicht um Ihren Körper wickeln;
• Stellen Sie sich nichts zwischen Masse- und Brennerkabel. Beide Kabel sollten steht auf einer Seite liegen.
• Verbinden Sie die Massezange mit dem Werkstück möglichst nahe der Schweißzone;
• Arbeiten Sie nicht unmittelbar neben der Schweißstromquelle, sitzen Sie bitte nicht auf die Schweißstromquelle und lehnen Sie nicht an der
Schweißstromquelle.
• Schweißen Sie bitte nicht, wenn Sie die Schweißstromquelle oder den Drahtvorschubkoffer tragen.
Durch den Betrieb dieses Gerätes können elektromedizinische, informationstechnische und andere Geräte in ihrer Funktionsweise
beeinträchtigt werden. Personen, die Herzschrittmacher oder Hörgeräte tragen, sollten sich vor Arbeiten in der Nähe der
Maschine, von einem Arzt beraten lassen.

26
EXAFEED 4L
DE
TRANSPORT
Der Drahtvorschubkoffer lässt sich dank seiner 2 Griffe auf der Kofferoberseite bequem heben. Unterschätzen Sie jedoch nicht dessen Eigengewicht!
Da der Koffer über keine weitere Transporteinrichtung verfügt, liegt es Ihrer eigenen Verantwortung dafür Sorge zu tragen, dass Transport und
Bewegung des Koffers sicher verlaufen (Achten Sie darauf das Gerät nicht zu kippen). Das Gerät darf ausschließlich in vertikaler Position transportiert
werden.
Der Drahtvorschubkoffer ist mit Kranösen ausgestattet, die ausschließlich für die Wartung des Koffers geeignet! Wenn sie beim Schweißen benutzt
werden, müssen sie von der Erdung des Gebäude isoliert werden.
Unangemessene Schweißstrominstallationen können die Leitung zerstören, die Ausrüstung und Elektrogeräte beschädigen sowie die
Überhitzung der Komponenten mit Brandgefahr verursachen.
- Sichern Sie sich regelmäßig, dass alle Schweißanschlüsse festgehalten sind!
- Stellen Sie fest, dass die Besfestigung des Werkstücks fest ist und keine Elektrofehler hat!
- Befestigen Sie oder hängen Sie alle elektrisch leitenden Teilen auf (wie z.B. das Gestell, der Fahrwagen sowie das Hebensystem), um die Isolierung
zu sichern!
- Stellen Sie keine Bohrmaschine, keines Schleifgerät usw. auf das Schweißgerät, der Fahrwagen oder das Hebensystem hin, wenn sie nicht isoliert
sind!
- Stellen Sie immer den Brenner oder den Elektrodenhalter auf eine isolierte Fläsche hin, wenn sie nicht benutzt werden!
AUFSTELLUNG
Befolgen Sie die folgenden Richtlinien:
• Der Drahtvorschubkoffer darf ausschließlich eingeschaltet werden, wenn alle Gitter zu sind.
• Stellen Sie das Gerät ausschließlich auf festen und ebenen Untergrund mit einer Neigung von nicht mehr als 10°.
• Schützen Sie das Gerät vor Regen und direkter Sonneneinstrahlung.
• Verwenden Sie das Gerät nicht in einer elektromagnetische Umgebung.
• Das Gerät ist konform IP23 , d. h.:
- das Gerät ist vor dem Eindringen von Fremdkörpern mit einem Durchmesser ≥ 12,5 mm geschützt.
-das Gerät ist vor Eindringen von Sprühwasser (beliebige Richtungen bis 60° gegen die Senkrechte) geschützt.
Dieses Gerät ist für Außenanwendung gemäß der Schutzart IP23 geeignet.
Der Hersteller GYS haftet nich für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes enstanden
sind.
WARTUNG / HINWEISE
• Alle Wartungsarbeiten müssen von qualiziertem und geschultem Fachpersonal durchgeführt werden. Eine jährliche Wartung
ist empfohlen.
• Der Drahtvorschubkoffer muss vom Schweißgerät getrennt sein. Lassen Sie eine 2 Min.-Wartungszeit, bevor Sie die Wartung
des Koffers anfangen.
• Nehmen Sie regelmäßig (mindestens 2 bis 3 Mal im Jahr) das Gehäuse ab und reinigen sie das Innere des Gerätes mit Pressluft. Lassen Sie
regelmäßig Prüfungen des GYS Gerätes auf seine elektrische Betriebssicherheit von qualiziertem Techniker durchführen.
• Prüfen Sie regelmäßig den Zustand des Zwischenschlauchpaket. Wenn dieser beschädigt ist, muss sie durch den Hersteller, seinen Reparaturservice
oder eine qualizierte Person ausgetauscht werden, um Gefahren zu vermeiden.
• Achtung! Falls Sie andere Kranösen als die von dem Hersteller empfohlene beim Schweißen benutzen, sorgen Sie für eine Isolierung zwischen dem
Gehäuse des Koffers und den Kranösen.
• Den Drahtvorschubkoffer nur im geschlossenen Zustand einschalten!
MONTAGE UND FUNKTION
Das Gerät darf auschließlich von qualiziertem und geschultem Fachpersonal im ausgeschalteten und sicher vom Netz getrennten
Zustand montiert werden. Es wird empfohlen, die mit dem Gerät mitgelieferten Schweißkabel zu verwenden, um die optimalen
Produkteinstellungen zu erhalten.
Verletzungrisiko durch bewegliche Teile!
Die Drahtvorschübe besitzen bewegliche Teile, die Hände, Haare, Kleidung oder Werkzeug erfassen und so Verletzungen verur-
sachen können!
• Fassen Sie keine beweglichen bzw. drehbaren Teile sowie Führungsteile an!
• Versichern Sie sich, dass die Abdeckung des Gehäuses oder die Sicherheitsabdeckungen im Betrieb stest geschlossen sind.

27
EXAFEED 4L
DE
GERÄTESBESCHREIBUNG (ABB-1)
1- Kranösen 9- Wasseranschluss
2- Durchführung ZWP 10- Wasseranschluss
3- Drahtrolle-Aufnahmenute 11- Fernregleranschluss
4- Drahtvorschubmotor 12- ZWP-Steuerleitungsanschluss
5- Schalter Drahtvorschub mit/ohne Gas 13- Gasanschluss
6- Tragegriffe 14- Leistungsanschluss
7- Bedienfeld 15- Wasseranschluss
8- Eurozentralanschluss 16- Wasseranschluss
GERÄTESTEUERUNG (IHM) (ABB-2)
1- Anzeige Spannung 11- Signal-LED -Induktivitätmodus
2- Anzeige Drahtgeschwindigkeit/Strom 12- Signal-LED - Fernregler aktiviert
3- Signal-LED - Ampere 13- Signal-LED - Bedienfeldsperre
4- Signal-LED - m/min 14- Drucktaste Bedienfeldsperre
5- Signal-LED - Überhitzung 15- Drucktaste Modus / Fernregler aktiviert
6- Signal-LED Fehler im normalem Betrieb 16- Signal-LED 2T
7- Drehregler - Spannung 17- Signal-LED 4T
8- Drehregler - Drahtgeschwindigkeit/Induktivität 18- Signal-LED Spot/Delay
9- Drucktaste Induktivität 19- Gas-Ventil ein
10- Signal-LED -Drahtgeschwindkeit 20- Drahtvorschub ohne Gas
VERSORGUNG - EIN- UND AUSSCHALTEN
Der Drahtvorschubkoffer funktioniert ausschließlich in Verbindung mit dem EXAGON 400 CC/CV (Art.-Nr. 010925).
Die beiden Geräte werden über ein spezielles Zwischenschlauchpaket miteinander verbunden - siehe die folgende Liste:
Kühlung Länge Steuerkontakt Art.-Nr.
Luft
5m 70mm² 047587
10m
70mm² 047594
95mm² 047600
15m
95mm²
038349
20m 038431
Wasser
1.8m 70mm² 037243
5m 70mm² 047617
10m
70mm² 047624
95mm² 047631
15m
95mm²
038448
20m 038455
ANSCHLUSS UND HINWEISE
Anschluss und Trennen des Zwischenschlauchpakets darf nur ausgeschaltetem Schweißgerät erfolgen.
Anschluss des Zwischenschlauchpaket am Drahtvorschubkoffer:
- Öffnen Sie die Abdeckung zum Anschluss des Zwischenschlauchpakets (Abb 1 - Nr.2).
- Führen Sie das Zwischenschlauchpaket durch die Öffnung an der Rückseite des Drahtvorschubkoffers.
- Verriegeln Sie das Zwischenschlauchpaket durch eine Vierteldrehung im Uhrzeigersinn und Schrauben Sie es mit den mitgelieferten Schrauben fest.
- Führen Sie den Anschluss durch.
Anschluss des Zwischenschlauchpakets an der Schweißstromquelle:
- Verbinden Sie das Massekabel mit der positiven (+) oder negativen (-) Anschlussbuchse am Schweißgerät, je nach Drahttyp.
- Schließen Sie das Zwischenschlauchpaket mit der freien Anschlussbuchse.
- Verbinden Sie den Steuerleitungsanschluss des Zwischenschlauchpaket mit der 10-pol. Anschlussbuchse zwischen den beiden Schweißstrombuch-
sen.
MONTAGE DER DRAHTROLLE UND -FÜHRUNG (ABB-4)
• Entfernen Sie die Düse (Abb-4, F) sowie das Kontaktrohr (Abb-4, E) aus dem Brenner. Öffnen Sie die Abdeckung des Gerätes.
Abb-4, A :
• Positionieren Sie die Drahtrolle auf dem Drahtrollenhalter:
- Beachten Sie den Fixierdorn auf dem Drahtrollenhalter. Bei einer 200mm Drahtrolle sollte die Drahtrollenmutter bei der max. Einstellung montiert
werden.
• Stellen Sie die Drahtrollenbremse ein (Abb-4, 2), diese verhindert beim Beenden des Schweißvorgangs, dass die Trägheit der Drahtrolle den Draht
aufrollt. Ziehen Sie die Bremse nicht zu stark an, um ein Überhitzen des Motors zu vermeiden.

28
EXAFEED 4L
DE
Abb-4, B :
• Montieren Sie die zum Draht passenden Drahtführungsrollen. Die mitgelieferten Drahtführungsrollen für Stahl besitzen eine doppelte Nut (1 und
1,2mm). Die sichtbare Angabe auf der Drahtführungsrolle muss dem gewählten Drahtdurchmesser entsprechen. Für einen Ø 1,2 Draht benutzen Sie
die Ø 1,2mm Nut. Zum Aluminiumschweißen benötigen Sie spezielle Drahtführungsrollen (U-Form Nut).
Abb-4, C :
Beachten Sie beim Austausch des Drahts folgende Hinweise:
• Drehen Sie die Drahtandrucksrollen auf und klappen Sie diese nach vorne (ABB-4, 4), legen Sie den Draht ein. Schließen Sie die Klappe am Dra-
htvorschubmotor und verriegeln Sie den Motor, gemäß den Hinweisen.
• Den Motor mit einem Druck auf den Brennertaster oder mit dem Schalter (ABB-1, 5) auf die Position «Drahtwechsel» einschalten.
• Lassen Sie den Motor laufen, bis der Draht etwa 5cm aus dem Brenner herausragt, schrauben Sie dann ein passendes Kontaktrohr und Düse auf
den Brennerkopf (ABB-4, F).
Hinweis:
• Eine falsche Drahtführungsseele verhindert den gleichmäßigen Drahtvorschub und kann zu einer Überhitzung des Motors führen.
• Der Brenner muss korrekt im Anschluss verschraubt sein, um erhöhte Übergangswiderstände und Überhitzung zu vermeiden.
• Der Draht und die Spule dürfen nicht mit der Mechanik des Gerätes in Kontakt kommen, andernfalls besteht die Gefahr eines
Kurzschlusses.
MODUSAUSWAHL AN DER STROMQUELLE
Drücken Sie mehrmals die -Taste bis die LED unter dem -Zeichen leuchtet.
Die beiden Anzeige an der Stromquelle zeigen und die Drehregler sind deaktiviert. Die Einstellung der Parameter erfolgt jetzt mit dem Bedien-
feld des Drahtvorschubkoffers (ABB-2).
SCHWEISSEINSTELLUNGEN
1. Einstellen des Schweißstroms:
Stellen Sie den Schweißstrom mit dem linken Drehregler ein. Der eingestellte Wert wird im linken Display angezeigt.
2. Einstellen der Drahtgeschwindigkeit:
Stellen Sie die Drahtgeschwindigkeit mit dem rechten Drehregler ein. Der eingestellte Wert wird im rechten Display angezeigt.
3. Einstellen der Induktivität:
Halten Sie die Taste gedrückt und drehen Sie den rechten Drehregler , die Anzeige zeigt einen Wert zwischen -9 und +9. Je kleiner die
Induktivität ist, desto härter und stabiler ist der Lichtbogen. Je höher die Induktivität, desto weicher ist der Lichtbogen mit weniger Spritzern.
ERWEITERTE EINSTELLUNGEN
Im Abschnitt «Menüzugang» ist der Zugang zu den zu den erweiteren Einstellungen beschrieben.
(1)
« SPot », Schweißzeit (in Sekunden) im Spot und Spot Delay Modus.
(1)
« DeLaY », Pause (in Sekunden) im Spot Delay Modus.
« PrEgaz », Vorströmung, Zeit (in Sekunden) zwischen Druck auf den Brennertaster und Einsetzen des Drahtvorschub, während
dieser Zeit strömt Gas aus.
« I Start », Startstrom zwischen -5 und +5. Der Standardwert ist 0.
« Creep Speed », Drahtvorschub (in Prozent) vor dem Zünden.
(2)
« Hot Start », Aktivierung/ Deaktivierung der HotStart Einstellungen (On/Off).
(3)
« Creep Voltage », Zündspannung in Prozent.
(3)
« HotStart Speed », Erhöhte Drahtgeschwindigkeit während der HotStart-Phase in Prozent
(3)
« HotStart Voltage », Erhöhte Spannung während der HotStart-Phase in Prozent.
(3)
« HotStart time », Zeit (in Sekunden) der HotStart-Phase.
(4)
« Crater Filler », Aktivierung/ Deaktivierung der Funktion Endkraterfüllen (On/off).
(5)
« Crater Filler Speed », Drahtgeschwindigkeit in der Endkraterfüllphase in Prozent.
(5)
« Crater Filler Voltage », Schweißspannung in der Endkraterfüllphase in Prozent.
(5)
« downSlope time », Zeit (in Sekunden) des Übergangs zwischen den Schweiß- und Endkraterfülleneinstellungen.
(5)
« Crater Filler time », Zeit (in Sekunden) der Endkraterfüllphase.
« burnback », Energiespeicher zum Schneiden des Drahts -5 und +5. Der Standardwert ist 0.
« Post Gaz », Nachströmung, Zeit (in Sekunden) in der nach Loslassen des Brennertasters Gas nachströmt.

29
EXAFEED 4L
DE
(1)
:
Diese Einstellungen sind nur im Spot/Delay-Modus wählbar.
(2)
:
Die HotStart-Einstellung ist im Spot/Delay-Modus nicht aktiviert.
(3)
:
Diese Einstellungen sind nur bei aktiviertem HotStart (On) wählbar.
(4)
:
Die CraterFiller-Einstellung sind im Spot/Delay-Modus deaktiviert.
(5)
:
Diese Einstellungen sind nur bei aktivierter «CraterFiller-Einstellung» (On) wählbar.
ANZEIGE STROM/SPANNUNG BEIM SCHWEISSEN
Beim Schweißen misst und zeigt der Generator die aktuellen Schweißstrom- und Spannungwerte an. Nach dem Schweißen werden die Mittelwerte für
Schweißstrom- und Spannung dreißig Sekunden lang angezeigt. Werden die Einstellungen verändert, erscheinen die eingestellten Werte angezeigt.
Je nach Modus (Kurzschluss, Tropfen- oder Sprühlichtbogen) können die eingestellte Spannung und der Mittelwert verschieden sein.
AUFRUFEN UND SPEICHERN VON SCHWEISSPARAMETERN
Die verwendete Parametern werden automatisch gespeichert und beim nächsten Einschalten aufgerufen.
Weitere Parametern können gespeichern und aufgerufen werden.
Sie können bis 50 Einstellungen speichern.
Abgespeichert werden:
- die Spannung, die Drahtgeschwindigkeit und die Induktivität
- die erweitere Einstellungen.
- Modus 2T / 4T / SPOT DELAY
Einen Parameter speichern:
- Drücken Sie die Taste
und drei Sekunden lang. Sobald erscheint, die Tasten loslassen.
- Drehen Sie einen Drehregler bis
angezeigt wird. Bestätigen mit einem Druck auf die Taste .
- In der Anzeige blinkt eine Speicherplatznummer (01 bis 50).
- Drehen Sie den Drehregler um einen anderen Speicherplatz auszuwählen. Bestätigen bei einem Druck auf die Taste
.
- Die Parameter sind gespeichert. Sie verlassen das Menü automatisch.
Parameter aufrufen:
- Drücken Sie die Taste
und drei Sekunden lang. Sobald erscheint, die Tasten loslassen.
- Drehen Sie einen Drehregler bis
angezeigt wird. Bestätigen mit einem Druck auf die Taste .
- In der Anzeige blinkt eine Speicherplatznummer (01 bis 50).
- Wählen Sie mit dem Drehregler den Speicherplatz aus. Bestätigen Sie mit einem Druck auf die Taste .
Die Parameter sind geladen. Sie verlassen das Menü automatisch.
Schnelle-Wiederherstellungs-Funktion (Quick Load) :
Wenn die Funktion
« Quick Load » aktiviert ist, kann der Benutzer seine Programm mit einem kurzen Druck/Nachlassen der Taste sequenziell
wiederherstellen. Die Anzahl der Programme ist von 2 bis 50 einstellbar, (z.B. die Einstellung 5 kann die Programme von 01 bis 05 wiederherstellen).

30
EXAFEED 4L
DE
SCHWEISSZYKLEN
2T Modus :
Burnback
Start
Hotstart
(1)
Schweißen Crater Filler
(2)
Spannung
Drahtgeschwindigkeit
Gas
Losgelassen
Gedrückt
Brennertaster
(1)
:
Ist die HotStart-Funktion aktiviert, startet das Schweißen direkt nach dem Zünden.
(2)
:
Ist die Crater Filler-Funktion deaktiviert, erlischt der Lichtbogen beim Loslassen des Tasters.
4T Modus :
Im 4 T Modus können verschiedene Parameter mit dem Taster aktiviert werden. Die zur Verfügung stehenden Parameter sind abhängig vom Status
der Hotstart- und Crater Filler-Funktion.
Burnback
Start
Hotstart
(1)
Schweißen Crater Filler
(2)
Spannung
Drahtgeschwindigkeit
Gas
Losgelassen
Gedrückt
Brennertaster
(1)
:
Ist die HotStart-Funktion aktiviert, dauert die HotStart-Phase solange der Taster gedrückt wird. Bei deaktivierter HotStart-Funktio dauert die
Gasvorströmung so lange der Taster gedrückt wird (keine graphische Darstellung).
(2)
:
Ist die Crater Filler-Funktion aktiviert dauert die Crater Filler-Phase solange der Taster gedrückt wird. Bei deaktivierter Crater Filler-Funktion
dauert die Gasnachströmung solange der Taster gedrückt wird (keine graphische Darstellung).

