22
MALETÍN DE CALIBRADO CALIWELD
ES
CAPTURA
La captura de valores se hace de forma manual o automática.
La «Captura Manual» o adquisición de datos
En la sección «Captura de medida», señale la casilla «Manual». Iniciar la soldadura (n°
21
g. 16), y en el instante seleccionado haga clic sobre la casilla
«START» . El registro del cordón comienza.
El programma guarda las medidas de los cables y los compara con el valor de punto de referencia dado
cuando se hace la lista de puntos. Los cuadros rojos se vuelven verdes cuando los valores dados muestran una desviación correcta entre la medición
y el punto de ajuste (ver análisis de los cables). Haga clic sobre la casilla «STOP»
para detener la captura del cordón (el registro debe ser de 10
segundos mínimo según la norma). Cuando los valores parecen correctos (ver parte de análisis de valores de cordones), pase al punto siguiente y repita
esta operación hasta la realización de 10 puntos.
Nota: el registro se puede volver a realizar tantas veces como sea necesario haciendo clic de nuevo sobre la casilla START, luego sobre STOP.
La «Captura Auto»
Para activar la captura automática, diríjase a la pestaña «Parámetros»
. Luego señale la casilla «Auto» en la sección «Captura de Medida».
Imagen 17: ventana de parámetro de inicio automático.
Parámetros modicables de la adquisición de datos del modo «Adq. Auto»:
Umbral de inicio: Valor de corriente sobre la cual se inicia la adquisición de datos.
Tiempo interpunto: tiempo entre 2 puntos de soldadura. El registro se detiene al superar esta duración.
Haga clic sobre la casilla para validar los parámetros.
Iniciar la soldadura (n°
21
g. 16). El modo automático inicia la captura de valores en cuanto el umbral de inicio se supera. El registro dura 10
segundos (obligatorio según la norma EN50504), la captura de los valores ocurre al cabo de los 10 segundos. Una vez que se ha realizado la primera
captura y que es correcta, haga clic en «Punto siguiente» y continúe hasta realizar 10 puntos.
Tanto en la captura manual como en la captura automática, es posible navegar sobre los diferentes puntos efectuados mediante los botones «Punto
