GYS GYSPOT INVERTER BP.LG - 400V El manual del propietario
- Categoría
- Sistema de soldadura
- Tipo
- El manual del propietario
Este manual también es adecuado para

73502_V5_14/01/2021
FR
2-14 / 15-35 / 98-112
GYSPOT INVERTER
BP.LG - 400 V
www.gys.fr
PROTOTYPE
EN
2-14 / 36-55 / 98-112
DE
2-14 / 56-76 / 98-112
ES
2-14 / 77-97 / 98-112

2
GYSPOT INVERTER BP.LG
MONTAGE SUPPORT PINCE X, CABLES ET PISTOLET / ASSEMBLY OF X CLAMP SUPPORT, CABLES AND GUN / MON-
TAGE HALTERUNGEN X-ZANGE-, KABEL- UND PISTOLE / MONTAJE DEL SOPORTE PINZA EN X, CABLES Y PISTOLA
/ СБОРКА ПОДСТАВКИ Х-КЛЕЩЕЙ, КАБЕЛЕЙ И ПИСТОЛЕТА / MONTEREN VAN DE HOUDER X-KLEM, KABELS EN
PISTOOL
MONTAGE SUPPORT PINCE EN G / ASSEMBLY OF G CLAMP SUPPORT / MONTAGE HALTERUNG «G» C-ZANGE /
MONTAJE DEL SOPORTE DE PINZA EN G / СБОРКА ПОДСТАВКИ G-КЛЕЩЕЙ / MONTEREN VAN DE HOUDER G-
KLEM
M5x18
(x4)
M5
(x4)
8 N·m
M5x20
(x10)
5 N·m
M5x12
(x4)
8 N·m
Option / Opción / Opzione
Optie /

3
GYSPOT INVERTER BP.LG
MONTAGE SUPPORT BRAS ET POTENCE / ASSEMBLY OF ARM SUPPORT AND OVERHANGING ARM / MON-
TAGE ARM- UND AUSLEGERHALTERUNG / MONTAJE DEL SOPORTE PARA BRAZO Y SOPORTE GRÚA / СБОРКА
ПОДСТАВКИ ПЛЕЧ И КРОНШТЕЙНА / MONTEREN VAN DE HOUDER ARM EN HOUDER
M8x20
(x2)
20 N·m
M5x12
(x8)
8 N·m
G4 / G5 / G8

4
GYSPOT INVERTER BP.LG
1 2
MONTAGE SUPPORT BRAS G9 / ASSEMBLY OF G9 ARM / MONTAGE ARM- G9 / MONTAJE DEL SOPORTE PARA
BRAZO G9 / СБОРКА ПОДСТАВКИ ПЛЕЧ G9 / MONTEREN VAN DE HOUDER ARM G9
G9
Option
M5x12
(x2)
(41193)
5 N·m

5
GYSPOT INVERTER BP.LG
MONTAGE POTENCE / ASSEMBLY OF OVERHANGING ARM / MONTAGE AUSLEGER / MONTAJE DEL SOPORTE GRÚA
/ СБОРКА КРОНШТЕЙНА / MONTAGE STEUN
0
2
1
1
2
3
4
M8x20
(x2)
M8
(x2)
20 N·m
M5x10
(x8)
8 N·m
0
1
2
M8x60
(x1)
M8
(x1)
0 N·m

6
GYSPOT INVERTER BP.LG
5
M8x60
(x3)
M8
(x3)
20 N·m
M8 borgne
(x1)
M8 cap
(x1)
20 N·m

7
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
250 cm max.
99 inch max.
14 kg max.
31 lb max.
A
DETAIL A
6
Pour régler la tension du câble de l’équilibreur, l’utilisateur doit impérativement mettre la pince en charge sur le câble.
To adjust the tension of the cable in the pulley system, the user must place the clamp on the cable.
Einstellung des Federzugbalancers immer unter Last! Zuvor Zange einhängen!
Para ajustar la tensión del cable del equilibrador, el usuario debe imperativamente colocar la pinza en carga sobre el cable.
Для настройки натяжения кабеля балансира пользователь должен в обязательном порядке добавить клещи в
нагрузку кабелю.
Voor het afstellen van de spanning van de kabel van de stabilisator moet de gebruiker de klem op de kabel opladen.

8
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
Montage du palier pivot bas (fourni dans kit potence) / Assembly of the lower pivot (included with the overhanging arm). / Montage der unteren
Auslegeraufnahme (Lieferumfang des Auslegers). / Montaje del cojinete de deslizamiento (incluido en el kit del soporte grúa). / Сборка нижней
поворотной ступени (поставляется в комплекте с кронштейном) / Montage van de onderste scharnierlager (geleverd met de houder).
Enclencher le frein d’une des 2 roues avants du générateur. / Set the brake in one of the two front wheels of the machine. / Radbremsen blockie-
ren. / Accione el freno de una de las 2 ruedas delanteras del generador. / Заблокируйте тормоз одного из двух передних колес источника. /
Zet één van de twee voorste wieltjes van de generator op de rem.
Ne pas sous évaluer le poids de la potence ! / Do not underestimate the weight of the overhanging arm ! / Das Gewicht des
Ausleger nicht unterschätzen! / ¡No subestime el peso del soporte grúa! / Не недооценивайте вес кронштейна! / Onder-
schat het gewicht van de steun niet !
Verrouiller l’équilibreur avant de positionner la potence sur le générateur. / Lock the pulley system before adding the overhan-
ging arm to the machine. / Vor Aufsetzen des Auslegers den Federblancer in der Schiene arretieren. / Bloquee el equilibrador
antes de colocar el soporte grúa sobre el generador. / Заблокируйте балансир перед тем, как установить кронштейн на
источник. / Vergrendel de stabilisator alvorens de steun op de generator te plaatsen.
Pour faciliter le montage/démontage de la potence sur le générateur, 2 personnes sont requises. / In order to assemble or
disassemble the overhanging arm smoothly and easily, 2 people are required. / Montage/Demontage des Auslegers mit 2
Personen vornehmen. / Para facilitar el montaje/desmontaje del soporte grúa sobre el generador, es necesario 2 personas. /
Для оптимизации операции установки/снятия кронштейна на источник требуется участие 2 человек. / Twee personen
zijn nodig om de steun op de generator te monteren of te demonteren.
1
2
20 N·m
MONTAGE POTENCE SUR GÉNÉRATEUR / ASSEMBLY OF THE OVERHANGING ARM ON THE MACHINE / MONTAGE
AUSLEGER / MONTAJE SOPORTE GRÚA SOBRE EL GENERADOR / УСТАНОВКА КРОНШТЕЙНА НА ИСТОЧНИК /
AANSLUITEN VAN DE STEUN OP DE GENERATOR

9
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
3

10
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
4

11
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
Faire pivoter la potence jusqu’à ce que la vis se loge dans l’empreinte. / Rotate the overhanging arm until the screw ts into the line. / Den Aus-
leger so drehen dass die Schraube in die obere Aufnahme einrastet. / Haga girar el soporte grúa hasta que el tornillo se sitúe en la impronta. /
Поворачивайте кронштейн пока винт не войдет в углубление. / Laat de steun draaien tot de schroef in de uitsparing valt.
5

12
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
Verrouiller la potence en xant le support. / Lock the overhanging arm in place by xing the supporting xtureport. / Ausleger durch Befestigen
des oberen Halteblechs arretieren. / Bloquee el soporte grúa jando la base de soporte. / Заблокируйте кронштейн, привинтив держатель. /
Vergrendel de steun door de houder te bevestigen.
6
M5x12
(x2)
8 N·m

13
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG

14
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
FIG-1
6
7
8
1
2
3
9
10
5
4
FIG-2
3 4 5 6
1 10 11 12
8 97
2

15
GYSPOT INVERTER BP.LG
FR
AVERTISSEMENTS - RÈGLES DE SÉCURITÉ
CONSIGNE GÉNÉRALE
Ces instructions doivent être lues et bien comprises avant toute opération. Toute modication ou maintenance non indiquée
dans le manuel ne doit pas être entreprise. Veiller à bien conserver ce manuel d’instruction pour des consultations ultérieures.
Tout dommage corporel ou matériel dû à une utilisation non-conforme aux instructions de ce manuel ne pourra être retenu à la charge du fabricant.
En cas de problème ou d’incertitude, consulter une personne qualiée pour manier correctement l’installation. Ces instructions couvrent le matériel
dans son état de livraison. Il est de la responsabilité de l’utilisateur de réaliser une analyse des risques en cas de non-respect de ces instructions.
ENVIRONNEMENT
Ce matériel doit être utilisé uniquement pour faire des opérations de soudage dans les limites indiquées par la plaque signalétique et/ou le manuel.
Il faut respecter les directives relatives à la sécurité. En cas d’utilisation inadéquate ou dangereuse, le fabricant ne pourra être tenu responsable.
L’installation doit être utilisée dans un local sans poussière, ni acide, ni gaz inammable ou autres substances corrosives de même pour son stockage.
S’assurer d’une circulation d’air lors de l’utilisation.
Plages de température :
Utilisation entre -10 et +40°C (+14 et +104°F).
Stockage entre -20 et +55°C (-4 et 131°F).
Humidité de l’air :
Inférieur ou égal à 50% à 40°C (104°F).
Inférieur ou égal à 90% à 20°C (68°F).
Altitude : Jusqu’à 1000 m au-dessus du niveau de la mer (3280 pieds).
PROTECTION INDIVIDUELLE ET DES AUTRES
Le soudage par résistance peut être dangereux et causer des blessures graves voire mortelles. Elle est destinée à être utilisée par du personnel qualié
ayant reçu une formation adaptée à l’utilisation de la machine (ex : formation carrossier).
Le soudage expose les individus à une source dangereuse de chaleur, d’étincelles, de champs électromagnétiques (attention au porteur de pacemaker),
de risque d’électrocution, de bruit et d’émanations gazeuses.
Pour bien se protéger et protéger les autres, respecter les instructions de sécurité suivantes :
An de se protéger de brûlures et rayonnements, porter des vêtements sans revers, isolants, secs, ignifugés et en bon état, qui
couvrent l’ensemble du corps.
Utiliser des gants qui garantissent l’isolation électrique et thermique.
Utiliser une protection de soudage et/ou une cagoule de soudage d’un niveau de protection sufsant (variable selon les applications).
Protéger les yeux lors des opérations de nettoyage. Les lentilles de contact sont particulièrement proscrites.
Il est parfois nécessaire de délimiter les zones par des rideaux ignifugés pour protéger la zone des projections et des déchets
incandescents.
Informer les personnes dans la zone de soudage de porter les vêtements adéquats pour se protéger.
Utiliser un casque contre le bruit si le procédé de soudage atteint un niveau de bruit supérieur à la limite autorisée (de même pour
toute personne étant dans la zone de soudage).
Tenir à distance des parties mobiles (ventilateur, électrodes, …) les mains, cheveux, vêtements.
Ne jamais enlever les protections carter du groupe froid lorsque la source de courant de soudage est sous tension, le fabricant ne
pourrait être tenu pour responsable en cas d’accident.
Les pièces qui viennent d’être soudées sont chaudes et peuvent provoquer des brûlures lors de leur manipulation. Lors d’intervention
d’entretien sur la pince ou le pistolet, il faut s’assurer qu’il/elle soit sufsamment froid(e) en attendant au moins 10 minutes avant
toute intervention. Le groupe froid doit être allumé lors de l’utilisation d’une pince refroidie eau an d’être sûr que le liquide ne
puisse pas causer de brûlures.
Il est important de sécuriser la zone de travail avant de la quitter an de protéger les personnes et les biens.
FUMÉES DE SOUDAGE ET GAZ
Les fumées, gaz et poussières émis par le soudage sont dangereux pour la santé. Il faut prévoir une ventilation sufsante, un
apport d’air est parfois nécessaire. Un masque à air frais peut être une solution en cas d’aération insufsante.
Vérier que l’aspiration est efcace en la contrôlant par rapport aux normes de sécurité.
Attention le soudage dans des milieux de petites dimensions nécessite une surveillance à distance de sécurité. Par ailleurs le soudage de certains
matériaux contenant du plomb, cadmium, zinc ou mercure voire du béryllium peuvent être particulièrement nocifs, dégraisser également les pièces
avant de les souder.
Les bouteilles doivent être entreposées dans des locaux ouverts ou bien aérés. Elles doivent être en position verticale et maintenues à un support ou
sur un chariot. Le soudage doit être proscrit à proximité de graisse ou de peinture.

16
GYSPOT INVERTER BP.LG
FR
RISQUE DE FEU ET D’EXPLOSION
Protéger entièrement la zone de soudage, les matières inammables doivent être éloignées d’au moins 11 mètres.
Un équipement anti-feu doit être présent à proximité des opérations de soudage.
Attention aux projections de matières chaudes ou d’étincelles et même à travers des ssures, elles peuvent être source d’incendie ou d’explosion.
Éloigner les personnes, les objets inammables et les containers sous pressions à une distance de sécurité sufsante.
Le soudage dans des containers ou des tubes fermés est à proscrire et dans le cas où ils sont ouverts il faut les vider de toute matière inammable
ou explosive (huile, carburant, résidus de gaz …).
Les opérations de meulage ne doivent pas être dirigées vers la source de courant de soudage ou vers des matières inammables.
SÉCURITÉ ÉLECTRIQUE
Le réseau électrique utilisé doit impérativement avoir une mise à la terre. Une décharge électrique peut être une source d’accident
grave direct ou indirect, voire mortel.
Ne jamais toucher les parties sous tension à l’intérieur comme à l’extérieur de la source de courant sous-tension (câbles, électrodes, bras, pistolet,…)
car celles-ci sont branchées au circuit de soudage.
Avant d’ouvrir la source de courant de soudage, il faut la déconnecter du réseau et attendre 2 minutes. an que l’ensemble des condensateurs soit
déchargé.
Veiller à changer les câbles, électrodes ou bras, par des personnes qualiées et habilitées, si ceux-ci sont endommagés. Dimensionner la section des
câbles en fonction de l’application. Toujours utiliser des vêtements secs et en bon état pour s’isoler du circuit de soudage. Porter des chaussures
isolantes, quel que soit le milieu de travail.
Attention ! Surface très chaude. Risque de brûlures.
• Les pièces et l’équipement chauds peuvent causer des brûlures.
• Ne pas toucher les pièces chaudes à main nue.
• Attendre le refroidissement des pièces et de l’équipement avant de les manipuler.
• En cas de brûlure, rincer abondamment à l’eau et consulter un médecin sans tarder.
CLASSIFICATION CEM DU MATÉRIEL
Ce matériel de Classe A n’est pas prévu pour être utilisé dans un site résidentiel où le courant électrique est fourni par le réseau
public d’alimentation basse tension. Il peut y avoir des difcultés potentielles pour assurer la compatibilité électromagnétique
dans ces sites, à cause des perturbations conduites, aussi bien que rayonnées à fréquence radioélectrique.
Ce matériel n’est pas conforme à la CEI 61000-3-12 et est destiné à être raccordé à des réseaux basse tension privés
connectés au réseau public d’alimentation seulement au niveau moyenne et haute tension. S’il est connecté à un réseau public
d’alimentation basse tension, il est de la responsabilité de l’installateur ou de l’utilisateur du matériel de s’assurer, en consultant
l’opérateur du réseau de distribution, que le matériel peut être connecté.
EMISSIONS ELECTRO-MAGNETIQUES
Le courant électrique passant à travers n’importe quel conducteur produit des champs électriques et magnétiques (EMF) localisés.
Le courant de soudage produit un champ électromagnétique autour du circuit de soudage et du matériel de soudage.
Les champs électromagnétiques EMF peuvent perturber certains implants médicaux, par exemple les stimulateurs cardiaques. Des mesures de
protection doivent être prises pour les personnes portant des implants médicaux. Par exemple, restrictions d’accès pour les passants ou une évaluation
de risque individuelle pour les soudeurs.
Tous les soudeurs devraient utiliser les procédures suivantes an de minimiser l’exposition aux champs électromagnétiques provenant du circuit de
soudage:
• positionner les câbles de soudage ensemble – les xer les avec une attache, si possible;
• se positionner (torse et tête) aussi loin que possible du circuit de soudage;
• ne jamais enrouler les câbles de soudage autour du corps;
• ne pas positionner le corps entre les câbles de soudage. Tenir les deux câbles de soudage sur le même côté du corps;
• raccorder le câble de retour à la pièce mise en œuvre aussi proche que possible à la zone à souder;
• ne pas travailler à côté de la source de courant de soudage, ne pas s’assoir dessus ou ne pas s’y adosser ;
• ne pas souder lors du transport de la source de courant de soudage ou le dévidoir.
Les porteurs de stimulateurs cardiaques doivent consulter un médecin avant d’utiliser ce matériel.
L’exposition aux champs électromagnétiques lors du soudage peut avoir d’autres effets sur la santé que l’on ne connaît pas
encore.

17
GYSPOT INVERTER BP.LG
FR
RECOMMANDATIONS POUR ÉVALUER LA ZONE ET L’INSTALLATION DE SOUDAGE
Généralités
L’utilisateur est responsable de l’installation et de l’utilisation du matériel de soudage par résistance suivant les instructions du fabricant. Si des
perturbations électromagnétiques sont détectées, il doit être de la responsabilité de l’utilisateur du matériel de soudage par résistance de résoudre
la situation avec l’assistance technique du fabricant. Dans certains cas, cette action corrective peut être aussi simple qu’une mise à la terre du circuit
de soudage. Dans d’autres cas, il peut être nécessaire de construire un écran électromagnétique autour de la source de courant de soudage et de la
pièce entière avec montage de ltres d’entrée. Dans tous les cas, les perturbations électromagnétiques doivent être réduites jusqu’à ce qu’elles ne
soient plus gênantes.
Évaluation de la zone de soudage
Avant d’installer un matériel de soudage par résistance, l’utilisateur doit évaluer les problèmes électromagnétiques potentiels dans la zone environnante.
Ce qui suit doit être pris en compte:
a) la présence au-dessus, au-dessous et à côté du matériel de soudage par résistance d’autres câbles d’alimentation, de commande, de signalisation
et de téléphone;
b) des récepteurs et transmetteurs de radio et télévision;
c) des ordinateurs et autres matériels de commande;
d) du matériel critique de sécurité, par exemple, protection de matériel industriel;
e) la santé des personnes voisines, par exemple, emploi de stimulateurs cardiaques ou d’appareils contre la surdité;
f) du matériel utilisé pour l’étalonnage ou la mesure;
g) l’immunité des autres matériels présents dans l’environnement.
L’utilisateur doit s’assurer que les autres matériels utilisés dans l’environnement sont compatibles. Cela peut exiger des mesures de protection
supplémentaires;
h) l’heure du jour où le soudage ou d’autres activités sont à exécuter.
La dimension de la zone environnante à prendre en compte dépend de la structure du bâtiment et des autres activités qui s’y déroulent. La zone
environnante peut s’étendre au-delà des limites des installations.
Évaluation de l’installation de soudage
Outre l’évaluation de la zone, l’évaluation des installations de soudage par résistance peut servir à déterminer et résoudre les cas de perturbations.
Il convient que l’évaluation des émissions comprenne des mesures in situ comme cela est spécié à l’Article 10 de la CISPR 11:2009. Les mesures in
situ peuvent également permettre de conrmer l’efcacité des mesures d’atténuation.
RECOMMANDATIONS SUR LES MÉTHODES DE RÉDUCTION DES ÉMISSIONS ÉLECTROMAGNÉTIQUES
a. Réseau public d’alimentation: Il convient de raccorder le matériel de soudage par résistance au réseau public d’alimentation selon les
recommandations du fabricant. Si des interférences se produisent, il peut être nécessaire de prendre des mesures de prévention supplémentaires
telles que le ltrage du réseau public d’alimentation. Il convient d’envisager de blinder le câble d’alimentation dans un conduit métallique ou équivalent
d’un matériel de soudage par résistance installé à demeure. Il convient d’assurer la continuité électrique du blindage sur toute sa longueur. Il convient
de raccorder le blindage à la source de courant de soudage pour assurer un bon contact électrique entre le conduit et l’enveloppe de la source de
courant de soudage.
b. Maintenance du matériel de soudage par résistance : Il convient que le matériel de soudage par résistance soit soumis à l’entretien de
routine suivant les recommandations du fabricant. Il convient que tous les accès, portes de service et capots soient fermés et correctement verrouillés
lorsque le matériel de soudage par résistance est en service. Il convient que le matériel de soudage par résistance ne soit modié en aucune façon,
hormis les modications et réglages mentionnés dans les instructions du fabricant.
c. Câbles de soudage : Il convient que les câbles soient aussi courts que possible, placés l’un près de l’autre à proximité du sol ou sur le sol.
d. Liaison équipotentielle : Il convient d’envisager la liaison de tous les objets métalliques de la zone environnante. Toutefois, des objets métalliques
reliés à la pièce à souder accroissent le risque pour l’opérateur de chocs électriques s’il touche à la fois ces éléments métalliques et l’électrode. Il
convient d’isoler l’opérateur de tels objets métalliques.
e. Mise à la terre de la pièce à souder : Lorsque la pièce à souder n’est pas reliée à la terre pour la sécurité électrique ou en raison de ses
dimensions et de son emplacement, ce qui est le cas, par exemple, des coques de navire ou des charpentes métalliques de bâtiments, une connexion
raccordant la pièce à la terre peut, dans certains cas et non systématiquement, réduire les émissions. Il convient de veiller à éviter la mise à la terre
des pièces qui pourrait accroître les risques de blessure pour les utilisateurs ou endommager d’autres matériels électriques. Si nécessaire, il convient
que le raccordement de la pièce à souder à la terre soit fait directement, mais dans certains pays n’autorisant pas cette connexion directe, il convient
que la connexion soit faite avec un condensateur approprié et choisi en fonction des réglementations nationales.
f. Protection et blindage : La protection et le blindage sélectifs d’autres câbles et matériels dans la zone environnante peuvent limiter les problèmes
de perturbation. La protection de toute la zone de soudage peut être envisagée pour des applications spéciales.
TRANSPORT ET TRANSIT DE LA SOURCE DE COURANT DE SOUDAGE
La source de courant de soudage est équipée de poignées supérieures permettant le déplacement à la main. Attention à ne pas
sous-évaluer son poids. Les poignées ne sont pas considérées comme un moyen d’élingage.
Ne pas utiliser les câbles pour déplacer la source de courant de soudage. Ne pas faire transiter la source de courant au-dessus de personnes ou
d’objets.

18
GYSPOT INVERTER BP.LG
FR
INSTALLATION DU MATÉRIEL
• Mettre la source de courant de soudage sur un sol dont l’inclinaison maximum est de 10°.
• La source de courant de soudage doit être à l’abri de la pluie battante et ne pas être exposée aux rayons du soleil.
• Le matériel est de degré de protection IP20, signiant :
- une protection contre l’accès aux parties dangereuses des corps solides de diam >12.5 mm et,
- aucune protection contre les projections d’eau.
Les câbles d’alimentation, de rallonge et de soudage doivent être totalement déroulés an d’éviter toute surchauffe.
Le fabricant n’assume aucune responsabilité concernant les dommages provoqués à des personnes et objets dus à une utilisation
incorrecte et dangereuse de ce matériel.
ENTRETIEN / CONSEILS
• Les utilisateurs de cette machine doivent avoir reçu une formation adaptée à l’utilisation de la machine an de tirer le maximum de ses performances
et de réaliser des travaux conformes (ex : formation de carrossier).
• Vérier que le constructeur autorise le procédé de soudage employé avant toute réparation sur un véhicule.
La maintenance et la réparation du générateur ne peut être effectuée que par le fabricant. Toute intervention dans ce générateur
effectuée par une tierce personne annulera les conditions de garantie. Le fabricant décline toute responsabilité concernant tout
incident ou accident survenant postérieurement à cette intervention.
Couper l’alimentation en débranchant la prise, et attendre deux minutes avant de travailler sur le matériel. A l’intérieur, les tensions
et intensités sont élevées et dangereuses.
• Avant toute intervention, couper l’alimentation en air comprimé et dépressuriser le circuit de la machine.
• Veiller à purger régulièrement le ltre du déshumidicateur placé à l’arrière de l’appareil.
• L’appareil est équipé d’un équilibreur permettant une manipulation plus facile de la pince. Cependant ne pas laisser la pince pendre au bout du câble
de l’équilibreur de manière prolongée sous peine d’entraîner une fatigue prématurée de l’équilibreur. Ne pas laisser la pince retomber de façon répétée
sans la retenir sous peine d’endommager l’équilibreur.
• Il est possible d’ajuster la tension du ressort de l’équilibreur à l’aide de la clé mâle six pans fournie.
• Le niveau de liquide de refroidissement est important pour le bon fonctionnement de la machine. Il doit toujours être compris entre les niveaux «
minimum » et « maximum » indiqués sur l’appareil. Vérier régulièrement ce niveau et faire l’appoint si nécessaire.
• Il est recommandé de renouveler le liquide de refroidissement tous les 2 ans.
• Tous les outils de soudage subissent une détérioration lors de leur utilisation. Veiller à ce que ces outils restent propres pour que la machine donne
le maximum de ses possibilités.
• Avant d’utiliser la pince pneumatique, vérier le bon état des électrodes/caps (qu’ils soient plats,
bombés ou biseautés). Si ce n’est pas le cas, les nettoyer à l’aide d’un papier de verre (grain n) ou les
remplacer (voir référence(s) sur la machine).
• Pour garantir un point de soudure efcace, il est indispensable de remplacer les caps tous les 200
points environ. Pour cela :
- Démonter les caps à l’aide d’une clé démonte caps (réf. 050846)
- Monter les caps avec de la graisse de contact (réf. 050440)
• Caps type A (réf : 049987)
• Caps type F (réf : 049970)
• Caps biseautés (réf : 049994)
Attention : les caps doivent être parfaitement alignés. Si ce n’est pas le cas, vérier l’alignement des
électrodes (cf. chapitre «Montage et changement des bras» P. 28)
A
A
F
F
A
A
• Avant d’utiliser le pistolet, vérier l’état des différents outils (étoile, électrode monopoint, électrode carbone, …) puis éventuellement les nettoyer ou
procéder à leur remplacement s’ils paraissent en mauvais état.
• Régulièrement, enlever le capot et dépoussiérer à la soufette. En proter pour faire vérier la tenue des connexions électriques avec un outil isolé
par un personnel qualié.
• Contrôler régulièrement l’état du cordon d’alimentation et du faisceau du circuit de soudage. Si des signes d’endommagement sont apparents, les
remplacer par le fabricant, son service après-vente ou une personne de qualication similaire, an d’éviter tout danger.
• Laisser les ouïes de la source de courant de soudage libres pour l’entrée et la sortie d’air.

