Lincoln Electric Flux Core 90i 120V Welder El manual del propietario
- Categoría
- Sistema de soldadura
- Tipo
- El manual del propietario
Este manual también es adecuado para

Operator’s Manual
IMT10639 | *TTVF D ate +VO - 22
© Lincoln Global, Inc. All Rights Reserved.
For use with Product Numbers:
13397
WELD-PAK 90i FC
Register your machine:
www.lincolnelectric.com/register
Authorized Service and Distributor Locator:
www.lincolnelectric.com/locator
Save for future reference
Date Purchased
Code: (ex: 10859)
Serial: (ex: U1060512345)
Need Help? Call 1.888.935.3877
to talk to a Service Representative
Hours of Operation:
8:00 AM to 6:00 PM (ET) Mon. thru Fri.
After hours?
Use “Ask the Experts” at lincolnelectric.com
A Lincoln Service Representative will contact you
no later than the following business day.
For Service outside the USA:
Email: [email protected]

THANK YOU FOR SELECTING
A QUALITY PRODUCT BY
LINCOLN ELEC TRIC.
PLEASE EXAMINE CARTON AND EQUIPMENT FOR
DAMAGE IMMEDIATELY
When this equipment is shipped, title passes to the purchaser
upon receipt by the carrier. Consequently, claims for material
damaged in shipment must be made by the purchaser against the
transportation company at the time the shipment is received.
SAFETY DEPENDS ON YOU
Lincoln arc welding and cutting equipment is designed and built
with safety in mind. However, your overall safety can be increased
by proper installation ... and thoughtful operation on your part.
DO NOT INSTALL, OPERATE OR REPAIR THIS EQUIPMENT
WITHOUT READING THIS MANUAL AND THE SAFETY
PRECAUTIONS CONTAINED THROUGHOUT. And, most importantly,
think before you act and be careful.
This statement appears where the information must be followed
exactly to avoid serious personal injury or loss of life.
This statement appears where the information must be followed
to avoid minor personal injury or damage to this equipment.
KEEP YOUR HEAD OUT OF THE FUMES.
DON’T get too close to the arc.
Use corrective lenses if necessary
to stay a reasonable distance
away from the arc.
READ and obey the Safety Data
Sheet (SDS) and the warning label
that appears on all containers of
welding materials.
USE ENOUGH VENTILATION or
exhaust at the arc, or both, to
keep the fumes and gases from
your breathing zone and the general area.
IN A LARGE ROOM OR OUTDOORS, natural ventilation may be
adequate if you keep your head out of the fumes (See below).
USE NATURAL DRAFTS or fans to keep the fumes away
from your face.
If you de velop unusual symptoms, see your supervisor.
Perhaps the welding atmosphere and ventilation system
should be checked.
WEAR CORRECT EYE, EAR &
BODY PROTECTION
PROTECT your eyes and face with welding helmet
properly fitted and with proper grade of filter plate
(See ANSI Z49.1).
PROTECT your body from welding spatter and arc
flash with protective clothing including woolen
clothing, flame-proof apron and gloves, leather
leggings, and high boots.
PROTECT others from splatter, flash, and glare
with protective screens or barriers.
IN SOME AREAS, protection from noise may be appropriate.
BE SURE protective equipment is in good condition.
Also, wear safety glasses in work area
AT ALL TIMES.
SPECIAL SITUATIONS
DO NOT WELD OR CUT containers or materials which previously
had been in contact with hazardous substances unless they are
properly cleaned. This is extremely dangerous.
DO NOT WELD OR CUT painted or plated parts unless special
precautions with ventilation have been taken. They can release
highly toxic fumes or gases.
Additional precautionary measures
PROTECT compressed gas cylinders from excessive heat,
mechanical shocks, and arcs; fasten cylinders so they cannot fall.
BE SURE cylinders are never grounded or part of an
electrical circuit.
REMOVE all potential fire hazards from welding area.
ALWAYS HAVE FIRE FIGHTING EQUIPMENT READY FOR
IMMEDIATE USE AND KNOW HOW TO USE IT.
WARNING
CAUTION
6DIHW\RI

SECTION A:
WARNINGS
CALIFORNIA PROPOSITION 65 WARNINGS
WARNING: Breathing diesel engine exhaust
exposes you to chemicals known to the State
of California to cause cancer and birth defects,
or other reproductive harm.
• Always start and operate the engine in a
well-ventilated area.
• If in an exposed area, vent the exhaust to the outside.
• Do not modify or tamper with the exhaust system.
• Do not idle the engine except as necessary.
For more information go to
www.P65 warnings.ca.gov/diesel
WARNING: This product, when used for welding or
cutting, produces fumes or gases which contain
chemicals known to the State of California to cause
birth defects and, in some cases, cancer. (California
Health & Safety Code § 25249.5 et seq.)
WARNING: Cancer and Reproductive Harm
www.P65warnings.ca.gov
ARC WELDING CAN BE HAZARDOUS. PROTECT
YOURSELF AND OTHERS FROM POSSIBLE SERIOUS
INJURY OR DEATH. KEEP CHILDREN AWAY.
PACEMAKER WEARERS SHOULD CONSULT WITH
THEIR DOCTOR BEFORE OPERATING.
Read and understand the following safety highlights. For
additional safety information, it is strongly recommended
that you purchase a copy of “Safety in Welding & Cutting -
ANSI Standard Z49.1” from the American Welding Society,
P.O. Box 351040, Miami, Florida 33135 or CSA Standard
W117.2. A Free copy of “Arc Welding Safety” booklet E205
is available from the Lincoln Electric Company, 22801
St. Clair Avenue, Cleveland, Ohio 44117-1199.
BE SURE THAT ALL INSTALLATION, OPERATION,
MAINTENANCE AND REPAIR PROCEDURES ARE
PERFORMED ONLY BY QUALIFIED INDIVIDUALS.
FOR ENGINE POWERED
EQUIPMENT.
1.a. Turn the engine off before troubleshooting
and maintenance work unless the
maintenance work requires it to be running.
1.b. Operate engines in open, well-ventilated areas or vent the engine
exhaust fumes outdoors.
arc or when the engine is running. Stop the
engine and allow it to cool before refueling to
prevent spilled fuel from vaporizing on contact
tank. If fuel is spilled, wipe it up and do not start engine until
fumes have been eliminated.
1.d. Keep all equipment safety guards, covers
and devices in position and in good repair.
Keep hands, hair, clothing and tools away
from V-belts, gears, fans and all other
moving parts when starting, operating or
repairing equipment.
1.e. In some cases it may be necessary to remove safety guards to
perform required maintenance. Remove guards only when
necessary and replace them when the maintenance requiring
their removal is complete. Always use the greatest care when
working near moving parts.
1.f. Do not put your hands near the engine fan. Do not attempt to
override the governor or idler by pushing on the throttle control
rods while the engine is running.
1.g. To prevent accidentally starting gasoline engines while turning
the engine or welding generator during maintenance work,
disconnect the spark plug wires, distributor cap or magneto wire
as appropriate.
1.h. To avoid scalding, do not remove the radiator
pressure cap when the engine is hot.
ELECTRIC AND
MAGNETIC FIELDS MAY
BE DANGEROUS
causes localized Electric and Magnetic Fields (EMF).
and welding machines
welders having a pacemaker should consult their physician
before welding.
which are now not known.
2.d. All welders should use the following procedures in order to
2.d.1. Route the electrode and work cables together - Secure
them with tape when possible.
2.d.2. Never coil the electrode lead around your body.
2.d.3. Do not place your body between the electrode and work
cables. If the electrode cable is on your right side, the
work cable should also be on your right side.
2.d.4. Connect the work cable to the workpiece as close as pos-
sible to the area being welded.
2.d.5. Do not work next to welding power source.
SAFETY
Safety 02 of 04 - 10/08/2021
1.c. Do not add the fuel near an open ame welding
with hot engine parts and igniting. Do not spill fuel when lling
2.a. Electric current owing through any conductor
Welding current creates EMF elds around welding cables
2.b. EMF elds may interfere with some pacemakers, and
2.c. Exposure to EMF elds in welding may have other health effects
minimize exposure to EMF elds from the welding circuit:
1.i. Using a generator indoors CAN KILL YOU IN
MINUTES.
1.j. Generator exhaust contains carbon monoxide. This is a poison
you cannot see or smell.
1.k. NEVER use inside a home or garage,
EVEN IF doors and windows are open.
1.l. Only use OUTSIDE and far away from
windows, doors and vents.
1.m. Avoid other generator hazards. READ
MANUAL BEFORE USE.

ELECTRIC SHOCK
CAN KILL.
3.a. The electrode and work (or ground) circuits are
electrically “hot” when the welder is on. Do
not touch these “hot” parts with your bare skin or wet clothing.
Wear dry, hole-free gloves to insulate hands.
3.b. Insulate yourself from work and ground using dry insulation.
Make certain the insulation is large enough to cover your full area
of physical contact with work and ground.
In addition to the normal safety precautions, if
welding must be performed under electrically
hazardous conditions (in damp locations or while
wearing wet clothing; on metal structures such as
floors, gratings or scaffolds; when in cramped
positions such as sitting, kneeling or lying, if there
is a high risk of unavoidable or accidental contact
with the workpiece or ground) use the following
equipment:
• Semiautomatic DC Constant Voltage (Wire) Welder.
• DC Manual (Stick) Welder.
• AC Welder with Reduced Voltage Control.
3.c. In semiautomatic or automatic wire welding, the electrode,
electrode reel, welding head, nozzle or semiautomatic welding
gun are also electrically “hot”.
3.d. Always be sure the work cable makes a good electrical
connection with the metal being welded. The connection should
be as close as possible to the area being welded.
3.e. Ground the work or metal to be welded to a good electrical (earth)
ground.
3.f. Maintain the electrode holder, work clamp, welding cable and
welding machine in good, safe operating condition. Replace
damaged insulation.
3.g. Never dip the electrode in water for cooling.
3.h. Never simultaneously touch electrically “hot” parts of electrode
holders connected to two welders because voltage
between the
two can be the total of the open circuit voltage of both
welders.
3.i. When working above floor level, use a safety belt to protect
yourself from a fall should you get a shock.
3.j. Also see It ems 6.c. and 8.
ARC RAYS CAN BURN.
4.a. Use a shield with the proper filter and cover plates to protect your
eyes from sparks and the rays of the arc when welding or
observing open arc welding. Headshield and filter lens should
conform to ANSI Z87. I standards.
4.b. Use suitable clothing made from durable flame-resistant material
to protect your skin and that of your helpers from the arc rays.
4.c. Protect other nearby personnel with suitable, non-flammable
screening and/or warn them not to watch the arc nor expose
themselves to the arc rays or to hot spatter or metal.
FUMES AND GASES
CAN BE DANGEROUS.
5.a. Welding may produce fumes and gases
hazardous to health. Avoid breathing these
fumes and gases. When welding, keep your head out of the fume.
Use enough ventilation and/or exhaust at the arc to keep fumes
and gases away from the breathing zone. When welding
hardfacing (see instructions on container or SDS)
or on lead or cadmium plated steel and other
metals or coatings which produce highly toxic
fumes, keep exposure as low as possible and
within applicable OSHA PEL and ACGIH TLV limits
using local exhaust or mechanical ventilation
unless exposure assessments indicate otherwise.
In confined spaces or in some circumstances,
outdoors, a respirator may also be required.
Additional precautions are also required when
welding
on galvanized steel.
5. b. The operation of welding fume control equipment is affected by
various factors including proper use and positioning of the
equipment, maintenance of the equipment and the specific
welding procedure and application involved. Worker exposure
level should be checked upon installation and periodically
thereafter to be certain it is within applicable OSHA PEL and
ACGIH TLV limits.
5.c. Do not weld in locations near chlorinated hydrocarbon vapors
coming from degreasing, cleaning or spraying operations. The
heat and rays of the arc can react with solvent vapors to form
phosgene, a highly toxic gas, and other irritating products.
5.d. Shielding gases used for arc welding can displace air and
cause
injury or death. Always use enough ventilation, especially in
confined areas, to insure breathing air is safe.
5.e. Read and understand the manufacturer’s instructions for this
equipment and the consumables to be used, including the
Safety Data Sheet (SDS) and follow your employer’s safety
practices. SDS forms are available from your welding
distributor or from the manufacturer.
5.f. Also see item 1.b.
SAFETY
6DIHW\RI

WELDING AND CUTTING
SPARKS CAN CAUSE
FIRE OR EXPLOSION.
6.a. Remove fire hazards from the welding area. If
this is not possible, cover them to prevent the welding sparks
from starting a fire. Remember that welding sparks and hot
materials from welding can easily go through small cracks and
openings to adjacent areas. Avoid welding near hydraulic lines.
Have a fire extinguisher readily available.
6.b. Where compressed gases are to be used at the job site, special
precautions should be used to prevent hazardous situations.
Refer to “Safety in Welding and Cutting” (ANSI Standard Z49.1)
and the operating information for the equipment being used.
6.c. When not welding, make certain no part of the electrode circuit is
touching the work or ground. Accidental contact can cause
overheating and create a fire hazard.
6.d. Do not heat, cut or weld tanks, drums or containers until the
proper steps have been taken to insure that such procedures
will not cause flammable or toxic vapors from substances inside.
They can cause an explosion even though they have been
“cleaned”. For information, purchase “Recommended Safe
Practices for the Preparation for Welding and Cutting of
Containers and Piping That Have Held Hazardous Substances”,
AWS F4.1 from the American Welding Society
(see address above).
6.e. Vent hollow castings or containers before heating, cutting or
welding. They may explode.
6.f. Sparks and spatter are thrown from the welding arc. Wear oil free
protective garments such as leather gloves, heavy shirt, cuffless
trousers, high shoes and a cap over your hair. Wear ear plugs
when welding out of position or in confined places. Always wear
safety glasses with side shields when in a welding area.
6.g. Connect the work cable to the work as close to the welding area
as practical. Work cables connected to the building framework or
other locations away from the welding area increase the
possibility of the welding current passing through lifting chains,
crane cables or other alternate circuits. This can create fire
hazards or overheat lifting chains or cables until they fail.
6.h. Also see item 1.c.
6.I. Read and follow NFPA 51B “Standard for Fire Prevention During
Welding, Cutting and Other Hot Work”, available from NFPA, 1
Batterymarch Park, PO box 9101, Quincy, MA 022690-9101.
6.j. Do not use a welding power source for pipe thawing.
CYLINDER MAY EXPLODE IF
DAMAGED.
7.a. Use only compressed gas cylinders containing
the correct shielding gas for the process used
and properly operating regulators designed for
the gas and pressure used. All hoses, fittings,
etc. should be suitable for the application and
maintained in good condition.
7.b. Always keep cylinders in an upright position securely chained to
an undercarriage or fixed support.
7.c. Cylinders should be located:
• Away from areas where they may be struck or subjected
to physical damage.
• A safe distance from arc welding or cutting operations
and any other source of heat, sparks, or flame.
7.d. Never allow the electrode, electrode holder or any other
electrically “hot” parts to touch a cylinder.
7.e. Keep your head and face away from the cylinder valve outlet
when opening the cylinder valve.
7.f. Valve protection caps should always be in place and hand tight
except when the cylinder is in use or connected for use.
7.g. Read and follow the instructions on compressed gas cylinders,
associated equipment, and CGA publication P-l, “Precautions for
Safe Handling of Compressed Gases in Cylinders,” available from
the Compressed Gas Association, 14501 George Carter Way
Chantilly, VA 20151.
FOR ELECTRICALLY
POWERED EQUIPMENT.
8.a. Turn off input power using the disconnect
switch at the fuse box before working on
the equipment.
8.b. Install equipment in accordance with the U.S. National Electrical
Code, all local codes and the manufacturer’s recommendations.
8.c. Ground the equipment in accordance with the U.S. National
Electrical Code and the manufacturer’s recommendations.
Refer to
http://www.lincolnelectric.com/safety
for additional safety information.
SAFETY
6DIHW\RI

2
WELD-PAK 90i FC
TABLE OF CONTENTS
Installation ................................................................................................................................................................
Technical Specifications................................................................................................................................................
Premium Features.........................................................................................................................................................
Select Suitable Location................................................................................................................................................
Grinding ................................................................................................................................................................
Stacking ................................................................................................................................................................
Transport – Unloading ..................................................................................................................................................
Tilting ................................................................................................................................................................
Environmental Rating .................................................................................................................................................
..
Input Connections .....................................................................................................................................................
...
Wire Loading And Threading.........................................................................................................................................
Operation ................................................................................................................................................................
Operating Machine .....................................................................................................................................................
Replacement Parts Lists..............................................................................................................................................
Maintenance.............................................................................................................................................................1
Routine And Periodic Maintenance ....................................................................................................................
.........1
Troubleshooting........................................................................................................................................................1
How To Use Troubleshooting Guide.............................................................................................................................1
1SPEVDU%FTDSJQUJPO ................................................................................................................................................... 3

INSTALLATIONWELD-PAK 90i FC
130%6$5%&4$3*15*0/
130%6$546.."3:
5IF8FME1BL¥J'$JTBDPOTUBOUWPMUBHF%$XFMEJOHNBDIJOF
SBUFEGPSBNQTWPMUTBUBEVUZDZDMF5IF8FME1BL¥
VOJUJTJOUFOEFEGPSGBCSJDBUJPONBJOUFOBODFIPNFBOEBVUPCPEZ
TIPQT5IFVOJUGFBUVSFTBQPSUBCMFBOESVHHFEDBTF5IFVTFS
JOUFSGBDFGFBUVSFTUXPLOPCTPOFGPSWPMUBHFBOEPOFGPSXJSFGFFE
TQFFE5IF8FME1BL¥J'$JTEFTJHOFEGPSUIF/PSUI"NFSJDBO
NBSLFUBOEPQFSBUFTPO7TJOHMFQIBTF)[QPXFS"O
PWFSWJFXPGUIFNBDIJOFTJOQVUBOEPVUQVUDBQBCJMJUJFTBSFMJTUFE
POUIFSBUJOHQMBUFTIPXOIFSF
5IFNBDIJOFDPNFTXJUIUIFGPMMPXJOHBDDFTTPSJFT
v 81-HVO
v 8PSLDBCMFXJUIDMBNQ
v 4QBSFDPOUBDUUJQT
v 1SPDFEVSF$IBSUBOEMJUFSBUVSF

