Saf-Fro PRESTO 140 PFC Instructions For Use Manual
- Categoría
- Sistema de soldadura
- Tipo
- Instructions For Use Manual

EN Safety instruction for use and maintenance - Do not destroy this manual
FR Instruction de securite d’emploi et d’entretien - Conserver ce livret d’instructions
ES Instrucciones de seguridad, empleo y mantenimiento - Conservar el presente manual
IT Istruzioni per la sicurezza nell’uso e per la manutenzione - Conservare il presente libretto
PT Instrucões de segurança de utilização e de manutenção - Conserve este manual
NL Veiligheidsinstructies voor gebruik en onderhoud - Bewaar deze handleiding
RO Instructiuni privind siguranta in exploatare si intretinerea - Pastrati acest manual
EL ΟΔΗΓΙΕΣ ΑΣΦΑΛΕΙΑΣ ΚΑΤΑ ΤΗ ΧΡΗΣΗ ΚΑΙ ΤΗ ΣΥΝΤΗΡΗΣΗ – ΦΥΛΑΞΤΕ ΤΟ ΠΑΡΟΝ ΕΓΧΕΙΡΙΔΙΟ
www.airliquidewelding.com
Air Liquide Welding - 13, rue d’Epluches - BP 70024 Saint-Ouen L’Aumône
Cat. Nr.:
Rev.:
Date:
PRESTO 140 PFC / 160 PFC
800035495
00
7. 1. 2008


2 EN
CONTENTS
EN
1.0 TECHNICAL DESCRIPTION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
1.1 DESCRIPTION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
1.2 TECHNICAL DATA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
1.3 ACCESSORIES (OPTIONALS) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
1.4 DUTY CYCLE AND OVERHEATING . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
1.5 VOLT - AMPERE CURVES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
2.0 INSTALLATION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
2.1 CONNECTING THE POWER SOURCE TO THE MAINS ELECTRICITY SUPPLY . . . . . . . . . . . . . . 3
2.2 HANDLING AND TRANSPORTING THE POWER SOURCE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
2.3 CONNECTION AND PREPARATION OF EQUIPMENT FOR STICK WELDING . . . . . . . . . . . . . . . . 3
2.4 CONNECTION AND PREPARATION OF EQUIPMENT FOR GAS TUNGSTEN ARC WELDING (TIG) LIFT. . . .4
3.0 CONTROLS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
3.1 FRONT PANEL - REAR PANEL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
4.0 MAINTENANCE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
5.0 TYPES OF MALFUNCTIONING / WELDING FAULTS – CAUSES – REMEDIES . . . . . . . . . . . . . . . . . . . . 5

TECHNICAL DESCRIPTION
3 EN
EN
1.0 TECHNICAL DESCRIPTION
1.1 DESCRIPTION
The system consists of a modern direct current generator for the
welding of metals, developed via application of the inverter. This
special technology allows for the construction of compact light
weight generators with high performance. l’ts adjust ability, ef-
feciency and energy consumption make it an excellent work tool
suitable for coated electrode and GTAW (TIG) welding.
1.2 TECHNICAL DATA
DATA PLATE
The machine can be connected to a motor generator of power
meeting the dataplate specifications and having the following
characteristics:
- Output voltage between 185 and 275 Vac.
- Frequency between 50 and 60 Hz.
IMPORTANT: MAKE SURE THE POWER SOURCE MEETS
THE ABOVE REQUISITES. EXCEEDING THE SPECIFIED
VOLTAGE CAN DAMAGE THE- WELDING MACHINE AND IN-
VALIDATE THE WARRANTY.
1.3 ACCESSORIES (OPTIONALS)
Consult the area agents or the dealer.
1.4 DUTY CYCLE AND OVERHEATING
Duty cycle is the percentage of 10 minutes at 40°C ambient tem-
perature that the unit can weld at its rated output without overheat-
ing. If the unit overheats, the output stops and the over
temperature light comes On. To correct the situation, wait fifteen
minutes for unit to cool. Reduce amperage, voltage or duty cycle
before starting to weld again (See page III).
1.5 VOLT - AMPERE CURVES
Volt-ampere curves show the maximum voltage and amperage
output capabilities of the welding power source. Curves of other
settings fall under curves shown (See page III).
2.0 INSTALLATION
IMPORTANT: BEFORE CONNECTING, PREPARING OR US-
ING EQUIPMENT, READ SAFETY PRECAUTIONS.
2.1 CONNECTING THE POWER SOURCE TO THE MAINS
ELECTRICITY SUPPLY.
SERIOUS DAMAGE TO THE EQUIPMENT MAY RESULT IF
THE POWER SOURCE IS SWITCHED OFF DURING WELDING
OPERATIONS.
Check that the power socket is equipped with the fuse indicated in
the features label on the power source. All power source models
are designed to compensate power supply variations. For varia-
tions of + 15% a welding current variaton of +- 0,2% is created.
ON - OFF SWITCH :
This switch has two positions: ON = I and OFF = O.
2.2 HANDLING AND TRANSPORTING THE POWER
SOURCE
OPERATOR SAFETY: WELDER’S HELMET - GLOWES -
SHOES WITH HIGH INSTEPS.
THE WELDING POWER SOURCE DO NOT WEIGHT MORE
THAN 25 KG AND CAN BE HANDLED BY THE OPERATOR.
READ WELL THE FOLLOWING PRECAUTIONS.
The machine is easy to lift, transport and handle, though the fol-
lowing procedures must always be observed:
1. The operations mentioned above can be operated by the
handle on the power source.
2. Always disconnect the power source and accessories from
main supply before lifting or handling operations.
3. Do not drag, pull or lift equipment by the cables.
2.3 CONNECTION AND PREPARATION OF EQUIPMENT
FOR STICK WELDING.
• TURN OFF WELDER BEFORE MAKING CONNECTIONS.
Connect all welding accessories securely to prevent power
loss. Carefully follow safety precautions described.
1. Fit the selected electrode to the electrode clamp.
2. Connect the ground cable quick connection to the negative (-
) receptacle and locate the clamp near the welding zone.
3. Connect the electrode cable quick connection to the positive
(+) receptacle.
4. Use the above connection for straight polarity welding; for re-
verse polarity turn the connection.
5. On the unit preset for coated electrode welding
(Rif.1 - Pic. 1 page 4.).
6. Adjust welding current with ampere selector (Rif.3 - Pic. 1
page 4.).
7. Turn on the power source
PRIMARY
140A 160A
Single phase supply 230 V
Frequency 50/60 Hz
Effective consumption 12 A 15 A
Maximum consumption 18,5 A 21,5 A
SECONDARY
Open circuit voltage 43,4 V
Welding current 5 A ÷ 140 A 5 A ÷ 160 A
Duty cycle 30% 160 A
Duty cycle 40% 140 A
Duty cycle 60% 120 A 140 A
Duty cycle 100% 100 A 120 A
Protection class IP 23
Insulation class H
Weight 6,6 Kg
Dimensions 170 x 320 x 395 mm
European Standards EN 60974.1 / EN 60974.10
BEFORE INSERTING THE MAINS
PLUG, IN ORDER TO AVOID THE FAIL
OF POWER SOURCE, CHECK IF THE
MAINS CORRESPONDS TO THE
WISHED MAIN SUPPLY.

4 EN
CONTROLS
EN
2.4 CONNECTION AND PREPARATION OF EQUIPMENT
FOR GAS TUNGSTEN ARC WELDING (TIG) LIFT.
• TURN OFF WELDER BEFORE MAKING CONNECTIONS.
Connect all welding accessories securely to prevent power
loss. Carefully follow safety precautions described.
1. On the unit preset Lift TIG welding (Rif.1 - Pic. 1 page 4.).
2. Fit the required electrode and nozzle to the electrode holder
(Check the protrusion and state of the electrode tip).
3. Connect the ground cable quick connection to the positive (+)
receptacle and the clamp near the welding zone.
4. Connect the torch power cable connector to the negative re-
ceptacle. (-).
5. Connect the gas hose to the regulator located on the gas cyl-
inder.
6. Adjust welding current with ampere selector (Rif.3 - Pic. 1
page 4.).
7. Open the gas valve on the torch.
8. Turn ON the power source.
3.0 CONTROLS
3.1 FRONT PANEL - REAR PANEL
Picture 1.
Picture 2.
1 - PROCESS SELECTOR (Rif.1 - Pic. 1 page 4.) : In this position
welding can be used with rutile, basic electrodes, and specially
coated electrodes.
LIFT TIG PROCEDURE
In this position the TIG
welding process with lift mode
ignition can be selected, as de-
scribed previously.
TO IGNITE THE ARC, when
TIG welding,proceed as fo lows:
Touch the welding piece with the
electrode; this will cause a short-
circuit between the piece (2) and
the electrode (1). Lift off the
electrode; the arc will ignite. The
integrity of the electrode tip is
guaranteed by the low ignition
current during short-circuiting
between the welding piece and
the electrode ignition is guaran-
teed even at minimum welding
current settings; the operator
can therefore work without con-
taminating the ambient with
electromagnetic disturbance,
normally caused by high frequency discharges.
The advantages can be this summarised:
a. l no need for high-frequency startups;
b. l no damage to the electrode tip during start-ups, regard-
less of ampere setting, thereby avoiding the presence of
tungsten in the welding piece, common during scratch
starting.
SWITCH-OFF: To quit the welding phase the operator
can use the conventional pull method or alternatively a
newly introduced method that simulates the torch button.
This method enables a downslope to be had without torch
button. During the welding phase the operator only has to
move away from the piece in order to start a downslope,
whenever he wants to stop the slope (without waiting the
time necessary for its closing) the operator just has to pull
the arc like a normal TIG lift. The duration of the slope de-
pends on the current set and being able to guarantee op-
timal closing of the crater.
2 - FAULT LED (Yellow) (Rif.2 - Pic. 1 page 4. ) : When the fault
led lights on, the overheating occurs inside the unit due to the ex-
ceeding the rated duty cycle. Happening that the welding opera-
tions have to be stopped, the welding power source has to be kept
on until the led lights off so the unit is ready to weld again.
3 - CURRENT REGULATION (Rif.3 - Pic. 1 page 4.) : this poten-
tiometer adjust the welding current range.
4 - ON - OFF SWITCH: This switch (Rif. 4 - Pic. 2 page
4.) has two positions: ON= I and OFF = O
5 - ARC LED ILLUMINATED (Green) (Rif.5 - Pic. 1 page 4.) : this
led lights when the machine is turn on.
N. B.: the power source is fitted with an anti-sticking device that
disables power if output short circuiting occurs or if the electrode
sticks, allowing it to be easily detached from the workpiece. This
device enters into operation when power is supplied to the gener-
ator, even during the initial checking period, therefore any load in-
put or short circuit that occurs during this phase is treated as a
fault and will cause the output power to be disabled.
4.0 MAINTENANCE
IMPORTANT: DISCONNECT THE POWER PLUG AND WAIT
AT LEAST 5 MINUTES BEFORE CARRYING OUT ANY MAIN-
TENANCE. MAINTENANCE MUST BE CARRIED OUT MORE
FREQUENTLY IN HEAVY OPERATING CONDITIONS.
5
2
3
1
4

TYPES OF MALFUNCTIONING / WELDING FAULTS – CAUSES – REMEDIES
5 EN
EN
Carry out the following operations every three (3) months:
a. Replace any illegible labels.
b. Clean and tighten the welding terminals.
c. Repair or replace damaged welding cables.
d. Have specialized personnel replace the power cable if
damaged.
Carry out the following operations every six (6) months:
Remove any dust inside the generator using a jet of dry air.
Carry out this operation more frequently when working in very
dusty places.
5.0 TYPES OF MALFUNCTIONING / WELDING
FAULTS – CAUSES – REMEDIES
TYPES OF MALFUNCTIONING
WELDING FAULTS
POSSIBLE CAUSES CONTROLS AND REMEDIES
The generator does not weld.
A) The main switch is off.
B) The power lead is interrupted (lack of one or
two phases).
C) Other.
A) Switch on mains.
B) Verify and repair.
C) Ask for the intervention of the Assistance Centre.
During welding suddenly the outgoing current is
interrupted, the green led is off and the yellow
led goes on.
Overheating has occurred and the automatic pro-
tection has come on. (See work cycles).
Keep generator switched on and wait till temperature
has dropped again (10-15 minutes) to the point where
the yellow switch goes off again.
Welding power reduced. Outgoing wires are not correctly attached.
A phase is missing.
Check that wires are intact, that the pliers are suffi-
cient and that they are applied to welding surface
clean from rust, paint or oils.
Excessive jets. Welding arch too long.
Welding current too high. Wrong torch polarity, lower the current values.
Craters. Fast removal of the electrodes.
Inclusions. Inadequate cleaning and bad distribution of coating.
Faulty movement of the electrodes.
Inadequate penetration. Forward speed too high. Welding current too low.
Sticking. Welding arch too short.
Current too low. Increase current values.
Blowing and porosity. Damp electrodes. Arch too long. Wrong torch polarity.
Jacks. Currents too high. Dirty materials.
The electrode fuses in TIG. Wrong torch polarity. Type of gas not suitable.

1 FR
SOMMAIRE
FR
1.0 DESCRIPTION DONNEES TECHNIQUES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.1 DESCRIPTION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.2 DONNEES TECHNIQUES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.3 ACCESSOIRES (OPTIONALS) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.4 FACTEUR DE MARCHE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.5 COURBES VOLT/AMPERE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.0 INSTALLATION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.1 BRANCHEMENT DU GENERATEUR AU RESEAU . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.2 DEPLACEMENT ET TRANSPORT DU GENERATEUR . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.3
BRANCHEMENT, PRÉPARATION DE L'APPAREIL POUR LE SOUDAGE A L'ÉLECTRODE ENROBÉE.
. . . 2
2.4 BRANCHEMENT, PRÉPARATION DE L'APPAREIL POUR LE SOUDAGE TIG. . . . . . . . . . . . . . . . 3
3.0 FONCTION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
3.1 PANNEAU AVANT . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
4.0 ENTRETIEN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
5.0 TYPE DE PANNE / DEFAUTS DE SOUDAGE - CAUSES - REMEDES . . . . . . . . . . . . . . . . . . . . . . . . . . . 4

DESCRIPTION DONNEES TECHNIQUES
2 FR
FR
1.0 DESCRIPTION DONNEES TECHNIQUES
1.1 DESCRIPTION
Ce générateur à courant continu moderne utilisé dans le soudage
des métaux est né grate à l’application électronique de l’onduleur.
Cette technologie spéciale a permis de construire des générate-
urs compacts, légers et très performants. Les possibilités de rég-
lage, le rendement et la consommation d’énergie entêté optimisés
pourque ce générateur soit adapté au soudage à électrodes en-
robées et GTAW (TIG).
1.2 DONNEES TECHNIQUES
La machine peut être reliée à un générateur de puissance adéq-
uate aux données de plaque et qui présente les caractéristiques
suivantes :
- Tension de sortie comprise entre 185 et 275 Vca.
- Fréquence comprise entre 50 et 60 Hz.
IMPORTANT : VÉRIFIER QUE LA SOURCE D'ALIMENTATION
SATISFAIT LES EXIGENCES CI-DESSUS. LE DÉPASSEMENT
DE LA TENSION INDIQUÉE PEUT ENDOMMAGER LA SOUD-
EUSE ET ANNULER LA GARANTIE.
1.3 ACCESSOIRES (OPTIONALS)
Consulter les agents de zone ou le revendeur.
1.4 FACTEUR DE MARCHE
Le facteur de marche est le pourcentage de temps sur 10 minutes
pendant lequel le poste peut fonctionner en charge sans sur-
chauffer, en considerant une température ambiante de 40°,C,
sans l’intervention du thérmostat.
Si le poste surchauffe, le courant de sortie s'arrête et le voyant de
surchauffe s'allume. Laisser le poste refroidir pendant quinze min-
utes. Réduire l'intensité du courant de soudage, sa tension ou le
cycle de travail avant d'opérer à nouveau (Voir page III).
1.5 COURBES VOLT/AMPERE
Les courbes Volt/Ampere indiquent l'intensité et la tension maxi-
males du courant de soudage généré par le poste (Voir page III).
2.0 INSTALLATION
IMPORTANT: AVANT DE RACCORDER, DE PRÉPARER OU
D'UTILISER LE GÉNÉRATEUR, LIRE ATTENTIVEMENT LE
CHAPITRE SECURITÉ.
2.1 BRANCHEMENT DU GENERATEUR AU RESEAU
L’extinction du générateur en phase de soudage peut provo-
quer de graves dommages à l’appareil.
S’assurer que la prise d’alimentation est équipée du fusible indi-
qué sur le tableau des données techniques placé sur le générate-
ur. Tous les modèles de générateur prévoient une compensa-tion
des variations de réseau. Pour chaque variation de +- 15%, on ob-
tient une variation du courant de soudage de +- 0,2%.
INTERRUPTEUR D’ALLUMAGE: terrupteur possède
deux positions
I = ALLUME - O = ETEINT.
2.2 DEPLACEMENT ET TRANSPORT DU GENERATEUR
PROTECTION DE L'OPERATEUR: CASQUE - GANTS -
CHAUSSURES DE SÉCURITÉ.
SON POIDS NE DÉPASSANT PAS LES 25 KG, LA SOUDEUSE
PEUT ÊTRE SOULEVÉE PAR L'OPÉRATEUR. LIRE ATTEN-
TIVEMENT LES PRESCRIPTIONS SUIVANTES.
L’appareil a été conçu pour être soulevé et transporté. Ce trans-
port est simple mais doit être fait dans le respect de certaines règ-
les:
1. Ces opérations peuvent être faites par la poignée se trouvant
sur le générateur.
2. Avant tout déplacement ou levage, débrancher l’appareil et
tous ses accessoires du réseau.
3. L'appareil ne doit pas être remorqué, traîné ou soulevé à
l'aide des câbles électriques.
2.3 BRANCHEMENT, PRÉPARATION DE L'APPAREIL
POUR LE SOUDAGE A L'ÉLECTRODE ENROBÉE.
•
ETEINDRE LE POSTE AVANT DE PROCÉDER AUX CONNEXIONS
Raccorder avec soin les accessoires de soudage afin d’éviter
les pertes de puissance. Respecter scrupuleusement les règ-
les de sécurité.
1. Placer l'électrode à utiliser dans la pince du porte-électrodes.
2. Raccorder le câble de masse à la borne négative (-) et placer
la pince de masse à proximité de la zone à souder.
3. Raccorder le câble du porte-électrodes à la borne positive
(+).
4. Le raccordement des deux câbles effectué comme indiqué
ci-dessus donnera un soudage à polarité directe. Pour un
soudage à polarité inverse, intervertir les connexions des
deux câbles.
5. Positionner le sélecteur de modalité (Réf.1 - Pic. 1 page 3.)
sur le type de soudage à électrodes enrobées
6. Régler la courant de soudage nécessaire à l'aide du bouton
(Réf.3 - Pic. 1 page 3.) .
7. Allumer le génerateur en tournant le bouton démarrage - ar-
rêt.
PRIMAIRE
140A 160A
Tension monophasé 230 V
Fréquence 50/60 Hz
Consommation effective 12 A 15 A
Consommation maxi 18,5 A 21,5 A
SECONDAIRE
Tension à vide 43,4 V
Courant de soudage 5 A ÷ 140 A 5 A ÷ 160 A
Facteur de marche 30% 160 A
Facteur de marche 40% 140 A
Facteur de marche 60% 120 A 140 A
Facteur de marche 100% 100 A 120 A
Indice de protection IP 23
Classe d’isolement H
Poids 6,6 Kg
Dimensions 170 x 320 x 395 mm
Norme EN 60974.1 / EN 60974.10
AFIN D’ÉVITER TOUT DOMMAGE A
L’APPAREIL, CONTROLE QUE LA TEN-
SION DU RÉSEAU CORRESPONDE À
CELLE DU GÉNÉRATEUR AVANT DE
BRANCHER LA PRISE D’ALIMENTA-
TION.

3 FR
FONCTION
FR
2.4 BRANCHEMENT, PRÉPARATION DE L'APPAREIL
POUR LE SOUDAGE TIG.
•
ETEINDRE LE POSTE AVANT DE PROCÉDER AUX CONNEXIONS.
Raccorder les accessoires de soudage avec soin afin d’éviter
des pertes de puissance ou des fuites de gaz dangereuses.
Respecter scrupuleusement les règles de sécurité.
1. Positionner le sélecteur de modalité sur le type de soudage
(Réf.1 - Pic. 1 page 3.) Lift TIG.
2. Monter l'électrode et le diffuseur de gaz choisis sur la torche
(Contrôler la saillie et l'état de la pointe de l'électrode).
3. Raccorder le câble de masse à la borne positive (+) et placer
la pince de masse à proximité de la zone à souder.
4. Raccorder le connecteur du câble de puissance de la torche
au raccord rapide négatif (-) .
5. Raccorder le tuyau du gaz au régulateur de la bouteille de
gaz.
6. Sélectionne la quantité de courant nécessaire pour le soud-
age (Réf.3 - Pic. 1 page 3.) .
7. Ouvrir le robinet du gaz.
8. Allumé le generateur.
3.0 FONCTION
3.1 PANNEAU AVANT / PANNEAU ÉLEVER
Picture 1.
Picture 2.
1 - SÉLECTEUR DE PROCESSUS (Réf.1 - Pic. 1 page 3.) : Dans
cette position, il est possible de souder des électrodes enrobage
rutile et basique pour tout usage et de type spécial
PROCÉDURE D'AMORÇAGE LIFT
Le sélecteur de mode
étant en position Lift-
Arc TIG, amorcer l'arc
comme suit.
L’AMORÇAGE DE L’ARC.
Dans le processus de soudage
TIG, l’amorçage de l’arc a lieu
selon la séquence suivante: ap-
puyer l’électrode contre la pièce
à souder pour provoquer un
court-circuit entre la pièce (2) et
l’élec-trode (1) puis retirer
l’électrode. L’arc est ainsi
amorce. Le faible courant
d’amorgage permet de ne pas
endommager la pointe de élect-
rode au moment du court-circuit.
L’amorçage est toujours parfait
même si la valeur du courant de
soudage pro-grammée est au
minimum. Cela permet égalem-
ent de travailler sans provoquer de perturbations électromagnéti-
ques trop fortes, typiques des décharges à haute fréquence.
Les avantages de ce processus peuvent se résumer ainsi:
a. Amorçage sans intervention de la haute fré-quence;
b. Amorçage sans endommager la pointe de l’électrode, quel
que soit l’ampérage programme par conséquent, il n’y a
pas d’inclusion de tungstène dans la pièce (Phénomène
qui se présente avec I’amorcage par frottement).
EXTINCTION: Pour sortir de la phase de soudage
l'opérateur peut utiliser la technique conventionnelle du
décrochement ou à défaut une nouvelle technique qui
simule le bouton de la torche. Cette technique “ Sortie
Fuzzy” permet d'avoir une rampe de descente sans bou-
ton de torche. Pendant la phase de soudage il suffit que
l'opérateur s'éloigne de la pièce pour commencer une
rampe de descente, pour interrompre la rampe (sans at-
tendre le temps nécessaire à sa fermeture) il suffit que
l'opérateur décroche l'arc comme un tig lift normal. La du-
rée de la rampe dépend du courant programmé elle est
telle à garantir une excellente fermeture du cratère.
2 - LED DE défaùt (Jaune) (Réf.2 - Pic. 1 page 3.) : La LED jaune
du panneau antérieur s'allume pour signaler une surchauffe de
l'appareil dûe à un cycle de travail excessif. Dans un tel cas, inter-
rompre l'opération de soudage en laissant le générateur allumé,
jusqu'à ce que le voyant s'éteigne pour indiquer que la températ-
ure est redevenue normale.
3 - RÉGLAGE DE CURANT (Réf.3 - Pic. 1 page 3.) : cette poten-
tiomètre permet de régler le courant de soudage.
4 - INTERRUPTEUR D’ALLUMAGE:
Cet interrupteur (Réf.4 - Pic. 2 page 3.) possède deux
positions I = ALLUME - O = ETEINT.
5 - LED ON ALLUMÉE: (Réf.5 - Pic. 1 page 3.) cette LED s'allume
quand le générateur est allumé.
NB: Le genérateur est équipe d’un dispositif (anti- accrochage)
qui inhibe la puissance en cas de courtcircuit en sortie ou au cas
où l’électrode se serait collée. Il permet également de détacher
l’électrode de la piece. Ce dispositif entre en action lorsque l’on al-
imente le génerateur. Par conséquent, il fonctionne dès la période
initiale de vérifi-cation ce qui fait que toute charge et tout coutt-cir-
cuit qui se déclencherait au tours de cette période serait consideré
comme une anomalie et impliquerait l’inhibition de la puissance
en sotiie.
4.0 ENTRETIEN
ATTENTION: DÉBRANCHER LA FICHE D'ALIMENTATION ET
ATTENDRE 5 MINUTES AVANT TOUTE INTERVENTION D'EN-
5
2
3
1
4

