Miller Optima El manual del propietario
- Categoría
- Sistema de soldadura
- Tipo
- El manual del propietario
Este manual también es adecuado para

Optima
Procesos
Descripción
Soldadura MIG pulsada
(GMAW-P)
Control sinérgico
OM-2805/spa 182 111C
Octubre 2001
Nuestro Web mundial es
www.MillerWelds.com
MANUAL DEL OPERADOR

Gracias y felicitaciones en eligir a Miller. Ahora usted puede completar el
trabajo y hacerlo correctamente. En Miller, nosotros sabemos que usted no
tiene el tiempo para hacerlo de otra forma.
Es por eso que cuando Niels Miller primero empezó a fabricar máquinas
soldadoras en 1929, él aseguró que sus productos ofrecieron valor duradero
y calidad superior. Como usted, sus clientes no podían arresgarse al recibir
menos. Los productos de Miller tenían que ser los mejores posibles. Ellos
tenían que ser los mejores que se podría comprar.
Hoy, las personas que fabrican y venden los productos de Miller continúan
la tradición. Ellos llevan el compromiso de Niels Miller a proveer equipo y
servicio que iguala a los altos estandares de calidad y valor establecidos en
1929.
Este manual de operario es diseñado a ayudar a usted a aprovechar al
máximo sus productos de Miller. Por favor tome el tiempo de leer las
precauciónes de seguridad. Ellas le ayudarán a protegerse contra los peligros
potenciales de su sitio de trabajo. Hemos hecha la instalación y operación
rápida y fácil. Con la marca Miller y
mantenimiento adecuado, usted se puede contar
con años de rendimiento confiable. Si por algúna
razón su máquina requiere servicio, hay una
sección de “Corrección de Averías” que ayudará a
diagnosticar la avería. Después, su lista de partes
le ayudará a decidir cual parte exacta de requiere
para corregir el problema. También se encuentra
información de garantía y servicio sobre su
modelo.
Miller Electric fabrica una linea completa de
máquinas y accesorios de soldar. Para
información en otros productos de calidad de
Miller, comuníquese con su distribuidor local de Miller para recibir su
catálogo completo o hoja individual de folleteria. Para encontrar su
distribuidor más cerca llame a 1-800-4-A-Miller (solamente en EE.UU. y
Canada).
Desde Miller a Usted
Miller es el primer fabricante,
en los EE.UU., de equipo
soldadora, registrada al es-
tandar de sistemas de cali-
dad ISO 9001:2000.
Trabajando tan fuerte como
usted - cada fuente de poder
de Miller es respaldada por la
garantía menos problemática
de la industria.
Miller ofrece un manual
técnico, lo cual abastece
información más detallada
de partes y servicio para
su unidad. Para obtener un
manual técnico,
comuníquese con su
distribuidor local de Miller.
Su distribuidor también le
puede proveerle con
manuales de procesos de
soldadura tal como SMAW
(convencional), GTAW
(TIG), GMAW (MIG), y
GMAW-P (MIG-Pulsado).

INDICE
SECCION 1 – PRECAUCIONES DE SEGURIDAD – LEA ANTES DE USAR 1
1-1. Uso de Símbolos 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-2. Peligros en Soldadura de Arco 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-3. Símbolos Adicionales para Instalación, Operación y Mantenimiento 3. . .
1-4. Estándares Principales de Seguridad 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-5. Información del EMF 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECCION 2 – INSTALLATION 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-1. Conectándole a una fuente de poder 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-2. Fijaciones de la fuente de poder de soldadura 5. . . . . . . . . . . . . . . . . . . . .
2-3. Repaso en general y controles 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-4. Pantalla inicial, modo de pulsación manual MIG, y modo MIG CV 7. . . .
2-5. Pantallas de establecimiento 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-6. Escogiendo el programa de pulsación y fijando los parámetros 9. . . . . . .
2-7. Como los componentes de onda del modo manual de MIG pulsado,
afectan el arco y velocidad en derretir del alambre. 10. . . . . . . . . . . . . . . . .
SECCION 3 – PROGRAMAS PARA LA 304 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-1. Vista general de los programas 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-2. Programas para 304 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECCION 4 – PROGRAMAS PARA LA 456 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-1. Vista general de los programas 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-2. Programas para 45 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECCION 5 – CORRECCION DE AVERIAS 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-1. Códigos de error 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-2. Corrección de Averías 25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECCION 6 – LISTA DE PARTES 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
GARANTIA
ADVERTENCIA
Este producto cuando se
usa para soldar o cortar,
produce humo o gases
que contienen químicos
conocidos en el estado
de California por causar
defectos al feto y en
algunos casos, cáncer.
(Sección de Seguridad
del Código de Salud en
California No. 25249.5 y
lo que sigue)


OM-2805 Página 1
SECCION 1 – PRECAUCIONES DE SEGURIDAD – LEA ANTES DE USAR
som _nd_spa 7/02
1-1. Uso de Símbolos
Significa ¡Precaución! ¡Cuidado! ¡Hay peligros posibles
con este procedimiento! Los peligros posibles se mues-
tra en los símbolos anexos.
Y Anota un mensaje especial de seguridad.
. Significa NOTESE; no relacionado con seguridad.
Este grupo de símbolos significa ¡Precaución! ¡Cuidado! peligros
posibles de CHOQUE ELECTRICO, PARTES MOVIBLES, y
PARTES CALIENTES. Consulte a los símbolos y instrucciones
relacionados abajo para las acciones necesarias para evitar los
peligros.
1-2. Peligros en Soldadura de Arco
Y Se usa los símbolos mostrados abajo por todo éste manual
para llamar la atención a y identificar a peligros posibles.
Cuando usted vee a este símbolo, tenga cuidado, y siga a las
instrucciónes relacionadas para evitar el peligro. La informa-
ción de seguridad dada abajo es solamente un resumen de la
información más completa de seguridad que se encuentra en
los estandares de seguridad de sección 1-4. Lea y siga todas
los estandares de seguridad.
Y Solamente personas calificadas deben instalar, operar, man-
tener y reparar ésta máquina.
Y Durante su operación mantenga lejos a todos, especialmente
a los niños.
UNA DESCARGA ELECTRICA puede
matarlo.
El tocar partes con carga eléctrica viva puede
causar un toque fatal o quemaduras severas. El
circuito de electrodo y trabajo está vivo eléctrica-
mente cuando quiera que la salida de la máquina
esté prendida. El circuito de entrada y los circuitos internos de la
máquina también están vivos eléctricamente cuando la máquina está
prendida. Cuando se suelda con equipo automático o semiautomáti-
co, el alambre, carrete, el bastidor que contiene los rodillos de
alimentación y todas las partes de metal que tocan el alambre de
soldadura están vivos eléctricamente. Equipo instalado incorrecta-
mente o sin conexión a tierra es un peligro.
D No toque partes eléctricamente vivas.
D Use guantes de aislamiento secos y sin huecos y protección en el
cuerpo.
D Aíslese del trabajo y de la tierra usando alfombras o cubiertas lo
suficientemente grandes para prevenir cualquier contacto físico
con el trabajo o tierra.
D No use la salida de corriente alterna en áreas húmedas, si está
restringido en su movimiento, o esté en peligro de caerse.
D Use la salida CA SOLAMENTE si lo requiere el proceso de
soldadura.
D Si se requiere la salida CA, use un control remoto si hay uno
presente en la unidad.
D Desconecte la potencia de entrada o pare el motor antes de
instalar o dar servicio a este equipo. Apague con candado o
usando etiqueta inviolable (“lockout/tagout”) la entrada de
potencia de acuerdo a OSHA 29 CFR 1910.147 (vea Estánderes
de Seguridad).
D Instale el equipo y conecte a la tierra de acuerdo al manual del
operador y los códigos nacionales estatales y locales.
D Siempre verifique el suministro de tierra – chequee y asegúrese
que la entrada de la potencia al alambre de tierra esté apropiada-
mente conectada al terminal de tierra en la caja de desconexión o
que su enchufe esté conectado apropiadamente al receptáculo de
salida que esté conectado a tierra.
D Cuando esté haciendo las conexiones de entrada, conecte el con-
ductor de tierra primero – doble chequee sus conexiones.
D Frecuentemente inspeccione el cordón de entrada de potencia
por daño o por alambre desnudo. Reemplace el cordón inmediata-
mente si está dañado – un alambre desnudo puede matarlo.
D Apague todo equipo cuando no esté usándolo.
D No use cables que estén gastados, dañados de tamaño muy pe-
queño o mal conectados.
D No envuelva los cables alrededor de su cuerpo.
D Si se requiere grampa de tierra en el trabajo haga la conexión de
tierra con un cable separado.
D No toque el electrodo si usted está en contacto con el trabajo o cir-
cuito de tierra u otro electrodo de una máquina diferente.
D Use equipo bien mantenido. Repare o reemplace partes dañadas
inmediatamente. Mantenga la unidad de acuerdo al manual.
D Use tirantes de seguridad para prevenir que se caiga si está traba-
jando más arriba del nivel del piso.
D Mantenga todos los paneles y cubiertas en su sitio.
D Ponga la grampa del cable de trabajo con un buen contacto de me-
tal a metal al trabajo o mesa de trabajo lo más cerca de la suelda
que sea práctico.
D Guarde o aísle la grampa de tierra cuando no esté conectada a la
pieza de trabajo para que no haya contacto con ningún metal o al-
gún objecto que esté aterrizado.
D Aísle la abrazadera de tierra cuando no esté conectada a la pieza
de trabajo para evitar que contacto cualquier objeto de metal.
UN VOLTAJE SIGNIFICANTE DE CORRIENTE DI-
RECTA existe despues de quitar la potencia de
entrada en las inversoras.
D Apaga la inversora, disconecta la potencia de entrada y descarga
los capacitadores de entrada de acuerdo con las instrucciones en
la sección de Mantención antes de tocar cualquier parte.
El soldar produce humo y gases. Respirando estos
humos y gases pueden ser peligrosos a su salud.
HUMO y GASES pueden ser
peligrosos
D Mantenga su cabeza fuera del humo. No respire el humo.
D Si está adentro, ventile el area y/o use un exhausto al arco para
quitar el humo y gases de soldadura.
D Si la ventilación es mala, use un respirador de aire aprobado.
D Lea las hojas de datos sobre seguridad de material (MSDS’S) y
las instrucciones del fabricante con respecto a metales, consumi-
bles, recubrimientos, limpiadores y desgrasadores.
D Trabaje en un espacio cerrado solamente si está bien ventilado o
mientras esté usando un respirador de aire. Siempre tenga una
persona entrenada cerca. Los humos y gases de la suelda pue-
den desplazar el aire y bajar el nivel de oxígeno causando daño a
la salud o muerte. Asegúrese que el aire de respirar esté seguro.
D No suelde en ubicaciones cerca de operaciones de grasa, limpia-
miento o pintura al chorro. El calor y los rayos del arco pueden
hacer reacción con los vapores y formar gases altamente tóxicos
e irritantes.
D No suelde en materiales de recubrimientos como acero galvani-
zado, plomo, o acero con recubrimiento de cadmio a no se que se
ha quitado el recubrimiento del área de soldar, el área esté bien
ventilada y si es necesario, esté usando un respirador de aire. Los
recubrimientos de cualquier metal que contiene estos elementos
pueden emanar humos tóxicos cuando se sueldan.

