
888
Instrucciones de manejo

Todos los derechos reservados.
Propiedad de la Dürkopp Adler GmbH concerniente a los derechos del autor. Cada utilización de estos
contenidos, también en extractos es prohibida sin la previa autorización por escrito de la Dürkopp Adler GmbH.
Copyright © Dürkopp Adler GmbH - 2021

Pro lo go para las In struc cio nes de Uso
Estas 'Instrucciones de Uso’ deberán servir para un mejor
conocimiento de la máquina y para utilizarla según las posibilidades de
su aplicación.
Las 'Instrucciones de Uso’ contienen reglamentaciones importantes
para manejar la máquina con seguridad, con mayor economía y
conforme a su uso destinado. La observancia ayuda evitar peligros,
reducir los gastos para reparaciones y los tiempos de parada y
aumenta la seguridad funcional así como la duración de la máquina.
Las 'Instrucciones de Uso’ son destinadas a complementarse con las
reglamentaciones nacionales de seguridad y de anticontaminación.
Las 'Instrucciones de Uso’ deben encontrarse siempre en el lugar de
empleo de la máquina.
Cad
a persona manipulando la máquina debe instruirse debidamente y
seguir las 'Instrucciones de uso’ presentes para cualquier trabajo con
la máquina, incluso:
– el funcionamiento, incluso preparar la máquina, la reparación de
averías en el desarollo del trabajo, el apartamiento de residuos y
los trabajos de conservación
– el mantenimiento (trabajos de conservación, de inspección y de
reparación) así como
– el transporte.
Entre otros, es la responsabilidad del operador/la operadora que
solamente personal instruido maneje la máquina.
Es obligado de controlar la máquina por lo menos una vez por turno y
de avisar inmediatamente todos los daños visibles así como
variaciones (incluso de funcionamiento) perjudicando la seguridad.
La empresa lleva la responsabilidad de que la máquina se utilize
siempre en estado impecable.
Queda prohibido desmontar los dispositivos de protección o utilizar la
máquina sin ellos.
Si el desmontaje de las protecciones de seguridad es inevitable para
preparar y reparar la máquina o para hacer trabajos de mantenimiento,
es indispensable volver a montar las protecciones inmediatamente
después de terminar estos trabajos.
Modificaciones no autorizadas de la máquina excluyen toda
responsabilidad de la parte del fabricante,
Observar todas las instrucciones de seguridad y los avisos de peligro
encontrandose en la máquina/el autómata.
Los aereas con rayas en amarillo/negro representan zonas de peligro
constante, por ejemplo peligro de contusiones, de cortar, de cortadura
y peligros de golpes.
Encima de las instrucciones de seguridad de éstas “Instrucciones de
Uso”, observar las reglamentaciones generales de seguridad y las
prescripciones contra accidentes.

Nor mas de se gu ri dad
La no observancia de las siguientes reglamentaciones, puede
producir lesiones y daños en la máquina.
1. La máquina sólo deberá ponerse en marcha por el personal instruido al
respecto y después de haber estudiado este manual de instrucciones.
2. Antes de poner en marcha la máquina, lea tambien las normes de
seguridad y el manual de instrucciones del fabricante del motor.
3. No está permitido utilizar la máquina más que para los trabajos
para los que ha sidodestinada, debiendo estar montados los
correspondientes dispositivos de protección; al mismo tiempo,
deberán observarse todas las normas de seguridad vigentes.
4. Al cambiar órganos de costura (aguja, prensatelas, placa de aguja,
transportador, canilla, etc.), lo mismo que al enhebrar, al abandonar
el puesto de costura y al hacer trabajos de mantenimiento, la
máquina deberá desconectarse eléctricamente con el interruptor
general o retirando el enchufe de la red.
5. Los trabajos de mantenimiento diarios sólo deberán ser efectuados
por personal instruido al respecto.
6. No está permitido realizar trabajos de reparación, transformación y
de mantenimiento especial más que a personal especializado e
instruido al respecto.
7. Al realizar trabajos de reparación y mantenimiento en equipos
neumáticos, habrá que desconectar la máquina de la red de
alimentación neumática (max. 7-10 bar). An tes de des co nec tar la
máqui na de la red de ali men ta ción neumática des car gar el uni dad
de acon di cio na mien to. Sólo se ad mi ten ex cep cio nes en el caso de
ajus tes o con tro les efec tua dos por per so nal espe cia li za do.
8. Los trabajos en el equipo eléctrico sólo deberán ser realizados por
electricistas competentes o por personal instruido al caso.
9. No está permitido realizar trabajos en piezas y dispositivos
que estén bajo tensión salvo en las excepciones de la
norma DIN VDE 0105.
10. Toda transformación o modificación de la máguina deberá
realizarse observando todas las normas de seguridad.
11. En los trabajos de reparación sólo deberán utilizarse las piezas
indicadas por nosotros.
12. No está permitido poner en marcha el cabezal hasta haberse
cerciorado antes de que la unidad de costura completa
corresponde a las normas de la CE.
13. El cable de la red debe equiparse con una clavija de enchufe de
red permitida de la normas específicas del país de utilización.
Este montaje debe realizarse sólo por personal instruido al tal fin.
(Ver también punto 8)
Es ab so lu ta men te ne ce sa rio ob ser var las in struc cio nes de
se gu ri dad mar ca das por es tos sim bo los.
Ries go de ac ci den tes !
Obsérven se tam bién las in struc cio nes
ge ne ra les de se gu ri dad.

ES
Índice Página
Introducción y reglamentos de seguridad
Parte 1 - Instrucciones para el uso - clase 888 - traducción de las
instrucciones de uso originales
(Versión 02.2021)
1 Descripción del producto ........................................ 5
2 Uso de la máquina ............................................ 5
3 Subclases y equipamiento de coser
3.1 Subclases................................................... 6
3.2 Equipamientodecoser........................................... 9
3.3 Equipamientodecoserespecial..................................... 12
4 Accesorios opcionales ......................................... 14
5 Datos técnicos ............................................... 18
6 Manejo
6.1 Enhembrado del hilo superior ...................................... 19
6.2 Devanado del hilo inferior ......................................... 20
6.3 Recambio de la bobina inferior y enhembramiento del hilo inferior ................ 20
6.4 Ajustedelatensióndeloshilos ..................................... 21
6.4.1 Ajustedelatensióndelhiloinferior................................... 21
6.4.2 Ajuste de la tensión del hilo superior .................................. 22
6.5 Activación(desactivación)delostensoresdelhilo.......................... 24
6.6 Ajuste del limitador del hilo ........................................ 25
6.7 Recambio de la aguja en la máquina de coser de una aguja con el garfio
a la derecha de la aguja .......................................... 26
6.8 Recambio de la aguja en la máquina de coser de una aguja con el garfio
a la izquierda de la aguja (máquinas con el recorte inferior) .................... 27
6.9 Recambio de agujas en la máquina de coser de dos agujas .................... 28
6.10 Levantamiento y abatimiento del pie prensatelas con rueda .................... 29
6.11 Presión del pie prensatelas con rueda ................................. 30
6.11.1 Regulación mediante el tornillo ...................................... 30
6.11.2 Presión constante del pie prensatelas con rueda por el cilindro neumático ........... 31
6.12 Retroceso(remate)............................................. 31
6.13 Ajuste del largo del punto ......................................... 32
6.14 Puesta en marcha del acoplamiento de seguridad durante el bloqueo del garfio ........ 33
6.15 Mando de la máquina equipada con la tracción de posicionamiento ............... 34
6.15.1 Mediante el pedal .............................................. 34
6.15.2 Mediante el panel de pulsadores 9880 867101 ............................ 35
6.15.3 Mediante el panel de pulsadores 9880 888102 ............................ 36
6.16 Manejo del recorte inferior......................................... 37
6.16.1 Puestaenyfuerademarcha....................................... 37
6.16.2 Activaciónydesactivacióndelaguíadelmaterial .......................... 38

Índice Página
6.16.3 Ajustedelaguíadelmaterial....................................... 39
6.17 Manejo del recorte oblicuo superior ................................... 40
6.17.1 Activaciónydesactivación......................................... 40
6.17.2 Ajustedelaguíadelmaterial....................................... 41
6.18 Desactivación de la barra de aguja en la subclase 888-460522 .................. 42
7 Resumen de las tracciones de posicionamiento
7.1 DACbasic/classic/eco........................................... 43
7.1.1 DACbasic/classic.............................................. 43
7.1.2 DACeco ................................................... 43
7.2 Efka DA321G/DC1550 ........................................... 44
8 Costura con la máquina con la tracción de posicionamiento
8.1 Funciones automáticas de la máquina ................................. 45
8.2 Ejemplo-manejo de la máquina durante la costura .......................... 46
9 Mantenimiento
9.1 Limpiezayrevisión............................................. 47
9.2 Lubricación .................................................. 50

5
ES
1 Descripción de la máquina
DÜRKOPP ADLER 888 es una máquina de coser especial para el uso
universal.
•
Máquina de coser de columna de punto cadeneta doble.
•
Tiene el arrastre de dos pasos. El arrastrador circular inferior y el
pie prensatelas con rueda impulsado arrastran en dos pasos, el
arrastre por aguja arrastra sólo en el primer paso. En las máquinas
de una y dos agujas representa el primer paso el 33% del largo del
punto.
•
Según la subclase, la máquina puede ser de una o de dos agujas,
con funciones automáticas como el corte de hilos, el remate
automático, el levantamiento automático del pie prensatelas, ó sin
ellas.
•
La máquina de coser de una aguja puede estar equipada con el
recorte inferior u oblicuo superior de los bordes.
•
La máquina de coser está equipada con un garfio vertical de dos
partes estándar o grande.
•
La carrera máxima del pie prensatelas es de 12 mm.
•
El largo máximo de los extremos del hilo cortados es de 15 mm,
con cortahilos corto aprox. 5 mm.
•
El acoplamiento de seguridad evita el desajuste del garfio y su
deterioro al entrar eventualmente el hilo en la vía del garfio.
•
La placa de punto dispone de piezas de intercalar recambiables
que difieren en la dimensión del agujero de punta y son electivas en
función del tamańo de la aguja.
•
La máquina dispone de la lubricación por la mecha con un visor en
el brazo de la máquina para engrasar la máquina y el garfio. Una
parte del aceite se desvalora mediante la lubricación del garfio, otra
parte vuelve al depósito central mediante una bomba.
•
Devanador del hilo integrado.
2 Uso de la máquina
La máquina de coser 888 está destinada a coser el calzado, la
mercería y la tapicería. El material cosido típico es el cuero (natural o
artificial). Es posible utilizarla también para coser los tejidos para el
calzado.
El equipamiento de la máquina depende del material cosido, es decir,
el material ligero, mediano o pesado.
La subclase con el recorte del material está destinada sobre todo para
el recorte del forro del calzado, si el forro tiene una rigidez
correspondinte.
El recorte del material permite recortar el forro debajo de la capa
superior del cuero. Es posible recortar también todas las capas
cosidas al mismo tiempo.
Con ayuda de la máquina es posible trabajar sólo el material seco.
El grosor del material superior no debe superar 7 mm estando
presionado por el pie prensatelas con rueda bajada. El material no
debe contener objetos duros porque la máquina no está equipada con
el protector de los ojos.
Esta máquina puede ser instalada y explotada sólo en los locales
secos y mantenidos. Si la máquina es utilizada en locales que no sean
secos y mantenidos, puede ser necesario tomar otras medidas, las
cuales hay que acordar (véase EN 60204-31:1999).