INSTALLATIONWELD-PAK 90i FC
INSTALLATION
TECHNICAL SPECIFICATIONS -
K5255-1 WELD-PAK 90i FC
PREMIUM FEATURES INCLUDE:
1. Inverter power source – more efcient to operate, provides
smoother weld characteristics than traditional welders
2. Innite welding voltage to allow ne tuning of weld charac-
teristics
3. 30% Duty cycle at 90 Amps
4. Lightweight and portable – Ideal for maintenance and mobile
welders
THERMAL PROTECTION
The machine has a maximum output duty cycle of 30%. If the duty
cycle is exceeded, a thermal protector will shut off the output until
the machine cools to a normal operating temperature. This is an
automatic function of the machine and does not require user inter-
vention.
REQUIRED ACCESSORIES
• Helmet
• Jacket
• Gloves
OUTPUT CURRENT RANGE
30-12A
OPEN CIRCUIT VOLTAGE
V (RMS)
INPUT CIRCUIT
120VAC
DUTY CYCLE
30%@90A
WIREFEED SPEED
0 - 200 IPM
SUITABLE WIRE DIAMETER
0.030”, 0.035”
GROSS WEIGHT
15 LBS (7KGS)
IPS RATING
IP21S

INSTALLATIONWELD-PAK 90i FC
Read this entire installation section before you start
installation.
Safety Precautions
Do not attempt to use this equipment until you have
thoroughly read all installation, operating and maintenance
information supplied with your equipment. They include
important safety precautions and detailed operating and
maintenance instructions.
ELECTRIC SHOCK can kill.
• Only qualied personnel should
perform this installation.
• Do not touch electrically live parts.
• Always connect the machine to an
earthed mains supply.
SELECT SUITABLE LOCATION
Place the welder where clean cooling air can freely circulate in
and out of the front & rear louver vents. Dirt, dust or any foreign
material that can be drawn through vents into welder must be
kept to a minimum. Failure to observe these precautions can
result in excessive operating temperatures which can lead to plant
failure.
GRINDING
Do not direct grinding particles towards the welder. An abundance
of conductive material can cause plant failure.
STACKING
This machine cannot be stacked.
TRANSPORT - UNLOADING
Never underestimate the weight of equipment, never move or
leave suspended in the air above people. The machine should
be lifted and carried by the provided strap, or by cradling the
machine. The machine should not be carried by the input, cord,
output cables, or welding gun. Utilize proper lifting techniques
when carrying or lifting the machine to prevent injury.
Falling Equipment can cause
injury. Never lift welder with gas
bottle attached. Never lift above
personnel.
TILTING
Machine must be placed on a secure level surface
ENVIRONMENTAL RATING
The welding power source carries the IP21S rating. It may be used
in normal industrial and commercial environments. Avoid using in
areas where water / rain is around.
Read and follow the ‘Electric Shock Warnings’ in the safety section
if welding must be performed under electrically hazardous
conditions such as welding in wet areas or water on the work
piece.
ELECTRIC SHOCK can kill.
• This welder must be grounded to earth
The high frequency generator being
similar to a radio transmitter may
cause interference to radio, TV and
other electronic equipment.
• These problems may be the result of
radiated interference. Proper grounding methods can
reduce or eliminate this.
Radiated interference can develop in the following ways
1. Direct interference from welder power source
2. Direct interference from the welding leads
3. Direct interference radiated from feedback into power lines
4. Interference from re-radiation by un-grounded metallic
objects
Keeping these contributing factors in mind, installing equipment
as per following instructions should minimize problems
1. Keep the welder input power lines as short as possible and
enclose as much of them as possible in metal conduit or
equivalent shielding. There should be a good electrical
contact between this conduit and ground (Earth)
2. Keep the work and electrode leads as short as possible. Tape
the leads together where practical
3. Be sure the torch and earth leads rubber coverings are free
from cuts and cracks that allow welding power leakage
4. Keep earth lead connection to work in good condition – Clean
area on workbench where earth clamp is situated on a
regular basis.
WARNING
WARNING
WARNING
CAUTION

INSTALLATIONWELD-PAK 90i FC
INPUT POWER CONNECTION
The machine has one input connection, the power input cable. The
power input cable is located on the rear.
The Weld-Pak 90i FC is provided with a 120V cable, 6.0ft. (1.8m)
in length, with a 15Amp 5-15P plug molded onto the cord.
The rated output of the Weld-Pak 90i FC is available when
connected to a 20A branch circuit. When connected to a branch
circuit with lower capacity, lower welding current and duty cycle
must be used.
CODE REQUIREMENTS FOR ELECTRICAL INPUT
CONNECTIONS
This welding machine must be connected to a power source
in accordance with applicable electrical codes.
The National Electrical Code provides standards for amperage
handling capability of supply conductors based on duty cycle of
the welding source.
If there is any question about the installation meeting applicable
electrical code requirements, consult a qualied electrician.
Do not connect the machine to an input power supply with a
rated voltage that is greater than 125 volts.
Do not remove the power cord ground prong.
EXTENSION CORD USAGE
If an extension cord is required, use one that is rated for the
application and is 3 conductor #14 AWG (2.1 mm2) or larger. The
recommended maximum lengths are 25 ft (7.5 m) if #14 AWG (2.1
mm2) is used and 50 ft (15 m) if #12 AWG (3.3 mm2) is used.
FLUX-CORED (INNERSHIELD) WELDING
The recommended electrode for the ux-cored, self-shielded
process is 0.035” (0.9 mm) diameter Lincoln Innershield
NR-211-MP on 1 lbs. (.5 kg) spools.
FIGURE 1
1. Adjustment for Voltage
2. Adjustment for Wire feed speed
3. Power and protection LEDs
4. Gasless Flux-Cored torch
5. Work Clamp
6. Power Switch
7. Power Input Cable
8. Spool cover latch
WARNING
WARNING
1
2
3
4
5
6
7
8

INSTALLATIONWELD-PAK 90i FC
WIRE LOADING AND THREADING
R e fer to F igure 2.
Turn machine power switch to the OFF (“0”) position before
working inside the wire feed enclosure.
Make sure that the wire feed drive roll and the contact tip of the
gun match the diameter and type of wire used.
1. Push the spool onto the spindle so that the wire feeds off the
bottom of the spool, toward the drive roll.
2. Push the spool spacer onto the spindle, against the spool.
3. Slide the spring onto the spool, then press on the spool lock,
turning it clockwise to lock the spool assembly onto the
spindle.
FIGURE 2
WIRE THREADING DETAILS
R efer to F igure 3.
4. Release the spring loaded thumb screw and rotate the idle roll
arm away from the wire feed drive roll. Ensure that the
visible, stenciled size on the drive roll side facing you
matches the wire size being used.
5. Carefully detach the end of the wire from the spool. Maintain
tension on the wire to prevent the spool from unwinding and
do not release the wire until after step 5.
mm).
7. Thread the wire through the incoming guide tube, over the
drive roll, and into the gun liner.
8. Close the idle roll arm and turn down the thumbscrew until
release the welding wire). Make sure the wire is positioned in
the groove of the lower drive roll.
9. The spring loaded thumbscrew on the idle roll arm adjusts
the pressure on the wire. Adjust pressure by turning the
thumbscrew to prevent spool overrun, but still allow smooth
and easy wire feeding. Start with the pressure set to an inter-
mediate value. Readjust, if necessary. If the drive roll slips
while feeding wire, the pressure should be increased until the
wire feeds properly.
FIGURE 3
Spool Lock & Spring Cap
Spool Spacer
Spool
Note Wire Direction
Spindle
!
Spring Loaded Thumb Screw
Ingoing Guide Tube
Wire Feed Drive Roll
Idle Arm
Cold Feed Switch

INSTALLATIONWELD-PAK 90i FC
WIRE STICKOUT
10. Remove the contact tip and nozzle from the gun.
11. Turn the machine ON (“I”).
12. Straighten the gun cable assembly.
13. Depress the cold feed switch and feed welding wire through
the gun and cable. (Point the gun away from yourself and
others while feeding wire). Release the cold feed switch after
wire appears at the end of the gun.
14. Turn off the machine.
15. Replace the nozzle and contact tip. Refer to Figure B-4. Cut
the wire off so that 3/8” to 5/8” (10 - 15 mm) protrudes from
the end of the tip.
16. Turn on the machine. The machine is now ready to weld.
FIGURE 4
CONTACT
TIP
WIRE
ELECTRODE
3/8" to 5/8" Contact Tip
To Work Distance
(CTWD)

OPERATION
OPERATION
Read and understand this entire section before operating
your CrossLinc Remote.
WELD-PAK 90i FC
GRAPHIC SYMBOLS USED IN THIS MANUAL
OR BY THIS MACHINE

OPERATION
snoituacerP ytefaS
Do not attempt to use this equipment until you have
thoroughly read all operating and maintenance manuals
supplied with your equipment and any related welding
machine it will be used with. They include important safety
precautions, operating and maintenance instructions and
parts lists.
ELECTRIC SHOCK can kill.
• Do not touch electrically live parts such as
output terminals or internal wiring.
• Insulate yourself from the work and
ground.
• Always wear dry insulating gloves.
or explosion.
• Do not weld upon containers which have
held combustibles.
ARC RAYS can burn.
• Wear eye, ear and body protection.
FUMES AND GASES can
be dangerous.
Although the removal of the particulate
matter from welding smoke may reduce
the ventilation requirement, concentrations
of the clear exhausted fumes and gases may still be
hazardous to health. Avoid breathing concentrations of
these fumes and gases. Use adequate ventilation when
welding. See ANSI Z49.1, "Safety in Welding and Cutting",
published by the American Welding Society.
OPERATING MACHINE
Once you have set machine up as per instructions, refer to Table
B.1 and the Procedure Decal located on the inside of the wire
drive compartment door of your machine for setup information,
consumables, and quick tips for welding.
1. Select welding voltage (power), based on the material
thickness of the work piece, required on front panel
2. Select wire feed speed required on ‘wire speed’ knob
3. Ensure you are wearing the correct safety clothes &
equipment for welding (I.E Welding mask, gloves, apron etc)
FIGURE 5
4. Connect the work clamp to the metal to be welded. The work
clamp must make good electrical contact to the work piece.
The work piece must also be grounded as stated in Arc
Welding Safety Precautions in the beginning of this manual.
5. Based on the weld joint type and orientation of the weld joint,
position the gun into the joint at the correct angle.
6. To begin welding, raise your hand shield or lower your
helmet to protect your eyes and pull the trigger.
7. While welding, travel at a constant speed and maintain an
electrode stickout of 3/8".
8. To stop welding, release the gun trigger.
9. When no more welding is to be done, turn off the machine.
WARNING
Gun Cable
Workpiece
Work Clamp
WELD-PAK 90i FC

OPERATION
TABLE B.1
REPLACE PARTS LIST
Use of this unit on thicker materials than recommended may
result in welds of poor quality. The welds may appear to be
strong weld. This is called "Cold Casting" or "cold lapping"
and is some what similar to a cold solder joint. Weld failure
may result.
Contact Tip (.035”) KH712 (.035” / 0.9MM)
Drive Roll KP4364-035
Nozzle KH726
FCAW Wire LINCOLN .030 NR-211-MP
WARNING
WELD-PAK 90i FC
Welding Wire
Contact Tip
Drive Roll
Horizontal: "Drag"
Tee Joint
Maintain an electrode Stickout
of 3/8" while welding.
Wire Feed
Tension
.035 (0.9mm) - Lincoln Part No. KH712
The suggested Wire Feed Speed settings in the table below are based on a midrange wire tension
setting. The tension may be changed if required to improved wire feeding; however, the WFS setting may
have to be adjusted from the values in the table below.
Do NOT weave the arc, neither forward, backward, or sideways
FCAW -Gasless (Flux Cored)
.035 Lincoln NR-211-MP (Innershield Cored Wire)
Loading The
Wire
Suggested
Settings For
Welding
Remember: Remove the contact tip prior to loading wire
Keep tension on the wire to prevent unspooling.
2. Release spring loaded pressure arm and rotate the Idle Roll Arm away from Drive Roll.
3. Thread wire through the guide tube, over drive roll and into gun liner. Close Idle Roll arm.
Weld at a Steady Pace
Helpful Hints
For Horizontal Weld Joints, remember: "Drag if there’s Slag"
Refer to Manual for Troubleshooting Poor Weld Quality
Remove Slag with the Chipping Hammer to expose weld
Proper Gun
Angles for
common Weld
Joint Types
Direction of
Welding AND
Angle of Gun
relative to Weld
Direction
Electrical
Stickout
CONTACT TIP
ELECTRODE 3/8
V
ertical Down
Butt Joint Lap Joint
Vertical Up
45° 45°
.030 Lincoln NR-211-MP (Innershield Cored Wire)
.030 (0.8mm) - Lincoln Part No. KH711
0.030/0.035 (0.8mm/0.9mm) Knurled groove - Lincoln Part No. KP4364-035
20ga
0.9mm
18ga
1.2mm
16ga
1.6mm
14ga
2.1mm
1/8”ga
3.2mm
0.030 NR-
211
Voltage 1.5 2.5 3 4 6
WFS 3.5 5 7 8 10
0.035 NR-
211
Voltage --2346
WFS -- 3 4.5 6 10
NO GAS WITH NR-211
WIRE
Contact Tip (.030”) KH711 (.030” / 0.8MM)
FCAW Wire LINCOLN .035 NR-211-MP

TROUBLESHOOTING
WELD-PAK 90i FC
MAINTENANCE
ELECTRIC SHOCK can kill.
• Turn the input power OFF at the welding
power source before installation or
changing drive rolls and/or guides.
• Do not touch electrically live parts.
• When inching with the gun trigger, electrode and drive
mechanism are "hot" to work and ground and could
remain energized several seconds after the gun trigger
is released.
• Do not operate with covers, panels or guards removed
or open.
• Only qualified personnel should perform maintenance
work.
ITEMS REQUIRING NO MAINTENANCE
• Drive Motor and Gearbox – Lifetime lubrication
• Wire Reel Spindle – Do NOT lubricate shaft
ROUTINE AND PERIODIC MAINTENANCE
•BEFORE EACH USE - Check over machine and
accessories for any obvious condition that may prevent safe
performance or operation. Repair or replace items as
necessary to correct any abnormal condition.
AFTER 5 MINUTES OF WELDING OR WHEN SPATTER
ACCUMULATES ON THE CONTACT TIP:
•CLEANING TIP AND NOZZLE - With the power
switch in the off position, keep the contact tip and nozzle
clean to avoid arc bridging between them. Bridging can
result in a shorted nozzle, poor welds and an overheated gun.
Hint: Anti-stick spray or gel, available from a welding
supplier, may reduce buildup and aid in spatter removal.
TROUBLESHOOTING
HOW TO USE TROUBLESHOOTING GUIDE
Service and Repair should only be performed by Lincoln
Electric Factory Trained Personnel. Unauthorized repairs
performed on this equipment may result in danger to the
technician and machine operator and will invalidate your
factory warranty. For your safety and to avoid Electrical
Shock, please observe all safety notes and precautions
detailed throughout this manual.
This Troubleshooting Guide is provided to help you locate and
repair possible machine malfunctions. Simply follow the three-
step procedure listed below.
Step 1. LOCATE PROBLEM (SYMPTOM).
Look under the column labeled “PROBLEM (SYMPTOMS).” This
column describes possible symptoms that the machine may
exhibit. Find the listing that best describes the symptom that the
machine is exhibiting.
Step 2. POSSIBLE CAUSE.
The second column labeled “POSSIBLE CAUSE” lists the obvious
external possibilities that may contribute to the machine symptom.
Step 3. RECOMMENDED COURSE OF ACTION
This column provides a course of action for the Possible Cause,
generally it states to contact you local Lincoln Authorized Field
Service Facility.
If you do not understand or are unable to perform the
Recommended Course of Action safely, contact your local
Lincoln Authorized Field Service Facility.
E
ELECTRIC SHOCK can kill.
• Turn off machine at the disconnect switch
on the rear of the machine and remove
main power supply connections before
doing any troubleshooting.
WARNING
WARNING
WARNING

TROUBLESHOOTING
WELD-PAK 90i FC
Observe all Safety Guidelines detailed throughout this manual
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact your
Lincoln Authorized Service Facility for technical troubleshooting assistance before you proceed.
WWW.LINCOLNELECTRIC.COM/LOCATOR
PROBLEM
(SYMPTOMS)
POSSIBLE AREAS OF
MISADJUSTMENT(S) RECOMMENDED COURSE OF ACTION
Bead is too thick (inter-
mittently).
Travel speed is slow and/or inconsistent. Increase and maintain a constant travel speed.
Output heat range is too high. Turn the voltage down.
Bead does not penetrate base
metal.
Travel speed is inconsistent. Decrease and maintain a constant travel speed.
Output heat range is too low. Turn the voltage up.
Wire sputters and sticks to
workpiece.
The wire is damp. Change to dry wire. Be sure wire is stored in a dry location
Wire feed speed (WFS) is too fast. Reduce WFS.
Edge of weld has ragged
depressions.
Travel speed is too fast. Reduce travel speed.
WFS is too fast. Reduce WFS.
Output heat range is too high. Set the Low – High Heat Range switch to Low or the Fine
Heat Adjustment to (1).

DIAGRAMS
AC1
AC2
G
34
1
3-4
+2
12V
J
2 1
5
6
4
1
3
4
12
7
19 2
1
9
11 10
8
20
OUT +
OUT -
K 1 A C 120V /50/60HZ
RECITIFIER
REAR OF MACHINE
FRONT OF MACHINE
+t
1
2
FAN
1
2
MOTOR
M
1
2
TORCH
3 4
WELD-PAK 90i FC

WARNING
AVISO DE
PRECAUCION
ATTENTION
WARNUNG
ATENÇÃO
Spanish
French
German
Portuguese
Japanese
Chinese
Korean
Arabic
READ AND UNDERSTAND THE MANUFACTURER’S INSTRUCTION FOR THIS EQUIPMENT AND THE CONSUMABLES TO BE
USED AND FOLLOW YOUR EMPLOYER’S SAFETY PRACTICES.
SE RECOMIENDA LEER Y ENTENDER LAS INSTRUCCIONES DEL FABRICANTE PARA EL USO DE ESTE EQUIPO Y LOS
CONSUMIBLES QUE VA A UTILIZAR, SIGA LAS MEDIDAS DE SEGURIDAD DE SU SUPERVISOR.
LISEZ ET COMPRENEZ LES INSTRUCTIONS DU FABRICANT EN CE QUI REGARDE CET EQUIPMENT ET LES PRODUITS A
ETRE EMPLOYES ET SUIVEZ LES PROCEDURES DE SECURITE DE VOTRE EMPLOYEUR.
LESEN SIE UND BEFOLGEN SIE DIE BETRIEBSANLEITUNG DER ANLAGE UND DEN ELEKTRODENEINSATZ DES HER-
STELLERS. DIE UNFALLVERHÜTUNGSVORSCHRIFTEN DES ARBEITGEBERS SIND EBENFALLS ZU BEACHTEN.
Do not touch electrically live parts or
electrode with skin or wet clothing.
Insulate yourself from work and
ground.
No toque las partes o los electrodos
bajo carga con la piel o ropa moja-
da.
Aislese del trabajo y de la tierra.
Ne laissez ni la peau ni des vête-
ments mouillés entrer en contact
avec des pièces sous tension.
Isolez-vous du travail et de la terre.
Berühren Sie keine stromführenden
Teile oder Elektroden mit Ihrem
Körper oder feuchter Kleidung!
Isolieren Sie sich von den
Elektroden und dem Erdboden!
Não toque partes elétricas e elec-
trodos com a pele ou roupa molha-
da.
Isole-se da peça e terra.
Keep flammable materials away.
Mantenga el material combustible
fuera del área de trabajo.
Gardez à l’écart de tout matériel
inflammable.
Entfernen Sie brennbarres Material!
Mantenha inflamáveis bem guarda-
dos.
Wear eye, ear and body protection.
Protéjase los ojos, los oídos y el
cuerpo.
Protégez vos yeux, vos oreilles et
votre corps.
Tragen Sie Augen-, Ohren- und Kör-
perschutz!
Use proteção para a vista, ouvido e
corpo.