TYPE DE PANNE / DEFAUTS DE SOUDAGE - CAUSES - REMEDES
4 FR
FR
TRETIEN. LA FRÉQUENCE D'ENTRETIEN DOIT ÊTRE AUG-
MENTÉE EN CONDITIONS DIFFICILES.
Tous les trois (3) mois effectuer les opérations suivantes:
a. Remplacer les étiquettes illisibles.
b. Nettoyer et serrer les terminaux de soudage.
c. Réparer ou remplacer les câbles de soudage endomma-
gés.
d. Faire remplacer par un personnel spécialisé le câble d'al-
imentation en cas de dommages.
Tous les six (6) mois effectuer les opérations suivantes:
Nettoyer de la poussière l'intérieur du générateur à l'aide d'un jet
d'air sec.
Augmenter la fréquence de cette opération lors d'un travaiI en en-
vironnement très poussiéreux.
5.0 TYPE DE PANNE / DEFAUTS DE SOUDAGE -
CAUSES - REMEDES
TYPE DE PANNE / DEFAUT DE SOUDAGE CAUSES POSSIBLES CONTRÔLES ET RIMEDES
Le générateur ne soude pas : l'instrument nu-
mérique n'est pas allumé
A) L’interrupteur général est éteint.
B) Câble d'alimentation coupé (une ou plusieurs
phases manquantes).
C) Autres.
A) Allumer l'interrupteur général.
B) Contrôler et intervenir.
C) Faire contrôler par le Centre d'Assistance.
Au cours du soudage, le courant est soudaine-
ment coupé à la sortie. La LED verte s'éteint et
la LED jaune s'allume.
Une surchauffe a eu lieu et la protection tech-
nique est intervenue (Voir les cycles de travail).
Laisser le générateur allumé et attendre qu'il se re-
froidisse (10-15 minutes) jusqu'à ce que la protection
se rétablisse et que la LED jaune s'éteigne.
Le générateur ne soude pas : la LED verte reste
allumée, même à vide Il y a un problème dans le circuit du générateur. Faire contrôler par le Centre d'Assistance.
Puissance de soudage réduite. Câbles de raccordement mal branchés. Une
phase est absente.
S'assurer que les câbles sont en bon état, que la
pince de masse est suffisante et qu'elle est appliquée
sur la pièce à souder propre et sans traces de rouille,
de peinture ou de graisse.
Eclats excessifs. Arc de soudage trop long.
Courant de soudage trop fort.
Polarité incorrecte de la torche.
Réduire le réglage de l'arc-force.
Réduire la valeur programmée du courant.
Cratères. Eloignement rapide de l'électrode au détachement.
Inclusions. Mauvais nettoyage ou distribution erronée des passages. Mouvement défectueux de l'électrode.
Pénétration insuffisante. Vitesse d'avance trop forte. Courant de soudage trop faible.
Collages. Arc de soudage trop court. Courant trop faible. Augmenter l'arc-force. Augmenter la valeur de cou-
rant programmée
Soufflures et porosité. Electrodes humides. Arc trop long. Polarité incorrecte de la torche.
Criques. Courants trop forts. Matériaux sales.
L'électrode fond dans TIG. Polarité incorrecte de la torche. Type de gaz inapproprié.

1 ES
SUMARIO
ES
1.0 DATOS TÉCNICOS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.1 DESCRIPCIÓN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.2 ESPECIFICACIONES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.3 ACCESORIOS (OPTIONALS) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.4 CICLO DE TRABAJO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.5 CURVAS VOLTIOS - AMPERIOS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.0 INSTALACIÓN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.1 ACOMETIDA DEL GENERADOR A LA RED . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.2 TRANSPORTE DEL GENERADOR . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.3 PREPARACIÓN DEL EQUIPO PARA LA SOLDADURA CON ELECTRODO REVESTIDO . . . . . . . 2
2.4 PREPARACIÓN DEL EQUIPO PARA LA SOLDADURA GTAW ( TIG ) LIFT. . . . . . . . . . . . . . . . . . . 3
3.0 FUNCIONES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
3.1 ANEL FRONTAL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
4.0 MANTENIMIENTO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
5.0 FALLO O DEFECTO DE SOLDADURA - CAUSAS POSIBLES – SOLUCIÓNS . . . . . . . . . . . . . . . . . . . . 4

DATOS TÉCNICOS
2 ES
ES
1.0 DATOS TÉCNICOS
1.1 DESCRIPCIÓN
La instalación es un moderno generador de corriente continua
para soldar metales, creado gracias a la aplicación del inverter.
Esta particular tecnología ha permitido la fabricación de genera-
dores compactos y ligeros, con prestaciones de gran nivel. La po-
sibilidad de efectuar regulaciones, su rendimiento y consumo de
energía lo convierten en un excelente medio de trabajo,to para
soldaduras con electrodo revestido y GTAW (TIG).
1.2 ESPECIFICACIONES
TABLA TÉCNICA
La máquina se puede conectar a un motogenerador de potencia
compatible con los datos técnicos, que posea las siguientes car-
acterísticas:
- Tensión de salida de 185 a 275 V ca.
- Frecuencia de 50 a 60 Hz.
IMPORTANTE: COMPROBAR QUE LA FUENTE DE ALIMENT-
ACIÓN CUMPLA DICHOS REQUISITOS. TENSIONES MAY-
ORES QUE LA INDICADA PUEDEN DAÑAR LA SOLDADORA
E INVALIDAR LA GARANTÍA.
1.3 ACCESORIOS (OPTIONALS)
Ponerse en contacto con los agentes de zona o con el dis-
tribuidor.
1.4 CICLO DE TRABAJO
El ciclo de trabajo es el porcentaje de un intervalo de 10 minutos
en el que la soldadora puede soldar a la corriente nominal con
una temperatura ambiente de 40 °C sin que se dispare la protec-
ción termostática. Si la protección se dispara hay que dejar enfriar
la soldadora por lo menos 15 minutos y bajar el amperaje o acor-
tar el ciclo antes de retomar el trabajo (A ver pag. III).
1.5 CURVAS VOLTIOS - AMPERIOS
Las curvas voltios-amperios indican la máxima corriente y la
máxima tensión de salida que ofrece la soldadora (A ver pag. III).
2.0 INSTALACIÓN
IMPORTANTE: ANTES DE CONECTAR, PREPARAR O UTI-
LIZAR EL EQUIPO, LEA CUIDADOSAMENTE NORMAS DE
SEGURIDAD.
2.1 ACOMETIDA DEL GENERADOR A LA RED
DESCONECTAR LA SOLDADORA DURANTE LA SOLDADU-
RA PUEDE CAUSAR SERIOS DAÑOS AL EQUIPO.
Compruebe si Ia toma de corriente dispone del fusible que se in-
dica en Ia tabla técnica del generador. Todos los modelos de gen-
erador necesitan que se compensen las oscilaciones de voltaje.
A una oscilación de ± 15% corresponde una variación de Ia corri-
ente de soldadura de ± 0,2%.
INTERRUPTOR DE ALIMENTACIÓN Este interruptor
tiene dos posiciones:
I = ENCENDIDO / O = APAGADO.
2.2 TRANSPORTE DEL GENERADOR
PROTECCIÓN DEL SOLDADOR: CASCO - GUANTES -
CALZADO DE PROTECCIÓN.
LA SOLDADORA TIENE UN PESO MÁXIMO DE 25 KG Y
PUEDE SER LEVANTADA POR EL SOLDADOR. LEER ATEN-
TAMENTE LAS PÁGINAS QUE SIGUEN.
Este equipo está diseñado para poder ser elevado y transportado.
La operación de transporte es sencilla pero se debe realizar de
acuerdo con las reglas siguientes:
1. Tomar la soldadora por el asa del generador.
2. Antes de elevarla y desplazarla hay que desconectarla de la
red y desconectar todos los accesorios.
3. No elevar, arrastrar o tirar del equipo por los cables de ali-
mentación o de los accesorios.
2.3 PREPARACIÓN DEL EQUIPO PARA LA SOLDADURA
CON ELECTRODO REVESTIDO .
• APAGAR LA SOLDADORA ANTES DE CONECTARLA.
Conectar los accesorios de soldadura con sumo cuidado
para evitar pérdidas de potencia. Cumplir las normas de se-
guridad indicadas.
1. Montar el electrodo deseado en la pinza portaelectrodo.
2. Conectar el conector del cable de masa al borne rápido neg-
ativo (-) y la pinza del mismo cerca de la zona a soldar.
3. Conectar el conector de la pinza porta-electrodos al borne
rápido positivo (+).
4. Con esta disposición se obtiene una soldadura con polaridad
directa; para obtener la polaridad inversa hay que invertir las
conexiones.
5. Poner el selector de modo (Ref.1 - Pic. 1 page 3.) en solda-
dura con electrodos revestidos.
6. Ajustar el amperaje de soldadura moviendo el selector de
amperaje (Ref.3 - Pic. 1 page 3.) .
7. Encender el generador girando el conmutador de encendido.
PRIMARIO
140A 160A
Alimentación monofásica 230 V
Frequencia 50/60 Hz
Consumición eficaz 12 A 15 A
Consumición máxima 18,5 A 21,5 A
SECONDARIA
Tensión en vacío 43,4 V
Corriente de soldadura 5 A ÷ 140 A 5 A ÷ 160 A
Ciclo de trabajo a 30% 160 A
Ciclo de trabajo a 40% 140 A
Ciclo de trabajo a 60% 120 A 140 A
Ciclo de trabajo a 100% 100 A 120 A
Grado de protección IP 23
Clase de aislamiento H
Peso 6,6 Kg
Dimensiones 170 x 320 x 395 mm
Normative EN 60974.1 / EN 60974.10
ANTES DE INSERTAR LA CLAVIJA DEL
GENERADOR EN LA TOMA DE CORRI-
ENTE HAY QUE COMPROBAR SI LA
RED TIENE EL VOLTAJE QUE NECESI-
TA EL GENERADOR.

3 ES
FUNCIONES
ES
2.4 PREPARACIÓN DEL EQUIPO PARA LA SOLDADURA
GTAW ( TIG ) LIFT.
• APAGAR LA SOLDADORA ANTES DE CONECTARLA.
Conectar los accesorios de soldadura con sumo cuidado
para evitar pérdidas de potencia y fugas de gas. Cumplir las
normas de seguridad indicadas.
1. Poner el selector (Ref.1 - Pic. 1 page 3.) en modalidad de
soldadura Lift TIG.
2. Montar en el porta-electrodos el electrodo y la boquilla de
gas seleccionados (Observar cuánto sobresale la punta del
electrodo y en qué estado se encuentra).
3. Conectar el conector del cable de masa al borne rápido pos-
itivo (+) y la pinza del mismo cerca de la zona por soldar.
4. Conectar el conector de la pinza porta-electrodo al borne
rápido positivo (-).
5. Conectar el tubo de gas a la válvula de la bombona.
6. Ajustar el amperaje de soldadura moviendo el selector de
amperaje (Ref.3 - Pic. 1 page 3.) .
7. Abrir la llave del gas.
8. Encender el generador.
3.0 FUNCIONES
3.1 PANEL FRONTAL / PANEL TRASERO
Picture 1.
Picture 2.
1 - SELECTOR DE PROCESO (Ref.1 - Pic. 1 page 3.) : En esta
posición es posible soldar electrodos revestidos, de rutilo y básic-
os de uso común, así como electrodos revestidos especiales
como los celulósicos.
SELECTOR DE PRO-
CESO LIFT TIG
En esta posición se
suelda en TIG con mo-
dalidad lift como describe la fig-
ura.
Arranque del arco: Durante el
proceso de soldadura TIG, la
chispa de arranque del arco se
verifica según la siguiente
secuencia:
- se apunta el electrodo hacia la
pieza a soldar, provocando el
cortocircuito entre pieza (2) y
electrodo (1), y luego se alza; de
este modo se obtiene la chispa
de arranque del arco.
La integridad de la punta del
electrodo queda garantizada por
una baja corriente de arranque durante el cortocircuito entre pieza
y electrodo. La chispa de arranque es siempre perfecta, incluso
con predisposición del valor mínimo de corriente, y permite traba-
jar sin contaminar el ambiente con interferencias electromagneti-
cas, que son aquéllas muy fuertes y típicas de las descargas de
alta frecuencia.
Las ventajas pueden ser sintetizadas de la siguiente manera:
a. partida sin necesidad de alta frecuencia.
b. Partida sin arruinar la punta del electrodo, cualquiera que
sea el amperaje predispuesto, por lo que no existe la in-
clusión de tungsteno dentro de la pieza (Fenomeno que
se presenta e nel caso de partida de roce).
APAGADO: Para salir de la fase de soldadura, el solda-
dor puede utilizar la técnica convencional de rotura del
arco o, como alternativa, una modalidad recién introduci-
da que simula la acción del pulsador soplete. Esta técnic-
a, denominada Salida Fuzzy, permite obtener una rampa
de descenso sin utilizar el pulsador soplete. Durante la
soldadura, es suficiente que el operario se aleje de la pie-
za para iniciar una rampa de descenso. Para interrumpir
la rampa sin esperar el tiempo necesario para que se
cierre, el operario sólo debe romper el arco como en un
tig lift normal. La duración de la rampa depende de la cor-
riente especificada y garantiza un óptimo cierre del cráter.
2 - FAULT (Amarillo) (Ref.2 - Pic. 1 page 3.) : cuando este LED
se enciende indica que el equipo se ha recalentado por haber so-
brepasado el ciclo de trabajo. En este caso hay que interrumpir la
soldadura y dejar el generador encendido hasta que la tempera-
tura se normalice y el led se apague.
3 - SELECTOR AMPERAJE (Ref.3 - Pic. 1 page 3.) : permite
ajustar la corriente de soldadura.
4 - INTERRUPTOR DE ALIMENTACIÓN
Este interruptor (Ref.4 - Pic. 2 page 3.) tiene dos posi-
ciones:
I = ENCENDIDO / O = APAGADO.
5 - LED ON VERDE ENCENDIDO (Ref.5 - Pic. 1 page 3.): este
LED se enciende cuando el generador está encendido.
NOTA. El generador cuenta con un dispositivo “antisticking” que
permite separar el electrodo de la pieza con facilidad cuando se
pega o hay un cortocircuito en la salida. Como se activa al dar cor-
riente al generador, este dispositivo ya està activo durante el di-
agnóstico inicial, por lo que identifica como anomalía cualquier
carga o cortocircuito que se produce en esta fase e inhabilita la
potencia de salida.
4.0 MANTENIMIENTO
ATENCIÓN: DESCONECTAR EL ENCHUFE Y DEJAR PASAR
- UNOS 5 MINUTOS ANTES DE INICIAR EL MANTENIMIENTO.
5
2
3
1
4

FALLO O DEFECTO DE SOLDADURA - CAUSAS POSIBLES – SOLUCIÓNS
4 ES
ES
LA FRECUENCIA DE MANTENIMIENTO HA DE AUMENTAR
EN CONDICIONES DURAS DEUSO.
Cada tres (3) meses:
a. Sustituir las etiquetas ilegibles.
b. Limpiar y apretar los terminales de soldadura.
c. Reparar o sustituir los cables de soldadura que estén da-
ñados.
d. Hacer sustituir, por personal especializado, el cable de
alimentación si está dañado.
Cada seis (6) meses:
Limpiar el polvo dentro del generador con aire seco.
Limpiar el polvo con mayor frecuencia si el ambiente de trabajo es
polvoriento.
5.0 FALLO O DEFECTO DE SOLDADURA - CAU-
SAS POSIBLES – SOLUCIÓNS
FALLO O DEFECTO DE SOLDADURA CAUSAS POSIBLES SOLUCIÓNS
El generador no suelda. El display digital está
apagado
A) El interruptor general está apagado
B) El cable de alimentación está cortado (faltan
una o más fases).
C) Otra causa.
A) Encender el interruptor general.
B) Revisarlo y conectarlo correctamente.
C) Hacer revisar el generador por el Centro de Asis-
tencia
Durante la soldadura la corriente de salida se
corta de repente, el led verde se apaga y el am-
arillo se enciende.
Si ha disparado la protección térmica de sobre-
temperatura (Véase el apartado ciclo de trabajo).
Dejar el generador encendido de 10 a 15 minutos
hasta que se enfríe y vuelve a encenderse el led am-
arillo.
El generador no suelda pero el led verde per-
manece encendido. Hay un problema en el circuito del generador. Hay un problema en el circuito del generador. Llamar
al Centro de Asistencia.
Baja potencia de soldadura. Los cables de salida están mal conectados.
Falta una fase.
Revisar los cables y verificar si la pinza de masa es
suficiente y si la pieza está libre de pintura, grasa y
herrumbre.
Los chorros son demasiado grandes El arco de soldadura demasiado largo.
La corriente de soldadura es demasiado grande.
La polaridad de la antorcha no es adecuada.
Ajustar ARC FORCE CONTROL.
Ajustar la corriente.
Cráteres. El electrodo se aleja demasiado rápido.
Inclusiones Superficie sucia o pasadas mal repartidas - Movimiento defectuoso del electrodo
Penetración insuficiente Velocidad de avance demasiado alta. Corriente de soldadura demasiado baja.
El electrodo se pega. El arco es demasiado corto.
La corriente es demasiado baja.
Ajustar ARC FORCE CONTROL.
Aumentar la corriente.
Soplos y poros Electrodos húmedos. Arco demasiado largo. Polaridad de la antorcha inadecuada.
Fisuras Corriente demasiado alta. Materiales sucios.
En TIG se funde el electrodo La polaridad de la antorcha o el gas no son adecuados.

1 IT
INDICE GENERALE
IT
1.0 DESCRIZIONE E CARATTERISTICHE TECNICHE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.1 DESCRIZIONE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.2 CARATTERISTICHE TECNICHE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.3 ACCESSORI (OPZIONALI) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.4 DUTY CYCLE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.5 CURVE VOLT - AMPERE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.0 INSTALLAZIONE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.1 CONNESSIONE DELLA SALDATRICE ALLA RETE DI ALIMENTAZIONE . . . . . . . . . . . . . . . . . . . . 2
2.2 MOVIMENTAZIONE E TRASPORTO DEL GENERATORE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.3 COLLEGAMENTO PREPARAZIONE ATTREZZATURA PER SALDATURA CON ELETTRODO RIVESTITO . .2
2.4 COLLEGAMENTO PREPARAZIONE ATTREZZATURA PER SALDATURA GTAW (TIG) LIFT. . . . 3
3.0 FUNZIONI . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
3.1 PANNELLO ANTERIORE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
4.0 MANUTENZIONE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
5.0 TIPI DI GUASTO / DIFETTI DI SALDATURA - CAUSE POSSIBILI - CONTROLLI E RIMEDI . . . . . . . . . . 4

DESCRIZIONE E CARATTERISTICHE TECNICHE
2 IT
IT
1.0 DESCRIZIONE E CARATTERISTICHE TEC-
NICHE
1.1 DESCRIZIONE
L’impianto è un moderno generatore di corrente continua per la
saldatura di metalli, nato grazie all’applicazione dell’inverter. Que-
sta particolare tecnologia ha permesso la costruzione di genera-
tori compatti e leggeri, con prestazioni ad alto livello. Possibilità di
regolazioni, alto rendimento e consumo energetico contenuto ne
fanno un ottimo mezzo di lavoro, adatto a saldature con elettrodo
rivestito e GTAW (TIG).
1.2 CARATTERISTICHE TECNICHE
TARGA DATI
La macchina può essere connessa ad un motogeneratore di po-
tenza adeguata ai dati di targa e che presenti le seguenti caratte-
ristiche:
- Tensione di uscita compresa tra 185 e 275 Vac.
- Frequenza compresa tra 50 e 60 Hz.
IMPORTANTE: VERIFICARE CHE LA SORGENTE DI ALI-
MENTAZIONE SODDISFI I REQUISITI DI CUI SOPRA. IL SU-
PERAMENTO DELLA TENSIONE INDICATA PUÒ
DANNEGGIARE LA SALDATRICE E ANNULLARE LA GA-
RANZIA.
1.3 ACCESSORI (OPZIONALI)
Consultare gli agenti di zona.
1.4 DUTY CYCLE
Il duty cycle è la percentuale di 10 minuti che la saldatrice può sal-
dare alla sua corrente nominale, considerando una temperatura
ambiente di 40° C, senza l’intervento della protezione termostati-
ca. Se questa dovesse intervenire, si consiglia di aspettare alme-
no 15 minuti in modo che la saldatrice possa raffreddarsi e prima
di saldare ancora ridurre la corrente o il duty cycle (Vedi pag. III).
1.5 CURVE VOLT - AMPERE
Le curve Volt-Ampere mostrano la massima corrente e tensione
di uscita che é in grado di erogare la saldatrice (Vedi pag. III).
2.0 INSTALLAZIONE
IMPORTANTE: PRIMA DI COLLEGARE, PREPARARE O UTI-
LIZZARE L'ATTREZZATURA, LEGGERE ATTENTAMENTE LA
PRESCRIZIONI DI SICUREZZA.
2.1 CONNESSIONE DELLA SALDATRICE ALLA RETE DI
ALIMENTAZIONE
DISATTIVARE LA SALDATRICE DURANTE IL PROCESSO DI
SALDATURA POTREBBE CAUSARE SERI DANNI ALLA
STESSA.
Accertarsi che la presa d'alimentazione sia dotata del fusibile in-
dicato nella tabella tecnica posta sul generatore. Tutti i modelli di
generatore prevedono una compensazione delle variazioni di re-
te. Per variazione +-15% si ottiene una variazione della corrente
di saldatura del +-0,2%.
SELETTORE D’ACCENSIONE:
Questo interuttore ha due posizioni I = ACCESO - O =
SPENTO.
2.2 MOVIMENTAZIONE E TRASPORTO DEL GENERA-
TORE
PROTEZIONE OPERATORE: CASCO - GUANTI - SCARPE DI
SICUREZZA.
LA SALDATRICE NON SUPERA IL PESO DI 25 KG. E PUÒ ES-
SERE SOLLEVATA DALL’OPERATORE. LEGGERE BENE LE
PRESCRIZIONI SEGUENTI.
La saldatrice è stata progettata per il sollevamento e il trasporto.
Il trasporto dell’attrezzatura è semplice ma deve essere compiuto
rispettando le regole qui riportate:
1. Tali operazioni possono essere eseguite per mezzo della
maniglia presente sul generatore.
2. Scollegare dalla rete di tensione il generatore e tutti gli ac-
cessori dallo stesso, prima del sollevamento o spostamento.
3. L’attrezzatura non dev’essere sollevata, trascinata o tirata
con l’ausilio dei cavi di saldatura o di alimentazione.
2.3 COLLEGAMENTO PREPARAZIONE ATTREZZATURA
PER SALDATURA CON ELETTRODO RIVESTITO
• SPEGNERE LA SALDATRICE PRIMA DI ESEGUIRE LE CON-
NESSIONI.
Collegare accuratamente gli accessori di saldatura onde evi-
tare perdite di potenza. Attenersi scrupolosamente alle pre-
scrizioni di sicurezza.
1. Montare sulla pinza porta elettrodo, l'elettrodo scelto.
2. Collegare il connettore del cavo di massa al morsetto rapido
negativo e la pinza dello stesso vicino alla zona da saldare.
3. Collegare il connettore della pinza porta elettrodo al morsetto
rapido positivo.
4. Il collegamento di questi due connettori così effettuato, darà
come risultato una saldatura con polarità diretta; per avere
una saldatura con polarità inversa, invertire il collegamento.
5. Posizionare il selettore modalità (Rif.1 - Pic. 1 page 3.) su
saldatura con elettrodi rivestiti.
6. Regolare la corrente di saldatura tramite il selettore amper-
aggio (Rif.3 - Pic. 1 page 3.) .
7. Accendere il generatore ruotando il selettore d’accensione.
PRIMARIO
140A 160A
Tensione monofase 230 V
Frequenza 50/60 Hz
Consumo effettivo 12 A 15 A
Consumo massimo 18,5 A 21,5 A
SECONDARIO
Tensione a vuoto 43,4 V
Corrente di saldatura 5 A ÷ 140 A 5 A ÷ 160 A
Ciclo di lavoro 30% 160 A
Ciclo di lavoro 40% 140 A
Ciclo di lavoro 60% 120 A 140 A
Ciclo di lavoro 100% 100 A 120 A
Indice di protezione IP 23
Classe di isolamento H
Peso 6,6 Kg
Dimensioni 170 x 320 x 395 mm
Normative EN 60974.1 / EN 60974.10
PRIMA DI INSERIRE LA SPINA DI ALI-
MENTAZIONE, ONDE EVITARE LA ROT-
TURA DEL GENERATORE,
CONTROLLARE CHE LA TENSIONE DI
LINEA CORRISPONDA ALL’ALIMENTA-
ZIONE VOLUTA.