19
GYSPOT INVERTER BP.LG
FR
INSTALLATION – FONCTIONNEMENT PRODUIT
Seul le personnel expérimenté et habilité par le fabricant peut effectuer l’installation. Pendant l’installation, s’assurer que le générateur est déconnecté
du réseau. Les connexions en série ou en parallèle de générateurs sont interdites.
DESCRIPTION DU MATÉRIEL (FIG-1)
Cet appareil a été conçu pour effectuer les opérations suivantes en carrosserie :
- soudure par points de tôles avec une pince pneumatique,
- soudure de tôles au pistolet,
- soudure de clous, rivets, rondelles, goujons, moulures,
- élimination de bosses et d’impacts (impacts de grêle avec option pince tire-creux).
1- Lecteur de carte SD 6- Ventilateur
2- Interface Homme Machine (IHM) 7- Interrupteur de mise sous tension
3- Groupe froid 8- Cable secteur
4- Support verrouillage potence 9- Bouchon de remplissage
5- Manomètre 10- Jauge du liquide de refroidissement
DESCRIPTION DE LA PINCE G (FIG-2)
1- Levier de verrouillage/deverrouillage du bras 7- Poignée latérale
2- Tuyau de refroidissement 8- Loquet de verrouillage
3- Gyroscope 9- Levier de verrouillage/deverrouillage du gyroscope
4- Corps pneumatique 10- Bouton de surouverture
5- Electrode de surouverture 11- Bouton de soudage point
6- Bras mobile 12- Bouton de réglage des paramètres à distance
Surouverture : par appui sur le bouton (FIG 2 - 10), la surouverture de la pince peut être activée. L’électrode se rétracte dans la pince laissant un
dégagement de 80 mm pour accéder à la zone à souder, au lieu des 20 mm au repos.
ACCESSOIRES ET OPTIONS
Liquide de
refroidissement
40 caps
x 10
x 18
x 18
x 6
Housse de protection Carte SD avec
programmes
Equilibreur
10>14 kg
5 l : 062511
10 l : 052246
048935 050068 050853 050914 059696
Affûteur de caps Capteur d’effort Valise de test de soudure Europax anti-corrosion
048966 052314 050433 052758
ALIMENTATION
• Ce matériel est conçu être utilisé sur une installation électrique triphasée 380 V / 400 V (50-60 Hz) à quatre ls, avec un neutre relié à la terre, avec
disjoncteur 32 A, 40 A ou 50 A retardé courbe D (ou fusible type aM).
Le courant permanent absorbé (I1p ou ILp) est indiqué dans la partie « caractéristiques électriques » de ce manuel et correspond aux conditions d’uti-
lisation maximales. Vérier que l’alimentation et ses protections (fusible et/ou disjoncteur) sont compatibles avec le courant nécessaire en utilisation.
Dans certains pays, il peut être nécessaire de changer la prise pour permettre une utilisation aux conditions maximales.

20
GYSPOT INVERTER BP.LG
FR
• Préconisation sur la ligne d’alimentation électrique :
An de limiter la chute de tension dans la ligne d’alimentation électrique et d’éviter tout risque de disjonction de la protection, il est impératif de
connecter l’équipement à une prise «spécialisée». Cette prise doit être reliée au tableau électrique et alimenter seulement cet équipement. Le calibre
de protection doit être déterminé en tenant compte des contraintes suivantes :
50 A
An d’exploiter la pleine puissance de votre équipement et notamment son utilisation au facteur de marche le plus élevé, il est recommandé
de prévoir une ligne d’alimentation spécialisée protégée avec un disjoncteur 50 A retardé courbe D.
40 A
Il est cependant possible d’utiliser l’équipement sur une ligne protégée avec un disjoncteur 40 A retardé courbe D. Lors d’assemblage
sur de fortes épaisseurs (> 4 mm), l’utilisateur devra appliquer un temps de récupération d’au moins 30 secondes entre chaque point de
soudure.
32 A
Il est aussi possible d’utiliser l’équipement sur une ligne protégée avec un disjoncteur 32 A retardé courbe D. Lors d’assemblage sur de
fortes épaisseurs (> 4 mm), l’utilisateur devra cependant appliquer un temps de récupération d’au moins 60 secondes entre chaque
point de soudure.
Si l’utilisateur ne respecte pas ces temps de récupération, un déclenchement de la protection de la ligne électrique est possible au
bout de quelques points de soudure. La section des conducteurs de la ligne d’alimentation doit être déterminée selon la règle suivante :
Calibre de la protection Longueur de la ligne électrique Section des conducteurs de la ligne électrique
32 A
< 100 m (30 ft) 10 mm² (8 AWG)
> 100 m (30 ft) 16 mm² (6 AWG)
40 A
< 50 m (15 ft) 10 mm² (8 AWG)
> 50 m (15 ft) 16 mm² (6 AWG)
50 A
< 100 m (30 ft) 16 mm² (6 AWG)
> 100 m (30 ft) 25 mm² (4 AWG)
En cas d’utilisation d’une rallonge électrique, elle doit avoir une une longueur et une section appropriées à la tension du matériel. Utiliser une rallonge
conforme aux règlementations nationales.
Cordon secteur Fiche 400 V / 3 phases + terre
L1
L2
L3
L1
L2
L3
L1 : Phase 1
L2 : Phase 2
L3 : Phase 3
: Terre (Vert/Jaune ou vert)
Neutre (non utilisé)
• La source de courant de soudage se met en protection si la tension d’alimentation est inférieure ou supérieure à 15% de ou des tensions spéciées
(un code défaut apparaitra sur l’afchage du clavier).
• An d’obtenir le fonctionnement optimal de l’équipement, vérier que le circuit d’air comprimé peut délivrer 8 bar (116 Psi) puis connecter ce réseau
d’air comprimé à l’arrière de la machine. La machine ne doit pas être utilisée sur un réseau d’air ayant une pression inférieure à 4 bar (58 Psi) ou
supérieure à 10 bar (145 Psi).
BRANCHEMENT SUR GROUPE ÉLECTROGÈNE
Ce matériel n’est pas protégé contre les surtensions régulièrement émises par les groupes électrogènes et il n’est donc pas recommandé de le
connecter à ce type d’alimentation.
REMPLISSAGE DU RÉSERVOIR DE LIQUIDE DE REFROIDISSEMENT
Le liquide de refroidissement recommandé par GYS, doit impérativement être utilisé :
5 l : ref. 062511 • 10 l : ref. 052246
L’utilisation de liquides de refroidissement autres, et en particulier du liquide standard automobile, peut conduire, par un phénomène d’électrolyse, à
l’accumulation de dépôts solides dans le circuit de refroidissement, dégradant ainsi le refroidissement, et pouvant aller jusqu’à l’obstruction du circuit.
Toute dégradation de la machine liée à l’utilisation d’un autre liquide de refroidissement ne sera pas considérée dans le cadre de la garantie.
Le liquide pur préconisé procure une protection antigel jusqu’à -20°C. Il peut être dilué, mais en utilisant impérativement de l’eau déminéralisée ; ne
surtout pas utiliser de l’eau du robinet pour diluer le liquide ! Dans tous les cas, au minimum 1 bidon de 10 litres doit être utilisé pour apporter
une protection minimum du circuit de refroidissement.
30 litres de liquide protection antigel à -20°C
20 litres de liquide + 10 litres d’eau déminéralisée protection antigel à -13°C
10 litres de liquide + 20 litres d’eau déminéralisée protection antigel à -5°C
Tout dommage lié au gel observé sur la machine ne sera pas considéré dans le cadre de la garantie.

21
GYSPOT INVERTER BP.LG
FR
Pour le remplissage du réservoir de liquide de refroidissement, procéder comme suit :
- Poser la pince pneumatique sur son support.
- Verser 30 litres de liquide pour atteindre le niveau à mi-hauteur sur l’indicateur de niveau.
Données sécurité concernant le liquide de refroidissement :
- en cas de contact avec les yeux, retirer les lentilles si la personne en porte, et laver abondamment les yeux à l’eau claire pendant
plusieurs minutes. Obtenir un avis médical si complications.
- en cas de contact avec la peau, laver énergiquement avec du savon, et retirer immédiatement tout vêtement contaminé. En cas
d’irritations (rougeurs, etc.), consulter un médecin.
- en cas d’ingestion, rincer abondamment la bouche à l’eau claire. Boire de l’eau abondamment. Consulter un médecin.
Maintenance : Voir chapitre «PRÉCAUTION D’EMPLOI ET ENTRETIEN».
MISE EN SERVICE DE LA MACHINE
• La mise en marche se fait par basculement de l’interrupteur sur la position ON (Fig 1 - 7), inversement l’arrêt se fait par basculement sur la position
OFF. Attention ! Ne jamais couper l’alimentation lorsque la source de courant de soudage est en charge. La carte électronique démarre
un cycle de test et d’initialisation des paramètres, qui dure environ 10 secondes. Au terme de ce cycle, la machine est prête à être utilisée.
• Dès que la machine est sous tension, du liquide peut circuler dans les câbles. Vérier qu’il n’y a pas de fuites.
INTERFACE HOMME MACHINE
2
5
7
6
3 4
1
1
Touche
4
Enregistrement de paramètres
• Une simple pression sur la touche permet de choisir entre le mode
pince, pistolet ou «réglage pince».
• Un appui de 2 secondes sur la touche permet de revenir dans le
mode « normal » à partir des autres modes.
• Un appui de 2 secondes sur la touche met à zéro le compteur de
points lorsque celui-ci est afché.
• Un appui de 2 secondes sur la touche permet d’accéder au menu
«Réglages».
• Deux appuis brefs successifs effacent le journal qui est afché sur
l’écran dans le mode visualisation des journaux.
• Un appui bref sur la touche, dans le mode mémorisation des pro-
grammes, efface le programme sélectionné.
• La touche
permet de sauvegarder un réglage de la machine
(paramètres qui ont été ajustés dans le mode manuel : intensité,
temps et effort de serrage).
• La touche
permet de rétablir un réglage précédemment enregis-
tré avec le même nom. La machine se met automatiquement en mode
manuel avec les paramètres de soudage (intensité, temps et effort de
serrage) et l’outil (pince ou pistolet sauvegardé).
2
Enregistrement d’un rapport
5
Réglage de l’épaisseur de tôle
Cette fonctionnalité est détaillée dans le chapitre correspondant.
La touche permet d’activer ou non l’écriture d’un rapport.
La touche permet de visualiser la série de points effectuée.
La valeur de ce réglage correspond l’épaisseur des tôles à souder. Le
choix de l’épaisseur se fait par les touches + et -, les épaisseurs dispo-
nibles sont 0.6, 0.8, 1.0, 1.2, 1.5, 1.8, 2.0, 2.5 et 3.0 mm.
3
Utilisation des modes
6
Réglage du type de tôle
La touche permet de se déplacer dans tous les modes de sou-
dage. Un appui prolongé sur la touche mode active le mode congura-
tion qui permet de sélectionner la langue, de régler la date et d’activer
l’alarme sonore « courant trop faible » ou « pression trop faible ». Les
touches de déplacement ( ou ) permettent de sélectionner la
valeur à modier, et les touches + et - permettent d’incrémenter ou de
décrémenter la sélection.
Ce paramètre permet de choisir le type de tôles à souder, parmi 4
grandes familles : Acier revêtu, Acier HLE/THLE, Acier UHLE et acier au
bore/USIBOR. Ce paramètre est également modiable par les touches
+ et –.
7
Réglage du bras à utiliser

22
GYSPOT INVERTER BP.LG
FR
RÉGLAGE PINCE EN G
Verrouiller le bras en G en utilisant le levier de serrage (FIG 2 - 1).
La touche permet de sélectionner la fonction réglage pince. La fonction « réglage pince » permet de
fermer la pince et d’appliquer la force de serrage programmée aux électrodes sans faire passer le courant. La
pince reste fermée tant que l’opérateur appuie sur la gâchette. Cette fonction permet de vérier le centrage
des embouts.
Un appui de 2 secondes sur la touche
permet de revenir dans le mode AUTO.
Pour la GYSPOT BP.LG, se mettre systématiquement dans ce mode pour arrêter la pompe lors du chan-
gement des bras. L’électrode se rétracte alors dans la pince. Le voyant rouge sur le bouton (FIG 2 - 12)
s’allume signiant que la pompe est arrêtée.
LES DIFFERENTS MODES DE SOUDAGE
Pour tous les modes :
Les touches de déplacement ( ou ) permettent de sélectionner les paramètres à modier. Chaque réglage est effectué par
appui sur les touches latérales + et –.
Le bouton (FIG 2 -12) de la pince permet le réglage à distance des paramètres de soudage (épaisseur, type d’acier) :
- Appui long : changement de paramètre (passage d’un paramètre à l’autre)
- Appui court : modication de la valeur du paramètre
Ce bouton ne permet pas le changement de bras sur l’écran. Pour changer de bras (G1 -> G2 par exemple), l’utilisateur doit impérativement passer
par le clavier de la machine.
Pression réseau insufsante :
Si la pression d’entrée est insufsante pour assurer l’effort de serrage demandé, la machine l’indique avant le point avec message d’erreur suivant
« Pression réseau insufsante ». Un second appui sur la gâchette permet de « forcer » l’exécution du point qui s’effectue alors avec la pression
disponible.
Courant faible :
Si le courant obtenu pendant le point est inférieur à la valeur de consigne (<6 %), la machine indique une fois le point effectué un message d’aver-
tissement « courant faible » indiquant que le point est à vérier.
Dans tous les cas, un message apparait à la n du point an d’indiquer l’intensité et la pression mesurées. Ce message reste afché sur l’écran tant
que l’utilisateur n’a pas appuyé sur une touche du clavier ou réalisé un nouveau point en appuyant sur le bouton de soudage (FIG 2 - 11).
Les conditions de soudage doivent être contrôlées au début de chaque chantier. Des points de soudure « test » doivent être réalisés
sur des morceaux de tôle représentatifs du chantier à réaliser. Effectuer 2 points de soudure espacés de la même distance que sur
le chantier. Tester l’arrachement du 2
ème
point de soudure. Le point est correct lorsque l’arrachement provoque l’extraction du noyau
en déchirant la tôle, avec un diamètre minimum de noyau en accord avec les spécications du constructeur.
Mode AUTO
Ce mode s’afche par défaut au démarrage de la machine.
Ce mode permet de souder les tôles sans spécier aucun paramètre à l’écran de la machine. Celle-ci déter-
mine elle-même les paramètres de soudage adaptés.
Pour pouvoir utiliser ce mode, effectuer au préalable un point à vide (sans tôles entre les électrodes), comme demandé à l’écran. Presser le bouton
(FIG 2 -11). Le message « Effectuer un point à vide » apparait à l’écran. Presser à nouveau le bouton pour effectuer la calibration. Une fois la calibra-
tion réalisée, la machine afche tous les paramètres à zéro, et est prête à souder. Fermer la pince sur la zone à souder et souder automatiquement,
sans entrer de paramètre dans la machine. Tous les 30 points de soudure, une nouvelle calibration à vide sera demandée.
Ce mode est utilisable avec tous les bras sauf le G7.

23
GYSPOT INVERTER BP.LG
FR
Mode NORMAL
Ce mode détermine les paramètres de soudage à partir de l’épaisseur des tôles et du type d’acier.
Les paramètres à régler dans ce mode sont:
- Épaisseur des tôles de l’assemblage, pouvant varier de 0.60 mm à 3.00 mm.
Lorsque 2 tôles sont soudées ensemble, entrer l’épaisseur de la tôle la plus ne.
Lorsque 3 tôles sont soudées ensemble, entrer l’épaisseur totale divisée par 2.
- Type d’acier (Acier revêtu, Acier HLE/THLE, Acier UHLE, Acier au bore (BORON)).
Lorsque des tôles de natures différentes sont soudées, sélectionner l’acier le plus dur dans l’empilage des tôles.
- Référence du bras utilisé.
Un appui de 2 secondes sur la touche permet de revenir dans le mode AUTO.
Mode MANUEL
Ce mode permet de régler manuellement les paramètres du point de soudure, en suivant les instructions
d’un cahier de réparation.
Les paramètres à régler dans ce mode sont:
- Intensité (2000 à 13 000 A)
- Temps (100 à 850 ms)
- Effort de serrage (100 à 550 daN)
- Référence du bras utilisé.
Un appui de 2 secondes sur la touche permet de revenir dans le mode AUTO.
Mode MULTI
Ce mode permet un réglage précis de l’épaisseur et du type de chacune des 2 ou 3 tôles.
Le premier élément (épaisseur de la tôle 1) est sélectionné. Les touches haut et bas permettent de sélection-
ner le paramètre à modier, tandis que les touches droite et gauche décrémentent et incrémentent sa valeur.
La surbrillance permet de sélectionner le paramètre à modier.
Les paramètres à régler dans ce mode sont:
- Épaisseur de chacune des tôles : de 0.60 mm à 3.00 mm.
- Type d’acier de chacune des tôles : Acier revêtu, Acier HLE/THLE, Acier UHLE et Acier au bore
(BORON)).
Lorsque des tôles de nature différente sont soudées, sélectionner l’acier le plus dur dans l’empilage des tôles.
- Pour activer la tôle 3, appuyez sur les touches de déplacement ( ou ) pour mettre en surbrillance la
tôle 3. Utiliser ensuite les touches + et – pour sélectionner le type et l’épaisseur des tôles.
- Référence du bras utilisé.
Un appui de 2 secondes sur la touche permet de revenir dans le mode AUTO.
Mode GYSTEEL
Le mode GYSTEEL est optionnel; il est congurable dans le menu « Réglages ».
Ce mode est identique au mode normal sauf que l’utilisateur saisit la limite élastique des tôles (Re). Cette
valeur «Re» peut être connue en utilisant un duromètre tel que le GYSTEEL Vision.
Re : 1-10 correspond aux aciers doux.
Re : 11-18 correspond aux aciers HLE/THLE.
Re : 19-35 correspond aux aciers UHLE.
Re : 36-99 correspond aux aciers au bore.
Les paramètres à régler dans ce mode sont:
- Épaisseur des tôles de l’assemblage, pouvant varier de 0.60 mm à 3.00 mm.
Lorsque 2 tôles sont soudées ensemble, entrer l’épaisseur de la tôle la plus ne.
Lorsque 3 tôles sont soudées ensemble, entrer l’épaisseur totale divisée par 2.
- Référence du bras utilisé.
Un appui de 2 secondes sur la touche permet de revenir dans le mode AUTO.
Mode
CONSTRUCTEUR
Le mode CONSTRUCTEUR est optionnel; il est congurable dans le menu « Réglages ».
Ce mode permet d’appeler nominativement un point préenregistré selon le cahier des charges de réparation
du constructeur.
Des points de soudures programmés par l’utilisateur peuvent être rappelés en sélectionnant USER dans la liste des constructeurs. Les points de sou-
dure peuvent être programmés à l’aide du logiciel GYSPOT et le module de paramétrage de points de soudure.

24
GYSPOT INVERTER BP.LG
FR
Un appui de 2 secondes sur la touche permet de revenir dans le mode AUTO.
Mode ENERGY
Le mode ENERGY est optionnel; il est congurable dans le menu « Réglages ».
Ce mode permet de contrôler l’énergie transmise pendant le point de soudure. Ce mode n’est pas destiné à
la réparation, mais à la réalisation de tests par les constructeurs ou les organismes de contrôle.
Pour pouvoir utiliser ce mode, effectuer au préalable un point à vide. Presser le bouton (FIG 2 -11). Le message « Effectuer un point à vide » apparait
à l’écran. Presser à nouveau le bouton pour effectuer la calibration. Une fois la calibration réalisée, la machine afche à l’écran les dernières valeurs
utilisées dans ce mode pour le courant et l’énergie. L’utilisateur peut alors modier le courant de soudage, l’énergie, et l’impédance. La machine soude
le temps nécessaire pour atteindre l’énergie requise. Si le temps de soudage est trop long, la machine afchera un message d’erreur « Temps maxi
atteint ».
Un appui de 2 secondes sur la touche
permet de revenir dans le mode AUTO.
MENU RÉGLAGES
Ce menu est accessible en pressant la touche pendant plus de 2 secondes.
La langue des menus peut être sélectionnée en ligne 1.
La date et l’heure peuvent être programmées en ligne 2.
Les modes GYSTEEL, CONSTRUCTEUR, AUTO, ENERGY, NORMAL et MULTITOLES peuvent être activés / désac-
tivés dans ce menu.
Contrôle KA/daN :
Ce menu permet d’indiquer le calibre du disjoncteur installé sur la ligne d’alimentation de l’appareil.
Une fois renseigné, l’appareil limitera la cadence de soudage de façon à éviter tout déclenchement du disjoncteur.
5 choix sont possibles :
- 32 A
- 40 A
- 50 A
- ON (l’appareil ne limite pas la cadence de soudage)
- OFF (l’appareil ne limite pas la cadence de soudage et n’afche pas de message d’erreur en compte rendu de
soudage)
En cas de dépassement de la cadence de soudage limite, l’appareil refuse d’effectuer l’opération et afche le
message suivant
Mode COLLE :
Sur l’écran RÉGLAGES ci-dessus, l’utilisateur peut préciser la présence de colle entre les tôles. Si le mode colle est activé, un prépoint est réalisé
avant le point de soudure. La durée de ce prépoint est paramétrée en millisecondes, de 0 à 400 ms, par palier de 50 ms. Lorsque le mode colle est
sélectionné, la mention « GLUE » apparait dans les menus de soudure NORMAL, MANUEL, MULTI ou GYSTEEL.

25
GYSPOT INVERTER BP.LG
FR
UTILISATION DU PISTOLET
- Connecter le patin de masse à la cosse du câble du générateur.
- Fixer fermement le patin de masse aussi près que possible de l’endroit à souder.
Dans le cas d’un soudage monopoint au pistolet, toujours placer le patin de masse sur la tôle qui n’est pas en contact avec l’électrode de soudage (de
façon que le courant passe au travers des deux tôles à souder).
- Souder en commençant par le point le plus éloigné de la masse, puis se rapprocher de celle-ci.
- Sélectionner l’outil PISTOLET à l’aide de la touche
, ou en appuyant sur la gâchette du pistolet.
- Le mode normal avec soudage d’étoiles est lancé par défaut.
- Le pistolet peut être utilisé en mode normal ou manuel.
Ne jamais laisser le marteau à inertie au bout du pistolet lorsque ce dernier est suspendu à la potence. Risque de détérioration des câbles.
En mode Normal, le pistolet sera limité à des tôles de 1.5 mm maximum.
Avec le pistolet, l’opérateur a le choix entre différents outils (mono point, étoile, impact, chauffe rétreinte,
goujon, rivet, écrou, molette). La sélection de l’outil se fait avec les touches + et -.
En mode Manuel, l’intensité maximale admise sera de 9 kA pendant une durée qui ne pourra pas excéder
600 ms. Les réglages à l’écran seront donc bloqués à ces valeurs maximum.
Régler le générateur en lui indiquant l’épaisseur de la tôle à souder à l’aide des touches + et -. Il est pos-
sible de modier les paramètres courant et temps en mode manuel.
Un appui de 2 secondes sur la touche
permet de revenir dans le mode NORMAL.
Les pinces et le pistolet de l’appareil sont connectés à la même source de courant. Cela signie que lors de l’utilisation d’un de ces outils,
il y a présence tension sur les autres. Il faut donc que les outils qui ne sont pas utilisés soient placés sur leurs supports respectifs. En cas
de non-respect de cette consigne, de graves dommages peuvent être causés aux outils du générateur et engendrer un risque d’étincelles
ou de projections de métaux en fusion.
GESTION DES ERREURS
Divers événements sont susceptibles de produire des erreurs. Ils peuvent être classés en 4 catégories :
1/ Les avertissements, qui préviennent l’utilisateur d’une surchauffe, d’un manque de pression ou d’in-
tensité, etc. Ces avertissements s’afchent à l’écran et restent visibles jusqu’à l’appui sur une touche.
2/ Les défauts, qui correspondent à une mauvaise installation (pression d’air, alimentation électrique).
3/ Les défauts graves, qui bloquent l’utilisation de la machine. Dans ce cas, contacter le service après-
vente
4/ La protection thermique est assurée par une thermistance sur le pont de diodes qui bloque l’utilisation
de la machine avec le Message « surchauffe »
Batterie faible
Le message « Batterie faible » apparait à la mise sous tension et alerte l’utilisateur sur le fait que la
tension de la pile sur la carte de commande est faible. Cette pile assure la sauvegarde de la date et de
l’heure à la mise hors tension de l’appareil.
Outil non valide
Le message « Outil non valide » apparait à la mise sous tension et alerte l’utilisateur sur le fait qu’un
bouton ou une gâchette reste actionné, ou un court-circuit permanent est détecté. Contrôler la
gâchette du pistolet et les boutons sur la ou les pinces pour faire disparaître ce message.