Como un fabricante de las máquinas de coser industriales suponemos
que en nuestras máquinas tarbajarán los operarios al menos
capacitados, así que es de suponer que todas las condiciones
habituales y sus riesgos eventuales les son conocidos.
3 Subclases y equipamiento de coser
3.1 Subclases
888-160020 Máquina de coser de columna de una aguja de punto
de cadeneta doble con el arrastre circular inferior y
el arrastre por aguja con el pie prensatelas con
rueda impulsado, con el garfio grande.
888-260020 Máquina de coser de columna de dos agujas de
punto de cadeneta doble con el arrastre circular
inferior y el arrastre por aguja con el pie prensatelas
con rueda impulsado, con el garfio grande.
888-160122 Máquina de coser de columna de una aguja de punto
888-160122-M de cadeneta doble con el arrastre circular inferior y
el arrastre por aguja con el pie prensatelas con
rueda impulsado, con el garfio grande, el corte
electromagnético del hilo, el remate
electromagnético y la elevación del pie prensatelas.
Dispositivo para el acortmiento del punto: apretando
el pulsador en la cabeza de la máquina se realiza el
punto completo con un largo acortado.
888-260122 Máquina de coser de columna de dos agujas de
888-260122-M punto de cadeneta doble con el arrastre circular
inferior y el arrastre por aguja con el pie prensatelas
impulsado, con el garfio grande, el corte
electromagnético del hilo, el remate
electromagnético y la elevación del pie prensatela.
Dispositivo para el acortamiento del punto:
apretando el pulsador en la cabeza de la máquina se
realiza el punto completo con un largo acortado.
888-356020 Máquina de coser de columna de una aguja de punto
de cadeneta doble con el arrastre circular inferior y
el arrastre por aguja con el pie prensatelas con
rueda impulsado, con el garfio grande, con el recorte
del material impulsado de modo electromotriz.
888-356122 Máquina de coser de columna de una aguja de punto
888-356122-M de cadeneta doble con el arrastre circular inferior y
el arrastre por aguja con el pie prensatelas con
rueda impulsado, con el garfio grande, el corte
electromagnético del hilo, el remate
electromagnético y la elevación del pie prensatela.
Con el recorte del material impulsado de modo
electromotriz.
Dispositivo para el acortamiento del punto:
apretando el pulsador en la cabeza de la máquina se
realiza el punto completo con un largo acortado.
888-160152 Máquina de coser de columna de una aguja de punto
888-160152-M de cadeneta doble con el arrastre circular inferior y
el arrastre por aguja con el pie prensatelas con
rueda impulsado, con el garfio estándar, el corte
electromagnético del hilo, el remate
electromagnético y la elevación del pie prensatela.
Dispositivo para el acortamiento del punto:
apretando el pulsador en la cabeza de la máquina se
realiza el punto completo con un largo acortado.
6

888-356152 Máquina de coser de columna de una aguja de punto
de cadeneta doble con el arrastre circular inferior y
el arrastre por aguja con el pie prensatelas con
rueda impulsado, con el garfio estándar, el corte
electromagnético del hilo, el remate
electromagnético y la elevación del pie prensatela.
Con el recorte del material impulsado de modo
electromotriz.
Dispositivo para el acortamiento del punto:
apretando el pulsador en la cabeza de la máquina se
realiza el punto completo con un largo acortado.
888-460522 Máquina de coser de columna de dos agujas de
888-460522-M punto de cadeneta doble con el arrastre circular
inferior y el arrastre por aguja con el pie prensatelas
con rueda impulsado, con las barras de aguja
desactivables, con el garfio grande, el corte
electromagnético del hilo, el segundo largo del punto
neumático, el remate y la elevación del pie
prensatelas.
888-360122 Máquina de coser de columna de una aguja de punto
888-360122-M de cadeneta doble con el arrastre circular inferior y
el arrastre por aguja con el pie prensatelas con
rueda impulsado, con el garfio grande, el corte
electromagnético del hilo, el remate
electromagnético y la elevación del pie prensatelas.
Columna izquierda estrecha.
Dispositivo para el acortamiento del punto:
apretando el pulsador en la cabeza de la máquina se
realiza el punto completo con un largo acortado.
888-160023 Máquina de coser de columna de una aguja de punto
de cadeneta doble con el arrastre circular inferior y
el arrastre por aguja con el pie prensatelas con
rueda impulsado, con el garfio grande, el corte
electromagnético del hilo.
888-260023 Máquina de coser de columna de dos agujas de
punto de cadeneta doble con el arrastre circular
inferior y el arrastre por agujacon el pie prensatelas
con rueda impulsado, con el garfio grande, el corte
electromagnético del hilo.
888-160053 Máquina de coser de columna de una aguja de punto
de cadeneta doble con el arrastre circular inferior y
el arrastre por aguja con el pie prensatelas con
rueda impulsado, con el garfio estándar, el corte
electromagnético del hilo.
888-260053 Máquina de coser de columna de dos agujas de
punto de cadeneta doble con el arrastre circular
inferior y el arrastre por aguja con el pie prensatelas
con rueda impulsado, con el garfio estándar, el corte
electromagnético del hilo.
888-260152 Máquina de coser de columna de dos agujas de
punto de cadeneta doble con el arrastre circular
inferior y el arrastre por aguja con el pie prensatelas
con rueda impulsado, con el garfio estándar, el corte
electromagnético del hilo, el remate
electromagnético y la elevación del pie prensatela.
Dispositivo para el acortamiento del punto:
apretando el pulsador en la cabeza de la máquina se
realiza el punto completo con un largo acortado.
888-167020 Máquina de coser de columna de una aguja de punto
de cadeneta doble con el arrastre circular inferior y
el arrastre por aguja con el pie prensatelas con
rueda impulsado, con el garfio grande.
Con el recorte oblicuo superior del material
impulsado de modo electromotriz. Columna derecha.
7
ES

888-167122 Máquina de coser de columna de una aguja de punto
888-167122-M de cadeneta doble con el arrastre circular inferior y
el arrastre por aguja con el pie prensatelas con
rueda impulsado, con el garfio grande, el corte
electromagnético del hilo, el remate
electromagnético y la elevación del pie prensatelas.
Con el recorte oblicuo superior del material
impulsado de modo electromotriz. Columna derecha.
Dispositivo para el acortamiento del punto:
apretando el pulsador en la cabeza de la máquina se
realiza el punto completo con un largo acortado.
888-160125 Máquina de coser de columna de una aguja de punto
888-160125-M de cadeneta doble con el arrastre circular inferior y
el arrastre por aguja con el pie prensatelas con
rueda impulsado, con el garfio grande, el cortahilos
corto electromagnético del hilo, el remate
electromagnético y la elevación del pie prensatelas.
Dispositivo para el acortmiento del punto: apretando
el pulsador en la cabeza de la máquina se realiza el
punto completo con un largo acortado.
8

3.2 Equipamiento de coser estándar
0,01 mm 0,01mm - - mm 1/min 1/min mm mm mm mm
888-E1
1
ligera 70-80 80 80-60 60 4 3000 2500
35
0,6
--
888-E2 mediana 90-110 90 50-30 40 5 2500 2500 - -
888-E3 pesada 120-160 120 25-10 20 7 2000 1600 1,2 - -
888-E4/0,8
1
ligera 70-80 80 80-60 60 4 3000 2500
25 0,6
- 0,8
888-E5/1,0 mediana 90-110 90 50-30 40 5 2500 2500 - 1,0
888-E6/1,2
pesada 120-160 120 25-10 20 5 2000 1600
- 1,2
888-E7/1,5 - 1,5
888-E8/1,2
2
ligera 70-80 80 80-60 60 4 3000 2500
35
0,6
1,2 -
888-E9/1,6 1,6 -
888-E10/2,0 2,0 -
888-E11/1,6
mediana 90-110 90 50-30 40
4
2500 2500
1,6 -
888-E12/2,0 4 2,0 -
888-E13/2,4 5 2,4 -
888-E14/2,0
pesada 120-160 120 25-10 20
4
2000 1600 1,2
2,0 -
888-E15/2,4 5 2,4 -
888-E16/3,2 5 3,2 -
888-E17
1
mediana 90-110 90 50-30 40 5 2500 2500
25 1,2 - -
888-E19 25 0,6 - -
888-E34 ligera 70-80 80 80-60 60 4 3000 2500 35
-
--
888-E35 mediana 90-110 90 50-30 40 5 2500 2500 35 - -
888-E53
pesada
120-160 120 25-10 20 7 2000 1600 25 1,2 - -
* Al coser las capas muy gruesas es necesario reducir considerablemente la velocidad de la costura. También al coser y
recortar simultáneamente.
9
ES
0888-160020
0888-160023
0888-160122
0888-356020
0888-356122
0888-260020
0888-260023
0888-260122
0888-160020
0888-160023
0888-160122
Equipamiento de coser
Para las clases y subclases
Número de agujas
Categoría de coser
Extensión
Dimensión
de aguja
Estándar
Extensión Número de
etiqueta del hilo
de poliéster
Estándar
Longitud de punto máx.
Máximo
Velocidad
de costura
Estándar *
Pie prensatelas con rueda
-diámetro
Arrastrador circular - paso de
dientes
Distancia costuras
Distancia del recorte de la aguja

0,01 mm 0,01mm --mm 1/min 1/min mm mm mm mm
888-E18/1,6
2
mediana
90-110 90
50-30 40
4
2500 2500
25
1,2
1,6 -
888-E20/2,0 90-120 90 5 35 2,0 -
888-E21/2,4 90-120 90 5 35 2,4 -
888-E30/1,6 90-110 90 4 35 1,6 -
888-E50/3,6 pesada 120-160 120 25-10 20 5 2000 1600 35 3,6 -
888-E23
1
ligera 70-80 80 80-60 60 4 3000 2500
25
0,6
--
888-E24 mediana 90-110 90 50-30 40 5 2500 2500 - -
888-E25 pesada 120-160 120 25-10 20 7 2000 1600 1,2 - -
888-E38 ligera 70-80 80 80-60 60 4 3000 2500
25 -
--
888-E39 mediana 90-110 90 50-30 40 5 2500 2500 - -
888-E26/0,8
1
lehké 70-80 80 80-60 60 4 3000 2500
25 0,6
- 0,8
888-E27/1,0 mediana 90-110 90 50-30 40 5 2500 2500 - 1,0
888-E28/1,2
pesada 120-160 120 25-10 20 5 2000 1600
- 1,2
888-E29/1,5 - 1,5
888E40/0,8 ligera 70-80 80 80-60 60 4 3000 2500
25 -
- 0,8
888-E41/1,0 mediana 90-110 90 50-30 40 5 2500 2500 - 1,0
888-E36/0,8
1
ligera 70-80 80 80-60 60 4 3000 2500
25 -
- 0,8
888-E37/1,0 mediana 90-110 90 50-30 40 5 2500 2500 - 1,0
888-E44/2,0
2
ligera 70-80 80 80-60 60 4 3000 2500
35
0,6
2,0 -
888-E45/2,0
mediana 90-120 90 60-30 40 5 2500 2500
2,0 -
888-E46/2,4 2,4 -
888-E47/2,4
pesada
120-140
120 25-10 20 5 2000 1600
2,4 -
888-E48/3,2 120-160 1,2 3,2 -
888-E51/1,2
ligera
70 70
80-60 90 4 3000 2500 0,6
1,2 -
888-E52/1,6 70-80 80 1,6 -
* Al coser las capas muy gruesas es necesario reducir considerablemente la velocidad de la costura. También al coser y
recortar simultáneamente.
10
0888-260020
0888-260023
0888-260122
0888-160053
0888-160152
0888-356152
0888-356020
0888-356122
0888-460522
Equipamiento de coser
Para las clases y subclases
Número de agujas
Categoría de coser
Extensión
Dimensión
de aguja
Estándar
Extensión Número de
etiqueta del hilo
de poliéster
Estándar
Longitud de punto máx.
Máximo
Velocidad
de costura
Estándar *
Pie prensatelas con rueda
-diámetro
Arrastrador circular - paso de
dientes
Distancia costuras
Distancia del recorte de la aguja

0,01 mm 0,01mm --mm 1/min 1/min mm mm mm mm
888-E54/2,0
2
mediana 90-110 90 60-30 40
4
2500 2500
25 1,2 2,0 -
888-E55/2,0
35 0,6
2,0 -
888-E56/2,4 5 2,4 -
888-E57/2,4 pesada 120-140 120 25-10 20 5 2000 1600 2,4 -
888-E58/0,8
1
ligeira 70-80 80 80-60 60 3 3000 2500
35 0,6
- 0,8
888-E59/1,0 mediana 90-120 100 50-30 40 5 2500 2500 - 1,0
888-E60/1,2 pesada 120-160 130 25-10 20 5 2000 1600 - 1,2
888-E64/0/4
1
ligeira 70-80 80 80-60 60 4 3000 2500
35 0,6
--
888-E65/0/5 mediana 90-110 100 50-30 40 5 2500 2500 - -
888-E66/0/5 mediana 80-90 90 60-30 40 5 2500 2500 - -
888-E68
1
ligeira 70-80 80 80-60 60 4 3000 2500
35
0,6
--
888-E69 mediana 90-110 90 50-30 40 5 2500 2500 - -
888-E70 pesada 120-160 120 25-10 20 7 2000 1600 1,2 - -
* Al coser las capas muy gruesas es necesario reducir considerablemente la velocidad de la costura. También al coser y
recortar simultáneamente.
11
ES
Equipamiento de coser
Para las clases y subclases
Número de agujas
Categoría de coser
Extensión
Dimensión
de aguja
Estándar
Extensión Número de
etiqueta del hilo
de poliéster
Estándar
Longitud de punto máx.
Máximo
Velocidad
de costura
Estándar *
Pie prensatelas con rueda
-diámetro
Arrastrador circular - paso de
dientes
Distancia costuras
Distancia del recorte de la aguja
0888-260020
0888-260023
0888-260122
0888-167020
0888-167122
0888-160125
0888-360122

3.3 Equipamiento de coser especial
Máquinas de recorte
Al cambiar la categoría de la costura es necesario cambiar también la pieza insertada en la placa de aguja
(es posible comprar adicionalmente). Al mismo tiempo con el cambio de la pieza insertada cambia
también el ancho del borde recortado, así que es necesario cambiar el ajuste lateral de la cuchilla de corte
(Libro de servicio, párr. 8.4).
Categoría de la costura 3
distancia del recorte/mm 2,0 2,4 3,0
largo de punto máximo 5
velocidad máxima de la costura 2000
carrera máxima de la cuchilla
estándar
2,4
placa de aguja 0888 201240
pieza insertada en la placa de
aguja
S080 811809 S080 811803 S080 811805
cuchilla superior S080 870235 (S080 870238, S080 870239)
Es posible que sea necesario reducir la velocidad de la costura para conseguir la calidad pedida del
recorte (o bien las revoluciones de la máquina) durante el corte en función del largo de punto ajustado y el
material recortado.
12

