Miller DYNASTY 700 ALL OTHER CE AND NON-CE MODELS El manual del propietario
- Categoría
- Sistema de soldadura
- Tipo
- El manual del propietario
Este manual también es adecuado para

Dynasty 350, 700
Maxstar 350, 700
Incluyendo carrito y enfriador opcionales
CE y modelos que no son CE
Modelos 208/575 V con Auto-Linet
380/575 V Trifásica con Auto-Linet
(CE)
Fuente de poder para soldadura de
arco
Procesos
Description
Soldadura TIG
Soldadura convencional por
electrodo
OM-216 869V/spa
2010−11
R
R
MANUAL DEL OPERADOR
www.MillerWelds.com

Miller Electric fabrica una línea completa
de máquinas para soldadura y equipos relacionados.
Si necesita información acerca de otros productos de calidad de Miller,
comuníquese con el distribuidor Miller de su localidad, quien le suministrará
el catálogo más reciente de la línea completa o folletos con las especificaciones
de cada producto individual. Para localizar al distribuidor o agencia
de servicios más cercano a su domicilio, llame al 1-800-4-A-Miller,
o visite nuestro sitio en Internet, www.MillerWelds.com.
Gracias y felicitaciones por haber elegido a Miller. Ahora usted puede hacer
su trabajo, y hacerlo bien. En Miller sabemos que usted no tiene tiempo para
hacerlo de otra forma.
Por ello, cuando en 1929 Niels Miller comenzó a fabricar soldadoras por arco,
se aseguró que sus productos ofreciesen un valor duradero y una calidad superior,
pues sus clientes, al igual que usted, no podían arriesgarse a recibir menos.
Los productos Miller debían ser los mejores posibles, es decir, los mejores
que se podía comprar.
Hoy, las personas que fabrican y venden los productos Miller continúan
con la tradición y están comprometidas a proveer equipos y servicios que
cumplan con los altos estándares de calidad y valor establecidos en 1929.
Este manual del usuario está diseñado para ayudarlo a aprovechar al máximo sus
productos Miller. Por favor, tómese el tiempo necesario para leer detenidamente
las precauciones de seguridad, las cuales le ayudarán a protegerse de los peligros
potenciales de su lugar de trabajo. Hemos hecho
que la instalación y operación sean rápidas y fáciles.
Con los productos Miller, y el mantenimiento
adecuado, usted podrá contar con años
de funcionamiento confiable. Y si por alguna razón
el funcionamiento de la unidad presenta problemas,
hay una sección de “Reparación de averías” que le
ayudará a descubrir la causa. A continuación, la lista
de piezas le ayudará a decidir con exactitud cuál
pieza necesita para solucionar el problema. Además,
el manual contiene información sobre la garantía
y el servicio técnico correspondiente a su modelo.
Miller es el primer fabricante
de equipos de soldadura en los
EE.UU. cuyo Sistema de calidad
ha sido registrado bajo la norma
ISO 9001.
Trabajando tan duro como
usted − cada fuente de poder
para soldadura de Miller está
respaldada por la garantía con
menos trámites complicados
de la industria.
De Miller para usted
Mil_Thank_spa
2005−04

INDICE
SECCIÓN 1 − PRECAUCIONES DE SEGURIDAD − LEA ANTES DE USAR 1........................
1-1. Uso de símbolos 1.....................................................................
1-2. Peligros en soldadura de arco 1..........................................................
1-3. Símbolos adicionales para instalación, operación y mantenimiento 3...........................
1-4. CALIFORNIA Proposición 65 Advertencia 4................................................
1-5. Estándares principales de seguridad 5....................................................
1-6. Información sobre los campos electromagnéticos (EMF) 5...................................
SECCION 2 − DEFINICIONES (sólo para modelos CE) 7..........................................
2-1. Definiciones de la etiqueta de advertencia 7................................................
2-2. Etiqueta WEEE (Para productos que se venden dentro la Unión Europea) 9.....................
2-3. Símbolos y definiciones 10...............................................................
SECCION 3 − INSTALACIÓN 11................................................................
3-1. Información importante correspondiente a los productos con marca CE (Vendidos dentro de la UE) 11
3-2. Ubicación de la etiqueta con el número de serie y los valores nominales de los parámetros eléctricos de
la máquina 12..........................................................................
3-3. Especificaciones 12.....................................................................
3-4. Ciclo de trabajo y sobrecalentamiento 14...................................................
3-5. Curvas voltio-amperio 16................................................................
3-6. Seleccionando una ubicación 18..........................................................
3-7. Advertencias sobre el transporte 18.......................................................
3-8. Dimensiones, pesos y disposición de los agujeros de montaje de la base 19.....................
3-9. Guía de servicio eléctrico 20.............................................................
3-10. Conexión de la alimentación para modelos 350 24...........................................
3-11. Conexión de la alimentación para modelos 700 26...........................................
3-12. Terminales para la salida de soldadura y selección de la medida del cable 29.....................
3-13. Información acerca del receptáculo remoto 14 (usado sin conexión para automatización) 30........
3-14. Conexión para automatismo (para receptáculo de 28 patillas, si está instalado) 31................
3-15. Entradas para la selección remota de la memoria (para el receptáculo de 28 patillas, si
está instalado) 32.......................................................................
3-16. Selección de funciones de automatización (para el receptáculo de 28 patillas, si está instalado) 32...
3-17. Aplicación para automatización típica 33...................................................
3-18. Receptáculo doble de 115 voltios CA, protector suplementario CB1 e interruptor de potencia 33.....
3-19. Conexiones de gas 34...................................................................
3-20. Conexiones TIG con impulso de AF/Lift-Arct 34............................................
3-21. Conexiones del enfriador 35..............................................................
3-22. Conexiones para soldadura Stick en los modelos Dynasty 36..................................
3-23. Conexiones para soldadura Stick en los modelos Maxstar 36..................................
SECCION 4 − OPERACIÓN 37..................................................................
4-1. Controles 37...........................................................................
4-2. Control codificador 38...................................................................
4-3. Control de amperaje 38..................................................................
4-4. Amperímetro y pantalla de parámetros 38..................................................
4-5. Voltímetro y pantalla de parámetros seleccionados 39........................................
4-6. Control de polaridad (sólo modelos Dynastyt)39...........................................
4-7. Control del proceso 40..................................................................
4-8. Procedimientos de arranque con TIG Lift-Arc™ y AF 40......................................
4-9. Control de salida 41.....................................................................
4-10. Control de los pulsos 42.................................................................
4-11. Controles del secuenciador 43............................................................
4-12. Controles de Gas/DIG (Preflujo/Post flujo/DIG/Purga) 44......................................
4-13. Forma de la onda de CA (sólo modelos Dynasty) 45..........................................
4-14. Memoria (ubicaciones de almacenamiento de programas 1-9) 46...............................

INDICE
4-15. Valores predefinidos de fábrica, gama y resolución para modelos 350 47........................
4-16. Valores predefinidos de fábrica, gama y resolución para modelos 700 48........................
4-17. Reinicio de la unidad a los valores predefinidos de fábrica 49..................................
4-18. Acceso al software y a su número de revisión 49............................................
4-19. Pantalla del temporizador/contador del arco 50..............................................
SECCION 5 − FUNCIONES AVANZADAS 51.....................................................
5-1. Procedimiento para acceder a las funciones avanzadas 51....................................
5-2. Parámetros de inicio programables para TIG 52.............................................
5-3. Funciones del control de salida y del gatillo 57...............................................
5-4. Selección de la forma de onda de CA (sólo modelos Dynasty) 62...............................
5-5. Selección de amplitud independiente 63....................................................
5-6. Habilitación de punteado 63..............................................................
5-7. Selección del voltaje de circuito abierto (OCV) con electrodo convencional (Stick) 63..............
5-8. Selección de la función de verificación de electrodo pegado 64.................................
5-9. Funciones de bloqueo 65................................................................
5-10. Configuración de la unidad para que los medidores estén en blanco durante el modo de soldadura
pulsante 67............................................................................
5-11. Calibración del medidor de CD 67.........................................................
SECCION 6 − MANTENIMIENTO Y REPARACIÓN DE AVERÍAS 68..................................
6-2. Soplando con aire comprimido el interior de la unidad 69......................................
6-3. Mantenimiento del enfriador 69............................................................
6-4. Reparación de averías 70................................................................
SECCION 7 − DIAGRAMAS ELECTRICOS 72....................................................
SECCIÓN 8 − ALTA FRECUENCIA (HF) 85.......................................................
8-1. Procesos de soldadura usándose AF 85....................................................
8-2. Instalación que muestra fuentes posibles de interferencia de alta frecuencia 85...................
8-3. Instalación recomendada para reducir la interferencia de alta frecuencia 86......................
SECCION 9 − GUÍA PARA SOLDADURA TIG (GTAW) 87..........................................
9-1. Fijaciones típicas para GTAW 87..........................................................
SECCION 10 − SELECCIÓN Y PREPARACIÓN DE UN ELECTRODO DE TUNGSTENO PARA SOLDADURA
POR ARCO EN CC O CA EN MÁQUINAS CON INVERSOR 89......................................
10-1. Selección de un electrodo de tungsteno
(Use guantes limpios para evitar la contaminación del tungsteno) 89............................
10-2. Preparación del electrodo de tungsteno para soldadura con electrodo negativo corriente directa (DCEN)
o soldadura con CA en máquinas con inversor 89............................................
SECCION 11 − GUÍA PARA SOLDADURA TIG (GTAW) 90.........................................
11-1. Posicionando la antorcha 90..............................................................
11-2. Movimiento de la antorcha mientras se suelda 91............................................
11-3. Posicionando la antorcha de tungsteno para diferentes tipos de uniones de soldadura 91...........
SECCION 12 − DIRECTIVAS DE FIJACIÓN INICIAL PARA SOLDADURA CONVENCIONAL POR
ELECTRODO (SMAW) 92......................................................................
12-1. Pantalla frontal de “stick” DCEP (Corriente Directa, Electrodo Positivo) 92.......................
SECCION 13 − DIRECTIVAS PARA SOLDADURA CONVENCIONAL POR ELECTRODO (SMAW) 93....
SECCION 14 − LISTA DE PARTES PARA LOS MODELOS 350 100...................................
SECCION 15 − LISTA DE PARTES PARA LOS MODELOS 700 110...................................
SECCION 16 − LISTA DE PIEZAS PARA EL ENFRIADOR 120.......................................
SECCION 17 − LISTA DE PIEZAS PARA EL CARRO DE RUEDAS 122................................
GARANTIA

DECLARATION OF CONFORMITY
for European Community (CE marked) products.
MILLER Electric Mfg. Co., 1635 Spencer Street, Appleton, WI 54914 U.S.A. declares that the
product(s) identified in this declaration conform to the essential requirements and provisions of
the stated Council Directive(s) and Standard(s).
Product/Apparatus Identification:
Product
Stock Number
Dynasty 350 907204021
Maxstar 350 907334021
Dynasty 700 907101021
Maxstar 700 907103021
Council Directives:
• 2006/95/EC Low Voltage
• 2004/108/EC Electromagnetic Compatibility
Standards:
• IEC 609741: 2005 Arc Welding Equipment – Welding Power Sources
• IEC 609743: 2007 Arc Welding Equipment – Arc Striking and Stabilizing Devices
• IEC 6097410: 2007 Arc Welding Equipment – Electromagnetic Compatibility Requirements
• EN 50445 Product family standard to demonstrate compliance of equipment for resistance welding, arc weld
ing and allied processes with the basic restrictions related to human exposure to electromagnetic fields (0 Hz
– 300Hz) BS EN 50445:2008.
US Signatory:
November 30, 2010
_____________________________________ ____________________________________
David A. Werba
Date of Declaration
MANAGER, PRODUCT DESIGN COMPLIANCE
241512E


OM-216 869 Página 1
SECCIÓN 1 − PRECAUCIONES DE SEGURIDAD − LEA
ANTES DE USAR
spa_som_2010−03
7
Protéjase usted mismo y a otros contra lesiones — lea y siga estas precauciones.
1-1. Uso de símbolos
¡PELIGRO! − Indica una situación peligrosa que, si no
se la evita, resultará en muerte o lesión grave. Los peli-
gros posibles se muestran en los símbolos adjuntos o
se explican en el texto.
Indica una situación peligrosa que, si no se la evita, po-
dría resultar en muerte o lesión grave. Los peligros po-
sibles se muestran en los símbolos adjuntos, o se expli-
can en el texto.
AVISO − Indica precauciones no relacionadas a lesiones personales
. Indica instrucciones especiales.
Este grupo de símbolos significa ¡Advertencia!, ¡Cuidado! CHOQUE
O DESCARGA ELÉCTRICA, PIEZAS QUE SE MUEVEN, y peligros
de PARTES CALIENTES. Consulte los símbolos e instrucciones re-
lacionadas abajo para la acción necesaria para evitar los peligros.
1-2. Peligros en soldadura de arco
Se usa los símbolos mostrados abajo por todo éste manual
para llamar la atención a y identificar a peligros posibles.
Cuando usted vee a este símbolo, tenga cuidado, y siga a las
instrucciónes relacionadas para evitar el peligro. La informa-
ción de seguridad dada abajo es solamente un resumen de la
información más completa de seguridad que se encuentra en
los estandares de seguridad de sección 1-5. Lea y siga todas
los estandares de seguridad.
Solamente personas calificadas deben instalar, operar, man-
tener y reparar ésta máquina.
Durante su operación mantenga lejos a todos, especialmente
a los niños.
UNA DESCARGA ELECTRICA puede
matarlo.
El tocar partes con carga eléctrica viva puede causar
un toque fatal o quemaduras severas. El circuito de
electrodo y trabajo está vivo eléctricamente cuando
quiera que la salida de la máquina esté prendida. El
circuito de entrada y los circuitos internos de la
máquina también están vivos eléctricamente cuando
la máquina está prendida. Cuando se suelda con
equipo automático o semiautomático, el alambre,
carrete, el bastidor que contiene los rodillos de
alimentación y todas las partes de metal que tocan el
alambre de soldadura están vivos eléctricamente.
Equipo instalado incorrectamente o sin conexión a
tierra es un peligro.
D No toque piezas que estén eléctricamente vivas.
D Use guantes de aislamiento secos y sin huecos y protección en el
cuerpo.
D Aíslese del trabajo y de la tierra usando alfombras o cubiertas lo
suficientemente grandes para prevenir cualquier contacto físico
con el trabajo o tierra.
D No use la salida de corriente alterna en áreas húmedas, si está
restringido en su movimiento, o esté en peligro de caerse.
D Use la salida CA SOLAMENTE si lo requiere el proceso de solda-
dura.
D Si se requiere la salida CA, use un control remoto si hay uno pre-
sente en la unidad.
D Se requieren precauciones adicionales de seguridad cuando cual-
quiera de las siguientes condiciones eléctricas peligrosas están
presentes en locales húmedos o mientras trae puesta ropa húme-
da, en estructuras de metal, tales como pisos, rejillas, o andamios;
cuando esté en posiciones apretadas tal como sentado, arrodilla-
do, acostado o cuando hay un riesgo alto de tener contacto
inevitable o accidental con la pieza de trabajo o tierra. Para estas
condiciones, use el equipo siguiente en el orden presentado: 1) un
soldadora semiautomática de voltaje constante (alambre) CD, 2)
una soldadura CD manual (convencional), o 3) una soldadora CA
voltaje reducido de circuito abierto. En la mayoría de las situacio-
nes, el uso de soldadora de alambre de voltaje constante CD es lo
recomendado. ¡Y, no trabaje solo!
D Desconecte la potencia de entrada o pare el motor antes de instalar
o dar servicio a este equipo. Apague con candado o usando etiqueta
inviolable (“lockout/tagout”) la entrada de potencia de acuerdo a OHA
29 CFR 1910.147 (vea Estándares de Seguridad).
D Instale el equipo y conecte a la tierra de acuerdo al manual del ope-
rador y los códigos nacionales estatales y locales.
D Siempre verifique el suministro de tierra − chequee y asegúrese
que la entrada de la potencia al alambre de tierra esté apropiada-
mente conectada al terminal de tierra en la caja de desconexión
o que su enchufe esté conectado apropiadamente al receptáculo
de salida que esté conectado a tierra.
D Cuando esté haciendo las conexiones de entrada, conecte el con-
ductor de tierra primero − doble chequee sus conexiones.
D Mantenga los cordones o alambres secos, sin aceite o grasa, y
protegidos de metal caliente y chispas.
D Frecuentemente inspeccione el cordón de entrada de potencia por
daño o por alambre desnudo. Reemplace el cordón inmediata-
mente si está dañado − un alambre desnudo puede matarlo.
D Apague todo equipo cuando no esté usándolo.
D No use cables que estén gastados, dañados, de tamaño muy pe-
queño, o mal conectados.
D No envuelva los cables alrededor de su cuerpo.
D Si se requiere grampa de tierra en el trabajo haga la conexión de
tierra con un cable separado.
D No toque el electrodo si usted está en contacto con el trabajo o cir-
cuito de tierra u otro electrodo de una máquina diferente.
D No ponga en contacto dos portaelectrodos conectados a dos má-
quinas diferentes al mismo tiempo porque habrá presente
entonces un voltaje doble de circuito abierto.
D Use equipo bien mantenido. Repare o reemplace partes dañadas
inmediatamente. Mantenga la unidad de acuerdo al manual.
D Use tirantes de seguridad para prevenir que se caiga si está traba-
jando más arriba del nivel del piso.
D Mantenga todos los paneles y cubiertas en su sitio.
D Ponga la grampa del cable de trabajo con un buen contacto de me-
tal a metal al trabajo o mesa de trabajo lo más cerca de la suelda
que sea práctico.
D Guarde o aísle la grampa de tierra cuando no esté conectada a la
pieza de trabajo para que no haya contacto con ningún metal o al-
gún objeto que esté aterrizado.
D Aísle la abrazadera de tierra cuando no esté conectada a la pieza
de trabajo para evitar que contacto cualquier objeto de metal.

OM-216 869 Página 2
Aun DESPUÉS de haber apagado el motor, puede
quedar un VOLTAJE IMPORTANTE DE CC en las
fuentes de poder con convertidor CA/CC.
D Apague la inversora, desconecte la potencia de entrada y descar-
gue los condensadores de entrada según instrucciones en la
sección de mantenimiento antes de tocar parte alguna.
Las PIEZAS CALIENTES pueden
ocasionar quemaduras.
D No toque las partes calientes con la mano sin
guante.
D Deje que el equipo se enfríe antes de comen-
zar a trabajar en él.
D Para manejar partes calientes, use herramientas apropiadas y/o
póngase guantes pesados, con aislamiento para solar y ropa
para prevenir quemaduras.
El soldar produce humo y gases. Respirando estos
humos y gases pueden ser peligrosos a su salud.
D Mantenga su cabeza fuera del humo. No respi-
re el humo.
HUMO y GASES pueden ser peligrosos.
D Si está adentro, ventile el área y/o use ventilación local forzada an-
te el arco para quitar el humo y gases de soldadura.
D Si la ventilación es mala, use un respirador de aire aprobado.
D Lea y entienda las Hojas de Datos sobre Seguridad de Material
(MSDS’s) y las instrucciones del fabricante con respecto a metales,
consumibles, recubrimientos, limpiadores y desengrasadores.
D Trabaje en un espacio cerrado solamente si está bien ventilado o
mientras esté usando un respirador de aire. Siempre tenga una
persona entrenada cerca. Los humos y gases de la suelda pueden
desplazar el aire y bajar el nivel de oxígeno causando daño a la
salud o muerte. Asegúrese que el aire de respirar esté seguro.
D No suelde en ubicaciones cerca de operaciones de grasa, limpia-
miento o pintura al chorro. El calor y los rayos del arco pueden
hacer reacción con los vapores y formar gases altamente tóxicos
e irritantes.
D No suelde en materiales de recubrimientos como acero galvaniza-
do, plomo, o acero con recubrimiento de cadmio a no ser que se ha
quitado el recubrimiento del área de soldar, el área esté bien venti-
lada y mientras esté usando un respirador con fuente de aire. Los
recubrimientos de cualquier metal que contiene estos elementos
pueden emanar humos tóxicos cuando se sueldan.
Los rayos del arco de un proceso de suelda
producen un calor intenso y rayos ultravioletas
fuertes que pueden quemar los ojos y la piel. Las
chispas se escapan de la soldadura.
LOS RAYOS DEL ARCO pueden
quemar sus ojos y piel.
D Use una careta para soldar aprobada equipada con un filtro de protec-
ción apropiado para proteger su cara y ojos de los rayos del arco y de
las chispas mientras esté soldando o mirando.(véase los estándares
de seguridad ANSI Z49.1 y Z87.1).
D Use anteojos de seguridad aprobados que tengan protección lateral.
D Use pantallas de protección o barreras para proteger a otros del
destello, reflejos y chispas, alerte a otros que no miren el arco.
D Use ropa protectiva hecha de un material durable, resistente a la
llama (cuero, algodón grueso, o lana) y protección a los pies.
Soldando en un envase cerrado, como tanques,
tambores o tubos, puede causar explosión. Las
chispas pueden volar de un arco de soldar. Las
chispas que vuelan, la pieza de trabajo caliente y el
equipo caliente pueden causar fuegos y quemaduras. Un contacto
accidental del electrodo a objetos de metal puede causar chispas,
explosión, sobrecalentamiento, o fuego. Chequee y asegúrese que el
área esté segura antes de comenzar cualquier suelda.
EL SOLDAR puede causar fuego o
explosión.
D Quite todo material inflamable dentro de 11m de distancia del arco
de soldar. Si eso no es posible, cúbralo apretadamente con cubier-
tas aprobadas.
D No suelde donde las chispas pueden impactar material inflamable.
D Protéjase a usted mismo y otros de chispas que vuelan y metal ca-
liente.
D Este alerta de que chispas de soldar y materiales calientes del ac-
to de soldar pueden pasar a través de pequeñas rajaduras
o aperturas en áreas adyacentes.
D Siempre mire que no haya fuego y mantenga un extinguidor de
fuego cerca.
D Esté alerta que cuando se suelda en el techo, piso, pared o algún
tipo de separación, el calor puede causar fuego en la parte escon-
dida que no se puede ver.
D No suelde en receptáculos cerrados como tanques o tambores
o tubería, a no ser que hayan estado preparados apropiadamente
de acuerdo al AWS F4.1 (véase las precauciones de los estánda-
res de seguridad).
D No suelde donde la atmósfera pudiera contener polvo inflamable,
gas, o vapores de líquidos (como gasolina).
D Conecte el cable del trabajo al área de trabajo lo más cerca posible
al sitio donde va a soldar para prevenir que la corriente de soldadura
haga un largo viaje posiblemente por partes desconocidas causando
una descarga eléctrica, chispas y peligro de incendio.
D No use una soldadora para descongelar tubos helados.
D Quite el electrodo del porta electrodos o corte el alambre de soldar
cerca del tubo de contacto cuando no esté usándolo.
D Use ropa protectiva sin aceite como guantes de cuero, camisa pe-
sada, pantalones sin basta, zapatos altos o botas y una corra.
D Quite de su persona cualquier combustible, como encendedoras
de butano o cerillos, antes de comenzar a soldar.
D Después de completar el trabajo, inspeccione el área para asegu-
rarse de que esté sin chispas, rescoldo, y llamas.
D Use sólo los fusibles o disyuntores correctos. No los ponga de ta-
maño más grande o los pase por un lado.
D Siga los reglamentos en OSHA 1910.252 (a) (2) (iv) y NFPA 51B
para trabajo caliente y tenga una persona para cuidar fuegos y un
extinguidor cerca.
METAL QUE VUELA o TIERRA puede
lesionar los ojos.
D El soldar, picar, cepillar con alambre, o esmeri-
lar puede causar chispas y metal que vuele.
Cuando se enfrían las sueldas, estás pueden
soltar escoria.
D Use anteojos de seguridad aprobados con resguardos laterales
hasta debajo de su careta.
EL AMONTAMIENTO DE GAS puede
enfermarle o matarle.
D Cierre el gas protectivo cuando no lo use.
D Siempre dé ventilación a espacios cerrados o
use un respirador aprobado que reemplaza el
aire.

OM-216 869 Página 3
Los CAMPOS ELÉCTRICOS Y MAGNÉTICOS
(EMF) pueden afectar el funcionamiento
de los dispositivos médicos implantados.
D Las personas que utilicen marcapasos u otros
dispositivos médicos implantados deben
mantenerse apartadas de la zona de trabajo.
D Los usuarios de dispositivos médicos implantados deben
consultar a su médico y al fabricante del dispositivo antes
de efectuar trabajos, o estar cerca de donde se realizan,
de soldadura por arco, soldadura por puntos, ranurado,
corte por arco de plasma u operaciones de calentamiento
por inducción.
EL RUIDO puede dañar su oído.
El ruido de algunos procesos o equipo puede dañar
su oído
D Use protección aprobada para el oído si el nivel
de ruido es muy alto.
LOS CILINDROS pueden estallar si
están averiados.
Los cilindros que contienen gas protectivo tienen
este gas a alta presión. Si están averiados los
cilindros pueden estallar. Como los cilindros son
normalmente parte del proceso de soldadura, sie
pre trátelos con cuidado.
D Proteja cilindros de gas comprimido del calor excesivo, golpes
mecánicos, daño físico, escoria, llamas, chispas y arcos.
D Instale y asegure los cilindros en una posición vertical asegurán-
dolos a un soporte estacionario o un sostén de cilindros para
prevenir que se caigan o se desplomen.
D Mantenga los cilindros lejos de circuitos de soldadura o eléctricos.
D Nunca envuelva la antorcha de suelda sobre un cilindro de gas.
D Nunca permita que un electrodo de soldadura toque ningún cilindro.
D Nunca suelde en un cilindro de presión − una explosión resultará.
D Use solamente gas protectivo correcto al igual que reguladores,
mangueras y conexiones diseñados para la aplicación específica;
manténgalos, al igual que las partes, en buena condición.
D Siempre mantenga su cara lejos de la salida de una válvula cuan-
do esté operando la válvula de cilindro.
D Mantenga la tapa protectiva en su lugar sobre la válvula excepto
cuando el cilindro está en uso o conectado para ser usado.
D Use el equipo correcto, procedimientos correctos, y suficiente nú-
mero de personas para levantar y mover los cilindros.
D Lea y siga las instrucciones de los cilindros de gas comprimido,
equipo asociado y la publicación de la Asociación de Gas Compri-
mido (CGA) P−1 que están enlistados en los Estándares de
Seguridad.
1-3. Símbolos adicionales para instalación, operación y mantenimiento
Peligro de FUEGO O EXPLOSIÓN.
D No ponga la unidad encima de, sobre o cerca
de superficies combustibles.
D No instale la unidad cerca a objetos inflama-
bles.
D No sobrecarga a los alambres de su edificio − asegure que su
sistema de abastecimiento de potencia es adecuado en tamaño
capacidad y protegido para cumplir con las necesidades de esta
unidad.
Un EQUIPO AL CAER puede producir
lesiones.
D Use solamente al ojo de levantar para levantar
la unidad, NO al tren de rodaje, cilindros de
gas, ni otros accesorios.
D Use equipo de capacidad adecuada para le-
vantar la unidad.
D Si usa montacargas para mover la unidad, asegúrese que las
puntas del montacargas sean lo suficientemente largas para ex-
tenderse más allá del lado opuesto de la unidad.
D Cuando trabaje desde una ubicación elevada, mantenga el
equipo (cables y cordones) alejado de los vehículos en
movimiento.
D Siga las pautas incluidas en el Manual de aplicaciones de la
ecuación revisada para levantamiento de cargas del NIOSH
(Publicación Nº 94–110) cuando tenga que levantar cargas
pesadas o equipos.
SOBREUSO puede causar SOBRE−
CALENTAMIENTO DEL EQUIPO
D Permite un período de enfriamiento, siga el ci-
clo de trabajo nominal.
D Reduzca la corriente o ciclo de trabajo antes de
soldar de nuevo.
D No bloquee o filtre el flujo de aire a la unidad.
Las CHISPAS DESPEDIDAS por los
equipos pueden ocasionar lesiones.
D Use un resguardo para la cara para proteger
los ojos y la cara.
D De la forma al electrodo de tungsteno solamente en una amola-
dora con los resguardos apropiados en una ubicación segura
usando la protección necesaria para la cara, manos y cuerpo.
D Las chispas pueden causar fuego − mantenga los inflamables
lejos.
ESTÁTICA (ESD) puede dañar las ta-
blillas impresas de circuito.
D Ponga los tirantes aterrizados de muñeca AN-
TES de tocar las tablillas o partes.
D Use bolsas y cajas adecuadas anti-estáticas
para almacenar, mover o enviar tarjetas impre-
sas de circuito.
Las PIEZAS MÓVILES pueden provo-
car lesiones.
D Aléjese de toda parte en movimiento.
D Aléjese de todo punto que pellizque, tal como
rodillos impulsados.
El ALAMBRE de SOLDAR puede
causar heridas.
D No presione el gatillo de la antorcha hasta que
reciba estas instrucciones.
D No apunte la punta de la antorcha hacia ningu-
na parte del cuerpo, otras personas o cualquier
objeto de metal cuando esté pasando el alam-
bre.

OM-216 869 Página 4
Las PIEZAS MÓVILES pueden
provocar lesiones.
D Aléjese de toda parte en movimiento, tal como
los ventiladores.
D Mantenga todas las puertas, paneles, tapas y
guardas cerrados y en su lugar.
D Verifique que sólo el personal cualificado retire puertas, paneles,
tapas o protecciones para realizar tareas de mantenimiento, o
resolver problemas, según sea necesario.
D Reinstale puertas, tapas, o resguardos cuando se acabe de dar
mantenimiento y antes de reconectar la potencia de entrada.
LEER INSTRUCCIONES.
D Lea y siga cuidadosamente las instrucciones
contenidas en todas las etiquetas y en el
Manual del usuario antes de instalar, utilizar o
realizar tareas de mantenimiento en la unidad.
Lea la información de seguridad incluida en la
primera parte del manual y en cada sección.
D Utilice únicamente piezas de reemplazo legítimas del fabricante.
D Los trabajos de mantenimiento deben ser ejecutados
de acuerdo a las instrucciones del manual del usuario, las
normas de la industria y los códigos nacionales, estatales
y locales.
RADIACIÓN de ALTA FRECUENCIA
puede causar interferencia.
D Radiación de alta frecuencia (H.F., en inglés)
puede interferir con navegación de radio, servi-
cios de seguridad, computadoras y equipos de
comunicación.
D Asegure que solamente personas calificadas, familiarizadas con
equipos electrónicas instala el equipo.
D El usuario se responsabiliza de tener un electricista capacitado
que pronto corrija cualquier problema causado por la instalación.
D Si la FCC (Comisión Federal de Comunicación) le notifica que hay
interferencia, deje de usar el equipo de inmediato.
D Asegure que la instalación recibe chequeo y mantenimiento regu-
lar.
D Mantenga las puertas y paneles de una fuente de alta frecuencia
cerradas completamente, mantenga la distancia de la chispa en
los platinos en su fijación correcta y haga tierra y proteja contra co-
rriente para minimizar la posibilidad de interferencia.
La SOLDADURA DE ARCO puede
causar interferencia.
D La energía electromagnética puede interferir
con equipo electrónico sensitivo como compu-
tadoras, o equipos impulsados por computado-
ras, como robotes.
D Asegúrese que todo el equipo en el área de soldadura sea elec-
tro-magnéticamente compatible.
D Para reducir posible interferencia, mantenga los cables de sol-
dadura lo más cortos posible, lo más juntos posible o en el suelo,
si fuera posible.
D Ponga su operación de soldadura por lo menos a 100 metros de
distancia de cualquier equipo que sea sensible electrónicamente.
D Asegúrese que la máquina de soldar esté instalada y aterrizada
de acuerdo a este manual.
D Si todavía ocurre interferencia, el operador tiene que tomar me-
didas extras como el de mover la máquina de soldar, usar cables
blindados, usar filtros de línea o blindar de una manera u otra la
área de trabajo.
1-4. CALIFORNIA Proposición 65 Advertencia
Este producto cuando se usa para soldar o cortar, produce
humo o gases que contienen químicos conocidos en el esta-
do de California por causar defectos al feto y en algunos
casos, cáncer. (Sección de Seguridad del Código de Salud en
California No. 25249.5 y lo que sigue)
Los postes de la batería, los terminales y los accesorios rela-
cionados contienen plomo y compuestos de plomo que son
químicos, conocidos por el estado de California, como capa-
ces de causar cáncer, defectos de nacimiento y otros daños
al sistema reproductor. Lávese las manos después de mani-
pularlos.
Este producto contiene químicos, incluso plomo, que el es-
tado de California reconoce como causantes de cáncer,
defectos de nacimiento y otros daños al sistema reproductor.
Lávese las manos después de su uso.
Para un motor de gasóleo:
Los gases del escape de un motor de gasóleo contienen
químicos, conocidos por el estado de California, como ca-
paces de causar cáncer, defectos de nacimiento y otros
daños al sistema reproductor.
Para un motor de diesel:
El humo que despide un motor de gasoil y alguno de sus
constituyentes se reconocen en el estado de California que
pueden causar cáncer, defectos al feto, y otros daños al siste-
ma reproductor.