3 IT
FUNZIONI
IT
2.4 COLLEGAMENTO PREPARAZIONE ATTREZZATURA
PER SALDATURA GTAW (TIG) LIFT.
• SPEGNERE LA SALDATRICE PRIMA DI ESEGUIRE LE CON-
NESSIONI.
Collegare accuratamente gli accessori di saldatura onde evi-
tare perdite di potenza o fughe di gas pericolose. Attenersi
scrupolosamente alle prescrizioni di sicurezza.
1. Posizionare il selettore modalità di saldatura (Rif.1 - Pic. 1
page 3.) su saldatura Lift TIG.
2. Montare sulla torcia porta elettrodo l'elettrodo e l'ugello gui-
da-gas scelti. (Controllare sporgenza e stato della punta
dell'elettrodo).
3. Collegare il connettore del cavo di massa al morsetto rapido
positivo (+) e la pinza dello stesso vicino alla zona da saldare.
4. Collegare il connettore del cavo di potenza della torcia al
morsetto rapido negativo (-).
5. Connettere il tubo gas al regolatore sulla bombola gas.
6. Regolare l’amperaggio della corrente di saldatura tramite il
potenziometro (Rif.3 - Pic. 1 page 3.) .
7. Aprire il rubinetto del gas.
8. Accendere il generatore.
3.0 FUNZIONI
3.1 PANNELLO ANTERIORE / PANNELLO POSTERIORE
Picture 1.
Picture 2.
1 - SELETTORE PROCESSO (Rif.1 - Pic. 1 page 3.) : In questa
posizione si possono saldare elettrodi rivestiti rutili e basici di co-
mune utilizzo.
PROCESSO LIFT TIG
In questa posizione si
seleziona il processo di
saldatura a TIG con par-
tenza lift come descritto in seguito.
INNESCO: Nel processo di sal-
datura TIG l’innesco dell’arco
avviene con la seguente se-
quenza:
si punta l’elettrodo al pezzo da
saldare provocando il cortocir-
cuito tra pezzo (2) ed elettrodo
(1) e poi si alza; in questo modo
si ha l’innesco dell’arco.
L’integrità della punta dell’elet-
trodo è garantita da una bassa
corrente di innesco durante il
cortocircuito tra pezzo ed elet-
trodo. L’innesco è sempre per-
fetto anche al valore minimo di corrente di saldatura impostato e
permette di lavorare senza inquinare l’ambiente circostante da di-
sturbi elettromagnetici molto forti tipicamente provocati dalla sca-
rica di alta frequenza.
I benefici si possono riassumere come segue:
a. Partenza senza bisogno di alta frequenza.
b. Partenza senza rovinare la punta dell’elettrodo a qualsiasi
amperaggio impostato e pertanto non esiste l’inclusione
di tungsteno dentro il pezzo (Fenomeno che si presenta
con la partenza a striscio).
SPEGNIMENTO: Per uscire dalla fase di saldatura l’ope-
ratore può utilizzare la tecnica convenzionale dello strap-
po o in alternativa è stata introdotta una nuova tecnica
che simula il pulsante torcia. Questa tecnica “Uscita Fuz-
zy” permette di avere una rampa di discesa senza pulsan-
te torcia. Durante la fase di saldatura basta che
l’operatore si allontani dal pezzo per iniziare una rampa di
discesa, qualora si volesse interrompere la rampa (senza
attendere il tempo necessario alla sua chiusura) basta
che l’operatore strappi l’arco come un normale tig lift. La
durata della rampa dipende dalla corrente impostata è
tale da garantire una ottima chiusura del cratere.
2 - FAULT LED (Giallo) (Rif.2 - Pic. 1 page 3.) : l’accensione del
LED giallo, posto sul pannello anteriore, indica un surriscalda-
mento dell’apparecchiatura causato da un eccessivo ciclo di lavo-
ro, in tal caso interrompere l’operazione di saldatura, lasciando
acceso il generatore, fino allo spegnimento della spia che indica
una normalizzazione della temperatura.
3 - REGOLAZIONE CORRENTE (Rif.3 - Pic. 1 page 3.) : con que-
sto potenziometro si regola la corrente di saldatura.
4 - SELETTORE D’ACCENSIONE:
Questo interuttore ha due posizioni (Rif.4 - Pic. 2 page
3.)
I = ACCESO - O = SPENTO.
5 - LED ON ACCESO (Verde) (Rif.5 - Pic. 1 page 3.) : questo LED
si accende quando il generatore è acceso.
NB: il generatore è provvisto di un dispositivo (Antisticking) che di-
sabilita la potenza in caso di cortocircuito in uscita o di incollaggio
dell’elettrodo e permette di staccarlo facilmente dal pezzo. Questo
dispositivo entra in funzione quando viene alimentato il generato-
re, quindi anche durante il periodo di verifica iniziale, per cui un
qualsiasi inserimento di carico o cortocircuito in questo periodo,
viene visto come un’anomalia che causa la disabilitazione della
potenza in uscita.
4.0 MANUTENZIONE
ATTENZIONE: SCOLLEGARE LA SPINA DI ALIMENTAZIONE
E QUINDI ATTENDERE ALMENO 5 MINUTI PRIMA DI EFFET-
TUARE QUALUNQUE INTERVENTO DI MANUTENZIONE. LA
FREQUENZA DI MANUTENZIONE DEVE ESSERE AUMENTA-
TA IN CONDIZIONI GRAVOSE DI UTILIZZO.
5
2
3
1
4

TIPI DI GUASTO / DIFETTI DI SALDATURA - CAUSE POSSIBILI - CONTROLLI E RI-
4 IT
IT
Ogni tre (3) mesi eseguire le seguenti operazioni:
a. Sostituire le etichette che non sono leggibili.
b. Pulire e serrare i terminali di saldatura.
c. Riparare o sostituire i cavi di saldatura danneggiati.
d. Far sostituire da personale specializzato il cavo di ali-
mentazione qualora risulti danneggiato.
Ogni sei (6) mesi eseguire le seguenti operazioni:
Pulire dalla polvere l’interno del generatore utilizzando un getto
d’aria secca.
Incrementare la frequenza di questa operazione quando si opera
in ambienti molto polverosi.
5.0 TIPI DI GUASTO / DIFETTI DI SALDATURA -
CAUSE POSSIBILI - CONTROLLI E RIMEDI
TIPO DI GUASTO / DIFETTI DI SALDATURA CAUSE POSSIBILI CONTROLLI E RIMEDI
Il generatore non salda:
A) L’interruttore generele è spento.
B) Cavo di alimentazione interrotto (mancanza di
una o più fasi).
C) Altro
D) C’è un problema nel circuito del generatore.
A) Accendere l’interruttore generale.
B) Verificare e ovviare.
C) Richiedere un controllo al Centro Assistenza.
D) Richiedere un controllo al Centro Assistenza.
Durante il lavoro di saldatura improvvisamente
la corrente in uscita si interrompe, si spegne il
led verde e si accende il led giallo.
Si è verificata una sovratemperatura ed è inter-
venuta la protezione termica (Vedere i cicli di lav-
oro).
Lasciare il generatore acceso e attendere che si raf-
freddi (10-15 minuti) fino al ripristino della protezione
e relativo spegnimento del led giallo.
Potenza di saldatura ridotta. Cavi di collegamento in uscita non allacciati cor-
rettamente.
Controllare l’integrità dei cavi, che la pinza di massa
sia sufficiente e che sia applicata sul pezzo da sal-
dare pulito da ruggine, vernice o grasso.
Spruzzi eccessivi. Arco di saldatura lungo.
Corrente di saldatura elevata.
Polarità torcia non corretta.
Abbassare il valore della corrente impostata.
Crateri. Allontanamento rapido dell’elettrodo in staccata.
Inclusioni. Cattiva pulizia o distribuzione delle passate. Movimento difettoso dell’elettrodo.
Penetrazione insufficiente. Velocità di avanzamento elevata. Corrente di saldatura troppo bassa.
Incollature. Arco di saldatura troppo corto.
Corrente troppo bassa. Aumentare il valore della corrente impostata.
Soffiature e porosità. Elettrodi umidi. Arco lungo. Polarità torcia non corretta.
Cricche. Correnti troppo elevate. Materiali sporchi.
In TIG si fonde l’elettrodo. Polarità torcia non corretta. Tipo di gas non adatto.

1 PT
ÍNDICE
PT
1.0 DESCRIÇÃO E CARACTERÍSTICAS TÉCNICAS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.1 DESCRIÇÃO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.2 CARACTERÍSTICAS TÉCNICAS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.3 ACESSÓRIOS (OPT.) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.4 CICLO DE TRABALHO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.5 DIAGRAMA VOLTS - AMPÈRES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.0 INSTALAÇÃO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.1 LIGAÇÕES DA SOLDADORA À REDE DE ALIMENTAÇÃO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.2 MOVIMENTAÇÃO E TRANSPORTE DO GERADOR . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.3
LIGAÇÃO PREPARAÇÃO DO EQUIPAMENTO PARA SOLDADURA COM ELÉCTRODO REVESTIDO.
2
2.4 LIGAÇÃO E PREPARAÇÃO DO EQUIPAMENTO PARA SOLDADURA GTAW (TIG) LIFT. . . . . . . 3
3.0 FUNÇÕES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
3.1 PAINEL ANTERIOR . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
4.0 MANUTENÇÃO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
5.0 TIPOS DE AVARIAS / DEFEITOS DE SOLDADURA – CAUSA- SOLUÇÕES . . . . . . . . . . . . . . . . . . . . . . 4

DESCRIÇÃO E CARACTERÍSTICAS TÉCNICAS
2 PT
PT
1.0 DESCRIÇÃO E CARACTERÍSTICAS TÉCNICAS
1.1 DESCRIÇÃO
A máquina é um moderno gerador de corrente contínua para a
soldadura de metais, originada graças à aplicação do inverter.
Esta particular tecnologia permite a construção de geradores
compactos e leves, com prestações de alto nível. A possibilidade
de funcionamento com baixo consumo energético e alto rendi-
mento transformamna num óptimo meio de trabalho, adaptado a
soldadoras com eléctrodos revestidos e GTAW(TIG).
1.2 CARACTERÍSTICAS TÉCNICAS
TABELA DE DADOS
A máquina pode ser ligada a um gerador eléctrico de potência
adequada aos dados presentes na chapa e que apresente as se-
guintes características:
- Tensão de saída compreendida entre 185 e 275 Vac.
- Frequência compreendida entre 50 e 60 Hz.
IMPORTANTE: CERTIFIQUE-SE DE QUE A FONTE DE ALI-
MENTAÇÃO SATISFAZ OS REQUISITOS ACIMA. SE A TEN-
SÃO INDICADA FOR EXCEDIDA, TAL PODE DANIFICAR A
SOLDA-DURA E ANULAR A GARANTIA.
1.3 ACESSÓRIOS (OPT.)
Consulte os revendedores ou contacte os agentes mais próximos.
1.4 CICLO DE TRABALHO
O ciclo de trabalho é a percentagem de um intervalo de 10 minu-
tos durante os quais a soldadora pode soldar à sua corrente no-
minal, à temperatura ambiente de 40° C, sem que intervenha o
dispositivo de protecção termostática. Se o dispositivo intervir,
convém aguardar pelo menos 15 minutos para permitir o arrefeci-
mento da soldadora; antes de iniciar a soldar reduza a ampera-
gem ou a duração do ciclo (Vide página III).
1.5 DIAGRAMA VOLTS - AMPÈRES
As curvas do diagrama Volts - Ampères ilustram a corrente e ten-
são de saída máximas que o aparelho pode debitar (Vide página
III).
2.0 INSTALAÇÃO
IMPORTANTE: ANTES DE LIGAR, PREPARAR OU UTILIZAR
O EQUIPAMENTO, LER ATENTAMENTE NORMAS DE SEGU-
RANÇA.
2.1 LIGAÇÕES DA SOLDADORA À REDE DE ALIMENTA-
ÇÃO
DESACTIVAR A SOLDADORA DURANTE O PROCESSO DE
SOLDADURA PODERÁ CAUSAR À MESMA SÉRIOS DANOS.
Certificarse que a tomada de alimentação seja dotada de fusível
indicado na tabela técnica colocada no gerador. Todos os mode-
los de gerador prevêem uma compensação das variações de re-
de. Para variações +- 15% obtem-se uma variação da corrente de
soldadura de +- 0,2%.
SELECTOR DE COMBUSTÃO:
Este interruptor tem duas posições I = LIGADO - O =
DESLIGADO.
2.2 MOVIMENTAÇÃO E TRANSPORTE DO GERADOR
PROTECÇÃO DO OPERADOR: CAPACETE – LUVAS – SAPA-
TOS DE SEGURANÇA.
A SOLDADORA NÃO PESA MAIS DE 25 KG. E PODE SER LE-
VANTADA PELO OPERADOR. DEVE LER BEM AS NORMAS
SEGUINTES.
A soldadora foi projectada para ser levantada e transportada. O
transporte do aparelho é simples mas devem-se respeitar as se-
guintes regras:
1. As operações podem ser executadas por meio da manilha
presente no gerador.
2. Separar da rede de tensão o gerador e todos os acessórios
do mesmo, antes da elevação e da deslocação do local.
3. A máquina não deve ser elevada, movida ou puxada com o
auxílio de cabos de soldadura ou de alimentação.
2.3 LIGAÇÃO PREPARAÇÃO DO EQUIPAMENTO PARA
SOLDADURA COM ELÉCTRODO REVESTIDO.
• DESLIGAR A SOLDADORA ANTES DE EXECUTAR AS LI-
GAÇÕES.
Ligar cuidadosamente os acessórios de soldadora para evi-
tar perdas de potência. Seguir escrupulosamente as normas
de segurança.
1. Meter na pinça porta-eléctrodo o eléctrodo escolhido.
2. Ligar o conector do cabo de massa ao borne rápido negativo
e a pinça do mesmo junto da zona para soldar.
3. Ligar o conector da pinça porta-eléctrodo ao borne rápido
positivo.
4. A união destes dois conectores assim efectuada dará como
resultado uma soldadura com polaridade directa; por obter
uma soldadura com polaridade inversa, inverter a união.
5. Posicionar o selector modalidade (Rif.1 - Pic. 1 page 3.) so-
bre soldadura com eléctrodos revestidos.
6. Regular a corrente de soldadura através do selector de am-
peragem (Rif.3 - Pic. 1 page 3.) .
7. Ligar o gerador premindo o interruptor.
PRIMÁRIO
140A 160A
Tensão monofásica 230 V
Frequência 50/60 Hz
Consumo efectivo 12 A 15 A
Consumo máximo 18,5 A 21,5 A
SECUNDÁRIO
Tensão em circuito aberto 43,4 V
Corrente de soldadura 5 A ÷ 140 A 5 A ÷ 160 A
Ciclo de trabalho a 30% 160 A
Ciclo de trabalho a 40% 140 A
Ciclo de trabalho a 60% 120 A 140 A
Ciclo de trabalho a 100% 100 A 120 A
Grau de protecção IP 23
Classe de isolamento H
Peso 6,6 Kg
Dimensões 170 x 320 x 395 mm
Normas EN 60974.1 / EN 60974.10
ANTES DE INSERIR A TOMADA DE ALI-
MENTAÇÃO, PARA EVITAR A ROTURA
DO GERADOR, CONTROLAR QUE A
TENSÃO DA LINHA CORRESPONDA À
ALIMENTAÇÃO DESEJADA.

3 PT
FUNÇÕES
PT
2.4 LIGAÇÃO E PREPARAÇÃO DO EQUIPAMENTO
PARA SOLDADURA GTAW (TIG) LIFT.
• DESLIGAR A SOLDADORA ANTES DE EXECUTAR AS LI-
GAÇÕES.
Ligar cuidadosamente os acessórios de soldadora para evi-
tar perdas de potência. Seguir escrupulosamente as normas
de segurança.
1. Colocar o selector modalida de de soldadura dadura (Rif.1 -
Pic. 1 page 3.) sobre a soldadura Lift TIG.
2. Pôr sobre a tocha porta-eléctrodos o eléctrodo e o funil de
gáz escolhidos. (Controlar as saliências e o estado da ponta
do eléctrodo).
3. Ligar o conector do cabo de massa ao borne rápido positivo
(+) e a pinça do mesmo junto à zona para soldar.
4. Ligar o conector do cabo de potência da tocha porta-eléct-
rodos ao borne rápido negativo (-).
5. Ligar o tubo gás ao regulador sobre a botija de gás.
6. Regular a amperagem da corrente de soldadura por meio do
potenciómetro (Rif.3 - Pic. 1 page 3.) .
7. Abrir a torneira do gás.
8. Ligar o gerador.
3.0 FUNÇÕES
3.1 PAINEL ANTERIOR / PAINEL POSTERIOR
Picture 1.
Picture 2.
1 - SELECTOR PROCESS
(Rif.1 - Pic. 1 page 3.) :en esta posição
podemse soldar eléctrodos revestidos brilhantes e alcalinos de
utilização vulgar.
PROCESSO LIFT TIG
Nesta posição selec-
ciona-se o processo
de soldadura TIG com
partida lift como abaixo descrito.
IGNIÇÃO:
No processo de solda-
dura TIG, a ignição do arco ocorre
com a seguinte sequência:
aponta-se o eléctrodo à peça a
soldar provocando o curto-cir-
cuito entre a peça (2) e o eléct-
rodo (1) e, de seguida, levanta-
se; deste modo, obtém-se a igni-
ção do arco.
A integridade da ponta do eléct-
rodo é garantida por uma baixa
corrente de ignição durante o
curto-circuito entre a peça e o
eléctrodo. A ignição é sempre
perfeita, mesmo no valor mínimo de corrente de soldadura pro-
gramado, e permite trabalhar sem poluir o ambiente envolvente
com interferências electromagnéticas muito fortes, tipicamente
provocadas pela descarga de alta frequência.
Os benefícios podem resumir-se do seguinte modo:
a. Arranque sem necessidade de alta frequência.
b. Arranque sem danificar a ponta do eléctrodo a qualquer
amperagem programada, pelo que não existe a inclusão
de tungsténio dentro da peça (Fenómeno que se apre-
senta com o arranque rápido).
DESACTIVAÇÃO: Para sair da fase de soldadura, o ope-
rador pode utilizar a técnica convencional do esticão ou,
em alternativa, foi introduzida uma nova técnica que esti-
mula o botão da torcha. Esta técnica “Saída Fuzzy” per-
mite ter uma rampa de descida sem botão da torcha.
Durante a fase de soldadura, basta que o operador se
afaste da peça para iniciar uma rampa de descida; caso
se pretenda interromper a rampa (sem aguardar o tempo
necessário para o seu fecho), basta que o operador ras-
gue o arco como um normal tig lift. A duração da rampa
depende da corrente programada, de modo a garantir um
óptimo fecho da cratera.
2 - FAULT LED (Amarelo) (Rif.2 - Pic. 1 page 3.) : a combustão
do LED amarelo, colocada no painel anterior, indica um aqueci-
mento excessivo do aparelho provocado por um trabalho exces-
sivo; neste caso, interromper a operação de soldadura, mantendo
ligado o gerador, até ao desligar da espia o que indica uma nor-
malização da temperatura.
3 - REGULAÇÃO CORRENT (Rif.3 - Pic. 1 page 3.) : com este
potenciómetro regulase a corrente de soldadura.
4 - SELECTOR DE COMBUSTÃO:
Este interruptor tem duas posições (Rif.4 - Pic. 2 page 3.)
I = LIGADO - O = DESLIGADO
5 - LED ON ACESO (Verde) (Rif.5 - Pic. 1 page 3.) : este LED
acendese quando o gerador está ligado.
NB: o gerador é provido de um dispositivo (Antisticking) que inac-
tiva a potência no caso de curto-circuito na saída ou de união do
eléctrodo e permite destacálo facilmente da peça. Este dispositi-
vo entra em funcionamento quando é alimentado o gerador, as-
sim como, durante o período de controle inicial, em que esiste
uma qualquer carga ou curto-circuito, é visto como uma anomalia
que causa a desactivação da potência de saída.
4.0 MANUTENÇÃO
ATENÇÃO: DESLIGUE A FICHA DE ALIMENTAÇÃO E, DE
SEGUIDA, AGUARDE PELO MENOS 5 MINUTOS ANTES DE
EFECTUAR QUALQUER INTERVENÇÃO DE MANUTENÇÃO.
A FREQUÊNCIA DE MANUTENÇÃO DEVE SER AUMENTADA
EM CONDIÇÕES DE UTILIZAÇÃO EXIGENTES.
5
2
3
1
4

TIPOS DE AVARIAS / DEFEITOS DE SOLDADURA – CAUSA- SOLUÇÕES
4 PT
PT
De três (3) em três meses, realize as seguintes operações:
a. Substitua as etiquetas que não estiverem legíveis.
b. Limpe e aperte os terminais de soldadura.
c. Repare ou substitua os cabos de soldadura danificados.
d. Mande substituir por pessoal especializado o cabo de al-
imentação caso esteja danificado.
De seis (6) em seis meses, realize as seguintes operações:
Limpe o pó do interior do gerador utilizando um jacto de ar seco.
Aumente a frequência desta operação quando trabalhar em am-
bientes com muito pó.
5.0 TIPOS DE AVARIAS / DEFEITOS DE SOLDA-
DURA – CAUSA- SOLUÇÕES
TIPO DE AVARIAS –
DEFEITOS DE SOLDADURA CAUSAS POSSíVEIS CONTROLE E SOLUÇÕES
O gerador não solda: o instrumento digital não
está iluminado
A) O interruptor geral está desligado.
B) O cabo de alimentação interrompido (falta de
uma ou mais fases).
C) Outras
A) Ligar o interruptor geral.
B) Verificar e reparar .
C)Pedir um controle ao Centro de Assistência.
Durante o trabalho de soldadura inesperada-
mente a corrente de saída interrompe-se desli-
ga-se o sinal verde e liga-se o sinal amarelo.
Se se verifica alta temperatura intervém-se com
a protecção térmica. (Ver os ciclos de trabalho).
Deixar o gerador ligado e esperar que arrefeça (10-15
minutos) até à reparação da protecção e ao desligar
do sinal amarelo.
O gerador não solda: permanece ligado o sinal
verde mesmo no vazio. Há um problema no circuito do gerador. Pedir um controle ao Centro de Assistência.
Potência reduzida da soldadura. Cabos de ligação de saída não unidos correcta-
mente. Falta de uma fase.
Controlar a integridade dos cabos, que a pinça de
massa seja suficiente e que seja aplicada na peça
para soldar sem ferrugem, verniz ou gordura.
Salpicos excessivos. Arco longo de soldadura.
Corrente de soldadura elevada.
Polaridade da tocha incorrecta.
Baixar a regulação do arc-force.
Diminuir o valor de corrente inicial.
Fendas. Afastamento rápido dos eléctrodos separados.
Inclusões. Falta de limpeza ou de distribuição da pintura.
Movimento defeituoso do eléctrodo.
Penetrações insuficientes. Velocidade alta de avanço. Corrente de soldadura demasiado baixa.
Colagens. Arco de soldadura muito curto.
Corrente muito baixa.
Aumentar o arc-force.
Aumentar o valor da corrente inicial.
Saídas de ar e porosidade. Eléctrodos húmidos. Arco longo. Polaridade tocha incorrecta.
Uniões. Correntes muito elevadas. Materiais sujos.