31
EXAFEED 4L
DE
Spot / Delay Modus :
Im Spot/Delay-Modus (2T-Modus) werden Schweisspunkte einer bestimmten Zeit (Parameter Spot in Sekunden angegeben) in festgelegten
Zeitabständen (Parameter Delay in Sekunden angegeben) geschweißt. Ist der Parameter Delay auf 0,0 Sekunden eingestellt, wird eine konstante
Schweissnaht geschweißt. Mit Loslassen und Drücken des Tasters wird mit der nächsten Naht begonnen.
FERNREGLER
Am Anschluss (ABB-1, 5) am Drahtvorschubkoffer EXAFEED kann ein Handfernregler (Art. 047679) angeschlossen werden. Mit dem Fernregler
kann die Spannung (1. Drehregler) und die Drahtgeschwindigkeit (2. Drehregler) nachgeregelt werden. Bei angeschlossenem Fernregler können die
Werte nicht am Bedienfeld des Drahtvoschubkoffers geändert werden.
BEDINFELDSPERRUNG
Das Bedienfeld kann zum Schutz der Einstellungen gesperrt werden.
Aktivierung:
Drücken Sie die Taste
für drei Sekunden, die Anzeige zeigt und dann wieder den Schweißstrom an. Die LED
(ABB-2, n°13)
leuchtet.
Alle Tasten sind deaktiviert. Mit den Drehreglern ist eine Anpassung von Spannung und Drahtgeschwindigkeit (Initialwert +/- Parameter „tol“ in Pro-
zent) möglich
(s. Betriebsanleitung der Schweißstromquelle).
Drücken Sie für drei Sekunden die Taste
um die Sperrung des Bedienfelds aufzuheben. Die Anzeige zeigt und dann wieder den
Schweißstrom an. Die LED (ABB-2, n°13) ist aus.
MENÜZUGANG
+ x 3s
+
1s 1s 1s
...
...
Einstellungen
laden und Menü
verlassen
Einstellungen
speichern und
Menü verlassen
Validierung der
QuickLoad Funktion
und Rückgang auf
das Hauptmenü
Zurücksetzen aller
Einstellungen
Zugang zu den erweiterten
Einstellungen
Einstellen der
Parameter
Menü verlassen
Menü verlassen
Taste loslassen
aktuelle
Werte
Bestätigung der
Toleranzeinstellungen
und ins Hauptmenü
zurückkehren
aktuelle
Werte

...
...
...
...
...
Zurück zu
Setup-Menü
Spot time
1
Delay time
1
Pregaz
I Start
Creep Speed
Bestätigen der
aktuellen Wert
aktueller
Wert
aktueller
Wert
aktueller
Wert
aktueller
Wert
aktueller
Wert
...
burnback
aktueller
Wert
...
Post Gaz
aktueller
Wert
Erweiterten Einstellungen
...
Hot Start
2
aktueller
Wert
...
Creep Voltage
3
aktueller
Wert
...
HotStart Speed
3
aktueller
Wert
...
HotStart Voltage
3
aktueller
Wert
...
HotStart time
3
aktueller
Wert
...
Crater Filler
4
aktueller
Wert
...
Crater Filler
Speed
5
aktueller
Wert
...
Crater Filler
Voltage
5
aktueller
Wert
...
downSlope
time
5
aktueller
Wert
...
Crater Filler
time
5
aktueller
Wert
EXAFEED 4L
DE
32

33
(1)
:
Parameter nur im Spot/Delay-Modus zugänglich
(2)
:
Parameter im Spot / Delay Modus nicht verfügbar
(3)
:
Parameter nur bei aktiviertem Hotstart wählbar (H.S. auf On)
(4)
:
Parameter im Spot / Delay Modus nicht verfügbar
(5)
:
Parameter nur bei aktivierter Crater Filler-Funktionwählbar (C.F. auf On) zugänglich
HERSTELLERGARANTIE
Die Garantieleistung des Herstellers erfolgt ausschließlich bei Fabrikations- oder Materialfehlern, die binnen 24 Monate nach Kauf angezeigt werden
(nachweis Kaufbeleg). Nach Anerkenntnis des Garantieanspruchs durch den Hersteller bzw. seines Beauftragten erfolgen eine für den Käufer kosten-
lose Reparatur und ein kostenloser Ersatz von Ersatzteilen. Die Garantiezeitraum bleibt aufgrund erfolgter Garantieleistungen unverändert.
Ausschluss:
Die Garantieleistung erfolgt nicht bei Defekten, die durch unsachgemäßen Gebruach, Sturz oder harte Stöße sowie durch nicht autorisierte Reparatu-
ren oder durch Transportschäden, die infolge des Einsendens zur Reparatur, hervorgerufen worden sind. Keine Garantie wird für Verschleißteile (z. B.
Kabel, Klemmen, Vorsatzscheiben usw.) sowie bei Gebruachsspuren übernommen.
Das betreffende Gerät bitte immer mit Kaufbeleg und kurzer Fehlerbeschreibung ausschließlich über den Fachhandel einschicken. Die Reparatur
erfolgt erst nach Erhalt einer schriftlichen Akzeptanz (unterschrift) des zuvor Kostenvoranschlags durch den Besteller. Im Fall einer Garantieleistung
trägt der Hersteller ausschließlich die Kosten für den Rückversand an den Fachhändler.
EXAFEED 4L
DE

34
ADVERTENCIAS - NORMAS DE SEGURIDAD
CONSIGNA GENERAL
Estas instrucciones se deben leer y comprender antes de toda operación.
Toda modicación o mantenimiento no indicado en el manual no se debe llevar a cabo.
Todo daño físico o material debido a un uso no conforme con las instrucciones de este manual no podrá atribuírsele al fabricante.
En caso de problema o de incertidumbre, consulte con una persona cualicada para manejar correctamente el aparato.
Lea el manual de usuario del generador de soldadura antes del uso de la devanadera.
ENTORNO
Este material se debe utilizar solamente para realizar operaciones de soldadura dentro de los límites indicados en el aparato y el manual. Se deben
respetar las instrucciones relativas a la seguridad. En caso de uso inadecuado o peligroso, el fabricante no podrá considerarse responsable.
La instalación se debe hacer en un local sin polvo, ni ácido, ni gas inamable u otras sustancias corrosivas incluso donde se almacene el producto.
Hay que asegurarse de que haya una buena circulación de aire cuando se esté utilizando.
Zona de temperatura :
Uso entre -10 y +40°C (+14 y +104°F).
Almacenado entre -20 y +55°C (-4 y 131°F).
Humedad del aire :
Inferior o igual a 50% a 40°C (104°F).
Inferior o igual a 90% a 20°C (68°F).
Altitud:
Hasta 1000 m por encima del nivel del mar (3280 pies).
PROTECCIÓN INDIVIDUAL Y DE LOS DEMÁS
La soldadura al arco puede ser peligrosa y causar lesiones graves e incluso mortales.
La soldadura expone a los individuos a una fuente peligrosa de calor, de radiación lumínica del arco, de campos electromagnéticos (atención a los
que lleven marcapasos), de riesgo de electrocución, de ruido y de emisiones gaseosas. Protéjase y proteja a los demás. Respete las instrucciones de
seguridad siguientes:
Para protegerle de quemaduras y de radiaciones, lleve ropas sin solapas, aislantes, secos, ignífugos y en buen estado que cubran
todo el cuerpo.
Utilice guantes que aseguren el aislamiento eléctrico y térmico.
Utilice una protección de soldadura y/o una capucha de soldadura de un nivel de protección suciente (variable según aplicaciones).
Protéjase los ojos durante operaciones de limpieza. Las lentillas de contacto están particularmente prohibidas.
A veces es necesario delimitar las zonas mediante cortinas ignífugas para proteger la zona de soldadura de los rayos del arco,
proyecciones y de residuos incandescentes.
Informe a las personas en la zona de soldadura de que no miren los rayos del arco ni las piezas en fusión y que lleven ropas
adecuadas para protegerse.
Utilice un casco contra el ruido si el proceso de soldadura alcanza un nivel de ruido superior al límite autorizado. Igualmente para
toda persona que esté en la zona de soldadura.
Las manos, el cabello y la ropa deben estar a distancia de las partes móviles (ventilador).
No quite nunca el cárter del grupo de refrigeración del aparato estando bajo tensión, el fabricante no podrá ser considerado
responsable en caso de accidente.
Las piezas soldadas están caliente y pueden provocar quemaduras durante su manipulación. Cuando se hace un mantenimiento de
la antorcha, se debe asegurar que esta esté lo sucientemente fría y espere al menos 10 minutos antes de toda intervención. El
grupo de refrigeración se debe encender cuando se utilice una antorcha refrigerada por líquido para que el líquido no pueda causar
quemaduras.
Es importante asegurar la zona de trabajo antes de dejarla para proteger las personas y los bienes materiales.
HUMOS DE SOLDADURA Y GAS
El humo, el gas y el polvo que se emite durante la soldadura son peligrosos para la salud. Hay que prever una ventilación
suciente y en ocasiones puede ser necesario un aporte de aire. Una máscara de aire puede ser una solución en caso de aireación
insuciente.
Compruebe que la aspiración es ecaz controlándola conforme a las normas de seguridad.
Atención, la soldadura en los lugares de pequeñas dimensiones requiere una vigilancia a distancia de seguridad. La soldadura de algunos materiales
que contengan plomo, cadmio, zinc, mercurio o berilio pueden ser particularmente nocivos. Desengrase las piezas antes de soldarlas.
Las botellas se deben colocar en locales abiertos o bien aireados. Se deben colocar en posición vertical y sujetadas con un soporte o sobre un carro.
La soldadura no se debe efectuar cerca de grasa o de pintura.
EXAFEED 4L
ES

35
RIESGOS DE FUEGO Y DE EXPLOSIÓN
Proteja completamente la zona de soldadura, los materiales inamables deben alejarse al menos 11 metros.
Cerca de la zona de operaciones de soldadura debe haber un anti-incendios.
Atención a las proyecciones de materiales calientes o chispas incluso a través de las suras. Pueden generar un incendio o una
explosión.
Aleje las personas, objetos inamables y contenedores a presión a una distancia de seguridad suciente.
La soldadura en contenedores o tubos cerrados está prohibida y en caso de que estén abiertos se les debe vaciar de cualquier material inamable o
explosivo (aceite, carburante, residuos de gas...).
Las operaciones de pulido no se deben dirigir hacia la fuente de energía de soldadura o hacia materiales inamables.
BOTELLAS DE GAS
El gas que sale de las botella puede ser una fuente de sofocamiento en caso de concentración en el espacio de soldadura
(comprobar bien).
El transporte de este se debe hacer con toda seguridad: botellas cerradas y el aparato apagado. Se deben colocar verticalmente
y sujetadas con un soporte para limitar el riesgo de caída.
Cierre la botella entre dos usos. Atención a las variaciones de temperatura y a las exposiciones al sol.
La botella no debe entrar en contacto con una llama, un arco eléctrico, una antorcha, una pinza de masa o cualquier otra fuente de calor o de
incandescencia.
Manténgalas alejadas de los circuitos eléctricos y del circuito de soldadura y no efectúe nunca una soldadura sobre una botella a presión.
Cuidado al abrir la válvula de una botella, hay que alejar la cabeza de la válvula y asegurarse de que el gas utilizado es el apropiado para el proceso
de soldadura.
SEGURIDAD ELÉCTRICA
La red eléctrica utilizada de tener imperativamente una conexión a tierra. Utilice el tamaño de fusible recomendado sobre la tabla
de indicaciones.
Una descarga eléctrica puede ser una fuente de accidente grave directo o indirecto, incluso mortal.
No toque nunca las partes bajo tensión tanto en el interior como en el exterior del aparato cuando este está encendido (antorchas, pinzas, cables,
electrodos) ya que están conectadas al circuito de soldadura.
Antes de abrir el aparato, es necesario desconectarlo de la red eléctrica y esperar dos minutos, para que el conjunto de los condensadores se
descarguen.
No toque al mismo tiempo la antorcha o el portaelectrodos y la pinza de masa.
Cambie los cables y antorcha si estos están dañados, acudiendo a una persona cualicada.
Dimensione la sección de los cables (prolongados y cables de soldadura) de forma adecuada a la aplicación.
Utilizar siempre ropas secas y en buen estado para aislarse del circuito de soldadura. Lleve zapatos aislantes, sin importar el lugar donde trabaje.
EMISIONES ELECTROMAGNÉTICAS
La corriente eléctrica causa campos electromagnéticos (EMF) localizados al pasar por cualquier conductor. La corriente de
soldadura produce un campo electromagnético alrededor del circuito de soldadura y del material de soldadura.
Los campos electromagnéticos EMF pueden alterar algunos implantes médicos, como los estimuladores cardíacos. Se deben tomar medidas de
protección para personas con implantes médicos. Por ejemplo, restricciones de acceso para las visitas o una evaluación de riesgo individual para los
soldadores.
Todos los soldadores deberían utilizar los procedimiento siguientes para minimizar la exposición a los campos electromagnéticos que provienen del
circuito de soldadura:
• Coloque los cables de soldadura juntos - fíjelos con una brida si es posible;
• Coloque su torso y su cabeza lo más lejos posible del circuito de soldadura;
• No enrolle nunca los cables de soldadura alrededor de su cuerpo;
• No coloque su cuerpo entre los cables de soldadura. Mantenga los dos cables de soldadura sobre el mismo lado de su cuerpo;
• conecte el cable a la pieza lo más cerca posible de zona a soldar;
• no trabaje junto al generador, no se siente sobre este, ni se coloque muy cerca de este.
• no suelde cuando transporte el generador de soldadura o la devanadera.
Las personas con marcapasos deben consultar a un médico antes de utilizar estos equipos.
La exposición a los campos electromagnéticos durante la soldadura puede tener otros efectos sobre la salud que se desconocen
hasta ahora.
TRANSPORTE Y TRÁNSITO DE LA DEVANADERA
La devanadera está equipada de mango(s) que permiten transportarla con la mano. No se debe subestimar su peso. El mango no se debe considerar
un modo para realizar la suspensión del producto. No eleve una botella de gas y el aparato al mismo tiempo. Sus normas de transporte son distintas.
No transporte el material por encima de otras personas u objetos.
Es preferible quitar la bobina antes de elevar o transportar la devanadera.
EXAFEED 4L
ES

36
EXAFEED 4L
ES
La máquina dispone de anillas de elevado no aislados, están previstos solo para el mantenimiento de la devanadera y no para la suspensión de está
durante la soldadura. Si se utilizan durante la soldadura, estos se deben aislar de la tierra del edicio.
Las corrientes vagabundas de soldadura pueden destruir los conductores de tierra, dañar el equipo y los dispositivos eléctricos y
provocar el calentamiento de los componentes, pudiendo causar un incendio.
- Todas las conexiones de soldadura deben conectarse con rmeza, compruebe con regularidad.
- Asegúrese de que la jación de la pieza es sólida y sin problemas eléctricos.
- Fije o deje en suspensión todos los elementos conductores de electricidad de la fuente de soldadura como el chasis, carrito y los sistemas de elevado
para que estén aislados.
- No coloque otros equipos como taladros, aparatos de alado, etc sobre la fuente de soldadura, el carrito o los sistemas de elevado sin que estén
aislados.
- Coloque siempre las antorcha de soldadura o los portaelectrodos sobre una supercie aislada cuando no estén siendo utilizados.
INSTALACIÓN DEL MATERIAL
Ajuste a seguir:
• La devanadera se debe utilizar con las tapas cerradas.
• La devanadera se debe colocar sobre una supercie cuya inclinación máxima sea 10°.
• La máquina debe ser protegida de la lluvia y no se debe exponer a los rayos del sol.
El material tiene un grado de protección IP23, lo cual signica:
- Una protección contra el acceso a las partes peligrosas con un dedo y contra objetos sólidos con un diámetro superior o igual a 12.5mm.
- una protección contra la lluvia que cae a 60° respecto a la vertical.
El material se puede utilizar en el exterior según el índice de protección IP23.
El fabricante GYS no asume ninguna responsabilidad respecto a daños provocados a personas y objetos debido a un uso
incorrecto y peligroso de este aparato.
MANTENIMIENTO / CONSEJOS
• El mantenimiento sólo debe realizarse por personal cualicado. Se aconseja efectuar un mantenimiento anual.
• Desconecte las conexiones entre la devanadera y la fuente de alimentación de soldadura y espere dos minutos antes de
trabajar sobre el material.
• De forma regular, quite el capó y desempolve con un soplador de aire. Aproveche la ocasión para comprobar que las conexiones eléctricas estén
bien en sitio con una herramienta aislada.
• Controle regularmente el estado del cable entre la devanadera y la fuente de corriente de soldadura. Si este último está dañado, se debe reemplazar.
• ¡Cuidado! Si un modo de mantenimiento se utiliza durante la soldadura que sea diferente del recomendado por el fabricante, se debe prever un
aislamiento entre la carcasa de la devanadera y el modo de mantenimiento.
• La devanadera se debe utilizar con las tapas cerradas.
INSTALACIÓN - FUNCIONAMIENTO DEL PRODUCTO
Solo el personal experimentado y habilitado por el fabricante puede efectuar la instalación. Durante la instalación, asegúrese que
el generador está desconectado de la red eléctrica. Se recomienda utilizar los cables de soldadura suministrados con la unidad para
obtener los ajustes óptimos del producto.
Riesgo de herida debido a componentes móviles.
Las devanaderas contienen componentes móviles que pueden atrapar las manos, el cabello, la ropa o las herramientas y
provocar heridas.
• No coloque su mano sobre componentes giratorios o móviles, o piezas de arrastre.
• Asegúrese de que la carcasa del aparato o cubiertas de protección estén cerradas durante el funcionamiento.
DESCRIPCIÓN DEL MATERIAL (FIG-1)
1- Anillos de suspensión 9- Conector agua
2- Paso de cable de unión. 10- Conector agua
3- Soporte bobina 11- Conector de control a distancia
4- Motodevanadera 12- Conector de cables de unión
5- Inversor puga gas y avance de hilo 13- Conector de gas
6- Mangos de transporte. 14- Conector de potencia
7- Interfaz hombre / máquina 15- Conector agua
8- Conector EURO 16- Conector agua

37
EXAFEED 4L
ES
INTERFAZ HOMBRE-MÁQUINA (IHM) (FIG-2)
1- Indicador de tensión 11- Indicador de modo inductancia
2- Indicador velocidad hilo / corriente 12- Indicador de actividad del control a distancia
3- Indicador Amperios 13- Indicador de bloqueo del teclado
4- Indicador m / mm 14- Botón de bloqueo del teclado
5- Indicador de sobrecalentamiento 15- Botón de selección de Modo / activación del control a distancia
6- Perturbación del funcionamiento normal 16- Indicador 2T
7- Ruedecilla de ajuste de la tensión 17- Indicador 4T
8- Ruedecilla de ajuste de velocidad de hilo / inductancia 18- Indicador Spot/Delay
9- Botón de selección de la inductancia 19- Purga de gas.
10- Indicador de modo velocidad de hilo 20- Avance del hilo
RED ELÉCTRICA - PUESTA EN MARCHA
La devanadera EXAFEED 4-L ha sido diseñado para su funcionamiento exclusivo con el generador EXAGON 400 CC/CV (ref. 010925).
La unión entre estos dos elementos se efectúa mediante un cable de unión especíco de la lista siguiente:
Refrigeración Longitud Sección Referencia
Aire
5m 70mm² 047587
10m
70mm² 047594
95mm² 047600
15m
95mm²
038349
20m 038431
Líquido
1.8m 70mm² 037243
5m 70mm² 047617
10m
70mm² 047624
95mm² 047631
15m
95mm²
038448
20m 038455
CONEXIONES Y CONSEJOS
La conexión o desconexión del cable de unión entre el generador y la devanadera se debe hacer obligatoriamente sin el generador
conectado a la red eléctrica.
Conexión del cable de unión en la parte de la devanadera:
- Abra la trampilla de acceso a la conexión del cable de unión (FIG 1 - nº2)
- Pase el cable de unión a través de la apertura circular en la parte trasera de la devanadera.
- Bloquee el cable sobre la carrocería de la devanadera mediante una rotación de 1/4 en el sentido de las agujas del reloj y bloquéelo con el tornillo
incluido con el cable.
- Efectúe la conexión.
Conexión del cable de unión en el generador:
- Conecte la pinza de masa sobre el conector positivo (+) o negativo (-) del generador en función del tipo de hilo utilizado.
- Conecte el cable de unión sobre el conector libre que quede para la potencia
- Conecte el conector de control del cable de unión sobre la cha de 10 puntos situada entre los dos conectores de potencia del generador.
INSTALACIÓN DE LA BOBINA Y CARGA DEL HILO (FIG-4)
• Quite la boquilla de la antorcha (FIG-4, F), así como el tubo de contacto (FIG-4, E). Abra la trampilla del equipo.
FIG-4, A :
• Coloque la bobina sobre su soporte :
- Tenga en cuenta la lengüeta de arrastre del soporte de la bobina. Para instalar una bobina de 200 mm, apriete el soporte de bobina al máximo.
• Ajuste el freno (FIG-4, 2) para evitar que la inercia de la bobina enrede el hilo cuando se pare la soldadura. Evite apretar demasiado, pues podría
provocar un sobrecalentamiento del motor.
FIG-4, B :
• Coloque los rodillos adaptados al uso. Los rodillos de origen son rodillos de doble ranura para acero (1 y 1,2). La indicación visible sobre el rodillo
debe corresponder al diámetro de hilo utilizado. Para un hilo de Ø 1,2, utilice la ranura de Ø 1.2. Para soldar el aluminio, utilice los rodillos apropiados
(ranura en U).
FIG-4, C :
Para cambiar el hilo, proceda como sigue:
• Desaoje la ruedecilla (FIG-4, 4) al máximo, bájela, inserte el hilo, cierre la devanadera y apriete los rodillos según las indicaciones.
• Accione el motor apretando el gatillo de la antorcha o el inversor (FIG 1 - n°5) sobre la posición de cambio de hilo.
• Saque el hilo aproximadamente 5 cm de la antorcha, luego coloque en el extremo de la antorcha el tubo de contacto adecuado al hilo utilizado
(FIG-4, E), y la boquilla (FIG-4, F).
Atención :
• Una funda demasiado estrecha puede provocar problemas de devanado y un sobrecalentamiento del motor.
• El conector de la antorcha debe estar igualmente bien apretado para evitar su calentamiento.
• Compruebe que ni el hilo ni la bobina toquen la mecánica del aparato, de lo contrario habría peligro de cortocircuito.

