ESAB Mig C240s PRO Manual de usuario
- Categoría
- Sistema de soldadura
- Tipo
- Manual de usuario
Este manual también es adecuado para

Valid for serial no. 6270349 301 115 061026
Mig C240 PRO
Mig C240s PRO
Origo
Instrucciones de uso

ESPAÑOL
-- 2 --
TOCc
1 NORMATIVA 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 SEGURIDAD 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 INTRODUCCIÓN 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1 Equipamento 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 CARACTERÍSTICAS TÉCNICAS 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 INSTALACIÓN 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 Colocación 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2 Montaje de los componentes 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3 Instalación eléctrica 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.4 Fuente de alimentación de red 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 OPERACIÓN 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1 Conexiones y dispositivos de control 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2 Soldadura sin gas 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.3 Presión de alimentación de hilo 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.4 Cambio e introducción del hilo 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.5 Conecte la máquina y protección térmica 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.6 Inductancia 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.7 OrigoTM Mig C240 PRO 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.8 OrigoTM Mig C240s PRO 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 MANTENIMIENTO 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1 Revisión y limpieza 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 LOCALIZACIÓN DE AVERÍAS 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9 PEDIDOS DE REPUESTOS 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
ESQUEMA 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
ACCESORIOS 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .

-- 3 --
C240Pc
1 NORMATIVA
DECLARACIÓN DE CONFORMIDAD
ESAB AB, Welding Equipment, SE--695 81 Laxå, Suecia, garantiza bajo propia responsabilidad que
la fuente de corriente para soldadura Origo
TM
Mig C240 PRO, Origo
TM
Mig C240s PRO a partir del
número de serie 627 concuerda con la norma EN 60974--1 conforme a la directiva (73/23/CEE) con el
suplemento (93/68/CEE) y con la norma IEC/EN 60974--10 según los requisitos de la directiva
(89/336/CEE) con el suplemento (93/68/CEE).
--------------------------------------------------------------------------------------------------------------------------------------
Kent Eimbrodt
Global Director Equipment and Automation
ESAB AB
695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 411924
Laxå 2006--09--05
2 SEGURIDAD
El usuario de un equipo de soldadura ESAB es el máximo responsable de las medidas de se-
guridad para el personal que trabaja con el sistema o cerca del mismo. Las siguientes reco-
mendaciones pueden considerarse complementarias de las normas de seguridad vigentes en
el lugar de trabajo. El contenido de esta recomendación puede considerarse como un comple-
mento de las reglas normales vigentes en el lugar de trabajo.
Todas las operaciones deben ser efectuadas, de acuerdo con las instrucciones dadas, por per-
sonal que conozca bien el funcionamiento del equipo de soldadura. Su utilización incorrecta
puede provocar situaciones peligrosas que podrían causar lesiones al operario o daños en el
equipo.
1. El personal que trabaje con el equipo de soldadura debe conocer:
S su funcionamiento
S la ubicación de las paradas de emergencia
S su función
S las normas de seguridad relevantes
S la técnica de soldadura
2. El operador debe asegurarse de que:
S no haya personas no autorizadas en la zona de trabajo del equipo de soldadura antes
de ponerlo en marcha.
S todo el personal lleve las prendas de protección adecuadas antes de encender el arco.
3. El lugar de trabajo:
S debe ser adecuado para la aplicación
S no debe tener corrientes de aire
4. Equipo de protección personal
S Utilizar siempre el equipo de protección personal recomendado, como gafas de protec-
ción, prendas no inflamables y guantes.
S No utilizar elementos que puedan engancharse o provocar quemaduras, como bufan-
das, pulseras, anillos, etc.
5. Otras
S Comprobar que el cable de retorno esté correctamente conectado.
S Todas las tareas que deban efectuarse en equipos con alta tensión deberán encar-
garse a personal debidamente cualificado.
S Debe disponerse de equipo de extinción de incendios en un lugar fácilmente accesible
y bien indicado.
S La lubricación y el mantenimiento del equipo de soldadura no deben efectuarse duran-
te el funcionamiento.
ES

