
N° V3_02/07/2020
ES
1 - 35
MALETÍN DE
CALIBRADO CALIWELD
www.gys.fr

ÍNDICE
SÍMBOLOS.......................................................................................................................................p 3
INSTRUCCIONES DE SEGURIDAD...................................................................................p 4-5
RECORDATORIO DE LA NORMA..........................................................................................p 6
CARACTERÍSTICAS TÉCNICAS............................................................................................p 7
DESCRIPCIÓN DE LOS ACCESORIOS Y CONEXIONES...........................................p 8
INSTALACIÓN................................................................................................................................p 9
FUNCIONAMIENTO GENERAL DEL PROGRAMA...................................................p 10-11
DETALLE DE LA BARRA MENÚO................................................................................................p 10
DETALLE DE LA BARRA DE ESTADO..........................................................................................p 11
MODO MULTÍMETRO............................................................................................................p 12-14
DESCRIPCIÓN.........................................................................................................................p 12
INICIO....................................................................................................................................p 12
ADQUIRIR DATOS....................................................................................................................p 13
HISTORIAL, REGISTRO E IMPRESIÓN.......................................................................................p 14
MODO OSCILOSCOPIO.......................................................................................................p 15-17
DESCRIPCIÓN.........................................................................................................................p 15
ZOOM.....................................................................................................................................p 15
ADQUIRIR DATOS....................................................................................................................p 16
REGISTRO E IMPRESIÓN..........................................................................................................p 17
MODO VALIDACIÓN.............................................................................................................p 18-24
DESCRIPCIÓN.........................................................................................................................p 18
EN EL CASO DE UNA SITUACIÓN YA EXISTENTE........................................................................p 18
EN EL CASO DE UNA CREACIÓN DE SITUACIÓN........................................................................p 19
INICIO....................................................................................................................................p 20
HISTORIAL.............................................................................................................................p 21
ADQUIRIR DATOS....................................................................................................................p 22
ANEXOS......................................................................................................................................p 25-36

3
MALETÍN DE CALIBRADO CALIWELD
ES
SÍMBOLOS
¡Atención! Lea el manual de instrucciones antes de su uso.
Advertencia PELIGRO
Advertencia TENSIÓN PELIGROSA.
Riesgo de electrocución.
Conforme a las directivas de la Unión Europea.
Marca de conformidad EAC (Comunidad económica euroasiática).
85-265 V
~ 50/60Hz
15 VA max
Alimentación eléctrica monofásica 50 o 60 Hz
V
Punto de medida de la tensión
A
Punto de medida de corriente
n
Punto de medida de la velocidad de hilo
Punto de medida de entrada de gas
Punto de medida de salida de gas
Uso del mando a distancia
Punto de entrada del ujo de la medida
Punto de salida del ujo de la medida
Indicador de alimentación eléctrica del maletín
Indicador de conexión USB
USB 2.0
Conector USB
Pinza de masa
HF PROTECTION
Electrónica protegida contra la HF (Alta Frecuencia) de los TIG
IP 30
Maletín abierto: el producto está protegido contra la entrada de objetos sólidos externos superiores a 2,5
mm. Sin embargo, no dispone de protección contra el agua.
IP 67
Maletín cerrado: el producto es totalmente hermético contra el polvo y el agua a una profundidad de 1
m durante 30 minutos.

4
MALETÍN DE CALIBRADO CALIWELD
ES
INSTRUCCIONES DE SEGURIDAD
Utilice este aparato sólo para su uso previsto, de lo contrario se podrá anular la garantía.
Compruebe el maletín antes de utilizar el aparato:
• Busque posibles defectos o suras.
• Observe atentamente el aislamiento alrededor de los bornes.
No utilice el producto cerca de gases explosivos, vapores y entornos húmedos o mojados.
No trabaje solo.
El uso de este aparato está limitado a las categorías de medidas, tensión e intensidad indicadas.
Respete las normas locales y nacionales de seguridad. Utilice un equipamiento de protección individual (guantes de caucho,
máscara y vestimentas no inamables reglamentarias) para evitar todo daño relacionado a electrocuciones y a los explosivos
debidos a los arcos eléctricos cuando los conductores peligrosos estén desnudos.
Utilice categorías de medidas (CATII), accesorios para la intensidad y tensión adecuados (sondas, cables de medida y adap-
tadores) adaptados al aparato para todas las mediciones.
No haga contacto con tensiones superiores a >30 V c.a eff, 42 V c.a. pico o 60V c.c.
Utilice sólo sondas de corriente, cordones de medida y adaptadores incluidos con el aparato.
Desactive el producto si está dañado.
No utilice el aparato si está dañado.
No utilice el producto si no funciona correctamente.
Utilice solo sondas, cordones de medida y accesorios que pertenezcan a la misma categoría de medida , de tensión y de intensi-
dad que el aparato.
Utilice solo cables cuya tensión sea adaptada al aparato.
No aplique nunca una tensión que supere el valor nominal entre los bornes o entre un borne y la tierra.
Mida una tensión conocida con anterioridad para asegurar que el aparato funcione correctamente.
Utilice bornes, la función y la gama de accesorios que convenga para las medidas deseadas.
No utilice cordones de medida dañados. Compruebe los fallos de aislamiento, las partes metálicas expuestas y el estado de des-
gaste de los cordones de medida. Compruebe la continuidad de los cordones de medida midiendo una tensión conocida.
No ponga las sondas en contacto con una fuente de tensión cuando los cordones de medida estén conectados
a los bornes de corriente.
Producto objeto de recogida colectiva. Ne lo tire a la basura doméstica.
Producto sobre el cual el fabricante participa mediante una valorización de los embalajes cotizando a un
sistema global de separación, recogida selectiva y reciclado de los deshechos de embalajes domésticos.
Producto reciclable que requiere una separación determinada.

5
MALETÍN DE CALIBRADO CALIWELD
ES
HUMOS DE SOLDADURA Y GAS
El humo, el gas y el polvo que se emite durante la soldadura son peligrosos para la salud. Hay que prever una
ventilación suciente y en ocasiones puede ser necesario un aporte de aire. Una máscara de aire puede ser una
solución en caso de aireación insuciente.
Compruebe que la aspiración es ecaz controlándola conforme a las normas de seguridad.
Atención, la soldadura en los lugares de pequeñas dimensiones requiere una vigilancia a distancia de seguridad. La soldadura de
algunos materiales que contengan plomo, cadmio, zinc, mercurio o berilio pueden ser particularmente nocivos.
La soldadura no se debe efectuar cerca de grasa o de pintura.
BOTELLAS DE GAS
El gas que sale de las botella puede ser una fuente de sofocamiento en caso de concentración en el espacio de
soldadura (comprobar bien).
El transporte de este se debe hacer con toda seguridad: botellas cerradas y el aparato apagado. Se deben colocar
verticalmente y sujetadas con un soporte para limitar el riesgo de caída.
Igualmente para el almacenado de las botellas. Se deben colocar en lugares abiertos y bien aireados.
Las botellas se deben colocar en locales abiertos o bien aireados. Se deben colocar en posición vertical y sujetadas con un soporte o
sobre un carro.
Cierre la botella entre dos usos. Atención a las variaciones de temperatura y a las exposiciones al sol.
La botella no debe entrar en contacto con una llama, un arco eléctrico, una antorcha, una pinza de masa o cualquier otra fuente de
calor o de incandescencia.
Manténgalas alejadas de los circuitos eléctricos y del circuito de soldadura y no efectúe nunca una soldadura sobre una botella a
presión.
Cuidado al abrir la válvula de una botella, hay que alejar la cabeza de la válvula y asegurarse de que el gas utilizado es el apropiado
para el proceso de soldadura.
SEGURIDAD ELÉCTRICA
La red eléctrica utilizada de tener imperativamente una conexión a tierra. Utilice el tamaño de fusible recomendado
sobre la tabla de indicaciones.
Una descarga eléctrica puede ser una fuente de accidente grave directo o indirecto, incluso mortal.
No toque nunca las partes bajo tensión tanto en el interior como en el exterior del aparato cuando este está encendido (antorchas,
pinzas, cables, electrodos) ya que están conectadas al circuito de soldadura.
Antes de abrir el aparato, es necesario desconectarlo de la red eléctrica y esperar dos minutos, para que el conjunto de los
condensadores se descarguen.
No toque al mismo tiempo la antorcha o el portaelectrodos y la pinza de masa.
Cambie los cables y antorcha si estos están dañados, acudiendo a una persona cualicada.
El dimensionamiento de estos accesorios debe ser suciente.
Utilizar siempre ropas secas y en buen estado para aislarse del circuito de soldadura. Lleve zapatos aislantes, sin importar el lugar
donde trabaje.