OM-216 869 Página 5
1-5. Estándares principales de seguridad
Safety in Welding, Cutting, and Allied processes, estándar ANSI Z49-1,
de los Documentos de Ingeniería Global (teléfono 1-877-413-5184. red
mundial: www.global.ihs.com).
Safe Practices for the Preparation of Containers and Piping for Welding
and Cutting, norma AWS F4.1 de la American Welding Society Stand-
ard, tomada de Global Engineering Documents (teléfono:
1-877-413-5184, red mundial: www.global.ihs.com).
National Electrical Code, NFPA Standard 70, de la Asociación Nacional
de Protección de Fuego, Quincy, Ma 02269 (teléfono:
1−800−344−3555, red mundial: www.nfpa.org and www. sparky.org).
Safe handling of Compressed Gases in Cylinders, pamfleto CGA P-1,
de la Compressed Gas Association, 4221 Walney Road, 5th Floor,
Chantilly, VA 20151 (teléfono: 703−788−2700, red mundial: www.cga-
net.com).
Safety in Welding Cutting and Allied Processes, CSA W117.2, de la Ca-
nadian Standards Association, ventas estándares, 5060 Spectrum
Way, Suite 100, Ontario, Canada L4W 5NS. (teléfono: 800−463−6727,
website: www.csa−international.org).
Safe Practice for Occupational and Educational Eye and Face Protec-
tion, estándar ANSI Z87.1 del Instituto Americano Nacional de
Estándar, 23 West 43rd Street, New York, NY 10036 (teléfono:
212−642−4900, red mundial: www.ansi.org).
Standard for Fire Prevention During Welding, Cutting, and Other Hot
Work, estándar NFPA 51B de la Asociación de Protección del Fuego,
P.O. Box 9101, Quincy, MA 02269 (teléfono: 1−800−344−3555, red
mundial: www.nfpa.org).
OSHA,Occupational Safety and Health Standards for General Industry,
Título 29 CFR Parte 1910, Subparte Q, y Parte 1926, Subparte J,
emitidas por la U.S. Government Printing Office, Superintendent of
Documents, P.O. Box 371954, Pittsburgh, PA 15250−7954 (teléfono:
1−866−512−1800) (hay otras 10 oficinas regionales de la
OSHA{NT:1}el teléfono para la Región 5, Chicago, es 312–353–2220,
sitio web: www.osha.gov).
Consumer Product Safety Commission (CPSC), 4330 East West High-
way, Bethesda, MD 20814 (teléfono: 301–504–7923, sitio web:
www.cpsc.gov).
Applications Manual for the Revised NIOSH Lifting Equation, tomada
del Instituto nacional de salud y seguridad laboral de los EE.UU.
(NIOSH), 1600 Clifton Rd, Atlanta, GA 30333 (teléfono:
1–800–232–4636, sitio web: www.cdc.gov/NIOSH).
1-6. Información sobre los campos electromagnéticos (EMF)
La corriente que fluye a través de un conductor genera campos
eléctricos y magnéticos (EMF) localizados. La corriente de la soldadura
genera un campo EMF alrededor del circuito y los equipos de
soldadura. Los campos EMF pueden interferir con algunos dispositivos
médicos implantados como, por ejemplo, los marcapasos. Por lo tanto,
se deben tomar medidas de protección para las personas que utilizan
estos implantes médicos. Por ejemplo, restricciones al acceso de
personas que pasan por las cercanías o evaluaciones de riesgo
individuales para los soldadores. Todos los soldadores deben seguir
los procedimientos que se indican a continuación con el objeto de
minimizar la exposición a los campos EMF generados por el circuito de
soldadura:
1. Mantenga los cables juntos retorciéndolos entre sí o uniéndolos
mediante cintas o una cubierta para cables.
2. No ubique su cuerpo entre los cables de soldadura. Disponga
los cables a un lado y apártelos del operario.
3. No enrolle ni cuelgue los cables sobre su cuerpo.
4. Mantenga la cabeza y el tronco tan apartados del equipo del
circuito de soldadura como le sea posible.
5. Conecte la pinza de masa en la pieza lo más cerca posible de la
soldadura.
6. No trabaje cerca de la fuente de alimentación para soldadura, ni
se siente o recueste sobre ella.
7. No suelde mientras transporta la fuente de alimentación o el
alimentador de alambre.
Acerca de los aparatos médicos implantados:
Las personas que usen aparatos médico implantados deben consultar
con su médico y el fabricante del aparato antes de llevar a cabo o acer-
carse a soldadura de arco, soldadura de punto, ranurar, hacer corte por
plasma, u operaciones de calentamiento por inducción. Si su doctor lo
permite, entonces siga los procedimientos de arriba.

OM-216 869 Página 6

OM-216 869 Página 7
SECCION 2 − DEFINICIONES (sólo para modelos CE)
2-1. Definiciones de la etiqueta de advertencia
¡Advertencia!, ¡Cuidado! Hay peligros posi-
bles como lo muestran los símbolos.
1 Un choque eléctrico del electrodo de
soldadura o el alambrado puede ma-
tarlo.
1.1 Use guantes aislantes secos. No to-
que el electrodo con la mano desnu-
da. No use guantes mojados o dete-
riorados.
1.2 Protéjase de el choque eléctrico ais-
landose usted mismo del trabajo y la
tierra.
1.3 Desconecte el enchufe de entrada o la
potencia de entrada antes de trabajar
en la máquina.
2 El respirar vapores y humos puede
ser peligroso para su salud.
2.1 Mantenga su cabeza fuera del humo y
los gases.
2.2 Use ventilación forzada o algún tipo
de extracción de humo.
2.3 Use ventilación para sacar el humo y
gases.
3 Chispas de la soldadura pueden cau-
sar explosión o fuego.
3.1 Mantenga materiales inflamables lejos
de la soldadura. No suelde cerca de
materiales inflamables.
3.2 Las chispas de soldadura pueden
causar fuegos. Tenga un extinguidor
de fuego cercano y tenga una persona
vigilando que esté lista a usarlo.
3.3 No suelde en tambores o en otros re-
ceptáculos cerrados.
4 Los rayos del arco pueden quemar los
ojos y lesionar la piel.
4.1 Use anteojos y sombrero de seguri-
dad. Use protección para los oídos y
abotónese el cuello de la camisa. Use
careta de soldadura con un lente de
protección correcta. Use protección
de cuerpo completo.
5 Entrenése y lea las instrucciones an-
tes de trabajar en la máquina o soldar.
6 No quite o ponga pintura sobre esta
etiqueta.
1 1.1 1.2 1.3
2 2.1 2.2 2.3
3 3.1 3.2 3.3
4 4.1
5
6
S-179 310-A
1
1 ¡Advertencia!, ¡Cuidado!
Hay peligros posibles como
lo muestran los símbolos.
2 Un golpe eléctrico del
electrodo de soldadura o el
alambrado puede matarlo.
3 Lea el manual del dueño
antes de trabajar en esta
máquina.
4 Desconecte el enchufe de
entrada o la potencia antes
de trabajar en la máquina.
5 Entrénese y lea las
instrucciones antes de
trabajar en la máquina
o soldar.
2
4
3
5

OM-216 869 Página 8
¡Advertencia!, ¡Cuidado! Hay
peligros posibles como lo muestran
los símbolos.
1 Un golpe eléctrico del
electrodo de soldadura o el
alambrado puede matarlo.
2 Desconecte el enchufe de
entrada o la potencia antes
de trabajar en la máquina.
3 Un voltaje peligroso se queda
en los condensadores de
entrada después de que se
ha apagado la potencia. No
toque los condensadores
que estén completamente
cargados.
4 Siempre espere 5 minutos
después de apagar la
corriente antes de trabajar
en la unidad, O
5 Chequee el voltaje de los
condensadores de entrada y
asegúrese que esté cerca de
cero antes de tocar cualquiera
de sus partes.
6 Cuando se prenda la potencia,
partes dañadas pueden
estallar o causar que otras
partes estallen.
7 Pedazos de las partes que
estallan pueden causar
lesiones. Siempre use un
resguardo para la cara
cuando esté dando servicio
a la unidad.
8 Siempre use mangas largas y
el cuello abotonado cuando
esté dando servicio a la unidad.
9 Después de haber tomado las
precauciones que se han
mostrado, conecte la potencia
a la unidad.
1
2
3
45
6 7
8
9
S-180 663
1 2 3 4 5
6
7 8 9
1 ¡Advertencia!, ¡Cuidado! Hay peligros
posibles como lo muestran los símbolos.
2 Un golpe eléctrico del electrodo de
soldadura o el alambrado puede
matarlo.
3 Desconecte el enchufe de entrada
o la potencia antes de trabajar en la
máquina.
4 Las piezas móviles, como
ventiladores, pueden cortar sus dedos
o manos y causar lesiones. Manténgase
alejado de las piezas móviles.
5 Use gafas de seguridad con protección
lateral.
6 Lea el manual del dueño antes de
trabajar en esta máquina.
7 Si necesita mayor información acerca
de la seguridad en la soldadura, lea
las etiquetas adheridas a la fuente de
poder para soldadura, el alimentador
de alambre u otros equipos.
8 Recicle o deseche el refrigerante
usado en una manera que sea segura
para el medio ambiente.
9 No quite esta etiqueta ni la cubra con
pintura.

OM-216 869 Página 9
4/96
S-178 910
=
043 810 (AF)
043 809 (AL)
100 h. estd.
21 3
6
4
7
5
1 ¡Advertencia!, ¡Cuidado! Hay peligros
posibles como lo muestran los símbolos.
2 Desconecte el enchufe de entrada
o la potencia antes de trabajar en la
máquina.
3 Use gafas de seguridad con protección
lateral.
4 Los filtros o mangueras tapados
causan sobrecalentamiento y daños.
5 Lee el Manual del operario.
6 Chequee y limpie el filtro cada
100 horas; chequee también la
condición de las mangueras.
7 Use refrigerante de baja conductividad
Nº 043 810 para aplicaciones de
soldadura por arco de tungsteno con
gas o asistidas por alta frecuencia.
Use refrigerante protector de aluminio
Nº 043 809 si el refrigerante entra en
contacto con piezas de aluminio o
para aplicaciones de soldadura por
arco metálico con gas o donde no use
alta frecuencia.
2-2. Etiqueta WEEE (Para productos que se venden dentro la Unión Europea)
No deseche este producto (cuando
se aplica) con la basura general.
Reuse o recicle desechos de equi-
po eléctrico o electrónico (iniciales
en inglés WEEE) disponiendo en
un lugar designado para colectarlo.
Póngase en contacto con su oficina
de reciclamiento local o su distribui-
dor local para más información.

OM-216 869 Página 10
2-3. Símbolos y definiciones
A
Amperios Salida
Soldadura de arco
tungsteno/Gas
(GTAW)
Soldadura de arco
de metal protegido
V
Voltios Entrada
Convertidor trifásico de frecuencia
estático-Transformador-Rectificador
Salida
Protector
suplementario
Remoto
Inicio con
elevación del arco
Lift-Arc (GTAW)
Conexión a tierra
protegida
Temporizador
de post-flujo
Temporizador
de preflujo
S
Segundos
Prendido Apagado Positivo Negativo
Corriente alterna Entrada de gas Salida de gas
I
2
Corriente de
soldadura nominal
X
Ciclo de trabajo Corriente directa Conexión a la línea
U
2
Voltaje de carga
convencional
U
1
Voltaje primario
IP
Grado de
protección
I
1max
Corriente nominal
máxima de
suministro
I
1eff
Corriente efectiva,
máxima de
suministro
U
0
Voltaje nominal
sin carga
(término medio)
Control de
polaridad
Amperaje inicial
Incremento
o disminución
de cantidad
Estándar remoto
Retención remota
2T
Control de
Gas/DIG
(fuerza del arco)
Por ciento
Hz
Hertz
Llamada desde
memoria
Fuerza del arco
(DIG)
Arranque de
impulso (GTAW)
“Slope” final Amperaje final
Tiempo del
porcentaje
encendido
del pulso
Pendiente inicial
Control de forma
de onda de CA
Pulsante
Amperaje EP
(hemiciclo con
electrodo positivo)
Frecuencia
del pulso
Trabajo Electrodo
Amperaje EN
(hemiciclo con
electrodo negativo)
Proceso
La unidad puede
ser usada en
ambientes con
grandes riesgos
de descargas
eléctricas
Secuencia
Amperaje
de base
f
Frecuencia de CA
Entrada del agua
(refrigerante)
Salida del agua
(refrigerante)
Unidad de
circulación con
bomba de
refrigerante

OM-216 869 Página 11
SECCION 3 − INSTALACIÓN
3-1. Información importante correspondiente a los productos con marca CE (Vendidos
dentro de la UE)
A. Información sobre los campos electromagnéticos (EMF)
! Este equipo no debe ser utilizado por el público en general pues los límites de generación de campos electromagnéticos (EMF)
podrían ser excesivos para el público general durante la soldadura.
Este equipo está construido de conformidad con la norma EN 60974−1 y está destinado a ser utilizado únicamente en el ámbito laboral específico
(donde el acceso al público general está prohibido o reglamentado de manera similar al ámbito laboral específico) por un experto o por una
persona con los conocimientos necesarios.
Los alimentadores de alambre y todo el equipo auxiliar (como antorchas, sistemas de enfriamiento por líquido y dispositivos para el inicio y
estabilización del arco) que conforman el circuito de soldadura pueden no ser un productor importante de EMF. Si necesita mayor información
sobre la exposición a los EMF, consulte los manuales del usuario de los equipos que componen el circuito de soldadura.
S La evaluación de los EMF producidos por este equipo se llevó a cabo a una distancia de 0,5 m.
S A una distancia de 1 m los valores de exposición a los EMF eran inferiores al 20 % de los permitidos.
La evaluación de la exposición a los campos EMF emitidos por un cable de soldadura se realizó en el centro de la circunferencia descrita por
un cable de soldadura en las peores condiciones.
Para la utilización de este equipo se deben cumplir las siguientes condiciones especiales:
S Utilice un sistema mecanizado de soldadura cuando suelde con CA o en procesos con CC pulsante y ajustes de la fuente de alimentación
superiores a 350 A.
B. Información sobre compatibilidad electromagnética (EMC) (Dynasty 350)
! Este equipo de clase A no está diseñado para su uso en zonas residenciales donde la energía eléctrica es proporcionada por el
sistema público de distribución de baja tensión. Podría haber dificultades potenciales para garantizar la compatibilidad elec-
tromagnética en esos lugares debido a las perturbaciones conducidas así como a las radiadas.
Este equipo cumple con la norma IEC 61000−3−12, siempre que la potencia de cortocircuito Ssc sea mayor o igual a 4,141,791 en el punto de
interconexión entre el suministro del usuario y el sistema público. El instalador o el usuario del equipo tienen la responsabilidad de asegurar,
mediante consulta con el operador de la red de distribución, si es necesario, que el equipo está conectado solamente a un suministro con una
potencia de cortocircuito Ssc mayor o igual a 4,141,791.
ce-emc 1 2010-10
C. Información sobre compatibilidad electromagnética (EMC) (Maxstar 350)
! Este equipo de clase A no está diseñado para su uso en zonas residenciales donde la energía eléctrica es proporcionada por el
sistema público de distribución de baja tensión. Podría haber dificultades potenciales para garantizar la compatibilidad elec-
tromagnética en esos lugares debido a las perturbaciones conducidas así como a las radiadas.
Este equipo cumple con la norma IEC 61000−3−12, siempre que la potencia de cortocircuito Ssc sea mayor o igual a 1,340,274 en el punto de
interconexión entre el suministro del usuario y el sistema público. El instalador o el usuario del equipo tienen la responsabilidad de asegurar,
mediante consulta con el operador de la red de distribución, si es necesario, que el equipo está conectado solamente a un suministro con una
potencia de cortocircuito Ssc mayor o igual a 1,340,274.
ce-emc 1 2010-10
D. Información sobre compatibilidad electromagnética (EMC) (Dynasty 700)
! Este equipo de clase A no está diseñado para su uso en zonas residenciales donde la energía eléctrica es proporcionada por el
sistema público de distribución de baja tensión. Podría haber dificultades potenciales para garantizar la compatibilidad elec-
tromagnética en esos lugares debido a las perturbaciones conducidas así como a las radiadas.
Este equipo cumple con la norma IEC 61000−3−12, siempre que la potencia de cortocircuito Ssc sea mayor o igual a 9,394,172 en el punto de
interconexión entre el suministro del usuario y el sistema público. El instalador o el usuario del equipo tienen la responsabilidad de asegurar,
mediante consulta con el operador de la red de distribución, si es necesario, que el equipo está conectado solamente a un suministro con una
potencia de cortocircuito Ssc mayor o igual a 9,394,172.
ce-emc 1 2010-10
E. Información sobre compatibilidad electromagnética (EMC) (Maxstar 700)
! Este equipo de clase A no está diseñado para su uso en zonas residenciales donde la energía eléctrica es proporcionada por el
sistema público de distribución de baja tensión. Podría haber dificultades potenciales para garantizar la compatibilidad elec-
tromagnética en esos lugares debido a las perturbaciones conducidas así como a las radiadas.
Este equipo cumple con la norma IEC 61000−3−12, siempre que la potencia de cortocircuito Ssc sea mayor o igual a 3,259,047 en el punto de
interconexión entre el suministro del usuario y el sistema público. El instalador o el usuario del equipo tienen la responsabilidad de asegurar,
mediante consulta con el operador de la red de distribución, si es necesario, que el equipo está conectado solamente a un suministro con una
potencia de cortocircuito Ssc mayor o igual a 3,259,047.
ce-emc 1 2010-10

OM-216 869 Página 12
3-2. Ubicación de la etiqueta con el número de serie y los valores nominales de los
parámetros eléctricos de la máquina
El número de serie y los valores nominales de este producto están ubicados en el frente. Use esta etiqueta para determinar los requisitos de la ali-
mentación eléctrica y la potencia de salida nominal de la máquina. Anote el número de serie de la máquina en el lugar indicado en la contraportada
de este manual para consultas futuras.
3-3. Especificaciones
A. Modelos Dynasty 350
Potencia
de alimen-
tación o
entrada
Salida nominal
de soldadura
Grado
IP
Gama
de am-
peraje
Voltaje
máximo
de circui-
to abierto
(CC) (Uo)
Voltaje
nominal de
pico de ar-
ranque (Up)
Entrada de amperios a la salida nominal de co-
rriente, 50/60 Hz
208
V
230
V
380
V
400
V
460
V
575
V
KVA KW
Trifásica
250 A con 30 voltios,
ciclo de trabajo 100%
23
5−350
75∇
10−15♦
**15 KV
29 26 16 15 13 10 10,3 9,9
*(0,06)
300 A con 32 voltios,
ciclo de trabajo 60%
36 32 19 18 16 13 12,7 12,1
*(0,06)
Monofásica
180 A con 27,2 voltios,
ciclo de trabajo 100%
23
5−350
75∇
10−15♦
**15 KV
35 32 −− −− 15 12 7,4 6,8
*(0,06)
225 A con 29 voltios,
ciclo de trabajo 60%
47 43 −− −− 21 16 9,8 9,1
*(0,06)
*Mientras trabaja sin carga
**El dispositivo de iniciar el arco está diseñado para operaciones guiadas a mano.
♦Voltaje de circuito abierto en modo TIG Lift Arct, o en modo Stick (electrodo) con el voltaje de circuito abierto seleccionado
(vea sección 5-7).
∇El voltaje normal de circuito abierto (75 voltios) estará presente en modo Stick con el voltaje normal de circuito abierto
seleccionado (vea sección 5-7).
. Esta unidad está equipada con la función Auto-Linet. Auto-Line es un circuito interno de la fuente de poder con inversor que vincula automáti-
camente la fuente de poder con cualquier voltaje de alimentación desde 190 a 625 voltios, mono o trifásico, 50 ó 60 hertz. También estabiliza
el voltaje de alimentación de la fuente ante picos de voltaje dentro de toda la gama.
B. Modelos Maxstar 350
Potencia
de alimen-
tación o
entrada
Salida nominal
de soldadura
Grado
IP
Gama
de am-
peraje
Voltaje
máximo
de circui-
to abierto
(CC) (Uo)
Voltaje
nominal de
pico de ar-
ranque
(Up)
Entrada de amperios a la salida nominal de co-
rriente, 50/60 Hz
208
V
230
V
380
V
400
V
460
V
575
V
KVA KW
Trifásica
250 A con 30 voltios,
ciclo de trabajo 100%
23
5−350
75∇
10−15♦
**15 KV
27 24 15 14 12 9 9,7 9,3
*(0,06)
300 A con 32 voltios,
ciclo de trabajo 60%
33 30 18 17 15 12 12 11,5
*(0,06)
Monofásica
180 A con 27,2 voltios,
ciclo de trabajo 100%
23
5−350
75∇
10−15♦
**15 KV
32 29 −− −− 14 11 6,4 6
*(0,06)
225 A con 29 voltios,
ciclo de trabajo 60%
43 39 −− −− 19 14 8,6 8,2
*(0,06)
*Mientras trabaja sin carga
**El dispositivo de iniciar el arco está diseñado para operaciones guiadas a mano.
♦Voltaje de circuito abierto en modo TIG Lift Arct, o en modo Stick (electrodo) con el voltaje de circuito abierto seleccionado
(vea sección 5-7).
∇El voltaje normal de circuito abierto (75 voltios) estará presente en modo Stick con el voltaje normal de circuito abierto
seleccionado (vea sección 5-7).
. Esta unidad está equipada con la función Auto-Linet. Auto-Line es un circuito interno de la fuente de poder con inversor que vincula automáti-
camente la fuente de poder con cualquier voltaje de alimentación desde 190 a 625 voltios, mono o trifásico, 50 ó 60 hertz. También estabiliza
el voltaje de alimentación de la fuente ante picos de voltaje dentro de toda la gama.

OM-216 869 Página 13
C. Modelos Dynasty 700
Potencia
de alimen-
tación o
entrada
Salida nominal
de soldadura
Grado
IP
Gama
de am-
peraje
Voltaje
máximo
de circui-
to abierto
(CC) (Uo)
Voltaje
nominal de
pico de ar-
ranque
(Up)
Entrada de amperios a la salida nominal de co-
rriente, 50/60 Hz
208
V
230
V
380
V
400
V
460
V
575
V
KVA KW
Trifásica
500 A con 40 voltios,
ciclo de trabajo 100%
23
5−700
75∇
10−15♦
**15 KV
75 68 41 39 34 27 27 26
*(0,08)
600 A con 44 voltios,
ciclo de trabajo 60%
98 88 53 51 43 33 35 34
*(0,08)
Monofásica
360 A con 34 voltios,
ciclo de trabajo 100%
23
5−700
75∇
10−15♦
**15 KV
82 74 −− −− 37 30 17 16
*(0,08)
450 A con 38 voltios,
ciclo de trabajo 60%
119 105 −− −− 50 38 24 22
*(0,08)
*Mientras trabaja sin carga
**El dispositivo de iniciar el arco está diseñado para operaciones guiadas a mano.
♦Voltaje de circuito abierto en modo TIG Lift Arct, o en modo Stick (electrodo) con el voltaje de circuito abierto seleccionado
(vea sección 5-7).
∇El voltaje normal de circuito abierto (75 voltios) estará presente en modo Stick con el voltaje normal de circuito abierto
seleccionado (vea sección 5-7).
. Esta unidad está equipada con la función Auto-Linet. Auto-Line es un circuito interno de la fuente de poder con inversor que vincula automáti-
camente la fuente de poder con cualquier voltaje de alimentación desde 190 a 625 voltios, mono o trifásico, 50 ó 60 hertz. También estabiliza
el voltaje de alimentación de la fuente ante picos de voltaje dentro de toda la gama.
D. Modelos Maxstar 700
Potencia
de alimen-
tación o
entrada
Salida nominal
de soldadura
Grado
IP
Gama
de am-
peraje
Voltaje
máximo
de circui-
to abierto
(CC) (Uo)
Voltaje
nominal de
pico de ar-
ranque
(Up)
Entrada de amperios a la salida nominal de co-
rriente, 50/60 Hz
208
V
230
V
380
V
400
V
460
V
575
V
KVA KW
Trifásica
500 A con 40 voltios,
ciclo de trabajo 100%
23
5−700
75∇
10−15♦
**15 KV
67 60 36 35 30 24 24 23
*(0,08)
600 A con 44 voltios,
ciclo de trabajo 60%
89 80 49 46 40 31 32 31
*(0,08)
Monofásica
360 A con 34 voltios,
ciclo de trabajo 100%
23
5−700
75∇
10−15♦
**15 KV
77 70 −− −− 35 28 16 15
*(0,08)
450 A con 38 voltios,
ciclo de trabajo 60%
108 95 −− −− 45 35 22 21
*(0,08)
*Mientras trabaja sin carga
**El dispositivo de iniciar el arco está diseñado para operaciones guiadas a mano.
♦Voltaje de circuito abierto en modo TIG Lift Arct, o en modo Stick (electrodo) con el voltaje de circuito abierto seleccionado
(vea sección 5-7).
∇El voltaje normal de circuito abierto (75 voltios) estará presente en modo Stick con el voltaje normal de circuito abierto
seleccionado (vea sección 5-7).
. Esta unidad está equipada con la función Auto-Linet. Auto-Line es un circuito interno de la fuente de poder con inversor que vincula automáti-
camente la fuente de poder con cualquier voltaje de alimentación desde 190 a 625 voltios, mono o trifásico, 50 ó 60 hertz. También estabiliza
el voltaje de alimentación de la fuente ante picos de voltaje dentro de toda la gama.

OM-216 869 Página 14
3-4. Ciclo de trabajo y sobrecalentamiento
El ciclo de trabajo es el porcentaje
de un período de 10 minutos que la
unidad puede soldar a la carga
nominal sin sobrecalentarse.
Si la unidad se sobrecalienta,
la salida se desactiva, aparece
un mensaje de ayuda (vea la
sección 6-4), y el ventilador se
pone en marcha. Espere 15 minutos
para que la unidad se enfríe.
Reduzca el amperaje, el voltaje o el
ciclo de trabajo antes de volver a
soldar.
AVISO − Soldando más allá del ci-
clo de trabajo puede dañar la uni-
dad o antorcha e invalidar la ga-
rantía.
Sobrecalentando
0
15
O
reduzca el ciclo
de trabajo
10
100
0
100
200
300
400
500
600
700
20 30 40 50 60 70 80 90
Minutos
A o V
Ciclo de trabajo en %
Amperios
700 Trifásica
700 Monofásica
350 Trifásica
350
Monofásica

OM-216 869 Página 15
Apuntes

OM-216 869 Página 16
3-5. Curvas voltio-amperio
224 527-A
0 50 100 150 200 250 300 350 400
0
10
20
30
40
50
60
70
80
Maxstar 350 DC
215 138-A / 215 139-A
Dynasty 350 DC
Dynasty 350 AC
0 50 100
150
200 250 300 350 400
0 50 100
150
200 250 300 350 400
0
10
20
30
40
50
60
70
80
0
10
20
30
40
50
60
70
80
Amperios en CC
Voltios en CC
Voltios en CA
Amperios en CA
Mín. Stick; Máx. DIG
Min. TIG
Máx. Stick
Mín. DIG
Máx. TIG
Min. TIG
Mín. Stick
Máx. TIG
Máx. Stick
Máx. Stick
Máx. DIG
Mín. Stick; Máx. DIG
Máx. TIG
Min. TIG

OM-216 869 Página 17
Las curvas voltio-amperio muestran
la capacidad mínima y máxima de
salida de voltaje y amperaje de la
unidad. Las curvas de otras
selecciones caen entre las curvas
demostradas.
213 342-A / 213 344-A
Dynasty 700 DC
Dynasty 700 AC
0 100 200 300 400 500 600 700 800
0
10
20
30
40
50
60
70
80
90
100
0 100 200 300 400 500 600 700 800 900
0
10
20
30
40
50
60
70
80
90
Maxstar 700 DC
0 100 200 300 400 500 600 700 800 900
0
10
20
30
40
50
60
70
80
215 126-A
Voltios en CC
Voltios en CA
Amperios en CAAmperios en CC
Voltios en CC
Amperios en CC
Mín. Stick; Máx. DIG
Min. TIG
Máx. Stick
Mín. DIG
Máx. TIG
Mín. Stick
Máx. Stick
Min. TIG
Máx. TIG
Máx. Stick
Mín. DIG
Mín. Stick; Máx. DIG
Min. TIG
Máx. TIG

OM-216 869 Página 18
O
Ubicación y flujo de aire
! Una unidad que cae puede causar her-
idas.
Use equipo de capacidad adecuada para
levantar la unidad.
1 Orejera para levantar
2 Puntas de levantar
Use las orejeras o puntas de levantar para
mover la unidad.
Use solamente al ojo de levantar para levantar
la unidad, NO al tren de rodaje, cilindros de
gas, ni otros accesorios.
Si está usando las puntas páselas más allá
del lado opuesto de la unidad
3 Dispositivo para desconectar de la
línea
Ubique la unidad cerca de una fuente de
potencia eléctrica correcta.
! Se puede requerir una instalación es-
pecial donde gasolina o líquidos
volátiles estén presente − vea a NEC
Articulo 511 o CEC, sección 20.
3-6. Seleccionando una ubicación
1
2
Movimiento
3
18 pulg.
(460 mm)
18 pulg. (460 mm)
Ref. 117 264-C / 803 900-B / 223 259-A / 223 275-A
3-7. Advertencias sobre el transporte
! Tenga cuidado cuando coloque
o mueva la unidad sobre super-
ficies desiguales.

OM-216 869 Página 19
3-8. Dimensiones, pesos y disposición de los agujeros de montaje de la base
. Las dimensiones totales (A, B, y C) incluyen ojales de izado, manijas, herrajes, etc.
A. Fuente de poder de soldadura
B
A
C
803 914-A
C
D
F
G
E
Dimensiones
A
24-3/4 pulg.
(654 mm) −
Modelos de 350 A
34-5/8 pulg.
(879 mm) −
Modelos de 700 A
B 13-3/4 pulg. (349 mm)
C 22 pulg. (559 mm)
D 20-1/2 pulg. (521 mm)
E 1 pulg. (25 mm)
F 11-3/4 pulg. (298 mm)
G
1/2 pulg. de diámetro (13 mm de diámetro)
4 agujeros
Peso Peso
135,5 lb. (61,5 kg) 198 lb. (89,8 kg)
B. Fuente de poder para soldadura con carro de transporte y enfriador
B
A
C
804 642-B
Dimensiones
A
Modelos 350
45-1/8 pulg. (1146 mm)
Modelos 700
55-1/8 pulg. (1400 mm)
B 23-1/8 pulg. (587 mm)
C 41-3/4 pulg. (1060 mm)
Peso para modelos 350
Peso para
modelos 700
268,5 lb. (121,8 kg) 331 lb. (150 kg)

OM-216 869 Página 20
3-9. Guía de servicio eléctrico
A. Modelos Dynasty 350
. El voltaje real de entrada no debe ser inferior al 10% del mínimo y/o mayor al 10% del máximo de los voltajes de entrada indicados en la tabla.
Si el voltaje real de entrada está fuera de esta gama, la salida podría no activarse.
AVISO − UN VOLTAJE DE ALIMENTACIÓN INCORRECTO puede dañar esta fuente de poder para soldadura. El voltaje entre fase y tierra no debe
exceder +10% del voltaje nominal de entrada.
Si no se siguen estas recomendaciones de fusibles y disyuntores se puede crear peligros de descarga eléctrica e incendio. Estas re-
comendaciones son para una ramificación del circuito que se aplica a la salida y ciclo de trabajo nominales de la fuente de poder de
soldadura.
Trifásica
Voltaje de entrada (V) 208 230 380 400 460 575
Amperios de entrada con la salida nominal - 300 amperios a 32 voltios (A) 36 32 19 18 16 13
Máximo calibre de fusible estándar recomendado en amperios
1
Demora de tiempo
2
40 35 20 20 20 15
De operación normal
3
50 45 30 25 25 20
Tamaño mínimo del conductor de entrada en mm
2
(AWG)
4
6 (10) 6 (10) 4 (12) 2.5 (14) 2.5 (14) 2.5 (14)
Largo máximo recomendado del conductor de entrada en pies (metros)
88
(27)
107
(33)
177
(54)
127
(39)
168
(51)
262
(80)
Tamaño mínimo del conductor de tierra en mm
2
(AWG)
4
6 (10) 6 (10) 4 (12) 2.5 (14) 2.5 (14) 2.5 (14)
Referencia: Código Nacional Eléctrico Estadounidense (NEC) de 2008 (incluye el artículo 630)
1 Si se utiliza un interruptor en vez de un fusible, seleccione uno cuya curva tiempo−corriente sea comparable a la del fusible recomendado.
2 Los fusibles de “demora de tiempo” son de la clase “RK5” de UL. Vea UL248.
3 Los fusibles de “operación normal” (de propósito general, sin demora intencional) son de la clase “K5” de UL (hasta 60 A inclusive) y de la clase “H”
de UL (65 A y superiores).
4 Los datos del conductor en esta sección especifican el tamaño del conductor (excluyendo el cordón o cable flexible) entre el tablero del panel y
el equipo según tabla NEC 310.16. Si se usa un cordón o cable flexible, el tamaño mínimo del conductor pudiera incrementar. Vea la
tabla NEC 400.5(A) para los requisitos del cordón y cable flexibles.
Si no se siguen estas recomendaciones de fusibles y disyuntores se puede crear peligros de descarga eléctrica e incendio. Estas re-
comendaciones son para una ramificación del circuito que se aplica a la salida y ciclo de trabajo nominales de la fuente de poder de
soldadura.
Monofásica
Voltaje de entrada (V) 208 230 460 575
Amperios de entrada con la salida nominal - 225 amperios a 29 voltios (A) 47 43 21 16
Máximo calibre de fusible estándar recomendado en amperios
1
Demora de tiempo
2
50 50 25 20
De operación normal
3
70 60 30 25
Tamaño mínimo del conductor de entrada en mm
2
(AWG)
4
10 (8) 10 (8) 4 (12) 2.5 (14)
Largo máximo recomendado del conductor de entrada en pies (metros)
88
(27)
108
(33)
172
(52)
174
(53)
Tamaño mínimo del conductor de tierra en mm
2
(AWG)
4
10 (8) 6 (10) 4 (12) 2.5 (14)
Referencia: Código Nacional Eléctrico Estadounidense (NEC) de 2008 (incluye el artículo 630)
1 Si se utiliza un interruptor en vez de un fusible, seleccione uno cuya curva tiempo−corriente sea comparable a la del fusible recomendado.
2 Los fusibles de “demora de tiempo” son de la clase “RK5” de UL. Vea UL248.
3 Los fusibles de “operación normal” (de propósito general, sin demora intencional) son de la clase “K5” de UL (hasta 60 A inclusive) y de la clase “H”
de UL (65 A y superiores).
4 Los datos del conductor en esta sección especifican el tamaño del conductor (excluyendo el cordón o cable flexible) entre el tablero del panel y
el equipo según tabla NEC 310.16. Si se usa un cordón o cable flexible, el tamaño mínimo del conductor pudiera incrementar. Vea la
tabla NEC 400.5(A) para los requisitos del cordón y cable flexibles.

