Miller LIVEARC WELDING PERFORMANCE MANAGEMENT SYSTEM El manual del propietario
- Categoría
- Sistema de soldadura
- Tipo
- El manual del propietario
Este manual también es adecuado para

LiveArc
Sistema de gestión del rendimiento
de la soldadura
Procesos
Descripción
MANUAL DEL OPERADOR
Soldadura MIG (GMAW)
Soldadura con alambre con
núcleo fundente protegida por
gas (FCAW-G)
Soldadura Convencional por
Electrodo
Sistema de capacitación en soldadura
por arco
OM−267357G/spa 2017−11
www.MillerWelds.com

Miller Electric fabrica una línea completa
de máquinas para soldadura y equipos relacionados.
Si necesita información acerca de otros productos de calidad de Miller,
comuníquese con el distribuidor Miller de su localidad, quien le suministrará
el catálogo más reciente de la línea completa o folletos con las especificaciones
de cada producto individual. Para localizar al distribuidor o agencia
de servicios más cercano a su domicilio, llame al 1-800-4-A-Miller,
o visite nuestro sitio en Internet, www.MillerWelds.com.
Gracias y felicitaciones por haber elegido a Miller. Ahora usted puede hacer
su trabajo, y hacerlo bien. En Miller sabemos que usted no tiene tiempo para
hacerlo de otra forma.
Por ello, cuando en 1929 Niels Miller comenzó a fabricar soldadoras por arco,
se aseguró que sus productos ofreciesen un valor duradero y una calidad superior,
pues sus clientes, al igual que usted, no podían arriesgarse a recibir menos.
Los productos Miller debían ser los mejores posibles, es decir, los mejores
que se podía comprar.
Hoy, las personas que fabrican y venden los productos Miller continúan
con la tradición y están comprometidas a proveer equipos y servicios que
cumplan con los altos estándares de calidad y valor establecidos en 1929.
Este manual del usuario está diseñado para ayudarlo a aprovechar al máximo sus
productos Miller. Por favor, tómese el tiempo necesario para leer detenidamente
las precauciones de seguridad, las cuales le ayudarán a protegerse de los peligros
potenciales de su lugar de trabajo. Hemos hecho
que la instalación y operación sean rápidas y fáciles.
Con los productos Miller, y el mantenimiento
adecuado, usted podrá contar con años
de funcionamiento confiable. Y si por alguna razón
el funcionamiento de la unidad presenta problemas,
hay una sección de “Reparación de averías” que le
ayudará a descubrir la causa. A continuación, la lista
de piezas le ayudará a decidir con exactitud cuál
pieza necesita para solucionar el problema. Además,
el manual contiene información sobre la garantía
y el servicio técnico correspondiente a su modelo.
Miller es el primer fabricante
de equipos de soldadura en los
EE.UU. cuyo Sistema de calidad
ha sido registrado bajo la norma
ISO 9001.
Trabajando tan duro como
usted − cada fuente de poder
para soldadura de Miller está
respaldada por la garantía con
menos trámites complicados
de la industria.
De Miller para usted

INDICE
SECCIÓN 1 − PRECAUCIONES DE SEGURIDAD − LÉALAS ANTES DE USAR 1....................
1-1. Uso de símbolos 1.....................................................................
1-2. Peligros del sistema de entrenamiento en soldadura 1.......................................
1-3. Advertencias de la Proposición 65 del estado de California 2.................................
1-4. Normas principales de seguridad 2.......................................................
SECCIÓN 2 − DEFINICIONES 3................................................................
2-1. Símbolos y definiciones diversos 3.......................................................
SECCIÓN 3 − ESPECIFICACIONES 5..........................................................
3-1. Introduction 5.........................................................................
3-2. Ubicación de la etiqueta con el número de serie y los valores nominales
de los parámetros eléctricos de la máquina 6...............................................
3-3. Especificaciones 6.....................................................................
3-4. Especificaciones ambientales 6..........................................................
3-5. Nomenclatura convencional de los tipos de soldadura de práctica de Miller 7....................
3-6. Nomenclatura convencional de los tipos de soldadura de práctica de Miller − SMAW 7............
SECCIÓN 4 − INSTALACIÓN 9................................................................
4-1. Selección de la ubicación 9.............................................................
4-2. Instalación del soporte del monitor en la mesa de soldar 10....................................
4-3. Brazo de posicionamiento 11.............................................................
4-4. Brazo de extensión y pinza de sujeción de la pieza 12........................................
4-5. Límites de la altura del conjunto de pinza, en función
de la posición de soldadura (GMAW/FCAW) 13..............................................
4-6. Conexión a tierra de la mesa de trabajo 14..................................................
4-7. Instalación del portaherramientas de soldadura frontal 14.....................................
4-8. Instalación de la pinza de masa de la máquina de soldadura 15................................
4-9. Instalación de la antorcha GMAW SmartGun 16.............................................
4-10. Conexiones de la pantalla táctil 17.........................................................
4-11. Conexión de la alimentación del monitor 18.................................................
SECCIÓN 5 − CONTROLES Y COMPONENTES DEL SISTEMA 19..................................
5-1. Controles de la pantalla táctil 19...........................................................
5-2. Cámaras y marcadores del sistema de entrenamiento 20.....................................
5-3. Controles de la antorcha SmartGun 21.....................................................
5-4. Uso de la herramienta para calibración de juntas 22..........................................
SECCIÓN 6 − OPERACIÓN 23..................................................................
6-1. Configuración del equipo 23..............................................................
6-2. Primeros pasos 23......................................................................
SECCIÓN 7 − HERRAMIENTAS ADMINISTRATIVAS 36............................................
7-1. Modo de administración 36...............................................................
7-2. Ajustes del equipo 36...................................................................
7-3. Actualizaciones del software 36...........................................................
7-4. Copia de seguridad y restauración de datos 36..............................................
7-5. Calibración de la herramienta de soldadura 37...............................................
7-6. Herramienta para calibración de juntas 37..................................................
7-7. Calibración de la mesa 37................................................................
7-8. Ajuste del vínculo entre las cámaras y el brazo 37...........................................
7-9. Calibración de la pinza 37................................................................
7-10. Ajustes de la cámara 37.................................................................
7-11. Optimización del seguimiento 37..........................................................
7-12. Restauración de los valores predefinidos del sistema 37......................................

INDICE
SECCIÓN 8 − GESTIÓN DE LAS PRÁCTICAS 38.................................................
8-1. Modo de administración 38...............................................................
8-2. Creación de nuevas prácticas 39..........................................................
SECCIÓN 9 − GESTIÓN DE USUARIOS 41.......................................................
9-1. Modo de administración 41...............................................................
9-2. Creación de un nuevo usuario 41..........................................................
9-3. Edición de la información del usuario 42....................................................
9-4. Búsqueda del número de serie de una soldadura 43..........................................
9-5. Exportación de un archivo de informe 43...................................................
SECCIÓN 10 − PANEL DE CONTROL 44.........................................................
SECCIÓN 11 − USO DEL MÓDULO SMAW OPCIONAL 45.........................................
11-1. Puntos de conexión de la caja del enrutador SMAW 45.......................................
11-2. Conexión del sistema de formación con el módulo SMAW opcional 46...........................
11-3. Conexión de la alimentación de entrada de la caja del enrutador SMAW 48.......................
11-4. Controles del punzón SmartStinger 49.....................................................
11-5. Muestras de soldadura por puntos 50......................................................
11-6. Confirmación de ranura de electrodo de soldadura convencional 51.............................
11-7. Uso de las guías de posición del punzón SmartStinger 52.....................................
11-8. Configuración del equipo 52..............................................................
SECCIÓN 12 − MANTENIMIENTO 53............................................................
12-1. Mantenimiento de rutina 53...............................................................
12-2. Vaciado de la bandeja de partículas de la tabla de trabajo 54...................................
12-3. Protección contra sobrecargas 54.........................................................
12-4. Desmontaje y reemplazo de los consumibles para la SmartGun 55.............................
12-5. Reemplazo del forro Quick Load de la SmartGun 56..........................................
SECCIÓN 13 − DETECCIÓN Y SOLUCIÓN DE AVERÍAS 57........................................
13-1. Tabla para detección y solución de problemas 57............................................
SECCIÓN 14 − DIAGRAMAS ELECTRICOS 59...................................................
SECCIÓN 15 − LISTA DE PARTE 62.............................................................
GARANTIA

OM−267357 Página 1
SECCIÓN 1 − PRECAUCIONES DE SEGURIDAD −
LÉALAS ANTES DE USAR
Sistema de entrenamiento 2016−05
Protéjase usted mismo y a otros contra lesiones — lea, cumpla y conserve estas importantes precauciones de seguridad
e instrucciones de utilización.
1-1. Uso de símbolos
¡PELIGRO! − Indica una situación peligrosa que,
si no es evitada, ocasionará la muerte o graves
lesiones. Los peligros posibles están indicados por los
símbolos adjuntos o explicados en el texto.
Indica una situación peligrosa que, si no es evitada,
podría ocasionar la muerte o graves lesiones.
Los peligros posibles están indicados por los
símbolos adjuntos o explicados en el texto.
AVISO − Proporciona indicaciones no relacionadas con lesiones
personales.
Indica instrucciones especiales.
Este grupo de símbolos significa ¡Precaución! ¡Tenga cuidado!
Peligro de DESCARGA ELÉCTRICA, PIEZAS EN MOVIMIENTO
y PIEZAS CALIENTES. Para adoptar las acciones necesarias para
evitar los peligros, consulte los símbolos y las instrucciones
relacionadas indicadas a continuación.
1-2. Peligros del sistema de entrenamiento en soldadura
Los símbolos mostrados abajo se usan en todo este manual
para llamar la atención e identificar los posibles peligros.
Cuando vea este símbolo tenga cuidado, y siga
las instrucciones relacionadas para evitar el peligro.
La información de seguridad dada abajo es solamente un
resumen de la información de seguridad más completa que
se encuentra en las normas de seguridad de la sección 1-4.
Lea y siga todas las normas de seguridad.
Solamente personal calificado debe instalar, utilizar,
mantener y reparar esta unidad.
El uso del sistema de entrenamiento en soldadura implica
la existencia de riesgos relacionados con la soldadura.
Lea los manuales del usuario y las etiquetas adheridas a la
máquina y al alimentador de alambre para conocer más
información sobre los peligros de la soldadura por arco.
Lea también la norma nacional estadounidense ANSI Z49.1,
Seguridad en soldadura, corte y procesos afines, de la
Sociedad Americana de Soldadura (www.aws.org).
LEA LAS INSTRUCCIONES.
Lea y siga cuidadosamente las instrucciones
contenidas en todas las etiquetas y en el
Manual del usuario antes de instalar, utilizar o
realizar tareas de mantenimiento en la unidad.
Lea la información relacionada con la seguridad que encontrará
al comienzo del manual y en cada sección.
Use únicamente piezas de repuesto genuinas del fabricante.
Los trabajos de instalación y mantenimiento deben ser ejecuta-
dos de acuerdo con las instrucciones del manual del usuario, las
normas del sector y los códigos nacionales, estatales y locales.
No repare, modifique o desmonte el sistema de entrenamiento.
No lo use con piezas o accesorios no suministrados por el
fabricante. Utilice únicamente componentes y accesorios
aprobados enviados por el fabricante.
Asegúrese que todos los herrajes estén correctamente apretados.
No utilice el sistema de entrenamiento hasta que esté seguro
de que está bien instalado y funcionando correctamente.
Antes de cada uso, inspeccione el sistema de entrenamiento
para verificar la ausencia de daños y comprobar que es seguro
y está correctamente instalado.
Utilice el sistema de entrenamiento exclusivamente como
se especifica en el manual.
Una DESCARGA ELÉCTRICA puede
matarlo.
No toque piezas con electricidad; pueden causarle
una descarga o quemaduras graves.
No toque piezas con electricidad.
Desconecte la alimentación eléctrica antes de
instalar o dar servicio a este equipo.
No toque superficies conectadas a tierra
mientras use este equipo (tuberías, armarios o
estructuras de metal, etc.).
Mantenga los cordones secos, limpios de aceite y grasa
y protegidos contra piezas de metal calientes y chispas.
Inspeccione con frecuencia el cable de alimentación y el cable
de tierra de los equipos. Si observa daños o conductores
a la vista − reemplace inmediatamente el cable completo −
pues un alambre desnudo puede matarlo.
Apague todos los equipos cuando no estén en uso. No
abandone el equipo mientras no se haya detenido por completo.
Utilice únicamente equipos bien mantenidos. Repare
o reemplace las piezas dañadas inmediatamente. Mantenga la
unidad de acuerdo con lo indicado en el manual.
Mantenga todos los paneles y cubiertas asegurados en su sitio.
No use el sistema de entrenamiento durante una tormenta
eléctrica. Apague el equipo y desconecte el cable de
alimentación hasta que los riesgos ocasionados por los rayos
hayan pasado.
Revise siempre la tierra del suministro eléctrico. Revise
y asegúrese de que el enchufe del cable esté conectado a una
toma de corriente con tierra bien conectada.
No utilice los equipos en lugares húmedos o mojados.
Un equipo instalado incorrectamente o sin conexión a tierra es
peligroso. Instale, conecte a tierra y utilice correctamente este
equipo de acuerdo a las instrucciones de su Manual del usuario
y a lo establecido en los reglamentos nacionales, estatales
y locales. Lea también la norma nacional estadounidense
ANSI Z49.1, Seguridad en soldadura, corte y procesos afines,
de la Sociedad Americana de Soldadura (www.aws.org).

OM−267357 Página 2
Peligro de FUEGO O EXPLOSIÓN.
No instale ni coloque la unidad en,
sobre o cerca de superficies combustibles.
No instale la unidad cerca de elementos
inflamables.
Use el sistema de entrenamiento únicamente para las aplicacio-
nes recomendadas; en caso contrario, las protecciones propor-
cionadas por el equipo podrían resultar afectadas. No utilice la
mesa del sistema de entrenamiento para trabajos que no sean
de soldadura, como pintura, aserrado de madera o cualquier ac-
tividad que pueda producir materiales inflamables.
Las PIEZAS CALIENTES pueden
ocasionar quemaduras.
No toque ninguna pieza caliente sin protección
en las manos.
Deje que el equipo se enfríe antes de
comenzar a trabajar en él.
Para manejar piezas calientes, use herramientas apropiadas
y/o póngase guantes y ropa aislados para soldadura para
trabajo pesado para evitar quemaduras
No se quite los guantes para utilizar la pantalla táctil. La pantalla
táctil se puede activar con los guantes puestos.
Un EQUIPO AL CAER puede producir
lesiones.
No exceda el peso máximo admisible por
la mesa de soldadura, cajones o estantes
(vea las especificaciones). Distribuya unifor-
memente el peso sobre la mesa de soldadura y
en cajones y estantes. No se suba a la mesa de soldadura ni a la
bandeja, los cajones o los estantes, ni tampoco apoye en ellos
equipos pesados.
Use un equipo de capacidad adecuada para levantar y sostener
la unidad.
Si utiliza un carro montacargas, asegúrese de que las uñas de la
horquilla sobresalgan por el lado opuesto de la unidad.
No utilice equipos motorizados para arrastrar la unidad.
No mueva ni instale el sistema de entrenamiento en un lugar
donde podría volcarse. Instale el sistema de entrenamiento
sobre una superficie firme y nivelada, alejado de materiales
inflamables. Bloquee las ruedas para mantener la mesa en su
posición.
Siga las pautas incluidas en el Manual de aplicaciones de la
ecuación revisada para levantamiento de cargas del NIOSH
(Publicación Nº 94−110) cuando tenga que levantar cargas
pesadas o equipos.
Las PIEZAS MÓVILES pueden
provocar lesiones.
Aleje a las personas de la tapa protectora de la
pantalla táctil cuando se está abriendo.
Mantenga la tapa cerrada cuando se suelda.
Mantenga a las personas alejadas del brazo de posicionamiento
opcional cuando este sube o baja.
La luz de los procesos de soldadura produce rayos
visibles e invisibles de gran intensidad (ultravioletas
e infrarrojos), que pueden quemar los ojos y la piel.
Además, la soldadura despide chispas.
Use una careta para soldar aprobada equipada con un filtro de
protección apropiado para proteger su cara y ojos de los rayos
de luz y de las chispas mientras esté soldando o mirando
(vea las normas ANSI Z49.1 y Z87.1 incluidas en las normas de
seguridad).
Use gafas de seguridad aprobadas con protección lateral bajo
su careta.
Utilice pantallas o barreras para proteger a otras personas
contra el deslumbramiento, el brillo y las chispas; adviértales
que no miren la soldadura.
Use ropa de protección adecuada para el cuerpo, de material
durable y resistente a la llama (cuero, algodón grueso o lana).
La ropa de protección para el cuerpo incluye guantes de cuero,
camisa de trabajo, pantalones sin botamanga (vuelta), botas de
seguridad y una gorra; ninguno de estos elementos debe
contener compuestos derivados del petróleo.
Los RAYOS DE LUZ pueden quemar
los ojos y la piel.
1-3. Advertencias de la Proposición 65 del estado de California
El equipo de soldadura y corte produce humo o gases que
contienen químicos conocidos en el estado de California
como causantes de defectos de nacimiento y, en algunos
casos, cáncer. (Sección de Seguridad del Código de Salud en
California Nº 25249.5 y subsiguientes).
Este producto contiene químicos, incluso plomo, que el
estado de California reconoce como causantes de cáncer,
defectos de nacimiento y otros daños al sistema reproductor.
Lávese las manos después de su uso.
1-4. Normas principales de seguridad
Norma ANSI Z49.1, Seguridad en los procesos de soldadura,
corte y afines (Safety in Welding, Cutting, and Allied Processes).
Se puede descargar sin costo desde el sitio web de la Sociedad
Americana de Soldadura (AWS) en: o adquirirse en Global Engineering
Documents (teléfono: 1−877−413−5184, sitio web: www.global.ihs.com).
Manual de aplicaciones de la ecuación revisada para levantamiento
de cargas del NIOSH, del Instituto Nacional de Salud y Seguridad
Laboral de los EE.UU. (NIOSH), 1600 Clifton Rd, Atlanta, GA
30329-4027 (teléfono: 1−800−232−4636, sitio web:
www.cdc.gov/NIOSH).
Requisitos de seguridad para equipos eléctricos de medida, control
y uso en laboratorios — Parte 1: Requisitos generales, norma
CAN/CSA C22.2 N.º 61010−1−12, de la Asociación Canadiense de
Normalización, Venta de normas, 5060 Spectrum Way, Suite 100,
Missisauga, Ontario, Canadá L4W 5NS (teléfono: 800−463−6727, sitio
web: www.csagroup.org).