Tipos de cuchillas de corte
CARBURO
SINTERIZADO
Grosor del material
recortado
1 - 4 1,5 - 4 1 - 2 0,2 - 0,8
Radio mínimo para el
material recortado
~6 ~6 ~4 ~6
Carrera de la cuchilla
2,4 2,4 1,2 2,4
De modo estándar se utiliza la cuchilla superior de acero para herramientas con la designación „A“.
Es posible comprar este tipo de cuchilla fabricada de carburo sinterizado para prolongar su vida útil. Para
cortar los radios muy pequeńos es posible utilizar la cuchilla de tipo „B“ y para los materiales delgados y
blandos es posible pedir el tipo „C“. Para estas dos cuchillas es necesario reducir la carrera del
mecanismo de recorte (Libro de servicio, párr.8.2) al valor indicado en la tabla y al mismo tiempo es
necesario volver a ajustar su altura correcta (Libro de servicio, párr. 8.3).
Es posible volver a afilar las cuchillas suministradas de acero después de desfilarse sea con ayuda del
dispositivo manual especial M269 (es posible pedir adicionalmente) o en el soporte en una lijadora
mecánica especial al mantener su geometría reglamentada (Libro de servicio, párr. 8.8).
13
ES

4 Accesorios opcionales
Para 888 es posible suministrar los accesorios opcionales siguientes:
No. del pedido Accesorios opcionales Subclases
888-160020
888-160122
888-260020
888-260122
888-356020
888-356122
888-160152
888-356152
888-460522
888-360122
888-160023
888-260023
888-160053
888-260053
888-260152
888-167020
888-167122
888-160125
9880 888101 Alumbrado de la costura integrado x x x x x x x x x x x x x x x x x x
con 2 LED incl. el transformador
9880 888100 Alumbrado de la costura de diodos de 3W x x x x x x x x x x x x x x x x x x
0888 320254 Variador para la regulación continua x x o o x o x x x x x
diferencia entre el arrastrador circular
inferior y el pie prensatelas
con rueda impulsado
0688 130384 Palanca de rodilla para la elevación x x x x x x x x x x x x x x x x x x
del pie prensatelas
9780 000108 WE-8, Unidad de acondicionamiento x
del aire comprimido - accesorios
opcionales neumáticos
0797 003031 Conjunto de acoplamiento neumático x
para la interconexión de los bastidores
con la unidad de acondicionamiento
del aire comprimido
9805 791113 Unidad de memoria flash USB para x x x x x x x x x x
la transmisión de datos
- control EFKA DA321G
0867 490010 Soporte del panel de mando x x x x x x x x x x
0888 331240 Soporte del panel de mando o o
0888 310134 Bloqueo del arrastre por aguja x x x x x x x
N800 080030 Guía de la obra abatible x x x x x x x x x x x x x x x x
N800 080004 Guía de la obra abatible con polea x x x x x x x x x x x x x x x x
N800 080001 Guída de la obra abatible x x x x x x x x x x x x x x x x
0888 220334 Pie prensatelas con rueda x x x x x x x x x x x x x x x x x x
Æ 25 mm moleteada
0888 220344 Pie prensatelas con rueda Æ 25 mm lisa x x x x x x x x x x x x x x x x x x
0888 220354 Pie prensatelas con rueda x x x x x x x x x x x x x x x x x x
Æ 25 mm engomada
0888 220364 Pie prensatelas con rueda x x x x x x x x x x x x x x x x x x
Æ 35 mm moleteada
0888 220374 Pie prensatelas con rueda Æ 35 mm lisa x x x x x x x x x x x x x x x x x x
0888 220384 Pie prensatelas con rueda x x x x x x x x x x x x x x x x x x
Æ 35 mm engomada
0888 220394 Pie prensatelas con rueda Æ 45mm,xxxxxxxxxxxxxxxxx x
ancho 3,8 mm
0888 220404 Pie prensatelas con rueda Æ 45mm,xxxxxxxxxxxxxxxxx x
ancho 2,0 mm
14

No. del pedido Accesorios opcionales Subclases
888-160020
888-160122
888-260020
888-260122
888-356020
888-356122
888-160152
888-356152
888-460522
888-360122
888-160023
888-260023
888-160053
888-260053
888-260152
888-167020
888-167122
888-160125
0688 320520 Arrastrador circular 0,6 mm x x x x x x x x x x x x x x x x x x
0688 320530 Arrastrador circular 1,2 mm x x x x x x x x x x x x x x x x x x
0888 200760 Pieza insertada en la placa de aguja x x x
-0,8mm
0888 200770 Pieza insertada en la placa de aguja x x x
-1,0mm
0888 200780 Pieza insertada en la placa de aguja x x x
-1,2mm
0888 200790 Pieza insertada en la placa de aguja x x x
-1,5mm
9081 300001 Juego de herramientas Tipo-M x x x x x x x x x x x x x x x x x x
0888 150234 Monitoreo del hilo inferior - 1 aguja x x x x
0888 150544 Monitoreo del hilo inferior - 2 agujas x x
0888 590014 Kit de actualización x x x x x
0887 590014 Kit de actualización x x x x x x x x x x
Bastidores
MG 55 400334 Conjunto del bastidor MG 55-3 x x x x x x x x x x x x x x x x x x
para la tracción por la correa dentada,
con el pedal, tamańo de la placa
de la mesa 1060 x 500 mm
MG55 400324 Conjunto del bastidor MG 55-3 x x x x x x x x x x x x x x x x x
para la tracción por la correa en cuńa,
con el pedal, tamańo de la placa
de la mesa 1060 x 500 mm
0700 088804 Placa de la mesa 1060 x 500 mm x x x x x x x x x x x x x x x x x x
0700 088802 Placa de la mesa 1060 x 500 mm x x x x x x x x x x x x x x x x x
x = equipamiento opcional
o = equipamiento de serie
Es posible pedir otros accesorios opcionales en nuestro centro de
aplicaciones (APC).
E-Mail: [email protected]
15
ES

Para 888-M es posible suministrar los accesorios opcionales
siguientes:
No. del pedido Accesorios opcionales Subclases
888-160122-M
888-260122-M
888-356122-M
888-160152-M
888-460522-M
888-360122-M
888-167122-M
888-160125-M
9880 888104 Alumbrado de la costura integrado xxxxx xxx
con 2 LED sin el transformador
9850 001089 Transformador xxxxx xxx
9880 888100 Alumbrado de la costura de diodos de 3W xxxxx xxx
9880 888103 Alumbrado de la costura de diodos de 3W
sin el transformador xxxxx xxx
0888 321274 Variador para la regulación continua x x o x x x x x
diferencia entre el arrastrador circular
inferior y el pie prensatelas
con rueda impulsado
0688 130384 Palanca de rodilla para la elevación xxxxx xxx
del pie prensatelas
9780 000108 WE-8, Unidad de acondicionamiento x
del aire comprimido - accesorios
opcionales neumáticos
0797 003031 Conjunto de acoplamiento neumático x
para la interconexión de los bastidores
con la unidad de acondicionamiento
del aire comprimido
9835 901005 Unidad de memoria flash USB para xxxxx xxx
la transmisión de datos
- control DAC Classic
0888 310134 Bloqueo del arrastre por aguja x x x
N800 080030 Guía de la obra abatible xxxxx x x
N800 080004 Guía de la obra abatible con polea xxxxx x x
N800 080001 Guída de la obra abatible xxxxx x x
0888 220334 Pie prensatelas con rueda xxxxx xxx
Æ 25 mm moleteada
0888 220344 Pie prensatelas con rueda Æ 25 mm lisa xxxxx xxx
0888 220354 Pie prensatelas con rueda xxxxx xxx
Æ 25 mm engomada
0888 220364 Pie prensatelas con rueda xxxxx xxx
Æ 35 mm moleteada
0888 220374 Pie prensatelas con rueda Æ 35 mm lisa xxxxx xxx
0888 220384 Pie prensatelas con rueda xxxxx xxx
Æ 35 mm engomada
0888 220394 Pie prensatelas con rueda Æ 45mm,xxxxx xxx
ancho 3,8 mm
0888 220404 Pie prensatelas con rueda Æ 45mm,xxxxx xxx
ancho 2,0 mm
16

No. del pedido Accesorios opcionales Subclases
888-160122-M
888-260122-M
888-356122-M
888-160152-M
888-460522-M
888-360122-M
888-167122-M
888-160125-M
0688 320520 Arrastrador circular 0,6 mm x x x x x x x x
0688 320530 Arrastrador circular 1,2 mm x x x x x x x x
0888 200760 Pieza insertada en la placa de aguja x
-0,8mm
0888 200770 Pieza insertada en la placa de aguja x
-1,0mm
0888 200780 Pieza insertada en la placa de aguja x
-1,2mm
0888 200790 Pieza insertada en la placa de aguja x
-1,5mm
9081 300001 Juego de herramientas Tipo-M x x x x x x x x
0888 331240 Soporte del panel de mando o
0888 150234 Monitoreo del hilo inferior - 1 aguja x x x x
0888 150544 Monitoreo del hilo inferior - 2 agujas x x
0888 590014 Kit de actualización x x x x
0887 590014 Kit de actualización x x x x x x x
Bastidores
MG 55 400334 Conjunto del bastidor MG 55-3 x x x x x x x x
para la tracción por la correa dentada,
con el pedal, tamańo de la placa
de la mesa 1060 x 500 mm
0700 088804
Placa d
e la mesa 1060 x 500 mm
x x x x x x x x
x = equipamiento opcional
o = equipamiento de serie
Es posible pedir otros accesorios opcionales en nuestro centro de
aplicaciones (APC).
E-Mail: [email protected]
17
ES

18
5 Parámetros técnicos
Nivel de ruido
Valor de emisión en el puesto de trabajo según DIN EN ISO 10821:
LpA = 78 dB(A); KpA = 0,44 dB (A) con
•
Longitud de puntada: 4,0 mm
•
Revoluciones: 2400 rpm
•
Tejido: escay doble; 1.6mm 900g/m
2
DIN 53352
Tipo de punto de cadeneta de dos hilos 301
Sistema de la aguja 134LR, 134 KKLR, 134, 134 D
Elevación del pie prensatelas por la palanca de mano 6 mm
Elevación del pie prensatelas por la palanca
de rodilla o automáticamente 12 mm
Largo del hilo después del corte max. 15 mm
Largo del hilo después del cortahilos corto max. 5 mm
Altura del espacio de paso de la cabeza de la máquina 300 mm
Ancho del espacio de paso de la cabeza de la máquina 280 mm
Dimensiones del plano horizontal de la placa básica
de la máquina 178 x 518 mm
Dimensiones del plano horizontal de la placa de la mesa 1060 x 500 mm
Altura mínima de la placa de la mesa 740 mm
Altura máxima de la placa de la mesa 900 mm
Altura de la máquina máx. 1630 mm
Potencia absorbida máxima (de corta duración) 0,8 kW
Peso de la base 30 kg
Peso del motor EFKA DC 1550 10 kg
Peso de la cabeza de la máquina con DAC 54 kg
Presión del aire conducido (máquinas neumáticas) 6 bar

6 Manejo
6.1 Enhembrado del hilo superior
ˇOjo! ˇPeligro de accidente!
Pongan el interruptor principal fuera de circuito. Enhembren sólo con
la máquina puesta fuera de circuito.
–
Realicen el enhembrado de la máquina de una aguja conforme a la
figura (A). Si la máquina está equipada para la costura pesada,
enrollen el hilo alrededor del perno (1).
–
Realicen el enhembrado de la máquina de dos agujas conforme a
la figura (B). El hilo (2) destinado para la aguja izquierda
enhembren en los tensores izquierdos y en el ojete superior
en la palanca de hilo (4).
–
Realicen el enhembrado en el ojo de las agujas dispuestas una al
lado de otra conforme a la figura (B).
–
Realicen el enhembrado en el ojo de las agujas dispuestas
diagonalmente conforme a la figura (C-aguja derecha) y la figura
(D-aguja izquierda).
–
Realicen el enhembrado en el ojo de la aguja de la máquina con el
recorteconformealafigura(E).
–
Si la máquina está equipada para la costura pesada, enrollen el
hilo alrededor del perno (1).
19
ES
2
E
3
2
DC
B
A
4
321321

6.2 Devanado del hilo inferior
–
Devanen el hilo conforme a la figura.
–
Pasen el hilo por la cuchilla (1) y arránquelo tirando en el sentido
de la flecha (2).
–
Pongan la bobina en el eje del devanador y aprieten la palanca del
devanador (3) en el sentido (4).
–
Arranquen la máquina.
–
Una vez devanada la bobina, vuelvan a pasar el hilo por la cuchilla
(1) y arránquenlo.
–
Pongan en el eje del devanador una bobina vacía para el
devanado siguiente y aprieten la palanca del devanador (3).
6.3 Recambio de la bobina y enhembrado del hilo inferior
ˇOjo! ˇPeligro de accidente!
Pongan fuera de circuito el interruptor principal y esperen hasta que se
pare el motor.
–
Levanten la tapa (1).
–
Introduzcan la bobina (2) con el cabo del hilo (3) orientado
conforme a la figura.
–
Pasen el hilo por la ranura (4) y la ranura (5), cierren la tapa (1)
y y encajen debajo del muelle (6).
–
Corten el cabo del hilo conforme a la figura.
–
Si el garfio se encuentra a la izquierda de la aguja, realicen la
puesta de la bobina y el enhembrado del hilo de modo análogo.
20
2
3
6
4
5
10
1
2
31
4