6
MALETÍN DE CALIBRADO CALIWELD
ES
RECORDATORIO DE LA NORMA (EXTRACCIÓN DEL DOCUMENTO DE LA NORMA EN 50504)
Dentro de la norma EN1090, un generador de soldadura debe someterse a un control de sus parámetros de soldadura. Esta comprobación permite
emitir un «Constatación de Validación».
El procedimiento de validación siguiente se basa en la norma referente, EN 50504.
El objetivo de esta guía es asegurar un resultado de soldadura correcto y reproducible en el tiempo.
La validación de un equipo de soldadura según la norma EN 50504 es una comprobación de los rendimientos del producto en relación a sus ajustes.
La validación se realiza sobre 5 puntos de medida sobre la zona de ajuste. Sin embargo, es posible validar una zona de ajuste reducida si el cliente
lo requiere.
Seleccione la zona de validación/calibrado del control o del indicador instalado en la fuente de corriente como sigue:
a) la zona completa de control o del aparato de medida (ver nota);
b) una zona parcial de control o del aparato de medida;
c) los puntos seleccionado sobre la zona de control o del aparato de medida.
NOTA: Los valores máximos de la zona para los voltímetros y amperímetros están indicados por la tensión en vacío asignada y la corriente de
soldadura máxima asignada de la fuente de corriente.
Antes de efectuar la validación/calibrado, consulte con el fabricante, el cliente o el operador sobre las opciones b) o c).
Efectúe las medidas con el ajuste mínimo, con el ajuste máximo y en otros 3 puntos de igual distancia entre el mínimo y el máximo del rango
completo.
La medida se efectúa dos veces (medida «a» ascendente y medida «b» descendente) tras una duración de estabilización de los valores medidos
de 10 segundos. De antemano, se recomienda dejar el generador de soldadura en funcionamiento 5 minutos antes de efectuar el procedimiento de
validación.
La validación se debe realizar al menos cada año y tras cada reparación o modicación que pueda afectar los ajustes.
Solo una persona cualicada puede efectuar las medidas. Esta persona garantiza las condiciones de la prueba y la interpretación de los resultados.
Aconsejamos adquirir la norma y leerla antes de efectuar una validación.
En el caso de procesos particulares como el MIG Pulsado y el TIG AC, se pueden producir errores de medida por un mal uso o una selección de
herramientas de medida no adaptadas. Se debe consultar al fabricante del generador de soldadura.
Precisión de un equipo de soldadura
La precisión de los ajustes y o indicadores se determina por una clase, la cual viene determinada en función de los requisitos de soldadura (QMOS/
DMOS) y de las características del equipo de soldadura.
Tipo de validación: el tipo de validación puede ser de tipo Consistencia o Precisión.
- Tipo Consistencia: Validación sobre un aparato con un ajuste por potenciómetro
- Tipo Precisión: Validación sobre un aparato con un ajuste por pantalla digital
Esta clase se divide en 2 tipos llamados «Estándar» o «Precisión». Estas indican las tolerancias de los ajustes de soldadura res-
pecto a las medidas efectuadas e indicadas por el equipo de soldadura y sobre las herramientas de medida a utilizar.
Clase Estándar Precisión
Ajustes del equipo de soldadura
Corriente (A)
± 2,5% del ajuste máximo 0 y 25% del
ajuste máximo.
± 10% del valor real entre 25 y 100% del
ajuste máximo.
± 1% del ajuste máximo 0 y 40% del
ajuste máximo.
± 2,5% del valor real entre 40 y 100% del
ajuste máximo.
Tensión (V)
± 2% del ajuste máximo 0 y 40% del
ajuste máximo.
± 5% del valor real entre 40 y 100% del
ajuste máximo.
Velocidad de hilo (m/min) ± 10% del valor real ± 2.5% del valor real
Pantallas del equipo de soldadura
Indicador de medida analógico Classe 2.5 Classe 1
Indicador digital de medida
2.5%
(de la corriente de soldadura asignada máxima y de
la tensión en vacío)
1%
(de la corriente de soldadura asignada máxima y de
la tensión en vacío)
Herramientas de medida
Las herramientas de medida debe ser dos veces más precisa que la clase.
Duración de validez máxima 1 año 6 meses

7
MALETÍN DE CALIBRADO CALIWELD
ES
CARACTERÍSTICAS TÉCNICAS
El maletín CALIWELD es un dispositivo que permite:
- Emitir una constancia de validación (certicado de buen funcionamiento del producto - Modo Validación).
- Comprobar los valores de soldadura (Corriente/tensión o energía, velocidad de hilo y gas - Modo Multímetro y Osciloscopio).
Tensión de red eléctrica :
85 V à 265 V (± 10%)
Frecuencia : 50 à 60 Hz (± 3Hz)
Puissance :
30 VA
Cable de alimentación:
Fiche de raccordement prise IEC 60320-C13
Interfaz :
Norme USB-2
Mando a distancia
: 120 V max
Características de las medidas :
• La tensión : de -120 V a 120 V AC/DC - 0.5% de precisión (instantánea, media o TRMS)
• La corriente : de -500 A a 500 A AC/DC - 0.5% de precisión (instantánea, media o TRMS)
• El caudal gas : de 1 l/min a 30 l/min - 5% de precisión
• La velocidad de hilo : de 1 m/min a 30 m/min - 1% de precisión
• La temperatura exterior : de 0° a 50 °C (± 2K)
Temperatura :
• Funcionamiento : de 5°C a 40°C
• Calibrado (temperatura) : de 20°C a 25°C
• Almacenado : de -20°C a 60°C Precalentamiento : 30 min para que se tenga en cuenta la temperatura del local
Humedad relativa (sin condensación) :
• Funcionamiento : de 5°C a 40°C < 80%
• Almacenado : de 0°C a 60°C < 80%
Altitud:
• Funcionamiento: <2000 metros
• Almacenado: <12 000 metros

8
MALETÍN DE CALIBRADO CALIWELD
ES
DESCRIPCIÓN DE LOS ACCESORIOS Y CONEXIONES
Ilustración Nombre - Descripción Ciclo de trabajo
Ref. : 060531 - Cable de medida de tensión 2 m Caliweld VM1- conexión texas 70.24
Conector Texas aislado que permite la medida de la tensión con toda seguridad + cha banana
aislada para la conexión sobre el maletín CALIWELD.
X%
(25°C)
316 A@60%
120 V Max
Ref. : 060524 - Cable de medición 2 m CALIWELD ECM1 - conexión euro / CGU1.0
Cable que permite realizar todas las medidas en MIG/MAG (tensión, corriente, caudal de gas,
velocidad de hilo, control a distacia...) para el calibrado.
Presione sobre el botón para desbloquear el mecanismo cuando pase el hilo.
X%
(25°C)
316 A@60%
120 V Max
Ref. : 060548 - Cable de medida de tensión 2 m CALIWELD VM2
Pinza que permite la medida de tensión en soldadura MIG (pinzada sobre el conector euro del
equipo).
X%
(25°C)
120 V Max
Ref. : 060586 - Cable de control 2 m CALIWELD ARC1 - conexión amph / DIN (macho)
Cable que permite controlar el equipo de soldadura TIGa distancia, mediante el programa
(conectado sobre el maletín) o el control a distancia de pera (conectado al control a distancia).
Ref. : 060579 - Cable de control 2 m CALIWELD DRC1 - conexión DIN / DIN (macho)
Cable que permite controlar el equipo de soldadura TIG a distancia mediante el programa
(conectado al maletín) o el control a distancia de pera (conectado al control a distancia).
Ref. : 060562 - Control a distancia 2 m CALIWELD RC1 - conexión DIN (hembra)
Control pera que permite el control a distancia del equipo de soldadura (conexión en el cable de
control).
Ref. : 060593 - Cable de potencia 2 m CALIWELD PC1 - conexión CM50.21 Cable
Texas
Conector que permite la transferencia de potencia del generador al maletín.
X%
(25°C)
316 A@60%
Ref. : 060555 - Cable de medición de GAS 2 m CALIWELD GM1
Conexión que permite la transferencia del gas del generador al maletín.
Ref. : 060517 - Sonda de medida de velocidad de hilo CALIWELD SWM1
La sonda de velocidad permite la medida de la velocidad de hilo entre la bobina y el motor de la
devanadera.
Presione sobre el botón para desbloquear el mecanismo cuando pase el hilo.
Réf. : 060609 - CABLE USB 2.0 1,5m CALIWELD USB1 - CONEXIÓN USB-A / USB-B