OM−267357 Página 3
SECCIÓN 2 − DEFINICIONES
2-1. Símbolos y definiciones diversos
A
Amperaje
V
Voltaje
IP
Grado de
protección interno
Ajuste de
la máquina
(Panel/Local)
Enchufe y cordón
de entrada
Soldadura
habilitada
Soldadura
deshabilitada
Modo arco
activado
Modo arco
desactivado
GMAW
FCAW
SMAW
Alimentación
de alambre
Pantalla táctil
Audio / Sonido
GUIDE
Vibración de
respuesta
Objetivo
Perfil
del usuario
Cerrar sesión
Flecha a la
izquierda
Flecha a la
derecha
Flecha arriba
Flecha abajo
Marca de práctica
exitosa
Sin éxito
Práctica
incompleta
Avanzar en
el historial
Retroceder en
el historial
Historial de
pruebas
Historial de
pasadas múltiples
Resumen de
especificaciones
del procedimiento
de soldadura
Parámetros del
arco
Soldadura de
filete
Soldadura
de bisel
Soldadura
de ranura
en escuadra
Soldadura
de ranura en “V”
Posición
por sobre
la cabeza
(GMAW/FCAW)
Posición sobre la
cabeza (SMAW)
Posición vertical

OM−267357 Página 4
Posición vertical
(SMAW)
Posición plana
Posición plana
(SMAW)
Posición
horizontal
Posición
horizontal
(SMAW)
Junta a tope
Unión en “T”
Ranura en
V único
Ranura en bisel
único
Junta traslapada
Velocidad
de avance
Velocidad de
avance
+−
+−
Ángulo de avance
Ángulo de avance
Ángulo de trabajo
en junta a tope
Ángulo de trabajo
en junta a tope
Mira en junta
a tope
CTWD de la junta
a tope
Índice de la
longitud del arco,
junta a tope
Ángulo de trabajo
en junta en “T”
Ángulo de trabajo
en junta a tope
Mira en junta
en “T”
CTWD de la junta
en “T”
Índice de la
longitud del arco,
junta en T
Ángulo de trabajo
en junta solapada
Ángulo de trabajo
en junta solapada
Mira en junta
solapada
CTWD de la junta
solapada
Índice de la
longitud del arco,
junta solapada
AL
Aluminio
S
Acero
SS
Acero inoxidable

OM−267357 Página 5
SECCIÓN 3 − ESPECIFICACIONES
El uso del sistema de entrenamiento en soldadura implica la existencia de riesgos relacionados con la soldadura. Lea los manuales
del usuario y las etiquetas adheridas a la máquina y al alimentador de alambre para conocer más información sobre los peligros
de la soldadura por arco. Lea también la norma nacional estadounidense ANSI Z49.1, Seguridad en soldadura, corte y procesos afines,
de la Sociedad Americana de Soldadura (www.aws.org). Además, los operadores deben estar capacitados en el uso correcto de este
equipo antes de usarlo para capacitar a otros.
3-1. Introduction
El sistema de formación de soldadura LiveArc proporciona tanto a aprendices como a soldadores con experiencia la oportunidad de desarrollar, mejorar o
verificar sus competencias en soldadura mediante un proceso interactivo, simulado o de arco real en una amplia variedad de configuraciones de juntas de
soldadura. El sistema de formación basado en microprocesador se conecta a prácticamente cualquier combinación de fuente de alimentación/alimentador
de alambre Miller y emplea una serie de cámaras, LED y marcadores en la antorcha SmartGun, el punzón SmartStinger y la tabla para supervisar las
soldaduras a ejecutar. El usuario se pone su equipo de protección personal, enciende el equipo de soldadura y el sistema de formación, seleccione la
asignación de soldadura deseada en el monitor con pantalla táctil y comienza una soldadura de arco real o práctica/simulada (solo GMAW/FCAW). Las
cámaras, marcadores y LEDs transmiten los datos de la soldadura (ángulo de la antorcha, velocidad de la antorcha, CTWD y punto de mira) al
microprocesador del sistema, el cual compara sus valores con los de los parámetros de soldadura especificados para la práctica escogida. El sistema evalúa
los datos de soldadura y evalúa el rendimiento del aprendiz a través de una puntuación numérica.
La unidad se muestra con un módulo
de actualización SMAW.
1 Rueda orientable
2 Cajones para herramientas
3 Tabla de soldar
4 Marcador de la tabla (sensor) (4)
5 Bandeja de almacenamiento
6 Brazo de posicionamiento (para
soldadura fuera de posición)
7 Pantalla táctil
8 Tapa del monitor
9 Altavoz (2)
10 Cámara (3)
11 Cable de alimentación
12 Puerto USB
13 Pinza de la tabla (2)
14 Antorcha SmartGun GMAW (cables
no mostrados)
15 Portaherramientas de soldadura
16 Herramienta para calibración de
juntas
17 Bandeja para guardar la herramienta
de calibración de juntas
18 Funda para la pinza
19 Pinza
20 Bloque de calibración para la pinza
21 Herramienta para calibración de la
antorcha SmartGun
Componentes del módulo SMAW
opcionales
22 Caja del enrutador
23 Soporte de montaje de la caja del
enrutador
24 Punzón SmartStinger (cables no
mostrados)
25 Herramienta para calibración del
punzón SmartStinger
26 Cable de alimentación de la caja del
enrutador (no mostrado)
3
1
2
4
5
7
10
8
12
11
9
13
14
15
16
17
268609-C
6
18
24
22
23
25
19
20
21

OM−267357 Página 6
3-2. Ubicación de la etiqueta con el número de serie y los valores nominales
de los parámetros eléctricos de la máquina
El número de serie y los valores nominales de este producto están ubicados al costado del bastidor de la pantalla. Use esta etiqueta para determinar
los requisitos de la alimentación eléctrica y la potencia de salida nominal de la máquina y para registrar el equipo para obtener las actualizaciones de
software gratuitas. Anote el número de serie de la máquina en el lugar indicado en la contraportada de este manual para consultas futuras.
3-3. Especificaciones
Monitor y tabla de soldar
Dimensiones Unidad con brazo de posicionamiento: 45,5 x 31 x 81,5 pulg. (116 x 79 x 207 cm)
Unidad con módulo de actualización de soldadura convencional con electrodos opcional 45,5 x
32,75 x 81,5 pulg. (116 x 83 x 207 cm)
Peso Unidad base: 480 lib. (218 kg)
Unidad con módulo de actualización de soldadura convencional con electrodos opcional 506 lib.
(230 kg)
Potencia de entrada 120 V de CA, 15 A, 60 Hz
Condiciones de funcionamiento:
Humedad relativa máxima 80% para temperaturas de hasta 88F (31C) y decreciente de forma lineal hasta el 50% para
104F (40C)
Modos de operación del sistema de entre-
namiento
GMAW/FCAW: Arco simulado (SIM) y arco real (WELD)
SMAW: CONFIGURACIÓN y arco real (WELD)
Alimentación para soldadura GMAW/FCAW: Voltaje constante (CV)
SMAW: Corriente continua (CC) con conector Dinse 35
Alimentador de alambre recomendado Cualquier alimentador de tensión constante (CV) o con sensor de voltaje y conector para la
salida de soldadura y otro de cuatro patillas para el gatillo.
Versión del software Mostrada en la pantalla de actualización del software. Consulte la Sección 7-3.
Regístrese para recibir actualizaciones de software gratuitas en MillerWelds.com/register.
Antorcha SmartGun para GMAW
Procesos MIG (GMAW), núcleo fundente blindado de gas (FCAW-G)
Salida nominal 400 A, ciclo de trabajo 100 % con CO
2
; 400 A, ciclo de trabajo 60 % con mezcla de gases
Medida máxima del alambre 5/64 pulg.
Parámetros medidos Ángulo de trabajo, ángulo del desplazamiento, velocidad de desplazamiento, distancia entre la
punta de contacto y la pieza (CTWD), punto de mira (AIM), voltios, amperios
Enfriamiento Enfriada por aire (la antorcha SmartGun muestra un mensaje si se recalienta)
Peso Solo la antorcha: 3 lib. (1,4 kg); antorcha con cable: 11,6 lib. (5,3 kg)
Longitud del cable 15 pies (4,6 m)
Punzón SmartStinger SMAW
Proceso Convencional con electrodos (SMAW)
Salida nominal 250 amperios con ciclo de trabajo al 60%
Tamaño del electrodo 3/32 y 1/8”. Electrodos, longitud máx. 14”, todos los tipos
Parámetros medidos Ángulo de trabajo, ángulo de avance, velocidad de avance, índice de la longitud del arco,
voltios, amperios
Peso Solo el punzón: 6,6 lib. (3 kg)
Longitud del cable 12 pies (3,7 m)
Consulte la Sección 11 para obtener el modo de uso y las conexiones SMAW.
3-4. Especificaciones ambientales
A. IP Rating
IP Rating
IP21
This equipment is designed for indoor use and is not intended to be used or stored outside.
IP21 2014−06

OM−267357 Página 7
B. Especificaciones de temperatura
Rango de temperatura operativa Rango de temperatura de transporte/almacenamiento
32 a 104F (0 a 40C)
−25 a 180F (−31 a 82C)
Temp_2016- 07
3-5. Nomenclatura convencional de los tipos de soldadura de práctica de Miller
ESPESOR DEL MATERIAL
En fracciones de pulgada
TIPO DE JUNTA
T= junta en ”T”
L = junta solapada
B = junta a tope
POSICIÓN DE LA SOLDADURA
1F/1G = plana
2F/2G = horizontal
3F/3G = vertical
4F/4G = sobre la cabeza
SENTIDO DE AVANCE DE LA SOLDADURA
P = empuje
D = arrastre
Up = hacia arriba
Dwn = hacia abajo
PROCESO DE SOLDADURA
GMAW=GMAW
GMAWS=GMAW-S
GMAWP=GMAW-P
FCAWG=FCAW-G
Cantidad de pasadas
Número entero
1/8 -1-GMAWS(P)−2FT
3-6. Nomenclatura convencional de los tipos de soldadura de práctica de Miller − SMAW
ESPESOR DEL MATERIAL
En fracciones de pulgada
TIPO DE JUNTA
T= junta en ”T”
Lap=junta de solape
Butt=junta a tope
POSICIÓN DE LA SOLDADURA
1F/1G=plana
2F/2G=horizontal
3F/3G=vertical
4F/4G=sobre la cabeza
SENTIDO DE AVANCE DE LA
SOLDADURA
P=empuje
D=arrastre
Up=hacia arriba
Dwn=hacia abajo
TIPO DE ELECTRODO
CANTIDAD DE PASADAS
Número entero
1/8 -1-E6010(D)−2FT

OM−267357 Página 8
Notas
Regístrese para recibir avisos
IMPORTANTES sobre actualizaciones
GRATUITAS del software LiveArc
MillerWelds.com/register
Etiqueta con el número de serie

OM−267357 Página 9
SECCIÓN 4 − INSTALACIÓN
El uso del sistema de entrenamiento en soldadura implica la existencia de riesgos relacionados con la soldadura. Lea los manuales
del usuario y las etiquetas adheridas a la máquina y al alimentador de alambre para conocer más información sobre los peligros de
la soldadura por arco. Lea también la norma nacional estadounidense ANSI Z49.1, Seguridad en soldadura, corte y procesos afines,
de la Sociedad Americana de Soldadura (www.aws.org). Además, los operadores deben estar capacitados en el uso correcto de este
equipo antes de usarlo para capacitar a otros.
! Solamente personal calificado
debe instalar, utilizar, mantener
y reparar esta unidad.
! La instalación debe cumplir con
todos los códigos nacionales,
estatales y locales. Solicite que
solo personas capacitadas lleven a
cabo esta instalación.
! No mueva ni haga funcionar la
unidad donde podría volcarse.
! No utilice este equipo como
elemento de soporte para herram-
ientas o materiales de gran tamaño
o pesados. No permita que nadie se
suba al equipo.
! Si en el lugar hay gasolina o
líquidos volátiles es posible que
necesite una instalación especial;
consulte el NEC (EE.UU.) artículo
511 o el CEC (Canadá) sección 20.
AVISO − Utilice el sistema de
entrenamiento solo en interiores, alejados
de fuentes de alta frecuencia (soldadoras
TIG) y otros tipos de interferencias
eléctricas. Si la unidad resulta afectada
por interferencias, podría ser necesario
instalar el cableado eléctrico cercano en
una tubería metálica.
AVISO − No utilice el sistema de
entrenamiento en lugares húmedos
o mojados. Mantenga secos el sistema de
entrenamiento y la pantalla.
AVISO − No ubique el sistema de
entrenamiento en lugares en donde las
cámaras estén bajo la luz solar directa. La
luz solar de alta intensidad puede interferir
con el seguimiento de la antorcha.
1 Horquillas del elevador
2 Ruedas orientables
3 Toma de corriente de 120 Vca, 15 A
c/tierra
4 Cable de alimentación
Para mover la unidad utilice un carro con
ruedas orientables o un montacargas.
Inserte las horquillas de elevación debajo
del estante inferior como se muestra en la
figura.
Si utiliza un carro montacargas,
asegúrese de que las uñas de la horquilla
sobresalgan por el lado opuesto de la
unidad.
Coloque la unidad cerca del equipo de sol-
dadura y de una toma de corriente de 120
Vca pero alejada de cualquier elemento
que pueda restringir el movimiento del bra-
zo de posicionamiento.
Se requiere un circuito de
alimentación exclusivo de 120 Vca,
protegido por fusibles lentos de 15 A
o por un interruptor automático.
4-1. Selección de la ubicación
Ubicación correcta
para de la horquilla
de elevación.
1
3
! No mueva ni haga funcionar la
unidad donde podría volcarse.
Movimiento
Ubicación
2
4
Loc_livearc 2015-07 / 268609-C / 161-046 / 803 053

OM−267357 Página 10
! Use un equipo de capacidad
adecuada para levantar y
sostener el soporte del
monitor.
Para nivelar la mesa de soldar
regule las patas niveladoras.
1 Ruedas orientables
2 Pata niveladora
3 Soporte del monitor
4 Mesa de soldar
5 Tornillo 3/8 x 1−1/2 pulg.
6 Arandela plana 3/8 pulg.
7 Tuerca 3/8 pulg.
Coloque el soporte del monitor sobre
la mesa de soldar. Alinee los
agujeros de la base del soporte del
monitor con los agujeros de la mesa
de soldar. Instale los cuatro tornillos
en los agujeros y asegúrelos con las
arandelas y las tuercas.
4-2. Instalación del soporte del monitor en la mesa de soldar
Herramientas necesarias:
Nivel
9/16 pulg.
268 609-C
7
5
6
1
4
3
2

OM−267357 Página 11
! Mantenga los dedos alejados
de los lugares donde podrían
ser apretados por el brazo de
posicionamiento.
! Antes de desmontar la extensión
del brazo de posicionamiento:
w Retire la muestra de
soldadura de la pinza de
sujeción de la pieza.
w Desmonte la pinza de
sujeción de la pieza.
w Guarde la pinza de sujeción
de la pieza en la funda.
Para nivelar la mesa de soldar
regule las patas niveladoras.
1 Brazo de posicionamiento
2 Pinza de sujeción de la pieza
3 Brazo de extensión (sección 4-4)
4 Palanca de ajuste
(por encima de la manija)
5 Tope del brazo
6 Funda para guardar la pinza
Utilice el brazo de posicionamiento
para sostener las muestras para
soldadura de forma horizontal, vertical
o por sobre la cabeza a diferentes
alturas. El brazo puede ser utilizado
por soldadores diestros o zurdos.
Presione la palanca para liberar
el brazo de control y subirlo o bajarlo.
Si no usa el brazo de posicionamiento,
bájelo hasta que apoye en el tope.
Vea más información sobre el uso del
brazo de extensión y la pinza de
sujeción de la pieza en la sección 4-4.
4-3. Brazo de posicionamiento
Herramientas necesarias:
Si no usa el brazo de
posicionamiento, bájelo
hasta que apoye en el tope.
268 609−C
1
2
3
4
6
5
5

OM−267357 Página 12
! Mantenga los dedos alejados
de los lugares donde podrían ser
apretados por el brazo de
posicionamiento.
! No utilice el brazo de extensión
ni la pinza de sujeción de la pieza
para sostener objetos de más
de 25 libras (11 kg) de peso.
! Antes de desmontar la extensión
del brazo de posicionamiento:
w Retire la muestra de soldadura
de la pinza de sujeción de la
pieza.
w Desmonte la pinza de sujeción
de la pieza.
w Guarde la pinza de sujeción
de la pieza en la funda.
AVISO − Cuando se suelda fuera de
posición, coloque el tornillo de la pinza
de sujeción de la pieza en el lado
opuesto a la junta de soldadura para
proteger el tornillo de las salpicaduras.
Para nivelar la mesa de soldar
regule las patas niveladoras.
El brazo de extensión y la pinza de
sujeción de la pieza se pueden
instalar en cualquiera de los brazos
de posicionamiento.
Utilice el brazo de extensión y la pinza
de sujeción de la pieza para practicar
con soldaduras fuera de posición.
1 Brazo de extensión
2 Traba del brazo
3 Pinza de sujeción de la pieza
4 Mango en T de varilla giratoria
5 Mango en T de la pinza
6 Funda
Deslice el brazo de extensión en la
abertura del brazo de posicionamiento
hasta que la traba encaje en su lugar.
Deslice el eje del conjunto de la pinza a
través del orificio del brazo de
extensión hasta que la traba encaje en
su lugar. Gire el conjunto de la pinza
hasta colocarlo en la posición indicada
en la pantalla y ajuste el mango en T en
el brazo de extensión.
Baje el brazo de posicionamiento e
instale la muestra de soldadura en la
pinza. Afloje el mango en T de la pinza
y gire la muestra hasta la posición
deseada. Apriete el mango en T.
Levante el brazo de posicionamiento
hasta la altura deseada.
Guarde la pinza de sujeción en la funda
si no la usa.
4-4. Brazo de extensión y pinza de sujeción de la pieza
Herramientas necesarias:
268 609−C
1
2
3
4
4
5
6

OM−267357 Página 13
4-5. Límites de la altura del conjunto de pinza, en función de la posición de soldadura
(GMAW/FCAW)
Posición Altura* Longitud máxima de la
muestra*
Notas
2F
Mesa 36 pulg. (0,91 m) 24 pulg. (610 mm)
3F
Mínimo 4 pies 9 pulg. (1,45 m) 12 pulg. (305 mm) Altura medida desde la parte superior de la muestra.
Promedio 5 pies 2 pulg. (1,57 m) 12 pulg. (305 mm) Altura medida desde la parte superior de la muestra.
Máximo 6 pies 8 pulg. (2,03 m) 14 pulg. (356 mm) Altura medida desde la parte superior de la muestra.
4F
Mínimo 4 pies 9 pulg. (1,45 m) + de 18 pulg. (+ de 457 mm) Altura medida desde la almohadilla de la pinza.
Promedio 6 pies (1,83 m) + de 18 pulg. (+ de 457 mm) Altura medida desde la almohadilla de la pinza.
Máximo 6 pies 8 pulg. (2,03 m) + de 18 pulg. (+ de 457 mm) Altura medida desde la almohadilla de la pinza.
1G
Mesa 36 pulg. (0,91 m) 24 pulg. (610 mm)
2G
Mínimo 4 pies 5 pulg. (1,35 m) 8 pulg. (203 mm) Altura medida desde la junta.
Promedio 5 pies 2 pulg. (1,57 m) 12 pulg. (305 mm) Altura medida desde la junta.
Máximo 6 pies 8 pulg. (2,03 m) + de 18 pulg. (+ de 457 mm) Altura medida desde la junta.
3G
Mínimo 4 pies 5 pulg. (1,35 m) 8 pulg. (203 mm) Altura medida desde la parte superior de la muestra.
Promedio 5 pies 2 pulg. (1,57 m) 10 pulg. (254 mm) Altura medida desde la parte superior de la muestra.
Máximo 6 pies 8 pulg. (2,03 m) 14 pulg. (356 mm) Altura medida desde la parte superior de la muestra.
4G
Mínimo 5 pies 6 pulg. (1,68 m) 8 pulg. (203 mm) Altura medida desde la almohadilla de la pinza.
A esta altura, las muestras de mayor longitud impiden
el seguimiento de la antorcha.
Promedio 6 pies (1,83 m) + de 18 pulg. (+ de 457 mm) Altura medida desde la almohadilla de la pinza.
Máximo 6 pies 8 pulg. (2,03 m) + de 18 pulg. (+ de 457 mm) Altura medida desde la almohadilla de la pinza.
*Todas las medidas son aproximadas. Los valores específicos pueden variar según el posicionamiento de la muestra y la técnica
de la antorcha. La longitud mínima de las muestras es 1 pulg. (25 mm).