1 NL
INHOUD
NL
1.0 BESCHRIJVING EN TECHNISCHE KENMERKEN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.1 BESCHRIJVING . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.2 TECHNISCHE KENMERKEN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.3 ACCESSOIRES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.4 DUTY CYCLE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.5 KROMME VOLT - AMPERE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.0 INSTALLATIE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.1 AANSLUITEN VAN HET LASAPPARAAT OP HET VOEDINGSNET . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.2 VERPLAATSEN EN VERVOEREN VAN DE GENERATOR . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.3 AANSLUITING KLAARMAKEN UITRUSTINGVOOR HET LASSEN MET BEKLEDE ELEKTRODE . 2
2.4 AANSLUITING KLAARMAKEN UITRUSTING VOOR GTAW (TIG) LASSEN. . . . . . . . . . . . . . . . . . . 3
3.0 FUNCTIES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
3.1 PANEEL VOORKANT . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
4.0 ONDERHOUD . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
5.0 SOORT STORING/FOUT IN HET LASWERK - MOGELIJKE OORZAAK - CONTROLE EN OPLOSSING 4

BESCHRIJVING EN TECHNISCHE KENMERKEN
2 NL
NL
1.0 BESCHRIJVING EN TECHNISCHE KENMER-
KEN
1.1 BESCHRIJVING
De installatie bestaat uit een moderne gelijkstroomgenerator voor
het lassen van metalen met toepassing van een inverter. Dankzij
dit technologisch snufje kunnen compacte en lichtgewicht genera-
tors met een hoog prestatievermogen gebouwd worden. De mo-
gelijkheid tot afstellen, het hoge rendement en lage
energieverbruik zorgen voor optimale resultaten bij het lassen met
beklede elektrode en GTAW (TIG) laswerk.
1.2 TECHNISCHE KENMERKEN
TYPEPLAATJE
De machine kan worden aangesloten op een elektriciteitsgenera-
tor die voldoet aan de gegevens op het typeplaatje en die de vol-
gende kenmerken heeft:
- Uitvoerspanning tussen de 185 en 275 VAC.
- Frequentie tussen 50 en 60 Hz.
1.3 ACCESSOIRES
Raadpleeg de plaatselijke vertegenwoordigers of de leverancier.
1.4 DUTY CYCLE
De duty cycle betreft de 10 minuten dat het lasapparaat kan las-
sen met de nominale stroomwaarde, bij een omgevingstempera-
tuur van 40â C, zonder dat de thermostatische beveiliging ingrijpt.
Mocht deze ingrijpen, dan is het raadzaam minstens 15 minuten
te wachten, zodat het lasapparaat kan afkoelen en alvorens op-
nieuw te lassen het amperage of de duty cycle verder te verlagen
(zie pag. III). Overschrijden van de op het typeplaatje vermelde
duty cycle kan schade aan het lasapparaat veroorzaken en de ga-
rantie doen vervallen.
1.5 KROMME VOLT - AMPERE
De Volt-Ampère krommen geven de maximale stroom- en span-
ningswaarden weer die het lasapparaat kan leveren (zie pag. III).
2.0 INSTALLATIE
BELANGRIJK: ALVORENS DE UITRUSTING AAN TE SLUIT-
EN, KLAAR TE MAKEN OF TE GEBRUIKEN EERST AAN-
DACHTIG.
2.1 AANSLUITEN VAN HET LASAPPARAAT OP HET
VOEDINGSNET
UITSCHAKELEN VAN HET LASAPPARAAT TIJDENS HET
LASSEN KAN ERNSTIGE SCHADE AAN HET APPARAAT
VEROORZAKEN.
Controleer of het stopcontact uitgerust is met de zekering ver-
meld staat in de technische tabel op de generator. Alle generato-
ruitvoeringen hebben de mogelijkheid tot compensatie van
variaties in het elektriciteitsnet. Een variatie van ±15% betekent
een variatie in de lasstroom van ± 0,2%.
KEUZESCHAKELAAR AAN/UIT:
Deze schakelaar heeft twee standen
I = AAN - O = UIT
2.2 VERPLAATSEN EN VERVOEREN VAN DE GENERA-
TOR
BEVEILIGING VAN DE OPERATOR: HELM - HANDSCHOE-
NEN - VEILIGHEIDSSCHOENEN.
HET LASAPPARAAT WEEGT NIET MEER DAN 25 KG. EN
KAN DOOR DE OPERATOR OPGETILD WORDEN. LEES
ONDERSTAANDE VOORSCHRIFTEN AANDACHTIG DOOR.
Het lasapparaat is zodanig ontworpen dat het opgetild en ver-
voerd kan worden. Het vervoer is heel eenvoudig, maar er moet
met het volgende rekening worden gehouden:
1. Voor het optillen en verplaatsen van de generator is er een
handgreep aangebracht.
2. Onderbreek de stroomtoevoer naar de generator en alle ac-
cessoires alvorens hem op te tillen en te verplaatsen.
3. De apparatuur mag niet opgetild, gesleept of getrokken
worden met behulp van de las- of voedingskabel.
2.3 AANSLUITING KLAARMAKEN UITRUSTINGVOOR
HET LASSEN MET BEKLEDE ELEKTRODE
• SCHAKEL HET LASAPPARAAT UIT ALVORENS DE AAN-
SLUITINGEN UIT TE VOEREN.
Sluit de lasaccessoires zorgvuldig aan ter voorkoming van
krachtverlies.
Volg zorgvuldig de veiligheidsvoorschriften op die beschreven
staan.
1. Bevestig de gewenste elektrode op de elektrodentang.
2. Sluit de connector van de massakabel aan op de minklem (-
) en de tang nabij het punt waar gelast moet worden.
3. Sluit de connector van de elektrodentang aan op de plusklem
(+).
4. De op deze manier aangesloten connectoren brengen rechte
polariteit teweeg; voor omgekeerde polariteit de aansluiting
omkeren.
5. Zet de keuzeschakelaar op lassen met beklede elektrode.
(Ref.7 - Pic. 1 page 3.)
6. Stel de lasstroom in met behulp van de ampère-keuze-
schakelaar (Ref.7 - Pic. 1 page 3.)
7. Zet de generator aan door de hoofdschakelaar te draaien.
PRIMARIO
140A 160A
Eenfasespanning 230 V
Frequentie 50/60 Hz
Werkelijk verbruik 12 A 15 A
Max. verbruik 18,5 A 21,5 A
SECUNDAIR
Spanning bij leegloop 43,4 V
Snijstroom 5 A ÷ 140 A 5 A ÷ 160 A
Bedrijfscyclus 30% 160 A
Bedrijfscyclus 40% 140 A
Bedrijfscyclus 60% 120 A 140 A
Bedrijfscyclus 100% 100 A 120 A
Beschermingsgraad IP 23
Classe di isolamento H
Gewicht 6,6 Kg
Afmetingen 170 x 320 x 395 mm
Normering EN 60974.1 / EN 60974.10
ALVORENS DE STEKKER IN HET
STOPCONTACT TE STEKEN EERST
CONTROLEREN OF DE LIJNSPANNING
OVEREENKOMT MET DE GEWENSTE
VOEDING, TENEINDE SCHADE AAN DE
GENERATOR TE VOORKOMEN.

3 NL
FUNCTIES
NL
2.4 AANSLUITING KLAARMAKEN UITRUSTING VOOR
GTAW (TIG) LASSEN.
• SCHAKEL HET LASAPPARAAT UIT ALVORENS DE AAN-
SLUITINGEN UIT TE VOEREN.
Sluit de lasaccessoires zorgvuldig aan ter voorkoming van
krachtverlies of lekkage van gevaarlijke gassen. Volg zorg-
vuldig de veiligheidsvoorschriften op die beschreven.
1.
Zet de keuzeschakelaar (Ref. 3 - Pic. 1 page 3.) op Lift TIG-lassen.
2. Bevestig de gewenste elektrode en mondstuk op de las-
brander. (Controleer de elektrodepunt en kijk hoever deze
uitsteekt).
3. Sluit de connector van de massakabel aan op de plusklem
(+) en de tang nabij het punt waar gelast moet worden.
4. Sluit de connector van de krachtkabel van de lasbrander aan
op de minklem (-).
5. Sluit de gasslang aan op de regelaar op de gasfles.
6. Stel het amperage van de lasstroom in met behulp van de po-
tentiometer (Ref. 3 - Pic. 1 page 3.).
7. Draai de gaskraan open.
8. Schakel de generator in.
3.0 FUNCTIES
1. PANEEL VOORKANT / PANEEL ACHTERSTE
Picture 1.
Picture 2.
1 - PROCESSELECTIEKNOP (Ref.1 - Pic. 1 page 3.): In deze po-
sitie kunt u beklede rutiel- en basische elektrodes voor algemeen
gebruik lassen.
LIFT TIG-LASPROCS
In deze stand wordt
het TIG-lasproces met
liftstart gekozen zoals
onderstaand beschreven wordt.
Tijdens het TIG-lassen vindt de
boogvorming als volgt plaats:
plaats de elektrode op het te las-
sen deel, waardoor kortsluiting
tussen deel en elektrode ont-
staat en til de elektrode vervol-
gens op; op deze manier vindt
boogvorming plaats.
De goede staat van de elektrode
blijft behouden dankzij de lage
stroomwaarde bij het vormen tij-
dens de kortsluiting tussen deel
en elektrode. De vorming is altijd
perfect, tevens wanneer de las-
stroom op een minimumwaarde
is ingesteld; zodoende kan er gewerkt worden zonder dat de
werkomgeving gehinderd wordt door hevige elektromagnetische
storingen, die het gevolg zijn van de hoogfrequentontladingen.
De voordelen hiervan zijn als volgt:
a. Start zonder noodzaak tot hoge frequentie.
b. Start zonder de elektrodepunt, bij welke stroomwaarde
dan ook, te beschadigen, zodat insluiting van wolfraam in
het deel uitgesloten is (Dit verschijnsel doet zich voor bij
glijstart).
UITSCHAKELEN: om de lasfase te verlaten kan de bedi-
ener de conventionele techniek van het wegtrekken ge-
bruiken, of als alternatief is er een nieuwe techniek die de
toortsknop simuleert. Met deze techniek, die “Fuzzy exit”
genoemd wordt, kan men een stroomdaling inzetten
zonder toortsknop. Tijdens de lasfase is het voldoende
dat de bediener zich verwijdert van het stuk om een
stroomdaling in te zetten; wanneer men de stroomdaling
wil onderbreken (zonder de noodzakelijke tijd voor het
sluiten ervan af te wachten) is het voldoende dat de bedi-
ener de lasboog wegtrekt zoals bij een normale TIG lift.
De duur van de daling is afhankelijk van de ingestelde
stroom en is zodanig dat een optimale sluiting van de krat-
er verzekerd wordt.
2 - FAULT LED (Geel) (Ref.2 - Pic. 1 page 3.): als de gele LED
op het voorpaneel gaat branden, wijst dit op een oververhitting
van de apparatuur die veroorzaakt wordt door een te intensieve
lascyclus. Stop in dat geval met lassen, laat de generator inge-
schakeld en wacht tot het lampje uitgaat; dit geeft aan dat de tem-
peratuur genormaliseerd is.
3 - STROOMAFSTELLING (Ref.3 - Pic. 1 page 3.): met deze po-
tentiometer kunt u de lasstroom regelen.
4 - KEUZESCHAKELAAR AAN/UIT:
Deze schakelaar heeft twee standen I = AAN - O = UIT
(Ref.4 - Pic. 2 page 3.)
5 - LED ON BRANDT (Groen) (Ref.5 - Pic. 1 page 3.) : deze LED
gaat branden als de generator aanstaat.
NB: de generator is uitgerust met een (Antisticking) inrichting
voor het uitschakelen van de krachtstroom bij uitgangs-kortslui-
ting of bij vastplakken van de elektrode, zodat deze eenvoudig
van het te lassen deel verwijderd kan worden. Deze inrichting
treedt in werking wanneer de generator wordt gevoed, dus ook tij-
dens de begincontrole, zodat extra belasting of kortsluiting tijdens
deze fase als een storing wordt beschouwd en dus een kracht-
stroomonderbreking bij de uitgang veroorzaakt.
5
2
3
1
4

ONDERHOUD
4 NL
NL
4.0 ONDERHOUD
OPGELET: HAAL DE STEKKER UIT HET STOPCONTACT AL-
VORENS ONDERHOUDSWERKZAAMHEDEN UIT TE VO-
EREN.
Wanneer het apparaat onder zware omstandigheden werkt moe-
ten de onderhoudsintervallen verkort worden.
Voer elke drie (3) maanden onderstaande werkzaamheden
uit:
a. Vervang onleesbare etiketten.
b. Reinig de laskoppen en zet ze stevig vast.
c. Repareer of vervang beschadigde voedings- en laska-
bels.
d. Indien de kabel beschadigd is, moet een daartoe
gerechtigd persoon deze vervangen.
Voer elke zes (6) maanden onderstaande werkzaamheden uit:
Maak de binnenkant van de generator stofvrij.
Doe dit vaker wanneer de werkomgeving zeer stoffig is.
5.0 SOORT STORING/FOUT IN HET LASWERK -
MOGELIJKE OORZAAK - CONTROLE EN OP-
LOSSING
SOORT STORING / FOUT IN HET LASWERK MOGELIJKE OORZAKEN CONTROLE EN OPLOSSING
De generator last niet:
A) De hoofdschakelaar staat op "uit".
B) Onderbreking in de voedingskabel (één of
meerdere fasen ontbreken).
C) Overige
D) Probleem in het circuit van de generator
A) Hoofdschakelaar aanzetten.
B) Controleren en verhelpen.
C) Contact opnemen met Klantenservice voor een af-
spraak.
D) Contact opnemen met Klantenservice voor een af-
spraak.
Tijdens het lassen onverwachte onderbreking
van de uitgangsstroom, doven van groene
lampje en branden van geel waarschuwing-
slampje.
Er is té hoge temperatuur geconstateerd, met in-
grijpen van de thermische beveiliging (Zie bedri-
jfscycli).
Laat de generator werken en wacht tot hij afkoelt (10-
15 minuten); dan wordt de beveiliging gereset en
gaat het gele lampje uit.
Te laag lasvermogen. Verkeerd aangesloten uitgangskabels.
Controleer de goede staat van de kabels, de geschik-
theid van de massatang en of deze aangebracht is op
een roest-, verf- en vetvrij te lassen deel.
Overdreven gesproei. Lasboog te lang. Lasstroom te hoog. Polariteit lasbrander niet juist. De ingestelde stroom-
waarde verlagen.
Kraters. Snel verwijderen van elektrode bij loslaten.
Insluitingen. Slechte reiniging of verdeling van de lagen. Beweging van elektrode verkeerd.
Onvoldoende penetratie. Voortbewegingssnelheid te hoog. Lasstroom te laag.
Gebrek aan smelting. Lasboog te kort. Stroomwaarde te laag. De ingestelde stroomwaarde verhogen.
Luchtbellen en poreusheid. Elektroden vochtig. Boog te lang. Polariteit lasbrander verkeerd.
Barsten. Stroomwaarden te hoog. Materiaal vervuild.
Bij TIG-laswerk smelt de elektrode. Polariteit lasbrander verkeerd. Gebruikte gassoort niet geschikt.

1 RO
CUPRINS
RO
1.0 DESCRIERE ŞI CARACTERISTICI TEHNICE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.1 DESCRIERE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.2 CARACTERISTICI TEHNICE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.3 ACCESORII . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.4 DUTY CYCLE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.5 CURBE VOLT - AMPERE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.0 INSTALAREA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.1 CONECTAREA APARATULUI DE SUDURĂ LA REŢEAUA DE ALIMENTARE . . . . . . . . . . . . . . . . 2
2.2 DEPLASAREA ŞI TRANSPORTUL GENERATORULUI . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.3 CONECTAREA PREGĂTIREA APARATULUI PENTRU SUDURĂ CU ELECTROD ÎNVELIT . . . . . 2
2.4 CONECTAREA PREGĂTIREA APARATULUI PENTRU SUDURĂ GTAW (TIG). . . . . . . . . . . . . . . . 3
3.0 FUNCŢII . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
3.1 PANOUL ANTERIOR . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
4.0 ÎNTREŢINEREA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
5.0 TIPURI DE DEFECŢIUNI / DEFECTE DE SUDURĂ - CAUZE POSIBILE - CONTROALE ŞI SOLUŢII . . . 4

DESCRIERE ŞI CARACTERISTICI TEHNICE
2 RO
RO
1.0 DESCRIERE ŞI CARACTERISTICI TEHNICE
1.1 DESCRIERE
Aparatul este un generator modern de curent continuu pentru su-
darea metalelor, născut datorită aplicării invertorului. Această teh-
nologie specială a permis construirea unor generatoare compacte
şi uşoare, cu prestaţii de înalt nivel. Posibilitarea reglării, randa-
mentul ridicat şi un consum energetic redus îl fac să fie un instru-
ment de lucru optim, adecvat pentru sudura cu electrod învelit şi
GTAW (TIG).
1.2 CARACTERISTICI TEHNICE
PLĂCUŢA CU DATELE TEHNICE
Aparatul poate fi conectat la un motogenerator de putere adecva-
tă, conform datelor de pe plăcuţa cu datele tehnice, şi care să pre-
zinte următoarele caracteristici:
- Tensiune de ieşire cuprinsă între 185 şi 275 Vac.
- Frecvenţă cuprinsă între 50 şi 60 Hz.
IMPORTANT: VERIFICAŢI CA SURSA DE ALIMENTARE SĂ
CORESPUNDĂ CERINŢELOR DE MAI SUS. DEPĂŞIREA TEN-
SIUNII INDICATE POATE DUCE LA DETERIORAREA
APARATULUI DE SUDURĂ ŞI LA ANULAREA GARANŢIEI.
1.3 ACCESORII
Consultaţi agenţii de zonă sau vânzătorul.
1.4 DUTY CYCLE
"Duty cycle" este procentul din 10 minute în care aparatul de su-
dură poate suda la curentul său nominal, considerând o tempera-
tură ambiantă de 40° C, fără intervenţia dispozitivului de protecţie
termostatică. Dacă acesta intervine, se recomandă să aşteptaţi
cel puţin 15 minute, astfel încât aparatul de sudură să se poată
răci, iar înainte de a suda din nou reduceţi amperajul sau "duty cy-
cle" (vezi pagina III). Depăşirea duty cycle indicat pe plăcuţa cu
datele tehnice poate duce la deteriorarea aparatului de sudură şi
la pierderea garanţiei.
1.5 CURBE VOLT - AMPERE
Curbele Volt-Ampere indică curentul maxim şi tensiunea de ieşire
pe care le poate furniza aparatul de sudură (vezi pagina III).
2.0 INSTALAREA
IMPORTANT: ÎNAINTE DE A CONECTA, PREGĂTI SAU UTILI-
ZA APARATUL, CITIŢI CU ATENŢIE.
2.1 CONECTAREA APARATULUI DE SUDURĂ LA RE-
ŢEAUA DE ALIMENTARE
DEZACTIVAREA APARATULUI DE SUDURĂ ÎN TIMPUL PRO-
CESULUI DE SUDURĂ POATE PROVOCA DETERIORAREA
GRAVĂ A ACESTUIA.
Asiguraţi-vă că priza de alimentare este dotată cu siguranţa fuzi-
bilă indicată în tabelul tehnic situat pe generator. Toate modelele
de generator prevăd o compensare a variaţiilor din reţea. Pentru
o variaţie de +-15% se obţine o variaţie a curentului de sudură de
+-0,2%.
SELECTORUL DE APRINDERE:
Acest întrerupător are două poziţii:
I = APRINS - O = STINS.
2.2 DEPLASAREA ŞI TRANSPORTUL GENERATORULUI
PROTECŢIE UTILIZATOR: CASCĂ - MĂNUŞI - PANTOFI DE
SIGURANŢĂ.
APARATUL DE SUDURĂ NU ARE O GREUTATE MAI MARE
DE 25 KG. ŞI POATE FI RIDICAT DE CĂTRE UTILIZATOR. CI-
TIŢI CU ATENŢIE INSTRUCŢIUNILE URMĂTOARE.
Aparatul de sudură a fost proiectat pentru a putea fi ridicat şi
transportat. Transportul aparatului e simplu, dar trebuie făcut res-
pectând regulile indicate mai jos:
1. Aceste operaţii pot fi executate prin intermediul mânerului pr-
ezent pe generator.
2. Deconectaţi de la reţeaua de tensiune generatorul şi toate
accesoriile acestuia, înainte de a-l ridica şi de a-l deplasa.
3. Aparatul nu trebuie ridicat, târât sau tras cu ajutorul cablurilor
de sudură sau de alimentare.
2.3 CONECTAREA PREGĂTIREA APARATULUI PENTRU
SUDURĂ CU ELECTROD ÎNVELIT
STINGEŢI APARATUL DE SUDURĂ ÎNAINTE DE A EFECTUA
CONEXIUNILE.
Conectaţi cu grijă accesoriile de sudură pentru a evita pierd-
erile de putere. Respectaţi cu stricteţe normele.
1. Montaţi electrodul ales pe cleştele portelectrod.
2. Conectaţi conectorul cablului de masă la borna rapidă nega-
tivă (-) iar cleştele acestuia în apropierea zonei ce trebuie su-
dată.
3. Conectaţi conectorul cleştelui portelectrod la borna rapidă
pozitivă (+).
4. Conexiunea acestor două conectoare, efectuată în acest
mod, va avea ca rezultat o sudură cu polaritate directă; pen-
tru a avea o sudură cu polaritate inversă, inversaţi conexiu-
nea.
5. Poziţionaţi selectorul pentru modalitate pe sudură cu electro-
zi înveliţi. (Pct. 1 - Pic. 1 page 3.)
6. Reglaţi curentul de sudură prin intermediul selectorului pen-
tru amperaj (Pct. 7 - Pic. 1 page 3.)
7. Aprindeţi generatorul rotind selectorul de aprindere.
PRIMAR
140A 160A
Tensiune monofazată 230 V
Frecvenţă 50/60 Hz
Consum efectiv 12 A 15 A
Consum maxim 18,5 A 21,5 A
SECUNDAR
Tensiune în gol 43,4 V
Curent de sudură 5 A ÷ 140 A 5 A ÷ 160 A
Ciclu de lucru 30% 160 A
Ciclu de lucru 40% 140 A
Ciclu de lucrue 60% 120 A 140 A
Ciclu de lucru 100% 100 A 120 A
Indice de protecţie IP 23
Clasă de izolare H
Greutate 6,6 Kg
Dimensiuni 170 x 320 x 395 mm
Normative EN 60974.1 / EN 60974.10
ÎNAINTE DE A INTRODUCE ŞTECHER-
UL DE ALIMENTARE, PENTRU A EVITA
DEFECTAREA GENERATORULUI,
CONTROLAŢI CA TENSIUNEA DE LINIE
SĂ CORESPUNDĂ CU ALIMENTAŢIA
DORITĂ.