38
EXAFEED 4L
ES
SELECCIÓN DEL MODO SOBRE EL GENERADOR
Sobre el generador, presione varias veces sobre el botón hasta que el LED se encienda bajo el símbolo .
Las dos pantalla indican
y las ruedecillas están inactivas, todos los controles pasan a la interfaz de la devanadera (FIG-2).
REGULACIONES DE LOS PARÁMETROS DE SOLDADURA
Ajuste la tensión de soldadura mediante la ruedecilla izquierda
Ajuste la tensión de soldadura mediante la ruedecilla izquierda en función del trabajo a realizar. La consigna de tensión se indica en la pantalla
de la izquierda.
2. Regulación de la velocidad del hilo:
Ajuste la velocidad de hilo mediante la ruedecilla derecha en función del trabajo a realizar. La consigna de velocidad se indica en la pantalla de
la derecha.
3. Regular la inductancia:
Manteniendo el botón , gire la ruedecilla derecha , el índice luminoso indica un valor relativo de -9 a +9. Cuanto más débil es el nivel de
la inductancia más duro y direccional será el arco. Al contrario, cuanto más alto es el nivel de inductancia, mas suave será el arco y con menos
proyecciones.
ACCESO A LOS PARÁMETROS AVANZADOS
Compruebe la sección Acceso a los Menús para más detalles sobre el acceso a los parámetros avanzados.
(1)
« SPot », tiempo de soldadura (en segundos) en modo Spot o Spot Delay.
(1)
« DeLaY », tiempo de interrupción (en segundos) en modo Spot / Delay.
« PrEgaz », duración (en segundos) durante la cual el gas pasa entre la presión sobre el gatillo y el arranque del avance del hilo.
« I Start », corriente de arranque (a escala relativa -5 a +5), el valor por defecto es 0.
« Creep Speed », porcentaje de velocidad de hilo antes del cebado.
(2)
« Hot Start », Activado / desactivado de los parámetros de hotstart (On/Off).
(3)
« Creep Voltage », tensión (en porcentaje) en el cebado.
(3)
« HotStart Speed », velocidad (en porcentaje) durante la fase de Hotstart.
(3)
« HotStart Voltage », tensión (en porcentaje) durante la fase de Hotstart.
(3)
« HotStart time », duración (en segundos) de la fase de Hotstart.
(4)
« Crater Filler », Activado / desactivado de la función de llenado de cráter (On/Off).
(5)
« Crater Filler Speed », velocidad (en porcentaje) de la fase de cráter.
(5)
« Crater Filler Voltage », tensión (en porcentaje) de la fase de cráter.
(5)
« downSlope time », duración (en segundos) de la rampa para pasar de los parámetros de soldadura a los de la fase de cráter.
(5)
« Crater Filler time », duración (en segundos) de la fase de cráter.
« burnback », energía que permite cortar el hilo (a escala relativa -5 a +5), el valor por defecto es 0.
« Post Gaz », duración (en segundos) durante la cual el gas continua a pasar tras la interrupción de la soldadura.
(1)
:
estos parámetros aparecen únicamente cuando el modo Spot / Delay está seleccionado.
(2)
:
el parámetro Hotstart no está disponible cuando el modo Spot / Delay está seleccionado.
(3)
:
estos parámetros aparecen únicamente si el parámetro H.S. está posicionado en « On ».
(4)
:
el parámetro CraterFiller no está disponible cuando el modo Spot / Delay está seleccionado.
(5)
:
estos parámetros aparecen únicamente si el parámetro C.F. está posicionado en « On ».
INDICACIONES CORRIENTE/TENSIÓN DURANTE LA SOLDADURA
Durante la soldadura, el generador mide e indica los valores instantáneos de corriente y de tensión de soldadura. Tras la soldadura, los valores medios
de corriente y de tensión se indican parpadeando durante 30 segundos. En cuanto se manipule la interfaz (ruedecillas o botones de ajuste), la pantalla
indica la consigna de soldadura.
En función del régimen (cortocircuito, globular o arco-spray), la tensión media se puede alejar ligeramente de la tensión de consigna.
MEMORIZACIÓN Y USO RÁPIDO DE LOS PROGRAMAS DE SOLDADURA
Los parámetros en uso se registran automáticamente y siguen memorizados la próxima vez que se encienda el generador.
Además de los parámetros en uso, las diferentes conguraciones de soldadura se pueden registrar y usar.
Se dispone de 50 memorias por proceso.
La memorización es respecto a:

39
EXAFEED 4L
ES
- La tensión, la velocidad de hilo y la inductancia,
- los parámetros avanzados.
- El modo 2T / 4T / SPOT DELAY
Registrar un programa:
- Mantenga los botones
y durante 3 segundos. aparece, suelte los botones.
- Gire una de las dos ruedecillas de ajuste para indicar
. Valide presionando sobre el botón .
- La pantalla indica a el lugar de la memoria (de 01 a 50) parpadeando.
- Gire la ruedecilla de ajuste para seleccionar el lugar de memoria de la conguración a registrar. Valide presionando sobre el botón
.
- Una vez que se memoriza, la salida del menú es directa.
Utilizar un programa de soldadura existente:
- Mantenga los botones
y durante 3 segundos. aparece, suelte los botones.
- Gire una de las dos ruedecillas de ajuste para indicar
. Valide presionando sobre el botón .
- La pantalla indica a el lugar de la memoria (de 01 a 50) parpadeando.
- Gire una de las 2 ruedecillas de ajuste para seleccionar el lugar de memoria que contiene la conguración que se desee utilizar. Valide presionando sobre
el botón
.
Al efectuar la selección, se sale directamente del menú.
Función de acceso rápido a programas (Quick Load) :
Cuando la función
« Quick Load » está activada, el usuario puede utilizar de manera secuencial sus programas presionando/soltando bre-
vemente el gatillo. El número de programas se puede congurar de 2 a 50. (Ejemplo: un ajuste sobre 5 podrá dar permitir acceso mediante el gatillo
a los programas de 01 a 05).
CICLOS DE SOLDADURA
Modo 2T:
Burnback
Start
Hotstart
(1)
Soldadura Crater Filler
(2)
Tensión
Velocidad de hilo
Gas
Suelto
Presionado
Gatillo
(1)
:
si la función Hotstart está desactivada, la soldadura inicia directamente tras la fase de cebado (Start).
(2)
:
si la función Crater Filler está desactivada, el corte de hilo ocurre directamente al soltar el gatillo.

40
EXAFEED 4L
ES
Modo 4T:
El modo 4T permite gestionar las diferentes etapas temporales mediante el gatillo. El comportamiento varía en función de la activación / desactiva-
ción de los parámetros Hotstart y Crater Filler.
Burnback
Start
Hotstart
(1)
Soldadura Crater Filler
(2)
Tensión
Velocidad de hilo
Gas
Suelto
Presionado
Gatillo
(1)
:
si la función Hotstart esta activada, la fase de Hotstart dura el tiempo que el gatillo esté presionado. Si la función Hotstart esta activada, la fase
de pregas dura el tiempo que el gatillo esté presionado (gráco no representado).
(2)
:
si la función Crater Filler está activada, la fase de Crater Filler dura el tiempo que el gatillo esté presionado. Si la función Crater Filler esta desac-
tivada, la fase de postgas dura el tiempo que el gatillo esté presionado (gráco no representado).
Modo Spot / Delay :
El modo Spot / Delay es un modo 2T que permite soldar cordones de una duración denida (parámetro Spot expresado en segundos) espaciados
por intervalos denidos (parámetro Delay expresado en segundos). Si el parámetro Delay se ajuste sobre 0.0 segundos solo se realizará un cordón
y sera necesario soltar y presionar de nuevo el gatillo para pasar al cordón siguiente.
CONTROL A DISTANCIA
Un control a distancia (ref. 047679) se puede utilizar con la devanadera EXAFEED mediante un conector (FIG-1, 5). El control a distancia reacciona
sobre la tensión (1er potenciómetro) y la velocidad de hilo (2º potenciómetro). Estos ajustes quedan inhabilitados sobre la interfaz de la devana-
dera.
BLOQUEO DE LOS COMANDOS
Una función permite bloquear los botones del teclado y las ruedecillas para evitar así un desajuste accidental.
Operación:
Presione 3 segundos sobre el botón
, la pantalla indica y luego vuelve a la pantalla de corriente. El LED (FIG-2, n°13) se enciende.
Ningún botón queda activo, las ruedecillas permite una variación limitada de la tensión y de la velocidad de hilo (valor inicial +/- el porcentaje denido
por el parámetro « tol »)
(ver manual del generador).
Para desbloquear los controles, presione 3 segundos sobre el botón
, la pantalla indica ACCESOS A LOS MENÚS

41
EXAFEED 4L
ES
ACCESOS A LOS MENÚS
+ x 3s
+
1s 1s 1s
...
...
Indicación de
parámetros
memorizados y
salida del menú
Guardado de
parámetros y
salida del menú
Validación de la
función de
QuickLoad y
retorno a la página
principal del menú
Reinicio de todos
los parámetros de
todos los procesos
Acceso a los parámetros
avanzados
Menú de configuración
Salida del menú
configuración
Salida hacia
interfaz soldadura
Soltar botones
Valor
actual
Validación del
parámetro de
tolerancia y retorno
a la página
principal del menú
Valor
actual

42
EXAFEED 4L
ES
...
...
...
...
...
Retorno al menú
Setup
Spot time
1
Delay time
1
Pregaz
I Start
Creep Speed
Validación del
parámetro en
proceso
Valor
actual
Valor
actual
Valor
actual
Valor
actual
Valor
actual
...
burnback
Valor
actual
...
Post Gaz
Valor
actual
Paramètres avancés
...
Hot Start
2
Valor
actual
...
Creep Voltage
3
Valor
actual
...
HotStart Speed
3
Valor
actual
...
HotStart Voltage
3
Valor
actual
...
HotStart time
3
Valor
actual
...
Crater Filler
4
Valor
actual
...
Crater Filler
Speed
5
Valor
actual
...
Crater Filler
Voltage
5
Valor
actual
...
downSlope
time
5
Valor
actual
...
Crater Filler
time
5
Valor
actual

43
EXAFEED 4L
ES
(1)
:
paramètres accessibles uniquement en mode Sot / Delay
(2)
:
paramètre non disponible en mode Spot / Delay
(3)
:
paramètres disponibles uniquement si Hotstart activé (H.S. sur On).
(4)
:
paramètre non disponiblme en mode Spot / Delay
(5)
:
paramètres disponibles uniquement si Crater Filler activé (C.F. sur On)
GARANTÍA
La garantía cubre todos los defectos o vicios de fabricación durante 2 años, a partir de la fecha de compra (piezas y mano de obra)
La garantía no cubre:
• Todas las otras averías resultando del transporte
• El desgaste normal de las piezas (cables, pinzas…)
• Los incidentes resultando de un mal uso (error de alimentación, caída, desmontaje)
• Los fallos relacionados con el entorno (polución, oxidación, polvo…)
En caso de fallo, regresen la maquina a su distribuidor, adjuntando:
• Un justicativo de compra con fecha (recibo, factura…)
• Una nota explicativa del fallo

44
EXAFEED 4L
RU
ПРЕДОСТЕРЕЖЕНИЯ - ПРАВИЛА БЕЗОПАСНОСТИ
ОБЩИЕ УКАЗАНИЯ
Эти указания должны быть прочтены и поняты до начала сварочных работ.
Изменения и ремонт, не указанные в этой инструкции, не должны быть предприняты.
Производитель не несет ответственности за травмы и материальные повреждения связанные с несоответствующим данной инструкции
использованием аппарата.
В случае проблемы или сомнений, обратитесь к квалифицированному профессионалу для правильного подключения.
Прочтите инструкцию по эксплуатации сварочного источника перед тем, как использовать подающее устройство.
ОКРУЖАЮЩАЯ СРЕДА
Это оборудование должно быть использовано исключительно для сварочных работ, ограничиваясь указаниями заводской таблички и/или
инструкции. Необходимо соблюдать директивы по мерам безопасности. В случае неадекватного или опасного использования производитель
не несет ответственности.
Аппарат должен быть установлен в помещении без пыли, кислоты, возгораемых газов, или других коррозийных веществ. Такие же условия
должны быть соблюдены для его хранения. Убедитесь в присутствии вентиляции при использовании аппарата.
Температурные пределы:
Использование: от -10 до +40°C (от +14 до +104°F).
Хранение: от -20 до +55°C (от -4 до 131°F).
Влажность воздуха:
50% или ниже при 40°C (104°F).
90% или ниже при 20°C (68°F).
Высота над уровнем моря:
До 1000м высоты над уровнем моря (3280 футов).
ИНДИВИДУАЛЬНАЯ ЗАЩИТА И ЗАЩИТА ОКРУЖЕНИЯ
Дуговая сварка может быть опасной и вызвать тяжелые и даже смертельные ранения.
Сварочные работы подвергают пользователя воздействию опасного источника тепла, светового излучения дуги, электромагнитным полям
(особое внимание лицам, имеющим электрокардиостимулятор), сильному шуму, выделениям газа, а также могут стать причиной поражения
электрическим током. Защититесь сами и защитите окружающих. Соблюдайте следующие правила безопасности:
Чтобы защитить себя от ожогов и облучения при работе с аппаратом, надевайте сухую рабочую защитную одежду (в
хорошем состоянии) из огнеупорной ткани, без отворотов, которая покрывает все тело полностью.
Работайте в защитных рукавицах, обеспечивающие электро- и термоизоляцию.
Используйте средства защиты для сварки и/или шлем для сварки соответствующего уровня защиты (в зависимости от
использования). Защитите ваши глаза при операциях очистки. Ношение контактных линз воспрещается.
В некоторых случаях необходимо окружить зону огнеупорными шторами, чтобы защитить зону сварки от лучей, брызг и
накаленного шлака.
Предупредите окружающих не смотреть на дугу и обрабатываемые детали и надевать защитную рабочую одежду.
Носите наушники против шума, если сварочный процесс достигает звуковой уровень выше дозволенного. То же относится
к людям, находящимся в сварочной зоне.
Держите руки, волосы, одежду подальше от подвижных частей (двигатель, вентилятор…).
Никогда не снимайте защитный корпус с системы охлаждения, когда источник под напряжением. Производитель не несет
ответственности в случае несчастного случая.
Только что сваренные детали горячи и могут вызвать ожоги при контакте с ними. Во время техобслуживания горелки
убедитесь, что она достаточно охладилась и подождите как минимум 10 минут перед началом работ. При использовании
горелки с жидкостным охлаждением система охлаждения должна быть включена, чтобы не обжечься жидкостью.
Очень важно обезопасить рабочую зону перед тем, как ее покинуть, чтобы защитить людей и имущество.
СВАРОЧНЫЕ ДЫМ И ГАЗ
Выделяемые при сварке дым, газ и пыль опасны для здоровья. Вентиляция должна быть достаточной, и может
потребоваться дополнительная подача воздуха. При недостаточной вентиляции можно воспользоваться маской сварщика-
респиратором.
Проверьте, чтобы всасывание воздуха было эффективным в соответствии с нормами безопасности.
Будьте внимательны: сварка в небольших помещениях требует наблюдения на безопасном расстоянии. Кроме того, сварка некоторых
металлов, содержащих свинец, кадмий, цинк, ртуть или даже бериллий, может быть чрезвычайно вредной. Также, следует очистить от жира
детали перед сваркой.
Газовые баллоны должны быть складированы в открытых или хорошо проветриваемых помещениях. Они должны быть в вертикальном
положении и закреплены на стойке или тележке.
Ни в коем случае не варить вблизи жира или краски.

45
EXAFEED 4L
RU
РИСК ПОЖАРА И ВЗРЫВА
Полностью защитите зону сварки. Возгораемые материалы должны быть удалены как минимум на 11 метров.
Противопожарное оборудование должно находиться вблизи проведения сварочных работ.
Осторожно с брызгами горячего материала или искр, даже через щели. Они могут повлечь за собой пожар или взрыв.
Удалите людей, возгораемые предметы и все емкости под давлением на безопасное расстояние.
Ни в коем случае не варите в контейнерах или закрытых трубах. В случае, если они открыты, то перед сваркой их нужно освободить от всех
взрывчатых или возгораемых веществ (масло, топливо, остаточные газы …).
Шлифовальные работы не должны быть направлены в сторону источника или в сторону возгораемых материалов.
ГАЗОВЫЕ БАЛЛОНЫ
Газом, выходящим из газовых баллонов, можно задохнуться в случае его концентрации в помещении сварки (хорошо
проветривайте). Транспортировка должна быть безопасной : при закрытых газовых баллонов и выключенном источнике.
Баллоны должны быть в вертикальном положении и закреплены на подставке, чтобы ограничить риск падения.
Закрывайте баллон в перерыве между двумя использованиями. Будьте внимательны к изменению температуры и пребыванию на солнце.
Баллон не должен соприкасаться с пламенем, электрической дугой, горелкой, зажимом массы или с любым другим источником тепла или
свечения.
Держите его подальше от электрических и сварочных цепей и, следовательно, никогда не варите баллон под давлением.
Будьте внимательны: при открытии вентиля баллона уберите голову от вентиля и убедитесь, что
используемый газ соответствует методу сварки.
ЭЛЕКТРИЧЕСКАЯ БЕЗОПАСНОСТЬ
Используемая электрическая сеть должна обязательно быть заземленной. Соблюдайте калибр предохранителя указанный
на аппарате.
Электрический разряд может вызвать прямые или косвенные ранения, и даже смерть.
Никогда не дотрагивайтесь до частей под напряжением как внутри, так и снаружи источника, когда он подключен к сети питания (горелки,
зажимы, кабели, электроды), т.к. они подключены к сварочной цепи.
Перед тем, как открыть источник, его нужно отключить от сети и подождать 2 минуты, для того, чтобы все конденсаторы разрядились.
Никогда не дотрагивайтесь одновременно до горелки или электрододержателя и до зажима массы.
Если кабели повреждены, попросите квалифицированных и уполномоченных специалистов их заменить.
Размеры сечения кабелей (удлинитель и сварочный кабель) должны соответствовать применению.
Всегда носите сухую одежду в хорошем состоянии для изоляции от сварочной цепи. Носите изолирующую обувь независимо от той среды,
где вы работаете.
ЭЛЕКТРОМАГНИТНЫЕ ИЗЛУЧЕНИЯ
Электрический ток, проходящий через любой проводник вызывает локализованные электромагнитные поля (EMF).
Сварочный ток вызывает электромагнитное поле вокруг сварочной цепи и сварочного оборудования.
Электромагнитные поля EMF могут создать помехи для некоторых медицинских имплантатов, например электрокардиостимуляторов. Меры
безопасности должны быть приняты для людей, носящих медицинские имплантаты. Например: ограничение доступа для прохожих, или
оценка индивидуального риска для сварщика.
Чтобы свести к минимуму воздействие электромагнитных полей сварочных цепей сварщики должны следовать следующим указаниям:
• сварочные кабели должны находиться вместе, если возможно соедините их хомутом;
• ваше туловище и голова должны находиться как можно дальше от сварочной цепи;
• не обматывайте сварочные кабели вокруг вашего тела;
• ваше тело не должно быть расположено между сварочными кабелями. Оба сварочных кабеля должны быть расположены по одну сторону
от вашего тела;
• закрепите кабель заземления на свариваемой детали как можно ближе с зоне сварки;
• не работаете рядом, не сидите и не облокачивайтесь на источник сварочного тока;
• не варите, когда вы переносите источник сварочного тока или устройство подачи проволоки.
Лица, использующие электрокардиостимуляторы, должны проконсультироваться у врача перед работой с данным
источником тока.
Воздействие электромагнитного поля в процессе сварки может иметь и другие, еще не известные науке, последствия
для здоровья.
ТРАНСПОРТИРОВКА И ТРАНЗИТ ПОДАЮЩЕГО УСТРОЙСТВА
Подающее устройство имеет ручку(и) для переноски. Будьте внимательны: не недооценивайте вес аппарата. Рукоятка не может быть
использована для строповки. Никогда не поднимайте газовый баллон и аппарат одновременно. Их транспортные нормы различаются.
Не переносить это оборудование над людьми или предметами.
Желательно снять бобину проволоки перед тем, как поднять или перенести подающее устройство.