OM-2805 Página 2
LOS RAYOS DEL ARCO pueden que-
mar sus ojos y piel
Los rayos del arco de un proceso de suelda produ-
cen un calor intenso y rayos ultravioletas fuertes que
pueden quemar los ojos y la piel. Las chispas se es-
capan de la soldadura.
D Use una careta de soldar que tenga el color apropiado de filtro pa-
ra proteger su cara y ojos mientras esté soldando o mirando
(véase los estándares de seguridad ANSI Z49.1 y Z87.1).
D Use anteojos de seguridad aprobados que tengan protección late-
ral.
D Use pantallas de protección o barreras para proteger a otros del
destello del arco y reflejos de luz; siempre alerte a otros que no
miren el arco.
D Use ropa protectiva hecha de un material durable y resistente a la
llama (lana o cuero) y protección a los pies.
Soldando en un envase cerrado, como tanques,
tambores o tubos, puede causar explosión. Las
chispas pueden volar de un arco de soldar. Las
chispas que vuelan, la pieza de trabajo caliente y el
equipo caliente pueden causar fuegos y quemaduras. Un contacto
accidental del electrodo a objectos de metal puede causar chispas,
explosión, sobrecalentamiento, o fuego. Chequee y asegúrese que el
área esté segura antes de comenzar cualquier suelda.
EL SOLDAR puede causar fuego o
explosión.
D Protéjase a usted mismo y otros de chispas que vuelan y metal
caliente.
D No suelde donde las chispas pueden impactar material inflama-
ble.
D Quite todo material inflamable dentro de 11m de distancia del arco
de soldar. Si eso no es posible, cúbralo apretadamente con cu-
biertas aprobadas.
D Este alerta de que chispas de soldar y materiales calientes del ac-
to de soldar pueden pasar a través de pequeñas rajaduras o
aperturas en areas adyacentes.
D Siempre mire que no haya fuego y mantenga un extinguidor de
fuego cerca.
D Esté alerta que cuando se suelda en el techo, piso, pared o algún
tipo de separación, el calor puede causar fuego en la parte escon-
dida que no se puede ver.
D No suelde en receptáculos cerrados como tanques o tambores o
tubería, a no ser que hayan estado preparados apropiadamente
de acuerdo al AWS F4.1 (véase las precauciones de los estánda-
res de seguridad).
D Conecte el cable del trabajo al área de trabajo lo más cerca posible
al sitio donde va a soldar para prevenir que la corriente de solda-
dura haga un largo viaje posiblemente por partes desconocidas
causando una descarga eléctrica y peligros de fuego.
D No use una soldadora para descongelar tubos helados.
D Quite el electrodo del porta electrodos o corte el alambre de soldar
cerca del tubo de contacto cuando no esté usándolo.
D Use ropa protectiva sin aceite como guantes de cuero, camisa pe-
sada, pantalones sin basta, zapatos altos o botas y una corra.
D Quite de su persona cualquier combustible, como encendedoras
de butano o cerillos, antes de comenzar a soldar.
PEDAZOS DE METAL puede dañar a
los ojos.
D El soldar, picar, cepillar con alambre, o esmeri-
lar puede causar chispas y metal que vuele.
Cuando se enfrían las sueldas, estás pueden
soltar escoria.
D Use anteojos de seguridad aprobados con
resguardos laterales hasta debajo de su
careta.
EL AMONTAMIENTO DE GAS puede
enfermarle o matarle.
D Cierre el gas protectivo cuando no lo use.
D Siempre dé ventilación a espacios cerrados o
use un respirador aprobado que reemplaza el
aire.
PARTES CALIENTES puedan causar
quemaduras severas.
D No toque a partes calientes sin guantes.
D Deje enfriar a la antorcha o pistola antes de
darle servicio.
CAMPOS MAGNETICOS puede
afectar a marcadores de paso.
D Las personas que usan Marcadores de Paso
deben mantenerse lejos.
D Las personas que usan Marcadores de Paso
deben consultar su médico antes de acercarse a procesos de solda-
dura de arco, de punto o de ranuración.
EL RUIDO puede dañar su oído.
El ruido de algunos procesos o equipo puede dañar
su oído
D Use protección aprobada para el oído si el nivel
de ruido es muy alto.
Los cilindros que contienen gas protectivo tienen
este gas a alta presión. Si están averiados los
cilindros pueden estallar. Como los cilindros son
normalmente parte del proceso de soldadura, siem-
pre trátelos con cuidado.
LOS CILINDROS pueden estallar si
están averiados.
D Proteja cilindros de gas comprimido del calor excesivo, golpes
mecánicos, escoria, llamas, chispas y arcos.
D Instale y asegure los cilindros en una posición vertical asegurán-
dolos a un soporte estacionario o un sostén de cilindros para
prevenir que se caigan o se desplomen.
D Mantenga los cilindros lejos de circuitos de soldadura o eléctricos.
D Nunca envuelva la antorcha de suelda sobre un cilindro de gas.
D Nunca permita que un electrodo de soldadura toque ningún
cilindro.
D Nunca suelde en un cilindro de presión – una explosión resultará.
D Use solamente gas protectivo correcto al igual que reguladores,
mangueras y conexiones diseñados para la aplicación específica;
manténgalos, al igual que las partes, en buena condición.
D Siempre mantenga su cara lejos de la salída de una válvula cuan-
do esté operando la válvula de cilindro.
D Mantenga la tapa protectiva en su lugar sobre la válvula excepto
cuando el cilindro está en uso o conectado para ser usado.
D Lea y siga las instrucciones de los cilindros de gas comprimido,
equipo asociado y la publicación CGA P–1 que aparece en los es-
tándares de seguridad.

OM-2805 Página 3
1-3. Símbolos Adicionales para Instalación, Operación y Mantenimiento
Peligro de FUEGO O EXPLOSION
D No ponga la unidad encima de, sobre o cerca
de superficies combustibles.
D No instale la unidad cerca a objetos flamables.
D No sobrecarga a los alambres de su edificio – asegure que su
sistema de abastecimiento de potencia es adecuado en tamaño
capacidad y protegido para cumplir con las necesidades de esta
unidad.
EQUIPO CAYENDO puede causar
heridas.
D Use solamente al ojo de levantar para levantar
la unidad, NO al tren de rodaje, cilindros de
gas, ni otros acesorios.
D Use equipo de capacidad adecuada para le-
vantar la unidad.
D Si use un carro montecargas para mover la unidad, asegure que
los dedos son bastante largas para extender más allá al lado
opuesto de la unidad.
SOBREUSO puede causar SOBRE-
CALENTAMIENTO DEL EQUIPO
D Permite un periodo de enfriamiento, siga el ci-
clo de trabajo nominal.
D Reduzca el corriente o ciclo de trabajo antes de
soldar de nuevo.
D No bloquee o filtre el flujo de aire a la unidad.
ELECTRICIDAD ESTATICA puede da-
ñar a las tarjetas impresas de
circuito.
D Ponga los tirantes aterrizados de muñeca
ANTES de tocar los tableros o partes.
D Use bolsas y cajas adecuadas anti-estáticas
para almacenar, mover o enviar tarjetas impre-
sas de circuito.
PARTES QUE SE MUEVEN pueden
causarle heridas.
D Mantengase lejos de todas partes que se mue-
ven.
D Mantengase lejos de puntos que pellizcan co-
mo rodillos de alimentación.
El ALAMBRE de SOLDAR puede
causarle heridas
D No presione el gatillo de la antorcha hasta que
reciba estas instrucciones.
D No apunte la punta de la antorcha hacia ningu-
na parte del cuerpo, otras personas o cualquier
objeto de metal cuando esté pasando el alam-
bre.
PARTES QUE SE MUEVEN pueden
causarle heridas.
D Mantengase lejos de todas partes que se mue-
ve como ventiladores.
D Mantenga todas las puertas, paneles, cubier-
tas y guardas cerradas y en su lugar.
RADIACION de ALTA FRECUENCIA
puede causar interferencia.
D Radiacion de alta frequencia puede interferir
con navegación de radio, servicios de
seguridad, computadores, y equipos de
comunicación.
D Asegure que solamente personas calificadas, familiarizadas
con equipos electronicas instala el equipo.
D El usuario es responsable por tener un electricista calificada co-
rregir cualquiera interferencia causada resultando de la instala-
ción.
D Si la FCC (Comision Federal de Comunicación) le notifique que
hay interferencia, deja de usar el equipo al inmediato.
D Asegure que la instalación recibe chequeo y mantención
regular.
D Mantenga las puertas y paneles de una fuente de alta frecuencia
cerradas completamente, mantenga la distancia de la chispa en
los platinos en su fijación correcta y use el aterrizar o el blindar
contra corriente para minimizar la posibilidad de interferencia.
La SOLDADURA DE ARCO puede
causar interferencia.
D La energía electromagnética puede interferir
con equipo electrónico sensitivo como compu-
tadoras, o equipos impulsados por computado-
ras, como robotes.
D Asegúrese que todo el equipo en el área de soldadura sea com-
patible electromagnéticamente.
D Para reducir posible interferencia, mantenga los cables de sol-
dadura lo más cortos posible, lo más juntos posible o en el suelo,
si fuerá posible.
D Ponga su operación de soldadura por lo menos a 100 metros de
distancia de cualquier equipo que sea sensible electrónicamen-
te.
D Asegúrese que la máquina de soldar esté instalada y aterrizada
de acuerdo a este manual.
D Si todavía ocurre interferencia, el operador tiene que tomar me-
didas extras como el de mover la máquina de soldar, usar cables
blindados, usar filtros de línea o blindar de una manera u otra la
área de trabajo.

