HobartWelders HANDLER 140 AND H100S2-10 GUN El manual del propietario
- Tipo
- El manual del propietario

www.HobartWelders.com
OM-258 267A/spa 2012−09
Procesos
Fuente de Poder para Soldadura
de Arco
Alimentador de alambre
Descripción
Soldadura MIG
Handler 140
y pistola H100S2-10
R
Soldadura con alambre tubular
File: MIG (GMAW)
MANUAL DEL OPERADOR

INDICE
SECCIÓN 1 − PRECAUCIONES DE SEGURIDAD − LEA ANTES DE USAR 1........................
1-1. Uso de símbolos 1................................................................
1-2. Peligros en soldadura de arco 1.....................................................
1-3. Símbolos adicionales para instalación, operación y mantenimiento 3......................
1-4. CALIFORNIA Proposición 65 Advertencia 4..........................................
1-5. Estándares principales de seguridad 4...............................................
1-6. Información sobre los campos electromagnéticos (EMF) 5..............................
SECCIÓN 2 − DEFINICIONES 7................................................................
2-1. Símbolos y definiciones 7..........................................................
SECCIÓN 3 − ESPECIFICACIONES 7...........................................................
3-1. Especificaciones 7................................................................
3-2. Ciclo de trabajo y el sobrecalentamiento 8............................................
3-3. Curvas voltio-amperio 8...........................................................
SECCIÓN 4 − INSTALACIÓN 9................................................................
4-1. Ubicación de la etiqueta con el número de serie y los valores nominales de los parámetros
eléctricos de la máquina 9.........................................................
4-2. Seleccionando una ubicación 9.....................................................
4-3. Instalando la pistola 10.............................................................
4-4. Instalando la grampa de trabajo 10...................................................
4-5. Tabla de Proceso/Polaridad 11.......................................................
4-6. Cambiando la polaridad 11..........................................................
4-7. Instalando el gas protectivo 12.......................................................
4-8. Conectando la potencia de entrada 13................................................
4-10. Instalando el carrete de alambre y ajuste de la tensión del eje 14..........................
4-11. Instalando el tubo de contacto y la boquilla 15..........................................
4-12. Alimentando el alambre de suelda 16.................................................
SECCIÓN 5 − OPERACIÓN 18..................................................................
5-1. Controles 18......................................................................
5-2. Parámetro de soldadura 19.........................................................
SECCIÓN 6 − MANTENIMIENTO Y CORRECCION DE AVERÍAS 20.................................
6-1. Mantenimiento rutinario 20..........................................................
6-2. Protección contra sobrecargas 20....................................................
6-3. Protección para el motor de impulsar 20...............................................
6-4. Cambiando el rodillo de alimentación y guía de alambre 21...............................
6-5. Reemplazando el tubo de contacto de la pistola 21......................................
6-6. Limpiando o reemplazando el forro interno del cable de la pistola 22.......................
6-7. Reemplazando el interruptor y/o tubo cabezal 23.......................................
6-8. Corrección de averías 24...........................................................
SECCIÓN 7 − DIAGRAMAS ELECTRICOS 25.....................................................
SECCIÓN 8 − DIRECTIVAS PARA SOLDADURA MIG (GMAW) 26...................................
8-1. Conexiones típicas para el proceso MIG (GMAW) 26....................................
8-2. Fijaciones de control para un proceso de MIG típico 27..................................
8-3. Como sostener y posicionar la pistola de soldar 28......................................
8-4. Condiciones que afectan la forma del cordón de suelda 29...............................
8-5. Movimiento de la pistola durante la suelda 30..........................................
8-6. Características malas de un cordón de soldadura 30....................................
8-7. Características buenas de un cordón de soldadura 30...................................
8-8. Soluciones a problemas de soldadura − excesiva salpicadura 31..........................
8-9. Soluciones a problemas de soldadura − porosidad 31...................................
8-10. Soluciones a problemas de soldadura − penetración excesiva 32..........................
8-11. Soluciones a problemas de soldadura − falta de penetración 32...........................
Hobart esta registrado
en el Sistema Estandar
de Calidad ISO9001

INDICE
8-12. Soluciones a problemas de soldadura − fusión incompleta 32.............................
8-13. Soluciones a problemas de soldadura − hacer hueco 33.................................
8-14. Soluciones a problemas de soldadura − cordón en forma de olas 33.......................
8-15. Soluciones a problemas de soldadura − distorción 33...................................
8-16. Gases protectores comunes para MIG 34.............................................
8-17. Resolución de problemas para equipo de soldar semiautomático 34.......................
SECCIÓN 9 − ACCESORIOS/CONSUMIBLES 36.................................................


OM-258 267 Página 1
SECCIÓN 1 − PRECAUCIONES DE SEGURIDAD − LEA
ANTES DE USAR
spa_som_2011−10
7
Protéjase usted mismo y a otros contra lesiones — lea, cumpla y conserve estas importantes precauciones de seguridad e
instrucciones de utilización.
1-1. Uso de símbolos
¡PELIGRO! − Indica una situación peligrosa que, si no
se la evita, resultará en muerte o lesión grave. Los peli-
gros posibles se muestran en los símbolos adjuntos o
se explican en el texto.
Indica una situación peligrosa que, si no se la evita, po-
dría resultar en muerte o lesión grave. Los peligros po-
sibles se muestran en los símbolos adjuntos, o se expli-
can en el texto.
AVISO − Indica precauciones no relacionadas a lesiones personales
. Indica instrucciones especiales.
Este grupo de símbolos significa ¡Advertencia!, ¡Cuidado! CHOQUE
O DESCARGA ELÉCTRICA, PIEZAS QUE SE MUEVEN, y peligros
de PARTES CALIENTES. Consulte los símbolos e instrucciones re-
lacionadas abajo para la acción necesaria para evitar los peligros.
1-2. Peligros en soldadura de arco
Se usa los símbolos mostrados abajo por todo éste manual
para llamar la atención a y identificar a peligros posibles.
Cuando usted vee a este símbolo, tenga cuidado, y siga a las
instrucciónes relacionadas para evitar el peligro. La informa-
ción de seguridad dada abajo es solamente un resumen de la
información más completa de seguridad que se encuentra en
los estandares de seguridad de sección 1-5. Lea y siga todas
los estandares de seguridad.
Solamente personas calificadas deben instalar, operar, man-
tener y reparar ésta máquina.
Durante su operación mantenga lejos a todos, especialmente
a los niños.
UNA DESCARGA ELECTRICA pued
e
matarlo.
El tocar partes con carga eléctrica viva puede causa
r
un toque fatal o quemaduras severas. El circuito de
electrodo y trabajo está vivo eléctricamente cuando
quiera que la salida de la máquina esté prendida. E
l
circuito de entrada y los circuitos internos de la
máquina también están vivos eléctricamente cuando
la máquina está prendida. Cuando se suelda con
equipo automático o semiautomático, el alambre
,
carrete, el bastidor que contiene los rodillos de
alimentación y todas las partes de metal que tocan e
l
alambre de soldadura están vivos eléctricamente
.
Equipo instalado incorrectamente o sin conexión a
tierra es un peligro.
D No toque piezas que estén eléctricamente vivas.
D Use guantes de aislamiento secos y sin huecos y protección en el
cuerpo.
D Aíslese del trabajo y de la tierra usando alfombras o cubiertas lo
suficientemente grandes para prevenir cualquier contacto físico
con el trabajo o tierra.
D No use la salida de corriente alterna en áreas húmedas, si está
restringido en su movimiento, o esté en peligro de caerse.
D Use la salida CA SOLAMENTE si lo requiere el proceso de solda-
dura.
D Si se requiere la salida CA, use un control remoto si hay uno pre-
sente en la unidad.
D Se requieren precauciones adicionales de seguridad cuando cual-
quiera de las siguientes condiciones eléctricas peligrosas están
presentes en locales húmedos o mientras trae puesta ropa húme-
da, en estructuras de metal, tales como pisos, rejillas, o andamios;
cuando esté en posiciones apretadas tal como sentado, arrodilla-
do, acostado o cuando hay un riesgo alto de tener contacto
inevitable o accidental con la pieza de trabajo o tierra. Para estas
condiciones, use el equipo siguiente en el orden presentado: 1) un
soldadora semiautomática de voltaje constante (alambre) CD, 2)
una soldadura CD manual (convencional), o 3) una soldadora CA
voltaje reducido de circuito abierto. En la mayoría de las situacio-
nes, el uso de soldadora de alambre de voltaje constante CD es lo
recomendado. ¡Y, no trabaje solo!
D Desconecte la potencia de entrada o pare el motor antes de instalar
o dar servicio a este equipo. Apague con candado o usando etiqueta
inviolable (“lockout/tagout”) la entrada de potencia de acuerdo a OHA
29 CFR 1910.147 (vea Estándares de Seguridad).
D Instale, conecte a tierra y utilice correctamente este equipo de ac-
uerdo a las instrucciones de su Manual del usuario y a lo
establecido en los reglamentos nacionales, estatales y locales.
D Siempre verifique el suministro de tierra − chequee y asegúrese
que la entrada de la potencia al alambre de tierra esté apropiada-
mente conectada al terminal de tierra en la caja de desconexión
o que su enchufe esté conectado apropiadamente al receptáculo
de salida que esté conectado a tierra.
D Cuando esté haciendo las conexiones de entrada, conecte el con-
ductor de tierra primero − doble chequee sus conexiones.
D Mantenga los cordones o alambres secos, sin aceite o grasa, y
protegidos de metal caliente y chispas.
D Frecuentemente inspeccione el cordón de entrada de potencia por
daño o por alambre desnudo. Reemplace el cordón inmediata-
mente si está dañado − un alambre desnudo puede matarlo.
D Apague todo equipo cuando no esté usándolo.
D No use cables que estén gastados, dañados, de tamaño muy pe-
queño, o mal conectados.
D No envuelva los cables alrededor de su cuerpo.
D Si se requiere grampa de tierra en el trabajo haga la conexión de
tierra con un cable separado.
D No toque el electrodo si usted está en contacto con el trabajo o cir-
cuito de tierra u otro electrodo de una máquina diferente.
D No ponga en contacto dos portaelectrodos conectados a dos má-
quinas diferentes al mismo tiempo porque habrá presente
entonces un voltaje doble de circuito abierto.
D Use equipo bien mantenido. Repare o reemplace partes dañadas
inmediatamente. Mantenga la unidad de acuerdo al manual.
D Use tirantes de seguridad para prevenir que se caiga si está traba-
jando más arriba del nivel del piso.
D Mantenga todos los paneles y cubiertas en su sitio.
D Ponga la grampa del cable de trabajo con un buen contacto de me-
tal a metal al trabajo o mesa de trabajo lo más cerca de la suelda
que sea práctico.
D Guarde o aísle la grampa de tierra cuando no esté conectada a la
pieza de trabajo para que no haya contacto con ningún metal o al-
gún objeto que esté aterrizado.