46
EXAFEED 4L
RU
Аппарат имеет неизолированные подъёмные кольца, которые предусмотрены исключительно для подъема и транспортировки подающего
устройства, а не для строповки во время сварки. Если эти кольца используются во время сварки, то их нужно изолировать от земли здания.
Блуждающие сварочные токи могут разрушить заземляющие провода, повредить оборудование и электрические приборы и
вызвать нагревание комплектующих, что может привести к пожару.
- Все сварочные соединения должны крепко держаться. Проверяйте их регулярно!
- Убедитесь в том, что крепление детали прочное и без проблем электрики!
- Соедините вместе или подвесьте все элементы сварочного источника, проводящие электричество, такие, как шасси, тележка и подъемные
элементы, чтобы изолировать их!
- Не кладите на сварочный источник, на тележку или на подъемные элементы такие приборы, как дрели, точильные машинки и т.д., если
они не изолированы1
- Всегда кладите сварочные горелки или электрододержатели на изолированную поверхность, когда вы их не используете!
УСТАНОВКА АППАРАТА
Необходимо соблюдать следующие правила :
• Подающее устройство должно быть использовано только, когда все люки закрыты.
• Поставьте подающее устройство на пол, максимальный наклон которого 10°.
• Источник сварочного тока должен быть укрыт от проливного дождя и не стоять на солнце.
Оборудование имеет защиту IP23, что означает :
- Защиту от попадания в опасные зоны твердых тел диаметром ≥12,5мм и,
- Защиту против капель дождя, направленных под углом 60° относительно вертикали.
Это оборудование может быть использовано вне помещения соответственно степени защиты IP23.
Производитель GYS не несет ответственности относительно ущерба, нанесенного лицам или предметам, из-за
неправильного и опасного использования этого оборудования.
ОБСЛУЖИВАНИЕ / СОВЕТЫ
• Техническое обслуживание должно производиться только квалифицированным специалистом. Советуется проводить
ежегодное техобслуживание.
• Отключите соединения между подающим устройством и источником тока и подождите 2 минуты перед тем, как
приступить к техобслуживанию.
• Регулярно открывайте аппарат и продувайте его, чтобы очистить от пыли. Необходимо также проверять все электрические соединения с
помощью изолированного инструмента
• Регулярно контролируйте состояние соединительного шланга между подающим устройством и сварочным источником. В случае повреждения
он должен быть заменен.
• Внимание! Если во время сварки используется иное подъёмно-транспортное средство, чем то, что рекомендовано производителем, то
обеспечьте изоляцию между корпусом подающего устройства и подъёмно-транспортным средством.
• Подающее устройство должно быть использовано только, когда все люки закрыты.
УСТАНОВКА И ПРИНЦИП ДЕЙСТВИЯ
Только опытный и уполномоченный производителем специалист может осуществлять установку. Во время установки
убедитесь, что источник отключен от сети. Для получения оптимальных настроек изделия рекомендуется использовать
сварочные кабели, поставляемые в комплектес устройством.
Риск ожогов, связанный с подвижными элементами!
Подающие устройства имеют подвижные элементы, в которые могут попасть руки, волосы, одежда или инструменты и
таким образом привести к ранениям!
• Не приближайте руки к подвижным или поворачивающимся элементам, а также к деталям привода!
• Проследите за тем, чтобы все крышки корпуса или защитные крышки были закрыты во время работы!
ОПИСАНИЕ ОБОРУДОВАНИЯ (FIG-1)
1- Подъёмные кольца 9- Коннектор подачи жидкости
2- Проход соединительного шланга 10- Коннектор подачи жидкости
3- Держатель бобины 11- Коннектор дистанционного управления
4- Подающий механизм 12- Коннектор управления соединительного шланга
5- Переключатель продувки газа и подачи проволоки 13- Коннектор для газа
6- Переносные ручки. 14- Коннектор мощности
7- Интерфейс человек/машина 15- Коннектор подачи жидкости
8- Разъем европейского типа 16- Коннектор подачи жидкости
ИНТЕРФЕЙС ЧЕЛОВЕК/МАШИНА (IHM) (РИС-2)
1- Индикатор напряжения 11- Индикатор режима индуктивности
2- Индикатор скорости подачи / тока 12- Индикатор активности дистанционного управления
3- Индикатор в Амперах 13- Индикатор блокировки панели управления
4- Индикатор м/мин 14- Кнопка блокировки панели управления

47
EXAFEED 4L
RU
5- Индикатор перегрева 15-
Кнопка выбора Режима / активации дистанционного
управления
6- Нарушение нормального функционирования 16- Индикатор 2T
7- Колесико регулировки напряжения 17- Индикатор 4T
8- Колесико настройки скорости подачи / индуктивности 18- Индикатор Spot/Delay
9- Кнопка выбора индуктивности 19- Продувка газа
10- Индикатор режима скорости подачи 20- Подача проволоки
ПИТАНИЕ - ВКЛЮЧЕНИЕ
Подающее устройство EXAFEED 4-L разработано для работы только с источником EXAGON 400 CC/CV (арт. 010925).
Соединение между этими двумя элементами осуществляется с помощью специально для этого предназначенного соединительного шланга
из следующего списка :
Охлаждение Длина Сечение Артикул
Воздух
5m 70mm² 047587
10m
70mm² 047594
95mm² 047600
15m
95mm²
038349
20m 038431
Жидкий
электролит
1.8m 70mm² 037243
5m 70mm² 047617
10m
70mm² 047624
95mm² 047631
15m
95mm²
038448
20m 038455
ПОДКЛЮЧЕНИЕ И СОВЕТЫ
Подсоединение или отсоединение соединительного шланга между источником и подающим устройством обязательно
должно производиться, когда источник не под напряжением.
Подключение соединительного шланга к подающему устройству:
- Откройте люк доступа к подключению соединительного шланга (FIG 1 - n°2)
- Пропустите соединительный шланг через круглое отверстие на задней стороне подающего механизма
- Закрепите соединительный шланг на корпусе подающего устройства, совершив 1/4 оборота в по часовой стрелке, затем заблокируйте его
с помощью винта, который прилагается к шлангу.
- Произведите соединение.
Подключение соединительного шланга к источнику :
- Подключите зажим массы к положительному (+) или к отрицательному (-) коннектору подсоединения источника в зависимости от
используемой проволоки.
- Подключите соединительный шланг к оставшемуся коннектору для подачи мощности
- Подключите коннектор управления соединительного шланга к гнезду на 10 штырей, расположенным между двумя коннекторами мощности
источника.
УСТАНОВКА БОБИНЫ И ЗАПРАВКА ПРОВОЛОКИ (FIG-4)
• Снимите сопло с горелки (FIG-4, F), а также контактную трубку (FIG-4, E). • Откройте люк аппарата.
FIG-4, A :
• Установите бобину на держатель :
- Учитывайте присутствие ведущего пальца держателя бобины. Для установки бобины диаметром 200 мм максимально затяните держатель
бобины.
• Отрегулируйте тормоз бобины (FIG-4, 2) так, чтобы при остановке сварки бобина по инерции не запутала проволоку. Не зажимайте
слишком сильно. Это может привести к перегреву двигателя.
FIG-4, B :
• Установите подходящие ведущие ролики. К комплекте поставляются двухжелобчатые ролики для стали (1 и 1,2). Величина, которая
читается на установленном ролике, должна соответствовать диаметру используемой проволоки. Для проволоки Ø 1,2 нужно использовать
желоб Ø 1,2. Для сварки алюминия используйте подходящие ролики (желоб в форме U).
FIG-4, C :
Для замены проволоки действуйте следующим образом:
• Отвинтите колесики (FIG-4, 4) до предела и опустите их, вставьте проволоку, закройте подающий механизм. Затяните колесики следую
указаниям.
• Включите мотор нажатием на кнопку горелки или поставив переключатель (FIG 1 - n°5) на положение замены проволоки.
• Выпустите проволоку из горелки примерно на 5 см и насадите на кончик горелки контактную трубку, подходящую для используемой
проволоки (FIG-4, E), и сопло (FIG-4, F).
Примечание :
• Слишком узкий шланг может вызвать проблемы с подачей и перегревом двигателя.
• Коннектор горелки должен также быть хорошо затянут во избежание перегрева.
• Проверьте, чтобы ни проволока, ни бобина не касались механических блоков аппарата. В обратном случае существует
опасность короткого замыкания.

48
EXAFEED 4L
RU
ВЫБОР РЕЖИМА НА ИСТОЧНИКЕ
Нажмите несколько раз на кнопку источника, пока не загорится светодиод под символом .
Оба экрана источника показывают
и кнопки настройки дезактивированы, т.к. управление аппаратом переключено на интерфейс
подающего устройства (FIG-2).
НАСТРОЙКА СВАРОЧНЫХ ПАРАМЕТРОВ
1. Настроить сварочное напряжение:
Отрегулировать сварочное напряжение с помощью левого колесика соответственно выполняемым сварочным работам. Значение
напряжения указано на левом экране.
2. Настроить скорость подачи:
Отрегулировать скорость подачи с помощью правого колесика соответственно выполняемым сварочным работам. Значение скорости
подачи указано на правом экране.
3. Настроить индуктивность:
Удерживая кнопку , поверните колесико справа , световой указатель указывает относительную величину от -9 до +9. Чем меньше
уровень индуктивности, тем больше дуга будет неэластичной и направленной. Чем выше уровень индуктивности, тем мягче будет дуга и
тем меньше будет брызг.
ДОСТУП К ДОПОЛНИТЕЛЬНЫМ ПАРАМЕТРАМ
См. главу «доступ к меню» для получения сведений о доступе к дополнительным параметрам.
(1)
« SPot », продолжительность сварки (в секундах) в режиме Spot / Delay
(1)
« DeLaY », продолжительность перерыва (в секундах) в режиме Spot / Delay
« PrEgaz » (Продувка газа перед началом сварки)», период времени (в секундах) между моментом нажатия на триггер и
началом подачи проволоки, в течение которого идет газ.
« I Start », ток запуска (относительная шкала от -5 до +5), значение по умолчанию 0
« Creep Speed », скорость (в процентном выражении) подачи перед поджигом
(2)
« Hot Start », включение / выключение параметров hotstart (On/Off)
(3)
« Creep Voltage », напряжение (в процентном выражении) при поджиге
(3)
« HotStart Speed », скорость (в процентном выражении) во время Hotstart
(3)
« HotStart Voltage », напряжение (в процентном выражении) во время Hotstart
(3)
« HotStart time », продолжительность (в секундах) этапа Hotstart
(4)
« Crater Filler », включение / выключение функции заваривания кратера (On/off)
(5)
« Crater Filler Speed », скорость (в процентном выражении) на этапе кратера
(5)
« Crater Filler Voltage », напряжение (в процентном выражении) на этапе кратера
(5)
« downSlope time », продолжительность (в секундах) кривой, позволяющей перейти от сварочных параметров к параметрам
этапа кратера
(5)
« Crater Filler time », продолжительность (в секундах) этапа кратера
« burnback », энергия, позволяющая отсечь проволоку (относительная шкала от -5 до +5), значение по умолчанию 0
« Post Gaz », продолжительность (в секундах), когда идет газ после окончания сварки
(1)
:
эти параметры появляются только когда выбран режим Spot / Delay.
(2)
:
параметр Hotstart не доступен, когда выбран режим Spot / Delay.
(3)
:
эти параметры появляются только если параметр H.S. в положении « On ».
(4)
:
параметр CraterFiller не доступен, когда выбран режим Spot / Delay.
(5)
:
эти параметры появляются только если параметр C.F. в положении « On ».
ВЫВОД ЗНАЧЕНИЙ ТОКА / НАПРЯЖЕНИЯ ВО ВРЕМЯ СВАРКИ
Во время сварки аппарат замеряет и показывает текущие значения сварочного тока и напряжения. По окончанию сварку средние значения
сварочного тока и напряжения мигают на экране в течении 30 секунд, но, как только будут использованы кнопки-переключатели на панели
управления экран покажет настраиваемый сварочный параметр.
В зависимости от режима (короткое замыкание, капельный или струйный перенос), среднее напряжение может слегка уклоняться от
заданного.

49
EXAFEED 4L
RU
СОХРАНЕНИЕ И ВЫЗОВ ИЗ ПАМЯТИ СВАРОЧНЫХ ПРОГРАММ
Во время использования параметры автоматически сохраняются и восстанавливаются при следующем включении.
Помимо текущих параметров возможно сохранить и вызвать из памяти сварочные программы.
Всего имеются 50 ячеек памяти.
Сохранению подлежат :
- напряжение, скорость подачи и индуктивность,
- дополнительные параметры.
- режим 2T / 4T / SPOT DELAY
Сохранить программу:
- Удерживать кнопки
и в течении 3 секунд. когда появится на экране, отпустите кнопки.
- Поверните один из двух переключателей для вывода на экран
. Подтвердите нажатием на кнопку .
- Экран покажет номер сохраненной настройки (от 01 до 50) миганием.
- Поверните колесико, чтобы выделить ячейку ЗУ, где программа будет сохранена. Подтвердите нажатием на кнопку .
- Запоминание выполнено / выход из меню автоматический.
Вызвать существующую программу:
- Удерживать кнопки
и в течении 3 секунд. когда появится на экране, отпустите кнопки.
- Поверните один из двух переключателей для вывода на экран
. Подтвердите нажатием на кнопку .
- Экран покажет номер сохраненной настройки (от 01 до 50) миганием.
- Повернуть одно из двух колесиков, чтобы выбрать ячейку ЗУ, содержащую нужную программу. Подтвердите нажатием на кнопку .
Вызов выполнен / выход из меню автоматический.
Функция быстрого вызова программ (Quick Load) :
Когда включена функция
« Quick Load » пользователь может последовательно вызвать первые 10 программ коротким нажатием/
отпусканием триггера. Количество программ регулируется от 2 до 50. (Пример: настройка на 5 позволит вызвать с помощью триггера
программы от 1 до 05).
СВАРОЧНЫЕ ЦИКЛЫ
Режим 2T:
Burnback
Start
Hotstart
(1)
Сварка Crater Filler
(2)
Напряжение
Скорость
проволоки
Газ
Отпущен
Нажат
Триггер
(1)
:
если функция Hotstart выключена, то сварка начинается сразу после этапа поджига (Start).
(2)
:
если функция Crater Filler выключена, то проволока отжигается сразу после отпускания триггера.

50
EXAFEED 4L
RU
Режим 4T:
Режим 4T позволяет управлять различными временными этапами с помощью триггера. Поведение зависит от включения/выключения
параметров Hotstart и Crater Filler.
Burnback
Start
Hotstart
(1)
Сварка Crater Filler
(2)
Напряжение
Скорость
проволоки
Газ
Отпущен
Нажат
Триггер
(1)
:
если функция Hotstart включена, то этап Hotstart длится до тех пора, пока продолжается нажатие на триггер. Если функция Hotstart
выключена, то этап предгаза длиться до тех пор, пока продолжается нажатие на триггер (диаграмма не представлена).
(2)
:
Если функция Crater Filler включена, то этап Crater Filler длится до тех пора, пока продолжается нажатие на триггер. Если функция
Crater Filler выключена, то этап postgaz длиться до тех пор, пока продолжается нажатие на триггер (диаграмма не представлена).
Режим Spot / Delay:
Spot / Delay - это режим 2T, позволяющий варить швы определенной продолжительности (параметр Spot выраженный в секундах),
разделенные определенными интервалами (параметр Delay, выраженный в секундах). Если параметр Delay настроен на 0.0 секунд, то
можно будет выполнить только один сварочный шов. Нужно будет отпустить триггер и снова нажать на него, чтобы перейти к следующему
шву.
ДИСТАНЦИОННОЕ УПРАВЛЕНИЕ
Ручное дистанционное управление (арт. 047679) подключается к подающему устройству EXAFEED посредством коннектора (FIG-1,
5). Дистанционно управляется напряжение (1-ый потенциометр) и скорость подачи (2-ой потенциометр). Эти настройки становятся
недоступны через интерфейс подающего устройства.
БЛОКИРОВКА СИСТЕМЫ УПРАВЛЕНИЯ
Эта функция позволяет заблокировать все кнопки панели управления во избежание случайной смены параметров.
Для этого нужно:
Нажмите в течение 3 сек. на кнопку
, экран покажет и затем вернется в величине значения тока. Загорится светодиод (FIG-2,
n°13).
Все конпки дезактивированы, с помощью регуляторов можно настроить напряжение и скорость проволоки в определенных пределах
(исходное значение +/- процент указанный в параметре «tol» (погрешность))
(см. инструкцию сварочного источника).
Для снятия блокировки заново нажмите в течение 3 секунд на кнопку
, экран покажет и затем вернется к величине
значения тока. Светодиод (FIG-2, n°13) погаснет.

51
EXAFEED 4L
RU
ДОСТУП К МЕНЮ
+ x 3s
+
1s 1s 1s
...
...
Вызов
параметров и
выход из меню
Сохранение
параметров и
выход из меню
Подтверждение
функции QuickLoad
и возвращение в
корневой раздел
меню
Перезагрузка всех
параметров и всех
режимов.
Доступ к дополнительным
параметрам
Меню конфигурации
Выход из меню
конфигурации
Выход на
интерфейс сварки
Отпускание кнопок
Текущее
значение
Подтверждение
параметра
допускаемого
отклонения и
возвращение в
корневой раздел меню
Текущее
значение

52
EXAFEED 4L
RU
...
...
...
...
...
Возврат в меню
Setup
Spot time
1
Delay time
1
Pregaz
I Start
Creep Speed
Подтверждение
текущего
параметра
Текущее
значение
Текущее
значение
Текущее
значение
Текущее
значение
Текущее
значение
...
burnback
Текущее
значение
...
Post Gaz
Текущее
значение
параметрам
...
Hot Start
2
Текущее
значение
...
Creep Voltage
3
Текущее
значение
...
HotStart Speed
3
Текущее
значение
...
HotStart Voltage
3
Текущее
значение
...
HotStart time
3
Текущее
значение
...
Crater Filler
4
Текущее
значение
...
Crater Filler
Speed
5
Текущее
значение
...
Crater Filler
Voltage
5
Текущее
значение
...
downSlope
time
5
Текущее
значение
...
Crater Filler
time
5
Текущее
значение

53
EXAFEED 4L
RU
(1)
:
параметры доступные только в режиме Sot / Delay
(2)
:
параметры не доступные в режиме Spot / Delay
(3)
:
параметры доступные только если включен Hotstart (H.S. на On).
(4)
:
параметры не доступные в режиме Spot / Delay
(5)
:
параметры доступные только если включен Crater Filler (C.F. на On)
ГАРАНТИЯ
Гарантия распространяется на любой заводской дефект или брак в течение 2х лет с даты покупки изделия (запчасти и рабочая сила).
Гарантия не распространяется на:
• Любые поломки, вызванные транспортировкой.
• Нормальный износ деталей (Например : кабели, зажимы и т.д.).
• Случаи неправильного использования (ошибка питания, падение, разборка).
• Случаи выхода из строя из-за окружающей среды (загрязнение воздуха, коррозия, пыль).
При выходе из строя, обратитесь в пункт покупки аппарата с предъявлением следующих документов:
- документ, подтверждающий покупку (с датой): кассовый чек, инвойс....
- описание поломки.

54
EXAFEED 4L
IT
AVVERTENZE - NORME DI SICUREZZA
ISTRUZIONI GENERALI
Queste istruzioni devono essere lette e comprese bene prima dell’uso.
Ogni modica o manutenzione non indicata nel manuale non deve essere effettuata.
Qualsiasi danno sico o materiale dovuto ad un uso non conforme alle istruzioni di questo manuale non potrà essere ritenuto a carico del fabbricante.
In caso di problema o incertezza, consultare una persona qualicata per manipolare correttamente l’installazione.
Leggere il manuale d’istruzioni della fonte di saldatua prima di qualsiasi utilizzo del trainalo.
AMBIENTE
Questo materiale deve essere usato soltanto per eseguire operazioni di saldatura entro i limiti indicati sulla targhetta indicativa e/o sul manuale.
Bisogna rispettare le direttive relative alla sicurezza. In caso di uso inadeguato o pericoloso, il fabbricante non potrà essere ritenuto responsabile.
Il dispositivo deve essere usato in un locale senza polvere, né accido, né gas inammabili o altre sostanze corrosive, e lo stesso vale per il suo
stoccaggio. Assicurarsi della circolazione dell’aria durante l’utilizzo.
Intervallo di temperatura :
Utilizzo tra -10 e +40°C (+14 e +104°F).
Stoccaggio fra -20 e +55°C (-4 e 131°F).
Umidità de l’aria:
Inferiore o uguale a 50% a 40°C (104°F).
Inferiore o uguale a 90% a 20°C (68°F).
Altitudine :
Fino a 1000 m al di sopra del livello del mare (3280 piedi).
PROTEZIONI INDIVIDUALI E DEI TERZI
La saldatura ad arco può essere pericolosa e causare ferite gravi o mortali.
La saldatura espone gli individui ad una fonte pericolosa di calore, di radiazione luminosa dell’arco, di campi elettromagnetici (attenzione ai portatori
di pacemaker), di rischio di folgorazione, di rumore e di emanazioni gassose. Proteggersi e proteggere gli altri. Rispettare le istruzioni di sicurezza
seguenti :
Per proteggervi da ustioni e radiazioni, portare vestiti senza risvolti, isolati, secchi, ignifugati e in buono stato, che coprono l’insieme
del corpo.
Usare guanti che garantiscano l’isolamento elettrico e termico.
Utilizzare una protezione di saldatura e/o un casco per saldatura di livello di protezione sufciente (variabile a seconda delle
applicazioni). Proteggete i vostri occhi durante le operazioni di pulizia. Le lenti a contatto sono particolarmente sconsigliate.
Potrebbe essere necessario limitare le aree con delle tende ignifughe per proteggere la zona di saldatura dai raggi dell’arco, dalle
proiezioni e dalle scorie incandescenti.
Informate le persone nella zona di saldatura di non ssare i raggi dell’arco né i pezzi in fusione e di indossare vestiti adeguati per
proteggersi.
Mettere delle cufe/casco contro il rumore se la procedura di saldatura arriva ad un livello sonoro superiore al limite autorizzato. Lo
stesso vale per tutti coloro che sono presenti nella zona di saldatura.
Mantenere a distanza dalle parti mobili (ventilatore) le mani, i capelli, i vesititi.
Mai sollevare le protezioni carter dall’unità di raffreddamento mentre la fonte di corrente di saldatura è sotto tensione, il fabbricante
non potrà essere ritenuto responsabile in caso di incidente.
I pezzi appena saldati sono caldi e possono causare ustioni durante la manipolazione. Durante l’intervento di manutenzione sulla
torcia, bisogna assicurarsi che quest’ultima sia sufcientemente fredda e aspettare almeno 10 minuti prima di qualunque intervento.
L’unità di raffreddamento deve essere accesa prima dell’uso di una torcia a raffreddamento liquido per assicurarsi che il liquido non
causi ustioni.
È importante rendere sicura la zona di lavoro prima di lasciarla per proteggere persone e oggetti.
FUMI DI SALDATURA E GAS
I fumi, gas e polveri emessi dalla saldatura sono pericolosi per la salute. È necessario prevedere una ventilazione sufciente e a
volte è necessario un apporto d’aria. Una maschera ventilata ad aria fresca potrebbe essere una soluzione in caso di aerazione
insufciente.
Vericare che l’aspirazione sia efcace controllandola in relazione alle norme di sicurezza.
Attenzione, la saldatura negli ambienti di piccole dimensioni ha bisogno di una sorveglianza a distanza di sicurezza. Dal momento che la saldatura di
determinati materiali che contengono piombo, cadmio, zinco, mercurio o berillio può essere particolarmente nociva, sgrassare anche i pezzi prima di
saldarli.
Le bombole devono essere messe in locali aperti e ben aerati. Devono essere in posizione verticale e tenute da un supporto o da un carrello.
La saldatura è proibita in prossimità di grasso o vernici.