9
MALETÍN DE CALIBRADO CALIWELD
ES
ESQUEMA DE CONEXIÓN DEL GATILLO
1 - Común
3 - Botón de soldadura
INSTALACIÓN
1. Conguración mínima
Sistema operativo Windows 7
Disco duro: espacio libre 10 Go
Resolución mínima : 600 x 800 px
RAM : 2 Go
1 puerto USB
2. Instalación del programa y del material
Ver procedimiento de inicio rápido (Anexo, pág 25).
3. Conexión del equipo de soldadura al maletín
Hay que distinguir 2 casos para el cableado siguiendo el proceso de soldadura:
1. En soldadura, para vericación de parámetros.
2. Sobre la carga resistiva para emitir una observación de validación (la vericación de los parámetros de soldadura se puede realizar igualmente
sobre la carga resistiva)..
En TIG, desactive la HF (Alta frecuencia) en soldadura como sobre la carga resistiva. El maletín CALIWELD posee una protección
HF que asegura el buen funcionamiento del producto en HF si las condiciones de la prueba son óptimas (cableado...). Para utili-
zar la HF, respete correctamente el procedimiento de instalación de las conexiones del producto. En caso de malas conexiones o
mal uso, el programa puede funcionar incorrectamente (se detiene el registro, se cierra de golpe, pantalla azul de Windows...).
MIG
TIG
MMA
CALIBRATION SETUP WELDING SETUP
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
XXXXXXXXXXXXXXXXX
XXXXXXXXXXXXXXX
VM1 Texas Voltage Measurement
120 V max
PC1 Texas-Texas cable
TIG connections
RC1 Remote control
DRC1
ARC1
ECM1
Euro connector Multi-Measurement
SWM1 Tachometer 30m/min max
VM2 Clamp Voltage Measurement
GM1 Gas Measurement
USB Caliweld PC Cable
AMPHENOL
RC / Caliweld
DIN
DIN
DIN
x 2 (+) (-)
CALIWELD
GCU 1.0
+ -
TIG
- +
- +
- +
+ -
MIG
+ -
MMA
USB
VM1
VM1
PC1
USB
VM2
VM1
PC1
USB
VM1
VM1
PC1
SWM1
+ -
- +
TIG
GM1
LOAD
USB
VM1
VM1
ARC1 / DRC1
PC1
PC1
PC1
+ -
- +
MIG
LOAD
USB
VM1
+ -
- +
MMA
LOAD
USB
VM1
VM1
PC1
PC1
PC1
EMECM1
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
XXX
X
XXXX
XXXXXXXXXXX
X
XXXX
X
XX
PC1 : Current 500A max
ARC1 : Remote control
VM1 : Voltage 120V max
SWM1 : Tachometer 30m/min max
GM1 : Gas 30l/min argon max
GM1
SWM1
VM1
ARC1
PC1
RC / Caliweld
ARC1 / DRC1
OPTION
2m
2m
2m
2m
2m
2m
2m
2m
1.5m
Ref. 060609
Ref. 060555
Ref. 060593
Ref. 060586
Ref. 060579
Ref. 060562
Ref. 060517
Ref. 060531
Ref. 060548
Ref. 060524
IP 30
PC1
PC1
2
m
(
5
0
m
m
2
)
CONEXIÓN DEL EQUIPO DE SOLDADURA AL MALETÍN

10
MALETÍN DE CALIBRADO CALIWELD
ES
FUNCIONAMIENTO GENERAL DEL PROGRAMA
1. Detalle de la barra menúo
Menú archivo:
-
Preferencia:
◊ Identidad : informaciones sobre la autoría de validación: nombre, dirección, código
postal, localidad, teléfono, correo, logotipo.
◊ Instrumento : informaciones sobre la carga resistiva y el maletín, el tipo, el número
de serie, el número de observación, la fecha de comprobación.
◊ Idioma : (selección del idioma: FR (por defecto), GB, DE, ES, IT, HU)
◊ Carpeta de guardado : selección del repertorio de registro de archivos «pdf».
◊ Fecha/hora : selección del formato de la fecha dd/mm/aaaa ; mm/dd/aaaa ; aaaa/
mm/dd ,y de la hora en formato 24 h o 12 h.
◊ Ajustes :
• Selección de la unidad de medida métrica o SAE (unidad de medida americana).
• Afectación del coeciente de energia para los procesos de soldadura (datos por
defecto) :
◦ MMA coef 0.8 SMAW
◦ TIG coef 0.6 GTAW
◦ MIG/MAG coef 0.8 GMAW
◦ SOUS FLUX coef 1 SAFP
◦ GAZ
• Elección del estándar de cálculo de energía.
• Afectación manual del coeciente de corrección para el gas mediante coe-
cientes de correción Ax + b y creación de la biblioteca de gases.
◊ Actualización del programa
• Actualización de la base de datos de seguridad automática a través de internet.

11
MALETÍN DE CALIBRADO CALIWELD
ES
-
Base de datos :
◊ Actualización del escenario
• Los escenarios se actualizan desde el sitio GYS.
◊ Importar :
• Escenario : importa los escenarios de calibrado de los productos (ver p.18).
• Producto: importa la lista de productos que se han comprobado.
• Seguridad: importa la lista de bancos de calibrado autorizados a conectarse.
• Fabricación: importar la lista de referencias de productos GYS.
• Cliente: importar la información del cliente.
◊ Exportar :
• Situación : exporta las situaciones de calibrado de los productos (ver pág.18).
• Producto : exporta la lista de productos que han sido comprobados.
• Seguridad: exporta la lista de bancos de calibrado autorizados a conectarse.
• Fabricación: exporta la lista de referencias de productos GYS.
• Cliente: exporta la información del cliente.
-
Salir :
Salir del programa
Menú Modo:
•
Multímetro
: Ofrece la posibilidad de hacer QMOS/DMOS, registrar parámetros de cordones
de soldadura y visualizar las medidas.
•
Osciloscopio
: permite seleccionar canales de medida, visualizarlos y registrarlos en un
gráco.
•
Validación
: Este modo permite comprobar y validar los rendimientos del producto para que
responda a la norma EN 50504.
Menú Registro (activo según el modo utilizado):
• Abrir : abre los registros realizados y registrados.
• Imprimir : imprime los registros realizados.
Toda impresión de PDF se registra directamente en la carpeta (ver pág. 30).
• Suprimir: suprime solo la línea seleccionada en el registro.
• Suprimir todo: suprime todo el registro.
•
Volver: permite volver a la ventana precedente.
•
Exportar: permite exportar los registros en .csv (formato de tablas).
Menú « ? » :
•
Información
: Indica información sobre el programa.
◊ Versión del programa
◊ Fecha de la última actualización
◊ Versión de la base de datos
◊ Dirección del fabricante GYS
◊ Correo electrónico del fabricante: GYS
•
Ayuda :
acceso al manual de usuario del producto CALIWELD
2. Detalle de la barra de estado
La barra de estado se sitúa en la parte inferior de la ventana de la aplicación.
Indica:
•
El modo (Multímetro, Osciloscopio, Validación)
•
El estado (Conectado o Desconectado del maletín)
•
Si hay una actualización disponible, aparece un mensaje. Haga clic en INSTALAR
•
La fecha
•
La hora

12
MALETÍN DE CALIBRADO CALIWELD
ES
EL MODO MÚLTÍMETRO
Imagen 1 :
Interfaz modo multímetro.
DESCRIPCIÓN
La página multimetro se abre al inicio del programa. Este modo ofrece la posibilidad de ver cada canal de medida, registrar los valores indicados y
realizar capturas de cordones de soldadura. Permite igualmente el cálculo de la energía de soldadura.
Los 4 canales de medida son:
- el canal de corriente
- el canal de tensión
- el canal de velocidad
- el caudal de gas.
Para los canales de corriente y de tensión, es posible seleccionar el modo de captura de medidas (menú desplegable):
- TRMS (True Root Mean Square): el valor ecaz real se indica (modo por defecto).
- MOY: El valor medio de la medida se indica.
- INSTANT: el valor instantáneo de la medida se indica.
Es posible introducir la caída de voltaje relacionada con los cables. Para ello, introduzca los distintos parámetros en la ventana correspondiente.
INICIO (imagen 1 : interfaz modo multímetro)
Proceso de inicio:
• Seleccione los canales de medidas seleccionadas para la captura.
• Seleccione el modo de captura de medidas de cada canal (TRMS...) antes de lanzar la captura de datos.
• Haga clic en el botón «Activar».
Dos nuevos elementos aparecen en la ventana:
- Un botón de «Iniciar / detener soladura»:
1
: para controlar el equipo de soldadura mediante el ordenador,
- Una sección «Adquisición»
2
: para la selección del modo de captura de datos (ver parte de captura manual y automática),
- Un botón «Captura de punto»
3
: para registrar un punto en un instante «t».
El límite es de 99 registros. (puntos y cordones de soldadura).
CAPTURA (zona «Adquisición»)
La captura de puntos y cordones de soldadura se efectúa en dos
etapas:
1) Iniciar una soldadura.
2) Efectuar la captura mediante el programa.
La captura de cordón se puede realizar en modo «desactivado», «ma-
nual» o «automático».
Duración máxima 1 hora