OM-2805 Página 4
1-4. Estándares Principales de Seguridad
Seguridad en cortar y soldar, estándar ANSI Z49-1, del American
Welding Society, 550 N.W. LeJeune Rd, Miami FL 33126 (phone:
305-443-9353, website: www.aws.org).
RecommendedSafe Practices for the Preparation for Welding and Cut-
ting of containers and Piping, American Welding Society Standard AWS
F4.1, de la American Welding Society, 550 N.W. LeJuene Rd, Miami FL
33126 (phone: 305-443-9353, website: www.aws.org).
Código Nacional Eléctrico, NFPA estándar 70, de la Asociación Nacio-
nal de Protección de Fuego, Batterymarch Park, Quincy, Ma
02269–9101 (phone: 617–770–3000, website: www.nfpa.org and www.
sparky.org).
El manejo seguro de gases comprimidos en cilindros, pamfleto CGA
P-1, de la Compressed Gas Association, 1735 Jefferson Davis High-
way, Suite 1004, Arlington, VA 22202–4102 (phone: 703–412–0900,
website: www.cganet.com).
Código para seguridad en cortar y soldar, estándar CSA W117.2, de la
Canadian Standards Association, ventas estándares, 178 Rexdale
Boulevard, Rexdale, Ontario, Canada M9W 1R3. (phone:
800–463–6727 or in Toronto 416–747–4044, website: www.csa–in-
ternational.org).
Práctica segura para la protección de ojos y cara en ocupación y educa-
ción, estándar ANSI Z87.1 del Instituto Americano Nacional de
Estándar, 11 West 42nd Street, New York, NY 10036–8002 (phone:
212–642–4900, website: www.ansi.org).
Procesos de cortar y soldar, estándar NFPA 51B de la Asociación de
Protección del Fuego, P.O. Box 9101, 1 Battery March Park, Quincy,
MA 02269–9101 (phone: 617–770–3000, website: www.nfpa.org and
www. sparky.org).
Estándares de seguridad y salud, OSHA 29 CFR 1910, Subpart Q, y
Part 1926, Subpart J, del U.S. Government Printing Office, Superinten-
dent of Documents, P.O. Box 371954, Pittsburgh, PA 15250 (there are
10 Regional Offices––phone for Region 5, Chicago, is 312–353–2220,
website: www.osha.gov).
1-5. Información del EMF
Consideración acerca de Soldadura y los Efectos de Campos Eléctri-
cos y Magnéticos de Baja Frecuencia
La corriente de soldadura cuando fluye por los cables de soldadura
causará campos electromagnéticos. Ha habido una preocupación
acerca de estos campos. Sin embargo, después de examinar más de
500 estudios sobre el transcurso de 17 años, un comité especial del Na-
tional Research Council concluyo que:
“La evidencia, en el juicio del comité, no ha demostrado que la exposi-
ción a campos de frecuencia de potencia eléctrica y magnéticos es un
peligro para la salud humana”. Sin embargo, todavía hay estudios que
están haciéndose y la evidencia continua siendo examinada. Hasta que
se lleguen a hacer las conclusiones finales de esta investigación, usted
debería preferir minimizar su exposición a los campos electromagnéti-
cos cuando esté soldando o cortando.
Para reducir los campos magnéticos en el área de trabajo, úsese los
siguientes procedimientos:
1. Mantenga los cables lo más juntos posible, trenzándolos o
pegándolos con cinta pegajosa.
2. Ponga los cables a un lado y apartado del operador.
3. No envuelva o cuelgue cables sobre su cuerpo.
4. Mantenga las fuentes de poder de soldadura y los cables lo más
lejos que sea práctico.
5. Conecte la grampa de tierra en la pieza que esté trabajando lo
más cerca posible de la suelda.
Acerca de Marcadores de Paso:
Personas que usan marcadores de paso consulten a su doctor primero.
Si su doctor lo permite, entonces siga los procedimientos de arriba.

OM-2805 Página 5
SECCION 2 – INSTALLATION
2-1. Conectándole a una fuente de poder
ST-801 316-A / Ref. ST-801 192 / ST-801 718
1 Fuente de poder de soldadura
304
2 Fuente de poder de soldadura
456
3 Cordón remoto 14 en la
unidad de control
4 Cordón e extensión de 14
patillas (Lo provee el cliente)
Use uno de estos cordones de ex-
tensión que vienen de MILLER:
043 690 – 25 pies (7,6 m.)
043 691 – 50 pies (15, 2 m.)
. Asegúrese que la largura total
del cordón no exceda 200 pies
(61 m.).
5 Alimentador de alambre
Conecte el control come se mues-
tra si usted quiere que el control
esté cerca del alimentador.
Si desea que el control esté cerca
de la fuente de poder, conecte el
control a la fuente de poder, y
conecte el cordón de extensión
entre el cordón de control y el
alimentador.
Fije los controles apropiados de la
fuente de poder como se explica en
la Sección 2-2.
3
4
1
5
2
Or
2-2. Fijaciones de la fuente de poder de soldadura
Modelo de la fuente de
poder de soldadura
Fijación del interruptor de
modo
Fijación del control de
voltaje/amperaje
Fijación del control de
inductancia/TIG
XMT 304 CC/CV MIG pulsado Remoto Este control no funciona con la
fuente de poder en el modo de
MIG pulsado. Ajústelo normal-
mente cuando la fuente de poder
se use en modo MIG.
Invision 304P No hay interruptor de modo – la
fijación la hace automáticamente
la unidad de control.
No hay control V/A – la fijación la
hace automáticamente la unidad
de control.
Lo mismo que arriba
XMT 456 CC/CV MIG pulsado Remoto Lo mismo que arriba
Phoenix 456 CC/CV MIG pulsado Remoto Lo mismo que arriba
Invision 456P No hay interruptor de modo – la
fijación la hace automáticamente
la unidad de control.
No hay control V/A – la fijación la
hace automáticamente la unidad
de control.
Lo mismo que arriba

OM-2805 Página 6
>Prg 3 035Al 5356 Ar
Adapt ive
50 Largo de Arco
Prg 3 035Al 5356 Ar
>Non Adapt ive
50 Largo de Arco
Prg 3 035Al 5356 Ar
Non Adapt ive
> 36 Largo de Arco
Seleccione la línea tercera, y
dé vuelta a la perilla para se-
leccionar el largo del arco a
36.
2-3. Repaso en general y controles
ST-801 315-A
Repaso
La unidad de control suministra tres
modos de operación:
MIG CV – el control funciona como
un control remoto de voltaje.
Pulsador manual de MIG – el con-
trol funciona como un control pulsa-
do discreto de MIG CC.
Pulsador sinérgico – los progra-
mas, que usan valores introducidos
desde la fábrica, se usan para con-
trolar el proceso.
Pantallas de establecimiento inicial
(véase Sección 2-5) permiten defi-
nir el tipo de fuente de poder en uso,
los programas o modos que se ha-
rán inaccesibles (bloqueados) al
operador, y el lenguaje que se usa
en las pantallas (inglés, francés,
etc.) para ser definidos.
Controles
1 Pantalla
2 Botón de oprimir para
seleccionar el parámetro
Oprima el botón para mover > en la
pantalla. El parámetro indicado por
> es el seleccionado.
3 Perilla para ajustar el
parámetro
De vuelta a la perilla para cambiar
el parámetro seleccionado. La peri-
lla da vuelta en cualquier dirección.
Cuando la línea superior de la pan-
talla es la seleccionada, al dar vuel-
ta a la perilla se tiene acceso a los
programas de pulso pre–inscritos,
modo MIG CV, o modo manual de
pulsador de MIG.
Vea el ejemplo a la izquierda.
Ejemplo
Seleccione la línea superior
presionando el botón de opri-
mir hasta que > esté en la
línea de arriba, y dé vuelta a
la perilla hasta que salga el
programa 3.
Presione el botón de oprimir
para seleccionar la segunda
línea, y dé vuelta a la perilla
hasta que salga “Non Adap-
tive”.
Para seleccionar el programa 3, fije a “Non Adaptive”, y fije el largo de arco a 36, proceda
como sigue:
1
2
3

OM-2805 Página 7
2-4. Pantalla inicial, modo de pulsación manual MIG, y modo MIG CV
1Número del software
2 Fuente de poder de soldadura
definida
Cuando se aplica la potencia, la
pantalla inicial con el número del
software y el tipo de fuente de po-
der, aparece momentáneamente y
luego aparece el último programa
que se vio antes de apagar el con-
trol.
Si el tipo de fuente de poder, no es
la fuente de poder que está usándo-
se, cámbielo de acuerdo a la Sec-
ción 2-5.
3 Modo de MIG manual pulsado
La unidad de control funciona como
un control de MIG pulsado discreto
CC en este modo.
Seleccione la línea superior de la
pantalla, y dé vuelta a la perilla has-
ta que salga Pulsador manual MIG.
Seleccione la línea de Amperios pi-
co, y use la perilla para fijar el ampe-
raje pico de 100 a 400 amperios,
pero siempre por lo menos 1 ampe-
rio más que el amperaje de respal-
do.
Seleccione la línea de Amperaje de
respaldo y use la perilla para fijar el
amperaje de respaldo (mín.: 10
amps; máx.: 300 amps., pero siem-
pre por lo menos 1 amperio debajo
de la fijación pico.
Seleccione la línea de Frecuencia
PPS, y use la perilla para fijar la fre-
cuencia del pulso ( 20 – 300 pulsos
por segundo, pero la fijación máxi-
ma puede ser menos, dependiendo
en la fijación del ancho del pulso).
Seleccione la línea del Ancho del
pulso ms, y use la perilla para fijar el
ancho del pulso (1 – 5 ms, pero la fi-
jación máxima puede ser menos,
dependiendo en la fijación de la fre-
cuencia).
Seleccione la línea de Arranque de
amperios, y use la perilla para fijar
el amperaje de arranque (150 – 530
amperios). Este valor de amperaje
se usa para arrancar la suelda, o
cuando se está comenzando el ar-
co de nuevo.
4 Modo MIG CV
La unidad de control funciona como
un control remoto de voltaje en este
modo. El control de inductancia /ca-
vamiento de la fuente de poder está
activo en este modo (véase la Sec-
ción 2-2).
Seleccione la línea superior de la
pantalla, y dé vuelta a la perilla has-
ta que salga MIG CV. Seleccione la
línea de voltios, y use la perilla para
seleccionar el voltaje de arco, de
mínimo a máximo del voltaje de la
fuente de poder.
XXXXXX 304 MODELS
COPYRIGHT (C) 2001
MILLER Elect r i c
M f g. C o.
>MIG CV D i r ec t o
20.0 Vo l t i os
1
4
>Pulsador Manual MIG
34.6 Amps P i co
7.8 Amps Respado
127 Frecuencia PPS
7.8 Amps Respado
127 Frecuencia PPS
1.73 Ancho Pulso ms
400 Amps Comenzar
3
La pantalla se enrolla
para mostrar las
líneas 5 y 6.
2
Con > en la línea de ar-
riba, dé vuelta a la per-
illa hasta que el Pulsa-
dor manual de MIG sal-
ga.
Con > en la línea de ar-
riba, de vuelta a la per-
illa hasta que el modo
MIG CV salga.