WARNING
AVISO DE
PRECAUCION
ATTENTION
WARNUNG
ATENÇÃO
Spanish
French
German
Portuguese
Japanese
Chinese
Korean
Arabic
LEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTES DE USO, E SIGA AS
PRÁTICAS DE SEGURANÇA DO EMPREGADOR.
Keep your head out of fumes.
Use ventilation or exhaust to
remove fumes from breathing zone.
Los humos fuera de la zona de res-
piración.
Mantenga la cabeza fuera de los
humos. Utilice ventilación o
aspiración para gases.
Gardez la tête à l’écart des fumées.
Utilisez un ventilateur ou un aspira-
teur pour ôter les fumées des zones
de travail.
Vermeiden Sie das Einatmen von
Schweibrauch!
Sorgen Sie für gute Be- und
Entlüftung des Arbeitsplatzes!
Mantenha seu rosto da fumaça.
Use ventilação e exhaustão para
remover fumo da zona respiratória.
Turn power off before servicing.
Desconectar el cable de ali-
mentación de poder de la máquina
antes de iniciar cualquier servicio.
Débranchez le courant avant l’entre-
tien.
Strom vor Wartungsarbeiten
abschalten! (Netzstrom völlig öff-
nen; Maschine anhalten!)
Não opere com as tampas removidas.
Desligue a corrente antes de fazer
serviço.
Não toque as partes elétricas nuas.
Do not operate with panel open or
guards off.
No operar con panel abierto o
guardas quitadas.
N’opérez pas avec les panneaux
ouverts ou avec les dispositifs de
protection enlevés.
Anlage nie ohne Schutzgehäuse
oder Innenschutzverkleidung in
Betrieb setzen!
Mantenha-se afastado das partes
moventes.
Não opere com os paineis abertos
ou guardas removidas.

CUSTOMER ASSISTANCE POLICY
The business of Lincoln Electric is manufacturing and selling
high quality welding equipment, automated welding systems,
consumables, and cutting equipment. Our challenge is to meet
the needs of our customers, who are experts in their elds, and to
exceed their expectations. On occasion, purchasers may ask
Lincoln Electric for information or technical information about their
use of our products. Our employees respond to inquiries to the
best of their ability based on information and specications
provided to them by the customers and the knowledge they may
have concerning the application. Our employees, however, are not
in a position to verify the information provided or to evaluate the
engineering requirements for the particular weldment, or to
provide engineering advice in relation to a specic situation or
application. Accordingly, Lincoln Electric does not warrant or
guarantee or assume any liability with respect to such information
or communications. Moreover, the provision of such information or
technical information does not create, expand, or alter any
warranty on our products. Any express or implied warranty that
might arise from the information or technical information,
including any implied warranty of merchantability or any warranty
of tness for any customers’ particular purpose or any other
equivalent or similar warranty is specically disclaimed.
Lincoln Electric is a responsive manufacturer, but the denition of
specications, and the selection and use of specic products sold
by Lincoln Electric is solely within the control of, and remains the
sole responsibility of the customer. Many variables beyond the
control of Lincoln Electric affect the results obtained in applying
these types of fabrication methods and service requirements.
WELD FUME CONTROL EQUIPMENT
The operation of welding fume control equipment is affected by
various factors including proper use and positioning of the
equipment, maintenance of the equipment and the specific
welding procedure and application involved. Worker exposure
level should be checked upon installation and periodically
thereafter to be certain it is within applicable OSHA PEL and ACGIH
TLV limits.

Manuel de l’opérateur
WELD-PAK 90i FC
À utiliser avec les numéros de produit suivants :
13397
Enregistrez votre appareil :
www.lincolnelectric.com/register
Localisateur de service autorisé et de distributeur :
www.lincolnelectric.com/locator
Besoin d’aide? Composez le 1 888 935-3877
pour parler à un représentant du service
Heures d’ouverture :
8 h à 18 h (HE), du lundi au vendredi.
Après les heures d’ouverture?
Utilisez la section « Demandez aux experts » sur lincolnelectric.com
Un représentant du service Lincoln communiquera avec vous au
plus tard le jour ouvrable suivant.
Pour le service à l’extérieur des États-Unis :
Courriel : globalservice@lincolnelectric.com
Sauvegarder pour consultation ultérieure
Date d’achat
Code : (p. ex. : 10859)
Série : (p. ex. : U1060512345)
IMF10639 | Date de publication : juin 2022
© Lincoln Global, Inc. Tous droits réservés.
THE LINCOLN ELECTRIC COMPANY
22801 St. Clair Avenue • Cleveland, OH • 44117-1199 • É.-U.
Téléphone : +1 216 481-8100 • www.lincolnelectric.com

Sécurité 01 du 04 au 10/08/2021
VEUILLEZ EXAMINER IMMÉDIATEMENT L’EMBALLAGE ET
L’ÉQUIPEMENT À LA RECHERCHE DE DOMMAGES
Lorsque cet équipement est expédié, la propriété passe à l’acheteur dès réception
par le transporteur. Par conséquent, les réclamations pour matériel endommagé
pendant l’envoi doivent être faites par l’acheteur contre l’entreprise de transport au
moment de la réception de l’envoi.
LA SÉCURITÉ DÉPEND DE VOUS
Le matériel de soudage et de coupe à l’arc de Lincoln est conçu et construit en
tenant compte de la sécurité. Toutefois, votre sécurité globale peut être augmentée
par une installation appropriée... et un fonctionnement réfléchi de votre part.
NE PAS INSTALLER, UTILISER OU RÉPARER CET ÉQUIPEMENT SANS LIRE
CE MANUEL ET LES PRÉCAUTIONS DE SÉCURITÉ FIGURANT DANS LE
PRÉSENT DOCUMENT. Et surtout, réfléchissez avant d’agir et faites attention.
AVERTISSEMENT
Cet énoncé apparaît là où l’information doit être suivie attentivement afin d’éviter
des blessures graves ou une perte de vie.
MISE EN GARDE
Cet énoncé apparaît là où l’information doit être suivie afin d’éviter les blessures
corporelles mineures ou des dommages à cet équipement.
GARDEZ LA TÊTE ÉLOIGNÉE DES VAPEURS.
ÉVITEZ de trop vous approcher de l’arc.
Portez des verres correcteurs si nécessaire
pour pouvoir travailler à une distance
raisonnable de l’arc.
LISEZ et respectez la fiche signalétique et
l’étiquette d’avertissement qui apparaît sur
tous les contenants de matériaux de
soudage.
UTILISEZ SUFFISAMMENT D’AÉRATION
ou d’échappement près de l’arc, ou les
deux, pour garder les émanations et les
gaz à l’écart de votre zone de respiration et
de la zone générale.
DANS UNE GRANDE SALLE OU À L’EXTÉRIEUR, une ventilation naturelle
peut être adéquate si vous gardez la tête à bonne distance des émanations (Voir
ci-dessous).
UTILISEZ UNE AÉRATION NATURELLE ou des ventilateurs pour éloigner les
émanations de votre visage.
Si vous présentez des symptômes inhabituels, consultez votre
superviseur.
Il se pourrait qu’il soit nécessaire de vérifier la qualité de
l’atmosphère de soudage et l’état du système de ventilation.
PORTEZ DES DISPOSITIFS DE PROTECTION
ADÉQUATS POUR LES YEUX, LES
OREILLES ET LE CORPS.
PROTÉGEZ vos yeux et votre visage avec un masque pour
soudeurs correctement ajusté et avec une plaque filtrante
appropriée (voir ANSI Z49.1).
PROTÉGEZ votre corps contre les projections de soudure et les
arcs électriques avec des vêtements de protection, y compris des
vêtements de laine, un tablier ignifuge, des gants, des leggings
de cuir et des bottes hautes.
PROTÉGEZ les autres contre les particules de soudure, les
éclairs et les reflets avec des écrans protecteurs ou des barrières.
DANS CERTAINS ESPACES, une protection contre le bruit peut être appropriée.
ASSUREZ-VOUS que l’équipement de protection est en bon état.
Portez également des lunettes de protection EN
TOUT TEMPS dans la zone de travail.
SITUATIONS PARTICULIÈRES
NE PAS SOUDER OU COUPER les contenants ou les matériaux qui avaient
auparavant été en contact avec des substances dangereuses, à moins qu’ils ne
soient adéquatement nettoyés. Cela est extrêmement dangereux.
NE PAS SOUDER OU COUPER les pièces peintes ou plaquées à moins que
des précautions particulières ne soient prises quant à la ventilation. Elles
peuvent libérer des émanations ou des gaz très toxiques.
Mesures de précaution supplémentaires
PROTÉGEZ les bouteilles de gaz comprimé contre la chaleur excessive, les
chocs mécaniques et les arcs; fixez les bouteilles pour qu’elles ne tombent pas.
ASSUREZ-VOUS que les bouteilles ne sont jamais mises à la terre et qu’elles
ne font pas partie d’un circuit électrique.
RETIREZ tous les risques d’incendie potentiels de la zone de soudure.
AYEZ TOUJOURS À VOTRE DISPOSITION UN ÉQUIPEMENT DE LUTTE
CONTRE LES INCENDIES PARÉ À TOUTE UTILISATION IMMÉDIATE;
SACHEZ COMMENT L'UTILISER.
SECTION A :
AVERTISSEMENTS

SÉCURITÉ
Sécurité 02 du 04 au 10/08/2021
AVERTISSEMENTS DE LA PROPOSITION 65 DE LA
CALIFORNIE
AVERTISSEMENT: Respirer l’échappement de moteur diesel vous
expose à des produits chimiques reconnus par l’État de la
Californie pour causer le cancer et des anomalies congénitales
ou d’autres dommages à la reproduction.
•Démarrez et faites toujours fonctionner le moteur dans un
endroit bien aéré.
•Si vous êtes dans une zone exposée, évacuez
l’échappement à l’extérieur.
•Ne modifiez et n’altérez pas le système d’échappement.
•Ne faites pas tourner le moteur au ralenti, sauf si nécessaire.
Pour en savoir plus, consultez le site
www.P65 warnings.ca.gov/diesel
AVERTISSEMENT : Ce produit, lorsqu’il est utilisé pour le
soudage ou le découpage, produit des émanations ou des
gaz contenant des produits chimiques reconnus par l’État de
la Californie pour causer des anomalies congénitales et, dans
certains cas, un cancer. (Code de santé et de sécurité de la
Californie section 25249.5 et suivantes)
AVERTISSEMENT : Cancer and Reproductive Harm
www.P65warnings.ca.gov
LE SOUDAGE À L’ARC PEUT ÊTRE DANGEREUX.
PROTÉGEZ-VOUS ET D’AUTRES PERSONNES CONTRE DES
BLESSURES GRAVES OU MORTELLES. GARDEZ LES
ENFANTS À L’ÉCART. LES PORTEURS DE STIMULATEURS
CARDIAQUES DOIVENT CONSULTER LEUR MÉDECIN
AVANT D’UTILISER LE PRODUIT.
Lisez et comprenez les faits saillants de sécurité suivants. Pour des
renseignements supplémentaires sur la sécurité, il est fortement recommandé
d’acheter une copie du document « Sécurité de la soudure et de la coupe -
Norme ANSI Z49.1 » de l’American Welding Society, P.O. Box 351040, Miami,
Floride 33135 ou de la norme CSA W117.2. Une copie gratuite du livret
« Sécurité pour le soudage à l’arc » E205 est disponible auprès de Lincoln
Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.
ASSUREZ-VOUS QUE TOUTES LES PROCÉDURES D’INSTALLATION,
D’UTILISATION, D’ENTRETIEN ET DE RÉPARATION SONT EFFECTUÉES
UNIQUEMENT PAR DES PERSONNES QUALIFIÉES.
POUR ÉQUIPEMENT MOTORISÉ
1.a. Éteignez le moteur avant de procéder au dépannage et à
l’entretien, à moins que le travail d’entretien n’exige qu’il soit
en marche.
1.b. Faites tourner le moteur dans des aires ouvertes et bien
ventilées, ou acheminez à l’extérieur du local les vapeurs
d'échappement du moteur.
1.c. Ne faites pas d’appoint de carburant à proximité d’un arc de
soudage ou d’une flamme nue, ou lorsque le moteur est en
marche. Coupez le moteur et laissez-le refroidir avant de le
ravitailler en carburant afin d’empêcher tout carburant renversé de
s’évaporer au contact des pièces chaudes du moteur et de
s’enflammer. Évitez de renverser du carburant lors du remplissage du réservoir. Si
du carburant a été renversé, essuyez-le, et ne démarrez pas le moteur tant que les
vapeurs de carburant n’ont pas été éliminées.
1.d. Gardez toutes les protections ainsi que tous les
couvercles et dispositifs de sécurité en position et en
bon état. Gardez les mains, les cheveux, les vêtements
et les outils loin des courroies en V, des engrenages,
des ventilateurs et de toutes les autres pièces mobiles
lors de l’amorçage, de l’utilisation ou de la réparation
de l’équipement.
1.e. Dans certains cas, il peut être nécessaire de retirer les dispositifs de sécurité pour
effectuer l’entretien requis. Retirez les dispositifs de protection uniquement si
nécessaire et replacez-les lorsque l’entretien nécessitant leur retrait est terminé.
Soyez toujours vigilant lorsque vous travaillez près des pièces mobiles.
1.f. Ne mettez pas vos mains près du ventilateur du moteur. Ne tentez pas de
contourner le régulateur ou le tendeur en appuyant sur les tiges de commande de
l’accélérateur pendant que le moteur tourne.
1.g. Pour éviter de démarrer accidentellement les moteurs à essence lors de la mise en
marche du moteur ou du générateur de soudage pendant le travail d’entretien,
débranchez les fils de bougie, le capuchon du distributeur ou le fil magnéto, selon le
cas.
1.h. Pour éviter de vous ébouillanter, ne retirez pas le bouchon
de radiateur lorsque le moteur est encore chaud.
1.i. Le fait d’utiliser une génératrice à l’intérieur PEUT VOUS
TUER EN QUELQUES MINUTES!
1.j. Les vapeurs d’échappement de la génératrice contiennent
du monoxyde de carbone. Il s’agit d’un poison que vous ne
pouvez ni voir ni sentir.
1.k. Ne l’utilisez JAMAIS dans la maison ou le
garage MÊME SI les portes et les fenêtres
sont ouvertes.
1.l. Utilisez-la uniquement À L'EXTÉRIEUR et
loin des fenêtres, des portes et des trappes
de ventilation.
1.m. Évitez les autres risques associés à la
génératrice. LIRE LE MANUEL AVANT
UTILISATION.
LES CHAMPS ÉLECTRIQUES
ET MAGNÉTIQUES PEUVENT
ÊTRE DANGEREUX
2.a. Le courant électrique qui circule dans un conducteur crée des
champs électromagnétiques localisés. Le courant de soudage
crée des champs électromagnétiques autour des câbles de
soudage et des appareils à souder.
2.b. Les champs électromagnétiques peuvent interférer avec
certains stimulateurs cardiaques, et les soudeurs qui portent un
stimulateur cardiaque doivent consulter leur médecin avant de
souder.
2.c. L'exposition aux champs électromagnétiques dans le soudage
peut avoir d’autres effets sur la santé qui ne sont pas connus.
2.d. Tous les soudeurs doivent utiliser les procédures suivantes afin de réduire au
minimum l’exposition aux champs électromagnétiques provenant du circuit de
soudage :
2.d.1. Acheminez l’électrode et les câbles de travail ensemble - fixez-les
avec du ruban lorsque possible.
2.d.2. N’enroulez jamais l’électrode autour de votre corps.
2.d.3. Ne placez pas votre corps entre l’électrode et les câbles de travail. Si
le câble de l’électrode est sur votre côté droit, le câble de travail doit
également être sur votre côté droit.
2.d.4. Connectez le câble de travail à la pièce à souder, le plus près possible
de la zone de soudage.
2.d.5. Ne travaillez pas à proximité de la source d’alimentation de soudage.
LES DÉCHARGES
ÉLECTRIQUES PEUVENT TUER.
3.a. L’électrode et les circuits de travail (ou de mise à la terre) sont électriquement
« chauds » lorsque la soudeuse est allumée. Ne touchez pas ces pièces « chaudes »