6.4 Ajuste de la tensión de los hilos
6.4.1 Ajuste de la tensión del hilo inferior
ˇOjo! ˇPeligro de accidente!
Pongan fuera de circuito el interruptor principal.Realicen el ajuste sólo
en la máquina puesta fuera de circuito.
–
Ajusten la tensión del hilo inferior mediante el tornillo (1) con
ayuda del destornillador que se pasa por el agujero (2). Apretando
el tornillo, la tensión aumenta.
–
Comprueben la tensión del hilo con el dinamómetro. Enhembren el
hiloconformealafiguraytirenenelsentidodelaflecha(3).Esta
tensión está ajustada en la fábrica en función del equipamiento de
coser escogido conforme a la tabla que figura más abajo y es
conveniente para las operaciones de costura típicas. Para coser
los materiales delgados y blandos es necesario reducir la tensión.
Si la costura debe ser fuertemente apretada, es necesario
aumentar la tensión y al mismo tiempo reducir la velocidad de la
costura.
–
La tensión del hilo cerca del garfio situado a la izquierda de la
aguja se ajusta y mide de modo análogo.
En este garfio se ajusta una tensión de 10 a 20% más pequeńa
que en el garfio situado a la derecha.
Valor medio de la tensión del hilo inferior
Categoría de la costura Aguja utilizada-número Tensión del hilo en
gramos
ligera 70 - 80 50
media 90 - 110 65
pesado 120 - 160 90
21
ES
1
2
3

6.4.2 Ajuste de la tensión del hilo superior
Ajuste del tensor auxiliar (1)
–
Estando abierto el tensior principal (3) y el tensor adicional (2), es
necesario crear la tensión residual del hilo superior. La tensión
residual se crea mediante el tensor auxiliar (1). El tensor auxiliar
(1) al mismo tiempo influye el largo del hilo cortado, del hilo inicial
para otra costura.
(El tensor auxiliar (1) no se desactiva durante la elevación del pie
prensatelas.)
Ajuste de los tensores (2) y (3) en las máquinas Eco y Classic
con el mando electromagnético
–
Desplazando la palanca (4) a la izquierda se activa el tensor
adicional (2). Retrayendo la palanca (4) el tensor adicional (2)
vuelve a desactivarse. El tensor adicional de desactivación (2)
sirve para cambiar rápidamente la tensión del hilo superior, por ej.
para conseguir un buen apriete del punto con la creación de
puntos uniformes al coser capas diferentes de los materiales
cosidos en una sola costura.
–
Desactiven el tensor (2) retrayendo la palanca (4) y cosan menor
número de capas del material cosido.
–
Regulen el tensor del hilo (3) mediante la rueda de regulación
hasta conseguir un buen apriete del hilo (véase la figura).
–
Activen el tensor (2) extrayendo la palanca (4) y cosan mayor
número de capas.
–
Regulen el tensor del hilo (2) mediante la rueda de regulación
hasta conseguir un buen apriete del hilo (véase la figura).
–
Si la máquina no está equipada con la palanca (4), regulen los
tensores (2) y (3) de modo que las ruedas de regulación tengan
aproximadamente la misma altura.
22
3
2
1
4
5

Ajuste de los tensores (2) y ( 3) en la máquina Classic
con el mando neumático
Al apretar el pulsador (5) se desactiva neumáticamente el tensor
adicional (2). Al volver a apretar el pulsador (5) el tensor (2) vuelve a
activarse. El tensor adicional de desactivación (2) sirve para cambiar
rápidamente la tensión del hilo superior, por ej. para conseguir un
buen apriete de los puntos con la creación de puntos uniformes al
coser capas diferentes de los materiales cosidos en una sola costura.
–
Aprieten el pulsador (5).
–
Cosan menor número de capas, mediante el pulsador (5) activen el
tensor adicional (2) y regulen la tensión del hilo hasta conseguir un
buen entretejido de los hilos.
–
Accedan al mayor número de capas. Activen con el pulsador (5) el
tensor adicional (2) y regúlenlo hasta conseguir un buen
entretejido.
Entretejido correcto en el medio del material
cosido
La tensión del hilo superior es muy débil
o la tensión del hilo inferior es muy fuerte
La tensión del hilo superior es muy fuerte
o la tensión del hilo inferior es muy débil
23
ES

6.5 Activación (desactivación) de los tensores del hilo
Máquinas Eco y C lasssic con el mando electromagnético
–
Al tirar de la palanca de mano (1) se desactivan los tensores (3) y
(4).
–
El tensor auxiliar (2) no se desactiva nunca.
Máquinas manejadas manualmente (sin corte)
–
Los tensores (3) y (4) se desactivan mecánicamente al levantar el
pie prensatelas mediante la palanca de mano y de rodilla.
Máquinas con el corte
–
Los tensores (3) y (4) se desactivan mediante el imán eléctrico o el
cilindro neumático durante la subida automática del pie
prensatelas. Si está preajustada la subida automática del pie
prensatelas a la parada de la máquina, los tensores se desactivan
para un tiempo pasajero para que no se sobrecaliente el imán
eléctrico.
–
Los tensores (3) y (4) se desactivan durante el ciclo del corte del
hilo.
–
Los tensores (3) y (4) no se desactivan al levantarse el pie
prensatelas por la palanca de mano o de rodilla.
24
4
1
2
3
5

6.6 Ajuste del limitador del hilo
Mediante el limitador del hilo (2) se regula la cantidad necesaria del
hilo superior para la creción del punto.
Sólo un limitador del hilo precisamente ajustado brinda el resultado
óptimodelacostura.
–
Aflojen el tornillo (1), deplacen el limitador del hilo (2) y aprieten el
tornillo (1).
–
Para la mayoría de las operaciones de costura el ajuste óptimo del
limitador es ponerlo por el borde derecho frente a la cifra 2.
–
En caso de una capa muy delgada del material cosido y un punto
muy corto conviene ajustarlo frente a la cifra 3.
25
ES
2 1
1234

6.7 Recambio de la aguja en la máquina de coser de una aguja con el garfio situado
a la derecha de la aguja
ˇOjo! ˇPeligro de accidente!
Pongan fuera de circuito el interruptor principal. Realicen el recambio
de la aguja sólo con la máquina puesta fuera de circuito.
–
Tirando de la palanca (1) hacia adelante aflojen el tornillo con el
cual está fijada la aguja.
–
Saquen la aguja de la barra de agujas hacia abajo e introduzcan
una aguja nueva por el rebajo (2) a la derecha conforme a la
sección (3) o (4) en el orificio de la barra de agujas hasta el tope.
La aguja no debe ser orientada conforme a la sección (5).
–
Aprieten el tornillo de fijación de la aguja, vuelvan la palanca (1)
para atrás.
ˇOjo! ˇPeligro de deterioro!
Una orientación incorrecta de la aguja puede causar un deterioro de la
punta del garfio.
Al recambiar agujas de diferentes grosores debe ser corregida la
distancia del garfio a la aguja y la posición lateral de la placa de aguja
con la columna (véase el Libro de servicio).
26
1
2
3
4
5
MAX. 3°

6.8 Recambio de la aguja en una máquina de coser de una aguja con el garfio situado
a la izquierda de la aguja (máquinas con el recorte inferior)
ˇOjo! ˇPeligro de accidente!
Pongan fuera de circuito el interruptor principal. Realicen el recambio
de la aguja sólo con la máquina puesta fuera de circuito.
–
Tirando de la palanca (1) hacia adelante aflojen el tornillo con el
cual está fijada la aguja.
–
Saquen la aguja de la barra de agujas hacia abajo e introduzcan
una aguja nueva por el rebajo (2) a la derecha conforme a la
sección (3) o (4) en el orificio de la barra de agujas hasta el tope.
La aguja no debe ser orientada conforme a la sección (5).
–
Aprieten el tornillo de fijación de la aguja, vuelvan la palanca (1)
para atrás.
ˇOjo! ˇPeligro de deterioro!
Una orientación incorrecta de la aguja puede causar un deterioro de la
punta del garfio.
Al recambiar agujas de diferentes grosores debe ser corregida la
distancia del garfio a la aguja y la posición lateral de la placa de aguja
con la columna (véase el Libro de servicio).
27
ES
MAX. 3°
5
4
3
2
1

6.9 Recambio de agujas en la máquina de coser de dos agujas
ˇOjo! ˇPeligro de accidente!
Pongan fuera de circuito el interruptor principal. Realicen el recambio
de la aguja sólo con la máquina puesta fuera de circuito.
–
Aflojen los tornillos (1).
–
Saquen las agujas de la barra de agujas hacia abajo e introduzcan
las agujas nuevas por el rebajo (2) a la derecha conforme a la
sección (3) o (4) en el orificio de la barra de agujas hasta el tope.
La aguja no debe ser orientada conforme a la sección (5).
–
Aprieten el tornillo de fijación de las agujas (1).
ˇOjo! ˇPeligro de deterioro!
Una orientación incorrecta de las agujas puede causar un deterioro de
las puntas de los garfios.
Al recambiar agujas de diferentes grosores debe ser corregida la
distancia del garfio a la aguja y la posición lateral de la placa de aguja
con la columna (véase el Libro de servicio).
28
MAX. 3°
5
4
3
1
2

6.10 Levantamiento y abatimiento del pie prensatelas con rueda
Levantamiento del pie prensatelas con rueda mediante la palanca
de mano
–
Levanten el pie prensatelas con rueda girando la palanca (1) en el
sentido de la flecha hasta el tope. El pie prensatelas con rueda
está inmovilizado por la palanca en la posición superior.
–
Bajen el pie prensatelas con rueda volviendo la palanca (1) a la
posición inicial.
O
–
Levanten el pie prensatelas con rueda neumáticamente o
apretando la palanca de rodilla (3), la palanca vuelve después a su
posición inicial.
–
Una vez levantado el pie prensatelas con rueda mediante la
palanca de mano es posible arrancar la máquina (por ej. durante
el devanado del hilo inferior).
Levantamiento del pie prensatelas con rueda mediante la palanca
de rodilla
–
Apretando la palanca (3) el pie prensatelas con rueda se levanta;
al aflojar la palanca, el pie prensatelas con rueda baja.
ˇOjo!
Al levantarse el pie prensatelas más de 6 mm encima de la placa de
aguja, la máquina no debe estar en marcha, si no, la barra de agujas
con el soporte de las agujas choquen con el pie prensatelas, eventual-
mente con las guías de agujas en las máquinas de dos agujas.
Levantamiento del pie prensatelas con el pedal - automáticamente
–
En las máquinas con la tracción de posicionamiento es posible
manejar la elevación del pie prensatelas pisando el pedal (4) a la
posición -1 (véase el capítulo 6.15.1). El pie prensatelas se levanta
a su punto muerto superior con ayuda del imán eléctrico
incorporado o el cilindro neumático. Después de aflojar el pedal, el
pie prensatelas baja.
–
Es posible ajustar la subida automática del pie prensatelas con
cada parada de la máquina sin necesidad de pisar el pedal hacia
atrás. En este caso el pie prensatelas baja al pisar el pedal a la
posición +1. Después de terminar la costura, el pie prensatelas
quedará permanentemente subido (véase el capítulo 8).
29
ES
1
3
4

Abatimiento del pie prensatelas con rueda
ˇOjo! ˇPeligro de accidente!
Realicen el abatimiento del pie prensatelas al estar puesto fuera de
circuito el interruptor principal y el con el motor parado.
–
Bajen la palanca (1). El pie prensatelas está inmovilizado en la
posición superior.
–
Abatan el pie prensatelas presionándolo a un lado en el sentido de
la flecha.
6.11 Presión del pie prensatelas con rueda
6.11.1 Regulación por el tornillo
–
La presión del pie prensatelas con rueda se regula mediante el
tornillo (1).
–
Aumento de la presión del pie prensatelas con rueda = girando el
tornillo (1) a la derecha (en el sentido de las agujas del reloj).
Reducción de la presión del pie prensatelas con rueda = girando el
tornillo (1) a la izquierda (en sentido contrario a las agujas del
reloj).
–
La fuerza de la presión del pie prensatelas con rueda debe ser
ajustada de modo que el material cosido no se levante durante la
salida de la aguja, además debe ser asegurado también el arrastre
del material cosido.
–
La presión máxima del pie prensatelas con rueda es de 100N en la
máquina equipada con los imanes eléctricos y de 160 N en la
máquina con los cilindros neumáticos.
30
1
+