OM-2805 Página 8
2-5. Pantallas de establecimiento
Para tener acceso a las pantallas
de Establecimiento: apague la
fuente de poder, oprima y sostenga
el botón de oprimir “Select”, prenda
la unidad, y sostenga oprimido el
botón hasta que la pantalla inicial
desaparezca.
Para salir de las pantallas de esta-
blecimiento, apague la fuente de
poder y luego préndela de nuevo.
Los parámetros que aparecen en la
pantalla cuando las pantallas de es-
tablecimiento han desaparecido,
son los activos.
1 Pantalla de la fuente de poder
de soldadura
Seleccione la tercera línea de la
pantalla y dé vuelta a la perilla hasta
que el tipo de fuente de poder de
soldadura deseada salga.
2 Pantalla de programas
accesibles
Seleccione la segunda línea de la
pantalla y dé vuelta a la perilla hasta
que salgan los programas accesi-
bles. Seleccione la tercera línea de
la pantalla y dé vuelta a la perilla pa-
ra tener acceso a cada programa y
al modo MIG CV y el modo manual
MIG de pulsación, como se desee.
Seleccione la cuarta línea de la
pantalla y dé vuelta a la perilla para
definir cada opción que esté “On”
(accesible) o “Off” (no accesible).
Los programas y modos que están
definidos ”Off”, no aparecen cuan-
do el operador enrolla las pantallas
en operación normal.
3 Pantalla de lenguaje
Seleccione la segunda línea de la
pantalla y dé vuelta a la perilla hasta
que salga Lenguaje. Seleccione la
tercera línea de la pantalla y dé
vuelta a la perilla hasta que salga el
idioma deseado. Las selección es:
inglés, francés, italiano, y español.
Fijar
Fuente de Power
>304 MODELS
1
3
Fijar
Idioma
>Espanol
2
Fi jar 304 MODELS
Prog Accesibles
Pulsador Manual MIG
>Apagado

OM-2805 Página 9
2-6. Escogiendo el programa de pulsación y fijando los parámetros
>Prg 7 045St Ar 5CO2
Adapt ive
50 Largo de Arco
Fijando el largo del arco:
Cada programa de soldadura de pulso contiene una
gama diferente de valor de largo de arco. Los números (0
– 100) son solamente para referencia.
Se necesita normalmente ajustar, si la velocidad de ali-
mentación del alambre o el tipo de la unión de suelda se
han cambiado.
Fije el largo del arco la manera que mejor se adhiere a su
aplicación.
Escogiendo adaptivo o no adaptivo:
Adaptivo: La frecuencia del pulso está regulada au-
tomáticamente para mantener un largo de arco
constante, no importa los cambios en la extensión
de salida del alambre (stickout).
No adaptivo: La frecuencia constante de pulso se
mantiene no importa el largo del arco.
Escoja el modo que se adhiere mejor a su aplica-
ción.
Escogiendo el programa de pulsación:
Los programas de pulsación están inscritos previa-
mente y no pueden ser cambiados por el usuario.
Véase Secciones 3 y 4 para ver los programas de
los parámetros.
Escoja el programa dependiendo en el tipo y tamaño
de alambre y el tipo del gas de protección que va a
usarse. Por ejemplo, el programa que aparece abajo
es para alambre de acero de 0,045 pulgadas usan-
do gas protector 95 – 5 CO
2
.

OM-2805 Página 10
2-7. Como los componentes de onda del modo manual de MIG pulsado, afectan el arco y
velocidad en derretir del alambre.
A
T
CAMBIOS AL ARCO COMENTARIOS
A Extensión del electrodo (stickout)
B Largo del arco
C La distancia desde el tubo de contacto al trabajo
debería de ser 3/8 pulg. a 3/4 pulg. El ángulo
recomendado para la antorcha es de 10_ a 20_ desde
la posición vertical.
Forma de onda de referencia
A
Incremente sólo el amperaje pico
T
A
Reduzca sólo el amperaje pico
T
A
Incremente sólo amperaje de respaldo
T
A
Reduzca sólo amperaje de respaldo
T
A
Incremente sólo el ancho del pulso (tiempo)
T
A
Reduzca sólo el ancho del pulso (tiempo)
T
A
T
Incremente sólo los pulsos por segundo
A
T
Reduzca sólo los pulsos por segundo
Incrementando el amperaje pico solamente:
Incrementa la velocidad para derretir, lo cual
directamente afecta el largo del arco.
Incrementa el amperaje término medio ligera-
mente
Incrementa la inversión de calor ligeramente
Nótese: Un buen parámetro para afinar el largo del arco.
Asumiendo un ancho de pulso constante (tiempo pico), el
amperaje pico debe ser lo suficientemente alto para
conseguir una transferencia de chorro o rocío. Una
corriente pico demasiado baja, a menudo resulta en una
transferencia globular.
Amperajes picos altos resultan en gotas más pequeñas, y
un arco más fuerte y penetrante.
Solamente incrementando el amperaje de
respaldo:
Incrementa el largo del arco
Incrementa el amperaje término medio
Incrementa la inversión de calor y la
penetración
Incrementa la fluidez del charco.
Nótese: El nivel de la corriente, es principalmente res-
ponsable por la estabilización del arco, y debe ser lo
suficientemente alto para mantener el arco entre los
pulsos pico de corriente.
Incrementa el ancho del pulso solamente
(tiempo):
Incrementa el largo del arco
Incrementa la inversión de calor y la penetra-
ción
Incrementa el ancho del cono del arco
Incrementa el amperaje término medio
Incrementa los pulsos por segundo solamente:
Incrementa el largo del arco
Incrementa el amperaje término medio
Incrementa la inversión de calor
Nótese: Un parámetro bueno para afinar el largo del
arco.
Típicamente, se ajusta esta variable para controlar la
velocidad para derretir del alambre, mientras éste está
siendo alimentado dentro del arco.

OM-2805 Página 11
SECCION 3 – PROGRAMAS PARA LA 304
La Sección 3-1 proporciona información básica en cada uno de los programas de
la memoria de la unidad para la 304. Véase la Sección 3-2 para información más
detallada en cada uno de estos programas.
NOTESE
Información sinérgica: El fabricante no da ninguna garantía expresada o
implicada que las sueldas que se hagan con los parámetros sinérgicos de este
equipo cumplirán con los requerimientos de la aplicación.
Los parámetros sinérgicos contenidos en este equipo son destinados sólo para
ser una guía general. La elección y el uso de las fijaciones sinérgicas, deben ser
comprobadas en lo que respecta a su conformidad para esta aplicación
NOTESE
3-1. Vista general de los programas
No. del
programa
Tipo de alambre Tamaño de
alambre (mm)
Gas protector PPM: Mín.
(MPH: Min)
PPM: Máx.
(MPM: Máx)
1 Níquel ,035 pulg. (0,9) 75Ar/25He 80 (2,0) 780
2 5356AL ,047 pulg. (1,2) Argón 165 (4,2) 730
3 5356AL ,035 pulg. (0,9) Argón 200 (5,1) 875
4 4043AL ,047 pulg. (1,2) Argón 110 (2,8) 730
5 4043AL ,035 pulg. (0,9) Argón 160 (4,1) 875
6 Acero ,045 pulg. (1,2) 98Ar/2CO
2
80 (2,0) 550
7 Acero ,045 pulg. (1,2) 95Ar/5CO
2
80 (2,0) 550
8 Acero ,035 pulg. (0,9) 98Ar/2CO
2
100 (2,5) 780
9 Acero ,035 pulg. (0,9) 95Ar/5CO
2
100 (2,5) 780
10 Acero inoxidable ,045 pulg. (1,2) 98Ar/2CO
2
90 (2,3) 620
11 Acero inoxidable ,045 pulg. (1,2) 95Ar/5CO
2
100 (2,5) 600
12 Acero inoxidable ,035 pulg. (0,9) 98Ar/2CO
2
100 (2,5) 780
13 Acero inoxidable ,035 pulg. (0,9) 95Ar/5CO
2
100 (2,5) 780
14 Bronce silicio ,035 pulg. (0,9) Argón 120 (3,0) 780
15 Núcleo de metal ,052 pulg. (1,3) Argon/CO
2
60 (1,5) 450
16 Núcleo de metal ,045 pulg. (1,2) Argon/CO
2
100 (2,5) 550
Pulsador manual
de MIG
MIG CV
3-2. Programas para 304
Programa 1 – 0,035 (0,9mm) ( Níquel – Argón / 25 Helio (para modelos 304)
PPM (MPM) Ajuste fino Amperios
pico
Amperios respaldo Frec. Ancho del
pulso
Amperios
iniciales
80 (2,0) 0 221 14 40 1,90 458
141 (3,6) 10 268 36 60 2,10 505
212 (5,4) 20 294 58 84 2,40 529
283 (7,2) 30 327 73 96 2,50 529
354 (9,0) 40 337 89 114 2,65 529
425 (10,8) 50 346 105 124 2,72 529
496 (12,5) 60 368 111 139 2,84 529
567 (14,4) 70 382 122 149 2,90 529
638 (16,2) 80 395 138 170 3,00 529
709 (18,0) 90 400 152 182 3,16 529
780 (19,8) 100 400 169 167 3,55 529

OM-2805 Página 12
Programa 2 –– 0,047 (1,2mm) Aluminio 5356 –– Argón (para modelos 304)
PPM (MPM) Adjuste fino Amperios
pico
Amperios resplado Frec. Ancho del
pulso
Amperios
iniciales
165 (4,2) 0 294 42 59 1,40 529
222 (5,6) 10 304 61 69 1,50 529
279 (7,1) 20 320 81 75 1,65 529
336 (8,5) 30 335 89 96 1,80 529
393 (10,0) 40 348 100 107 2,00 529
450 (11,4) 50 362 120 116 2,20 529
507 (12,9) 60 374 134 129 2,30 529
564 (14,3) 70 384 155 140 2,45 529
621 (15,8) 80 393 167 156 2,60 529
678 (17,2) 90 400 189 166 2,70 529
730 (18,5) 100 400 230 222 2,93 529
Programa 3 –– ,035 (0,9mm) Aluminio 5356 –– Argón (para modelos 304)
PPM (MPM) Adjuste fino Amperios
pico
Amperios resplado Frec. Ancho del
pulso
Amperios
iniciales
200 (5,1) 0 272 31 51 1,30 484
268 (6,8) 10 272 43 71 1,30 510
336 (8,5) 20 277 54 90 1,35 529
404 (10,3) 30 288 67 99 1,41 529
472 (12,0) 40 298 78 104 1,53 529
540 (13,7) 50 313 86 106 1,66 529
608 (15,4) 60 323 103 111 1,75 529
676 (17,2) 70 330 117 121 1,85 529
744 (18,9) 80 354 134 139 2,00 529
812 (20,6) 90 374 149 150 2,20 529
875 (22,2) 100 389 144 150 2,26 529
Programa 4 –– ,047 (1,2) Aluminio 4043 –– Argón (para modelos 304)
PPM (MPM) Adjuste fino Amperios
pico
Amperios resplado Frec. Ancho del
pulso
Amperios
iniciales
110 (2,8) 0 268 31 50 1,35 529
172 (4,3) 10 298 56 75 1,45 529
234 (5,9) 20 309 86 82 1,59 529
296 (7,5) 30 329 109 97 1,75 529
358 (9,1) 40 348 134 126 1,90 529
420 (10,7) 50 356 152 135 2,14 529
482 (12,2) 60 373 163 148 2,31 529
544 (13,8) 70 387 174 171 2,50 529
606 (15,4) 80 400 199 195 2,74 529
668 (17,0) 90 400 257 212 3,11 529
730 (18,5) 100 400 257 227 3,70 529