55
EXAFEED 4L
IT
PERICOLI DI INCENDIO ED ESPLOSIONI
Proteggere completamente la zona di saldatura, i materiali inammabili devono essere allontanati di almeno 11 metri.
Un’attrezzatura antincendio deve essere presente in prossimità delle operazioni di saldatura.
Attenzione alle proiezioni di materia calda o di scintille anche attraverso le fessure, queste possono essere causa di incendio o di
esplosione.
Allontanare le persone, gli oggetti inammabili e i container sotto pressione ad una distanza di sicurezza sufciente.
La saldatura in container o tubature chiuse è proibita e se essi sono aperti devono prima essere svuotati di ogni materiale inammabile o esplosivo
(olio, carburante, residui di gas...).
Le operazioni di molatura non devono essere dirette verso la fonte di corente di saldatura o verso dei materiali inammabili.
BOMBOLE DI GAS
Il gas che esce dalle bombole potrebbe essere fonte di soffocamento in caso di concentrazione nello spazio di saldatura (ventilare
correttamente).
Il trasporto deve essere fatto in sicurezza : bombole chiuse e la fonte di corrente di saldatura spenta. Devono essere messe
verticalmente e tenute da un supporto per limitare il rischio di cadute.
Chiudere la bombola negli intervalli d’uso. Attenzione alle variazioni di temperatura e alle esposizioni al sole.
La bombola non deve essere in contatto con amme, arco elettrico, torce, morsetti di massa o ogni altra fonte di calore o d’incandescenza.
Fate in modo di tenerla lontana dai circuiti elettrici e di saldatura e dunque mai saldare una bombola sotto pressione.
Attenzione durante l’apertura della valvola di una bombola, bisogna allontanare la testa dai raccordi e assicurarsi che il gas usato sia appropriato al
procedimento di saldatura.
SICUREZZA ELETTRICA
La rete elettrica usata deve imperativamente avere una messa a terra. Usare la grandezza del fusibile consigliata sulla tabella
segnaletica.
Una scarica elettrica potrebbe essere fonte di un incidente grave diretto, indiretto, o anche mortale.
Non toccare mai le parti sotto tensione all’interno così come all’esterno della fonte di corrente di saldatura quando questa è alimentata (Torce,
morsetti, cavi, elettrodi) perché sono collegate al circuito di saldatura.
Prima di aprire la fonte di corrente di saldatura, bisogna disconnetterla dalla rete e attendere 2 min. afnché l’insieme dei condensatori sia scaricato.
Non toccare nello stesso momento la torcia o il portaelettrodo e il morsetto di massa.
Assicuratevi di far cambiare da persone qualicate e abilitate i cavi e le torce se questi ultimi sono danneggiati.
Dimensionare la sezione dei cavi (prolunga e cavi di saldatura) in base all’applicazione.
Usare sempre vestiti secchi e in buono stato per isolarsi dal circuito di saldatura. Portare scarpe isolanti, qualsiasi sia l’ambiente di lavoro.
EMISSIONI ELETTROMAGNETICHE
La corrente elettrica che attraversa un qualsiasi conduttore produce dei campi elettrici e magnetici (EMF) localizzati. La corrente
di saldatura produce un campo elettromagnetico attorno al circuito di saldatura e al dispositivo di saldatura.
I campi elettromagnetici EMF possono disturbare alcuni impianti medici, per esempio i pacemaker. Devono essere attuate delle misure di protezione
per le persone che portano impianti medici. Per esempio, restrizioni di accesso per i passanti o una valutazione del rischio individuale per i saldatori.
Tutti i saldatori dovranno utilizzare le procedure seguenti al ne di minimizzare l’esposizione ai campi elettromagnetici provenienti dal circuito di
saldatura:
• posizionate i cavi di saldatura insieme - ssateli con una fascetta, se possibile;
• posizionate il vostro busto e la vostra testa il più lontano possibile dal circuito di saldatura;
• non avvolgete mai i cavi di saldatura attorno al vostro corpo;
• non posizionate il vostro corpo tra i cavi di saldatura. Tenete i due cavi di saldatura sullo stesso lato del vostro corpo;
• collegate il cavo di ritorno al pezzo da lavorare il più vicino possibile alla zona da saldare;
• non lavorate a anco, né sedetevi, o addossatevi alla fonte di corrente della saldatura;
• non saldate quando portate la fonte di corrente di saldatura o il trainalo.
I portatori di pacemaker devono consultare un medico prima di utilizzare la fonte di corrente di saldatura.
L’esposizione ai campi elettromagnetici durante la saldatura potrebbe avere altri effetti sulla salute che non sono ancora
conosciuti.
TRASPORTO E TRANSITO DEL TRAINAFILO
Il trainafolo è dotato di manico(i) che ne permette il trasporto a mano. Attenzione a non sottovalutare il peso. Il manico non è considerato come un
mezzo di imbracatura. Mai sollevare una bombola di gas e il materiale allo stesso tempo. Le loro norme di trasporto sono distinte.
Non far passare il dispositivo sopra a persone o oggetti.
È preferibile togliere la bobina prima di ogni sollevamento o trasporto del trainalo.
Il dispositivo dispone di golfari di sollevamento non isolati, sono progettati unicamente per manutenzione del trainalo e non come mezzo di
imbracatura durante la saldatura. Se sono utilizzati mentre si salda, questi ultimi devono essere isolati dal pavimento dell’edicio.

56
EXAFEED 4L
IT
Le correnti di saldatura vaganti possono possono distruggere i conduttori di terra, danneggiare le apparecchiature e i dispositivi
elettrici e provocare dei surriscaldamenti dei componenti che possono causare un incendio.
- Tutte le connessioni di saldatura devono essere connesse diligentemente, controllatele periodicamente !
- Assicurarsi che il ssaggio del pezzo sia solido e senza problemi elettrici !
- Attaccare o sospendere tutti gli elementi conduttori di elettricità dalla fonte di alimentazione, come il telaio, il carrello e sistemi di sollevamento
perché siano isolati !
- Non collocare altri apparecchi, come trapani, dispositivi di aflatura, ecc sulla fonte di alimentazione della saldatura, il carrello o sistemi di
sollevamento, senza che siano isolati!
- Collocare sempre le torce di saldatura o i portaelettrodi su una supercie isolata quando non vengono utilizzati !
INSTALLAZIONE DEL DISPOSITIVO
Regole da rispettare :
• Il trainalo deve essere messo in servizio solamente con tutti gli sportelli chiusi.
• Mettere il dispositivo su un suolo in cui l’inclinazione massima è di 10°.
• La fonte di corrente di saldatura deve essere protetta dalla pioggia battente e non deve essere esposta ai raggi del sole.
ll dispositivo è di grado di protezione IP23, il che comporta :
- una protezione contro l’accesso alle aree pericolose di corpi solidi di diam >12.5mm e,
- una protezione contro la pioggia inclinata del 60° rispetto alla verticale..
Questo dispositivo può quindi essere utilizzato secondo l’indice di protezione IP23.
Il fabbricante GYS non si assume alcuna responsabilità circa i danni provocati a persone e oggetti dovuti a un uso non corretto
e pericoloso di questo materiale.
MANUTENZIONE / CONSIGLI
• La manutenzione deve essere fatta solo ed esclusivamente da una persona qualicata. È consigliata una manutenzione
annuale.
• Scollegare le connessioni tra il trainalo e la fonte di corrente di saldatura e attendere due minuti prima di lavorare sul
dispositivo.
• Sollevare il coperchio e spolverare con una pistola ad aria, periodicamente. Cogliere l’occasione per far vericare lo stato delle connessioni elettriche
con un utensile isolato.
• Controllare periodicamente lo stato dei fasci cavi tra il trainalo e la fonte di corrente di saldatura. Se quest’ultimo è danneggiato, deve essere
sostituito.
• Attenzione ! Se un mezzo di manutenzione diverso da quello consigliato dal fabbricante viene utilizzato durante la saldatura, prevedere un’isolazione
tra il rivestimento del trainalo e il mezzo di manutenzione.
• Il trainalo deve essere messo in servizio solamente con tutte i boccaporti chiusi.
INSTALLAZIONE - FUNZIONAMENTO DEL PRODOTTO
Solo il personale esperto e abilitato dal fabbricante può effettuare l’installazione. Durante l’installazione, assicurarsi che il
generatore sia scollegato dalla rete. Het wordt aanbevolen om de bij het apparaat geleverde laskabels te gebruiken om de
optimale productinstellingen te verkrijgen.
Rischio di lesioni dovute alle parti mobili!
I trainali sono composti da parti mobili che possono raggiungere le mani, i capelli, i vestiti o gli attrezzi e quindi comportare
delle lesioni!
• Non portare la mano verso le parti ruotanti o mobili o verso i pezzi da trascinamento!
• Assicurarsi che i coperchi carter o i coperchi di protezione restino ben chiusi durante il funzionamento!
DESCRIZIONE DEL DISPOSITIVO (FIG-1)
1- Golfari di sollevamento 9- Connettore acqua
2- Passaggio dei fasci cavi 10- Connettore acqua
3- Supporto bobine 11- Connettore di comando a distanza
4- Trainalo 12- Connettore di comando dei fasci cavi
5- Inverter depuratore di gas durante l'avanzata del lo 13- Connettore gas
6- Manici per il trasporto. 14- Connettore di potenza
7- Interfaccia uomo / macchina 15- Connettore acqua
8- Connettore Euro 16- Connettore acqua
INTERFACCIA UOMO-MACCHINA (IUM) (FIG-2)
1- Visualizzazione della tensione 11- Indicatore della modalità di induttanza
2- Visualizzazione della velocità del lo / corrente 12- Indicatore dell'attività del comando a distanza
3- Indicatore Amper 13- Indicatore di sblocco della tastiera
4- Indicatore m /mn 14- Tasto di blocco della tastiera
5- Indicatore di surriscaldamento 15-
Tasto di selezione della modalità / attivazione del comando
a distanza

57
EXAFEED 4L
IT
6- Disturbo del funzionamento normale 16- Indicatore 2T
7- Rotella di regolazione della tensione 17- Indicatore 4T
8- Rotella di regolazione della velocità del lo / induttanza 18- Indicatore Spot/Delay
9- Tasto di selezione dell'induttanza 19- Epurazione del gas
10- Indicatore della modalità della velocità del lo 20- Avanzamento del lo
ALIMENTAZIONE - ACCENSIONE
Il trainalo EXAFEED 4-L è stato progettato per funzionare esclusivamente con il generatore EXAGON 400 CC/CV (ref. 010925).
Il collegamento tra questi due elementi si effettua mediante un fascio cavo apposito nella lista seguente :
Raffreddamento Lunghezza Sezione Referenza
Aria
5m 70mm² 047587
10m
70mm² 047594
95mm² 047600
15m
95mm²
038349
20m 038431
Liquido
1.8m 70mm² 037243
5m 70mm² 047617
10m
70mm² 047624
95mm² 047631
15m
95mm²
038448
20m 038455
COLLEGAMENTO E CONSIGLI
Il collegamento o lo scollegamento del fascio cavo tra il generatore e il trainalo deve effettuarsi obbligatoriamente con il genera-
tore fuori tensione.
Collegamento del fascio cavi al trainalo:
- Aprire lo sportello di accesso al collegamento del fascio cavo (gura 1 - 2)
- Far passare il fascio cavo attraverso l’apertura circolare sul retro del trainalo
- Bloccare il fascio cavo sul rivestimento del trainalo con una rotazione di 1/4 di giro in senso orario e quindi bloccare il sostegno usando la vite
fornita con il fascio cavo.
- Effettuare la connessione.
Collegamento del fascio cavo al generatore :
- Collegate il morsetto di massa al connettore di raccordo positivo (+) o negativo (-) del generatore in base al tipo di lo utilizzato.
- Collegate il fascio cavi di collegamento al connettore di raccordo restante in termini di potenza
- Collegate il connettore di comando del fascio cavi sul contatto da 10 punti situato tra i due connettori di potenza del generatore.
INSTALLAZIONE DELLA BOBINA E CAMBIO DEL FILO (FIG-4)
• Rimuovere l’ugello dalla torcia (FIG-4, F), così come la punta di contatto (FIG-4, E). Aprire il coperchio del dispositivo.
FIG-4, A :
• Posizionare la bobina sul suo supporto :
- Tenere conto del piolo di azionamento del supporto della bobina. Per montare una bobina da 200mm, stringere il porta-bobina al massimo.
• Regolare il freno (FIG-4, 2) per evitare che l’inerzia della bobina non aggrovigli il lo durante l’interruzione della saldatura. Generalmente, non strin-
gere troppo, ciò provocherebbe un surriscaldamento del motore.
FIG-4, B :
• Mettere in posizione i rulli trainalo adeguati al vostro utilizzo. I rulli forniti sono dei rulli a doppia scanalatura in acciaio (1 e 1,2). L’indicazione visibile
sul rullo deve corrispondere al diametro del lo da utilizzare. Per un lo di Ø 1,2, utilizzare la scanalatura di Ø 1,2. Per saldare l’alluminio utilizzare i
rulli appropriati (scanalatura ad U).
FIG-4, C :
Per cambiare il lo, procedere come segue :
• Allentare le rotelle (FIG-4, 4) al massimo e abbassarle, inserire il lo, poi richiudere il trainalo e stringere le rotelle secondo le indicazioni.
• Azionare il trainalo premendo il pulsante della torcia o l’inverter (FIG 1 - n°5) sulla posizione cambio del lo.
• Far uscire il lo dalla torcia di circa 5 cm, poi mettere all’estremità della torcia la punta di contatto adatta al lo utilizzato (FIG-4, E), così come
l’ugello (FIG-4, F).
Osservazioni :
• Una guaina troppo stretta può comportare dei problemi di scorrimento e dunque un surriscaldamento del motore.
• Il connettore della torcia deve essere anch’esso stretto con attenzione al ne di evitare il suo riscaldamento.
• Vericare che né il lo, né la bobina tocchino le parti meccaniche del dispositivo, altrimenti ci sono pericoli di corto circuito.

58
EXAFEED 4L
IT
SELEZIONE DELLA MODALITÀ SUL GENERATORE
Sul generatore, premere più volte il pulsante no a che il LED non si accende sul simbolo .
I due display del generatore indicano
e le rotelle sono inattive, tutti i comandi sono riportati sull’interfaccia del trainalo (FIG-2).
REGOLAZIONE DEI PARAMETRI DI SALDATURA
1. Regolare la tensione di saldatura :
Regolare la tensione di saldatura usando la rotella di sinistra in funzione del lavoro da effettuare. Il valore di tensione impostato è indicato sullo
schermo di destra.
Regolare la velocità del lo :
Regolare la velocità del lo usando la rotella di destra in funzione del lavoro da effettuare. Il valore della velocità è indicato sullo schermo di
destra.
3. Regolare l’induttanza :
Sempre tenendo premuto il tasto , girate la rotella di destra , l’indice luminoso segnala un valore relativo che va da -9 a +9. Più il livello di
induttanza è basso e più l’arco sarà duro e direzionale, più il livello di induttanza è elevato e più l’arco sarà dolce con poche proiezioni.
ACCESSO AI PARAMETRI AVANZATI
Riguardate il capitolo «accesso ai menù» per maggiori informazioni riguardanti l’accesso ai parametri.
(1)
« SPot », tempo del cordone di saldatura (in secondi) in modo Spot / Delay.
(1)
« DeLaY », tempo di arresto (in secondi) in modo Spot / Delay.
« PrEgaz », durata (in secondi) durante la quale il gas scorre tra la pressione sul pulsante e l’inizio dell’avanzamento del lo.
« I Start », corrente di avviamento (scala relativa da -5 a +5), il valore impostato per default è 0.
« Creep Speed », velocità (in percentuale) di avanzamento del lo prima dell’innesco.
(2)
« Hot Start », Attivazione/isattivazione dei parametri di hotstart (On/Off).
(3)
« Creep Voltage », tensione (in perecentuale) all’innesco.
(3)
« HotStart Speed », velocità (in percentuale) durante la fase di Hotstart.
(3)
« HotStart Voltage », tensione (in percentuale) durante la fase di Hotstart.
(3)
« HotStart time », durata (in secondi) della fase di Hotstart.
(4)
« Crater Filler », attivazione / disattivazione della funzione di riempimento dei crateri (On/off).
(5)
« Crater Filler Speed », velocità (in percentuale) della fase di cratere.
(5)
« Crater Filler Voltage », tensione (in percentuale) della fase di cratere.
(5)
« downSlope time », durata (in secondi) della rampa per passare dai parametri di saldatura a quelli della fase di cratere.
(5)
« Crater Filler time », durata (in secondi) della fase di cratere.
« burnback », energia che permette di tagliare il lo (scala relativa da -5 a +5), il valore impostato per default è 0.
« Post Gaz », durata(in secondi) durante la quale il gas scorre dopo l’arresto della saldatura.
(1)
:
questi parametri compaiono solo quando il modo Spot / Delay viene selezionato.
(2)
:
il parametro Hotstart non è disponibile quando il modo Spot / Delay è selezionato.
(3)
:
questi parametri compaiono solo se il parametro H.S. è posizionato su « On ».
(4)
:
il parametro CraterFiller non è disponibile quando il modo Spot / Delay è selezionato.
(5)
:
questi parametri compaiono solo se il parametro C.F. è posizionato su « On ».
VISUALIZZAZIONE CORRENTE/TENSIONE DURANTE LA SALDATURA
Durante la saldatura, il generatore misura e mostra i valori istantanei di corrente e di tensione di saldatura. Dopo la saldatura i valori medi di corrente
e tensione sono mostrati lampeggiando per 30 secondi, dopo che l’interfaccia (rotella o tasti) è modicata lo schermo indica il valore di saldatura
impostato.
In funzione del regime (corto-circuito, globulare o spray-arc), la tensione media può allontanarsi leggermente dalla tensione impostata.
MEMORIZZAZIONE E RICHIAMO DEI PROGRAMMI DI SALDATURA
I parametri in uso sono automaticamente memorizzati e richiamati all’accensione successiva.
Oltre ai parametri in uso è possibile memorizzare e richiamare dei programmi di saldatura.
Le memorie sono 50.
La memorizzazione riguarda :
- la tensione, la velocità del lo e l’induttanza,
- i parametri avanzati.