OM-216 869 Página 21
B. Modelos Maxstar 350
. El voltaje real de entrada no debe ser inferior al 10% del mínimo y/o mayor al 10% del máximo de los voltajes de entrada indicados en la tabla.
Si el voltaje real de entrada está fuera de esta gama, la salida podría no activarse.
AVISO − UN VOLTAJE DE ALIMENTACIÓN INCORRECTO puede dañar esta fuente de poder para soldadura. El voltaje entre fase y tierra no debe
exceder +10% del voltaje nominal de entrada.
Si no se siguen estas recomendaciones de fusibles y disyuntores se puede crear peligros de descarga eléctrica e incendio. Estas re-
comendaciones son para una ramificación del circuito que se aplica a la salida y ciclo de trabajo nominales de la fuente de poder de
soldadura.
Trifásica
Voltaje de entrada (V) 208 230 380 400 460 575
Amperios de entrada con la salida nominal - 300 amperios a 32 voltios (A) 33 30 18 17 15 12
Máximo calibre de fusible estándar recomendado en amperios
1
Demora de tiempo
2
40 35 20 20 15 15
De operación normal
3
50 45 25 25 20 20
Tamaño mínimo del conductor de entrada en mm
2
(AWG)
4
6 (10) 6 (10) 2.5 (14) 2.5 (14) 2.5 (14) 2.5 (14)
Largo máximo recomendado del conductor de entrada en pies (metros)
93
(28)
113
(35)
121
(37)
134
(41)
177
(54)
276
(84)
Tamaño mínimo del conductor de tierra en mm
2
(AWG)
4
6 (10) 6 (10) 2.5 (14) 2.5 (14) 2.5 (14) 2.5 (14)
Referencia: Código Nacional Eléctrico Estadounidense (NEC) de 2008 (incluye el artículo 630)
1 Si se utiliza un interruptor en vez de un fusible, seleccione uno cuya curva tiempo−corriente sea comparable a la del fusible recomendado.
2 Los fusibles de “demora de tiempo” son de la clase “RK5” de UL. Vea UL248.
3 Los fusibles de “operación normal” (de propósito general, sin demora intencional) son de la clase “K5” de UL (hasta 60 A inclusive) y de la clase “H”
de UL (65 A y superiores).
4 Los datos del conductor en esta sección especifican el tamaño del conductor (excluyendo el cordón o cable flexible) entre el tablero del panel y
el equipo según tabla NEC 310.16. Si se usa un cordón o cable flexible, el tamaño mínimo del conductor pudiera incrementar. Vea la
tabla NEC 400.5(A) para los requisitos del cordón y cable flexibles.
Si no se siguen estas recomendaciones de fusibles y disyuntores se puede crear peligros de descarga eléctrica e incendio. Estas re-
comendaciones son para una ramificación del circuito que se aplica a la salida y ciclo de trabajo nominales de la fuente de poder de
soldadura.
Monofásica
Voltaje de entrada (V) 208 230 460 575
Amperios de entrada con la salida nominal - 225 amperios a 29 voltios (A) 43 39 19 14
Máximo calibre de fusible estándar recomendado en amperios
1
Demora de tiempo
2
50 45 20 15
De operación normal
3
60 60 30 20
Tamaño mínimo del conductor de entrada en mm
2
(AWG)
4
8 10 14 14
Largo máximo recomendado del conductor de entrada en pies (metros)
99
(30)
79
(24)
124
(38)
194
(59)
Tamaño mínimo del conductor de tierra en mm
2
(AWG)
4
10 10 14 14
Referencia: Código Nacional Eléctrico Estadounidense (NEC) de 2008 (incluye el artículo 630)
1 Si se utiliza un interruptor en vez de un fusible, seleccione uno cuya curva tiempo−corriente sea comparable a la del fusible recomendado.
2 Los fusibles de “demora de tiempo” son de la clase “RK5” de UL. Vea UL248.
3 Los fusibles de “operación normal” (de propósito general, sin demora intencional) son de la clase “K5” de UL (hasta 60 A inclusive) y de la clase “H”
de UL (65 A y superiores).
4 Los datos del conductor en esta sección especifican el tamaño del conductor (excluyendo el cordón o cable flexible) entre el tablero del panel y
el equipo según tabla NEC 310.16. Si se usa un cordón o cable flexible, el tamaño mínimo del conductor pudiera incrementar. Vea la
tabla NEC 400.5(A) para los requisitos del cordón y cable flexibles.

OM-216 869 Página 22
C. Modelos Dynasty 700
. El voltaje real de entrada no debe ser inferior al 10% del mínimo y/o mayor al 10% del máximo de los voltajes de entrada indicados en la tabla.
Si el voltaje real de entrada está fuera de esta gama, la salida podría no activarse.
AVISO − UN VOLTAJE DE ALIMENTACIÓN INCORRECTO puede dañar esta fuente de poder para soldadura. El voltaje entre fase y tierra no debe
exceder +10% del voltaje nominal de entrada.
Si no se siguen estas recomendaciones de fusibles y disyuntores se puede crear peligros de descarga eléctrica e incendio. Estas re-
comendaciones son para una ramificación del circuito que se aplica a la salida y ciclo de trabajo nominales de la fuente de poder de
soldadura.
Trifásica
Voltaje de entrada (V) 208 230 380 400 460 575
Amperios de entrada con la salida nominal - 600 amperios a 44 voltios (A) 98 88 53 51 44 33
Máximo calibre de fusible estándar recomendado en amperios
1
Demora de tiempo
2
110 100 60 60 50 40
De operación normal
3
150 125 80 80 70 50
Tamaño mínimo del conductor de entrada en mm
2
(AWG)
4
25 (4) 25 (4) 10 (8) 10 (8) 10 (8) 6 (10)
Largo máximo recomendado del conductor de entrada en pies (metros)
118
(36)
144
(44)
160
(49)
177
(54)
235
(72)
240
(73)
Tamaño mínimo del conductor de tierra en mm
2
(AWG)
4
16 (6) 16 (6) 10 (8) 10 (8) 10 (8) 6 (10)
Referencia: Código Nacional Eléctrico Estadounidense (NEC) de 2008 (incluye el artículo 630)
1 Si se utiliza un interruptor en vez de un fusible, seleccione uno cuya curva tiempo−corriente sea comparable a la del fusible recomendado.
2 Los fusibles de “demora de tiempo” son de la clase “RK5” de UL. Vea UL248.
3 Los fusibles de “operación normal” (de propósito general, sin demora intencional) son de la clase “K5” de UL (hasta 60 A inclusive) y de la clase “H”
de UL (65 A y superiores).
4 Los datos del conductor en esta sección especifican el tamaño del conductor (excluyendo el cordón o cable flexible) entre el tablero del panel y
el equipo según tabla NEC 310.16. Si se usa un cordón o cable flexible, el tamaño mínimo del conductor pudiera incrementar. Vea la
tabla NEC 400.5(A) para los requisitos del cordón y cable flexibles.
Si no se siguen estas recomendaciones de fusibles y disyuntores se puede crear peligros de descarga eléctrica e incendio. Estas re-
comendaciones son para una ramificación del circuito que se aplica a la salida y ciclo de trabajo nominales de la fuente de poder de
soldadura.
Monofásica
Voltaje de entrada (V) 208 230 460 575
Amperios de entrada con la salida nominal - 450 amperios a 38 voltios (A) 119 105 50 38
Máximo calibre de fusible estándar recomendado en amperios
1
Demora de tiempo
2
125 125 60 50
De operación normal
3
175 150 80 60
Tamaño mínimo del conductor de entrada en mm
2
(AWG)
4
27.3 (3) 25 (4) 10 (8) 10 (8)
Largo máximo recomendado del conductor de entrada en pies (metros)
107
(33)
107
(33)
178
(54)
279
(85)
Tamaño mínimo del conductor de tierra en mm
2
(AWG)
4
16 (6) 16 (6) 10 (8) 6 (10)
Referencia: Código Nacional Eléctrico Estadounidense (NEC) de 2008 (incluye el artículo 630)
1 Si se utiliza un interruptor en vez de un fusible, seleccione uno cuya curva tiempo−corriente sea comparable a la del fusible recomendado.
2 Los fusibles de “demora de tiempo” son de la clase “RK5” de UL. Vea UL248.
3 Los fusibles de “operación normal” (de propósito general, sin demora intencional) son de la clase “K5” de UL (hasta 60 A inclusive) y de la clase “H”
de UL (65 A y superiores).
4 Los datos del conductor en esta sección especifican el tamaño del conductor (excluyendo el cordón o cable flexible) entre el tablero del panel y
el equipo según tabla NEC 310.16. Si se usa un cordón o cable flexible, el tamaño mínimo del conductor pudiera incrementar. Vea la
tabla NEC 400.5(A) para los requisitos del cordón y cable flexibles.

OM-216 869 Página 23
D. Modelos Maxstar 700
. El voltaje real de entrada no debe ser inferior al 10% del mínimo y/o mayor al 10% del máximo de los voltajes de entrada indicados en la tabla.
Si el voltaje real de entrada está fuera de esta gama, la salida podría no activarse.
AVISO − UN VOLTAJE DE ALIMENTACIÓN INCORRECTO puede dañar esta fuente de poder para soldadura. El voltaje entre fase y tierra no debe
exceder +10% del voltaje nominal de entrada.
Si no se siguen estas recomendaciones de fusibles y disyuntores se puede crear peligros de descarga eléctrica e incendio. Estas re-
comendaciones son para una ramificación del circuito que se aplica a la salida y ciclo de trabajo nominales de la fuente de poder de
soldadura.
Trifásica
Voltaje de entrada 208 230 380 400 460 575
Amperios de entrada con la salida nominal - 600 amperios a 44 voltios 89 80 49 46 40 31
Máximo calibre de fusible estándar recomendado en amperios
1
Demora de tiempo
2
110 100 60 50 50 40
De operación normal
3
125 125 70 70 60 50
Tamaño mínimo del conductor de entrada en mm
2
(AWG)
4
25 (4) 16 (6) 10 (8) 10 (8) 10 (8) 6 (10)
Largo máximo recomendado del conductor de entrada en pies (metros)
129
(39)
101
(31)
175
(53)
194
(59)
257
(78)
263
(80)
Tamaño mínimo del conductor de tierra en mm
2
(AWG)
4
16 (6) 16 (6) 10 (8) 10 (8) 6 (10) 6 (10)
Referencia: Código Nacional Eléctrico Estadounidense (NEC) de 2005 (incluye el artículo 630)
1 Si se utiliza un interruptor en lugar de un fusible, sus curvas de tiempo-corriente deben ser comparables a las del fusible recomendado.
2 Los fusibles de “demora de tiempo” son de la clase “RK5” de UL.
3 Los fusibles de “operación normal” (de propósito general, sin demora intencional) son de la clase “K5” de UL (hasta 60 A inclusive) y de la clase “H”
de UL (65 A y superiores).
4 Los datos del conductor en esta sección especifican el tamaño del conductor (excluyendo el cordón o cable flexible) entre el tablero del panel y
el equipo según tabla NEC 310.16. Si se usa un cordón o cable flexible, el tamaño mínimo del conductor pudiera incrementar. Vea la
tabla NEC 400.5(A) para los requisitos del cordón y cable flexibles.
Si no se siguen estas recomendaciones de fusibles y disyuntores se puede crear peligros de descarga eléctrica e incendio. Estas re-
comendaciones son para una ramificación del circuito que se aplica a la salida y ciclo de trabajo nominales de la fuente de poder de
soldadura.
Monofásica
Voltaje de entrada 208 230 460 575
Amperios de entrada con la salida nominal - 450 amperios a 38 voltios 108 95 45 35
Máximo calibre de fusible estándar recomendado en amperios
1
Demora de tiempo
2
125 110 50 45
De operación normal
3
150 150 70 60
Tamaño mínimo del conductor de entrada en mm
2
(AWG)
4
25 (4) 25 (4) 10 (8) 6 (10)
Largo máximo recomendado del conductor de entrada en pies (metros)
94
(29)
115
(35)
189
(58)
194
(59)
Tamaño mínimo del conductor de tierra en mm
2
(AWG)
4
16 (6) 16 (6) 10 (8) 6 (10)
Referencia: Código Nacional Eléctrico Estadounidense (NEC) de 2005 (incluye el artículo 630)
1 Si se utiliza un interruptor en lugar de un fusible, sus curvas de tiempo-corriente deben ser comparables a las del fusible recomendado.
2 Los fusibles de “demora de tiempo” son de la clase “RK5” de UL.
3 Los fusibles de “operación normal” (de propósito general, sin demora intencional) son de la clase “K5” de UL (hasta 60 A inclusive) y de la clase “H”
de UL (65 A y superiores).
4 Los datos del conductor en esta sección especifican el tamaño del conductor (excluyendo el cordón o cable flexible) entre el tablero del panel y
el equipo según tabla NEC 310.16. Si se usa un cordón o cable flexible, el tamaño mínimo del conductor pudiera incrementar. Vea la
tabla NEC 400.5(A) para los requisitos del cordón y cable flexibles.

OM-216 869 Página 24
3-10. Conexión de la alimentación para modelos 350
A. Conexión de la alimentación trifásica
Herramientas necesarias:
! La instalación debe cumplir con to-
dos los códigos nacionales y lo-
cales. Haga que sólo personas ca-
pacitadas lleven a cabo esta insta-
lación.
! Desconecte y bloquee/rotule la po-
tencia de entrada antes de conec-
tar los conductores de entrada a la
unidad.
! Siempre conecte el alambre verde/
amarillo al conductor para proveer
la terminal de tierra primero y nun-
ca al terminal de la línea.
. Los circuitos Auto-Line en esta
unidad adaptan automáticamente la
fuente de poder al voltaje primario
aplicado. Chequee el voltaje de
entrada disponible en el lugar. Esta
unidad puede ser conectada a
cualquier voltaje de entrada entre 208
y 575 Vca sin necesidad de des-
montar la cubierta para reconectar la
fuente de poder.
Para funcionamiento trifásico
1 Cable de potencia de entrada
2 Desconecte el aparato (se muestra
el interruptor en la posición OFF
(apagada))
3 Conductor a tierra verde o verde/
amarillo
4 Dispositivo de desconectar el
terminal de conexión a tierra
5 Conductores de entrada (L1, L2
y L3)
6 Desconecte los terminales de línea
de aparato.
Conecte el conductor de tierra verde
o verde/amarillo para desconectar el
terminal de tierra del aparato primero.
Conecte los conductores de entrada L1,
L2 y L3 a los terminales de línea del
dispositivo de desconexión.
7 Protección de sobre-corriente
Seleccione el tipo y tamaño de protección
de sobre-corriente usando sección 3-9
(se muestra un interruptor de reconexión
con fusible).
Cierre y sujete la puerta del aparato de
desconexión de línea. Quite el aparato de
bloquear/rotular, y ponga el interruptor en
la posición ON (encendida).
L1
2
1
L2
L3
3
3
4
5
6
7
Ref. 804 746-B

OM-216 869 Página 25
B. Conexión de la alimentación monofásica
! La instalación debe cumplir con to-
dos los códigos nacionales y lo-
cales. Haga que sólo personas ca-
pacitadas lleven a cabo esta insta-
lación.
! Desconecte y bloquee/rotule la po-
tencia de entrada antes de conec-
tar los conductores de entrada a la
unidad.
! Siempre conecte el alambre verde/
amarillo al conductor para proveer
la terminal de tierra primero y nun-
ca al terminal de la línea.
. Los circuitos Auto-Line en esta
unidad adaptan automáticamente la
fuente de poder al voltaje primario
aplicado. Chequee el voltaje de
entrada disponible en el lugar. Esta
unidad puede ser conectada a
cualquier voltaje de entrada entre 208
y 575 Vca sin necesidad de des-
montar la cubierta para reconectar la
fuente de poder.
1 Conductores de entrada negros
y blancos (L1 y L2)
2 Conductor de entrada rojo
3 Conductor a tierra verde o verde/
amarillo
4 Manga de aislamiento
5 Cinta eléctrica
Aísle y separe el conductor rojo como se
muestra.
6 Cable de potencia de entrada
7 Desconecte el aparato (se muestra
el interruptor en la posición OFF
(apagada))
8 Dispositivo de desconectar el
terminal de conexión a tierra
9 Desconecte los terminales de línea
de aparato.
Conecte el conductor de tierra verde
o verde/amarillo para desconectar el
terminal de tierra del aparato primero.
Conecte los conductores de entrada L1
y L2 al aparato de desconexión de los
terminales de línea.
10 Protección de sobre-corriente
Seleccione el tipo y tamaño de protección
de sobre-corriente usando sección 3-9
(se muestra un interruptor de reconexión
con fusible).
Cierre y sujete la puerta del aparato de
desconexión de línea. Quite el aparato de
bloquear/rotular, y ponga el interruptor en
la posición ON (encendida).
1
6
5
4
2
7
6
L1
L2
1
= GND/PE (puesta a tierra)
3
3
1
8
9
10
Herramientas necesarias:
Ref. 804 746-A / 803 766-A

OM-216 869 Página 26
3-11. Conexión de la alimentación para modelos 700
! La instalación debe cumplir con todos los códigos
nacionales y locales. Haga que sólo personas ca-
pacitadas lleven a cabo esta instalación.
! Desconecte y bloquee/rotule la potencia de entra-
da antes de conectar los conductores de entrada
a la unidad.
! Haga las conexiones de potencia a la fuente de
poder primero.
! Siempre conecte el alambre verde/amarillo al con-
ductor para proveer la terminal de tierra primero y
nunca al terminal de la línea.
Consulte la etiqueta de valores nominales en la unidad y
chequee el voltaje de entrada disponible en el lugar (vea
sección 3-6).
1 Conductores de potencia de entrada (cordón
suministrado por el cliente)
Seleccione el tamaño y longitud de los conductores
usando sección 3-9. Los conductores deben cumplir con
los códigos eléctricos nacionales, estatales y locales. Si es
aplicable, use orejeras de conexión de la capacidad
apropiada de amperaje y con el hueco de tamaño correcto.
Conexiones de entrada de potencia de la fuente de po-
der para soldadura
2 Sostén contra tirones
Pase los conductores (cordón) a través del sostén contra tiro-
nes, o protector del cable, y apriete los tornillos.
3 Terminal para conectar a tierra a la máquina
4 Conductor a tierra verde o verde/amarillo
Conecte el conductor de tierra verde o verde/amarillo al
terminal de tierra de la fuente de poder de soldadura.
5 Bornes de alimentación de la fuente de poder para
soldadura (interruptor S1)
6 Conductores de entrada L1 (U), L2 (V) y L3 (W)
Conecte los conductores de entrada L1 (U), L2 (V) y L3 (W)
a los terminales de línea de la fuente de poder de soldadu-
ra.
7 Abrazadera para cables (solo para CE)
Asegure los cables con la abrazadera para cables
suministrada.
Instale la cubierta.
Conexiones de entrada del interruptor de la línea de
suministro
8 Interruptor de la línea de suministro (se muestra el
interruptor en la posición OFF (apagada))
9 Terminal de tierra del interruptor de la línea de
suministro (del lado de la línea de suministro)
Conecte el conductor de tierra verde o verde/Amarillo para
desconectar el terminal de tierra del aparato primero.
10 Desconecte los terminales de línea de aparato.
Conecte los conductores de entrada L1 (U), L2 (V) y L3 (W)
en los bornes de línea del interruptor de la línea de
suministro.
11 Protección de sobre-corriente
Seleccione el tipo y tamaño de protección de sobre-
corriente usando sección 3-9 (se muestra un interruptor de
reconexión con fusible).
Cierre y bloquee la puerta del interruptor de la línea de su-
ministro. Quite el dispositivo de bloqueo y señalización, y
ponga el interruptor en la posición ON (encendido).
A. Conexión de la alimentación trifásica para modelos Maxstar 700
Herramientas necesarias:
803 927-B
5
6
1
3
4
4
8
7
10
6
9
3
= GND/PE (puesta a tierra)
2

OM-216 869 Página 27
! La instalación debe cumplir con todos los códi-
gos nacionales y locales. Haga que sólo perso-
nas capacitadas lleven a cabo esta instalación.
! Desconecte y bloquee/rotule la potencia de en-
trada antes de conectar los conductores de en-
trada a la unidad.
! Haga las conexiones de potencia a la fuente de
poder primero.
! Siempre conecte el alambre verde/amarillo al
conductor para proveer la terminal de tierra prim-
ero y nunca al terminal de la línea.
Consulte la etiqueta de valores nominales en la unidad y
chequee el voltaje de entrada disponible en el lugar (vea
sección 3-6).
1 Conductores de potencia de entrada (cordón
suministrado por el cliente)
Seleccione el tamaño y longitud de los conductores
usando sección 3-9. Los conductores deben cumplir con
los códigos eléctricos nacionales, estatales y locales. Si
es aplicable, use orejeras de conexión de la capacidad
apropiada de amperaje y con el hueco de tamaño
correcto.
Conexiones de entrada de potencia de la fuente de
poder para soldadura
2 Sostén contra tirones
Pase los conductores (cordón) a través del sostén contra ti-
rones, o protector del cable, y apriete los tornillos.
3 Terminal para conectar a tierra a la máquina
4 Conductor a tierra verde o verde/amarillo
Conecte el conductor de tierra verde o verde/amarillo al
terminal de tierra de la fuente de poder de soldadura.
5 Núcleo de ferrita F9 (solo para CE)
. En los modelos Dynasty, enrolle con 4 vueltas
el conductor de tierra verde/amarillo en el núcleo
de ferrita F9 suministrado (como muestra
la ilustración).
6 Bornes de alimentación de la fuente de poder para
soldadura (interruptor S1)
7 Conductores de entrada L1 (U), L2 (V) y L3 (W)
Conecte los conductores de entrada L1 (U), L2 (V) y L3
(W) a los terminales de línea de la fuente de poder de sol-
dadura.
8 Abrazadera para cables (solo para CE)
Asegure los cables con la abrazadera para cables
suministrada.
Instale la cubierta.
Conexiones de entrada del interruptor de la línea de
suministro
9 Interruptor de la línea de suministro (se muestra el
interruptor en la posición OFF (apagada))
10 Terminal de tierra del interruptor de la línea de
suministro (del lado de la línea de suministro)
Conecte el conductor de tierra verde o verde/Amarillo pa-
ra desconectar el terminal de tierra del aparato primero.
11 Desconecte los terminales de línea de aparato.
Conecte los conductores de entrada L1 (U), L2 (V) y L3
(W) en los bornes de línea del interruptor de la línea de
suministro.
12 Protección de sobre-corriente
Seleccione el tipo y tamaño de protección de sobre-
corriente usando sección 3-9 (se muestra un interruptor
de reconexión con fusible).
Cierre y bloquee la puerta del interruptor de la línea de su-
ministro. Quite el dispositivo de bloqueo y señalización,
y ponga el interruptor en la posición ON (encendido).
B. Conexión de la alimentación trifásica para modelos Dynasty 700
805 470-B
6
7
1
3
4
4
10
9
12
6
11
3
2
5
8
Herramientas necesarias:
GND/PE (puesta a tierra)

OM-216 869 Página 28
! La instalación debe cumplir con to-
dos los códigos nacionales y lo-
cales. Haga que sólo personas ca-
pacitadas lleven a cabo esta instala-
ción.
! Desconecte y bloquee/rotule la po-
tencia de entrada antes de conectar
los conductores de entrada a la uni-
dad.
! Haga las conexiones de potencia a la
fuente de poder primero.
! Siempre conecte el alambre verde/
amarillo al conductor para proveer
la terminal de tierra primero y nunca
al terminal de la línea.
Consulte la etiqueta de valores nominales
en la unidad y chequee el voltaje de entrada
disponible en el lugar (vea sección 3-6).
1 Conductores de potencia de entrada
(cordón suministrado por el cliente)
Seleccione el tamaño y longitud de los
conductores usando sección 3-9. Los con-
ductores deben cumplir con los códigos
eléctricos nacionales, estatales y locales.
Si es aplicable, use orejeras de conexión de
la capacidad apropiada de amperaje y con
el hueco de tamaño correcto.
Conexiones de entrada de potencia de la
fuente de poder para soldadura
2 Sostén contra tirones
Pase los conductores (cordón) a través del
sostén contra tirones, o protector del cable,
y apriete los tornillos.
3 Terminal para conectar a tierra a la
máquina
4 Conductor a tierra verde o verde/
amarillo
Conecte el conductor de tierra verde o
verde/amarillo al terminal de tierra de la
fuente de poder de soldadura.
5 Bornes de alimentación de la fuente
de poder para soldadura (interruptor
S1)
6 Conductores de entrada L1 (U) y L2
(V)
Conecte los conductores de entrada L1 (U)
y L2 (V) a los bornes de alimentación de la
fuente de poder para soldadura.
Instale la cubierta.
Conexiones de entrada del interruptor
de la línea de suministro
7 Interruptor de la línea de suministro
(se muestra el interruptor en la
posición OFF (apagada))
8 Terminal de tierra del interruptor de la
línea de suministro (del lado de la
línea de suministro)
Conecte el conductor de tierra verde
o verde/amarillo para desconectar el
terminal de tierra del aparato primero.
9 Desconecte los terminales de línea de
aparato
Conecte los conductores de entrada L1 (U)
y L2 (V) a los bornes del interruptor de la
línea de suministro.
10 Protección de sobre-corriente
Seleccione el tipo y tamaño de protección
de sobre-corriente usando sección 3-9 (se
muestra un interruptor de reconexión con
fusible).
Cierre y bloquee la puerta del interruptor de
la línea de suministro. Quite el dispositivo
de bloqueo y señalización, y ponga el inter-
ruptor en la posición ON (encendido).
C. Conexión de la alimentación monofásica
Herramientas necesarias:
1
2
3
4
5
6
7
4
8
10
9
6
1
= GND/PE (pusta a tierra)
2
Ref. 803 927-B

OM-216 869 Página 29
3-12. Terminales para la salida de soldadura y selección de la medida del cable*
AVISO − La longitud total del cable del circuito de soldadura (vea la tabla inferior) es la suma de ambos cables de soldadura. Por ejemplo, si la fuente
de poder está a 100 pies (30 m) de la pieza, la longitud total del cable del circuito de soldadura será 200 pies (2 cables x 100 pies). Use la columna
60 m (200 pies) para determinar la medida del cable.
Largo de cable** total (Cobre) en el circuito de soldadura que no exceda
30 m (100 pies) o
menos****
45 m (150 pies)
60 m (200
pies)
Bornes de salida de
soldadura
! Detenga el motor
antes de conectar los
terminales de solda-
dura.
! No use cables que es-
tén desgastados,
dañados, de tamaño
muy pequeño, o mal
conjuntados.
Amperios
de sol-
dadura***
10 − 60% ciclo de
trabajo
AWG (mm
2
)
60 − 100% ciclo de
trabajo
AWG (mm
2
)
10 − 100% ciclo de trabajo
AWG (mm
2
)
Trabajo
Electrodo
100 4 (20) 4 (20) 4 (20) 3 (30)
150 3 (30) 3 (30) 2 (35) 1 (50)
200 3 (30) 2 (35) 1 (50) 1/0 (60)
250 2 (35) 1 (50) 1/0 (60) 2/0 (70)
300 1 (50) 1/0 (60) 2/0 (70) 3/0 (95)
350 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120)
400 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120)
500 2/0 (70) 3/0 (95) 4/0 (120) 2 c/u 2/0 (2x70)
600 3/0 (95) 4/0 (120) 2 c/u 2/0 (2x70) 2 c/u 3/0 (2x95)
700 4/0 (120) 2 c/u 2/0 (2x70) 2 c/u 3/0 (2x95) 2 c/u 4/0 (2x120)
800 4/0 (120) 2 c/u 2/0 (2x70) 2 c/u 3/0 (2x95) 2 c/u 4/0 (2x120)
900 2 c/u 2/0 (2x70) 2 c/u 3/0 (2x95) 2 c/u 4/0 (2x120) 3 c/u 3/0 (3x95)
* Este cuadro es una guía general y puede no servir para todas las aplicaciones. Si el cable se sobrecalienta, use la medida de cable siguiente
mayor.
** La medida del cable para soldadura (en calibres AWG) está basada en una caída de 4 voltios o menor o en una densidad de corriente de al
menos 300 milésimas de pulgada por ampere. ( ) = mm
2
*** Seleccione la medida del cable para soldadura para aplicaciones pulsantes para el valor pico de amperaje.
****Para distancias mayores de 100 pies (30 m) y hasta 200 pies (60 m), use únicamente corriente continua (CC) en la salida. Para distancias
mayores que las indicadas en esta guía, consulte a un representante de aplicaciones de la fábrica al 920−735−4505 (Miller) o
1−800−332−3281 (Hobart).
Ref. S-0007-G 2010−08 (TIG)
. Si necesita instrucciones de instalación adicionales, consulte la sección 3-13. En las secciones 3-13 a 6-4 se ilustra un equipo Dynasty 700. La
ubicación de los controles y componentes es similar en todos los modelos explicados en este manual.

OM-216 869 Página 30
3-13. Información acerca del receptáculo remoto 14 (usado sin conexión para
automatización)
AJ
B
K
I
C
L
NH
D
M
G
E
F
803 900-A / 218 716-A
REMOTO 14
Enchufe*
Información sobre el enchufe
SALIDA
(CONTACTOR)
15 VOLTIOS DE CC
A Control del contactor, 15 voltios de CC.
B El cierre del contacto con A completa el
circuito de 15 voltios de CC del control
del contactor y habilita la salida.
CONTROL
REMOTO
DE SALIDA
C +10 voltios de CC.
D Masa virtual de control remoto.
E Señal de mando de entrada de 0 a
+10 voltios de CC, desde el control remoto.
A/V
AMPERAJE
VOLTAJE
F Retroalimentación de corriente; + 1 voltio
de CC por cada 100 amperios.
H Retroalimentación de voltaje; + 1 voltio de
CC por cada 10 voltios del receptáculo de
salida.
CHASíS
K Masa virtual.
TIERRA
G Masa virtual de +15 voltios de CC (A).
* No se usan los agujeros que quedan.
. Si se conecta un control manual remoto, como el RHC-14, al receptáculo remoto 14, se deberá definir un valor de corriente por encima del mínimo
en el control remoto antes de encender el contactor de panel o remoto. Si este procedimiento no se realiza, la corriente
será controlada por el control del panel y el control remoto manual no funcionará.

OM-216 869 Página 31
3-14. Conexión para automatismo (para receptáculo de 28 patillas, si está instalado)
1
4
9
15
21
26
28
25
20
14
8
3
2
76 5
13
12
11 10
19
18
17
16
24
23
22
27
803 900-A / 218 716-A
Patillas Información sobre las patillas del receptáculo de 28 patillas RC28
1 Inicio/parada − El cierre del contacto con la patilla 8 inicia el ciclo de soldadura. La apertura del contacto detiene el ciclo de soldadura.
Durante la operación 2T, un cierre momentáneo (mayor de 100 ms, pero menor de 3/4 segundos) del contacto inicia y detiene la
salida de la soldadura.
2 Habilitación de salida - Sólo funcional en modos para automatización - El contacto con la patilla 8 debe estar siempre cerrado. Si
el contacto entre las patillas 2 y 8 se abre, la salida se inhabilita, el temporizador del postflujo comienza a contar en retroceso, y el
mensaje AUTO STOP aparecerá en los medidores.
3 Gas − El cierre del contacto con la patilla 8 enciende el gas. Esta entrada anulará el postflujo, pero si se introduce un tiempo de
preflujo, el ciclo de preflujo terminará antes del inicio del arco.
4 Arco válido, colector − La salida está encendida cuando el contactor está encendido y hay menos de 50 voltios de carga (vea la
sección 3-17).
5 Retroalimentación de voltaje - +1 voltio de CC por cada 10 voltios con referencia a la patilla 11.
6 Retroalimentación de corriente - +1 voltio de CC por cada 100 amperios con referencia a la patilla 11.
7 No se usa.
8 Masa virtual de aislamiento IGND.
9 Arco válido, emisor - La salida está encendida cuando el contactor está encendido y hay menos de 50 voltios de carga
(vea la sección 3-17).
10 Selección de memoria 2 - Vea la sección 3-15.
11 Común del control remoto.
12 Masa virtual (tierra de referencia).
13 Bloqueo de pulso, colector - Si la frecuencia del pulso es menor a 10 Hz (vea la sección 3-17) y las funciones Amperaje inicial,
Pendiente inicial, Pendiente final, Amperaje final o Tiempo de base pulsante están activadas, la salida se encenderá.
14 Bloqueo de pulso, emisor - Si la frecuencia de pulso es menor a 10 Hz (vea la sección 3-17) y las funciones Amperaje inicial,
Pendiente inicial, Pendiente final, Amperaje final o Tiempo de base pulsante están activadas, la salida se encenderá.
15 Selección de memoria 0 - Vea la sección 3-15.
16 Selección de memoria 1 - Vea la sección 3-15.
17 Señal de comando desde el control remoto - Entrada de 0 a +10 voltios de CC.
18 + 10 voltios de CC.
19 Inhabilitación de HF - Inhabilita la alta frecuencia cuando la patilla 8 está conectada.
20 Habilitación de automatización 1 - vea la sección 3-16.
21 Masa virtual de amperaje EN - Vea la sección 3-16.
22 Control del amperaje EN - Vea la sección 3-16.
23 Pendiente final, colector - La salida está encendida cuando está en la pendiente final (vea la sección 3-17).
24 Pendiente final, emisor - La salida está encendida cuando está en la pendiente final (vea la sección 3-17).
25 Habilitación de automatización 2 - Vea la sección 3-16.
26 Comando de amperaje EP (sólo modelos Dynasty) - Vea la sección 3-16.
27 Masa virtual de amperaje EP (sólo modelos Dynasty) - Vea la sección 3-16.
28 Polaridad (sólo modelos Dynasty) - Vea la sección 3-16.