SÉCURITÉ
Sécurité 03 du 04 au 10/08/2021
avec votre peau nue ou vos vêtements mouillés. Portez des gants secs et sans trou
pour vous isoler les mains.
3.b. Isolez-vous du travail et du sol à l’aide d’une isolation sèche. Assurez-vous que
l’isolant est suffisamment grand pour couvrir toute votre zone de contact physique
avec la pièce travaillée et le sol.
En plus des précautions de sécurité normales, si le soudage doit être effectué
dans des conditions dangereuses du point de vue électrique (dans des
endroits humides ou lors du port de vêtements mouillés, sur des structures
métalliques comme des planchers, des grilles ou des échafaudages, lorsqu’il y
a un risque élevé de contact inévitable ou accidentel avec le travail ou le sol),
utilisez l’équipement suivant:
•Soudeuse à tension constante (fil) semi-automatique c.c.
•Soudeuse manuelle (bâtonnet) c.c.
•Soudeuse c.a. avec contrôle de tension réduite.
3.c. Dans le soudage par fil semi-automatique ou automatique, l’électrode, le dévidoir
d’électrode, la tête de soudage, la buse ou le pistolet de soudage semi-automatique
sont également « chauds » du point de vue électrique.
3.d. Assurez-vous toujours que le câble de travail fait une bonne connexion électrique
avec le métal soudé. La connexion doit être aussi près que possible de la zone
soudée.
3.e. Reliez à la terre la pièce travaillée ou le métal à souder sur une bonne prise de terre.
3.f. Maintenez le porte-électrode, la pince de travail, le câble de soudage et l'appareil de
soudage en bon état de fonctionnement sécuritaire. Remplacez l’isolant endommagé.
3.g. Ne trempez jamais l’électrode dans l’eau pour le refroidissement.
3.h. Ne touchez jamais simultanément de parties sous tension des porte-électrodes
connectés à deux soudeuses parce que la tension entre les deux peut être le total de
la tension de circuit ouverte des deux soudeuses.
3.i. Lorsque vous travaillez au-dessus du niveau du plancher, utilisez une ceinture de
sécurité pour vous protéger contre une chute si vous subissez un choc.
3.j. Consultez aussi les Sections 6.c. et 8.
LES RAYONS D’ARC PEUVENT
CAUSER DES BRÛLURES.
4.a. Utilisez un écran avec le filtre approprié et des plaques de recouvrement pour
protéger vos yeux contre les étincelles et les rayons d’arc lors du soudage ou de
l’observation d’un soudage à arc ouvert. L’écran facial et le filtre doivent être
conformes à la norme ANSI Z87.1.
4.b. Utilisez des vêtements appropriés fabriqués à partir de matériaux durables résistants
aux flammes pour protéger votre peau et celle de vos assistants contre les rayons
d’arc.
4.c. Protégez les autres membres du personnel à proximité avec un écran ininflammable
approprié et/ou avertissez-les de ne pas regarder l’arc et de ne pas s’exposer aux
rayons d’arc ou aux projections ou au métal chauds.
LES ÉMANATIONS ET LES GAZ
PEUVENT ÊTRE DANGEREUX
POUR VOTRE SANTÉ.
5.a. Le soudage peut produire des émanations et des gaz dangereux pour la
santé. Évitez de respirer ces émanations et gaz. Lorsque vous soudez,
gardez la tête à bonne distance des émanations. Utilisez suffisamment
d’aération et/ou d’échappement au niveau de l’arc pour maintenir les
émanations et les gaz à bonne distance de votre zone de respiration et de
la zone générale. Lors de la soudure de revêtements durs (voir les instructions
sur le contenant ou la FDS) ou sur le plomb ou l’acier cadmié et autres métaux
ou revêtements qui produisent des émanations de fumées hautement toxiques,
limitez l’exposition autant que possible et maintenez-la au-dessous des limites
TLV de l’ACGIH et PEL de l’OSHA en utilisant l’échappement disponible sur
place ou une ventilation mécanique, à moins que les évaluations de
l’exposition n’indiquent autres mesures. Dans les espaces clos ou dans
certaines circonstances, à l’extérieur, un respirateur peut être requis. Des
précautions supplémentaires sont également requises lors du soudage sur
l’acier galvanisé.
5. b. Le fonctionnement de l’équipement de contrôle des émanations de soudage est affecté
par divers facteurs, notamment l’utilisation et le positionnement adéquats de
l’équipement, l’entretien de l’équipement ainsi que la procédure et l’application
spécifiques de soudage. Le niveau d’exposition des travailleurs doit être vérifié lors
de l’installation et périodiquement par la suite pour être certain qu’il se situe dans les
limites TLV de l’ACGIH et PEL de l’OSHA applicables.
5.c. Ne soudez pas dans des endroits près des émanations d’hydrocarbures chlorés
provenant des opérations de dégraissage, de nettoyage ou de pulvérisation. La
chaleur et les rayons d’arc peuvent réagir avec des émanations de solvant pour
former des phosgènes, un gaz très toxique et d’autres produits irritants.
5.d. Les gaz de protection utilisés pour le soudage à l’arc peuvent déplacer l’air et
causer des blessures ou la mort. Utilisez toujours une ventilation
adéquate, surtout dans les espaces confinés, pour assurer que l’air respiré
est sain.
5.e. Lisez et comprenez les instructions du fabricant pour cet équipement et les
consommables à utiliser, y compris la fiche de données de sécurité (FDS),
et suivez les pratiques de sécurité de votre employeur. Les formulaires de
FDS sont disponibles auprès de votre distributeur de soudage ou du
fabricant.
5.f. Voir aussi l’article 1.b.

SÉCURITÉ
Sécurité 04 du 04 au 10/08/2021
LES ÉTINCELLES DE SOUDAGE
ET DE DÉCOUPAGE PEUVENT
PROVOQUER UN INCENDIE OU
UNE EXPLOSION.
6.a. Éliminez les risques d’incendie de la zone de soudure. Si cela n’est pas possible,
couvrez-les pour empêcher les étincelles de soudage de provoquer un incendie.
Rappelez-vous que les étincelles et les matériaux chauds du soudage peuvent
facilement passer par de petites fissures et ouvertures dans des zones adjacentes.
Évitez de souder près des conduites hydrauliques. Ayez un extincteur facilement
disponible.
6.b. Lorsque des gaz comprimés doivent être utilisés sur le chantier, des précautions
particulières doivent être prises pour prévenir les situations dangereuses. Consultez
la section « Sécurité de la soudure et de la coupe » (norme ANSI Z49.1) et les
informations d’utilisation de l’équipement utilisé.
6.c. Lorsqu’il n’y a pas de soudure, assurez-vous qu’aucune partie du circuit de
l’électrode ne touche la pièce travaillée ou le sol. Un contact accidentel peut
provoquer une surchauffe et causer un incendie.
6.d. Ne chauffez, ne coupez et ne soudez pas des réservoirs, des barils ou des
contenants jusqu’à ce que les mesures appropriées aient été prises pour s’assurer
que ces procédures ne causeront pas d’émanations inflammables ou toxiques
provenant des substances à l’intérieur. Ils peuvent causer une explosion même s’ils
ont été « nettoyés ». Pour de plus amples renseignements, veuillez acheter
« Pratiques sécuritaires recommandées pour la préparation et la coupe des
contenants et des canalisations qui ont contenu des substances dangereuses »,
AWS F4.1 de la American Welding Society (voir l’adresse ci-dessus).
6.e. Ventilez les moulages ou les contenants creux avant de les chauffer, de les couper
ou de les souder. Ils peuvent exploser.
6.f. L’arc de soudage émet des étincelles et des projections. Portez des vêtements de
protection sans huile comme des gants en cuir, une chemise épaisse, des pantalons
sans revers, des chaussures hautes et une casquette sur vos cheveux. Portez des
bouchons d’oreille lors de la soudure en position inhabituelle ou dans des endroits
confinés. Portez toujours des lunettes de sécurité avec des écrans latéraux lorsque
vous êtes dans une zone de soudage.
6.g. Branchez le câble de travail à la pièce travaillée aussi près que possible de la zone
de soudure. Les câbles de travail raccordés à la charpente du bâtiment ou à d’autres
endroits éloignés de la zone de soudure augmentent le risque que le courant de
soudure passe par des chaînes de levage, des câbles de grue ou d’autres circuits
imprévus. Cela peut causer des incendies ou surchauffer les chaînes ou les câbles
jusqu’à ce qu’ils connaissent une défaillance.
6.h. Voir aussi l’article 1.c.
6.I. Lisez et respectez la norme NFPA 51B « Norme pour la prévention des incendies
pendant la soudure, la coupe et les autres travaux chauds (Standard for Fire
Prevention During Welding, Cutting and Other Hot Work) », disponible auprès de
NFPA, 1 Batterymarch Park, PO box 9101, Quincy, MA 022690-9101.
6.j. N’utilisez pas une source d’alimentation de soudage pour la décongélation des
tuyaux.
LA BOUTEILLE PEUT EXPLOSER SI ELLE
EST ENDOMMAGÉE.
7.a. Utilisez uniquement des bouteilles de gaz comprimé contenant
le gaz de protection approprié pour le procédé utilisé et les
régulateurs d’exploitation adéquats conçus pour le gaz et la
pression utilisés. Tous les flexibles, raccords, etc. doivent
convenir à l’application et être bien entretenus.
7.b. Gardez toujours les bouteilles en position verticale fermement
attachées à un cadre de support mobile ou à un support fixe.
7.c. Les bouteilles doivent être situées :
•Loin des zones où elles peuvent être heurtées ou soumises à des dommages
physiques.
• À une distance sécuritaire de la soudure à l’arc ou des opérations de coupe et
de toute autre source de chaleur, d’étincelles ou de flammes.
7.d. Ne laissez jamais l’électrode, le porte-électrode ou toute autre pièce « chaude » du
point de vue électrique toucher une bouteille.
7.e. Gardez la tête et le visage à bonne distance de la sortie de la vanne de la bouteille
lorsque vous ouvrez la valve de la bouteille.
7.f. Les capuchons de protection des vannes doivent toujours être en place et serrés à la
main, sauf lorsque la bouteille est utilisée ou connectée pour utilisation.
7.g. Lisez et suivez les instructions sur les bouteilles de gaz comprimé, l’équipement
connexe et la publication CGA P-l, « Précautions pour la manipulation sécuritaire des
gaz comprimés en bouteilles (Precautions for Safe Handling of Compressed Gases
in Cylinders) », disponible auprès de la Compressed Gas Association, 14501 George
Carter Way Chantilly, VA 20151.
POUR L'ÉQUIPEMENT
ÉLECTRIQUE MOTORISÉ.
8.a. Éteignez l’alimentation d’entrée à l’aide du commutateur de
débranchement à la boîte de fusibles avant de travailler sur
l’équipement.
8.b. Installez l’équipement conformément au Code national de l’électricité des États-Unis,
à tous les codes locaux et aux recommandations du fabricant.
8.c. Assurez la mise à la terre de l’équipement conformément au Code national de
l’électricité des États-Unis et aux recommandations du fabricant.
Consultez
http://www.lincolnelectric.com/safety
pour obtenir de l'information supplémentaire sur la
sécurité.

WELD-PAK 90i FC
2
Spécifications techniques ...................................................................................................................................... 4
Caractéristiques haut de gamme incluant : ............................................................................................................ 4
Sélectionner l’emplacement approprié ................................................................................................................... 5
Meulage ................................................................................................................................................................. 5
Empilage ................................................................................................................................................................ 5
Transport - Déchargement ..................................................................................................................................... 5
Basculement .......................................................................................................................................................... 5
Cote environnementale .......................................................................................................................................... 5
Connexion d’alimentation d’entrée......................................................................................................................... 6
Chargement et filetage des fils .............................................................................................................................. 7
Fonctionnement de l’appareil ............................................................................................................................... 10
Liste des pièces de rechange .............................................................................................................................. 11
Entretien de routine et périodique ........................................................................................................................ 12
Comment utiliser le guide de dépannage ............................................................................................................ 12

WELD-PAK 90i MIG INSTALLATION
3
DESCRIPTION DU PRODUIT
RÉSUMÉ DU PRODUIT
La Weld-Pak® 90i FC est une machine de soudage à tension constante
c.c. ayant un régime nominal de 90 ampères, 18,5 volts, à un facteur de
marche de 30 %. L’unité Weld-Pak® est destinée à la fabrication, à
l’entretien, à l’usage domestique et aux ateliers de carrosserie. L’appareil
est doté d’un étui portable et robuste. L’interface utilisateur est dotée de
deux boutons : un pour la tension et un pour la vitesse d’alimentation du fil.
La Weld-Pak® 90i FC est conçue pour le marché nord-américain et
fonctionne sur une alimentation 120 V monophasée de 60 Hz. Un aperçu
des capacités d’entrée et de sortie de la machine est indiqué sur la plaque
signalétique illustrée ici.
La machine est équipée des accessoires suivants :
•Pistolet WP150L
•Câble de travail avec pince
•Tubes-contact de rechange
•Tableau des procédures et
documentation
90i FC
N° de code :
N° de série :
CSA C22.2 Nº 60974-1:19
ANSI/NEMA/CEI 60974-1-2019
U0 = 45 V
U1 = 120 V
1 ~ 60 Hz
IP21S
30 A/15,5 V à 120 A/20 V
X
30 %
60 %
100 %
I2
90 A
64 A
50A
U2
18,5 V
17,2 V
16,5 V
I1max = 21 A
I1eff = 11,5 A

WELD-PAK 90i MIG INSTALLATION
4
INSTALLATION
SPÉCIFICATIONS TECHNIQUES – K5255-1 WELD-PAK 90i FC
PLAGE DE COURANT DE SORTIE
VITESSE DE LA TÊTE DE SOUDAGE
30 À 12 A
0 À 200 IPM
TENSION DE CIRCUIT OUVERT
DIAMÈTRE DE FIL APPROPRIÉ
V (RMS)
0,030 po, 0,035 po
CIRCUIT D’ENTRÉE
POIDS BRUT
120 V C.A.
7 kg (15 lb)
CYCLE DE SERVICE
VALEUR NOMINALE IP
30 % À 90 A
IP21S
CARACTÉRISTIQUES HAUT DE GAMME INCLUANT :
1. Source d’alimentation de l’onduleur – plus efficace pour
fonctionner, offre des caractéristiques de soudure plus lisses
que les soudeurs traditionnels
2. Tension de soudage infinie pour permettre un réglage précis
des caractéristiques de soudure
3. Cycle de service de 30 % à 90 A
4. Léger et portatif – Idéal pour l’entretien et les soudeurs mobiles
PROTECTION THERMIQUE
L’appareil a un cycle de service de sortie maximum de 30 %. Si le
cycle de service est dépassé, un protecteur thermique arrête la
sortie jusqu’à ce que l’appareil refroidisse à une température de
fonctionnement normale. Il s’agit d’une fonction automatique de
l’appareil et elle ne nécessite aucune intervention de l’utilisateur.
ACCESSOIRES REQUIS
•Masque
•Veste
•Gants

WELD-PAK 90i MIG INSTALLATION
5
Lisez toute cette section d’installation avant de commencer l’installation.
Précautions de sécurité
N’essayez pas d’utiliser cet équipement avant d’avoir lu attentivement
toutes les informations d’installation, d’utilisation et d’entretien fournies
avec votre équipement. Ils comprennent des précautions de sécurité
importantes ainsi que des instructions d’utilisation et d’entretien
détaillées.
AVERTISSEMENT
Les DÉCHARGES ÉLECTRIQUES
peuvent tuer.
• Seul le personnel qualifié doit effectuer cette
installation.
• Ne touchez pas les pièces électriques sous
tension.
• Connectez toujours l’appareil à une alimentation secteur mise à la
terre.
SÉLECTIONNER L’EMPLACEMENT APPROPRIÉ
Placez le soudeur où l’air de refroidissement propre peut circuler
librement par le devant et l’arrière des évents et vers l’extérieur. La
saleté, la poussière ou tout corps étranger qui peuvent être aspirés
par les évents et dans le soudeur doivent être maintenus au
minimum. Le non-respect de ces précautions peut entraîner des
températures de fonctionnement excessives, ce qui peut entraîner
une défaillance de l’installation.
MEULAGE
Ne dirigez pas les particules de meulage vers le poste à souder.
Une abondance de matériaux conducteurs peut causer une
défaillance de l’installation.
EMPILAGE
Cet appareil ne peut pas être empilé.
TRANSPORT - DÉCHARGEMENT
Ne sous-estimez jamais le poids de l’équipement, ne le déplacez
jamais ou le laissez suspendu en l’air au-dessus des personnes.
L’appareil doit être soulevé et transporté par la sangle fournie ou sur
un socle de chargement. L’appareil ne doit pas être transporté par
l’entrée, le cordon, les câbles de sortie ou le pistolet de soudage.
Utilisez des techniques de levage appropriées lorsque vous
transportez ou soulevez l’appareil pour éviter les blessures.
AVERTISSEMENT
S’il tombe, l’équipement peut causer
des blessures. Ne jamais soulever le
poste à souder avec la bouteille de
gaz fixée. Ne jamais soulever au-
dessus des personnes.
BASCULEMENT
L’appareil doit être placé sur une surface plane et sécuritaire
COTE ENVIRONNEMENTALE
La source d’alimentation de soudage a la cote IP21S. Il peut être
utilisé dans des environnements industriels et commerciaux
normaux. Éviter d’utiliser dans les endroits où il y a de l’eau/de la
pluie.
Lire et suivre les « Avertissements relatifs aux chocs électriques »
dans la section de sécurité si le soudage doit être effectué dans des
conditions électriquement dangereuses telles que le soudage dans
des zones humides ou s’il y a de l’eau sur la pièce.
AVERTISSEMENT
Les DÉCHARGES ÉLECTRIQUES
peuvent tuer.
• Cette soudeuse doit être mise à la terre
MISE EN GARDE
Le générateur haute fréquence étant
similaire à un émetteur radio, il peut
provoquer des interférences avec les
équipements radio, TV et autres
équipements électroniques.
• Ces problèmes peuvent être le résultat d’interférences rayonnées.
Des méthodes de mise à la terre appropriées peuvent réduire ou
éliminer ces problèmes.
Les rayonnements perturbateurs peuvent se développer des façons
suivantes
1. Interférence directe de la source d’alimentation du soudeur
2. Interférence directe des fils de soudage
3. Interférence directe émise par la rétroaction vers les lignes
électriques
4. Interférence du renvoi de radiation par des objets métalliques
non mis à la terre
En gardant ces facteurs contributifs à l’esprit, l’installation de
l’équipement conformément aux instructions suivantes devrait
minimiser les problèmes
1. Garder les lignes d’alimentation d’entrée du poste de soudeur
aussi courtes que possible et les confiner le plus possible dans
un conduit métallique ou un blindage équivalent. Il devrait y
avoir un bon contact électrique entre ce conduit et la masse
(Terre)
2. Garder le travail et les fils d’électrode aussi courts que possible.
Coller les fils ensemble lorsque cela est possible
3. S’assurer que les revêtements en caoutchouc du chalumeau et
des fils de terre sont exempts de coupures et de fissures qui
permettent une fuite de courant de soudage
4. Maintenir la connexion du fil de terre au travail en bon état –
Nettoyer la zone sur l’établi où la pince de terre est posée
régulièrement.