-- 4 --
C240Pc
¡ADVERTENCIA!
Antes de instalar y utilizar el equipo, lea aten-
tamente el manual de instrucciones.
ADVERTENCIA
LAS ACTIVIDADES DE SOLDADURA Y CORTE PUEDEN SER PELIGROSAS. TENGA CUIDADO
Y RESPETE LAS NORMAS DE SEGURIDAD DE SU EMPRESA, QUE DEBEN BASARSE EN LAS
DEL FABRICANTE.
DESCARGAS ELÉCTRICAS -- Pueden causar la muerte
S Instale y conecte a tierra el equipo de soldadura según las normas vigentes.
S No toque con las manos desnudas ni con prendas de protección mojadas los electrodos ni las
piezas con corriente.
S Aíslese de la tierra y de la pieza a soldar.
S Asegúrese de que su postura de trabajo es segura.
HUMOS Y GASES -- Pueden ser nocivos para la salud.
S Mantenga el rostro apartado de los humos de soldadura.
S Utilice un sistema de ventilación o de extracción encima del arco (o ambos) para eliminar los
humos y gases que produce la soldadura.
HAZ DEL ARCO -- Puede provocar lesiones oculares y quemaduras
S Utilice un casco de soldador con elemento filtrante y prendas de protección adecuadas para
protegerse los ojos y el cuerpo.
S Utilice pantallas o cortinas de protección adecuadas para proteger al resto del personal.
PELIGRO DE INCENDIO
S Las chispas pueden causar incendios. Asegúrese de que no hay materiales inflamables cerca
de la zona de trabajo.
RUIDO -- El exceso de ruido puede provocar lesiones de oído.
S Utilice protectores auriculares.
S Advierta de los posibles riesgos a las personas que se encuentren cerca de la zona de trabajo.
EN CASO DE AVERÍA -- Acuda a un especialista.
ANTES DE INSTALAR Y UTILIZAR EL EQUIPO, LEA ATENTAMENTE EL MANUAL DE INSTRUCCIONES.
¡PROTÉJASE Y PROTEJA A LOS DEMÁS.!
No utilice la unidad de alimentación para descongelar tubos congelados.
¡ADVERTENCIA!
Este producto debe ser utilizado solamente para soldadura de arco¡
¡No tire los aparatos eléctricos junto con el resto de basuras urbanas!
De conformidad con la Directiva europea 2002/96/CE sobre residuos de aparatos
eléctricos y electrónicos y su transposición a la normativa nacional, todos los equipos
eléctricos que hayan alcanzado el final de su vida útil se deberán recoger por separado y
llevar a una instalación de reciclado respetuosa con el medio ambiente. Como propietario
del equipo, deberá solicitar información sobre los sistemas de recogida aprobados a
nuestro representante local.
¡Aplicar esta Directiva europea contribuye a mejorar el medio ambiente y a proteger la
salud!
ES

-- 5 --
C240Pc
3 INTRODUCCIÓN
Las Origo
TM
Mig C240 PRO & Origo
TM
Mig C240s PRO son fuentes de corriente
compactas conectadas en escalones, destinadas para soldar acero, acero
inoxidable y aluminio con hilo sólido e hilo tubular con o sin gas.
Cambiando entre las tomas + y -- en el bloque conmutador que se encuentra sobre
dispositivo alimentador, Ud. puede variar entre soldadura con hilo homogéneo/pro-
tección de gas y soldadura con hilo tubular sin gas.
Si desea obtener más información sobre los accesorios ESAB para este producto, consulte la página 21.
3.1 Equipamento
La unidad de alimentación se suministra con:
S Pistola de soldadura PSF 250 -- 3m
S Cable de retorno de 3,5 m con pinza de masa
S Plataforma para botella de gas
S Manual de instrucciones
4 CARACTERÍSTICAS TÉCNICAS
Origo
TM
Mig C240
PRO
Origo
TM
Mig C240s
PRO
Tensión 230/400--415V, 3∼ 50/60Hz 230/400--415V, 3∼ 50/60Hz
Carga permitida
100% intermitencia 130A 130A
60 % intermitencia 170A 170A
30 % intermitencia 240A 240A
Campo de regulación (CD) 20A /15V--240A / 23,0V 20A /15V--240A / 23,0V
Tensión en vacío 14 -- 32V 14 -- 32V
Potencia en vacío 190W 190W
Rendimiento 76% 76%
Factor de potencia 0.95 0.95
Tensión operativa 42 V, 50/60Hz 42 V, 50/60Hz
Velocidad de aporte de hilo 1,9 -- 19m/min 1,4 -- 19m/min
Duración del postquemado 0 -- 0,25s 0 -- 0,25s
Soldadura por puntos 0,2 -- 2,5s 0,2 -- 2,5s
Arranque lento -- + (auto)
2/4 tiempos -- +
Conexión de la pistola de soldadura EURO EURO
Diámetro del hilo 0,6 -- 1,0mm 0,6 -- 1,0mm
Diámetro máximo de la bobina de hilo 300mm 300mm
Dimensiones lxaxal 840x425x830 840x425x830
Peso 103 kg 100 kg
ES