OM−267357 Página 14
4-6. Conexión a tierra de la mesa de trabajo
! Conecte la mesa de soldar a
una buena tierra eléctrica
(independiente de los cables
de soldadura) a menos que
una persona cualificada
asegure que es seguro
trabajar en una pieza sin
conexión a tierra.
1 Perno de tierra
2 Agujero roscado para perno
de tierra
Utilice el perno de tierra
(suministrado por el cliente) para
conectar la mesa de soldadura a
una buena tierra eléctrica de
acuerdo con los códigos
nacionales, estatales y locales.
Herramientas necesarias:
Tubo 3/16 pulg.
268 609−B
2
1
4-7. Instalación del portaherramientas de soldadura frontal
Por motivos de embalaje, el
portaherramientas de
soldadura frontal se envía
montado boca abajo. Debe
girarse para que funcione
correctamente.
Instale el portaherramientas en la
posición mostrada con los
componentes incluidos.
Herramientas necesarias:
Tubo 3/16 pulg.
Ref. 268609-C

OM−267357 Página 15
! Mantenga los dedos alejados
de los lugares donde podrían
ser apretados por el brazo de
posicionamiento.
1 Pinza de masa
2 Placa de conexión para
la pinza de masa de la mesa
de soldar
3 Conexión de la pinza de masa
en la pinza de sujeción
de la pieza
Las placas de la pinza de masa
se encuentran a ambos lados
de la mesa de soldar.
Conecte la pinza de masa de la
máquina de soldar con la placa
de conexión de la mesa de soldar.
Si para realizar soldaduras fuera de
posición se utiliza el brazo de
posicionamiento, conecte un cable
de masa adicional entre la mesa de
soldadura y la barra redonda que
atraviesa el brazo de extensión.
4-8. Instalación de la pinza de masa de la máquina de soldadura
Conecte al conector de masa
de la máquina de soldadura.
Conecte un cable de masa
adicional entre la mesa de
soldadura y la superficie de
la pinza de sujeción de la
pieza.
268 609−C
3
1
2
Conecte la pinza
a la superficie.

OM−267357 Página 16
4-9. Instalación de la antorcha GMAW SmartGun
268 609−B / Ref. 245 985−A / Ref. 246 040−A
La antorcha SmartGun es co-
mpatible con los alimentadores
de alambre Miller que utilizan
un conector para la salida de
soldadura y otro de cuatro pat-
illas para el gatillo.
1 MIG SmartGun
2 Conector para alambre
de la antorcha
3 Enchufe del gatillo
de la antorcha
4 Enchufe de la salida de
soldadura de la SmartGun
5 Cable de potencia
de la SmartGun
Instale el conector para alambre
de la antorcha SmartGun y enhebre
el alambre de acuerdo con el
Manual del usuario del alimentador
de alambre. Conecte el enchufe de
gatillo con el alimentador. Conecte
el cable de potencia de la SmartGun
al enchufe de la antorcha. Conecte
el otro extremo del cable de
potencia de la SmartGun al
conector de la parte posterior del
monitor LiveArc.
6 Soporte para antorcha
Cuando no utilice la SmartGun,
colóquela en el soporte para
antorcha (vea la figura 3-1).
Consulte la Sección 11-1 para
instalar la antorcha SmartGun
GMAW con la caja del enruta-
dor opcional.
Herramientas necesarias:
1
2
3
45
Conecte el otro extremo
del cable en el monitor
LiveArc.
Conecte el otro extremo del cable
en el monitor LiveArc.

OM−267357 Página 17
4-10. Conexiones de la pantalla táctil
Consulte la Sección 11 para
realizar las conexiones al mo-
nitor para las unidades
equipadas con el módulo
SMAW opcional.
1 Conector de la SmartGun
2 Conector RJ45 Ethernet
3 Conector HDMI
4 Conector USB
Conecte el cable de datos entre la
SmartGun y el conector posterior
del monitor. Apriete los tornillos
del enchufe.
Utilice el conector de Ethernet
para conectar el sistema de
entrenamiento a una red de
computadoras, o conéctelo a
través de una red WiFi.
Utilice el conector HDMI para
conectar el sistema de entrena-
miento a un monitor externo.
Si el sistema de entrenamiento
se conecta a un monitor
externo, reinicie la aplicación
para habilitar al monitor
(vea la sección 7).
Si el monitor externo muestra
la pantalla de advertencia du-
rante la soldadura, significa
que está mal configurada. Va-
ya a Administrador del siste-
ma y seleccione Extender
pantalla para configurarla cor-
rectamente.
Conecte el ratón y el teclado en un
conector USB, guarde los
resultados de las pruebas y haga
una copia de seguridad e instale
las actualizaciones del software
(vea la sección 7-3).
Parte posterior del monitor
Frente del monitor
268 609−C
123
4

OM−267357 Página 18
4-11. Conexión de la alimentación del monitor
! El cable de alimentación
es el medio para desconectar
la alimentación eléctrica y,
por lo tanto, debe ser de fácil
acceso. Asegúrese de que el
sistema de entrenamiento
no obstruye el acceso al
cable de alimentación.
1 Toma de corriente
de 120 Vca, 15 A c/tierra
2 Cable de alimentación
Se requiere un circuito de alimen-
tación exclusivo de 120 Vca,
protegido por fusibles de 15 A o por
un interruptor automático.
Seleccione un cable de extensión
de tres conductores AWG 14
(2,5 mm
2
) para distancias de hasta
50 pies (15 m) o de tres conduc-
tores AWG 12 (4 mm
2
) para
distancias de hasta 100 pies (30 m).
Recomendamos no utilizar una
toma de corriente GFCI como
alimentación del sistema de fo-
rmación. Si no es posible evitar
el uso de una toma de corriente
GFCI, no emplee alargaderas.
268 609−C
1
2
Notas
Regístrese para recibir avisos
IMPORTANTES sobre actualizaciones
GRATUITAS del software LiveArc
MillerWelds.com/register
Etiqueta con el número de serie

OM−267357 Página 19
SECCIÓN 5 − CONTROLES Y COMPONENTES DEL SISTEMA
El uso del sistema de entrenamiento en soldadura implica la existencia de riesgos relacionados con la soldadura. Lea los manuales
del usuario y las etiquetas adheridas a la máquina y al alimentador de alambre para conocer más información sobre los peligros de
la soldadura por arco. Lea también la norma nacional estadounidense ANSI Z49.1, Seguridad en soldadura, corte y procesos afines,
de la Sociedad Americana de Soldadura (www.aws.org). Además, los operadores deben estar capacitados en el uso correcto de este
equipo antes de usarlo para capacitar a otros.
5-1. Controles de la pantalla táctil
Parte posterior
del monitor
1 Interruptor de la alimentación
2 Interruptor y LED de encendido/
apagado
3 Tapa de la pantalla
Cierre el interruptor de la alimentación
(posición I) para alimentar el monitor
(el LED del panel delantero se
enciende).
Presione el interruptor 2 para
encender y apagar la unidad.
El software del sistema se puede
configurar de modo que solo
los instructores pueden apagar
la unidad con el interruptor
de encendido/apagado
(sección 7-2).
Cierre la tapa antes de
seleccionar la soldadura de
práctica a realizar. El sistema
LiveArc no permite soldaduras
en vivo con la tapa abierta.
Si la aplicación en pantalla no
contiene videos ni animaciones,
aparecerá el protector de pantalla
después de cuatro horas de
inactividad (los videos y las
animaciones evitan la aparición
del protector de pantalla).
Frente del
monitor
268 609−C
1
2
3

OM−267357 Página 20
5-2. Cámaras y marcadores del sistema de entrenamiento
Evite que las herramientas, muestras de soldadura,
salpicaduras y otros residuos interfieran con las
cámaras, marcadores y LEDs. Si la mesa está
limpia y las cámaras no pueden localizar los
marcadores, limpie los tubos marcadores con un
paño húmedo (no utilice productos químicos,
solventes ni abrasivos).
Los marcadores de la mesa se pueden cubrir una
vez finalizada la calibración de la mesa para cada
soldadura de práctica.
1 Cámaras de recolección de datos (3)
2 Marcadores de la mesa (4)
El sistema de entrenamiento utiliza una combinación de
cámaras montadas en el monitor, marcadores en la
mesa de soldadura e indicadores LED en la antorcha
SmartGun (y el punzón SmartStinger, si dispone del
mismo) para supervisar la ubicación de la mesa, y la
velocidad, el ángulo y la dirección de la antorcha, junto
con otros datos. También hay marcadores en la pinza
para prácticas de soldadura fuera de posición.
268 609−C
1
2

OM−267357 Página 21
5-3. Controles de la antorcha SmartGun
No permita que las salpicaduras de
soldadura y otros desechos ensucien
las cámaras y los sensores.
Los LED de la antorcha SmartGun
pueden causar la activación
(oscurecimiento) de las caretas
de soldadura fotosensibles antes
de iniciar la soldadura. Ajuste la
sensibilidad de la lente a un nivel que
impida su oscurecimiento prematuro
(consulte el manual del usuario de la
careta o casco).
Ocasionalmente, se activarán
distintos juegos de indicadores LED
en la SmartGun, que podrían causar
la activación momentánea de las
caretas fotosensibles.
Vea el procedimiento de calibración
de la SmartGun en la sección 7-5.
1 LEDs de la SmartGun
2 Pantalla de visualización
3 Botones de control
4 Vibrador interno
Los LED de la SmartGun permiten que las
cámaras montadas en el monitor sigan
la velocidad, ángulos y dirección de la
antorcha, junto con otros datos.
La pantalla de visualización ayuda
al usuario a navegar por la interfaz
de usuario. La pantalla muestra avisos
de advertencia, indica el modo de
entrenamiento (arco simulado o real) y
ayuda al usuario a posicionar la antorcha
correctamente (vea los siguientes
ejemplos).
Utilice el botón de selección de modo para
escoger el modo de entrenamiento
(simulación o real), navegar por las
pantallas de configuración, activar la
vibración y el audio en tiempo real, y
modificar otros parámetros de soldadura.
Modo de soldadura: pruebas de
soldadura con el arco encendido
Modo SIM (simulación): pruebas de
simulación con el arco apagado
Utilice el botón de guía para cambiar los
datos de la posición de la antorcha que se
muestran y para seleccionar el parámetro
para la vibración de respuesta en tiempo
real. También puede activarse la función
de respuesta audible en tiempo real para
el parámetro de guía seleccionado
(vea la Sección 7-2).
El vibrador interno de la SmartGun
proporciona al usuario información en
tiempo real del parámetro seleccionado.
El protector de pantalla de la SmartGun
aparece después de cinco minutos
de inactividad. Mueva la SmartGun
o pulse el botón para restaurar la
pantalla de la interfaz.
Guía del
punto de
mira
Guía CTWD (el tamaño del círculo indica
los cambios en la CTWD).
Guía del ángulo
Presione el botón de guía para
cambiar los datos de la posición
de la antorcha que se muestran
y para seleccionar el parámetro
para la vibración de respuesta
en tiempo real.
268 609−B
1
2
3
4
Bien
Mal

OM−267357 Página 22
5-4. Uso de la herramienta para calibración de juntas
Antes de comenzar la calibración,
asegure la pieza a la mesa.
1 Herramienta para calibración
de juntas
2 Pieza
3 Junta de soldadura
Al comenzar cada soldadura de
práctica, el monitor le pedirá que utilice
la herramienta para calibración de
juntas para establecer puntos de
referencia en la junta de la pieza. Estos
puntos de referencia son necesarios
para que las cámaras del sistema de
entrenamiento aprendan la ubicación
precisa de la junta. Para definir
los puntos de referencia proceda
como se indica a continuación:
Realice algunos puntos de
soldadura en la muestra, en los
puntos especificados en la
soldadura de práctica escogida.
Sujete la pieza a la mesa de soldar.
Apoye la punta de la herramienta
de calibración de juntas en el
comienzo de la junta a soldar.
Presione la herramienta hasta
comprimir totalmente el resorte
interno. Mantenga la herramienta
en esa posición durante un
segundo o hasta recibir una
confirmación visual o audible.
Repita el procedimiento anterior en
el punto donde termina la junta
a soldar para definir el punto de
referencia final.
Si la pieza se mueve, deberá
recalibrar la junta.
Calibre ambos extremos de la
junta a soldar. El orden de
calibración de la junta
(de izquierda a derecha o de
derecha a izquierda), no tiene
importancia.
Para soldaduras con pasadas
múltiples, la interfaz lo guiará para
calibrar la junta para cada pasada.
2
1
Herramientas necesarias:
3
Calibre ambos extremos
de la junta a soldar.
La herramienta de calibración está guardada
en la bandeja debajo de la mesa.
Calibre el extremo izquierdo de la junta.
Evite los puntos de soldadura.

OM−267357 Página 23
SECCIÓN 6 − OPERACIÓN
El uso del sistema de entrenamiento en soldadura implica la existencia de riesgos relacionados con la soldadura. Lea los manuales
del usuario y las etiquetas adheridas a la máquina y al alimentador de alambre para conocer más información sobre los peligros
de la soldadura por arco. Lea también la norma nacional estadounidense ANSI Z49.1, Seguridad en soldadura, corte y procesos afines,
de la Sociedad Americana de Soldadura (www.aws.org). Además, los operadores deben estar capacitados en el uso correcto de este
equipo antes de usarlo para capacitar a otros.
Consulte la Sección 11 para obtener las instrucciones de configuración y uso específicas del módulo SMAW opcional. A menos que se especi-
fique, el uso de GMAW/FCAW y SMAW es el mismo. No se muestra nada en la visualización de la antorcha SmartGun durante el proceso de
soldadura SMAW. No existe modo SIM (simulación) para la soldadura SMAW.
6-1. Configuración del equipo
1. Instale el sistema de entrenamiento LiveArc en un lugar adecuado y cerca de la máquina de soldar (vea la sección 4-1).
2. Conecte a tierra la mesa de soldadura como se especifica en la sección 4-6.
3. Conecte la pinza de masa de la máquina de soldar a la mesa de soldadura y al brazo de posicionamiento (si corresponde), vea la sección 4-8.
4. Conecte la SmartGun en el alimentador de alambre (vea la sección 4-9). Conecte el cable de datos de la SmartGun en el conector posterior
del monitor.
5. Conecte el cable de alimentación del monitor a una toma de corriente de 120 Vca.
6. Cierre el interruptor de alimentación (posición I) ubicado en la parte posterior del monitor. Mantenga presionado el interruptor de encendido/
apagado del frente del monitor (con el LED) hasta que el monitor se encienda.
7. Póngase su equipo de protección personal (careta de soldadura, gafas de seguridad, guantes de cuero, protección para el cuerpo, gorra).
8. Encienda la máquina de soldar y el alimentador de alambre.
Asegúrese de que el cable esté completamente enroscado en el conecto. Tenga cuidado de no dañar la rosca del conector.
6-2. Primeros pasos
6-2A. Pantalla de inicio de sesión
1. Pulse la ventana User Name (Nombre de usuario) para que aparezca el teclado.
2. Utilice el teclado para introducir el nombre de usuario y la contraseña. El registro predefinido es admin y admin (Figura 6-1).
Pantalla
de visualización
correspondiente
de la SmartGun

OM−267357 Página 24
Figura 6-1. Pantalla de inicio de sesión
3. Para crear una nueva cuenta, toque Registrarse aquí (Figura 6-2). Introduzca el nombre, apellidos, ID de usuario/aprendiz (opcional), nombre de
usuario y contraseña en la ventana e indique si es zurdo o diestro. Toque Registrar para guardar la información, cerrar la ventana e iniciar sesión
automáticamente.
Pantalla
de visualización
correspondiente
de la SmartGun
Figura 6-2. Pantalla de registro
4. Dependiendo de las selecciones de ajustes del equipo (consulte la Sección 7-2), la pantalla de inicio de sesión puede incluir las opciones de idioma
(consulte Figura 6-3). Una vez seleccionado el idioma, el texto en el monitor LiveArc y la pantalla de la antorcha SmartGun aparecerán en la lengua
elegida. Para seleccionar un idioma diferente, el usuario debe cerrar sesión y seleccionar el idioma deseado.
Para habilitar más opciones de idioma, se debe habilitar el teclado Estados Unidos − Internacional en Windows. Para ello, salga del software
LiveArc para ver el sistema operativo Windows. Abra el panel de control y seleccione Idioma. En la ventana Idioma, seleccione Opciones.
En la ventana de opciones de idioma, seleccione Agregar idioma de entrada. Desplácese hacia abajo hasta Estados Unidos - Internacional.
Pulse Distribución del teclado (en la mayoría de los casos, esta debería ser la novena opción en la lista). Selecciónela para destacarla,
a continuación, seleccione Agregar. En la ventana de Opciones de idioma, seleccione Guardar. Después de iniciar sesión en el software LiveArc
como instructor, seleccione Administrador del sistema, a continuación Ajustes. Cambie el ajuste denominado Mostrar la opción para selección del
idioma en la pantalla de inicio de sesión del usuario a Mostrar.
Figura 6-3. Pantalla de inicio de sesión del usuario