OM-258 267 Página 2
D Aísle la abrazadera de tierra cuando no esté conectada a la pieza
de trabajo para evitar que contacto cualquier objeto de metal. Dis-
connect cable for process not in useDesconecte los cables si no
utiliza la máquina.
Aun DESPUÉS de haber apagado el motor, puede
quedar un VOLTAJE IMPORTANTE DE CC en las
fuentes de poder con convertidor CA/CC.
D Apague la inversora, desconecte la potencia de entrada y descar-
gue los condensadores de entrada según instrucciones en la
sección de mantenimiento antes de tocar parte alguna.
Las PIEZAS CALIENTES pueden
ocasionar quemaduras.
D No toque las partes calientes con la mano sin
guante.
D Deje que el equipo se enfríe antes de comen-
zar a trabajar en él.
D Para manejar partes calientes, use herramientas apropiadas y/o
póngase guantes pesados, con aislamiento para solar y ropa
para prevenir quemaduras.
El soldar produce humo y gases. Respirando estos
humos y gases pueden ser peligrosos a su salud.
D Mantenga su cabeza fuera del humo. No respi-
re el humo.
HUMO y GASES pueden ser peligrosos.
D Si está adentro, ventile el área y/o use ventilación local forzada an-
te el arco para quitar el humo y gases de soldadura.
D Si la ventilación es mala, use un respirador de aire aprobado.
D Lea y entienda las Hojas de Datos sobre Seguridad de Material
(MSDS’s) y las instrucciones del fabricante con respecto a metales,
consumibles, recubrimientos, limpiadores y desengrasadores.
D Trabaje en un espacio cerrado solamente si está bien ventilado o
mientras esté usando un respirador de aire. Siempre tenga una
persona entrenada cerca. Los humos y gases de la suelda pueden
desplazar el aire y bajar el nivel de oxígeno causando daño a la
salud o muerte. Asegúrese que el aire de respirar esté seguro.
D No suelde en ubicaciones cerca de operaciones de grasa, limpia-
miento o pintura al chorro. El calor y los rayos del arco pueden
hacer reacción con los vapores y formar gases altamente tóxicos
e irritantes.
D No suelde en materiales de recubrimientos como acero galvaniza-
do, plomo, o acero con recubrimiento de cadmio a no ser que se ha
quitado el recubrimiento del área de soldar, el área esté bien venti-
lada y mientras esté usando un respirador con fuente de aire. Los
recubrimientos de cualquier metal que contiene estos elementos
pueden emanar humos tóxicos cuando se sueldan.
Los rayos del arco de un proceso de suelda
producen un calor intenso y rayos ultravioletas
fuertes que pueden quemar los ojos y la piel. Las
chispas se escapan de la soldadura.
LOS RAYOS DEL ARCO pueden
quemar sus ojos y piel.
D Use una careta para soldar aprobada equipada con un filtro de protec-
ción apropiado para proteger su cara y ojos de los rayos del arco y de
las chispas mientras esté soldando o mirando.(véase los estándares
de seguridad ANSI Z49.1 y Z87.1).
D Use anteojos de seguridad aprobados que tengan protección lateral.
D Use pantallas de protección o barreras para proteger a otros del
destello, reflejos y chispas, alerte a otros que no miren el arco.
D Use ropa protectiva hecha de un material durable, resistente a la
llama (cuero, algodón grueso, o lana) y protección a los pies.
Soldando en un envase cerrado, como tanques,
tambores o tubos, puede causar explosión. Las
chispas pueden volar de un arco de soldar. Las
chispas que vuelan, la pieza de trabajo caliente y el
equipo caliente pueden causar fuegos y quemaduras. Un contacto
accidental del electrodo a objetos de metal puede causar chispas,
explosión, sobrecalentamiento, o fuego. Chequee y asegúrese que el
área esté segura antes de comenzar cualquier suelda.
EL SOLDAR puede causar fuego o
explosión.
D Quite todo material inflamable dentro de 11m de distancia del arco
de soldar. Si eso no es posible, cúbralo apretadamente con cubier-
tas aprobadas.
D No suelde donde las chispas pueden impactar material inflamable.
D Protéjase a usted mismo y otros de chispas que vuelan y metal ca-
liente.
D Este alerta de que chispas de soldar y materiales calientes del ac-
to de soldar pueden pasar a través de pequeñas rajaduras
o aperturas en áreas adyacentes.
D Siempre mire que no haya fuego y mantenga un extinguidor de
fuego cerca.
D Esté alerta que cuando se suelda en el techo, piso, pared o algún
tipo de separación, el calor puede causar fuego en la parte escon-
dida que no se puede ver.
D No suelde en recipientes que han contenido combustibles, ni en
recipientes cerrados como tanques, tambores o tuberías, a me-
nos que estén preparados correctamente de acuerdo con la
norma AWS F4.1 y AWS A6.0 (vea las normas de seguridad).
D No suelde donde la atmósfera pudiera contener polvo inflamable,
gas, o vapores de líquidos (como gasolina).
D Conecte el cable del trabajo al área de trabajo lo más cerca posible
al sitio donde va a soldar para prevenir que la corriente de soldadura
haga un largo viaje posiblemente por partes desconocidas causando
una descarga eléctrica, chispas y peligro de incendio.
D No use una soldadora para descongelar tubos helados.
D Quite el electrodo del porta electrodos o corte el alambre de soldar
cerca del tubo de contacto cuando no esté usándolo.
D Use ropa protectiva sin aceite como guantes de cuero, camisa pe-
sada, pantalones sin basta, zapatos altos o botas y una corra.
D Quite de su persona cualquier combustible, como encendedoras
de butano o cerillos, antes de comenzar a soldar.
D Después de completar el trabajo, inspeccione el área para asegu-
rarse de que esté sin chispas, rescoldo, y llamas.
D Use sólo los fusibles o disyuntores correctos. No los ponga de ta-
maño más grande o los pase por un lado.
D Siga los reglamentos en OSHA 1910.252 (a) (2) (iv) y NFPA 51B
para trabajo caliente y tenga una persona para cuidar fuegos y un
extinguidor cerca.
METAL QUE VUELA o TIERRA puede
lesionar los ojos.
D El soldar, picar, cepillar con alambre, o esmeri-
lar puede causar chispas y metal que vuele.
Cuando se enfrían las sueldas, estás pueden
soltar escoria.
D Use anteojos de seguridad aprobados con resguardos laterales
hasta debajo de su careta.
EL AMONTAMIENTO DE GAS puede
enfermarle o matarle.
D Cierre el suministro de gas comprimido cuando
no lo use.
D Siempre dé ventilación a espacios cerrados o
use un respirador aprobado que reemplaza el
aire.

OM-258 267 Página 3
Los CAMPOS ELÉCTRICOS Y MAGNÉTICOS
(EMF) pueden afectar el funcionamiento
de los dispositivos médicos implantados.
D Las personas que utilicen marcapasos u otros
dispositivos médicos implantados deben man-
tenerse apartadas de la zona de trabajo.
D Los usuarios de dispositivos médicos implantados deben
consultar a su médico y al fabricante del dispositivo antes de
efectuar trabajos, o estar cerca de donde se realizan, de
soldadura por arco, soldadura por puntos, ranurado, corte por
arco de plasma u operaciones de calentamiento por inducción.
EL RUIDO puede dañar su oído.
El ruido de algunos procesos o equipo puede dañar
su oído
D Use protección aprobada para el oído si el nivel
de ruido es muy alto.
LOS CILINDROS pueden estallar si
están averiados.
Los cilindros de gas comprimido contienen gas a
alta presión. Si están averiados los cilindros pueden
estallar. Como los cilindros son normalmente parte
del proceso de soldadura, sie pre trátelos con
cuidado.
D Proteja cilindros de gas comprimido del calor excesivo, golpes
mecánicos, daño físico, escoria, llamas, chispas y arcos.
D Instale y asegure los cilindros en una posición vertical asegurán-
dolos a un soporte estacionario o un sostén de cilindros para
prevenir que se caigan o se desplomen.
D Mantenga los cilindros lejos de circuitos de soldadura o eléctricos.
D Nunca envuelva la antorcha de suelda sobre un cilindro de gas.
D Nunca permita que un electrodo de soldadura toque ningún cilindro.
D Nunca suelde en un cilindro de presión − una explosión resultará.
D Use solamente cilindros de gas comprimido, reguladores, man-
gueras y conexiones diseñados para la aplicación específica;
manténgalos, al igual que las partes, en buenas condiciones.
D Siempre mantenga su cara lejos de la salida de una válvula cuan-
do esté operando la válvula de cilindro.
D Mantenga la tapa protectiva en su lugar sobre la válvula excepto
cuando el cilindro está en uso o conectado para ser usado.
D Use el equipo correcto, procedimientos correctos, y suficiente nú-
mero de personas para levantar y mover los cilindros.
D Lea y siga las instrucciones de los cilindros de gas comprimido,
equipo asociado y la publicación de la Asociación de Gas Compri-
mido (CGA) P−1 que están enlistados en los Estándares de
Seguridad.
1-3. Símbolos adicionales para instalación, operación y mantenimiento
Peligro de FUEGO O EXPLOSIÓN.
D No ponga la unidad encima de, sobre o cerca
de superficies combustibles.
D No instale la unidad cerca a objetos inflama-
bles.
D No sobrecarga a los alambres de su edificio − asegure que su
sistema de abastecimiento de potencia es adecuado en tamaño
capacidad y protegido para cumplir con las necesidades de esta
unidad.
Un EQUIPO AL CAER puede producir
lesiones.
D Use solamente al ojo de levantar para levantar
la unidad, NO al tren de rodaje, cilindros de
gas, ni otros accesorios.
D Use equipo de capacidad adecuada para le-
vantar la unidad.
D Si usa montacargas para mover la unidad, asegúrese que las
puntas del montacargas sean lo suficientemente largas para ex-
tenderse más allá del lado opuesto de la unidad.
D Cuando trabaje desde una ubicación elevada, mantenga el
equipo (cables y cordones) alejado de los vehículos en
movimiento.
D Siga las pautas incluidas en el Manual de aplicaciones de la
ecuación revisada para levantamiento de cargas del NIOSH
(Publicación Nº 94–110) cuando tenga que levantar cargas
pesadas o equipos.
SOBREUSO puede causar SOBRE−
CALENTAMIENTO DEL EQUIPO
D Permite un período de enfriamiento, siga el ci-
clo de trabajo nominal.
D Reduzca la corriente o ciclo de trabajo antes de
soldar de nuevo.
D No bloquee o filtre el flujo de aire a la unidad.
Las CHISPAS DESPEDIDAS por los
equipos pueden ocasionar lesiones.
D Use un resguardo para la cara para proteger
los ojos y la cara.
D De la forma al electrodo de tungsteno solamente en una amola-
dora con los resguardos apropiados en una ubicación segura
usando la protección necesaria para la cara, manos y cuerpo.
D Las chispas pueden causar fuego − mantenga los inflamables
lejos.
ESTÁTICA (ESD) puede dañar las ta-
blillas impresas de circuito.
D Ponga los tirantes aterrizados de muñeca AN-
TES de tocar las tablillas o partes.
D Use bolsas y cajas adecuadas anti-estáticas
para almacenar, mover o enviar tarjetas impre-
sas de circuito.
Las PIEZAS MÓVILES pueden provo-
car lesiones.
D Aléjese de toda parte en movimiento.
D Aléjese de todo punto que pellizque, tal como
rodillos impulsados.
El ALAMBRE de SOLDAR puede
causar heridas.
D No presione el gatillo de la antorcha hasta que
reciba estas instrucciones.
D No apunte la punta de la antorcha hacia ningu-
na parte del cuerpo, otras personas o cualquier
objeto de metal cuando esté pasando el alam-
bre.