26
GYSPOT INVERTER BP.LG
FR
Bras non valide
Le bras de la pince n’est pas compatible avec le mode de soudage sélectionné.
Courant trop faible
1/ Vérier ligne
Si le courant obtenu pendant le point est inférieur à la valeur de consigne (6 %), la machine indique
une fois le point effectué un message d’avertissement « Courant faible, vérier ligne » indiquant que
le point est à vérier.
2/ Vérier tôles
Si la machine ne peut pas obtenir le courant demandé alors le message d’erreur « Courant faible,
vérier tôles » s’afche. Le point n’est pas effectué et le défaut doit être acquitté pour faire un point.
Pression réseau insufsante
Si la pression d’entrée est insufsante pour assurer l’effort de ser-
rage demandé, la machine bipe et indique, avant le point, le message
d’erreur suivant « Pression réseau insufsante ».
Un second appui sur la gâchette permet de « forcer » l’exécution du
point qui s’effectue alors avec la pression disponible. Si l’effort de ser-
rage mesuré est insufsant alors la machine indique « Pression faible ».
« p faible » est aussi enregistré dans le rapport actif.
COMPTEUR DE POINTS
Un compteur de points permet de compter les points effectués avec les mêmes embouts. Si le point
est effectué sans problème, le message suivant s’afche.
La valeur du compteur est afchée en haut à gauche de l’écran. Un appui de 2 secondes sur la
touche
permet de remettre à zéro le compteur de points après avoir changé les embouts.
La machine comptabilise le nombre de points réalisés avec chaque bras de manière indépendante.
Un message d’avertissement apparait à l’écran lorsque la limite des points effectués par les caps est
atteinte. Le message reste afché après chaque point tant que le compteur n’est pas remis à zéro.
A partir du moment où le message d’alerte apparait, si les caps ne sont pas changés avant la remise à zéro du compteur, ils peuvent se
détériorer et entraîner une mauvaise qualité du point de soudure.
FONCTIONNALITÉS D’ENREGISTREMENT
Le mode Identication est optionnel; il est congurable dans le menu « Réglages ».
Si le mode identication est conguré sur « OFF », il suft de saisir un nom de rapport et de l’activer pour mémoriser les points de soudure effectués.
Le journal permet de mémoriser les paramètres des points réalisés avec la pince. Il est disponible depuis tous les modes, par appui sur les 2 touches
et .
Le programme utilisateur est disponible depuis tous les modes, par appui sur les touches
et .

27
GYSPOT INVERTER BP.LG
FR
Rapport (journal)
L’enregistrement d’un rapport permet de récupérer les données d’une série de points réalisés avec la
pince, et de les enregistrer sur la carte mémoire an qu’ils puissent être récupérés depuis un PC par
exemple. GYS fournit un logiciel appelé GYSPOT pour lire la carte SD et éditer les journaux sur un
PC. Ce logiciel GYSPOT est stocké dans la carte SD ainsi que la notice d’utilisation.
Par défaut, cette fonctionnalité est désactivée au démarrage de la machine. Un appui sur la touche
enregistrement (on/off) et sur la touche « mode » permet de démarrer l’enregistrement du rapport
dans le journal sélectionné. Un nouvel appui sur la touche enregistrement (on/off) arrête l’enregis-
trement en cours.
Le journal ainsi créé contient : un identiant saisi par l’utilisateur, ainsi que pour chaque point effectué, l’outil et le bras utilisés, les réglages de
la machine (intensité et pression). Il contient également les éventuels messages d’erreurs suivants étant apparus pendant son enregistrement :
I FAIBLE, P FAIBLE, PB CAPS.
La saisie de l’identiant se fait avec les 4 touches +, -
ou . Lors de la saisie d’un identiant déjà utilisé, la machine enregistrera les nouveaux
points à la suite, sans effacer les précédents.
La touche permet de récupérer un rapport précédemment enregistré et de le relire sur l’écran.
Il faut arrêter l’enregistrement en cours en appuyant sur la touche
avant de pouvoir le visualiser sur l’écran. La touche permet de sortir du
mode visualisation du rapport.
Pour effacer le contenu d’un rapport, il faut
l’afcher sur l’écran en utilisant la touche
.
Ensuite, appuyez sur la touche
.
Le message suivant s’afche sur l’écran.
Lorsque le triangle est afché, un deuxième
appui sur la touche
efface le contenu du
rapport afché.
Le triangle disparait de l’écran automatiquement
après 3 secondes.
Mode identication
Si le mode identication est conguré sur « ON », il faut saisir tous les champs obligatoires de
l’ordre de réparation pour faire des points de soudure sinon la machine émettra le « défaut identi-
cation ».
Pour activer et pour désactiver le mode identication, il faut insérer une carte SD identication dans
le lecteur de la BP en lieu et place de la carte SD qui contient les programmes.
L’écran réglage est activé en appuyant pendant 2 secondes sur la touche
.
Lorsque la carte SD « identication » est insérée et que l’on sélectionne « identication ON » alors
l’écran de supervision s’afche.
Cet écran permet de rendre les champs « immatriculation, marque du véhicule, modèle du véhicule,
numéro de châssis » obligatoires lors de la saisie de l’ordre de réparation.
Pour sortir de l’écran, il faut appuyer sur la touche
pendant 2 secondes. Ensuite, il faut
remettre la carte SD qui contient les programmes dans le lecteur de la machine.
Liste des écrans qui permettent de saisir un ordre de réparation :
Lorsqu’un ordre de réparation a déjà été créé, il ne peut pas être modié ni supprimé sur la machine. Pour le supprimer, utiliser le logiciel Gyspot du
PC. L’utilisateur peut créer au maximum 100 ordres de réparation.
Ordre de réparation Identication utilisateur Immatriculation (optionnel)
Marque véhicule Modèle du véhicule N° chassis (optionnel)

28
GYSPOT INVERTER BP.LG
FR
Les touches de déplacement ( ou ) permettent de changer les lettres ou chiffres. Les touches – et + permettent de déplacer
le curseur dans le champ. L’appui court sur la touche
permet d’effacer le champ. La touche permet le délement des
champs pour la modication ou la lecture.
Catalogue
La touche permet la consultation des ordres de réparation. Le numéro de page est afché (13
maxi)
Les touches – et + permettent de changer de page. Les touches et permettent de sélection-
ner le Job suivant ou précédent. La touche
permet d’afcher l’ordre de réparation sélectionné.
La
touche permet de sortir du mode visualisation du rapport.
• La librairie de gestion de la carte SD permet de gérer les cartes SD > 2 Go.
• Pour chaque ordre de réparation est associé un chier journal xxx.dat.(avec xxx=identiant de 001 à 100). Dans chaque journal, on peut enregistrer
au maximum 500 points de soudure. A la consultation ce sont les noms de l’ordre de réparation et de l’utilisateur qui sont afchés.
• Le N° de page est indiqué en haut à gauche.
• L’ensemble des ordres de réparation est mémorisé dans le chier catalog.GYS.
• Ce chier contient le nombre total d’ordres de réparation, le nom de chaque ordre de réparation et le nom de chaque utilisateur. Il y a 100 ordres
de réparation au maximum.
Programmes utilisateur
L’enregistrement des paramètres permet de dénir un programme utilisateur an de retrouver facilement ses réglages pour une utilisation future. 20
cases mémoires sont disponibles. Chacune d’entre elles contient les réglages suivants : outil, bras, intensité de soudage, temps de soudage et effort
de serrage.
Un programme peut être associé à la pince ou au pistolet.
La touche
permet l’enregistrement des réglages en cours du mode manuel (intensité, temps et effort de serrage). Les 20 emplacements mémoire
sont alors signalés par leur identiant (pour ceux qui sont utilisés) ou par un symbole « --- » pour les emplacements libres.
La saisie de l’identiant se fait avec les 4 touches
. Lors de la saisie d’un identiant déjà utilisé, la machine effacera les paramètres qui y étaient
stockés précédemment.
La touche permet d’accéder aux réglages enregistrés précédemment. Le choix d’un emplacement vide n’a aucun effet.
Un appui bref sur la touche
efface le programme sélectionné de la liste des programmes sauvegardés.
La touche
permet de sortir du mode sélection du programme, fait passer la machine dans le mode manuel avec les paramètres et l’outil sauve-
gardés dans le programme.
Pour désactiver un programme, il suft de changer la valeur d’un paramètre dans l’un des trois modes manuel, normal ou multitôles ou de changer
d’outil (pince, pistolet) en utilisant la touche
.
La touche permet de visualiser un rapport précédemment enregistré et de le relire sur l’écran.
Carte mémoire SD (ref. 050914)
Cette carte permet à l’utilisateur de faire la liaison entre son générateur et un PC pour :
• Récupérer des journaux (rapports), an de conserver une trace de son travail, et éventuellement le remonter à une compagnie d’assurance.
• Mettre à jour les paramètres de soudage, ajouter de nouvelles langues.
• Le logiciel GYSPOT d’édition des paramètres sur PC est stocké dans la carte mémoire SD.
• La notice d’utilisation est stockée dans la carte mémoire SD.

29
GYSPOT INVERTER BP.LG
FR
L’espace mémoire sera sufsant pour assurer une autonomie de plus de 65 000 points.
Le poste peut fonctionner sans carte mémoire en mode « manuel » uniquement.
Si la carte mémoire n’est pas insérée dans le lecteur de carte alors le message suivant s’afche. Il faut arrêter
et redémarrer la machine après avoir inséré la carte SD.
Important : Il faut couper l’alimentation de la machine avant de retirer la carte SD de son lecteur et redé-
marrer la machine uniquement après avoir inséré la carte SD dans son lecteur sinon les données sauvegar-
dées sur la carte SD peuvent être détruites.
MONTAGE ET CHANGEMENT DES BRAS DE LA PINCE G
La garantie ne couvre pas les anomalies et détériorations dues à un mauvais montage des bras de la pince en G.
IMPORTANT :
- ne pas utiliser de graisse cuivrée sur les bras.
- maintenir propre la semelle des bras et le support de bras sur la pince pour favoriser un bon passage du courant entre les pièces en contact.
- En cas de non-utilisation prolongée, toujours stocker la machine avec un bras monté sur la pince pour éviter les poussières sur le support de bras.
Procédure de changement des bras :
Pendant le remplacement des bras sur la pince, la pompe du circuit de refroidissement doit impérativement être coupée. Pour cela, se placer en mode
«Réglage pince» sur la machine ; le voyant rouge s’allume sur le bouton de la pince (FIG 2 -12) indiquant que la pompe est arrêtée. L’électrode se
rétracte dans la pince pour permettre le retrait du bras.
1
Le loquet dépasse côté cadenas fermé
2
Le levier doit être en butée position arrière (~120°)
3
Les èches doivent être alignées
4
Incliner le bras d’environ 15° et le retirer de son logement (les goupilles doivent glisser dans la rainure)
1
4
3
2
2
1
3
4
SUR-OUVERTURE MÉCANIQUE DU BRAS
Pour ouvrir le bras et accéder plus facilement à la carrosserie, actionner la surouverture en appuyant sur le bouton de la pince (FIG 2 -10).
1
Appuyez sur le bouton (FIG 2 -10)
2
Le loquet dépasse côté cadenas ouvert
3
Le levier doit être ouvert (~90°) en butée sur loquet.
4
Les èches ne doivent pas être alignées
Incliner le bras.

30
GYSPOT INVERTER BP.LG
FR
4
2
3
1
2
4
3
1
VERROUILLAGE/DÉVERROUILLAGE DU GYROSCOPE
Lorsque le levier est incliné vers les bas, le gyroscope est verrouillé.
Lorsque le levier est incliné vers les haut, le gyroscope est déverrouillé.
Il peut tourner autour de la pince à 360°.
TYPES DE BRAS ISOLÉS COMPATIBLES
100
180
96
500
250
128
180
117
100
44
G1 (550 daN) - ref. 022768 G6 (550 daN) - ref. 022812
100
93
15540
G2 (300 daN) - ref. 022775 G4 (550 daN) - ref. 022799 G7 (150 daN) - ref. 022829

31
GYSPOT INVERTER BP.LG
FR
205
180
96
154
600
250
177
235
430
450
324
384
G3 (550 daN) - ref. 022782
G2 + G3 + G4 - ref. 022898 G5 (550 daN) - ref. 022805 G8 (550 daN) - ref. 022836
140
115
G9 + X1 (550 daN) - ref. 022881
X1 - ref. 050501
X2 - ref. 050518
X6 - ref. 050587
LOGICIEL GYSPOT SUR PC
Ce logiciel à pour objectif d’éditer et de sauvegarder les rapports de points réalisés à l’aide d’un GYSPOT équipé d’un lecteur de carte SD. Pour utiliser
ce logiciel, le PC doit être équipé d’un lecteur de carte SD.
Le logiciel GYSPOT peut être installé à partir de chiers présents sur la carte SD. Dans le répertoire \GYSPOT V X.XX , double cliquer sur le chier INS-
TALL.EXE, et suivre les instructions pour installer le logiciel sur votre PC. Une icône GYSPOT est automatiquement installée sur le bureau de votre PC.
1 - Sélection de langue
Le logiciel supporte plusieurs langues. Actuellement, les langues disponibles sont :
Français, Anglais, Allemand, Espagnol, Hollandais, Danois, Finnois, Italien, Suédois, Russe, Turque.
Pour sélectionner une langue, dans le menu, cliquez sur Options puis sur Langues.
Attention, une fois la langue sélectionnée, il est nécessaire de fermer et ouvrir à nouveau le logiciel GYSPOT pour que la langue soit prise en compte.
2 - Identité de l’utilisateur
An de personnaliser les éditions avec vos informations personnelles, certaines informations sont requises. Pour les renseigner, dans le menu, cliquer
sur Options puis sur Identité. Une nouvelle fenêtre s’afche avec les informations suivantes :
Raison sociale
Adresse / Code postal / Ville
Téléphone / Télécopie (Fax) / Email / Site Web
Logo
Ces informations seront ensuite afchées sur les éditions.
3 - Traçabilité
Par défaut, le logiciel GYSPOT s’ouvre en mode « Traçabilité ». En mode « Paramétrage de points », cliquer sur Traçabilité dans le menu Options.
3.1 - Importer les rapports de points réalisés depuis une carte SD :
Pour importer dans votre PC les rapports des points réalisés avec un GYSPOT, insérer la carte SD dans le lecteur de carte de votre PC puis démarrer
le logiciel GYSPOT.
Ensuite, sélectionnez le lecteur dans lequel votre carte SD est insérée puis cliquer sur le bouton
.
Lorsque l’importation est effectuée, les points réalisés sont regroupés par l’identicateur des ordres de travail. Cet identicateur correspond au
nom du rapport spécié dans la machine à souder. Cet identicateur est afché dans l’onglet En cours.
Une fois les rapports importés, il est possible d’effectuer une recherche, d’éditer ou d’archiver chaque rapport. Pour visualiser les points réalisés
d’un rapport, sélectionner un rapport. Les points réalisés s’afchent dans le tableau.
Pour effectuer une recherche, renseigner le champ recherche et cliquer sur le bouton
.
Pour éditer un rapport, sélectionner un rapport puis cliquer sur le bouton
.
Pour archiver un rapport, sélectionner un rapport puis cliquer sur le bouton
. Attention, les rapports importés ne peuvent pas être supprimés
avant d’avoir été archivés.

32
GYSPOT INVERTER BP.LG
FR
3.2 - Consulter les rapports de points archivés :
Pour consulter les rapports archivés, cliquer sur l’onglet Archives. Les rapports sont regroupés par année et par mois.
Pour visualiser les points effectués, sélectionner un rapport. Les points réalisés s’afchent dans le tableau.
Pour les rapports archivés, il est possible d’effectuer une recherche, d’éditer ou supprimer un rapport.
Attention, un rapport archivé puis supprimé sera importé à nouveau lors d’une nouvelle importation dans le cas ou la carte SD n’a pas été purgée.
Pour effectuer une recherche, renseigner le champ de recherche et cliquez sur le bouton
.
Pour éditer un rapport, sélectionner un rapport puis cliquer sur le bouton
.
Pour supprimer un rapport, sélectionner un rapport puis cliquer sur le bouton
.
3.3 - Purger une carte SD :
Une purge effacera tous les rapports de points réalisés enregistrés sur la carte SD.
Pour purger une carte SD, insérer la carte SD dans le lecteur de carte du PC puis, dans le menu, cliquer sur Options et purger la carte SD.
Attention, lors d’une purge, les rapports de points réalisés qui n’ont pas encore été importés seront automatiquement importés.
3.4 - Pour compléter les informations d’un rapport :
Chaque rapport peut être renseigné avec les informations suivantes :
Intervenant,
Type de véhicule,
Ordre de réparation,
Immatriculation,
Mise en circulation,
Intervention,
Commentaires.
Pour renseigner ces données, sélectionner un rapport puis saisisser les informations dans l’entête de rapport.
3.5 - Imprimer un rapport :
Pour imprimer un rapport, sélectionner un rapport puis cliquer sur le bouton
. Un aperçu de l’édition s’afche. Cliquer sur le bouton .
3.6 - Exporter l’édition au format PDF :
Pour exporter une édition au format PDF, sélectionner un dossier, puis cliquer sur le bouton
. Un aperçu de l’édition s’afche. Cliquer sur le
bouton
. Un exemple d’enregistrement des paramètres imprimé en utilisant le logiciel GYSPOT est donné un peu plus loin.
4 - Paramétrage de points
Pour passer en mode « Paramétrage de points », cliquer sur Paramétrage de points dans le menu Options.
Le mode « Paramétrage de point » permet de proposer à l’utilisateur des points paramétrés par les constructeurs. Ce mode permet aussi à l’utilisateur
de congurer ses propres paramètres de soudure.
- Insérer la carte SD livrée avec la soudeuse par point GYSPOT dans le lecteur de votre PC puis sélectionner le lecteur correspondant dans le menu
déroulant Choix lecteur.
- Les soudeuses par point GYSPOT supportent jusqu’à 16 chiers pouvant contenir jusqu’à 48 paramétrages de point.
- Le premier chier appelé « USER » ne peut pas être supprimé. Il permet à l’utilisateur d’ajouter, de modier ou de supprimer un paramétrage de
point.
- Les autres chiers sont réservés aux points paramétrés par les constructeurs. Il est possible d’importer des chiers constructeurs téléchargés depuis
notre site Web (http://www.gys.fr). Il n’est pas possible d’ajouter, de modier ou de supprimer un point paramétré dans un chier constructeur.
4.1 - Importer un chier de paramétrage de point constructeur :
Effectuer un double-click dans la première colonne et renseigner un nom constructeur.
Ensuite, effectuer un double-click dans la deuxième colonne pour sélectionner un chier constructeur
préalablement téléchargé depuis notre site Web.
La liste des points paramétrés par le constructeur s’afche dans la deuxième liste. Sélectionner un
point paramétré pour visualiser le chronogramme et les paramètres congurés.

33
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
FR
4.2 - Ajouter un point paramétré dans le chier USER :
Pour ajouter un point dans le chier USER, sélectionner le chier USER dans la liste des chiers puis
cliquer sur le bouton
à droite de la liste des points paramétrés. Saisisser le nom du point puis
appuyez sur la touche TAB ou cliquer en dehors de la liste des points paramétrés pour congurer les
paramètres de soudure.
Pour un point à paramétrer, il est possible de congurer :
L’étape de préserrage
L’étape de préchauffage
Les différentes pulsations (4 pulses maximum)
Et l’étape de forgeage à chaud et à froid.
Pour modier les paramètres, cliquer sur les boutons
.
Lorsque l’utilisateur modie un paramètre, le chronogramme du point est actualisé.
Pour valider le point paramétré, cliquer sur le bouton
.
Pour annuler le point paramétré, cliquer sur le bouton
.
4.3 - Modier un point paramétré dans le chier USER :
Pour modier les paramètres d’un point, sélectionner un point dans la liste puis modiez les paramètres de soudure.
Pour valider les modications, cliquer sur le bouton
.
Pour annuler les modications, cliquer sur le bouton
.
4.4 - Supprimer un point paramétré dans le chier USER :
Sélectionner un point paramétré dans la liste puis cliquez sur le bouton
à droite de la liste.
Raison sociale :
Adresse :
Ville :
Code postal :
JBDC
ZI, 134 Bd des Loges
53941
Saint-Berthevin
www.companyname.comSite Web :
Téléphone :
Télécopie :
0243510101
0243510102
1450UT53
Immatriculation :
308SW
Modèle :
01/01/2017
Mise en circulation :
AILE ARRIERE
OPERATEUR
I
ntervenant :
O
rdre de réparation :
977AC92
Commentaires
D
ate du journal :
05/04/2018
Marque :
PEUGEOT
N° châssis :
12365849
C
ommentaires :
I
ntervention :
Date Mode Outil
Consignes
Temps
(ms)
Intensité (kA)
Serrage
(daN)
Mesures
Intensité (kA)
Serrage
(daN)
Etat
G
YSPOT BP.LG (1712009013)
Epaisseur
(mm)
I
d
1 Auto Pince en C n°1 Point Ok630 9,4 325 9,4 325 3,505/04/18 10:22
2 Auto Pince en C n°1 Point Ok630 9,4 325 9,3 325 3,505/04/18 10:22
3 Auto Pince en C n°1 Point Ok490 8,2 240 8,2 240 2,005/04/18 10:22
4 Auto Pince en C n°1 Point Ok510 8,3 250 8,2 245 2,105/04/18 10:22
5 Auto Pince en C n°1 Point Ok510 8,3 250 8,3 245 2,105/04/18 10:22
6 Normal Pince en C n°1 Point Ok350 7,3 225 7,3 225
-
05/04/18 10:23
7 Normal Pince en C n°1 Point Ok350 7,3 225 7,2 225
-
05/04/18 10:23
8 Normal Pince en C n°1 Point Ok400 8,1 265 8,0 265
-
05/04/18 10:23
9 Normal Pince en C n°1 Point Ok400 8,1 265 8,1 260
-
05/04/18 10:23
1
0 Normal Pince en C n°1 Point Ok400 8,1 265 8,1 270
-
05/04/18 10:23
1
1 Manuel Pince en C n°1 Pression faible400 8,1 510 8,1 440
-
05/04/18 10:23
PRÉCAUTION D’EMPLOI ET ENTRETIEN
Formation de l’utilisateur
Les utilisateurs de cette machine doivent recevoir une formation adaptée à l’utilisation de la machine an de tirer le maximum des performances de
la machine et de réaliser des travaux conformes (exemples : formation de carrossier).
Préparation des pièces à assembler
Il est indispensable de décaper et d’accoster la zone à souder.
Dans le cas d’une application de protection, bien s’assurer que cette dernière est conductrice en faisant un test au préalable sur un échantillon.
Soudage à l’électrode monopoint
Lors d’une réparation sur un véhicule, vérier que le constructeur autorise ce type de procédé de soudage.

34
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
FR
Utilisation du bras de dessous d’aile
La pression maximum se situe à 100 daN.
Joints toriques de noix de serrage des bras de la pince en X.
A l’intérieur des 2 noix de serrage des bras (voir description de la pince), se trouve 2 joints toriques qu’il faut remplacer en cas de fuites ou tous les
6 mois. Ces 2 joints sont nécessaires pour éviter tout risque de fuite de liquide.
Ces joints sont des joints torique d=25, joue de 4. Lors du remplacement de ces joints, il faut mettre de la graisse sur ceux-ci. (ref. 050440 : graisse
contact)
Niveau et efcacité du liquide de refroidissement
Le niveau de liquide de refroidissement est important pour le bon fonctionnement de la machine. Il doit toujours être compris entre le minimum et le
maximum indiqué sur le chariot. Faire l’appoint avec de l’eau déminéralisée si nécessaire.
Remplacer le liquide de refroidissement tous les 2 ans :
1 Couper l’alimentation grâce à l’interrupteur situé à l’arrière de la machine (position OFF) et débrancher l’appareil de l’installation électrique.
2
- Dévisser les 6 vis pour ouvrir la platine
supérieure de la machine.
- Placer un chiffon sous le raccord pour
absorber le liquide.
3 Placer un bac de récupération (30 l min. de contenance) sous l’orice de vidange de la machine.
4
Dévisser le collier de serrage et débran-
cher le tuyau de la pompe (pincer le
tuyau pour limiter les fuites).
5
Insérer-le tuyau dans l’orice de vidange
et purger le réservoir.
6 Rincer l’intérieur du réservoir avec de l’eau courante pour évacuer les dépôts.
7 Remettre le tuyau de la pompe en place et son collier de serrage.
8 Revisser les vis de la platine.
9 Remplir le réservoir de liquide de refroidissement (5l : 062511 / 10l : 052246)
10 Remettre sous tension (position ON) et vérier l’absence de fuite.

35
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
FR
ANOMALIES, CAUSES, REMEDES
ANOMALIES CAUSES REMEDES
Soudage pince
Le point réalisé ne tient pas / tient mal
Les caps utilisés sont usagés. Changer les caps
Mauvais décapage des tôles. Vérier la préparation des surfaces
Le bras renseigné ne correspond pas à celui
installé.
Vérier le bras renseigné dans le logiciel.
La pointeuse perce la tôle
Les caps utilisés sont usagés. Changer les caps
Pression d’air insufsante. Vérier la pression réseau (min. 8 bar)
La surface n’est pas préparée convenable-
ment.
Préparer la surface à travailler
Manque de puissance
Problème d’alimentation électrique. Vérier la stabilité de la tension secteur
Caps noircis ou endommagés. Changer les caps
Mauvais verrouillage du bras.
Se référer au chapitre «Montage et change-
ment des bras»
- Surchauffe rapide de la machine.
- Gonement du câble de puissance.
Pas de circulation ou mauvaise circulation du
liquide de refroidissement.
Ouvrir le bouchon du réservoir du chariot et
observer la présence du retour de liquide de
refroidissement
- Arrêt pompe
- Liquide de refroidissement pollué
- Bouchage du circuit.
Obstruction dans le circuit de refroidissement
(tuyau pincé)
Contrôler la gaine du faisceau entre le
chariot.
Vérier le bon fonctionnement de la pompe.
Vérier l’état du liquide de refroidissement.
Pistolet
Echauffement anormal du pistolet
Mauvais serrage du mandrin.
Vérier le serrage du mandrin, du mandrin
porte-étoiles, et l’état de la gaine.
Gaine pistolet déchaussée.
Replacer la gaine pour que le refroidissement
air parvienne à l’intérieur du pistolet
Mauvais positionnement du patin de masse.
Vérier que le patin de masse est en contact
avec la bonne tôle
Manque de puissance avec le pistolet
Mauvais contact du patin de masse. Vérier le contact de la masse
Mauvais serrage du mandrin ou des acces-
soires.
Vérier le serrage du mandrin et des acces-
soires, et l’état de la gaine
Consommables endommagés. Remplacer les consommables
CONDITIONS DE GARANTIE FRANCE
La garantie couvre tous défauts ou vices de fabrication pendant 2 ans, à compter de la date d’achat (pièces et main d’oeuvre).
La garantie ne couvre pas :
• Toutes autres avaries dues au transport.
• L’usure normale des pièces (Ex. : câbles, pinces, etc.).
• Les incidents dus à un mauvais usage (erreur d’alimentation, chute, démontage).
• Les pannes liées à l’environnement (pollution, rouille, poussière).
En cas de panne, retourner l’appareil à votre distributeur, en y joignant :
- un justicatif d’achat daté (ticket de sortie de caisse, facture….)
- une note explicative de la panne.