6.11.2 Presión constante del pie prensatelas con rueda por el cilindro neumático
–
La presión del pie prensatelas con rueda se regula mediante la
rueda (2).
–
Tiren de la rueda (2) hacia abajo y gírenla hasta conseguir el valor
pedido de la presión indicado en la escala del manómetro (1).
6.12 Retroceso (remate)
Retroceso mediante la palanca de mano
–
Empujen la palanca (1) hacia abajo. La máquina realizará el
retroceso siempre que la palanca (1) quede apretada.
Retroceso mediante el mando por pulsadores - en función del tipo
de panel de pulsadores
–
Aprieten el pulsador (2) o la palanca (3). La máquina realizará el
retroceso siempre que el pulsador (2) o la palanca (3) queden
apretados.
Remate automático (punto de parada)
En las máquinas con la tracción de posicionamiento es posible ajustar
el número de puntos regresivos en el principio y el fin de la costura. En
el principio de la costura (después del corte anterior de los hilos) la
máquina cose automáticamente el punto de parada de arranque
preseleccionado, en el fin de la costura al pisar el pedal a la posición 2
la máquina coserá el punto de parada de final preseleccionado y
después realizará el corte de los hilos (véase el párr.8).
31
ES
2
1
3
1
2

6.13 Ajuste del largo del punto
Máquinas Eco y C lassic con el mando electromagnético
–
Ajusten el largo del punto pedido mediante el botón (1). La cifra
seleccionada (2) en el botón (=largo del punto en mm) debe
hallarse contra la marca (3).
Máquinas C lassic con el mando neumático
La máquina de coser especial 888 está equipada con dos botones. De
esta manera es posible coser utilizando dos largos de punto diferentes
que se pueden activar durante la costura mediante el pulsador. Los
largos del punto se ajustan mediante ambos botones (1) y (4) en el
brazo de la máquina.
–
Mediante el botón superior (1) se ajusta un largo del punto más
grande. La cifra seleccionada (=largo del punto en mm) debe
hallarseenlamarca(3).
–
Mediante el botón inferior (4) se ajusta un largo del punto más
corto. La cifra seleccionada (=largo del punto en mm) debe
hallarseenlamarca(3).
–
Los largos del punto son iguales para la costura durante la marcha
adelante y la marcha atrás.
ˇOjo! ˇPeligro de deterioro!
El largo del punto ajustado en el botón inferior (4) nunca debe ser más
grande que el largo ajustado en el botón superior (1).
Advertencia: Para facilitar el ajuste se recomienda activar el largo del
punto que no se está cambiando mediante el pulsador (4) véase el
párr.6.15.2; 6.15.3.
32
2
3
1
3
4
1
2

6.14 Activación del acoplamiento de seguridad durante el bloqueo del garfio
–
Al entrar un hilo en el carril del garfio, éste se bloquea y el
acoplamiento de seguridad se desactiva.
ˇOjo! ˇPeligro de accidente!
Pongan fuera de circuito el interruptor principal. Pongan en marcha el
acoplamiento sólo al estar la máquina fuera de funcionamiento.
–
Giren la rueda de mano hasta que el acoplamiento de seguridad
engrane.
–
Giren la rueda de mano en sentido contrario a las agujas del reloj
hasta que el garfio se desatasque.
–
Si el acoplamiento de seguridad queda desengranado, introduzcan
el destornillador (1) en el agujero (2) y giren la rueda de mano
hasta que el acoplamiento de seguridad engrane.
–
Desatasquen el garfio bloqueado (eliminen la avería).
33
ES
1
2

6.15 Manejo de la máquina equipada con la tracción de posicionamiento
6.15.1 Mediante el pedal
La posición del pedal es detectada por un sensor que distingue
16 grados.
El significado está indicado en la tabla:
Posición del pedal Movimiento del pedal Significado
-2 Completamente hacia atrás Orden para cortar el hilo (terminación de la costura)
-1 A medias hacia atrás Orden para subir el pie prensatelas
0 Posición neutra véase la nota
1 Un poco hacia adelante Orden para bajar el pie prensatelas
2 Más adelante Costura a velocidad mínima (grado 1)
3 Más adelante Costura - grado 2 de velocidad
:::
13 Completamente hacia adelante Costura a velocidad máxima (grado 12)
Pozn.:
En la posición neutra del pedal es posible preseleccionar las funciones
siguientes:
–
la posición de la aguja (abajo/arriba) y la posición del pie
prensatelas (abajo/arriba) a la parada en la costura.
–
la posición del pie prensatelas (abajo/arriba) después de terminar
la costura. (Pisen el pedal completamente hacia atrás y después a
la posición neutra).
34
-1
13
2
1
0
-2

6.15.2 Mediante el panel de pulsadores 9880 867101
Las funciones de los pulsadores en el panel de pulsadores dependen
del tipo de tracción utilizada y del equipamiento de la máquina de
coser. En general vale que es posible cambiar las funciones de los
pulsadores y los símbolos correspondientes (pictogramas) debajo de
los pulsadores, pero la tracción dada debe apoyar la función pedida.
Para más información para el ajuste de las funciones ver las
instrucciones para el manejo y las hojas de parámetros de las
tracciones DAC/Efka.
La tabla siguiente muestra un ejemplo del emplazamiento de los
pulsadores en los paneles de pulsadores hecho en la fábrica
productora:
Pulsador Función
1 Retroceso manual
Al apretar el pulsador durante la costura el material cosido es arrastrado por la marcha atrás.
2 Posicionamiento de la aguja a la posición superior o inferior
Mediante el parámetro F-242 (DA321) es posible determinar la función del pulsador:
1 = aguja hacia arriba/abajo
2 = aguja hacia arriba
3 = un punto
(el ajuste desde la fábrica es 1)
En la tracciónu DAC determina la función del pulsador el parámetro t 5122.
3 Recuperación/anulación del punto de parada de arranque y de final
Si los puntos de parada de arranque y de final están activados, apretando el pulsador
el punto de parada siguiente se desactiva.
Si los puntos de parada de arranque y de final están desactivadas, apretando el pulsador
el punto de parada siguiente se activa.
4 Conmutación del largo del punto
Mediante el parámetro F-250 (DA321) es posible determinar la función del pulsador:
1 = Apretando el pulsador se conmuta el largo del punto entre dos valores preajustados.
4 = Apretando el pulsador cambia el largo del punto a un valor más pequeńo, se cose un
punto y la máquina se conmuta al largo inicial (más grande) del punto.
En la tracción DAC determina la función del pulsador el parámetro t 5123.
5 Activación/desactivación del tensor adicional - válido sólo para las máquinas Classic con
el mando neumático
Si el tensor adicional está activado (el pulsador está encendido, los platos del tensor
oprimidos), apretando el pulsador se desactiva (el pulsador está apagado, los platos
separados). Volviendo a apretar el pulsador, todo vuelve al estado inicial.
35
ES
7 810911123 45

LED Función
8a9 Advertencia de la bobina vacía en las máquinas con la vigilancia del hilo (bobina
izquierda/derecha).
10 LED seńaliza la puesta en marcha de la máquina
Ejemplo del uso Mediante la inmovilización del perno 11 debajo del pulsador 1 es posible transmitir la función
de los pernos del pulsador 1 a la palanca 7:
de inmovilización - seleccionar la función (por ej. 1 = retroceso manual)
(por ej. 11) - girar el perno 11 debajo del pulsador 1 de 90 a la derecha (la ranura es vertical)
Ahora es posible recuperar la función del retroceso manual mediante el pulsador 1 yla
palanca 7.
ˇAdvertencia!
Antes de cambiar la función de la palanca 7 es necesario desactivar la
función anterior.
De ninguna manera pueden ser activas más funciones a la vez.
6.15.3 Mediante el panel de pulsadores 9880 888102
Pulsador Función
1 Retroceso manual
La máquina cose en el sentido contrario mientras el pulsador está apretado.
2 Posicionamiento de la aguja a la posición superior o inferior
Mediante el parámetro F-242 (DA321) es posible determinar la función del pulsador:
1 = aguja hacia arriba/abajo
2 = aguja hacia arriba
3 = un punto
(ajuste hecho en la fábrica es 1)
En la tracción DAC determina la función del pulsador el parámetro t 5122.
4* Acortamiento del largo del punto - es válido, si la máquina está equipada con esta función
Apretando el pulsador se acorta el largo preajustado del punto a la mitad, se cose un punto y
la máquina conmuta al largo del punto inicial (más grande).
* En el pulsador puede ser emplazado también otro símbolo (por ej. recuperación/anulación del punto de
parada).
36
124

6.16 Manejo del recorte inferior
6.16.1 Activación y desactivación
Activación
–
Aprieten el pulsador (1) en el sentido de la flecha (A) o tiren del
agarradero (2) en el sentido de la flecha (B) hasta que la cuchilla
de corte salga de la posición inicial (3) a la posición de corte (4).
–
La tracción del dispositivo de corte se pone automáticamente en
marcha a la activación y la cuchilla de corte empieza a oscilar.
Durante la costura, el material es simultáneamente recortado (por
ej. el forro).
–
Durante el recorte guíen el material cortado debajo del cuello de la
cuchilla (5).
Desactivación
–
Aprieten el botón (1) hacia abajo. La cuchilla de corte vuelve de la
posición de corte activada (4) a la posición inicial (3) y la tracción
del dispositivo de corte se desactiva automáticamente.
Ajuste: descrito en el Libro de servicio
37
ES
2
3
1
B
A
5
4
1

6.16.2 Activación y desactivación de la guía del material
Activación
–
Giren la guía hacia abajo tirando de la palanca (2) hacia arriba o
tirando del cuerpo de la guía (3) hacia abajo.
Desactivación
–
Desplacen la bola (4) hacia arriba e inmovilicen a la izquierda. El
guiado del material con ayuda del elemento guiador (5) no es más
activo.
–
O bien empujen la palanca (6) hacia abajo y el resorte girará toda
la guía a la posición de aparcamiento.
38
3
2
5
6
4

6.16.3 Ajuste de la guía del material
–
Delimiten la altura del elemento guiador (1) mediante el tornillo (2).
Si el alcance del tornillo de ajuste no es suficiente, es posible
ampliar el alcance del ajuste aflojando el tornillo (3) y desplazando
una parte (4) de la chapa metálica de ajuste.
–
Ajuste de la posición lateral del elemento guiador (1): aflojen el
tornillo (5), reajusten lateralmente el elemento guiador (1) y
vuelvan a apretar el tornillo (5).
–
Ajuste de la posición de la guía en el sentido de la costura. Aflojen
el tornillo (6), sitúen el borde posterior del elemento guiador (1) al
centro del orificio de aguja, aprieten el tornillo (6).
39
ES
2
4
3
1
1
5
1
6

6.17 Manejo del recorte oblicuo superior
6.17.1 Activación y desactivación
ˇOjo! ˇPeligro de accidente!
Ajusten el mecanismo del recorte sólo con el interruptor principal
puesto fuera de circuito.
Activación
–
Empujen la palanca (1) hacia abajo.
–
El portacuchilla de la cuchilla superior (2) se desplaza junto con la
cuchilla de corte (3) a la posición de corte inferior.
Conforme al ajuste estándar de los parámetros de la tracción, la
cuchillla accionada por el motor eléctrico oscila sólo al pisar el
pedal que sirve para poner la máquina en marcha.
Desactivación
–
Vuelvan la palanca (1) arriba a la posición inicial.
Para asegurar un funcionamiento perfecto, es necesario reponer una
vez a la semana varias gotas de aceite de lubricación al punto de
engrase de fieltro (4) en el portador de recorte principal (5).
Ajuste: descrito en el Libro de servicio.
40
4
1
5
2
3

6.17.2 Ajuste de la guía del material
Para un guiado correcto del material cosido con respecto a la cuchilla
de corte es posible utilizar una guía abatible.
Es posible bajar esta guía a la posición inferiror independientemente
del portacuchilla de la cuchilla de corte empujando la palanca de
mando (1). Otra posibilidad es activar y desactivar la guía al mismo
tiempo con la activación de la palanca principal del recorte (2), lo que
se efectúa empujando el perno (3) estando las dos palancas en la
posición superior (desactivada).
–
Con la palanca de mando bajada (1) aflojen ligeramente el tornillo
(4) y con ayuda de la llave hexagonal (5) den vueltan al tornillo (6)
para conseguir la posición lateral pedida con respecto a la cuchilla
de corte.
–
Al mismo tiempo es necesario ajustar la posición de la guía (7) en
el sentido de la costura mediante su orientación en la palanca (1).
–
Ajusten la altura conveniente de la guía encima de la placa de
aguja dando vueltas al tornillo de ajuste (8).
–
Una vez ajustada la guía, aprieten el tornillo de fijación (4).
Para guiar mejor el material cosido es posible utilizar la pieza de
presión (9) fijada en la guía (7), cuya altura se puede ajustar después
de aflojar el tornillo de fijación (10).
41
ES
1
4
6
7
10
9
2
3
8
5

6.18 Activación de las barras de aguja en la subclase 888-460522
Las barras de aguja se activan y desactivan mediante los pulsadores
“L”y“R”.
–
Aprieten el pulsador “L”.
El pulsador está encendido.
La barra de aguja izquierda está desactivada.
–
Cosan.
–
Vuelvan a apretar el pulsador “L”.
El pulsador no está más encendido.
La barra de aguja izquierda está de nuevo activada.
–
Aprieten el pulsador“R”.
El pulsador está encendido.
La barra de aguja derecha está desactivada.
–
Cosan.
–
Vuelvan a apretar el pulsador“R”.
El pulsador no está más encendido.
La barra de aguja derecha está de nuevo activada.
Nota:
Es imposible desactivar simultáneamente ambas barras de aguja.
Para volver a activar la segunda barra de aguja es posible apretar
tanto el pulsador"L” como el pulsador “R”.
42