-- 6 --
C240Pc
Temperatura de funcionamiento
--10 ÷ +40
o
C --10 ÷ +40
o
C
Clase de encapsulado IP 23 IP 23
Clase de uso
Factor de intermitencia
El factor de intermitencia especifica el porcentaje de tiempo de un período de diez minutos durante
el cual es posible soldar con una determinada carga.
Grado de estanqueidad
El código IP indica el grado de estanqueidad, es decir, el nivel de protección contra la penetración de objetos
sólidos y agua. Los aparatos marcados IP 23 están destinados para uso en interiores y al aire libre.
Tipo de aplicación
El símbolo significa que la unidad de alimentación ha sido diseñada para su uso en
locales con un elevado riesgo eléctrico
5 INSTALACIÓN
La instalación deberá hacerla un profesional autorizado.
¡ADVERTENCIA!
Este producto ha sido diseñado para usos industriales. Si se emplea en el hogar, puede provocar
interferencias de radio. Es responsabilidad del usuario adoptar las precauciones oportunas.
5.1 Colocación
Coloque la unidad de alimentación de forma que no queden obstruidas las entradas
y salidas del aire de refrigeración.
ES

-- 7 --
C240Pc
5.2 Montaje de los componentes
Durante su transporte, las ruedas traseras del rectificador deben situarse en su posición más
adelantada. Antes de utilizarse, colocar las ruedas en la posición trasera.
¡ADVERTENCIA!
5.3 Instalación eléctrica
ES

-- 8 --
C240Pc
5.4 Fuente de alimentación de red
Compruebe que la unidad recibe la tensión de red adecuada y que está
correctamente protegida con un fusible del tamaño adecuado. De acuerdo con la
normativa, es necesario instalar una toma de tierra de protección.
Placa con los datos de conexión a la alimentación
Origo
TM
Mig C240
PRO/C240s
3∼ 50/60 Hz 3∼ 50/60 Hz
Tensión de red V 230 400/415
Corriente primaria A
ciclo de trabajo del 100% 8.6 5.3
ciclo de trabajo del 60% 12.4 7.6
ciclo de trabajo del 30% 21 12
Sección del cable de red
mm
2
22
2
4 x 2.5 4 x 1.5
Fusible contra sobrecorrien-
tes A
20 16
¡Atención!: los tamaños de fusible y las secciones del cable de red que se indican en la tabla son
conformes con las normas suecas, pero puede que no sean válidos para otros países. Asegúrese de
que tanto el tamaño de los fusibles como la sección del cable de red se ajustan a las normas
nacionales en la materia.
6 OPERACIÓN
En la página 3 hay instrucciones de seguridad generales para el manejo de
este equipo. Léalas antes de usarlo.
¡ADVERTENCIA!
Las piezas giratorias pueden provocar accidentes. Proceda con mucho
cuidado.
Para que la bobina de hilo no patine en el cubo del freno, bloquee éste
con la maneta roja
¡ADVERTENCIA!
ES