OM-258 267 Página 4
La EXPLOSIÓN DE LA BATERÍA puede
producir lesiones.
D No utilice la soldadora para cargar baterías ni
para hacer arrancar vehículos a menos que
tenga incorporado un cargador de baterías
diseñado para ello.
Las PIEZAS MÓVILES pueden
provocar lesiones.
D Aléjese de toda parte en movimiento, tal como
los ventiladores.
D Mantenga todas las puertas, paneles, tapas y
guardas cerrados y en su lugar.
D Verifique que sólo el personal cualificado retire puertas, paneles,
tapas o protecciones para realizar tareas de mantenimiento, o
resolver problemas, según sea necesario.
D Reinstale puertas, tapas, o resguardos cuando se acabe de dar
mantenimiento y antes de reconectar la potencia de entrada.
LEER INSTRUCCIONES.
D Lea y siga cuidadosamente las instrucciones
contenidas en todas las etiquetas y en el
Manual del usuario antes de instalar, utilizar o
realizar tareas de mantenimiento en la unidad.
Lea la información de seguridad incluida en la
primera parte del manual y en cada sección.
D Utilice únicamente piezas de reemplazo legítimas del fabricante.
D Los trabajos de mantenimiento deben ser ejecutados
de acuerdo a las instrucciones del manual del usuario, las
normas de la industria y los códigos nacionales, estatales
y locales.
RADIACIÓN de ALTA FRECUENCIA
puede causar interferencia.
D Radiación de alta frecuencia (H.F., en inglés)
puede interferir con navegación de radio, servi-
cios de seguridad, computadoras y equipos de
comunicación.
D Asegure que solamente personas calificadas, familiarizadas con
equipos electrónicas instala el equipo.
D El usuario se responsabiliza de tener un electricista capacitado
que pronto corrija cualquier problema causado por la instalación.
D Si la FCC (Comisión Federal de Comunicación) le notifica que hay
interferencia, deje de usar el equipo de inmediato.
D Asegure que la instalación recibe chequeo y mantenimiento regu-
lar.
D Mantenga las puertas y paneles de una fuente de alta frecuencia
cerradas completamente, mantenga la distancia de la chispa en
los platinos en su fijación correcta y haga tierra y proteja contra co-
rriente para minimizar la posibilidad de interferencia.
La SOLDADURA DE ARCO puede
causar interferencia.
D La energía electromagnética puede interferir
con equipo electrónico sensitivo como compu-
tadoras, o equipos impulsados por computado-
ras, como robotes.
D Asegúrese que todo el equipo en el área de soldadura sea elec-
tro-magnéticamente compatible.
D Para reducir posible interferencia, mantenga los cables de sol-
dadura lo más cortos posible, lo más juntos posible o en el suelo,
si fuera posible.
D Ponga su operación de soldadura por lo menos a 100 metros de
distancia de cualquier equipo que sea sensible electrónicamente.
D Asegúrese que la máquina de soldar esté instalada y aterrizada
de acuerdo a este manual.
D Si todavía ocurre interferencia, el operador tiene que tomar me-
didas extras como el de mover la máquina de soldar, usar cables
blindados, usar filtros de línea o blindar de una manera u otra la
área de trabajo.
1-4. CALIFORNIA Proposición 65 Advertencia
Este producto cuando se usa para soldar o cortar, produce
humo o gases que contienen químicos conocidos en el esta-
do de California por causar defectos al feto y en algunos
casos, cáncer. (Sección de Seguridad del Código de Salud en
California No. 25249.5 y lo que sigue)
Este producto contiene químicos, incluso plomo, que el es-
tado de California reconoce como causantes de cáncer,
defectos de nacimiento y otros daños al sistema reproductor.
Lávese las manos después de su uso.
1-5. Estándares principales de seguridad
Safety in Welding, Cutting, and Allied Processes, ANSI Standard Z49.1,
is available as a free download from the American Welding Society at
http://www.aws.org or purchased from Global Engineering Documents
(phone: 1-877-413-5184, website: www.global.ihs.com).
Safe Practices for the Preparation of Containers and Piping for Welding
and Cutting, American Welding Society Standard AWS F4.1, from Glob-
al Engineering Documents (phone: 1-877-413-5184, website:
www.global.ihs.com).
Safe Practices for Welding and Cutting Containers that have Held Com-
bustibles, American Welding Society Standard AWS A6.0, from Global
Engineering Documents (phone: 1-877-413-5184,
website: www.global.ihs.com).
National Electrical Code, NFPA Standard 70, from National Fire Protec-
tion Association, Quincy, MA 02269 (phone: 1-800-344-3555, website:
www.nfpa.org and www. sparky.org).
Safe Handling of Compressed Gases in Cylinders, CGA Pamphlet P-1,
from Compressed Gas Association, 14501 George Carter Way, Suite
103, Chantilly, VA 20151 (phone: 703-788-2700, website:www.cga-
net.com).
Safety in Welding, Cutting, and Allied Processes, CSA Standard
W117.2, from Canadian Standards Association, Standards Sales, 5060
Spectrum Way, Suite 100, Ontario, Canada L4W 5NS (phone:
800-463-6727, website: www.csa-international.org).
Safe Practice For Occupational And Educational Eye And Face Protec-
tion, ANSI Standard Z87.1, from American National Standards Institute,
25 West 43rd Street, New York, NY 10036 (phone: 212-642-4900, web-
site: www.ansi.org).
Standard for Fire Prevention During Welding, Cutting, and Other Hot
Work, NFPA Standard 51B, from National Fire Protection Association,
Quincy, MA 02269 (phone: 1-800-344-3555, website: www.nfpa.org.
OSHA, Occupational Safety and Health Standards for General Indus-
try, Title 29, Code of Federal Regulations (CFR), Part 1910, Subpart Q,
and Part 1926, Subpart J, from U.S. Government Printing Office, Super-
intendent of Documents, P.O. Box 371954, Pittsburgh, PA 15250-7954
(phone: 1-866-512-1800) (there are 10 OSHA Regional Offices—
phone for Region 5, Chicago, is 312-353-2220, website:
www.osha.gov).
Applications Manual for the Revised NIOSH Lifting Equation, The Na-
tional Institute for Occupational Safety and Health (NIOSH), 1600
Clifton Rd, Atlanta, GA 30333 (phone: 1-800-232-4636, website:
www.cdc.gov/NIOSH).

OM-258 267 Página 5
1-6. Información sobre los campos electromagnéticos (EMF)
La corriente que fluye a través de un conductor genera campos
eléctricos y magnéticos (EMF) localizados. La corriente de la soldadura
genera un campo EMF alrededor del circuito y los equipos de
soldadura. Los campos EMF pueden interferir con algunos dispositivos
médicos implantados como, por ejemplo, los marcapasos. Por lo tanto,
se deben tomar medidas de protección para las personas que utilizan
estos implantes médicos. Por ejemplo, aplique restricciones al acceso
de personas que pasan por las cercanías o realice evaluaciones de
riesgo individuales para los soldadores. Todos los soldadores deben
seguir los procedimientos que se indican a continuación con el objeto
de minimizar la exposición a los campos EMF generados por el circuito
de soldadura:
1. Mantenga los cables juntos retorciéndolos entre sí o uniéndolos
mediante cintas o una cubierta para cables.
2. No ubique su cuerpo entre los cables de soldadura. Disponga
los cables a un lado y apártelos del operario.
3. No enrolle ni cuelgue los cables sobre su cuerpo.
4. Mantenga la cabeza y el tronco tan apartados del equipo del
circuito de soldadura como le sea posible.
5. Conecte la pinza de masa en la pieza lo más cerca posible de la
soldadura.
6. No trabaje cerca de la fuente de alimentación para soldadura, ni
se siente o recueste sobre ella.
7. No suelde mientras transporta la fuente de alimentación o el
alimentador de alambre.
Acerca de los aparatos médicos implantados:
Las personas que usen aparatos médico implantados deben consultar
con su médico y el fabricante del aparato antes de llevar a cabo o acer-
carse a soldadura de arco, soldadura de punto, ranurar, hacer corte por
plasma, u operaciones de calentamiento por inducción. Si su doctor lo
permite, entonces siga los procedimientos de arriba.