7. Resumen de las tracciones de posicionamiento
7.1 DAC basic/classic/eco
7.1.1 DAC basic/classic
Los armarios de control DAC basic/classic son mandados mediante el
panel de mando OP1000 que forma parte de los accesorios de la
tracción. La diferencia entre el control basic y classic consiste en el
número de las periferia conectables. La actualización del software se
realiza a través de la interfaz DAC Dongle independiente.
Es posible utilizar el control con los mini motores M1-50 (500 W),
M1-75 (750 W) u otro accionamiento instalado en el árbol principal de
la máquina. En la variante con el mini motor es posible optar por el
montaje a la placa de base de la máquina y la transmisión por la
correa dentada o el montaje del mini motor debajo de la chapa y la
transmisión por la correa en cuńa. Si la relación de transmisión es
diferente a 1:1, se utiliza un captador adicional de la posición de la
rueda de mano.
Para más información sobre el control véanse las instrucciones para el
manejo suministradas con la máquina por el fabricante de la tracción
„DAC basic/classic Operating manual“ (véase también
www.duerkopp-adler.com).
7.1.2 DAC eco
El armario de control de la tracción DAC eco contiene todos los
elementos de mando necesarios para la conmutación de las funciones
y el ajuste de los parámetros. Es imposible conectar el manel de
mando. La actualización del software se efectúa a través de la interfaz
DAC Dongle que es común con la interfaz para la conexión del pedal
de mando.
El acoplamiento del mini motor M1-75 (750 W) con la máquina de
coser se realiza mediante la correa dentada, siendo posible utilizar la
transmisión para alcanzar un momento de torsión más grande. En tal
caso se utiliza el captador adicional de la posición de la rueda de
mano.
Para más información sobre el control véanse las instrucciones para el
manejo suministradas con la máquina por el fabricante de la tracción
„DAC eco Operating manual“ (véase también
www.duerkopp-adler.com).
43
ES

7.2. Efka DA321G/DC1550
El armario de control DA321G contiene todos los elementos de mando
necesarios para la conmutación de las funciones y el ajuste de los
parámetros. El funcionamiento es posible incluso sin el panel de
mando, en tal caso, sin embargo, es imposible utilizar la costura
programada. La actualización del software se efectúa a través de la
interfaz USB independiente.
Es posible conectar al control los paneles de mando V810 y V820 que
son accesibles como equipamiento opcional. Con ayuda del panel de
mando V820 es posible programar la costura.
El acoplamiento del mini motor DC1550 con la máquina de coser se
realiza mediante la correa dentada, siendo posible utilizar la
transmisión para conseguir un momento de torsión más grande
(véanse las Instrucciomnes para el ensamblaje, Ajuste de la tracción
de posicionamiento Efka). En tal caso se utiliza el detector adicional
de la posición de la rueda de mano.
Para más información sobre el control véanse las instrucciones para el
manejo suministradas con la máquina por el fabricante de la tracción
„Efka DA321G-DC1550“ (véase también www.efka.net).
44

8. Costura con la máquina equipada con la tracción de posicionamiento
8.1 Funciones automáticas de la máquina
La máquina dispone de las funciones mencionadas más abajo
que se efectúan automáticamente en el transcurso de la costura
en función de:
–
la preselección
–
la posición del pedal (según la selección del manejo de la
máquina)
–
la fase de trabajo de la costura
Función automática
Preselección
Posicionamiento de la aguja
•
aguja abajo durante la parada de la máquina en la costura
•
aguja arriba durante la parada de la máquina en la costura
Nota: Después de terminar la costura* la máquina para siempre
con la aguja arriba.
Puntos de parada
•
comunes
•
decorativos**
Punto de parada de arranque
•
simple
•
doble
•
número de puntos de parada comunes hacia adelante
•
número de puntos de parada decorativos hacia adelante
•
número de puntos de parada comunes hacia atrás
•
número de puntos de parada decorativos hacia atrás
Punto de parada de final
•
simple
•
doble
•
número de puntos de paradas comunes hacia atrás
•
número de puntos de parada decorativos hacia atrás
•
número de puntos de parada comunes hacia adelante
•
número de puntos de parada decorativos hacia adelante
Corte de los hilos
•
activado
•
desactivado
del pie prensatelas
Levantamiento automático
•
el pie prensatelas bajado durante la parada en la costura
•
el pie prensatelas levantado durante la parada en la costura
* La costura está terminada en la posición del pedal a la posición -2 (si el corte está activado, después de la función:
activación del corte.
** El punto de parada decorativo se caracterizado por el hecho que durante la costura de los puntos de parada la aguja entra
desde el principio hasta el final de la costura de la parada en los mismos pinchazos que en la costura anterior. Al cambiar el
sentido de la costura, la máquina se detiene para un momento.
45
ES

Las preselecciones de las funciones automáticas están descritas en
las instrucciones adjuntas del fabricante de la tracción.
Cada fabricante de las tracciones suministra con la tracción la hoja de
parámetros, con ayuda de los cuales es posible ajustar otras funciones
automáticas.
Sistema de clasificación de los parámetros difiere de un fabricante de
las tracciones a otro. Para ajustar correctamente las funciones de la
tracción siempre lleguen a conocer el manual suministrado por el
fabricante de la tracción determinada. Todas las instrucciones y las
hojas de parámetros son accesibles en las páginas de Internet de los
fabricantes (www.efka.net
, www.duerkopp-adler.com,
www.hohsing.com etc.).
8.2 Ejemplo del manejo de la máquina durante la costura
Preselección:
•
aguja abajo durante la parada de la máquina en la costura
•
puntos de parada comunes
•
punto de parada de arranque doble
•
punto de parada de final doble
•
corte del hilo activado
•
pie prensatelas bajado al parar en la costura
•
pie prensatelas levantado al terminar la costura
Operación del operario Operación de costura
La máquina está parada. La aguja está en la posición superior.
El pie prensatelas está levantado en conformidad con la preselección.
Introducir el material cosido.
Pisar el pedal a la pos. +1. Bajada del pie prensatelas.
Aflojar el pedal a la pos. 0. Levantamiento del pie prensatelas.
Reparar la posición del material.
Pisar el pedal a la pos. +1. Bajada del pie prensatelas.
Pisar el pedal a la pos. +3. Costura del punto de parada común doble (las revoluciones han sido
preseleccionadas por el fabricante) y la costura consecuente con las
revoluciones que corresponden al grado de velocidad +3.
Aflojar el pedal a la pos. 0. Parada de la máquina con la aguja abajo.
Pisar el pedal a la pos. -1. Levantamiento del pie prensatelas.
Girar el material sobre la aguja.
Pisar el pedal a la pos. +5. Bajada del pie prensatelas y la costura consecuente con las revoluciones del
grado de velocidad 5 definidas por el pedal.
Pisar el pedal a la pos. -2. Reducción de las revoluciones. Costura del punto de parada común doble.
Corte de los hilos y la parada de la máquina con la aguja arriba.
Levantamiento del pie prensatelas.
Aflojar el pedal. El pie prensatelas queda levantado.
Sacar el material cosido.
46

9. Mantenimiento
9.1 Limpieza y revisión
ˇOjo! ˇPeligro de accidente!
Pongan el interruptor principal fuera de circuito. El mantenimiento de
la máquina de coser puede ser realizado sólo al estar desconectada.
ˇOjo!
Las superficies barnizadas no deben ser limpiadas con disolventes
orgánicos.
Para la limpieza convienen los productos en base de alcoholes.
Los trabajos de mantenimiento deben ser realizados a más tardar
conforme a los intervalos estipulados para el mantenimiento
mencionados en la tabla (véase la columna “intervalo del
mantenimiento”).
Al trabajar los materiales que fuertemente sueltan fibras pueden ser
necesarios intervalos más cortos.
La limpieza de la máquina de coser la protege contra las averías.
Operación de mantenimiento Explicación Horas de servicio
realizada
Cabeza de la máquina
- Eliminación del polvo y los
restos de los hilos.
(por ej. mediante la pistola
con el aire comprimido)
Puntos que han de limpiarse en particular:
Espacio de la parte inferiror de la placa de
aguja, arrastrador (2), pie prensatelas con
rueda y el espacio alrededor.
- Espacio alrededor del garfio (1)
- Parte central del garfio (6)
- Corte del hilo
- Espacio alrededor de la aguja
ˇOjo!
Agarren la pistola con el aire comprimico
de manera que el polvo no entre en el
depósito de aceite.
8
- Eliminación del polvo y los
restos de los hilos.
(por ej. mediante la pistola
con el aire comprimido)
Desmontaje de la placa de aguja,
desmontaje de la cuchilla móvil de corte
(4), desmontaje del adaptador del garfio
(5), extracción de la pieza central (6) del
garfio. Limpien el espacio interior del
garfio, limpien la pieza central del garfio -
sobre todo los restos del pegamento en la
superficie (7).
20
- Revisión del garfio Comprueben el juego del carril de la pieza
central del garfio (6) y del cuerpo del garfio
(1).
500
47
ES
3
2
6
4
7
5
1

Operación de mantenimineto Explicación Horas de servicio
realizada
- Limpieza del depósito de
aceite
Limpien el depósito de aceite (1) eliminando
las impurezas y el aceite ensuciado (es
posible realizar con una aspiradora especial).
20
- Limpieza de la rejilla del
ventilador
Limpien la rejilla del ventilador del mini motor
(2) (es posible realizar mediante la pistola
con el aire comprimido).
20
48
1
2

Operación de mantenimiento Explicación Horas de servicio
realizada
Sistema neumático
Comprobación del nivel del
agua en el regulador de la
presión
El nivel del agua no debe subir hacia el
cartucho (1) filtrante.
- Evacúen el agua bajo presión después
de destornillar el tornillo de descarga (3)
del separador de agua (2).
40
Limpieza del cartucho filtrante Con ayuda del cartucho filtrante (1) se
separan las impurezas del agua
consensada.
- Desconecten la máquina del aire
comprimido.
- Destornillen el tornillo de descarga (3).
El sistema neumático debe ser sin
presión.
- Destornillemn el separador del agua (2).
- Destornillen el cartucho filtrante (1).
Laven la arandela del filtro y el cartucho
filtrante con el gasógeno técnico
(ningúm disolvente) y soplen hasta que
quede limpio.
- Vuelvan a ensamblar la unidad.
500
Revisión de la estanqueidad
del sistema
500
49
ES
2
4
6
8
10
1
2
3

9.2 Lubricación
ˇOjo! ˇPeligro de accidente!
El aceite puede provocar erupciones dermatológicas. Eviten un
contacto prolongado con la piel. Después de entrar en contacto con el
producto, lávense detenidamente.
ˇOjo!
El tratamiento de los aceites minerales y su liquidación están
sometidos a los reglamentos legales.
ˇEntreguen el aceite desvalorado a un centro de recogida autorizado
de los desperdicios peligrosos! Protejan el medio ambiente. Eviten el
derrame del aceite.
Para lubricar la máquina de coser especial utilicen exclusivamente el
aceite de lubricación DA-10 o un aceite equivalente con la
especificación siguiente:
–
viscosidad con 40°C 10 mm
2
/s
–
punto de inflamación 150°C
Es posible comprar el aceite DA-10 en los puntos de venta DÜRKOPP
ADLER AG bajo los números de piezas siguientes:
250 ml 9047 000011
1 l 9047 000012
2 l 9047 000013
5 l 9047 000014
En la cabeza de la máquina de coser, todos los puntos lubricados con
el aceite son aprovisionados de aceite del depósito central (1).
–
Si el contenido de aceite baja debajo de la marca “MIN” (3),
repongan el aceite por el orificio (2) hasta la marca “MAX”.
–
ˇComprueben el nivel de aceite diariamente!
ˇOjo!
Es posible reponer el aceite sólo al depósito o al carril del garfio.
Otros puntos no deben ser lubricados individualmente para evitar que
el aceite entre en los puntos que no debe ser lubricados.
50
1
2
3

ES
Índice Página
Parte 2: Instrucciones para el ensamblaje - clase 888 - traducción de las
instrucciones de uso originales
1 Rango de suministro de la máquina ................................. 3
2. Informaciones generales y elementos de seguridad para el transporte ........... 4
3 Montaje del bastidor
3.1 Montajedelaspartesdelbastidor.................................... 4
3.2 Montajedelaplacadelbastidor ..................................... 5
3.2.1 Montaje de la placa del bastidor en la máquina con tracción directa ............... 5
3.2.2 Montaje de la placa del bastidor en la máquina con el mini motor ................. 6
3.2.3 Montaje del regulador neumático de la presión del pie prensatelas a la placa de la mesa. . . 7
3.3 Ajustedelaalturadelbastidor...................................... 9
4 Montajedelacabezadelamáquina
4.1 Puesta de la cabeza de la máquina en el bastidor .......................... 10
4.2 Montajedelascubiertaslaterales.................................... 11
4.3 Ajuste de la posición del pedal ...................................... 12
4.4 Montaje de la palanca de rodilla y la manguera de la bomba de aceite .............. 13
4.5 Montaje del cable de acometida, el panel de mando y el alumbrado
de diodos a la cabeza de la máquina .................................. 14
5 Acometida eléctrica
5.1 Acometida de la máquina a la red de baja tensión .......................... 15
5.2 Acometida del transformador del alumbrado a la tensión de la red ................ 16
5.3 Puestaatierra................................................ 18
5.4 Acometida de la instalación eléctrica de la cabeza de la máquina a la tracción ......... 19
6 Ajuste básico de las tracciones de posicionamiento
6.1 TracciónDACbasic/classic........................................ 21
6.2 TracciónDACeco.............................................. 21
6.3 TracciónEfka ................................................ 22
7 Acometida de la máquina a la distribución del aire comprimido ................ 23
8 Lubricación de la máquina ....................................... 24
9 Pruebadelacostura ........................................... 24