OM−267357 Página 25
6-2B. Selección de la práctica (Select Assignment)
1. Seleccione la soldadura que desea practicar (Figura 6-4). Escoja también el proceso de soldadura (Process), el tipo de junta (Joint Type) y la posición
(Position), horizontal o plana. Para ver más prácticas de soldadura pulse el enlace en la parte inferior de la pantalla (Touch to View…). La pantalla también
muestra el historial (History) de las pruebas anteriores. Seleccione Filters (Filtros) para acotar la búsqueda de prácticas específicas.
Pantalla
de visualización
correspondiente
de la SmartGun
Seleccione Filtros para ayudar a localizar
la(s) práctica(s) específica(s).
Las pantallas mostradas son representativas. Algunas opciones concretas puede variar con el proceso de soldadura.
Figura 6-4. Pantalla de selección de la práctica de soldadura

OM−267357 Página 26
2. Revise las especificaciones de la práctica de soldadura (vea la Figura 6-5).
Pantalla
de visualización
correspondiente
de la SmartGun
Use el botón para
desplazarse por las
pantallas LiveArc.
Las pantallas mostradas son representativas. Algunas opciones concretas puede variar con el proceso de soldadura.
Figura 6-5. Especificaciones de la soldadura de práctica
3. Seleccione Next (para continuar con la práctica), Back (para ir a la página anterior) o Change Assignment (para seleccionar una nueva práctica).
Vea la Figura 6-6.
Pantalla
de visualización
correspondiente
de la SmartGun
Use el botón para
desplazarse por las
pantallas LiveArc.
Las pantallas mostradas son representativas. Algunas opciones concretas puede variar con el proceso de soldadura.
Figura 6-6. Pantalla para desplazarse a la página siguiente/anterior o para cambiar la práctica

OM−267357 Página 27
6-2C. Calibración de la mesa
1. Cierre la tapa de la pantalla táctil para activar el proceso de calibración de la mesa. Retire los objetos que obstruyan los marcadores de la mesa,
vea la Figura 6-7, la Figura 6-8 y la Figura 6-9.
Pantalla
de visualización
correspondiente
de la SmartGun
Figura 6-7. Cierre la tapa para comenzar la calibración de la mesa
161−049
Pantalla
de visualización
correspondiente
de la SmartGun
Figura 6-8. Ejemplo de mensaje de calibración de mesa incorrecta

OM−267357 Página 28
161−049
Pantalla
de visualización
correspondiente
de la SmartGun
Figura 6-9. Calibración de mesa correcta
6-2D. Preparación para soldar
1. Para aplicar puntos de soldadura provisorios en la muestra, mantenga presionado el botón Weld de la SmartGun hasta que el sistema entre
en el modo de soldadura, después de unos dos segundos (el monitor muestra un mensaje de advertencia). Suelde puntos provisorios en ambos
extremos de la muestra (vea la Figura 6-10 y la Figura 6-11). Pulse el botón Done (Hecho) de la SmartGun cuando haya terminado. Para
soldadura por puntos con el proceso SMAW, consulte la Sección 11-5.
Herramientas necesarias:
El equipo de protección personal incluye:
Pantallas
de visualización
de la SmartGun
correspondientes
Mantenga pulsado
el botón Weld durante
varios segundos para
activar la soldadura.
Suelde puntos en ambos extremos
de la muestra.
Para soldadura por puntos con el proceso SMAW, consulte
la Sección 11-5.

OM−267357 Página 29
Figura 6-10. Puntos de soldadura en la muestra
Pantalla
de visualización
correspondiente
de la SmartGun
Figura 6-11. Mensaje de advertencia que aparece durante la soldadura
2. Limpie las salpicaduras de la mesa y asegure las muestras a la mesa en ambos extremos (Figura 6-12). Si necesita realizar más puntos
de soldadura, presione el botón Weld o el botón Next si terminó de asegurar la pieza.
Asegure ambos extremos de la junta
de soldadura para evitar que la muestra
se mueva durante o después
de la calibración de la junta.
AVISO − Trate de no esmerilar
excesivamente la mesa de
soldadura. Si la superficie de la
mesa está despareja a causa
del esmerilado, retire los tornillos
de montaje e instale un nuevo
tablero o de vuelta el tablero
actual y úselo del otro lado.
Vuelva a instalar los tornillos.
Pantalla
de visualización
correspondiente
de la SmartGun
Limpie las salpicaduras de la mesa.
Coloque las muestras dentro del área indicada, en la
orientación deseada. Sujete por ambos extremos.
Verifique que la base de la muestra esté bien asentada
contra la superficie de la mesa.
Figura 6-12. Sujeción de muestras en la mesa

OM−267357 Página 30
3. Calibre ambos extremos de la junta a soldar. El sistema emitirá un sonido de campanillas y la pantalla táctil mostrará una marca de verificación
para indicar que la calibración es correcta. Vea la sección 5-4 y la sección Figura 6-13.
Calibre ambos extremos
de la junta a soldar. Evite
los puntos de soldadura.
161−047
Asegure las muestras a soldar antes
de calibrar (las pinzas de soldadura no
se muestran).
Vea en la sección 3-1 dónde se guarda
la herramienta para calibración de
juntas.
1 Herramienta para calibración de
juntas
2 Marcador de la herramienta para
calibración de juntas
La herramienta para calibración de juntas
tiene tres marcadores. Sostenga la
herramienta en un ángulo suave (como se
muestra) de manera que las cámaras
puedan ver a los marcadores. Verifique
que sus manos no obstruyan los
marcadores.
En el caso de soldaduras de ranuras con
un único bisel, la herramienta de calibra-
ción de unión debe estar colocada con el
ángulo hacia la parte recta (sin bisel). Es
posible que sea necesario girar la pieza pa-
ra ajustar la posición.
En el caso de soldaduras en V sencillas, si
el ángulo de trabajo deseado no es 0, la he-
rramienta de calibración de unión debe es-
tar colocada con el ángulo hacia el paso.
Es posible que sea necesario girar la pieza
para ajustar la posición.
1
2
Pantalla de visualización
correspondiente de la
SmartGun
Figura 6-13. Calibración de la junta de soldadura
4. Cierre la tapa y acerque la antorcha a la junta de soldadura para ver en tiempo real las guías de prueba preliminar y las de posicionamiento
de la antorcha (Figura 6-14).
161-049 / 049
No cubra los
indicadores LED
de la SmartGun.
Pantalla de visualización
correspondiente
de la SmartGun
Información de la SmartGun
Mantenga pulsado el botón de modo para cambiar entre los modos.
Modo SOLDADURA Pruebas de soldadura con el arco
encendido
Modo SIM Pruebas de simulación con el arco
apagado
Las guías visuales indican el posicionamiento correcto
de la antorcha antes de las pruebas. Acerque la antorcha
a la junta de soldadura para ver ahora.
Utilice el botón Guide para seleccionar el parámetro para
la respuesta de vibración.
Figura 6-14. Uso de las guías de posición de la SmartGun

OM−267357 Página 31
6-2E. Práctica en modo SIM (Simulación) (GMAW/FCAW)
5. Ahora el sistema está en modo SIM (simulación), como se indica en la pantalla de visualización de la SmartGun (Figura 6-15 y Figura 6-16).
Acerque la SmartGun a la junta de soldadura; la pantalla táctil y la pantalla de visualización de la SmartGun mostrarán recomendaciones para
el posicionamiento de la antorcha. (Si desea reubicar las muestras de soldadura en la mesa de soldadura, pulse Move Part (Mover pieza)
en la pantalla táctil.) Pulse el botón Guide para cambiar cíclicamente los parámetros Work Angle, Travel Angle, Travel Speed, Aim, CTWD y Guide
Disabled (Ángulo de trabajo, Ángulo del desplazamiento, Velocidad de desplazamiento, Punto de mira, CTWD y Guía desactivada). El objetivo
en la pantalla SmartGun indica si la antorcha está en la posición correcta.
El hecho de que el software detecte un movimiento de empuje o de arrastre depende de la posición inicial. Si arranca desde la derecha del punto
medio entre los dos puntos de calibración de la junta, se espera que avance hacia la izquierda. Si arranca desde la izquierda del punto medio,
se espera que avance hacia la derecha.
161−048
Pantalla
de visualización
correspondiente
de la SmartGun
No cubra los LEDs
de la SmartGun.
Figura 6-15. Realización de una prueba de soldadura simulada (SIM)
Pantalla de visualización
de la SmartGun
correspondiente
(Ángulo de trabajo
de la antorcha incorrecto)
Pantalla de visualización
de la SmartGun
correspondiente
(Ángulo de trabajo
de la antorcha correcto)
Ángulo de trabajo
Ángulo de trabajo
Figura 6-16. Ejemplo de guía de ángulo de trabajo en modo simulado (SIM)

OM−267357 Página 32
6. Acerque la SmartGun a la junta de soldadura. Pulse el gatillo y mueva la antorcha a lo largo de toda la junta de soldadura (4 pulg. [101 mm] para las
prácticas de Miller) con la orientación y la velocidad correctas como se especifica en la pantalla táctil. Suelte el gatillo y vea la puntuación obtenida
(Figura 6-17). Si no pasa la prueba simulada (puntuación inferior a 90 para las prácticas de Miller), vea las puntuaciones en las categorías individuales
(ángulo de la antorcha, velocidad de la antorcha, distancia entre la punta de contacto y la pieza [CTWD], etc.) para determinar en cuál falló.
Los requisitos de la longitud de la junta de soldadura, la calificación de la prueba y la cantidad de pruebas aprobadas pueden ser modificados
por el administrador del sistema (sección 8).
Pulse WPS en la pantalla para revisar el WPS de la práctica. Pulse el reloj de la pantalla para ver el historial de la prueba (Figura 6-18).
Prueba simulada fracasada
Prueba simulada con éxito
Pulse para ver el historial
de la prueba.
Prueba fracasada
en dos categorías.
Pulse para ver el historial
de la prueba.
Pantalla
de visualización
correspondiente
de la SmartGun
Pantalla
de visualización
correspondiente
de la SmartGun
Figura 6-17. Examen de la puntuación de la prueba de soldadura simulada

OM−267357 Página 33
Historial de las puntuaciones totales. Las fechas de las pruebas
se muestran en la parte superior y los números de serie de las
pruebas de soldadura en la parte inferior.
Historial de los resultados en la velocidad de desplazamiento.
Pulse la barra del histograma para ver las gráficas de prueba
asociadas.
Pulse la pantalla para
seleccionar otros historiales
de pruebas.
Pantalla
de visualización
correspondiente
de la SmartGun
Pantalla
de visualización
correspondiente
de la SmartGun
Figura 6-18. Visualización del historial de pruebas
7. Pulse Retest para realizar otra prueba simulada, o escoja una práctica diferente. Pulse para cerrar la sesión, guardar los resultados
de las pruebas en la memoria USB, o ver el historial y los resultados de la prueba preliminar.

OM−267357 Página 34
6-2F. Pruebas en modo soldadura
1. Verifique si la pinza de masa está bien conectada a la mesa y al brazo de posicionamiento (si está equipado). Vea la sección 4-8.
2. Mantenga pulsado el botón de modo de la SmartGun hasta que el sistema entre en modo de soldadura (unos dos segundos).
Cuando la SmartGun se acerca a la junta de soldadura, aparece el mensaje de advertencia de la Figura 6-19.
La pantalla de advertencia aparece cuando la SmartGun
se acerca a la junta de soldadura.
Pantalla
de visualización
correspondiente
de la SmartGun
Figura 6-19. Selección del modo LiveArc
3. Con la SmartGun a más de 3 pulgadas (76 mm) de la junta de soldadura y los LED de la SmartGun a la vista de la cámara, apriete el gatillo
para hacer avanzar el alambre. Corte el alambre a la longitud adecuada para el proceso de soldadura (Figura 6-20).
Herramientas necesarias:
161−050
Pantalla
de visualización
correspondiente
de la SmartGun
Figura 6-20. Corte del alambre a la longitud especificada

OM−267357 Página 35
4. Presione el gatillo para comenzar a soldar. La soldadura debe ser de al menos 4 pulgadas (101 mm) de longitud para satisfacer la prueba
de soldadura Miller y debe alcanzar tres veces la puntuación exigida (90 puntos o más para las prácticas de Miller) para continuar con la práctica
siguiente (Figura 6-21). Seleccione otra práctica o pulse para cerrar la sesión.
Los requisitos de la longitud de la junta de soldadura, la calificación de la prueba y la cantidad de pruebas aprobadas pueden ser modificados
por el administrador del sistema (sección 8).
El color naranja indica
pruebas de soldadura.
El color azul indica
pruebas SIM.
Pantalla
de visualización
correspondiente
de la SmartGun
Pulse las flechas circulares
para desplazarse a través
del historial de la prueba.
Figura 6-21. Finalización exitosa de la práctica de soldadura
5. Durante las pruebas del modo de soldadura, se capturan los parámetros del arco (voltios, amperios), además de los parámetros de la técnica
de la pistola. Seleccione el icono de los Parámetros del arco para ver gráficos y puntuaciones asociados.
Estos parámetros capturados no afectan a la puntuación total o al estado de avance de la prueba o práctica escogida.
Pulse para ver los parámetros del arco.
Figura 6-22. Vista de los Parámetros del arco

OM−267357 Página 36
SECCIÓN 7 − HERRAMIENTAS ADMINISTRATIVAS
El uso del sistema de entrenamiento en soldadura implica la existencia de riesgos relacionados con la soldadura. Lea los manuales
del usuario y las etiquetas adheridas a la máquina y al alimentador de alambre para conocer más información sobre los peligros
de la soldadura por arco. Lea también la norma nacional estadounidense ANSI Z49.1, Seguridad en soldadura, corte y procesos afines,
de la Sociedad Americana de Soldadura (www.aws.org). Además, los operadores deben estar capacitados en el uso correcto de este
equipo antes de usarlo para capacitar a otros.
7-1. Modo de administración
Para entrar en el modo de administración, pulse System Admin (Figura 7-1). El modo de administración solo está disponible para los usuarios
designados como instructores.
Estas opciones
solo están
disponibles para
los instructores.
Figura 7-1. Pantalla del modo de administración
7-2. Ajustes del equipo
Utilice la pantalla Settings (Ajustes) para cambiar las preferencias del sistema:
System volume (Volumen del sistema): Sube (Up) o baja (Down) el volumen.
Cursor visibility (Visibilidad del cursor): Oculto (Hidden) o Visible.
Audio feedback (Respuesta audible): Encendido (On) o Apagado (Off) (audio de la prueba en tiempo real).
Personal habilitado para guardar los datos de la pantalla de prueba en la memoria USB: Instructor y alumnos (Instructor and students) o Solo
instructores (Instructors only).
Personal habilitado para apagar el sistema: Instructor y alumnos o solo instructores.
Opción para guardar las pruebas en la memoria USB o para imprimirlas. Para imprimir directamente desde el sistema LiveArc, la impresora debe
estar instalada en la PC del sistema LiveArc a través del SO Windows 8 y configurada como impresora predefinida.
Opción para habilitar/deshabilitar efectos de ruido para pruebas fallidas.
Opción para mostrar o no los mensajes de ayuda para los nuevos usuarios registrados.
La opción para mostrar o no las opciones disponibles para la selección del idioma se encuentran en la pantalla de inicio de sesión del usuario
7-3. Actualizaciones del software
Utilice la pantalla Actualizaciones del software para determinar cuál es la versión del software LiveArc actualmente instalada e instalar
las actualizaciones. Descargue las actualizaciones del software desde www.MillerWelds.com/LiveArcSoftware, descomprima el contenido de la
descarga y guárdelo en una unidad flash USB o dispositivo similar. Instale la unidad flash USB en el conector situado en la parte inferior de la pantalla
(vea la Sección 4-10), seleccione Instalar las actualizaciones del software desde USB y, a continuación, siga las instrucciones que aparecen
en pantalla.
Para gestionar prácticas y usuarios de forma conveniente, y para revisar el historial de pruebas, el software LiveArc puede instalarse en cualquier
computadora que cumpla con los requisitos mínimos. Algunas funciones, como realizar pruebas de práctica y calibrar el sistema se deshabilitan para
tales computadoras. El software debe instalarse en una computadora por primera vez mediante el programa de instalación incluido en la descarga
de software realizada desde www.MillerWelds.com/LiveArcSoftware. Todas las demás actualizaciones de software en la computadora deben
realizarse desde la Sección Actualizaciones del software del software. Para habilitar el uso del software LiveArc en una computadora, debe
descargarse el archivo de autenticación de la titularidad desde su sistema LiveArc a una unidad USB. Inserte esa unidad USB en la computadora y
luego haga clic sobre el icono LiveArc en el escritorio para ejecutar el software. La máquina detectará el archivo de autenticación de la titularidad y el
software LiveArc de la computadora permanecerá desbloqueado. También puede encontrar instrucciones detalladas con capturas de pantalla en
www.MillerWelds.com/LiveArcSoftware.
7-4. Copia de seguridad y restauración de datos
Utilice la pantalla Data Backup And Restoration (Copia de seguridad y restauración de datos) para hacer una copia de seguridad o restaurar
las prácticas, los datos del usuario y los historiales de la prueba mediante un dispositivo USB. Vea en la Sección 3-1 la ubicación del puerto USB. La