59
EXAFEED 4L
IT
- il modo 2T / 4T / SPOT DELAY
Registrare un programma :
- Mantenere premuti i tasti
e per 3 secondi. appare, rilasciare il tasto.
- Girare una delle due rotelle per visualizzare
. Confermare premendo il tasto. .
- Lampeggiando, lo schermo indica una posizione di memoria (da 01 a 50).
- Girare la rotella per selezionare la posizione della memoria per la congurazione da memorizzare. Confermare premendo il tasto
.
- La memorizzazione è effettuata / l’uscita dal menù è automatica.
Richiamare un programma esistente :
- Mantenere premuti i tasti
e per 3 secondi. appare, rilasciare il tasto.
- Girare una delle due rotelle per visualizzare
. Confermare premendo il tasto .
- Lampeggiando, lo schermo indica una posizione di memoria (da 01 a 50).
- Girare una delle 2 rotelle per selezionare la posizione della memoria che contiene la congurazione da richiamare. Confermare premendo il tasto .
Il richiamo è effettuato / l’uscita dal menù è automatica.
Funzione di richiamo rapido dei programmi (Quick Load) :
Quando la funzione
« Quick Load » è attivata, l’utilizzatore può richiamare in modo sequenziale i suoi programmi con una pressione/rilascio
breve del pulsante. Il numero dei programmi è parametrabile da 2 a 50. (Esempio : una regolazione sul 5 permetterà di richiamare, al pulsante, i
programmi dallo 01 allo 05).
CICLI DI SALDATURA
Modo 2T :
Burnback
Start
Hotstart
(1)
Saldatura Crater Filler
(2)
Tensione
Velocità del lo
Gas
Rilasciato
Premuto
Pulsante di avanzamento
(1)
:
se la funzione Hotstart è disattivata, la saldatura ha luogo direttamente dopo la fase di innesco (Start).
(2)
:
se la funzione Crater Filler è disattivata, l’interruzione del lo ha luogo direttamente al rilascio del pulsante.

60
EXAFEED 4L
IT
Modo 4T :
Il modo 4T permette di gestire differenti tappe temporali con l’aiuto del pulsante. Il comportamento varia in funzione dell’attivazione / disattivazione
dei parametri Hotstart e Crater Filler.
Burnback
Start
Hotstart
(1)
Saldatura Crater Filler
(2)
Tensione
Velocità del lo
Gas
Rilasciato
Premuto
Pulsante di avanzamento
(1)
:
se la funzione Hotstart è attivata, la fase di Hotstart dura nchè il pulsante è premuto. Se la funzione Hotstart è disattivata, la fase di pregas
dura nchè il pulsante è premuto (graco non rappresentato).
(2)
:
se la funzione Crater Filler è attivata, la fase di Crater Filler dura nchè il pulsante è premuto. Se la funzione Crater Filler è disattivata, la fase di
postgas dura nchè il pulsante è premuto (graco non rappresentato).
Modo Spot / Delay :
Il modo Spot / Delay è una modalità 2T che permette di saldare dei cordoni di durata denita ( parametro Spot espresso in secondi) con intervalli
defniti (parametro Delay espresso in secondi). Se il parametro Delay è regolato su 0.0 secondi verrà realizzato un solo cordone, bisognerà rilasciare
e premeredi nuovo il pulsante per passare al cordone seguente.
COMANDO A DISTANZA
Un comando a distanza (ref. 047679) può essere collegato al trainalo EXAFEED tramite il connettore (FIG-1, 5). Il comando a distanza agisce sulla
tensione (1o potenziometro) e sulla velocità del lo (2o potenziometro). Queste regolazioni sono inaccessibili sull’interfaccia del trainalo.
BLOCCO DEI COMANDI
Una funzione permette di bloccare i pulsanti della tastiera e le rotelle per evitare un cambio di regolazione accidentale.
Operazione :
Premere per 3 secondi il tasto
, lo schermo indica e poi ritorma alla visualizzazione della corrente. Il LED (FIG-2, n°13) si accende.
Nessun tasto è attivo, i regolatori permettono una variazione limitata della tensione e della velocità di lo (valore iniziale +/- la percentuale denita
dal parametro “tol”)
(vedere il manuale del generatore).
Per sbloccare i comandi, premere d nuovo per 3 secondi il tasto
, lo schermo indica e poi ritorna alla visualizzazione della cor-
rente. Il LED (FIG-2, n°13) si spegne.

61
EXAFEED 4L
IT
ACCESSO AI MENÙ
+ x 3s
+
1s 1s 1s
...
...
Richiamo dei
parametri e
uscita dal menù
Memorizzazione
dei parametri e
uscita dal menù
Convalida della
funzione QuickLoad
e ritorno al menù
principale
Reset di tutti i
parametri di tutti i
processi
Accesso ai parametri avanzati
Menù di configurazione
Uscita dal menù di
configurazione
Uscita verso la
saldatura IHM
Rilascio dei tasti
Valore
attuale
Conferma del
parametro
tolleranza e ritorno
all'inizio del menù
Valore
attuale

62
EXAFEED 4L
IT
...
...
...
...
...
Ritorno al menù
Setup
Spot time
1
Delay time
1
Pregaz
I Start
Creep Speed
Conferma del
parametro in
uso
Valore
attuale
Valore
attuale
Valore
attuale
Valore
attuale
Valore
attuale
...
burnback
Valore
attuale
...
Post Gaz
Valore
attuale
Parametri avanzati
...
Hot Start
2
Valore
attuale
...
Creep Voltage
3
Valore
attuale
...
HotStart Speed
3
Valore
attuale
...
HotStart Voltage
3
Valore
attuale
...
HotStart time
3
Valore
attuale
...
Crater Filler
4
Valore
attuale
...
Crater Filler
Speed
5
Valore
attuale
...
Crater Filler
Voltage
5
Valore
attuale
...
downSlope
time
5
Valore
attuale
...
Crater Filler
time
5
Valore
attuale

63
EXAFEED 4L
IT
(1)
:
parametri accessibili solo in modo Sot / Delay
(2)
:
parametro non disponibile in modo Spot / Delay
(3)
:
parametri disponibili solo se Hotstart è attivato (H.S. su On).
(4)
:
parametro non disponibile in modo Spot / Delay
(5)
:
parametri disponibili solo se Crater Filler è attivato (C.F. su On)
GARANZIA
La garanzia copre qualsiasi difetto di fabbricazione per 2 anni, a partire dalla data d’acquisto (pezzi e mano d’opera).
La garanzia non copre:
• Danni dovuti al trasporto.
• La normale usura dei pezzi (Es. : cavi, morsetti, ecc.).
• Gli incidenti causati da uso improprio (errore di alimentazione, cadute, smontaggio).
• I guasti legati all’ambiente (inquinamento, ruggine, polvere).
In caso di guasto, rinviare il dispositivo al distributore, allegando:
- la prova d’acquisto con data (scontrino, fattura...)
- una nota esplicativa del guasto.

64
EXAFEED 4L
NL
WAARSCHUWING - VEILIGHEIDSINSTRUCTIES
ALGEMENE INSTRUCTIES
Voor het gebruik moeten deze instructies gelezen en begrepen worden.
Voer geen wijzigingen of onderhoud aan het apparaat uit die niet in de handleiding vermeld staan.
Iedere vorm van schade of lichamelijk letsel, veroorzaakt door het niet naleven van de instructies in deze handleiding, kan niet verhaald worden op
de fabrikant van het apparaat.
Raadpleeg, in geval van problemen of onzekerheid over het gebruik, een gekwaliceerd persoon om het apparaat correct te gebruiken.
Lees aandachtig de handleiding van het lasapparaat door voor u het draadaanvoersysteem gaat gebruiken.
OMGEVING
Dit apparaat mag enkel gebruikt worden om te lassen, en uitsluitend volgens de in de handleiding en/of op het typeplaatje vermelde instructies. De
veiligheidsvoorschriften moeten gerespecteerd worden. In geval van onjuist of gevaarlijk gebruik kan de fabrikant niet aansprakelijk worden gesteld.
De installatie mag alleen worden gebruikt en bewaard in een stof- en zuurvrije ruimte, en in afwezigheid van ontvlambaar gas of andere corrosieve
substanties. Zorg voor voldoende luchtstroom tijdens het gebruik.
Gebruikstemperatuur :
Gebruik tussen -10 en +40°C (+14 en +104°F).
Opslag tussen -20 en +55°C (-4 en 131°F).
Luchtvochtigheid :
Lager of gelijk aan 50% bij 40°C (104°F).
Lager of gelijk aan 90% bij 20°C (68°F).
Hoogte :
Tot 1000 m boven de zeespiegel (3280 voet).
PERSOONLIJKE BESCHERMING EN BESCHERMING VAN ANDEREN
Booglassen kan gevaarlijk zijn en ernstige en zelfs dodelijke verwondingen veroorzaken.
Tijdens het lassen worden de individuen blootgesteld aan een gevaarlijke warmtebron, aan de lichtstraling van de lasboog, aan elektro-magnetische
velden (waarschuwing voor dragers van een pacemaker), aan elektrocutie gevaar, en aan lawaai en uitstoting van gassen. Bescherm uzelf en
bescherm anderen. Neem voorzorgsmaatregelen tegen:
Draag, om uzelf te beschermen tegen brandwonden en straling, droge, goed isolerende kleding zonder omslagen, brandwerend en
in goede staat, die het gehele lichaam bedekt.
Draag handschoenen die elektrische en thermische isolatie garanderen.
Draag een lasbescherming en/of een lashelm die voldoende bescherming biedt (afhankelijk van de lastoepassing). Bescherm uw
ogen tijdens schoonmaakwerkzaamheden. Contactlenzen zijn speciek verboden.
Soms is het nodig om het lasgebied met brandwerende gordijnen af te schermen tegen stralingen, projectie en wegspattende
gloeiende deeltjes.
Informeer de personen in het lasgebied om niet naar de boog of naar gesmolten stukken te staren, en om aangepaste kleding te
dragen die voldoende bescherming biedt.
Gebruik een bescherming tegen lawaai als het lasproces een hoger geluidsniveau bereikt dan de toegestane norm. Dezelfde regels
gelden voor elke persoon die zich in de laszone bevindt.
Houd uw handen, haar en kleding op afstand van bewegende delen (ventilator).
Verwijder nooit de behuizing van het koelelement : dit onderdeel staat onder spanning, de fabrikant kan niet verantwoordelijk
worden gehouden in geval van een ongeluk.
De elementen die net gelast zijn zijn heet en kunnen brandwonden veroorzaken bij het aanraken. Zorg ervoor dat, tijdens
onderhoudswerkzaamheden aan de toorts, deze voldoende afgekoeld is en wacht minstens 10 minuten alvorens met de
werkzaamheden te beginnen. De koelgroep moet aan staan tijdens het gebruik van een watergekoelde toorts, om te voorkomen
dat de vloeistof brandwonden veroorzaakt.
Het is belangrijk om, voor vertrek, het werkgebied veilig achter te laten, om mensen en goederen te beschermen.
LASDAMPEN EN GAS
Dampen, gassen en stof uitgestoten bij het lassen zijn gevaarlijk voor de gezondheid. Zorg voor voldoende ventilatie en verse
lucht tijdens het lassen. Een lashelm met frisse luchtaanvoer kan een oplossing zijn als er onvoldoende ventilatie is.
Controleer of de zuigkracht efciënt is, en verieer of deze aan de gerelateerde veiligheidsnormen voldoet.
Waarschuwing: het is nodig om bij het lassen in beperkte ruimtes de veiligheid op afstand te controleren. Bovendien kan het lassen van materialen
die bepaalde stoffen zoals lood, cadmium, zink, kwik of beryllium bevatten bijzonder schadelijk zijn. Ontvet de te lassen materialen voor aanvang van
de laswerkzaamheden.
De gasessen moeten worden opgeslagen in een open of goed geventileerde ruimte. Ze moeten in verticale positie gehouden worden, in een houder
of op een trolley.

65
EXAFEED 4L
NL
Het lassen in de buurt van vet of verf is verboden.
BRAND- EN EXPLOSIEGEVAAR
Scherm het lasgebied volledig af, brandbare stoffen moeten minimaal op 11 meter afstand geplaatst worden.
Een brandblusinstallatie moet aanwezig zijn in de buurt van laswerkzaamheden.
Pas op voor projectie van hete onderdelen of vonken, zelfs door kieren heen. Ze kunnen brand of explosies veroorzaken.
Houd personen, ontvlambare objecten en containers onder druk op veilige en voldoende afstand.
Het lassen in containers of gesloten buizen moet worden vermeden, en als ze open zijn dan moeten ze ontdaan worden van ieder ontvlambaar of
explosief product (olie, brandstof, gas residuen....).
Slijpwerkzaamheden mogen niet worden gericht naar de lasapparaat, of in de richting van brandbare materialen.
GASFLESSEN
Het gas dat uit de gasessen komt kan, in geval van hoge concentratie in de lasruimte, verstikking veroorzaken (goed ventileren).
Vervoer moet veilig worden gedaan: de essen goed dicht en het lasapparaat uitgeschakeld. Deze moeten verticaal bewaard
worden en door een ondersteuning rechtop gehouden worden, om te voorkomen dat ze omvallen.
Sluit de es na ieder gebruik. Let op temperatuurveranderingen en blootstelling aan zonlicht.
De es mag niet in contact komen met een vlam, een elektrische boog, een toorts, een aardingsklem of een andere warmtebron of gloeiend voorwerp.
Uit de buurt houden van elektrische leidingen en lasinstallaties, en nooit een es onder druk lassen.
Wees voorzichtig bij het openen van het ventiel van de es, houd uw hoofd ver verwijderd van het ventiel en controleer of het gas geschikt is om
mee te lassen.
ELEKTRISCHE VEILIGHEID
Het elektrische netwerk dat gebruikt wordt moet altijd geaard zijn. Gebruik het op de veiligheidstabel aanbevolen type zekering.
Een elektrische schok kan, direct of indirect, ernstige en zelfs dodelijke ongelukken veroorzaken.
Raak nooit delen aan de binnen- of buitenkant van de machine aan (toortsen, klemmen, kabels, elektroden...) die onder spanning staan wanneer de
machine aanstaat. Deze delen zijn aangesloten op het lascircuit.
Voor het openen van het lasapparaat, koppel deze los van het netwerk en wacht 2 minuten totdat alle condensatoren ontladen zijn.
Raak nooit tegelijkertijd de toorts of de elektrodehouder en de massaklem aan.
Zorg ervoor, als de kabels of toortsen beschadigd zijn, dat ze vervangen worden door gekwaliceerde en bevoegde personen.
Gebruik alleen kabels (verlengsnoeren en laskabels) met de geschikte doorsnede.
Gebruik altijd droge, in goede staat verkerende kleren om uzelf van het lascircuit te isoleren. Draag isolerend schoeisel, waar u ook werkt.
ELEKTROMAGNETISCHE EMISSIES
Elektrische stroom die door een geleider gaat veroorzaakt elektrische en magnetische velden. De lasstroom wekt een
elektromagnetisch veld op rondom de laszone en het lasmateriaal.
De elektromagnetische velden EMF kunnen de werking van bepaalde medische apparaten, zoals pacemakers, verstoren. Deze veiligheidsmaatregelen
moeten in acht worden genomen voor mensen met medische implantaten. Bijvoorbeeld : toegangsbeperking voor voorbijgangers of een individuele
risico-evaluatie voor de lassers.
Alle lassers zouden de volgende procedures moeten opvolgen, om de blootstelling aan elektro-magnetische straling veroorzaakt door het lassen zo
klein mogelijk te houden :
• plaats de laskabels dicht bij elkaar - bind ze indien mogelijk vast;
• houd uw romp en uw hoofd zo ver mogelijk van het lascircuit af;
• wikkel nooit de laskabels om uw lichaam heen;
• zorg ervoor dat u zich niet tussen de laskabels bevindt. Houd de twee laskabels aan dezelfde kant van uw lichaam;
• bevestig de geaarde kabel zo dicht als mogelijk is bij de lasplek;
• voer geen werkzaamheden uit dichtbij de laszone, ga niet zitten op of leun niet tegen het lasapparaat;
• niet lassen wanneer u het lasapparaat of het draadaanvoersysteem draagt.
Personen met een pacemaker moeten een arts raadplegen voor gebruik van de lasapparaat.
De blootstelling aan elektromagnetische straling tijdens het lassen kan gevolgen voor de gezondheid hebben die nog niet
bekend zijn.
TRANSPORT EN DOORVOER VAN HET DRAADAANVOERSYSTEEM
Het draadaanvoersysteem is uitgerust met (een) handvat(en), waarmee het apparaat gedragen kan worden. Let op : onderschat het gewicht niet.
Het handvat mag niet gebruikt worden om het apparaat aan omhoog te hijsen. Til nooit een gases en het materiaal tegelijk op. De vervoersnormen
zijn verschillend.
Til het apparaat niet boven personen of voorwerpen.

66
EXAFEED 4L
NL
Het is aan te raden de spoel te verwijderen alvorens het draadaanvoersysteem op te tillen of te vervoeren.
Het apparaat heeft niet-geïsoleerde hijsogen, deze zijn uitsluitend bedoeld voor het verplaatsen van het draadaanvoersysteem, en niet om het
apparaat aan omhoog te hijsen tijdens het lassen. Indien ze worden gebruikt tijdens het lassen, moeten ze worden geïsoleerd van de grond van
het gebouw.
Niet gecontroleerde lasstroom kan de aardgeleiders vernietigen, gereedschap en elektrische installaties beschadigen en onderdelen
verhitten, wat kan leiden tot brand.
- Alle las-verbindingen moeten goed en stevig op elkaar aangesloten zijn. Controleer dit regelmatig !
- Verzekert u zich ervan dat de bevestiging van het werkstuk solide is en geen elektrische problemen heeft !
- Zet alle elektrisch geleidende elementen van het lasapparaat zoals het chassis, de trolley en de hefsystemen goed vast of hang ze op zodat ze
geïsoleerd zijn !
- Leg of zet geen ander gereedschap zoals boormachines, slijpgereedschap enz. op het lasapparaat, op de trolley of op de hefsystemen als deze niet
geïsoleerd zijn !
- Leg altijd de lastoortsen of elektrodehouders op een geïsoleerd oppervlak wanneer ze niet gebruikt worden !
INSTALLATIE VAN HET MATERIAAL
De volgende regels moeten worden gerespecteerd :
• Het draadaanvoersysteem mag alleen in gebruik gesteld worden als alle klepjes dicht zijn.
• Zet de machine op een ondergrond met een helling van maximaal 10°.
• Plaats het lasapparaat niet in de stromende regen, en stel hem niet bloot aan zonlicht.
Dit materiaal heeft beveiligingsgraad IP23, wat betekent dat :
- het beveiligd is tegen toegang in gevaarlijke delen van voorwerpen waarvan de diameter >12,5mm
- het beveiligd is tegen regendruppels (60° ten opzichte van een verticale lijn).
Deze apparaten kunnen dus buiten gebruikt worden in overeenstemming met veiligheidsindicatie IP23.
De fabrikant GYS kan niet verantwoordelijk gesteld worden voor lichamelijk letsel of schade aan voorwerpen veroorzaakt door
niet correct of gevaarlijk gebruik van dit materiaal.
ONDERHOUD / ADVIES
• Het onderhoud kan alleen door gekwaliceerd personeel gedaan worden. Een jaarlijkse onderhoudsbeurt wordt aangeraden.
• Koppel de aansluitingen tussen het lasapparaat en het draadaanvoersysteem los en wacht twee minuten voordat u met het
materiaal gaat werken.
• De kap regelmatig afnemen en met een blazer stofvrij maken. Maak van deze gelegenheid gebruik om met behulp van geïsoleerd gereedschap ook
de elektrische verbindingen te laten controleren.
• Controleer regelmatig de staat van de verbindingskabel tussen het lasapparaat en het draadaanvoersysteem. Als de verbindingskabel beschadigd
is, moet deze worden vervangen.
• Waarschuwing ! Indien er een manoeuvre-systeem wordt gebruikt tijdens het lassen (anders dan dat geadviseerd wordt door de fabrikant) zorg
dan voor een isolerende laag tussen de behuizing van het draadaanvoersysteem en het manoeuvre-systeem.
• Het draadaanvoersysteem mag alleen in werking worden gesteld als alle kleppen gesloten zijn.
INSTALLEREN - GEBRUIK VAN HET PRODUCT
Alleen ervaren en door de fabrikant gekwaliceerd personeel kan de installatie uitvoeren. Verzeker u ervan dat het lasapparaat
tijdens de installatie niet aan het stroomnetwerk aangesloten is. Si raccomanda di utilizzare i cavi di saldatura forniti con l’unità per
ottenere le impostazioni ottimali del prodotto.
Risico op verwondingen veroorzaakt door bewegende onderdelen !
De draadaanvoersystemen zijn voorzien van bewegende delen die handen, haar, kleding en gereedschap kunnen grijpen en die
ernstige verwondingen kunnen veroorzaken !
• Raak met uw hand(en) geen bewegende, draaiende of aandrijvende onderdelen aan.
• Let goed op dat de behuizingen van het apparaat correct gesloten blijven wanneer het apparaat in werking is.
OMSCHRIJVING MATERIAAL (FIG-1)
1- Oogbouten 9- Aansluiting water
2- Doorgang verbindingskabel 10- Aansluiting water
3- Spoel houder 11- Aansluiting afstandsbediening
4- Haspel 12- Aansluiting bediening verbindingskabel
5- Reverser gasafvoer draadaanvoer 13- Aansluiting gas
6- Handvatten. 14- Aansluiting stroom
7- Interface human / machine 15- Aansluiting water
8- Euro Connector 16- Aansluiting water

