ESAB RoboFeed 3004w - Aristo® RoboFeed 3004w Manual de usuario
- Categoría
- Sistema de soldadura
- Tipo
- Manual de usuario
Este manual también es adecuado para

ES
Valid for serial no. 745-xxx-xxxx0461 165 001 ES 20120808
Aristo
®
RoboFeed 3004w
Instrucciones de uso

- 2 -

- 3 -
TOCc
Reservado el derecho de cambiar las especificaciones sin previo aviso.
1 SEGURIDAD 4.......................................................
2 INTRODUCCIÓN 6...................................................
2.1 Equipamento 6.............................................................
3 CARACTERÍSTICAS TÉCNICAS 6.....................................
4 INSTALACIÓN 7.....................................................
4.1 Resistencias de terminación 7................................................
4.2 Ejemplo de sistema de soldadura robotizado 7..................................
5 OPERACIÓN 8.......................................................
5.1 Conexiones y dispositivos de control 9.........................................
5.2 Conexión del agua 10.........................................................
5.3 Dispositivo protector del flujo de gas (si está instalado) 10.........................
5.4 Presión de alimentación de hilo 11..............................................
5.5 Cambio e introducción del hilo 11...............................................
5.6 Sustitución de los rodillos alimentadores 11......................................
6 MANTENIMIENTO 12..................................................
6.1 Revisión y limpieza 12........................................................
7 PEDIDOS DE REPUESTOS 12..........................................
ESQUEMA 14...........................................................
REFERENCIA DE PEDIDO 16.............................................
PIEZAS DE DESGASTE 18...............................................
ACCESORIOS 20........................................................

© ESAB AB 2008
- 4 -
bm51d1ca
1 SEGURIDAD
El usuario de un equipo ESAB es el máximo responsable de las medidas de seguridad para el
personal que trabaja con el sistema o cerca del mismo. Dichas medidas de seguridad deben
ser conformes con la legislación aplicable a este tipo de equipos. El contenido de esta reco
mendación puede considerarse como un complemento de las reglas normales vigentes en el
lugar de trabajo.
Todas las operaciones deben ser efectuadas, de acuerdo con las instrucciones dadas, por
personal que conozca bien el funcionamiento del equipo. Su utilización incorrecta puede pro
vocar situaciones peligrosas que podrían causar lesiones al operario o daños en el equipo.
1. El personal que trabaje con el equipo debe conocer:
S su funcionamiento
S la ubicación de las paradas de emergencia
S su función
S las normas de seguridad relevantes
S la técnica de soldadura o corte
2. El operador debe asegurarse de que:
S no haya personas no autorizadas en la zona de trabajo del equipo antes de ponerlo en
marcha.
S todo el personal lleve las prendas de protección adecuadas antes de encender el arco.
3. El lugar de trabajo:
S debe ser adecuado para la aplicación
S no debe tener corrientes de aire
4. Equipo de protección personal
S Es necesario utilizar siempre el equipo de protección personal recomendado (gafas
protectoras, prendas ignífugas, guantes).
S No utilice elementos que puedan engancharse o provocar quemaduras, como bufan
das, pulseras, anillos, etc.
5. Otras
S Compruebe que el cable de retorno esté correctamente conectado.
S Todas las tareas que deban efectuarse en equipos con alta tensión deberán encar
garse a personal debidamente cualificado.
S Debe disponerse de equipo de extinción de incendios en un lugar fácilmente accesible
y bien indicado.
S La lubricación y el mantenimiento del equipo no deben efectuarse durante el funciona
miento.
ES