13
MALETÍN DE CALIBRADO CALIWELD
ES
Modo desactivado
El modo «Desactivado» consiste simplemente en tomar la medida en un instante «t» haciendo clic sobre el disquete.
Modo manual
La selección del modo manual implica que el usuario elija a qué momento efectuar sus puntos de soldadura. Inicie la captura manual de puntos ha-
ciendo clic en la casilla . Detenga la captura haciendo clic en el . Para registrar un cordón de soldadura, haga clic en la casilla . Repita
la operación todas las veces que desee.
Modo automático
La captura automática permite al usuario programar el programa para que efectúe las capturas a través de varios parámetros que se pueden modi-
car mediante el botón
4
:
- La selección del proceso: necesario para el cálculo futuro de la energía.
- El umbral de inicio: valor de corriente por encima del cual se inicia la captura del cordón y por debajo del cual se detiene (A Imagen 2 y esquema).
- El tiempo entre 2 cordones: tiempo entre 2 cordones de soldadura. El registro se detiene al pasar esta duración(C Imágen 2 y esquema) 2 y
esquema).
- Tiempo de rechazo inicio/parada de soldadura: Duración al principio y al nal de un cordón durante la cual el registro no se hace para que la
medida no se vea impactada por las fases de subida y descenso de intensidad. (b y d Imagen.2 y esquema)
Imagen 2 : parámetro de la captura de cordón.
Esquema: parámetros y desarrollo de una captura de datos
Cada captura de cordón de soldadura se inicia en cuanto la corriente pasa por encima del umbral de inicio. Se detiene en cuanto pasa bajo este
umbral y que no detecta ninguna acción (presión de gatillo) durante la duración seleccionado del tiempo entre 2 cordones. (ver esquema).
Cuando un cordón se está registrando de manera automática, el testigo aparece en la ventana «Adquisición» y la «duración de cordón» se
inicia y solo se detiene cuando la intensidad pasa por debajo del umbral de inicio de registro.
Para guardar una costura de soldadura, haga clic en el cuadro
. Repita tantas veces como lo desee.
Registro de un cordón de soldadura de una duración de 8 segundos en captura automática.
Mémorisation (mode manuel & automatique)
A la n de l’enregistrement, le logiciel propose de mémoriser le cordon de soudure :
- Renseigner la vitesse d’avance ou la longueur cordon. L’un des deux paramètres doit néces-
sairement être rempli car requis pour le futur calcul d’énergie.
- Commenter la mesure (pas obligatoire).

14
MALETÍN DE CALIBRADO CALIWELD
ES
HISTORIAL, REGISTRO E IMPRESIÓN
Historial
Todas las capturas registradas están disponibles con múltiples informaciones en el historial (hasta 99 registros).
Para acceder, haga clic en la casilla «desactivado» de la zona «Adquisición» luego sobre «Abrir» en el menú «Guardado».
El historial de las medidas indica las informaciones siguientes: Nº de guardado, fecha y hora, duración del cordón si es un registro superior a 0 se-
gundos, tensión, corriente, velocidad y caudal de gas. El programa calcula la energía de soldadura total en kJ del cordón (ver ecuación 2), hay que
dividir la energía en Kj por la longitud del cordón en mm. Se puede añadir igualmente un comentario. Se pueden suprimir líneas haciendo clic sobre
«Guardado» y luego «Suprimir».
Imagen. 3 : historial de registro de cordón
Si la captura de puntos y de cordones conviene, es posible registrarla e imprimirla en PDF mediante la pestaña «Guardado» y luego haciendo clic
en «Imprimir».
Se puede exportar el documento en .csv (compativle con todas las hojas de cálculo: Excel, Libre Ofce, etc.). El documento .csv permite personalizar
el informe. Se puede exportar en pdf mediante la hoja de cálculo tras la personalización. Un archivo modelo se encuentra disponible en la tarjeta
USB incluida.
Imagen. 4 : ejemplo de impresión
Para cambiar el modo, haga clic sobre la pestaña «Guardado» y luego sobre «Volver». Para ir al menú «Modo» para seleccionar el nuevo modo
deseado.
Q = j/mm énergie de soudure
U = V courant moyen
I = A courant moyen
T = s temps de soudure
d = mm longueur du cordon de soudure
k Coefcient de rendement thermique
ASME IX QW 409
ISO 18491
Q =
U
x
I
x
t
d
EN 1011-1
ISO 17671-1
Q =
k
U
x
I
x
t
d

15
MALETÍN DE CALIBRADO CALIWELD
ES
EL MODO OSCILOSCOPIO
Imagen 5 : página osciloscopio
DESCRIPCIÓN (Imagen 11: página de osciloscopio)
El modo Osciloscopio permite seleccionar dos canales de medida, visualizarlos y registrarlos en un gráco. Este modo complementario permite
centrarse en la toma de medidas sobre un canal preciso y compararla con otro canal mediante el gráco. Los elementos que forman la página del
modo Osciloscopio (Imagen 5) son:
- Un gráco.
- Una zona «Canales» que se compone de 4 canales de medidas
1
.
- 2 zonas llamadas «Vía 1»
2
y «Vía 2»
3
aparecen una vez que se ha seleccionado uno o dos canales. La unidad de medida indicada en
cada zona permite comprobar que las vías representan correctamente los canales seleccionados (ej. imagen 5: la tensión ha sido seleccionada
como primer canal de medida, la unidad de medida de la «Vía 1» es Voltio).
- Una zona «Tiempo»
4
permite modicar la escala del gráco y al mismo tiempo seleccionar entre un registro continuo o en barrido.
- Un botón de contro del equipo a distancia «Iniciar Soldadura»
5
,
- Una zona de «Captura de medida»
6
, que ofrece la posibilidad de seleccionar el modo de captura «manual» o «automática». El botón
parámetros
permite acceder a los parámetros del modo «Captura Auto». La duración máxima del registro es de 30 segundos.
- El botón «Memorizar»,
8
permite el registro de cordones de soldadura.
- Y una función zoom
9
permite ampliar el gráco (ver la parte «Función zoom» de aquí abajo).
Función zoom
El programa ofrece la posibilidad de hacer zoom sobre el osciloscopio. Para hacerlo, haga clic sobre el botón «Zoom» (
9
Fig. 5) una primera vez,
4 punteros del gráco (2 horizontales y 2 verticales) aparecen. Utilice estos punteros para forma un rectángulo sobre la zona a ampliar (Imagen 6).
Haga clic de nuevo sobre el botón Zoom (Imagen 7). Para volver a la vista normal, basta con hacer clic sobre el botón Volver.
Imagen 6 : Gráco antes de zoom Imagen 7 : Gráco tras zoom
15

16
MALETÍN DE CALIBRADO CALIWELD
ES
ADQUIRIR DATOS
Captura manual
Para realizar una captura manual, señale «Manual» en la sección «Captura de medidas». Aparece entonces una casilla START (
7
Imagen 5) que se
convierte en una casilla STOP cuando la captura está en proceso.. Para comenzar a registrar medidas, active el equipo mediante el control a distancia
(
5
imagen 5) o mediante el equipo al soldar, luego cada vez que se desee una captura, presione sobre la casilla
. Se inicia el registro de cordón.
Para detener el registro, haga clic en la casilla
. Repita la operación hasta obtener el cordón deseado o el número de medidas deseadas.
Captura automática
La captura se puede realizar de manera automática marcando la casilla «Adq. Datos» (
6
Imagen 5). Ajuste en un primer lugar los parámetros de
soldadura. Al igual que para el modo «Multímetro», encontramos en los parámetros la captura automática los elementos siguientes:
Umbral de inicio: Valor de corriente sobre el cual se inicia la adquisición de datos.
Tiempo interpunto: tiempo entre 2 puntos de soldadura. El registro se detiene al superar esta duración.
Haga clic sobre
para validar los parámetros.
Imagen 8 : Parámetros de captura Automática
El funcionamiento del modo automático del osciloscopio es el mismo que el del multímetro. En un primer lugar, active el equipo mediante el control
a distancia (
5
Imagen.5) o iniciando una soldadura. Luego haga clic sobre el botón
(
7
Imagen. 5). El programa registra cualquier cordón
en cuanto la intensidad sea superior a la seleccionada como umbral de inicio. Se detiene el registro del cordón en cuanto la intensidad es inferior a
la del umbral de inicio. Dos eventos permiten detener las medidas: el usuario hace clic sobre el botón
(
7
Imagen. 5
)
o el registro alcanza los
30 segundos.
REGISTRO E IMPRESIÓN
Al nal del registro, es posible memorizar y visualizar los registros de osciloscopio (hasta 10 curvas máximo). Basta con hacer clic sobre el botón
(
8
Imagen
. 5), nombrar el archivo y hacer clic sobre . Haga clic sobre la casilla para validar el registro.
Imagen 9 : ventana de añadir registro
Los registros efectuados se pueden abrir de nuevo. Haga clic sobre el menu «Guardado», luego «Abrir». La ventana de aquí abajo se abre (Imagen
10).