OM-216 869 Página 32
3-15. Entradas para la selección remota de la memoria (para el receptáculo de 28 patillas,
si está instalado)
1
4
9
15
21
26
28
25
20
14
8
3
Receptáculo de 28 patillas RC28
Designación de contactos 0 = Sin conexión / 1 = Conectados a tierra (patilla 8)
Función 15 16 10
Apagado 0 0 0
Memoria 1 1 0 0
Memoria 2 0 1 0
Memoria 3 1 1 0
Memoria 4 0 0 1
Memoria 5 1 0 1
Memoria 6 0 1 1
Memoria 7 1 1 1
3-16. Selección de funciones de automatización (para el receptáculo de 28 patillas, si está
instalado)
1
4
9
15
21
26
28
25
20
14
8
3
Receptáculo de 28 patillas RC28
Designación de contactos 0 = Sin conexión / 1 = Conectados a tierra
(patilla 8)
X = No importa
Patilla
Función 20 25
Ninguna función automática seleccionada 0 0
Automatización 1
Habilita la función de la patilla 2, del secuenciador
y de los temporizadores de soldadura
1 0
Abierto (EN)
Patilla 28
Conectado a la
patilla 8 (EP)
Automatización 2
Habilita las funciones de la patilla 2
Patilla 22 conectada con la patilla 21:
amplitud de 0 a +10 voltios de CC EN
Patilla 26 conectada con la patilla 27:
amplitud de 0 a +10 voltios de CC EP
Patilla 28 conectada con la patilla 8:
polaridad EP (frecuencia y equilibrio)
Patilla 28 no conectada con la patilla 8:
polaridad EN (frecuencia y equilibrio)
X 1

OM-216 869 Página 33
3-17. Aplicación para automatización típica
R
CR1
+
−
CR1
Al equipo del usuario
Salida típica de 28 patillas
Colector
Emisor
Se debe elegir
resistencia del bobinado
más R para limitar la
corriente a 75 mA
Voltaje provisto por el usuario
hasta 27 voltios CC de pico
3-18. Receptáculo doble de 115 voltios CA, protector suplementario CB1 e interruptor
de potencia
803 901-A
1 Receptáculo doble de CA
El receptáculo RC2 suministra
115 voltios y 10 amperes de
potencia monofásica.
2 Protector suplementario CB1
CB1 protege al receptáculo doble
de la sobrecarga. Si el interruptor
abre, el receptáculo no funciona.
Presione el botón para reiniciar el
protector.
3 Interruptor para prender/
apagar
1
2
3

OM-216 869 Página 34
3-19. Conexiones de gas
803 901-A
1 Acople de gas
Los acoples tienen rosca derecha
5/8-18.
2 Válvula del cilindro
Abra la válvula ligeramente de
manera que el gas sople la tierra de
la válvula. Cierre la válvula.
3 Regulador/flujómetro
4 Control de ajuste del flujo de
gas
El caudal habitual es de 15 pch
(pies cúbicos por hora).
Conecte la manguera de gas
provista por el cliente entre el
regulador/flujómetro y el acople de
gas en la parte posterior de la
unidad.
Herramientas necesarias:
11/16, 1-1/8 pulg.
3
2
4
1
3-20. Conexiones TIG con impulso de AF/Lift-Arct
! Apague la energía prima-
ria antes de hacer conex-
iones.
1 Terminal de salida de
soldadura del electrodo
Conecte la antorcha TIG al ter-
minal de salida de electrodo.
2 Conexión de salida de gas
Conecte la antorcha de la
manguera de gas al acople de
salida de gas.
3 Terminal de salida de
soldadura del trabajo
Conecte el cable de trabajo al
terminal de salida de trabajo.
4 Receptáculo remoto 14
Si desea, conecte el control re-
moto al receptáculo “Remote 14”
(vea sección 3-13).
5 Conexión de entrada de
gas
Conecte la manguera de gas
del suministro de gas al acople
de entrada de gas (vea
sección 3-19).
Herramientas necesarias:
11/16 pulg., (21 mm para unidades CE)
803 915-B
2
3
5
4
1

OM-216 869 Página 35
3-21. Conexiones del enfriador
El carro de transporte y el enfriador
son equipos opcionales.
1 Receptáculo doble de CA
2 Cordón para 115 Vca
Suministra 115 Vca al enfriador
motorizado.
3 Terminal de salida para
el electrodo de soldadura
(terminal de salida de
soldadura (-) en los modelos
Maxstar)
Conecte la antorcha TIG al terminal
de salida de electrodo.
4 Conexión de salida de gas
Conecte la manguera de gas de la
antorcha TIG al acople de salida de
gas.
5 Terminal de masa de
soldadura (terminal de salida
de soldadura (+) en
los modelos Maxstar)
Conecte el cable de trabajo al
terminal de salida de trabajo.
6 Conexión de salida del agua
(a la antorcha)
Conecte la manguera de entrada
de agua de la antorcha (azul) a la
conexión de salida del agua de la
fuente de poder.
7 Conexión de entrada de agua
(de la antorcha)
Conecte la manguera de salida de
agua de la antorcha (roja) a la
conexión de entrada de agua en la
fuente de poder.
1
Refrigerante de baja
conductividad
Nº 043 810**;
Se puede usar agua destilada
o desmineralizada por encima
de 32° F (0° C)
GTAW ó donde se use AF*Aplicación
*AF: corriente de alta frecuencia.
**El refrigerante 043 810 en solución 50/50, protege hasta -37° F (-38°C) y resiste el crecimiento de algas.
Refrigerante
AVISO − El uso de cualquier refrigerante que no sea el que se muestra en la tabla anula la garantía en cualquier
pieza que se ponga en contacto con el refrigerante (bomba, radiador, etc.).
2
Herramientas necesarias:
11/16 pulg., (21 mm para unidades CE)
3−1/2
Galones
3
4
5
6
7
804 753-B

OM-216 869 Página 36
3-22. Conexiones para soldadura Stick en los modelos Dynasty
! Apague la energía primaria antes
de hacer conexiones.
. Se muestran las conexiones para
los modelos Dynasty.
1 Terminal de salida de soldadura
del trabajo
Conecte el cable de trabajo al terminal
de salida de trabajo.
2 Terminal de salida de soldadura
del electrodo
Conecte el portaelectrodos al terminal
de salida para el electrodo de soldadura.
3 Receptáculo remoto 14
Si desea, conecte el control remoto
al receptáculo “Remote 14” (vea
sección 3-13).
803 916-C
2
1
3
3-23. Conexiones para soldadura Stick en los modelos Maxstar
! Apague la energía primaria antes
de hacer conexiones.
. Se muestran las conexiones para
los modelos Maxstar.
1 Terminal de salida de soldadura +
Conecte el cable del electrodo al
terminal de salida de soldadura
positivo (+).
2 Terminal de salida de soldadura −
Conecte el cable de masa al terminal de
salida de soldadura negativo (−).
3 Receptáculo remoto 14
Si desea, conecte el control remoto
al receptáculo “Remote 14” (vea
sección 3-13).
803 916-C
2
1
3

OM-216 869 Página 37
SECCION 4 − OPERACIÓN
226 868-B / Ref. 803 901-A
1
2
3
4
5
11
8
6
7
. Para todos los botones de membrana
del panel frontal: presione el botón para
encender la luz y habilitar la función
normal.
. El texto en verde en la placa de caracte-
rísticas indica una función TIG, el texto
en gris indica una función Stick normal.
1 Control codificador
2 Amperímetro y pantalla de parámetros
Véase sección 4-4.
3 Voltímetro y pantalla de parámetros
seleccionados
Véase sección 4-5.
4 Control de polaridad
(sólo para Dynasty)
Véase sección 4-6.
5 Controles de proceso
Véase sección 4-7.
6 Controles de salida
Véase sección 4-9.
7 Control de los pulsos
Véase sección 4-10.
8 Controles del secuenciador
Véase sección 4-11.
9 Controles de gas/DIG
Véase sección 4-12.
10 Forma de onda de CA
(sólo para Dynasty)
Véase sección 4-13.
11 Control de amperaje y del tiempo de
punteado
Véase el Control de amperaje, sección 4-3.
Véase el Control del tiempo de punteado,
sección 5-6.
12 Memoria
Véase sección 4-14.
13 Pantalla de memoria
Muestra la memoria activa.
14 Interruptor de potencia
Use el interruptor para encender/apagar la
unidad.
Panel de atrás
9
10
12
4-1. Controles
13
14
. Los controles de polaridad y de forma de
la onda de CA están disponibles sólo en
los modelos Dynasty.

OM-216 869 Página 38
4-2. Control codificador
1 Control codificador
Use el control conjuntamente con
los botones correspondientes a las
funciones a las cuales se les desea
ajustar los valores.
1
4-3. Control de amperaje
1 A (control de amperaje)
2 Control codificador
3 Amperímetro
Si desea información acerca
del rango de control de amperaje,
consulte la sección 4-15.
Presione el botón de amperaje, y
gire el control del codificador para
definir el amperaje de soldadura
o el amperaje de pico cuando la
función pulsante esté activa (vea
sección 4-10).
. Consulte en la sección 4-13 las
funciones de CA.
2
3
1
4-4. Amperímetro y pantalla de parámetros
1 Amperímetro
El amperímetro muestra el amperaje
real mientras está soldando.
También muestra los parámetros
ajustables para todas las funciones.
1

OM-216 869 Página 39
4-5. Voltímetro y pantalla de parámetros seleccionados
1 Voltímetro
Muestra el voltaje de salida o del
circuito abierto. También muestra
abreviaturas de los parámetros
seleccionados.
1
4-6. Control de polaridad (sólo modelos Dynastyt)
1 Control de polaridad
Presione el botón hasta que el
indicador luminoso (LED) deseado
se encienda.
CC - Seleccione DC para solda-
dura CC. La salida del electrodo de
las máquinas es DCEN para TIG y
DCEP para Stick.
CA - Seleccione AC para soldadura
con CA.
1

OM-216 869 Página 40
4-7. Control del proceso
1
1 Control del proceso
Presione el botón hasta que el LED del proceso
deseado se encienda.
Impulso TIG de AF: es un método de inicio del
arco con AF pulsante (vea sección 4-8) que
puede usarse con soldadura TIG de CA o CC.
Haga las conexiones de acuerdo a lo indicado
en la sección 3-20.
TIG Lift-Arct: es un método de inicio del arco
en el que el electrodo debe tocar la pieza
(vea sección 4-8). Este método puede usarse
con soldadura TIG de CA o CC. Haga las
conexiones de acuerdo a lo indicado en la
sección 3-20.
Stick (SMAW): este método puede usarse
con soldadura Stick de CA o CC. Haga las
conexiones de acuerdo a lo indicado en la
sección 3-22.
4-8. Procedimientos de arranque con TIG Lift-Arc™ y AF
Arranque Lift-Arc
Cuando la luz del botón Lift-Arct está encendida,
inicie el arco como sigue:
1 Electrodo TIG
2 Pieza de trabajo
Toque el electrodo de tungsteno a la pieza de
trabajo en el punto del comienzo de la suelda,
habilite la salida y el gas de protección usando el
gatillo de la antorcha, control de pie, o control de
mano. Sostenga el electrodo contra la pieza de
trabajo por 1-2 segundos, y lentamente levante
el electrodo. El arco se formará cuando se levante
el electrodo.
No hay voltaje normal de circuito abierto un
instante antes de que el electrodo de tungsteno
toque la pieza; sólo existe un voltaje bajo de
percepción entre el electrodo y la pieza. El
contactor de salida de estado sólido no se
energiza sino hasta después de que el electrodo
haya tocado la pieza. Esto permite que sólo un
electrodo correctamente preparado (vea la
sección NO TAG) toque la pieza sin sobre-
calentarse, pegarse ni contaminarse.
Aplicación
“Lift-Arc” se usa para el proceso TIG DCEN o CA
(GTAW) cuando no se permite el método de
arrancar con AF, o para reemplazar el método de
comenzar raspando.
Arranque por AF
Cuando la luz del botón de arranque por AF
está encendida, inicie el arco como se indica a
continuación:
La alta frecuencia (AF) se activa para iniciar el
arco una vez habilitada la salida. La alta
frecuencia se apaga al iniciarse el arco y se inicia
nuevamente siempre que el arco se rompe para
ayudar a reiniciarlo.
Aplicación
El arranque por AF se usa para los procesos
GTAW DCEN o GTAW con CA cuando se
requiere un método de inicio de arco sin contacto.
1
¡NO lo comience como un fósforo (cerillo)!
2
Método de comenzar “Lift-Arc”
Tocar 1-2 segundos

OM-216 869 Página 41
4-9. Control de salida
1
1 Control de salida
Presione el botón hasta que el LED del
parámetro deseado se encienda.
RMT STD (estándar remoto)
Aplicación: use el gatillo remoto
(estándar) con un control de amperaje de
pie o de mano (vea sección 5-3A).
. Cuando un control remoto de corrien-
te de pie o de mano está conectado,
los amperios iniciales, la pendiente
inicial, la pendiente final y los ampe-
rios finales son controlados por el
control remoto.
. Si usa un gatillo con interruptor de en-
cendido/apagado, deberá ser del tipo
con retención. Todas las funciones del
secuenciador se activan y deben ser
definidas por el operador.
RMT 2T HOLD
(remoto 2T con retención)
Aplicación: use la función retención
del gatillo remoto (2T) para soldaduras
extensas.
Si un control de corriente de pie o de mano
está conectado a la fuente de poder para
soldadura, sólo la entrada del gatillo es
funcional (vea sección 5-3B).
. La función de este botón puede ser re-
configurada para control 3T, 4T, 4T
Momentáneo o Mini Logic; vea las
secciones 5-3C, D, E, o F)
ENCENDIDO
La salida se energizará dos segundos
después de haber sido seleccionada.
Aplicación: use la salida encendida para
soldadura Stick (SMAW),o para Lift-Arc
sin utilizar un control remoto (vea
sección 5-3G).
2 LED encendido
El LED azul se enciende cada vez que la
salida está encendida.
2

OM-216 869 Página 42
4-10. Control de los pulsos
1
3
2
Pico 50%/Base 50%
Equilibrado al 50%
Más tiempo a
amperaje pico
Más tiempo a
amperaje de
base
Formas de la onda de la salida pulsada
Por ciento (%) de la
fijación de control de
tiempo de pico
(80%)
(20%)
4
1 Control de los pulsos
La función pulsante estará disponible mientras se use el
proceso TIG. Los controles pueden ser ajustados mientras
se está soldando.
Presione el botón para habilitar el control pulsante.
ON − Cuando esté iluminado, este LED indica que el
pulsador está encendido.
Presione el botón hasta que el LED del parámetro deseado
se encienda.
Para apagar la emisión de pulsos, presione y suelte el botón
hasta que el LED de encendido se apague.
2 Control del codificador (valor predefinido)
3 Amperímetro (muestra el valor)
Consulte en la sección 4-15 todas las gamas de parámetros
pulsantes.
PPS (frecuencia del pulso o pulsos por segundo): es el
número de ciclos por segundo de los pulsos. La frecuencia
del pulso ayuda a reducir el aporte de calor, el alabeo de las
piezas y mejora la terminación de los cordones de
soldadura. Cuanto mayor sea el ajuste de los PPS, más
suave será el efecto de la onda, el charco de soldadura será
más estrecho y habrá un mejor enfriamiento. Al fijar los PPS
en el límite inferior, la frecuencia de los pulsos disminuye y
el charco de soldadura se ensancha. Esta pulsación lenta
favorece la agitación del charco de soldadura y ayuda a
liberar el gas atrapado en la soldadura, lo cual reduce la
porosidad (muy útil en la soldadura de aluminio). Algunos
principiantes usan una pulsación más lenta (2-4 pps) para
facilitar la tarea de agregar material de aporte. Un soldador
experimentado suele definir PPS mucho más altos, de
acuerdo a sus preferencias personales y al resultado que
desea lograr.
PEAK t (tiempo pico): este parámetro es el porcentaje de
tiempo en cada ciclo en el que la corriente está en su valor
pico (amperaje principal). El amperaje pico se define con el
control de amperaje (vea sección 4-3). Si se usa un pulso
por segundo y el tiempo pico está fijado al 50%, medio
segundo será con amperaje pico y el otro 50%, es decir otro
medio segundo, con el amperaje de base. Al incrementar el
tiempo pico aumenta el tiempo con amperaje pico, lo cual,
a su vez, incrementa el aporte de calor a la pieza. Un buen
punto de inicio para el tiempo pico es alrededor del 50-60%.
Para encontrar una buena relación, el soldador deberá
experimentar un poco, pero la idea es disminuir el aporte de
calor a la pieza y mejorar la terminación de la soldadura.
BKGND A (amperaje de base): este parámetro se fija
como un porcentaje del amperaje pico fijado. Si el amperaje
pico se ajusta en 200 y el amperaje de base al 50%, su
amperaje de base será 100 amperios cuando la máquina
pulse en la porción de base del ciclo. Un amperaje de base
menor ayuda a reducir el aporte de calor. Al incrementar o
disminuir el amperaje de base aumenta o disminuye el
amperaje total, lo que ayuda a determinar cuan fluido es el
charco en la porción de base del ciclo del pulso. En
particular, usted quiere que el charco disminuya a la mitad
aproximadamente, pero que aún permanezca fluido. Para
comenzar, fije el amperaje de base en el 20-30% para acero
inoxidable o al carbono o en el 35-50% para aleaciones de
aluminio.
4 Formas de la onda de la salida pulsada
El ejemplo muestra el efecto que el cambio del control de
tiempo de pico tiene en la forma de la onda de la salida del
pulso.
Aplicación
Pulsación se refiera al aumento y disminución alternante
que la salida de soldadura, hecho a una tasa específica. Las
porciones levantadas de la salida de soldadura están
controladas en ancho, alto, y frecuencia, formando los
pulsos de la salida. Estos pulsos, y el amperaje más bajo
entre ellos (que se llama el amperaje de base), cíclicamente
calientan y enfrían el charco derretido de la suelda. El efecto
combinado da al operario mejor control de la penetración,
ancho del charco, corona, socavamiento, e inversión de
calor. Se puede ajustar los controles mientras se está
soldando.
Se puede usar la pulsación para entrenamiento de la
técnica de añadidura de material de aporte.
. Se ha habilitado la función cuando el LED está
encendido.
PPS
A. pico
(Peak Amp)
A. de res. (Bkg Amp)

OM-216 869 Página 43
4-11. Controles del secuenciador
2
3
1
5
1 Control del secuenciador
La secuenciación está disponible
mientras se usa el proceso TIG, pero
será inhabilitada si conecta un control
remoto de corriente de pie o de mano al
receptáculo remoto con el modo RMT
STD activo.
Presione el botón hasta que el LED del
parámetro deseado se encienda.
2 Control del codificador
(valor predefinido)
Gire el control para fijar los valores
de los parámetros del secuenciador.
3 Amperímetro (muestra el valor)
Consulte en la sección 4-15 toda la
gama de parámetros del secuenciador.
4 Voltímetro
Muestra las abreviaturas de los pará-
metros seleccionados.
INITIAL A (amperaje inicial) [INTL]:
este control se usa para seleccionar un
amperaje de inicio distinto al amperaje
de soldadura.
Aplicación
El amperaje inicial puede ser utilizado
para ayudar en el precalentamiento de
material frío antes de depositar el
material de aporte, o para asegurar un
inicio suave.
INITIAL t (tiempo inicial) [INTL]
(disponible sólo en la opción para
automatización): presione el control
nuevamente y gire el codificador para
fijar la cantidad de tiempo necesario al
comienzo del trabajo de soldadura.
INITIAL SLOPE t (tiempo de la
pendiente inicial) [ISLP]: este control
se usa para determinar el tiempo que
demora el amperaje inicial en llegar al
amperaje de soldadura. Para inhabilitar
la función seleccione 0.
5 Botón de amperaje
Weld Time (tiempo de soldadura)
(disponible sólo en la opción para
automatización): presione el botón de
amperaje dos veces. Defina el tiempo
de soldadura deseado.
Spot Time (tiempo de punteado): pre-
sione el botón de amperaje dos veces.
Defina el tiempo de punteado deseado.
FINAL SLOPE t (Tiempo de la
pendiente final) [FSLP]: este control
se usa para definir el tiempo que el
amperaje de soldadura demora en
llegar al amperaje final. Para inhabilitar
la función seleccione 0.
Aplicación
La pendiente final debe usarse si se
sueldan materiales sensibles a las
grietas y/o para eliminar el cráter al final
de la soldadura.
FINAL A (amperaje final) [FNL]: se
usa para definir el amperaje al que
desciende el amperaje de soldadura.
FINAL t (tiempo final) [FNL]
(disponible sólo en la opción para
automatización): presione el control
nuevamente y gire el codificador para
definir el tiempo del amperaje final.
4

OM-216 869 Página 44
4-12. Controles de Gas/DIG (Preflujo/Post flujo/DIG/Purga)
1
2
3
1 Controles de Gas/DIG
Presione el botón hasta que el LED de la
función deseada se encienda.
2 Control del codificador (valor
predefinido)
3 Amperímetro (muestra el valor)
Consulte en la sección 4-15 toda la gama
de ajustes de parámetros.
4 Voltímetro
Muestra las abreviaturas de los pará-
metros seleccionados.
PREFLOW (preflujo) [PRE]: si el proceso
TIG con AF está activo (vea sección 4-7) y
en el panel de control se muestra preflujo,
use este control para definir el tiempo de
flujo del gas antes del inicio del arco.
Aplicación: el preflujo se usa para purgar
el área de soldadura y ayudar en el inicio
del arco.
POST FLOW (postflujo) [POST]: si el pro-
ceso TIG está activo (vea sección 4-7), use
este control para fijar el tiempo del flujo del
gas después de finalizada la soldadura.
AUTO POST FLOW (auto postflujo):
crea un tiempo de postflujo escalonado a
1 segundo por cada 10 amperios del
amperaje pico de soldadura para un ciclo
de soldadura determinado. La función auto
postflujo está limitada a un mínimo de
8 segundos o al máximo tiempo pre-
definido para el postflujo.
Aplicación
El postflujo se requiere para enfriar el
tungsteno y la soldadura, y para prevenir la
contaminación del tungsteno y la soldadura.
Si el tungsteno o la soldadura aparecen
oscuros, incremente el tiempo de postflujo.
DIG (fuerza del arco): si el proceso Stick
está activado (vea sección 4-7), use este
control para definir la cantidad de DIG. Si
selecciona 0, el amperaje de cortocircuito
con bajo voltaje es igual al amperaje normal
de soldadura.
Cuando se incrementa la fijación, el
amperaje de corto circuito a bajo voltaje
incrementa.
Aplicación
El control ayuda a iniciar el arco, o a
efectuar soldaduras verticales o sobre la
cabeza mediante el incremento del ampe-
raje con bajo voltaje de arco, para reducir el
“pegado” del electrodo mientras suelda.
PURGE (purga) [PURG]: esta función
activa la válvula de gas e inicia la función de
purga; para ello pulse y mantenga pulsado
el botón de Gas/DIG durante el tiempo
deseado. Para ajustar el tiempo de purga
(entre 1 y 50 segundos), presione el botón
de Gas/DIG mientras gira el control del
codificador. El valor predefinido es 0.
Mientras la función Purga esté activa, la
pantalla izquierda mostrará [PURG] y la
pantalla derecha mostrará el tiempo de
purga.
Si presiona cualquier botón, la función
Purga desaparecerá de la pantalla, pero el
gas seguirá fluyendo hasta que el tiempo
prefijado termine.
Aplicación: la función purga se usa para
limpiar las tuberías de gas.
4

OM-216 869 Página 45
4-13. Forma de la onda de CA (sólo modelos Dynasty)
1
2
3
1 Control de forma de onda de CA
Presione el botón hasta que el LED de la función
deseada se encienda.
2 Control del codificador (valor predefinido)
3 Amperímetro (muestra el valor)
Consulte en la sección 4-15 toda la gama de pará-
metros de forma de la onda de CA.
EN Amperage (amperaje EN) [EN]: esta función
se usa con TIG en CA sólo para seleccionar el
valor del amperaje negativo del electrodo.
EP Amperage (amperaje EP) [EP]: esta función
se usa con TIG en CA sólo para seleccionar el
valor del amperaje positivo del electrodo.
. Vea la sección 5-1 para definir el mismo
control de amplitud [ENEP].
El amperaje EN y el amperaje EP le permiten al
operador controlar el amperaje en los hemiciclos
negativo y positivo de forma independiente. Una
proporción de 1,5 a 1 entre EN y EP es un buen
punto de inicio. Esto provee acción limpiadora,
pero le aporta más energía a la pieza y brinda más
velocidad de avance y mayor penetración.
4 Control de amperaje
Average Amperage Control (control de
amperaje promedio): el ajuste de los valores de
amperaje EN, amperaje EP, equilibrio y frecuencia
crea un amperaje promedio. El operador puede
cambiar el valor del amperaje promedio y
mantener al mismo tiempo la proporción entre
amperaje EN y amperaje EP con el mismo
equilibrio y frecuencia. Para cambiar el valor del
amperaje promedio, presione el botón de
amperaje y gire el control del codificador. El
amperímetro le mostrará como cambia el valor
promedio. Ejemplo: si el amperaje EN es 300, el
amperaje EP es 150, el equilibrio es 60%, y la
frecuencia es 120, el amperaje promedio será
240 amperios. Si presiona el botón de amperaje y
gira el control del codificador hasta que muestre
480 amperios, el amperaje EN será 600 y el
amperaje EP será 300. El balance sigue siendo
60%, la frecuencia 120 y la proporción 2 a 1 entre
el amperaje EN y el amperaje EP se mantiene.
Balance (equilibrio) [BAL]: el control de equilibrio
de CA sólo se habilita en modo TIG en CA para fijar
el porcentaje de polaridad del electrodo negativo.
Ajuste el control aproximadamente al 75% y
efectúe un ajuste más preciso a partir de ese valor.
5 Voltímetro
Muestra las abreviaturas de los parámetros
seleccionados.
Aplicación
Cuando suelde materiales que forman óxido,
como aluminio o magnesio, no se necesita una
limpieza excesiva. Para producir una buena
soldadura, sólo se requiere limpiar con decapante
una zona de 0,10 pulg. (2,5 mm) a lo largo de la
costura.
Use el equilibrio de CA para controlar el ancho de
la zona donde se ha decapado.
La configuración de la unión, cómo se está
trabajando, las variables del proceso y el espesor
del óxido pueden afectar la fijación
AC Frequency (frecuencia de CA) [FREQ]: este
control se usa para definir la frecuencia de CA
(ciclos por segundo).
Aplicación
La frecuencia de CA controla el ancho del arco y
el control direccional. Cuando la frecuencia de CA
decrece, el arco se vuelve más ancho y disminuye
su foco limitando el control direccional. Cuando la
frecuencia de CA aumenta, el arco se vuelve más
estrecho y más enfocado, incrementando el
control direccional. Para aumentar la velocidad de
a
v
a
n
ce
in
c
r
e
m
e
n
te
l
a
fr
ecue
n
c
i
a
de
C
A.
5
f
4

OM-216 869 Página 46
4-14. Memoria (ubicaciones de almacenamiento de programas 1-9)
1 Botón de memoria
(almacenamiento de
programas 1-9)
2 Botón de polaridad
(sólo Dynasty)
3 Botón de proceso
Para crear, cambiar, o llamar
un programa de parámetros de
soldadura, proceda como se
indica a continuación:
Primer paso: presione el botón de
memoria hasta que aparezca la
ubicación de almacenamiento del
programa deseado (1-9).
Segundo paso: presione el botón de
polaridad hasta que el LED de
polaridad de CA o CC, según lo
deseado, se encienda
Tercer paso: presione el botón de
proceso hasta que el LED del
proceso deseado, impulso TIG con
AF, Lift Arc TIG, o Stick, se
encienda.
El programa en la ubicación elegida,
para la polaridad y el proceso
deseados, es ahora el programa
activo.
Cuarto paso: cambie o ajuste todos
los parámetros deseados (vea los
detalles de los parámetros en la
sección 4-15).
Ubicaciones
de memoria
1−9
CA
CC
TIG (AF o Lift)
TIG (AF o Lift)
Soldadura Stick
(convencional
por electrodo)
Soldadura Stick
(convencional
por electrodo)
Para los modelos Dynasty, cada ubicación de la memoria (1 a 9) puede almacenar los
parámetros para ambas polaridades (CA y CC) y cada polaridad puede almacenar los
parámetros para ambos procesos (TIG y Stick) para hasta 36 programas.
Y
Y
Y
1
2
3
2do
3ro
1ro
. Los controles de polaridad y de forma de la onda de CA están disponibles sólo en
los modelos Dynasty.
Ubicaciones
de memoria
1−9
CC
TIG (AF o Lift)
Soldadura Stick
(convencional
por electrodo)
Para los modelos Maxstar, cada ubicación de la memoria (1 a 9) puede almacenar los
parámetros para ambos procesos (TIG y Stick) para hasta 18 programas.
Y

OM-216 869 Página 47
4-15. Valores predefinidos de fábrica, gama y resolución para modelos 350
Parámetro Valor establecido
en la fábrica
Gama y resolución
MEMORIA 1 1−9
(SÓLO DYNASTY) POLARIDAD CA CA / CC
PROCESO Impulso TIG con AF Impulso TIG con AF / Lift TIG / Stick
SALIDA
**RMT 2T
RMT STD
2T
RMT STD / RMT 2T / ENCENDIDO
RMT 2T puede ser reconfigurado para: 2T / 3T / 4T /
Mini Logic / 4T Momentáneo (vea sección 5-3)
A MAIN / PEAK (Princ. A/pico)
(SÓLO DYNASTY) TIG en CA
(SÓLO DYNASTY) STICK en CA
TIG en CC
STICK en CC
150 A
110 A
150 A
110 A
5 − 350 A
5 − 350 A
5 − 350 A
5 − 350 A
*Punteado
*Tiempo de punteado
**Tiempo de soldadura
APAGADO
0 T
0T
Encendido/apagado
0 − 999 segundos
0 − 999 segundos
PULSADOR
PPS
PEAK t (pico t)
BKGND A (A. DE RESPALDO)
Apagado
100 Hz
40%
25%
ON / OFF (Encender/apagar)
CC: 0,1 − 5000 PPS
CA: 0,1 − 500 PPS
5 − 95 por ciento
5 − 95 por ciento
SECUENCIADOR
INITIAL A (AMP. INICIAL)
**Initial Time (tiempo inicial)
INITIAL SLOPE t (TIEMPO DE PENDIENTE INICIAL)
FINAL SLOPE t (TIEMPO DE PENDIENTE FINAL)
FINAL A (AMP. FINAL)
**Final Time (tiempo final)
20 A
0 T
0 T
0 T
5 A
0 T
5 − 350 A
0,0 − 25,0 segundos
0,0 − 50,0 segundos
0,0 − 50,0 segundos
5 − 350 A
0,0 − 25,0 segundos
AJUSTAR
PREFLUJO
POSTFLUJO
DIG (socavamiento)
0,2 T
auto
30%
0,0 − 25,0 segundos
Automático 1 − 50 segundos
0 − 100 por ciento
(Sólo DYNASTY) Forma de la onda de CA
*Forma de onda
Amperaje EN
Amperaje EP
BALANCE (equilibrio)
FRECUENCIA
EN/EP
Cuadrada suavizada
150A
150A
75%
120 Hz
Independiente
Cuadrada suavizada, cuadrada avanzada, seno,
triángulo
5 - 350 A
5 - 350 A
30 − 99 por ciento
20 − 400 Hertz
Igual/Independiente
*Parámetros de inicio de TIG para cada programa (1-9)
CD:
*Tungsteno
***Polaridad (sólo Dynasty)
***Amperaje
***Tiempo
***Tiempo de la pendiente de inicio
***Preajuste mínimo del amperaje
CA: (sólo Dynasty)
*Tungsteno
***Polaridad
***Amperaje
***Tiempo
***Tiempo de la pendiente de inicio
***Preajuste mínimo del amperaje
.094
EN
60 A
25 ms
7 ms
5 A
.094
EP
130 A
20 ms
2 ms
5 A
GEN, .020, .040, .062, .094, .125, .156, .187
EP / EN
5 − 200 Amps
1 − 200 Milisegundos
0 − 250 Milisegundos
5 − 25 Amps
GEN, .020, .040, .062, .094, .125, .156, .187
EP / EN
5 − 200 Amps
1 − 200 Milisegundos
0 − 250 Milisegundos
5 − 25 Amps
* Parámetro ajustado mediante el uso de sólo una configuración de función avanzada (vea sección 5).
** Parámetro usado sólo con la opción de automatización.
*** Parámetro ajustado únicamente mediante la función GEN (vea Section 5-2).