OM-2805 Página 13
Programa 5 –– ,035 (0,9) Aluminio 4043 –– Argón (para modelos 304)
PPM (MPM) Adjuste fino Amperios
pico
Amperios resplado Frec. Ancho del
pulso
Amperios
iniciales
160 (4,1) 0 236 31 50 1,20 470
231 (5,9) 10 252 45 76 1,25 501
302 (7,1) 20 277 58 98 1,30 529
373 (9,5) 30 288 78 109 1,40 529
444 (11,2) 40 302 101 114 1,56 529
515 (13,1) 50 329 125 125 1.74 529
586 (14,9) 60 346 134 130 1,90 529
657 (16,7) 70 362 144 145 2,14 529
728 (18,5) 80 373 152 153 2,23 529
799 (20,3) 90 395 166 183 2,54 529
875 (22,2) 100 400 181 210 2,80 529
Programa 6 –– 0,045 (1,2) ER70S–3 Acero Dulce –– 98 Argón / 2 CO
2
(para modelos 304)
PPM (MPM) Adjuste fino Amperios
pico
Amperios resplado Frec. Ancho del
pulso
Amperios
iniciales
80 (2,0) 0 323 48 57 2,20 498
127 (3,2) 10 345 65 89 2,30 529
174 (4,5) 20 370 90 105 2,45 529
221 (5,6) 30 390 92 138 2,60 529
268 (6,8) 40 390 108 155 2,70 529
315 (8,0) 50 400 119 175 2,80 529
362 (9,2) 60 400 144 185 2,90 529
409 (10,4) 70 400 155 200 2,96 529
456 (11,6) 80 400 181 215 3,05 529
503 (12,8) 90 400 221 230 3,12 529
550 (14,0) 100 400 277 250 3,27 529
Programa 7 –– ,045 (1,2) ER70S–3 Acero Dulce –– 95 Argón / 5 CO
2
(para modelos 304)
PPM (MPM) Adjuste fino Amperios
pico
Amperios resplado Frec. Ancho del
pulso
Amperios
iniciales
80 (2,0) 0 323 48 55 2,20 498
127 (3,2) 10 338 56 92 2,25 529
174 (4,5) 20 370 78 110 2,30 529
221 (5,6) 30 385 97 130 2,45 529
268 (6,8) 40 390 108 155 2,60 529
315 (8,0) 50 400 119 175 2,65 529
362 (9,2) 60 400 133 180 2,75 529
409(10,4) 70 400 149 200 2,76 529
456 (11,6) 80 400 174 215 2,80 529
503 (12,8) 90 400 216 230 2,85 529
550 (14,0) 100 400 277 250 2,93 529

OM-2805 Página 14
Programa 8 –– ,035 (0,9) ER70S–3 Acero Dulce –– 98 Argón / 2 CO
2
(para modelos 304)
PPM (MPM) Adjuste fino Amperios
pico
Amperios resplado Frec. Ancho del
pulso
Amperios
iniciales
100 (2,5) 0 293 42 51 1,60 451
168 (4,3) 10 309 56 91 1,66 491
236 (6,0) 20 332 72 110 1,80 501
304 (7,7) 30 359 81 120 1,99 529
372 (9,5) 40 370 86 150 2,15 529
440 (11,2) 50 390 92 170 2,25 529
508 (12,9) 60 400 108 180 2,35 529
576 (14,6) 70 400 112 195 2,45 529
644 (16,4) 80 400 123 200 2,60 529
712 (18,1) 90 400 133 220 2,70 529
780 (19,8) 100 400 144 240 2,85 529
Programa 9 –– ,035 (0,9) ER70S–3 Acero Dulce –– 95 Argón / 5 CO
2
(para modelos 304)
PPM (MPM) Adjuste fino Amperios
pico
Amperios resplado Frec. Ancho del
pulso
Amperios
iniciales
100 (2,5) 0 282 43 46 1,50 451
168 (4,3) 10 298 51 95 1,55 491
236 (6,0) 20 332 62 110 1,66 501
304 (7,7) 30 346 78 127 1,73 529
372 (9,5) 40 349 81 160 1,76 529
440 (11,2) 50 359 84 190 1,85 529
508 (12,9) 60 370 87 210 1,90 529
576 (14,6) 70 379 89 220 1,97 529
644 (16,4) 80 389 94 230 2,00 529
712 (18,1) 90 395 95 260 2,05 529
780 (19,8) 100 400 97 280 2,10 529
Programa 10 –– 0,045 (1,2) 309L Acero inoxidable –– 98 Argón / 2 CO
2
(para modelos 304)
PPM (MPM) Adjuste fino Amperios
pico
Amperios resplado Frec. Ancho del
pulso
Amperios
iniciales
90 (2,3) 0 288 31 90 1,80 442
143 (3,6) 10 318 54 105 2,00 475
196 (5,0) 20 351 75 125 2,00 505
249 (6,3) 30 359 97 143 2,20 529
302 (7,7) 40 379 100 160 2,40 529
355 (9,0) 50 390 109 175 2,50 529
408 (10,4) 60 400 117 185 2,50 529
461 (11,7) 70 400 133 200 2,65 529
514 (13,1) 80 400 149 220 2,70 529
567 (14,4) 90 400 167 240 2,85 529
620 (15,7) 100 400 175 260 2,80 529

OM-2805 Página 15
Programa 11 –– ,045 (1,2) 309L Acero inoxidable –– 95 Argón / 5 CO
2
(para modelos 304)
PPM (MPM) Adjuste fino Amperios
pico
Amperios resplado Frec. Ancho del
pulso
Amperios
iniciales
100 (2,5) 0 302 39 90 1,80 454
150 (3,8) 10 318 54 105 2,00 487
200 (5,1) 20 351 75 125 2,00 510
250 (6,4) 30 359 97 143 2,20 529
300 (7,5) 40 379 100 160 2,40 529
350 (8,9) 50 390 109 175 2,50 529
400 (10,1) 60 400 117 185 2,50 529
450 (11,4) 70 400 133 200 2,65 529
500 (12,7) 80 400 149 220 2,70 529
550 (14,0) 90 400 164 240 2,80 529
600 (15,2) 100 400 175 260 2,80 529
Programa 12 –– ,035 (0,9) 309L Acero inoxidable –– 98 Argón / 2 CO
2
(para modelos 304)
PPM (MPM) Adjuste fino Amperios
pico
Amperios resplado Frec. Ancho del
pulso
Amperios
iniciales
100 (2,5) 0 257 26 55 1,63 400
168 (4,3) 10 266 42 80 1,75 430
236 (6,0) 20 282 67 90 1,85 451
304 (7,7) 30 298 81 105 1,95 472
372 (9,5) 40 313 86 121 1,98 494
440 (11,2) 50 327 92 135 2,00 510
508 (12,9) 60 348 108 147 2,12 529
576 (14,6) 70 362 112 171 2,20 529
644 (16,4) 80 379 117 180 2,25 529
712 (18,1) 90 400 120 182 2,30 529
780 (19,8) 100 400 123 190 2,43 529
Programa 13 –– ,035 (0,9) 309L Acero inoxidible –– 95 Argón / 5 CO
2
(para modelos 304)
PPM (MPM) Adjuste fino Amperios
pico
Amperios resplado Frec. Ancho del
pulso
Amperios
iniciales
100 (2,5) 0 257 26 58 1,60 400
168 (4,3) 10 266 45 83 1,75 430
236 (6,0) 20 282 72 92 1,85 461
304 (7,7) 30 298 87 107 1,99 491
372 (9,5) 40 316 92 125 2,05 512
440 (11,2) 50 329 98 135 2,15 529
508 (12,9) 60 349 106 140 2,25 529
576 (14,6) 70 362 112 170 2,30 529
644 (16,4) 80 373 119 180 2,35 529
712 (18,1) 90 389 123 183 2,35 529
780 (19,8) 100 400 123 190 2,43 529

OM-2805 Página 16
Programa 14 –– ,035 (0,9) Bronce silicio –– Argón (para modelos 304)
PPM (MPM) Adjuste fino Amperios
pico
Amperios resplado Frec. Ancho del
pulso
Amperios
iniciales
120 (3,0) 0 238 21 61 1,20 503
186 (4,7) 10 272 43 71 1,30 529
252 (6,4) 20 282 61 95 1,43 529
318 (8,1) 30 301 78 110 1,51 529
384 (9,8) 40 324 95 129 1,50 529
450 (11,4) 50 341 106 136 1,70 529
516 (13,1) 60 363 114 138 1,82 529
582 (14,8) 70 378 128 143 1,88 529
648 (16,5) 80 387 134 148 1,96 529
714 (18,1) 90 400 144 160 2,10 529
780 (19,8) 100 400 144 194 2,16 529
Programa 15 –– ,052 (1,3) Núcleo de metal –– Gases recomendados Argón/CO
2
Gas: Mezclas de Argón/CO
2
de hasta 20% de CO
2
(para modelos 304)
60 (1,5) 0 360 36 40 2,00 529
99 (2,5) 10 365 70 50 2,10 529
138 (3,5) 20 370 94 73 2,20 529
177 (4,5) 30 374 116 94 2,35 529
216 (5,5) 40 379 133 112 2,50 529
255 (6,5) 50 384 147 129 2,65 529
294 (7,5) 60 387 160 144 2,85 529
333 (8,5) 70 390 174 159 3,00 529
372 (9,4) 80 393 186 174 3,15 529
411 (10,3) 90 396 199 189 3,35 529
450 (11,4) 100 400 210 204 3,50 529
Programa 16 –– ,045 (1,2) Núcleo de metal –– Gases recomendados Argón/CO
2
Gas: Mezclas de Argón/CO
2
de hasta 20% de CO
2
(para modelos 304)
PPM (MPM) Adjuste fino Amperios
pico
Amperios resplado Frec. Ancho del
pulso
Amperios
iniciales
100 (2,5) 0 310 45 50 2,30 529
145 (3,7) 10 330 62 65 2,45 529
190 (4,8) 20 354 70 90 2,55 529
235 (6,0) 30 365 78 110 2,65 529
280 (7,1) 40 370 89 130 2,75 529
325 (8,3) 50 376 100 150 2,85 529
370 (9,4) 60 381 111 165 3,00 529
415 (10,5) 70 385 122 180 3,15 529
460 (11,7) 80 390 138 190 3,25 529
505 (12,8) 90 395 155 200 3,35 529
550 (14,0) 100 400 175 205 3,45 529