3 RO
FUNCŢII
RO
2.4 CONECTAREA PREGĂTIREA APARATULUI PENTRU
SUDURĂ GTAW (TIG).
STINGEŢI APARATUL DE SUDURĂ ÎNAINTE DE A EFECTUA
CONEXIUNILE.
Conectaţi cu grijă accesoriile de sudură pentru a evita pierd-
erile de putere sau fugile de gaz periculoase. Respectaţi cu
stricteţe normele de siguranţă.
1. Poziţionaţi selectorul pentru modalitatea de sudură (detaliul
1 - Pic. 1 page 3.) pe sudură Lift TIG.
2. Montaţi pe torţa portelectrod electrodul şi duza pentru ghi-
darea gazelor alese. (Controlaţi proeminenţa şi starea vârful-
ui electrodului).
3. Conectaţi conectorul cablului de masă la borna rapidă pozi-
tivă (+) iar cleştele acestuia în apropierea zonei ce trebuie
sudată.
4. Conectaţi conectorul cablului de putere al torţei la borna rap-
idă negativă (-).
5. Conectaţi tubul pentru gaz la dispozitivul de reglare de pe
butelia de gaz.
6. Reglaţi amperajul curentului de sudură cu ajutorul po-
tenţiometrului (Pct. 3 - Pic. 1 page 3.)
7. Deschideţi robinetul de gaz.
8. Aprindeţi generatorul.
3.0 FUNCŢII
3.1 PANOUL ANTERIOR / PANOUL POSTERIOR
Picture 1.
Picture 2.
1 - SELECTOR PROCES (Det. 1 - Pic. 1 page 3.) : on această po-
ziţie se poate suda cu electrozi înveliţi rutilici şi bazici de uz co-
mun.
PROCESUL LIFT TIG
on această poziţie se
selectează procesul
de sudură TIG cu ini-
ţiere lift (prin ridicare) aşa cum
se descrie în continuare.
AMORSAREA: on procesul de
sudură TIG amorsarea arcului
se face în următoarea secvenţă:
se atinge electrodul de piesa de
sudat, provocându-se un scurt-
circuit între piesa (2) şi electro-
dul (1), şi apoi se ridică; în acest
mod se produce amorsarea ar-
cului.
Integritatea vârfului electrodului
e garantată de o tensiune joasă
de amorsare în timpul scurtcir-
cuitului între piesă şi electrod.
Amorsarea e întotdeauna per-
fectă, chiar şi la valoarea minimă a curentului de sudură reglat, şi
permite să se lucreze fără a polua mediul din jur cu perturbaţii
electromagnetice foarte puternice, provocate în general de des-
cărcările de înaltă frecvenţă.
Beneficiile se pot rezuma după cum urmează:
a. Iniţiere fără a fi nevoie de înaltă frecvenţă.
b. Iniţiere fără a se deteriora vârful electrodului, la orice am-
peraj reglat, prin urmare nu există incluziuni de tungsten
în interiorul piesei (Fenomen care se prezintă cu iniţierea
prin contact).
STINGEREA: Pentru a ieşi din faza de sudură operatorul
poate utiliza tehnica convenţională a îndepărtării sau, al-
ternativ, a fost introdusă o nouă tehnică ce simulează bu-
tonul torţei. Această tehnică "Ieşire Fuzzy" permite să se
obţină o pantă de descreştere fără butonul torţei. on tim-
pul fazei de sudură e suficient ca operatorul să se
depărteze de piesă pentru a începe o pantă de de-
screştere, iar dacă se doreşte întreruperea pantei (fără a
aştepta timpul necesar pentru închiderea acesteia) e su-
ficient ca operatorul să îndepărteze arcul ca la un normal
tig lift. Durata pantei depinde de curentul reglat şi e proi-
ectată astfel încât să garanteze o închidere optimă a cra-
terului.
2 - FAULT LED (Galben) (Det. 2 - Pic. 1 page 3.) : aprinderea le-
dului galben, situat pe panoul anterior, indică o supraîncălzire a
aparatului cauzată de un ciclu de lucru excesiv, în acest caz înt-
rerupeţi operaţia de sudură, lăsând aprins generatorul, până la
stingerea luminiţei, ceea ce indică normalizarea temperaturii.
3 - REGLAREA CURENTULUI (Det. 3 - Pic. 1 page 3.) : cu acest
potenţiometru se reglează curentul de sudură.
4 - SELECTORUL DE APRINDERE:
Acest întrerupător are două poziţii (Det. 4 - Pic. 1 page
3.):
I = APRINS - O = STINS.
5 - LEDUL ON APRINS (Verde) (Det. 5 - Pic. 1 page 3.) : acest
LED se aprinde când generatorul e aprins.
NB: generatorul e dotat cu un dispozitiv (Antisticking) care dezac-
tivează puterea în caz de scurtcircuit în ieşire sau de lipire a elec-
trodului şi permite desprinderea sa de piesă cu uşurinţă. Acest
dispozitiv intră în funcţiune când generatorul e alimentat, deci şi în
timpul perioadei de verificare iniţială, de aceea orice introducere
de sarcină sau scurtcircuit în această perioadă este interpretat ca
o anomalie care duce la dezactivarea puterii în ieşire.
4.0 ÎNTREŢINEREA
ATENŢIE: DECONECTAŢI ŞTECHERUL DE ALIMENTARE
ÎNAINTE DE A EFECTUA OPERAŢII DE ÎNTREŢINERE.
5
2
3
1
4

TIPURI DE DEFECŢIUNI / DEFECTE DE SUDURĂ - CAUZE POSIBILE - CON-
4 RO
RO
FRECVENŢA CU CARE SE EXECUTĂ OPERAŢIILE DE ÎNT-
REŢINERE TREBUIE SĂ FIE MĂRITĂ ÎN CONDIŢII DIFICILE DE
UTILIZARE.
O dată la fiecare trei (3) luni executaţi următoarele operaţiuni:
a. Înlocuiţi etichetele care nu mai pot fi citite.
b. Curăţaţi şi strângeţi terminalele de sudură.
c. Reparaţi sau înlocuiţi cablurile de alimentare şi de sudură
deteriorate.
d. Contactaţi personalul specializat pentru a înlocui cablul
de alimentare, în cazul în care acesta este deteriorat.
O dată la fiecare şase (6) luni executaţi următoarele op-
eraţiuni:
Curăţaţi de praf interiorul generatorului:
Măriţi frecvenţa cu care se efectuează aceste operaţii când se lu-
crează în medii pline de praf.
5.0 TIPURI DE DEFECŢIUNI / DEFECTE DE SU-
DURĂ - CAUZE POSIBILE - CONTROALE ŞI
SOLUŢII
TIPUL DE DEFECŢIUNE
DEFECTE DE SUDURĂ CAUZE POSIBILE CONTROALE ŞI SOLUŢII
Generatorul nu sudează:
A) Întrerupătorul general este stins.
B) Cablu de alimentare întrerupt (lipsesc una sau
mai multe faze).
C) Altceva
D) Există o problemă în circuitul generatorului.
A) Aprindeţi întrerupătorul general.
B) Verificaţi şi corectaţi.
C) Cereţi Centrului de Asistenţă efectuarea unui con-
trol .
D) Cereţi Centrului de Asistenţă efectuarea unui con-
trol.
În timpul operaţiei de sudură curentul de ieşire
se întrerupe pe neaşteptate, se stinge ledul
verde şi se aprinde ledul galben.
S-a produs supraîncălzirea şi a intervenit dispoz-
itivul de protecţie termică (Vezi ciclurile de lucru).
Lăsaţi generatorul aprins şi aşteptaţi să se răcească
(10-15 minute) până la restabilirea protecţiei şi re-
spectiv stingerea ledului galben.
Putere de sudare redusă. Cabluri de conectare în ieşire conectate incorect.
Controlaţi integritatea cablurilor, cleştele de masă să
fie suficient şi să fie aplicat pe piesa de sudat,
curăţată de rugină, vopsea sau unsoare.
Stropi excesivi. Arc de sudură lung.
Curent de sudură ridicat.
Polaritate torţă incorectă. Micşoraţi valoarea curentu-
lui reglat.
Cratere. Îndepărtarea rapidă a electrodului la desprindere.
Incluziuni. Curăţare sau distribuire neadecvată a trecerilor. Mişcare defectuoasă a electrodului.
Pătrundere insuficientă. Viteză de avansare ridicată. Curent de sudură prea scăzut.
Lipituri. Arc de sudură prea scurt.
Curent prea scăzut. Măriţi valoarea curentului reglat.
Sufluri şi porozităţi. Electrozi umezi. Arc lung. Polaritate torţă incorectă.
Crăpături. Curent prea ridicat. Materiale murdare.
În TIG se topeşte electrodul. Polaritate torţă incorectă. Tip de gaz neadecvat.

1 EL
ΠΕΡΙΕΧΟΜΕΝΑ
EL
1.0 ΠΕΡΙΓΡΑΦΗ ΚΑΙ ΤΕΧΝΙΚΑ ΧΑΡΑΚΤΗΡΙΣΤΙΚΑ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.1 ΠΕΡΙΓΡΑΦΗ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.2 ΤΕΧΙΚΑ ΧΑΡΑΚΤΗΡΙΣΤΙΚΑ ΠΙΝΑΚΙΔΑ ΧΑΡΑΚΤΗΡΙΣΤΙΚΩΝ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.3 ΑΞΕΣΟΥΑΡ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.4 ΚΥΚΛΟΣ ΛΕΙΤΟΥΡΓΙΑΣ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.5 ΚΑΜΠΥΛΕΣ VOLT - AMPERE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.0 ΕΓΚΑΤΑΣΤΑΣΗ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.1 ΣΥΝΔΕΣΗ ΤΟΥ ΜΗΧΑΝΗΜΑΤΟΣ ΣΤΟ ΔΙΚΤΥΟ ΤΡΟΦΟΔΟΣΙΑΣ . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.2 ΜΕΤΑΚΙΝΗΣΗ ΚΑΙ ΜΕΤΑΦΟΡΑ ΤΗΣ ΓΕΝΝΗΤΡΙΑΣ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.3 ΣΥΝΔΕΣΗ ΚΑΙ ΠΡΟΕΤΟΙΜΑΣΙΑ ΕΞΟΠΛΙΣΜΟΥ ΓΙΑ ΣΥΓΚΟΛΛΗΣΗ ΜΕ ΕΠΕΝΔΥΜΕΝΟ
ΗΛΕΚΤΡΟΔΙΟ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.4 ΣΥΝΔΕΣΗ ΚΑΙ ΠΡΟΕΤΟΙΜΑΣΙΑ ΕΞΟΠΛΙΣΜΟΥ ΓΙΑ ΤΗ ΣΥΓΚΟΛΛΗΣΗ GTAW (TIG) LIFT. . . . . . . 3
3.0 ΛΕΙΤΟΥΡΓΙΕΣ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
3.1 ΕΜΠΡΟΣ ΠΙΝΑΚΑΣ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
4.0 ΣΥΝΤΗΡΗΣΗ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
5.0 ΤΥΠΟΙ ΒΛΑΒΗΣ / ΕΛΑΤΤΩΜΑΤΑ ΣΥΓΚΟΛΛΗΣΗΣ - ΠΙΘΑΝΕΣ ΑΙΤΙΕΣ - ΕΛΕΓΧΟΙ ΚΑΙ ΛΥΣΕΙΣ . . . . . . 4

ΠΕΡΙΓΡΑΦΗ ΚΑΙ ΤΕΧΝΙΚΑ ΧΑΡΑΚΤΗΡΙΣΤΙΚΑ
2 EL
EL
1.0 ΠΕΡΙΓΡΑΦΗ ΚΑΙ ΤΕΧΝΙΚΑ ΧΑΡΑΚΤΗΡ-
ΙΣΤΙΚΑ
1.1 ΠΕΡΙΓΡΑΦΗ
Η εγκατάσταση είναι μια σύγχρονη γεννήτρια συνεχούς ρεύματ-
ος για τη συγκόλληση μετάλλων, που λειτουργεί χάρη στην
εφαρμογή του inverter. Η ειδική αυτή τεχνολογία επέτρεψε την
παραγωγή γεννητριών μικρών διαστάσεων και βάρους, με
επιδόσεις υψηλού επιπέδου. Οι δυνατότητες ρύθμισης, η υψηλή
απόδοση και η περιορισμένη κατανάλωση ενέργειας την καθι-
στούν ένα εξαιρετικό όργανο εργασίας, κατάλληλο για συγκ-
ολλήσεις με επενδυμένο ηλεκτρόδιο και GTAW (TIG).
Παράλληλα με τα χαρακτηριστικά αυτά, το μοντέλο SX 170 GC
διαθέτει ένα πρωτοποριακό κύκλωμα που καθιστά ιδιαίτερα
εύκολη την έναυση και τη συγκόλληση με κυτταρινούχα και
αλουμινένια ηλεκτρόδια.
1.2 ΤΕΧΙΚΑ ΧΑΡΑΚΤΗΡΙΣΤΙΚΑ ΠΙΝΑΚΙΔΑ ΧΑΡΑΚΤΗΡ-
ΙΣΤΙΚΩΝ
ΤΕΧΙΚΑ ΧΑΡΑΚΤΗΡΙΣΤΙΚΑ
Το μηχάνημα μπορεί να συνδεθεί σε ηλεκτρογεννήτρια κατά-
λληλης ισχύος με τα ακόλουθα χαρακτηριστικά:
-Τάση εξόδου από 185 έως 275 Vac.
-Συχνότητα από 50 έως 60 Hz.
ΣΗΜΑΝΤΙΚΟ: ΒΕΒΑΙΩΘΕΊΤΕ ΌΤΙ Η ΠΗΓΉ ΤΡΟΦΟΔΟΣΊΑΣ
ΙΚΑΝΟΠΟΙΕΊ ΑΥΤΈΣ ΤΙΣ ΑΠΑΙΤΉΣΕΙΣ. Η ΥΠΈΡΒΑΣΗ ΤΗΣ
ΕΝΔΕΔΕΙΓΜΈΝΗΣ ΤΆΣΗΣ ΜΠΟΡΕΊ ΝΑ ΠΡΟΚΑΛΈΣΕΙ ΒΛΆΒΕΣ ΣΤΟ
ΜΗΧΆ ΝΗΜΑ ΚΑ Ι ΝΑ Α ΚΥ Ρ Ώ Σ ΕΙ ΤΗΝ ΕΓΓ ΎΗΣ Η.
1.3 ΑΞΕΣΟΥΑΡ
Συμβουλευθείτε την τοπική αντιπροσωπεία ή το κατάστημα
πώλησης.
1.4 ΚΥΚΛΟΣ ΛΕΙΤΟΥΡΓΙΑΣ
Ο κύκλος λειτουργίας είναι το ποσοστό 10 λεπτών κατά το οποίο
το μηχάνημα μπορεί να λειτουργεί με το ονομαστικό του ρεύμα,
σε θερμοκρασία περιβάλλοντος 400 C, χωρίς την επέμβαση της
θερμοστατικής προστασίας. Εάν η προστασία επέμβει, συνι-
στάται να περιμένετε τουλάχιστον 15 λεπτά έτσι ώστε το μηχά-
νημα να κρυώσει και πριν ξεκινήσετε τη συγχ9 α ή τον κύκλο
λειτουργίας (Βλέπε σελ. III).
1.5 ΚΑΜΠΥΛΕΣ VOLT - AMPERE
Οι καμπύλες Volt-ampere εμφανίζουν το μέγιστο ρεύμα και την
τάση εξόδου που είναι σε θέση να παράσχει το μηχάνημα (Βλέπε
σελ. III).
2.0 ΕΓΚΑΤΑΣΤΑΣΗ
ΣΗΜΑΝΤΙΚΟ: ΠΡΙΝ ΣΥΝΔΈΣΕΤΕ, ΠΡΟΕΤΟΙΜΆΣΕΤΕ Ή
ΧΡΗΣΙΜΟΠΟΙΉΣΕΤΕ ΤΗ ΣΥΣΚΕΥΉ, ΔΙΑΒΆΣΤΕ ΠΡΟΣΕΚΤΙΚΆ.
2.1 ΣΥΝΔΕΣΗ ΤΟΥ ΜΗΧΑΝΗΜΑΤΟΣ ΣΤΟ ΔΙΚΤΥΟ
ΤΡΟΦΟΔΟΣΙΑΣ
Η ΑΠΕΝΕΡΓΟΠΟΊΗΣΗ ΤΟΥ ΜΗΧΑΝΉΜΑΤΟΣ ΚΑΤΆ ΤΗ ΔΙΆΡΚΕΙΑ ΤΗΣ
ΣΥΓΚΌΛΛΗΣΗΣ ΜΠΟΡΕΊ ΝΑ ΠΡΟΚΑΛΈΣΕΙ ΣΟΒΑΡΈΣ ΒΛΆΒΕΣ ΣΤΟ
ΊΔΙΟ ΤΟ ΜΗΧΆΝΗΜΑ.
Βεβαιωθείτε ότι η πρίζα τροφοδοσίας διαθέτει την ασφάλεια
που αναγράφεται στον πίνακα των τεχνικών χαρακτηριστικών
της γεννήτριας. Όλα τα μοντέλα γεννήτριας προβλέπουν την
αντιστάθμιση των μεταβολών του δικτύου. Για μεταβολές +-15%
επιτυγχάνεται μεταβολή του ρεύματος συγκόλλησης +-0,2%.
ΕΠΙΛΟΓΕΑΣ ΕΝΑΥΣΗΣ:
Ο διακόπτης αυτός διαθέτει δύο θέσεις Ι =
ΑΝΑΜΜΕΝΟ - Ο = ΣΒΗΣΤΟ.
2.2 ΜΕΤΑΚΙΝΗΣΗ ΚΑΙ ΜΕΤΑΦΟΡΑ ΤΗΣ ΓΕΝΝΗΤΡΙΑΣ
ΠΡΟΣΤΑΣΙΑ ΧΕΙΡΙΣΤΗ: ΚΡΆΝΟΣ - ΓΆΝΤΙΑ – ΠΑΠΟΎΤΣΙΑ
ΑΣΦΑΛΕΊΑΣ.
ΤΟ ΜΗΧΆΝΗΜΑ ΣΥΓΚΌΛΛΗΣΗΣ ΔΕΝ ΥΠΕΡΒΑΊΝΕΙ ΤΟ ΒΆΡΟΣ ΤΩΝ 25
KG ΚΑΙ ΜΠΟΡΕΊ ΝΑ ΑΝΥΨΩΘΕΊ ΑΠΌ ΤΟ ΧΕΙΡΙΣΤΉ. ΔΙΑΒΆΣΤΕ
ΠΡΟΣ ΕΚΤΙ ΚΆ ΤΙ Σ ΑΚΌΛΟΥΘΕΣ ΟΔΗΓΊΕΣ.
Το μηχάνημα έχει μελετηθεί για να επιτρέπει την ανύψωση και
τη μεταφορά. Η μεταφορά της συσκευής είναι απλή, αλλά
πρέπει να πραγματοποιείται σύμφωνα με τους ακόλουθους
κανόνες:
1. Οι ενέργειες αυτές μπορούν να εκτελούνται μέσω της
χειρολαβής που υπάρχει στη γεννήτρια.
2. Πριν την ανύψωση ή τη μεταφορά, αποσυνδέστε από το
ηλεκτρικό δίκτυο τη γεννήτρια και όλα τα εξαρτήματά της.
3. Η συσκευή δεν πρέπει να ανυψώνεται, να σύρεται ή να
έλκεται από τα καλώδια συγκόλλησης ή τροφοδοσίας.
2.3 ΣΥΝΔΕΣΗ ΚΑΙ ΠΡΟΕΤΟΙΜΑΣΙΑ ΕΞΟΠΛΙΣΜΟΥ ΓΙΑ
ΣΥΓΚΟΛΛΗΣΗ ΜΕ ΕΠΕΝΔΥΜΕΝΟ ΗΛΕΚΤΡΟΔΙΟ
• ΣΒΗΣΤΕ ΤΟ ΜΗΧΑΝΗΜΑ ΠΡΙΝ ΤΗΝ ΕΚΤΕΛΕΣΗ ΤΩΝ
ΣΥΝΔΕΣΕΩΝ.
Συνδέστε προσεκτικά τα εξαρτήματα συγκόλλησης για να
αποφύγετε απώλειες ισχύος. Tηρείτε σχολαστικά τις
οδηγίες ασφαλείας του κεφαλαίου 1.0.
Τοποθετήστε στην τσιμπίδα ηλεκτροδίου το επιλεγμένο
ηλεκτρόδιο.
4. Συνδέστε το βύσμα του καλωδίου γείωσης στον αρνητικό
ακροδέκτη ταχείας σύνδεσης και την τσιμπίδα του κοντά
στη ζώνη για συγκόλληση.
5. Συνδέστε το βύσμα της τσιμπίδας ηλεκτροδίου στο θετικό
ακροδέκτη ταχείας σύνδεσης.
6. Η σύνδεση των δύο αυτών βυσμάτων με αυτόν τον τρόπο
έχει ως αποτέλεσμα τη συγκόλληση με ορθή πολικότητα.
Για τη συγκόλληση με ανεστραμμένη πολικότητα,
αντιστρέψτε τη σύνδεση.
7. Τοποθετήστε τον επιλογέα λειτουργίας (Ref. 1 - Εικ. 1 σελ.
3.) στη θέση για συγκόλληση με επενδυμένα ηλεκτρόδια.
8. Ρυθμίστε το ρεύμα συγκόλλησης μέσω του επιλογέα
έντασης (Ref. 3 - Εικ. 1 σελ. 3.).
ΠΡΩΤΕΥΟΝ
140A 160A
Μονοφασική τάση 230 V
Συχνότητα 50/60 Hz
Πραγματική κατανάλωση 12 A 15 A
Μέγιστη κατανάλωση 18,5 A 21,5 A
ΔΕΥΤΕΡΕΥΟΝ
Τάση χωρίς φορτίο 43,4 V
Ρεύμα συγκόλλησης 5 A ÷ 140 A 5 A ÷ 160 A
Κύκλος λειτουργίας 30% 160 A
Κύκλος λειτουργίας 40% 140 A
Κύκλος λειτουργίας 60% 120 A 140 A
Κύκλος λειτουργίας 100% 100 A 120 A
Δείκτης προστασίας IP 23
Κλάση μόνωσης H
Βάρος 6,6 Kg
Διαστάσεις 170 x 320 x 395 mm
Κανονισμοί EN 60974.1 / EN 60974.10
ΓΙΑ ΝΑ ΑΠΟΦΥΓΕΤΕ ΒΛΑΒΕΣ ΣΤΗ
ΓΕΝΝΗΤΡΙΑ, ΠΡΙΝ ΣΥΝΔΕΣΕΤΕ ΤΟ ΦΙΣ
ΤΡΟΦΟΔΟΣΙΑΣ, ΕΛΕΓΞΤΕ ΕΑΝ Η ΤΑΣΗ
ΤΗΣ ΓΡΑΜΜΗΣ ΕΙΝΑΙ ΚΑΤΑΛΛΗΛΗ ΓΙΑ
ΤΟ ΜΗΧΑΝΗΜΑ.