OM-216 869 Página 48
4-16. Valores predefinidos de fábrica, gama y resolución para modelos 700
Parámetro Valor establecido
en la fábrica
Gama y resolución
MEMORIA 1 1−9
(SÓLO DYNASTY) POLARIDAD CA CA / CC
PROCESO Impulso TIG con AF Impulso TIG con AF / Lift TIG / Stick
SALIDA
**RMT 2T
RMT STD
2T
RMT STD / RMT 2T / ENCENDIDO
RMT 2T puede ser reconfigurado para: 2T / 3T / 4T / Mini
Logic / 4T Momentáneo / Punteado (vea sección 5-3)
A MAIN / PEAK (Princ. A/pico)
(SÓLO DYNASTY) TIG en CA
(SÓLO DYNASTY) STICK en CA
TIG en CC
STICK en CC
500 A
110 A
500 A
110 A
5 − 700 A
5 − 700 A
5 − 700 A
5 − 700 A
*Punteado
Tiempo de punteado
**Tiempo de soldadura
Apagado
0 T
0T
On/Off (Encendido/Apagado)
0,0 − 999 segundos
0,0 − 999 segundos
PULSADOR
PPS
PEAK t (pico t)
BKGND A (A. DE RESPALDO)
Apagado
100 Hz
40%
25%
ON / OFF (Encender/apagar)
CC: 0,1 − 5000 PPS
CA: 0,1 − 500 PPS
5 − 95 por ciento
5 − 95 por ciento
SECUENCIADOR
INITIAL A (AMP. INICIAL)
**Initial Time (tiempo inicial)
INITIAL SLOPE t (TIEMPO DE PENDIENTE INICIAL)
FINAL SLOPE t (TIEMPO DE PENDIENTE FINAL)
FINAL A (AMP. FINAL)
**Final Time (tiempo final)
20 A
0 T
0 T
0 T
5 A
0 T
5 − 700 A
0,0 − 25,0 segundos
0,0 − 50,0 segundos
0,0 − 50,0 segundos
5 − 700 A
0,0 − 25,0 segundos
AJUSTAR
PREFLUJO
POSTFLUJO
DIG (socavamiento)
0,2 T
auto
30%
0,0 − 25,0 segundos
Automático 1 − 50,0 segundos con resolución
de 1 segundo
0 − 100 por ciento
FORMA DE LA ONDA DE CA (SÓLO DYNASTY)
*Forma de onda
Amperaje EN
Amperaje EP
BALANCE (Equilibrio)
FRECUENCIA
*EN/EP
Cuadrada suavizada
500A
500A
75%
120 Hz
Independiente
Cuadrada suavizada, cuadrada avanzada, seno,
triángulo
5 - 700 A
5 - 700 A
30 − 99 por ciento
20 − 400 Hertz
Igual/Independiente
*Parámetros de inicio de TIG para cada programa (1-9)
CD:
*Tungsteno
***Polaridad (sólo Dynasty)
***Amperaje
***Tiempo
***Tiempo de la pendiente de inicio
***Preajuste mínimo del amperaje
CA: (sólo Dynasty)
*Tungsteno
***Polaridad
***Amperaje
***Tiempo
***Tiempo de la pendiente de inicio
***Preajuste mínimo del amperaje
.094
EN
60 A
25 ms
7 ms
5 A
.094
EP
130 A
20 ms
2 ms
5 A
GEN, .020, .040, .062, .094, .125, .156, .187
EP / EN
5 − 200 Amps
1 − 200 Milisegundos
0 − 250 Milisegundos
5 − 25 Amps
GEN, .020, .040, .062, .094, .125, .156, .187
EP / EN
5 − 200 Amps
1 − 200 Milisegundos
0 − 250 Milisegundos
5 − 25 Amps
* Parámetro ajustado mediante el uso de sólo una configuración de función avanzada (vea sección 5).
** Parámetro usado sólo con la opción de automatización.
*** Parámetro ajustado únicamente mediante la función GEN (vea Section 5-2).

OM-216 869 Página 49
4-17. Reinicio de la unidad a los valores predefinidos de fábrica
1 Botón de proceso
2 Botón de salida
3 Botón de Gas/DIG
4 Interruptor de potencia
Para reiniciar la memoria activa,
la polaridad y los procesos a los
valores originales de fábrica, la
función de bloqueo debe estar
apagada (vea sección 5-9).
Encienda la alimentación y luego
pulse y mantenga pulsados los
botones de proceso, salida y Gas/
DIG antes de que el nombre de la
máquina se borre de los medidores.
1
2
3
Panel de atrás
4
V
4-18. Acceso al software y a su número de revisión
1 Interruptor de potencia
2 Botón de proceso
Para acceder a los números del
software, encienda la alimentación
y luego pulse y mantenga pulsado
el botón de proceso hasta que el
número de la máquina se borre.
Primero aparecerá [SOFT][NUM]
por dos segundos seguido del
número de software por cinco
segundos.
2 Panel de atrás
1
V

OM-216 869 Página 50
f
4-19. Pantalla del temporizador/contador del arco
1 Controles de salida y amperaje
2 Interruptor de potencia
Para mostrar el temporizador/contador
del arco, encienda el interruptor de
alimentación, pulse y mantenga pulsados
los botones de control de amperaje y salida
hasta que el nombre de la máquina se borre
de los medidores.
3 Pantalla del temporizador del arco
El tiempo del arco se mostrará por
5 segundos de la siguiente manera
[0-9999][horas] luego [0-59][minutos].
4 Contador del arco
Luego de 5 segundos, la cuenta del arco se
mostrará por los siguientes 5 segundos de
la siguiente manera [0cy] hasta
[9999][99cy].
Y
1
1234 Hour
3/4
Panel de atrás
2
V
1

OM-216 869 Página 51
SECCION 5 − FUNCIONES AVANZADAS
f
5-1. Procedimiento para acceder a las funciones avanzadas
1 Botón de amperaje
2 Gas/Dig
3 Control codificador
Para acceder a las funciones avanzadas,
pulse y mantenga pulsado el botón de
amperaje (A) y luego presione el botón de
Gas/Dig. Para desplazarse entre las
funciones avanzadas, presione y suelte el
botón de Gas/Dig. Use el control del
codificador para cambiar los parámetros
de cada función.
Funciones avanzadas:
• Parámetros de inicio programables de
TIG (vea sección 5-2) − Le permiten
definir el amperaje, el tiempo y la
polaridad para personalizar el inicio del
arco para distintos tipos de tungsteno.
• Funciones de retención remota de la
salida y del gatillo (vea sección 5-3) − Se
utilizan para reconfigurar la retención de
RMT 2T para 3T, 4T momentáneo, o Mini
Logic.
• Selección de la forma de onda CA sólo
para los modelos Dynasty (vea
sección 5-4) − Le permite ajustar las
formas de onda de CA como suavizadas,
senoidal, triangular o avanzadas para
cada ubicación de memoria si así lo
desea.
• Selección de amplitud independiente,
sólo para los modelos Dynasty (vea
sección 5-5) − Le permite fijar la misma
amplitud de la forma de onda de CA para
ambos hemiciclos (negativo y positivo) o
efectuar ajustes independientes para
cada hemiciclo.
• Habilitación de punteado (vea
sección 5-6) − Le permite encender la
función de punteado para que esté
disponible para todos los programas.
• Selección de OCV para soldadura con
electrodo convencional (Stick) (vea
sección 5-7) − Le permite seleccionar un
voltaje bajo o normal para el circuito
abierto.
• Selección de la función de verificación de
electrodo pegado (vea la sección 5-9) −
Si la función de verificación de electrodo
pegado está activada y el electrodo de
soldadura (varilla) se pega, la salida se
apaga en un intento por salvar al electro-
do para volver a utilizarlo.
• Funciones de bloqueo (vea
sección 5-9) − Le permiten encender y
apagar la función de bloqueo y ajustar los
niveles de bloqueo.
• Pantallas de los medidores (vea sección
6−10) − Estas pantallas le permiten ajus-
tar los medidores para que muestren el
voltaje y el amperaje de soldadura, o que
aparezcan en blanco cuando suelda en
modo pulsante. También le permiten
seleccionar el amperaje de pico
predefinido o el promedio de amperaje
para el pulso de TIG en CD.
• Calibración del medidor de CD (corriente
continua o directa) (vea la sección 5-11)
− Permite calibrar el voltaje o el amperaje
del medidor de CD.
Para salir de las funciones avanzadas,
pulse y mantenga pulsado el botón de
amperaje (A) y luego presione el botón de
Gas/Dig.
1
2
3

OM-216 869 Página 52
5-2. Parámetros de inicio programables para TIG
. Cada selección de memoria y polaridad tiene sus propios parámetros programables
A. Selección del tungsteno
2
3
1
1 Botón de amperaje
2 Control codificador
3 Medidor de amperaje
Preajuste de los parámetros de inicio
en modo TIG
Use el codificador de control para
seleccionar un tamaño de tungsteno de
entre los siguientes: 0,020, 0,040, 0,062
(1/16 pulg.), 0,094 (3/32 pulg.), ó 0,125 (1/8
pulg.)0,156 (5/32 pulg.), 0,187 (3/16 pulg.)
[0,250 (1/4 pulg.) modelos 700 solamente]
(0,094 es el valor predefinido). Cuando se
selecciona uno de los tamaños del
tungsteno de la lista, se ajustan los
siguientes parámetros de arranque en
modo TIG: Amperaje, tiempo de inicio,
tiempo de la pendiente de inicio y preajuste
mínimo del amperaje. Hay un juego de
parámetros separado para CA y CD (para
seleccionar la polaridad vea la sección C).
Si fuese necesario, o si lo desea, ajustar
manualmente los parámetros de arranque en
modo TIG, gire el codificador hasta que
aparezca GEN en el amperímetro (vea la
sección B).
Corriente (A)
Tiempo
de marcha
(arranque)
Tiempo
de la
pendiente
de inicio
Preajuste mínimo del amperaje
Amperaje
de inicio
TUNG
.094

OM-216 869 Página 53
B. Selección de GEN
1 Control codificador
2 Amperímetro
3 Botón de amperaje
Si se selecciona [GEN] y se muestra
en el amperímetro, los parámetros
de arranque en modo TIG para un
tungsteno de 0,094 serán los valores
predefinidos y para polaridad de CA
sus valores son: Polaridad de inicio =
EP, Amperaje de inicio = 120 A, Tiempo
de arranque = 20 ms, Tiempo de la
pendiente de inicio = 10 ms, Ajuste
mínimo de los amperios = 5 A. Para
la polaridad de CD los valores son:
Polaridad de inicio = EN, Amperaje de
inicio = 60 A, Tiempo de arranque =
1 ms, Tiempo de la pendiente de inicio =
40 ms, Ajuste mínimo de los amperios
= 5 A. Para cambiar manualmente estos
parámetros, pulse la tecla de amperaje
para desplazarse por cada parámetro
ajustable. Para modificar los parámetros,
vea las secciones C, D, E, F, y G.
Corriente (A)
Tiempo
de marcha
(arranque)
Tiempo
de la pendiente
de inicio
Preajuste mínimo del amperaje
20 ms
Corriente (A)
Tiempo
de marcha
(arranque)
Tiempo
de la pendiente
de inicio
Preajuste mínimo del amperaje
1 ms
Relaciones entre los parámetros de inicio predefinidos
para modo TIG en CA con la selección en GEN
120 A
Amperaje
de inicio
10 ms
5 A
Relaciones entre los parámetros de inicio predefinidos
para modo TIG en CD con la selección en GEN
5 Amps
40 ms
Amperaje
de inicio
60 Amps
1
2
3
TUNG
GEN

OM-216 869 Página 54
C. Cambio de la polaridad de inicio programable para modo TIG (sólo modelos Dynasty)
1 Botón de amperaje
2 Control codificador
3 Medidor de amperaje
Para ajustar la polaridad en el inicio
del modo TIG, proceda como se indica
a continuación:
Pulse la tecla del amperaje. El LED del
botón se encenderá al igual que el LED del
medidor en %. Los medidores mostrarán
la polaridad de inicio actual, (SEL] [E−]
o [SEL] [EP], la cual se puede cambiar
(vea la sección 4-15) con el control
del codificador.
Para modificar el amperaje de inicio,
proceda según lo indicado en la sección D.
Corriente (A)
Polaridad
de inicio
2
3
1
POL
En
D. Cambio del amperaje de inicio programable para TIG
1 Botón de amperaje
2 Control codificador
3 Medidor de amperaje
Para ajustar el amperaje de inicio en
el modo TIG, proceda como se indica
a continuación:
Pulse la tecla del amperaje. El LED del
botón se encenderá al igual que el LED del
medidor A. El preajuste mínimo
del amperaje de inicio aparece
en el amperímetro y se puede ajustar (vea
la sección 4-15) haciendo girar el control
del codificador.
Para modificar el tiempo de inicio, proceda
según lo indicado en la sección E.
Corriente (A)
Amperaje
de inicio
1
2
3
STRT 20A

OM-216 869 Página 55
E. Cambio del tiempo de inicio programable
1 Botón de amperaje
2 Control codificador
3 Medidor de amperaje
Para ajustar el tiempo de inicio
programable proceda como se indica
a continuación:
Presione el botón del amperaje y el LED
del medidor S se enciende. El valor actual
del tiempo de inicio aparece en el
amperímetro en milisegundos y se puede
ajustar (vea la sección 4-15) haciendo
girar el control del codificador.
Para modificar el tiempo de la pendiente de
inicio, proceda según lo indicado
en la sección F.
Corriente (A)
Tiempo de marcha (arranque)
3
2
1
TIME
10m
F. Cambio del tiempo de la pendiente de inicio
1 Botón de amperaje
2 Control codificador
3 Medidor de amperaje
Para ajustar el tiempo de la pendiente
de inicio, proceda como se indica
a continuación:
Pulse la tecla del amperaje. El LED
del botón se encenderá al igual que el LED
del medidor S. El valor del tiempo de la
pendiente de inicio aparece en el
amperímetro en milisegundos y se puede
ajustar (vea la sección 4-15) haciendo girar
el control del codificador.
Para modificar el preajuste mínimo
del amperaje, proceda según lo indicado
en la sección G.
Corriente (A)
Tiempo de la pendiente de inicio
1
2
3
SSLP
20m

OM-216 869 Página 56
G. Cambio del preajuste mínimo del amperaje
1 Botón de amperaje
2 Control codificador
3 Medidor de amperaje
Para cambiar el preajuste mínimo
del amperaje proceda como se indica
a continuación:
Pulse la tecla del amperaje. El LED
del botón se encenderá al igual que el LED
del medidor A. El preajuste mínimo del
amperaje se muestra en el amperímetro y
se puede ajustar (vea la sección 4-15)
haciendo girar el control del codificador.
El preajuste
mínimo del amperaje se puede definir de
forma independiente para CA y para CD.
. Cualquiera sea el valor del preajuste
mínimo del amperaje que se haya
elegido, el mismo será el amperaje
mínimo que suministrará la máquina
tanto en CA como en CD.
Corriente (A)
Preajuste mínimo del amperaje
1
2
3
PMIN
5A

OM-216 869 Página 57
5-3. Funciones del control de salida y del gatillo
A. Operación remota (estándar) del gatillo de la antorcha
Corriente (A)
Preflujo
Amperios iniciales
Pendiente inicial
“Slope” final
Posflujo
Amperios principales
Amperios finales
R
R
P/H
Interruptor retenido Control remoto
de pie o de mano
P/H = Presione el gatillo y manténgalo pulsado
S = Suelte el gatillo.
. Si un control remoto de corriente, de pie o de mano, está conectado a la fuente de poder para soldadura, el amperaje inicial, la
pendiente inicial, la pendiente final y el amperaje final son controlados por ese control remoto.
B. Operación remota en modo 2T del gatillo de la antorcha
Corriente (A)
Preflujo
Amperios iniciales
Pendiente inicial
“Slope” final
Posflujo
P/R
Amperios principales
Amperios finales
P/R
P/R = Presione el gatillo y suelte.
. Si el gatillo de la antorcha se mantiene apretado por más de 3 segundos, la operación cambia al modo RMT STD (estándar remoto).

OM-216 869 Página 58
C. Gatillo para el modo de operación 3T
1 3T (operación específica del gatillo)
Para reconfigurar la máquina para el modo
de operación 3T se requiere utilizar el
secuenciador.
El modo 3T requiere de un tipo específico
de control remoto con dos interruptores
de contacto momentáneo indepen-
dientes. Uno de ellos, designado como
interruptor inicial, debe conectarse entre las
patillas A y B del receptáculo remoto 14. Al
segundo se lo designa como interruptor final
y se debe conectar entre las patillas D y E del
receptáculo remoto 14.
2 Control codificador
Para seleccionar 3T, gire el control del
codificador.
Definiciones:
Tasa de la pendiente inicial es la tasa de
crecimiento del amperaje y está determinada
por el amperaje inicial, el tiempo de la
pendiente inicial y el amperaje principal.
Tasa de la pendiente final es la tasa de
decrecimiento del amperaje y está deter-
minada por el amperaje principal, el tiempo
de pendiente final y el amperaje final.
Operación:
A. Presione y suelte el interruptor inicial
dentro de un tiempo de 3/4 segundos para
iniciar el flujo de gas de protección. Para
detener la secuencia de preflujo antes de
que el tiempo de preflujo termine
(25 segundos), presione y suelte el inter-
ruptor final. El temporizador del preflujo se
reiniciará y la secuencia de soldadura
podrá recomenzar.
. Si no se cierra nuevamente el interruptor
inicial antes de que el tiempo de preflujo
termine, el flujo de gas se detendrá, el
temporizador se reiniciará y será
necesario presionar y soltar nuevamente
el interruptor inicial para recomenzar la
secuencia de soldadura.
B. Presione el interruptor inicial para iniciar el
arco con el amperaje inicial. Si mantiene
el interruptor presionado, el amperaje
aumentará según la tasa de la pendiente
inicial (suelte el interruptor para soldar
con el nivel de amperaje deseado).
C. Una vez alcanzado el amperaje principal,
se puede soltar el interruptor inicial.
D. Pulse y mantenga pulsado el interruptor
final para disminuir el amperaje según la
tasa de la pendiente final (suelte el inter-
ruptor para soldar al nivel de amperaje
deseado).
E. Cuando se haya alcanzado el amperaje
final, el arco se extinguirá y el gas de
protección fluye durante el tiempo
establecido en el control de postflujo.
Aplicación:
Mediante el uso de dos interruptores remotos
en lugar de potenciómetros, el modo 3T le
permite al operador aumentar, disminuir o
pausar y mantener indefinidamente el
amperaje dentro de la gama determinada por
los amperajes inicial, principal y final.
1
RMT 3T
Corriente (A)
Operación del gatillo remoto
*
*
*
*
*
*
*
A B CD
E
Preflujo Amperaje inicial/
pendiente inicial
Amperios
principales
Pendiente final/
amperaje final
Posflujo
* Para extinguir el arco en cualquier momento, presione y suelte ambos interruptores, el inicial y el final, o levante la antorcha para
romper el arco.
=3T
2

OM-216 869 Página 59
D. Gatillo para el modo de operación 4T
1 4T (operación específica del gatillo)
2 Control codificador
Para seleccionar 4T, gire el control del codificador.
La operación del gatillo de la antorcha es como se muestra.
El modo de operación 4T le permite al operador cambiar entre
la corriente de soldadura y la corriente final.
. Si tiene un interruptor remoto conectado a la fuente de po-
der para soldadura, use dicho interruptor para controlar el
ciclo de soldadura. El amperaje se controla mediante la
fuente de poder para soldadura.
Aplicación:
Use el método de gatillo 4T cuando se desea todas las
funciones de un control remoto de corriente, pero sólo hay
disponible en control remoto de encender/apagar.
=
RMT
4T
4T
1
Corriente (A)
Preflujo
Amperios iniciales
Pendiente inicial
“Slope” final
Posflujo
P/H R
P/H R
P/R
Amperios principales
Amperios finales
Operación del gatillo de la antorcha
P/R
P/H = Pulse y mantenga pulsado el gatillo; R = Suelte el gatillo; P/R = Presione el gatillo y suelte en menos de 3/4 segundos
2
E. Operación Mini Logic
=
RMT
4TL
Mini Logic
1
1 Pantalla del medidor de Mini Logic
2 Control codificador
Para seleccionar el modo Mini Logic, gire el control del codifi-
cador.
La operación del gatillo de la antorcha es como se muestra.
El modo Mini logic le permite al operador cambiar entre el am-
peraje de la pendiente inicial o el amperaje principal y el ampe-
raje inicial. El amperaje final no está disponible. La pendiente
final siempre descenderá al amperaje mínimo y el ciclo termi-
nará.
. Si tiene un interruptor remoto conectado a la fuente de po-
der para soldadura, use dicho interruptor para controlar el
ciclo de soldadura. El amperaje se controla mediante la
fuente de poder para soldadura.
Aplicación: esta capacidad de cambiar los niveles de corrien-
te sin pendiente inicial o pendiente final le brinda al operador
la posibilidad de ajustar el material de aporte sin romper el arco.
Preflujo
Amperios iniciales
Pendiente inicial
“Slope” final
Posflujo
Amperios principales
Operación del gatillo de la antorcha
*
*
*
*
P/H R
P/R P/R P/R
P/R P/R P/H
P/H = Pulse y mantenga pulsado el gatillo; R = Suelte el gatillo; P/R = Presione el gatillo y suelte en menos de 3/4 segundos
* = El arco puede ser extinguido en cualquier momento según la tasa de la pendiente final con sólo presionar y soltar el gatillo
2

OM-216 869 Página 60
F. Modo de operación 4T momentáneo
1 Pantalla del medidor de 4T momentáneo
2 Control codificador
Para seleccionar el modo 4T momentáneo, gire el control del
codificador.
La operación momentánea del gatillo de la antorcha 4T es
como se muestra.
. Si tiene un interruptor remoto conectado a la fuente de
poder para soldadura, use dicho interruptor para controlar
el ciclo de soldadura. El amperaje se controla mediante
la fuente de poder para soldadura.
Aplicación:
Use el método de gatillo momentáneo 4T cuando se desee
las funciones de un control remoto de corriente pero sólo
esté disponible un control remoto de encender/apagar.
=
RMT
4TE
4T momentáneo principal
Corriente (A)
Preflujo
Amperios iniciales
Pendiente inicial
“Slope” final
Posflujo
Amperios principales
Amperios finales
1
. Para encender por primera vez la antorcha, presione y suelte el gatillo; si el gatillo se mantiene presionado por más de 3 segundos, el ciclo
del gatillo finaliza
P/R
P/R P/R
P/R
P/R = Presione y suelte el gatillo; * = Presionar y soltar durante la pendiente final romperá el arco y dará comienzo al postflujo
P/R
*
2

OM-216 869 Página 61
G. Modo de operación activado del gatillo
Voltaje (V)
Corriente (A)
Corriente (A)
Toque la pieza con el electrodo convencional
Levante el electrodo convencional
Corriente
de toque
Amperaje inicial
Pendiente inicial
Amperaje principal
Toque con el tungsteno
Levante ligeramente el tungsteno
Levante el tungsteno
ENCENDIDO
2 Seg.
Soldadura Stick (convencional por electrodo)
Inicio por elevación del electrodo
*Pendiente final
*Amperaje final
*Se activa con el tiempo de punteado habilitado

OM-216 869 Página 62
5-4. Selección de la forma de onda de CA (sólo modelos Dynasty)
1 Botón de la memoria
En cada ubicación de la memoria se puede
seleccionar cualquiera de las cuatro
formas de onda.
2 Codificador
Use el codificador, en cualquiera de las
nueve ubicaciones de memoria, para
seleccionar entre forma de onda cuadrada
avanzada [ADVS], onda cuadrada suavi-
zada [SOFT] (predefinida), onda sinusoidal
[Sine], u onda triangular [TRI].
. Si durante la operación normal, se
selecciona el amperaje EN o EP, la
pantalla de parámetros izquierda mos-
trará la forma de onda activa [ADVS],
[Soft], [Sine], o [TRI] y la selección in-
dependiente de amplitud (vea sección
5-5) a modo de recordatorio.
Aplicación: use la forma de onda
cuadrada avanzada cuando se requiera un
arco más enfocado para un mejor control
direccional. Use la forma de onda
cuadrada suavizada cuando se desee un
arco más suave con un charco más fluido.
Use la onda sinusoidal para simular una
fuente de poder convencional. Use la
forma de onda triangular cuando se
requieran los efectos del amperaje pico
con aporte de calor total reducido para
ayudar a controlar la distorsión en
materiales finos.
2
1
AC
= Forma de onda cuadrada
avanzada
= Forma de onda cuadrada suavizada
= Onda sinusoidal = Onda triangular
Soft
1

OM-216 869 Página 63
5-5. Selección de amplitud independiente
1 Control codificador
2 Selección de los parámetros del
amperímetro
Para cambiar entre ajustes de amplitud
igual [Same] e independiente [INDP],
gire el control del codificador.
Aplicación: use [Same] si desea ajustar
el mismo amperaje para ambos hemici-
clos, de electrodo negativo (EN) y de
electrodo positivo (EP). Use [INDP] si
desea ajustar un amperaje distinto para
cada hemiciclo de soldadura y obtener
un mayor control de la acción limpiadora
y un ciclo de vida más largo del
tungsteno (vea sección 4-13).
ENEP
Same
1
2
5-6. Habilitación de punteado
1 Codificador
2 Selección de los parámetros del
amperímetro
3 Botón de amperaje
Gire el control del codificador para
encender o apagar el punteado. Una vez
encendido, salga de la programación,
presione el botón de control de amperaje
dos veces y gire el control del codificador
para definir el tiempo de punteado. El
tiempo de punteado predefinido es cero
para cada programa. La habilitación de
punteado funciona sólo en los modos
RMT STD y RMT 2T con retención. Si
hay un control de pie conectado, el
amperaje es controlado por la máquina,
no por el control remoto.
Aplicación: se utiliza para pegado y
unión de hojas finas.
Spot
Off
1
2
3
5-7. Selección del voltaje de circuito abierto (OCV) con electrodo convencional (Stick)
1 Control codificador
2 Pantalla de los medidores
Gire el codificador para cambiar entre los
valores de OCV bajo y normal. La selección
activa se mostrará en los medidores.
Si se selecciona un valor de OCV bajo para
Stick, el voltaje del circuito abierto variará
entre 9 y 14 voltios. Si se selecciona un
valor de OCV normal para Stick, el voltaje
del circuito abierto será de aproximada-
mente 72 voltios.
Aplicación: para la mayoría de las
aplicaciones con electrodo convencional
use un voltaje de circuito abierto bajo. Para
electrodos difíciles de iniciar o para una
aplicación particular, use un voltaje de
circuito abierto normal.
OCV
1
LOW
2

OM-216 869 Página 64
5-8. Selección de la función de verificación de electrodo pegado
1 Control codificador
2 Pantalla de selección
de los parámetros del amperímetro
Gire el codificador para activar [ON]
o desactivar [OFF] la función de
verificación de electrodo pegado (STUC)
en la pantalla del medidor.
Si la función de verificación de electrodo
pegado está activada y el electrodo de sol-
dadura (varilla) se pega, la salida
se apaga.
Aplicación: Para la mayoría de las
aplicaciones con electrodo convencional
(Stick), desactive la función de verificación
de electrodo pegado. Si la función de
verificación de electrodo pegado está
activada y el electrodo de soldadura
(varilla) se pega, la salida se apaga en un
intento por salvar al electrodo para volver
a utilizarlo. Esto le proporciona tiempo al
operario para despegar el electrodo o
desconectarlo del portaelectrodos sin que
se produzca un arco. Active la función de
verificación de electrodo pegado si así lo
desea.
. Algunas aplicaciones pueden
necesitar que la función
de verificación de electrodo pegado
esté desactivada. Por ejemplo:
gruesos electrodos convencionales
que funcionan con amperajes
elevados requerirán que la función
esté desactivada.
ONSTUC
1
2

OM-216 869 Página 65
5-9. Funciones de bloqueo
A. Configuración de las funciones de bloqueo
2
OFF
Code
1
OFF
Lock
Vea en la sección 4-1 la explicación de los controles referidos
a la sección 5-9.
Hay cuatro (1−4) niveles de bloqueo distintos. Cada nivel sucesivo
le permite mayor flexibilidad al operador.
. Antes de activar los niveles de bloqueo, asegúrese de que todos
los procedimientos y parámetros hayan sido definidos. El ajuste
de los parámetros está limitado mientras los niveles de bloqueo
están activados.
Para activar la función de bloqueo, proceda como sigue:
1 Control codificador
2 Botón de amperaje (A)
Presione el botón de amperaje (A) para cambiar entre las pantallas
de bloqueo y código. Mueva el botón hasta que se muestre el código.
Gire el control del codificador para seleccionar el número de código
de bloqueo. El número de código aparecerá en el medidor de
amperaje. Seleccione cualquier número entre [1] y [999].
IMPORTANTE: recuerde este número de código, ya que lo
necesitará para desactivar la función de bloqueo.
Pulse el botón de amperaje (A) hasta que se muestre el bloqueo
(LOCK). Ahora puede seleccionar el nivel de bloqueo.
Hay cuatro niveles de bloqueo disponibles. Gire el control del
codificador para seleccionar el nivel de bloqueo (vea en las
secciones 5-9B la descripción de los niveles de bloqueo).
Una vez que haya introducido los tres dígitos deseados y
seleccionado el nivel de bloqueo, salga del modo de funciones
avanzadas (vea sección 5-1).
Para desactivar la función de bloqueo, proceda como se indica
a continuación:
Use el control del codificador para introducir el mismo número de
código que utilizó para activar la función de bloqueo.
Presione el botón de amperaje (A). La pantalla del medidor de
amperaje (derecha) cambiará a [OFF]. La función de bloqueo está
ahora desactivada.
Cambie
Seleccione
Seleccione el nivel de bloqueo
1 a 999
1, 2, 3, ó 4
Cambie
el número de código

OM-216 869 Página 66
B. Niveles de bloqueo
. Antes de activar los niveles de bloqueo,
asegúrese de que todos los procedi-
mientos y parámetros hayan sido esta-
blecidos. El ajuste de parámetros está
limitado mientras los niveles de blo-
queo están activados.
Nivel 1
. El control remoto del amperaje no está
disponible en el nivel 1.
Selección de salida en modo TIG
Si el proceso de impulso TIG con AF o Lift
Arc TIG (vea sección 4-7) estaba activo al
definir el nivel de bloqueo 1, el operador
puede elegir entre RMT STD (estándar
remoto) o RMT 2T HOLD (retención remota
2T) (vea sección 4-9). Si la función Lift Arc
para TIG está activa, la función de
encendido también estará disponible.
Selección de salida para electrodo
convencional (Stick)
Si el proceso Stick estaba activo al definir el
nivel de bloqueo 1, el operador puede elegir
entre RMT STD y encendido.
Si la selección o el cambio de parámetros
están limitados por el nivel de bloqueo 1, la
pantalla mostrará [LOCK][LEV1] a modo de
recordatorio.
Nivel 2
. Sl control remoto del amperaje no está
disponible en el nivel 2.
Incluye todas las funciones del nivel 1
más la selección de memoria, polaridad y
proceso (vea las secciones 4-6 y 4-7).
Si la selección o el cambio de parámetros
están limitados por el nivel de bloqueo 2, la
pantalla mostrará [LOCK][LEV2] a modo de
recordatorio.
Nivel 3
. Sl control remoto de amperaje no
está disponible en el nivel 3.
Incluye todas las funciones de los niveles 1
y 2 más las siguientes:
Ajuste de +/− 10% del amperaje prefijado
de soldadura TIG o Stick
Seleccione el proceso deseado, TIG o
Stick, y use el control del codificador para
ajustar el amperaje en +/− 10% del valor de
amperaje prefijado, hasta los límites de la
máquina. Si el operador intenta cambiar el
amperaje más allá del +/− 10%, el medidor
de amperaje (derecha) mostrará
[LOCK][LEV3] a modo de recordatorio.
Control de encendido/apagado del
modo pulsante
Le permite al operador encender/apagar el
control de pulsos.
Si la selección o el cambio de parámetros
están limitados por el nivel de bloqueo 3, la
pantalla mostrará [LOCK][LEV3] a modo de
recordatorio.
Nivel 4
Incluye todas las funciones de los niveles 1,
2 y 3 más las siguientes:
Control remoto del amperaje
Le permite al operador usar el control
remoto de amperaje si así se desea.
El control remoto funciona entre los valores
mínimos y máximos prefijados para el
amperaje. Conecte el dispositivo de control
remoto según lo indicado en la
sección 3-13.
Si la selección o el cambio de parámetros
están limitados por el nivel de bloqueo 4, la
pantalla mostrará [LOCK][LEV4] a modo de
recordatorio.
L2
L2 L2 L1 L3
Use el control del codificador para
ajustar el amperaje en +/− 10% del
valor prefijado del amperaje.
L3
Niveles 1, 2 y 3
Nivel 4
AJ
B
K
I
C
L
NH
D
M
G
E
F
Indica cuáles funciones están disponibles
para el nivel de bloqueo correspondiente.