67
EXAFEED 4L
NL
INTERFACE HUMAN MACHINE (IHM) (FIG-2)
1- Display spanning 11- Indicatie inductie modus
2- Display draadsnelheid / stroom 12- Indicator activiteit afstandsbediening
3- Display Ampères 13- Indicatie vergrendeling bedieningspaneel
4- Display m / mn 14- Knop vergrendeling bedieningspaneel
5- Indicator oververhitting 15- Keuzeknop modus / activeren van de afstandsbediening
6- Verstoring normale werking 16- Indicator 2T
7- Draaiknop spanningsregeling 17- Indicator 4T
8- Draaiknop afstellen draadsnelheid / inductie 18- Indicator Spot/Delay
9- Keuzeknop inductie 19- Afvoeren gas
10- Indicatie modus draadsnelheid 20- Draadaanvoer
STROOMVOORZIENING - OPSTARTEN
Het EXAFEED 4-L draadaanvoersysteem is exclusief ontworpen voor gebruik met het EXAGON 400 CC/CV lasapparaat (art. code 010925).
De verbinding tussen de twee apparaten wordt tot stand gebracht met behulp van een speciale verbindingskabel :
Afkoeling Lengte Sectie Art. code
Lucht
5m 70mm² 047587
10m
70mm² 047594
95mm² 047600
15m
95mm²
038349
20m 038431
Vloeibaar
1.8m 70mm² 037243
5m 70mm² 047617
10m
70mm² 047624
95mm² 047631
15m
95mm²
038448
20m 038455
AANSLUITING EN ADVIEZEN
Het aansluiten of afkoppelen van de verbindingskabel tussen het lasapparaat en het draadaanvoersysteem mag enkel gebeuren
wanneer het lasapparaat uitgeschakeld is.
Aansluiten van de kabel aan het draadaanvoersysteem :
- Open het klepje dat toegang geeft tot de aansluiting van de kabel (FIG 1 - n°2)
- Breng de kabel door de cirkelvormige opening aan de achterkant van het draadaanvoersysteem
- Blokkeer de kabel op de carrosserie van het draadaanvoersysteem, door een kwartslag in de richting van de klok te draaien, zet de kabel vervolgens
vast met behulp van de met de kabel meegeleverde schroef.
- De verbinding tot stand brengen.
Aansluiten van de kabel aan de lasgenerator :
- Koppel de massaklem aan op de positieve (+) of de negatieve (-) aansluiting van het lasapparaat, overeenkomstig het gebruikte type draad.
- Sluit de verbindingskabel aan op de overblijvende aansluiting voor het vermogen
- Koppel de controle-aansluiting van de kabel aan op de 10-punts aansluiting, die zich bevindt tussen de twee stroom-aansluitingen op het lasapparaat.
INSTALLATIE VAN DE SPOEL EN HET INBRENGEN VAN DE DRAAD (FIG-4)
• Haal het mondstuk (FIG-4, F) en de contactbuis (FIG-4, E) van de toorts af. Open het klepje van het apparaat.
FIG-4, A :
• Plaats de spoel op de daarvoor bestemde houder :
- Houd rekening met de aandrijfpen van de spoelhouder. Draai, om een 200 mm spoel te installeren, de spoelhouder maximaal aan.
• Stel de rem af (FIG-4, 2) om te voorkomen dat tijdens een lasstop de draad in de war raakt. Draai, over het algemeen, niet te strak aan, dit kan
de motor oververhitten.
FIG-4, B :
• Plaats de geschikte aanvooerrollen. De meegeleverde aanvoerrollen hebben een dubbele groef (1 en 1,2). De leesbare aanduiding op de aanvoerrol
moet overeenkomen met de diameter van het door u gekozen draad. Voor een draad met Ø 1,2, gebruik de groef met Ø 1,2. Gebruik voor het lassen
van aluminium de geschikte rollen (groef met U-vorm).
FIG-4, C :
Om het draad te verwisselen, handel als volgt :
• Draai de draaiknoppen ((FIG-4, 4) maximaal los en duw ze naar beneden, breng de draad in, sluit de het draadaanvoersysteem en draai de knoppen
weer vast volgens de aanwijzingen.
• Start de motor door op de trekker van de toorts te drukken, of zet de schakelaar (FIG 1 - n°5) op stand draad verwisselen.
• Laat de lasdraad ongeveer 5 cm uit de toorts komen, en plaats daarna de voor het lasdraad geschikte contactbuis (FIG-4, E) en het mondstuk
(FIG-4, F) op de toorts.
Opmerkingen :
• Een te krappe mantel kan problemen bij de draadaanvoer geven, en kan de motor oververhitten.
• De aansluiting van de toorts moet eveneens goed aangedraaid worden, om verhitting te voorkomen.
• Controleer of het draad en de spoel niet in contact zijn met de mechaniek van het apparaat, dit kan kortsluiting veroorzaken.

68
EXAFEED 4L
NL
KEUZE VAN DE MODUS OP HET LASAPPARAAT
Druk meerdere keren op knop op het lasapparaat, totdat het ledlampje gaat branden onder symbool .
De twee displays op het lasapparaat tonen
en de draaiknoppen zijn niet actief, de besturing is overgeheveld naar het bedieningspaneel van
het draadaanvoersysteem (FIG-2).
INBRENGEN VAN LASINSTELLINGEN
1. Bijstellen van de lasspanning :
Bijstellen van de lasspanning met behulp van de linkerknop , afhankelijk van het te realiseren laswerk. De aanbevolen stroom wordt vermeld
op het linker display.
2. Instellen van de draadsnelheid :
Regel de draadsnelheid met behulp van de rechter knop , afhankelijk van het te realiseren laswerk. De aanbevolen snelheid wordt vermeld op
het rechter display.
3. Instellen van de inductie :
Houd de knop ingedrukt en draai aan de rechter draaiknop : de verlichte index geeft een relatieve waarde aan van -9 tot +9. Hoe lager het
inductie niveau, hoe harder en gerichter de boog zal zijn. Een hoger inductie niveau geeft een zachtere boog met minder projectie.
TOEGANG TOT GEAVANCEERDE INSTELLINGEN
Raadpleeg het hoofdstuk «toegang tot de menu’s» voor meer details over de toegang tot de geavanceerde instellingen.
(1)
« SPot », duur van de lasnaad (in seconden) in de Spot/Delay modus.
(1)
« DeLaY », lasstop (in seconden) in de Spot / Delay modus.
« PrEgaz », duur (in seconden) tijdens welke het gas stroomt, vanaf de druk op de trekker tot het starten van de draadaanvoer.
« I Start », opstartstroom (relatieve schaal van -5 tot +5), de standaard waarde is 0.
« Creep Speed », draadsnelheid (in procenten) voor de boogontsluiting.
(2)
« Hot Start », Activeren / deactiveren van de hotstart instellingen (On/Off).
(3)
« Creep Voltage », spanning (in procenten) bij de boogontsluiting.
(3)
« HotStart Speed », snelheid (in procenten) tijdens de Hotstart fase.
(3)
« HotStart Voltage », spanning (in procenten) tijdens de Hotstart fase.
(3)
« HotStart time », duur (in seconden) van de Hotstart fase.
(4)
« Crater Filler », activeren / deactiveren van de functie Crater Filler (On/off).
(5)
« Crater Filler Speed », snelheid (in procenten) van de krater-fase.
(5)
« Crater Filler Voltage », spanning (in procenten) van de krater-fase.
(5)
« downSlope time », duur (in seconden) van de helling, om van de las-instelling over te gaan tot de instellingen van de krater-fase.
(5)
« Crater Filler time », duur (in seconden) van de krater-fase.
« burnback », de energie waarmee het draad afgesneden kan worden (relatieve schaal van -5 tot +5), de standaard waarde is 0.
« Post Gaz », duur (in secondes) tijdens welke het gas doorstroomt na het stoppen met lassen.
(1)
:
deze instellingen verschijnen alleen wanneer de Spot / Delay modus is gekozen.
(2)
:
de Hotstart instelling is niet beschikbaar wanneer de Spot / Delay modus is gekozen.
(3)
:
deze instellingen verschijnen alleen als de instelling H.S. op « On » staat.
(4)
:
de instelling CraterFiller is niet beschikbaar wanneer de Spot / Delay modus is gekozen.
(5)
:
deze instellingen verschijnen alleen als de instelling C.F. op « On » staat.
TOONT DE STROOM/SPANNING TIJDENS HET LASSEN
Tijdens het lassen meet en toont lastransformator de instant gemeten stroomwaarden en de lasspanningswaarden. Na aoop van het lassen worden
30 seconden lang knipperend de gemiddelde stroom- en spanningswaarden getoond. Zodra het bedieningspaneel (draaiknop of knoppen) wordt
aangeraakt toont het display de lasaanbeveling.
Naar gelang het regime (kortsluiting, globulair of spray-arc), kan de gemiddelde spanning zich ietwat verwijderen van de aanbevolen spanning.

69
EXAFEED 4L
NL
OPSLAAN EN OPROEPEN VAN LASPROGRAMMA’S
De gebruikte instellingen worden automatisch opgeslagen en weer opgeroepen wanneer het lasapparaat opnieuw opgestart wordt.
Naast de actuele lasinstellingen is het mogelijk om lasprogramma’s op te slaan en weer op te roepen.
Er is geheugen voor 50 programma’s.
Opgeslaan kunnen worden :
- de spanning, de draadsnelheid en de inductie,
- de geavanceerde instellingen
- de modus 2T / 4T / SPOT DELAY
Een programma opslaan :
- Houd de knoppen
en 3 seconden lang ingedrukt. verschijnt, laat de knoppen los.
- Draai aan één van de draaiknoppen om
te tonen. Bevestig door op de knop te drukken.
- Het display toont knipperend het nummer van een geheugenplaats (01 tot 50).
- Draai aan de knop om een geheugenplaats te kiezen voor het programma dat u wilt opslaan. Bevestig door op de knop
te drukken.
- Het programma is opgeslagen / het menu wordt direct verlaten.
Een bestaand programma oproepen :
- Houd de knoppen
en 3 seconden lang ingedrukt. verschijnt, laat de knoppen los.
- Draai aan één van de draaiknoppen om
te tonen. Bevestig door op de knop te drukken.
- Het display toont knipperend het nummer van een geheugenplaats (01 tot 50).
- Draai aan één van de twee draaiknoppen om de geheugenplaats te kiezen van het programma dat u wilt oproepen. Bevestig door op de knop te
drukken.
De instelling wordt opgeroepen / het menu wordt direct verlaten.
Functie voor het snel oproepen van programma’s (Quick Load) :
Wanneer de functie
« Quick Load » is geactiveerd, kan de gebruiker z’n programma’s één voor één oproepen, door snel de trekker in te
drukken en weer los te laten. Het aantal programma’s is instelbaar van 2 tot 50. (Voorbeeld : wanneer men instelt op 5, kan men, met behulp van de
trekker, de programma’s 01 tot 05 oproepen).
LAS-CYCLI
2T Modus :
Burnback
Start
Hotstart
(1)
Lassen Crater Filler
(2)
Spanning
Draadsnelheid
Gas
Losgelaten
Ingedrukt
Trekker
(1)
:
als de Hotstart functie gedeactiveerd is, start het lassen direct na de boogontsteking (Start).
(2)
:
als de functie Crater FIller gedeactiveerd is, wordt de draad direct na het loslaten van de trekker doorgesneden.

70
EXAFEED 4L
NL
4T Modus :
Met de 4T modus kunnen verschillende etappes met behulp van de trekker geregeld worden. Het gedrag hangt af van het activeren / deactiveren
van de Hotstart en Crater Filler instellingen.
Burnback
Start
Hotstart
(1)
Lassen Crater Filler
(2)
Spanning
Draadsnelheid
Gas
Losgelaten
Ingedrukt
Trekker
(1)
:
als de Hotstart functie is geactiveerd duurt de Hotstart fase zolang als de trekker ingedrukt wordt gehouden. Als de Hotstart functie is gedeac-
tiveerd, duurt de pre-gas fase zolang als de trekker ingedrukt wordt gehouden (graek niet weergegeven).
(2)
:
als de Crater Filler functie geactiveerd is, duurt de Crater FIller fase zolang als de trekker ingedrukt wordt gehouden. Als de Crater FIller functie
is gedeactiveerd, duurt de post-gas fase zolang als de trekker ingedrukt wordt gehouden (graek niet weergegeven).
Spot / Delay Modus :
De Spot / Delay modus is een 2T modus, waarmee naden met een bepaalde duur gelast kunnen worden (Spot-instelling uitgedrukt in seconden),
met gedenieerde onderlinge afstanden (Delay-instelling uitgedrukt in seconden). Als de Delay-instelling op 0.0 seconden is afgesteld zal één
enkele lasnaad gerealiseerd worden, de lasser zal op de trekker moeten drukken en deze weer loslaten om aan een nieuwe lasnaad te beginnen.
AFSTANDSBEDIENING
Een afstandsbediening (art. code 047679) kan worden aangesloten op het EXAFEED draadaanvoersysteem, met behulp van de koppeling (FIG-1,
5). De afstandsbediening reageert op de spanning (1e draaiknop) en de snelheid (2e draaiknop). Deze instellingen zijn dan niet toegankelijk op het
bedieningspaneel van het draadaanvoersysteem.
VERGRENDELING VAN DE BEDIENING
Met deze functie kunnen de knoppen van het bedieningspaneel en de draaiknoppen vergrendeld worden, om een accidentele handeling te voorkomen.
Werkwijze :
Druk gedurende 3 seconden op de knop
, het display geeft aan en schakelt terug naar het gebruikelijke scherm. Het ledlampje (FIG-2,
n°13) gaat aan.
Geen enkele knop is actief. Met behulp van de draaiknoppen kan een beperkte variatie (beginwaarde +/- het percentage zoals gedenieerd door de
instelling « tol ») van de spanning en de draadsnelheid worden verkregen
(zie handleiding van het lasapparaat).
Druk, om de bediening te ontgrendelen, opnieuw 3 seconden op knop
. Het display toont en schakelt terug naar het gebruike-
lijke scherm. De LED (FIG-2, n°13) gaat uit.

71
EXAFEED 4L
NL
TOEGANG TOT DE MENU’S
+ x 3s
+
1s 1s 1s
...
...
Oproepen van de
instellingen en
menu verlaten
Opslaan van de
instellingen en
menu verlaten
Bevestiging van de
functie QuickLoad
en terugkeren naar
het hoofdmenu.
Resetten van alle
instellingen van alle
procedures
Toegang tot geavanceerde
instellingen
Instellingen-menu
Verlaten instellingen-menu
Uitgang voor IHM
lassen
Loslaten van de knoppen
Huidige
waarde
Bevestigen van de
tolerantie-instelling
en terug naar
hoofdmenu
Huidige
waarde

72
EXAFEED 4L
NL
...
...
...
...
...
Terug naar menu
Setup
Spot time
1
Delay time
1
Pregaz
I Start
Creep Speed
Bevestiging
van de actuele
instellingen
Huidige
waarde
Huidige
waarde
Huidige
waarde
Huidige
waarde
Huidige
waarde
...
burnback
Huidige
waarde
...
Post Gaz
Huidige
waarde
Geavanceerde instellingen
...
Hot Start
2
Huidige
waarde
...
Creep Voltage
3
Huidige
waarde
...
HotStart Speed
3
Huidige
waarde
...
HotStart Voltage
3
Valeur
actuelle
...
HotStart time
3
Huidige
waarde
...
Crater Filler
4
Huidige
waarde
...
Crater Filler
Speed
5
Huidige
waarde
...
Crater Filler
Voltage
5
Huidige
waarde
...
downSlope
time
5
Huidige
waarde
...
Crater Filler
time
5
Huidige
waarde

73
EXAFEED 4L
NL
(1)
:
instellingen alleen toegankelijk in de Spot / Delay modus
(2)
:
instellingen niet toegankelijk in de Spot / Delay modus
(3)
:
instellingen alleen toegankelijk als Hotstart is geactiveerd (H.S. op On).
(4)
:
instellingen niet toegankelijk in de Spot / Delay modus
(5)
:
instellingen alleen toegankelijk als Crater Filler geactiveerd is (C.F. op ON)
GARANTIE
De garantie dekt alle gebreken en fabricagefouten gedurende twee jaar vanaf de aankoopdatum (onderdelen en arbeidsloon).
De garantie dekt niet :
• Alle overige schade als gevolg van vervoer.
• De gebruikelijke slijtage van onderdelen (Bijvoorbeeld : kabels, klemmen, enz.).
• Incidenten als gevolg van verkeerd gebruik (verkeerde elektrische voeding, vallen, ontmanteling).
• Gebreken ten gevolge van de gebruiksomgeving (vervuiling, roest, stof).
In geval van storing moet het apparaat teruggestuurd worden naar uw distributeur, samen met:
- Een gedateerd aankoopbewijs (betaalbewijs, factuur ...).
- Een beschrijving van de storing.

74
EXAFEED 4L
PIÈCES DE RECHANGE / SPARE PARTS / ERSATZTEILE / PIEZAS DE RECAMBIO / ERSATZTEILE /
ЗАПЧАСТИ / PEZZI DI RICAMBIO / RESERVE ONDERDELEN
1 Clavier / Keypad / Tastatur / Teclado / Панель управления / Tastiera / Bedieningspaneel 51966
2
Circuit IHM Exafeed / Exafeed MMI circuit / Bedienfeldplatine Exafeed / Circuito Interfaz Exafeed / Плата IHM
(интерфейс человек-машина) Exafeed / Circuito IHM Exafeed / Circuit IHM Exafeed
97396C
3
Liquide de refroidissement / Cooling liquid / Brennerschlussbuchsen Kühlung / Líquido de refrigeración / Охлаждающая
жидкость / Liquido di raffreddamento / Koelvloeistof
71437
4
Faisceau analogique / Analog connection cable / Brenneranschlussbuchse Steuerleitung / Cable conector analógico /
Аналоговый соединительный шланг / Fascio cavo analogico / Analoge verbindingskabel
91828ST
5 Pieds / Feet / Füße / Pies / Ножки / Piedini / Poten 56120
6 Poignée / Handle / Tragegriff / Mango / Ручка / Manico / Handvat 56014
7
Anneaux de levage / Lifting ring / Kranösen / Anillos de suspensión / Подъёмные кольца / Golfari di sollevamento /
Oogbouten
99415GT
8
Circuit dévidoir / Wire feeder circuit / Drahtvorschubplatine / Circuito devanadera / Плата подающего механизма /
Circuito trainalo / Circuit draadaanvoersysteem
97394C
9
Moto dévidoir / Wire feeder motor / Drahtvorschubmotor / Motodevanadera / Моторизированный подающий
механизм / Trainalo / Haspel
51259
10
Faisceau interne / Internal connection cable / Anschlussbuchse Steurleitung / Conector cableado interno / Внутренний
соединительный шланг / Fascio cavo interno / Interne verbindingskabel
91683ST
11 Electrovanne / Solenoid valve / Gasventil / Electroválvula / Электроклапан / Elettromagnete / Gasventiel 71542
12
Embase puissance H24 mâle / DIN connector H24 male / Leistungsstecker / Conector potencia H24 macho / Цоколь
мощности H24 папа / Base potenza H24 maschio / Vermogensstekker H24 mannelijk
51481
13
Raccord rapide / Quick connector / Anschlussbuchsen Kühlung / Conector rápido / Быстроразъёмное соединение /
Collegamento rapido / Snelkoppelingen
71437
14
Support bobine / Reel support / Drahtförderrollen / Soporte de bobina / Держатель бобины / Draadspoel houder /
Supporto bobina
71613
1
2
4
3
6
8
9
10
11
12
13
5
7
14

75
EXAFEED 4L
SCHÉMA ÉLECTRIQUE / CIRCUIT DIAGRAM / STROMLAUFPLAN / ESQUEMA ELÉCTRICO /
ЭЛЕКТРИЧЕСКАЯ СХЕМА / SCHEMA ELETTRICO / ELEKTRISCH SCHEMA
71542
2
5
97394
51990
2
52468
3
53117
M
94158
91683ST
10
91828ST
10+4
10
97396
51966
SCHÉMA ÉLECTRIQUE DE LA COMMANDE A DISTANCE ANALOGIQUE / ELECTRIC DIAGRAM FOR THE
ANALOGUE REMOTE CONTROL/ SCHALTPLAN DES ANALOGEN FERNREGLERS / SCHEMA ELETTRICO
DEL TELECOMANDO ANALOGICO / ELEKTRISCH SCHEMA VAN DE ANALOGE AFSTANDSBEDIENING /
ЭЛЕКТРИЧЕСКАЯ СХЕМА АНАЛОГОВОГО ДИСТАНЦИОННОГО УПРАВЛЕНИЯ. / ESQUEMA ELÉCTRICO
DEL CONTROL A DISTANCIA ANALÓGICO
(J) SW3
self
select
speed
select
Us
select
(L) SW1
(K) SW2
(M) GND_SW
(F) Analog_In1
(E) Analog_In2
(C) Analog_In3
(A) +10V
Main
Torche
(H) SW4
(D) Analog_gnd
M
(P) +Moteur_PP
(N) -Moteur_PP