OM-258 267 Página 6

OM-258 267 Pagina 7
SECCIÓN 2 − DEFINICIONES
2-1. Símbolos y definiciones
A
Amperaje
V
Voltaje
Hz
Hertz Negativo
Positivo
Corriente Directa
(CD)
Monofásica Entrada
Salida Entrada de Voltaje Apagado Prendido
No cambie mien-
tras suelde
Soldadura MIG
Alimentador de
alambre
Conexión de línea
Transformador
Rectificador Mono-
fásico
S
Apto para Soldar
en un Entomo con
mayor Reisgo de
shock Electrico
Porciento
U
0
Voltaje nominal sin
carga (término me-
dio)
U
1
Voltaje nominal de
la fuente
U
2
Voltaje de carga
I
1
Corriente nominal
de la fuente
I
2
Corriente de solda-
dura nominal
X
Ciclo de trabajo
SECCIÓN 3 − ESPECIFICACIONES
3-1. Especificaciones
Salida Nominal de
Soldadura
Gama
de Amperaje
Voltaje de
Circuito Abierto
Máximo (CD)
Entrada en Ampe-
rios a la Carga No-
minal, 115 V, 60 Hz,
Monofásica
KVA KW
Peso
C/Pistola
Dimensiones
90 A @
18.5 Volts CD,
Ciclo de Trabajo
de 20%
25 − 140
28 20 2,90 2,50
26 kg
Largo: 495 mm
Ancho: 270 mm
Alto: 314 mm
Tipo y diámetro
de alambre
Sólido/
Inoxidable
Tubular Aluminio
Gama de velocidad de alimentación de alambre
0,6 −0,9 mm
0,8 − 0,9 mm 0,8 mm
1,3 − 18,8 m/min sin carga
1,0 − 17,8 m/min alimentando el alambre

OM-258 267 Página 8
3-2. Ciclo de trabajo y el sobrecalentamiento
Ciclo de trabajo es un porcentaje de
10 minutos que la unidad o pistola
puede soldar a la carga nominal sin
sobrecalentarse.
Si la unidad se sobrecaliente, el
termostato se abre, salida se para,
y el ventilador sigue funcionando.
Espere quince minutos para enfriar
la unidad. Reduzca el amperaje o el
ciclo de trabajo antes de soldar.
AVISO − Excediendo el ciclo de tra-
bajo puede dañar la unidad o pistola
e invalidar la garantía.
Sobrecalentando
0
15
O
reduzca el ciclo
de trabajo
Minutos
Rendimiento 1 4/95 − 217 623-A
20% ciclo de trabajo a 90 Amperios
1
410
20
40 60 100
2
6808
10
20
40
60
80
100
200
140
% Ciclo de trabajo
Amperios
2 minutos soldando 8 minutos enfriando
A o V
3-3. Curvas voltio-amperio
ssb1.1 10/91 − 257 981-A
0
5
10
15
20
25
30
0 10 20 30 40 50 60 70 80 90 100 110 120 130 140 150
Voltio
Amperios
GAMA 5
GAMA 4
GAMA 3
GAMA 2
GAMA 1

OM-258 267 Pagina 9
SECCIÓN 4 − INSTALACIÓN
4-1. Ubicación de la etiqueta con el número de serie y los valores nominales de los
parámetros eléctricos de la máquina
El número de serie y los valores nominales de este producto están ubicados en su parte posterior. Use esta etiqueta para determinar los requisitos
de la alimentación eléctrica y la potencia de salida nominal de la máquina. Anote el número de serie de la máquina en el lugar indicado en la contra-
portada de este manual para consultas futuras.
8 Receptáculo aterrizado
9 Etiqueta de gama
Ubique la unidad cerca de una fuente de
potencia eléctrica correcta.
! Se puede requerir una instalación
especial donde gasolina o líquidos
volátiles estén presente − vea a
NEC Articulo 511 o CEC Sección 20.
! No mueva o opere la unidad
donde podría voltearse.
4-2. Seleccionando una ubicación
2
258 641-A
1
18 pulg.
(460 mm)
18 pulg.
(460 mm)

OM-258 267 Página 10
4-3. Instalando la pistola
258 315-A
3
4
1
2
3
10 Ensamblaje de los Rodillos de
Alimentación
11 Tornillo de pulgar para asegurar
la antorcha
12 Extremo de la Pistola
Afloje el tornillo de pulgar. Pase el
extremo de la pistola a través de la
abertura en el panel frontal hasta
que se asiente contra el
ensamblaje de impulsar. Apriete el
tornillo de pulgar.
Se debe introducir la antorcha de
soldadura completamente para
impedir fuga del gas protector.
13 Cables del gatillo de la antorcha
Introduzca los cables, uno a la vez,
a través de la abertura para la
antorcha en el panel frontal. Conecte
los terminales hembras de fricción a
los terminales machos que hagan
pareja en la unidad. No es importante
la polaridad.
Cierre la puerta.
Correcta
Incorrecta
. Asegúrese de que el extremo de la
antorcha esté bien ajustado contra
el montaje de impulsar.
Antorcha completamente asentadaAntorcha no asentada
Si los O-rings quedan expuestos
causarán pérdidas de gas
protectivo.
4-4. Instalando la grampa de trabajo
14 Pinza de trabajo
15 Cable de trabajo de la unidad
16 Tornillo
17 Arandela plana
18 Arandela de presión
19 Tuerca
Route work cable through hole in
clamp handle. Secure cable with
hardware as shown.
258 550-A
10 mm
1
2
3
4
5
6
Herramientas necesarias:
. Los herrajes de conexión deben ser ajustados con las herramientas
apropiadas. No ajuste los herrajes sólo con la mano. Una conexión
eléctrica floja causará un pobre desempeño de la soldadura y un
calentamiento excesivo en la pinza de masa.

OM-258 267 Pagina 11
4-5. Tabla de Proceso/Polaridad
Proceso Polaridad
Conexiones de cable
Cable Antorcha Cable al Trabajo
GMAW − Alambre sólido con
gas protector
CDEP − Polaridad invertida Conecte al terminal
de salida positivo (+)
Conecte al terminal
de salida negativo (−)
FCAW − Alambre que se
protege solo − sin gas protector
CDEN − Polaridad directa Conecte al terminal
de salida negativo (−)
Conecte al terminal
de salida positivo (+)
4-6. Cambiando la polaridad
258 321-A
1
2
1 Conexiones de los cables
para electrodo negativo
corriente directa (DCEN en
inglés)
2 Conexiones de los alambres
para electrodo positivo
corriente directa (DCEP en
inglés)
Siempre lea y siga las
recomendaciones del fabricante
del alambre acerca de la polaridad
y vea sección 4-5.
Cierre la puerta.

OM-258 267 Página 12
4-7. Instalando el gas protectivo
258 331-A
5/8, 1-1/8 pulg.
6
1
2
3
4
5
7
Obtenga el cilindro de gas y
encadénelo un cilindro de gas al
carro de ruedas, pared u otro
soporte estacionario de manera
que el cilindro no pueda caerse y
romper su válvula.
1 Tapa
2 Válvula del Cilindro
Quite la tapa, hágase a un lado de
la válvula, y abra la válvula
ligeramente. El flujo de gas sopla
polvo y tierra de la válvula. Cierre la
válvula.
3 Cilindro
4 Regulador/Flujómetro
Instálelo de manera que encare
verticalmente.
5 Conexión en el Regulador/
Flujómetro, para la Manguera
de Gas
6 Conexión en la Fuente de
Poder
Conecte la manguera de gas entre
la conexión en el Regulador/
Flujómetro para la manguera de
gas y la conexión en el parte trasero
de la fuente de poder de soldar.
7 Control de ajuste del flujo de
gas
Se debe fijar el flujo del gas cuando
está fluyendo el gas a través de la
fuente de poder de soldadura y la
antorcha. Abra el brazo de ajuste
de la presión del cabezal
alimentador para que no salga
alambre. Oprima el gatillo de la
antorcha para comenzar el flujo del
gas.
El flujo típico debiera ser 20
“cfh” (pies cúbicos por hora).
Cerciórece de la cantidad de
flujo recomendada por el
fabricante del alambre.
Una vez ajustado el flujo, cierre el
brazo de ajuste de la presión del
alimentador.
Herramientas necesarias:
Gas Argón Gas ó Gas
mezclado
. NO use un regulador/flujómetro de Argón/Gas
mezclado con el gas protector CO
2
. Vea la lista de
partes/piezas para buscar un regulador/flujómetro de
gas CO
2
.
Brazo de ajuste de la presión del cabezal alimentador en posición abierto
Brazo de ajuste de la presión del cabezal alimentador en posición cerrado

OM-258 267 Pagina 13
! No mueva o opere la unidad
donde podría voltearse.
4-8. Conectando la potencia de entrada
! La instalación debe cumplir con to-
dos los códigos nacionales y loca-
les. Haga que solo personas capa-
citadas lleven a cabo esta instala-
ción.
! Se puede requerir una instalación
especial donde gasolina o líquidos
volátiles estén presente − vea a
NEC Articulo 511 o CEC Sección 20.
La máquina requiere un circuito de alimen-
tación exclusivo de 115 Vca, protegido por
fusibles lentos de 20 A o por un interruptor
automático.
1 Enchufe de la Unidad
2 Toma de corriente − NEMA Type
5−15R (suministrado por el cliente)
2
Input6 2011−03 258 641-A
1
4-9. Selección del cordón de extensión (use el cordón más corto posible
Voltaje de entrada CA
monofásico
Tamaño del conductor mm
2
(AWG)*
10 (5.3 ) 12 (3.3)
Longitud máxima del cordón permitida en m (pies).
115 100 (30.5) 50 (15.0)
*El tamaño del conductor está basado en una caída de voltaje del 3%

OM-258 267 Página 14
4-10. Instalando el carrete de alambre y ajuste de la tensión del eje
1/2 pulg.
803 012 / 803 013 -B / Ref. 802 971-C
Alinee el hueco de trabar
en el carrete con el pasa-
dor de traba en el cubo
del carrete.
Cuando se aplica fuerza liviana para dar
vuelta al carrete, la tensión está fijada.
Herramientas necesarias:
Instalando el carrete de alambre de 203 mm
Instalando el carrete de alambre de 102 mm
Cuando se aplica fuerza liviana para dar
vuelta al carrete, la tensión está fijada.
Anillo de retención que se usa sólo
con el carrete de 203 mm
Se usa el adaptador sólo
con el carrete de 203 mm
Se usa el adaptador sólo
con el carrete de 203 mm

OM-258 267 Pagina 15
4-11. Instalando el tubo de contacto y la boquilla
! Apague la fuente de poder de
soldadura
1 Boquilla
Quite la boquilla.
2 Tubos de contacto
3 Adaptador del tubo de contacto
Haga pasar el alambre para soldadura
a través de la antorcha (vea la sección
4-12).
Introduzca el alambre en el tubo de
contacto y ajuste el tubo en su adapta-
dor.
Instale la boquilla.
Boquilla para soldadura MIG (estándar)
Utilícela con alambre macizo o con núcleo fundente.
Empuje la boquilla contra el tubo de contacto y su adap-
tador hasta que ambos asienten correctamente. Si es-
tán bien instalados, el extremo del tubo de contacto de-
berá quedar al ras respecto al extremo de la boquilla.
Boquilla para fundente
Utilícela únicamente con alambre con núcleo fundente.
Su diseño estrecho le permite acceder a espacios redu-
cidos y proporciona mejor visibilidad del charco de sol-
dadura.
Empuje la boquilla contra el tubo de contacto y su adap-
tador hasta que ambos asienten correctamente. Si el tu-
bo de contacto está bien instalado, deberá sobresalir
aproximadamente 7/16 de pulgada (11.3 mm).
Herramientas necesarias:
1
2
3
Ref. 246 669-A