36
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
EN
WARNING - SAFETY RULES
GENERAL INSTRUCTIONS
Read and understand the following safety instructions before use. Any modication or updates that are not specied in the
instructions manual should not be undertaken. Please store this manual safely.
The manufacturer is not liable for any injury or damage due to a non-compliance with the instructions featured in this manual.
In the event of problems or uncertainties, please consult a qualied person to handle the installation properly. The instructions cover the material
in the condition it was delivered. It is the responsibility of the user to analyse the risks taken when not following the instructions published by GYS.
ENVIRONMENT
This equipment must only be used for welding operations in accordance with the limits indicated on the descriptive panel and/or in the user manual.
Safety instructions must be followed. In case of improper or unsafe use, the manufacturer cannot be held liable.
This equipment must be used and stored in a room free from dust, acid, ammable gas or any other corrosive agent. Operate the machine in an
open, or well-ventilated area.
Operating temperature:
Use between -10 and +40°C (+14 and +104°F).
Storage between -20 and +55°C (-4 and 131°F).
Air humidity:
Lower or equal to 50% at 40°C (104°F).
Lower or equal to 90% at 20°C (68°F).
Altitude : Up to 1000 m above sea level (3280 feet).
INDIVIDUAL PROTECTION & OTHERS
Resistance welding can be dangerous and cause serious injuries or even death. It needs to be used by a qualied technician with training relevant
to the machine.
Welding exposes the user to dangerous heat, arc rays, electromagnetic elds, risk of electric shock, noise and gas fumes. People wearing pacemakers
are advised to consult a doctor before using the welding machine.
To protect oneself as well as others, ensure the following safety precautions are taken:
In order to protect you from burns and radiations, wear clothing without turn-up or cuffs. These clothes must be insulating, dry,
reproof, in good condition and cover the whole body.
Wear protective gloves which guarantee electrical and thermal insulation.
Use sufcient welding protective gear for the whole body: hood, gloves, jacket, trousers... (varies depending on the application/
operation). Protect the eyes during cleaning operations. Contact lenses are prohibited during use.
It may be necessary to install reproof welding curtains to protect others against arc rays, weld spatters and sparks. .
Ask people around the working area to look away from at the arc or the molten metal, and to wear protective clothing.
Ensure ear protection is worn by the operator if the work exceeds the authorised noise limit (the same applies to any person in the
welding area).
Keep mobile parts at a distance (fan, electrodes...) from hands, hair and clothing .
Never remove the safety covers from the cooling unit when the machine is plugged in. The manufacturer is not liable for any injury
or damage caused due to non-compliance with the safety precautions.
Parts that have just been welded will be hot and may cause burns when touched. During maintenance work on the torch or the
electrode holder, you should make sure it’s cold enough and wait at least 10 minutes before any intervention. When using a water-
cooled torch, make sure that the cooling unit is switched on to avoid any burns caused by the liquid.
It is important to secure the working area before leaving it to ensure protection of the goods and the safety of people.
WELDING FUMES AND GASES
Fumes, gas and dust produced during welding are hazardous to health. It is mandatory to ensure adequate ventilation and/
or extraction to keep fumes and gas away from the work area. Using an air fed welding helmet is recommended in case of
insufcient ventilation in the workplace.
Check that the air supply is effective by referring to the recommended safety regulations.
Precautions must be taken when welding in small areas, and the operator will need supervision from a safe distance. Welding certain pieces of metal
containing lead, cadmium, zinc, mercury or beryllium can be extremely toxic. The user will also need to degrease the workpiece before welding.
Gas cylinders must be stored in an open or ventilated area. They must be stored vertically and held by a support or trolley to limit the risk of fall.
Do not weld in areas where grease or paint are stored.

37
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
EN
FIRE AND EXPLOSION RISKS
Protect the entire welding area. Flammable materials must be moved to a minimum safe distance of 11 meters.
A re extinguisher must be readily available near the welding operations.
Be careful of weld spatter and sparks, even through cracks. If not careful then this could potentially lead to a re or an explosion.
Keep people, ammable materials/objects and containers that are under pressure at a safe distance.
Welding in closed containers or pipes should be avoided and , if they are opened, they must be emptied of any ammable or explosive material (oil,
fuel, gas ...).
Grinding operations should not be carried out close to the power supply or any ammable materials.
ELECTRICAL SAFETY
The electrical mains used must have an earth terminal. An electric shock could cause serious injuries or potentially even deadly
accidents.
Never make contact with live parts inside or outside the current source (cables, electrodes, arms, guns...) as they are connected to the welding circuit.
Before opening the device, it is imperative to disconnect it from the mains and wait 2 minutes, so that all the capacitors are discharged.
Damaged cables and torches must be changed by a qualied and skilled professional. Make sure that the cable cross section is adequate with the
usage (extensions and welding cables). Always wear dry clothes which are in good condition in order to be isolated from the welding circuit. Wear
insulating shoes, regardless of the workplace/environment in which you work in.
Warning! Very hot surface. Risk of burns.
• The parts and pieces that have just been heated are hot and may cause burns when manipulated.
• Do not touch any hot parts with your hands.
• Wait for the parts and pieces to cool down before handling them.
• In case of burn, rinse thoroughly with water and consult a doctor as soon as possible.
EMC MATERIAL CLASSIFICATION
This Class A machine is not intended to be used on a residential site where the electric current is supplied by the domestic
low-voltage power grid. There may be issues in ensuring electromagnetic compatibility on these sort of sites, due to conducted
interferences as well as radiation.
This equipment does not comply with IEC 61000-3-12 and is intended to be connected to private low-voltage systems interfacing
with the public power grid only at the medium- or high-voltage level. If connected to a public low-voltage power grid, the
installer or user of the machine has to ensure, by checking with the network operator, that the device can be connected.
ELECTROMAGNETIC INTERFERENCES
The electric current owing through any conductor causes electrical and magnetic elds (EMF). The welding current generates an
EMF around the welding circuit and the welding equipment.
The EMF electromagnetic elds can interfere with certain medical implants, such as pacemakers. Protective measures must be taken for people having
medical implants. For example, by restricting access to passers-by or conducting an individual risk evaluation for the welders.
All welders should take the following precautions in order to minimise exposure to the electromagnetic elds (EMF) generated by the welding circuit:
• position the welding cables together – if possible, attach them;
• keep your head and upper body as far as possible from the welding circuit;
• never wrap the cables around your body;
• never position your body between the welding cables. Hold both welding cables on the same side of your body;
• connect the earth clamp as close as possible to the welding area;
• do not work too close to, do not lean and do not sit on the welding machine
• do not weld when transporting the welding machine or its wire feeder.
People wearing pacemakers are advised to consult their doctor before using this device.
Exposure to electromagnetic elds while welding may have other health effects which are not yet identied.
RECOMMENDATIONS FOR WELDING AREA ASSESSMENT AND WELDING
Miscellaneous
The user is responsible for the correct installation and usage of the welding material based on the instructions supplied by the manufacturer. If
electromagnetic disturbances are detected, it is the user’s responsibility to resolve the situation with the manufacturer’s technical assistance. In some
cases, this corrective action may be as simple as earthing the welding circuit. In other cases, it may be necessary to construct an electromagnetic

38
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
EN
shield around the welding power source and around the entire piece by tting input lters. In all cases, electromagnetic interferences must be reduced
until they are no longer inconvenient.
Welding area assessment
Before installing the machine, the user must evaluate the possible electromagnetic problems that may arise in the area where the installation is
planned. The following must be taken into account:
a) the presence (above, below and next to the arc welding machine) of other power cables, remote cables and telephone cables;
b) television transmitters and receivers;
c) computers and other hardware;
d) critical safety equipment such as industrial machine protections;
e) the health and safety of people in the area especially if they are using pacemakers or hearing aids;
f) calibration and measuring equipment;
g) the isolation of other pieces of equipment which are in the same area.
The operator has to ensure that the devices and equipment used in the same area are compatible with each other. This may require extra precautions;
h) the time of day during the welding or other activities have to be performed.
The dimension of the cutting area that has to be considered depends on the size and shape of the building and the type of work undertaken. The area
taken into consideration might go beyond the limits of the installations.
Review of the welding installation
Reviewing the welding installations can be useful to determine and resolve any case of electrical disturbances. The assessment of emissions must
include in situ measurements as specied in Article 10 of CISPR 11: 2009. In situ measurements can also be used to conrm the effectiveness of
mitigation measures.
RECOMMENDAED METHODS TO REDUCE ELECTROMAGNETIC EMISSIONS
a. National power grid: The arc welding machine must be connected to the national power grid in accordance with the manufacturer’s
recommendation. In case of interferences, it may be necessary to take additional precautions such as the ltering of the power supply network.
Consideration should be given to shielding the power supply cable in a metal conduit or equivalent of permanently installed arc welding equipment. It
is necessary to ensure the electrical continuity of the frame along its entire length. The shielding should be connected to the welding current source
to ensure a good electrical contact between the conduit and the casing of the welding current source.
b. Maintenance of the resistance welding equipment: The resistance welding machine should be subject to a routine maintenance check in line
with the recommendations of the manufacturer. All accesses, service doors and covers should be closed and properly locked when the arc welding
equipment is on. The arc welding equipment must not be modied in any way, except for the changes and settings covered in the instructions.
c. Welding cables: Cables must be as short as possible, close to each other and close to the ground, if not on the ground.
d. Equipotential bonding: consideration should be given to bond all metal objects in the surrounding area. However, metal objects connected to
the workpiece increase the risk of electric shock if the operator touches both these metal elements and the electrode. It is necessary to insulate the
operator from such metal objects.
e. Earthing of the welded part: When the part is not earthed - due to electrical safety reasons or because of its size or location (which is the case
with ship hulls or metallic building structures), the earthing of the part can, in some cases but not systematically, reduce emissions It is preferable to
avoid the earthing of parts that could increase the risk of injury to the users or damage other electrical equipment. If necessary, it is appropriate that
the earthing of the part is done directly, but the safety rules in some countries may not allow such a direct connection and it is appropriate that the
connection is made using a capacitor selected according to national regulations.
f. Protection and shielding: The selective protection and shielding of other cables and devices in the area can reduce perturbation issues. The
protection of the entire welding area can be considered for specic situations.
TRANSPORT AND TRANSIT OF THE WELDING MACHINE
The top of the machine is equipped with handles for movement by hand. Be careful not to underestimate the weight of the
machine. The handles cannot be used to lift the product.
Do not use the cables or torch to move the machine. Do not place/carry the unit over people or objects.
EQUIPMENT INSTALLATION
• Put the machine on the oor (maximum incline of 10°).
• The machine must be placed in a sheltered area away from rain or direct sunlight.
• The machine protection level is IP20, which means :
- Protection against access to dangerous parts from solid bodies of a diameter ≥12.5mm and,
- Protection against water projections.
Power cables, extension leads and welding cables must be fully uncoiled to prevent overheating.
The manufacturer does not accept any liability in relation to damages caused to objects or harm caused to persons as the result
of incorrect and/or dangerous use of the machine.
MAINTENANCE / RECOMMENDATIONS
• The operators must have received suitable training in order to use the machine at its maximum potential and weld correctly.
• Check which welding process is authorised by the manufacturer before attempting any vehicle repair.

39
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
EN
The maintenance and repair of the machine can only be undertaken by the manufacturer. Any work undertaken by a third party on
the machine will invalidate the warranty. The manufacturer will not accept liability in the event of an incident that would occur after
this work was undertaken.
Ensure the machine is unplugged from the mains, and then wait 2 minutes before carrying out maintenance work. Inside the
machine, voltage and current levels are high and dangerous.
• Prior to any work on the machine, turn the air supply off and depressurise the circuit of the machine.
• Make sure to purge the lter of the dehumidier located at the back of the machine regularly.
• The device is tted with a balance system designed for easier handling. However, it is not recommended to leave the clamp hanging at the end of
the cable of the balancing system for prolonged periods of time as it might increase wear. Do not drop the clamp repetitively or it might damage the
balancing system.
• It is possible to adjust the tension of the balancing system spring using the spanner provided.
•The level of the cooling liquid is important for the machine to work correctly. It must always be between the «minimum» and «maximum» marks on
the machine. Regularly check the level and top-up when needed.
• It is recommended to renew the cooling liquid every 2 years.
• All the welding tools will wear off with use. Ensure that these tools are clean to get the best results.
• Prior to using the pneumatic clamp, check the condition of the electrodes/caps (regardless if they are
round or at). If that is not the case, clean them using sand paper (thin grain) or replace them (see
explanation on the machine).
• To ensure an efcient welding spot, it is necessary to replace the caps every 200 spots. In order to
do so :
- Remove the caps using the caps removing wrench (ref. 050846)
- Fit the caps and apply contact grease (ref. 050440)
• Caps type A (ref : 049987)
• Caps type F (ref : 049970)
• Caps bevelled (ref : 049994)
Warning : the caps must be perfectly aligned. If this is not the case, check the alignment of the
electrodes (cf. chapter «Assembly and replacement of the arms» P. 48)
A
A
F
F
A
A
• Prior to using the gun, check the condition of the different tools (star, single sided electrode, carbon electrode...) and clean or replace if required.
• Remove regularly the casing and any excess of dust. Take this opportunity to have the electrical connections checked by a qualied person, with
an insulated tool.
• Regularly review the condition of the power cable and welding connection cables. In case of visible signs of damage, organise for them to be
replaced by the manufacturer or a qualied technician.
• Ensure the vents of the device are not blocked to allow adequate air circulation.
INSTALLATION – PRODUCT OPERATION
Only qualied personnel authorised by the manufacturer should perform the installation of the welding equipment. During the installation, the
operator must ensure that the machine is disconnected from the mains. Connecting generators in serial or in parallel is forbidden.
EQUIPMENT DESCRIPTION (FIG-1)
This machine is designed to carry out the car body repair operations described below :
- spot welding on sheets using a pneumatic clamp,
- welding of sheets using a gun,
- welding of nails, rivets, washers, studs, mouldings,
- repair of bumps and impacts (hail impacts with the pliers option).
1- SD card reader 6- Fan
2- Interface (MMI) 7- Power-on switch
3- Cooling unit 8- Power cord
4- Overhanging arm locking support 9- Filling cap
5- Regulator 10- Cooling liquid gauge
DESCRIPTION OF THE G CLAMP (FIG-2)
1- Arm locking/unlocking lever 7- Side handle
2- Cooling pipe 8- Locking latch
3- Gyroscope 9- Gyro lock/unlock mechanism
4- Pneumatic body 10- Over-opening button
5- Over-opening electrode 11- Spot welding button
6- Mobile arm 12- Remote settings button
Clamp opening : push the button (FIG 2 - 10), the opening of the clamp can be released. The electrode retracts in the clamp leaving a space of
80 mm to access the welding area instead of 20 mm when not in use.

40
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
EN
ACCESSORIES AND OPTIONS
Coolant
40 caps
x 10
x 18
x 18
x 6
Protective cover SD card inclu-
ding automatic
programs
Overhanging
balancing
system
10>14 kg
5 l: 062511
10 l: 052246
048935 050068 050853 050914 059696
Caps sharpener Pressure sensor Welding test case Europax anti-corrosion
048966 052314 050433 052758
POWER SUPPLY
• This material is designed to be powered by a 3-phase 380V/400V power supply only (50-60 Hz) with four wires with a neutral one connected to the
earth and tted with a 32 A, 40 A or 50 A D-rated circuit breaker (or aM type fuse).
The permanent current absorbed (l1p or ILp) displayed in the section «technical specications» of this manual relates to use at maximum power.
Check that the power supply and its protection (fuse and/or circuit breaker) are compatible with the current needed by the machine. In some
countries, it may be necessary to change the plug to allow the use at maximum settings.
• Power supply recommendations :
In order to limit the voltage drop in the power supply line and to avoid any risk of disconnection of the protection, it is imperative to connect the
equipment to a «dedicated» socket. This plug must be connected to the electrical panel and only power this equipment. The protection rating must
be determined taking into account the following constraints:
50 A
In order to exploit the full power of your equipment, especially when used at the maximum duty cycle, it is recommended to provide a
special protected power supply line with a 50 A delayed curve D circuit breaker.
40 A
However, it is possible to use the equipment on a protected line with a 40 A circuit-breaker delayed curve D. When welding on thicker
parts (> 4 mm), the user must wait for a minimum of 30 seconds between each spot weld.
32 A
However, it is possible to use the equipment on a protected line with a 32 A circuit-breaker delayed curve D. When welding on thicker
parts (> 4 mm), the user must wait for a minimum of 60 seconds between each spot weld.
If the user does not wait long enough, the power supply protection might be triggered after a few spots. The cross-section of the
conductors of the supply line must be determined according to the following rule:
Protection rating Length of the electric line
Cross-section of the conductors
of the electric line
32 A
< 100 m (30 ft) 10 mm² (8 AWG)
> 100 m (30 ft) 16 mm² (6 AWG)
40 A
< 50 m (15 ft) 10 mm² (8 AWG)
> 50 m (15 ft) 16 mm² (6 AWG)
50 A
< 100 m (30 ft) 16 mm² (6 AWG)
> 100 m (30 ft) 25 mm² (4 AWG)
When using an extension cord, it must have a length and cross-section appropriate to the voltage of the equipment. Use an extension cord that
complies with national regulations.
Power supply cable Plug 400 V / 3 phases + earth
L1
L2
L3
L1
L2
L3
L1 : Phase 1
L2 : Phase 2
L3 : Phase 3
: Earth (Green/Yellow or green)
Neutral (not used)

41
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
EN
• The device turns into protection mode if the power supply tension is below or above the 15%. To indicate this default, the screen displays an error
code.
• In order to ensure optimal functioning of the equipment, check that the compressed air circuit can supply 8 bar (116 Psi) and then connect the air
supply to the back of the machine. The machine must not be used on an air network with a pressure under 4 bar (58 Psi) or over 10 bar (145 Psi).
CONNECTION TO A GENERATOR
The equipment is not protected against the regular overvoltage waves emitted by the power generator. It is therefore not recommended to connect
them on this type of power supply.
REFILL OF THE COOLING LIQUID TANK
The cooling liquid recommended by GYS must be used:
5 l: ref. 062511 • 10 l : ref. 052246
The use of other cooling liquids, especially standard automotive liquid, can lead, through electrolysis, to the accumulation of solid deposits in the coo-
ling system, reducing the cooling, and may even lead to system block. Any damage to the machine caused by the use of another coolant is excluded
from the warranty.
Using purely the recommended coolant provide antifreeze protection down to -20°C. It can be diluted, but only by using de-ionised water; do not
use tap water to mix with the coolant! In all cases, at least one 10-litre bottle must be used to provide minimum protection for the cooling system.
30 litres of liquid protection antifreeze down to -20°C
20 litres of liquid + 10 litres of deionised water protection antifreeze down to -13°
10 litres of liquid + 20 litres of deionised water protection antifreeze down to -5°
Any damage resulting from frost will not be covered by the warranty.
To rell the cooling liquid tank, proceed as follows :
- Put the pneumatic clamp on its support.
- Pour 30 litres of liquid to reach half of the level indicated.
Safety data concerning the liquid:
- in case of contact with eyes, remove contact lenses if worn and rinse thoroughly using clear water for several minutes. Seek medical
advice if complications occur.
- in case of contact with the skin, clean thoroughly using soap and remove any contaminated clothing immediately. Seek medical
advice if the skin gets irritated.
- in case of the liquid being swallowed, rinse the mouth abundantly using clear water. Drink plenty of water. Seek medical advice.
Maintenance : See chapter «PRECAUTIONS AND MAINTENANCE».
STARTING THE MACHINE
• Start the machine by switching the switch on ON (Fig 1 - 7), and stop it by switching to OFF. Warning! Never disconnect the power supply
when the welding electrical distribution is in operation. The PCB inside the machine starts a test cycle and initiate the settings which takes
around 10 seconds. At the end of that cycle, the machine is ready to be used.
• As soon as the machine is powered, the liquid starts circulating in the cables. check for potential leaks.
MAN TO MACHINE INTERFACE
2
5
7
6
3 4
1

42
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
EN
1
Button
4
Saving the settings
• Push briey the button to choose between the modes clamp, gun or
«clamp settings».
• Push the button for 2 seconds to return to the «normal» mode from
all the other modes.
• Push the button for 2 seconds to reset the spot count when it is on
display.
• Push the button for 2 seconds to return to the «Settings» menu.
• Push briey twice to erase the log displayed in the log view mode.
• Push briey the button, in the programs saving mode, erase the
program selected.
• Button
is used to save a machine setting (these are the settings
that have been adjusted through the manual mode : current, duration
and tightening).
• Button
is used to re-establish a setting saved previously under
the same name. The machine starts automatically in manual mode
using the welding settings (current, duration and tightening) and the
tool (clamp or gun saved).
2
Saving a report
5
Setting the thickness of the plate
This function is detailed in the corresponding chapter.
Button activates or deactivates the creation of a report.
Button is used to view the points completed.
The value to be entered is in relation to the thickness of the sheets
being welded on. The selection of the thickness is done using the +
and - buttons, the different thicknesses available are 0.6, 0.8, 1.0, 1.2,
1.5, 1.8, 2.0, 2.5 and 3.0 mm.
3
Using the different modes
6
Setting the type of plate
Button is used to move through the different welding modes. A
prolonged push on the mode button activates the settings mode used
to select the language, set the date and activate the warning sound for
«current too low» or «pressure too low». Buttons ( or ) are used
to navigate through and select the value that needs to be adjusted,
and then buttons + and - are used to increase or decrease that value.
This setting is used to specify the type of metal plate being welded on,
the different choices are : coated steel, HLE/THLE steel, UHLE steel
and bore/USIBOR steel. This setting can also be adjusted using the +
and – buttons.
7
Setting up the arm
SETTING UP THE G CLAMP
Lock the G arm in place using the lever (FIG 2 - 1).
Use the button in order to select the clamp setting function. The «clamp setting» function is used to
close the clamp and to apply the pressure pre-selected at the electrodes without power going through. The
clamp remains closed while the trigger is pressed. This function is designed to verify the centering of the end
bits.
Push the button
for 2 seconds to return to the AUTO mode.
For the GYSPOT BP.LG, always ensure to be in that mode to stop the pump when changing the arms. The
electrode retracts into the clamp. The red indicator on the button (FIG 2 - 12) lights up when the pump
stops.
THE DIFFERENT WELDING MODES
For all the models :
The buttons ( or ) are used to select the settings that need to be adjusted. Each adjustment is done by pressing the side
keys + and –.
The button (FIG 2 -12) on the clamp is used to remotely adjust the welding settings (thickness, type of steel) :
- Long push : change of setting (to go from one setting to another)
- Short push : modication of the value
This button does not allow to change the arm on the screen. To change the arm (G1 to G2 for instance), the user must use the machine keypad.
Insufcient network pressure :
If the input pressure is insufcient to provide the correct pressure, the machine shows an error message before the weld «Insufcient network
pressure» . Pressing the trigger a second time is used to «force» the spot weld using the available pressure.
Low current :
If the current obtained during the spot weld is below the expected value (<6 %), the machine displays «low current» after the weld which means
that the weld must be checked.
In any case, a message is displayed at the end of the weld indicating the current and pressure measured. This message remains on display on the
screen until the user pushes a button on the keypad or carries on welding (FIG 2 - 11).

43
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
EN
The welding conditions must be reviewed at the start of each new job. «Test» weld spots must be carried out on metal panels
or sheets similar to the new job being undertaken. Carry our two spot weld with appropriate space in between, in line with the
requirement of the job. Test the strength of the second weld. The test is successful if, when pulling the spot out, the panel breaks
and the centre is extracted. The centre must have a minimum diameter in line with the specications of the make of the vehicle.
AUTO mode
This mode is displayed by default when the machine starts.
This mode is used to weld sheets/panels without having to specify any settings on the screen. The machine
sets the appropriate settings automatically.
In order to use this mode, do a blank spot weld (without any sheet/panel between the electrodes),as prompted on the display. Push the button (FIG 2
-11). The message «Do a spot without a load» is displayed on the screen. Push the button again to calibrate. Once the calibration is done, the machine
shows all the settings to zero, and is ready to weld. Close the clamp on the area to weld and weld automatically, without entering any parameters in
the machine. Every 30 spots, a new calibration will be required.
This mode can be used when using all arms except the G7.
NORMAL mode
This mode determines the welding settings based on the thickness of the sheets/panels and the type of
steel.
The settings that need to be set when using this mode are:
- Thickness of the sheets/panels, with a range between 0.60 mm and 3.00 mm.
When 2 sheets/panels are being welded together, enter the thickness of the thinnest sheet.
When 3 sheets/panels are welded together, use the total cumulated thickness and divide by 2.
- Type of steel (coated steel, HLE/THLE steel, UHLE steel, bore steel (BORON)).
When welding a mix of different types of steel, select the strongest one.
- Reference of the arm used.
Push the button for 2 seconds to return to the AUTO mode.
MANUAL mode
This mode is used to select the parameters of the spots by following the instructions of a repair book.
The parameters to set in this mode are:
- Current
- Duration
- Pressure
- Reference of the arm used.
Push the button for 2 seconds to return to the AUTO mode.
MULTI mode
This mode is used to set precisely the thickness and type of steel for each sheet/panel .
The rst element (thickness of sheet 1) is selected. The keys up and down are used to select the setting that
needs to be adjusted, where the keys right and left are used to increase or decrease the value. Highlight the
setting that needs to be adjusted.
The settings that need to be set when using this mode are:
- Thickness of the sheets/panels, with a range between 0.60 mm and 3.00 mm.
- Type of steel (coated steel, HLE/THLE steel, UHLE steel, bore steel (BORON)).
When welding a mix of different types of steel, select the strongest one.
- To activate the sheet/panel 3, press the scroll keys ( or ) to highlight sheet/panel 3. Then use they
keys + and - to select the thickness of the sheets/panels.
- Reference of the arm used.
Push the button for 2 seconds to return to the AUTO mode.