17
MALETÍN DE CALIBRADO CALIWELD
ES
Imagen 10 : Lista de registros
Para abrir un registro ya realizado, selecciónelo clicando sobre él, luego haga clic sobre la casilla .
Para suprimir un registro, selecciónelo haciendo clic sobre él, luego haga clic sobre la casilla .
Para suprimir todos los registros, haga clic sobre la casilla .

18
MALETÍN DE CALIBRADO CALIWELD
ES
EL MODO VALIDACIÓN
DESCRIPCIÓN (Imagen 11: página de calibrado)
Imagen 11 : Página calibrado
La validación de un producto se hace obligatoriamente sobre la carga resistiva.
Antes de iniciar la validación, siga el proceso de vericación del equipo de soldadura y de la carga resistiva
(anexo pág. 24)
Este modo valida los rendimientos del producto y emite una constancia de validación que indica su conformidad o no-conformidad a la norma
EN50504.
Para validar los rendimientos de un producto, se debe realizar una adquisición de medidas según una situación ya existente o creando una nueva.
Las situaciones de calibrado para los equipos de soldadura de la marca GYS e IMS están incluidas con el maletín CALIWELD. En caso de realizarla
sobre un equipo de soldadura de otro fabricante, se puede crear y modicar las situaciones a voluntad. La única condición es que la norma EN50504
(p.6) se respete al nal de su validación.
Algunos productos de tipo sinérgico requieren situaciones particulares para evitar cualquier riesgo de medida
incorrecta (capturas en modo manual, conguraciones particulares...). Para más información sobre estos
productos, compruebe el anexo de la página 30.
La primera página del modo «Validación» es la página de calibrado. La situación que permite la validación se determina. Los campos siguientes se
deben completar:
- El «Nº de serie» del producto
1
.a
- El «Nº de identicación»
1
.b : identicación de la máquina del cliente
- El apartado «Producto»
2
que, una vez completado, permite que el apartado «Informaciones» se complete automáticamente.
La casilla «Nº Devanadera» se debe completar si la devanadera está separada del equipo de soldadura.
- Una sección «Informaciones»
3
se completa automáticamente, salvo el campo «Tensión de alimentación elec.» y «U0 máquina» que deben
completarse por el usuario. «U0 máquina» representa la tensión en vacío, se debe medir con anterioridad con un multímetro o la Caliweld, si el
usuario activa la casilla de pantalla (tensión)
- Una sección «Canales»
4
, que permite seleccionar los canales que se deben medir durante la validación. Señale la casilla «Selección» en la
columna «Selección».
Nota: en caso de uso de un equipo con pantalla digital, se aconseja señalar la casilla «Pantalla». La medida del programa y la indicación del valor
indicado sobre el equipo se pueden comparar (Una casilla «Tensión UO aparece en la parte «Informaciones»).
- Una sección «Lista de puntos»
5
(ver parte «En el caso de una creación de situación»).
- Una zona «Parámetros»
6
que permite seleccionar la clase y el tipo de precisión (ver pág. 19).
- Una sección de «Pérdidas de cable»
7
para proporcionar información sobre la caída de voltaje relacionada con los cables.
EN EL CASO DE UNA SITUACIÓN DISPONIBLE
El programa posee situaciones ya registradas para los equipos de soldadura de la marca GYS e IMS. Si el usuario posee uno de estos modelos, puede
utilizar la situación correspondiente y disponible en el programa y la página web (se pueden realizar actualizaciones mediante la página web www.
gys.fr). La base de datos se puede importar o editar en el programa (Atención: la importación de una base de datos conlleva la pérdida de situaciones
existentes). Piense en realizar esta importación en el primer uso del producto).
Para obtener la situación correspondiente al modelo que se debe validar, mantengase en la página Calibrado del modo «Validación». Inserte el
número de serie del equipo de soldadura
1
. Luego complete las informaciones de la sección «Producto»
2
. Las secciones de la página de
calibrado se completan automáticamente.
Si aun así uno de los elementos de la situación tuviera que ser modicado, haga clic sobre la casilla «Añadir/Modif Situación»
7
ey modifíquelo
(Ver la parte «En el caso de creación de situación»).

19
MALETÍN DE CALIBRADO CALIWELD
ES
Parámetros de la carga resistiva (ver manual de carga resistiva) según la norma EN50504
Clase de validación: la clase de validación puede ser «Estándar» o de «Precisión».
Clase Estándar : ± 10% del valor real entre 25 y 100% del ajuste máximo.
± 2,5% del ajuste máximo 0 y 25% del ajuste máximo.
Clase de Precisión : ± 2,5% del valor real entre 40 y 100% del ajuste máximo.
± 1% del ajuste máximo 0 y 40% del ajuste máximo.
Tipo de validación: el tipo de validación puede ser de tipo Consistencia o Precisión.
Tipo Consistencia: Validación sobre un aparato con un ajuste por potenciómetro
Tipo Precisión: Validación sobre un aparato con un ajuste por pantalla digital
EN EL CASO DE UNA CREACIÓN DE SITUACIÓN
Las informaciones se insertan manualmente. En este caso, haga clic sobre «Añadir/Modicar Situación»
7
.
Una página «Situación» se abre.
Imagen 12 : Página escenario
Para crear una nueva situación:
- A partir de una situación existente: abra la página «Añadir/Modicar Situación» de la situación existente, para memorizar la situación modi-
cada bajo otro nombre (según el modelo o el fabricante por ejemplo).
- A partir de una situación virgen: llene los campos de aquí abajo (preste atención a las MAYÚSCULAS, minúsculas y espacios, los campos están
limitados a 20 caracteres):
8
-
Fabricante: f
abricante del producto.
-
Modelo:
nombre del producto
-
Proceso :
MMA - TIG - MIG/M
AG
-
Tipo de material:
equipo de soldadura
-
Función del material:
fuente de corriente, fuente de tensión, devanadera, caudalímetro...
-
Pantalla:
opción que permite comparar la medida del programa con lo que indica la pantalla del equipo.
-
«TRMS» :
Selección del modo de captura de medidas (TRMS, Moy, Instant. - ver pág. 11 modo Multimetro - parte
Descripción)
-
Rangos de prueba:
corresponden a los rendimientos del producto (máximo y mínimo): tensión en vacío,
corriente, velocidad de hilo y caudal (con caudalímetro). Para el máximo, se debe comprobar los valores indicados
sobre la placa de señalación. Para el mínimo, son los valores que emite el equipo.
-
Botón «Auto»:
Complete la corriente o la tensión y haga clic sobre el botón «Auto». La lista de puntos se crea
automáticamente.
-
Clase de precisión:
Estándar / Precisión, según el grado de precisión necesaria en la validación.
-
Tipo: -
Consistencia: en el caso de ausencia de indicación sobre el equipo (si su ajuste se hace por potenciómetro).
- Precisión:
en el caso de que el equipo posea una pantalla digital.
-
Lista de puntos:
determina los valores sobre los cuales se realizan las medidas de puntos (pág. 20)
- La casilla «Añadir
» permite añadir puntos de forma manual.
- La casilla «Auto» genera cinco puntos automáticamente a partir de informaciones indicadas en la zona de pruebas.
Dos casillas aparecen una vez que el primer punto se crea, la casilla «Modif» que permite la modicación de un
punto y la casilla «Sup» que permite suprimir un punto.
-
Suprimir:
suprime la situación.
-
Memorizar:
registra la situación.
-
Volver:
permite salir de la página «Situación».
9
10
11
11
. 1
12
13
14
15
16