-- 9 --
C240Pc
¡ADVERTENCIA! RIESGO DE VUELCO.
Si la inclinación de la máquina supera el 10
o
durante su transporte o funcionamiento, hay
riesgo de que vuelque. Dado el caso, será necesaria la firmeza apropiada.
6.1 Conexiones y dispositivos de control
Origo
TM
Mig C240 PRO
1 Conmutador alimentación de red 7 Conexión del cable de retorno (--),
alta inductancia
2 Interruptor, control ordinario 8 Conexión del cable de retorno (--),
baja inductancia
3 Interruptor, control preciso 9 Mando de ajuste de la velocidad de aporte
de hilo
4 Indicador luminoso de encendido 10 Botón para soldadura por puntos -- ON/OFF
y ajustes de tiempo
5 Indicador luminoso naranja, sobrecalenta-
miento
11 El display (contadores digitales) es un acce-
sorio (consulte la página 21)
6 Conexión de la pistola de soldadura 12 Mando giratorio para fijar duración del post-
quemado
Origo
TM
Mig C240s PRO
1 Conmutador alimentación de red 11 Display digital para parámetros de soldadu-
ra
2 Interruptor, control ordinario 12 Interruptor para selección de display -- V o
A
3 Interruptor, control preciso 13 Interruptor para selección de display --
m/min o mm
4 Indicador luminoso de encendido 14 Indicativo luminoso de control sinérgico
5 Indicador luminoso naranja, sobrecalenta-
miento
15 Indicativos luminosos [--] salida de corriente
recomendada -- max/min inductancia
6 Conexión de la pistola de soldadura 16 Interruptor para ”Sinergía”-- ON/OFF y se-
lección de material/gas
7 Conexión del cable de retorno (--),
alta inductancia
17 Botón para la selección del diámetro del
hilo
ES

-- 10 --
C240Pc
8 Conexión del cable de retorno (--),
baja inductancia
18 Mando giratorio para fijar duración del post-
quemado
9 Mando de ajuste de la velocidad de aporte
de hilo
19
Interruptor para 2 tiempos / / 4 tiempos
10 Botón para soldadura por puntos -- ON/OFF
y ajustes de tiempo
6.2 Soldadura sin gas
ES

-- 11 --
C240Pc
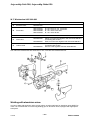
6.3 Presión de alimentación de hilo
En primer lugar, compruebe que el hilo no corra con dificultad por la guía. A
continuación, regule la presión de los rodillos del mecanismo alimentador. Es
importante que la presión no sea demasiado alta.
Fig. 1 Fig. 2
Para comprobar que la presión de alimentación sea correcta, se puede alimentar
hilo contra un objeto aislado, por ejemplo un taco de madera.
Cuando se sostiene el soplete a unos 5 mm del taco de madera (Fig. 1), los
rodillos de alimentación deben girar en falso.
En cambio, cuando se sostiene el soplete a unos 50 mm del taco de madera, el
hilo debe salir y doblarse (Fig. 2).
6.4 Cambio e introducción del hilo
S Abra el panel lateral.
S Desconecte el sensor de presión inclinándolo hacia atrás; los rodillos de presión
se deslizan hacia arriba.
S Desenrolle entre 10 y 20 cm del hilo nuevo. Lime cualquier rugosidad o arista
viva que pueda haber en la punta del hilo antes de insertarlo en la unidad de
alimentación de hilo.
S Asegúrese de que el hilo se introduce correctamente en la guía del rodillo de
alimentación, así como en la boquilla de salida y la guía del hilo.
S Sujete el sensor de presión.
S Cierre el panel lateral.
6.5 Conecte la máquina y protección térmica
Cuando se conecta la máquina pulsando el interruptor principal [1], el indicador
luminoso [4] se enciende. Si la máquina no sufre sobrecalentamiento (el indicador
luminoso [5] permanecerá apagado)-- la máquina está preparada para empezar a
trabajar.
Si la temperatura interna durante el proceso de soldadura llega a ser demasiado
alta, dicho proceso se interrumpe e inhabilita.
Este estado se advierte mediante un indicador luminoso fijo de color naranja situado
en el frontal de la unidad. Se reiniciará automáticamente cuando la temperatura
descienda.
ES