OM-258 267 Página 16
4-12. Alimentando el alambre de suelda
150 mm
1
2
102 mm
3
6
13
4
52
1 Carrete de alambre
2 Alambre de suelda
3 Guía de entrada de alambre
4 Perilla para ajuste de presión
5 Rodillo
6 Cable de conducto de la pistola
Ponga el cable de la pistola recto.
Enderece aproximadamente 3 a cuatro pulgadas (76 a 102 mms.) de alambre antes de introducir el alambre dentro de las guías.
Empuje el alambre por las guías dentro de la pistola; continúe sosteniendo el alambre.
Tire y sostenga el alambre, corte la punta.
Abra el montaje de presión. Asegúrese que el rodillo de
alimentación está fijado en la ranura correcta para igualarse
con el tamaño del alambre (vea Sección 6-4).
. Mantenga el alambre apretado para prevenir
que se desenrede.
Herramientas necesarias:

OM-258 267 Pagina 17
258 339-A
4 5
6 7
8 9
4
2
3
1
MADERA
4
2
3
1
4 a 6 pulg.
(102 a 152 mm)
Alimente el alambre para verificar la presión
del rodillo de alimentación. Apriete la perilla
lo suficiente para evitar resbalamiento. Corte
el alambre. Cierre la puerta.
Presione el gatillo de la pistola hasta que el alambre
salga fuera de la pistola. (Mantenga el cable de la pis-
tola lo más recto posible.)
Esté seguro que el tubo de contacto sea igual al diámetro del
alambre. Vuelva a instalar el tubo de contacto y la boquilla.
. Use el medidor indicador de presión para fijar
la presión deseada en el rodillo de alimentación.
(Comience con una fijación de 2 ó 3 en la escala.)
Quite la boquilla y el tubo de contacto.
Encienda la potencia primaria. Asegúrese que la gama de
voltaje esté fijado a gama 1, 2, 3, ó 4 para alimentar el
alambre. Dé vuelta a la perilla hasta que haga “click” en su
sostén. El alambre no alimentará si el interruptor de gama
está fijado entre las gamas.
Asegúrese que el alambre esté posicionado en la ranura
apropiada del rodillo de alimentación. Cierre y apriete el
montaje de presión, y suelte el alambre.
Apriete
Escala indicadora
de presión
Apriete

OM-258 267 Página 18
SECCIÓN 5 − OPERACIÓN
5-1. Controles
1 Control de velocidad de alambre
Use el control para seleccionar una
velocidad de alimentación del alambre.
Cuando se incrementa la fijación del
interruptor de voltaje, se incrementa
también la gama de velocidad de
alimentación del alambre. (Vea la etiqueta
de la fijación e soldadura en la fuente de
poder de soldadura o en las Seccione 5-2).
2 Interruptor de potencia
3 Interruptor de voltaje
Mientras más alto fuera el número
seleccionado más grueso puede ser el
material a soldarse (vea la etiqueta de
fijación en la fuente de poder de soldadura
o en las Seccione 5-2). No cambie la
posición del interruptor bajo carga.
. El interruptor debe hacer “clic” en
la posición de detención para la sa-
lida de soldar.
4 Luz de temperatura excesiva
La luz ilumina si el transformador se sobre-
calienta.
5 Interruptor del gatillo de la antorcha
Presionando el gatillo se energiza el motor
alimentador y la válvula para el flujo de gas.
258 346-A
3
1
2
5
4

OM-258 267 Pagina 19
5-2. Parámetro de soldadura
258 069-A

OM-258 267 Página 20
SECCIÓN 6 − MANTENIMIENTO Y CORRECCION DE
AVERÍAS
6-1. Mantenimiento rutinario
! Desconecte la potencia
antes de dar servicio.
. Dé servicio más frecuente
a la unidad si se la usó en
condiciones árduas, re-
cias o duras.
n = Chequee Z = Cambio ~ = Limpie l = Reemplace
* Para que lo haga un Agente de Servicio Autorizado de la Fábrica
Cada
3
meses
l Etiquetas dañadas o
ilegibles
l Repare o reemplace cable
de soldadura rajado.
~ Limpie y apriete los termina-
les de soldadura.
Cada
6
meses
O
~ Dentro de la unidad
6-2. Protección contra sobrecargas
802 441
1 Protector suplementario CB1
CB1 protege la unidad de la
sobrecarga. Si se abre CB1, la
unidad se apaga
Rearme el protector.
1
6-3. Protección para el motor de impulsar
El circuito de protección para el motor de impulsar protege al motor de la sobrecarga. Si el motor de impulsar se vuelva no-operativo, suelte el gatillo de
la antorcha y espere hasta que el circuito de protección se rearme permitiendo que el motor de impulsar, otra vez alimente al alambre.

OM-258 267 Pagina 21
6-4. Cambiando el rodillo de alimentación y guía de alambre
258 380-A
2
Ejemplo
4
1
3
1 Tornillo para trabar la guía de
entrada del alambre
2 Guía de entrada de alambre
Afloje el tornillo. Resbale al tubo de
contacto lo más cerca posible de
los rodillos de alimentación sin
tocarlos. Apriete el tornillo de
pulgar.
3 Rodillo
El rodillo de alimentación consiste
de dos ranuras de tamaño
diferente. Las marcas estampadas
en la superficie del extremo del
rodillo de alimentación se refieren a
la ranura en el lado opuesto del
rodillo de alimentación. La ranura
que está cerca al eje del motor es la
ranura apropiada para empujar
(véase Sección 4-12).
4 Pasador de retención
Para asegurar en su sitio al rodillo
de alimentación, localice la ranura
abierta y empuje el rodillo de
alimentación completamente sobre
el pasador de retención, entonces
dé 1/4 de vuelta al rodillo de
alimentación a la ranura cerrada.
El rodillo de accionamiento real
puede diferir del que se muestra.
Vea en la sección 4-12 otras
configuraciones de rodillos de
accionamiento.
0,023/0,025 ranura
0,030/0,035 ranura
Estampado
0,024
Estampado
0,030/0,035
6-5. Reemplazando el tubo de contacto de la pistola
! Apague y desenchufe la
unidad antes reemplazando
el tubo de contacto.
1 Boquilla
2 Tubo de Contacto
Corte el alambre de soldadura cer-
ca del tubo de contacto. Quite la bo-
quilla.
Quite el tubo de contacto y instale
un tubo nuevo de contacto. Vuelva
a instalar la boquilla.
Herramientas necesarias:
Ref. 246 669-A
1
2
Herramientas necesarias:

OM-258 267 Página 22
6-6. Limpiando o reemplazando el forro interno del cable de la pistola
8 mm / 10mm
10 mm
1 2
3
! Desconecte a la pistola.
Tubo Cabezal
Quite el forro.
Quite la boquilla, tubo de contacto, adaptador,
difusor de gas, y guía de salida para alambre.
10 mm
Para Reensamblar la Pistola:
Inserte el nuevo forro.
Instale la guía de la salida de
alambre de manera que 3 mm. Del
forro interno sobresalgan. Apriete a
mano la guía de salida, y entonces
apriétela dos vueltas más.
Corte el forro interno de manera
que 19 mm. sobresalgan fuera del
tubo del cabezal.
Instale el difundidor de gas,
adaptador, tubo de contacto y
boquilla.
Ponga el cable de la pistola
recto antes de instalar el forro
nuevo.
Sople el interior del cable de la antorcha.
8 mm
Herramientas necesarias:
Ref. 246 669-A

OM-258 267 Pagina 23
Asegure con la tuerca de manga.
6-7. Reemplazando el interruptor y/o tubo cabezal
19 mm
1
4
5
8
6
7
Quite a la tuerca de manga.
Resbale la manga.
! Apague la fuente de poder de soldadura/alimentador
de alambre y desconecte la antorcha.
Quite al interruptor. Instale un nuevo interruptor y conecte los
alambres (la polaridad no es importante), vuelva a armar en el orden
opuesto. Si usted está reemplazando el tubo cabezal, continúe
hasta el fin de la ilustración.
Asegure al tubo cabezal en
la prensa de tornillo.
Afloje a la tuerca fiadora. Quítelo de la prensa de
tornillo y separe al tubo cabezal manualmente.
Apriete el tubo cabezal a mano dentro del conectador de cable.
Ponga el tubo cabezal en la prensa y apriételo hasta que las tuercas estén apretadas.
Asegure con la tuerca de manga.
Herramientas necesarias:
2
3
Quítelo de la prensa. Reponga a la manga y instale
el interruptor.
8
9
Ref. 243 840-A

OM-258 267 Página 24
6-8. Corrección de averías
Dificultad Remedio
No hay salida de suelda; el alambre no
devana; el ventilador no corre.
Asegúrese el enchufe del cordón en el receptáculo (véase Sección 4-8).
Reemplace el fusible de la línea o rearme el disyuntor si está abierto.
Posicione el interruptor de potencia en la posición prendida (véase Sección 5-1).
Rearme el protector suplementario de la fuente de poder para soldadura (vea la sección 6-2).
No hay salida de suelda; el alambre no
devana; el motor del ventilador sigue
corriendo.
El termostato TP1 está abierto (sobrecalentándose). LED de temperature excesive prendido. Permita
que el ventilador funcione con el interruptor del gatillo de la antorcha apagado; el termostato se cierra
cuando la unidad se ha enfriado (véase Sección 3-2).
Verifique la posición de la gama del voltaje. Dé vuelta a la perilla hasta que haga “click” en su detenedor
en la fijación deseada de la gama.
Sujete bien los alambres del gatillo de la antorcha (véase Sección 4-3).
No hay salida de suelda; el alambre
devana.
Conecte la grampa de trabajo para conseguir un contacto bueno de metal a metal.
Reemplace al tubo de contacto (véase Sección 6-5).
Verifique que tenga las conexiones apropiadas en la polaridad (véase Sección 4-6).
Verifique que el tornillo de pulgar que está sujetando el extremo de la antorcha al adaptador del cabezal
de alimentación y apriételo, si fuera necesario.
La salida de suelda es baja. Conecte la unidad al voltaje correcto o chequee por voltaje baja de línea de entrada.
Ponga el interruptor del voltaje en la posición deseada (véase Sección 5-1).
Alimentación del alambre para durante
la suelda.
Enderecer el cable de la pistola y/o reemplazar las partes dañadas.
Ajuste la presión de los rodillos de alimentación (véase Sección 4-12).
Cambie a la ranura apropiada (véase Sección 6-4).
Reajuste la tensión del eje (véase Sección 4-10).
Asegúrese de que el alambre esté en la ranura adecuada, y correctamente montado, del rodillo de
alimentación.
Reemplace el tubo de contacto si está bloqueado (véase Sección 6-5).
Limpie o reemplace la guía de entrada de alambre o el forro si está sucio o tapado (véase Sección 6-4
o Sección 6-6).
Reemplace el rodillo de alimentación o el cojinete de presión si está desgastado o resbalándose (véase
Sección 6-4).
Sujete bien los alambres del gatillo de la antorcha o repare los alambres (véase Sección 4-3).
Chequee y quite cualquier restricción en los rodillos de alimentación o forro (véase Sección 4-12 o Sec-
ción 6-6).
Suelte el gatillo de la antorcha y espere a que los circuitos de protección de la antorcha y del motor se
rearmen (vea la sección 6-3).
La antorcha no está asegurada al cabezal alimentador. Revise el tornillo de pulgar que está sujetando
el extremo de la antorcha al adaptador del cabezal de alimentación y apriételo si fuera necesario.
Haga que la estación de servicio autorizada por la fábrica chequee al motor.