44
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
EN
GYSTEEL mode
The GYSTEEL mode is optional; it can be modied using the « Settings» menu.
This mode is similar to the standard mode except that the user enters the elasticity of the metal (Re). This
value «Re» can be found using a tool like the GYSTEEL Vision.
Re : 1-10 is for mild steels.
Re : 11-18 is for HLE/THLE steels.
Re : 19-35 is for UHLE steels.
Re : 36-99 is for bore/boron steels.
The settings that need to be set when using this mode are:
- Thickness of the sheets/panels, with a range between 0.60 mm and 3.00 mm.
When 2 sheets/panels are being welded together, enter the thickness of the thinnest sheet.
When 3 sheets/panels are welded together, use the total cumulated thickness and divide by 2.
- Reference of the arm used.
Push the button for 2 seconds to return to the AUTO mode.
MANUFACTURER
mode
The MANUFACTURER mode is optional; it can be modied using the « Settings» menu.
This mode is used to name a pre-registered spot based on the repair book issued by the manufacturer.
Spot welds programmed by the user can be recalled by selecting USER in the manufacturers list. Welding spots can be programmed using the GYSPOT
software and the welding spots settings module.
Push the button
for 2 seconds to return to the AUTO mode.
ENERGY mode
The ENERGY mode is optional and can be set using the «Settings» menu.
This mode is used to control the energy transmitted during the weld. This mode is not designed to be used
during repairs but for the benet of manufacturers and quality control organisations conducting tests.
To enable this mode, rst perform a weld without a load. Push the button (FIG 2 -11). The message «Do a spot without a load» is displayed on the
screen. Push the button again to calibrate. Once the calibration has been done, the machine displays the last values used in this mode for current
and energy. The use can then modify the welding current, energy and resistance. The duration of the weld will vary based on the time required for
the machine to reach the energy level required. If it is taking too long, the machine will display the error message «maximum duration reached».
Push the button
for 2 seconds to return to the AUTO mode.
SETTINGS MENU
This menu is accessible by pressing and holding the button for 2 seconds.
The language used in the menu can amended on line 1.
The date and the time can be programmed on line 2.
The modes GYSTEEL, MANUFACTURER , AUTO, ENERGY, NORMAL et MULTISHEETS can be activated or deacti-
vated using this menu.

45
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
EN
KA/daN control :
This menu is used to indicate the size of the circuit-breaker installed on the device’s supply line.
Once informed, the device will limit the welding rate in order to avoid tripping the circuit-breaker.
5 choices are possible:
- 32 A
- 40 A
- 50 A
- ON (the device does not limit the welding rate)
- OFF (the device does not limit the welding rate and does not display an error message in the welding report)
If the limit welding rate is exceeded, the device refuses to perform the operation and displays the following
message
GLUE mode:
On the SETTINGS screen below, the user can specify the presence glue between the panels/sheets. When this mode is in use, a pre-spot is performed
before the weld. The duration of this pre-spot is set in milliseconds, from 0 to 400 ms, with 50 ms thresholds. When the glue mode is selected, la
word « GLUE » is displayed in the menus of the NORMAL, MANUAL, MULTI or GYSTEEL welding modes.
USE OF THE GUN
- Connect the earth pad to the terminal on the generator.
- Fix the earth pad rmly and as close to the weld as possible.
In the case of a monopoint weld, always place the earth on the sheet/panel that is not in contact with the welding electrode (in order for the current
to go through the two sheets to be welded).
- Weld starting with the furthest spot away from the earth and work towards it.
- Select the GUN tool using the button
, or by pushing.
- The normal welding mode using the stars is the one used by default.
- The gun can be used in normal or manual mode.
Never leave the inertia hammer at the end of the gun when it is hanging from the over-hanging arm. Risk deterioration of the cables.
In normal mode, the gun will be limited to 1.5mm thick sheets.
Using the gun, the operator can choose between different tools (mono point, star, impact, heat, dowel pin,
rivet, nut, toothed wheel). Select the desired tool using the + and - keys.
In Manual mode, the maximum possible intensity is 9 kA for a maximum duration of 600 ms. The settings
showing on the screen will not exceed these values.
Set the generator by indicating the thickness of the sheet/panel to weld using + and - keys. It is possible to
adjust the current and time settings when in manual mode.
Press the
button for 2 seconds to get back to the NORMAL mode.
The clamps and the gun of the machine are connected to the same power source. That means that when one of the tools is in use, the
other ones are live too. Ensure that tools that are not in use are placed on their appropriate supports. Failure to comply with this instruc-
tion might result in serious damage caused to the machine and might cause sparks or projections of molten metal.

46
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
EN
ERROR MANAGEMENT
Various elements may produce errors. They can be split into 4 categories :
1/ Warning messages designed to warn the operator of overheating, lack of pressure or power, etc.
These messages are displayed on the screen and remain visible until a button is pressed.
2/ The faults that occur in relation to insufcient air pressure or power supply.
3/ The serious faults that block the machine. In this case, contact the service department
4/ The thermal protection is linked by a thermistance on the diode bridge and when it activates the
machine is locked and the message «overheating» is displayed.
Low battery
The message «Battery low» is displayed when the machine is switched on and it indicates that the
battery on the command board is low. This battery is used to record the date and time when the
machine is switched off.
Invalid tool
The message «Invalid tool» is displayed when the machine is switched on and indicates that a button
is pushed in, the trigger is pushed in or a permanent short-circuit. Check the trigger or the buttons on
the clamps to remove the message.
Invalid arm
The arm used is not compatible with the welding mode selected.
Current too low
1/ Check the weld
If the current obtained during a spot weld is lower than the expected value (6%), the machine dis-
plays the warning message «Low current, check the weld».
2/ Check the sheets
If the machine cannot deliver the current required, the error message «Low current, check the
sheets» is displayed. The weld does not happen and the fault must be skipped for the weld to happen.
Insufcient air pressure
If the input pressure is insufcient to deliver the tightening requested,
the machine beeps and displays, before the weld, the error message
«Insufcient air pressure».
Pressing the trigger a second time is used to «force» the spot weld
using the available pressure. If the tightening recorded is insufcient,
the machine displays «Low pressure».
«p low» is also recorded in the active report.

47
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
EN
SPOT COUNT
A spot count tool keeps count of the different spot weld done using the same cap. If there is no
problem during the welding, the following message is displayed.
The count is displayed at the top left corner of the screen. Press the button
for 2 seconds to
reset the count after changing the caps.
The machine counts the number of points achieved with each arm independently. A warning
message appears on the screen when the limit of the points made by the headings is reached. The
message remains displayed after each point until the counter is reset.
If the caps are not changed after the warning message is displayed and the count is simply reset, they can deteriorate and have a negative
impact on the quality of the weld.
RECORDING FEATURES
The Identication mode is optional and can be activated using the «settings» menu.
If the identication mode is switched off, il suft de saisir un nom de rapport et de l’activer pour mémoriser les points de soudure effectués.
The log allows to store the parameters of the spots made using the clamp. It is available in all the modes by pressing the 2 buttons
and .
The user program is available in all modes by pressing the
and buttons.
Report (log)
Saving a report allows you to retrieve the data of a series of spot made with using the clamp, and to
save them on the memory card so that they can be retrieved from a PC for example. GYS provides
a software called GYSPOT to read the SD card and edit the logs on a PC. This GYSPOT software is
stored on the SD card as well as the user manual.
By default, this feature is disabled when the machine is switched on. Pressing the recording button
(on/off) and the «mode» button starts recording the report in the selected log. Pressing the record
button again (on/off) stops the current recording.
The log created contains: an ID entered by the user, as well as for each spot performed, the tool and arm used, the machine settings (power and
pressure). It also contains the following possible error messages that may have occurred during its recording: I LOW, P LOW, PB CAPS.
The ID is entered using the 4 keys +, -
or . When entering an identier already in use, the machine will record the new points in succession,
without deleting the previous ones.
The button is used to retrieve a previously saved report and read it back on the screen.
The current recording must be stopped by pressing the
button before it can be displayed on the screen. The button is used to exit the
report view mode.
To delete the contents of a report, you must
display it on the screen using the button
.
Then press the
button.
The following message appears on the
screen.
When the triangle is displayed, a second press
on the
button erases the content of the
report displayed.
The triangle disappears from the screen auto-
matically after 3 seconds.

48
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
EN
Identication mode
If the identication mode is set to «ON», all mandatory elds in the repair order must be entered to
allow the weld to go ahead or the machine will display «identication fault».
To activate and deactivate the identication mode, an SD identication card must be inserted in the
BP card reader instead of the SD card containing the programs.
The settings screen is activated by pressing and holding down the
button for 2 seconds.
When the SD card «identication» is inserted and «identication ON» is selected, the supervision
screen is displayed.
This screen is used to make the elds «registration, vehicle make, vehicle model, vehicle model,
chassis number» mandatory elds when entering the repair order.
To exit the screen, press the
button for 2 seconds. Then, it is necessary to put the SD card
containing the programs back into the machine card reader.
List of screens used to enter a repair order :
If a repair order has already been created, it cannot be changed or deleted on the machine. To delete it, use the Gyspot software on the PC. The user
can create a maximum of 100 repair orders.
Repair order User identication Registration (optional)
Vehicle make Vehicle model Chassis number (optional)
The arrow keys ( or ) are used to change the letters or numbers. The keys - and + are used to move the cursor inside the
eld. Press the
button briey to clear the eld. The button allows you to scroll through the elds for editing or reading.
Catalogue
The button is used to consult the repair orders. The page number is displayed (max. 13)
The keys - and + are used to change pages. The keys et are used to select previous or next
job. The
button displays the selected repair order.
The
button key is used to exit the report view mode.

49
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
EN
• The SD card management library allows you to manage your SD cards over 2 GB..
• For each repair order, a log le xxx.dat is associated (with xxx=identier from 001 to 100). In each log, a maximum of 500 welding points can be
recorded. On consultation, the names of the repair order and the user are displayed.
• The page number is indicated at the top left..
• All repair orders are stored in the le called catalog.GYS.
• This le contains the total number of repair orders, the name of each repair order and the name of each user. There is a maximum of 100 repair
orders.
User programs
Saving the settings allows you to dene a user program in order to easily nd its settings for future use. 20 memory slots are available. Each of them
contains the following settings: tool, arm, welding power, welding time and pressure.
A program can be associated to the clamp or gun.
The button
is used to save the current settings of the manual mode (power, time and pressure). The 20 memory slots are then indicated by their
identier (for those used) or by a symbol» ---» for free slots..
The ID is entered using the 4 keys
. When entering an ID that has already been used, the machine will delete the settings that were previously
stored.
The button is used to access the settings previously saved. Choosing an empty location has no effect.
Briey pressing key
deletes the selected program from the list of saved programs.
The key
exits the program selection mode, switches the machine to manual mode with the parameters and tool saved in the program.
To deactivate a program, simply change the value of a parameter in one of the three modes manual, normal or multiplate or change the tool (clamp,
gun) using the
button.
The
key allows you to view a previously saved report and read it back on the screen.
SD memory card (ref. 050914)
This card allows the user to link the machine to a PC in order to:
• Retrieve logs (reports), keep a record of the work done, and eventually send it to an insurance company.
• Update welding parameters, add new languages.
• The GYSPOT software for editing parameters on a PC is stored on the SD memory card.
• The instructions are is stored on the SD memory card.
The memory space is sufcient to ensure an autonomy of more than 65,000 points.
The machine can operate without a memory card in «manual» mode only.
If the memory card is not inserted in the card reader, the following message appears. The machine must be
stopped and restarted after inserting the SD card.
Important : It is necessary to turn off the power to the machine before removing the SD card from its rea-
der and restart the machine only after inserting the SD card into its reader, otherwise the data saved on the
SD card may be lost.
ASSEMBLY AND REPLACEMENT OF THE ARMS ON THE G CLAMP
The warranty does not cover anomalies and damages due to improper assembly of the G-clamp arms.
IMPORTANT :
- do not use copper grease on the arms.
- keep the arm base and arm support on the clamp clean to ensure a good ow of current between the parts in contact.
- If not used for a long time, always store the machine with an arm mounted on the clamp to avoid dust on the arm support.
Procedure for changing the arms :
During the replacement of the arms on the clamp, the cooling circuit pump must be switched off. To do this, place yourself in the «Clamp Setting»
mode on the machine; the red light on the clamp button (FIG 2 -12) indicates that the pump is off. The electrode retracts into the clamp to allow the
arm to be removed.
1
The latch sticks out on the lock side
2
The lever must be in the rear position stop (~120°)
3
The arrows must be aligned
4
Tilt the arm about 15° and remove it from its housing (the pins must slide into the groove)

50
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
EN
1
4
3
2
2
1
3
4
MECHANICAL OVER-OPENING OF THE ARM
To open the arm and gain easier access to the bodywork, activate the over-opening by pressing the clamp button (FIG 2 -10).
1
Press the button (FIG 2 -10)
2
The latch sticks out on the open lock side
3
The lever must be open (~90°) at the stop on the latch.
4
The arrows must not be aligned
Incline the arm.
4
2
3
1
2
4
3
1
LOCKING / UNLOCKING OF THE GYROSCOPE
When the lever is tilted down, the gyro is locked.
When the lever is tilted upwards, the gyro is unlocked.
It can rotate around the clamp at a 360° angle.

51
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
EN
COMPATIBLE INSULATED ARM TYPES
100
180
96
500
250
128
180
117
100
44
G1 (550 daN) - ref. 022768 G6 (550 daN) - ref. 022812
100
93
15540
G2 (300 daN) - ref. 022775 G4 (550 daN) - ref. 022799 G7 (150 daN) - ref. 022829
205
180
96
154
600
250
177
235
430
450
324
384
G3 (550 daN) - ref. 022782
G2 + G3 + G4 - ref. 022898 G5 (550 daN) - ref. 022805 G8 (550 daN) - ref. 022836
140
115
G9 + X1 (550 daN) - ref. 022881
X1 - ref. 050501
X2 - ref. 050518
X6 - ref. 050587
GYSPOT SOFTWARE ON PC
The purpose of this software is to edit and save the spot weld reports made using a GYSPOT equipped with an SD card reader. To use this software,
the PC must be equipped with an SD card reader.
The GYSPOT software can be installed from les on the SD card. In the directory \GYSPOT V X.XX, double click on the le INSTALL.EXE, and follow
the instructions to install the software on your PC. A GYSPOT icon is automatically installed on your PC desktop.
1 - Language selection
The software supports several languages. Currently, the available languages are:
French, English, German, Spanish, Dutch, Danish, Finnish, Italian, Swedish, Russian, Turkish.
To select a language, from the menu, click on Options and then on Languages.
Note that once the language has been selected, it is necessary to close and open the GYSPOT software again so that the language can be taken into
account.
2 - User identity
In order to personalise the editions with your personal information, some information is required. To give the required information, in the menu, click
on Options then on Identity. A new window appears with the following information:
Company name
Address / Post code / City
Telephone / Fax / Email / Website
Logo
The information will then be displayed on the editions.

52
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
EN
3 - Traceability
By default, the GYSPOT software opens in «Traceability» mode. In «Point Setting» mode, click on Traceability in the Options menu.
3.1 - Importing point reports from an SD card :
To import the point reports made with a GYSPOT into your PC, insert the SD card into the card reader on your PC and start the GYSPOT software.
Then select the reader into which your SD card is inserted and click on the button
.
When the import is performed, the weld spots performed are grouped by the maintenance order identier. This identier corresponds to the name
of the report specied in the welding machine. This identier is displayed in the Current tab.
Once the reports have been imported, it is possible to search, edit or archive each report. To visualise the spot completed in a report, select a
report. The spots completed are displayed in the table.
To perform a search, ll in the search eld and click on the button
.
To edit a report, select a report and click on the button
.
To archive a report, select a report and click on the button
. Warning, please note that imported reports cannot be deleted until they have
been archived.
3.2 - Consult the archived spot reports:
To view the archived reports, click on the Archives tab. The reports are grouped by year and month.
To view the spots completed, select a report. The spots completed are displayed in the table.
For archived reports, it is possible to search, edit or delete a report.
Be careful, a report archived and then deleted will be imported again when importing data from an SD that has not been cleared.
To perform a search, ll in the search eld and click on the button
.
To edit a report, select a report and click on the button
.
To delete a report, select a report and click on the button
.
3.3 - Clearing an SD card:
Clearing the card will erase all completed spot reports recorded on the SD card.
To clear an SD card, insert the SD card into the PC card reader and then, in the menu, click on Options and purge the SD card.
Be careful, when clearing, the spot reports completed that have not yet been imported will be automatically imported.
3.4 - To complete the information in a report:
Each report can be lled in with the following information:
Operator,
Type of vehicle,
Repair order,
Registration,
Date of rst registration,
Intervention,
Comments.
To enter this data, select a report and enter the information in the report header.
3.5 - Printing a report :
To print a report, select a report and click on the button
. A preview of the edition is displayed. Click on the button .
3.6 - Exporting the edition in PDF format:
To export an edition in PDF format, select a folder, then click on the button
. A preview of the edition is displayed. Click on the button .
An example of saving the parameters printed using the GYSPOT software is given below.
4 - Spot parameters
To switch to «Spot Parameter» mode, click on Spot Parameter in the Options menu.
The «Spot parameter» mode allows to use the operator to use spots set by the manufacturers. This mode also allows the user to choose his own
welding parameters.
- Insert the SD card supplied with the GYSPOT spot welder into the reader of your PC and select the correct disk in the drop-down menu.
- GYSPOT spot welders support up to 16 les that can contain up to 48 spot settings.
- The rst le called «USER» cannot be deleted. It allows the user to add, modify or delete a spot parameter.
- The other les are reserved for the spot set by the manufacturers. It is possible to import manufacturer les downloaded from our website (http://
www.gys-welding.com). It is not possible to add, modify or delete a spot parameter taken from a manufacturer le.
4.1 - Import a manufacturer spot parameter le :
Double-click in the rst column and enter a manufacturer name.

53
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
EN
Then double-click in the second column to select a manufacturer le previously downloaded from our
website.
The list of spots set by the manufacturer is displayed in the second list. Select a congured point to
view the chronogram and congured parameters.
4.2 - Add a congured spot in the USER le :
To add a spot to the USER le, select the USER le from the le list and click on the button to the
right of the list of congured spots. Enter the name of the spot and press the TAB key or click outside
the list of congured spots to congure the welding parameters.
For a spot to be congured, it is possible to congure:
The pre-tightening stage
The pre-heating stage
The different pulses (4 pulses maximum)
And the hot and cold forging stage.
To change the settings, click on the buttons
.
When the operator changes a parameter, the spot chronogram is updated.
To validate the spot conguration, click on the button
.
To cancel the spot conguration, click on the button
.
4.3 - Modify a spot congured in the USER le:
To change the settings of a spot, select a spot from the list and then change the welding settings.
To validate the changes, click on the button
.
To cancel the changes, click on the button
.
4.4 - Delete a congured point in the USER le:
Select a spot parameter from the list and click on the button
to the right of the list.
Raison sociale :
Adresse :
Ville :
Code postal :
JBDC
ZI, 134 Bd des Loges
53941
Saint-Berthevin
www.companyname.comSite Web :
Téléphone :
Télécopie :
0243510101
0243510102
1450UT53
Immatriculation :
308SW
Modèle :
01/01/2017
Mise en circulation :
AILE ARRIERE
OPERATEUR
Intervenant :
Ordre de réparation :
977AC92
Commentaires
Date du journal :
05/04/2018
Marque :
PEUGEOT
N° châssis :
12365849
Commentaires :
Intervention :
Date Mode Outil
Consignes
Temps
(ms)
Intensité (kA)
Serrage
(daN)
Mesures
Intensité (kA)
Serrage
(daN)
Etat
GYSPOT BP.LG (1712009013)
Epaisseur
(mm)
Id
1 Auto Pince en C n°1 Point Ok630 9,4 325 9,4 325 3,505/04/18 10:22
2 Auto Pince en C n°1 Point Ok630 9,4 325 9,3 325 3,505/04/18 10:22
3 Auto Pince en C n°1 Point Ok490 8,2 240 8,2 240 2,005/04/18 10:22
4 Auto Pince en C n°1 Point Ok510 8,3 250 8,2 245 2,105/04/18 10:22
5 Auto Pince en C n°1 Point Ok510 8,3 250 8,3 245 2,105/04/18 10:22
6 Normal Pince en C n°1 Point Ok350 7,3 225 7,3 225
-
05/04/18 10:23
7 Normal Pince en C n°1 Point Ok350 7,3 225 7,2 225
-
05/04/18 10:23
8 Normal Pince en C n°1 Point Ok400 8,1 265 8,0 265
-
05/04/18 10:23
9 Normal Pince en C n°1 Point Ok400 8,1 265 8,1 260
-
05/04/18 10:23
10 Normal Pince en C n°1 Point Ok400 8,1 265 8,1 270
-
05/04/18 10:23
11 Manuel Pince en C n°1 Pression faible400 8,1 510 8,1 440
-
05/04/18 10:23

54
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
EN
SAFETY AND MAINTENANCE
User training
People operating this machine must receive suitable training in order to get the most out of the machine capabilities and carry out good quality repairs
(examples: car body work training).
Preparation of the parts to be assembled
It is essential to clean and accost the area to be welded.
In the case of a protective application, make sure that it is conductive by rst testing a sample.
Monopoint electrode welding
When repairing a vehicle, check that the manufacturer allows this type of welding process.
Using the underwing arm
The maximum pressure is 100 daN.
O-rings for the locking nuts on the X-clamp arms.
Inside the 2 arm locking nuts (see clamp description), there are 2 O-rings that must be replaced in case of a leak or every 6 months. These 2 seals
are necessary to avoid any risk of leakage.
These seals are O-rings d=25, group of 4. When replacing these seals, grease must be applied to them. (ref. 050440 : contact grease)
Quantity and quality of the coolant
The coolant level is important for the correct operation of the machine. It must always be between the minimum and maximum level indicated on the
trolley. Top up with demineralized water if necessary.
Replace the coolant every 2 years :
1 Switch off the power supply using the switch located at the rear of the machine (OFF position) and disconnect the unit from the mains.
2
- Unscrew the 6 screws to open the case
of the machine.
- Place a cloth under the tting to absorb
the liquid.
3 Place a bucket (min. 30 l capacity) under the machine drain hole.
4
Unscrew the hose clamp and disconnect
the hose from the pump (pinch the hose
to limit leaks).
5
Insert the hose into the drain hole and
purge the tank.