20
MALETÍN DE CALIBRADO CALIWELD
ES
Todos los criterios están impuestos por la norma EN 50504. En consecuencia, todos los campos se deben
completar.
¿Cómo crear su situación?
• Comience completando los campos de las zonas «Producto»
8
e «Informaciones»
9
.
• Luego seleccione los canales a medir en la zona
10
. Si el aparato posee una pantalla digital que indica el valor del canal seleccionado, señale
la casilla «Pantalla»
• Complete las partes
11
y
12
. La parte «Zona de ajuste» es importante ya que contiene las informaciones que permitirán la realización au-
tomática de la lista de puntos.
• Haga clic sobre el botón «Auto» de la parte «Lista de puntos»
13
.
• 5 puntos ascendentes se crean automáticamente, dos posibilidades de selección aparecen:
• - Los puntos convienen, en este caso se pasa al inicio.
• - Los puntos no convienen, en este caso colóquese sobre el punto a corregir y haga clic sobre la pestaña «Modif». La zona «Modicación de
puntos» (Imagen 13) se abre.
Imagen. 13 : Página de modicación de punto
Inserte los valores deseados para cada campo y haga clic sobre
. Se deben completar 5 puntos de medida, el programa gestiona la parte
ascendente (del mínimo al máximo) y la creación de puntos descendentes (una vez al máximo, el proframa efectúa automáticamente 5 puntos del
máximo al mínimo). Para suprimir un punto, haga clic sobre el botón «Sup».
Suprimir una situación es irreversible. Es imposible recuperar una situación suprimida. Piense en guardar
regularmente sus situaciones.
Memorizado de situación
Una vez que la lista de puntos se ha efectuado, la creación de la situación está terminada, haga clic en «Memorizar» (n°
15
imagen. 12) (la situa-
ción integra la base de datos del programa) para registrar y «Volver» para salir. (n°
16
Imagen. 12)
INICIO
La página «calibrado» se debe completar completamente antes de iniciar la validación.
Imagen 14 : Página «calibrado» completado

21
MALETÍN DE CALIBRADO CALIWELD
ES
HISTORIAL
El botón «Historial» (n°
18
Imagen. 14) permite abrir la página «Historial de validación». Si ya se ha realizado una validación en el programa sobre
este equipo de soldadura, será visible en el historial. Se puede imprimiren pdf, exportar en .csv o suprimir mediante el menú «Guardado».
Imagen 15 : Registro e impresión de «Historial de validación». «Historique de validation».
Haga clic sobre la casilla «Volver» para salir.
Ahora es posible iniciar la validación haciendo clic sobre el botón «Iniciar» (Nº
17
imagen 14).
Imagen. 16: Página de validación
Antes de iniciar la adquisición de datos, se deben indicar varias informaciones en la página de validación en las zonas siguientes:
• «Otros»
19
:
- la temperatura: la temperatura real se indica, peso se puede modicar si fuese necesario.
- la fecha.
- el estado visual del producto: OK para producto en buen estado y NOK para producto en mal estado.
• «Captura de medida» : dos modos disponibles, manual y automático (ver parte «Adquirir datos»)
22
,
• «Canales» : indica los valores de medida en los canales seleccionado
22
,
• seleccionado.
• «Puntos» : indica el punto de medida en proceso (se deben realizar 10 puntos según la norma)
23
,
• Botón «Punto siguiente»: pasa a un nuevo punto.
24
,
•
La casilla «Volver» para volver a la página «Calibrado»
25
.
• El botón «Iniciar Soldadura» (n°
21
es un control a distancia de la carga).
22
MALETÍN DE CALIBRADO CALIWELD
ES
CAPTURA
La captura de valores se hace de forma manual o automática.
La «Captura Manual» o adquisición de datos
En la sección «Captura de medida», señale la casilla «Manual». Iniciar la soldadura (n°
21
g. 16), y en el instante seleccionado haga clic sobre la casilla
«START» . El registro del cordón comienza.
El programma guarda las medidas de los cables y los compara con el valor de punto de referencia dado
cuando se hace la lista de puntos. Los cuadros rojos se vuelven verdes cuando los valores dados muestran una desviación correcta entre la medición
y el punto de ajuste (ver análisis de los cables). Haga clic sobre la casilla «STOP»
para detener la captura del cordón (el registro debe ser de 10
segundos mínimo según la norma). Cuando los valores parecen correctos (ver parte de análisis de valores de cordones), pase al punto siguiente y repita
esta operación hasta la realización de 10 puntos.
Nota: el registro se puede volver a realizar tantas veces como sea necesario haciendo clic de nuevo sobre la casilla START, luego sobre STOP.
La «Captura Auto»
Para activar la captura automática, diríjase a la pestaña «Parámetros»
. Luego señale la casilla «Auto» en la sección «Captura de Medida».
Imagen 17: ventana de parámetro de inicio automático.
Parámetros modicables de la adquisición de datos del modo «Adq. Auto»:
Umbral de inicio: Valor de corriente sobre la cual se inicia la adquisición de datos.
Tiempo interpunto: tiempo entre 2 puntos de soldadura. El registro se detiene al superar esta duración.
Haga clic sobre la casilla para validar los parámetros.
Iniciar la soldadura (n°
21
g. 16). El modo automático inicia la captura de valores en cuanto el umbral de inicio se supera. El registro dura 10
segundos (obligatorio según la norma EN50504), la captura de los valores ocurre al cabo de los 10 segundos. Una vez que se ha realizado la primera
captura y que es correcta, haga clic en «Punto siguiente» y continúe hasta realizar 10 puntos.
Tanto en la captura manual como en la captura automática, es posible navegar sobre los diferentes puntos efectuados mediante los botones «Punto
siguiente» y «Punto precedente» (
26
Imagen 17 et
24
Imagen 16 ). En este caso, cada punto se debe medir tantas veces como fuese necesario
en todo el momento de la validación. Basta con volver a tomar una captura según el modo «Manual» o «Automático».
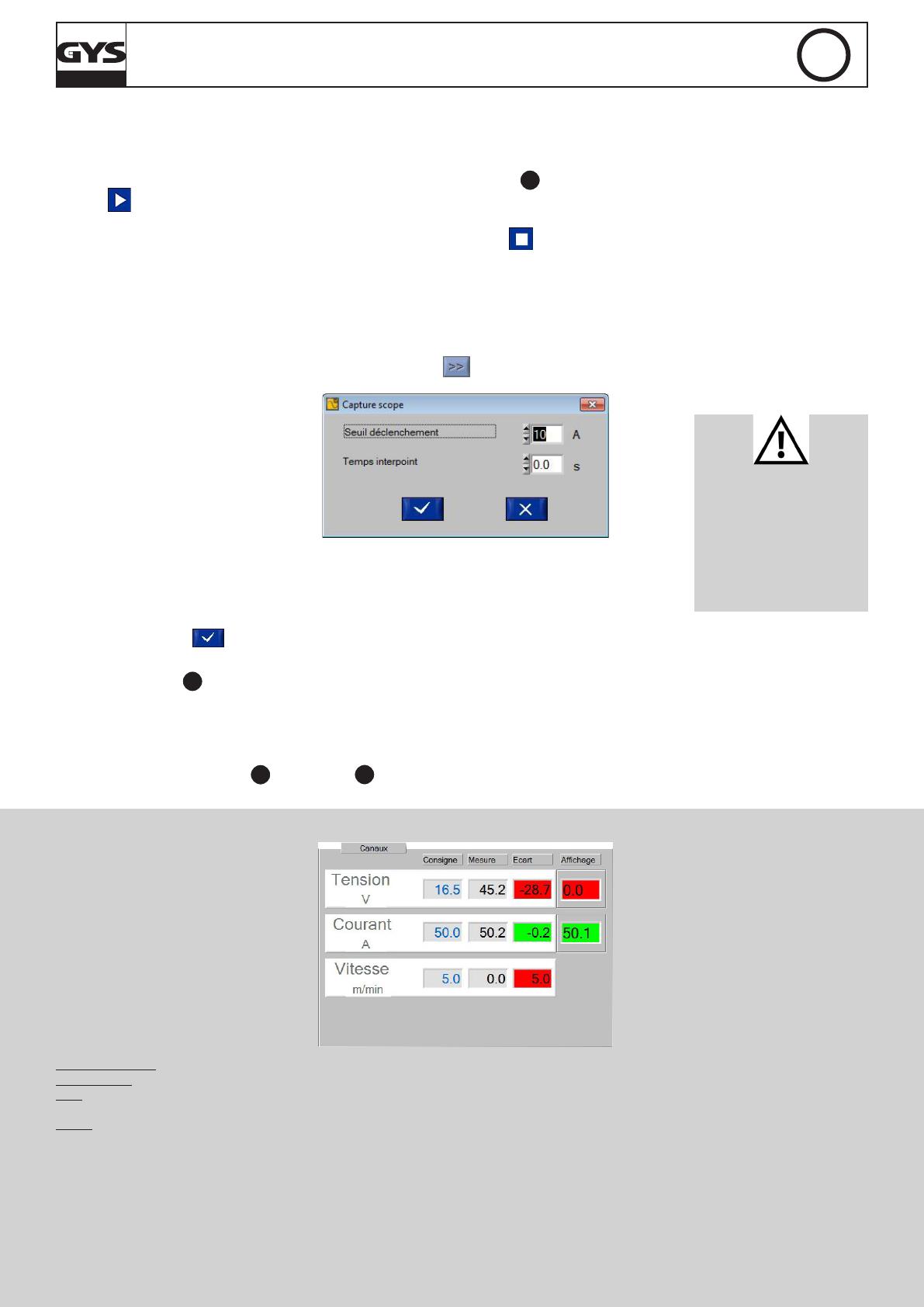
Análisis de los valores que aparecen en la sección «Canales».
Valor de consigna: Valor dado en la lista de puntos en la creación de la situación (determinada por una situación existente o por selección del usuario).
Valor medido: Valor del equipo de soldadura medido por el maletín de calibrado.
Dif. : Valor consigna - Valor medido, la casilla aparece en verde si entra en las tolerancias de la tabla (ver tabla de recordatorio de la norma en pág.
4) en rojo si no entra en las tolerancias.
Visual: Es el valor de la pantalla del equipo de soldadura. En caso de diferencia, la casilla aparece en verde si el valor entra dentro de la tolerancia,
en rojo si no.
Interpretación de los resultados inferiores:
Los valores «Consigna» para los tres canales seleccionados eran: 16,5V para la tensión, 50,0 A para la corriente y 5,0 m/min para la velocidad de
hilo. Al cabo de 10 segundos de registro, se constata que el usuario se ha basado sobre el valor de intensidad (50,2 A). El diferencial está en accuer-
do con la tolerancia de la norma y por lo tanto la casilla aparece en verde.
Los valores de la tensión y de la velocidad de hilo no están en adecuación con los valores de consigna que se habían indicado. El diferencial es
demasiado alto y no respeta las tolerancias. La casillas aparecen en rojo. Es posible realizar de nuevo la medida para intentar obtener valores cor-
rectos. Si el usuario no lo consigue, debe pasar al punto siguiente, continuar su validación. Luego imprimir el informe de validación, la validación se
considerará fallida. El equipo tiene un defecto y debe ser reparado por una persona cualicada.
Una vez que han comenzado las
capturas de los valores, para mo-
dicar los parámetros del modo
automática hay que utilizar el modo
manual (seguridad para que el
usuario no cambie los parámetros
durante la medida).
22