OM-258 267 Página 25
SECCIÓN 7 − DIAGRAMAS ELECTRICOS
257 502-A
No toque partes eléctricamente vivas.
Desconecte la potencia de entrada o pare el motor antes dar ser-
vicio a este equipo.
No lo opere sin las tapas en sitio.
Asegúrese que sólo personas capacitadas instalen, usen, o den
servicio a esta unidad.
¡Cuidado!
Riesgo de choque o
golpe eléctrico
Ilustración 7-1. Diagrama de circuito

OM-258 267 Página 26
SECCIÓN 8 − DIRECTIVAS PARA SOLDADURA MIG
(GMAW)
Gas Protectivo
Fuente de Poder de Soldadura /
Alimentador de Alambre
Pistola
Grampa de Trabajo
Trabajo
8
-1. Conexiones típicas para el proceso MIG (GMAW)
! La corriente de soldadura
puede hacer daño a las partes
electrónicas en vehículos.
Desconecte ambos cables de
la batería antes de soldar en
un vehículo. Ponga la abra-
zadera de tierra lo más cerca
posible al punto donde se está
soldando.
Regulador/Flujómetro
GMAW1 2011−03 (GMAW Only) − Ref. 801 909-A
Notas
¡Trabaje como
un profesional!
Los profesionales
sueldan y cortar
de una manera
segura. Lea las
reglas de
seguridad al
comienzo
de este manual.

OM-258 267 Página 27
8-2. Fijaciones de control para un proceso de MIG típico
. Estas fijaciones son recomendaciones solamente. El material y el tipo de alambre, el diseño de la unión, cuan cerca está la una parte de la otra,
la posición, el gas protectivo etc. afectan las fijaciones. Siempre haga pruebas de soldadura para asegurarse que cumplen con las especifica-
ciones.
Seleccione el Voltaje
Voltaje bajo: el alambre se choca con el trabajo
Voltaje alto: arco es inestable (salpicadura)
Fije el voltaje en el punto de la mitad entre voltaje alto/bajo
ppm = pulgadas por minuto
125 A está basado en un grosor
de material de 1/8 pulg.
Seleccione la Velocidad del
Alambre (Amperaje)
1.6 x 125 A = 200 pulg. ppm
2 x 125 A = 250 pulg. ppm
3.5 x 125 A = 437 pulg. ppm
Velocidad del
Alambre (Aprox.)
3.5 pulg. por amperio
2 pulg. por amperio
1.6 pulg. por amperio
Recomendación
Tamaño de
Alambre
Seleccione el Tamaño del Alambre
Gama de Amperaje
Tamaño de
Alambre
(.001 pulg. = 1 amperio)
.125 pulg. = 125 A
Convierta el Grosor del
Material a Amperaje (A)
1/8 o
0.125 pulg.
El grosor del material determina los
parámetros de soldadura
0.035 pulg.
La velocidad de alimentación del alambre controla la
penetración de la soldadura (velocidad de alambre =
taza de quema del alambre).
El voltaje controla el alto y el ancho del
cordón de soldadura
.030 pulg.
.035 pulg.
.023 pulg.
40 − 145 A
50 − 180 A
30 − 90 A
.030 pulg.
.035 pulg.
.023 pulg.

OM-258 267 Página 28
8-3. Como sostener y posicionar la pistola de soldar
. El alambre de soldadura está energizado cuando se presiona el gatillo de la pistola. Antes de bajar la careta y presionar el gatillo, asegúrese
que no haya más de 1/2 pulg. (13 mm.) de alambre afuera de la boquilla y que la punta del alambre esté posicionada correctamente en la unión
que va a soldarse.
Angulo de la antorcha vistoAngulo de trabajo visto
SUELDAS CON RANURAS
Angulo de la antorcha vistoAngulo de trabajo visto
1 Tome la Pistola en sus Manos y
el Dedo Cerca del Gatillo
2 Trabajo
3 Grampa de Trabajo
4 Extensión del Electrodo
(Stickout)
Alambre macizo −
9 a 13 mm (3/8 a 1/2 pulg.)
5 Sostenga la Pistola con la Otra
Mano y Descance su Mano
Sobre la Pieza de Trabajo
S-0421-A
2
3
5
4
90° 90°
0°-15°
45°
45°
1
0°-15°
de un extremo de un lado
SUELDAS DE FILETE
de un extremo de un lado

OM-258 267 Página 29
8-4. Condiciones que afectan la forma del cordón de suelda
. La forma del cordón de suelda depende en el ángulo de la pistola, dirección de avance, extensión del electrodo (stickout), velocidad de avance,
grosor del material base, velocidad de alimentación del alambre (corriente de suelda), y voltaje.
CANTIDAD DE ALAMBRE QUE DEBE DE SALIR DE LA
BOQUILLA PARA SUELDAS DE FILETE (STICKOUT)
VELOCIDAD DE LA ANTORCHA
RápidoLento Normal
LargoCorto Normal
EXTENSIÓN DEL ELECTRODO (STICKOUT)
LargoCorto Normal
Arrastre
ANGULOS DE LA ANTORCHA Y PERFILES DEL CORDÓN DE SOLDADURA
Perpendicular
Empuje
S-0634
10°
10°

OM-258 267 Página 30
8-5. Movimiento de la pistola durante la suelda
. La forma del cordón de suelda depende en el ángulo de la pistola, dirección de avance, extensión del electrodo (stickout), velocidad de avance,
grosor del material base, velocidad de alimentación del alambre (corriente de suelda), y voltaje.
S-0054-A
3
1 2
1 Cordón de Cuenta −
Movimiento Constante a lo
Largo de la Costura
2 Cordón de Vaivén −
Movimiento de Lado a Lado a
lo Largo de la Costura
3 Patrones de Vaivén
Use patrones de vaivén para cubrir
una área ancha en un solo paso del
electrodo.
5
4
2
3
1
S-0053-A
1 Depositos de Salpicadura
Grandes
2 Cordón Aspero − No
uniforme
3 Pequeño Cráter Debajo la
Suelda
4 Recubrimiento Malo
5 Poca Penetración
8-6. Características malas de un cordón de soldadura
8-7. Características buenas de un cordón de soldadura
S-0052-B
2
3
1
4
5
1 Salpicadura Fina
2 Cordón Uniforme
3 Crater Moderado Durante la
Suelda
Suelde un nuevo cordón o nivel por
cada grosor de 3.2 mm (1/8 pulg) en
los metales que están soldándose.
4 No Recubrimiento
5 Penetración Dentro del
Material Base

OM-258 267 Página 31
8-8. Soluciones a problemas de soldadura − excesiva salpicadura
Mucha Salpicadura − pedazos de metal derritido que se
enfrían cerca del cordón de suelda.
S-0636
Causas Posibles Acción Correctiva
Velocidad de alimentación muy alta. Seleccione una velocidad de alimentación más lenta.
Voltaje muy alto. Seleccione un voltaje más bajo.
Extensión del electrodo (stickout) muy largo. Use una extensión del electrodo (stickout) más corta.
Piesa de trabajo sucia. Quite toda grasa, aceite, humedad, corrosión, pintura, recubrimientos y suciedad de la superficie al
soldarse.
No hay suficiente gas protectivo cerca del
arco de suelda.
Incremente el flujo del gas protectivo en el regulador y − o prevenga viento o brisa cerca del arco
de suelda.
Alambre de suelda sucio.
Use alambre limpio y seco.
No permita que el alambre de suelda recoja aceite o lubricantes del alimentador o forro interno de
la pistola.
8-9. Soluciones a problemas de soldadura − porosidad
Porosidad − Pequeñas cavidades o huecos que resultan de
atrapamiento de gas dentro del material de suelda.
S-0635
Causas Posibles Acción Correctiva
No hay suficiente gas protectivo en el arco
.
Incremente el flujo del gas protectivo en el regulador y − o prevenga viento o brisa cerca del arco
de suelda.
Quite salpicadura de la boquilla de la pistola.
Chequee que no haya escapes en la manguera.
Ponga la boquilla a 6−13 mm (1/4 a 1/2 pulg) de distancia del trabajo.
Mantenga la pistola cerca del cordón al fin de la suelda hasta que el metal derritido se solidifique.
Mal gas. Use gas protectivo de pureza de soldar; cambie a otro gas.
Alambre de Suelda Sucio.
Use alambre seco y limpio.
Elimine el levantar de lubricante o aceite con el alambre de suelda del alimentador o forro interno
de la pistola.
Trabajo Sucio.
Quite grasa, aceite, humedad, corrosión, pintura, recubrimientos y suciedad en la superficie antes
de soldarse.
Use un alambre de suelda con más agentes oxidantes (contacte a su proveedor).
El alambre se extiende demasiado fuera de
la boquilla.
Asegúrese que el alambre de suelda se extienda no más de 13 mm (1/2 pulg) más allá de la boquilla.