siguiente» y «Punto precedente» (
26
Imagen 17 et
24
Imagen 16 ). En este caso, cada punto se debe medir tantas veces como fuese necesario
en todo el momento de la validación. Basta con volver a tomar una captura según el modo «Manual» o «Automático».
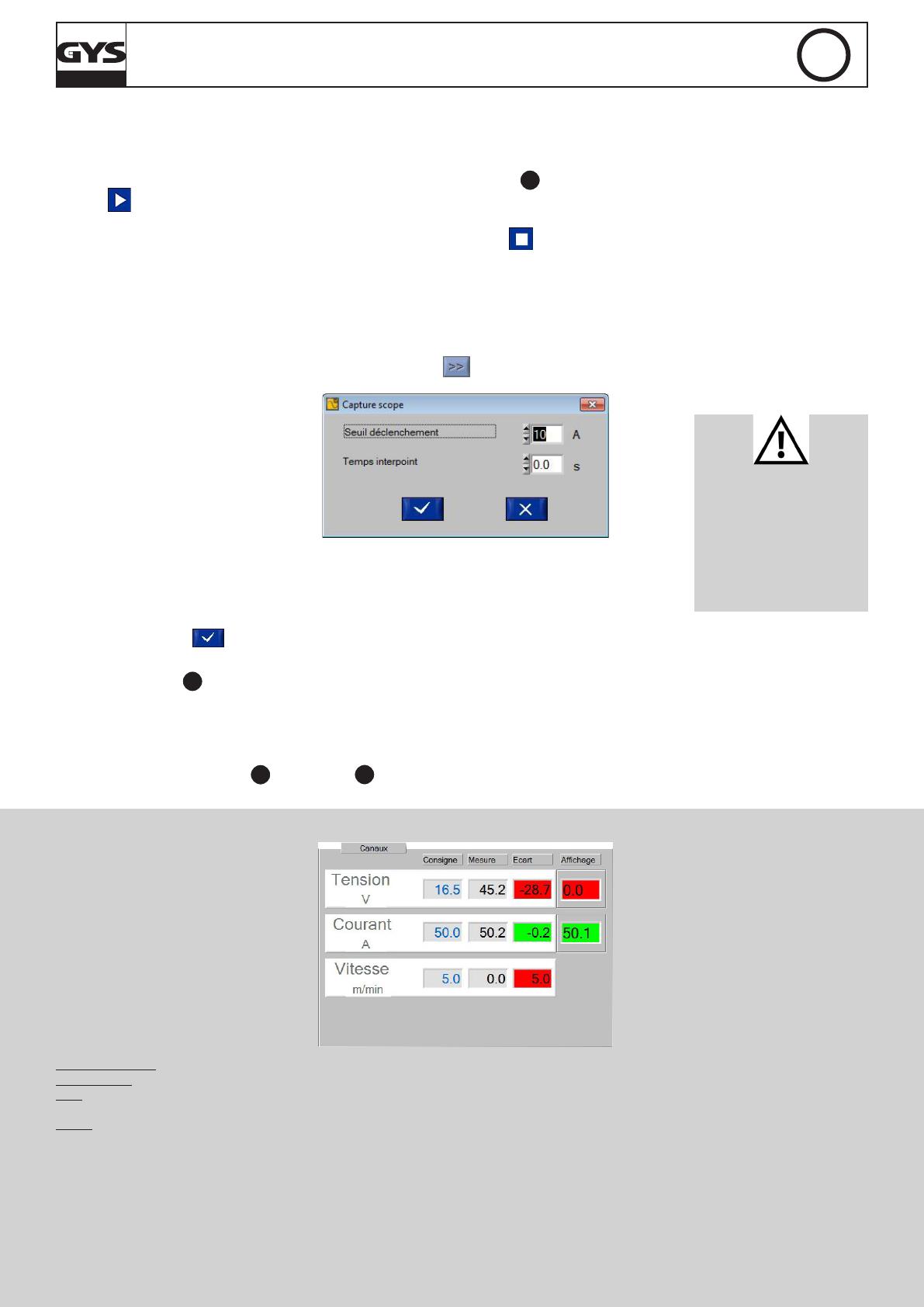
Análisis de los valores que aparecen en la sección «Canales».
Valor de consigna: Valor dado en la lista de puntos en la creación de la situación (determinada por una situación existente o por selección del usuario).
Valor medido: Valor del equipo de soldadura medido por el maletín de calibrado.
Dif. : Valor consigna - Valor medido, la casilla aparece en verde si entra en las tolerancias de la tabla (ver tabla de recordatorio de la norma en pág.
4) en rojo si no entra en las tolerancias.
Visual: Es el valor de la pantalla del equipo de soldadura. En caso de diferencia, la casilla aparece en verde si el valor entra dentro de la tolerancia,
en rojo si no.
Interpretación de los resultados inferiores:
Los valores «Consigna» para los tres canales seleccionados eran: 16,5V para la tensión, 50,0 A para la corriente y 5,0 m/min para la velocidad de
hilo. Al cabo de 10 segundos de registro, se constata que el usuario se ha basado sobre el valor de intensidad (50,2 A). El diferencial está en accuer-
do con la tolerancia de la norma y por lo tanto la casilla aparece en verde.
Los valores de la tensión y de la velocidad de hilo no están en adecuación con los valores de consigna que se habían indicado. El diferencial es
demasiado alto y no respeta las tolerancias. La casillas aparecen en rojo. Es posible realizar de nuevo la medida para intentar obtener valores cor-
rectos. Si el usuario no lo consigue, debe pasar al punto siguiente, continuar su validación. Luego imprimir el informe de validación, la validación se
considerará fallida. El equipo tiene un defecto y debe ser reparado por una persona cualicada.
Una vez que han comenzado las
capturas de los valores, para mo-
dicar los parámetros del modo
automática hay que utilizar el modo
manual (seguridad para que el
usuario no cambie los parámetros
durante la medida).
22


