© ESAB AB 2008
- 5 -
bm51d1ca
ADVERTENCIA
Las actividades de soldadura y corte pueden ser peligrosas. Tenga cuidado y respete las nor
mas de seguridad de su empresa, que deben basarse en las del fabricante.
DESCARGAS ELÉCTRICAS - Pueden causar la muerte
S Instale y conecte a tierra el equipo según las normas vigentes.
S No toque con las manos desnudas ni con prendas de protección mojadas los electrodos ni las
piezas con corriente.
S Aíslese de la tierra y de la pieza de trabajo.
S Asegúrese de que su postura de trabajo sea segura.
HUMOS Y GASES - Pueden ser nocivos para la salud.
S Mantenga el rostro apartado de los humos.
S Utilice un sistema de ventilación o de extracción encima del arco (o ambos) para eliminar los
humos y gases de la zona de trabajo.
HAZ DEL ARCO - Puede provocar lesiones oculares y quemaduras
S Utilice un casco con elemento filtrante y prendas de protección adecuadas para protegerse los
ojos y el cuerpo.
S Utilice pantallas o cortinas de protección adecuadas para proteger al resto del personal.
PELIGRO DE INCENDIO
S Las chispas pueden causar incendios. Asegúrese de que no haya materiales inflamables cerca
de la zona de trabajo.
RUIDO - El exceso de ruido puede provocar lesiones de oído.
S Utilice protectores auriculares.
S Advierta de los posibles riesgos a las personas que se encuentren cerca de la zona de trabajo.
EN CASO DE AVERÍA - Acuda a un especialista.
Antes de instalar y utilizar el equipo, lea atentamente el manual de instrucciones.
¡PROTÉJASE Y PROTEJA A LOS DEMÁS.!
¡PRECAUCIÓN!
Los equipos de tipo Class A no están previstos para su uso en lugares
residenciales en los que la energía eléctrica proceda de la red pública
de baja tensión. En tales lugares puede resultar difícil garantizar la
compatibilidad electromagnética de los equipos Class A, debido a las
perturbaciones tanto conducidas como radiadas.
¡PRECAUCIÓN!
Antes de instalar y utilizar el equipo, lea
atentamente el manual de instrucciones.
¡Elimine los aparatos electrónicos en una instalación de reciclado!
De conformidad con la Directiva europea 2002/96/CE sobre residuos de aparatos
eléctricos y electrónicos y su aplicación con arreglo a la normativa nacional, los aparatos
eléctricos o electrónicos que han llegado al final de su vida útil se deben eliminar en una
instalación de reciclado.
Como responsable del equipo, le corresponde informarse sobre los puntos de recogida
autorizados.
Si desea más información, póngase en contacto con el distribuidor ESAB más cercano.
ES

© ESAB AB 2008
- 6 -
bm51d1ca
¡PRECAUCIÓN!
Este producto debe ser utilizado solamente para soldadura de arco¡
ESAB puede proporcionarle todos los accesorios e instrumentos de
protección necesarios.
2 INTRODUCCIÓN
La unidad de alimentación de hilo RoboFeed 3004w ha sido específicamente
diseñada para soldadura MIG/MAG con equipos robotizados.
2.1 Equipamento
La unidad de alimentación de hilo se entrega con un manual de instrucciones y una
pegatina con los consumibles recomendados.
3 CARACTERÍSTICAS TÉCNICAS
RoboFeed 3004w
Alimentación eléctrica 42 V 50-60 Hz
Requisitos de potencia 147 VA
Corriente del motor I
máx
8 A
Velocidad de aporte de hilo 0,8-30,0 m/min
Conexión de la pistola EURO
Diámetro de hilo
Fe macizo
Inoxidable
Al
Hilos tubulares
0,6-1,6 mm
0,6-1,2 mm
1,0-1,6 mm
0,8-1,6 mm
Peso 7,3 kg
Dimensiones (long. x anch. x alt.) 362 x 246 x 234 mm
Gas de protección
presión máxima
Gases para soldadura MIG/MAG
5 bares
Refrigerante
presión máxima
50% agua / 50% monoetilenglicol
5 bares
Carga admisible a un
ciclo de trabajo del 60%
ciclo de trabajo del 100%
500 A
280 A
Clase de protección de la carcasa IP2X
Factor de intermitencia
El factor de intermitencia especifica el porcentaje de tiempo de un período de diez minutos durante
el cual es posible soldar o cortar con una determinada carga. El factor de intermitencia es válido
para 40 ° C.
Grado de estanqueidad
El código IP indica el grado de estanqueidad, como por ejemplo, el grado de protección contra la
penetración de agua y objetos. Los aparatos de la clase IP 2X no están diseñados para utilizarse
al aire libre.
ES

© ESAB AB 2008
- 7 -
bm51d1ca
4 INSTALACIÓN
La instalación deberá hacerla un profesional autorizado.
¡ADVERTENCIA!
Cuando lleve a cabo trabajos de soldadura en entornos de alto riesgo eléctrico,
sólo deberán utilizarse unidades de alimentación adecuadas para dicho entorno.
Dichas unidades de alimentación pueden identificarse porque en ellas figura el
símbolo .
4.1 Resistencias de terminación
Los extremos del bus CAN deben estar equipados con
resistencias de terminación para evitar interferencias
en la comunicación.
La resistencia de terminación se suministra con la
unidad de alimentación.
Uno de los extremos del bus CAN, situado en el panel
de control, ya lleva integrada una resistencia de
terminación. En cambio, el otro extremo del bus, que
se encuentra en la unidad de alimentación de hilo, debe equiparse
con una resistencia de terminación tal y como se muestra en la figura de la derecha.
4.2 Ejemplo de sistema de soldadura robotizado
ES