OM-258 267 Página 32
8-10. Soluciones a problemas de soldadura − penetración excesiva
Penetración Excesiva − el material de suelda está derritiéndose
a través del material base y colgándose debajo de la suelda.
Buena Penetración
Penetración Excesiva
S-0639
Causas Posibles Acción Correctiva
Aporte de calor excesivo.
Seleccione una gama de voltaje más bajo y reduzca la velocidad de alimentación.
Incremente la velocidad de avance.
8-11. Soluciones a problemas de soldadura − falta de penetración
Falta de Penetración − fusión poco profunda
entre el metal de suelda y el metal base.
Buena PenetraciónFalte de Penetración
S-0638
Causas Posibles Acción Correctiva
Preparación inapropiada de la unión. El material es muy grueso. La preparación de la unión y diseño deben de permitir acceso a la parte
más baja de la ranura mientras se mantenga la extensión de alambre apropiada y las características
del arco.
Tecnica de suelda inapropiada.
Mantenga un ángulo de la pistola normal de 0 a 15 grados para conseguir máxima penetración.
Mantenga el arco en el filo frontal del charco de suelda.
Asegúrese que el alambre de suelda se extienda no más de 13 mm (1/2 pulg) más allá de la boquilla.
No hay suficiente aporte de calor.
Seleccione una velocidad de alimentación más rápida o seleccione una gama de voltaje más alto.
Reduzca la velocidad de avance.
8-12. Soluciones a problemas de soldadura − fusión incompleta
S-0637
Fusión Incompleta − el hecho que el alambre de suelda no se pegue
completamente con el material base o un cordón de suelda que lo
precede.
Causas Posibles Acción Correctiva
Pieza de trabajo sucia. Quite toda grasa, aceite, humedad, corrosión, pintura, recubrimientos o suciedad de la superficie
al soldarse.
No hay suficiente calor. Seleccione un voltaje más alto o ajuste la velocidad de alimentación.
Técnica de suelda inapropiada.
Ponga cordón de cuenta en el lugar exacto de la comisura.
Ajuste el ángulo de trabajo o enanche la comisura para tener acceso a la parte más baja mientras
suelda.
Momentariamente sostenga el arco al lado de la ranura cuando se usa una técnica de vaivén.
Mantenga el arco en el filo de avance del charco de suelda.
Use el ángulo correcto de la pistola de 0 a 15 grados.

OM-258 267 Página 33
8-13. Soluciones a problemas de soldadura − hacer hueco
S-0640
Hacer Hueco − el material de suelda está derritiéndose completa-
mente a través del material base resultando en huecos donde no
queda ningún metal.
Causas Posibles Acción Correctiva
Aporte de calor excesivo.
Seleccione una gama de voltaje más bajo y reduzca la velocidad de alimentación.
Incremente y/o mantenga una velocidad de avance constante.
8-14. Soluciones a problemas de soldadura − cordón en forma de olas
Cordón en forma de Olas − el material de suelda que no está paralelo
y no cubre la unión formada por el material base.
S-0641
Causas Posibles Acción Correctiva
El alambre de suelda se extiende mucho
más allá de la boquilla.
Asegúrese que el alambre de suelda se extienda no más de 13 mm (1/2 pulg) más allá de la boquilla.
Mal pulso. Soporte su mano en una superficie sólida o use ambas manos.
8-15. Soluciones a problemas de soldadura − distorción
Distorción − contracción del metal de suelda durante la sol-
dadura que forza que el metal base se mueva.
El metal base se mueve
en la dirección del
cordón de suelda.
S-0642
Causas Posibles Acción Correctiva
Aporte de calor excesivo.
Use restricción (grampa) para sostener el material base en su posición.
Haga soldaduras de clavo en la unión antes de comenzar a soldar.
Seleccione una gama de voltaje más bajo o reduzca la velocidad de alimentación.
Incremente la velocidad de avance.
Suelda en segmentos pequeños y permita que haya enfriamiento entre sueldas.

OM-258 267 Página 34
8-16. Gases protectores comunes para MIG
Esta es una tabla general para los gases comunes y donde se los usa. Se han desarrollado muchas combinaciones
(mezclas) de gases para protección a través de los años. Los gases usados en protección más comunes, están cata-
logados en la siguiente tabla.
Aplicación
Gas Chorro Sobre
Acero
Corto Circuito
Sobre Acero
Chorro Sobre
Acero Inoxidable
Corto Circuito en
Acero Inoxidable
Chorro Sobre
Aluminio
Corto Circuito
Sobre Aluminio
Argón
Todas las
Posiciones
5
Todas las
Posiciones
Argón + 1% O
2
Filetes Planos y
Horizontales
5
Filetes Planos y
Horizontales
5
Argón + 2% O
2
Filetes Planos y
Horizontales
5
Filetes Planos y
Horizontales
5
Argón + 5% O
2
Filetes Planos y
Horizontales
5
Argón + 8% CO
2
Filetes Planos y
Horizontales
5
Todas las
Posiciones
Argón + 25%
CO
2
Filetes Planos y
Horizontales
1
Todas las
Posiciones
Todas las
Posiciones
3
Argón + 50%
CO
2
Todas las
Posiciones
CO
2
Filetes Planos y
Horizontales
1
Todas las
Posiciones
Helio
Todas las
Posiciones
2
Argón + Helio
Todas las
Posiciones
2
Tri-Mix
4
Todas las
Posiciones
1 Transferencia Globular
2 Grosores muy Pesados
3 Soldadura de Un Solo Pase
4 90% HE + 7-1/2% AR + 2-1/2% CO
2
5 También para Soldadura MIG Pulsada, toda Posición
8-17. Resolución de problemas para equipo de soldar semiautomático
Problema Causa probable Remedio
El motor de alimentación de
l
alambre funciona, pero e
l
alambre no alimenta.
Presión muy baja en los rodillos de alimentación. Incremente la presión en los rodillos de alimentación.
Rodillos incorrectos de alimentación. Verifique el tamaño estampado en los rodillos de
alimentación; reemplácelos para que concuerden con el
tamaño y tipo del alambre si es necesario.
Fijación muy alta del freno de presión en el carrete. Disminuya la presión del freno en el carrete.
Restricción en la antorcha y/o en su ensamblaje. Verifique y reemplace el cable, antorcha, y tubo de
contacto si está averiado .Verifique el tamaño del tubo de
contacto y del forro interno, reemplazándolos si es
necesario.

OM-258 267 Página 35
Problema RemedioCausa probable
Al alambre haciendo una
“jaula de pájaros” adelante d
e
los rodillos de alimentación.
Demasiada presión en los rodillos de alimentación. Disminuya la presión en los rodillos de alimentación.
Tamaño incorrecto del forro interno o tubo de contacto en
la antorcha.
Verifique tamaño del tubo de contacto y verifique el largo
y diámetro del forro interno. Reemplácelos si es
necesario.
No se ha introducido la antorcha correctamente dentro
del bastidor de empujar y alimentar.
Afloje el perno de trabar la antorcha en el bastidor de
alimentar y empujar e introduzca en extremo de la
antorcha dentro del bastidor justamente lo suficiente sin
tocar los rodillos de alimentación.
Forro interno sucio o averiado (doblado). Reemplace el forro interno.
Alimenta el alambre pero no
fluye el gas.
El cilindro de gas está vacío. Reemplace cilindro vacío de gas.
La boquilla del gas está obstruida. Limpie o reemplace la boquilla.
La válvula del cilindro no está abierta o ajustada. Abra la válvula de gas en el cilindro y ajuste el flujo.
Restricción en la línea de gas. Verifique la manguera de gas entre el flujómetro y
alimentador de alambre, y la manguera de gas en la
antorcha y sus cables y mangueras.
Alambres flojos o rotos en el solenoide de gas. Haga que un agente autorizado de servicio repare el
cableado.
La válvula solenoide del gas no está funcionando. Haga que un agente autorizado de servicio reemplace la
válvula solenoide de gas.
El voltaje primario conectado a la fuente de poder está
incorrecto.
Verifique el voltaje primario y cambie los puentes de la
fuente de poder al voltaje correcto.
El voltaje del arco no está
estable.
El alambre se resbala en los rodillos de alimentación. Ajuste la fijación de la presión en los rodillos de
alimentación del alambre. Reemplace rodillos
desgastados si fuera necesario.
Tamaño incorrecto del forro interno o tubo de contacto. Apareje el forro interno o tubo de contacto al tamaño y
tipo de alambre.
Fijación incorrecta de voltaje para la velocidad de
alimentación seleccionada del alambre en la fuente de
poder de soldadura.
Vuelva a ajustar los parámetros de soldar.
Conexiones flojas del cable de la antorcha o el de
trabajo.
Chequee y apriete todas las conexiones.
Antorcha en mala condición o conexiones flojas dentro
de la antorcha.
Repare o reemplace la antorcha como fuera necesario.

OM-258 267 Página 36
SECCIÓN 9 − ACCESORIOS/CONSUMIBLES
9-1. Accesorios
No. de pieza Descriptión Observaciones
770 187 Carro de ruedas/Portacilindros Para un cilindro pequeño de gas, 100 lb (45 kg) max.
194 776 Carro de ruedas pequeño/Portacilindros Para un cilindro pequeño de gas, 75 lb (34 kg) max.
195 186 Cubierta protectora Nilón, a prueba de la intemperie
9-2. Consumibles
Artículo
Número de pieza del paquete de
Hobart.*
Número de pieza del paquete de Miller.**
Tubo de contacto
.023/.025 pulg. (0.6 mm) 770 174 (5 por paquete) 087 299 (10 por paquete)
.030 pulg. (0.8 mm) 770 177 (5 por paquete) 000 067 (10 por paquete)
.035 pulg. (0.9 mm) 770 180 (5 por paquete) 000 068 (10 por paquete)
Boquilla para soldadura
MIG (estándar)
770 404 169 715
Boquilla para tubular con
fundente, sin gas
770 487 226 190
Adaptador del tubo de
contacto
770 402 169 716
Guía de entrada del
alambre
— 203 025
Forros internos de
reemplazo
.023/.025 pulg. (0.6 mm) 196 139 194 010
.030/.035 pulg. (0.8/0.9 mm) 196 139 194 011
.035/.045 pulg. (0.9/1.2 mm) 196 140 194 012
*Disponible en tiendas al por menor de agricultura y herramientas.
**Disponible en distribuidores de soldadura de Hobart/Miller.
9-3. Rodillos de alimentación de reemplazo
Para todos los ensamblajes de cabezales de alimentación
No. de pieza Diámetro del alambre − pulgados (mm)
237 338 .023/.025 (.6) y.030/.035 (.8 y .9)
202 926 .030/.035 (.8 y .9) y .045 (1.2 VK Groove)
246 565 .030/.035 (.8 y .9) V y VK Groove
9-4. Regulador/Flujómetro
No. de pieza Observaciones
221 037**
Para gas de protección de argón o argón mezclado.
Use con la manguera de reemplazo 222 874.
770 198*
212 492**
Para gas de protección CO
2
. Use con la manguera de
reemplazo144 108.
*Disponible en tiendas al por menor de agricultura y herramientas.
**Disponible en distribuidores de soldadura de Hobart/Miller.
Para mantener el rendimiento original de fábrica utilice sólo piezas de repuesto sugeridas por el fabricante.
Se requiere tener el modelo y número de serie cuando se ordene piezas de su distribuidor local.