55
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
EN
6 Rinse the inside of the tank with running water to remove deposits.
7 Replace the pump hose and its hose clamp.
8 Tighten the screws on the plate again.
9 Fill the tank with coolant (5l : 062511 / 10l : 052246)
10 Turn the power back on (ON position) and check for leaks.
TROUBLESHOOTING
TROUBLESHOOTING CAUSES SOLUTIONS
Clamp welding
The spot made does not hold or does not
enough
The caps are worn out. Change the caps.
The sheets are not clean enough. Check the preparation work.
The arm selected does not match the one
mounted.
Check the arm selected in the software.
The machine makes a hole in the sheet.
The caps are worn out. Change the caps.
Insufcient air pressure. Check the air pressure (min. 8 bar)
The surface is not properly prepared. Prepare/clean the surface to be worked on
Lack of power
Power supply problem. Check the stability of the mains voltage
Caps blackened or damaged. Change the caps.
Incorrect arm locking.
Refer to the chapter "Assembly and changing
the arms".
- Fast overheating of the machine.
- Power cable ination.
No or poor circulation of the coolant.
Open the cart tank cap and observe the
movement of the coolant and correcrt return.
- Pump stopping
- Polluted coolant
- Circuit blocked.
Obstruction in the cooling circuit (pinched
pipe)
Check the sheathing between the trolley.
Check that the pump is working properly.
Check the condition of the coolant.
Gun
Abnormal heating of the gun
Incorrect tightening of the chuck.
Check the tightness of the chuck, the star
holder chuck, and the condition of the
sheathing.
Gun sheathing loose.
Replace the sheathing in order for the air
cooling to reach the inside of the gun
Incorrect positioning of the earth pad.
Check that the ground pad is in contact with
the right sheet metal.
Lack of power in the gun
Poor contact of the earth pad. Check the earth contact
Incorrect tightening of the chuck or acces-
sories.
Check the tightness of the chuck and acces-
sories, and the condition of the sheathing
Damaged consumables. Replace the consumables
WARRANTY
The warranty covers faulty workmanship for 2 years from the date of purchase (parts and labour).
The warranty does not cover:
• Transit damage.
• Normal wear of parts (eg. : cables, clamps, etc..).
• Damages due to misuse (power supply error, dropping of equipment, disassembling).
• Environment related failures (pollution, rust, dust).
In case of failure, return the unit to your distributor together with:
- The proof of purchase (receipt etc ...)
- A description of the fault reported

56
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
DE
SICHERHEITSANWEISUNGEN
ALLGEMEIN
Lesen Sie vor Inbetriebnahme des Gerätes die Anleitung sorgfältig durch. Nehmen Sie keine Wartungarbeiten oder Verände-
rungen am Gerät vor, wenn diese nicht explizit in der Anleitung gennant werden. Bewahren sie diese Bedienungsanleitung
sorgfältig auf.
Der Hersteller haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes enstanden sind.
Bei Problemen oder Fragen zum korrekten Gebrauch dieses Gerätes, wenden Sie sich bitte an entsprechend qualiziertes und geschultes Fachpersonal.
Diese Anweisungen beziehen sich auf das Material im Auslieferungszustand. Es liegt in der Verantwortung des Benutzers, bei Nichteinhaltung dieser
Anweisungen eine Risikoanalyse durchzuführen.
UMGEBUNG
Dieses Gerät darf ausschließlich für Schweißarbeiten und für die auf dem Siebdruck-Aufdruck bzw. dieser Anleitung angegebenen Materialanforderungen
(Material, Materialstärke, usw) verwendet werden. Respektieren Sie die Sicherheitsanweisungen. De Hersteller ist für Schäden bei fehlerhaften oder
gefährlichen Verwendung nicht verantwortlich.
Verwenden Sie das Gerät nicht in Räumen, in denen sich in der Luft metallische Staubpartikel benden, die Elektrizität leiten können. Achten Sie
sowohl beim Betrieb als auch bei der Lagerung des Gerätes auf eine Umgebung, die frei von Säuren, Gasen und anderen ätzenden Substanzen ist.
Achten Sie auf eine gute Belüftung und ausreichenden Schutz bzw. Ausstattung der Räumlichkeiten.
Betriebstemperatur:
zwischen -10 und +40°C (+14 und +104°F).
Lagertemperatur zwischen -20 und +55°C (-4 und 131°F).
Luftfeuchtigkeit:
Niedriger oder gleich 50% bis 40°C (104°F).
Niedriger oder gleich 90% bis 20°C (68°F).
Das Gerät ist bis in einer Höhe von 1000m (über NN) einsetzbar.
SICHERHEITSHINWEISE
Widerstandpunktschweißen kann gefährlich sein und zu schweren - unter Umständen auch tödlichen - Verletzungen führen. Das Gerät ist für den
Gebrauch durch qualiziertes Personal geeignet, das eine an den Gebrauch der Maschine angepasste Ausbildung erhalten hat (z.B. Karosserie-
Ausbildung).
Beim Schweißen ist der Anwender einer Vielzahl potentieller Risiken ausgesetzt: gefährliche Hitzequelle, elektromagnetische Strahlung (Personen
mit medizinischen Implantaten oder Geräten wie z.B. Herzschnittmacher, Hörgeräte, Insulinpumpen, etc., sollten sich vor Arbeiten in der Nähe der
Maschinen von einem Arzt beraten lassen), elektrische Schläge, Schweißlärm und -rauch.
Schützen Sie daher sich selbst und andere. Beachten Sie unbedingt die folgenden Sicherheitshinweise:
Die Lichtbogenstrahlung kann zu schweren Augenschäden und Hautverbrennungen führen. Die Haut muss durch geeignete trockene
Schutzbekleidung (Schweißerhandschuhe, Lederschürze, Sicherheitsschuhe) geschützt werden.
Tragen Sie bitte Elekro- und Wärmeisolierungshandschuhe.
Tragen Sie bitte Schweißschutzkleidung und einen Schweißschutzhelm mit einer ausreichenden Schutzstufe (je nach Schweißart und
-strom). Schützen Sie Ihre Augen bei Reinigungsarbeiten durch eine geeignete Schutzbrille (Kontaktlinsen sind nicht ausrechend)!
Schirmen Sie den Schweißbereich bei enstprechenden Umgebungsbedingungen durch Schweißvorhänge ab, um Dritte vor
Schweißspritzen, usw. zu schützen.
In der Nähe der Schweißzone bendliche Personen müssen ebenfalls auf Gefahren hingewiesen werden und mit den nötigen Schutz
ausgerüstet sein.
Bei Gebrauch des Schweißgerätes ensteht sehr Lärm, der auf Dauer das Gehör schädigen kann. Tragen Sie daher im Dauereinsatz
ausreichend Gehörschutz und schützen Sie in der Nähe arbeitende Personen.
Bewegliche Teile (Lüfter, Elektroden...), ungeschützte Hände, Haare und Kleidungstücke müssen auf Distanz gehalten werden.
Entfernen Sie unter keinen Umständen das Gehäuse des Gerätes, wenn dieses am Stromnetz angeschlossen ist. Der Hersteller
haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung bzw. Nichteinhaltung der Sicherheitshinweise
entstanden sind.
ACHTUNG! Das Werkstück ist nach dem Schweißen sehr heiß! Seien Sie daher im Umgang mit dem Werkstück vorsichtig, um
Verbrennungen zu vermeiden. Achten Sie vor Instandhaltung / Reinigung einer wassergekühlten Zange oder Pistole darauf, das
Kühlaggregat nach Schweißende ca. 10 min weiterlaufen zu lassen. Bei der Anwendung einer wassergekühlten Zange muss die
Kühleinheit eingeschaltet werden, damit die Kühlüssigkeit entsprechend abkühlt und Verbrennungen vermieden werden.
Der Arbeitsbereich muss vor dem Verlassen abgesichert werden um Personen und Sachen zu schützen.
SCHWEISSRAUCH/-GAS
Beim Schweißen entstehen Rauchgase bzw. toxische Dämpfe, die zu Sauerstoffmangel in der Atemluft führen können. Sorgen Sie
daher immer für ausreichend Frischluft, technische Belüftung, oder ein zugelassenes Atemluftltergerät.
Prüfen Sie, dass die Absaugung ausreichend stark ist und den aktuellen Sicherheitsstandards entspricht.

57
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
DE
Achtung! Bei Schweißarbeiten in kleinen Räumen müssen Sicherheitsabstände besonders beachtet werden. Beim Schweißen von Blei, auch in Form
von Überzügen, verzinkten Teilen, Kadmium, «kadmierte Schrauben», Beryllium (meist als Legierungsbestandteil, z.B. Beryllium-Kupfer) und andere
Metalle entstehen giftige Dämpfe. Erhöhte Vorsicht gilt beim Schweißen von Behältern. Entleeren und reinigen Sie diese zuvor. Um die Bildung von
Giftgasen zu vermeiden bzw. zu verhindern, muss der Schweißbereich des Werkstückes von Lösungs- und Entfettungsmitteln gereinigt werden.
Die zum Schweißen benötigten Gasaschen müssen in gut belüfteter, gesicherter Umgebung aufbewahrt werden. Lagern Sie sie ausschließlich in
vertikaler Position und sichern Sie sie z.B. mithilfe eines entsprechenden Gasaschenfahrwagens gegen Umkippen. Informationen zum richtigen
Umgang mit Gasaschen erhalten Sie von Ihrem Gaselieferanten. Schweißarbeiten in unmittelbarer Nähe von Fett und Farben ist grundsätzlich
verboten!
BRAND- UND EXPLOSIONSGEFAHR
Sorgen Sie für ausreichenden Schutz des Schweißbereiches. Der Sicherheitsabstand für Gasaschen (brennbare Gase) und
andere brennbare Materialien beträgt mindestens 11 Meter.
Brandschutzausrüstung muss im Schweißbereich vorhanden sein.
Beachten Sie die beim Schweißen entstehende heiße Schlacke, Spritzer und Funken. Sie sind eine potentielle Entstehungsquelle für Feuer oder
Explosionen.
Behalten Sie einen Sicherheitsabstand zwischen Personen, entammbaren Materialien und Druckbehältern.
Schweißen Sie keine Behälter, die brennbare Materialien enthalten ((auch keine Reste davon) -> Gefahr entammbarer Gase). Falls Behälter geöffnet
sind müssen diese von entammbaren oder explosiven Materialen vollständig gereinigt werden.
Arbeiten Sie bei Schleifarbeiten immer in entgegengesetzer Richtung zu diesem Gerät und entammbaren Materialen.
ELEKTRISCHE SICHERHEIT
Das Schweißgerät darf ausschließlich an einer geerdeten Netzversorgung angeschlossen werden. Das Berühren stromführender
Teile kann tödliche elektrische Schläge, schwere Verbrennungen bis zum Tod verursachen.
Berühren Sie daher UNTER KEINEN UMSTÄNDEN Teile des Geräteinneren oder das geöffnete Gehäuse wenn das Gerät mit dem Stromnetz verbunden
ist.
Trennen Sie IMMER das Gerät vom Stromnetz und warten Sie 2 weitere Minuten BEVOR Sie das Gerät öffnen, damit sich die Spannung der
Kondensatoren entladen kann.
Ausschließlich qualiziertem und geschultem Fachpersonal ist es vorbehalten beschädigte Kabel und Pistole auszutauschen. Achten Sie beim Austausch
stets darauf das entsprechende Äquivalent zu verwenden. Tragen Sie zur Isolierung beim Schweißen immer trockene Kleidung in gutem Zustand, um
selbst vom Schweißstromkreis getrennt zu sein. Achten Sie unabhängig der Umgebungsbedingungen stets auf isolierendes Schuhwerk.
Achtung! Sehr heiße Oberäche. Verbrennungsgefahr.
• ACHTUNG! Die Werkstücke und Geräte sind nach Anwendung sehr heiß! Seien Sie daher im Umgang mit den Werkstücken und
Geräten vorsichtig, um Verbrennungen zu vermeiden.
• Berühren Sie die heißen Werkstücke nicht mit bloßen Händen.
• Vor der Bedienung müssen die Werkstücke sich abkühlen.
• Im Falle einer Verbrennung, sofort gründlich mit Wasser kühlen und Arzt konsultieren.
CEM-KLASSE DES GERÄTES
ACHTUNG! Dieses Gerät wird als Klasse A Gerät eingestuft. Es ist nicht für den Einsatz in Wohngebieten bestimmt, in denen
die lokale Stromversorgung über das öffentliche Niederspannungsnetz geregelt wird. In diesem Umfeld ist es auf Grund von
Hochfrequenz-Störungen und Strahlungen schwierig die elektromagnetische Verträglichkeit zu gewährleisten.
ACHTUNG! Dieses Gerät ist nicht mit der Norm IEC 61000-3-12 konform. Es ist dafür bestimmt, an private Niederspannungsnetze
angeschloßen zu werden, die an öffentliche Stromnetze mit einer mittleren und hohen Spannung verbunden sind. Wenn
das Gerät an einem öffentlichen Niederspannungsnetz betrieben wird, sind der Installateur und der Anwender des Geräts
dafür verantwortlich, zu gewährleisten, ob die MAschine verbunden werden kann, indem sie sich beim Betreiber des Netzes
informieren wenn nötig.
ELEKTROMAGNETISCHE FELDER UND STÖRUNGEN
Der durch Leiter ießende elektrische Strom erzeugt lokale elektrische und magnetische Felder (EMF). Beim Betrieb von
Schweißanlagen kann es zu elektromagnetischen Störungen kommen.
Durch den Betrieb dieses Gerätes können elektromedizinische, informationstechnische und andere Geräte in ihrer Funktionsweise beeinträchtigt
werden. Personen, die Herzschrittmacher oder Hörgeräte tragen, sollten sich vor Arbeiten in der Nähe der Maschine, von einem Arzt beraten lassen.
Zum Beispiel Zugangseinschränkungen für Passanten oder individuelle Risikobewertung für Schweißer.
Alle Schweißer sollten gemäß dem folgenden Verfahren die Exposition zu elektromagnetischen Feldern aus Schweißgeräten minimieren :
• Elektrodenhalter und Massekabel bündeln, wenn möglich machen Sie sie mit Klebeband fest;
• Achten Sie darauf, dass ihr Oberkörper und Kopf sich so weit wie möglich von der Schweißarbeit entfernt benden;
• Achten Sie darauf, dass sich die Kabel, den Brenner oder die Masseklemme nicht um Ihren Körper wickeln;
• Stehen Sie niemals zwischen Masse- und Brennerkabel. Die Kabel sollten stets auf einer Seite liegen;

58
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
DE
• Verbinden Sie die Massezange mit dem Werkstück möglichst nahe der Schweißzone;
• Arbeiten Sie nicht unmittelbar neben der Schweißstromquelle;
• Während des Transportes der Stromquelle oder des Drahtvorschubkoffer nicht schweißen.
Personen, die Herzschrittmacher oder Hörgeräte tragen, sollten sich vor Arbeiten in der Nähe der Maschine, von einem Arzt
beraten lassen.
Durch den Betrieb dieses Gerätes können elektromedizinische, informationstechnische und andere Geräte in Ihrer Funktionsweise
beeinträchtigt werden.
HINWEIS ZUR PRÜFUNG DES SCHWEISSPLATZES UND DER SCHWEISSANLAGE
Allgemein
Der Anwender ist für die korrekte Benutzung des Schweißgerätes und des Materials gemäß der Herstellerangaben verantwortlich. Treten
elektromagnetischer Störungen auf, liegt es in der Verantwortung des Anwenders mithilfe des Herstellers, eine Lösung zu nden. Die korrekte Erdung
des Schweißplatzes inklusive aller Geräte hilft in vielen Fällen. In einigen Fällen kann eine elektromagnetische Abschirmung des Schweißstroms
erforderlich sein. Eine Reduzierung der elektromagntischen Störungen auf ein niedriges Niveau ist auf jeden Fall erforderlich.
Prüfung des Schweißplatzes
Der Anwender muss potenzielle elektromagnetische Probleme der Umgebung prüfen vor dem Installieren der Widerstandspunktschweißeinrichtungen.
Zur Bewertung potentieller elektromagnetischer Probleme in der Umgebung sollte der Anwender folgendes berücksichtigen:
a) Netz-, Steuer-, Signal-, und Telekommunikationsleitungen;
b) Radio- und Fernsehgeräte;
c) Computer und andere Steuereinrichtungen;
d) Sicherheitseinrichtungen, zum Beispiel, Industriematerialschutz;
e) die Gesundheit benachbarter Personen, insbesondere wenn diese Herzschrittmacher oder Hörgeräte tragen;
f) Kalibrier- und Messeinrichtungen;
g) die Störfestigkeit anderer Einrichtungen in der Umgebung.
Der Anwender muss prüfen, dass andere Materialen in der Umgebung benutzt werden können. Weitere Schutzmaßnahmen können dadurch
erforderlich sein;
h) die Tageszeit, zu der die Schweißarbeiten ausgeführt werden müssen.
Die Größe der zu beachtenden Umgebung ist von der Struktur des Gebäudes und der anderen dort stattndenden Aktivitäten abhängig. Die Umgebung
kann sich auch außerhalb der Grenzen der Schweißanlagen erstrecken.
Prüfung des Schweißgerätes
Neben der Überprüfung des Schweißplatzes kann eine Überprüfung des Schweißgerätes weitere Probleme lösen. Die Prüfung sollte gemäß Art. 10 der
IEC/CISPR 11:2009 durchgeführt werden. In-situ Messungen können auch die Wirksamkeit der Minderungsmaßnahmen bestätigen.
HINWEIS ÜBER DIE METHODEN ZUR REDUZIERUNG ELEKTROMAGNETISCHER FELDER
a. Öffentliche Stromversorgung: Es wird empfohlen das Widerstandspunktschweißgerät gemäß der Hinweise des Herstellers an die öffentliche
Versorgung anzuschließen. Falls Interferenzen auftreten, können weitere Maßnahmen erforderlich sein (z.B. Netzlter). Eine Abschirmung der
Versorgungskabel durch ein Metallrohr kann erforderlich sein. Kabeltrommeln sollten vollständig abgerollt werden. Abschirmung von anderen
Einrichtungen in der Umgebung oder der gesamten Schweißeinrichtung können erforderlich sein.
b. Wartung des Gerätes und des Zubehörs: Es wird empfohlen das Schweißgerät gemäß der Hinweise des Herstellers an die öffentliche
Versorgung anzuschließen. Alle Zugänge und Gehäuseteile müssen geschlossen und korrekt verriegelt werden, wenn das Gerät in Betrieb ist. Das
Schweißgerät und das Zubehör sollten in keiner Weise geändert werden mit Ausnahme der in den Anweisungen des Geräteherstellers erwähnten
Änderungen und Einstellungen.
c. Schweißkabel: Schweißkabel sollten so kurz wie möglich und eng zusammen sein und am Boden verlaufen.
d. Potenzialausgleich: Alle metallischen Teile des Schweißplatzes sollten des Schweißplatzes sollten in den Potentialausgleich einbezogen werden.
Es besteht trotzdem die Gefahr eines elektrischen Schlages, wenn Elektrode und Metallteile gleichzeitig berührt werden. Der Anwender muss sich
von metallischen Bestückungen isolieren.
e. Erdung des Werkstücks: Die Erdung des Werkstücks kann in bestimmte Fälle die Störung reduzieren. Die Erdung von Werkstücken, die
Verletzungsrisiken für Anwender oder Beschädigung anderer elektrischen Materialen erhöhen können, sollen vermieden werden. Die Erdung kann
direkt oder über einen Kondensator erfolgen. Der Kondensator sollte gemäß der nationalen Normen gewählt werden.
f. Schutz und Trennung: Eine Abschirmung von anderen Einrichtungen in der Umgebung oder der gesamten Schweißeinrichtung kann die Störungen
reduzieren. Die Abschirmung der ganzen Schweißzone kann für Spezialanwendungen in Betracht gezogen werden.
TRANSPORT DER SCHWEISSSTROMQUELLE
Das Schweißgerät lässt sich mit den Griffen auf der Geräteoberseite bequem bewegen. Unterschätzen Sie jedoch nicht dessen
Eigengewicht! Die Handgriffe sind jedoch kein Lastaufnahmemittel.
Ziehen Sie niemals an Kabeln, um das Gerät zu bewegen. Das Gerät darf nicht über Personen oder Objekte hinweg gehoben werden.

59
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
DE
AUFSTELLUNG
• Stellen Sie das Gerät ausschließlich auf festen und sicheren Grund, dessen Neigungswinkel nicht größer als 10° ist und sichern Sie es gegen weg
rollen.
• Schützen Sie das Gerät vor Regen und direkter Sonneneinstrahlung.
• Das Gerät ist IP20-Schutzart konform, d. h:
- das Gerät schützt die eingebauten Teile vor Berührungen und mittelgroße Fremdkörpern mit einem Durchmesser >12,5 mm,
- keinen Schutz gegen Spritzwasser
Die Versorgung-, Verlängerung- und Schweißkabel müssen komplett abgerollt werden, um Überhitzung zu verhindern.
Der Hersteller GYS haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes entstanden
sind.
WARTUNG / HINWEISE
• Die Anwender dieser Anlage müssen angemessen ausgebildet sein, um die Anlange problemlos nutzen zu können und ein optimales Arbeitsergebnis
zu erzielen (Beispiel: Karosserieausbildung).
• Vor jeder Fahrzeugreparatur ist zu überprüfen, ob der Schweißprozess vom Hersteller genehmigt ist.
Die Wartung und Reparatur des Stromgenerators kann nur von GYS Fachleuten durchgeführt werden. Jedes Eingreifen einer dritten
Person führt zum Verlust der Gewährleistung. Die Firma GYS lehnt jegliche Verantwortung für jeden Zwischenfall oder Unfall nach
unbefugtem Eingriff ab.
Es ist erforderlich die Stromversorgung auszuschalten und zu warten Sie bis die Lüfter komplett still stehen, bevor das Gerät geöf-
fnet wird. Die Spannungen und Leistungen in dem Gerät sind hoch und gefährlich.
• Vor Arbeiten am Druckluftkreis muss die Druckluftversorgung abgekoppelt sein, und der Druckluftkreis entlüftet werden.
• Der Filter des Entfeuchters an der hinteren Seite des Geräts soll regelmäßig gereinigt werden.
• Das Gerät ist mit einem Federbalancer ausgestattet, die eine einfachere Handhabung der Zange ermöglicht. Die Zange sollte allerdings nicht auf
Dauer am Balancer einghangen bleiben, da dies zur vorzeitigen Ermüdung der Federeinhait führen kann. Bitte die Zange nicht ins Seil fallen lassen,
ohne sie zurückzuhalten, da dies ebenfalls zu Beschädigungen führen kann.
• Die Federspannung lässt sich mit dem mitgelieferten Werkzeug einstellen.
• Das Kühlmittelniveau ist für die Funktion der Anlage wichtig und muss sich zwischen Minimum und Maximum benden (Kennzeichnung an der
Anlage). Dieses Niveau regelmäßig prüfen und auffüllen wenn notwendig.
• Das Kühlmittel sollte spätetestens alle 2 Jahre gegen geeignetes Ersatzkühlmittel ausgetauscht werden.
• Schweißwerkzeuge sind einem gewissen Verschleiß ausgesetzt. Um die optimale Leistung der Anlage zu gewährleisten, ist eine regelmäßige
Reinigung bzw. Austauschen der Schweißelektroden (Kappen) unbedingt erforderlich.
• Überprüfen Sie regelmäßig den Zustand der Elektrodenkappen (ach, gerundet oder abgeschrägt)
und reinigen Sie die Kappen gegebenenfalls mit Schleifpapier (feine Körnung) oder ersetzen Sie diese
(Referenz am Gerät).
• Um qualitativ hochwertige Schweißpunkte zu setzen, ist es nötig nach ca. jedem 200sten Punkt die
Elektrodenkappe zu wechseln. Benutzen Sie hierzu den entsprechenden Elektrodenkappen- Schlüssel.
(Art-Nr. 050846)
• Setzen Sie die Elektrodenkappen mit Kupferpaste ein (Art-Nr: 050440)
• Elektrodenkappe Typ A (Art-Nr: 049987)
• Elektrodenkappe Typ F (Art-Nr: 049970)
• Schräge Elektrodenkappe (Art-Nr: 049994)
ACHTUNG! Die Elektrodenkappen müssen einander exakt gegenüberstehen. Sollte dies nicht der Fall
sein, justieren Sie bitte die Elektrodenarme. (siehe Abschnitt zur Einstellung der Zangenarme)
A
A
F
F
A
A
• Bevor Sie die Monopunktpistole benutzen, überprüfen Sie den Zustand der Werkzeuge (Stern, Monopunktelektrode, Karbonelektrode...) und reinigen
oder ersetzen Sie diese ggf.
• Nehmen Sie regelmäßig (mindenstens 2 bis 3 Mal im Jahr) das Gehäuse ab und reinigen Sie das Innere des Gerätes mit trockener Pressluft. Lassen
Sie regelmäßig Prüfungen des GYS-Gerätes auf seine elektrische Betriebssicherheit von qualiziertem Technikern durchführen.
• Überprüfen Sie regelmäßig den Zustand des Versorgungskabels und des Schweißkreislaufs. Wenn Beschädigungsspuren sichtbar sind, lassen Sie sie
durch den Hersteller, dessen Kundendienst oder qualiziertes Personal ersetzen, um Risiken zu vermeiden.
• Lüftungsschlitze nicht bedecken.
AUFBAU UND FUNKTION
Das Gerät darf nur von qualizierten und befugten Personen montiert und in Betrieb genommen werden. Der Aufbau darf nur im ausgeschalteten,
nicht angeschlossenen Zustand vorgenommen werden. Serien- oder Paralellanschlüsse von Generatoren sind untersagt.
BESCHREIBUNG (ABB.1)
Diese Anlage wurde konzipiert, um folgende Funktionen bei Karosseriereparaturen zu erfüllen:
- Punktschweißen mit pneumatischer Zange
- Schweißen mit dem Stoßpunkter (Pistole),
- Anschweißen von Bolzen, Nieten, Unterlegscheiben, Grobgewindebolzen,
- Ausbeulen von kleinen Beschädigungen (Beulen, Dellen, Hagelschäden).

60
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
DE
1- SD-Kartenleser 6- Ventilator
2- Bedienfeld 7- Einschaltschalter
3- Kühleinheit 8- Netzleitung
4- Halterung für Verriegelung des Auslegers 9- Behälterverschluss
5- Filterdruckminderer 10- Kühlüssigkeitsfüllstandanzeige
BESCHREIBUNG DER ZANGE (ABB. 2)
1- Ver-/Entriegelungshebel für Bügel 7- Seitengriff
2- Kühlschlauch 8- Verriegelung
3- Orbitalführung 9- Ver-/Entriegelungshebel für Orbitalführung
4- Schlauchkörper 10- Öffnungstaste
5- Öffnungselektrode 11- Taste Monopunkschweißen
6- Bügel 12- Taste Fernregelung
Überöffnen: durch Drücken der Taste (ABB 2 - 10) wird die bewegliche Elektrode der Zange von 20mm auf 80mm Öffnung zurück gezogen um
eine bessere Zugänglichkeit zur Schweißposition zu ermöglichen.
ZUBEHÖR UND OPTIONEN
Kühlmittel
40 Kappen
x 10
x 18
x 18
x 6
Schutzhaube SD-Karte mit
Programmen
Federbalancer
10>14 kg
5 l : 062511
10 l : 052246
048935 050068 050853 050914 059696
Elektrodenkappenschleifer Kraftsensor Schweißtestkoffer Europax Rostschutzpaste
048966 052314 050433 052758
VERSORGUNG
• Dieses Gerät darf ausschließlich an einer dreiphasigen 380V/400V (50-60 Hz) Steckdose mit Schutzleiter, abgesichert mit einem Sicherungsautoma-
ten Typ D 32 A, 40 A oder 50 A (oder Neoz Sicherung aM Typ), betrieben werden.
Der dauerhafte Versorgungsstrom (I1p oder ILp) ist im Abschnitt «Elektrische Daten» angezeigt und entspricht der maximalen Einsatzbedingungen.
Beachten Sie, dass die Versorgung und der Schutz (Sicherung und/oder Ausschalter) Ihres Stromnetzes mit dem erforderlichen Strom kompatibel sein
muss. In Ländern mit abweichender Netzversorgungswerten kann ein Tausch des Netzsteckers erforderlich sein, um die maximale Leistung abrufen
zu können.
• Empfohlen auf der Netzleitung:
Um den Spannungsabfall in der Versorgungsleitung zu begrenzen und das Risiko einer Trennung der Schutzeinrichtung zu vermeiden, ist
es unerlässlich, das Gerät an eine «dedizierte» Steckdose anzuschließen. Dieser Stecker muss an die Schalttafel angeschlossen werden und
darf nur an dieses Gerät angeschlossen werden. Die Schutzart ist unter Berücksichtigung der folgenden Randbedingungen zu bestimmen:
50 A
Um die volle Leistung Ihrer Geräte und insbesondere deren Einsatz bei höchster Einschaltdauer auszunutzen, wird empfohlen, eine beson-
ders geschützte Stromversorgungsleitung mit einer 50 A-Leistungsschalterverzögerungskurve D vorzusehen.
40 A
Es ist jedoch möglich, das Gerät auf einer geschützten Leitung mit einer 40 A verzögerten Kurve D des Leistungsschalters zu betreiben.
Bei der Montage über dickere Dicken (> 4 mm) muss der Anwender zwischen jedem Schweißpunkt eine Erholungszeit von mindestens
30 Sekunden einhalten.
32 A
Es ist jedoch möglich, das Gerät auf einer geschützten Leitung mit einer verzögerten Kurve D des Leistungsschalters 32 A zu betreiben.
Bei der Montage über dickere Dicken (> 4 mm) muss der Anwender zwischen jedem Schweißpunkt eine Erholungszeit von mindestens
60 Sekunden einhalten.