© ESAB AB 2008
- 8 -
bm51d1ca
5 OPERACIÓN
En la página 4 hay instrucciones de seguridad generales para el manejo de
este equipo. Léalas antes de usarlo.
¡ADVERTENCIA!
Asegúrese de que los paneles laterales están cerrados durante el funcionamiento.
¡ADVERTENCIA!
Las piezas giratorias pueden provocar accidentes. Proceda con
mucho cuidado.
A
H 0935
ES

© ESAB AB 2008
- 9 -
bm51d1ca
5.1 Conexiones y dispositivos de control
1 Piloto blanco – alimentación eléctrica ON 9 Conexión para refrigerante desde la
unidad de alimentación eléctrica (unidad
de refrigeración), AZUL
2 Interruptor para purga de gas 10 Conexión de entrada para aire de
eliminación de salpicaduras
3 Interruptor para recogida del hilo 11 Conexión para refrigerante a la fuente de
alimentación eléctrica (unidad de
refrigeración), ROJO
4 Interruptor para alimentación de hilo en
frío
12 Quick connector MarathonPact
5 Conexión para señales hacia/desde la
pistola de soldadura robotizada
13 Conexión para gas de protección
6 ELP* - Conexión AZUL para suministro de
refrigerante a la pistola de soldadura,
Conexión ROJO para salida del
refrigerante de la pistola de soldadura
14 Conexión para corriente de soldadura
desde la fuente de alimentación eléctrica
(OKC)
7 Conexión de salida para aire de
eliminación de salpicaduras
15 Conexión para resistencia de terminación
o extensión a la siguiente unidad de
alimentación de hilo
8 Conexión para pistola de soldadura
(EURO)
16 Conexión para cable de control desde la
fuente de alimentación eléctrica
* ELP = «ESAB Logic Pump» (bomba lógica ESAB, consulte el punto 5.2).
6
ES

© ESAB AB 2008
- 10 -
bm51d1ca
Símbolos y descripciones
Entrada del aire de eliminación de salpicaduras (9)
Gas de protección (12)
Salida del aire de eliminación de salpicaduras (7)
Se utiliza para limpiar a pistola la punta de contacto de la pistola de soldadura.
Purga de gas (2)
Se utiliza para medir el flujo de gas o para extraer el aire o la humedad de las
mangueras antes de empezar a soldar. La purga de gas se realiza sin tensión y con
la unidad de alimentación de hilo desconectada.
Recogida del hilo (3)
Se utiliza para recoger el hilo, por ejemplo, cuando es necesario cambiar la bobina.
Avance lento (4)
Se utiliza para aportar hilo sin tensión de soldadura.
5.2 Conexión del agua
La unidad de aporte de hilo con conexión de agua está equipada con un sistema de
detección ELP (ESAB Logic Pump, bomba lógica ESAB), que comprueba que todas
las mangueras del agua de refrigeración estén conectadas. La bomba de agua se
pone en marcha cuando se conecta una pistola de soldadura refrigerada por agua.
El sistema de detección sólo funciona con fuentes de corriente de soldadura
equipadas con la función ELP.
5.3 Dispositivo protector del flujo de gas (si está instalado)
Este dispositivo interrumpe el proceso de soldadura si el flujo de gas baja de 3,5
l/min. Simultáneamente, la unidad de control muestra un mensaje de error.
ES