Apuntes

Apuntes

Efectivo Enero 1, 2012
La GARANTÍA 5/3/1 corresponde a todos los equipos de soldadura Hobart, las cortadoras por
plasma, soldadoras de punto con el número de serie que comienza con las letras MC o más
nuevo.
Esta garantía limitada reemplaza a todas las garantías previas de Hobart y no es exclusiva con otras garantías ya
sea expresadas o supuestas.
Los productos Hobart reciben servicio de parte de las agencias autorizadas de Hobart o Miller.
GARANTÍA LIMITADA − Sujeta a los términos y condiciones de
abajo, la compañía HOBART Brothers Co. Toy, Ohio, y Miller
Electric Mfg. Co., Appleton, Wisconsin, garantiza al primer
comprador al por menor que el equipo de HOBART nuevo
vendido, después de la fecha efectiva de esta garantía está libre
de defectos en material y mano de obra al momento que fue
embarcado desde HOBART. ESTA GARANTÍA
EXPRESAMENTE TOMA EL LUGAR DE CUALQUIERA OTRA
GARANTÍA EXPRESADA O IMPLICADA, INCLUYENDO
GARANTÍAS DE MERCANTABILIDAD, Y CONVENIENCIA.
Dentro de los periodos de garantía que aparecen abajo,
HOBART/MILLER reparará o reemplazará cualquier pieza o
componente garantizado que fallen debido a tales defectos en
material o mano de obra. HOBART/MILLER debe de ser
notificado por escrito dentro de 30 días de que este defecto o falla
aparezca, el cual será el momento cuando HOBART/MILLER
dará instrucciones en el procedimiento para hacer el reclamo de
garantía que se debe seguir.
HOBART/MILLER aceptará los reclamos de garantía en equipo
garantizado que aparece abajo en el evento que tal falla esté
dentro del periodo de garantía. El período de garantía comienza
la fecha que el equipo ha sido entregado al comprador al por
menor, o un año después de mandar el equipo a un distribuidor en
América del Norte o dieciocho meses después de mandar el
equipo a un distribuidor internacional.
1. 5 años − piezas y mano de obra
* Rectificadores principales de potencia originales solamente
incluirá SCR’s, diodos y los módulos rectificadores
discretos.
* Transformadores
* Estabilizadores
* Reactores
2. 3 años − piezas y mano de obra
* Sistemas para impulsar
* Tablillas PC
* Rotores, estatores y carbones
* Módulo de ralentí
* Válvulas solenoides
* Interruptores y controles
* Transformadores de Soldadoras de Punto
3. 1 año, piezas y mano de obra a no ser que se especifiqu (90
días para uso industrial)
* Antorchas impulsadas a motor
* Baterías (Trek 180 solamente)
* Antorchas MIG/antorchas TIG
* Relevadores
* Contactores
* Reguladores
* Sistemas enfriados por agua
* Unidades de alta frecuencia
* Remolques/carros de ruedas
* Antorchas de cortar por plasma
* Controles remotos
* Partes de reemplazo (Sin mano de obra) 90 días
* Accesorios
* Opciones de campo
(NÓTESE: Opciones de campo están cubiertas por la
garantía por el período de tiempo que quede en el equipo en
los cuales están instaladas, o por un mínimo de un año −
cualquiera que fuera el más largo.)
4. A los motores, baterías (excepto Trek 180) y llantas les
garantizan sus fabricantes separadamente.
La garantía 5/3/1 de Hobart no aplicará a:
1. Componentes consumibles como: puntas de contacto,
toberas de corte, contactores, escobillas, relés, tapa de
las mesas de trabajo y cortinas de soldador, o piezas que
fallen debido al desgaste normal. (Excepción: las
escobillas y relés están cubiertos en todos los equipos
impulsados por motor de combustión interna.)
2. Artículos entregados por HOBART/MILLER pero fabricados
por otros, como motores u otros accesorios. Estos artículos
están cubiertos por la garantía del fabricante, si alguna
existe.
3. Equipo que ha sido modificado por cualquier persona que no
sea HOBART/MILLER o equipo que ha sido instalado
inapropiadamente, mal usado u operado inapropiadamente
basado en los estándares de la industria, o equipo que no ha
tenido mantenimiento razonable y necesario, o equipo que
ha sido usado para una operación fuera de las
especificaciones del equipo.
LOS PRODUCTOS DE HOBART ESTÁN DISEÑADOS Y
DIRIGIDOS PARA LA COMPRA Y USO DE USUARIOS
COMERCIALES/INDUSTRIALES Y PERSONAS ENTRENADAS
Y CON EXPERIENCIA EN EL USO Y MANTENIMIENTO DE
EQUIPO DE SOLDADURA.
En el caso de que haya un reclamo de garantía cubierto por esta
garantía, los remedios deben de ser, bajo la opción de
HOBART/MILLER (1) reparación, o (2) reemplazo o cuando
autorizado por HOBART/MILLER por escrito en casos
apropiados, (3) el costo de reparación y reemplazo razonable
autorizado por una estación de servicio de HOBART/MILLER o
(4) pago o un crédito por el costo de compra (menos una
depreciación razonable basado en el uso actual) una vez que la
mercadería sea devuelta al riesgo y costo del usuario. La opción
de HOBART/MILLER de reparar o reemplazar será F.O.B. en la
fábrica en Appleton, Wisconsin o F.O.B. en la facilidad de servicio
autorizado por HOBART/MILLER y determinada por
HOBART/MILLER. Por lo tanto, no habrá compensación ni
devolución de los costos de transporte de cualquier tipo.
DE ACUERDO AL MÁXIMO QUE PERMITE LA LEY, LOS
REMEDIOS QUE APARECEN AQUÍ SON LOS ÚNICOS Y
EXCLUSIVOS REMEDIOS, Y EN NINGÚN EVENTO
HOBART/MILLER SERÁ RESPONSABLE POR DAÑOS
DIRECTOS, INDIRECTOS, ESPECIALES, INCIDENTALES O
DE CONSECUENCIA (INCLUYENDO LA PÉRDIDA DE
GANANCIA) YA SEA BASADO EN CONTRATO, ENTUERTO O
CUALQUIERA OTRA TEORÍA LEGAL.
CUALQUIER GARANTÍA EXPRESADA QUE NO APARECE
AQUÍ Y CUALQUIER GARANTÍA IMPLICADA, GARANTÍA O
REPRESENTACIÓN DE RENDIMIENTO, Y CUALQUIER
REMEDIO POR HABER ROTO EL CONTRATO, ENTUERTO O
CUALQUIER OTRA TEORÍA LEGAL, LA CUAL, QUE NO FUERA
POR ESTA PROVISIÓN, PUDIERAN APARECER POR
IMPLICACIÓN, OPERACIÓN DE LA LEY. COSTUMBRE DE
COMERCIO O EN EL CURSO DE HACER UN ARREGLO,
INCLUYENDO CUALQUIER GARANTÍA IMPLICADA DE
COMERCIALIZACIÓN, O APTITUD PARA UN PROPÓSITO
PARTICULAR CON RESPECTO A CUALQUIER Y TODO EL
EQUIPO QUE ENTREGA HOBART/MILLER, ES EXCLUIDA Y
NEGADA POR HOBART/MILLER.
Algunos estados en Estados Unidos, no permiten imitaciones en
cuan largo una garantía implicada dure, o la exclusión de daños
incidentales, indirectos, especiales o consecuentes, de manera
que la limitación de arriba o exclusión, es posible que no aplique a
usted. Esta garantía da derechos legales específicos, y otros
derechos pueden estar disponibles, pero varían de estado a
estado.
En Canadá, la legislación de algunas provincias permite que
hayan ciertas garantías adicionales o remedios que no han sido
indicados aquí y al punto de no poder ser descartados, es posible
que las limitaciones y exclusiones que aparecen arriba, no
apliquen. Esta garantía limitada da derechos legales específicos
pero otros derechos pueden estar disponibles y estos pueden
variar de provincia a provincia.
La garantía original está escrita en términos legales en inglés. En
caso de cualquier reclamo o mala interpretación, el significado de
las palabras en inglés, es el que rige.
hobart retail warr_spa 2012−03
¿Preguntas sobre la
garantía?
Llame
1-800-332−3281
(USA solamente)
7AM − 5 PM EST
Servicio
Usted siempre recibe la
respuesta rápida y confia-
ble que usted necesita. La
mayoría de sus partes de
reemplazo pueden estar en
sus manos en 24 horas.
Apoyo
¿Necesita usted las res-
puestas rápidas a sus pre-
guntas difíciles de soldar?
Comuníquese con su
distribuidor o llame
1-800-332-3281 (USA sola-
mente). La pericia de su
distribuidor y Hobart están
presente para ayudarles en
cada paso de su camino de
soldar.
Ayuda
Nuestro Web mundial es
www.HobartWelders.com

Recursos disponibles
Proporcione siempre el nombre del modelo y el número
de serie o el tipo.
Para localizar un centro de servicios:
Llame al 1−800−332−3281
o visite nuestro sitio de Internet www.HobartWelders.com/wheretobuy
Si necesita asistencia técnica:
Llame al 1−800−332−3281
Lunes a viernes de 7 AM a 5 PM (hora del Este de los E.U.A.)
TRADUCCIÓN DE LAS INSTRUCCIONES ORIGINALES − IMPRESO EN E.U.A. © 2012 Hobart Brothers Co. 2012−03
Hobart Brothers. Co.
Una compañía del grupo
Illinois Tool Works
600 West Main Street
Troy, OH 45373 E.U.A.
Si necesita asistencia:
Llame al 1−800−332−3281
Modelo Número de serie/tipo
Fecha de compra (Fecha en la que el equipo fue enviado al cliente original.)
Distribuidor
Dirección
Ciudad
Estado Código postal
Por favor, complete los datos y guárdelo con sus registros
personales.
Registro del propietario
Gracias por comprar un producto Hobart. Nuestro equipo de asistencia
técnica está dedicado a su satisfacción. Si desea preguntar acerca
del rendimiento, utilización o mantenimiento de su equipo,
¡comuníquese con nosotros!
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
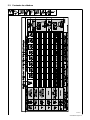 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44












































HobartWelders HANDLER 140 AND H100S2-10 GUN El manual del propietario
- Tipo
- El manual del propietario
Artículos relacionados
-
Hobart Handler 140 El manual del propietario
-
HobartWelders HANDLER 140 AND H100S2-10 GUN El manual del propietario
-
-
-
-
-
-
Hobart H100S4-10 Manual de usuario
-
-