61
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
DE
Wenn der Anwender diese Wiederherstellungszeiten nicht einhält, kann der Schutz der Stromleitung nach wenigen Schweißpunk-
ten ausgelöst werden. Der Querschnitt der Leiter der Versorgungsleitung ist nach folgender Regel zu bestimmen:
Schutzart Länge der Stromleitung Querschnitt durch die Leiter der Stromleitung
32 A
< 100 m (30 ft) 10 mm² (8 AWG)
> 100 m (30 ft) 16 mm² (6 AWG)
40 A
< 50 m (15 ft) 10 mm² (8 AWG)
> 50 m (15 ft) 16 mm² (6 AWG)
50 A
< 100 m (30 ft) 16 mm² (6 AWG)
> 100 m (30 ft) 25 mm² (4 AWG)
Bei Verwendung eines Verlängerungskabels muss es eine Länge und einen Querschnitt aufweisen, die der Spannung des Gerätes entsprechen.
Verwenden Sie ein Verlängerungskabel, das den nationalen Vorschriften entspricht.
Netzkabel 400 V Steckdose / 3 Phasen + Erdung
L1
L2
L3
L1
L2
L3
L1 : Phase 1
L2 : Phase 2
L3 : Phase 3
: Erdung (Grün/Gelb oder Grün)
Neutral (nicht benutzt)
• Die Schweißstromquelle verfügt über einen Über- und Unterspannungsschutz, welcher das Gerät beim Überschreiten der zulässigen Netzspannung
(+ / - 15%) in den Stand-By-Modus schaltet. Eine Fehlermeldung erscheint im Bedienfeld.
• Die Druckluftzufuhr sollte zum störungsfreien Betrieb 8 Bar (116 Psi) mit ausreichender Literleistung betragen (trockene Luft). - Anschluß an der
Geräterückseite. Druckluftanschlüsse unterhalb 4 Bar (58 Psi) oder oberhalb 10 Bar (145 Psi) sind zum Betrieb dieser Anlage nicht geeignet.
ANSCHLUSS AN STROMAGGREGAT
Das Gerät ist nicht gegen die von Stromaggregaten regelmäßig gelieferten Überspannungen geschützt, also wird es nicht empfohlen, das Gerät an
einer solchen Versorgung anzuschließen.
BEFÜLLUNG DES KÜHLMITTELTANKS
Das von GYS empfohlene Kühlmittel muss verwendet werden :
5 l : Art.-Nr. 062511 • 10 l : Art.-Nr. 052246
Die Verwendung anderer Kühlüssigkeiten, insbesondere von Standardkühlüssigkeiten, kann wegen der Elektrolyseprozesse zur Bildung von festen
Substanzen innerhalb des Kühlkreislaufes führen, die der Efzienz der Kühlung schaden und unter Umständen zum Totalausfall des Systems durch
Verstopfen führen können. Jegliche Schäden an der Maschine, die durch die Verwendung eines anderen Kühlmittels verursacht werden, fallen nicht
unter die Garantie.
Bei unverdünntem Einsatz bietet es einen Frostschutz bis zu -20°C. Für die Verdünnung darf nur destilliertes Wasser verwendet werden: Die Flüssig-
keit darf nicht mit Leitungswasser oder anderen Stoffen verdünnt werden! In jedem Fall müssen mindestens 10 Liter pro Füllung verwendet
werden, um einen Mindestschutz des Kühlsystems zu gewährleisten.
30 Liter Kühlmittel unverdünnt Frostschutz bis zu -20°C
20 Liter Kühlmittel + 10 Liter destilliertes Wasser Frostschutz bis zu -13°C
10 Liter Kühlmittel + 20 Liter destilliertes Wasser Frostschutz bis zu -5°C
Schäden durch Einfrieren der Kühlüssigkeit in der Maschine sind nicht von der Garantie abgedeckt!
Um den Tank zu füllen, gehen Sie wie folgt vor:
- Legen Sie die Schweißzange in ihrer Halterung ab.
- Füllen Sie den Tank mit 30 Litern Kühlmittel (Flüssigkeit + destilliertes Wasser), bis die Mitte der Min/Max-Markierung auf der Tankfüllstandsanzeige
erreicht ist.
Sicherheitsanweisungen zur Kühlüssigkeit:
- Im Falle eines Kontaktes mit den Augen, entfernen Sie, falls vorhanden, Ihre Kontaktlinsen und spülen Sie Ihre Augen gründlich mit
Wasser aus. Wenn nötig, konsultieren Sie einen Arzt.
- Im Falle eines Kontaktes mit der Haut, waschen Sie diese gründlich mit Seife und Wasser, und ziehen Sie die kontaminierte Kleidung
sofort aus. Wenn Hautirritationen (Rötung,...usw.) auftreten, konsultieren Sie einen Arzt.
- Wenn Sie das Kühlmittel verschluckt haben, spülen Sie Ihren Mund gründlich mit Wasser aus. Viel Wasser trinken und sofort einen
Arzt aufsuchen.
Wartung: Siehe Kapitel «BEDIENUNGS- UND WARTUNGSHINWEISE»

62
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
DE
INBETRIEBNAHME
• Den Schalter/ Rückstromschalter (Rückseite) auf Position ON stellen (Abb. 1 - 7), zum Abschalten auf Position OFF stellen. Achtung! Niemals die
Spannungsversorgung abschalten, wenn noch geschweißt wird. Die elektronische Steuerung führt einen Testzyklus und die Initialisierung
der Parameter durch. Nach ca. 10 Sekunden ist die Maschine zur Anwendung bereit.
• Nach dem Start der Maschine ießt Kühlüssigkeit durch Zangen und Kabel. Achten Sie darauf, dass keine undichten Stellen vorhanden sind.
BEDIENFELD
2
5
7
6
3 4
1
1
Taste
4
Speicherung von selbst erstellten Parametern
• Drücken dieser Taste um den Modus zu wählen: C-Zange, Monopun-
ktpistole Zangen-Einstellungs-Modus.
• Ist ein beliebiger Modus angewählt, bringt 2-sekündiges Drücken der
Taste den Anwender zurück in den Standard Modus.
• Ist der Schweißpunktzähler angewählt, setzt 2-sekündiges Drücken
der Taste die Schweißpunktzahl zurück auf null.
• 2-sekündiges Drücken der Taste bringt den Anwender zum Einstellun-
genmenü
• Ist der Bericht- Modus angewählt, löscht zweimaliges kurzes Drücken
der Taste den aktuell ausgewählten Bericht.
• Ist der Modus «Speicherung der Parameter» angewählt, löscht ein-
maliges kurzes Drücken der Taste die aktuell ausgewählten Parameter.
• Mit der
Taste legen sie die im Expert-Modus selbst erstellten
Parameter im Gerätespeicher ab. (Modus, Blechstärke, Schweißstrom,
Schweißzeit, Anpressdruck).
• Die
Taste legt die abgespeicherten Parametersätze wieder in den
Arbeitsspeicher und stellt alle Parameter automatisch ein. Das Gerät
stellt sich automatisch im EXPERTEN Modus mit den eingestellten
Schweißparameter (Leistung, Zeit und Spannungskraft) und Werkzeug
(Zange oder gespeicherte Pistole).
2
Speichern von Berichten
5
Anzeige Blechstärke
Eine ausführliche Beschreibung zu dieser Funktion nden Sie in einem
separaten Kapitel dieser Betriebsanleitung.
Die «BERICHT» Taste dient zur Aktivierung / Deaktivierung der
Berichtsfunktion.
Die «ANZEIGE» Taste aktiviert die Anzeige der geschweißten
Punktfolge.
Die angewählte Stärke der zu schweißenden Bleche wird angezeigt.
Die Auswahl erfolgt über die + und - Pfeiltasten innerhalb der
voreingestellten Werte 0.6 - 0.8 - 1.0 - 1.2 - 1.5 - 1.8 - 2.0 - 2.5 -
3.0mm.
3
Nutzung der Modi
6
Anzeige Blechtyp
Die Taste lässt die Steuerung zwischen allen verschiedenen
Parametereinstellungsmodi wechseln. Längeres Drücken der MODE
Taste aktiviert den Kongurationsmodus. Dieser Modus ermöglicht die
Auswahl der Sprache, die Einstellung des Datums und die Aktivierung
des Tonalarms («niedriger Schweißstrom» oder «niedriger Luftdruck»).
Mit den Pfeilen ( oder ) lassen sich die Werte ändern oder
auswählen; die + und – Tasten erhöhen bzw. verringern den aus-
gewählten Wert.
Hier wird die angewählte Art der zu schweißenden Bleche angezeigt,
innerhalb der voreingestellten Typen: beschichteter Normalstahl, HSS
-Stahl, UHSS -Stahl und BTH-Stahl. Die Auswahl erfolgt über die + und
- Pfeiltasten.
7
Anzeige Armtyp/Armlänge

63
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
DE
EINSTELLUNG G-ZANGE
Den G-Arm mit dem Spannhebel (ABB 2 - 1) verriegeln.
Die Taste ermöglicht, die Funktion « Zangeneinstellung » auszuwählen. Die Funktion « Zangeneinstel-
lung » ermöglicht, die Zange zu schließen und den Anpressdruck aufzubringen, ohne dass Strom ießt.
Die Zange bleibt geschlossen, solange der Anwender den Auslöser drückt. Diese Funktion ermöglicht, die
Zentrierung der Kappen zu überprüfen.
2-sekündiges Drücken auf die
Taste ermöglicht, im AUTO Modus zurückzukehren.
Es ist erforderlich, immer im AUTO Modus zu sein, um beim Bügelwechsel die Pumpe zu stoppen. Die
Elektrode zieht sich zurück in die Zange. Die rote Kontrollleuchte auf die Taste (ABB 2 - 12) leuchtet, d.h. die
Pumpe ist aus.
DIE VERSCHIEDENEN SCHWEISSMODI
Für alle Modi:
Die Pfeiltasten ( oder ) ermöglichen, die zu modizierenden Parameter auszuwählen. Die Einstellung erfolgt durch Drücken
der + und - Tasten.
Die Taste (ABB 2 -12) der Zange ermöglicht die Ferneinstellung der Schweißparameter (Stärke, Blechtyp):
- Langes Drücken: Wechsel von einem Parameter zu einem Anderen
- Kurzes Drücken: Änderung des Werts des Parameters
Mit dieser Taste kann nicht der Wechsel des Bügels im Bedienfeld eingetragen werden. Um die Bügelbezeichnung zu wechseln, (z.B. G1 -> G2),
muss der Anwender das Bedienfeld benutzen.
Zu niedriger Anpressdruck:
Ist der Eingangsluftdruck zu niedrig um den korrekten Elektrodenanpressdruck zu erzeugen, gibt die Maschine ein Tonsignal und die Meldung
«Anpressdruck zu niedrig» aus, bevor der Schweißpunkt ausgelöst wird. Erneutes Drücken des Auslösers zwingt die Maschine, den Schweißpunkt
mit dem vorhandenen Druck auszuführen.
Zu niedriger Schweißstrom:
Liegt der Schweißstrom während der Schweißung mehr als 6% unter dem Sollwert, meldet die Steuerung «Schweißstrom zu niedrig», sobald der
aktuelle Schweißpunkt beendet wurde. Der Punkt muss kontrolliert werden.
Nach jedem Schweißpunkt werden im Display des Gerätes die gemessenen Werte für Schweißstrom und Anpressdruck angezeigt bis ein neuer Punkt
gesetzt oder eine Taste am Bedienfeld gedrückt wird. (ABB 2 - 11).
Zur Sicherung der Schweißpunktqualität empfehlen wir vor jeder Schweißaufgabe das Erstellen von Probeschweißpunkten mit
anschließender Ausknöpfprobe mit den der Verbindung entsprechenden Materialproben. In Abhängigkeit der Blechdicken ergeben
sich unter Beachtung der KFZ-Herstellervorgaben entsprechende Mindestmaße.
AUTO Modus
Standardmäßig ist dieser Modus beim Start der Maschine angezeigt.
Dieser Modus ermöglicht auf Basis verschiedener Sensoriken das effektive Schweißen unterschiedlichster
Blechkombinationen ohne vorherige Einstellung der Parameter an der Maschine. Sie bestimmt selbstständig
die geeigneten Schweißparameter.
Setzen Sie zuerst einen „Kalibrierungspunkt“ (ohne Material), wie auf dem Display angezeigt, um diesen Modus benutzen zu können. Drücken Sie
auf den Knopf „Schließen Zange / Schweißen“ (ABB 2 -11). Die Meldung „Nullpunkt kalibrieren“ erscheint auf dem Display. Drücken Sie erneut auf
den Knopf, um die Kalibrierung zu starten. Wenn die Kalibrierung erfolgt ist, zeigt das Display bei allen Parametern „0“ und die Maschine ist bereit zu
schweißen. Setzen Sie die Zange auf die zu verschweißende Zone und schweißen Sie ohne jegliche Einstellung der Parameter. Nach 30 Schweißpun-
kten wird die Maschine eine neue Kalibrierung anfordern.
Dieser Modus kann mit allen Armen bis auf dem G7 verwendet werden.

64
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
DE
STANDARD Modus
Dieser Modus stellt die Schweißparameter von der Blechstärke und -typ aus ein.
Die einzustellende Schweißparameter sind:
- Blechstärke (0.6 - 0.8 - 1.0 - 1.2 - 1.5 - 1.8 - 2.0 - 2.5 - 3.0mm)
Bei einer 2-Blechkombination gilt der Wert des dünneren Bleches.
Bei einer 3-Blechkombination gilt der Gesamtwert dividiert durch 2.
- Blechtyp (Beschichteter Stahl, HTS Stahl, UHTS Stahl, BTH-Stahl)
Bei der Wahl des Stahltypen, geben Sie bitte den härtesten Stahl der zu verschweißenden Bleche an.
- Armtyp und –länge.
2-sekündiges Drücken der Taste bringt den Anwender zurück in den AUTO Modus.
EXPERT Modus
Der EXPERT Modus ermöglicht dem Anwender alle Parameter selbst zu wählen und beispielsweise nach KFZ-
Herstellervorgaben einzustellen.
Die einzustellende Schweißparameter sind:
- Schweißstrom in kA (2.0 bis 13 kA, in Schritten von 100A).
- Schweißzeit in ms (von 100 bis 850 ms, in Schritten von 10ms).
- Anpressdruck in daN (von 100 bis 5500 daN, in Schritten von 5 daN).
- Armtyp und -länge in mm.
2-sekündiges Drücken der Taste bringt den Anwender zurück in den AUTO Modus.
MEHRFACH Modus
In diesem Modus wählen Sie Blechstärke und Blechtyp für jedes Blech einer Zwei- oder Mehrfachkombination
separat.
Der erste Parameter (Stärke des Blechs 1) ist ausgewählt. Mittels der HOCH und RUNTER Tasten wählen Sie
die Parameter für die einzelnen Bleche aus. Sind die entsprechenden Parameter hell hinterlegt, lassen sich
Blechstärke und Blechtyp mithilfe der + und – Tasten einstellen.
Die einzustellende Schweißparameter sind:
- Blechstärke (0.6 - 0.8 - 1.0 - 1.2 - 1.5 - 1.8 - 2.0 - 2.5 - 3.0mm).
- Blechtyp : (Beschichteter Stahl, HSS Stahl, UHSS Stahl, BTH-Stahl)
Bei der Wahl des Stahltypen, geben Sie bitte den härtesten Stahl der zu verschweißenden Bleche an.
- Um das 3te Blech zu aktivieren, navigieren Sie durch drücken der ( und ) Pfeiltasten durch das Menü,
bis die entsprechende Einstellung hell hinterlegt ist und nehmen dann die Einstellung vor.
- Armtyp und –länge.
2-sekündiges Drücken der Taste bringt den Anwender zurück in den AUTO Modus.
GYSTEEL Modus
Der GYSTEEL Modus ist optional. Er kann im Einstellungsmenü aktiviert werden.
Dieser GYSTEEL Modus ist ähnlich dem STANDARD Modus, wobei hier der Anwender den „Re-Wert“ des
Materials direkt eingibt und sich daraus der Materialtyp ergibt. Der „Re-Wert“ kann durch einen Härteprüfer
wie den GYSTEEL VISION ermittelt werden.
Re: 1-10 entspricht milden Stählen.
Re: 11-18 entspricht HSS Stählen.
Re: 19-35 entspricht UHSS Stählen.
Re: 36-99 entspricht BTR Stählen.
Die einzustellende Schweißparameter sind:
- Blechstärke (0.6 - 0.8 - 1.0 - 1.2 - 1.5 - 1.8 - 2.0 - 2.5 - 3.0mm).
Bei einer 2-Blechkombination gilt der Wert des dünneren Bleches.
Bei einer 3-Blechkombination gilt der Gesamtwert dividiert durch 2.
- Armtyp und –länge.
2-sekündiges Drücken der Taste bringt den Anwender zurück in den AUTO Modus.
HERSTELLER Modus
Der HERSTELLER Modus kann optional im Menü „Einstellungen“ konguriert werden.
Dieser Modus ermöglicht es, einzelne nach den Reparatur-Lastenheften der Hersteller vorgespeicherte Pun-
kte abzurufen.
Die vom Anwender programmierten Schweißpunkte können durch die Auswahl von USER in der Hersteller-Liste abgerufen werden. Die Schweißpunkte
können mithilfe der GYSPOT-Software programmiert werden.

65
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
DE
2-sekündiges Drücken der Taste bringt den Anwender zurück in den AUTO Modus.
ENERGIE Modus
Der ENERGIE Modus kann optional im Menü „Einstellungen“ konguriert werden.
Dieser Modus ermöglicht die Ausführung von Schweißpunkten mit zuvor festgelegter Energieeinbringung.
Dieser Modus ist nicht für Reparaturen geeignet sondern dient zur Ausführung von Tests durch Automobil-
hersteller oder Prüfstellen.
Um in diesem Modus arbeiten zu können, setzen Sie zuerst einen „Kalibrierungspunkt“ (ohne Material) Drücken Sie auf den Knopf „Schließen Zange
/ Schweißen“ (ABB 2 -11). Die Meldung „Nullpunkt kalibrieren“ erscheint auf dem Display. Drücken Sie erneut auf den Knopf, um die Kalibrierung
zu starten. Wenn die Kalibrierung erfolgt ist, werden die letzten in diesem Modus verwendeten Parameter für Strom und Energie auf dem Display
angezeigt. Der Anwender kann anschließend die Parameter für Schweißstrom, Energie und Impedanz einstellen. Die Maschine schweißt so lange bis
sie die erforderliche Energie erreicht. Wenn die Schweißdauer zu hoch sein sollte, erscheint die Fehlermeldung: « Maximale Schweißzeit erreicht »
2-sekündiges Drücken der Taste
bringt den Anwender zurück in den AUTO Modus.
EINSTELLUNG
Drücken Sie 2 Sek. auf die Taste um in das Menü Einstellung zu gelangen.
Wählen Sie die gewünschte Menüsprache in der 1. Zeile.
Programmieren Sie Datum und Uhrzeit in der 2. Zeile.
Die Modi GYSTEEL, HERSTELLER, AUTO, ENERGIE, STANDARD und MEHRFACH können in dieses Menü akti-
viert / deaktiviert werden.
Kontrolle kA/daN
Dieses Menü erlaubt, die Schwelle des in der Versorgungsspannung des Geräts installierten Schutzschalters
auszuwählen.
Einmal ausgewählt, wird das Gerät die Schweißfrequenz begrenzen, um ein Auslösen des Schutzschalters zu
vermeiden.
5 Einstellungen sind möglich :
- 32A
- 40A
- 50A
- ON (das Gerät begrenzt die Schweißfrequenz nicht)
- OFF (das Gerät begrenzt die Schweißfrequenz nicht und zeigt keine Fehlermeldung beim Schweißen an).
Im Falle eines Überschreitens der gesetzten Grenze für die Schweißfrequenz blockiert das Gerät und zeigt die
folgende Meldung an
KLEBER Modus :
Die Einstellung dieser Option dient zur Kompensation von besonderen «Oberächenrandbedingungen» wie Kleber oder anderen problematischen
Beschichtungen auf oder zwischen den zu verschweißenden Blechen. Es wird ein Vorpunkt mit der eingestellten Zeit initiiert der die Beschichtung
«freibrennt». Die Dauer kann von 0 bis 400ms in 50ms-Schritten eingestellt werden und richtet sich nach Schichtdicke und Art. Bei aktiviertem Modus,
erscheint « GLUE » im Display der Schweiß-Modi NORMAL, MANUEL, MULTI, GYSTEEL und AUTO.

66
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
DE
VERWENDUNG DER MONOPUNKTPISTOLE
• Verbinden Sie den Kupferwinkel mit dem Kabelschuh der Masseleitung.
• Befestigen Sie die Masseklemme am Werkstück, möglichst in der Nähe der zu bearbeitenden Stelle.
Befestigen Sie beim Monopunktschweißen mit der Pistole die Masse immer am Unterblech, damit sichergestellt ist, dass der Schweißstrom durch
beide Bleche ießt.
• Die Schweißarbeit mit dem Punkt beginnen, der am weistesten von der Masse ist, und sich dieser nähern.
• Wählen Sie das Werkzeug MONOPUNKTPISTOLE mithilfe der Taste
oder durch Betätigen des Pistolentasters aus.
• Automatisch wird der STANDARD Modus mit den Einstellungen für das Schweißen von Ausbeulsternen gestartet.
• Die Monopunktpistole kann sowohl im STANDARD als auch im EXPERTEN Modus verwendet werden.
Entfernen Sie immer erst den Schlaghammer von der Pistole, wenn Sie diese in den Ausleger hängen. Kabelbeschädigungsrisiko.
Im STANDARD Modus ist die maximale Blechstärke auf 1.5mm begrenzt.
Neben dem einseitigen Stoßpunkten können mit der Monopunktpistole eine Reihe von weiteren Werkzeugen
für z.B. diverse Ausbeularbeiten genutzt werden (Schnellausbeulhammer (Stern), Anschweißen von Well-
draht, Ausziehbits, Anschweißen von Scheiben, Nieten, Bolzen, Muttern, Rollnaht-Schweißen, Schrumpfen,
Tempern, Härten (Kohleelektrode)). Mittels der HOCH und RUNTER Pfeiltasten navigieren Sie durch das
Menu, um mit den + und – Pfeiltasten die korrekte Einstellung vorzunehmen.
Im EXPERTEN Modus ist die maximale Schweißleistung auf 9.0 kA und 600 ms limitiert. Die Einstellungen im
Bedienfeld werden also bei diesen Werten eingeschränkt.
Hell hinterlegte Parameter können mithilfe der + und – Tasten an die jeweiligen Blechdicken und Bedingun-
gen angepasst werden. Im EXPERTEN Modus ist es möglich, die Strom- und Zeitparameter zu ändern.
Zwei sekündiges Drücken der
Taste wechselt zurück in den STANDARD Modus.
Schweißzange und Pistole werden beide über ein und dieselbe Stromversorgung gespeist. Das heißt, wenn ein dieser Werkzeuge benutzt
wird, ießt auch Strom in den anderen Werkzeuge. Es ist notwendig, dass die nicht verwendete Werkzeuge auf ihren jeweiligen Halte-
rungen angeordnet werden. Nichtbeachtung kann zu Beschädigungen der Anlage führen! Zudem besteht Gefahr für den Benutzer durch
unkontrollierten Lichtbogen und Funkenug!
FEHLER MANAGEMENT
Verschiedene Ereignisse können zum Anzeigen einer Fehlermeldung im Display führen, welche in 4
Kategorien unterteilt werden :
1/ Überhitzung des Systems, Anpressdruck zu niedrig, Schweißstrom zu niedrig usw. Diese Meldungen
bleiben bestehen bis erneut eine Taste gedrückt wird.
2/ Fehlende Netzversorgung (Phasenfehler), Unterversorgung mit Eingangsluftdruck
3/ die Fehler, die das Gerät blockieren. In diesem Fall, kontaktieren Sie bitte den Kundendienst.
4/ Der thermische Überlastschutz arbeitet über einen Temperatursensor auf der Diodenbrücke des
Gerätes, welcher bei Überhitzung des Systems eine entsprechende Meldung auf dem Display anzeigt.
Backupbatterie defekt
Die Meldung „Backupbatterie defekt“ erscheint, wenn die Anlage eingeschaltet wird, und weist den
Anwender darauf hin, dass die Spannung der Batterie auf der Steuerkarte schwach ist. Diese Batterie
sichert die Speicherung des Datums und der Uhrzeit wenn die Anlage ausgeschaltet wird.
Werkzeug nicht verfügbar
Die Meldung „Werkzeug nicht verfügbar“ erscheint wenn die Anlage eingeschaltet wird und weist den
Anwender darauf hin, dass ein Knopf oder Taster noch aktiv ist oder ein permanenter Kurzschluss
ermittelt wurde. Kontrollieren Sie den Auslöser der Pistole und die Knöpfe auf der oder den Zange(n),
um diese Fehlermeldung zu beheben.