OM-216 869 Página 67
5-10. Configuración de la unidad para que los medidores estén en blanco durante el
modo de soldadura pulsante
1 Control codificador
2 Pantalla de selección de los
parámetros del amperímetro
Gire el codificador para cambiar entre las
pantallas voltaje/amperaje [V/A] y apagada
[OFF] del medidor.
[V/A]
Esta pantalla muestra el amperaje de pico
para TIG pulsante tanto en CA como en
CD. Si suelda con pulsos a una frecuencia
de un pulso por segundo o superior con
TIG en CD, los medidores muestran el
voltaje y el amperaje promedio. Si suelda
con pulsos con TIG en CA, la pantalla del
medidor puede no ser estable y, en este
caso, los valores mostrados sólo sirven
como referencia.
[OFF]
Esta pantalla muestra el amperaje de pico
para TIG pulsante tanto en CA como en
CD. El medidor muestra [PULS] [WELD]
mientras suelda con pulsos. La función
Meter Hold (retención de la lectura) está
desactivada. Si está trabajando en el modo
de soldadura no pulsante, la pantalla
muestra el voltaje y el amperaje y la reten-
ción de lectura no es afectada.
[AVG]
Esta pantalla muestra el amperaje
promedio para TIG pulsante en CD, y el
amperaje de pico para TIG pulsante en CA.
Si suelda con pulsos a una frecuencia de
un pulso por segundo o superior con TIG
en CD, los medidores muestran el voltaje
y el amperaje promedio. Si suelda con
pulsos con TIG en CA, la pantalla del me-
didor puede no ser estable y, en este caso,
los valores mostrados sólo sirven como
referencia.
V/AMETR
1
2
1 Control codificador
2 Pantalla de selección de los parámetros
del amperímetro
Calibración del amperaje:
El rango de calibración del amperaje es de
±10 A.
Para calibrar el medidor de amperaje de la
máquina compárelo con el amperaje medido
por el medidor de un banco de carga y sume
o reste la diferencia encontrada entre el
medidor de la máquina y el del banco de car-
ga.
Por ejemplo:
Medidor Medidor Ajuste MCAL
de la máquina del banco de carga Amp
100 A 105 A +5 A
100 A 95 A −5 A
3 Botón del amperaje
4 Pantalla de selección de los parámetros
de voltaje
Calibración del voltaje:
El rango de calibración del voltaje es de ±9,9 V.
Para calibrar el voltaje, pulse el botón de am-
peraje y aparecerá [MCAL] [OV] en la pantalla.
Para calibrar el medidor de voltaje de la máq-
uina compárelo con el voltaje medido por el
medidor de un banco de carga y sume o reste
la diferencia encontrada entre el medidor de la
máquina y el del banco de carga.
Por ejemplo:
Medidor Medidor Ajuste MCAL
de la máquina del banco de carga Voltios
10.0 V 10.5 V +0.5 V
10.0 V 9.5 V −0.5 V
5-11. Calibración del medidor de CD
OAMCAL
12
MCAL
OV
3
4

OM-216 869 Página 68
SECCION 6 − MANTENIMIENTO Y REPARACIÓN
DE AVERÍAS
6-1. Mantenimiento rutinario
! Desconecte la potencia antes de dar servicio.
A. Fuente de poder de soldadura
n = Chequee Z = Cambie ~ = Limpie Δ = Repare l = Reemplace
*Debe ser hecho por un agente de servicio autorizado por la fábrica
Cada
3 meses
~ Terminales para la soldadura
nl Etiquetas nl Mangueras de gas
Cada
3 meses
nΔ l Cables y cordones
Cada
6 meses
~ Durante períodos de servicio pesado limpie mensualmente * Ajuste o limpie la distancia de chispa
0,010
(0,254 mm)
B. Enfriador
n = Chequee Z = Cambie ~ = Limpie Δ = Repare l = Reemplace
*Debe ser hecho por un agente de servicio autorizado por la fábrica
Cada
3 meses
~ Filtro del enfriador, en períodos
de servicio pesado limpie con mayor
frecuencia.
~ Limpie con aire comprimido las
aletas del intercambiador de calor.
n Chequee el nivel del refrigerante. Llene hasta
casi el tope con agua destilada o desmineralizada
si es necesario.
Cada
6 meses
nl Mangueras
nl Etiquetas
Cada
12 meses
Z Reemplace el refrigerante

OM-216 869 Página 69
6-2. Soplando con aire comprimido el interior de la unidad
! No quite el montaje al usar
aire comprimido dentro de la
unidad.
Al usar aire comprimido, dirija el
flujo del aire a través de las ranuras
delanteras y traseras de la unidad
como se muestra.
803 900-B
Torx M30
Herramientas necesarias:
6-3. Mantenimiento del enfriador
804 649-A / Ref. 801 194
! Desconecte la entrada de ali-
mentación antes de efectuar
tareas de mantenimiento.
1 Filtro del enfriador
Desenrosque la carcasa para
limpiar el filtro.
Procedimiento para cambiar el
refrigerante: para drenar el
refrigerante incline la unidad hacia
atrás o use una bomba de succión.
Llene con agua limpia y déjela
correr por 10 minutos. Drene el
agua y llene el sistema con
refrigerante (vea sección 3-21).
. Si debe reemplazar las
mangueras, use mangueras
de material compatible con
etilenglicol, como Buna-n,
Neoprene, o Hypalon. NOTA:
las mangueras para soldadura
oxiacetilénica no son com-
patibles con ningún producto
que contenga etilenglicol.
1

OM-216 869 Página 70
6-4. Reparación de averías
A. Mensajes de ayuda que aparecen en las pantallas del voltímetro/amperímetro y del enfriador
. Las direcciones indicadas son con
referencia a la parte frontal de la
unidad. Todos los circuitos a los cuales
nos referimos están ubicados dentro
de la unidad.
1 Pantalla típica de ayuda. Las pan-
tallas de ayuda están numeradas
hasta el 30 para los modelos 350
y para los modelos 700 con motor
superior. Para los modelos 700 con
motor inferior la numeración llega
hasta el número 40.
w Pantalla HELP 30
Indica una apertura o un cortocircuito en los
circuitos de protección térmica ubicados en
el inductor de entrada de la unidad. Si
la pantalla muestra este mensaje,
comuníquese con un agente del servicio
técnico autorizado por la fábrica.
w Pantalla HELP 31
Indica un desperfecto en el circuito primario
de potencia causado por una condición de
sobrecorriente en el circuito primario de
conmutación de los IGBT. Si la pantalla
muestra este mensaje, comuníquese con
un agente del servicio técnico autorizado
por la fábrica.
w Pantalla HELP 32
Indica una apertura o un cortocircuito en los
circuitos de protección térmica ubicados en
la parte izquierda de la unidad. Si la pantalla
muestra este mensaje, comuníquese con
un agente del servicio técnico autorizado
por la fábrica.
w Pantalla HELP 34
Indica una apertura o un cortocircuito en los
circuitos de protección térmica ubicados en
la parte derecha de la unidad. Si la pantalla
muestra este mensaje, comuníquese con
un agente del servicio técnico autorizado
por la fábrica.
w Pantalla HELP 8
Indica un desperfecto en el circuito
secundario de potencia de la unidad
producido por una condición grave de
apertura del circuito. Si la pantalla muestra
este mensaje, comuníquese con un agente
del servicio técnico autorizado por la
fábrica.
w Pantalla HELP 14
La unidad no está lista. Las barras del
circuito primario no alcanzan su potencia
máxima.
w Pantalla HELP 16
El voltaje secundario es muy alto.
Enderece o acorte los cables de soldadura.
Si esto no corrige el problema, comuní-
quese con un agente del servicio técnico
autorizado por la fábrica.
w Pantalla HELP 20
Indica que el suministro de potencia para
los accionamientos primarios ha fallado. Si
la pantalla muestra este mensaje, comuní-
quese con un agente del servicio técnico
autorizado por la fábrica.
w Pantalla HELP 21
Indica que se ha detectado una retroa-
limentación de voltaje o corriente con el
contactor apagado. Si la pantalla muestra
este mensaje, comuníquese con un agente
del servicio técnico autorizado por la
fábrica.
w Pantalla HELP 22
No hay voltaje ni corriente con el contactor
encendido. Si la pantalla muestra este
mensaje, comuníquese con un agente del
servicio técnico autorizado por la fábrica.
w Pantalla HELP 24
Indica una falla en el suministro de potencia
al control y a la placa de interfaz PC6. La
causa puede ser un cortocircuito en la
patilla A o en la patilla B del control remoto.
1
V
HELP 30
A
2 Pantallas típicas de ayuda con
texto. Las palabras [TOP] o [BOT]
aparecerán luego del mensaje que
identifica el motor afectado en los
modelos 700.
w [Over][Temp]
Se enciende por dos segundos, luego
parpadea:
[Sec] − Indica que la parte izquierda de
la unidad se ha sobrecalentado. La unidad
se ha apagado para permitir que el
ventilador la enfríe (vea sección 3-4). La
operación continuará cuando la unidad se
haya enfriado.
[PRI] − Indica que la parte derecha de
la unidad se ha sobrecalentado. La unidad
se ha apagado para permitir que el
ventilador la enfríe (vea sección 3-4). La
operación continuará cuando la unidad se
haya enfriado.
[InD] − Indica que el inductor de
entrada se ha sobrecalentado. La unidad
se ha apagado para permitir que los
ventiladores la enfríen (vea sección 3-4).
La operación continuará cuando la unidad
se haya enfriado.
w [LOW][LINE]
Indica que el voltaje de entrada es
demasiado bajo y la unidad se ha apagado
automáticamente. La operación continuará
cuando el voltaje esté dentro del rango de
operación (±10%). Haga que un electricista
chequee el voltaje de entrada si aparece
este mensaje.
w [HIGH][LINE]
Indica que el voltaje de entrada es
demasiado alto y la unidad se ha apagado
automáticamente. La operación continuará
cuando el voltaje esté dentro del rango de
operación (±10%). Haga que un electricista
chequee el voltaje de entrada si aparece
este mensaje.
w [REL][RMT]
Indica que el gatillo de la antorcha está
presionado. Suelte el gatillo para continuar.
w [not][VALD]
Indica una fijación no permitida en el panel
frontal.
w [AUTO][STop]
La salida se desactiva causando que la
salida de soldadura se detenga, pero el gas
sigue fluyendo.
w [Out][LIMT]
Indica una condición de exceso de potencia
primaria. La corriente de salida disminuye
para limitar el aporte de potencia. Presione
cualquier botón y gire el codificador o inicie
un arco para despejar la última condición
de ayuda.
w [ADV][AUTO]
Indica un ajuste no permitido en el panel
frontal debido a que hay una selección de
Automatización avanzada activada (vea
sección 5).
w [LOCK][LEV 1] 2, 3, ó 4
Indica un ajuste no permitido en el panel
frontal debido a que hay un bloqueo selec-
cionado (vea sección 5-9).
w [ERR][GND]
Apague la potencia de entrada y haga que
una persona calificada inspeccione la uni-
dad. Para quitar el error, apague la unidad
y vuelva a encenderla.
El error aparece sólo si la opción está insta-
lada y ocurre el error.
ERR GND indica que hay corriente pres-
ente en el conductor a tierra verde o verde/
amarillo. Como resultado se inhabilita la
salida de soldadura de la máquina.
ERR GND puede ser causado por un con-
ductor activo haciendo contacto con el cha-
sis.
ERR GND puede ser causado por una pin-
za de trabajo que no está conectada a la
pieza de trabajo.

OM-216 869 Página 71
B. Corrección de averías
Dificultad Remedio
No hay salida de soldadura; la unidad
está completamente sin operar.
Ponga el interruptor de conexión de unidad en la posición prendida (vea sección 3-10).
Revise y reemplace fusibles de línea, si necesario, o rearme el disyuntor (vea sección 3-10).
Revise que las conexiones de entrada de poder sean las correctas (vea sección 3-10).
No hay salida de soldadura; la pantalla
del medidor está On (encendida).
Si está usando un control remoto, asegúrese de que esté habilitado el proceso correcto para
controlar la salida al receptáculo remoto 14 (vea secciones 4-1 y 3-13).
Voltaje de entrada fuera del rango de variación aceptable (vea sección 3-9).
Chequee repare, y reemplace el control remoto.
La unidad se ha sobrecalentado y aparece el mensaje [Over][Temp]. Deje que la unidad se enfríe
con el ventilador encendido (vea lsección 3-4).
La salida de soldadura está errática o
inadecuada.
Use el tamaño y tipo de cable para soldadura apropiado (vea sección 3-12).
Limpie y ajuste todas las conexiones de gas y de soldadura.
No hay salida de 115 Vca en el
receptáculo doble.
Rearme el disyuntor CB1 (vea sección 3-18).
El ventilador no funciona.
Nota: el ventilador sólo funciona
cuando se necesita enfriamiento.
Verifique y quite cualquier cosa que esté bloqueando el movimiento del ventilador.
Haga que la estación de servicio autorizada por la fábrica chequee al motor del ventilador.
El arco está errático.
Use el tamaño de electrodo de tungsteno apropiado (vea sección NO TAG).
Use un electrodo de tungsteno correctamente preparado (vea sección NO TAG).
Reduzca el flujo del gas.
El electrodo de tungsteno se está
oxidando y no queda brillante al terminar
de soldar.
Proteja la zona de soldadura de las corrientes de aire.
Aumente el tiempo de postflujo (vea sección 4-12)
Verifique y ajuste todos los acoples de gas.
Hay agua en la antorcha. Consulte el manual de la antorcha.

OM-216 869 Página 72
SECCION 7 − DIAGRAMAS ELECTRICOS
Ilustración 7-1. Diagrama de circuito para los modelos Dynasty 350

OM-216 869 Página 73
243 217-C
No toque partes eléctricamente vivas.
Desconecte la potencia de entrada o pare el motor antes dar ser-
vicio a este equipo.
No lo opere sin las tapas en sitio.
Asegúrese que sólo personas capacitadas instalen, usen, o den
servicio a esta unidad.
¡Cuidado!
Riesgo de choque o
golpe eléctrico

OM-216 869 Página 74
Ilustración 7-2. Diagrama de circuito para los modelos Maxstar 350

OM-216 869 Página 75
243 215-C
No toque partes eléctricamente vivas.
Desconecte la potencia de entrada o pare el motor antes dar ser-
vicio a este equipo.
No lo opere sin las tapas en sitio.
Asegúrese que sólo personas capacitadas instalen, usen, o den
servicio a esta unidad.
¡Cuidado!
Riesgo de choque o
golpe eléctrico

OM-216 869 Página 76
Ilustración 7-3. Diagrama de circuito para los modelos Dynasty 700 (1 de 2)

OM-216 869 Página 77
243 218-C
No toque partes eléctricamente vivas.
Desconecte la potencia de entrada o pare el motor antes dar ser-
vicio a este equipo.
No lo opere sin las tapas en sitio.
Asegúrese que sólo personas capacitadas instalen, usen, o den
servicio a esta unidad.
¡Cuidado!
Riesgo de choque o
golpe eléctrico

OM-216 869 Página 78
Ilustración 7-4. Diagrama de circuito para los modelos Dynasty 700 (2 de 2)

OM-216 869 Página 79
243 218-C
No toque partes eléctricamente vivas.
Desconecte la potencia de entrada o pare el motor antes dar ser-
vicio a este equipo.
No lo opere sin las tapas en sitio.
Asegúrese que sólo personas capacitadas instalen, usen, o den
servicio a esta unidad.
¡Cuidado!
Riesgo de choque o
golpe eléctrico

OM-216 869 Página 80
Ilustración 7-5. Diagrama de circuito para los modelos Maxstar 700 (1 de 2)

OM-216 869 Página 81
243 216-B
No toque partes eléctricamente vivas.
Desconecte la potencia de entrada o pare el motor antes dar ser-
vicio a este equipo.
No lo opere sin las tapas en sitio.
Asegúrese que sólo personas capacitadas instalen, usen, o den
servicio a esta unidad.
¡Cuidado!
Riesgo de choque o
golpe eléctrico

OM-216 869 Página 82
Ilustración 7-6. Diagrama de circuito para los modelos Maxstar 700 (2 de 2)

OM-216 869 Página 83
243 216-B
No toque partes eléctricamente vivas.
Desconecte la potencia de entrada o pare el motor antes dar ser-
vicio a este equipo.
No lo opere sin las tapas en sitio.
Asegúrese que sólo personas capacitadas instalen, usen, o den
servicio a esta unidad.
¡Cuidado!
Riesgo de choque o
golpe eléctrico

OM-216 869 Página 84
228 525-B
Ilustración 7-7. Diagrama de circuito para el enfriador
No toque partes eléctricamente vivas.
Desconecte la potencia de entrada o pare el motor antes dar ser-
vicio a este equipo.
No lo opere sin las tapas en sitio.
Asegúrese que sólo personas capacitadas instalen, usen, o den
servicio a esta unidad.
¡Cuidado!
Riesgo de choque o
golpe eléctrico

OM-216 869 Página 85
SECCIÓN 8 − ALTA FRECUENCIA (HF)
8-1. Procesos de soldadura usándose AF
Soldadura TIG
Trabajo
high_freq1_05-10spa − S-0693
1 Voltaje AF
TIG − Ayuda a que el arco salte la
distancia de aire entre la antorcha
y la pieza de trabajo y/o estabiliza
el arco.
1
8-2. Instalación que muestra fuentes posibles de interferencia de alta frecuencia
50 pies
(15 m)
S-0694
13
9
8
7
1
2
4 5 6
3
10
11, 12
14
No se han seguido
las buenas prácticas
Zona de Soldadura
Fuentes de Radiación de Alta
Frecuencia Directa
1 Fuente de alta frecuencia (la fuente
de poder con un generador de alta
frecuencia integral o una unidad
separada de alta frecuencia)
2 Cables de Soldadura
3 Antorcha
4 Grampa de Tierra
5 Pieza de Trabajo
6 Mesa de Trabajo
Orígenes de Conducto de Alta
Frecuencia
7 Cable de Potencia de Entrada
8 Dispositivo para desconectar la línea
9 Alambrado de Entrada
Fuentes de Re-Radiación de AAF
10 Objetos de Metal no Conectados a
Tierra
11 Luces
12 Alambrado
13 Tubos de Agua con sus Conexiones
14 Cables Eléctricos o de Teléfono

OM-216 869 Página 86
1 Fuente de Alta Frecuencia
(Soldadora con AF integral o unidad
de AF separada)
Conecte a tierra el bastidor externo
(elimine la pintura de alrededor del agujero
en la caja y use el tornillo de la caja), el
terminal de trabajo y el dispositivo de
desconexión de la línea al igual que la
entrada de corriente y la mesa de trabajo.
2 Punto Central de la Zona de
Soldadura
Punto medio entre la fuente de alta fre-
quencia y la antorcha de soldar.
3 Zona de Soldadura
Un círculo de 50 pies (15 m) del punto
central en todas las direcciones.
4 Cables de Salida de Soldadura
Mantenga los cables de un tamaño lo más
corto posible y lo más cerca del uno al otro.
5 Unión de los Conductos y Conexión a
Tierra
Junte eléctricamente todas las secciones
de conducto usando trenzas de cobre o
alambre trenzado. Conecte el conducto a
tierra cada 50 pies (15 m).
6 Tubos de Agua y sus Conexiones
Conecte a tierra los tubos de agua cada 50
pies (15 m).
7 Cables Eléctricos o Líneas
Telefónicas
Ubique el orígen de AF por lo menos a una
distancia de 50 pies (15 m) de los alambres
de potencia y las líneas de teléfono.
8 Varilla para Conectar a Tierra
Consulte el Código Nacional Eléctrico para
las especificaciones.
Requeriementos para Edificios
Metálicos
9 Métodos de Conexión de los Paneles
de un Edificio Metálico
Atornille o suelde los paneles metálicos el
uno al otro instalando trenzas de cobre o
alambre trenzado a través de la uniones y
luego conecte el armazón a tierra.
10 Ventanas y Aberturas de Puertas
Cubra todas las ventanas y aberturas de
puertas con malla de cobre conectada a
tierra de un grosor no más grande de 1/4
pulg. (6,4 m).
11 Riel para una Puerta Sobre la
Cabeza
Conecte esta riel a tierra.
8-3. Instalación recomendada para reducir la interferencia de alta frecuencia
Ref. S-0695 / Ref. S-0695
1
2
3
50 pies
(15 m)
4
7
50 pies
(15 m)
8
5
8
6
9
11
10
8
8
Se han seguido las buenas
prácticas
Conecte a tierra la
pieza de trabajo si
lo requiere el
código.
Edificio que
no sea de
metal
Conecte a tierra todo los objetos
de metal y todo el alambrado de
la zona de soldadura usando
alambre No. 12 AWG
Edificio Metálico

OM-216 869 Página 87
SECCION 9 − GUÍA PARA SOLDADURA TIG (GTAW)
9-1. Fijaciones típicas para GTAW
A. Fijación para aluminio CA – GTAW de 1/8 pulg. (modelos Dynasty solamente)
Este símbolo indica cuáles funciones deberían estar activas para aluminio.
. Algunos de los controles que se muestran arriba pueden que no sean de su máquina (la Dynasty 350/700 está ilustrada).
• Encienda la potencia eléctrica (el interruptor está localizado en el panel de atrás).
• Oprima la membrana de interruptor de polaridad hasta que el indicador luminoso (LED en inglés) de CA esté encendido.
• Oprima la membrana de interruptor de proceso (process) hasta que el indicador luminoso de impulso de TIG HF (alta frecuencia)
esté encendido.
• Oprima la membrana de interruptor de salida hasta que se encienda el indicador luminoso RMT STD.
• Oprima la membrana de interruptor de ajustar hasta que el indicador luminoso de Posflujo (Post Flow) esté encendido.
• Dé vuelta al control codificador para fijar 15 segundos de tiempo de posflujo.
• Oprima la membrana de interruptor de forma de onda (Waveshape) CA hasta que el indicador luminoso de equilibrio (Balance)
esté encendido.
• Dé vuelta al control codificador para fijar el equilibrio (Balance) deseado (65 – 80%)
• Oprima la membrana de interruptor de la forma de onda CA hasta que el indicador luminoso de frecuencia CA esté encendido.
• Dé vuelta al control codificador para fijar el radio deseado: Típicamente en la gama de (75A EP / 100A EN) a (50A EP / 100A EN)
• Oprima la membrana de interruptor de amperaje A hasta que el indicador luminoso esté encendido.
• Dé vuelta al control codificador para fijar el amperaje (125−160 amps.).
• Control de los pulsos (si es aplicable, vease sección 4-10).
. El amperímetro exhibe el parámetro para cualquiera de las siguientes unidades de medida cuando estén activas: amperaje,
tiempo, porcentaje, o frecuencia. El indicador luminoso (LED) correspondiente, localizado directamente debajo del amperaje,
también se encenderá. El amperímetro también indica que el amperaje actual mientras se esté soldando.
226 868-B

Om-216 869 Página 88
B. Fijación para acero dulce y acero inoxidable CD – GTAW de calibre 16
Este símbolo indica cuáles funciones deberían estar activas para acero inoxidable o acero dulce.
. Algunos de los controles que se muestran arriba pueden que no sean de su máquina (la Dynasty 350/700 está ilustrada).
• Encienda la potencia eléctrica (el interruptor está localizado en el panel de atrás).
• Oprima la membrana de interruptor de polaridad hasta que el indicador luminoso (LED en inglés) de CD esté encendido (modelos
Dynasty solamente).
• Oprima la membrana de interruptor de proceso (process) hasta que el indicador luminoso de impulso de TIG HF (alta frecuencia)
esté encendido.
• Oprima la membrana de interruptor de salida hasta que se encienda el indicador luminoso RMT STD.
• Oprima la membrana de interruptor de ajustar hasta que el indicador luminoso de Posflujo (Post Flow) esté encendido.
• Dé vuelta al control codificador para fijar 8 segundos de tiempo de posflujo.
• Oprima la membrana de interruptor de amperaje A hasta que el indicador luminoso esté encendido.
• Dé vuelta al control codificador para fijar el amperaje (50 - 80 amps. para acero inoxidable) o (55 − 88 amps. para acero dulce*).
• Control de los pulsos (si es aplicable, vease sección 4-10).
. El amperímetro exhibe el parámetro para cualquiera de las siguientes unidades de medida cuando estén activas: amperaje,
tiempo, porcentaje, o frecuencia. El indicador luminoso (LED) correspondiente, localizado directamente debajo del amperaje,
también se encenderá. El amperímetro también indica que el amperaje actual mientras se esté soldando.
226 868-B

OM-216 869 Página 89
SECCION 10 − SELECCIÓN Y PREPARACIÓN DE
UN ELECTRODO DE TUNGSTENO PARA SOLDADURA
POR ARCO EN CC O CA EN MÁQUINAS CON INVERSOR
gtaw_Inverter2010−04spa
! Siempre que sea posible y práctico, utilice corriente continua (CC) para la salida de soldadura en vez de
corriente alterna (CA).
10-1. Selección de un electrodo de tungsteno
(Use guantes limpios para evitar la contaminación del tungsteno)
Rango de amperaje - Tipo de gas ♦ - Polaridad
Diámetro del electrodo (DCEN) − Argón
Electrodo negativo corriente directa
(Para utilizar con acero al carbono o inoxidable)
CA − Argón
Control de equilibrio con 65%
de ciclo negativo del electrodo
(Para utilizar con aluminio)
Electrodos de tungsteno aleados con: cerio al 2 % (banda naranja), lantano al 1,5 % (banda gris) o torio al 2 % (banda roja)
0,010” (1 mm) Hasta 25 Hasta 20
0,020” (1 mm) 15-40 15-35
0,040” (1 mm) 25-85 20-80
1/16” (1,6 mm) 50-160 50-150
3/32” (2,4 mm) 130-250 135-235
1/8” (3,2 mm) 250-400 225-360
5/32” (4,0 mm) 400-500 300-450
3/16” (4,8 mm) 500-750 400-500
1/4” (6,4 mm) 750-1000 600-800
♦El caudal habitual de argón varía entre 11 y 35 cfh (pies cúbicos por hora).
Las cifras indicadas constituyen sólo una guía y han sido elaboradas a partir de las recomendaciones de la Sociedad norteamericana de soldadura
(AWS) y los fabricantes de electrodos.
10-2. Preparación del electrodo de tungsteno para soldadura con electrodo negativo
corriente directa (DCEN) o soldadura con CA en máquinas con inversor
! El esmerilado del electrodo produce polvo y despide chispas que pueden causar lesiones e iniciar incendios.
Utilice una amoladora con ventilación localizada (ventilación forzada) o use un respirador aprobado. Si necesi-
ta información relacionada con la seguridad, consulte las Hojas de datos de seguridad de los materiales
(MSDS). Procure utilizar electrodos de tungsteno que contengan cerio, lantano o itrio en vez de torio, pues el
polvo producido al esmerilar los electrodos toriados contiene material con bajo nivel de radioactividad. De-
seche el polvo producido por la amoladora de forma segura para el medio ambiente. Use protectores faciales
y de manos y cuerpo adecuados. Mantenga los materiales inflamables alejados del área de trabajo.
1 Rueda de amolar
Antes de soldar, esmerile el extremo del
electrodo de tungsteno con una rueda de
amolar con abrasivo duro y de grano fino. No
utilice dicha rueda para otros trabajos pues
puede contaminar al electrodo y producir
una soldadura de baja calidad.
2 Electrodo de tungsteno
Se recomienda utilizar un tungsteno ceriado
al 2 %.
3 Extremo romo
El diámetro de la parte roma del extremo
del electrodo determina la capacidad de
amperaje.
4 Rectificado recto
Esmerile a lo largo del electrodo, no en
sentido radial.
1
3
4
2
El esmerilado
radial ocasiona
un arco errático
Preparación incorrecta del electrodo
2,5 veces el diámetro
del electrodo
La preparación correcta del electrodo
produce un arco estable

OM-216 869 Página 90
SECCION 11 − GUÍA PARA SOLDADURA TIG (GTAW)
! Cuando se esmerila el electro-
do de tungsteno se produce
polvo y chispas que pueden
causar lesiones y comenzar
un incendio. Use extracción
forzada de aire cerca del es-
merilador y use un respirador
aprobado. Lea los MSDS para
información de seguridad.
Considere el uso de tungsteno
que contiene serio, o lantano.
El polvo de esmeril que viene
de los electrodos de aleación
de torio contiene un material
radioactivo de bajo nivel. De-
seche el polvo del amolador
adecuadamente en una man-
era segura que se recomienda
para el medio ambiente. Use
protección apropiada para la
cara, manos y el cuerpo. Man-
tenga materiales inflamables
lejos.
1 Pieza de trabajo
Asegúrese que la pieza de trabajo
esté limpia antes de soldar.
2 Pinza de trabajo
Póngalo lo más cerca que fuera pos-
ible al punto de suelda.
3 Antorcha
4 Material de aporte (si es
necesario)
5 Boquilla de gas
6 Electrodo de tungsteno
Seleccione y prepare el tungsteno de
acuerdo a la seccion 10.
Directivas:
El diámetro interno de la boquilla de
gas debe de ser por lo menos tres
veces el diámetro del tungsteno para
proporcionar cubertura de gas pro-
tector adecuado. (Por ejemplo, si el
tungsteno es 1/16 pulg., la boquilla de
gas debe de tener un diámetro de por
lo menos 3/16 pulg.
La extensión del tungsteno es la
distancia que el tungsteno sobresale
a la boquilla de la antorcha.
La extensión del tungsteno no debe
ser mayor que el diámetro interno de
la boquilla de gas.
El largo del arco es la distancia desde
el tungsteno a la pieza de trabajo.
11-1. Posicionando la antorcha
Ref. ST-161 892
1
10−25°
10−15°
6
2
3
4
90°
4
5
3/16
pulg
1/16 pulg
6
5
Vista desde debajo de la boquilla

OM-216 869 Página 91
Quite el material de aporte
Añada material de aporte
Mueva la antorcha hacia la parte frontal
del charco. Repita el proceso
Tungsteno con material de aporte
Mueva la antorcha hacia la parte frontal
del charco. Repita el proceso
Dirección de la soldadura
ST-162 002-B
75°
75°
15°
Tungsteno sin material de aporte
Forme un charco
Incline la antorcha
Dirección de la soldadura
Forme un charco
Incline la antorcha
11-2. Movimiento de la antorcha mientras se suelda
11-3. Posicionando la antorcha de tungsteno para diferentes tipos de uniones de
soldadura
ST-162 003 / S-0792
75°
70°
90°
20°
20°
10°
15°
75°
20-40°
30°
15°
75°
90°
15°
Soldadura a tope con cordón tipo cordel
Unión “T”
Unión de falda
Unión de esquina

OM-216 869 Page 92
SECCION 12 − DIRECTIVAS DE FIJACIÓN INICIAL PARA
SOLDADURA CONVENCIONAL POR ELECTRODO (SMAW)
12-1. Pantalla frontal de “stick” DCEP (Corriente Directa, Electrodo Positivo)
216 869-B
. Algunos de los controles que se muestran arriba pueden que no sean de su máquina (la Dynasty 350/700 está ilustrada).
. Lo gris en la placa de nombre indica una función TIG (vea la Sección 4-1 para la descripción de los controles).
Este símbolo indica cuales funciones deberían estar activas para soldadura Stick DCEP (Corriente directa, electrodo positivo)
• Encienda la potencia eléctrica (el interruptor está localizado en el panel de atrás).
• Oprima la membrana de interruptor de polaridad hasta que el indicador luminoso (LED en inglés) de CD esté encendido
(modelos Dynasty solamente).
• Oprima la membrana de interruptor de proceso (process) hasta que el indicador luminoso STICK esté encendido.
• Oprima la membrana de interruptor de salida hasta que se encienda el indicador luminoso ON.
• Oprima la membrana de interruptor de amperaje A hasta que el indicador luminoso esté encendido.
• Dé vuelta al control codificador para fijar el amperaje
. El amperímetro exhibe el parámetro para cualquiera de las siguientes unidades de medida cuando estén activas: ampera-
je, tiempo, porcentaje, o frecuencia. El indicador luminoso (LED) correspondiente, localizado directamente debajo del am-
peraje, también se encenderá. El amperímetro también indica que el amperaje actual mientras se esté soldando.