OM−267357 Página 37
copia de seguridad de los datos también se puede guardar en una ubicación de red seleccionad. Para ello, el personal de TI de su compañía tendrá que
configurar el sistema LiveArc para comunicarse en su red local.
Las copias de seguridad realizadas con una versión de software anterior no se pueden recuperar directamente en un sistema LiveArc que está ejecutando
una versión de software posterior. Sin embargo, dichas copias de seguridad se pueden restaurar en una computadora que ejecuta una versión posterior del
software LiveArc. Una vez restauradas, se puede crear una nueva copia de seguridad actualizada y ejecutarla en el sistema LiveArc.
7-5. Calibración de la herramienta de soldadura
Utilice la pantalla para calibrar una nueva antorcha SmartGun o punzón SmartStinger o para recalibrar o restaurar la comunicación con una antorcha o
el punzón. Siga los procedimientos que aparecen en pantalla.
7-6. Herramienta para calibración de juntas
Utilice la pantalla para introducir las mediciones para una herramienta de calibración de juntas nueva o existente. Vea la información correspondiente a
la herramienta de calibración de juntas en la sección 5-4. Utilice calibres de precisión para medir las dimensiones de la herramienta. La herramienta
debe estar en una posición relajada (el resorte sin comprimir). Seleccione el tipo de punta (redondeada o puntiaguda) e introduzca tres mediciones
como se muestra. Guarde las dimensiones (mediciones) cuando haya terminado.
7-7. Calibración de la mesa
Utilice la pantalla para volver a calibrar la superficie de la mesa. La mesa debe estar bien calibrada para que el sistema funcione correctamente.
Coloque la placa de calibración sobre el tablero de la mesa, verificando que quede al ras con su superficie (para asegurar una calibración precisa, el
tablero debe estar limpio de residuos y salpicaduras). Pulse Calibrate (Calibrar) para iniciar el proceso de calibración.
7-8. Ajuste del vínculo entre las cámaras y el brazo
Después de instalar los brazos de posicionamiento de la soldadura, utilice la pantalla para ajustar el ángulo de la cámara adecuado.
7-9. Calibración de la pinza
Use la pantalla para calibrar una nueva pinza o para recalibrar una pinza existente (solo se utiliza con los brazos de posicionamiento de soldadura).
7-10. Ajustes de la cámara
Para definir los ajustes de la cámara, utilice la pantalla de acuerdo con las instrucciones de un asistente técnico de Miller, quien lo guiará para resolver
las dificultades técnicas.
7-11. Optimización del seguimiento
Utilice las pantallas para optimizar los ajustes de precisión de la calibración de la pistola y los de seguimiento de la cámara de forma individual
para cada posición de soldadura (Solo antorcha SmartGun. No aplicable al punzón SmartStinger)..
7-12. Restauración de los valores predefinidos del sistema
Utilice esta pantalla para restaurar el sistema LiveArc con los ajustes predefinidos en fábrica. Utilice esta opción con precaución porque eliminará
todas las prácticas personalizadas, los perfiles de usuario y el historial de las pruebas.
Notas

OM−267357 Página 38
SECCIÓN 8 − GESTIÓN DE LAS PRÁCTICAS
El uso del sistema de entrenamiento en soldadura implica la existencia de riesgos relacionados con la soldadura. Lea los manuales
del usuario y las etiquetas adheridas a la máquina y al alimentador de alambre para conocer más información sobre los peligros
de la soldadura por arco. Lea también la norma nacional estadounidense ANSI Z49.1, Seguridad en soldadura, corte y procesos afines,
de la Sociedad Americana de Soldadura (www.aws.org). Además, los operadores deben estar capacitados en el uso correcto de este
equipo antes de usarlo para capacitar a otros.
8-1. Modo de administración
El modo administración solo está disponible para usuarios designados como instructores. Seleccione MIG/Con núcleo fundente o Convencional
electrodos, y toque MIG/Gestión asignación NF o Gestión asignación convencional electrodos para comenzar.
Utilice la pantalla de gestión de prácticas para crear nuevas tareas, modificar las prácticas, eliminar tareas y seleccionar (filtrar) cuáles prácticas
se mostrarán. La nueva práctica se puede adaptar para satisfacer las necesidades específicas de entrenamiento de los alumnos mediante
la modificación de los parámetros por Nombre de la práctica, Diseño de la junta, Metales de base, Metales de aporte/Protección,
Posición/Características eléctricas, Técnica, Precalentamiento/Tratamiento térmico posterior a la soldadura, Procedimiento de soldadura y Criterios
de finalización.
Figura 8-1. Pantalla del modo de administración
Notas
¡Trabaje como un
profesional!
Los profesionales
sueldan y cortan
de manera segura.
Lea las reglas
de seguridad
incluidas al
comienzo de
este manual.

OM−267357 Página 39
8-2. Creación de nuevas prácticas
El texto en rojo indica un campo que contiene datos inaceptables.
1. Para crear una práctica totalmente nueva (se deben introducir todos los parámetros y valores) pulse la opción Create New Assignment
(Crear nueva práctica) (vea la Figura 8-2). Para utilizar una práctica existente como plantilla para una nueva (los parámetros o valores
ya ingresados se pueden modificar), pulse Copy (Copiar) en una práctica existente similar a la que está creando.
Las tareas asignadas de Miller no se pueden modificar; sin embargo, se puede crear una copia y luego editarla. Si se desea, se puede elegir entre
ocultar o mostrar cada práctica en la lista de selección de prácticas a disposición de todos los usuarios.
Las prácticas con el Completamiento de los datos (Data completion) incompleto permanecerán ocultas hasta que todos los campos obligatorios
se hayan rellenado con información válida.
Las prácticas pueden ser importadas/exportadas desde/hacia una unidad USB para transferirlas entre sistemas LiveArc o entre una computadora
y un sistema LiveArc.
Figura 8-2. Página de gestión de las prácticas
2. Pulse el campo de texto Assignment Name (Nombre de la práctica), sombreado blanco, para abrir el teclado y escribir el nombre de la nueva
práctica (Figura 8-3). El nombre de la práctica está limitado a 25 caracteres. Cuando haya terminado, pulse la categoría de parámetros siguiente,
Joint Design, y pulse Save para guardar el nombre y continuar con otros cambios en la práctica, o pulse Save and Exit para guardar y salir sin
realizar más cambios. Pulse Cancel(Cancelar) para borrar los cambios y restaurar los ajustes originales. Las prácticas incompletas se pueden
guardar pero no se mostrarán en la lista de prácticas de la pantalla principal.
Indica estado
completado.
Los Requisitos del parámetro se
muestran cuando se selecciona un
campo de entrada de datos.
Figura 8-3. Cambio del nombre de una práctica

OM−267357 Página 40
3. Asegúrese de cumplimentar cada parámetro exigido. Los parámetros pueden diferir según el proceso de soldadura.
No es necesario guardar la configuración antes de continuar con la pantalla de parámetros siguiente.
4. Para modificar los parámetros del procedimiento de soldadura de la nueva asignación, toque Procedimientos de soldadura/1 Paso (Figura 8-4).
Se pueden cambiar todos los parámetros; los asteriscos (*) indican los parámetros que son necesarios. Seleccione Aplicar los valores predeter-
minados de amplio espectro para aplicar automáticamente rangos de amplia gama a los ajustes de alimentación para soldadura y a los
parámetros de técnica de antorcha. Los valores de amplio espectro pueden aplicarse a cada parámetro individual o un valor predeterminado o un
% aplicado a cada parámetro individual.
Para crear una asignación multi−paso, seleccione Añadir paso y actualice los datos del parámetro según proceda para el nuevo paso. Repita las
veces precisas hasta alcanzar el número de pasos deseado. Una vez finalizado, pulse la flecha Siguiente para pasar a la pantalla del próximo
parámetro (Criterio de finalización), pulse Guardar (para guardar el nombre y continuar con los cambios adicionales del trabajo), o pulse Guardar y
salir (si no va a realizar ningún cambio adicional). Pulse Cancelar para borrar los cambios y restaurar los ajustes originales.
Una asignación multi−paso única no puede combinar procesos GMAW/FCAW y SMAW.
Toque cualquier campo de datos para que se abra el teclado numérico y la pantalla de ayuda. La pantalla de ayuda define el ángulo de trabajo,
el ángulo de avance, CTWD y otros parámetros.
Ejemplo de una pantalla de ayuda
Los valores de
porcentaje se actualizan
en tiempo real.
Los valores del ángulo de
trabajo se pueden escoger.
Los valores requeridos
de los parámetros
se pueden escoger.
Utilice las flechas o el
teclado para introducir
los requisitos de los
parámetros.
Seleccione el valor del parámetro
que desea cambiar.
Figura 8-4. Cambio de los parámetros de la opción Procedimiento de soldadura/Pasada 1 de la práctica

OM−267357 Página 41
SECCIÓN 9 − GESTIÓN DE USUARIOS
El uso del sistema de entrenamiento en soldadura implica la existencia de riesgos relacionados con la soldadura. Lea los manuales
del usuario y las etiquetas adheridas a la máquina y al alimentador de alambre para conocer más información sobre los peligros
de la soldadura por arco. Lea también la norma nacional estadounidense ANSI Z49.1, Seguridad en soldadura, corte y procesos afines,
de la Sociedad Americana de Soldadura (www.aws.org). Además, los operadores deben estar capacitados en el uso correcto de este
equipo antes de usarlo para capacitar a otros.
9-1. Modo de administración
El modo de administración solo está disponible para los usuarios designados como instructores. Los registros de la gestión de los usuarios están
protegidos por contraseña y los únicos que pueden acceder a ellos son el usuario y el administrador o instructor. Pulse User Management (Gestión de
usuarios) para comenzar.
El acceso a la pantalla User Management permite ver los usuarios existentes, agregar usuarios, modificar la información del usuario, revisar el historial
del usuario para cada práctica, borrar usuarios, buscar los números de serie de las pruebas de soldadura y exportar los archivos de informes.
Figura 9-1. Pantalla del modo de administración
9-2. Creación de un nuevo usuario
1. Para introducir los datos de un nuevo usuario, pulse Add New User (Añadir nuevo usuario) (Figura 9-2 y Figura 9-3).
Figura 9-2. Acceso a la pantalla de usuario nuevo

OM−267357 Página 42
2. Introduzca el nombre (First Name), apellido (Last Name), nombre de usuario (User Name) e identificación del usuario o alumno (User/Student ID).
Indique si es zurdo (Left−Handed) o diestro (Right−Handed) y si es alumno (Student) o Instructor. Una vez completada la información, pulse
Add (Añadir).
Figura 9-3. Introducción de información de un usuario nuevo
9-3. Edición de la información del usuario
1. Para modificar la información del usuario, pulse Edit (Editar) en la fila correspondiente al usuario específico (Figura 9-4). Para eliminar usuarios,
seleccione los usuarios que desea eliminar (en la primera columna) y después pulse Delete Selected Users (Borrar usuarios seleccionados).
Cuando se crea un nuevo instructor (usuario), se puede eliminar el usuario Admin,Admin (predefinido de fábrica).
Figura 9-4. Edición de la información del usuario

OM−267357 Página 43
2. Revise el nombre, apellido, nombre de usuario, número de identificación de usuario o alumno, condición zurdo o diestro, y si es un alumno
o un instructor. Pulse Update (Actualizar) cuando termine.
Figura 9-5. Edición de la información del usuario
9-4. Búsqueda del número de serie de una soldadura
Si el número de serie de una soldadura está escrito en las muestras de soldadura, un instructor puede recuperar los datos de la prueba asociados con
la soldadura, buscando el número de serie de la misma. No introduzca el símbolo # que precede al número de serie. Para soldaduras SMAW, debe
introducirse la S de delante.
Figura 9-6. Búsqueda del número de serie de una soldadura
9-5. Exportación de un archivo de informe
La selección de esta opción envía dos archivos.csv a la unidad USB. Un archivo es un registro de cada prueba (simulación o soldadura) llevada a cabo
en el sistema y del usuario asociado, la puntuación de la práctica y otra información relacionada. El otro archivo es el estado de avance (no iniciada,
en curso, completa) de cada tarea asignada de cada usuario.

OM−267357 Página 44
SECCIÓN 10 − PANEL DE CONTROL
El modo de administración solo está disponible para los usuarios designados como instructores. Los registros de la gestión de los usuarios
están protegidos por contraseña y los únicos que pueden acceder a ellos son el usuario y el administrador o instructor. Pulse Dashboard (Panel de
control).
Utilice la pantalla Dashboard para revisar todos los elementos utilizados del sistema LiveArc, entre los que se incluyen la cantidad de pruebas y su
duración (en los modos Soldadura y Sim). Pulse Home (Inicio) cuando termine.
Figura 10−1. Pantalla Dashboard del sistema LiveArc
Notas

OM−267357 Página 45
SECCIÓN 11 − USO DEL MÓDULO SMAW OPCIONAL
11-1. Puntos de conexión de la caja del enrutador SMAW
1 Toma de corriente de
comunicación del monitor
LiveArc
2 Toma de corriente de la caja del
enrutador a la antorcha
SmartGun LiveArc
3 Conexión de la caja del
enrutador al alimentador de
alambre
Consulte la Sección 4-9 para
conectar la antorcha SmartGun al
alimentador de alambre.
4 Entrada de alimentación
eléctrica de soldadura del
punzón SmartStinger
5 Salida de alimentación eléctrica
de soldadura del punzón
SmartStinger
6 Caja del enrutador a fuente de
alimentación de SMAW
Consulte la Sección 11-2 para
obtener el diagrama de conexión.
El punzón SmartStinger es
compatible con fuentes de
alimentación de soldadura de
corriente continua (CC) con un
conector Dinse 35 para
soldadura convencional con
electrodos DCEP.
7 Conexión de
alimentación de
entrada de la caja del
enrutador
8 Interruptor de
alimentación de la
caja del enrutador
Consulte la Sección 11-3
para conectarse a la
alimentación de entrada.
4
268609-C / 275484
2
5
Parte posterior del monitor
1
3
Ver desde la parte interior de la caja del enrutador
6
7
8

OM−267357 Página 46
11-2. Conexión del sistema de formación con el módulo SMAW opcional
Parte inferior
de la caja del
enrutador
3
4
6
8
9
10

OM−267357 Página 47
! El cable de alimentación de entrada
es el medio de desconexión de la
fuente de suministro eléctrico y
debe estar siempre accesible.
Asegúrese de que el sistema de
formación no bloquee el acceso al
cable de alimentación de entrada.
Conecte los cables en el orden indicado. El
sistema de formación no incluye los cables
de trabajo.
Consulte la Sección 4-9 para conectar la
antorcha SmartGun al alimentador de
alambre. Desconecte todos los cables de la
parte trasera del monitor del sistema de
formación antes de comenzar.
1 Cable de trabajo a fuente de
alimentación de SMAW
2 Pinza de masa SMAW a table de
soldadura
3 Cable de comunicación a LiveArc
4 Cable de comunicación a caja del
enrutador (conexión de 14 patillas)
5 Cable de comunicación de la antorcha
SmartGun de pequeñas dimensiones
a cable de comunicación de la
antorcha SmartGun de grandes
dimensiones
6 Cable de comunicación de la antorcha
SmartGun de grandes dimensiones a
caja del enrutador (conexión de 10
patillas)
Si el sistema de formación estaba
configurada originalmente solo para
GMAW, esta es la conexión realizada al
principio en la parte trasera del monitor
LiveArc.
7 Cable positivo a fuente de
alimentación SMAW (conexión Dinse)
8 Cable de comunicación a caja del
enrutador
9 Entrada de alimentación de soldadura
del punzón SmartStinger (cable gris)
a la caja del enrutador (conexión de
19 patillas)
10 Salida de alimentación de soldadura
del punzón SmartStinger (cable
negro) a la caja del enrutador
Consulte los manuales del propietario de la
fuente de alimentación para conectar la
alimentación de entrada.
1
2
5
7
277683

OM−267357 Página 48
11-3. Conexión de la alimentación de entrada de la caja del enrutador SMAW
! El cable de alimentación de
entrada es el medio de
desconexión de la fuente de
suministro eléctrico y debe
estar siempre accesible.
Asegúrese de que el sistema
de formación no bloquee el
acceso al cable de
alimentación de entrada.
Conecte la alimentación de entrada
LiveArc siguiendo las indicaciones
de la Sección 4-11.
1 Caja del enrutador SMAW
2 Conexión de alimentación de
entrada de la caja del
enrutador
Se requiere un circuito de
alimentación exclusivo de 120 V de
CA, protegido por fusibles de 15 A
o por un interruptor automático.
Seleccione una alargadera de tres
conductores AWG 14 (2,5 mm
2
)
para distancias de hasta 50 pies
(15 m) o de tres conductores AWG
12 (4 mm
2
) para distancias de
hasta 100 pies (30 m).
3 Interruptor de alimentación de
la caja del enrutador
Cierre el seccionador (posición
conectado).
Parte posterior del monitor
268609-C / 275484
1
2
3

OM−267357 Página 49
No permita que las salpicaduras de
soldadura y otros desechos ensucien las
cámaras y los sensores.
Los indicadores LED del punzón
SmartStinger pueden hacer que las
caretas fotosensibles de soldadura se
activen (oscurecimiento) antes de
comenzar a soldar. Ajuste la sensibilidad
de las lentes a un nivel que evite su
oscurecimiento prematuro (consulte el
manual del propietario de la careta).
Ocasionalmente, se activarán distintos
juegos de indicadores LED del punzón
SmartStinger, que podrían causar la
activación momentánea de las caretas
fotosensibles.
Utilice la pantalla para calibrar los nuevos
punzones SmartStinger o recalibrar un
punzón existente.
1 Indicador luminoso de estado del
punzón
Un indicador luminoso verde indica que los
ángulos de trabajo y de avance son
correctos. Cuando los sensores de la cámara
no pueden ver el punzón, el indicador de
estado parpadea en color rojo. El indicador de
estado se desactiva cuando la cámara está
siguiendo el punzón, pero los ángulos de
trabajo y avance no son correctos.
2 Indicadores LED del punzón
SmartStinger (12)
Los indicadores LED del punzón
SmartStinger permiten que las cámaras
montadas en el monitor sigan la velocidad,
ángulos y dirección del punzón, junto con
otros datos.
3 Indicador de modo AJUSTE
4 Indicador de modo SOLDADURA
5 Botón de estrella (★)
6 Botones de desplazamiento cursor
izquierdo y derecho
La pantalla de visualización LiveArc principal
ayuda al usuario a desplazarse a través de la
interfaz de usuario. La pantalla muestra los
estados de advertencia, indica el modo de
formación (AJUSTE o SOLDADURA) y
ayuda al usuario a colocar el punzón
correctamente.
Emplee el botón de estrella (★) para
seleccionar el modo de formación (AJUSTE
o SOLDADURA). Emplee los botones de
desplazamiento cursor izquierdo y derecho
para desplazarse a través de las pantallas de
ajuste, activar el audio y la vibración en
tiempo real y modificar otros parámetros de
soldadura.
7 Vibrador interno
Emplee el botón cursor derecho para
seleccionar el parámetro para la información
de vibración en tiempo real. La información de
audio en tiempo real para el parámetro guía
seleccionado también puede activarse
(consulte las Sección 7-2).
El vibrador interno del punzón SmartStinger
proporciona al usuario información en tiempo
real del parámetro seleccionado.
1
2
3
11-4. Controles del punzón SmartStinger
Ref. 275089-A
4
5
6
7

OM−267357 Página 50
11-5. Muestras de soldadura por puntos
Para soldar puntos en la muestra,
mantenga presionado el botón de
estrella (★) en el punzón
SmartStinger hasta que el sistema
entre en modo SOLDADURA (unos
dos segundos). El monitor muestra
un mensaje de advertencia. Suelde
puntos en ambos extremos de la
muestra. Presione el botón de
estrella (★) en el punzón
SmartStinger cuando haya acabado.
El sistema LiveArc puede detectar la
adherencia de un electrodo de
soldadura convencional a la pieza de
trabajo. Si se detecta la adherencia
de un electrodo de soldadura
convencional, se corta la
alimentación de soldadura y aparece
un mensaje bajo la advertencia.
Retire el electrodo adherido de la
pieza de trabajo y, a continuación,
presione el cursor derecho del
punzón SmartStinger para
restablecer la alimentación de
soldadura.