OM-2805 Página 17
SECCION 4 – PROGRAMAS PARA LA 456
Sección 4-1 proporciona información básica en cada uno de los programas de la
memoria de la unidad para la 456. Véase Sección 4-2 para más información
detallada en cada uno de los programas.
NOTESE
Información sinérgica: El fabricante no da ninguna garantía expresada o
implicada que las sueldas que se hagan con los parámetros sinérgicos de este
equipo cumplirán con los requerimientos de la aplicación.
Los parámetros sinérgicos contenidos en este equipo son destinados sólo para
ser una guía general. La elección y el uso de las fijaciones sinérgicas, deben ser
comprobadas en lo que respecta a su conformidad para esta aplicación
NOTESE
4-1. Vista general de los programas
No. del
programa
Tipo de alambre Tamaño de
alambre (mm)
Gas protector PPM: Mín.
(MPM: min)
PPM: Máx.
(MPM: máx)
1 Níquel ,035 pulg. (0,9) 75Ar/25He 120 (3,0) 670 (17,0)
2 Níquel ,045 pulg. (1,2) 75Ar/25He 100 (2,5) 600 (15,2)
3 5356AL ,062 pulg. (1,6) Argón 180 (4,6) 580 (14,7)
4 5356AL ,047 pulg. (1,2) Argón 200 (5,1) 750 (19,0)
5 5356AL ,035 pulg. (0,9) Argón 350 (8,9) 850 (21,6)
6 4043AL ,062 pulg. (1,6) Argón 120 (3,0) 520 (13,2)
7 4043AL ,047 pulg. (1,2) Argón 150 (3,8) 750 (19,0)
8 4043AL ,035 pulg. (0,9) Argón 240 (6,1) 840 (21,3)
9 Acero ,062 pulg. (1,6) 95Ar/5CO
2
60 (1,5) 400 (10,2)
10 Acero ,052 pulg. (1,4) 95Ar/5CO
2
70 (1,8) 750 (19,1)
11 Acero ,045 pulg. (1,2) 95Ar/5CO
2
80 (2,0) 750 (19,1)
12 Acero ,035 pulg. (0,9) 95Ar/5CO
2
80 (2,0) 750 (19,1)
13 Acero inoxidable ,045 pulg. (1,2) 98Ar/2CO
2
90 (2,3) 750 (19,1)
14 Acero inoxidable ,035 pulg. (0,9) 98Ar/2CO
2
100 (2,5) 750 (19,1)
15 Bronce silicio ,035 pulg. (0,9) Argón 120 (3,0) 750 (19,1)
16 Núcleo de metal ,062 pulg. (1,5) Ar/CO
2
50 (1,2) 500 (12,7)
17 Núcleo de metal ,052 pulg. (1,3) Ar/CO
2
50 (1,2) 750 (19,1)
18 Núcleo de metal ,045 pulg. (1,2) Ar/CO
2
100 (2,5) 750 (19,1)
Pulsador manual
de MIG
MIG CV

OM-2805 Página 18
4-2. Programas para 456
Programa 1 –– ,035 (0,9) Níquel –– 75 Argón / 25 Helium (para modelos 456)
PPM (MPM) Adjuste fino Amperios
pico
Amperios resplado Frec. Ancho del
pulso
Amperios
iniciales
120 (3,6) 0 254 37 40 2,85 501
175 (4,4) 10 287 49 54 2,96 501
230 (5,8) 20 312 61 68 3,08 511
285 (7,2) 30 331 72 77 3,20 522
340 (8,8) 40 348 84 89 3,32 532
395 (10,0) 50 360 91 99 3,40 543
450 (11,4) 60 374 98 108 3,48 554
505 (12,8) 70 390 105 117 3,55 564
560 (14,2) 80 404 112 126 3,62 575
615 (15,6) 90 418 120 135 3,69 585
670 (17,0) 100 432 127 144 3,76 596
Programa 2 –– ,045 (1,2) Níquel –– 75 Argón / 25 Helium (para modelos 456)
PPM (MPM) Adjuste fino Amperios
pico
Amperios resplado Frec. Ancho del
pulso
Amperios
iniciales
100 (2,5) 0 289 56 56 3,00 600
150 (3,8) 10 315 75 76 3,22 600
200 (5,1) 20 345 89 100 3,34 600
250 (6,4) 30 364 103 116 3,50 628
300 (7,6) 40 385 117 129 3,62 645
350 (8,9) 50 404 134 142 3,72 660
400 (10,1) 60 423 150 155 3,82 670
450 (11,4) 70 440 164 168 3,92 677
500 (12,7) 80 458 176 180 4,02 688
550 (14,0) 90 475 188 192 4,12 702
600 (15,2) 100 491 197 204 4,20 712
Programa 3 –– ,062 (1,6) Aluminio 5356 –– Argón (para modelos 456)
PPM (MPM) Adjuste fino Amperios
pico
Amperios resplado Frec. Ancho del
pulso
Amperios
iniciales
180 (4,6) 0 291 82 50 2,25 652
220 (5,6) 10 312 98 62 2,38 663
260 (6,6) 20 338 120 77 2,55 705
300 (7,6) 30 362 136 90 2,69 723
340 (8,6) 40 383 148 100 2,80 748
380 (9,7) 50 404 160 110 2,91 772
420 (10,7) 60 428 176 122 3,04 783
460 (11,7) 70 451 192 134 3,19 794
500 (12,7) 80 484 207 146 3,34 801
540 (13,7) 90 501 216 156 3,42 801
580 (14,7) 100 517 225 165 3,50 801

OM-2805 Página 19
Programa 4 –– ,047 (1,2) Aluminio 5356 –– Argón (para modelos 456)
PPM (MPM) Adjuste fino Amperios
pico
Amperios resplado Frec. Ancho del
pulso
Amperios
iniciales
200 (5,0) 0 240 47 55 2,10 501
255 (6,5) 10 270 58 80 2,20 600
310 (7,9) 20 301 65 98 2,30 600
365 (9,3) 30 320 72 110 2,40 652
420 (10,7) 40 341 80 120 2,50 652
475 (12,1) 50 350 91 130 2,60 652
530 (13,5) 60 388 101 140 2,70 652
585 (14,9) 70 411 110 153 2,80 702
640 (16,3) 80 421 120 163 2,90 702
695 (17,7) 90 440 131 168 2,95 702
750 (19,0) 100 461 141 170 3,00 702
Programa 5 –– ,035 (0,9) Aluminio 5356 –– Argón (para modelos 456)
PPM (MPM) Adjuste fino Amperios
pico
Amperios resplado Frec. Ancho del
pulso
Amperios
iniciales
350 (8,9) 0 200 65 54 1,90 451
400 (10,1) 10 216 72 66 1,95 451
450 (11,4) 20 230 80 78 2,00 451
500 (12,7) 30 242 87 88 2,05 501
550 (14,0) 40 251 94 96 2,10 501
600 (15,2) 50 261 101 104 2,17 501
650 (16,5) 60 272 108 112 2,24 501
700 (17,8) 70 284 117 121 2,32 501
750 (19,0) 80 296 127 130 2,40 550
800 (20,3) 90 301 131 137 2,45 550
850 (21,6) 100 303 134 140 2,48 550
Programa 6 –– ,062 (1,6) Aluminio 4043 –– Argón (para modelos 456)
PPM (MPM) Adjuste fino Amperios
pico
Amperios resplado Frec. Ancho del
pulso
Amperios
iniciales
120 (3,0) 0 258 56 40 2,15 550
160 (4,0) 10 270 89 60 2,40 649
200 (5,1) 20 298 115 80 2,60 649
240 (6,1) 30 336 134 106 2,89 702
280 (7,1) 40 367 148 122 3,15 720
320 (8,1) 50 400 157 134 3,35 737
360 (9,1) 60 421 169 144 3,55 748
400 (10,1) 70 440 181 154 3,70 758
440 (11,2) 80 461 192 164 3,90 772
480 (12,1) 90 480 204 174 4,05 787
520 (13,2) 100 498 216 180 4,18 801

OM-2805 Página 20
Programa 7 –– ,047 (1,2) Aluminio 4043 –– Argón (para modelos 456)
PPM Adjuste fino Amperios
pico
Amperios resplado Frec. Ancho del
pulso
Amperios
iniciales
150 (3,8) 0 200 40 54 2,00 501
210 (5,3) 10 218 68 80 2,16 600
270 (6,9) 20 270 82 96 2,42 600
330 (8,3) 30 320 94 110 2,55 600
390 (9,9) 40 360 112 120 2,68 600
450 (11,4) 50 385 127 131 2,81 652
510 (13,0) 60 407 138 141 2,92 652
570 (14,5) 70 428 148 151 3,02 702
630 (16,0) 80 451 160 160 3,12 702
690 (17,5) 90 470 171 170 3,26 751
750 (19,0) 100 491 181 180 3,38 751
Programa 8 –– ,035 (0,9) Aluminio 4043 –– Argón (para modelos 456)
PPM Adjuste fino Amperios
pico
Amperios resplado Frec. Ancho del
pulso
Amperios
iniciales
240 (6,1) 0 157 42 35 2,05 402
300 (7,6) 10 160 61 40 2,10 451
360 (9,1) 20 181 80 60 2,17 451
420 (10,6) 30 218 101 75 2,30 451
480 (12,2) 40 244 112 90 2,40 501
540 (13,7) 50 256 120 104 2,50 501
600 (15,2) 60 268 131 117 2,60 501
660 (16,8) 70 280 141 127 2,70 550
720 (18,3) 80 291 152 138 2,80 550
780 (19,8) 90 301 162 148 2,90 550
840 (21,3) 100 312 174 158 3,00 550
Programa 9 –– ,062 (1,6) ER70S–3 Acero Dulce –– 95 Argón / 5 CO
2
(para modelos 456)
PPM Adjuste fino Amperios
pico
Amperios resplado Frec. Ancho del
pulso
Amperios
iniciales
60 (1,5) 0 458 51 60 2,42 674
94 (2,4) 10 489 82 81 2,62 688
128 (3,3) 20 512 110 102 2,80 702
162 (4,1) 30 527 134 120 2,92 716
196 (5,0) 40 541 155 138 3,04 730
230 (5,8) 50 557 176 156 3,17 748
264 (6,7) 60 569 197 174 3,30 762
298 (7,6) 70 581 218 192 3,43 776
332 (8,5) 80 590 240 210 3,56 790
366 (9,3) 90 600 251 220 3,62 801
400 (10,1) 100 600 261 228 3,68 801