WELD-PAK 90i MIG INSTALLATION
6
FIGURE 1
1. Réglage de la tension
2. Réglage de la vitesse d’alimentation du fil
3. Voyants DEL d’alimentation et de protection
4. Torche à fil fourré sans gaz
5. Pince de travail
6. Interrupteur d’alimentation
7. Câble d’alimentation d’entrée
8. Loquet du couvercle de la bobine
CONNEXION D’ALIMENTATION D’ENTRÉE
L’appareil a une connexion d’entrée, le câble d’entrée
d’alimentation. Le câble d’entrée d’alimentation se trouve à l’arrière.
Le Weld-Pak 90i FC est fourni avec un câble de 120 V, 6 pi (1,8 m)
de longueur, avec une fiche de 15 A, 5 à 15 P moulée sur le cordon.
La sortie nominale du Weld-Pak 90i FC est disponible lorsqu'il est
connecté à un circuit de dérivation de 20 A. Lorsqu’il est connecté à
un circuit de dérivation à faible capacité, un courant de soudage
moins fort et un cycle de service doivent être utilisés.
EXIGENCES DU CODE POUR LES CONNEXIONS D’ENTRÉE
ÉLECTRIQUE
AVERTISSEMENT
Cet appareil à souder doit être branché à une source d’alimentation
conformément aux codes électriques applicables.
Le Code national de l’électricité fournit des normes pour la capacité
de manutention en ampères des conducteurs d’alimentation en
fonction du cycle de service de la source de soudage.
Si vous avez des questions à savoir si l’installation répond aux
exigences du code de l’électricité applicables, consultez un
électricien qualifié.
AVERTISSEMENT
Ne connectez pas l’appareil à une source alimentation dont la tension
nominale est supérieure à 125 volts.
Ne retirez pas la broche de mise à la terre du cordon d’alimentation.
UTILISATION DE LA RALLONGE
Si une rallonge est nécessaire, utilisez-en une qui est conçue pour
l’application et qui a 3 conducteurs de calibre 14 AWG (2,1 mm2) ou
plus. Les longueurs maximales recommandées sont de 7,5 m (25 pi)
si un calibre 14 AWG (2,1 mm2) est utilisé et de 15 m (50 pi) si un
calibre 12 AWG (3,3 mm2) est utilisé.
SOUDAGE À L’ARC AVEC FIL FOURRÉ (INNERSHIELD)
L’électrode recommandée pour le processus auto-blindé avec fil
fourré est l’Innershield NR-211-MPP de Lincoln de 0,9 mm (0,035
po) de diamètre sur des bobines de 0,5 kg (1 lb).

WELD-PAK 90i MIG INSTALLATION
7
CHARGEMENT ET FILETAGE DES FILS
Se reporter à la figure 2.
Mettre l’interrupteur d’alimentation de l’appareil à la position éteinte (« 0 »)
avant de travailler à l’intérieur du boîtier d’alimentation.
S’assurer que le rouleau d’entraînement d’alimentation du fil et le tube-
contact du pistolet correspondent au diamètre et au type de fil utilisés.
1. Pousser la bobine sur le mandrin de sorte que le fil s’insère du bas
de la bobine vers le rouleau d’entraînement.
2. Pousser l’entretoise de bobine sur le mandrin, contre la bobine.
3. Glisser le ressort sur la bobine, puis appuyer sur le verrou de la
bobine, en le tournant dans le sens horaire pour verrouiller
l’ensemble de bobine sur le mandrin.
FIGURE 2
DÉTAILS CONCERNANT L’ENFILAGE DU FIL
Se reporter à la figure 3.
4. Relâcher la vis de serrage à ressort et faire tourner le bras du
rouleau de ralenti loin du rouleau d’entraînement d’alimentation du
fil. S’assurer que la grosseur imprimée visible du rouleau
d’entraînement, face à vous, correspond à la grosseur du fil utilisé.
5. Détacher soigneusement l’extrémité du fil de la bobine. Maintenir la
tension sur le fil pour empêcher la bobine de se dérouler et ne pas
relâcher le fil avant l’étape 5.
6. Couper la partie pliée du fil et redresser les 4 premiers pouces (100 mm).
7. Enfiler le fil dans le tube de guidage entrant, par-dessus le rouleau
d’entraînement et dans la gaine du pistolet.
8. Fermer le bras du rouleau de ralenti et tourner la vis de serrage
jusqu’à ce que le rouleau de ralenti appuie fermement sur le fil
(vous pouvez maintenant relâcher le fil de soudage). S’assurer que
le fil est positionné dans la rainure du rouleau d’entraînement
inférieur.
9. La vis de serrage à ressort sur le bras du rouleau de ralenti ajuste la
pression sur le fil. Ajuster la pression en tournant la vis de serrage
pour éviter qu’elle ne dépasse la bobine, tout en permettant une
alimentation fluide et facile du fil. Commencer par la pression réglée
à une valeur intermédiaire. Réajuster, au besoin. Si le rouleau
d’entraînement glisse pendant l’alimentation du fil, la pression doit
être augmentée jusqu’à ce que le fil soit correctement alimenté.
FIGURE 3
Capuchon à ressort et
verrou de bobine
Entretoise de bobine
Bobine
Noter le sens du fil
Mandrin
Interrupteur
d’alimentation à
froid
Vis de serrage à
ressort
Tube de
guidage
entrant
Rouleau
d’entraînement
d’alimentation
de fil
Bras de
ralenti

WELD-PAK 90i MIG INSTALLATION
8
FIL DE SORTIE
10. Retirer la buse et le tube-contact du pistolet.
11. Mettre l’appareil en marche (« I »).
12. Redresser le câble du pistolet.
13. Enfoncer l’interrupteur d’alimentation à froid et faire passer le
fil de soudage à travers le pistolet et le câble. (Pointer le
pistolet loin de vous et des autres en alimentant le fil).
Relâcher l’interrupteur d’alimentation à froid après l’apparition
du fil à l’extrémité du pistolet.
14. Éteindre l’appareil.
15. Replacer la buse et le tube-contact. Se reporter à la figure B-4.
Couper le fil de façon à ce que 10 à 15 mm (3/8 po à 5/8 po)
dépasse l’extrémité de la buse.
16. Allumer l’appareil. L’appareil est maintenant prêt à souder.
FIGURE 4
TUBE-
CONTACT
ÉLECTRODE DE FIL
Distance du tube-
contact à la pièce à
travailler 10 à 15 mm
(3/8 po à 5/8 po)

WELD-PAK 90i FC FONCTIONNEMENT
9
FONCTIONNEMENT
Veuillez lire et comprendre entièrement cette section avant d’utiliser
votre commande à distance CrossLinc.
SYMBOLES GRAPHIQUES UTILISÉ DANS CE
MANUEL OU PAR CETTE MACHINE
PUISSANCE D’ENTRÉE
ON (MARCHE
OFF (ARRÊT
TEMPÉRATURE ÉLEVÉE
DISJONCTEUR
TÊTE DE SOUDAGE
SORTIE POSITIVE
SORTIE NÉGATIVE
CONVERTISSEUR
PUISSANCE D’ENTRÉE
COURANT DIRECT
TENSION DE CIRCUIT
OUVERT
TENSION D’ENTRÉE
TENSION DE SORTIE
COURANT D’ENTRÉE
COURANT DE SORTIE
MISE À LA TERRE DE
PROTECTION
AVERTISSEMENT ou
MISE EN GARDE
Explosion
Tension dangereuse
Risque de choc

WELD-PAK 90i FC FONCTIONNEMENT
10
Précautions de sécurité
N’essayez pas d’utiliser cet équipement avant d’avoir lu attentivement
tous les manuels d’utilisation et d’entretien fournis avec votre
équipement et tout appareil de soudage connexe avec lequel il sera
utilisé. Ils comprennent des précautions de sécurité importantes ainsi
que des instructions d’utilisation et d’entretien détaillées.
FONCTIONNEMENT DE L’APPAREIL
Une fois que vous avez configuré l’appareil conformément aux
instructions, reportez-vous au tableau
B.1 et à l’autocollant de procédure situé à l’intérieur de la porte du
compartiment d’entraînement des fils de votre appareil pour obtenir
des informations sur la configuration, les consommables et les
conseils rapides pour le soudage.
1. Sélectionner la tension de soudage (puissance), en fonction de
l’épaisseur du matériau de la pièce travaillée, requise sur le
panneau avant.
2. Sélectionner la vitesse d’alimentation du fil requise sur le bouton
« vitesse du fil ».
3. S’assurer de porter les vêtements et l’équipement de sécurité
appropriés pour le soudage (p. ex., masque de soudage, gants,
tablier, etc.) FIGURE 5
4. Raccorder la pince de travail au métal à souder. La pince de
travail doit avoir un bon contact électrique avec la pièce à
travailler. La pièce à travailler doit également être mise à la terre
comme indiqué dans les Précautions de sécurité pour le soudage
à l’arc au début de ce manuel.
5. En fonction du type et de l’orientation du joint de soudure,
positionner le pistolet dans le joint à l’angle approprié.
6. Pour commencer le soudage, soulever le garde-main ou abaisser
le casque pour protéger les yeux, puis appuyer sur la gâchette.
7. Pendant le soudage, se déplacer à une vitesse constante et
maintenir une longueur d’électrode de 3/8 po.
8. Relâcher la gâchette du pistolet pour arrêter le soudage.
9. Lorsqu’il n’y a plus de soudure à faire, éteindre l’appareil.
AVERTISSEMENT
Les DÉCHARGES ÉLECTRIQUES
peuvent tuer.
• Ne touchez pas les pièces sous tension comme les
bornes de sortie ou le câblage interne.
• Isolez-vous du travail et du sol.
• Portez toujours des gants isolants secs.
Les ÉTINCELLES DE SOUDAGE
peuvent causer un incendie ou une
explosion.
• Gardez le matériel inflammable éloigné.
• Ne pas souder sur des contenants qui ont contenu
des combustibles.
Les RAYONS D’ARC peuvent causer
des brûlures.
• Portez une protection pour les yeux, les oreilles et
le corps.
LES ÉMANATIONS ET LES GAZ
peuvent être dangereux pour votre
santé.
Bien que l’élimination de la matière particulaire de
la fumée de soudage puisse réduire l’exigence de
ventilation, les concentrations d’émanations et de gaz évacués
transparents peuvent tout de même être dangereuses pour la santé.
Évitez de respirer des concentrations élevées de ces émanations et de
ces gaz. Utilisez une ventilation adéquate lors du soudage. Voir ANSI
Z49.1, « Sécurité dans le soudage et le découpage », publié par
l’American Welding Society.
TABLEAU B.1
Câble de
pistolet
Pièce à
travailler
Pince de
travail

WELD-PAK 90i FC FONCTIONNEMENT
11
FCAW - Sans gaz (avec fil fourré)
Fil de soudage
Lincoln NR-211-MP 0,030 (fil fourré Innershield)
Lincoln NR-211-MP 0,035 (fil fourré Innershield)
Tube-contact
0,8 mm (0,030 po) - Lincoln, numéro de pièce KH711
0,9 mm (0,035 po) - Lincoln, numéro de pièce KH712
Rouleau
d’entraînement
Rainure moletée de 0,8 mm/0,9 mm (0,030 po/0,035 po) – Lincoln, nº de pièce : KP4364-035
Chargement du fil
Ne pas oublier : Retirer le tube-contact avant de charger le fil
Maintenir une tension sur le fil pour éviter qu’il se déballe.
1. Couper la partie pliée du fil et redresser les 4 premiers pouces pour alimenter dans les rouleaux et le pistolet.
2. Relâcher le bras de pression à ressort et faire tourner le bras de roulement de ralenti loin du rouleau d’entraînement.
3. Enfiler le fil dans le tube de guidage entrant, par-dessus le rouleau d’entraînement et dans la gaine du pistolet. Fermer le bras du rouleau de ralenti.
Tension
d’alimentation du
fil
Les réglages de vitesse de l’alimentation du fil suggérés dans le tableau ci-dessous sont basés sur un réglage moyen de la tension du fil. La tension peut être modifiée si nécessaire pour améliorer
l’alimentation du fil; cependant, le réglage de la vitesse d’entraînement du fil de soudure (WFS) peut devoir être ajusté à partir des valeurs du tableau ci-dessous.
Réglages
suggérés pour le
soudage
SANS GAZ AVEC FIL NR-211
cal 20
0,9 mm
cal 18
1,2 mm
cal 16
1,6 mm
cal 14
2,1 mm
cal 1/8 po
3,2 mm
0,030 NR-
211
Tension
1,5
2,5
3
4
6
Vitesse
d’entraîneme
nt du fil de
soudure
3,5
5
7
8
10
0,035 NR-
211
Tension
--
2
3
4
6
Vitesse
d’entraîneme
nt du fil de
soudure
--
3
4,5
6
10
Conseils utiles
Souder à un rythme stable
Ne PAS tisser l’arc, ni vers l’avant, ni vers l’arrière ou de côté
Retirer les scories avec le marteau burineur pour exposer la soudure
Pour les joints soudés horizontaux, ne pas oublier : « Glisser s’il y a des scories »
Consulter le manuel pour le dépannage d’une mauvaise qualité de soudure
Direction du
soudage ET angle
du pistolet par
rapport à la direction
de soudure
Horizontal: "Glisser"
Vertical vers le haut
Vertical vers le bas
Angles de pistolet
appropriés pour
les types de joints
soudés courants
Joint en T
Joint d’extrémité
Joint à recouvrement
Longueur
d’électrode
Maintenir une longueur d’électrode
de 3/8 po pendant le soudage.
AVERTISSEMENT
L’utilisation de cet appareil sur des matériaux plus épais que
recommandé peut causer des soudures de mauvaise qualité. Les
soudures peuvent sembler belles, mais peuvent ne pas avoir la fusion ou
la liaison nécessaire pour donner une soudure solide. C’est ce qu’on
appelle le « moulage à froid » ou le « chevauchement froid » et c’est ce
qui ressemble à un joint de soudure froide. Une défaillance de la soudure
peut en résulter.
LISTE DES PIÈCES DE RECHANGE
Tube-contact
(0,030 po)
KH711 (0,030 po / 0,8 mm)
Tube-contact
(0,035 po)
KH712 (0,035 po/0,9 mm)
Rouleau
d’entraînement
KP2744-035
Buse
KH726
Fil FCAW
LINCOLN 0,030 NR-211-MP
Fil FCAW
LINCOLN 0,035 NR-211-MP
45 °
45 °
3/8 PO
TUBE-CONTACT
ÉLECTRODE

WELD-PAK 90i FC DÉPANNAGE
12
ENTRETIEN
AVERTISSEMENT
Les DÉCHARGES ÉLECTRIQUES
peuvent tuer.
• Mettez l’alimentation d’entrée hors tension à la
source d’alimentation de soudage avant
d’installer ou de changer les rouleaux et/ou les
guides d’entraînement.
• Ne touchez pas les pièces électriques sous tension.
• Lorsque l’on avance lentement avec la gâchette du pistolet,
l’électrode et le mécanisme d’entraînement sont « sous-tension »
au travail et à la masse, et ils peuvent rester sous tension plusieurs
secondes une fois la gâchette du pistolet relâchée.
• Ne pas utiliser avec les couvercles, panneaux ou protections
enlevés ou ouverts.
• Seul le personnel qualifié doit effectuer les travaux d’entretien.
ARTICLES NE NÉCESSITANT AUCUN ENTRETIEN
• Moteur d’entraînement et boîte d’engrenages – Lubrification à vie
•Mandrin de bobine de fil – NE PAS lubrifier l’arbre
ENTRETIEN DE ROUTINE ET PÉRIODIQUE
•AVANT CHAQUE UTILISATION – Vérifier l’appareil et les
accessoires pour toute condition évidente qui pourrait
empêcher un fonctionnement ou un rendement sécuritaires.
Réparer ou remplacer les pièces selon le besoin pour corriger
toute condition anormale.
APRÈS 5 MINUTES DE SOUDAGE OU LORSQUE DES
ÉCLABOUSSURES S’ACCUMULENT SUR LE TUBE-CONTACT :
•NETTOYAGE DU TUBE-CONTACT ET DE LA BUSE – Avec
l’interrupteur d’alimentation en position d’arrêt, garder le tube-
contact et la buse propres pour éviter un pontage entre eux. Le
pontage peut entraîner un court-circuit de la buse, de
mauvaises soudures et la surchauffe du pistolet. Indice : Le
vaporisateur ou le gel antiadhésif, disponible chez un
fournisseur de soudage, peut réduire l’accumulation et aider à
éliminer les éclaboussures.
DÉPANNAGE
COMMENT UTILISER LE GUIDE DE DÉPANNAGE
AVERTISSEMENT
Le service et la réparation ne doivent être effectués que par le personnel
qualifié et formé en usine de Lincoln Electric. Les réparations non
autorisées effectuées sur cet équipement peuvent entraîner un
danger pour le technicien et l’opérateur de l’appareil, et invalider votre
garantie d’usine. Pour votre sécurité et pour éviter les décharges
électriques, veuillez respecter toutes les consignes de sécurité et toutes
les précautions détaillées dans ce manuel.
Ce guide de dépannage est fourni pour vous aider à localiser et à
réparer les possibles pannes de machine. Suivez simplement la
procédure en trois étapes ci-dessous.
Étape 1. REPÉREZ LE PROBLÈME (SYMPTÔME).
Regardez sous la colonne intitulée « PROBLÈME (SYMPTÔMES) ».
Cette colonne décrit les possibles symptômes que l’appareil peut
présenter. Trouvez l’élément de la liste qui décrit le mieux le
symptôme que l’appareil présente.
Étape 2. CAUSE POSSIBLE.
La deuxième colonne intitulée « CAUSE POSSIBLE » énumère
les possibilités externes évidentes qui peuvent contribuer au
symptôme de l’appareil.
Étape 3. PLAN D’ACTION RECOMMANDÉ
Cette colonne fournit une marche à suivre pour la cause possible.
Celle-ci consiste généralement à communiquer avec votre centre de
services extérieurs autorisé Lincoln.
Si vous ne comprenez pas ou n’êtes pas en mesure d’effectuer le
plan d’action recommandé en toute sécurité, communiquez avec
votre centre de services extérieurs autorisé Lincoln.
AVERTISSEMENT
Les DÉCHARGES ÉLECTRIQUES
peuvent tuer.
• Éteignez la machine à l’aide de l’interrupteur
situé à l’arrière de la machine et débranchez les
connexions de l’alimentation principale avant de
procéder au dépannage.