OM−267357 Página 51
El electrodo de soldadura
convencional debe asentar
firmemente en uno de las dos
ranuras del portaelectrodos. Una
colocación incorrecta del electrodo
impide el seguimiento preciso del
punzón SmartStinger.
El electrodo de soldadura
convencional puede introducirse en
cualquier lado del punzón
SmartStinger para adoptar las
posiciones 1G y 2F. Para el resto de
las posiciones (soldaduras fuera de
posición), el electrodo de soldadura
convencional deben introducirse en
el lado del punzón SmartStinger sin
botones.
Tras la soldadura por puntos y la
calibración del punto de soldadura,
pero antes de comenzar a soldar, se
solicitará al usuario que confirme la
configuración del electrodo a
emplear. Siga las instrucciones que
aparecen en el monitor.
11-6. Confirmación de ranura de electrodo de soldadura convencional

OM−267357 Página 52
El punzón SmartStinger rastrea el
ángulo de trabajo, ángulo de avance,
velocidad de avance, índice de la
longitud del arco, voltios y amperios.
Estos parámetros se representarán
gráficamente y se puntuarán como
en la soldadura GMAW.
Antes de soldar, el usuario recibirá
guías visuales del ángulo de trabajo
y de avance mediante el monitor con
pantalla táctil. El indicador de estado
situado en el extremo del punzón
SmartStinger proporciona
confirmación de que el ángulo de
avance y de trabajo son correctos.
En el punzón, el vibrador interno
también ofrecerá información en
tiempo real sobre parámetros
técnicos.
Índice de longitud del arco
El índice de longitud del arco es un
valor comprendido entre 0−100,
proporcional a la longitud del arco,
que se calcula empleando la tensión
del arco medida.
11-7. Uso de las guías de posición del punzón SmartStinger
Modo de AJUSTE
Modo de SOLDADURA
11-8. Configuración del equipo
1. Montaje del sistema de formación LiveArc. Monte en la ubicación correcta, cerca de la alimentación para soldadura (consulte la Sección 4-1).
2. Conecte a tierra la mesa de soldadura como se especifica en la Sección 4-6.
3. Conecte la pinza(s) de masa de la máquina de soldar a la mesa de soldadura y al brazo de posicionamiento (si corresponde). Consulte la Sección
4-8.
Asegúrese de que el cable esté completamente enroscado en el conector. Tenga cuidado de no dañar la rosca de los conectores.
4. Emplee el cable de comunicación para conectar la caja del enrutador y LiveArc. Consulte la Sección 11-2.
5. Realice las conexiones entre el punzón SmartStinger y la caja del enrutador y la alimentación para soldadura y la caja del enrutador. Consulte la
Sección 11-2.
6. Conecte la caja del enrutador a una toma de corriente de 120 voltios de CA. Consulte la Sección 11-3.
7. Coloque los interruptores de alimentación de entrada en posición de activación (en la parte trasera del monitor y en el lado de la caja del enrutador).
Mantenga presionado el interruptor de encendido/apagado de la parte frontal del monitor (indicadores LED) hasta que el monitor se encienda.
8. Póngase su equipo de protección personal (careta de soldadura, gafas de seguridad, guantes de cuero, protección para el cuerpo, gorra).
9. Apague la máquina de soldar.

OM−267357 Página 53
SECCIÓN 12 − MANTENIMIENTO
El uso del sistema de entrenamiento en soldadura implica la existencia de riesgos relacionados con la soldadura. Lea los manuales
del usuario y las etiquetas adheridas a la máquina y al alimentador de alambre para conocer más información sobre los peligros
de la soldadura por arco. Lea también la norma nacional estadounidense ANSI Z49.1, Seguridad en soldadura, corte y procesos afines,
de la Sociedad Americana de Soldadura (www.aws.org). Además, los operadores deben estar capacitados en el uso correcto de este
equipo antes de usarlo para capacitar a otros.
12-1. Mantenimiento de rutina
! Antes de realizar tareas de mantenimiento desconecte la alimentación.
Aumente la frecuencia del mantenimiento si el sistema se utiliza en condiciones adversas.
= Verifique = Cambie = Limpie = Reemplace
* Debe ser hecho por un agente del servicio técnico autorizado por la fábrica.
Diario
Pantalla táctil con
paño húmedo y limpio.
AVISO − No utilice
productos químicos,
solventes ni productos
de limpieza abrasivos
para limpiar la pantalla
táctil o las cubiertas
de las lentes.
Cubierta de las
lentes de las cámaras
con paño húmedo
y limpio.
AVISO − No utilice
productos químicos,
solventes ni productos
de limpieza abrasivos
para limpiar la pantalla
táctil o las cubiertas
de las lentes.
Superficie de trabajo
de la mesa y marcadores;
eliminar los residuos.
AVISO − No utilice
productos químicos,
solventes ni productos de
limpieza abrasivos para
limpiar los marcadores de la
mesa.
AVISO − Trate de no
esmerilar excesivamente
la mesa de soldadura.
Si la superficie de la mesa
está despareja a causa
del esmerilado, retire los
tornillos de montaje e
instale un nuevo tablero
o de vuelta el tablero
actual y úselo del otro
lado. Vuelva a instalar
los tornillos.
Libertad de movi-
mientos de los brazos
de posicionamiento
Herramienta
de calibración de
juntas con un
paño limpio y
húmedo.
AVISO − No
utilice productos
químicos,
solventes ni
productos de
limpieza
abrasivos para
limpiar la
herramienta de
calibración de
juntas.
Cada 3
meses
Reemplace las etiq-
uetas dañadas
o ilegibles
Repare o reemplace
los cables de sol-
dadura agrietados
Cable de la antorcha
Cable del punzón
Superficies exteriores
Dentro de la unidad
Después
de cada
bobina de
alambre
Forro de la antorcha Boquilla y punta
de contacto

OM−267357 Página 54
12-2. Vaciado de la bandeja de partículas de la tabla de trabajo
! Antes de cada uso, compruebe y
vacíe la bandeja de partículas en
un contenedor ignífugo.
! No utilice la unidad sin bandeja
de partículas.
1 Mandos manuales
Tras vaciar la bandeja de partículas,
vuelva a instalar y apretar los mandos
manuales.
Ref. 268609-C
Herramientas necesarias:
1
12-3. Protección contra sobrecargas
! Apague la máquina y desconecte
el cable de la alimentación.
1 Fusibles F1, F2 (vea el calibre
en la lista de piezas)
F1 y F2 protegen la computadora y
la fuente de alimentación internas de las
sobrecargas. Si cualquiera de estos
fusibles se funde, la unidad no funciona.
Revise los fusibles y reemplácelos
si están quemados.
Para acceder a los fusibles, utilice un
destornillador para desmontar la tapa de
la toma de corriente de la alimentación.
Generalmente, un fusible fundido
indica que existe un problema más
serio. Contacte un agente del
servicio autorizado por la fábrica.
Herramientas necesarias:
268 609−C / 161−051
1

OM−267357 Página 55
12-4. Desmontaje y reemplazo de los consumibles para la SmartGun
Vea las listas con los números de pieza
de los consumibles en la Sección 16.
AVISO − Verifique que las conexiones
de todas las piezas estén apretadas antes
de soldar.
1 Boquilla
Tire de las boquillas deslizables con
un movimiento de torsión. Verifique que
la boquilla esté completamente asentada.
2 Punta de contacto
Enrosque la punta de contacto en
el cabezal de retención. Aplique un par de
apriete de 30 libras−pulg. (3,5 Nm). Use la
herramienta para puntas Tregaskiss
(pieza N.º 450−18 para puntas para
servicio pesado) o un par de pinzas de
soldador para instalar la punta de contacto.
3 Cabezal de retención
Enrosque el cabezal de retención en
el cuello con una llave de 5/8 pulg.
(16 mm). Aplique un par de apriete
de 80 libras−pulg. (9 Nm).
AVISO − No utilice pinzas para quitar
o apretar el cabezal de retención para
servicio pesado pues se podría rayar.
AVISO − El cabezal de retención para
servicio pesado se debe apretar con una
llave de 5/8 pulg. (16 mm) para evitar
el sobrecalentamiento de la punta
de contacto.
4 Aislador del cuello
Presione con la mano el aislador del cuello
en el cuello con el lado de aluminio hacia
el cuello y el aislamiento negro hacia
la boquilla.
AVISO − El aislador del cuello debe estar
instalado en su lugar antes de soldar para
aislar correctamente el blindaje del cuello.
1
2
3
4
Herramientas necesarias:
5/8 pulg. (16 mm)
Ref. Bernard 156 203
Notas

OM−267357 Página 56
12-5. Reemplazo del forro Quick Load de la SmartGun
Empuje el forro Quick Load en la antorcha hasta
que no pueda avanzar más. Empuje el forro
aproximadamente 1 pulg. (25 mm). Corte el forro al
ras con la herramienta de corte. Una vez cortado,
el forro sobresaldrá del cuello en aproximadamente
1−3/4 pulg. (44 mm). Esto es normal pues,
al instalar los consumibles, estos lo empujarán
hacia el interior del cuello.
Vuelva a instalar los consumibles. Encienda
la máquina de soldar.
AVISO − El corte incorrecto del forro, muy largo
o muy corto, puede acarrear problemas
en la alimentación del alambre. Asegúrese de
utilizar su calibrador de forro de acuerdo con las
instrucciones para que sobresalga la longitud
correcta.
Corte la punta del alambre para eliminar la bola,
si existe. Desmonte la boquilla, la punta de
contacto y el cabezal de retención.
Enderece el cable de la antorcha. Use unas pinzas
para tirar del forro Quick Load existente hasta
sacarlo por el cuello.
Retire la tapa protectora del nuevo forro Quick Load
e insértelo por el cuello de la antorcha,
en el alambre. Empuje el forro por tramos cortos
para evitar que se retuerza, hasta que encaje con
el retén dentro del perno AutoLength.
Empuje el forro por el cuello de la antorcha lo más
que pueda. Afloje y vuelva a empujar. Repita esto
varias veces para asegurarse de que el forro
retrocede libremente.
Inserte la herramienta de calibración y corte por
el extremo del forro Quick Load hasta que quede
al ras con el extremo del cuello.
Herramientas necesarias:
! Apague la máquina de soldar
y el alimentador de alambre.
Los forros Quick Load se insertan por el frente de
la antorcha MIG. No es necesario desconectar
la SmartGun de la máquina para cambiar el forro.
Vea las listas con los números de pieza
de los forros en la Sección 16.
Ref. Bernard 156 207

OM−267357 Página 57
SECCIÓN 13 − DETECCIÓN Y SOLUCIÓN DE AVERÍAS
El uso del sistema de entrenamiento en soldadura implica la existencia de riesgos relacionados con la soldadura. Lea los manuales
del usuario y las etiquetas adheridas a la máquina y al alimentador de alambre para conocer más información sobre los peligros
de la soldadura por arco. Lea también la norma nacional estadounidense ANSI Z49.1, Seguridad en soldadura, corte y procesos afines,
de la Sociedad Americana de Soldadura (www.aws.org). Además, los operadores deben estar capacitados en el uso correcto de este
equipo antes de usarlo para capacitar a otros.
13-1. Tabla para detección y solución de problemas
Problema Solución
El monitor no se enciende.
El protector de pantalla del monitor
aparece después de cuatro horas
de inactividad. El protector de
pantalla de la SmartGun aparece
después de cinco minutos de
inactividad.
Pulse el interruptor de la entrada de la alimentación. Lleve el interruptor de alimentación del monitor
a la posición encendido (I) (vea la sección 5-1).
Revise las conexiones de la entrada de la alimentación en la toma de corriente de CA y el monitor
(vea la sección 4-11).
Revise los fusibles F1 y F2, y reemplácelos si están fundidos (vea la sección 12-3).
Haga que un agente del servicio autorizado por la fábrica revise la fuente de alimentación del monitor.
La pantalla táctil del monitor
no funciona.
Limpie la pantalla táctil.
Haga que un agente del servicio autorizado por la fábrica revise el monitor.
La mesa no se puede calibrar. Retire las herramientas y limpie la suciedad de las aberturas de los marcadores de la mesa
de soldadura.
Elimine la suciedad y las salpicaduras de los marcadores de la mesa y sus cubiertas protectoras
(bajo la superficie de la mesa) con un trapo limpio y humedecido. No use productos químicos.
Limpie la cubierta de la lente de la cámara.
Vuelva a calibrar la mesa (vea la sección 7-7).
La pieza no se puede calibrar. Retire los objetos que impidan que la cámara vea la herramienta para calibración de juntas.
Limpie o reemplace la herramienta de calibración de juntas. Si hay arañazos cerca de los
marcadores internos, gire la herramienta para que los rasguños no enfrenten a la cámara.
Las herramientas de calibración de juntas están disponibles para compra (pieza N.º 266768).
Coloque correctamente la herramienta para calibración de juntas en la pieza. La herramienta se debe
sostener en su posición durante al menos un segundo en ambos extremos de la pieza.
Verifique las dimensiones de la herramienta para calibración de juntas (vea la sección 7-6).
Las cámaras no siguen a la antorcha
SmartGun ni al punzón SmartStinger.
Asegúrese de que las manos, las herramientas o los residuos no obstruyan los marcadores de la
antorcha SmartGun ni del punzón SmartStinger
Limpie la cubierta de la lente de la cámara.
El sistema no entra en el modo
de soldadura.
Pulse el botón de modo de la SmartGun hasta que el sistema entre en el modo de soldadura
(demora unos dos segundos).
No hay salida de soldadura.
Revise las conexiones de la SmartGun en el alimentador de alambre.
Revise las conexiones y verifique los ajustes de control de la máquina de soldar. También verifique
si las conexiones de la alimentación se encuentran en buen estado.
Compruebe las conexiones en la caja del enrutador, si la unidad dispone de ella.
Cierre la tapa de la pantalla del monitor.
Verifique que la pinza de masa está bien colocada.
Verifique si el modo de soldadura está activado.

OM−267357 Página 58
Problema Solución
Si la SmartGun se ha recalentado, deje que se enfríe. La SmartGun desactiva la soldadura y muestra
un error interno cuando su temperatura interna es 185F (85C) o superior. La soldadura se podrá
reanudar cuando la temperatura interna de la antorcha sea menor de 176F (80C).
La pantalla del monitor no se muestra
después de los períodos de inactividad.
Si la aplicación en pantalla no contiene videos ni animaciones, el protector de pantalla aparecerá
solo después de cuatro horas de inactividad. (Los vídeos y las animaciones impiden la visualización
del protector de pantalla.)
Las cámaras no siguen a la pinza.
Verifique que la pinza esté correctamente posicionada/ orientada.
Asegúrese de que la pinza esté dentro del rango de altura especificado para el tipo de unión particular.
Asegúrese de que la muestra de soldadura no interfiere con la visión de la cámara de los marcadores
de la pinza.
Limpie la suciedad de las cubiertas de los marcadores de la pinza.
Reemplace las cubiertas de los marcadores de la pinza.
Limpie o reemplace la cubierta de la cámara.
Vuelva a calibrar la pinza (vea la Sección 7-9).
Vuelva a ajustar el vínculo entre las cámaras y el brazo (vea la Sección 7-8).
La SmartGun muestra “Conexión
no establecida.”
La alta frecuencia interfiere con la función de la SmartGun. No conecte LiveArc a un circuito utilizado
por equipos que producen alta frecuencia. No conecte el cable de masa a una tierra común utilizada
por equipos de soldadura que producen alta frecuencia.
Problema de conexión con la antorcha
SmartGun, el punzón SmartStinger o la
caja del enrutador.
Asegúrese de que todos los cables de datos estén completamente enroscados en el conector.
Notas

OM-267357 Página 59
SECCIÓN 14 − DIAGRAMAS ELECTRICOS
272 833-A
Ilustración 13-1. Diagrama electrico

OM-267357 Página 60
276650-B
Ilustración 13-2. Circuit Diagram For Unit With Optional SMAW Module

OM-267357 Página 61
Notes


OM-267357 Página 63
Description
Part
No.
Dia.
Mkgs.
Item
No.
Ilustración 14-1. Conjunto de mesa de soldadura y pantalla
Quantity
1 266968 Camera, LiveArc Motion Tracking 1... .......... .. .....................................
2 *266672 Cover, LiveArc Camera Window 1... .......... .. ......................................
3 272914 Cable Assy, LiveArc SmartGun Communication 1... .......... .. .........................
4 Display enclosure assembly 1... ..................... ..........................................
267995 Switch, Input Power 1................ .. .................................................
267993 Switch, Monitor, On-Off 1................ .. ..............................................
*268098 Fuse, Input Power Receptacle, 5 x 20 mm, 10 A, 250 VAC Slo-Blo 2................ .. ........
5 267144 Strut, Display Door 2... .......... .. ..................................................
6 *266684 Cover, LiveArc Monitor Display Window 1... .......... .. ................................
7 267504 Power Cord, LiveArc No 16/3 15 ft 1... .......... .. ....................................
021469 Label, Electric Shock 1................ .. ...............................................
8 257285 Clamp, LiveArc Table 2... .......... .. ................................................
9 274786 Assembly, Holster Stinger W/Overmold 2... .......... .. ................................
10 266771 Marker, Table 4... .......... .. .......................................................
11 +274064 Bracket, Router Box 1... ........ .. .................................................
275900 Label, Router Box Connectors 1............... .. ........................................
12 266694 Strut, Gas (w/Covers) 2... .......... .. ...............................................
13 272812 Label, Caution, Pinch Point 2... .......... .. ...........................................
14 266676 Speaker 2... .......... .. ...........................................................
15 270724 Clamp Assy, LiveArc Welding Positioning Arm (Includes) 1... .......... .. .................
16 270106 Protective Cover, Clamp Left 1... .......... .... .......................................
17 270105 Protective Cover, Clamp Right 1... .......... .... ......................................
277826 Kit, LiveArc SmartGun Replacement (See Ilustración 14-2) 1................ .. ...............
18 277824 Kit, LiveArc SmartStinger Replacement 1... .......... .. ...............................
*275910 Cable Assy, 15 Ft Dinse Male To Female 50 Series 1.............. .. ......................
19 266675 Cover, Speaker 1... .......... .. .....................................................
20 +268933 Arm, Extension 1... ......... .. .....................................................
21 267430 Label, Caution Moving Parts 2... .......... .. ..........................................
22 271184 Knob, T 2.000 Bar W/.375 Stud 1.5 Barrel 1... ........... .. ..............................
23 271183 Knob, T 3.000 Bar W/.312-18 Stud 1.000 Lg 1... ........... .. ............................
24 266700 Table Top, LiveArc Reversible Panel 1... .......... .. ...................................
25 275363 Assembly, Cal Tool & Dust Tray 1... .......... .. .......................................
26 269988 Assembly, LiveArc Plastic Tube With Grip, Joint Cal Tool 1... .......... .. .................
27 244965 Foot, Mtg Arcstation 4... .......... .. .................................................
28 +275484 Assembly, Router Box (Includes) 1... ........ .. ......................................
267504 Power Cord, LiveArc No 16/3 15 ft 1................ .... ...................................
29 272813 Label, Warning High Voltage 1... ......... .. ..........................................
30 275795 Cable Assy, Livearc To Router Box Communication 1... ......... .. ......................
* Piezas de repuesto recomendadas
OPTIONAL
+Cuando solicite un componente que originalmente tenía una etiqueta de precaución, esta etiqueta se debe incluir
en el pedido.
Para mantener el rendimiento original de fábrica utilice sólo piezas de repuesto sugeridas por el fabricante.
Se requiere tener el modelo y número de serie cuando se ordene piezas de su distribuidor local.