OM-2805 Página 21
Programa 10 –– ,052 (1,4) ER70S–3 Acero Dulce –– 95 Argón / 5 CO
2
(para modelos 456)
PPM (MPM) Adjuste fino Amperios
pico
Amperios resplado Frec. Ancho del
pulso
Amperios
iniciales
70 (1,8) 0 369 44 57 2,30 600
138 (3,5) 10 449 68 94 2,43 600
206 (5,2) 20 484 89 125 2,58 624
274 (7,0) 30 512 117 150 2,70 652
342 (8,7) 40 538 138 170 2,80 674
410 (10,4) 50 562 162 191 2,90 698
478 (12,1) 60 574 174 212 3,00 727
546 (13,9) 70 585 185 235 3,10 755
614 (15,6) 80 595 195 248 3,15 780
682 (17,3) 90 600 200 253 3,18 801
750 (19,0) 100 600 204 256 3,20 801
Programa 11 –– ,045 (1,2) ER70S–3 Acero Dulce –– 95 Argón / 5 CO
2
(para modelos 456)
PPM (MPM) Adjuste fino Amperios
pico
Amperios resplado Frec. Ancho del
pulso
Amperios
iniciales
80 (2,0) 0 381 37 50 2,00 550
147 (3,7) 10 404 56 80 2,20 600
214 (5,4) 20 435 70 110 2,35 652
281 (7,1) 30 461 84 130 2,50 698
348 (8,8) 40 487 91 145 2,70 698
415 (10,5) 50 498 98 155 2,80 698
482 (12,2) 60 512 105 165 2,90 698
549 (13,9) 70 522 110 175 3,00 698
616 (15,6) 80 534 115 185 3,10 698
683 (17,3) 90 545 120 195 3,20 698
750 (19,0) 100 555 124 205 3,30 698
Programa 12 –– ,035 (0,9) ER70S–3 Acero Dulce –– 95 Argón / 5 CO
2
(para modelos 456)
PPM (MPM) Adjuste fino Amperios
pico
Amperios resplado Frec. Ancho del
pulso
Amperios
iniciales
80 (2,0) 0 291 37 33 1,48 398
147 (3,7) 10 315 65 59 1,62 480
214 (5,4) 20 345 82 85 1,75 508
281 (7,1) 30 385 96 100 1,87 522
348 (8,8) 40 421 101 110 1,95 536
415 (10,5) 50 442 110 120 1,98 547
482 (12,2) 60 458 120 130 2,10 561
549 (13,9) 70 472 124 140 2,20 571
616 (15,6) 80 487 129 150 2,26 582
683 (17,3) 90 501 134 160 2,32 592
750 (19,0) 100 510 138 165 2,37 600

OM-2805 Página 22
Programa 13 –– ,045 (1,2) 309L Acero inoxidable –– 98 Argón / 2 CO
2
(para modelos 456)
PPM (MPM) Adjuste fino Amperios
pico
Amperios resplado Frec. Ancho del
pulso
Amperios
iniciales
90 (2,3) 0 320 47 60 1,50 441
156 (4,0) 10 345 70 90 1,65 472
222 (5,6) 20 371 89 120 1,75 511
288 (7,3) 30 402 103 145 1,85 550
354 (9,0) 40 430 117 155 1,97 589
420 (10,7) 50 454 129 165 2,09 631
486 (12,3) 60 470 138 175 2,20 663
552 (14,0) 70 484 145 185 2,30 695
618 (15,7) 80 498 152 195 2,40 727
684 (17,3) 90 512 157 210 2,50 762
750 (19,0) 100 527 162 225 2,60 801
Programa 14 –– ,035 (0,9) 309L Acero inoxidible –– 98 Argón / 2 CO
2
(para modelos 456)
PPM (MPM) Adjuste fino Amperios
pico
Amperios resplado Frec. Ancho del
pulso
Amperios
iniciales
100 (2,5) 0 272 40 44 1,52 402
165 (4,2) 10 298 49 77 1,67 420
230 (5,8) 20 310 72 88 1,79 441
295 (7,5) 30 322 96 100 1,91 458
360 (9,1) 40 334 108 112 2,03 480
425 (10,8) 50 348 115 125 2,14 494
490 (12,4) 60 362 122 138 2,22 501
555 (14,1) 70 374 129 151 2,29 508
620 (15,7) 80 388 136 164 2,35 515
685 (17,4) 90 400 143 177 2,40 522
750 (19,0) 100 411 150 190 2,45 529
Programa 15 –– ,035 (0,9) Bronce silicio –– Argón (para modelos 456)
PPM (MPM) Adjuste fino Amperios
pico
Amperios resplado Frec. Ancho del
pulso
Amperios
iniciales
120 (3,0) 0 280 37 42 1,30 501
183 (4,6) 10 331 54 57 1,40 540
246 (6,2) 20 371 68 72 1,50 582
309 (7,8) 30 402 77 93 1,60 610
372 (9,4) 40 421 87 108 1,70 642
435 (11,0) 50 442 96 119 1,80 663
498 (12,6) 60 463 108 130 1,90 684
561 (14,2) 70 482 115 140 2,00 705
624 (15,8) 80 496 122 150 2,10 720
687 (17,4) 90 508 127 160 2,20 730
750 (19,0) 100 520 131 170 2,30 737

OM-2805 Página 23
Programa 16 –– ,062 (1,5) Núcleo de metal –– Gases recomendados Argón/CO
2
Gas: Mezclas de Argón/CO
2
de hasta 20% de CO
2
(para modelos 456)
PPM (MPM) Adjuste fino Amperios
pico
Amperios resplado Frec. Ancho del
pulso
Amperios
iniciales
50 (1,3) 0 451 37 38 2,10 674
95 (2,4) 10 498 70 68 2,30 705
140 (3,6) 20 515 91 90 2,40 741
185 (4,7) 30 527 120 112 2,50 772
230 (5,8) 40 541 150 132 2,60 800
275 (7,0) 50 552 171 150 2,75 800
320 (8,1) 60 562 190 168 2,90 800
365 (9,3) 70 571 209 185 3,05 800
410 (10,4) 80 581 225 202 3,20 800
455 (11,6) 90 590 244 220 3,35 800
500 (12,7) 100 600 261 238 3,50 800
Programa 17 –– ,052 (1,3) Núcleo de metal –– Gases recomendados Argón/CO
2
Gas: Mezclas de Argón/CO
2
de hasta 20% de CO
2
(para modelos 456)
PPM (MPM) Adjuste fino Amperios
pico
Amperios resplado Frec. Ancho del
pulso
Amperios
iniciales
50 (1,3) 0 360 30 35 1,90 600
120 (3,0) 10 421 54 75 2,00 649
190 (4,8) 20 461 72 105 2,10 698
260 (6,6) 30 491 91 125 2,25 751
330 (8,4) 40 512 105 145 2,40 800
400 (10,2) 50 531 120 165 2,50 800
470 (12,0) 60 545 127 180 2,60 800
540 (13,7) 70 564 138 190 2,70 800
610 (15,5) 80 576 143 202 2,80 800
680 (17,3) 90 588 148 214 2,90 800
750 (19,1) 100 600 150 225 3,00 800
Programa 18 –– ,045 (1,2) Núcleo de metal –– Gases recomendados Argón/CO
2
Gas: Mezclas de Argón/CO
2
de hasta 20% de CO
2
(para modelos 456)
PPM (MPM) Adjuste fino Amperios
pico
Amperios resplado Frec. Ancho del
pulso
Amperios
iniciales
100 (2,5) 0 376 42 60 1,70 476
165 (4,2) 10 409 51 95 1,80 511
230 (5,8) 20 440 65 115 1,90 540
295 (7,5) 30 465 75 140 1,95 568
360 (9,1) 40 480 82 155 2,00 582
425 (10,8) 50 496 89 170 2,10 596
490 (12,4) 60 512 96 185 2,20 614
555 (14,1) 70 527 101 195 2,25 628
620 (15,7) 80 543 105 205 2,30 645
685 (17,4) 90 560 112 217 2,40 660
750 (19,1) 100 576 120 230 2,50 677

OM-2805 Página 24
SECCION 5 – CORRECCION DE AVERIAS
5-1. Códigos de error
1 Error programa CRC
2 Gama de error del programa
Si uno de los códigos de error sale,
fija la pantalla de nuevo a las fijacio-
nes de la fabrica como sigue:
Presione el botón para seleccionar
el parámetro y apague la fuente de
poder de soldadura y luego vuélva-
la a prender. Cambie las fijaciones
y continúe.
ERROR
CRC P r og r ama
Memo r i a Se Re f i j a r a
Pres ione Para Se l ect
ERROR
Gama Pr ogr am
Memo r i a Se Re f i j a r a
Pres ione Para Se l ect
1
2

OM-2805 Página 25
5-2. Corrección de Averías
Problema Solución
No hay salida de soldadura Asegúrese que el interruptor para prender y apagar la fuente de poder esté en “On”.
Verifique el tipo de antorcha de soldadura y o alimentador de alambre.
No hay control de la salida de
Verifique las fijaciones de control en la fuente de poder de soldadura
soldadura
Apriete todas las conexiones de los cordones interconectantes
Verifique si el cordón del control pendiente está bien y reemplácelo si fuera necesario
Soldadura errática; características de
soldadura incorrectas
Verifique que el programa correcto ha sido seleccionado para el alambre y gas protector que están
usándose
Verifique las fijaciones en el alimentador de alambre y la fuente de poder de soldadura
182 109-B
Ilustración 5-1. Diagrama de Circuito

OM-2805 Page 26
SECCION 6 – LISTA DE PARTES
Description
Part
No.
Dia.
Mkgs.
Item
No.
Ilustración 6-1. Ensamblaje principal
Quantity
1 174 960 PANEL, rear & sides 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 126 873 BUMPER 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 174 715 KNOB, round 1.250dia x .250 ID 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
167 633 WASHER, shoulder .612 ID x 1.060 ID nyl 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
010 291 WASHER, flat .625 ID x .250 OX nylafil 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
159 264 RING, rtng ext 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
PC1 190 658 CIRCUIT CARD ASSEMBLY, remote pendant 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
144 844 STAND-OFF, 6-32 x .875 lg 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 134 900 STRAIN RELIEF 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 183 091 CABLE, shld 18ga 7/c nprn 25ft. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 RC3 152 369 CONNECTOR & SOCKETS 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 143 922 CONNECTOR, circ cpc clamp str rlf 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 120 104 CABLE, shld No. 18ga 6/c 1ft. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9 PLG4 141 162 CONNECTOR & PINS 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10 079 739 CONNECTOR, circ CPC clamp str 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11 174 959 CASE SECTION, front & ends 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12 NAMEPLATE, (order by model and serial number) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13 153 169 ACTUATOR, switch 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14 174 446 GASKET, meter lens 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15 155 024 LENS, clear antiglare 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
PLG1 153 501 CONNECTOR & SOCKETS 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
PLG2 164 900 CONNECTOR & SOCKETS 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
ST-801 315-A
1
2
3
4
55
6
7
9
10
11
12
13
14
15
8
. Los herrajes son de tipo común y no están
disponibles a no ser que se los enliste.
Ilustración 6-1. Ensamblaje principal
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