3 EL
ΛΕΙΤΟΥΡΓΙΕΣ
EL
9. Ανάψτε τη γεννήτρια γυρνώντας τον επιλογέα έναυσης.
2.4 ΣΥΝΔΕΣΗ ΚΑΙ ΠΡΟΕΤΟΙΜΑΣΙΑ ΕΞΟΠΛΙΣΜΟΥ ΓΙΑ ΤΗ
ΣΥΓΚΟΛΛΗΣΗ GTAW (TIG) LIFT.
• ΣΒΗΣΤΕ ΤΟ ΜΗΧΑΝΗΜΑ ΠΡΙΝ ΤΗΝ ΕΚΤΕΛΕΣΗ ΤΩΝ
ΣΥΝΔΕΣΕΩΝ.
Συνδέστε προσεκτικά τα εξαρτήματα συγκόλλησης για να
αποφύγετε απώλειες ισχύος ή επικίνδυνες διαρροές
αερίου. Τηρείτε σχολαστικά τις οδηγίες ασφαλείας του.
1. Τοποθετήστε τον επιλογέα λειτουργίας συγκόλλησης (Ref.
1 - Εικ. 1 σελ. 3.) στη θέση συγκόλλησης Lift TIG.
2. Τοποθετήστε στην τσιμπίδα ηλεκτροδίου το επιλεγμένο
ηλεκτρόδιο και το μπεκ αερίου. (Ελέγξτε την προεξοχή και
την κατάσταση της αιχμής του ηλεκτροδίου).
3. Συνδέστε το βύσμα του καλωδίου γείωσης στο θετικό
ακροδέκτη ταχείας σύνδεσης (+) και την τσιμπίδα του
κοντά στη ζώνη για συγκόλληση.
4. Συνδέστε το βύσμα της τσιμπίδας ηλεκτροδίου στον
αρνητικό ακροδέκτη ταχείας σύνδεσης (-).
5. Συνδέστε το σωλήνα αερίου στο ρυθμιστή της φιάλης
αερίου.
6. Ρυθμίστε την ένταση του ρεύματος συγκόλλησης μέσω του
ποτενσιόμετρου (Ref. 3 - Εικ. 1 σελ. 3.).
7. Ανοίξτε τη βάνα αερίου.
8. Ανάψτε τη γεννήτρια.
3.0 ΛΕΙΤΟΥΡΓΙΕΣ
3.1 ΕΜΠΡΟΣ ΠΙΝΑΚΑΣ
Εικόνα 1.
Εικόνα 2.
1- ΕΠΙΛΟΓΕΑΣ ΛΕΙΤΟΥΡΓΙΑΣ (1 - Εικ. 1 σελ. 3): Στη θέση αυτή
επιτρέπεται η συγκόλληση με επενδυμένα τιτανοξειδιούχα και
βασικά ηλεκτρόδια κοινής χρήσης.
ΔΙΑΔΙΚΑΣΙΑ LIFT TIG
Στη θέση αυτή επιλέγ-
εται η διαδικασία
συγκόλλησης TIG με
έναυση lift όπως
περιγράφεται στη συνέχεια.
ΕΝΑΥΣΗ: Στη μέθοδο συγκ-
όλλησης TIG, η έναυση του
τόξου επιτυγχάνεται με την
ακόλουθη διαδικασία:
πλησιάστε το ηλεκτρόδιο στο
τεμάχιο για συγκόλληση
προκαλώντας το βραχυκύκλω-
μα μεταξύ τεμαχίου (2) και
ηλεκτροδίου (1) και στη συνέ-
χεια απομακρύνετέ το. Με τον
τρόπο αυτό επιτυγχάνεται η
έναυση του τόξου.
Η ακεραιότητα της αιχμής του
ηλεκτροδίου διασφαλίζεται από το χαμηλό ρεύμα έναυσης κατά
το βραχυκύκλωμα μεταξύ τεμαχίου και ηλεκτροδίου. Η έναυση
είναι πάντοτε τέλεια ακόμη και με την ελάχιστη τιμή ρεύματος
συγκόλλησης και επιτρέπει την επεξεργασία χωρίς να μολύνεται
το περιβάλλον από τις πολύ έντονες ηλεκτρομαγνητικές παρε-
μβολές που προκαλεί συνήθως η εκκένωση υψηλής συχνότητας.
Τα πλεονεκτήματα μπορούν να συνοψιστούν στα εξής:
a. Έναυση χωρίς να είναι αναγκαία υψηλή συχνότητα.
b. Έναυση χωρίς καταστροφή της αιχμής του ηλεκτροδίου
σε οποιαδήποτε επιλεγμένη ένταση και κατά συνέπεια
αποφυγή ενσωμάτωσης βολφραιμίου στο τεμάχιο
(φαινόμενο που παρουσιάζεται στην έναυση με τριβή).
ΣΒΗΣΙΜΟ: Για να βγει από τη φάση συγκόλλησης, ο
χειριστής μπορεί να χρησιμοποιήσει τη συμβατική τεχνική
της απόσπασης ή διαφορετικά μια νέα τεχνική που
προσομοιώνει το πλήκτρο τσιμπίδας. Η τεχνική “Έξοδος
Fuzzy” επιτρέπει την επίτευξη της σταδιακής καθόδου
χωρίς πλήκτρο τσιμπίδας. Κατά τη φάση της συγκόλλησης,
αρκεί ο χειριστής να απομακρυνθεί από το τεμάχιο για να
ξεκινήσει η σταδιακή κάθοδος. Αν θελήσει να διακόψει τη
σταδιακή κάθοδο (χωρίς να περιμένει τον αναγκαίο χρόνο
κλεισίματος) αρκεί να αποσπάσει το τόξο όπως σε ένα
κοινό tig lift. Η διάρκεια της σταδιακής καθόδου εξαρτάται
από το επιλεγμένο ρεύμα και εξασφαλίζει το άριστο
κλείσιμο του κρατήρα.
2 - FAULT LED (Κίτρινο) (Ref. 2 - Εικ. 1 σελ. 3.): το άναμμα του
κίτρινου LED στον εμπρόσθιο πίνακα, υποδηλώνει υπερθέρμ-
ανση της συσκευής εξαιτίας υπερβολικά μεγάλου κύκλου
λειτουργίας. Στην περίπτωση αυτή, διακόψτε τη συγκόλληση και
αφήστε αναμμένη τη γεννήτρια έως ότου σβήσει η ενδεικτική
λυχνία υποδηλώνοντας την εξομάλυνση της θερμοκρασίας.
3 - ΡΥΘΜΙΣΗ ΡΕΥΜΑΤΟΣ (Ref. 3 - Εικ. 1 σελ. 3.): με το ποτε-
νσιόμετρο αυτό ρυθμίζεται το ρεύμα συγκόλλησης.
4 - ΕΠΙΛΟΓΕΑΣ ΕΝΑΥΣΗΣ: Ο διακόπτης (Ref. 4 - Εικ.
2 σελ. 3.)αυτός διαθέτει δύο θέσεις Ι = ΑΝΑΜΜΕΝΟ -
Ο = ΣΒΗΣΤΟ.
5 - ΛΥΧΝΙΑ ON ΑΝΑΜΜΕΝΗ (Πράσινη) (Ref. 5 - Εικ. 1 σελ. 3.):
η λυχνία ανάβει όταν είναι αναμμένη η γεννήτρια.
ΣΗΜ: η γεννήτρια διαθέτει σύστημα (Antisticking) που διακόπτει
την ισχύ σε περίπτωση βραχυκυκλώματος στην έξοδο ή κόλλησ-
ης του ηλεκτροδίου και επιτρέπει την εύκολη απόσπασή του από
το τεμάχιο. Το σύστημα αυτό τίθεται σε λειτουργία όταν τροφοδ-
οτείται η γεννήτρια, και κατά συνέπεια κατά την περίοδο του
αρχικού ελέγχου, με αποτέλεσμα οποιαδήποτε εισαγωγή φορτίο-
υ ή βραχυκυκλώματος κατά την περίοδο αυτή να εντοπίζεται ως
ανωμαλία που προκαλεί τη διακοπή της ισχύος στην έξοδο.
5
2
3
1
4

ΣΥΝΤΗΡΗΣΗ
4 EL
EL
4.0 ΣΥΝΤΗΡΗΣΗ
Π Ρ Ο Σ Ο Χ Η : Α ΠΟΣΥΝΔΈΣ ΤΕ ΤΟ ΦΙΣ ΤΡΟΦΟΔΟΣ ΊΑΣ ΚΑΙ
ΠΕΡΙΜΈΝΕΤΕ ΤΟΥΛΆΧΙΣΤΟΝ 5 ΛΕΠΤΆ ΠΡΙΝ ΑΠΌ ΟΠΟΙΑΔΉΠΟΤΕ
ΕΠΈΜΒΑΣΗ ΣΥΝΤΉΡΗΣΗΣ. Η ΣΥΧΝΌΤΗΤΑ ΣΥΝΤΉΡΗΣΗΣ ΠΡΈΠΕΙ
ΝΑ ΑΥΞΆΝΕΤΑΙ ΣΕ ΔΥΣΜΕΝΕΊΣ ΣΥΝΘΉΚΕΣ ΧΡΉΣΗΣ.
Κάθε τρεις (3) μήνες εκτελείτε τις ακόλουθες ενέργειες:
a. Αντικατάσταση δυσανάγνωστων ετικετών.
b. Καθαρισμός και σύσφιξη τερματικών συγκόλλησης.
c. Επισκευή ή αντικατάσταση ελαττωματικών καλωδίων
συγκόλλησης.
d. Αντικατάσταση από εξειδικευμένο προσωπικό του
ηλεκτρικού καλωδίου αν παρουσιάζει φθορές.
Κάθε έξι (6) μήνες εκτελείτε τις ακόλουθες ενέργειες:
Καθαρισμός από τη σκόνη του εσωτερικού της γεννήτριας με
ξηρό πεπιεσμένο αέρα.
Η συχνότητα της διαδικασίας αυτής πρέπει να αυξάνεται όταν
το μηχάνημα λειτουργεί σε χώρους με πολύ σκόνη.
5.0 ΤΥΠΟΙ ΒΛΑΒΗΣ / ΕΛΑΤΤΩΜΑΤΑ ΣΥΓΚ-
ΟΛΛΗΣΗΣ - ΠΙΘΑΝΕΣ ΑΙΤΙΕΣ - ΕΛΕΓΧΟΙ ΚΑΙ
ΛΥΣΕΙΣ
ΤΥΠΟΣ ΒΛΑΒΗΣ
ΕΛΑΤΤΩΜΑΤΑ ΣΥΓΚΟΛΛΗΣΗΣ
ΠΙΘΑΝΕΣ ΛΥΣΕΙΣ ΕΛΕΓΧΟΙ ΚΑΙ ΛΥΣΕΙΣ
Η γεννήτρια δεν συγκολλά:
Α) Ο γενικός διακόπτης είναι σε θέση OFF.
Β) Διακοπή καλωδίου τροφοδοσίας (διακοπή
μίας ή περισσοτέρων φάσεων).
C) Άλλη
Α) Γυρίστε το γενικό διακόπτη στη θέση ΟΝ.
Β) Ελέγξτε και αποκαταστήστε τη βλάβη.
C) Απευθυνθείτε στο Σέρβις για έλεγχο.
Κατά τη διάρκεια της συγκόλλησης το ρεύμα
στην έξοδο διακόπτεται ξαφνικά, σβήνει η
πράσινη ενδεικτική λυχνία και ανάβει η κίτρινη.
Παρουσιάστηκε υπερθέρμανση και επέμβαση
της θερμικής ασφάλειας (βλ. κύκλοι
λειτουργίας).
Αφήστε τη γεννήτρια αναμμένη και περιμένετε να
κρυώσει (10-15 λεπτά) έως ότου αποκατασταθεί η
προστασία και σβήσει η κίτρινη ενδεικτική λυχνία.
Μειωμένη ισχύς συγκόλλησης. Λανθασμένη σύνδεση καλωδίων στην έξοδο.
Ελέγξτε την κατάσταση των καλωδίων, εάν η
τσιμπίδα γείωσης λειτουργεί και εάν έχει συνδεθεί σε
τεμάχιο συγκόλλησης καθαρό από σκουριά, βερνίκι
ή γράσο.
Υπερβολικά πιτσιλίσματα. Μακρύ τόξο συγκόλλησης.
Υψηλό ρεύμα συγκόλλησης.
Λανθασμένη πολικότητα τσιμπίδας.
Μειώστε την τιμή του επιλεγμένου ρεύματος.
Κρατήρες. Ταχεία απομάκρυνση του ηλεκτροδίου στην απόσπαση.
Υπολείμματα. Κακός καθαρισμός ή κατανομή των περασμάτων. Λανθασμένη κίνηση ηλεκτροδίου.
Ανεπαρκής διείσδυση. Υψηλή ταχύτητα πρόωσης. Πολύ χαμηλό ρεύμα συγκόλλησης.
Κακή ραφή. Τόξο συγκόλλησης υπερβολικά κοντό. Πολύ
χαμηλό ρεύμα. Αυξήστε την τιμή του επιλεγμένου ρεύματος.
Εξογκώματα και πόροι. Υγρά ηλεκτρόδια. Μεγάλο μήκος τόξου. Λανθασμένη πολικότητα τσιμπίδας.
Ρωγμές. Πολύ υψηλά ρεύματα. Βρώμικα υλικά.
Τήξη ηλεκτροδίου σε συγκόλληση TIG. Λανθασμένη πολικότητα τσιμπίδας. Ακατάλληλος τύπος αερίου.

SPARE PARTS / PIÈCES DÉTACHÉES / LISTA DE LAS PIEZAS DE RECAMBIO / LISTA PEZZI DI RICAMBIO / ERSATZTEILLISTE / PEÇAS SOBRESSELENTES
RESERVDELAR / WISSELSTUKKEN / LISTE AF RESERVEDELE / LISTE OVER RESERVEDELER / VARAOSALUETTELO / LISTA PIESE COMPONENTE
ZOZNAM NÁHRADNÝCH DIELOV / SEZNAM NÁHRADNÍCH DÍLŮ / PÓTALKATRÉSZEK LISTÁJA / LISTA CZĘŚCI ZAMIENNYCH
ΚΑΤΑΛΟΓΟΣΑΝΤΑΛΛΑΤΙΚΩΝ / ПЕРЕЧЕНЬ ЗАПАСНЫХ ЧАСТЕЙ
I
38
13.1
13 15 36 01 09
12.1
78 10 1412
11 08
38.1
77

SPARE PARTS / PIÈCES DÉTACHÉES / LISTA DE LAS PIEZAS DE RECAMBIO / LISTA PEZZI DI RICAMBIO / ERSATZTEILLISTE / PEÇAS SOBRESSELENTES
RESERVDELAR / WISSELSTUKKEN / LISTE AF RESERVEDELE / LISTE OVER RESERVEDELER / VARAOSALUETTELO / LISTA PIESE COMPONENTE
ZOZNAM NÁHRADNÝCH DIELOV / SEZNAM NÁHRADNÍCH DÍLŮ / PÓTALKATRÉSZEK LISTÁJA / LISTA CZĘŚCI ZAMIENNYCH
ΚΑΤΑΛΟΓΟΣΑΝΤΑΛΛΑΤΙΚΩΝ / ПЕРЕЧЕНЬ ЗАПАСНЫХ ЧАСТЕЙ
II
R. CODE DESCRIPTION DESCRIPTION DESCRIPCIÓN DESCRIZIONE
140A 160A
01 W000270549 CIRCUIT BOARD CE 22712 CIRCUIT ÉLECTR. C.E. 22712 CIRCUITO ELECT. C.E. 22712 CIRCUITO ELETTR. C.E. 22712
08 W000270557 POWER CABLE CÂBLE ALIMENTATION CABLE DE ALIMENTACIÓN CAVO DI ALIMENTAZIONE
09 W000352000 CABLE CLAMP SERRE-FIL PRENSACABLE PRESSA CAVO
10 W000352073 BLOCK FIXING BLOC DE FIXATION BLOQUEO DE FIJACIÓN BLOCCHETTO DI FISSAGGIO
11 W000352016 SWITCH INTERRUPTEUR INTERRUPTOR INTERRUTTORE
12 W000352049 DINSE COUPLING CONNEXION (POUR) DINSE CONEXIÓN (CON) DINSE COLLEGAMENTO (PER) DINSE
12.1 W000270559 DINSE TECHNOLOGIE DINSE TECNOLOGÍA DINSE TECNOLOGIA DINSE
13 W000352038 KNOB BOUTON PERILLA MANOPOLA
13.1 W000352017 HOOD CAPUCHON CAPUCHÓN CAPPUCCIO
14 W000050026 W000270554 FAN UNIT MOTOVENTILATEUR MOTOR DEL VENTILADOR MOTOVENTILATORE
15 W000270558 SWITCH ÉQUERRE ESCUADRA SQUADRETTA
36 W000270548 CIRCUIT BOARD CE 22713 CIRCUIT ÉLECTR. CE 22713 CIRCUITO ELECTR. CE 22713 CIRCUITO ELETTR. CE 22713
38 W000270550 FRONT FRAME CADRE AVANT BASTIDOR DELANTERO TELAIO ANTERIORE
38.1 W000270551 REAR FRAME CADRE ARRIÈRE BASTIDOR TRASERO TELAIO POSTERIORE
77 W000270555 AIR CONVEYOR CONVOYEUR AÉRIEN TRANSPORTADOR NEUMÁTICO TRASPORTATORE AD ARIA
78 W000270556 CABLE WITH INDUCTOR CÂBLE DE BOBINE CABLE DE BOBINA CAVO BOBINA
R. CODE DESCRIÇÃO BESCHRIJVING DESCRIERE ΠΕΡΙΓΡΑΦΗ
140A 160A
01 W000270549 CIRCUITO ELEC. C.E. 22712 ELEKTR. KRETS CE 22712 CIRCUIT ELECTR. CE 22712 ΗΛΕΚΤΡΟΝΙΚΟ ΚΥΚΛΩΜΑ CE 22712
08 W000270557 CABLE DE ALIMENTACIÓN NÄTKABEL CABLU DE ALIMENTARE ΗΛΕΚΤΡΙΚΟ ΚΑΛΩΔΙΟ
09 W000352000 PRENSACABLE KABELKLÄMMA MANŞON CABLURI ΣΤΥΠΕΙΟΘΛΙΠΤΗΣ ΚΑΛΩΔΙΟΥ
10 W000352073 BLOQUEO DE FIJACIÓN FÄSTBLOCK BLOC DE FIXARE ΤΕΜΆΧΙΟ ΣΤΕΡΈΩΣΗ
11 W000352016 INTERRUPTOR STRÖMBRYTARE ÎNTRERUPĂTOR ΔΙΑΚΟΠΤΗΣ
12 W000352049 CONEXÃO (PARA) DINSE AANSLUITING (VOOR) DINSE CONEXIUNE DINSE DINSE ΣΎΝΔΕΣΗ
12.1 W000270559 TECNOLOGIA DINSE TECHNOLOGIE DINS DINSE DINSE
13 W000352038 BOTÃO RATT BUTON ΚΑΛΥΜΜΑ
13.1 W000352017 ROLHA NIPPEL CAPAC ΚΑΛΥΜΜΑ
14 W000050026 W000270554 MOTOR DEL VENTILADOR FLÄKT VENTILATOR ΑMOTEP ΝΕΜΙΣΤΗΡΑ
15 W000270558 ESQUADRO VINKELHAKE CADRU CUPRU ΔΙΑΚΟΠΤΗΣ
36 W000270548 CIRCUITO ELEC. CE 22713 ELEKTR. KRETS CE 22713 CIRCUIT ELECTR. CE 22713 ΗΛΕΚΤΡΟΝΙΚΟ ΚΥΚΛΩΜΑ CE 22713
38 W000270550 ARMAÇÃO FRONTAL VOORSTE RAAMWERK CADRU FAŢĂ ΚΎΡΙΑ ΌΨΗ ΠΛΑΊΣΙΟ
38.1 W000270551 ARMAÇÃO TRASEIRA ACHTERSTE RAAMWERK CADRU SPATE ΟΠΊΣΘΙΟ ΠΛΑΊΣΙΟ
77 W000270555 TRANSPORTADOR DE AR LUCHTTRANSPORTBAND INSTALAŢIE PNEUMATICĂ
DE TRANSPORT CONVEYER ΑΈΡΑΣ
78 W000270556 CABO COM BOBINA KABEL MET SPOEL CABLU CU INDUCTOR ΚΑΛΏΔΙΑ ΑΥΤΌΣ ΠΟΥ ΕΓΚΑΘΙΣΤΆ ΣΕ ΑΞΊΩΜΑ

DUTY CYCLE / FACTEUR DE MARCHE / CICLO DE TRABALHO / CICLO DI LAVORO / EINSCHALTDAUER /
CICLO DE TRABAJO / INTERMITTENSFAKTOR / BEDRIJFSCYCLUS / DUTY CYCLE / ΚΥΚΛΟΣ ΕΡΓΑΣΙΑΣ / РАБОЧИЙ ЦИКЛЅЕ
III
VOLT-AMPERE CURVES / COURBES VOLT-AMPERE / CURVA VOLTIOS-AMPERIOS / CURVE VOLT-AMPERE / KURVEN VOLT-AMPERE
CURVAS VOLTAMPÉRICA / VOLT-AMPERE CURVES / KURVOR VOLT-AMPERE / CURBE VOLT-AMPERE / VOLT-AMPÉROVÉ KRIVKY
VOLT-AMPÉROVÉ KŘIVKY / KRZYWE VOLT-AMPER / ΚΑΜΠΥΛΕΣ VOLT-AMPERE / ВОЛЬТАМПЕРНЫЕ ХАРАКТЕРИСТИКИ
DUTY CYCLE - FACTEUR DE MARCHE - CICLO DE TRABAJO - EINSCHALTDAUER - CICLO DE TRABALHO - INTERMITTENSFAKTOR - BEDRIJFS-
CYCLUS - CICLUCL DE LUCRU - ΚΥΚΛΟΣ ΕΡΓΑΣΙΑΣ - РАБОЧИЙ ЦИКЛ
WELDING CURRENT - COURANT DE SOUDAGE - CORRIENTE DE SOLDADURA
SCHWEISSSTROMBEREICH - CORRENTE DE SOLDADURA - SVETSSTRÖM
SNIJSTROOM - CORENT DE TAIERE - PRÑD SPAWANIA
ΡΕΥΜΑ ΣΥΓΚΟΛΛΗΣΗΣ - СИЛА ТОКА
60
50
40
30
20
10
0
V OUT
MMA
TIG

WIRING DIAGRAM / SCHÉMA ÉLECTRIQUE / ESQUEMA ELÉCTRICO / SCHEMA ELETTRICO / STROMLAUFPLAN / ESQUEMAS ELÈCTRICOS
ELSCHEMOR / ELEKTRISCHE SCHEMA´S / TILSLUTNINGSSKEMA / KOBLINGSSKJEMA / KYTKENTÄKAAVIO / SCHEMA ELECTRICA
ELEKTRICKÁ SCHÉMA / ELEKTRICKÁ SCHÉMA / BEKÖTÉSI RAJZ / SCHEMAT ELEKTRYCZNY / ΗΛΕΚΤΡΙΚΟ ΔΙΑΓΡΑΜΜΑ / ЭЛЕКТРИЧЕСКАЯ СХЕМА
IV