© ESAB AB 2008
- 11 -
bm51d1ca
5.4 Presión de alimentación de hilo
En primer lugar, compruebe que el hilo no corra con dificultad por la guía. A
continuación, regule la presión de los rodillos del mecanismo alimentador. Es
importante que la presión no sea demasiado alta.
Fig. 1 Fig. 2
Para comprobar que la presión de alimentación sea correcta, se puede alimentar
hilo contra un objeto aislado, por ejemplo un taco de madera.
Cuando se sostiene el soplete a unos 5 mm del taco de madera (Fig. 1), los
rodillos de alimentación deben girar en falso.
En cambio, cuando se sostiene el soplete a unos 50 mm del taco de madera, el
hilo debe salir y doblarse (Fig. 2).
5.5 Cambio e introducción del hilo
S Abra el panel lateral.
S Desconecte el sensor de presión inclinándolo hacia atrás; los rodillos de presión
se deslizan hacia arriba.
S Desenrolle entre 10 y 20 cm del hilo nuevo. Lime cualquier rugosidad o arista
viva que pueda haber en la punta del hilo antes de insertarlo en la unidad de
alimentación de hilo.
S Asegúrese de que el hilo se introduce correctamente en la guía del rodillo de
alimentación y en la boquilla de salida o guía del hilo.
S Fije el sensor de presión.
S Cierre el panel lateral.
5.6 Sustitución de los rodillos alimentadores
S Abra el panel lateral.
S Desconecte el sensor de presión (1) inclinándolo
hacia atrás; los rodillos de presión se deslizan
hacia arriba.
S Desconecte los rodillos de presión (2). Para ello,
haga girar el eje (3) un cuarto de vuelta en el
sentido de las agujas del reloj y extráigalo. Al
hacerlo, los rodillos de presión se sueltan.
S Desconecte los rodillos alimentadores (4), aflojando
las tuercas (5) y extrayendo los rodillos.
El montaje se realiza aplicando el mismo procedimiento en orden inverso.
ES

© ESAB AB 2008
- 12 -
bm51d1ca
Selección de la guía de los rodillos alimentadores
Coloque el rodillo alimentador de forma que la marca de
dimensionado de la guía requerida quede hacia usted.
¡ADVERTENCIA!
Existe riesgo de aplastamiento al cambiar la bobina.
No se ponga guantes de seguridad para introducir el hilo de soldadura entre
los rodillos alimentadores.
6 MANTENIMIENTO
Para garantizar la seguridad y fiabilidad del equipo es muy importante efectuar un
mantenimiento periódico.
¡PRECAUCIÓN!
Todas las obligaciones del proveedor derivadas de la garantía del producto dejarán de
ser aplicables si el cliente manipula el producto por su propia cuenta y riesgo durante
el periodo de vigencia de la garantía con el fin de reparar cualquier tipo de fallo o
avería.
6.1 Revisión y limpieza
Unidad de alimentación de hilo
Compruebe con regularidad que la unidad de alimentación de hilo no está
obstruida.
S Limpie y cambie las partes desgastadas del mecanismo de la unidad de
alimentación de hilo a intervalos regulares con el fin de que no se produzca
ningún fallo en la alimentación del hilo. Tenga en cuenta que una presión
previa demasiado alta puede producir un desgaste inusual de los cilindros de
presión, los rodillos de alimentación y la guía del hilo.
Pistola de soldadura
S Limpie y/o reponga a intervalos regulares las partes desgastadas (o
susceptibles de sufrir desgaste) del mecanismo de alimentación, con el fin de
que no se produzca ningún fallo en la alimentación de hilo. Limpie con aire
comprimido la guía del hilo cada cierto tiempo, así como la punta de contacto
del hilo.
7 PEDIDOS DE REPUESTOS
Todas las reparaciones y trabajos eléctricos deben encargarse a un técnico ESAB
autorizado.
Utilice siempre repuestos y consumibles originales de ESAB.
El RoboFeed 3004w se han construido y ensayado según el estándar internacional y
europeo IEC/EN 60974-5 y IEC/EN 60974-10. Después de haber realizado una opera
ción de servicio o reparación, la empresa o persona de servicio que la haya realizado
deberá cerciorarse de que el equipo siga cumpliendo la norma antedicha.
Si desea realizar un pedido de piezas de repuesto, acuda al distribuidor de ESAB
más cercano (consulte la última página de este documento).
ES

- 13 -
notes
NOTES
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................