-- 12 --
C240Pc
6.6 Inductancia
Cuando la inductancia es elevada, el baño de soldadura se extiende más y se
producen menos salpicaduras. En cambio, cuando la inductancia es reducida, se
produce un ruido más estridente pero el arco es más concentrado y estable.
6.7 Origo
TM
Mig C240 PRO
El equipo Origo
TM
Mig C240 PRO está equipado con unidad de control estándar. Elope-
rario puede seleccionar y ajustar todos los parámetros de soldadura manualmente:
S Velocidad del hilo (1,9 -- 19m/min)
S Soldadura por puntos
S Tiempo de retroceso
Las máquinas pueden equiparse con un display que visualiza la intensidad de corriente
y voltaje. Incorpora una función de retención de parámetros y puede ser calibrada.
6.8 Origo
TM
Mig C240s PRO
La unidad de control del equipo Origo
TM
Mig C240s PRO permite dos maneras de con-
trol de soldadura:
S el control estándar (el operario puede seleccionar y ajustar los parámetros de
soldadura manualmente)
S el control sinérgico (parámetros de soldadura preprogramados parcialmente).
El tipo de control se selecciona con el interruptor ”SINERGIA” [16]: posición ”APAGA-
DO” correspondiente al control estándar y la selección de cualquier material/gas activa
el control sinérgico.
El modo de control (2--tiempos / 4--tiempos) o motor de avance lento (tan solo activa
el motor de alimentación)se selecciona con interruptor [19]. El tiempo de retroceso se
ajusta con botón [18].
También es posible seleccionar la soldadura por puntos con el botón [10] el cual activa
la soldadura por puntos y establece intervalos de soldadura por puntos.
6.8.1 Modo de control estándar
Cuando se selecciona el modo de control estándar. Las lámparas [14], [15] están apa-
gadas y tan solo una fila más abajo en el display digital [11] nos muestra la referencia
de velocidad del hilo de soldar ( el interruptor [13] debe colocarse en posición ”m/min”).
El operario selecciona el voltaje requerido con los selectores [2], [3] y puede establecer
la velocidad del hilo dentro de la variación (1,4 -- 19m/min) con botón [9].
Durante el proceso de soldadura la fila de arriba del display digital [11] nos muestra los
valores reales de voltaje y corriente de soldadura en relación con la posición [12]. Cuan-
do el proceso de soldadura se para, los valores del display se retienen ( función de RE-
TENCION, display atenuado).
6.8.2 Modo de control sinérgico
En modo de control sinérgico, el operario primero tiene que seleccionar material/gas
con el interruptor [16] y el diámetro del hilo con botón [17].
ES

-- 13 --
C240Pc
Mientras se establece el voltaje (con los selectores de voltaje [2],[3]) el display digital
[11] y las lámparas [14,15] situadas en el panel frontal muestran los parámetros de sol-
dadura.
El indicativo luminoso de sinergía [14] se enciende en verde (tan solo en modo sinérgi-
co) cuando losparámetros de soldadura correctos se han establecido, o en rojo cuando
se introducen parámetros incorrectos o no permitidos (entonces se inhabilita el proceso
de soldadura!).
Nota: Esta lámpara es también roja (en ambos modos de control):
S cuando durante el proceso de soldadura (se presiona el gatillo de la pistola), se
activa cualquier selector de voltaje [ 2], [3], el proceso de soldadura se inhabilita
inmediatamente hasta que se suelta el gatillo!
S cuando se presiona el gatillo de la pistola mientras se pone en funcionamiento la
máquina con el interruptor [1].
Una de las lámparas [15] advierte [--] la corriente de salida recomendada con la induc-
tancia [7,8] apropiada.
Los parámetros que se muestran en el display [11] dependen de la posición de los inter-
ruptores [12, 13] y del estado de la máquina.
Antes de comenzar a soldar, el display superior muestra los valores de corriente [A] y
voltaje [V] de soldadura esperados y el display de abajo nos muestra la referencia de
velocidad del hilo [m/min] y el grosor máximo recomendado [mm] of la secuencia de tra-
bajo.
Durante el proceso de soldadura el display superior nos muestra el voltaje o corriente
de soldadura real y el display de abajo muestra la referencia de velocidad del hilo
[m/min] o el grosor máximo recomendado [mm] de la secuencia de trabajo.
Después de que el proceso de soldadura ha parado, el display superior nos muestra
los últimos valores d voltaje y corriente (función de RETENCION, display atenuado).
La velocidad del hilo se establece por el programa (almacenado en el microprocesador)
y el botón [9] debe colocarse en la posición media ”0”. Cuando sea necesario el operario
podrá corregir la referencia de la velocidad de ese momento con el bótón [9] en +/-- 20%
del valor establecido.
ES