76
EXAFEED 4L
LOGIQUE DE PRISE EN COMPTE DE LA TORCHE PUSH-PULL / WIRING THE PUSH-PULL TORCH / LOGIK DES EINBEZUGS DES
PUSH-PULL-BRENNERS / LOGICA DI CONSIDERAZIONE DELLA TORCIA PUSH-PULL / LOGICA VAN DE INGEBRUIKNAME VAN DE
PUSH-PULL TOORTS / ОПРЕДЕЛЕНИЕ ПОДКЛЮЧЕНИЯ ГОРЕЛКИ PUSH-PULL / ESPECIFICACIÓN DE LA ANTORCHA PUSH-PULL
SW5 Analog_In4 Detect
0 0 No Push-Pull
0 =+10V No Push-Pull
1 0 Push-Pull 24V
1 =+10V Push-Pull 42V
SPÉCIFICATION FAISCEAU ARRIÈRE DÉVIDOIR (VERS GÉNÉRATEUR) / SPECIFICATIONS FOR THE INTERCONNECTION CABLE
(WIRE FEEDER INTO POWER SOURCE) / SPEZIFIKATION DES HINTEREN DRAHTVORSCHUBKOFFER (NICHT BEIM SCHWEISS-�
GERÄT) / SPECIFICHE DEL FASCIO CAVO POSTERIORE DEL TRAINAFILO (VERSO IL GENERATORE) / SPECIFICATIE KABEL ACH-
TERZIJDE DRAADAANVOERSYSTEEM (NAAR DE GENERATOR) / СПЕЦИФИКАЦИЯ РУКАВА СЗАДИ ПОДАЮЩЕГО УСТРОЙСТВА
(К ИСТОЧНИКУ) / ESPECIFICACIÓN DEL CABLE DE UNIÓN TRASERO DE LA DEVANADERA (HACIA EL GENERADOR)
1
2
3
4
5
6
7
8
9
10
A
C
E
F
B
D
G
H
J
K
A
B
D E
F G
H J
K
C
53055
1
2
3
4
5
6
7
8
9
10
A
B
C
D
E
F
G
H
J
K
A
53076
1
2
3
4
L
M
N
P
L
N
F
M
C
D
E
B
P
J
H
G
K
1
2
3
4
5
6
7
8
9
10
A
C
B
D
E
F
G
H
J
K
A
B
D E
F G
H J
K
C
53087
Y
Z
A
B
+24V
M24V
M48V
+48V
Analog_In3
Analog_gnd
Analog_In2
Analog_In1
SW5
SW4
SW3
SW2
+10V
Analog_In4
SW1
GND_SW
-M_PP
+M_PP
Push-Pull
Y
Z
A
B
+24V
M24V
M48V
+48V
≤0.5A
≤0.9A
SPÉCIFICATION FAISCEAU ANALOGIQUE (AVANT DÉVIDOIR) / SPECIFICATIONS FOR THE ANALOGUE INTERCONNECTION
CABLE (FRONT OF THE WIRE FEEDER) / SPECIFICA FASCIOCAVO ANALOGICO (PRE-TRAINAFILO) / SPECIFICATIE ANA-
LOGE KABEL (VOOR HET DRAADAANVOERSYSTEEM) / СПЕЦИФИКАЦИЯ АНАЛОГОВОГО РУКАВА (ПЕРЕД ПОДАЮЩИМ
УСТРОЙСТВОМ) / ESPECIFICACIÓN DEL CONECTOR ANALÓGICO (PARTE FRONTAL DE LA DEVANADERA)
1
2
3
4
5
6
7
8
9
10
A
C
E
F
B
D
G
H
J
K
A
B
D E
F G
H J
K
C
53055
1
2
3
4
5
6
7
8
9
10
A
B
C
D
E
F
G
H
J
K
A
53076
1
2
3
4
L
M
N
P
L
N
F
M
C
D
E
B
P
J
H
G
K
1
2
3
4
5
6
7
8
9
10
A
C
B
D
E
F
G
H
J
K
A
B
D E
F G
H J
K
C
53087
Y
Z
A
B
+24V
M24V
M48V
+48V
Analog_In3
Analog_gnd
Analog_In2
Analog_In1
SW5
SW4
SW3
SW2
+10V
Analog_In4
SW1
GND_SW
-M_PP
+M_PP
Push-Pull
Y
Z
A
B
+24V
M24V
M48V
+48V
≤0.5A
≤0.9A

EXAFEED 4L
SPÉCIFICATIONS TECHNIQUES / TECHNICAL SPECIFICATIONS / TECHNISCHE DATEN /
ESPECIFICACIONES TECNICAS / ТЕХНИЧЕСКИЕ СПЕЦИФИКАЦИИ / SPECIFICHE TECNICHE /
TECHNISCHE GEGEVENS
EXAFEED 4L
Tensions d’alimentation (DC) – issues du générateur / Power supply voltage (DC) – generator output
/ Versorgungsspannung (DC) – aus dem Generator / Напряжения питания (DC) – из источника /
Tensione di alimentazione (DC) - creata dal generatore / Voedingsspanning (DC) - afkomstig uit het
lasapparaat / Tensioni di alimentazione (DC) - dal generatore
U11 = 48V-2A / U12 = 24V-1A
Vitesse de moteur / Motor speed / Versorgungsspannung (DC) – aus dem Generator / Скорость
двигателя / Velocidad del motor / Snelheid motor / Velocità del motore
1.0-22.0m/mn
Connectique de torche / Torch connector / Brenneranschluss / Соединения горелки / Sistema de
conexión de linterna / Aansluiting toorts / Sistema di connessione della torcia elettrica
EURO
Bobines supportées / Supported wire reels / geeignete Drahtspulen / Подходящие бобины / Bobinas sopor-
tadas / Ondersteunde spoelen / Bobine supportate
200mm / 300mm
Fils supportés / Supported wires / Geeignete Drähte / Подходящие виды проволоки / Hilos soportados /
Ondersteunde draden / Fili supportati
Fe : 0.6mm – 1.6mm
SS : 0.8mm – 1.6mm
Al : 1.0mm – 1.6mm
Cored : 0.9mm – 2.4mm
Facteur de marche à 40°C (10 min)*
Norme EN60974-1.
Duty cycle at 40°C (10 min)* Standard EN60974-1.
Einschaltdauer @ 40°C (10 min)* EN60974-1-Norm.
ПВ% при 40°C (10 мин)* Норма EN60974-1.
Ciclo de trabajo a 40°C (10 min)* Norma EN60974-1.
Inschakelduur bij 40°C (10 min)* Norm EN60974-1.
Ciclo di lavoro a 40°C (10 min)* Norma EN60974-1.
60% 500A
100% 400A
Gaz de protection / Protectice gas / Schutzgas / Защитный газ / Gases de protección / Beschermingsgas /
Gas di protezione
(Pmax = 5 bar)
Fonction du matériau à souder
Depending on the material to weld
Abhängig vom zu schweißenden Material
Dependiendo del material a soldar
Функция свариваемого материала
Functie van het te lassen materiaal
Funzione del materiale da saldare
Type de galet / Drive roller type / Drahtführungsrolle-Typ / Tipo de rodillo / Тип ролика / Type draa-
daanvoerrol / Tipo di rullo
C
Température de fonctionnement / Functionning temperature / Betriebstemperatur / Рабочая температура /
Temperatura de funcionamiento / Gebruikstemperatuur / Campo di temperatura d’esercizio
-10°C +40°C
Température de stockage / Storage temperature / Lagertemperatur / Lagerungstemperatur / Температура
хранения / Temperatura de almacenamiento / Bewaartemperatuur / Temperatura di stoccaggio
-25°C +55°C
Degré de protection / Protection level / Schutzart / Степень защиты / Grado de protección / Beschermings-
klasse / Grado di protezione
IP23
Dimensions (Lxlxh) / Dimensions (LxWxH) / Abmessungen (LxBxT) / Размеры (ДхШхВ) / Dimensiones
(LxAnxAl) / Afmetingen (Lxbxh) / Dimensioni (Lxlxh)
67.5 x 30 x 23 cm
Poids / Weight / Gewicht / Вес / Peso / Gewicht / Peso 19 kg
*Les facteurs de marche sont réalisés selon la norme EN60974-1 à 40°C et sur un cycle de 10 min.
Lors d’utilisation intensive (supérieur au facteur de marche) la protection thermique peut s’enclencher, dans ce cas, l’arc s’éteint et le témoin
s’allume.
Laissez l’appareil alimenté pour permettre son refroidissement jusqu’à annulation de la protection.
L’appareil, en fonction du mode choisi, décrit une caractéristique soit de type courant constant, soit de type tension constante.
*The duty cycles are measured according to standard EN60974-1 à 40°C and on a 10 min cycle.
While under intensive use (> to duty cycle) the thermal protection can turn on, in that case, the arc swictes off and the indicator
switches on.
KKeep the machine’s power supply on, to enable cooling until thermal protection cancellation.
The device, depending on the selected mode, describes either an output characteristic of «constant current» type, or an output characteristic of «constant voltage» type.
*Einschaltdauer gemäß EN60974-1 (10 Minuten - 40°C).
Bei sehr intensivem Gebrauch (>Einschaltdauer) kann der Thermoschutz ausgelöst werden. In diesem Fall wird der Lichtbogen abgeschaltet und die entsprechende Warnung erscheint auf der Anzeige. Das Gerät zum
Abkühlen nicht ausschalten und laufen lassen bis das Gerät wieder bereit ist.
Das beschriebene Gerät hat eine Ausgangscharakterisitk vom Typ «Konstantspannung».
*Los factores de funcionamiento se realizan según la norma EN60974-1 a 40°C y a lo largo de un ciclo de 10 minutos.
Durante el uso intensivo (por encima del ciclo de trabajo) se puede activar la protección térmica, en este caso el arco se apagará y la luz indicadora se encenderá
.
Deje la unidad encendida para que se enfríe hasta que se cancele la protección.
Dependiendo del modo elegido, el dispositivo describe una característica del tipo de corriente constante o de tensión constante.
*ПВ% указаны по норме EN60974-1 при 40°C и для 10-минутного цикла.
При интенсивном использовании (> ПВ%) может включиться тепловая защита. В этом случае дуга погаснет и загорится индикатор
.
Оставьте аппарат подключенным к питанию, чтобы он остыл до полной отмены защиты.
Аппарат, в зависимости от выбранного режима, имеет характеристику либо «постоянный ток», либо «постоянное напряжение».
*De inschakelduur is gemeten volgens de norm EN60974-1 bij een temperatuur van 40°C en bij een cyclus van 10 minuten.
Bij intensief gebruik (superieur aan de inschakelduur) kan de thermische beveiliging zich in werking stellen. In dat geval gaat de boog uit en gaat het beveiligingslampje
branden.
Laat het apparaat aan de netspanning staan om het te laten afkoelen, totdat de beveiliging afslaat.
Het apparaat, afhankelijk van de gekozen modus, heeft een eigenschap van constante stroom of van contante spanning.
*I cicli di lavoro sono realizzati secondo la norma EN60974-1 a 40°C e su un ciclo di 10 min.
Durante l’uso intensivo (> al ciclo di lavoro) la protezione termica può attivarsi, in questo caso, l’arco si spegne e la spia
si illumina.
Lasciate il dispositivo collegato per permetterne il raffreddamento no all’annullamento della protezione.
Il dispositivo, in base alla modalità scelta, presenta una caratteristica sia di tipo corrente costante che di tipo tensione costante.
77

78
EXAFEED 4L
ICÔNES / SYMBOLS / SYMBOLE / ICONOS / СИМВОЛЫ / ICONE / ZEICHENERKLÄRUNG
- Attention ! Lire le manuel d’instruction avant utilisation.
- Caution ! Read the user manual.
- Achtung! Betriebsanleitung vor Gebrauch lesen
- ¡Cuidado! Lea el manual de instrucciones antes de su uso.
- Внимание! Прочтите инструкцию перед использованием.
- Let op! Lees voor gebruik aandachtig de gebruiksaanwijzing door.
- Attenzione! Leggere il manuale d’istruzioni prima dell’uso.
IEC 60974-5
- Le dévidoir est conforme à la norme IEC 60974-5.
- The wire feeder complies with the IEC 60974-5 standard.
- Der Drahtvorschubkoffer entspricht der Norm IEC 60974-5.
- Подающее устройство соответствует норме IEC 60974-5.
- Il trainalo è conforme alla norma IEC 60974-5.
- Het draadaanvoersysteem voldoet aan de eisen van de norm IEC 60974-5.
- Il dispositivo rispetta la norma 60974-5.
- Soudage MIG / MAG
- MIG / MAG welding
- MIG / MAG-Schweißen
- Soldadura MIG / MAG
- Сварка MIG / MAG
- MIG / MAG lassen
- Saldatura MIG / MAG
- Vitesse du l
- Wire speed
- Drahtgeschwindigkeit
- Velocidad de hilo
- Скорость проволоки
- Draadsnelheid
- Velocità di lo
IP23
- Protection contre l’accès aux parties dangereuses des corps solides de Ø ≥12,5mm et chute d’eau (60° par rapport à la verticale).
- Protected against the access of dangerous parts from solid bodies of a Ø ≥12,5mm and water (60° towards the vertical).
- Gegen Eindringen von Körpern mit einem Durchmesser >12,5mm und gegen Sprühwasser geschützt (Einfallwinkel 60° horizontal)
- Защита от попадания в опасные зоны твердых тел Ø ≥12,5мм и капель воды (горизонтальный наклон 60°).
- Protezione contro l’accesso alle aree pericolose di corpi solidi di Ø ≥12,5mm e cadute d’acqua (60° rispetto alla verticale).
- Beveiligd tegen toegang tot gevaarlijke delen van Ø ≥12,5mm, en tegen regendruppels (60° ten opzichte van een verticale lijn).
- Protezione contro l’accesso a parti pericolose di corpi solidi di Ø ≥12,5mm e cascata (60° rispetto alla verticale).
- Courant de soudage continu.
- Direct welding current.
- Invertergleichstromquelle (DC)
- Постоянный сварочный ток.
- Corrente di saldatura continua.
- DC lasstroom
- Corrente di saldatura continuo
X(40°C)
- Facteur de marche selon la norme EN60974-1 (10 minutes – 40°C).
- Duty cycle according to standard EN 60974-1 (10 minutes – 40°C).
- Einschaltdauer @ 40°C (10 min)* EN60974-1-Norm.
- ПВ% согласно норме EN 60974-1 (10 минут – 40°C).
- Ciclo di lavoro conforme alla norma EN60974-1 (10 minuti – 40°C).
- Inschakelduur volgens de norm EN60974-1 (10 minuten – 40°C).
- Ciclo di lavoro conforme alla norma EN60974-1 (10 minuti – 40°C).
I2
- Courant de soudage conventionnnel correspondant.
- Corresponding conventional welding current.
- Entsprechender Schweißstrom.
- Соответствующий номинальный сварочный ток.
- Corrente di saldatura convenzionale corrispondente.
- Overeenkomstige conventionele lasstroom.
- Corrente di saldatura convenzionale
A
Ampères - Amperes - Ampere - Amperios - Амперы - Ampère - Amper
U11
U12
- Tensions d’alimentation assignés.
- Rated power supply voltage
- Netzspannung
- Номинальное напряжение питания
- Tensioni di alimentazione nominali
- Nominale voedingsspanning
- Tensioni nominali di alimentazione.
I11
I12
- Courants d’alimentation assignés.
- Rated power supply current
- Eingangstrom
- Номинальный ток питания
- Correnti di alimentazione nominali
- Nominale voedingsstroom
- Correnti nominali di alimentazione.
- Matériel conforme aux Directives européennes. La déclaration UE de conformité est disponible sur notre site (voir à la page de couverture).
- Device complies with europeans directives, The EU declaration of conformity is available on our website (see cover page).
- Gerät entspricht europäischen Richtlinien. Die Konformitätserklärung nden Sie auf unsere Webseite.
- Aparato conforme a las directivas europeas. La declaración de conformidad UE está disponible en nuestra página web (dirección en la portada).
- Устройство соответствует директивам Евросоюза. Декларация о соответствии доступна для просмотра на нашем сайте (ссылка на обложке).
- Apparaat in overeenstemming met de Europese richtlijnen. De verklaring van overeenstemming is te downloaden op onze website (adres vermeld op de omslag).
- Materiale in conformità alle Direttive europee. La dichiarazione di conformità è disponibile sul nostro sito (vedere sulla copertina).
- Marque de conformité EAC (Communauté économique Eurasienne).
- EAEC Conformity marking (Eurasian Economic Community).
- EAC-Konformitätszeichen (Eurasische Wirtschaftsgemeinschaft)
- Знак соответствия EAC (Евразийское экономическое сообщество).
- Marchio di conformità EAC (Comunità economica Eurasiatica).
- EAC (Euraziatische Economische Gemeenschap) merkteken van overeenstem-
ming
- Marca di conformità EAC (Comunità Economica Eurasiatica)
- Ce matériel fait l’objet d’une collecte sélective selon la directive européenne 2012/19/UE. Ne pas jeter dans une poubelle domestique !
- This hardware is subject to waste collection according to the European directives 2002/96/UE. Do not throw out in a domestic bin/waste !
- Für die Entsorgung Ihres Gerätes gelten besondere Bestimmungen (Elektroschrott) gemäß europäische Bestimmung 2012/19/EU. Es darf nicht mit dem Hausmüll
entsorgt werden.
- Это оборудование подлежит переработке согласно директиве Евросоюза 2012/19/UE. Не выбрасывать в общий мусоросборник!
- Questo dispositivo è oggetto di raccolta differenziata secondo la direttiva europea 2012/19/UE. Non gettare nei riuti domestici !
- Afzonderlijke inzameling vereist volgens de Europese richtlijn 2012/19/UE. Gooi het apparaat niet bij het huishoudelijk afval !
- Questo materiale è soggetto alla raccolta differenziata seguendo la direttiva europea 2012/19/UE. Non smaltire coni riuti domestici!
- Information sur la température (protection thermique).
- Temperature information (thermal protection).
- Information zur Temperatur (Thermoschutz)
- Информация по температуре (термозащита).
- Informazioni sulla temperatura (protezione termica).
- Informatie over de temperatuur (thermische beveiliging).
- Informazione sulla temperatura (protezione termiche)
- Commande à distance
- Remote control
- Fernregler
- Дистанционное управление.
- Comando a distanza.
- Afstandsbediening.
- Telecomando a distanza

79
EXAFEED 4L
- Purge gaz
- Gas purge
- Gasventil einschalten
- Epurazione del gas
- Продувка взором
- Afvoeren gas
- Gas di lavaggio
- Entrée du circuit de liquide de refroidissement
- Cooling liquid input.
- Wasservorlauf
- Entrada de líquido de refrigeración.
- Вход для охлаждающей жидкости.
- Ingang koelvloeistof.
- Entrata di liquido di raffreddamento
- Sortie du circuit de liquide de refroidissement
- Cooling liquid output.
- Wasserrücklauf
- Salida de líquido de refrigeración.
- Выход для охлаждающей жидкости.
- Afvoer koelvloeistof
- Uscita di liquido di raffreddamento
- Entrée du gaz
- Gas input
- Gaseingang
- Entrada de gas
- Подача газа
- Ingang gas
- Entrata di gas
- Sortie de gaz
- Gas output
- Gasausgang
- Salida de gas
- Выход газа
- Uitvoer gas
- Uscita di gas
- Polarité positive
- Positive polarity
- Positive Polarität
- Polaridad positiva
- положительная полярность
- Positieve polariteit
- Polarità positiva
- Polarité négative
- Negative polarity
- Negative Polarität
- Polaridad negativa
- отрицательной полярности
- Negatieve polariteit
- Polarità negativa

GYS SAS
1, rue de la Croix des Landes
CS 54159
53941 SAINT-BERTHEVIN Cedex
France
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
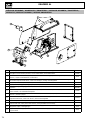 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
















































































GYS Separate wire feeder EXAFEED-4L - For EXAGON 400 El manual del propietario
- Categoría
- Sistema de soldadura
- Tipo
- El manual del propietario
- Este manual también es adecuado para
en otros idiomas
- français: GYS Separate wire feeder EXAFEED-4L - For EXAGON 400 Le manuel du propriétaire
- italiano: GYS Separate wire feeder EXAFEED-4L - For EXAGON 400 Manuale del proprietario
- Deutsch: GYS Separate wire feeder EXAFEED-4L - For EXAGON 400 Bedienungsanleitung
- Nederlands: GYS Separate wire feeder EXAFEED-4L - For EXAGON 400 de handleiding
Artículos relacionados
-
GYS Separate wire feeder WS-4R El manual del propietario
-
-
GYS WIRE FEEDER AIR/WATER NEOFEED-4W El manual del propietario
-
GYS NEOPULSE 320 C El manual del propietario
-
-
-
GYS AUTOPULSE 320-T3 400V v2 - 3 TORCHES INCLUSES El manual del propietario
-
-
-
GYS AUTOPULSE 220-M3 (standard UL) - 3 TORCHES INCLUDED El manual del propietario