OM-267357 Página 64
1
2
3
4
5
6
268 609-B
7
Los herrajes son de tipo común y no están
disponibles a no ser que se los enliste.
Ilustración 14-2. Consumibles de la SmartGun
Description
Part
No.
Dia.
Mkgs.
Item
No.
Ilustración 14-2. Consumibles de la SmartGun (Ilustración 14-1 Item 18)
Quantity
1 403−20−35−05 Contact Tip, .035 Heavy Duty (5 Pack) 1... ..... .... .............................
2 403−20−45−05 Contact Tip, .045 Heavy Duty (5 Pack) 1... ..... .... .............................
3 403−20−52−05 Contact Tip, .052 Heavy Duty (5 Pack) 1... ..... .... .............................
4 401−06−62−02 Nozzle, 5/8 In. Bore, 1/8 In. Contact Tip Setback, Hvy Duty (2 Pack) 1... ..... .... ...
5 401−87−62−02 Nozzle, 5/8 In. Bore, 1/8 In. Contact Tip Extension, Hvy Duty (2 Pack) 1... ..... .... ..
6 401−48−62−02 Nozzle, 5/8 In. Bore Flush (2 Pack) 1... ..... .... ................................
7 403−20−05−01 Teach Tip, LiveArc 1... ..... .... ...............................................
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.
Los consumibles indicados en esta página están incluidos en cada sistema LiveArc. Las piezas de repuesto
se pueden pedir a Miller.
Consulte las instrucciones para desmontar y reemplazar los consumibles de la SmartGun en la Sección 12-4.
Consulte las instrucciones para desmontar y reemplazar el forro de la antorcha SmartGun en la Sección 12-5.

OM-267357 Página 65
Tabla 15-1 a la Tabla 15-4 indican todos los consumibles compatibles con la antorcha SmartGun. Estas piezas
pueden solicitarse a Bernard/Tregaskiss al número de teléfono 1-855−MIGWELD (1-855-644-9353).
*Piezas incluidas con todos los sistemas LiveArc.
Tabla 15-1. Forros Quick Load
Wire Size Liner Part Number
0.023 in. 415−23−15Q
0.030 in. 415−30−15Q
0.035 − 0.045 in. 415−35−15Q*
0.045 − 1/16 in. 415−116−15Q
1/16 − 5/64 in. 415−564−15Q
Tabla 15-2. Puntas de contacto Tough Lock
Wire Size Standard Duty Heavy Duty Heavy Duty
Tapered
Extended Life
Heavy Duty
Extra Heavy
Duty
Qty
0.023 in. (0.6 mm) 403−14−23 N/A N/A N/A N/A 100
0.030 in. (0.8 mm) 403−14−30 403−20−30 403−21−30 403−27−30 N/A 100
0.035 in. (0.9 mm) 403−14−35 403−20−35* 403−21−35 403−27−35 N/A 100
0.040 in. (1.0 mm) 403−14−1.0 403−20−1.0 403−21−1.0 403−27−1.0 603−20−1.0 100
0.045 in. (1.2 mm) 403−14−45 403−20−45* 403−21−45 403−27−45 603−20−45 100
3/64 in. (1.2 mm) N/A 403−20−364 N/A 403−27−364 603−20−364 100
0.052 in. (1.3 mm) N/A 403−20−52* N/A N/A 603−20−52 100
0.055 in. (1.4 mm) N/A 403−20−1.4 N/A N/A 603−20−1.4 100
1/16 in. (1.6 mm) N/A 403−20−116 N/A 403−27−116 603−20−116 100
0.070 in. (1.8 mm) N/A 403−20−1.8 N/A N/A N/A 100
0.078 in. (2.0 mm) N/A 403−20−78 N/A N/A N/A 100
5/64 in. (2.0 mm) N/A 403−20−564 N/A N/A 603−20−564 100
For quantities of 25: Add “−25” to the end of the part number.
Example: 25 Heavy Duty Contact Tips for 0.030 in. wire size is Part No. 403−20−30−25.

OM-267357 Página 66
*Piezas incluidas con todos los sistemas LiveArc.
Tabla 15-3. Boquillas
Part No. Nozzle Type Bore Type** Material O.D. Length Tip Placement Qty
401−6−50 Heavy Duty 1/2 in. C Copper 1.062 in. 2.88 in. 1/8 in. Recess 10
401−48−62* Heavy Duty 5/8 in. A Copper 1.062 in. 2.76 in. Flush 10
401−5−62 Heavy Duty 5/8 in. C Copper 1.062 in. 3.00 in. 1/4 in. Recess 10
401−6−62* Heavy Duty 5/8 in. C Copper 1.062 in. 2.88 in. 1/8 in. Recess 10
401−71−62 Heavy Duty 5/8 in. C Brass 1.106 in. 2.88 in. 1/8 in. Recess 10
401−7−62 Heavy Duty 5/8 in. C Brass 1.106 in. 3.00 in. 1/4 in. Recess 10
401−81−62 Heavy Duty 5/8 in. C Copper 1.062 in. 2.63 in. 1/8 in. Stick−Out 10
401−87−62* Heavy Duty 5/8 in. C Brass 1.062 in. 2.63 in. 1/8 in. Stick−Out 10
401−5−75 Heavy Duty 3/4 in. C Copper 1.062 in. 3.00 in. 1/4 in. Recess 10
401−6−75 Heavy Duty 3/4 in. C Copper 1.062 in. 2.88 in. 1/8 in. Recess 10
401−7−75 Heavy Duty 3/4 in. C Brass 1.106 in. 2.88 in. 1/8 in. Recess 10
401−42−50 Standard Duty 1/2 in. A Brass 0.938 in. 2.88 in. 1/8 in. Recess 10
401−4−50 Standard Duty 1/2 in. C Copper 0.938 in. 2.88 in. 1/8 in. Recess 10
401−44−50 Standard Duty 1/2 in. A Brass 0.938 in. 2.50 in. 1/4 in. Stick−Out 10
401−48−50 Standard Duty 1/2 in. A Brass 0.938 in. 2.63 in. 1/8 in. Stick−Out 10
401−4−38 Standard Duty 3/8 in. B Copper 0.938 in. 2.74 in. Flush 10
401−40−38 Standard Duty 3/8 in. B Brass 0.980 in. 2.81 in. 1/16 in. Recess 10
401−4−62 Standard Duty 5/8 in. C Copper 0.938 in. 2.88 in. 1/8 in. Recess 10
401−8−62 Standard Duty 5/8 in. C Copper 0.938 in. 2.63 in. 1/8 in. Stick−Out 10
401−9−62 Standard Duty 5/8 in. C Copper 0.938 in. 2.51 in. 1/4 in. Stick−Out 10
401−4−75 Standard Duty 3/4 in. D Copper 0.938 in. 2.88 in. 1/8 in. Recess 10
**Nozzle types are: A−Bottleneck, B−Long Taper, C−Short Taper, D−Straight.
Tabla 15-4. Otros consumibles SmartGun
Description Part No. Type Qty
Retaining Head 404−26−25* Heavy Duty 25
Retaining Head 404−18−25 Standard Duty 25
Neck Insulator 402−11*

SECCIÓN 16 − ACUERDO DE LICENCIA DE SOFTWARE
El software adjunto (“Software”) es proporcionada por Miller Electric Mfg. Co. (“Miller”), 1635 W. Spencer St., Casilla postal 1079, Appleton, WI 54912,
a los compradores calificados para ser utilizado únicamente con equipos Miller.
IMPORTANTE - LEER ATENTAMENTE: Este Acuerdo de licencia de software (”el Acuerdo”) es un acuerdo legal entre usted (ya sea un individuo
o una entidad) y Miller Electric Mfg. Co. (”Miller”). AL DESCARGAR, ABRIR EL(LOS) PAQUETE(S) SELLADO(S) DEL SOFTWARE Y/O USAR EL
SOFTWARE, USTED SE COMPROMETE A RESPETAR LOS TÉRMINOS DE ESTE ACUERDO. Si usted no está de acuerdo con los términos de este
Acuerdo, devuelva inmediatamente el Software y cualquier paquete(s) de software sin abrir y los elementos que lo acompañan, incluyendo cualquier
hardware Miller, materiales escritos y carpetas u otros contenedores, al lugar donde lo adquirió para obtener un reembolso completo.
LICENCIA DE SOFTWARE
El Software está protegido por leyes y tratados internacionales de derechos de autor, así como por otras leyes y tratados de propiedad intelectual.
El Software se licencia, no se vende.
1. CONCESIÓN DE LICENCIA. Este Acuerdo le otorga el derecho limitado, no exclusivo para utilizar una copia del Software en un solo Sistema
de gestión de rendimiento de soldadura LiveArc
TM
de Miller a la vez. No se permite el uso simultáneo de este Software, excepto en el caso en que
la intención del Software sea la de modificar el sistema de entrenamiento en soldadura de Miller, como una actualización del software o para activar
una función del software.
2. DESCRIPCIÓN DE OTROS DERECHOS Y LIMITACIONES.
Limitaciones para la realización de Ingeniería inversa, Descompilación y Desensamblaje. Usted no puede realizar ingeniería inversa,
descompilar ni desensamblar el Software, excepto y únicamente en la medida en que dicha actividad esté expresamente permitida
por la ley correspondiente a pesar de esta limitación.
Terminación. Sin perjuicio de cualquier otro derecho, Miller puede terminar este Acuerdo en caso de que usted no cumpla con los términos
y condiciones de este Acuerdo. A la terminación de este Acuerdo por cualquier razón, usted debe destruir todas las copias del Software y
todas sus piezas componentes.
Transferencia. Usted puede transferir permanentemente el Software, junto con todos sus derechos en virtud del presente Acuerdo, a otro
usuario final, siempre que transfiera todo el Software (incluidos todos los componentes, soportes y materiales impresos, las actualizaciones
y este Acuerdo) y no conserve ninguna copia. Además, el usuario final que reciba el Software deberá aceptar todos los términos de este
Acuerdo.
3. DERECHOS DE PROPIEDAD INTELECTUAL. Todos los títulos y derechos de propiedad intelectual sobre el Software y cualquier copia que usted
esté autorizado a hacer en el presente documento son propiedad de Miller. Todos los derechos no expresamente concedidos anteriormente quedan
reservados para Miller.
4. DERECHOS RESTRINGIDOS DEL GOBIERNO DE LOS EE.UU. Todo Software suministrado al Gobierno de los EE.UU. en cumplimiento de las
solicitudes emitidas en o después del 1 de diciembre de 1995 se entrega con los derechos de licencia comerciales y las restricciones descritas
en este documento. Todo Software suministrado al Gobierno de los EE.UU. conforme a solicitudes emitidas antes del 1 de diciembre de 1995
se entrega con los ”Derechos restringidos” según lo establecido en el FAR, 48 CFR 52.227-14 (JUNIO de 1987) o DFAR, 48 CFR 252.227-7013
(OCTUBRE 1988), según corresponda.
5. RESTRICCIONES A LA EXPORTACIÓN. Usted reconoce que la exportación del Software está sujeta a la jurisdicción de los EE.UU. Usted acepta
cumplir con todas las leyes internacionales y nacionales aplicables al Software, incluidos los reglamentos de la administración de exportaciones de
los EE.UU., así como las restricciones de destino del usuario final, del uso final y del país emitidas por los EE.UU. y otros gobiernos.
VARIOS. Si adquirió este Software en los Estados Unidos, este Acuerdo se regirá por las leyes del Estado de Wisconsin. Si este Software fue adquirido
fuera de los Estados Unidos, serán de aplicación las leyes locales.
RENUNCIA DE GARANTÍAS. EN LA MEDIDA MÁXIMA PERMITIDA POR LA LEY APLICABLE, MILLER PROPORCIONA A USTED EL SOFTWARE
Y CUALESQUIERA (SI EXISTE ALGUNO) SERVICIOS DE ASISTENCIA RELACIONADOS CON EL SOFTWARE (”SERVICIOS DE ASISTENCIA”)
TAL CUAL Y CON TODOS LOS DEFECTOS; Y MILLER RECHAZA CON RESPECTO A LOS SERVICIOS DE ASISTENCIA Y AL SOFTWARE TODAS
LAS GARANTÍAS Y CONDICIONES, YA SEAN EXPRESAS, IMPLÍCITAS O LEGALES, INCLUYENDO, PERO NO LIMITADAS A, CUALESQUIERA
(SI EXISTE ALGUNA) GARANTÍAS O CONDICIONES DE O RELACIONADAS CON: COMERCIABILIDAD, IDONEIDAD PARA UN PROPÓSITO
PARTICULAR, AUSENCIA DE VIRUS, EXACTITUD O INTEGRIDAD DE LAS RESPUESTAS, RESULTADOS, ESFUERZO DE MANO DE OBRA
RAZONABLE Y AUSENCIA DE NEGLIGENCIA. TAMPOCO HAY GARANTÍA, DEBER O CONDICIÓN DE TÍTULO, DISFRUTE Y POSESIÓN,
CORRESPONDENCIA CON LA DESCRIPCIÓN O NO INFRACCIÓN. TODO LOS RIESGOS DERIVADOS DEL USO O EL RENDIMIENTO
DEL SOFTWARE Y LOS SERVICIOS DE ASISTENCIA SON SUYOS.
EXCLUSIÓN DE DAÑOS INCIDENTALES, EMERGENTES Y OTROS DAÑOS. EN LA MEDIDA MÁXIMA PERMITIDA POR LA LEY PERTINENTE,
EN NINGÚN CASO MILLER O SUS PROVEEDORES SERÁN RESPONSABLES POR NINGÚN DAÑO INCIDENTAL, INDIRECTO, CONSECUENTE
O ESPECIAL DE CUALQUIER TIPO (INCLUYENDO, PERO NO LIMITADO A, DAÑOS POR PÉRDIDA DE BENEFICIOS O DE INFORMACIÓN
CONFIDENCIAL U OTRAS, INTERRUPCIÓN DE LA ACTIVIDAD COMERCIAL, LESIONES PERSONALES, PÉRDIDA DE PRIVACIDAD,
POR INCUMPLIMIENTO DE OBLIGACIONES, YA SEA DE BUENA FE O CON DILIGENCIA RAZONABLE, NEGLIGENCIA Y POR CUALQUIER
OTRA PÉRDIDA PECUNIARIA O DE OTRO TIPO) DERIVADOS DESDE O DE ALGUNA MANERA RELACIONADOS CON EL USO O IMPOSIBILIDAD
DE USO DEL SOFTWARE, LA PROVISIÓN O FALLA EN LA PROVISIÓN DE SERVICIOS DE ASISTENCIA, O BAJO O EN RELACIÓN
CON CUALQUIER DISPOSICIÓN DE ESTE ACUERDO, INCLUSO EN EL CASO DE FALLA, AGRAVIO (INCLUYENDO NEGLIGENCIA),
RESPONSABILIDAD ESTRICTA, INCUMPLIMIENTO DE CONTRATO O INCUMPLIMIENTO DE LA GARANTÍA DE MILLER O DE CUALQUIER
PROVEEDOR INCLUSO SI MILLER O EL PROVEEDOR HAN SIDO INFORMADOS DE LA POSIBILIDAD DE TALES DAÑOS.
LIMITACIÓN DE RESPONSABILIDAD Y REMEDIOS. SIN PERJUICIO DE CUALQUIER DAÑO QUE USTED PUEDA INCURRIR POR CUALQUIER
RAZÓN (INCLUYENDO, SIN LIMITACIÓN, TODOS LOS DAÑOS MENCIONADOS ARRIBA Y TODOS LOS DAÑOS DIRECTOS O GENERALES),
TODA LA RESPONSABILIDAD DE MILLER Y DE CUALQUIERA DE SUS PROVEEDORES BAJO CUALQUIER DISPOSICIÓN DE ESTE ACUERDO
Y BAJA SU REMEDIO EXCLUSIVO PARA TODO LO MENCIONADO SERÁ LIMITADO A LA MAYOR CANTIDAD REALMENTE PAGADA POR USTED
POR EL SOFTWARE O US $ 5,00. LAS LIMITACIONES, EXCLUSIONES Y RENUNCIAS SE APLICARÁN EN LA MEDIDA MÁXIMA PERMITIDA POR
LA LEY PERTINENTE, INCLUSO SI CUALQUIER REMEDIO NO CUMPLE CON SU PROPÓSITO ESENCIAL.
AVISOS SOBRE LICENCIA CON CÓDIGO ABIERTO. El Software puede contener software de la comunidad de código abierto que debe ser licenciado
bajo los términos de licencia específicos correspondientes a este tipo de software, tal como se prevé en el Programa correspondiente a continuación.
Cuando dichos términos de licencia específicos le dan derecho al código fuente de dicho software, dicho código fuente estará disponible mediante la
envío de su solicitud a https://www.millerwelds.com/service/contactus.html; los comentarios en el formulario deben incluir la solicitud del código fuente
y los detalles de su solicitud. A continuación, recibirá un correo electrónico con un enlace para descargar el código fuente.