-- 14 --
C240Pc
7 MANTENIMIENTO
Para garantizar la seguridad y fiabilidad del equipo es muy importante efectuar un
mantenimiento periódico.
¡Atención!
Todas las obligaciones del proveedor derivadas de la garantía del producto dejarán
de ser aplicables si el cliente manipula el producto por su propia cuenta y riesgo
durante el periodo de vigencia de la garantía con el fin de reparar cualquier tipo de
fallo o avería.
7.1 Revisión y limpieza
Compruebe periódicamente que la unidad de alimentación no esté sucia.
La unidad debe limpiarse periódicamente con aire comprimido a baja presión.
Cuanto más sucio sea el entorno de trabajo, con mayor frecuencia deberá limpiarse
la unidad.
De no hacerse así, la entrada y la salida de aire pueden bloquearse y provocar un
sobrecalentamiento de la unidad. Para evitarlo, es preciso utilizar un filtro de aire.
El filtro de aire es un accesorio. Consulte el código de referencia en la página 21.
Pistola de soldadura
S Limpie y/o reponga a intervalos regulares las partes desgastadas (o
susceptibles de sufrir desgaste) del mecanismo de alimentación, con el fin de
que no se produzca ningún fallo en la alimentación de hilo. Limpie con aire
comprimido la guía del hilo cada cierto tiempo, así como la punta de contacto
del hilo.
Cubo del freno
El cubo viene ajustado de fábrica. Si necesita
volver a ajustarlo, siga las instrucciones que
figuran a continuación. Ajuste el cubo del freno
de manera que el hilo quede relativamente flojo
cuando se detenga la alimentación.
S Ajuste el par de frenado:
S Gire la maneta roja hasta la posición de bloqueo.
S Introduzca un destornillador en los muelles del cubo.
Para reducir el par de frenado, gire los muelles en el sentido de las agujas del
reloj.
Para aumentar el par de frenado, gire los muelles en sentido contrario a las
agujas del reloj. ¡ATENCIÓN! Tenga cuidado para no girar un muelle más
que el otro.
ES

-- 15 --
C240Pc
8 LOCALIZACIÓN DE AVERÍAS
Antes de pedir ayuda a un técnico del servicio autorizado, efectúe las siguientes comprobaciones.
Tipo de fallo
Acciones
No se forma el arco. S Compruebe que el conmutador de la fuente de alimentación
de red está en ON.
S Compruebe que la fuente de corriente de soldadura y los
cables de retorno están correctamente conectados.
S Compruebe que el parámetro de corriente seleccionado es el
adecuado.
Se interrumpe el suministro de
corriente durante la soldadura.
S Compruebe si el desconectador de sobrecarga térmica se ha
disparado (piloto naranja del panel frontal).
S Compruebe los fusibles de la fuente de alimentación de red.
Los desconectadores de sobre-
carga térmica
se disparan frecuentemente
S Compruebe si los filtros de aire están obstruidos.
S Cerciórese de que no está sobrepasando los parámetros de
funcionamiento normales de la unidad de alimentación (es
decir, compruebe que no esté sobrecargando la unidad).
Soldadura deficiente. S Compruebe que la fuente de corriente de soldadura y los
cables de retorno están correctamente conectados.
S Compruebe que el parámetro de corriente seleccionado es el
adecuado.
S Compruebe que el hilo de soldadura utilizado es el correcto.
S Compruebe los fusibles de la fuente de alimentación de red.
S Compruebe si en la unidad de alimentación del hilo se han
aplicado los rodillos apropiados y que ha sido establecida la
presión adecuada para los rodillos de presión.
9 PEDIDOS DE REPUESTOS
El Origo
TM
Mig C240 PRO, Origo
TM
Mig C240s PRO se han construido y ensayado
según el estándar internacional y europeo IEC/EN 60974--1 y EN 60974--10. Después de
haber realizado una operación de servicio o reparación, la empresa o persona de ser-
vicio que la haya realizado deberá cerciorarse de que el equipo siga cumpliendo la
norma antedicha.
Si desea realizar un pedido de piezas de repuesto, acuda al distribuidor de ESAB
más cercano (consulte la última página de este documento).
ES