23
MALETÍN DE CALIBRADO CALIWELD
ES
Una vez que se han efectuado los 10 puntos de medida (una vez que el punto 1b esté realizado), haga clic sobre el botón «Terminar» (n°
27
Imagen. 17) que aparece en la parte inferior a la derecha de la ventana.
Imagen18 : Fin de adquisición de datos (último punto 1b + casilla «Terminar» que aparece»)
Una página «Comentario» se abre. Permite añadir un comentario sobre el registro.
Este comentario aparecerá en el historial. Presione sobre la casilla para validar.
Imagen 19 : inserción de un comentario
La ventana de comentario da lugar a un informe llamado «Observación o certicado de validación».
Imagen 20 : informe generado p.1.
Algunos campos se deben completar:
Operador: nombre de la persona que realiza la validación.
Vencimiento: Fecha de la próxima validación. Se propone según la clase seleccionada anteriormente, pero se puede modicar si fuese necesario.

24
MALETÍN DE CALIBRADO CALIWELD
ES
La información sobre el cliente puede rellenarse de forma manual o automática si la información del cliente ya está rellenada en la base de datos:
• Si la información del cliente se introduce en la base de datos, es posible recuperarla
introduciendo directamente el número de cliente en la casilla «Nº de cliente». Si la base
de datos reconoce el número de cliente, el nombre del cliente se rellenará automática-
mente.
• O haz clic en y elige en los menús desplegables.
Si el cliente no existe, entonces simplemente créelo haciendo clic en .
Se abrirá una ventana para introducir la información del cliente, rellene todos los campos
y preste atención a las letras mayúsculas y minúsculas:
- Número de cliente
- Nombre del cliente
- Servicio
- Dirección del cliente
- Código postal
- Ciudad
- País
- Misión No.
Esta información debe almacenarse en la base de datos para poder recuperarla.
Imagen 21 : informe generado p.2
Las informaciones se indican antes de abrir el archivo PDF. Presione sobre el botón «Página de la medida». Aparece la siguiente parte del informe.
La casilla «Volver» permite volver a la página 1 del informe.
Haga clic en «Guardar», luego:
- «Imprimir» para generar el informe en PDF (anexo - Certicado de validación).
- «Exportar» para generar un informe en .csv (compatible con todas las hojas de cálculo: Excel, Libre Ofce, etc.). El documento .csv permite
personalizar el informe. Se puede exportar en pdf mediante la hoja de cálculo tras la personalización. Un archivo modelo se encuentra disponible en
la tarjeta USB incluida.

ANEXOS
PROCEDIMIENTO DE INICIO RÁPIDO
PROCESO DE COMPROBACIÓN DE UN AJUSTE SOBRE EL EQUIPO DE SOLDADURA
MEDIDAS DE SOLUCIÓN
ORGANIZACIÓN DE LA CARPETA DEL PROGRAMA
LISTA DE PRODUCTOS QUE REQUIEREN UNA CONFIGURACIÓN PARTICULAR
CERTIFICADO DE VALIDACIÓN - EXPORT PDF
CERTIFICADO DE VALIDACIÓN - EXPORTAR EN .CSV

1 2 3 4 5
5 6 7 8
9 10 11 12
Système d’exploitation Windows 7
Disque dur espace libre 10 Go
Ram : 2 Go
Résolution minimum 600/800
1 Port USB 2.0
PROCEDIMIENTO DE INICIO RÁPIDO
Prise secteur
Câble USB 2.0

27
MALETÍN DE CALIBRADO CALIWELD
ES
PROCESO DE COMPROBACIÓN DE UN AJUSTE SOBRE EL EQUIPO DE SOLDADURA
Extracto del manual de la carga resistiva y del documento EN 50504.
Antes de cualquier ajuste, hay que:
1. Conectar el equipo de soldadura a la carga resistiva con, de preferencia, el cable de masa y la antorcha utilizados. Sino, utilice cables de las
mismas dimensiones (longitud y sección),
2. conecte el control del gatillo de la antorcha,
3. compruebe que las herramientas de medida están bien conectadas y encendidas,
4. conecte y encienda el equipo de soldadura,
5. congure el equipo en el proceso deseado.
6. Espere 5 min.
Para efectuar la medida de un ajuste:
7. Ajustar el parámetro a comprobar del equipo de soldadura,
8. Ajustar la carga resistiva (Capítulo carga resistiva),
9. Presione sobre el gatillo,
10. Medir:
- los valores de corriente y de tensión convencional (capítulo carga resistiva)
- el valor de la velocidad de hilo en el taquímetro tras 10 segundos (con velocidad estabilizada).
11. Suelte el gatillo.
1. Carga resistiva
La norma requiere que las fuente de corriente (MMA y TIG) y las fuentes de tensión (MIG) se comprueben bajo una tensión y una corriente
convencionales.
Las formulas indicadas por la norma son :
MMA & SUB ARC : U(V) = 20V + 0.04 x I(A) por debajo de 600 A
TIG : U(V) = 10V + 0.04 x I(A) por debajo de 600 A
MIG : U(V) = 14V + 0.05 x I(A) por debajo de 600 A
• Para los equipos MMA y TIG, al comportarse como una fuente de corriente, la tensión se ajusta mediante la carga resistiva para corresponder a
esta tensión convencional.
• Para los equipos MIG, al comportarse como una fuente de tensión, la corriente se ajusta mediante la carga resistiva para corresponder a la cor-
riente convencional.
Corriente (A) MMA & SUB ARC (V) TIG (V) MIG (V)
40 21.6 11.6 16.0
60 22.4 12.4 17.0
80 23.2 13.2 18.0
100 24.0 14.0 19.0
150 26.0 16.0 21.5
200 28.0 18.0 24.0
250 30.0 20.0 26.5
300 32.0 22.0 29.5
400 36.0 26.0 31.0
500 40.0 30.0 39.0
600 44.0 34.0 44.0
Tabla de correspondencia de tensión y corrientes convencionales.
2. Uso práctico
A partir de la tabla de correspondencia, se puede seleccionar una corriente y tensión para realizar una prueba, y denir el valor de la resistencia de
nuestra carga mediante la ecuación R= U/I.
Para obtener la resistencia que se acerca mejor al valor seleccionado, hay que utilizar la ecuación:
Las parejas de corriente/tensión se indican en el párrafo «Denición de resistencias» en el manual de las cargas resistivas CALIWELD LOAD 320A y
550A.