Notas:

1 Rango de suministro de la máquina
El comprador puede pedir una máquina completa o sólo algunos
componentes. Antes de la instalación rogamos comprobar si todas las
piezas están a su disposición. Esta descripción se refiere a la máquina
de coser especial, cuyos componentes individuales son suministrados
por completo por la empresa Dürkopp Adler AG. El rango de
suministro depende de la tracción escogida.
Máquina con la tracción directa Máquina con el mini motor
Componentes estándar:
Cabeza de la máquinae con la tracción (1) Cabeza de la máquina (1)
Accesorios adjuntos (contienen el depósito Accesorios adjuntos (contienen el depósito
de aceite (2), soporte del hilo (3), herramientas de aceite (2), soporte del hilo (3), herramientas
y otros ítemes) y otros ítemes)
Juego de piezas para el motor (contiene Juego de piezas para el motor (contiene el mini
la cubierta (4), armario de control (7), panel motor (5), armario de control (7),
de mando (8) y otras piezas) cubierta de la correa (4) y otras piezas)
Componentes opcionales:
Bastidor (6) Bastidor (6)
Panel de mando (8)
Unidad de acondicionamiento del aire Unidad de acondicionamiento del aire
comprimido (9)* comprimido (9)*
Manguera de acometida neumática compl. (10)* Manguera de acometida neumática compl. (10)*
* únicamente las subclases con el mando neumático
3
ES
1
7
3
4
8
6
5
2
9
10

2 Informaciones generales y elementos de seguridad para el transporte
Elementos de seguridad para el transporte
Si ustedes han comprado la máquina de coser ensamblada, hay que
eliminar los elementos de seguridad para el transporte siguientes:
–
las bragas de seguridad y los listones de madera en la cabeza de
la máquina, la placa de la mesa y en el bastidor
3 Montaje del bastidor
3.1 Montaje de la piezas del bastidor
–
Ensamblen el bastidor procediendo conforme a la figura. Fijen el
pedal (1) al larguero del bastidor (3). Después del montaje de la
máquina completa rectifiquen el pedal.
–
Den vueltas al tornillo de ajuste (2) de modo que el bastidor sea
estable. El bastidor debe apoyarse con los cuatro pies en el suelo.
4
1
2
3

3.2 Montaje de la placa del bastidor
3.2.1 Montaje de la placa del bastidor en la máquina con la tracción directa
–
Denvueltaalaplacadelamesa(1).
–
Fijen con tornillos el enchufe (2) por sus soportes.
–
Coloquen el depósito de aceite (3) en el sentido de las flechas (4)
de manera que el borde del depósito de aceite ajuste precisamente
con el borde del recorte en la placa de la mesa. Fijen el depósito
mediante tornillos.
–
Atornillen el sensor de la posición del pedal (5).
–
Atornilen el transformador del alumbrado de la costura (6) -
accesorios adicionales.
–
Atornillen la brida del cable (7).
–
Atornillen el conducto de los cables eléctricos (8).
–
Monten los cables eléctricos conforme al capítulo 5 de las
presentes instrucciones.
–
Taladren previamente los agujeros (9) para los tornillos mediante
la broca Æ 3 mm. Fijen con tornillos la placa de la mesa (1) al
bastidor. Después den vuelta al bastidor a su posición normal.
–
Monten el soporte del hilo (10) al agujero en la placa y fíjenlo con
ayuda de una tuerca con arandela. Monten y rectifiquen el porta-
bobinas y el soporte del desbobinador. El portabobinas y el soporte
del desbobinador deben estar situados uno encima del otro.
–
Monten el perno de apoyo (11) al agujero taladrado.
–
Introduzcan y atornillen en el rebajo de la placa de la mesa las
juntas de caucho de las suspensiones (12) para la cabeza de la
máquina.
–
En el rebajo para las juntas angulares de caucho introduzcan las
cuńas (13).
–
Introduzcan las juntas de caucho (14).
–
Saquen el cegador (15) para la palanca de rodilla en el depósito de
aceite.
–
Desmonten la palanca de rodilla (16) y pásenla por la abertura
conforme al dibujo.
5
ES
15
35
80
328
800
40
90
205
15
368
80
15
79 8 95 4 3
1
2
460
185
103
70
5
6
13
11
14
10
12
15
16
260

3.2.2 Montaje de la placa de la mesa con el mini motor
–
Denvueltaalaplacadelamesa(1).
–
Atornillen el conducto de los cables eléctricos (2).
–
Atornillen el sensor de la posición del pedal (3).
–
Atornillen la brida de los cables eléctricos (4).
–
Coloquen el depósito de aceite (3) en el sentido de las flechas (6)
de manera que el borde del depósito de aceite ajuste precisamente
con el borde del recorte en la placa de la mesa. Fijen el depósito
mediante tornillos.
–
Atornillen el enchufe (7) por sus soportes.
–
Atornillen el mando (8) (taladren previamente los agujeros para los
tornillos).
–
Atornillen el transformador del alumbrado (9) - accesorios
adicionales.
–
Monten el cable eléctrico conforme al capítulo 5 de las presentes
instrucciones.
–
Taladren previamente los agujeros (10) para los tornillos con la
broca Æ 3 mm. Fijen la placa de la mesa (1) con tornillos al
bastidor. Después den vuelta al bastidor a su posición normal.
–
Monten el soporte del hilo (11) al agujero en la placa y fíjenlo con
ayuda de una tuerca con arandela. Monten y rectifiquen el porta-
bobinas y el soporte del desbobinador. El portabobinas y el soporte
del desbobinador deben estar situados uno encima del otro.
–
Monten el perno de apoyo (12) al agujero taladrado.
–
Introduzcan y atornillen las juntas de caucho de las suspensiones
(13) para la cabeza de la máquina en el rebajo de la placa de la
mesa.
–
En el rebajo para las juntas angulares de caucho introduzcan las
cuńas (14).
–
Introduzcan las juntas de caucho (15).
–
Saquen el cegador (16) para la palanca de rodilla en el depósito de
aceite.
–
Desmonten la palanca de rodilla (17) y pásenla por la abertura
conforme a la figura.
6
328
30
80
800
40
75
185
15
368
80
15
4
10 2 69 58 13 10
14
12
15
11
260
13
16
17
460
180
15
7
50

3.2.3 Montaje del regulador neumático de la presión del pie prensatelas a la placa de la mesa
–
Monten la válvula de reducción (1) al soporte (9) y fíjenla con la
tuerca (10).
–
Monten cada una de las piezas del circuito neumático a la placa de
la mesa conforme a la figura.
No debe sobrepasar la placa de la mesa
7
ES
9
1
10

Conecten el circuito neumático conforme a la figura.
8

3.3 Ajuste de la altura del bastidor
–
La altura del bastidor es ajustable entre 750 y 900 mm.
–
Aflojen los tonillos (1).
–
Ajusten la altura horizontal pedida de la placa. Compueben en la
escala del pie del bastidor. La altura del bastidor debe
corresponder a las proporciones corporales del operario.
–
Aprieten los tornillos (1).
ˇOjo! ˇPeligro de accidente!
La altura no acondicionada a las proporciones corporales del operario
puede provocar un perjuicio de su aparato locomotor.
9
ES
1

4 Montaje de la cabeza de la máquina
4.1 Puesta de la cabeza de la máquina en el bastidor
–
Si la máquina de coser está equipada con la tracción directa,
pongan la cabeza de la máquina (1) verticalmente en el rebajo en
la placa de la mesa.
–
Si la máquina está equipada con el mini motor, pongan la cabeza
de la máquina (2) oblicuamente en el rebajo en la placa de la
mesa.
–
Una vez puesta la cabeza de la máquina, atornillen
inmediatamente el adaptador (3) que bloquea la cabeza contra su
caída al reclinarla. El adaptador forma parte de los accesorios
adjuntos a la cabeza de la máquina.
10
1
3
2

4.2 Montaje de las cubiertas laterales
–
Desmonten la rueda de mano (1).
–
En las máquinas con la tracción directa monten las cubiertas (2) y
(3) a la cabeza de la máquina, las cubiertas se encuentran en “el
juego de las piezas del motor”.
–
En las máquinas con la tracción en la cabeza de la máquina y la
transmisión 1:1,55 monten el sensor de la posición de la rueda de
mano (6). (se encuentra en “el juego de las piezas del motor”).
–
En todas las máquinas con el motor en la cabeza de la máquina
monten las cubiertas (4) y (5). (Se encuentran en “el juego de las
piezas del motor”).
–
Monten la rueda de mano (1). Al mismo tiempo cuiden de la
correcta posición angular: Si la aguja está en su punto muerto
superior, en la escala de la rueda de mano debe figurar el valor
“0".
11
ES
1
2
3
1
4
5
6

4.3 Ajuste de la posición del pedal
–
Por razones ergonómicas ajusten el pedal (1) como sigue: el
centro del pedal debe hallarse en el alargamiento del eje de la
ajuga. El larguero del bastidor (3) está provisto de dos agujeros
longitudinales para rectificar el pedal.
–
Ajusten la biela (2) de modo que el eje del pie esté situado
perpendicularmente a la superficie del pedal.
ˇOjo! ˇPeligro de accidente!
La inobservancia de la posición indicada del pedal puede provocar el
perjuicio del aparato locomotor del operario.
12
2
1
2
90°
3

4.4 Montaje de la palanca de rodilla y la manguera de la bomba de aceite
–
Levanten el pie prensatelas mediante la palanca de mano.
–
Bajen la cabeza de la máquina de coser (1) hacia atrás.
–
Introduzcan el árbol (3) en la palanca (4).
–
Atornillen el tornillo (5) con arandela (6) al árbol (3).
–
Empujen la manguera (7) a las bridas (8) y tiéndanla a la cesta de
aspiración (9).
–
Vuelvan a poner la cabeza de la máquina a la posición vertical y
ajusten la palanca de rodilla (10) conforme a la figura.
–
Ajusten el alhohadillado de rodilla.
13
ES
10°± 5°
10
1
8
9
7
4
6
5
3

4.7 Montaje del cable de acometida, el panel de mando
y el alumbrado de diodos a la cabeza de la máquina
–
El cable de acometida de 37 polos (1) es suministrado con cada
máquina con la tracción de posicionamiento .
–
El panel de mando (2) es un ítem opcional en las tracciones Efka.
Si es pedido, se suministra con él siempre el soporte (3). En las
tracciones DAC basic/classic el panel de mando siempre forma
partedelatracción.
–
El alumbrado de diodos con el módulo LED de potencia (5) es un
ítem opcional. Con él se suministran dos tipos de soporte que
permiten al mismo tiempo montar el cuerpo de alumbrado a dos
posiciones. La posición (5) es básica. La posición (7) se utiliza, si
a la máquina está incorporado la guía de la obra o el recorte del
material.
–
Desmonten las cubiertas superior y trasera de la cabeza de la
máquina.
–
Instalen el cable de acometida con el conector de 37 polos (1)
conforme a la figura. Los extremos del cable en la parte de la placa
de distribución eléctrica igual que en la parte del armario de
control aseguren con tornillos para evitar su extracción.
–
Monten el panel de mando (2) con el soporte (3) e instalen su
cable (4) conforme a la figura.
–
Monten el alumbrado (5) e instalen su cable (6) conforme a la
figura. El cable de alimentación se conecta al transformador que
se suministra sea por separado sea puede formar parte de la placa
de distribución eléctrica en la variante con la tracción directa.
–
Pasen los cables de acometida por el rebajo en la placa de la
mesa y fíjenlos con ayuda de la brida autoadhesiva (8).
14
3
7
2
41
8
6
5

5 Acometida eléctrica
ˇOjo!
Todos los trabajos en la instalación eléctrica de la máquina pueden ser
realizados sólo por un electromecánico autorizado para ellos.
ˇEs imprescindible estudiar las instrucciones relativas a la tracción
suministradas por el fabricante!
5.1 Acometida de la máquina a la red de baja tensión
El control DAC classic, eventualmente el DAC basic se conecta a la
red alterna de baja tensión puesta a tierra con la tensión nominal en
el rango de 180V a 260V, 50/60Hz.
En la tracción Efka DA321G la tensión de alimentación es de 230 V ±
10%, 50/60 Hz.
ˇOjo!
Antes de conectar el control a la red eléctrica asegúrense, si la
tensión de red real se encuentra en realidad en el rango indicado en
la placa de modelo.
La acometida puede ser realizada sólo a través de un enchufe de
varios polos con el contacto de protección. La acometida fija es
inadmisible.
Todas las instrucciones relativas a la acometida de la tracción
pueden encontrar en las instrucciones para el manejo para las
tracciones DAC basic/classic o para la tracción Efka.
ˇOjo! ˇPeligro de accidente por la corriente eléctrica!
Las tracciones pueden ser utilizadas sólo con el conductor de
protección conectado al sistema de protección en funcionamiento
correspondiente a los reglamentos y órdenes para la prevención de
los accidentes de las personas causados por la corriente eléctrica o el
incendio.
El funcionamiento de la tracción será peligroso, si se interrumpe el
conductor de protección en el interior o exterior de la tracción. La
protección no debe ser suprimida por ejemplo por el cable alargador
sin conductor de protección.
15
ES