ANEXO 1
El Software contiene el software de código abierto ServiceStack, licenciado bajo la licencia BSD de ServiceStack, y los términos de la licencia siguientes
en el Programa 1 (copiada desde la siguiente página web: https://github.com/ServiceStack/ServiceStack/blob/v3/LICENSE) aplican a dicho software
de código abierto.
LICENCIA BSD DE SERVICESTACK
Copyright (c) 2007-2013, Demis Bellot, ServiceStack.
http://www.servicestack.net
Todos los derechos reservados.
La redistribución y el uso en formas de fuente y binaria, con o sin modificaciones, están permitidos siempre que se cumplan las siguientes condiciones:
* Las redistribuciones del código fuente deben conservar el aviso de copyright anterior, esta lista de condiciones y el siguiente descargo
de responsabilidad.
* Las redistribuciones en formato binario deben reproducir el aviso de copyright anterior, esta lista de condiciones y el siguiente descargo
de responsabilidad en la documentación y/o otros materiales proporcionados con la distribución.
* El nombre de ServiceStack y los nombres de sus colaboradores NO pueden usarse para respaldar o promocionar productos derivados
de este software sin el permiso previo por escrito.
ESTE SOFTWARE ES PROPORCIONADO POR LOS PROPIETARIOS DEL COPYRIGHT Y LOS COLABORADORES ”TAL CUAL” SIN NINGUNA
GARANTÍA EXPRESA O IMPLÍCITA, INCLUYENDO, PERO NO LIMITADO A, LAS GARANTÍAS IMPLÍCITAS DE COMERCIALIZACIÓN Y APTITUD
PARA UN PROPÓSITO PARTICULAR. EN NINGÚN CASO < TITULAR DE DERECHOS DE AUTOR > SERÁ RESPONSABLE POR DAÑOS
DIRECTOS, INDIRECTOS, INDIRECTOS ESPECIALES, EJEMPLARES, DERIVADOS (INCLUYENDO, PERO NO LIMITADO A LA OBTENCIÓN
DE BIENES O SERVICIOS SUSTITUTOS, LA PÉRDIDA DE USO, DE DATOS O DE BENEFICIOS O LA INTERRUPCIÓN DEL NEGOCIO)
CUALQUIERA QUE FUERA EL MODO EN QUE SE PRODUJERON Y EN CUALQUIER TEORÍA DE RESPONSABILIDAD, YA SEA EN CONTRATO,
RESPONSABILIDAD ESTRICTA O AGRAVIO (INCLUYENDO LA NEGLIGENCIA U OTRAS), DERIVADO DE ALGUNA MANERA DEL USO DE ESTE
SOFTWARE, INCLUSO SI SE HA ADVERTIDO DE LA POSIBILIDAD DE TALES DAÑOS.
FIN DEL ANEXO 1
ANEXO 2
El Software contiene el software de código abierto WPF Touch Screen Keyboard, licenciado bajo la licencia pública de Microsoft (Ms-PL) y los términos
de la licencia siguientes en el Anexo 2 (copiada desde la siguiente página web: http://wpfkb.codeplex.com/license) corresponden a ese software de
código abierto.
LICENCIA PÚBLICA MICROSOFT (Ms-PL)
Esta licencia rige el uso del software adjunto. Si utiliza el software, usted acepta esta licencia. Si usted no acepta la licencia, no utilice el software.
1. Definiciones
Las expresiones ”reproducir”, ”reproducción”, ”trabajos derivados” y ”distribución” tienen el mismo significado aquí como bajo la ley de derechos de autor
de los EE.UU.
Una ”contribución” es el software original, o cualquier adición o cambio en el software.
Un ”colaborador” es cualquier persona que distribuye su contribución bajo esta licencia.
”Patentes con licencia” son reivindicaciones de la patente de un colaborador que se leen directamente en su contribución.
2. Concesión de derechos
(A) Concesión de derechos de autor: sujeto a los términos de esta licencia, incluidas las condiciones de la licencia y las limitaciones de la sección 3,
cada colaborador le concede una licencia de alcance mundial, no exclusiva, sin pago de royalties, de los derechos de autor para reproducir
su contribución, preparar trabajos derivados de su contribución, y distribuir su contribución o cualquier derivado de las obras que ha creado.
(B) Concesión de patente: sujeto a los términos de esta licencia, incluidas las condiciones de la licencia y las limitaciones de la sección 3, cada
colaborador le concede una licencia de alcance mundial, no exclusiva, sin pago de royalties bajo sus patentes con licencia, para fabricar, hacer fabricar,
usar, vender, ofrecer a la venta, importar y/o disponer de su contribución en el software o los trabajos derivados de la contribución en el software.
3. Condiciones y limitaciones
(A) Sin Licencia de marca comercial: esta licencia no le otorga derechos para usar el nombre, logotipo o marcas comerciales de cualesquiera contribuyentes.
(B) Si usted trae una demanda de patente contra cualquier contribuyente sobre las patentes que reclama que son infringidas por el software, su licencia
de patente de tal contribuyente del software finaliza automáticamente.
(C) Si distribuye cualquier parte del software, deberá conservar todos los avisos de derechos de autor, patentes, marcas y avisos de atribución
que están presentes en el software.
(D) Si distribuye cualquier parte del software en forma de código fuente, puede hacerlo solo bajo esta licencia mediante la inclusión de una copia
completa de esta licencia con su distribución. Si distribuye cualquier parte del software en forma de código objeto o compilado, solo puede hacerlo
en virtud de una licencia que cumpla con esta licencia.
(E) El software se licencia ”como está”. Usted acepta el riesgo de utilizarlo. Los contribuyentes no dan garantías expresas, compromisos ni condiciones.
Usted puede tener otros derechos como consumidor de acuerdo con sus leyes locales que esta licencia no puede cambiar. Hasta donde lo permita la
legislación de su localidad, los contribuyentes excluyen las garantías implícitas de comercialización, idoneidad para un fin y ausencia de infracción.
FIN DEL ANEXO 2

Notas

Notas

Efectivo 1 enero, 2017
(Equipo equipo con el número de serie que comienza con las letras “MH” o más nuevo)
Esta garantía limitada reemplaza a todas las garantías previas de Miller y no es exclusiva con otras garantías ya sea expresadas o supuestas.
GARANTÍA LIMITADA − Sujeta a los términos y condiciones de abajo,
la compañía MILLER Mfg. Co., Appleton, Wisconsin, garantiza al
primer comprador al por menor que el equipo de MILLER nuevo
vendido, después de la fecha efectiva de esta garantía está libre de
defectos en material y mano de obra al momento que fue embarcado
desde MILLER. ESTA GARANTÍA EXPRESAMENTE TOMA EL
LUGAR DE CUALQUIERA OTRA GARANTÍA EXPRESADA O
IMPLICADA, INCLUYENDO GARANTÍAS DE MERCANTABILIDAD,
Y CONVENIENCIA.
Dentro de los periodos de garantía que aparecen abajo, MILLER
reparará o reemplazará cualquier pieza o componente garantizado
que fallen debido a tales defectos en material o mano de obra.
MILLER debe de ser notificado por escrito dentro de 30 días de que
este defecto o fallo aparezca, en ese momento MILLER dará
instrucciones sobre el procedimiento para hacer el reclamo de
garantía que se debe seguir. Si la notificación se envía como una
reclamación por garantía en línea, dicha reclamación debe incluir una
descripción detallada de la fallo y los pasos seguidos para identificar
los componentes defectuosos y la causa de su fallo.
MILLER aceptará los reclamos de garantía en equipo garantizado que
aparece abajo en el evento que tal fallo esté dentro del periodo de
garantía. El período de garantía comienza la fecha que el equipo ha
sido entregado al comprador al por menor, o no exceder doce meses
después de mandar el equipo a un distribuidor en América del Norte o
dieciocho meses después de mandar el equipo a un distribuidor
internacional.
1. 5 años para piezas — 3 años para mano de obra
* Los rectificadores de potencia principales originales solo
incluyen los SCR, diodos y los módulos rectificadores
discretos
2. 3 años — Piezas y mano de obra
* Lentes para caretas fotosensibles (excepto serie Classic) (no
cubre mano de obra)
* Grupos soldadora/generador impulsado por motor de
combustión interna
(NOTA: los motores son garantizados separadamente por
el fabricante del motor.)
* Máquinas de soldar con inversor (excepto que se indique lo
contrario)
* Máquinas para corte por plasma
* Controladores de proceso
* Alimentadores de alambre automáticos y semiautomáticos
* Máquinas de soldar con transformador/rectificador
3. 2 años — Piezas y mano de obra
* Lentes para caretas fotosensibles − Solo serie Classic (no
cubre mano de obra)
* Extractores de humo − Capture 5 Filtair 400 y extractores de
las series industriales
4. 1 año — Piezas y mano de obra excepto que se especifique
* Sistemas de soldadura AugmentedArc y LiveArc
* Dispositivos automáticos de movimiento
* Pistolas soldadoras MIG Bernard BTB de enfriamiento por
aire (sin mano de obra)
* Unidades sopladoras CoolBelt y CoolBand (no incluye mano
de obra)
* Sistema de secado de aire
* Equipos externos de monitorización y sensores
* Opciones de campo
(NOTA: las opciones de campo [para montaje in situ]
están cubiertas por el tiempo restante de la garantía del
producto en el que están instaladas o por un mínimo
de un año — el que sea mayor.)
* Pedales de control RFCS (excepto RFCS-RJ45)
* Extractores de humo − Filtair 130 y series MWX y SWX
* Unidades de alta frecuencia
* Antorchas para corte por plasma ICE/XT (no incluye mano de
obra)
* Máquinas para calentamiento por inducción, refrigeradores
(NOTA: los registradores digitales están garantizados
separadamente por el fabricante.)
* Bancos de carga
* Antorchas motorizadas (excepto las portacarrete Spoolmate)
* Unidad sopladora PAPR (no incluye mano de obra)
* Posicionadores y controladores
* Racks
* Tren rodante/remolques
* Soldaduras por puntos
* Conjuntos alimentadores de alambre para sistemas Subarc
* Antorchas Tregaskiss (sin mano de obra)
* Antorchas TIG (no incluye mano de obra)
* Sistemas de enfriamiento por agua
* Controles remotos inalámbricos de mano/pie y receptores
* Estaciones de trabajo/Mesas de soldadura (no incluye mano
de obra)
5. Garantía de 6 meses para piezas
* Baterías
6. Garantía de 90 días para piezas
* Juegos de accesorios
* Cubiertas de lona
* Bobinas y mantas para calentamiento por inducción,
cables y controles no electrónicos
* Antorchas M
* Pistolas soldadoras MIG, sopletes de arco sumergido
(SAW) y cabezales externos para soldadura por
recubrimiento
* Controles remotos y control de pie RFCS
−RJ45
* Piezas de repuesto (sin mano de obra)
* Antorchas portacarrete Spoolmate
La garantía limitada True Blue de Miller no tiene validez para los
siguientes elementos:
1. Componentes consumibles como: puntas de contacto,
toberas de corte, contactores, escobillas, relés, tapa de las
mesas de trabajo y cortinas de soldador, o piezas que fallen
debido al desgaste normal. (Excepción: las escobillas y
relés están cubiertos en todos los equipos impulsados por
motor de combustión interna.)
2. Artículos entregados por MILLER pero fabricados por otros,
como motores u otros accesorios. Estos artículos están cubiertos
por la garantía del fabricante, si alguna existe.
3. Equipo que ha sido modificado por cualquier persona que no sea
MILLER o equipo que ha sido instalado inapropiadamente, mal
usado u operado inapropiadamente basado en los estándares
de la industria, o equipo que no ha tenido mantenimiento
razonable y necesario, o equipo que ha sido usado para una
operación fuera de las especificaciones del equipo.
LOS PRODUCTOS DE MILLER ESTÁN DISEÑADOS Y DIRIGIDOS
PARA LA COMPRA Y USO DE USUARIOS
COMERCIALES/INDUSTRIALES Y PERSONAS ENTRENADAS Y
CON EXPERIENCIA EN EL USO Y MANTENIMIENTO DE EQUIPO
DE SOLDADURA.
En el caso de que haya un reclamo de garantía cubierto por esta
garantía, los remedios deben de ser, bajo la opción de MILLER (1)
reparación, o (2) reemplazo o cuando autorizado por MILLER por
escrito en casos apropiados, (3) el costo de reparación y reemplazo
razonable autorizado por una estación de servicio de MILLER o (4)
pago o un crédito por el costo de compra (menos una depreciación
razonable basado en el uso actual) una vez que la mercadería sea
devuelta al riesgo y costo del usuario. La opción de MILLER de reparar
o reemplazar será F.O.B. en la fábrica en Appleton, Wisconsin o F.O.B.
en la sede del servicio autorizado por MILLER y determinada por
MILLER. Por lo tanto, no habrá compensación ni devolución de los
costos de transporte de cualquier tipo.
DE ACUERDO AL MÁXIMO QUE PERMITE LA LEY, LOS REMEDIOS
QUE APARECEN AQUÍ SON LOS ÚNICOS Y EXCLUSIVOS
REMEDIOS, Y EN NINGÚN EVENTO MILLER SERÁ
RESPONSABLE POR DAÑOS DIRECTOS, INDIRECTOS,
ESPECIALES, INCIDENTALES O DE CONSECUENCIA
(INCLUYENDO LA PÉRDIDA DE GANANCIA) YA SEA BASADO EN
CONTRATO, ENTUERTO O CUALQUIERA OTRA TEORÍA LEGAL.
CUALQUIER GARANTÍA EXPRESADA QUE NO APARECE AQUÍ Y
CUALQUIER GARANTÍA IMPLICADA, GARANTÍA O
REPRESENTACIÓN DE RENDIMIENTO, Y CUALQUIER REMEDIO
POR HABER ROTO EL CONTRATO, ENTUERTO O CUALQUIER
OTRA TEORÍA LEGAL, LA CUAL, QUE NO FUERA POR ESTA
PROVISIÓN, PUDIERAN APARECER POR IMPLICACIÓN,
OPERACIÓN DE LA LEY. COSTUMBRE DE COMERCIO O EN EL
CURSO DE HACER UN ARREGLO, INCLUYENDO CUALQUIER
GARANTÍA IMPLICADA DE COMERCIALIZACIÓN, O APTITUD
PARA UN PROPÓSITO PARTICULAR CON RESPECTO A
CUALQUIER Y TODO EL EQUIPO QUE ENTREGA MILLER, ES
EXCLUIDA Y NEGADA POR MILLER.
Algunos estados en Estados Unidos, no permiten imitaciones en cuan
largo una garantía implicada dure, o la exclusión de daños
incidentales, indirectos, especiales o consecuentes, de manera que la
limitación de arriba o exclusión, es posible que no aplique a usted.
Esta garantía da derechos legales específicos, y otros derechos
pueden estar disponibles, pero varían de estado a estado.
En Canadá, la legislación de algunas provincias permite que hayan
ciertas garantías adicionales o remedios que no han sido indicados
aquí y al punto de no poder ser descartados, es posible que las
limitaciones y exclusiones que aparecen arriba, no apliquen. Esta
garantía limitada da derechos legales específicos pero otros derechos
pueden estar disponibles y estos pueden variar de provincia a
provincia.
El original de esta garantía fue redactado en términos legales
ingleses. Ante cualesquiera quejas o desacuerdos, prevalecerá el
significado de las palabras en inglés.
¿Preguntas sobre la
garantía?
Llame
1-800-4-A-MILLER
para encontrar su
distribuidor local de
Miller (EE.UU. y
Canada solamente)
miller
_
warr
_
spa 2017−01

TRADUCCIÓN DE LAS INSTRUCCIONES ORIGINALES − IMPRESO EN EE.UU. 2017 Miller Electric Mfg. Co. 2017−01
Miller Electric Mfg. Co.
An Illinois Tool Works Company
1635 West Spencer Street
Appleton, WI 54914 USA
International Headquarters−USA
USA Phone: 920-735-4505 Auto-attended
USA & Canada FAX: 920-735-4134
International FAX: 920-735-4125
Para direcciones internacionales visite
www.MillerWelds.com
Nombre de modelo Número de serie/estilo
Fecha de compra (Fecha en que el equipo fue entregado al cliente original.)
Distribuidor
Dirección
Ciudad
Estado/País Código postal
Por favor complete y conserve con sus archivos.
Siempre dé el nombre de modelo y número de serie/estilo
Comuníquese con su Distribuidor para: Equipo y Consumibles de Soldar
Opciones y Accesorios
Equipo Personal de Seguridad
Servicio y Reparación
Piezas de Repuesto
Entrenamiento (Seminarios, Videos, Libros)
Manuales Técnicos
(Información de Servicio y Partes)
Diagramas de Circuito
Libros de Procesos de Soldar
Para localizar al Distribuidor más cercano llame a
1-800-4-A-MILLER (EE.UU. y Canada solamente)
o visite nuestro sitio web en internet
www.MillerWelds.com
Comuníquese con su transportista para:
Para el servicio
Registro del Propietario
Poner una queja por pérdida o daño
durante el embarque.
Para recibir ayuda sobre como rellenar o realizar una
reclamación, contacte con su distribuidor y/o el
departamento de transporte del fabricante del equipo.
Póngase en contacto con un Distribuidor o una Agencia del Servicio
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
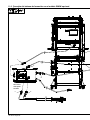 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
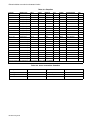 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76












































































Miller LIVEARC WELDING PERFORMANCE MANAGEMENT SYSTEM El manual del propietario
- Categoría
- Sistema de soldadura
- Tipo
- El manual del propietario
- Este manual también es adecuado para
Documentos relacionados
-
Miller NA111500D El manual del propietario
-
-
-
-
-
-
Miller AUGMENTED ARC WELDING TRAINING SYSTEM El manual del propietario
-
-
-