OM-216 869 Página 93
SECCION 13 − DIRECTIVAS PARA SOLDADURA
CONVENCIONAL POR ELECTRODO (SMAW)
13-1. Procedimiento para soldadura convencional por electrodo
stick 2008−05spa − ST-151 593
1
4
3
5
2
7
6
Equipo necesario:
Fuente de poder de soldadura
de corriente constante
! La corriente de soldadura
comienza cuando el elec-
trodo toca la pieza de
trabajo.
! La corriente de soldadura
puede dañar partes elec-
trónicas en vehículos. Des-
conecte ambos cables de la
batería antes de soldar en un
vehículo. Ponga la ab-
razadera de tierra lo más cer-
ca posible al sitio donde se
va a soldar.
. Siempre use la ropa de protec-
ción personal apropiada.
1 Trabajo
Asegúrese que la pieza de trabajo
esté limpia antes de soldar.
2 Grampa de tierra
3 Electrodo
Un electrodo de diámetro pequeño
requiere menos corriente que uno
de diámetro grande. Siga las
instrucciones del fabricante de
electrodos cuando esté fijando el
amperaje de soldadura (véase la
Sección 13-2).
4 Porta electrodos aislado
5 Posición del porta electrodos
6 Largo del arco
El largo del arco es la distancia de
la punta del electrodo al trabajo. Un
largo de arco corto con el amperaje
correcto le dará un sonido agudo
cómo si estuviera hirviendo.
7 Escoria
Use un martillo de picar y un cepillo
de alambre para quitar la escoria.
Quite la escoria y chequee el cor-
dón de soldadura antes de hacer
otro paso de soldadura.
Herramientas necesarias:

OM-216 869 Página 94
13-2. Tabla de selección de electrodo y amperaje
Ref. S-087 985-A
3/32
1/8
5/32
3/16
7/32
1/4
1/16
5/64
3/32
1/8
5/32
3/16
7/32
1/4
3/32
1/8
5/32
3/16
7/32
1/4
3/32
1/8
5/32
3/16
7/32
1/4
3/32
1/8
5/32
3/16
7/32
1/4
3/32
1/8
5/32
3/16
3/32
1/8
5/32
6010
&
6011
6013
7014
7018
7024
Ni-Cl
308L
50
100
150
200
250
300
350
400
450
ELECTRODE
DC*
AC
POSITION
PENETRATION
USAGE
MIN. PREP, ROUGH
HIGH SPATTER
GENERAL
SMOOTH, EASY,
FAST
LOW HYDROGEN,
STRONG
SMOOTH, EASY,
FASTER
CAST IRON
STAINLESS
DEEP
DEEP
LOW
MED
LOW
LOW
LOW
LOW
ALL
ALL
ALL
ALL
ALL
FLAT
HORIZ
FILLET
ALL
ALL
EP
EP
EP,EN
EP,EN
EP
EP,EN
EP
EP
6010
6011
6013
7014
7018
7024
NI-CL
308L
*EP = ELECTRODE POSITIVE (REVERSE POLARITY)
EN = ELECTRODE NEGATIVE (STRAIGHT POLARITY)
ELECTRODE
AMPERAGE
RANGE
DIAMETER
13-3. Comenzando el arco
S-0049 / S-0050
1 Electrodo
2 Pieza de trabajo
3 Arco
Técnica de raspar
Arrastre el electrodo a lo largo de la
pieza de trabajo como si estuviera
prendiendo un fósforo; levante el
electrodo ligeramente después de
tocar el trabajo. Si el arco se apaga
es por qué se levantó el electrodo
demasiado alto. Si el electrodo se
pega al trabajo, use un movimiento
rotativo rápido para separarlo.
Técnica de golpe
Mueva el electrodo verticalmente
hacia abajo para golpear la pieza
de trabajo; entonces levántelo lige-
ramente para comenzar el arco. Si
el arco se apaga, quiere decir que
se levantó al electrodo demasiado
alto. Si el electrodo se pega al tra-
bajo, use un movimiento rotativo rá-
pido para separarlo.
1
2
3
1
3
2

OM-216 869 Página 95
13-4. Posicionando el porta electrodos
S-0060
90° 90°
10°-30°
45°
45°
10°-30°
1 Vista de un estremo del
angulo de trabajo
2 Vista lateral del angulo del
electrodo
1
1
2
2
Sueldas de ranura
Sueldas de filete
13-5. Características malas de un cordón de soldadura
S-0053-A
5
4
2
3
1
1 Pedazos de escoria grandes
2 Cordón aspero y desnivelado
3 Pequeño cráter durante la
suelda
4 Sobresale mal
5 Mala penetración
13-6. Características buenas de un cordón de soldadura
S-0052-B
1
5234
1 Salpicadura de escoria muy
fina
2 Cordón uniforme
3 Un cráter moderado durante
la soldadura
Suelde un nuevo cordón o capa por
cada 3.2 mm de grosor en metales
que esté soldando.
4 No sobrepasa
5 Buena penetración dentro del
metal base

OM-216 869 Página 96
13-7. Condiciones que afectan la forma del cordón de soldadura
Angulo muy grande
Angulo muy pequeño
Angulo correcto
S-0061
10° - 30°
Arrastare
Spatter
Angulo del eletrodo
Largo del arco
Velocidad de avance
. A la forma del cordón de solda-
dura le afecta el ángulo del
electrodo, el largo del arco, la
velocidad de avance, y el gro-
sor del material base.
Muy largo
Normal
Muy corto
Lento Normal
Rápido
13-8. Movimiento del electrodo durante la soldadura
S-0054-A
. Una cordón en forma de cordel
es satisfactorio para la mayoría
de las uniones de ranura an-
gosta. Para uniones de ranura
ancha o haciendo puentes
sobre aberturas anchas, una
cordón de vaivén funciona me-
jor.
1 Cordón en forma de cordel;
movimiento constante a lo
largo de la unión
2 Cordón de vaivén;
movimiento de lado a lo largo
de la unión
3 Patrones de vaivén
Usese patrones de vaivén para cu-
brir un área ancha en un paso del
electrodo. No permita que el ancho
del vaivén sea más de 2-1/2 veces
el diámetro del electrodo.
1
2
3

OM-216 869 Página 97
13-9. Uniones a tope
S-0062
1 Tack Welds
Prevent edges of joint from drawing
together ahead of electrode by tack
welding the materials in position be-
fore final weld.
2 Square Groove Weld
Good for materials up to 3/16 in. (5
mm) thick.
3 Single V-Groove Weld
Good for materials 3/16 − 3/4 in.
(5-19 mm) thick. Cut bevel with oxy-
acetylene or plasma cutting equip-
ment. Remove scale from material
after cutting. A grinder can also be
used to prepare bevels.
Create 30 degree angle of bevel on
materials in V-groove welding.
4 Double V-Groove Weld
Good for materials thicker than 3/16
in. (5 mm).
30°
2
1
1/16 in.
(1.6 mm)
3
4
13-10. Unión de falda
S-0063 / S-0064
30°
o menos
30°
o menos
11
2
3
1 Electrodo
2 Soldadura de filete de una
sola capa
Mueva el electrodo en un movi-
miento circular
3 Soldadura de filete de varias
capas
Suelde un segundo nivel cuando se
necesita un filete más fuerte. Quite
la escoria antes de hacer otro pase.
Suelde ambos lados de la unión pa-
ra mayor fuerza.
45°
o menos
1 Electrodo
2 Soldadura de filete
Mantenga el arco corto y muévalo a
una velocidad definida. Sostenga el
electrodo cómo se muestra para dar
la fusión dentro de la esquina. Alinie
el filo de la superficie de soldadura.
Para mayor fuerza suelde ambos la-
dos de la pieza vertical.
3 Depósitos de capa múltiple
Suelde un segundo cordón cuando
se necesita un filete más fuerte. Use
cualquiera de los patrones de vaivén
que se mostraron en la 13-8. Quite la
escoria antes de hacer un nuevo pa-
se de soldadura.
13-11. Unión en forma de “T”
S-0060 / S-0058-A / S-0061
1
2
1
3
2

OM-216 869 Página 98
51-76 mm
(2 - 3 pulg)
6,4 mm
(1/4 pulg)
51-76 mm
(2 - 3 pulg)
1 Tornillo de banco
2 Unión de soldadura
3 Martillo
Golpee la unión de soldadura en la
dirección que se muestra. Una bue-
na suelda se tuerce pero no se rom-
pe.
13-12. Prueba de soldadura
S-0
0
3
2
1
3
2
1
13-13. Soluciones a problemas de soldadura
Porosidad − pequeñas cavidades o huecos que resultan de espacios de gas en el metal de
soldadura.
Causas Posibles Acción Correctiva
Largo del arco muy largo. Reduzca el largo del arco.
Electrodo húmedo. Use un electrodo seco.
Pieza de trabajo sucio. Quite toda la grasa, aceite, humedad, óxido, pintura, recubrimientos, escoria, y suciedad de la super-
ficie a soldarse antes de comenzar a soldar.
Excesiva salpicadura − la salpicadura de partículas de metal derritidas que se enfrían al formar una
forma sólida cerca del cordón de soldadura.
Causas Posibles Acción Correctiva
Amperaje muy alto para el electrodo. Baje el amperaje o seleccione un electrodo más grande.
Largo del arco demasiado largo o el voltaje
muy alto.
Reduzca el largo del arco o el voltaje.
Fusión Incompleta − el metal de soldadura no se ha fundido completamente con el metal base
o con el cordón de soldadura que precedía.
Causas Posibles Acción Correctiva
Inversión de calor insuficiente. Incremente el amperaje. Seleccione un electrodo más grande e incremente el amperaje.
Técnica de soldar inapropiada.
Ponga el cordón tipo cordel en la ubicación apropiada sobre la unión durante la soldadura.
Ajuste el ángulo del trabajo o enanche la ranura para poder llegar hasta el fondo durante la sol-
dadura.
Momentariamente sostenga el arco en las paredes laterales de la ranura cuando use una técnica
de vaivén.
Mantenga el arco en el filo frontal del charco de soldadura.
Pieza de trabajo sucia. Quite toda la grasa, aceite, humedad, óxido, pintura, recubrimientos, escoria y suciedad de las
superficies de trabajo antes de soldar.

OM-216 869 Página 99
Buena penetraciónFalta de penetración
Falta de Penetración − una fusión poco profunda entre el metal de soldadura y el metal
base.
Causas Posibles Acción Correctiva
Preparación inapropriada de unión. Material demasiado grueso. La preparación de la unión y el diseño deben de darle acceso al
fondo de la ranura.
Técnica de soldar inapropiada. Mantenga el arco en el filo frontal del charco de soldadura.
Inversión de calor insuficiente.
Incremente el amperaje. Seleccione un electrodo más grande e incremente el amperaje.
Reduzca la velocidad de avance.
Penetración Excesiva Buena Penetración
Penetración Excesiva − el metal de soldadura está derritiéndose a través del metal base y se queda
colgado debajo de la pieza de soldadura.
Causas Posibles Acción Correctiva
Inversión de calor excesiva. Seleccione un amperaje más bajo. Use electrodos más pequeños.
Incremente y/o mantenga una velocidad de avance constante.
Agujereando la Pieza de Metal − el metal de soldadura se derrite completamente a través del me-
tal base resultando en huecos donde no queda ningún metal.
Causas Posibles Acción Correctiva
Inversión de calor excesiva. Seleccione un amperaje más bajo. Use electrodos más pequeños.
Incremente y/o mantenga una velocidad de avance constante.
Vaivén en el Cordón − el metal de soldadura no está paralelo y no cubre la unión formada por el
metal base.
Causas Posibles Acción Correctiva
Mal pulso. Use las dos manos. Practique la técnica.
El metal base de meuve
en la dirección del
cordón de soldadura
Distorsión − la contracción del metal de soldadura durante la soldadura que forza al metal base
a moverse.
Causas Posibles Acción Correctiva
Inversión de calor excesiva. Use un sostén para mantener el metal base en posición.
Haga sueldas de unión temporarias a lo largo de la unión antes de comenzar la operación de
soldadura.
Seleccione un amperaje más bajo para el electrodo.
Incremente la velocidad de avance.
Suelde en segmentos pequeños y permita que todo se enfríe entre las sueldas.

OM-216 869 Página 100
SECCION 14 − LISTA DE PARTES PARA LOS MODELOS
350
. Los herrajes son de tipo común y no están disponibles a no ser que se los enliste.
Ilustrada la Dynasty 350
805 471-B
2
4
5
6
7
8
9
10
12
1
13
15
16
3
1
22
23
21
20
19
18
17
32
31
30
19
29
28
27
26
25
24
33
Dynasty
Only
33
Maxstar Qty 2
Dynasty Qty 1
34
Ilustración 14-1. Ensamblaje principal

OM-216 869 Página 101
Description
Part
No.
Dia.
Mkgs.
Item
No.
Ilustración 14-1. Ensamblaje principal
Quantity
1 224 519 LABEL, SIDE DYNASTY 350 2... .......... .. .........................................
1 224 525 LABEL, SIDE MAXSTAR 350 2... .......... .. .........................................
2 224 516 INSULATOR, SIDE 2... .......... .. ..................................................
3 216 878 PANEL, SIDE 2... .......... .. ......................................................
4 +213 056 WRAPPER, TOP 1... ......... .. ...................................................
5 203 990 LABEL, WARNING GENERAL PRECAUTIONARY WORDLESS 1... .......... .. .........
5 179 310 LABEL, WARNING GENERAL PRECAUTIONARY WORDLESS, (CE) 1... .......... .. .....
6 213 073 SEAL, LIFT EYE 1... .......... .. ....................................................
7 213 058 LIFT EYE, 1... .......... .. .........................................................
8 T2 226 917 XFMR, 665 115/24 18/18 220 1... .... .. .. .........................................
9 155 436 LABEL, GROUND/PROTECTIVE EARTH 1... .......... .. ..............................
10 218 170 HOSE, NPRN BRD NO 1 X .250 ID X 25.000 1... .......... .. ...........................
12 Ilustración 14-3 PANEL, REAR W/COMPONENTS 1... ..... . ....................................
13 222 760 BRACKET, FILTER BOARD 1... .......... .. ..........................................
14 PC19 233 152 CIRCUIT CARD ASSY, FILTER (CE) 1... .. . .. .................................
15 Ilustración 14-5 HEAT SINK, PRIMARY ASSY 1... ..... . ........................................
16 Ilustración 14-4 WINDTUNNEL, RIGHT HAND W/COMPONENTS 1... ..... . ......................
17 Ilustración 14-7 HEAT SINK, SECONDARY − DYNASTY 350 1... ..... . ...........................
17 Ilustración 14-8 HEAT SINK, SECONDARY − MAXSTAR 350 1... ..... . ...........................
18 PC7 235 476 CIRCUIT CARD ASSY, HF 1... ... .. .. ..........................................
PLG39 115 092 HOUSING PLUG+SKTS, (SERVICE KIT) 2........ .... ............................
19 080 509 GROMMET, SCR NO 8/10 PANEL HOLE .312 SQ .375 HIGH 9... .......... .. ............
20 213 074 CABLE, LEM 23 IN 1... .......... .. .................................................
21 HD1 182 918 TRANSDUCER,CURRENT 400A MODULE SUPPLY V +/− 15V 1... ... .. .. .........
22 213 055 BASE, 1... .......... .. .............................................................
23 Ilustración 14-2 PANEL, FRONT W/CMPNTS 1... ..... . .........................................
215 120 CONNECTION KIT, DINSE 1................ .. ..........................................
24 C6,C7 222 752 CAPACITOR ASSY, 1... .. . .. .................................................
25 Ilustración 14-6 WINDTUNNEL, LEFT HAND W/COMPONENTS 1... ..... . ........................
26 057 357 BUSHING,SNAP−IN NYL .937 ID X 1.125 MTG HOLE 1... .......... .. ..................
27 215 402 PANEL, TOP WINDTUNNEL 1... .......... .. .........................................
28 PC8 233 142 CIRCUIT CARD ASSY, CLAMP (DYNASTY ONLY) 1... ... .. .. .....................
PLG24 163 467 HOUSING PLUG+SKTS, (SERVICE KIT) 1........ .. ..............................
PLG33 201 665 HOUSING PLUG+SKTS, (SERVICE KIT) 1........ .. ..............................
PLG34 148 439 HOUSING PLUG PINS+SKTS, (SERVICE KIT) 1........ .. ........................
29 PC5 247 125 CIRCUIT CARD ASSY, AUX POWER W/PROGRAM 1... ... .. .. ....................
PLG19 131 052 HOUSING RCPT+SKTS, (SERVICE KIT) 1........ .. ..............................
PLG21 115 091 HOUSING PLUG+SKTS, (SERVICE KIT) 1........ .. ..............................
PLG22 131 054 HOUSING RCPT+SKTS, (SERVICE KIT) 1........ .. ..............................
PLG23 115 093 HOUSING PLUG+SKTS, (SERVICE KIT) 1........ .. ..............................
30 226 878 BRACKET, HARNESS SUPPORT (MAXSTAR 700) 1... .......... .. .....................
31 195 666 SCREW, 010−32X .50 TORX PANHD W/GNDRNG STL PLD 2... .......... .. ............
32 213 248 LUG, UNIV W/SCREW 2/0−14 WIRE .266STD 1... .......... .. .........................
33 F8, F9 131 447 CORE, TOROIDAL 1.332 ID X 1.932 OD X .625 THK 2... .. .. ...................
34 235496 CABLE TIE, 0.06−2.000 BUNDLE DIA TREE STYLE PUSH MOUNT... .......... ..
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-216 869 Página 102
. Los herrajes son de tipo común y no están disponibles a no ser que
se los enliste.
804 758-B
5
2
3
4
1
6
7
8
9
10
11
12
13
20
18
17
16
14
15
19
Ilustración 14-2. Panel, Front w/Components
Description
Part
No.
Dia.
Mkgs.
213 339
Item
No.
Ilustración 14-2. Panel, Front w/Components
Quantity
1 213 053 PANEL, LOUVER COVER (ORDER SERIAL NO. CARD ALSO) 1... .......... .. ..........
2 202 553 RECEPTACLE,TWIST LOCK BRASS POWER (FEMALE) 2... .......... .. ...............
3 186 228 O−RING, 0.739 ID X 0.070 H 2... .......... .. ........................................
4 185 712 INSULATOR, BULKHEAD FRONT 2... .......... .. ....................................
5 231 279 FITTING, GAS−CLIP MOUNT 1... .......... .. .......................................
6 213 051 PANEL, FRONT TOP 1... .......... .. ...............................................
7 233 115 PLATE, INDICATOR FRONT − DYNASTY 350 1... .......... .. .........................
7 233 116 PLATE, INDICATOR FRONT − MAXSTAR 350 1... .......... .. .........................
8 228 546 KNOB, POINTER 1.250 DIA X 6MM ID W/SPRING CLIP− 4.5MM FLAT 1... .......... .. ...
9 242 388 BUSHING, FLG 375−32X.511 1... .......... .. ........................................
10 233 114 PANEL, FRONT 1... .......... .. ....................................................
11 226 868 NAMEPLATE/SWITCH MEMBRANE, DYNASTY 350/700 STH/FF 1... .......... .. ........
11 226 869 NAMEPLATE/SWITCH MEMBRANE, MAXSTAR 350/700 STH/FF 1... .......... .. ........
12 PC6 241 061 CIRCUIT CARD ASSY, CONTROL&INTERFACE W/PROGRAM 1... ... .. .. .........
PLG2 203 800 HOUSING PLUG+SKTS, (SERVICE KIT) 1........ . .. ..............................
PLG4 131 056 HOUSING RCPT+SKTS, (SERVICE KIT) 1........ . .. ..............................
PLG6 115 092 HOUSING PLUG+SKTS, (SERVICE KIT) 1........ . .. ..............................
PLG7 115 094 HOUSING PLUG+SKTS, (SERVICE KIT) (Dynasty 350) 1........ . .. .................
13 RC1 213 327 RECEPTACLE, W/LEADS & PLUG 14PIN 1... ... .. .. .............................
14 185 717 NUT, M20−1.5 1.00HEX .19H BRS LOCKING 2... .......... .. ..........................
15 178 548 TERMINAL, CONNECTOR FRICTION 1... .......... .. ................................
16 229 338 WASHER, DOMED LOAD .812 ID X 1.450 OD X .070 THK 2... .......... .. ..............
17 185 713 INSULATOR, BULKHEAD REAR 2... .......... .. .....................................
18 185 718 O−RING, 0.989 ID X 0.070 H 2... .......... .. ........................................
19 230 155 BRACKET, VALVE MTG 1... .......... .. ............................................
20 FMT 213 072 FAN, MUFFIN 1... ... . .. ......................................................
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-216 869 Página 103
. Los herrajes son de tipo común y no están disponibles a no ser que se los enliste.
804 759-A
1
4
5
6
7
8
9
10
11
12
13
2
3
Ilustración 14-3. Panel, Rear w/Components
Description
Part
No.
Dia.
Mkgs.
215 128
Item
No.
Ilustración 14-3. Panel, Rear w/Components
Quantity
1 +215 129 PANEL, REAR 1... ......... .. ......................................................
2 216 880 CABLE, POWER 1... .......... .. ...................................................
2 246 180 CABLE, POWER (CE) 1... .......... .. ..............................................
3 182 445 NUT 1... .......... .. ..............................................................
4 GS1 238 805 VALVE, 24VDC 2WAY,125 PSI CUSTOM PORT.054 ORF W/FR 1... ... .. .. ..........
5 CB1 183 492 SUPPLEMENTARY PROTECTOR, MAN RESET 1P 10A 250V FRIC 1... ... .. .. .....
6 RC2 189 033 RCPT, STR DX GND 2P3W 15A 125V (GRAY) 1... ... .. .. .........................
7 115 516 RIVET, AL .187 DIA X .063−.125 GRIP BLK BLIND DOME 1... .......... .. ...............
8 215 980 BUSHING,STRAIN RELIEF .709/.984 ID X1.375 MTG HOLE 1... .......... .. ............
9 137 761 NUT, 750 NPT 1.31HEX .27H NYL BLK 1... .......... .. ................................
10 215 117 NAMEPLATE, IDENT REAR 1... .......... .. .........................................
11 217 297 COVER, RECEPTACLE WEATHERPROOF DUPLEX RCPT 1... .......... .. .............
12 217 480 LABEL, WARNING CORRECT CONNECTIONS 1... .......... .. .......................
12 219 842 LABEL, WARNING INPUT CONNECTIONS/ELECTRIC SHOCK (CE) 1... .......... .. ....
13 S1 244 920 SWITCH, TGL 3PST 40A 600VAC SCR TERM WIDE TGL 1... .... .. .. ..............
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-216 869 Página 104
. Los herrajes son de tipo común y no están disponibles a no ser que se los enliste.
804 134-B
2
1
11
3
4
5
6
7
8
9
10
5
12
15
13
14
Ilustración 14-4. Wind Tunnel, Right Hand w/Components
Description
Part
No.
Dia.
Mkgs.
231 262
Item
No.
Ilustración 14-4. Wind Tunnel, Right Hand w/Components
Quantity
1 L1 231 244 INDUCTOR, INPUT 1... .... .. .. .................................................
2 T3 242 782 XFMR, HF COUPLING 1... .... .. .. ..............................................
3 +212 489 PANEL, RIGHT WINDTUNNEL 1... ......... .. .......................................
4 195 666 SCREW, 010−32X .50 TORX PANHD WGNDRNG STL PLD 3... .......... .. .............
5 216 861 STAND−OFF, CAPACITOR 2... .......... .. ..........................................
6 170 647 BUSHING, SNAP−IN NYL 1.312 ID X 1.500 MTG HOLE 1... .......... .. .................
7 216 860 GROMMET, CAPACITOR 2... .......... .. ............................................
8 C4,C20 217 941 CAPACITOR, ELCTLT 1800 UF 500 VDC CAN 2.52 DIA 2... .. .. .................
9 207 418 SCREW, K40X 20 PAN HD−PHL STL PLD PT THREAD FORMING 2... .......... .. .......
10 C3 216 700 CAPACITOR, POLYP MET FILM 16. UF 400 VAC 10% 1... .... .. .. ..................
11 218 004 LABEL, WARNING ELECTRIC SHOCK/EXPLODING PARTS 1... .......... .. ............
11 219 844 LABEL, WARNING ELECTRIC SHOCK/EXPLODING PARTS−WDLES (CE) 1... .......... ..
12 010 493 BUSHING, SNAP−IN NYL .625 ID X .875 MTG HOLE 1... .......... .. ...................
13 218 566 GASKET, INDUCTOR MOUNTING 1... .......... .. ....................................
14 L2 213 348 COIL, INDUCTOR (PRE−REGULATOR) 1... .... .. .. ...............................
15 138 253 SCREW, 250−20X .37 HEXWHD.52D STL PLD LKG SERR 2... .......... .. ..............
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-216 869 Página 105
. Los herrajes son de tipo común y no están disponibles a no ser que se los enliste.
804 135-C
1
2
4
5
6
3
8
Ilustración 14-5. Heat Sink, Primary Assembly
Description
Part
No.
Dia.
Mkgs.
219 344
Item
No.
Ilustración 14-5. Heat Sink, Primary Assembly
Quantity
1 213 346 HEAT SINK, POWER MODULE 1... .......... .. ......................................
2 RM1 205 751 MODULE, POWER RESISTOR W/PLUG 1... ... . .. ..............................
3 207 451 SCREW, 008−32X .50 PAN HD−PHL STL PLD SEMS 3... .......... .. ...................
4 RT1 213 353 THERMISTOR, NTC 30K OHM @ 25 DEG C 8IN LEAD 1... ... .. .. .................
5 MOD1,2 217 625 KIT, INPUT/PRE−REGULATOR AND INVERTER MODULE 1... . .. ..............
6 PC1 233 146 CIRCUIT CARD ASSY, POWER INTERCONNECT 1... ... .. .. .....................
PLG11 201 665 HOUSING PLUG+SKTS, (SERVICE KIT) 1........ . .. ..............................
PLG13 131 056 HOUSING RCPT+SKTS, (SERVICE KIT) 1........ .. ..............................
PLG15 164 899 HOUSING PLUG PINS+SKTS, (SERVICE KIT) 1........ .. ........................
8 200 565 SCREW, M 5− .8X 35 PAN HD−PHL STL PLD SEMS 4... .......... .. ....................
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-216 869 Página 106
. Los herrajes son de tipo común y no están disponibles a no ser que se los enliste.
804 136-C
3
1
4
5
11
7
6
8
10
9
12
2
Ilustración 14-6. Wind Tunnel, Left Hand w/Components
Description
Part
No.
Dia.
Mkgs.
213 354
Item
No.
Ilustración 14-6. Wind Tunnel, Left Hand w/Components
Quantity
1 170 647 BUSHING, SNAP−IN NYL 1.312 ID X 1.500 MTG HOLE 1... .......... .. .................
2 218 004 LABEL, WARNING ELECTRIC SHOCK/EXPLODING PARTS 1... .......... .. ............
2 219 844 LABEL, WARNING ELECTRIC SHOCK/EXPLODING PARTS−WDLES (CE) 1... .......... ..
3 CR1 206 258 RELAY, ENCL 24VDC SPST 30A/240VAC 4PIN FLANGE MTG 1... ... .. .. ...........
4 145 217 SCREW, K40X 12 PAN HD−PHL STL PLD PT THREAD FORMING 2... .......... .. .......
5 +212 488 PANEL, LEFT WINDTUNNEL 1... ......... .. ........................................
6 T1 213 361 XFMR, HF LITZ/LITZ W/BOOST 1... .... .. .. ......................................
7 Z4 213 513 COIL, INDUCTOR (BOOST) 1... .... .. .. .........................................
8 Z1 213 356 OUTPUT INDUCTOR ASSY, 1... .... .. .. .........................................
9 010 493 BUSHING, SNAP−IN NYL .625 ID X .875 MTG HOLE 2... .......... .. ...................
10 010 381 CONNECTOR, RECTIFIER 1... .......... .. ..........................................
11 227 746 GASKET, INDUCTOR MOUNTING E55 FERRITE CORE 1... .......... .. ...............
12 057 357 BUSHING, SNAP−IN NYL .937 ID X 1.125 MTG HOLE 2... .......... .. ..................
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-216 869 Página 107
. Los herrajes son de tipo común y no están disponibles a no ser que se los enliste.
804 137-A
1
2
3
4
5
6
7
8
9
10
Ilustración 14-7. Heat Sink, Secondary − Dynasty 350
Description
Part
No.
Dia.
Mkgs.
219 345
Item
No.
Ilustración 14-7. Heat Sink, Secondary − Dynasty 350
Quantity
1 PC3 233 157 CIRCUIT CARD ASSY, COMMUTATOR CONTROL 1... ... .. .. .....................
PLG37 131 204 HOUSING PLUG+SKTS, (SERVICE KIT) 1........ .. ..............................
PLG38 115 093 HOUSING PLUG+SKTS, (SERVICE KIT) 1........ .. ..............................
2 213 517 BUS BAR, OUTPUT 2... .......... .. ................................................
3 216 867 BUS BAR, POSITIVE 1... .......... .. ...............................................
4 PM1 − 6 213 522 KIT, IGBT (CONSISTS OF 3 IGBT’S) 2... . .. ..................................
5 D1,D2 213 521 KIT, ULTRA FAST DIODE 2... .. . .. ............................................
6 RT2 213 353 THERMISTOR, NTC 30K OHM @ 25 DEG C 8IN LEAD 1... ... .. .. .................
7 224 470 HEAT SINK, POWER MODULE 1... .......... .. ......................................
8 SR1 201 530 KIT, DIODE FAST RECOVERY BRIDGE 1... ... .. .. ...............................
9 216 868 BUS BAR, NEGATIVE 1... .......... .. ...............................................
10 PC9 241 542 CIRCUIT CARD ASSEMBLY, DIODE SNUBBER 1... ... .. .. ........................
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-216 869 Página 108
. Los herrajes son de tipo común y no están disponibles a no ser que se los enliste.
804 177-B
7
1
3
5
4
2
6
Ilustración 14-8. Heat Sink, Secondary − Maxstar 350
Description
Part
No.
Dia.
Mkgs.
221 730
Item
No.
Ilustración 14-8. Heat Sink, Secondary − Maxstar 350
Quantity
1 224 470 HEAT SINK, POWER MODULE 1... .......... .. ......................................
2 D1, D2 213 521 KIT, ULTRA FAST DIODE 2... .. .. ............................................
3 SR1 201 531 KIT, DIODE POWER MODULE 1... ... .. .. .......................................
4 RT2 213 353 THERMISTOR, NTC 30K OHM @ 25 DEG C 8IN LEAD 1... ... .. .. .................
5 PC3 241 542 CIRCUIT CARD ASSY, DIODE SNUBBER 1... ... .. .. .............................
6 213 519 BUS BAR 1... .......... .. ..........................................................
7 C12 233 133 CAPACITOR ASSY (CE ONLY) 1... ... .. .. .......................................
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-216 869 Página 109
Apuntes
¡Trabaje como
un profesional!
Los profesionales
sueldan y cortar
de una manera
segura. Lea las
reglas de
seguridad al
comienzo
de este manual.

OM-216 869 Página 110
SECCION 15 − LISTA DE PARTES PARA LOS MODELOS
700
. Los herrajes son de tipo común y no están disponibles a no ser que se los enliste.
Ilustrada la Dynasty 700
1
2
3
4
5
6
12
11
9
10
8
7
25
35
8
36
24
Dynasty
Only
13Dynasty
14
15
16
13
Maxstar
37
23
18
19
8
20
21
22
21
18
19
37
33
34
24
Maxstar
Only
38
17
38
17
3
1
8
28
37
31
30
22
37
29
28
27
26
32
39
805 472-B
Ilustración 15-1. Ensamblaje principal

OM-216 869 Página 111
Description
Part
No.
Dia.
Mkgs.
Item
No.
Ilustración 15-1. Ensamblaje principal
Quantity
1 223 785 LABEL, SIDE DYNASTY 700 2... .......... .. .........................................
1 223 784 LABEL, SIDE MAXSTAR 700 2... .......... .. .........................................
2 213 071 INSULATOR, SIDE 2... .......... .. ..................................................
3 213 057 PANEL, SIDE 2... .......... .. ......................................................
4 +213 056 WRAPPER, TOP 1... ......... .. ...................................................
5 203 990 LABEL, GENERAL PRECAUTIONARY STATIC 1... .......... .. .........................
5 179 310 LABEL, GENERAL PRECAUTIONARY WORDLESS EMF (CE) 1... .......... .. ...........
6 213 073 SEAL, LIFT EYE 1... .......... .. ....................................................
7 PC8,PC18 233 142 CIRCUIT CARD ASSY, CLAMP (DYNASTY 700 MODELS ONLY)2... .. ...........
PLG24/PLG44 163 467 HOUSING PLUG+SKTS,(SERVICE KIT) (DYNASTY 700 MODELS ONLY) 1.... ...
PLG33/PLG43 201 665 HOUSING PLUG+SKTS, (SERVICE KIT) (DYNASTY 700 MODELS ONLY) 1.... ...
PLG34/PLG45 148 439 HOUSING PLUG PINS+SKTS, (SERVICE KIT) (DYNASTY 700 MODELS ONLY)1.... ...
8 080 509 GROMMET, SCR NO 8/10 PANEL HOLE .312 SQ .375 HIGH 9... .......... .. ............
9 221 708 BRACKET, MTG PC BOARD (DYNASTY 700 MODELS ONLY) 1... .......... .. ...........
10 010 493 BUSHING, SNAP−IN NYL .625 ID X .875 MTG HOLE 2... .......... .. ...................
11 213 058 LIFT EYE, 1... .......... .. .........................................................
12 T2 213 059 XFMR, 665 115/24 18/18 220 1... .... .. .. .........................................
13 155 436 LABEL, GROUND/PROTECTIVE EARTH 1... .......... .. ..............................
14 218 170 HOSE, NPRN BRD NO 1 X .250 ID X 25.000 1... .......... .. ...........................
15 089 120 CLAMP, HOSE .375 − .450 CLP DIA SLFTTNG GREEN 2... .......... .. .................
16 Ilustración 15-3 PANEL, REAR W/COMPONENTS 1... ..... . ....................................
17 Ilustración 15-5 HEAT SINK, PRIMARY ASSY 2... ..... . ........................................
18 Ilustración 15-4 WINDTUNNEL, RIGHT HAND W/COMPONENTS 2... ..... . ......................
19 PC7 235 476 CIRCUIT CARD ASSY, HF 1... ... .. .. ..........................................
PLG39 115 092 HOUSING PLUG+SKTS,(SERVICE KIT) 1........ .. ..............................
20 213 055 BASE, 1... .......... .. .............................................................
21 213 074 CABLE, LEM 23 IN 2... .......... .. .................................................
22 HD1 182 918 TRANSDUCER,CURRENT 400A MODULE SUPPLY V +/− 15V 2... ... .. .. .........
23 Ilustración 15-7 HEAT SINK, SECONDARY − DYNASTY 700 2... ..... . ...........................
23 Ilustración 15-8 HEAT SINK, SECONDARY − MAXSTAR 700 2... ..... . ...........................
24 213 248 LUG, UNIV W/SCREW 2/0−14 WIRE .266STD 1... .......... .. .........................
25 PC5 247 125 CIRCUIT CARD ASSY, AUX POWER W/PROGRAM 1... ... .. .. ...................
PLG19 131 052 HOUSING RCPT+SKTS, (SERVICE KIT) 1........ .. ..............................
PLG21 115 091 HOUSING PLUG+SKTS, (SERVICE KIT) 1........ .. ..............................
PLG22 131 054 HOUSING RCPT+SKTS, (SERVICE KIT) 1........ .. ..............................
PLG23 115 093 HOUSING PLUG+SKTS, (SERVICE KIT) 1........ .. ..............................
PLG41 131 054 HOUSING RCPT+SKTS, (SERVICE KIT) 1........ .. ..............................
26 215 402 PANEL, TOP WINDTUNNEL 1... .......... .. .........................................
27 057 357 BUSHING,SNAP−IN NYL .937 ID X 1.125 MTG HOLE 1... .......... .. ..................
28 Ilustración 15-6 WINDTUNNEL, LEFT HAND W/COMPONENTS 2... ..... . ........................
29 C6,C7 222 752 CAPACITOR ASSY, 1... .. . .. .................................................
30 221 721 PANEL, WINDTUNNEL SEPARATOR 1... .......... .. .................................
31 C8 221 707 CAPACITOR ASSY, 1... .... .. .. .................................................
32 Ilustración 15-2 PANEL, FRONT W/CMPNTS 1... ..... . .........................................
215 120 CONNECTION KIT, DINSE 1................ .. ..........................................
33 PC19 233 152 CIRCUIT CARD ASSY, FILTER (DYNASTY 700 ONLY) (CE) 1... .. . .. ............
33 PC19 246 265 CIRCUIT CARD ASSY, FILTER (MAXSTAR 700 ONLY) (CE) 1... .. . .. ............
34 222 760 BRACKET, FILTER BOARD 1... .......... .. .........................................
35 226 878 BRACKET, HARNESS SUPPORT (MAXSTAR 700 ONLY) 1... .......... .. ...............
36 195 666 SCREW, 010−32X .50 TORX PANHD W/GNDRNG STL PLD 2... .......... .. ............
37 F8, F9 131 447 CORE, TOROIDAL 1.332 ID X 1.932 OD X .625 THK ... .. ..
F10, F11 (DYNASTY 700 ONLY) (CE) 4...... ........... .........................................
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-216 869 Página 112
. Los herrajes son de tipo común y no están disponibles a no ser que
se los enliste.
804 138-B
2
3
4
1
1
6
7
8
9
10
11
12
13
14
21
18
19
17
15
16
5
20
Ilustración 15-2. Panel, Front w/Components
Description
Part
No.
Dia.
Mkgs.
221 408
Item
No.
Ilustración 15-2. Panel, Front w/Components
Quantity
1 213 053 PANEL, LOUVER COVER (ORDER SERIAL NO. CARD ALSO) 2... .......... .. ..........
2 214 826 RECEPTACLE, THREAD LOCK 2... .......... .. ......................................
3 186 228 O−RING, 0.739 ID X 0.070 H 2... .......... .. ........................................
4 185 712 INSULATOR, BULKHEAD FRONT 2... .......... .. ....................................
5 231 279 FITTING,GAS−CLIP MOUNT 1... .......... .. ........................................
6 213 051 PANEL, FRONT TOP 1... .......... .. ...............................................
7 216 859 PLATE, FRONT PANEL 1... .......... .. .............................................
8 233 115 PLATE, INDICATOR FRONT − DYNASTY 700 1... .......... .. .........................
8 233 116 PLATE, INDICATOR FRONT − MAXSTAR 700 1... .......... .. .........................
9 228 546 KNOB, POINTER 1.250 DIA X 6MM ID W/SPRING CLIP− 4.5MM FLAT 1... .......... .. ..
10 242 388 BUSHING, FLG 375−32X.511 1... .......... .. ........................................
11 233 113 PANEL, FRONT 1... .......... .. ....................................................
12 226 868 NAMEPLATE/SWITCH MEMBRANE, DYNASTY 350/700 STH/FF 1... .......... .. ........
12 226 869 NAMEPLATE/SWITCH MEMBRANE, MAXSTAR 350/700 STH/FF 1... .......... .. ........
13 PC6 241 061 CIRCUIT CARD ASSY, CONTROL&INTERFACE W/PROGRAM 1... ... .. .. ............
PLG2 203 800 HOUSING PLUG+SKTS, (SERVICE KIT) 1........ . .. ..............................
PLG4 131 056 HOUSING RCPT+SKTS, (SERVICE KIT) 1........ . .. ..............................
PLG5 162 382 HOUSING PLUG+SKTS, (SERVICE KIT) 1........ . .. ..............................
PLG6 115 092 HOUSING PLUG+SKTS, (SERVICE KIT) 1........ . .. ..............................
PLG7 115 094 HOUSING PLUG+SKTS, (SERVICE KIT) (Dynasty 700 Models Only) 1........ . .. .....