Esquema
-- 16 --
dC240P
Origo
TM
Mig C240 PRO, 230/400--415V

-- 17 --
dC240P
Origo
TM
Mig C240s PRO, 230V

-- 18 --
dC240P
Origo
TM
Mig C240s PRO, 400--415V

Origo
T
M
Mig C240 PRO, Origo
T
M
Mig C240s PRO
Edition 061026
-- 19 --
oC240P
Valid for serial no. 627--XXX--XXXX
Ordering numbers
0349 304 657 Origo
TM
Mig C240 PRO 400--415V 3∼
∼∼
∼50/60Hz (welding gun PSF 250, 3m)
0349 304 658 Origo
TM
Mig C240 PRO 230V 3∼
∼∼
∼50/60Hz (welding gun PSF 250, 3m)
0349 304 659 Origo
TM
Mig C240s PRO 400--415V 3∼
∼∼
∼50/60Hz (welding gun PSF 250, 3m)
0349 304 660 Origo
TM
Mig C240s PRO 230V 3∼
∼∼
∼50/60Hz (welding gun PSF 250, 3m)
0349 305 983 Origo
TM
Mig C240 PRO 400--415V 3∼
∼∼
∼50/60Hz (welding gun PSF 250, 4,5m)
0349 305 984 Origo
TM
Mig C240 PRO 230V 3∼
∼∼
∼50/60Hz (welding gun PSF 250, 4,5m)
0349 305 985 Origo
TM
Mig C240s PRO 400--415V 3∼
∼∼
∼50/60Hz (welding gun PSF 250, 4,5m)
0349 305 986 Origo
TM
Mig C240s PRO 230V 3∼
∼∼
∼50/60Hz (welding gun PSF 250, 4,5m)

Origo
T
M
Mig C240 PRO, Origo
T
M
Mig C240s PRO
Edition 061026
-- 20 --
wC240P
W. F. Mechanism 0455 890 882
Item Denomination Ordering no. Notes
A Pressure roller 0455 907 001
B Feed roller
0367 556 001
0367 556 002
0367 556 006
0367 556 004
Ø 0.6--0.8mm Fe, Ss, cored wire.
Ø 0.8--1.0mm Fe, Ss, cored wire.
Ø 1.0--1.2mm cored wire.
Ø 1.0--1.2mm Al wire.
C Inlet nozzle 0466 074 001
D Insert tube
0455 894 001
0455 889 001
Plastic, must be used together with item 0455 885 001,
for welding with Al wire.
Steel, must be used together with item 0455 886 001.
E Outlet nozzle
0455 885 001
0455 886 001
Must be used together with item 0455 894 001,
for welding with Al wire.
Must be used together with item 0455 889 001.
The rollers are marked with wire dimension in mm, some are also marked with inch.
Welding with aluminium wires.
In order to weld with aluminium wires, proper rollers, nozzles and liners for aluminium wires MUST be
used. It is recommended to use 3m long welding gun for aluminium wires, equipped with appropriate
wear parts.

Origo
T
M
Mig C240 PRO, Origo
T
M
Mig C240s PRO
Edition 061026
Accesorios
-- 21 --
aC240P
Digital meter . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0349 302 598
Transformer kit for CO
2
heater . . . . . . . . . . . 0349 302 250
Filter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0349 302 599
Cable holder . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0349 303 362

ESAB AB
SE--695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
061127
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel: +39 02 97 96 81
Fax: +39 02 97 28 91 81
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 2485 377
Fax: +31 30 2485 260
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 5308 9922
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 3 5296 7371
Fax: +81 3 5296 8080
MALAYSIA
ESAB (Malaysia) Snd Bhd
Selangor
Tel: +60 3 8027 9869
Fax: +60 3 8027 4754
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA
LLC ESAB
Moscow
Tel: +7 095 543 9281
Fax: +7 095 543 9280
LLC ESAB
St Petersburg
Tel: +7 812 336 7080
Fax: +7 812 336 7060
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22






















ESAB Mig C240s PRO Manual de usuario
- Categoría
- Sistema de soldadura
- Tipo
- Manual de usuario
- Este manual también es adecuado para
Artículos relacionados
-
ESAB Mig 320 Origo™ Manual de usuario
-
-
ESAB Mig C240, Mig C240s Manual de usuario
-
ESAB Mig C170 3ph, Mig C200 3ph, Mig C250 3ph Manual de usuario
-
ESAB Mig 400t Manual de usuario
-
ESAB Mag C170 Manual de usuario
-
ESAB Mag C171 Manual de usuario
-
ESAB Mig 630t Magma - Origo™ Mig 630tw Magma Manual de usuario
-
-
ESAB Origo™ Arc 250, Origo™ Arc 300, Origo™ Arc 400 Manual de usuario