WELD-PAK 90i FC DÉPANNAGE
13
Observez toutes les directives de sécurité détaillées dans tout ce manuel
PROBLÈME (SYMPTÔMES)
MAUVAIS AJUSTEMENT(S) POSSIBLE(S)
PLAN D’ACTION RECOMMANDÉ
Le ruban est trop épais
(intermittente).
La vitesse de déplacement est lente et/ou
irrégulière
Augmenter et maintenir une vitesse de déplacement
constante.
La plage de chaleur de sortie est trop élevée.
Baisser la tension.
Le ruban ne pénètre pas le
métal de base.
La vitesse de déplacement est irrégulière.
Diminuer et maintenir une vitesse de déplacement
constante.
La plage de chaleur de sortie est trop basse.
Augmenter la tension.
Les crachins de fil collent à la
pièce travaillée.
Le fil est humide.
Changer pour un fil sec. S’assurer que le fil est rangé
dans un endroit sec
La vitesse d’entraînement du fil de soudure
(WFS) est trop rapide.
Réduire la vitesse d’entraînement du fil de soudure
(WFS).
Le bord de la soudure a des
dépressions irrégulières.
La vitesse de déplacement est trop rapide.
Réduire la vitesse de déplacement.
La vitesse d’entraînement du fil de soudure est
trop rapide.
Réduire la vitesse d’entraînement du fil de soudure.
La plage de chaleur de sortie est trop élevée.
Régler l’interrupteur de la plage de chaleur basse – haute
température à basse température ou le réglage de la
chaleur fine à (1).
Si, pour quelque raison que ce soit, vous ne comprenez pas les procédures de tests ou ne pouvez pas effectuer les tests/réparations en toute sécurité, communiquez avec
votre centre de services extérieurs autorisé Lincoln pour obtenir de l’aide technique avant de continuer.
WWW.LINCOLNELECTRIC.COM/LOCATOR

WELD-PAK 90i FC SCHÉMAS
14
DEVANT DE L’APPAREIL
ARRIÈRE DE L’APPAREIL
K1 C.A. 120 V
/50/60 HZ
AC1
AC2
G
RECTIFICATEUR
VENTILATEUR
MOTEUR
CHALUMEAU
SORTI
E+
SORTI
E-


ÇÕ
Á Ç

POLITIQUE D’AIDE À LA CLIENTÈLE
Lincoln Electric fabrique et vend des équipements de soudage, des
systèmes de soudage automatisés, des produits consommables et
des équipements de coupage de haute qualité. Notre défi consiste à
répondre
aux besoins de nos clients, qui sont des experts dans leurs
domaines, et à dépasser leurs attentes. À l’occasion, les acheteurs
peuvent demander à Lincoln Electric des détails ou des
renseignements techniques sur l’utilisation de nos produits. Nos
employés répondent aux demandes de renseignements au mieux de
leurs capacités en fonction des renseignements et des spécifications
qui leur sont fournis par les clients et des connaissances qu’ils
peuvent avoir concernant l’application. Cependant, nos employés ne
sont pas en mesure de vérifier les renseignements fournis, d’évaluer
les exigences d’ingénierie pour l’ensemble soudé en particulier, ni
de fournir des conseils d’ingénierie en lien avec une situation ou une
application spécifique. Par conséquent, Lincoln Electric ne peut
garantir ces renseignements ou communications, et elle n’assume
aucune responsabilité à cet égard. De plus, la fourniture de tels
renseignements ou renseignements techniques ne crée, n’étend ni
ne modifie aucune garantie sur nos produits. Toute garantie
expresse ou implicite qui pourrait découler des données ou des
renseignements techniques, y compris toute garantie implicite de
qualité marchande ou toute garantie d’adaptation à un usage
particulier de tout client, ou toute autre garantie équivalente ou
similaire, est expressément déclinée.
Lincoln Electric est un fabricant responsable, mais la définition des
spécifications, ainsi que la sélection et l'utilisation des produits
spécifiques vendus par Lincoln Electric sont uniquement sous le
contrôle et demeurent la seule responsabilité du client. De
nombreuses variables au-delà du contrôle de Lincoln Electric ont
une incidence sur les résultats de l’application de ces méthodes de
fabrication et de ces exigences de service.
ÉQUIPEMENT DE CONTRÔLE DES VAPEURS DE SOUDURE
Le fonctionnement de l’équipement de contrôle des émanations de
soudage est affecté par divers facteurs, notamment l’utilisation et le
positionnement adéquats de l’équipement, l’entretien de
l’équipement ainsi que la procédure et l’application spécifiques de
soudage. Le niveau d’exposition des travailleurs doit être vérifié lors
de l’installation et périodiquement par la suite pour être certain qu’il
se situe dans les limites TLV de l’ACGIH et PEL de l’OSHA
applicables.
THE LINCOLN ELECTRIC COMPANY
22801 St. Clair Avenue • Cleveland, OH • 44117-1199 • U.S.A.
Téléphone : +1 216 481-8100 • www.lincolnelectric.com

Manual del operador
WELD-PAK 90i FC
Para su uso con los números de producto:
13397
Registre su máquina:
www.lincolnelectric.com/register
Localizador de servicios y distribuidores autorizados:
www.lincolnelectric.com/locator
¿Necesita ayuda? Llame al 1.888.935.3877
para hablar con un representante de servicio
Horario:
De lunes a viernes, de 8:00 a. m. a 6:00 p. m. (hora del Este de
EE. UU.)
¿Fuera de horario?
Utilice “Ask the Experts” (Pregunte a los expertos) en
lincolnelectric.com
Un representante de servicio de Lincoln se pondrá en contacto con
usted más tardar el siguiente día hábil.
Para servicio fuera de los EE. UU.:
Correo electrónico: globalservice@lincolnelectric.com
Guárdelo para referencia futura
Fecha de compra
Código: (por ejemplo: 10859)
Número de serie: (p. ej.: U1060512345)
IMS10639 | Fecha de emisión junio de 2022
© Lincoln Global, Inc. Todos los derechos reservados.
THE LINCOLN ELECTRIC COMPANY
22801 St. Clair Avenue • Cleveland, OH • 44117-1199 • EE. UU.
Teléfono: +1.216.481.8100 • www.lincolnelectric.com

Seguridad 01del 04 al 8 de octubre de 2021
EXAMINE INMEDIATAMENTE LA CAJA Y EL EQUIPO PARA
COMPROBAR SI PRESENTAN DAÑOS
Cuando se embarca este equipo, la posesión de este pasa al comprador en cuanto
es recibido por el transportista. Por consiguiente, el comprador debe realizar las
reclamaciones por material dañado durante el envío en contra de la compañía
transportista al momento de recibir el envío.
LA SEGURIDAD DEPENDE DE USTED
El equipo de corte y soldadura por arco de Lincoln está diseñado y fabricado
pensando en la seguridad. Sin embargo, su seguridad general puede
incrementarse mediante la instalación adecuada... y una operación atenta de su
parte.
NO INSTALE, UTILICE NI REPARE ESTE EQUIPO SIN LEER ESTE MANUAL Y
LAS PRECAUCIONES DE SEGURIDAD CONTENIDAS EN ÉL. Y, lo que es más
importante, piense antes de actuar y tenga cuidado.
, ADVERTENCIA
Esta declaración aparece cuando se debe seguir la información exactamente
para evitar lesiones personales graves o pérdida de vida.
, PRECAUCIÓN
Esta declaración aparece cuando se debe seguir la información para evitar
lesiones personales menores o daños en este equipo.
MANTENGA LA CABEZA ALEJADA DE LOS VAPORES.
NO se acerque demasiado al arco. Utilice
lentes correctoras si es necesario para
mantener una distancia razonable del arco.
LEA y obedezca la hoja de datos de
seguridad (safety data sheet, SDS) y la
etiqueta de advertencia que aparece en
todos los contenedores de los materiales
de soldadura.
UTILICE VENTILACIÓN SUFICIENTE o
un escape en el arco, o ambos, para
mantener los vapores y gases lejos de su
zona de respiración y del área en general.
EN UNA HABITACIÓN GRANDE O AL AIRE LIBRE, la ventilación natural
puede ser adecuada si mantiene la cabeza lejos de los vapores (ver a
continuación).
UTILICE CORRIENTES NATURALES DE AIRE o ventiladores para mantener
los vapores alejados del rostro.
Si desarrolla síntomas inusuales, consulte con su supervisor.
Quizás sea necesario comprobar la atmósfera del área de
soldadura y el sistema de ventilación.
USE PROTECCIÓN ADECUADA PARA OJOS,
OÍDOS Y CUERPO
PROTÉJASE los ojos y la cara con un casco de soldadura
correctamente colocado y con la placa de filtro de grado
adecuado (consulte ANSI Z49.1).
PROTEJA su cuerpo de las salpicaduras de soldadura y arcos
eléctricos con ropa protectora, incluyendo ropa de lana, un
delantal a prueba de llamas y guantes, protectores para piernas
de cuero y botas altas.
PROTEJA a los demás de salpicaduras, arcos y el resplandor
con pantallas o barreras protectoras.
EN ALGUNAS ÁREAS, puede ser apropiado protegerse del ruido.
ASEGÚRESE de que el equipo de protección esté en buenas condiciones.
Además, use SIEMPRE lentes de seguridad en la
zona de trabajo.
SITUACIONES ESPECIALES
NO SUELDE NI CORTE contenedores o materiales que previamente hayan
estado en contacto con sustancias peligrosas a menos que se limpien
adecuadamente. Esto es extremadamente peligroso.
NO SUELDE NI CORTE piezas pintadas o chapadas a menos que se hayan
tomado precauciones especiales con la ventilación. Se pueden liberar vapores o
gases altamente tóxicos.
Medidas preventivas adicionales
PROTEJA los cilindros de gas comprimido del calor excesivo, choques
mecánicos y arcos; fije bien los cilindros para que no puedan caerse.
ASEGÚRESE de que los cilindros nunca estén conectados a tierra ni sean parte
de un circuito eléctrico.
ELIMINE todos los riesgos potenciales de incendio de las áreas de soldadura.
MANTENGA SIEMPRE EL EQUIPO CONTRA INCENDIOS LISTO PARA USO
INMEDIATO Y SEPA CÓMO UTILIZARLO.

SEGURIDAD
Seguridad 02del 04 al 8 de octubre de 2021
SECCIÓN A:
ADVERTENCIAS
ADVERTENCIAS DE LA PROPOSICIÓN 65 DE CALIFORNIA
ADVERTENCIA: Respirar el escape de motores diésel lo expone a
químicos conocidos por el estado de California como causantes
de cáncer y defectos congénitos u otros daños reproductivos.
•Arranque y utilice el motor siempre en un área bien ventilada.
•Si está en un área expuesta, ventile el escape hacia el
exterior.
•No modifique ni manipule el sistema de escape.
•No ponga en reposo el motor excepto cuando sea necesario.
Para obtener más información, visite
www.P65 warnings.ca.gov/Diesel
ADVERTENCIA: Cuando se utiliza para soldadura o corte,
este producto genera vapores o gases que contienen
sustancias químicas conocidas por el estado de California
como causantes de defectos congénitos y, en algunos casos,
cáncer. (Código de Salud y Seguridad de California § 25249.5
et seq.)
ADVERTENCIA: Cáncer y daño reproductivo
www.P65warnings.ca.gov
LA SOLDADURA DE ARCO PUEDE SER PELIGROSA.
PROTÉJASE USTED Y A LOS DEMÁS DE POSIBLES
LESIONES SERIAS O LA MUERTE. MANTENGA A LOS NIÑOS
ALEJADOS. LAS PERSONAS CON MARCAPASOS DEBEN
CONSULTAR A SU MÉDICO ANTES DEL USO.
Lea y comprenda los siguientes puntos de seguridad. Para obtener información
de seguridad adicional, se recomienda ampliamente que adquiera una copia de
“Seguridad en la soldadura y corte: estándar ANSI Z49.1” de la American
Welding Society, P.O. Box 351040, Miami, Florida 33135 o el estándar CSA
W117.2. Se encuentra disponible una copia gratuita del folleto E205 “Seguridad
para la soldadura de arco” de Lincoln Electric Company, 22801 St. Clair Avenue,
Cleveland, Ohio 44117-1199.
ASEGÚRESE DE QUE SOLO LAS PERSONAS CALIFICADAS LLEVEN A
CABO LOS PROCEDIMIENTOS DE INSTALACIÓN, OPERACIÓN,
MANTENIMIENTO Y REPARACIÓN.
PARA EQUIPOS MOTORIZADOS.
1.a. Apague el motor antes de solucionar problemas y hacer
trabajo de mantenimiento a menos que se requiera que esté
activado.
1.b. Opere los motores en áreas abiertas, bien ventiladas o
ventile en exteriores los humos del escape del motor.
1.c. No agregue el combustible cerca de un arco de soldadura con
flama abierta o cuando el motor esté en funcionamiento. Detenga
el motor y deje que se enfríe antes de recargar combustible para
evitar que el combustible derramado se evapore al entrar en
contacto con partes calientes del motor y se encienda. No
derrame combustible mientras llena el tanque. Si así sucede,
límpielo y no arranque el motor hasta que se hayan
eliminado los vapores.
1.d. Mantenga las guardas de seguridad, las cubiertas y los
dispositivos del equipo en su lugar y en buen estado.
Mantenga las manos, el cabello, la ropa y las
herramientas lejos de las bandas V, engranes,
ventiladores y otras partes en movimiento cuando
arranque, opere o repare el equipo.
1.e. En algunos casos, puede ser necesario quitar las guardas de seguridad para llevar
a cabo el mantenimiento requerido. Quite las protecciones solo cuando sea
necesario y vuelva a colocarlas cuando termine el mantenimiento que requiera la
extracción. Siempre sea demasiado cuidadoso cuando trabaje cerca de partes
móviles.
1.f. No coloque las manos cerca del ventilador con motor. No intente anular el regulador
o la polea presionando las barras de control de estrangulamiento mientras está
funcionando el motor.
1.g. Para evitar el arranque accidental de motores de gasolina mientras se hace girar el
motor o el generador de soldadura durante el trabajo de mantenimiento, desconecte
los cables de las bujías, la tapa del distribuidor o el cable del imán, según convenga.
1.h. Para evitar el calentamiento, no quite la tapa de presión
del radiador cuando el motor esté caliente.
1.i. Usar un generador en interiores PUEDE MATARLO EN
MINUTOS.
1.j. El escape del generador contiene monóxido de carbono.
Este es un veneno que no se puede ver ni oler.
1.k. NUNCA lo use dentro de una casa o garaje,
AUNQUE las puertas y ventanas estén
abiertas.
1.l. Úselo solo EN EXTERIORES y lejos de
ventanas, puertas y conductos de
ventilación.
1 m Evite otros peligros del generador. LEA EL
MANUAL ANTES DE USARLO.
LOS CAMPOS ELÉCTRICOS Y
MAGNÉTICOS PUEDEN SER
PELIGROSOS
2.a. La corriente eléctrica que fluye por cualquier conductor provoca
campos eléctricos y magnéticos localizados (electric and
magnetic fields, EMF). Las corrientes de soldadura crean
campos EMF alrededor de los cables y las máquinas de
soldadura
2.b. Los campos EMF pueden interferir con algunos marcapasos; los
soldadores con marcapasos deben consultar a su médico antes
de soldar.
2.c. La exposición a los campos EMF en la soldadura pueden tener
otros efectos en la salud que no sean conocidos.
2.d. Todos los soldadores deben utilizar los siguientes procedimientos para
minimizar la exposición a los campos EMF del circuito de soldadura:
2.d.1. Enrute el electrodo y los cables de trabajo juntos; asegúrelos con cinta
cuando sea posible.
2.d.2. Nunca enrolle el cable del electrodo alrededor de su cuerpo.
2.d.3. No se coloque en medio del electrodo y los cables de trabajo. Si el
cable del electrodo está a su derecha, el cable de trabajo también
debe estar a su derecha.
2.d.4. Conecte el cable de trabajo en la pieza de trabajo lo más cerca
posible al área que se va a soldar.
2.d.5. No trabaje junto a una fuente de energía para soldar.

SEGURIDAD
Seguridad 03del 04 al 8 de octubre de 2021
LOS CHOQUES ELÉCTRICOS
PUEDEN PROVOCAR LA
MUERTE.
3.a. El electrodo y los circuitos de trabajo (o de tierra) están
eléctricamente “calientes” cuando la soldadora está encendida.
No toque estas partes “calientes” con la piel descubierta o con
ropas húmedas. Utilice guantes secos y sin orificios para aislar las
manos.
3.b. Aíslese del trabajo y la tierra utilizando aislamiento seco. Asegúrese de que el
aislamiento sea lo suficientemente grande para cubrir el área completa de contacto
físico con el trabajo y la tierra.
Además de las precauciones normales de seguridad, si la soldadura debe
hacerse en condiciones eléctricas peligrosas (en ubicaciones húmedas o
mientras se utilicen vestimentas mojadas; en estructuras de metal como
pisos, rejas o andamios; estando en posiciones incómodas como cuando esté
sentado, arrodillado o acostado, si existe un alto riesgo de contacto accidental
inevitable con la pieza de trabajo o la tierra) utilice el siguiente equipo:
•Soldadora semiautomática de CC con voltaje constante (alambre).
•Soldadora CC manual (varilla).
•Soldadora CA con control de voltaje reducido.
3.c. En la soldadura con alambre automática o semiautomática, el electrodo, el carrete
del electrodo, el cabezal de soldadura, la boquilla o la pistola de soldadura
semiautomática también pueden estar eléctricamente conectadas.
3.d. Siempre asegúrese de que el cable de trabajo tenga una conexión eléctrica buena
con el metal que se va a soldar. La conexión debe ser tan cercana como sea posible
al área que se va a soldar.
3.e. Haga tierra con el trabajo o el metal que se va a soldar con una buena tierra eléctrica
(tierra).
3.f. Mantenga el sujetador del electrodo, la pinza de trabajo, el cable de soldadura y la
máquina de soldadura en condiciones de operación buenas y seguras. Remplace el
aislamiento dañado.
3.g. Nunca sumerja el electrodo en agua para enfriarlo.
3.h. Nunca toque simultáneamente las partes “calientes” de los sujetadores de electrodos
conectados a dos soldadoras ya que el voltaje entre los dos puede ser el total del
voltaje del circuito abierto de ambas soldadoras.
3.i. Cuando trabaje arriba del nivel del piso, utilice una banda de seguridad para
protegerse de caídas si hay un choque.
3.j. También vea los puntos 6.c. y 8.
LOS RAYOS DE ARCO PUEDEN
QUEMAR.
4.a. Utilice una protección con el filtro adecuado y las placas de cubierta para proteger
los ojos de las chispas y rayos del arco cuando suelde u observe una soldadura de
arco abierta. Las protecciones para la cabeza y las lentes del filtro deben cumplir con
la norma ANSI Z87. Estándares I.
4.b. Utilice la vestimenta adecuada hecha con material resistente a la flama para proteger
su piel y la de sus ayudantes de los rayos de arco.
4.c. Proteja al personal cercano mediante una pantalla no inflamable adecuada y advierta
a las personas que no deben mirar el arco ni exponerse a los rayos de este, a las
salpicaduras o al metal caliente.
LOS VAPORES Y GASES
PUEDEN SER PELIGROSOS.
5.a. La soldadura puede producir humos y gases peligrosos para la salud. Evite
respirar estos humos y gases. Cuando suelde, mantenga la cabeza lejos
de los vapores. Mantenga en el arco una ventilación o escape de aire
suficiente para mantener los vapores y gases lejos de la zona de
respiración. Cuando suelde recubrimientos duros (vea instrucciones
en el empaque o SDS) o acero revestido con plomo o cadmio y otros metales o
recubrimientos que puedan producir vapores altamente tóxicos, limite la
exposición al nivel más bajo posible y dentro de los límites aplicables de
OSHA PEL y ACGIH TLV utilizando un escape local o ventilación mecánica a
menos que las evaluaciones de exposición indiquen lo contrario. En espacios
confinados o en algunos casos, en espacios exteriores, se requiere hacer el
trabajo con respiradores. Se pueden requerir precauciones adicionales cuando
suelde en acero galvanizado.
5 .b. La operación del equipo de control de vapores de soldadura se ve afectada por
distintos factores que incluyen el uso y la colocación apropiados del equipo, el
mantenimiento del equipo y el procedimiento específico de soldadura, además de la
aplicación involucrada. El nivel de exposición del trabajador será revisado al
momento de la instalación y periódicamente después de eso para estar seguros de
que se encuentra dentro de los límites aplicables de la OSHA PEL y de ACGIH TLV.
5.c. No suelde en ubicaciones cerca de vapores de hidrocarburo clorado que vienen del
desgrasado, limpieza u operaciones de rociado. El calor y los rayos del arco pueden
reaccionar con los vapores del solvente para formar fosgeno, un gas altamente
tóxico y otros productos irritantes.
5.d. Los gases de protección utilizados para la soldadura de arco pueden desplazar el
aire y provocar lesiones o la muerte.Siempre tenga suficiente ventilación,
especialmente en áreas confinadas, para asegurar que el aire respirable
es seguro.
5.e. Lea y comprenda las instrucciones del fabricante de este equipo y de los
consumibles que va a utilizar, como la Hoja de datos de seguridad (SDS), y
siga las prácticas de seguridad de su empleador. Las hojas de SDS están
disponibles con su distribuidor de soldadura o con el fabricante.
5.f. También vea el punto 1.b.