OM-216 869 Página 113
Description
Part
No.
Dia.
Mkgs.
221 408
Item
No.
Ilustración 15-2. Panel, Front w/Components
Quantity
14 RC1 213 327 RECEPTACLE, W/LEADS & PLUG 14PIN 1... ... .. .. .............................
15 185 717 NUT, M20−1.5 1.00HEX .19H BRS LOCKING 2... .......... .. ..........................
16 178 548 TERMINAL, CONNECTOR FRICTION 1... .......... .. ................................
17 229 338 WASHER, DOMED LOAD .812 ID X 1.450 OD X .070 THK 2... .......... .. ..............
18 185 718 O−RING, 0.989 ID X 0.070 H 2... .......... .. ........................................
19 185 713 INSULATOR, BULKHEAD REAR 2... .......... .. .....................................
20 230 155 BRACKET, VALVE MTG 1... .......... .. .............................................
21 FMB,FMT 213 072 FAN, MUFFIN 2... .. ......................................................
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-216 869 Página 114
. Los herrajes son de tipo común y no están disponibles a no ser que se los enliste.
1
2
3
4
5
6
7
8
9
10
11
804 139-A
Ilustración 15-3. Panel, Rear w/Components
Description
Part
No.
Dia.
Mkgs.
221 409
Item
No.
Ilustración 15-3. Panel, Rear w/Components
Quantity
1 +213 054 PANEL, REAR 1... ......... .. ......................................................
2 GS1 238805 VALVE, 24VDC 2WAY,125 PSI CUSTOM PORT.054 ORF W/FR 1... ... .. .. ..........
3 CB1 183 492 SUPPLEMENTARY PROTECTOR, MAN RESET 1P 10A 250V FRIC 1... ... .. .. .....
4 RC2 189 033 RCPT, STR DX GND 2P3W 15A 125V (GRAY) 1... ... .. .. .........................
5 115 516 RIVET, AL .187 DIA X .063−.125 GRIP BLK BLIND DOME 1... .......... .. ...............
6 010 467 CONN, CLAMP CABLE 1.250 1... .......... .. ........................................
7 137 761 NUT, 750 NPT 1.31HEX .27H NYL BLK 1... .......... .. ................................
8 215 117 NAMEPLATE, IDENT REAR 1... .......... .. .........................................
9 217 297 COVER, RECEPTACLE WEATHERPROOF DUPLEX RCPT 1... .......... .. .............
10 221 164 LABEL, WARNING ELECTRIC SHOCK/INPUT POWER CONNECT 1... .......... .. ......
10 219 842 LABEL, WARNING INPUT CONNECTIONS/ELECTRIC SHOCK (CE) 1... .......... .. ....
11 S1 246 846 SWITCH, TGL ASSY (INCLUDES) 1... .... .. .. ....................................
246 840 SWITCH, TGL 3 PST 85A 600VAC SCR TERM WIDE TGL 1................ .... ............
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-216 869 Página 115
. Los herrajes son de tipo común y no están disponibles a no ser que se los enliste.
804 134-B
2
1
11
3
4
5
6
7
8
9
10
5
12
15
13
14
Ilustración 15-4. Wind Tunnel, Right Hand w/Components
Description
Part
No.
Dia.
Mkgs.
213 345
Item
No.
Ilustración 15-4. Wind Tunnel, Right Hand w/Components
Quantity
1 L1 231 244 INDUCTOR, INPUT 1... .... .. .. .................................................
2 T3, T4 242 782 XFMR, COUPLING (TOP) 1... .. . .. ...........................................
3 +212 489 PANEL, RIGHT WINDTUNNEL 1... ......... .. .......................................
4 195 666 SCREW, 010−32X .50 TORX PANHD WGNDRNG STL PLD 3... .......... .. .............
5 216 861 STAND−OFF, CAPACITOR 2... .......... .. ..........................................
6 170 647 BUSHING, SNAP−IN NYL 1.312 ID X 1.500 MTG HOLE 1... .......... .. .................
7 216 860 GROMMET, CAPACITOR 2... .......... .. ............................................
8 C4,C20 217 941 CAPACITOR, ELCTLT 1800 UF 500 VDC CAN 2.52 DIA 2... .. .. .................
9 207 418 SCREW, K40X 20 PAN HD−PHL STL PLD PT THREAD FORMING 2... .......... .. .......
10 C3 216 700 CAPACITOR, POLYP MET FILM 16. UF 400 VAC 10% 1... .... .. .. ..................
11 218 004 LABEL, WARNING ELECTRIC SHOCK/EXPLODING PARTS 1... .......... .. ............
11 219 844 LABEL, WARNING ELECTRIC SHOCK/EXPLODING PARTS−WDLES (CE) 1... .......... ..
12 010 493 BUSHING, SNAP−IN NYL .625 ID X .875 MTG HOLE 1... .......... .. ...................
13 218 566 GASKET, INDUCTOR MOUNTING 1... .......... .. ....................................
14 L2 213 348 COIL, INDUCTOR (PRE−REGULATOR) 1... .... .. .. ...............................
15 138 253 SCREW, 250−20X .37 HEXWHD.52D STL PLD LKG SERR 2... .......... .. ..............
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-216 869 Página 116
. Los herrajes son de tipo común y no están disponibles a no ser que se los enliste.
804 135-
C
1
2
4
5
6
3
Ilustración 15-5. Heat Sink, Primary Assembly
Description
Part
No.
Dia.
Mkgs.
219 344
Item
No.
Ilustración 15-5. Heat Sink, Primary Assembly
Quantity
1 213 346 HEAT SINK, POWER MODULE 1... .......... .. ......................................
2 RM1 205 751 MODULE, POWER RESISTOR W/PLUG 1... ... . .. ..............................
3 207 451 SCREW, 008−32X .50 PAN HD−PHL STL PLD SEMS 3... .......... .. ...................
4 RT1,RT3 213 353 THERMISTOR, NTC 30K OHM @ 25 DEG C 8IN LEAD 1... . .. .................
5 MOD1,2 217 625 KIT, INPUT/PRE−REGULATOR AND INVERTER MODULE 1... . .. ..............
6 PC1,PC2 233 146 CIRCUIT CARD ASSY, POWER INTERCONNECT 1... . .. .....................
PLG11 210 050 HOUSING PLUG+SKTS, (SERVICE KIT) 1........ . .. ..............................
PLG13 131 056 HOUSING RCPT+SKTS, (SERVICE KIT) 1........ .. ..............................
PLG15 164 899 HOUSING PLUG PINS+SKTS, (SERVICE KIT) 1........ .. .........................
PLG26 158 719 HOUSING PLUG+SKTS, (SERVICE KIT) 1........ .. ..............................
PLG27 131 056 HOUSING RCPT+SKTS, (SERVICE KIT) 1........ .. ..............................
PLG46 210 050 HOUSING PLUG+SKTS, (SERVICE KIT) (DYNASTY 700 MODELS ONLY) 1........ ..
8 200 565 SCREW, M 5− .8X 35 PAN HD−PHL STL PLD SEMS 4... .......... .. ....................
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-216 869 Página 117
. Los herrajes son de tipo común y no están disponibles a no ser que se los enliste.
804 136-B
8
1
9
7
10
6
3
4
2
5
11
Ilustración 15-6. Wind Tunnel, Left Hand w/Components
Description
Part
No.
Dia.
Mkgs.
213 354
Item
No.
Ilustración 15-6. Wind Tunnel, Left Hand w/Components
Quantity
1 170 647 BUSHING, SNAP−IN NYL 1.312 ID X 1.500 MTG HOLE 1... .......... .. .................
2 218 004 LABEL, WARNING ELECTRIC SHOCK/EXPLODING PARTS 1... .......... .. ............
2 219 844 LABEL, WARNING ELECTRIC SHOCK/EXPLODING PARTS (CE) 1... .......... .. ........
3 CR1 206 258 RELAY, ENCL 24VDC SPST 30A/240VAC 4PIN FLANGE MTG 1... ... .. .. ...........
4 145 217 SCREW, K40X 12 PAN HD−PHL STL PLD PT THREAD FORMING 2... .......... .. .......
5 +212 488 PANEL, LEFT WINDTUNNEL 1... ......... .. ........................................
6 T1 213 361 XFMR, HF LITZ/LITZ W/BOOST 1... .... .. .. ......................................
7 Z4 213 513 COIL, INDUCTOR (BOOST) 1... .... .. .. .........................................
8 Z1 213 356 OUTPUT INDUCTOR ASSY, 1... .... .. .. .........................................
9 010 493 BUSHING, SNAP−IN NYL .625 ID X .875 MTG HOLE 2... .......... .. ...................
10 010 381 CONNECTOR, RECTIFIER 1... .......... .. ..........................................
11 227 746 GASKET, INDUCTOR MOUNTING E55 FERRITE CORE 1... .......... .. ...............
12 057 357 BUSHING, SNAP−IN NYL .937 ID X 1.125 MTG HOLE 2... .......... .. ..................
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-216 869 Página 118
. Los herrajes son de tipo común y no están disponibles a no ser
que se los enliste.
804 137-A
1
2
3
4
5
6
7
8
9
10
Ilustración 15-7. Heat Sink, Secondary − Dynasty 700
Description
Part
No.
Dia.
Mkgs.
219 345
Item
No.
Ilustración 15-7. Heat Sink, Secondary − Dynasty 700
Quantity
1 PC3,PC4 233 157 CIRCUIT CARD ASSY, COMMUTATOR CONTROL 2... . .. ....................
PLG32/PLG38115 093 CIRCUIT CARD ASSY, COMMUTATOR CONTROL 1..... .. .....................
PLG31/PLG37131 024 CIRCUIT CARD ASSY, COMMUTATOR CONTROL 1..... .. .....................
2 213 517 BUS BAR, OUTPUT 2... .......... .. ................................................
3 216 867 BUS BAR, POSITIVE 1... .......... .. ...............................................
4 PM1 − 6 213 522 KIT, IGBT (CONSISTS OF 3 IGBT’S) 2... . .. ..................................
5 D1,D2 213 521 KIT, ULTRA FAST DIODE 2... .. . .. ............................................
6 RT2,RT4 213 353 THERMISTOR, NTC 30K OHM @ 25 DEG C 8IN LEAD 1... . .. .................
7 224 470 HEAT SINK, POWER MODULE 1... .......... .. ......................................
8 SR1 201 530 KIT, DIODE FAST RECOVERY BRIDGE 1... ... .. .. ...............................
9 216 868 BUS BAR, NEGATIVE 1... .......... .. ...............................................
10 PC9 241 542 CIRCUIT CARD ASSEMBLY, DIODE SNUBBER 1... ... .. .. .......................
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-216 869 Página 119
. Los herrajes son de tipo común y no están disponibles a no ser que se los enliste.
804 177-B
1
3
5
4
2
6
Ilustración 15-8. Heat Sink, Secondary − Maxstar 700
Description
Part
No.
Dia.
Mkgs.
221 730
Item
No.
Ilustración 15-8. Heat Sink, Secondary − Maxstar 700
Quantity
1 224 470 HEAT SINK, POWER MODULE 1... .......... .. ......................................
2 D1, D2 213 521 KIT, ULTRA FAST DIODE 2... .. .. ............................................
3 SR1 201 531 KIT, DIODE POWER MODULE 1... ... .. .. .......................................
4 RT2, RT4 213 353 THERMISTOR, NTC 30K OHM @ 25 DEG C 8IN LEAD 1... . .. .................
5 PC3 241 542 CIRCUIT CARD ASSY, DIODE SNUBBER 1... ... .. .. ............................
6 213 519 BUS BAR 1... .......... .. ..........................................................
7 C9, C10 221 707 CAPACITOR ASSY (CE ONLY) 1... . .. .......................................
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-216 869 Página 120
SECCION 16 − LISTA DE PIEZAS PARA EL ENFRIADOR
. Los herrajes son de tipo común y no están disponibles a no ser que se los enliste.
804 813-B
1
2
3
4
9
6
10
11
7
8
5
12
13
14
15
16
17
18
19
20
22
21
14
14
23
24
25
26
27
28
35
34
29
33
32
30
31
Ilustración 16-1. Ensamblaje principal

OM-216 869 Página 121
Description
Part
No.
Dia.
Mkgs.
Item
No.
Ilustración 16-1. Ensamblaje principal
Quantity
1 228 551 Plug, W/Leads Fan 1... .......... .. ..................................................
2 219 178 Label, Caution Incorrect Coolant 1... .......... .. ......................................
3 +226 965 Panel, Side RH 1... ......... .. .....................................................
4 228 519 Hose, nprn brd no 1 X .250 ID X .455 OD X 9.000 1... .......... .. ......................
5 228 508 Pump, Coolant W/Fittings (Includes) 1... .......... .. ...................................
6 5523 Ftg, Hose Brs Barbed Elbow M 3/8 TBG X 3/8 NPT 2... ............. .... ...................
7 173 999 Pump, Coolant 100 GPH W/V-Band CW Rotation 1... .......... .... .....................
8 134 795 Coupler, Drive Pump 1... .......... .... ..............................................
9 196 990 Ftg, Brs Barbed 1... .......... .... ..................................................
10 173 263 Motor, 1/4hp 115vac 50/60 Hz 1425/1725 RPM Dual 1... .......... .. .....................
11 226 966 Bracket, Motor Mount 1... .......... .. ...............................................
12 166 608 Cap, Tank Screw−on W/Vent 1... .......... .. .........................................
13 226 932 Tank, Coolant (Includes) 1... .......... .. .............................................
231 286 Ftg, Hose Brs Elbow Barbed M 3/8 TBG X M 3/8 TBG 2................ .... ................
231 284 Bushing, Tank Coolant 2................ .... .............................................
228 518 Tubing, PVC .375 ID X .500 OD X 6.125 Blk Angle 1................ .... ...................
231 285 Tubing, PVC .375 ID X .500 OD X 1.000 Blk 1................ .... ........................
14 228 529 Hose, .375 ID X .650 OD X 19.500 3... .......... .. ...................................
15 155 436 Label, Ground/Protective Earth 1... .......... .. .......................................
16 163 562 Light, Ind Wht Lens 125VAC Snap−in Neon Non−relampa 1... .......... .. ................
17 213 053 Panel, Louver Cover 1... .......... .. ................................................
18 230 151 Plate, Indicator Front Cooler 1... .......... .. ..........................................
19 226 940 Valve, Check Bidirectional Assy 2... .......... .. .......................................
20 230 155 Backet, Valve Mounting 2... .......... .. ..............................................
21 226 964 Panel, Side Lh 1... .......... .. ......................................................
22 226 931 Base, Cooler 1... .......... .. .......................................................
23 232 424 Radiator, Heat Exchanger 1... .......... .. ............................................
24 231 341 Plenum, Air 1... .......... .. ........................................................
25 213 072 Fan, Muffin 1... .......... .. .........................................................
26 204 369 Cable, Power 5 Ft 16ga 3c 1... .......... .. ...........................................
27 228 498 Panel, Rear 1... .......... .. ........................................................
28 196 312 Guard, Fan 1... .......... .. ........................................................
29 228 520 Filter, Assy W/Fittings (Includes) 1... .......... .. ......................................
30 215 667 Filter 1... .......... .... ............................................................
31 228 532 Hose, .375 ID X .650 OD X 1.415 2... .......... .... ..................................
32 231 286 Ftg, Hose Brs Elbow Barbed M 3/8 TBG X M 3/8 TBG 2... .......... .... .................
33 226 967 Bracket, Mtg Filter 1... .......... .... .................................................
34 236 084 Hose, .375 ID X .650 OD X 10.500 1... .......... .... .................................
35 228 530 Hose, .375 ID X .650 OD X 8.375 1... .......... .... ..................................
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-216 869 Página 122
SECCION 17 − LISTA DE PIEZAS PARA EL CARRO DE
RUEDAS
. Los herrajes son de tipo común y no están disponibles a no ser
que se los enliste.
804 812-A
1
2
3
4
5
6
9
10
11
12
11
13
15
14
16
17
18
7
8
Ilustración 17-1. Montaje completo para el carro de ruedas
Description
Part
No.
Dia.
Mkgs.
230 157
Item
No.
Ilustración 17-1 Montaje completo para el carro de ruedas
Quantity
1 226 927 Handle, Cart 1... ............. .... ..................................................
2 +226 929 Panel, Side Rail LH 1... ............ .... ............................................
3 210 224 Chain, Straight Link 1/0 X 27 Bright Zinc Pld 1... ............. .... .....................
4 226 926 Support, Bottle 1... ............. .... ................................................
5 192 236 Label, Caution Over Turning Can Cause Injury 2... ............. .... .....................
6 +226 930 Panel, Side Rail RH 1... ............ .... ............................................
7 199 403 Holder, Foot Control 1... ............. .... ...........................................
8 191 875 Hanger, Cable/Torch 3... ............. .... .........................................
9 226 919 Base, Cart 1... ............. .... ....................................................
10 226 920 Tray, Bottle Assy 1... ............. .... ..............................................
11 602 250 Washer, Flat .812 ID x 1.469 OD x .134t Stl Pld Ansi .750 8... ............. .... ..........
12 209 869 Wheel, Poly−olefin 10 In Diax 2.000 wide x .750 2... ............. .... ...................
13 121 614 Ring, Rtng Ext .750 Shaft X .085 Thk E Style Pld 2... ............. .... ..................
14 226 925 Support, Base Drawer Slides 1... ............. .... ....................................
15 226 923 Caster, Swvl 4.00 In Polyolefin 2... ............. .... ..................................
16 216 594 Slide, Drawer Full Extension 2... ............. .... ....................................
17 191 884 Drawer, 1... ............. .... ......................................................
18 228 585 Base, Front Panel 1... ............. .... .............................................
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.
+When ordering a component originally displaying a precautionary label, the label should also be ordered.

Efectivo 1 enero, 2010 (Equipo equipo con el número de serie
que comienza con las letras “MA” o más nuevo)
Esta garantía limitada reemplaza a todas las garantías previas de Miller y no es exclusiva con otras garantías ya sea
expresadas o supuestas.
GARANTÍA LIMITADA − Sujeta a los términos y condiciones de
abajo, la compañía MILLER Mfg. Co., Appleton, Wisconsin,
garantiza al primer comprador al por menor que el equipo de MILLER
nuevo vendido, después de la fecha efectiva de esta garantía está
libre de defectos en material y mano de obra al momento que fue
embarcado desde MILLER. ESTA GARANTÍA EXPRESAMENTE
TOMA EL LUGAR DE CUALQUIERA OTRA GARANTÍA
EXPRESADA O IMPLICADA, INCLUYENDO GARANTÍAS DE
MERCANTABILIDAD, Y CONVENIENCIA.
Dentro de los periodos de garantía que aparecen abajo, MILLER
reparará o reemplazará cualquier pieza o componente garantizado
que fallen debido a tales defectos en material o mano de obra.
MILLER debe de ser notificado por escrito dentro de 30 días de que
este defecto o falla aparezca, el cual será el momento cuando
MILLER dará instrucciones en el procedimiento para hacer el
reclamo de garantía que se debe seguir.
MILLER aceptará los reclamos de garantía en equipo garantizado
que aparece abajo en el evento que tal falla esté dentro del periodo
de garantía. El período de garantía comienza la fecha que el equipo
ha sido entregado al comprador al por menor, o un año después de
mandar el equipo a un distribuidor en América del Norte o dieciocho
meses después de mandar el equipo a un distribuidor internacional.
1. Garantía de 5 años para piezas y 3 años para mano de obra
* Rectificadores de potencia de entrada originales
(incluye a los SCR, diodos y módulos con rectificadores
discretos)
2. Garantía de 3 años para piezas y mano de obra
* Generadores de soldadura impulsados por motor de
combustión interna
(NOTA: los motores son garantizados
separadamente por el fabricante del motor.)
* Fuentes de poder con convertidor CA/CC
(excepto que se establezca otra cosa)
* Fuentes de poder para corte por plasma
* Controladores de proceso
* Alimentadores de alambre automáticos y semiautomáticos
* Calibradores y reguladores de flujo Smith serie 30
(sin mano de obra)
* Fuentes de poder transformador/ rectificador
* Sistemas de agua de refrigeración (integrados)
3. Garantía de 2 años para piezas
* Lentes para caretas fotosensibles (sin mano de obra)
4. Garantía de 1 año para piezas y mano de obra excepto que se
especifique otra cosa
* Dispositivos automáticos de movimiento
* Unidades sopladoras CoolBelt y CoolBand (sin mano de
obra)
* Equipos externos de monitorización y sensores
* Opciones de campo
(NOTA: las opciones de campo están cubiertas por el
tiempo restante de la garantía del producto en el que
están instaladas o por un mínimo de un año, el que sea
mayor.)
* Calibradores y reguladores de flujo (sin mano de obra)
* Controles de pie RFCS (excepto el RFCS−RJ45)
* Extractores de humo
* Unidades de alta frecuencia
* Antorchas para corte con plasma ICE (sin mano de
obra)
* Fuentes de poder para calentamiento por inducción,
refrigeradores y controles o registradores electrónicos
* Bancos de carga
* Antorchas impulsadas a motor
(excepto las antorchas portacarrete Spoolmate)
* Unidad sopladora PAPR (sin mano de obra)
* Posicionadores y controladores
* Sistemas de estantes para equipos
* Remolques/carros de ruedas
* Soldadoras de punto
* Conjuntos alimentadores de alambre para arco
sumergido
* Sistemas de agua de refrigeración (no integrados)
* Antorchas TIG Weldcraft (sin mano de obra)
* Estaciones de trabajo / mesas de soldadura
(sin mano de obra)
5. Garantía de 6 meses para piezas
* Baterías
* Antorchas Bernard (sin mano de obra)
* Antorchas Tregaskiss (sin mano de obra)
6. Garantía de 90 días para piezas
* Juegos de accesorios
* Cubiertas de lona
* Bobinas y mantas para calentamiento por inducción,
cables y controles no electrónicos
* Antorchas M
* Antorchas MIG y antorchas para arco sumergido (SAW)
* Controles remotos y control de pie RFCS−RJ45
* Piezas de repuesto (sin mano de obra)
* Antorchas Roughneck
* Antorchas portacarrete Spoolmate
La garantía limitada True Blue) de Miller no tiene validez para los
siguientes elementos:
1. Componentes consumibles como: puntas de contacto,
toberas de corte, contactores, escobillas, relés, tapa de las
mesas de trabajo y cortinas de soldador, o piezas que fallen
debido al desgaste normal. (Excepción: las escobillas y
relés están cubiertos en todos los equipos impulsados por
motor de combustión interna.)
2. Artículos entregados por MILLER pero fabricados por otros,
como motores u otros accesorios. Estos artículos están
cubiertos por la garantía del fabricante, si alguna existe.
3. Equipo que ha sido modificado por cualquier persona que no
sea MILLER o equipo que ha sido instalado inapropiadamente,
mal usado u operado inapropiadamente basado en los
estándares de la industria, o equipo que no ha tenido
mantenimiento razonable y necesario, o equipo que ha sido
usado para una operación fuera de las especificaciones del
equipo.
LOS PRODUCTOS DE MILLER ESTÁN DISEÑADOS Y DIRIGIDOS
PARA LA COMPRA Y USO DE USUARIOS
COMERCIALES/INDUSTRIALES Y PERSONAS ENTRENADAS Y
CON EXPERIENCIA EN EL USO Y MANTENIMIENTO DE EQUIPO
DE SOLDADURA.
En el caso de que haya un reclamo de garantía cubierto por esta
garantía, los remedios deben de ser, bajo la opción de MILLER (1)
reparación, o (2) reemplazo o cuando autorizado por MILLER por
escrito en casos apropiados, (3) el costo de reparación y reemplazo
razonable autorizado por una estación de servicio de MILLER o (4)
pago o un crédito por el costo de compra (menos una depreciación
razonable basado en el uso actual) una vez que la mercadería sea
devuelta al riesgo y costo del usuario. La opción de MILLER de
reparar o reemplazar será F.O.B. en la fábrica en Appleton,
Wisconsin o F.O.B. en la facilidad de servicio autorizado por MILLER
y determinada por MILLER. Por lo tanto, no habrá compensación ni
devolución de los costos de transporte de cualquier tipo.
DE ACUERDO AL MÁXIMO QUE PERMITE LA LEY, LOS
REMEDIOS QUE APARECEN AQUÍ SON LOS ÚNICOS Y
EXCLUSIVOS REMEDIOS, Y EN NINGÚN EVENTO MILLER SERÁ
RESPONSABLE POR DAÑOS DIRECTOS, INDIRECTOS,
ESPECIALES, INCIDENTALES O DE CONSECUENCIA
(INCLUYENDO LA PÉRDIDA DE GANANCIA) YA SEA BASADO EN
CONTRATO, ENTUERTO O CUALQUIERA OTRA TEORÍA LEGAL.
CUALQUIER GARANTÍA EXPRESADA QUE NO APARECE AQUÍ Y
CUALQUIER GARANTÍA IMPLICADA, GARANTÍA O
REPRESENTACIÓN DE RENDIMIENTO, Y CUALQUIER REMEDIO
POR HABER ROTO EL CONTRATO, ENTUERTO O CUALQUIER
OTRA TEORÍA LEGAL, LA CUAL, QUE NO FUERA POR ESTA
PROVISIÓN, PUDIERAN APARECER POR IMPLICACIÓN,
OPERACIÓN DE LA LEY. COSTUMBRE DE COMERCIO O EN EL
CURSO DE HACER UN ARREGLO, INCLUYENDO CUALQUIER
GARANTÍA IMPLICADA DE COMERCIALIZACIÓN, O APTITUD
PARA UN PROPÓSITO PARTICULAR CON RESPECTO A
CUALQUIER Y TODO EL EQUIPO QUE ENTREGA MILLER, ES
EXCLUIDA Y NEGADA POR MILLER.
Algunos estados en Estados Unidos, no permiten imitaciones en
cuan largo una garantía implicada dure, o la exclusión de daños
incidentales, indirectos, especiales o consecuentes, de manera que
la limitación de arriba o exclusión, es posible que no aplique a usted.
Esta garantía da derechos legales específicos, y otros derechos
pueden estar disponibles, pero varían de estado a estado.
En Canadá, la legislación de algunas provincias permite que hayan
ciertas garantías adicionales o remedios que no han sido indicados
aquí y al punto de no poder ser descartados, es posible que las
limitaciones y exclusiones que aparecen arriba, no apliquen. Esta
garantía limitada da derechos legales específicos pero otros
derechos pueden estar disponibles y estos pueden variar de
provincia a provincia.
La garantía original está escrita en términos legales en inglés. En
caso de cualquier reclamo o mala interpretación, el significado de las
palabras en inglés, es el que rige.
¿Preguntas sobre la
garantía?
Llame
1-800-4-A-MILLER
para encontrar su
distribuidor local de
Miller (EE.UU. y
Canada solamente)
miller_warr_spa 2010−01

TRADUCCIÓN DE LAS INSTRUCCIONES ORIGINALES − IMPRESO EN EE.UU. © 2010 Miller Electric Mfg. Co.
Miller Electric Mfg. Co.
An Illinois Tool Works Company
1635 West Spencer Street
Appleton, WI 54914 USA
International Headquarters−USA
USA Phone: 920-735-4505 Auto-attended
USA & Canada FAX: 920-735-4134
International FAX: 920-735-4125
Para direcciones internacionales visite
www.MillerWelds.com
Nombre de modelo Número de serie/estilo
Fecha de compra (Fecha en que el equipo era entregado al cliente original.)
Distribuidor
Dirección
Ciudad
Estado/País Código postal
Por favor complete y retenga con sus archivos.
Siempre dé el nombre de modelo y número de serie/estilo
Comuníquese con su Distribuidor
para:
Para localizar al Distribuidor más cercano
llame a 1-800-4-A-MILLER
(EE.UU. y Canada solamente) o
visite nuestro lugar en la red mundial
www.MillerWelds.com
Equipo y Consumibles de Soldar
Opciones y Accesorios
Equipo Personal de Seguridad
Servicio y Reparación
Partes de Reemplazo
Entrenamiento (Seminarios, Videos, Libros)
Manuales Técnicos
(Información de Servicio y Partes )
Dibujos Esquemáticos
Libros de Procesos de Soldar
Comuníquese con su transportista
para:
Por ayuda en registrar o arreglar una queja,
comuníquese con su Distribuidor y/o el De-
partamento de Transporte del Fabricante del
equipo.
Recursos Disponibles
Archivo de Dueño
Poner una queja por pérdida o daño duran-
te el embarque.
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
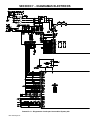 78
78
-
 79
79
-
 80
80
-
 81
81
-
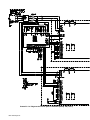 82
82
-
 83
83
-
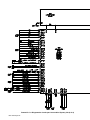 84
84
-
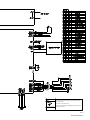 85
85
-
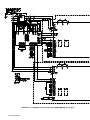 86
86
-
 87
87
-
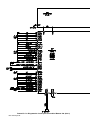 88
88
-
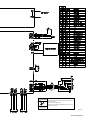 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108
-
 109
109
-
 110
110
-
 111
111
-
 112
112
-
 113
113
-
 114
114
-
 115
115
-
 116
116
-
 117
117
-
 118
118
-
 119
119
-
 120
120
-
 121
121
-
 122
122
-
 123
123
-
 124
124
-
 125
125
-
 126
126
-
 127
127
-
 128
128
-
 129
129
-
 130
130


































































































































Miller DYNASTY 700 ALL OTHER CE AND NON-CE MODELS El manual del propietario
- Categoría
- Sistema de soldadura
- Tipo
- El manual del propietario
- Este manual también es adecuado para
Artículos relacionados
-
Miller MAXSTAR 350 ALL OTHER CE AND NON-CE MODELS El manual del propietario
-
-
-
-
Miller LJ220508L El manual del propietario
-
Miller Dynasty 280 El manual del propietario
-