DECLARATION OF CONFORMITY / DÉCLARATION DE CONFORMITE / DECLARACIÓN DE CONFORMIDAD / DICHIARAZIONE DI CONFORMITÀ / KONFOR-
MITÄTSERKLÄRUNG / DECLARAÇÃO DE CONFORMIDADE / KONFORMITETSFÖRKLARING / CONFORMITEITSVERKLARING / KONFORMITETSERKLÆRING /
ERKLÆRING OM OVERENSSTEMMELSE / TODISTUS STANDARDINMUKAISUUDESTA / DECLARAŢIE DE CONFORMITATE / VYHLÁSENIE O ZHODE /
PROHLÁŠENÍ O ZHODĚ / MEGFELELŐSÉGI TANÚSÍTVÁNY / DEKLARACJA ZGODNOÂCI / ΔΗΛΩΣΗ ΣΥΜΜΟΡΦΩΣΗΣ / ЗAЯВЛЕНИЕ O COOТВЕТCТВИИ
EN It is hereby declared that the manual welding generator Type PRESTO 140 PFC / 160 PFC - Number W000270360 / W000270338 conforms to the provisions
of Low Voltage (Directive 2006/95/EC), as well as the CEM Directive (Directive 2004/108/EC) and the national legislation transposing it; and moreover declares
that standards:
• EN 60 974-1 “Safety regulations for electric welding equipment. Part 1: Sources of welding current”.
• EN 60 974-10 “Electromagnetic Compatibility (EC) Products standard for arc welding equipment” have been applied.
• Equipment complying with EN/IEC 61000-3-12
This statement also applies to versions of the aforementioned model which are referenced. This EC declaration of conformity guarantees that the equipment
delivered to you complies with the legislation in force, if it is used in accordance with the enclosed instructions. Any different assembly or modifications renders
our certification void. It is therefore recommended that the manufacturer be consulted about any possible modification. Failing that, the company which makes
the modifications should ensure the re certification. Should this occur, the new certification is not binding on un in any way whatsoever. This document should
be transmitted to your technical or purchasing department for record purposes.
FR Il est déclaré ci-apres que le générateur de soudage manuel Type PRESTO 140 PFC / 160 PFC -Numéro W000270360 / W000270338 est conforme aux
disposition des Directives Basse tension (Directive 2006/95/EC), ainsi qu’a la Directive CEM (Directive 2004/108/EC) et aux législations nationales la trans-
posant; et déclare par ailleurs que les normes:
• EN 60 974-1 “Regles de sécurité pour le matériel de soudage électrique. Partie 1: Sources de courant de soudage.”
• EN 60 974-10 “Compatibilité Electromagnétique (CEM). Norme de produit pour le matériel de soudage a l’arc.” ont été appliquées.
• L´équipement conforme à la norme EN/IEC 61000-3-12
Cette déclaration s’applique également aux versions dérivées du modele cité ci-dessus. Cette déclaration CE de conformité garantit que le matériel livré re-
specte la législation en vigueur, s’il est utilisé conformément a la notice d’instruction jointe. Tout montage différent ou toute modification entraîne la nullité de
notre certification. Il est donc recommandé pour toute modification éventuelle de faire appel au constructeur. A défaut, l’entreprise réalisant les modifications
doit refaire la certification. dans ce cas, cette nouvelle certification ne saurait nous engager de quelque façon que ce soit. Ce document doit etre transmis a
votre service technique ou votre service achat, pour archivage.
ES Se declara a continuación, que el generador de soldadura manual Tipo PRESTO 140 PFC / 160 PFC - Número W000270360 / W000270338 es conforme a
las disposiciones de las Directivas de Baja tensión (Directiva 2006/95/EC), así como de la Directiva CEM (Directiva 2004/108/EC) y las legislaciones nacio-
nales que la contemplan; y declara, por otra parte, que se han aplicado las normas:
• EN 60 974-1 “Reglas de seguridad para el equipo eléctrico de soldadura. Parte1: Fuentes de corriente de soldadura.”
• EN 60 974-10 “Compatibilidad Electromagnética (CEM). Norma de producto para el equipo de soldadura al arco.”
• Este dispositivo cumple con la normativa EN/IEC 61000-3-12
Esta declaración también se aplica a las versiones derivadas del modelo citado más arriba. Esta declaración CE de conformidad garantiza que el material
que se la ha enviado cumple con la legislación vigente si se utiliza conforme a las instrucciones adjuntas. Cualquier montage diferente o cualquier modificación
anula nuestra certificación. Por consiguiente, se recomienda recurrir al constructor para cualquier modificación eventual. Si no fuese posible, la empresa que
emprenda las modificaciones tiene que hacer de nuevo la certificación. En este caso, la nueva certificación no nos compromete en ningún modo. Transmita
este documento a su técnico o compras, para archivarlo.
IT Si dichiara qui di seguito che il generatore di saldatura manuale Tipo PRESTO 140 PFC / 160 PFC - Numero W000270360 / W000270338 e conforme alle
disposizioni delle Direttive bassa tensione (Direttiva 2006/95/EC), CEM (Direttiva 2004/108/EC) e alle legislazioni nazionali corrispondenti, e dichiara inoltre:
• EN 60 974-1 “Regole di sicurezza per il materiale di saldatura elettrico. Parte1: sorgenti di corrente di saldatura”.
• EN 60 974-10 “Compatibilita elettromagnetica (CEM) Norma di prodotto per il materiale da saldatura ad arco” sono state applicate.
• L'apparecchiatura soddisfa le normative EN/EC 61000-3-12
Questa dichiarazione si applica anche alle versioni derivate dal modello sopra indicato. Questa dichiarazione di conformita CE garantisce che il materiale sped-
itoleLe, se utilizzato nel rispetto delle istruzioni accluse, e conforme alle norme vigenti. Un’installazione diversa da quella auspicata o qualsiasi modifica, com-
porta l’annullamento della nostra certificazione. Per eventuali modifiche, si raccomanda pertanto di rivolgersi direttamente all’azienda costruttrice. Se
quest’ultima non viene avvertita, la ditta che effettuera le modifiche dovra procedere a nuova certificazione. In questo caso, la nuova certificazione non rap-
presentera, in nessuna eventualita, un’impegno da parte nostra. Questo documento dev’essere trasmesso al servizio tecnico e Acquisti della Sua azienda per archiviazione.
DE Nachstehend wird erklärt, daß der manuelle Schweißgenerator Typ PRESTO 140 PFC / 160 PFC - Nummer W000270360 / W000270338 den Verfügungen
der Vorschriften für Schwachstrom (Vorschrift 2006/95/EC), sowie der FBZ-Vorschrift (Vorschrift 2004/108/EC) und der nationalen, sie transponierenden Ge-
setzgebung entspricht; und erklärt andererseits, daß die Normen:
• EN 60 974-1 “Sicherheitsbestimmungen für elektrisches Schweißmaterial. Teil 1: Schweißungs-Stromquellen.”
• EN 60 974-10 “Elektromagnetische Kompatibilität (FBZ) Produktnorm für das WIG-Schweißmaterial” angewandt wurden.
• EN/IEC 61000-3-12 erfüllende Ausrüstung
Diese Erklärung ist auch gültig für die vom vorstehenden Modell abgeleiteten Versionen. Mit vorliegender EG-Konformitätserklärung wird garantiert, dass das
Ihnen gelieferte Material, sofern es gemäß beiliegender Gebrauchsanleitung benutzt wird, den gültigen Rechtsvorschriften entspricht. Jegliche Änderung beim
Aufbau beim Aufbau b.z.w. jegliche andere Abwandlung für zur Nichtigkeit unserer Erklärung. Wir raten daher, bei allen eventuellen Änderungen den Hersteller
heranzuziehen. In Ermangelung eines Besseren ist dia Änderung vornehmende Untemehmen dazu gehalten, eine emeute Erklärung abzufassen. In diesem
Fall ist neue Bestätigung für uns in keinster Weise bindend. Das vorliegende Schriftstück muß zur Archivierung an ihre technische Abteilung, b.z.w. an ihre
Einkaufsabteilung weitergeleitet werden.
PT Se declara abaixo que o generador de soldadura manual Tipo PRESTO 140 PFC / 160 PFC - Número W000270360 / W000270338 está em conformidade
com as disposiçoes das Directivas Baixa Tensao (Directiva 2006/95/EC), assim como com a Directiva CEM (Directiva 2004/108/EC) e com as legislaçoes
nacionais que a transpoem; e declara ainda que as normas:
• EN 60 974-1 “Regras de segurança para o material de soldadura eléctrico. Parte 1: Fontes de corrente de soldadura.”
• EN 60 974-10 “Compatibilidade Electromagnética (CEM). Norma de produto para o material de soldadura por arco” foram aplicadas.
• Equipamentoconforme EN/IEC 61000-3-12
Esta declaraçao aplica-se igualmente as versoes derivadas do modelo acima citado. Esta declaraçao CE de conformidade garante que o material entregue
respeita a legislaçao em vigor, desse que utilizado de acordo com as instruçoes anexas. Qualquer montagem diferente ou qualquer modificaçao acarreta a
anulaçao do nosso certificado. Por isso recomenda-se para qualquer modificaçao eventual recorrer ao construtor. Ou caso contrário, a empresa que realiza
as modificaçoes deve fazer novamente um certificado. Nesse caso, este novo certificado nao pode nos comprometer de nenhuma maneira. Esse documento
deve ser transmitido ao seu serviço técnico ou serviço compras, para ser arquivado.
SV Man förklarar härmed att generatorn för manuell svetsning Typ PRESTO 140 PFC / 160 PFC - Nummer W000270360 / W000270338 tillverkats i överenss-
tämmelse med direktiven om lagspänning (Direktiv 2006/95/EC), samt direktivet CEM (Direktiv 2004/108/EC) och de nationella lagar som motsvarar det; och
förklarar för övrigt att normema:
• EN 60 974-1 “Säkerhetsregler för elsvetsningsmateriel. Del 1: Källor för svetsningsström.”
• EN 60 974-10 “Elektromagnetisk kompatibilitet (CEM) Produktnorm för bagsvetsningsmateriel.” har tillämpats.
• Utrustningen uppfyller EN/IEC 61000-3-12
Denna förklaring gäller även de utföranden som avletts av ovannämnda modell. Detta EU-intyg om verensstmmelse garanterar att levererad utrustning upp-
fyller i gllande lagstiftning, om den anvnds i enlighet med bifogade anvisningar. Varje avvikande montering eller ändring medför att vart intyg ogiltigförklaras.
För varje eventuell ändring bör duarför tillverkaren anlitas. Om sa ej sker, ska det företag som genomför ändringarna lämna ett intyg. detta nya intyg kan vi pa
nagot sätt ta ansvar för. Denna handling ska överlämnas till er tekniska avdelning eller inköpsavdelning för arkivering.

DECLARATION OF CONFORMITY / DÉCLARATION DE CONFORMITE / DECLARACIÓN DE CONFORMIDAD / DICHIARAZIONE DI CONFORMITÀ / KONFOR-
MITÄTSERKLÄRUNG / DECLARAÇÃO DE CONFORMIDADE / KONFORMITETSFÖRKLARING / CONFORMITEITSVERKLARING / KONFORMITETSERKLÆRING /
ERKLÆRING OM OVERENSSTEMMELSE / TODISTUS STANDARDINMUKAISUUDESTA / DECLARAŢIE DE CONFORMITATE / VYHLÁSENIE O ZHODE /
PROHLÁŠENÍ O ZHODĚ / MEGFELELŐSÉGI TANÚSÍTVÁNY / DEKLARACJA ZGODNOÂCI / ΔΗΛΩΣΗ ΣΥΜΜΟΡΦΩΣΗΣ / ЗAЯВЛЕНИЕ O COOТВЕТCТВИИ
NL Men verklaart hierbij dat de handlasgenerator Type PRESTO 140 PFC / 160 PFC - Nummer W000270360 / W000270338 conform de bepalingen is van de
Richtlijnen betreffende Laagspanning (Richtlijn 2006/95/EC), en de EMC Richtlijn CEM (Richtlijn 2004/108/EC) en aan de nationale wetgevingen met betrek-
king hiertoe; en verklaart voorts dat de normen:
• EN 60 974-1 “Veiligheidsregels voor elektrische lasapparatuur. Deel 1: Lasstroombronnen.”
• EN 60 974-10 “Elektromagnetische Compatibiliteit (EMC). Produktnorm voor booglas-apparatuur“ zijn toegepast.
• De uitrusting voldoet aan de normen EN/IEC 61000-3-12
Deze verklaring is tevens van toepassing op versies die van bovengenoemd model zijn afgeleid. Deze EG verklaring van overeenstemming garandeert dat
het geleverde aan u materiaal voldoet aan de van kracht zijnde wetgeving indien het wordt gebruikt volgens de bijgevoegde handleiding. Het monteren op
iedere andere manier dan die aangegeven in voomoemde handleiding en het aanbrengen van wijzigingen annuleert automatisch onze echtverklaring. Wij
raden U dan ook contact op te nemen met de fabrikant in het geval U wijzigingen wenst aan te bregen. Indien dit niet geschiedt, moet de onderneming die de
wijzingen heeft uitgevoerd een nieuwe echtverklaring opstellen. Deze nieuwe echtverklaring zal echter nooit en te nimmer enige aansprakelijkheid onzerzids
met zich mee kunnen brengen. Dit document moet ann uwtechnische dienst of the afdeling inkopen worden overhandigd voor het archiveren.
DA Hermed erklæres, at den manuelle svejsegenerator type PRESTO 140 PFC / 160 PFC – nummer W000270360 / W000270338 er i overensstemmelse med
forordninger om lavspænding (direktivet 2006/95/ES), samt også med CEM direktivet (direktivet 89/336/EHS) og med de indenrigs lovlige forskrifter, som tran-
sponerer dem; og desuden erklæres, at normer:
• EN 60 974-1 "Sikkerhedsforskrifter for de elektriske svejseudstyr. Del 1: Kilde af svejsestrømmen".
• EN 60 974-10 „Normen for den elektromagnetiske kompatibilitet (EC) af produkter for udstyr til buesvejsning“ gør sig gældende.
• Udstyr, som opfylder EN/IEC 61000-3-12
Denne meddelelse har forbindelse med den ovennævnte model, til hvilken henvises til.
Denne ES erklæring om konformiteten garanterer, at udstyr, som vi leverer til jer, er i overensstemmelse med de gældende lovlige forskrifter, under forudsæt-
ning af, at det bruges i overensstemmelse med den vedlagte betjeningsvejledningvejledning. Enhver anden montage eller reparation forårsager ugyldighed af
vores attester. Derfor kan det anbefales, at man i tilfælde af enhver mulig reparation kontakterer producenten. Hvis det ikke sker, firmaet, som udfører repa-
ration, skulle sikre en ny certifation. Hvis det sker, er certifikationen ikke bindende for produktet eller ingen af dets del. Dette dokument skal forelægges til jeres
teknisk- eller handelsafdeling for at føre dokumentation.
NO Med dette erklæres det herved at den manuelle sveisegeneratoren av type PRESTO 140 PFC / 160 PFC - nummer W000270360 / W000270338 stemmer
overens med bestemmelsene om lav spenning (retningslinje 2006/95/ES), og videre med retningslinje CEM (retningslinje 89/336/EHS) og med innenlandske
rettslige forskrifter, som transponerer dem; og i tillegg til dette, erklærers det at normene:
• EN 60 974-1 "Sikkerhetsmessige forskrifter for elektrisk sveiseutstyr. Del 1: Sveisestrømmens kilder“.
• EN 60 974-10 „Norm om elektromagnetisk kompatibilitet (EC) produkter for utstyr til sveising i bue“ gjelder.
• Utstyr som oppfyller EN/IEC 61000-3-12
Denne kunngjøringen gjelder versjonene av den overfor anførte modellen, som den henviser til.
Denne EU-erkklæringen om konformitet garanterer at det utstyret vi leverer er i overensstemmelse med gjeldende rettslige forskrifter under forutsetning av at
den anvendes i tråd med den medfølgende betjeningsanvisningen. En hvilken som helst annen montering eller justering medfører at våre attester blir ugyldige.
Derfor anbefales det at De i tilfelle hvilke som helst justeringer først spør produsenten til råds om disse. Hvis dette ikke skjer, bør det selskapet som har utført
justeringene, sørge for ny sertifisering. Selv om dette skjer, er ikke sertifiseringen bindende for verken produktet som helhet eller for noen enkeltdel. Dette
dokumentet er det nødvendig å legge fram for Deres teknisk ansvarlige eller innkjøpsavdelingen med det formål å registere.
FI Täten vakuutamme, että hitsausgeneraattori tyyppi PRESTO 140 PFC / 160 PFC - numero W000270360 / W000270338 vastaa matalajännitelaitteita koskevia
määräyksiä (direktiivi 2006/95/EY), EMC-direktiiviä (direktiivi 89/336/ETY) ja näitä laitteita koskevia kansallisia lakisäännöksiä; ja lisäksi vakuutamme, että laite
täyttää standardit:
• EN 60 974-1 "Hitsauslaitteiden turvallisuusvaatimukset. Osa 1: Hitsausvirtalähteet“.
• EN 60 974-10 „Kaarihitsaukseen tarkoitettujen laitteiden sähkömagneettinen yhteensopivuus (EC)“.
• Laite on EN/IEC 61000-3-12 mukainen.
Tämä ilmoitus koskee ylempänä mainitun mallin versioita, joihin ilmoituksessa viitataan. Tämä todistus EY-standardinmukaisuudesta takaa sen, että toimitta-
mamme laite vastaa voimassaolevia lakisäännöksiä sillä edellytyksellä, että sitä käytetään sen mukana toimitettavan käyttöohjeen mukaisesti. Todistus ei
päde, jos laite asennetaan tai jos siihen tehdään muutoksia millä tahansa muulla kuin ohjeiden mukaisella tavalla. Siksi suosittelemme konsultointia valmist-
ajan kanssa kaikissa laitteen muutoksiin liittyvissä kysymyksissä. Ellei näin tehdä, on muutokset tekevän yrityksen huolehdittava uudesta sertifioinnista. Täl-
laisessa tapauksessa sertifikaatti ei ole valmistajaa velvoittava tuotteen tai minkään sen osan suhteen. Tämä todistus on annettava yrityksenne tekniselle tai
hankintaosastolle merkintöjen tekemistä varten.
RO Se declară că generatorul pentru sudură manuală Tip PRESTO 140 PFC / 160 PFC - Număr W000270360 / W000270338 e conform cu dispoziţiile din Direc-
tivele Joasă Tensiune (Directiva 2006/95/EC), CEM (Directiva 2004/108/EC) şi cu legislaţia naţională
corespunzătoare şi se declară, de asemenea:
• EN 60 974-1"Reguli de siguranţă pentru materialul de sudură electric. Partea 1: surse de curent de sudură".
• EN 60 974-10 "Compatibilitate electromagnetică (CEM) Normă de produs pentru materialul de sudură cu arc" au fost aplicate.
• Echipament conform cu EN/IEC 61000-3-12
Această declaraţie se aplică şi la versiunile derivate din modelul mai sus menţionat. Această declaraţie de conformitate CE garantează că materialul cev-a
fost expediat, dacă e utilizat respectndu-se instrucţiunile anexate, e conform cu normele în vigoare. O instalare diferită de cea indicată sau orice modificare
duce la anularea certificării noastre. Pentru eventualele modificări, se recomandă să vă adresaţi direct firmei producătoare. Dacă aceasta din urmă nu este
avertizată, firma care va efectua modificările va trebui să se ocupe de noua certificare. În acest caz, noua certificare nuva reprezenta, în nicio eventualitate,
un angajament din partea noastră. Acest document trebuie transmis serviciului tehnic şi Achiziţii al firmei dv., pentru arhivare.
SK Následne sa vyhlasuje, že generátor manuálneho zvárania Typ PRESTO 140 PFC / 160 PFC - Číslo W000270360 / W000270338 je zhodný so zariadeniami
Smernice nízkeho napätia (Smernica 2006/95/EC), CEM (Smernica 2004/108/EC) a príslušným národným zákonodarstvom vyhlasuje okrem toho:
• EN 60 974-1“Bezpečnostné predpisy pre materiály elektrického zvárania. Časť č.1: zdroje zváracieho prúdu”.
• EN 60 974-10 “Elektromagnetická kompatibilita (CEM) Norma výrobku pre materiál na zváranie oblúkom” boli použité.
• Vybavenie spĺňajúce EN/IEC 61000-3-12
Toto vyhlásenie sa používa aj vo verziách odvodených od horeuvedeného modelu. Toto vyhlásenie o zhode CE zaručuje, materiál Vám prinesený, ak sa podľa
priložených pokynov je zhodný s platnými normami. Inštalácia odlišná od tej požadovanej alebo urobená akákoľvek zmena bude mať za následok zrušenie
nášho certifikátu. Pre prípadné zmeny sa doporučuje obrátiť sa priamo na výrobnú firmu. ak táto nebude oboznámená, tak podnik, ktorý vykoná zmeny bude
musieť urobiť nový certifikát. V tomto prípade novÝ certifikát nebude v žiadnom prípade predstavovať záväzok z našej strany. Tento dokument sa musí odoslať
technickému servisu a nákupnému oddeleniu vášho podniku pre archivovanie.