SEGURIDAD
Seguridad 04del 04 al 8 de octubre de 2021
LAS CHISPAS DE SOLDADURA Y
CORTE PUEDEN PROVOCAR
INCENDIOS O EXPLOSIONES.
6.a. Elimine los riesgos de incendio de las áreas de soldadura. Si esto no es posible,
cúbralas para evitar que las chispas de la soldadura provoquen un incendio.
Recuerde que las chispas de la soldadura y los materiales calientes de la soldadura
pueden entrar fácilmente en pequeñas fisuras y aberturas hacia las áreas
adyacentes. Evite soldar cerca de líneas hidráulicas. Tenga un extintor de incendios
disponible.
6.b. Cuando se utilicen gases comprimidos en el sitio del trabajo, tome precauciones
especiales para evitar situaciones peligrosas. Consulte “Seguridad en la soldadura y
el corte” (ANSI estándar Z49.1) y la información operacional del equipo que se va a
utilizar.
6.c. Cuando no esté soldando, asegúrese de que ninguna parte del circuito del electrodo
toque el trabajo o la tierra. El contacto accidental puede provocar el
sobrecalentamiento y provocar un peligro de incendio.
6.d. No caliente, corte o suelde tanques, tambores o contenedores hasta que se hayan
seguidos los pasos adecuados para asegurar que tales procedimientos no
provocarán vapores inflamables o tóxicos de las sustancias internas. Pueden
provocar una explosión aunque se hayan “despejado”. Para obtener más
información, adquiera “Prácticas de seguridad recomendadas para la preparación de
la soldadura y los cortes de contenedores y tubería que contienen substancias
peligrosas”, AWS F4.1 de American Welding Society (ver la dirección que aparece
más arriba).
6.e. Ventile forjados huecos o contenedores antes de calentar, cortar o soldar. Estos
pueden explotar.
6.f. La soldadura lanza chispas y salpicaduras. Utilice vestimentas de protección sin
aceite como guantes de piel, camisas pesadas, pantalones sin dobladillo, zapatos
altos y una capucha sobre el cabello. Utilice protecciones para los oídos cuando
suelde fuera de posición o en lugares confinados. Siempre utilice lentes de
seguridad con protecciones laterales cuando se encuentre en el área de soldadura.
6.g. Conecte el cable de trabajo en la pieza de trabajo lo más cerca posible al área que
se va a soldar, conforme sea práctico. Los cables de trabajo conectados al marco del
edificio u otras ubicaciones lejos del área de soldadura aumentan la posibilidad de
que la corriente de soldadura pase por las cadenas de elevación, los cables de la
grúa u otros circuitos alternos. Esto puede ocasionar peligros de incendios, cadenas
o cables de elevación sobrecalentados hasta que fallen.
6.h. También vea el punto 1.c.
6.I. Lea y siga NFPA 51B “Estándar para la prevención de incendios durante la
soldadura, el corte y otros trabajos con calor”, que se puede obtener de la
Asociación Nacional para la Prevención de Incendios (National Fire Protection
Association, NFPA), 1 Batterymarch Park, PO box 9101, Quincy, MA 022690-9101.
6.j. No utilice una fuente de energía de soldadura para descongelar una tubería.
El CILINDRO PUEDE EXPLOTAR SI ESTÁ
DAÑADO.
7.a. Utilice solo cilindros de gas comprimido que contengan el gas
de protección adecuado para el proceso utilizado y los
reguladores operacionales adecuados diseñados para el gas y
la presión que se utilizan. Todas las mangueras, accesorios,
etc., deben ser adecuados para la aplicación y deben
mantenerse en buenas condiciones.
7.b. Siempre mantenga los cilindros en posición recta y
seguramente encadenados a una carrocería o soporte fijo.
7.c. Los cilindros deben estar en las siguientes ubicaciones:
•Lejos de áreas en donde puedan averiarse o estén sujetos a daño físico.
•A una distancia segura de la soldadura de arco o de las operaciones de corte y
cualquier otra fuente de calor, chispas o flama.
7.d. Nunca permita que el electrodo, el sujetador del electrodo o cualquier otra parte
“caliente” toque el cilindro.
7.e. Mantenga la cabeza y la cara lejos de la salida de la válvula del cilindro cuando abra
la válvula.
7.f. Las tapas de protección para válvulas siempre deben estar ubicadas correctamente
y apretadas a mano cuando los cilindros no estén en uso o conectados para su uso.
7.g. Lea y siga las instrucciones en los cilindros de gas comprimido, en el equipo
asociado y la publicación P-I de CGA “Precauciones para un manejo seguro de
gases comprimidos en los cilindros”, disponible de la Compressed Gas Association,
14501 George Carter Way Chantilly, VA 20151.
PARA EQUIPO ALIMENTADO
CON ELECTRICIDAD.
8.a. Apague la energía utilizando el interruptor de desconexión y la
caja de fusibles antes de trabajar en el equipo.
8.b. Instale el equipo de acuerdo con el Código Eléctrico Nacional de EE. UU., todos los
códigos locales y las recomendaciones del fabricante.
8.c. Haga tierra en el equipo de acuerdo con el Código Eléctrico Nacional de EE. UU.,
todos los códigos locales y las recomendaciones del fabricante.
Consulte
http://www.lincolnelectric.com/safety
para obtener información de seguridad adicional.

WELD-PAK 90i FC
2
Especificaciones técnicas ...................................................................................................................................... 4
Las características de primera, incluyen las siguientes: ........................................................................................ 4
Elija la ubicación adecuada ................................................................................................................................... 5
Esmerilado ............................................................................................................................................................. 5
Estiba ..................................................................................................................................................................... 5
Transporte: Descarga ............................................................................................................................................ 5
Inclinación .............................................................................................................................................................. 5
Clasificación ambiental .......................................................................................................................................... 5
Conexión de la alimentación .................................................................................................................................. 6
Carga y enhebrado del alambre ............................................................................................................................ 7
Operación de la máquina ..................................................................................................................................... 10
Lista de piezas de repuesto ................................................................................................................................. 11
Mantenimiento de rutina y periódico .................................................................................................................... 12
Cómo utilizar la guía de solución de problemas .................................................................................................. 12

WELD-PAK 90i FC INSTALACIÓN
3
DESCRIPCIÓN DEL
PRODUCTO
RESUMEN DEL PRODUCTO
Weld-Pak® 90i FC es una máquina soldadora de CD de voltaje constante
clasificada para 90 amperes, 18.5 voltios a un ciclo de trabajo al 30 %. La
unidad Weld-Pak® está destinada a talleres de fabricación, mantenimiento,
hogar y taller de carrocería. La unidad cuenta con una funda portátil y
resistente. La interfaz del usuario cuenta con dos perillas, una para el
voltaje y otra para la velocidad de alimentación del cable. Weld-Pak® 90i
FC está diseñada para el mercado norteamericano y funciona con una
potencia monofásica de 120 V a 60 Hz. Aquí en la placa de características
muestra una descripción general de las capacidades de entrada y salida de
la máquina.
La máquina cuenta con los siguientes accesorios:
•WP150Lgun
•Cable de trabajo con abrazadera
•Boquillas de contacto de repuesto
•Tabla de procedimientos y literatura
90i FC
Número de código:
Número de serie:
CSA C22.2 No.60974-1:19
ANSI/NEMA/IEC 60974-1-2019
U0=45V
U1=120V
1~60 Hz
IP21S
30A/15.5 V a 120 A/20 V
X
30 %
60 %
100 %
I2
90 A
64A
50A
U2
18.5 V
17.2 V
16.5 V
I1max=21A
I1eff=11.5A

WELD-PAK 90i FC INSTALACIÓN
4
INSTALACIÓN
ESPECIFICACIONES TÉCNICAS – K5255-1 WELD-PAK 90i FC
INTERVALO DE CORRIENTE DE SALIDA
VELOCIDAD DE ALIMENTACIÓN DEL ALAMBRE
30-12 A
0 a 200 IPM
VOLTAJE DEL CIRCUITO ABIERTO
DIÁMETRO DE CABLE ADECUADO
V (RMS)
0.030”, 0.035” (0.8 cm, 0.9 cm)
CIRCUITO DE ENTRADA
PESO BRUTO
120 V CA
7 kg (15 lb)
CICLO DE TRABAJO
CLASIFICACIÓN IPS
30 % a 90 A
IP21S
LAS CARACTERÍSTICAS DE PRIMERA, INCLUYEN LAS
SIGUIENTES:
1. Fuente de alimentación del inversor: más eficiente de operar y
con características de soldadura más parejas que las
soldadoras tradicionales
2. Voltaje de soldadura infinito para permitir ajustes finos de las
características de soldadura
3. 30 % del ciclo de trabajo a 90 A
4. Ligera y portátil: Ideal para soldadores de mantenimiento e
itinerantes
PROTECCIÓN TÉRMICA
La máquina tiene un ciclo de trabajo de salida máximo de 30 %. Si
se excede el ciclo de trabajo, el protector térmico apagará la salida
hasta que la máquina se enfríe a una temperatura de
funcionamiento normal. Esta es una función automática de la
máquina y no requiere intervención del usuario.
ACCESORIOS NECESARIOS
• Casco
• Chaqueta
• Guantes

WELD-PAK 90i FC INSTALACIÓN
5
Lea esta sección de instalación completa antes de comenzar.
Precauciones de seguridad
No intente utilizar este equipo hasta que haya leído detenidamente toda
la información de instalación, funcionamiento y mantenimiento
suministrada con su equipo. Incluye importantes precauciones de
seguridad e instrucciones detalladas de funcionamiento y
mantenimiento.
, ADVERTENCIA
Las DESCARGAS ELÉCTRICAS
pueden ser mortales.
• Solo el personal calificado debe realizar esta
instalación.
• No toque las partes electrificadas.
• Conecte siempre la máquina a una red
eléctrica con conexión a tierra.
ELIJA LA UBICACIÓN ADECUADA
Coloque la soldadora en un lugar donde el aire de enfriamiento
limpio pueda circular libremente a través de las ventilas traseras y
delanteras. Debe mantenerse al mínimo la suciedad, el polvo o
cualquier material extraño que pudiera entrar en la soldadora por las
ventilas. No respetar estas precauciones puede generar
temperaturas de operación excesivas y causar fallas en la planta.
ESMERILADO
No dirija las partículas de esmerilado hacia la soldadora. La
abundancia de material conductor puede provocar fallas en la
planta.
ESTIBA
Esta máquina no se puede estibar.
TRANSPORTE: DESCARGA
Nunca subestime el peso del equipo; jamás lo mueva o deje
suspendido en el aire por encima de otras personas. La máquina
debe levantarse y transportarse con ayuda de la correa incluida o
sosteniéndola en los brazos. La máquina no se debe sujetar por la
entrada, el cable de alimentación, los cables de salida o la pistola
de soldar. Para evitar lesiones, utilice técnicas de elevación
adecuadas cuando transporte o levante la máquina.
, ADVERTENCIA
La caída del equipo puede provocar
lesiones. Nunca levante la soldadora
con el cilindro de gas acoplado.
Nunca la levante por encima de otras
personas.
INCLINACIÓN
La máquina debe colocarse sobre una superficie nivelada y segura
CLASIFICACIÓN AMBIENTAL
La fuente de poder de soldadura ostenta la clasificación IP21S.
Puede utilizarse en entornos industriales y comerciales normales.
Evite el uso en lugares donde haya agua o lluvia.
Lea y siga las “Advertencias de descarga eléctrica” en la sección de
seguridad si la soldadura debe realizarse en condiciones
eléctricamente peligrosas, como en áreas húmedas o con la pieza
de trabajo mojada.
, ADVERTENCIA
Las DESCARGAS ELÉCTRICAS
pueden ser mortales.
• Esta soldadora debe estar conectada a tierra
, PRECAUCIÓN
El generador de alta frecuencia, que es
similar a un transmisor de radio, puede
causar interferencias en radios,
televisores y otros equipos
electrónicos.
• Estos problemas pueden ser el resultado de interferencias
radiadas. Los métodos de conexión a tierra adecuados pueden
reducir o eliminar las interferencias.
La interferencia radiada puede generarse de las siguientes
maneras:
1. Interferencia directa de la fuente de alimentación de la
soldadora
2. Interferencia directa por los electrodos de soldadura
3. Interferencia directa irradiada por retroalimentación en las
líneas eléctricas
4. Interferencia por rerradiación de objetos metálicos sin conexión
a tierra
Teniendo en cuenta estos factores contribuyentes, la instalación del
equipo conforme a las siguientes instrucciones debe minimizar los
problemas.
1. Mantenga las líneas de alimentación de entrada de la soldadora
lo más cortas posible y encierre la mayor cantidad posible de
estas en un conducto metálico o blindaje equivalente. Debe
haber buen contacto eléctrico entre este conducto y la tierra.
2. Mantenga los cables de trabajo y del electrodo lo más cortos
posible. Una los cables con cinta adhesiva cuando le sea
práctico
3. Asegúrese de que las cubiertas de hule de los cables de tierra y
del soplete no tengan cortes ni grietas que permitan fugas de
potencia de soldadura
4. Mantenga en buenas condiciones funcionales la conexión a
tierra: limpie con frecuencia el área del banco de trabajo donde
se encuentra la pinza de tierra.

WELD-PAK 90i FC INSTALACIÓN
6
FIGURA 1
1. Ajuste del voltaje
2. Ajuste de la velocidad de avance del alambre
3. LED de alimentación y protección
4. Soplete sin gas con núcleo de fundente
5. Pinza de trabajo
6. Interruptor de alimentación
7. Cable de alimentación
8. Pestillo de la cubierta del carrete
CONEXIÓN DE LA ALIMENTACIÓN
La máquina tiene una conexión de entrada: el cable de alimentación
eléctrica. El cable de alimentación se encuentra en la parte trasera.
La Weld-Pak 90i FC viene con un cable de 120 V, de 1.8 m (6.0
pies) de largo, con un enchufe 5-15P de 15 A, moldeado sobre el
cable.
La salida nominal de la Weld-Pak 90i FC está disponible cuando se
conecta a un circuito de derivación de 20 A. Si se conecta a un
circuito de derivación de menor capacidad, se deben utilizar una
corriente de soldadura más baja y un ciclo de trabajo más ligero.
REQUISITOS NOMINALES DE LAS CONEXIONES DE
ALIMENTACIÓN ELÉCTRICA
, ADVERTENCIA
Esta máquina de soldar debe estar conectada a una fuente de energía
que cumpla con los códigos eléctricos aplicables.
En el Código Eléctrico Nacional [de Estados Unidos] se indican los
estándares de capacidad de amperaje de los conductores de
alimentación con base en el ciclo de trabajo de la fuente de
soldadura.
Si tiene preguntas sobre una instalación que cumpla los requisitos
de los reglamentos y códigos eléctricos vigentes, consulte con un
electricista calificado.
, ADVERTENCIA
No conecte la máquina a una fuente de alimentación de entrada con un
voltaje nominal superior a 125 V.
No retire la clavija de tierra del cable de alimentación.
USO DEL CABLE DE EXTENSIÓN
Si se requiere un cable de extensión, use uno que esté clasificado
para la aplicación y sea de 3 conductores n.° 14 AWG (2,1 mm2) o
mayor. Las longitudes máximas recomendadas son 25 ft (7.5 m) si
se utiliza n.° 14 AWG (2,1 mm2) y 15 m (50 ft) si se utiliza n.° 12
AWG (3,3 mm2).
SOLDADURA CON NÚCLEO DE FUNDENTE (BLINDADO)
El electrodo recomendado para el proceso con núcleo de fundente
autoblindado es el Lincoln Innershield NR-211-MP, de 0,9 mm
(0,035”) de diámetro, en carretes de 0,5 kg (1 lb).