Efectivo 1 enero, 2002
(Equipo equipo con el número de serie que comienza con las letras “LC” o
más nuevo)
Esta garantía limitada reemplaza a todas las garantías previas de Miller y no es exclusiva con otras garantías ya
sea expresadas o supuestas.
GARANTÍA LIMITADA – Sujeta a los términos y condiciones de
abajo, la compañía MILLER Mfg. Co., Appleton, Wisconsin,
garantiza al primer comprador al por menor que el equipo de
MILLER nuevo vendido, después de la fecha efectiva de esta
garantía está libre de defectos en material y mano de obra al
momento que fue embarcado desde MILLER. ESTA GARANTÍA
EXPRESAMENTE TOMA EL LUGAR DE CUALQUIERA OTRA
GARANTÍA EXPRESADA O IMPLICADA, INCLUYENDO
GARANTÍAS DE MERCANTABILIDAD, Y CONVENIENCIA.
Dentro de los periodos de garantía que aparecen abajo, MILLER
reparará o reemplazará cualquier pieza o componente
garantizado que fallen debido a tales defectos en material o
mano de obra. MILLER debe de ser notificado por escrito dentro
de 30 días de que este defecto o falla aparezca, el cual será el
momento cuando MILLER dará instrucciones en el
procedimiento para hacer el reclamo de garantía que se debe
seguir.
MILLER aceptará los reclamos de garantía en equipo
garantizado que aparece abajo en el evento que tal falla esté
dentro del periodo de garantía. El período de garantía comienza
la fecha que el equipo ha sido entregado al comprador al por
menor, o un año después de mandar el equipo a un distribuidor
en América del Norte o dieciocho meses después de mandar el
equipo a un distribuidor internacional.
1. 5 años piezas – 3 años mano de obra
* Rectificadores principales de potencia originales
* Inversora (solamente los rectificadores de entrada y
salida)
2. 3 años piezas – y mano de obra
* Fuentes de poder transformador/rectificador
* Fuentes de poder para cortar por plasma
* Alimentadores (devanadores) de alambre
automáticos y semiautomáticos
* Fuentes de poder inversoras
* Intellitig
* Generadores de soldadura impulsados a motor
(NÓTESE: los motores son garantizados
separadamente por el fabricante del motor).
3. 1 año, piezas y mano de obra a no ser que se especifique
* Alimentador de alambre DS-2
* Antorchas impulsadas a motor (c/excepción del
Spoolguns)
* Controladores de proceso
* Posicionadores y controladores
* Dispositivos automáticos de movimiento
* Controles de pie RFCS
* Fuentes de poder IHPS
* Sistemas enfriados por agua
* Calibradores y reguladores de flujo (sin mano de
obra).
* Unidades de alta frecuencia
* Resistencias
* Maxstar 85, 140
* Soldadoras de punto
* Bancos de carga
* Racks
* Remolques/carros de ruedas
* Antorchas de cortar por Plasma (con la excepción
de los modelos APT y SAF)
* Opciones de campo
(NÓTESE: Opciones de campo está cubiertas por la
garantía True BlueR por el período de tiempo que
quede de garantía en el equipo en los cuales estén
instalados, o por un mínimo de un año – cualquiera
que fuera más largo).
4. 6 meses – baterías
5. 90 Días piezas – Spoolmate 185
* Antorchas MIG/antorchas TIG
* Bobinas y cobijas para calentar por inducción
* Antorchas de cortar por Plasma APT, ZIPCUT y
PLAZCUT
* Controles remotos
* Juegos de accesorios
* Piezas de reemplazo (sin mano de obra)
* Spoolmate Spoolguns
* Cubiertas de lone
La garantía True BlueR de MILLER no aplicará a:
1. Componentes consumibles; tales como tubos de
contacto, boquillas de cortar, contactores,
relevadores, escobillas, anillos colectores o partes que
se gastan bajo uso normal. (Excepción: escobillas,
anillos colectores y relevadores están cubiertos en los
modelos Bobcat, Trailblazer, y Legend.)
2. Artículos entregados por MILLER pero fabricados por
otros, como motores u otros accesorios. Estos artículos
están cubiertos por la garantía del fabricante, si alguna
existe.
3 Equipo que ha sido modificado por cualquier persona que
no sea MILLER o equipo que ha sido instalado
inapropiadamente, mal usado u operado inapropiadamente
basado en los estándares de la industria, o equipo que no
ha tenido mantenimiento razonable y necesario, o equipo
que ha sido usado para una operación fuera de las
especificaciones del equipo.
LOS PRODUCTOS DE MILLER ESTÁN DISEÑADOS Y
DIRIGIDOS PARA LA COMPRA Y USO DE USUARIOS
COMERCIALES/INDUSTRIALES Y PERSONAS
ENTRENADAS Y CON EXPERIENCIA EN EL USO Y
MANTENIMIENTO DE EQUIPO DE SOLDADURA.
En el caso de que haya un reclamo de garantía cubierto por esta
garantía, los remedios deben de ser, bajo la opción de MILLER
(1) reparación, o (2) reemplazo o cuando autorizado por MILLER
por escrito en casos apropiados, (3) el costo de reparación y
reemplazo razonable autorizado por una estación de servicio de
MILLER o (4) pago o un crédito por el costo de compra (menos
una depreciación razonable basado en el uso actual) una vez
que la mercadería sea devuelta al riesgo y costo del usuario. La
opción de MILLER de reparar o reemplazar será F.O.B. en la
fábrica en Appleton, Wisconsin o F.O.B. en la facilidad de
servicio autorizado por MILLER y determinada por MILLER. Por
lo tanto, no habrá compensación ni devolución de los costos de
transporte de cualquier tipo.
DE ACUERDO AL MÁXIMO QUE PERMITE LA LEY, LOS
REMEDIOS QUE APARECEN AQUÍ SON LOS ÚNICOS Y
EXCLUSIVOS REMEDIOS, Y EN NINGÚN EVENTO MILLER
SERÁ RESPONSABLE POR DAÑOS DIRECTOS,
INDIRECTOS, ESPECIALES, INCIDENTALES O DE
CONSECUENCIA (INCLUYENDO LA PÉRDIDA DE
GANANCIA) YA SEA BASADO EN CONTRATO, ENTUERTO O
CUALQUIERA OTRA TEORÍA LEGAL.
CUALQUIER GARANTÍA EXPRESADA QUE NO APARECE
AQUÍ Y CUALQUIER GARANTÍA IMPLICADA, GARANTÍA O
REPRESENTACIÓN DE RENDIMIENTO, Y CUALQUIER
REMEDIO POR HABER ROTO EL CONTRATO, ENTUERTO O
CUALQUIER OTRA TEORÍA LEGAL, LA CUAL, QUE NO
FUERA POR ESTA PROVISIÓN, PUDIERAN APARECER POR
IMPLICACIÓN, OPERACIÓN DE LA LEY. COSTUMBRE DE
COMERCIO O EN EL CURSO DE HACER UN ARREGLO,
INCLUYENDO CUALQUIER GARANTÍA IMPLICADA DE
COMERCIALIZACIÓN, O APTITUD PARA UN PROPÓSITO
PARTICULAR CON RESPECTO A CUALQUIER Y TODO EL
EQUIPO QUE ENTREGA MILLER, ES EXCLUIDA Y NEGADA
POR MILLER.
Algunos estados en Estados Unidos, no permiten imitaciones en
cuan largo una garantía implicada dure, o la exclusión de daños
incidentales, indirectos, especiales o consecuentes, de manera
que la limitación de arriba o exclusión, es posible que no aplique
a usted. Esta garantía da derechos legales específicos, y otros
derechos pueden estar disponibles, pero varían de estado a
estado.
En Canadá, la legislación de algunas provincias permite que
hayan ciertas garantías adicionales o remedios que no han sido
indicados aquí y al punto de no poder ser descartados, es
posible que las limitaciones y exclusiones que aparecen arriba,
no apliquen. Esta garantía limitada da derechos legales
específicos pero otros derechos pueden estar disponibles y
estos pueden variar de provincia a provincia.
La garantía original está escrita en términos legales en inglés.
En caso de cualquier reclamo o mala interpretación, el
significado de las palabras en inglés, es el que rige.
¿Preguntas sobre la
garantía?
Llame
1-800-4-A-MILLER
para encontrar su
distribuidor local de
Miller (EE.UU. y
Canada solamente)
miller_warr_spa 6/02

IMPRESO EN EE.UU. 2002 Miller Electric Mfg. Co. 1/02
Miller Electric Mfg. Co.
An Illinois Tool Works Company
1635 West Spencer Street
Appleton, WI 54914 USA
International Headquarters–USA
USA Phone: 920-735-4505 Auto-attended
USA & Canada FAX: 920-735-4134
International FAX: 920-735-4125
European Headquarters –
United Kingdom
Phone: 44 (0) 1204-593493
FAX: 44 (0) 1204-598066
www.MillerWelds.com
Nombre de modelo Número de serie/estilo
Fecha de compra (Fecha en que el equipo era entregado al cliente original.)
Distribuidor
Dirección
Ciudad
Estado/PaísCódigo postal
Por favor complete y retenga con sus archivos.
Siempre dé el nombre de modelo y número de serie/estilo
Comuníquese con su Distribuidor
para:
Para localizar al Distribuidor más cercano
llame a 1-800-4-A-MILLER
(EE.UU. y Canada solamente) o
visite nuestro lugar en la red mundial
www.MillerWelds.com
Equipo y Consumibles de Soldar
Opciones y Accesorios
Equipo Personal de Seguridad
Servicio y Reparación
Partes de Reemplazo
Entrenamiento (Seminarios, Videos, Libros)
Manuales Técnicos
(Información de Servicio y Partes )
Dibujos Esquemáticos
Libros de Procesos de Soldar
Comuníquese con su transportista
para:
Por ayuda en registrar o arreglar una queja,
comuníquese con su Distribuidor y/o el De-
partamento de Transporte del Fabricante del
equipo.
Recursos Disponibles
Archivo de Dueño
Poner una queja por perdida o daño duran-
te el embarque.
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
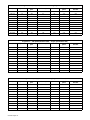 16
16
-
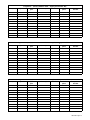 17
17
-
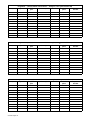 18
18
-
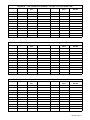 19
19
-
 20
20
-
 21
21
-
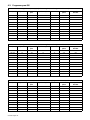 22
22
-
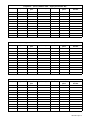 23
23
-
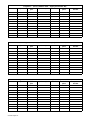 24
24
-
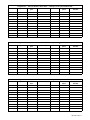 25
25
-
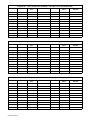 26
26
-
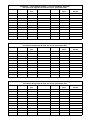 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
































Miller Optima El manual del propietario
- Categoría
- Sistema de soldadura
- Tipo
- El manual del propietario
- Este manual también es adecuado para
Documentos relacionados
-
Miller LE230842 El manual del propietario
-
-
-
-
-
Miller LG162315B El manual del propietario
-
-
-