DECLARATION OF CONFORMITY / DÉCLARATION DE CONFORMITE / DECLARACIÓN DE CONFORMIDAD / DICHIARAZIONE DI CONFORMITÀ / KONFOR-
MITÄTSERKLÄRUNG / DECLARAÇÃO DE CONFORMIDADE / KONFORMITETSFÖRKLARING / CONFORMITEITSVERKLARING / KONFORMITETSERKLÆRING /
ERKLÆRING OM OVERENSSTEMMELSE / TODISTUS STANDARDINMUKAISUUDESTA / DECLARAŢIE DE CONFORMITATE / VYHLÁSENIE O ZHODE /
PROHLÁŠENÍ O ZHODĚ / MEGFELELŐSÉGI TANÚSÍTVÁNY / DEKLARACJA ZGODNOÂCI / ΔΗΛΩΣΗ ΣΥΜΜΟΡΦΩΣΗΣ / ЗAЯВЛЕНИЕ O COOТВЕТCТВИИ
CS Tímto se prohlašuje, že ruční svářecí generátor typu PRESTO 140 PFC / 160 PFC - číslo W000270360 / W000270338 je v souladu s ustanoveními o nízkém
napětí (směrnice 2006/95/ES), jakož i se směrnicí CEM (směrnice 89/336/EHS) a s vnitrostátními právními předpisy, které je transponují, a kromě toho se
prohlašuje, že normy:
• EN 60 974-1 "Bezpečnostní předpisy pro elektrická svářecí vybavení. Část 1: Zdroje svářecího toku“
• EN 60 974-10 „Norma elektromagnetické kompatibility (EC) produktů pro vybavení ke sváření obloukem“ se uplatňují.
• Vybavení splňující EN/IEC 61000-3-12
Toto oznámení se vztahuje na verze výše uvedeného modelu, na který se odkazuje. Toto prohlášení ES o shodě zaručuje, že vybavení, které vám dodáváme,
je v souladu s platnými právními předpisy, za předpokladu, že je používáno v souladu s přiloženým návodem k obsluze. Jakákoli jiná montáž či jiné úpravy
zneplatňují naše osvědčení. Proto se doporučuje, abyste se v případě jakýchkoli možných úprav nejprve poradili s výrobcem. Nestane-li se tak, měla by
společnost, která úpravy vykoná, také zabezpečit opětovnou certifikaci. Pokud se tak stane, certifikace není závazná pro výrobek ani žádnou jeho část. Tento
dokument je třeba předložit vašemu technickému či nákupnímu oddělení pro účely vedení záznamů.
HU Ezennel kijelentjük, hogy a PRESTO 140 PFC / 160 PFC típusú W000270360 / W000270338 kézi hegesztő-generátor megfelel az alacsony feszültségre
vonatkozó előírásoknak (2006/95/EK irányelv), illetve a CEM (89/336/EGK) előírásoknak, és az ide vonatkozó belföldi jogszabályoknak; továbbá ezen felül
kijelentjük, hogy a következő szabványok használatosak:
• MSZ EN 60 974-1 „Ívhegesztő berendezésekre vonatkozó biztonsági előírások. 1. rész: Hegesztő-áramforrások“
• MSZ EN 60 974-10 „Ívhegesztő berendezésekre vonatkozó előírások - elektromágneses összeférhetőségi (EMC) követelmények (IEC)“
• Felszerelés, mely teljesíti a EN/IEC 61000-3-12 szabvány követelményeit
Ez az értesítés, melyben a fentebb említett modellre hivatkozunk, ezen modell egyéb változataira is vonatkozik.
Ezen EK megfelelőségi tanúsítvány garantálja, hogy az önnek szállított berendezés megfelel az érvényes jogszabályoknak azon feltételek mellett, hogy a
mellékelt használati útmutatónak megfelelően van használva. Bármilyen egyéb összeszerelés vagy átalakítás tanúsítványaink érvénytelenítődését vonja
maga után. Ezért ajánljuk, hogy bármilyen lehetséges átalakítás esetében konzultáljon a gyártóval. Amennyiben nem így történik, a változtatást végző tár-
saságnak kellene bebiztosítania a továbbiakban érvényes tanúsítványt. Amennyiben ez az eset áll fenn, a tanúsítvány nem kötelezően érvényes a termékre
sem annak bármelyik részére. Ezt a dokumentumot nyújtsa be a technikai vagy beszerzési osztálynak jegyzékvezetési, archiválási célokra.
PL Deklarujemy niniejszym, że ręczny generator spawalniczy Typu PRESTO 140 PFC / 160 PFC -Numer W000270360 / W000270338 jest zgodny z roz-
porządzeniami Dyrektyw o niskich napięciach (Dyrektywa 2006/95/EC), o Kompatybilności Elektromagnetycznej (Dyrektywa 2004/108/ EC) i z odpowiednimi
krajowymi przepisami prawnymi, ponadto deklarujemy, że zostały zastosowane:
• norma EN 60 974-1“Bezpieczeństwo sprzętu elektrycznego do spawania. Część 1: spawalnicze źródła energii”.
• norma EN 60 974-10 “Kompatybilność elektromagnetyczna (CEM) Norma produkcyjna dla sprzętu do spawania łukowego”.
• Wyposażenie spełniające EN/IEC 61000-3-12
Niniejszą deklarację stosuje się również do wersji pochodnych od powyżej podanego modelu. Deklaracja zgodności CE gwarantuje, że sprzęt do Państwa
wysłany, jeśli jest używany według załączonych instrukcji, jest zgodny z obowiązującymi normami. Instalacja inna od przewidzianej lub jakiekolwiek mody-
fikacje powodują utratę certyfikacji. Dlatego w przypadku ewentualnych modyfikacji, zaleca się zwrócenie się bezpośrednio do producenta. W przypadku nie
poinformowania producenta firma przeprowadzająca modyfikacje musi wystąpić o nowy certyfikat. W tej sytuacji nowy certyfikat nie jest, pod żadnym pozorem,
wiążący dla naszej firmy. Niniejszy dokument należy przekazać do działu technicznego i Zakupów Państwa firmy w celu archiwizacji.
EL Δια του παρόντος δηλώνεται ότι η γεννήτρια χειροκίνητης συγκόλλησης Τύπου PRESTO 140 PFC / 160 PFC – Αριθμός W000270360 / W000270338 είναι
συμμορφούμενη ως προς τις διατάξεις περί Χαμηλής Τάσης (Οδηγία 2006/95/EΚ), καθώς και την Οδηγία CEM [Ηλεκτρομαγνητικής Συμβατότητας] (Οδηγία
89/336/ΕΟΚ) και τη νομοθεσία του κράτους που τη μεταφέρει· και επιπλέον δηλώνει ότι τα πρότυπα:
• EN 60 974-1 “Safety regulations for electric welding equipment. Part 1: Sources of welding current” («Κανονισμοί ασφάλειας για ηλεκτρικό εξοπλισμό
συγκόλλησης. Μέρος 1: Πηγές ρεύματος συγκόλλησης»)
• EN 60 974-10 “Electromagnetic Compatibility (EC) Products standard for arc welding equipment” («Πρότυπο Προϊόντων: Ηλεκτρομαγνητική Συμβατότητα
(EC) για εξοπλισμό συγκόλλησης τόξου») έχουν εφαρμοστεί.
• Εξοπλισμός συμμορφούμενος προς EN/IEC 61000-3-12
Αυτή η δήλωση ισχύει επίσης για εκδόσεις του προαναφερθέντος μοντέλου που αναφέρονται.
Αυτή η δήλωση συμμόρφωσης της ΕΚ εγγυάται ότι ο εξοπλισμός που θα σας παραδοθεί είναι συμμορφούμενος προς την ισχύουσα νομοθεσία, εάν
χρησιμοποιείται σύμφωνα με τις εσώκλειστες οδηγίες. Οποιαδήποτε διαφορετική συναρμολόγηση ή οποιεσδήποτε τροποποιήσεις καθιστούν την πιστοποίησή
μας άκυρη. Συνιστάται συνεπώς να ζητείται η συμβουλή του κατασκευαστή για κάθε πιθανή τροποποίηση. Αν δε γίνει αυτό, η εταιρία που προβαίνει στις
τροποποιήσεις πρέπει να εξασφαλίσει την επαναπιστοποίηση. Αν συμβεί αυτό, η νέα πιστοποίηση δε μας δεσμεύει καθ’ οιονδήποτε τρόπο. Το παρόν έγγραφο
πρέπει να αποσταλεί στο τεχνικό σας τμήμα ή στο τμήμα αγορών για να καταχωρηθεί στα αρχεία.
RU Настоящим заявляем, что генератор для ручной сварки тип PRESTO 140 PFC / 160 PFC - Hoмep W000270360 / W000270338 удовлетворяет
требованиям Директив о низком напряжении (Директива 2006/95/EC), CEM (Директива 2004/108/EC), а также соответствующим государственным
законам. Заявляем также, что были применены следующие нормы:
• EN 60 974-1 “Нормы техники безопасности электрического сварочного оборудования. Част1: источники сварочного тока”.
• EN 60 974-10“Электромагнитная совместимость (CEM) Норма, распространяющаяся на оборудование для дуговой сварки”.
• Оборудование, соответствующее норме EN/IEC 61000-3-12
Настоящее заявление относится также к вариантам исполнения, изготовленным на основании вышеуказанной модели. Настоящее заявление о
соответствии нормам ЕЭС гарантирует, что поставленное оборудование отвечает действующим нормам, при условии эксплуатации его в
соответствии с приложенными инструкциями. Несоответствующая предоставленным указаниям установка или выполнение любого изменения
аннулирует наше заявление. В связи с этим, в случае необходимости выполнения каких-либо измененйи, рекомендуется обращаться к изготовителю.
В противном случае, фирма, осуществляющая данные изменения обязана предоставить новую сертификацию. В этом случае, новая сертификация
не налагает на нас никакие обязательства. Настоящий документ должен быть передан в технический отдел или в отдел снабжения покупателя.
L. GAUTHIER
Welding Operations Services Slovakia - Luzianky (SK)
8. November 2007

DIRECTIVE / DIRECTIVE / DIRECTIVA / DIRETTIVA / RICHTLINIE / DIRECTIVA / DIREKTIV / RICHTLIJN
DIRECTIVA / DYREKTYWĄ / SMERNICA / SMĚRNICE / ДИРЕКТИВЕ / ΟΔΗΓΙΑ - 2002/95/EC
EN Hereby declares that the equipment Type PRESTO 140 PFC / 160 PFC - Number W000270360 / W000270338
is compliant to the DIRECTIVE 2002/95/EC OF THE EUROPEAN PARLIAMENT AND OF THE COUNCIL of 27 January 2003 (RoHS) on the restriction of the
use of certain hazardous substances in electrical and electronic equipment while:
█ The parts do not exceed the maximum concentrations of 0.1% by weight in homogenous materials for lead, mercury, hexavalent chromium, polybrominated
biphenyls (PBB) and polybrominated diphenyl ethers (PBDE), and 0.01% for cadmium, as required in Commission Decision 2005/618/EC of 18 August 2005.
FR Déclare ci-après que l’appareil Type PRESTO 140 PFC / 160 PFC - Numéro W000270360 / W000270338
est conforme à la DIRECTIVE 2002/95/CE DU PARLAMENT EUROPÉEN ET DU CONSEIL du 27 janvier 2003 (RoHS) relative à la limitation de l'utilisation
de certaines substances dangereuses dans les équipements électriques et électroniques car:
█ Les éléments n’excèdent pas la concentration maximale dans les matériaux homogènes de 0,1 % en poids de plomb, de mercure, de chrome hexavalent,
de polybromobiphényles (PBB) et de polybromobiphényléthers (PBDE) ainsi qu’une concentration maximale de 0,01 % en poids de cadmium comme exigé
par DÉCISION DE LA COMMISSION 2005/618/EC du 18 Août 2005.
ES Declara que el equipo Tipo PRESTO 140 PFC / 160 PFC - Número W000270360 / W000270338
es conforme a la DIRECTIVA 2002/95/CE DEL PARLAMENTO EUROPEO Y DEL CONSEJO del 27 de enero de 2003 (RoHS) relativa a la limitación de la
utilización de algunas substancias peligrosas en los equipos eléctricos y electrónicos ya que:
█ Los elementos no exceden la concentración máxima en los materiales homogéneos de 0,1 % en peso de plomo, de mercurio, de cromo hexavalente, de
polibromobifenilos (PBB) y de polibromobifeniléteres (PBDE) así como una concentración máxima de 0,01 % en peso de cadmio como lo exige la DECISIÓN
DE LA COMISIÓN 2005/618/EC del 18 de agosto de 2005.
IT Dichiara qui di seguito che l’apparecchiatura Tipo PRESTO 140 PFC / 160 PFC - Numero W000270360 / W000270338
rispetta la DIRETTIVA 2002/95/EC DEL PARLAMENTO EUROPEO E DEL CONSIGLIO del 27 Gennaio 2003 (RoHS) sulla restrizione dell'uso di determinate
sostanze pericolose nelle apparecchiature elettriche ed elettroniche:
█ I componenti non eccedono la concentrazione massima in materiali omogenei del 0.1% in peso di piombo, mercurio, cromo esavalente, bifenili polibromurati
(PBB) o etere di difenile polibromurato (PBDE) e lo 0.01% di cadmio, come richiesto nella decisione della Commissione 2005/618/EC del 18 Agosto 2005.
DE Erklärt hiermitm dass das Gerät Typ PRESTO 140 PFC / 160 PFC - Nummer W000270360 / W000270338
entspricht RICHTLINIE 2002/95/EG DES EUROPÄISCHEN PARLAMENTS UND DES RATES vom 27. Januar 2003 (RoHS) in Bezug auf die Beschränkung
der Benutzung bestimmter gefährlicher Substanzen in elektrischen und elektronischen Geräten, da:
█ die Elemente, wie in der KOMMISSIONSENTSCHEIDUNG 2005/618/EG vom 18. August 2005 gefordert, je homogenem Werkstoff die Höchstkonzentrat-
ionen von 0,1 Gewichtsprozent Blei, Quecksilber, sechswertigem Chrom, polybromierten Biphenylen (PBB) und polybromierten Diphenylethern (PBDE) sowie
die Höchstkonzentration von 0,01 Gewichtsprozent Cadmium nicht überschreiten.
PT Declara que o aparelho Tipo PRESTO 140 PFC / 160 PFC - Número W000270360 / W000270338
é conforme à DIRECTIVA 2002/95/CE DO PARLAMENTO EUROPEU E DO CONSELHO de 27 de Janeiro de 2003 (RoHS) relativa à restrição de uso de
determinadas substâncias perigosas em equipamentos eléctricos e electrónicos porque:
█ Os elementos não excedem a concentração máxima em materiais homogéneos de 0,1 % em massa, de chumbo, mercúrio, crómio hexavalente, bifenilos
polibromados (PBB) e éteres difenílicos polibromados (PBDE), bem como uma concentração máxima de 0,01 %, em massa de cádmio, tal como exigido pela
DECISÃO DA COMISSÃO 2005/618/EC de 18 de Agosto de 2005.
SV Försäkrar härmed att utrustningen Typ PRESTO 140 PFC / 160 PFC - Nummer W000270360 / W000270338
överensstämmer med Europaparlamentets och rådets direktiv 2002/95/EG av den 27 januari 2003 (RoHS) om begränsning av användningen av vissa farliga
ämnen i elektriska och elektroniska produkter, eftersom:
█ beståndsdelarna inte överstiger en maxikoncentration på 0,1 viktprocent för bly, kvicksilver, sexvärt krom, polybromerade bifenyler (PBB) och polybro-
merade difenyletrar (PBDE) i homogena material och en maxikoncentration på 0,01 viktprocent för kadmium i homogena material enligt kraven i kommission-
ens beslut 2005/618/EG av den 18 augusti 2005.
NL Verklaart hierna dat de apparatuur Type PRESTO 140 PFC / 160 PFC - Nummer W000270360 / W000270338
is in overeenstemming met de RICHTLIJN 2002/95/CE VAN HET PARLEMENT EN DE RAAD van 27 januari 2003 (RoHS) betreffende de beperking van het
gebruik van bepaalde gevaarlijke stoffen in de elektrische en elektronische apparaten, want:
█ De homogene materialen van de onderdelen overschrijden niet de maximale concentratie van 0,1 gewichtsprocenten lood, kwik, zeswaardig chroom,
polybromobifenylen (PBB) en polybromobifenylethers (PBDE) noch een maximale concentratie van 0,01 gewichtsprocenten cadmium, zoals vereist BIJ BES-
LISSING VAN DE COMMISSIE 2005/618/EG van 18 Augustus 2005.
DA Hermed erklæres, at udstyr af type PRESTO 140 PFC / 160 PFC - nummer W000270360 / W000270338
er i overensstemmelse med DIREKTIVET 2002/95/ES af EUROPA-PARLAMENTET OG DET EUROPÆISKE RÅD fra d. 27. januar 2003 (RoHS) om ind-
skrænkning af brug af bestemte farlige stoffer i elektriske og elektroniske anlæg, på betingelse af, at:
█ Stoffer ikke overskrider den maksimale koncentration 0,1 % af vægten af de homogene materialer, når det gælder bly, kviksølv, krom 6-forbindelser, poly-
bromerede biphenyler (PBB) og polybromerede diphenylethere (PBDE), og 0,01 % når det gælder kadmium, som det kræves i afgørelsen af Europa-Kommis-
sionen 2005/618/ES fra d. 18. august 2005.
NO Med dette erklæres det at utstyret av typen PRESTO 140 PFC / 160 PFC - nummer W000270360 / W000270338
er i overensstemmelse med EU-PARLAMENTET OG EUROPARÅDETS RETNINGSLINJE 2002/95/ES av den 27. januar 2003 (RoHS) om begrensninger i
anvendelsen av bestemte farlige stoffer i elektrisk og elektronisk utstyr, under forutsetning av at:
█ Delene ikke overstiger maks. konsentrasjon som er 0,1 % av homogene materialers vekt, dersom det dreier seg om bly, kvikksølv, krom, polybromerte
bifenyler (PBB) og polybromert difenyleterer (PBDE), a 0,01 % kadmium, slik det kreves i Kommisjonens bestemmelse 2005/618/ES av den 18. august 2005.
FI Täten vakuutamme, että laite tyyppi PRESTO 140 PFC / 160 PFC - numero W000270360 / W000270338
vastaa EUROOPAN PARLAMENTIN JA NEUVOSTON DIREKTIIVIÄ 2002/95/EY, annettu 27 päivänä tammikuuta 2003 (RoHS), tiettyjen vaarallisten aineiden
käytön rajoittamisesta sähkö- ja elektroniikkalaitteissa, jonka ehtojen mukaan:
█ Laitteiden osat eivät saa sisältää missään homogeenisessa aineessa enempää kuin 0,1 painoprosenttia lyijyä, elohopeaa, kuuden arvoista kromia, poly-
bromibifenyyliä (PBB) ja polybromidifenyylieetteriä (PBDE), eivätkä enempää kuin 0,01 % kadmiumia. Nämä vaatimukset on esitetty Komission päätöksessä
2005/618/EY, tehty 18 päivänä elokuuta 2005.
RO Declară în cele ce urmează că aparatul Tip PRESTO 140 PFC / 160 PFC - Număr W000270360 / W000270338
este conformaÎ cu DIRECTIVA 2002/95/CE A PARLAMENTULUI EUROPEAN SÎI A CONSILIULUI din 27 ianuarie 2003 (RoHS) cu privire la restrČngerea
folosirii anumitor substantÎe periculoase Ẽn aparatele electrice sÎi electronice deoarece:
█ Elementele nu depaÎsÎesc concentratÎia maximaÎ Ẽn materiale omogene de 0,1% plumb, mercur, crom hexavalent, polibromobifenili (PBB) sÎi polibromo-
bifenileteri (PBDE) ca sÎi concentratÎia maximaÎ de 0,01% cadmiu asÎa cum este prevaÎzut prin DECIZIA COMISIEI 2005/618/EC din 18 august 2005.

DIRECTIVE / DIRECTIVE / DIRECTIVA / DIRETTIVA / RICHTLINIE / DIRECTIVA / DIREKTIV / RICHTLIJN
DIRECTIVA / DYREKTYWĄ / SMERNICA / SMĚRNICE / ДИРЕКТИВЕ / ΟΔΗΓΙΑ - 2002/95/EC
SK Zároveň deklarujem to, že toto zariadenie Typ PRESTO 140 PFC / 160 PFC - Číslo W000270360 / W000270338
vyhovuje SMERNICI 2002/95/ES EURÓPSKEHO PARLAMENTU A EURÓPSKEJ RADY z 27. januára 2003 (RoHS) týkajúcej sa obmedzenia a používania
určitých nebezpečných látok v elektrických a elektronických zariadeniach, pretože:
█ prvky v homogénnych materiáloch nepresahujú maximálnu koncentráciu 0,1% hmotnosti olova, ortuti, šesťmocného chrómu, polybrómbifenylov (PBB) a
polybrómbifenyléterov (PBDE) ako aj maximálnu koncentráciu 0,01 % hm. kadmia, ako to vyžaduje ROZHODNUTIE KOMISIE 2005/618/ES z 18. augusta
2005.
CS Součastně deklaruji to, že tohle zařízení Typ PRESTO 140 PFC / 160 PFC - Číslo W000270360 / W000270338
vyhovuje SMĚRNICI 2002/95/ES EURÓPSKYHO PARLAMENTU A EURÓPSKEJ RADY z 27. ledna 2003 (RoHS) týkající se omezení a užívání určitých
nebezpečných látek v elektrických a elektronických zařízeních, protože:
█ prvky v homogénních materiálů nepřesahují maximální koncentraci 0,1% hmotnosti olova, rtuti, šestimocního chromu, polybrombifenylů (PBB) a polybro-
mbifenyléterů (PBDE) jako i maximální koncentraci 0,01 % hm. kadmia, jako to vyžaduje ROZHODNUTÍ KOMISE 2005/618/ES z 18. srpna 2005.
HU Ezennel kijelentjük, hogy a PRESTO 140 PFC / 160 PFC típusú, W000270360 / W000270338 számú
berendezés megfelel az Európai Parlament és a Tanács 2002/95/EK 2003. január 27-i (RoHS) egyes veszélyes anyagok elektromos és elektronikus beren-
dezésekben való alkalmazásának korlátozására vonatkozó irányelvének, az alábbi feltételek mellett:
█ az alkotóelemek nem haladhatják meg a homogén anyagok tömegének 0,1%-át az ólom, higany, hatos vegyértékű króm, polibrómozott bifenilek (PBB) és
polibrómozott difeniléterek (PBDE) esetében, illetve 0,01%-át a kadmium esetében, mint ahogyan azt a Bizottság 2005/618/EK 2005. augusztus 18-i határoz-
ata előírja.
PL Deklaruje niniejszym, że urządzenie Typu PRESTO 140 PFC / 160 PFC - Numer W000270360 / W000270338
jest zgodny z DYREKTYWĄ 2002/95/CE PARTAMANETU EUROPEJSKIEGO I RADY z dnia 27 stycznia 2003 (RoHS), dotyczącą ograniczenia wykorzysty-
wania niektórych substancji niebezpiecznych znajdujących się w urządzeniach elektrycznych i elektronicznych, ponieważ:
█ Elementy nie przekraczają stężenia maksymalnego w materiałach jednorodnych: 0,1% wagowo dla ołowiu, rtęci, chromu sześciowartościowego, polibro-
mowego difenylu (PBB) i polibromowego eteru fenylowego (PBDE), oraz 0,01% wagowo dla kadmu, zgodnie z postanowieniami DECYZJI KOMISJI EUROPE-
JSKIEJ 2005/618/WE z dnia 18 sierpnia 2005.
EL Δια του παρόντος δηλώνει ότι το είδος εξοπλισμού Τύπου PRESTO 140 PFC / 160 PFC - Αριθμός W000270360 / W000270338
είναι συμμορφούμενο ως προς την ΟΔΗΓΙΑ Ε.Ε. 2002/95/EC ΤΟΥ ΕΥΡΩΠΑΪΚΟΥ ΚΟΙΝΟΒΟΥΛΙΟΥ ΚΑΙ ΤΟΥ ΣΥΜΒΟΥΛΙΟΥ της 27ης Ιανουαρίου 2003
(RoHS) σχετικά με τον περιορισμό της χρήσης ορισμένων επικίνδυνων ουσιών σε είδη ηλεκτρικού και ηλεκτρονικού εξοπλισμού ενώ:
█ Τα εξαρτήματα δεν υπερβαίνουν για τα ομοιογενή υλικά τη μέγιστη συγκέντρωση του 0.1% κατά βάρος σε μόλυβδο, υδράργυρο, εξασθενές χρώμιο,
πολυβρωμοδιφαινύλια (PBB) και πολυβρωμοδιφαινυλαιθέρες (PBDE) και του 0.01% σε κάδμιο, όπως απαιτείται από την Απόφαση της Επιτροπής 2005/618/
EC της 18ης Αυγούστου 2005.
RU Дальше заявляет, что’оборудование тип PRESTO 140 PFC / 160 PFC - Hoмep W000270360 / W000270338
соответствует ДИРЕКТИВЕ 2002/95/СЕ ЕВРОПЕЙСКОГО ПАРЛАМЕНТА И СОВЕТА от 27 января 2003 года (RoHS) относительно ограничения
использования некоторых опасных веществ в электрическом и электронном оборудовании, так как:
█ Максимальная весовая концентрация свинца, ртути, шестивалентного хрома, полибромбифенилов (ПББ) и полибромбифенилэфиров (ПБДЭ) в
однородных материалах элементов не превышает 0,1%, а также максимальная весовая концентрация кадмия не превышает 0,01%, как того требует
РЕШЕНИЕ КОМИССИИ 2005/618/ЕС от 18 Августа 2005 года.
L. GAUTHIER
Welding Operations Services Slovakia - Luzianky (SK)
8. November 2007

www.airliquidewelding.com
Air Liquide Welding - 13, rue d’Epluches - BP 70024 Saint-Ouen
• SHOULD YOU WISH TO MAKE A COMPLAINT, PLEASE QUOTE THE CONTROL NUMBER SHOWN HERE •
• EN CAS DE RECLAMATION VEUILLEZ MENTIONNER LE NUMERO DE CONTROLE INDIQUE •
• EN CASO DE RECLAMACIÓN, SE RUEGA COMUNICAR EL NÚMERO DE CONTROL INDICADO AQUÍ •
• IN CASO DI RECLAMO PREGASI CITARE IL NUMERO DI CONTROLLO QUI INDICATO •
• EM CASO DE RECLAMAÇÃÓ, É FAVOR MENCIONAR O NÚMERO DE CONTROLO AQUI INDICADO •
• I HÄNDELSE AV REKLAMATION, VAR GOD UPPGE DET HÄR ANGIVNA KONTROLLNUMRET •
• IN CAZUL UNEI RECLAMATII PRECIZATI NUMARUL DE CONTROL INDICAT •
• ΣΕ ΠΕΡΙΠΤΩΣΗ ΠΑΡΑΠΟΝΩΝ, ΠΑΡΑΚΑΛΕΙΣΘΕ ΝΑ ΑΝΑΦΕΡΕΤΕ ΤΟΝ ΠΑΡΑΚΑΤΩ ΑΡΙΘΜΟ ΕΛΕΓΧΟΥ •
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
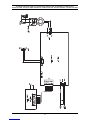 38
38
-
 39
39
-
 40
40
-
 41
41
-
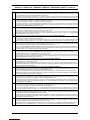 42
42
-
 43
43
-
 44
44












































Saf-Fro PRESTO 140 PFC Instructions For Use Manual
- Categoría
- Sistema de soldadura
- Tipo
- Instructions For Use Manual
en otros idiomas
- français: Saf-Fro PRESTO 140 PFC
- italiano: Saf-Fro PRESTO 140 PFC
- português: Saf-Fro PRESTO 140 PFC
- română: Saf-Fro PRESTO 140 PFC
Otros documentos
-
Cebora 364 TIG Sound AC-DC 1531/M Manual de usuario
-
ESAB EMP 235ic Manual de usuario
-
GYS TIG 220 AC/DC El manual del propietario
-
ARC Inverter Power Sources Manual de usuario
-
ESAB EMS 215ic Manual de usuario
-
GYS PROTIG 201 AC/DC FV El manual del propietario
-
-
-
Forney 271 Manual de usuario