WELD-PAK 90i FC INSTALACIÓN
7
CARGA Y ENHEBRADO DEL ALAMBRE
Consulte la Figura 2.
Ponga el interruptor de encendido de la máquina en la posición de
apagado (“0”) antes de trabajar en el interior de la carcasa de
alimentación de alambre.
Asegúrese de que el rodillo propulsor de alimentación de alambre y la
punta de contacto de la pistola coincidan con el diámetro y tipo de
alambre utilizado.
1. Empuje el carrete sobre el husillo, de modo que el alambre salga por
la parte inferior del carrete, hacia el rodillo propulsor.
2. Empuje el separador del carrete sobre el husillo, contra el carrete.
3. Deslice el resorte sobre el carrete; luego, presione el bloqueador del
carrete, girándolo hacia la derecha, para bloquear el conjunto del
carrete sobre el husillo. FIGURA 2
DETALLES DE ENHEBRADO DEL ALAMBRE
Consulte la Figura 3.
4. Afloje el tornillo de mariposa accionado por resorte y gire el brazo
del rodillo de giro libre en dirección contraria al rodillo propulsor de
alimentación del alambre. Asegúrese de que el tamaño
visiblemente calcado en un costado del rodillo propulsor que queda
hacia usted coincida con el tamaño del alambre que está utilizando.
5. Separe con cuidado el extremo del alambre del carrete. Mantenga
tensión en el alambre para evitar que el carrete se desenrolle, y no
suelte el alambre hasta después del paso 5.
6. Corte la parte doblada del alambre y enderece los primeros 100 mm (4’’).
7. Pase el alambre a través del tubo de guía entrante, sobre el rodillo
propulsor, e introdúzcalo en el revestimiento de la pistola.
8. Cierre el brazo del rodillo de giro libre y apriete el tornillo de
mariposa hasta que el rodillo de giro libre presione firmemente el
alambre (ahora puede liberar el alambre de soldar). Asegúrese de
que el alambre se encuentre en la ranura del rodillo propulsor
inferior.
9. El tornillo de mariposa accionado por resorte en el brazo del rodillo
de giro libre ajusta la presión sobre el alambre. Ajuste la presión
girando el tornillo de mariposa para evitar que el carrete gire de
más, pero permitiendo una alimentación fácil y uniforme del
alambre. Comience con la presión ajustada en un valor intermedio.
Si es necesario, vuelva a ajustar. Si el rodillo propulsor patina al
alimentar el alambre, aumente la presión hasta que el alambre
corra como es debido. FIGURA 3
Bloqueador del carrete y
tapa de resorte
Espaciador del
carrete
Carrete
Note la dirección del
alambre
Husillo
Interruptor de
alimentación en frío
Tornillo de mariposa
accionado por
resorte
Tubo guía de
entrada
Rodillo
propulsor de
alimentación del
alambre
Brazo libre

WELD-PAK 90i FC INSTALACIÓN
8
PROYECCIÓN DEL ALAMBRE
10. Retire la punta de contacto y la boquilla de la pistola.
11. Encienda la máquina (“I”).
12. Enderece el conjunto del cable de la pistola.
13. Presione el interruptor de alimentación en frío y pase el
alambre de soldadura a través de la pistola y el cable. (Apunte
la pistola en dirección contraria a usted y a otras personas
mientras alimenta el alambre). Suelte el interruptor de
alimentación en frío una vez que el alambre aparezca en el
extremo de la pistola.
14. Apague la máquina.
15. Sustituya la boquilla y la punta de contacto. Consulte la
Figura B-4 Corte el alambre de manera que sobresalga entre
10 mm y 15 mm (3/8” a 5/8”) más allá del extremo de la punta.
16. Encienda la máquina. La máquina ahora está lista para soldar.
FIGURA 4
PUNTA DE
CONTACTO
ELECTRODO
DE ALAMBRE
Distancia entre
punta de contacto y
trabajo (CTWD):
entre 10 mm y
15 mm (3/8" a 5/8")

WELD-PAK 90i FC OPERACIÓN
9
OPERACIÓN
Lea y entienda toda esta sección antes de operar su CrossLine Remote.
SÍMBOLOS GRÁFICOS UTILIZADOS EN ESTE
MANUAL O POR ESTA MÁQUINA
ALIMENTACIÓN DE
ENTRADA
ON
OFF
ALTA TEMPERATURA
DISYUNTOR
ALIMENTADOR DE
ALAMBRE
SALIDA POSITIVA
SALIDA NEGATIVA
INVERSOR
ALIMENTACIÓN DE
ENTRADA
CORRIENTE DIRECTA
VOLTAJE DEL
CIRCUITO ABIERTO
VOLTAJE DE
ENTRADA
VOLTAJE DE SALIDA
CORRIENTE DE
ENTRADA
CORRIENTE DE
SALIDA
TIERRA DE
PROTECCIÓN
ADVERTENCIA o
PRECAUCIÓN
EXPLOSIÓN
VOLTAJE PELIGROSO
Riesgo de descarga 1

WELD-PAK 90i FC OPERACIÓN
10
Precauciones de seguridad
No intente utilizar este equipo sin haber leído detenidamente todos los
manuales de funcionamiento y mantenimiento suministrados con su
equipo y cualquier máquina de soldadura relacionada con la que se
vaya a utilizar. Incluyen importantes precauciones de seguridad e
instrucciones detalladas de funcionamiento y mantenimiento.
OPERACIÓN DE LA MÁQUINA
Una vez que configure la máquina de acuerdo con las instrucciones,
consulte la Tabla
B.1 y la etiqueta de procedimiento ubicada en el interior de la puerta
del compartimento del propulsor de alambre de la máquina, para
conocer la información de configuración, los consumibles y algunos
consejos rápidos de soldadura.
1. Seleccione el voltaje de soldadura (potencia) según el grosor del
material de la pieza de trabajo, como se indica en el panel frontal.
2. Seleccione la velocidad de alimentación del alambre necesaria
con la perilla de “velocidad del alambre”.
3. Asegúrese de usar la indumentaria y el equipo de seguridad
adecuados para soldar (p. ej., careta de soldar, guantes, delantal,
etc.) FIGURA 5
4. Conecte la pinza de trabajo al metal que se va a soldar. La pinza
de trabajo debe hacer buen contacto eléctrico con la pieza de
trabajo. La pieza de trabajo también debe estar conectada a
tierra, como se indica en Precauciones de seguridad para la
soldadura por arco, al principio de este manual.
5. Según el tipo y orientación de la unión soldada, posicione la
pistola en el ángulo correcto con respecto a dicha unión.
6. Para comenzar a soldar, levante la mirilla manual o baje el casco
para protegerse los ojos y apriete el gatillo.
7. Durante la soldadura, desplácese a velocidad constante y
mantenga una proyección del electrodo de 10 mm (3/8’’).
8. Para dejar de soldar, suelte el gatillo de la pistola.
9. Al concluir la soldadura, apague la máquina.
, ADVERTENCIA
Las DESCARGAS ELÉCTRICAS
pueden ser mortales.
• No toque piezas eléctricas como las terminales de
salida o el cableado interno.
• Aíslese del trabajo y de la tierra.
• Use siempre guantes aislantes secos.
Las CHISPAS DE SOLDADURA
pueden provocar incendios o
explosiones.
• Mantenga el material inflamable alejado.
• No suelde sobre contenedores que hayan retenido
combustibles.
Los RAYOS DEL ARCO pueden
quemar.
• Use protección de ojos, oídos y cuerpo.
Las EMANACIONES Y LOS GASES
pueden ser peligrosos.
Aunque la eliminación de las partículas sólidas del
humo de la soldadura puede reducir el requisito de
ventilación, las concentraciones de emanaciones y
gases de escape incoloros pueden ser peligrosos para la salud. Evite
respirar concentraciones de estos vapores y gases. Utilice una
ventilación adecuada al soldar. Consulte ANSI Z49.1, “Seguridad en
soldadura y corte”, publicado por la Sociedad Americana de Soldadura.
Cable de la
pistola
Pieza de
trabajo
Pinza de
trabajo

WELD-PAK 90i FC OPERACIÓN
11
TABLA B.1
FCAW sin gas (con núcleo de fundente)
Alambre de soldar
0.030 Lincoln NR-211-MP (alambre con núcleo de fundente blindado)
0.035 Lincoln NR-211-MP (alambre con núcleo de fundente blindado)
Punta de contacto
0.030 (0.8 mm) - N.º de pieza de Lincoln KH711
0.035 (0.9 mm) - N.º de pieza de Lincoln KH712
Rodillo propulsor
Ranura estriada de 0.030/0.035 (0.8 mm/0.9 mm); N.º de pieza de Lincoln KP4364-035
Carga del alambre
Recuerde: Retire la punta de contacto antes de cargar el alambre
Mantenga tensión en el alambre para evitar que el carrete se desenrede.
1. Corte la parte doblada del alambre y enderece los primeros 10 cm (4’’) para insertarlos en los rodillos y la pistola.
2. Suelte el brazo de presión cargado con resorte y gire el brazo del rodillo de giro libre para alejarlo del rodillo propulsor.
3. Pase el alambre a través del tubo de guía, sobre el rodillo propulsor, e introdúzcalo en el revestimiento de la pistola. Cierre el brazo de giro libre.
Tensión de
alimentación del
alambre
Los ajustes de velocidad de alimentación del alambre que se sugieren en la tabla siguiente se basan en una configuración de tensión del alambre de valor intermedio. La tensión se puede cambiar
si es necesario para mejorar la alimentación del alambre; sin embargo, podría ser necesario ajustar el WFS conforme a los valores de la tabla siguiente.
Configuración
sugerida para la
soldadura
SIN GAS, CON ALAMBRE NR-
211
Calibre 20
0,9 mm
Calibre 18
1,2 mm
Calibre 16
1,6 mm
Calibre 14
2.1 mm
Calibre 1/8”
3.2 mm
0.030 NR-211
Voltaje
1.5
2.5
3
4
6
WFS
3.5
5
7
8
10
0.035 NR-211
Voltaje
--
2
3
4
6
WFS
--
3
4.5
6
10
Consejos útiles
Suelde a un ritmo constante
NO haga oscilar el arco, ni hacia delante, ni hacia atrás ni hacia los lados
Retire la escoria con el martillo de astillar para exponer la soldadura
Para uniones de soldadura horizontales, recuerde: Mayor lentitud si se acumula escoria
Consulte el manual para diagnosticar y resolver problemas de mala calidad en la soldadura
Dirección de la
soldadura Y ángulo
de la pistola con
respecto a la
dirección de la
soldadura
Horizontal: "Arrastre"
Vertical ascendente
Vertical descendente
Ángulos correctos
de la pistola para
tipos de unión
soldada comunes
Junta en “T”
Junta a hueso
Junta empalmada
Proyección
eléctrica
Mantenga una proyección del
electrodo de 10 mm (3/8") durante
la soldadura.
, ADVERTENCIA
El uso de esta unidad en materiales más gruesos de lo recomendado
puede dar lugar a soldaduras de mala calidad. Las soldaduras pueden
parecer buenas, pero podrían carecer de la fusión o unión necesaria para
crear una soldadura fuerte. Esto se llama “fundición en frío” o “lamido
en frío” y se asemeja a una unión de soldadura de estaño en frío. Puede
haber una falla en la soldadura.
LISTA DE PIEZAS DE REPUESTO
Punta de contacto
(0.8 mm [0.030"])
KH711 (0.8 mm [0.030”])
Punta de contacto
(0.9 mm [0.035"])
KH712 (0.9 mm [0.035”])
Rodillo propulsor
KP4364-035
Boquilla
KH726
Cable FCAW
LINCOLN 0.030 NR-211-MP
Cable FCAW
LINCOLN 0.035 NR-211-MP
45°
45°
3/8
PUNTA DE
CONTACTO
ELECTRODO

WELD-PAK 90i FC SOLUCIÓN DE PROBLEMAS
12
MANTENIMIENTO
, ADVERTENCIA
Las DESCARGAS ELÉCTRICAS
pueden ser mortales.
• Corte la alimentación en la fuente de poder de
soldadura antes de la instalación o de cambiar
los rodillos propulsores o las guías.
• No toque las partes electrificadas.
• Al apretar el gatillo de la pistola, el electrodo y el mecanismo de
propulsión se conectan a la electricidad y la tierra al trabajar, y
pueden permanecer energizados varios segundos después de
soltar el gatillo.
• No opere la máquina con ninguna cubierta, tablero o guarda
retirada o abierta.
• Solo el personal calificado debe realizar los trabajos de
mantenimiento.
PUNTOS QUE NO REQUIEREN MANTENIMIENTO
• Motor propulsor y caja de engranajes: lubricación de por vida
• Husillo del carrete de alambre: NO lubricar el eje
MANTENIMIENTO DE RUTINA Y PERIÓDICO
• ANTES DE CADA USO: Compruebe la máquina y los
accesorios en busca de condiciones evidentes que pudieran
impedir una operación segura. Repare o reemplace los
elementos según sea necesario para corregir cualquier
condición anormal.
DESPUÉS DE 5 MINUTOS DE SOLDADURA, O CUANDO SE
ACUMULEN SALPICADURAS EN LA PUNTA DE CONTACTO:
• LIMPIEZA DE LA PUNTA Y LA BOQUILLA: Con el interruptor
de alimentación en la posición de apagado, limpie la boquilla y
la punta de contacto para evitar que se forme un arco eléctrico
entre ellas. El arqueo puede provocar un cortocircuito en la
boquilla, soldaduras deficientes y sobrecalentamiento de la
pistola. Sugerencia: El aerosol o gel antiadherente, que puede
obtener de un proveedor de materiales de soldadura, puede
reducir la acumulación y ayudar a eliminar las salpicaduras.
DIAGNÓSTICO Y
RESOLUCIÓN DE
PROBLEMAS
CÓMO UTILIZAR LA GUÍA DE SOLUCIÓN DE PROBLEMAS
, ADVERTENCIA
El servicio y la reparación solo deben ser realizados por personal
capacitado de Lincoln Electric Factory. Las reparaciones no autorizadas
realizadas en este equipo pueden ser peligrosas para el técnico y el
operador de la máquina e invalidará la garantía de fábrica. Por su
seguridad y para evitar descargas eléctricas, aplique todas las notas y
precauciones de seguridad detalladas en este manual.
Esta Guía de resolución de problemas le ayudará a localizar y
reparar posibles averías en la máquina. Simplemente siga el
procedimiento de tres pasos que se indica a continuación.
Paso 1. LOCALIZAR PROBLEMA (SÍNTOMA)
Mire la columna denominada “PROBLEMA (SÍNTOMAS)”. Esta
columna describe los posibles síntomas que la máquina puede
presentar. Encuentre el concepto que mejor describa el síntoma que
presenta la máquina.
Paso 2. CAUSA POSIBLE.
En la segunda columna, denominada “CAUSA POSIBLE”, se
enumeran las posibles causas externas evidentes que podrían
contribuir al síntoma de la máquina.
Paso 3. CURSO DE ACCIÓN RECOMENDADO
En esta columna, se proporciona la acción para la causa posible;
por lo general, se recomienda ponerse en contacto con su centro de
servicio de campo autorizado local de Lincoln.
Si no entiende o no puede realizar el Curso de acción recomendado
de forma segura, póngase en contacto con su Centro de servicio en
campo local autorizado de Lincoln.
, ADVERTENCIA
El CHOQUE ELÉCTRICO puede
provocar la muerte.
• Apague la máquina en el interruptor de
desconexión de la parte posterior de la máquina
y retire las conexiones de la fuente de
alimentación principal antes de realizar cualquier
solución de problemas.

WELD-PAK 90i FC SOLUCIÓN DE PROBLEMAS
13
Lea todas las directrices de seguridad detalladas en este manual
PROBLEMA (SÍNTOMAS)
POSIBLES ÁREAS DE FALLAS DE AJUSTE
ACCIÓN RECOMENDADA
El cordón de soldadura es
demasiado grueso (de forma
intermitente).
La velocidad de desplazamiento es lenta o
poco uniforme.
Aumente la velocidad de desplazamiento y manténgala
constante.
El intervalo de calor de salida es demasiado
alto.
Reduzca el voltaje.
El cordón no penetra en el
metal de base.
La velocidad de desplazamiento es poco
uniforme.
Disminuya la velocidad de desplazamiento y manténgala
constante.
El intervalo de calor de salida es demasiado
bajo.
Aumente el voltaje.
El alambre chisporrotea y se
pega a la pieza de trabajo.
El alambre está húmedo.
Cambie por un alambre seco. Asegúrese de guardar el
alambre en un lugar seco
La velocidad de avance del alambre (WFS) es
demasiado rápida.
Reduzca la WFS.
El borde de la soldadura
tiene depresiones irregulares.
La velocidad de desplazamiento es demasiado
rápida.
Reduzca la velocidad de desplazamiento
La WFS es demasiado rápida.
Reduzca la WFS.
El intervalo de calor de salida es demasiado
alto.
Ponga el interruptor de Intervalo de calor bajo–alto en
Bajo, o el Ajuste de calor fino en (1).
Si por algún motivo no entiende los procedimientos de prueba o no puede llevar a cabo las pruebas o reparaciones de forma segura, póngase en contacto con el Centro de
servicio autorizado de Lincoln y solicite asistencia técnica de diagnóstico y solución de problemas antes de proceder.
WWW.LINCOLNELECTRIC.COM/LOCATOR

WELD-PAK 90i FC DIAGRAMAS
14
PARTE DELANTERA DE LA
MÁQUINA
PARTE TRASERA DE LA MÁQUINA
K1, 120 V CA, 50/60 Hz
AC1
AC2
G
RECTIFICADOR
VENTILADOR
MOTOR
SOPLETE
SALIDA
+
SALIDA
-


ÇÕ
Á Ç

POLÍTICA DE SERVICIO AL CLIENTE
El negocio de Lincoln Electric es la manufactura y venta de equipo
de soldadura, sistemas de soldadura automatizados, consumibles y
equipo de corte de alta calidad. Nuestro desafío es satisfacer
las necesidades de nuestros clientes, quienes son expertos en sus
respectivos campos, y superar sus expectativas. En ocasiones, los
clientes pueden solicitar información a Lincoln Electric o información
técnica sobre el uso de nuestros productos. Nuestros empleados
responden a las consultas lo mejor que pueden con base en la
información y especificaciones que les proporcionan los clientes y
en el conocimiento que pueden tener con respecto a la aplicación.
Sin embargo, nuestros empleados no están en la posición de
verificar la información proporcionada, de evaluar ni de proporcionar
asesoría de ingeniería con respecto a los requisitos de ingeniería de
un proyecto de soldadura en particular. Por eso, Lincoln Electric no
garantiza ni asume ninguna responsabilidad con respecto a dicha
información o comunicaciones. Además, la expresión de dicha
información o información técnica no crea, expande ni altera
ninguna garantía sobre nuestros productos. Cualquier garantía
expresa o implícita que pudiera surgir de la información o
información técnica, incluyendo cualquier garantía implícita de
comerciabilidad o cualquier garantía de idoneidad para el propósito
particular de un cliente se rechaza específicamente.
Lincoln Electric es un fabricante responsable pero la definición de
especificaciones así como la selección y el uso de los productos
específicos vendidos por Lincoln Electric están únicamente dentro
del control del cliente y son de su exclusiva responsabilidad.
Muchas variables que están fuera del control de Lincoln Electric
afectan los resultados obtenidos al aplicar estos tipos de métodos
de fabricación y requisitos de servicio.
EQUIPO DE CONTROL DE HUMOS DE SOLDADURA
La operación del equipo de control de vapores de soldadura se ve
afectada por distintos factores que incluyen el uso y la colocación
apropiados del equipo, el mantenimiento del equipo y el
procedimiento específico de soldadura, además de la aplicación
involucrada. El nivel de exposición del trabajador será revisado al
momento de la instalación y periódicamente después de eso para
estar seguros de que se encuentra dentro de los límites aplicables
de la OSHA PEL y de ACGIH TLV.
THE LINCOLN ELECTRIC COMPANY
22801 St. Clair Avenue • Cleveland, OH • 44117-1199 • EE. UU.
Teléfono: +1.216.481.8100 • www.lincolnelectric.com
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
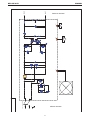 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63































































Lincoln Electric Flux Core 90i 120V Welder El manual del propietario
- Categoría
- Sistema de soldadura
- Tipo
- El manual del propietario
- Este manual también es adecuado para
En otros idiomas
Documentos relacionados
-
Lincoln Electric SP140-T Instrucciones de operación
-
Lincoln Electric K2513-1 Manual de usuario
-
Lincoln Electric MIG-PAK 180 Instrucciones de operación
-
-
-
-
Lincoln Electric Handy MIG Manual de usuario
-
-