28
MALETÍN DE CALIBRADO CALIWELD
ES
3. Corrección de caídas de tensión en los cables
La comprobación de un equipo de soldadura se hace en la salida del equipo y no en los bornes de la carga. Los resultados de medida pueden ser
falso debido a una caída de tensión en los cables, inducidos por sus resistencias.
Conviene, por lo tanto, compensar la medida con los valores indicados en la tabla inferior para obtener la tensión de los bornes del producto.
Caída de tensión en los cables de soldadura de cobre y aluminio en temperaturas normales y elevadas :
Sección del
conductor mm²
Caída de tensión c.c.a / 100 A / 10 m de cables en las diferentes temperaturas
Conductores en cobre Conductores en aluminio
20 °C 60 °C 85 °C 20 °C 60 °C 85 °C
10 1.950 2.260 2.450 - - -
16 1.240 1.430 1.560 - - -
25 0.795 0.920 0.998 1.248 1.450 1.580
35 0.565 0.654 0.709 0.886 1.030 1.120
50 0.393 0.455 0.493 0.616 0.715 0.778
70 0.277 0.321 0.348 0.440 0.511 0.555
95 0.210 0.243 0.264 0.326 0.379 0.411
120 0.164 0.190 0.206 0.254 0.295 0.321
150 0.132 0.153 0.166 0.208 0.242 0.263
185 0.108 0.125 0.136 - - -
240 - - - 0.126 0.146 0.159
a
Al utilizar corriente alterna, los valores correspondientes pueden ser mucho más elevados, dependiendo de la conguración de los cables.

29
MALETÍN DE CALIBRADO CALIWELD
ES
MEDIDAS DE SOLUCIÓN
1. Lista de mensajes de error
Nº de error Mensaje Solución
1 Maletín de validación no autorizado.
Actualice la base de datos de seguridad.
1. Recepere la base de datos de seguridad de la página web
2. Copie y pegue esta base de datos en la carpeta
C:\\ProgramFiles\caliweld\Ressources\database\
3. Luego en el programa importe la base de datos Seguridad (zona
«Base de datos» pág.10).
2 2 canales máximo.
Se pueden seleccionar hasta 2 canales para el modo
osciloscopio.
3 10 gases max.
Es posible registrar hasta 10 gases diferentes máximo con sus
coef.
4 Número de puntos máximo alcanzado. Suprima puntos registrados.
5 Duración máxima 1 hora. En modo multímetro, tiempo limitado a 1 hora de registro.
6 Error de impresión de informe. Reinstale el programa o contacter el servicio técnico.
7 Campo obligatorio / valor no válido. Complete todos los campos en rojo.
8 Caracteres autorizados - _ 0-9 a-z A-Z Utilice únicamente los caracteres autorizados : 0-9 a-z A-Z
9 Cerrar visualizador PDF Cerrar visualizador PDF
10 Archivo sql ausente. Reinstale el programa o contacter el servicio técnico.
11 Error Imp/exp base de datos Reinstale el programa o contacter el servicio técnico.
12 Canal de corriente no seleccionado.
Para la captura automática al inicio de la corriente,
seleccione el canal corriente.
13 Error de información de producto.
En el modo "Validación", compruebe las informaciones
completadas en la zona "Producto".
14 Canales no seleccionados. Seleccione al menos 1 canal.
15 Error de parámetros de la lista de puntos. Compruebe los parámetros de la lista de puntos.
En caso de bug, la carpeta del programa está compuesta por un archivo trace.log que representa una traza de
lo que se ha realizado. Envíe este archivo vía email al departamento postventa antes de reiniciar la sesión.
2. Problema durante el registro
A. Problema al guardar
Es posible que el programa niegue la posibilidad de registrar las capturas de puntos o situa-
ciones. En este caso:
- Compruebe en el programa
C:\ProgramData\CaliWeld\sqlite\
que los derechos de lectura y
escitura estén activados para el usuario.
Si la ventana aparece como la de aquí abajo, es necesario reactivar los dos testigos de lectu-
ra y lectura y ejecución accediendo como administrador.

30
MALETÍN DE CALIBRADO CALIWELD
ES
ORGANIZACIÓN DE LA CARPETA DEL PROGRAMA
(
C:\\ProgramFiles\caliweld\)
Tres grandes carpetas conservan los archivo relacionados con el programa:
1. C:\Users\...\AppData\Roaming\CaliWeld
Carpetas importantes para el usuario:
csv :
- Calibration (carpeta de guardado de archivo .csv del modo validación).
- Historique (carpeta de guardado de archivos .csv del historial).
- Voltmetre (carpeta de guardado del multímetro y de archivos .csv asociados)
pdf :
- Calibration (carpeta de guardado de archivo PDF de la validación).
- Historique (carpeta de guardado de archivos PDF del historial).
- Scope (carpeta de guardado de señales de osciloscopio en archivos PDF asociados).
- Voltmetre (carpeta de guardado del multímetro y de archivos PDF asociados)
Estas carpetas están predenidas en la versión estándar del programa. Se pueden modicar en la pestaña «Carpeta de guardado» del menú «Ar-
chivo» (ver pág.8).
2. C:\Program Files (x86)\Caliweld
Carpetas importantes para el usuario:
• Carpeta Manuels (manuales)
• Carpeta Ressources (recursos) que contiene 2 carpetas:
- Idiomas
- Sqlite (carpeta de la base de datos).
• programa Banc-Etalonnage.exe (clique en él para iniciar el programa)
3. C:\ProgramData\CaliWeld
Una carpeta Ressources (recursos) que contiene las carpetas siguientes:
- Database (carpeta de exportación o importación de base de datos).
- Imágenes (carpeta para colocar los logos necesarios para el informe de validación).
• archivo trace.log que representa en caso de error lo que ha ocurrido. Envíe primero el archivo trace.log y luego reinicie la sesión..

31
MALETÍN DE CALIBRADO CALIWELD
ES
LISTA DE PRODUCTOS QUE REQUIEREN UNA CONFIGURACIÓN PARTICULAR
Marca Modelo Parámetros
GYS
NEOPULSE 270, NEOPULSE
300, NEOPULSE 400
Coloque el equipo en modo « MAN , 2T.
Seleccione el gas acero argón CO2 e indique
el diámetro de hilo correspondiente a la
bobina.
GYS PROMIG et MAGYS
Para la velocidad de hilo, coloque el
devanado de hilo en modo manual.
GYS TIG
Active la HF (Alta Frecuencia) y presione
sobre el gatillo sólo cuando la carga se haya
iniciado.
GYS EXAGON CC
Colóquese en posición MMA (no pulsado) /
electrodo rutilo / Arcforce a -9.
GYS
EXAGON CV
Coloquese en modo maletín (CV) o en modo
devanadera. Inductancia a -9 en los dos
casos.
GYS
MULTIPEARL pour le mode
courant En modo MMA, coloque el Arcforce a 0%.
GYS
MULTIPEARL pour le mode
tension
El algoritmo de arranque hace que el
arranque de la regulación de tensión sea
imposible de comprobar.
Todas las marcas TIG / MIG / MMA
En corriente y/o tensión débiles, inicie una
carga más elevada (ej. 70A) adicional.
Luego vuelva al estado normal para poder
iniciar el generador.

32
MALETÍN DE CALIBRADO CALIWELD
ES

33
MALETÍN DE CALIBRADO CALIWELD
ES

34
MALETÍN DE CALIBRADO CALIWELD
ES
Certicado de validación - exportar en CSV
personalizable
Feuille 1

35
MALETÍN DE CALIBRADO CALIWELD
ES
Feuille 2
Feuille 3
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35



































GYS CALIWELD CALIBRATION CASE WPS/WPQR FOR STANDARD EN1090 El manual del propietario
- Tipo
- El manual del propietario
- Este manual también es adecuado para
Artículos relacionados
-
GYS RESISTIVE LOAD - 550A at 3% Ficha de datos
-
GYS CALIWELD CALIBRATION CASE WPS/WPQR FOR STANDARD EN1090 Ficha de datos
-
GYS EXAGON 400 CC/CV Ficha de datos
-
-
-
GYS EXATIG HF GENERATOR - FOR EXAGON/GENIUS 400 Ficha de datos
-
GYS PROMIG 400 4S Ficha de datos
-
-
GYS Separate wire feeder EXAFEED-4L - For EXAGON 400 Ficha de datos
-
GYS CLAMP METER 400 A Ficha de datos