© ESAB AB 2008
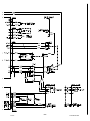
Esquema
- 14 -
bm51e

© ESAB AB 2008
- 15 -
bm51e

RoboFeed 3004w
© ESAB AB 2008
Referencia de pedido
- 16 -
bm51o
Ordering no. Denomination Type Note
0461 000 891
0461 030 990
Wire feed unit
Spare parts list
Aristo
R
RoboFeed 3004w
Aristo
R
RoboFeed 3004w
12 pole
Technical documentation is available on the Internet at www.esab.com

- 17 -
p

RoboFeed 3004w
© ESAB AB 2008
Piezas de desgaste
- 18 -
cm51vw
Item Ordering no. Denomination Wire type Wire dimensions
HI 1 0455 072 002
0456 615 001
Intermediate nozzle
Intermediate nozzle
Fe, Ss & cored
Al
HI 2 0469 837 880
0469 837 881
Outlet nozzle
Outlet nozzle
Fe, Ss & cored
Al
Ø 2.0 mm steel for 0.6-1.6 mm
Ø 2.0 mm plastic for 0.8-1.6 mm
HI 3 0191 496 114 Key
HI 4 0215 701 007 Locking washer
HI 5a 0459 440 001 Motor gear euro, drive gear
Item Ordering no. Denomination Wire type Wire dimensions Groove
typ
Roller
markings
HI 5b 0459 052 001 Feed/pressure rollers Fe, Ss & cored Ø 0.6 & 0.8 mm V 0.6 S2 & 0.8 S2
0459 052 002 Feed/pressure rollers Fe, Ss & cored Ø 0.8 & 1,0 mm V
0.8 S2 & 1.0 S2
0459 052 003 Feed/pressure rollers Fe, Ss & cored Ø 0.9/1.0 & 1.2 mm V 1.0 S2 & 1.2 S2
0459 052 013 Feed/pressure rollers Fe, Ss & cored Ø 1.4 & 1.6 mm V 1.4 S2 & 1.6 S2
0458 825 001 Feed/pressure rollers Cored Ø 0.9/1.0 & 1.2 mm V-Knurled 1.0 R2 & 1.2 R2
0458 825 002 Feed/pressure rollers Cored Ø 1.2 & 1.4 mm V-Knurled 1.2 R2 & 1.4 R2
0458 825 003 Feed/pressure rollers Cored Ø 1.6 mm V-Knurled 1.6 R2 & 2.0 R2
0458 824 001 Feed/pressure rollers Al Ø 0.8 & 0.9/1.0 mm U 0.8 A2 & 1.0 A2
0458 824 002 Feed/pressure rollers Al Ø 1.0 & 1.2 mm U 1.0 A2 & 1.2 A2
0458 824 003 Feed/pressure rollers Al Ø 1.2 & 1.6 mm U 1.2 A2 & 1.6 A2
0458 874 002 Feed/pressure rollers Al Ø 1.0 & 1.2 mm U 1.0 A2 & 1.2 A2
Use only pressure and feed rollers marked A2, R2 or S2.
The rollers are marked with wire dimension in mm, some are also marked with inch.
Item Ordering no. Denomination Notes
HI 6 Washer Ø 16/5x1
HI 7 Screw M4x12
HI 8 Screw M6x12
HI 9 Washer Ø 16/8.4x1.5
HI 10 0469 838 001 Cover
HI 11 0458 722 880 Axle and Nut
HI 12 0459 441 880 Gear adapter
HI 12 0455 053 881 Gear adapter Heavy duty with needle bearing
HI 13 0455 049 001 Inlet nozzle Ø 3mm for 0.6-1.6mm Fe, Ss, Al and cored wire
HI 14 0458 999 001 Shaft
HI 15 F102 440 880 Quick connector For Marathon Pac
TM
Welding with aluminium wire
In order to weld with aluminium wire, proper rollers, nozzles and liners for aluminium wire MUST be
used, It is recommended to use 3 m long welding gun for aluminium wire, equipped with appropriate
wear parts.

RoboFeed 3004w
© ESAB AB 2008
- 19 -
cm51vw
2

RoboFeed 3004w
© ESAB AB 2008
Accesorios
- 20 -
cm51va
Quick connector MarathonPact ............ F102 440 880
Adapterplate for mounting on the robot arm ..... 0461 173 880

- 21 -
notes
NOTES
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................

- 22 -
notes
NOTES
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................

- 23 -
notes
NOTES
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................

www.esab.com
110915© ESAB AB
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
BULGARIA
ESAB Kft Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
























ESAB RoboFeed 3004w - Aristo® RoboFeed 3004w Manual de usuario
- Categoría
- Sistema de soldadura
- Tipo
- Manual de usuario
- Este manual también es adecuado para
Artículos relacionados
-
ESAB RoboFeed 3004w - Aristo RoboFeed 3004w Manual de usuario
-
-
-
-
ESAB Aristo RoboFeed 3004HW Serie Manual de usuario
-
-
-
ESAB Aristo Feed 4804 Manual de usuario
-
-