5.2 Acometida del transformador del alumbrado a la tensión de la red
ˇOjo! ˇPeligro de accidente por la corriente eléctrica!
ˇEl transformador del alumbrado no se pone fuera del circuito por el
interruptor principal (EN 60 204-31)! Durante el montaje del alumbrado
y las reparaciones en el armario del transformador, por ej. el
recambio del fusible, la clavije de red debe ser incondicionalmente
desenchufada de la red.
Los armarios de control DAC basic/classic y Efka DA321G están
equipados con el panel de bornes para la conexión del transformador
externo del alumbrado a la tensión de 230V/AC, eventualmente de
24V/DC 1,5W (DAC).
Junto con el armario de control DAC eco se suministra un adaptador
especial 9870 001033 para conectar el transformador del alumbrado.
A. La máquina está equipada con la tracción DAC basic/classic
–
ˇDesenchufen la clavija de red !
–
Desmonten la cubierta de plástico del panel de bornes en el
armario de control.
–
Conecten el cable del transformador del alumbrado conforme a las
indicaciones contenidas en las instrucciones para el manejo de
la tracción DAC (bornes de alimentación (L, N) para el
transformador son paralelos a la entrada de red).
–
Antes de volver a montar la cubierta rompan con un instrumento
apropiado el cegador de plástico para sacar el cable del panel de
bornes.
16
LN

B. La máquina está equipada con la tracción Efka DA321G
–
Desenchufen la clavija de red.
–
Destornillen 4 tornillos en la placa delantera del armario de control.
–
Desmonten la placa delantera.
–
Pasen el cable del transformador del alumbrado por el conducto
(1) en el armario de control.
–
Saquen el manguito aislador de caucho negro (2).
–
Perforen el manguito aislador mediante el destornillador.
–
Pasen por el agujero hecho el cable del transformador del
alumbrado.
–
Vuelvan a poner el manguito aislador de caucho.
–
Presionen sucesivamente con un destornillador pequeńo los
abridores de los bornes (3) y (4) hasta que los bornes (5) y (6) se
abran.
–
Conecten el conductor azul al borne (6) y el conductor marrón al
borne (5).
–
Vuelvan a atornillar la placa delantera.
17
ES
26 5 1
65 4 3

5.3 Puesta a tierra
–
Monten el conductor de puesta a tierra (1), si está contenido en los
accesorios adjuntos a la cabeza de la máquina.
–
Conecten el conductor (1) a la clavija (2) /ya atornillada en la
suspensión de la cabeza/ y pasen su otro extremo por debajo de la
placa de la mesa.
–
Atornillen otro extremo del conductor de puesta a tierra al punto de
puesta de tierra correspondiente de la tracción.
–
Fijen el conductor con brida a la parte inferior de la placa de la
mesa.
ˇOjo!
Aseguren que el conductor de puesta a tierra no toque la correa en
cuńa propulsora (si hay).
Ojo: En las máquinas de coser especiales con tracción integrada a
la cabeza de la máquina no es necesario realizar la puesta a tierra
porque en este caso la máquina está puesta a tierra por el motor
montado.
18
1
2

5.4 Acometida de la instalación eléctrica de la cabeza de la máquina a la tracción
A. La máquina está equipada con la tracción DAC basic/classic
–
Conecten el cable de acometida de la cabeza de la máquina al
conector (1) seńalado con el símbolo de la máquina.
–
Conecten el panel de mando al conector (2) seńalado con el
símbolo del panel.
–
Conecten el encoder del motor al conector (E).
–
Conecten el conector del motor al conector (M).
–
Conecten el sensor de la posición del pedal al conector (3)
seńalado con el símbolo del pedal.
–
Conecten el cable “identificación de la máquina” al conector ID.
–
Conecten el sensor de la posición de la rueda de mano al conector
(SYNC), si la máquian dispone de una transmisión diferente a 1:1.
–
El conector (4) sirve para conectar otras periferias, por ej. la
palanca de rodilla o la rueda de mano eléctrica.
19
ES
E
2
3
ID
M
SYNC
4
1

B. La máquina está equipada con la tracción Efka DA321G
–
Conecten el cable de acometida de la cabeza de la máquina al
conector (1).
–
Conecten el panel de mando al conector (2).
–
Conecten el conector del sensor de posición en el motor al
conector (B2).
–
Conecten el conector del motor al conector (3).
–
Conecten el sensor de la posición del pedal al conector (4).
–
Conecten el sensor de la posición de la rueda de mano al conector
(B18).
20
3
4
2
B2
B18
1

6 Ajuste básico de las tracciones de posicionamiento
La función de la tracción de posicionamiento está determinada por el
programa, el ajuste de la tracción y las posiciones del paro de la
máquina. Si la máquina de coser está suministrada desensamblada, el
ajuste de la tracción debe ser realizado por el comprador. Si la
máquina de coser está suministrada ensamblada, la tracción está ya
ajustada por el fabricante de la máquina de coser.
ˇOjo!
El cambio de los valores de los parámetros debe ser realizado con
responsabilidad y consideración. ˇEl control ajustado incorrectamente
puede causar un deterioro de la máquina!
6.1 Tracción DAC basic/classic
La subclase en este tipo de tracción en la unidad de control comprada
viene ya preajustada suponiendo que el fabricante ha conocido la
subclase, es decir, que está comprado el conjunto de la máquina con
la tracción. Es posible cambiarla sea por una nueva instalación del
software con ayuda del sistema DAC Dongle con la seleción sucesiva
de una subclase lo que se utiliza al comprar la unidad de control DAC
independiente. Otra posibilidad es la instalación del juego de
parámetros conectando la llamada identificación de la máquina
(Masch.ID) con el juego de parámetros existente de la subclase dada
relativa a la unidad DAC. El posible utilizar esta opción, si el cliente
ya posee la misma máquina con la tracción DAC y quiere copiar el
juego de parámetros de ella.
Después de la instalación del juego de parámetros es necesario
ajustar la posición de referencia por el motivo del posicionamiento
correcto (normalmente la punta de la aguja en el nivel de la placa de
aguja) en el parámetro t0810y a continuación acondicionar según la
necesidad la velocidad máxima de la costura en el parámetro t0800.
Las informaciones más concretas con la descripción detallada del
ajuste de los parámetros figuran en el manual “Instrucciones para el
manejo de DAC basic/classic” adjunto por el fabricante de la tracción,
“Hoja de parámetros de DAC basic/classic” que es específico para la
subclase dada o en la dirección de Internet www.duerkopp-adler.com
.
6.2 Tracción DAC eco
En caso de la tracción DAC eco se aplican las mismas reglas en
cuanto a la selección de la subclase y la instalación del software que
en las tracciones DAC basic/classic. Difiere sólo el modelo de las
unidades de hardware, así que la interfaz para el sistema DAC Dongle
es común con la intefaz del pedal de mando y el ajuste de los
parámetros se realiza con ayuda de los pulsadores en la parte frontal
del armario de control.
Las informaciones más concretas con la descripción detallada del
ajuste de los parámetros figuran en el manual “Instrucciones para el
manejo de DAC eco” adjunto por el fabricante de la tracción o en la
dirección de Internet www.duerkopp-adler.com
.
21
ES

6.3 Tracción Efka
El ajuste de los parámetros de la tracción se realiza en dos pasos. En
el primer paso se ajustan con ayuda de la función „autoselección“ los
parámetros para el grupo de clases de máquinas de coser. Esto se
realiza automáticamente conforme al cable conectado, eventualmente
del tablero de distribución eléctrica que contiene el llamado resistor de
autoselección. En el segundo paso se selecciona en el parámetro
<290> la subclase dada, por lo cual se graban automáticamente los
parámetros específicos para esta subclase.
Ejemplo:
Para la autoselección 680
W están a la disposición las subclases de
máquinas siguientes:
Parámetro <290>: Subclase:
1 4180 (1:1)
2 4280 (1:1,4)
3 888, 887, 884 (1:1), electroimanes
4 888, 887 (1:1,5), neu
5 838, 887, 888 (1:1,5), neu
A continuación se realiza en el parámetro <170> el ajuste de la
posición de referencia que es necesaria para el posicionamiento
correcto de la máquina (normalmente la punta de la aguja en el nivel
de la placa de aguja), eventualmente se acondiciona según la
necesidad la velocidad máxima de la costura en el parámetro <111>.
Es posible actualizar el software a través de la interfaz USB
independiente en la parte frontal del armario de control.
Las informaciones más concretas con la descripción detallada del
ajuste de los parámetros figuran en el manual “Instrucciones para el
manejo de la tracción Efka DA321G” adjunto por el fabricante de la
tracción o en la dirección de Internet www.efka.net
.
22

7 Acometida de la máquina a la distribución del aire comprimido
-válido para las máquinas Classic con el mando neumático
ˇOjo!
La presión de trabajo del aire de la máquina de coser especial es
de 6 bar.
–
Atornillen la unidad de acondicionamiento del aire comprimido (1)
al larguero de la base conforme a la figura.
–
Atornillen la rodilla (2) (se encuentra en los accesorios adjuntos) y
acoplen la manguera (3) que une la cabeza de la máquina con la
unidad de acondicionamiento.
–
Atornillen la manguera de acoplamiento (4) conforme a la figura y
acóplenla por su extremo opuesto que está provisto de un
acoplamiento rápido a la distribución del aire comprimido.
–
Saquen el botón (5) hacia arriba y dándole vueltas ajusten la
presión de 6 bar en el manómetro (6). Presionen el botón (5) hacia
abajo.
–
Si la máquina está equipada con la presión neumática constante
del pie prensatelas, conéctenla a la unidad de acondicionamiento
del aire comprimido (1) conforme a las figuras más abajo.
23
ES
1
2
5
6
3
4

8 Lubricación
Antes de poner la máquina en marcha, las mechas y las partes de
fieltro deben ser impregnadas con aceite. Comprueben el nivel de
aceite en el depósito, eventualmente repongan el aceite.
Véase el capítulo 9.2 en las Instrucciones para el manejo.
9 Prueba de la costura
Una vez terminados los trabajos de ajuste y los ajustes específicos,
hay que realizar la prueba de la costura.
–
Enhembren los hilos (véanse las Instrucciones para el manejo).
–
Pongan en circuito el interruptor principal.
–
Inmovilicen los pies prensatelas en la posición levantada (véanse
las Instrucciones para el manejo).
–
Devanen la bobina a baja velocidad.
–
Pongan fuera del circuito el interruptor principal.
–
Enhembren los hilos superior e inferior (véanse las Instrucciones
para el manejo).
–
Elijan el material para coser.
–
Realicen la prueba de la costura primero a baja velocidad y
gradualmente aumenten la velocidad de costura.
–
Comprueben, si las costuras corresponden a sus requisitos.
Si sus requisitos no están cumplidos, cambien la tensión de los
hilos (véanse las Instrucciones para el manejo).
24


DÜRKOPP ADLER GmbH
Potsdamer Str. 190
33719 Bielefeld
Germany
Phone: +49 (0) 521 925 00
e-mail: service@duerkopp-adler.com
www.duerkopp-adler.com
Subject to design changes - Part of the machines shown with additional equipment - Printed in Germany
© Dürkopp Adler GmbH - Original Instructions - 0791 888744 - 08.0 - 02/2021
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78














































































Duerkopp Adler 888-M Instrucciones de operación
- Tipo
- Instrucciones de operación
- Este manual también es adecuado para
Artículos relacionados
-
 Duerkopp Adler 888-M Instrucciones de operación
Duerkopp Adler 888-M Instrucciones de operación
-
 Duerkopp Adler 767 El manual del propietario
Duerkopp Adler 767 El manual del propietario
-
 Duerkopp Adler 868 El manual del propietario
Duerkopp Adler 868 El manual del propietario
-
 Duerkopp Adler 868 Instrucciones de operación
Duerkopp Adler 868 Instrucciones de operación
-
 Duerkopp Adler 204-370 Manual de usuario
Duerkopp Adler 204-370 Manual de usuario
-
 Duerkopp Adler 523i Instrucciones de operación
Duerkopp Adler 523i Instrucciones de operación
-
 Duerkopp Adler 867 Instrucciones de operación
Duerkopp Adler 867 Instrucciones de operación
-
 Duerkopp Adler 275 Manual de usuario
Duerkopp Adler 275 Manual de usuario
-
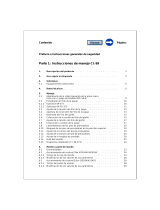 Duerkopp Adler 69_valid_till_october_2019 Instrucciones de operación
Duerkopp Adler 69_valid_till_october_2019 Instrucciones de operación
-
 Duerkopp Adler 550-12-26 Instrucciones de operación
Duerkopp Adler 550-12-26 Instrucciones de operación