67
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
DE
Ungültiger Arm
Der Arm der Zange ist nicht kompatibel mit dem ausgewählten Schweißmodus.
Zu niedriger Strom
1/ Kabel prüfen
Liegt der Schweißstrom während der Schweißung mehr als 6% unter dem Sollwert, meldet die Steue-
rung «Schweißstrom zu niedrig», sobald der aktuelle Schweißpunkt beendet wurde. Der Punkt muss
kontrolliert werden.
2/ Bleche prüfen
Kann das Gerät nicht den benötigten Strom liefern, erscheint die Anzeige «Strom zu niedrig, Bleche
prüfen». Der Schweißpunkt wird nicht ausgelöst, solange die Fehlerquelle nicht behoben wird.
Unzureichender Luftdruck
Ist der Eingangsluftdruck zu niedrig, um den korrekten Elektrode-
nanpressdruck zu erzeugen, gibt die Maschine ein Tonsignal und die
Meldung «Anpressdruck zu niedrig» aus, bevor der Schweißpunkt
ausgelöst wird.
Erneutes Drücken des Pistolenauslösers zwingt die Maschine, den
Schweißpunkt mit dem vorhandenen Druck auszuführen. Ist der gemes-
sene Elektrodenanpressdruck zu niedrig, wird folgende Fehlermeldung
ausgegeben «Druck unzureichend».
Diese Fehlermeldung wird auch im Bericht festgehalten.
SCHWEISSPUNKTZÄHLER
Der Schweißpunktzähler überwacht die Anzahl der mit einem Satz Elektrodenkappen ausgefüh-
rten Schweißpunkte. Wird der Schweißpunkt ohne Probleme ausgeführt, erscheint nach jedem
Schweißvorgang folgende Meldung.
Der Zähler wird in der oberen linken Ecke des Displays angezeigt. 2-sekündiges Drücken der
Taste setzt den Schweißpunktzähler zurück auf null, nachdem die Kappen getauscht wurden.
Das Gerät zählt die mit jedem Arm durchgeführten Schweißpunkte unabhängig voneinander. Eine
Warnmeldung erscheint auf dem Bildschirm, wenn die Maximalzahl der von den Elektrodenkappen
ausgeführten Schweißpunkte erreicht ist. Die Meldung bleibt nach jedem Schweißpunkt angezeigt,
solange der Zähler nicht auf null gesetzt wird.
Tauschen Sie bitte die Elektrodenkappen aus, wenn diese Warnmeldung erscheint, und setzen Sie den Schweißpunktzähler zurück auf
Null. Andernfalls vermindern die abgenutzen Kappen erheblich die Qualität Ihres Schweißergebnisses.
SPEICHERUNG DER PARAMETER
Der Identikationsmodus ist optional verfügbar; Sie können ihn im Einstellungsmenü aktivieren bzw. deaktivieren. Drücken Sie hierzu 2 Sek. die
Modustaste (Identikationsmodus AN/AUS). Ist der Identikationsmodus „OFF“, geben Sie auf dem Display den Namen eines Berichtes ein und akti-
vieren diesen, um die Speicherung der zu machenden Schweißpunkte zu starten.
Im Bericht-Modus werden alle mit der Zange geschweißten Punkte festgehalten. Er kann in allen Modi durch Drücken der
und Tasten aktiviert
bzw. aufgerufen werden.
Der Anwendermodus kann in allen Modi durch Drücken der
und Tasten aktiviert bzw. aufgerufen werden.

68
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
DE
Bericht
Die Aufnahme und Speicherung eines Berichtes auf der SD-Karte bietet die Möglichkeit eine Serie
von Schweißpunkten auf Ihren PC zu übertragen und zu archivieren. Die hierfür benötigte Software
wird Ihnen zusammen mit einer Kopie der Betriebsanleitung auf der im Lieferumfang enthaltenen
SD-Karte mitgeliefert.
Standardmäßig ist diese Funktion beim Start der Maschine deaktiviert. Drücken der Speichern-Taste
(on/off) und der MODUS Taste startet die Aufzeichnung unter der gewählten Bezeichnung. Erneutes
Drücken der Speichern-Taste stoppt die Aufzeichnung wieder.
Der Bericht beinhaltet: Den vom Anwender gewählten Berichtsnamen, laufende Schweißpunktnummer, Datum, Uhrzeit, Eingabemodus, Arm- bzw.
Bügeltyp, Sollwerte für Schweißstrom, Schweißzeit, Anpressdruck und die gemessenen Istwerte für Schweißstrom, Anpressdruck u. Blechdicke. Even-
tuelle Fehlermeldungen werden ebenfalls angezeigt: Niedriger Strom, Niedriger Luftdruck, Problem Kappen.
Die Eingabe des Berichtsnamens erfolgt alphanumerisch mit den Tasten
oder . Bei Anwahl eines bestehenden Berichtes werden die folgenden
Schweißungen an die bereits gespeicherten angefügt, ohne diese zu löschen.
Mit der Taste kann ein bereits gespeicherter Bericht ausgewählt und im Display angezeigt werden.
Bevor die Anzeige eines Berichtes möglich ist, muss jedoch die Aufzeichnung durch Drücken der
Taste gestoppt werden. Mittels der Taste
verlassen Sie den Berichtansichts-Modus.
Um einen Bericht zu löschen, wählen Sie ihn aus
und drücken die
Taste.
Anschließend drücken Sie die
Taste.
Es erscheint folgende Meldung.
Erscheint diese Meldung mit dem Warndreieck,
können Sie den angezeigten Bericht durch er-
neutes Drücken der
Taste löschen.
Die Meldung erlischt automatisch nach 3 Sekun-
den.
Identikationsmodus
Ist der Identikationsmodus auf „ON“ eingestellt, müssen Sie, um Schweißen zu können, alle obli-
gatorischen Felder der Reparaturreihenfolge ausfüllen. Andernfalls zeigt die Maschine die Meldung
„Identikationsfehler“ an.
Um den Identikationsmodus zu aktivieren bzw. zu deaktivieren, müssen Sie anstelle der SD-Karte,
welche die Programme beinhaltet, eine SD-Identikationskarte in den SD-Kartenleser einlegen.
Anschließend zwei Sekunden die
Taste drücken, um in Einstellung zu gelangen.
Nach Einfügen der SD-Karte „Identikation“ nun „Identikation ON“ auswählen, um in das folgende
Steuerungs-Display zu gelangen.
Dieses Display ermöglicht es, während der Eingabe der Reparaturreihenfolge (JOB) die „Registrie-
rung, Fahrzeug- Marke, Fahrzeug- Modell und Fahrgestell- Nummer“ -Felder in obligatorische Felder
umzuwandeln.
Drücken Sie zwei Sekunden die
Taste, um dieses Display zu verlassen. Anschließend können
Sie die SD-Karte, die die Programme beinhaltet, wieder in den SD-Kartenleser einlegen.
Liste der Displays, die die Eingabe einer Reparaturreihenfolge (JOB) ermöglichen:
Wenn bereits eine Reparaturreihenfolge (JOB) angelegt wurde, kann sie auf dem Gerät nicht geändert oder gelöscht werden. Benutzen Sie die GYS-
POT Software für PC, um die Reparaturreihenfolge (JOB) zu löschen. Es ist möglich, maximal 100 Reparaturreihenfolgen (JOBS) auf der SD-Karte zu
speichern.
Display „Reparaturreihenfolge“ (JOB) Display „Anwender Identikation“
"Display „Registrierung“
(KFZ- Kennzeichen- OPTIONAL)"

69
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
DE
Display „Fahrzeug- Marke“ Display „Fahrzeug- Modell“ Display „Fahrgestellnummer“ (OPTIONAL)
Mittels der ( oder ) Pfeiltasten können Sie die Buchstaben oder die Ziffern ändern. Mit den - und + Pfeiltasten können Sie den
Cursor in das Feld bewegen. Drücken Sie bitte kurz auf die
Taste, um das Feld zu löschen. Die Taste ermöglicht es, durch
die Felder zu scrollen, um diese zu ändern oder zu lesen.
Katalog
Die Taste ermöglicht das Durchblättern der Reparaturreihenfolgen (JOBS) , das KATALOG- Display
wird angezeigt. Die Seitenzahl wird angezeigt (max. 13).
Mittels der + und - Pfeiltasten können Sie die Seiten wechseln. Mit den und Pfeiltasten können
Sie die verschiedenen Jobs auswählen. Die
Taste ermöglicht es, die ausgewählte Reparaturrei-
henfolge anzuzeigen.
Mittels der
Taste verlassen Sie den Berichtansichts-Modus.
• Die Verwaltungsbibliothek der SD-Karte ermöglicht die Verwaltung der SD-Karten, deren Speicherkapazität größer als 2 GB ist.
• Für jede Reparaturreihenfolge (JOB) existiert eine Berichtdatei xxx.dat (mit xxx=ID von 001 bis 100). In jedem Bericht können maximal 500
Schweißpunkte abgespeichert werden. Auf dem Display werden die Namen der Reparaturreihenfolge (JOB) und des Anwenders angezeigt.
• Die Seitenzahl erscheint oben links.
• Die gesamte Reparaturreihenfolge (JOB) ist in der Datei catalog.GYS abgespeichert.
• Diese Datei enthält die Gesamtzahl der Reparaturreihenfolgen (JOBS), sowie deren Namen und die der Anwender. Es gibt maximal 100 Reparatur-
reihenfolgen (JOBS).
Benutzerdenierte Parameter speichern
Die Speicherung von benutzerdenierten Parametern für zwanzig verschiedene Prole ermöglicht die Festlegung von individuellen Parametersätzen in
entsprechender Anzahl. In jedem Prol werden Werkzeug, Armtyp, Schweißstrom und -zeit, sowie Anpressdruck gespeichert.
Ein Prol kann direkt mit einer Zange bzw. einer Pistole verlinkt werden.
Die
Taste speichert die Einstellungen des EXPERTEN Modus (Schweißstrom, Schweißzeit, Anpressdruck). Es werden alle zwanzig Benutzerprole
mit Kürzel (z.B. „AAA“) bzw. („---“) angezeigt, sofern diese noch nicht belegt sind.
Über die 4
Tasten wird das Kürzel angewählt. Wählen Sie ein bereits vorhandenes Kürzel, werden die alten Daten überschrieben.
Die Taste ermöglicht den Aufruf von bereits gespeicherten Prolen. Die Wahl eines leeren Platzes hat keinerlei Auswirkung.
Um das Programm zu deaktivieren, drücken Sie die
Taste.
Mit der
Taste verlasen Sie das Menü wieder. Sie kehren dann wieder in den EXPERTEN Modus mit gespeichertem Parameter und Werkzeug
zurück.
Um ein Programm zu deaktivieren, ändern Sie einfach einen eingestellten Parameter in einem der drei Modi (Standard, Expert oder Mehrfach) oder
wechseln Sie das Werkzeug (Zange oder Pistole), durch Drücken der
Taste.
Drücken der
Taste ermöglicht die Anzeige und Überprüfung des gespeicherten Berichtes.
SD-Karte (Art.-Nr. 050914)
Die SD-KARTE Karte ermöglicht dem Anwender Daten von der Maschine zum PC und zurück zu übertragen:
• Speichern und Archivieren von Schweißdaten z.B. zur Sicherung und als Nachweis gegenüber Versicherungsgesellschaften.
• Update von Schweißparametern und Programmen, hinzufügen von neuen Sprachen für die Anwenderführung.
• Die hierfür benötigte Software wird Ihnen zusammen mit einer Kopie der Betriebsanleitung auf der im Lieferumfang enthaltenen SD-Karte mitge-
liefert.

70
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
DE
Der Speicherplatz der Karte erlaubt das Speichern von mehr als 65 000 Schweißpunkten.
Ohne SD-Karte kann die Maschine nur im EXPERTEN Modus betrieben werden.
Wenn sich keine SD-Karte im Kartenleser bendet, wird folgende Meldung angezeigt: Nachdem Sie die SD-
Karte eingesetzt haben, muss das Gerät ausgeschaltet und neu gestartet werden.
Achtung! Schalten Sie die Anlage ab bevor Sie die SD-Karte aus dem Kartenleser entfernen bzw. starten Sie
die Anlage neu, nachdem Sie eine SD-Karte in den Kartenleser gesteckt haben. Andernfalls können die von
Ihnen gespeicherten Daten unwiderruich gelöscht werden.
MONTAGE UND WECHSEL DES G-SCHWEISSBÜGELS
Die Garantie erfolgt nicht bei Defekten, die durch eine falsche Montage des G-Schweißbügels hervorgerufen worden sind.
ACHTUNG:
- Bügel-Aufnahme und Bügel der Zange nicht mit Kupferpaste versehen.
- Für einwandfreien Bertrieb und Schweißstromuss genügt eine regelmäßige Reinigung des Bügels und der Aufnahme.
- Bei längerem Nichtgebrauch, immer die Zange mit einem montierten Schweißbügel lagern, um Staub- u. Schmutzablagerung in der Aufnahme zu
vermeiden.
Bügel wechseln:
Die Kühlmittelpumpe vor Austausch des Bügels unbedingt mittels Aktivierung des Montage-Modus ausschalten. Die Pumpe ist erst ausgeschaltet,
wenn die rote Anzeigeleuchte des Zangentasters (ABB 2 -12) leuchtet. Das Entfernen des Bügels ist nur bei zurück gezogener Elektrode möglich.
1
Der Verriegelungsknopf ragt an der Seite mit dem geschlossenen Bügelschloss-Symbol über.
2
Der Hebel soll hinten am Anschlag sein (~120°)
3
Die Pfeile sollen übereinstimmend sein
4
Den Bügel 15° neigen und zurücknehmen (die Stifte sollten in die Führungen rutschen)
1
4
3
2
2
1
3
4
ARMBÜGEL-ÖFFNUNG
Sollte der Zugang zum Schweißbereich mit geschlossenem Bügel nicht möglich sein, kann dieser ohne ihn zu entfernen kurzzeitig nach oben
geschwenkt werden. Überöffnen der Elektrode über den Taster (ABB 2 -10). Die Kühlmittelpumpe wird automatisch deaktiviert.
1
Drücken die den Knopf (ABB 2 -10).
2
Der Verrieglungsknopf ragt an der Seite mit dem geöffneten Bügelschloss-Symbol über.
3
Den Hebel komplett (~90°) bis zum Anschlag auf dem Verriegelungsknopf öffnen.
4
Die Pfeile sind nicht in Deckung.
Den Bügel aufklappen.
4
2
3
1
2
4
3
1

71
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
DE
VERRIEGELUNG/ENTRIEGLUNGS DER 360°-ORBITALFÜHRUNG
Ist der Hebel nach unten geneigt, wird die Orbitalführung verriegelt.
Ist der Hebel nach oben geneigt, wird die Orbitalführung entriegelt.
Er kann um 360° rund um die Zange drehen.
KOMPATIBLE ISOLIERTE ARME
100
180
96
500
250
128
180
117
100
44
G1 (550 daN) - Art.-Nr. 022768 G6 (550 daN) - Art.-Nr. 022812
100
93
15540
G2 (300 daN) - Art.-Nr. 022775 G4 (550 daN) - Art.-Nr. 022799 G7 (150 daN) - Art.-Nr. 022829
205
180
96
154
600
250
177
235
430
450
324
384
G3 (550 daN) - Art.-Nr. 022782
G2 + G3 + G4 - Art.-Nr. 022898 G5 (550 daN) - Art.-Nr. 022805 G8 (550 daN) - Art.-Nr. 022836
140
115
G9 + X1 (550 daN) - Art.-Nr. 022881
X1 - Art.-Nr. 050501
X2 - Art.-Nr. 050518
X6 - Art.-Nr. 050587

72
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
DE
GYSPOT SOFTWARE
Diese Software ermöglicht dem Nutzer die Bearbeitung und Speicherung mittels SD-Karte aufgezeichneter Schweißpunkte, welche mit einer GYSPOT
Punktschweißanlage erstellt wurden. Um das Programm zu nutzen, wird ein mit einem SD-Kartenleser ausgestatteter PC benötigt.
Die GYSPOT Software kann von der SD-Karte installiert werden. Im Verzeichnis /GYSPOT V X.XX, Doppelklick auf INSTALL.EXE und den Anweisungen
der Software auf dem Bildschirm folgen. Automatisch wird ein Programm-Icon auf ihren Desktop installiert.
1 - Sprachauswahl
Die Software bietet Bedieneroberächen in verschiedenen Sprachen. Standardmäßig sind folgende Sprachen verfügbar:
Französisch, Englisch, Deutsch, Spanisch, Niederländisch, Dänisch, Finnisch, Italienisch, Russisch, Schwedisch, Türkisch
Um eine Sprache auszuwählen, klicken Sie Optionen und anschließend Sprache an.
AAchtung! Wenn eine neue Sprache ausgewählt wurde, muss das Programm zur Bestätigung beendet und neu gestartet werden.
2 - Benutzerdaten
Um die Berichte eindeutig zuordnen zu können, müssen einige Daten eingegeben werden. Klicken Sie im Menü auf Optionen und anschließend
auf Identität, um ein neues Fenster mit folgenden Informationen zu öffnen:
Firmenname
Adresse/ Postleitzahl/ Ort
Telefon/ Fax/ Email/ Website
Logo
Die hier eingetragenen Daten werden automatisch in jedem Bericht angezeigt.
3 - Parameterdatenbank
Bei Start der GYSPOT-Software öffnet diese immer im Fenster «Parameterdatenbank». Im Fenster «Parametersatz-Erstellung» klicken Sie im Menu
«Optionen» auf «Parameterdatenbank» um dorthin zurück zu gelangen.
3.1 - Datenimport von SD-Karte:
Um die beim Arbeiten mit der Punktschweißmaschine aufgezeichneten Schweißdaten von der SD- Karte auf den PC zu übertragen, legen Sie bitte
die Karte in das am Computer angeschlossene Lesegerät und starten die GYS Software.
Im Menü wählen Sie das Kartenlesegerät an und klicken auf das Importicon
.
Ist der Import abgeschlossen, werden die geschweißten Punkte nach Kennzeichnung der Anwendungen gruppiert. Die Kennzeichnung stimmt mit
dem an der Schweißanlage eingegebenen Berichtsnamen überein. Sie wird in der Registerkarte als „Aktuell“ angezeigt.
Wurden mehrere Berichte importiert, ist es möglich eine Suchfunktion zu aktivieren, um die Berichte zu bearbeiten oder zu archivieren. Mit der
Auswahl eines Berichtes werden die Parameter eines jeden Schweißpunktes in einer Tabelle angezeigt.
Um eine Suche auszuführen, geben Sie einen Suchbegriff ein und klicken
.
Um einen Bericht zu bearbeiten, wählen Sie diesen aus und klicken
.
Um einen Bericht zu archivieren, wählen Sie diesen an und klicken
. Achtung! Die importierten Berichte können nicht gelöscht werden, wenn
sie vorher nicht archiviert worden sind.
3.2 - Anzeige von Schweißpunktberichten:
Um einen Bericht anzuzeigen, klicken Sie auf Archiv. Die Berichte werden nach Jahr und Monat sortiert angezeigt.
Mit der Auswahl eines Berichtes werden die Parameter eines jeden Schweißpunktes in einer Tabelle angezeigt.
Archivierte Berichte können gesucht, bearbeitet oder gelöscht werden.
Achtung! Ein archivierter Bericht, der gelöscht wurde, wird beim nächsten SD-Kartenimport erneut importiert, falls die Karte nicht formatiert wurde.
Um eine Suche auszuführen, geben Sie einen Suchbegriff ein und klicken
.
Um einen Bericht zu bearbeiten, wählen Sie diesen aus und klicken
.
Um einen Bericht zu löschen, wählen Sie diesen an und klicken
.
3.3 - Formatierung der SD-Karte :
Eine Formatierung löscht alle zuvor auf der Karte gespeicherten Schweißdatensätze (Berichte) nicht aber die übrigen Daten.
Um die SD-Karte zu formatieren, führen Sie die Karte in das Lesegerät ihres PCs ein und klicken im Menü auf Optionen und SD-Karte formatieren.
Achtung! Während der Formatierung werden alle Berichte, die nicht importiert wurden, automatisch übertragen.
3.4 - Einfügen von zusätzlichen Informationen :
Die folgenden Informationen können automatisch jedem Bericht hinzugefügt werden:
Anwender
Fahrzeugtyp
Reparaturauftrag
Kennzeichen
Erstzulassung
Eingriff
Bemerkungen
Um diese Daten einzufügen, wählen Sie einen Bericht aus und tragen diese dann ein.
3.5 - Ausdruck von Berichten :
Um einen Bericht auszudrucken, wählen Sie diesen aus und klicken
. Eine Druckvorschau erscheint. Klicken Sie nun .
3.6 - Export von Berichten ins PDF-Format :
Um einen Bericht als PDF zu exportieren, klicken Sie
. Eine Druckvorschau erscheint. Klicken Sie nun . Einen Beispielbericht mit den
Schweißparametern können Sie weiter in der Anleitung nden.

73
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
DE
4 - Schweiß-Parametersatz-Erstellung
Um in das «Parametersatz Erstellungsmodul» zu gelangen, klicken Sie unter «Optionen» auf «Parametersatz erstellen».
Dieser Modus ermöglicht die Anwahl von KFZ-Hersteller denierten Schweißparametersätzen, sowie die Erstellung eigener Parametersätze für z.B.
spezielle Blechkombinationen.
- Stecken Sie die mit der GYSPOT-Punktschweißanlage gelieferte SD-Karte in den Kartenleser Ihres Computers und wählen Sie nach Start der GYSPOT-
Software das entsprechende Laufwerk unter «Wechselmedium» aus.
- Die GYSPOT-Punktschweißgeräte können bis zu 16 Hersteller- oder Userordner mit jeweils 48 Schweißparametersätzen verwalten.
- Der Ordner «User» kann nicht gelöscht werden und ermöglicht das Hinzufügen, Bearbeiten oder Löschen von eigen erstellten Parametersätzen.
- Die übrigen Ordner sind für von KFZ-Herstellern denierte Schweißparametersätze. Es ist lediglich möglich neue von der GYS-Internetseite (www.
gys-schweissen.com) heruntergeladene zur Verfügung stehende Parameter zu importieren. Es ist nicht möglich, von KFZ-Herstellern denierten
Schweißpunkte hinzuzufügen, zu bearbeiten oder zu löschen.
4.1 - Importieren von KFZ-Hersteller-Parametersätzen :
Doppelklick in die erste Spalte wählt den entsprechenden Fahrzeughersteller aus.
Doppelklick in die zweite Spalte öffnet den Ordner zur Auswahl der zuvor heruntergeladenen Parame-
tersätze.
Eine Liste der herstellerdenierten Parametersätze sehen Sie in der Abbildung unten. Wählen Sie einen
der Parametersätze aus wird dessen Prol im Diagramm oberhalb angezeigt.
4.2 - Erstellen eines neuen Parametersatzes im « USER-Ordner » :
Um einen neuen Parametersatz zu erstellen klicken Sie auf den Ordner «USER» und dann auf das
-Symbol rechts neben der unteren Tabelle. Geben Sie jetzt die gewünschte Bezeichnung ein und
drücken Sie die «TAB»-Taste auf Ihrer Tastatur oder klicken außerhalb der Tabelle mit programmierten
Parametersätzen um die Programmierung fortzusetzen.
Folgende Parameter stehen zur Programmierung eines Schweißpunktes zur Verfügung :
Vorhaltezeit
Vorwärmung
Schweißimpulse (max. 4 Pulse)
Nachwärmung
Um die Einstellung der verschiedenen Parameter zu verändern bitte
klicken,
Wodurch sich das Diagramm oberhalb kontinuierlich ändert.
Um den programmierten Parametersatz zu bestätigen auf
klicken.
Zum Abbrechen der Programmierung
klicken.

74
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
DE
4.3 - Bearbeiten eines bestehenden Parametersatzes im « USER-Ordner » :
Die Bearbeitung eines bereits existierenden Parametersatzes erreichen Sie durch Anwahl der jeweiligen Bezeichnung und anschließender Verände-
rung der Parameter im entsprechenden Reiter unten rechts.
Zum Bestätigen der Änderungen
klicken.
Zum Verwerfen der Änderungen
klicken.
4.4 - Löschen eines Parametersatzes im «USER-Ordner» :
Wählen Sie einen Prametersatz aus der «USER-Liste» und klicken Sie auf
rechts neben der Tabelle.
Raison sociale :
Adresse :
Ville :
Code postal :
JBDC
ZI, 134 Bd des Loges
53941
Saint-Berthevin
www.companyname.comSite Web :
Téléphone :
Télécopie :
0243510101
0243510102
1450UT53
Immatriculation :
308SW
Modèle :
01/01/2017
Mise en circulation :
AILE ARRIERE
OPERATEUR
I
ntervenant :
O
rdre de réparation :
977AC92
Commentaires
D
ate du journal :
05/04/2018
Marque :
PEUGEOT
N° châssis :
12365849
C
ommentaires :
I
ntervention :
Date Mode Outil
Consignes
Temps
(ms)
Intensité (kA)
Serrage
(daN)
Mesures
Intensité (kA)
Serrage
(daN)
Etat
G
YSPOT BP.LG (1712009013)
Epaisseur
(mm)
I
d
1 Auto Pince en C n°1 Point Ok630 9,4 325 9,4 325 3,505/04/18 10:22
2 Auto Pince en C n°1 Point Ok630 9,4 325 9,3 325 3,505/04/18 10:22
3 Auto Pince en C n°1 Point Ok490 8,2 240 8,2 240 2,005/04/18 10:22
4 Auto Pince en C n°1 Point Ok510 8,3 250 8,2 245 2,105/04/18 10:22
5 Auto Pince en C n°1 Point Ok510 8,3 250 8,3 245 2,105/04/18 10:22
6 Normal Pince en C n°1 Point Ok350 7,3 225 7,3 225
-
05/04/18 10:23
7 Normal Pince en C n°1 Point Ok350 7,3 225 7,2 225
-
05/04/18 10:23
8 Normal Pince en C n°1 Point Ok400 8,1 265 8,0 265
-
05/04/18 10:23
9 Normal Pince en C n°1 Point Ok400 8,1 265 8,1 260
-
05/04/18 10:23
1
0 Normal Pince en C n°1 Point Ok400 8,1 265 8,1 270
-
05/04/18 10:23
1
1 Manuel Pince en C n°1 Pression faible400 8,1 510 8,1 440
-
05/04/18 10:23
BEDIENUNGS- UND WARTUNGSHINWEISE
Ausbildung des Anwenders
Die Anwender dieser Anlage müssen angemessen ausgebildet sein, um die Anlange problemlos nutzen zu können und ein optimales Arbeitsergebnis
zu erzielen (Beispiel: Karosserieausbildung).
Vorbereitung der Werkstücke
Es ist notwendig den Schweißbereich auf dem Werkstück vorab von allen Verunreinigungen (Grundierung/ Farbreste usw.) zu säubern.
Ist eine Schutzlackschicht vorhanden, vergewissern Sie sich durch Durchführung einer Schweißprobe, ob diese stromleitend ist.
Monopunktschweißen
Informieren Sie sich vor den Fahrzeugreparaturarbeiten über die Herstellerhinweise bezüglich der Freigabe dieser Schweißmethode.
Verwendung der Elektrodenarme bei Innenansch (Kotügel)
Der maximale Anpressdruck ist auf 100 DaN einzustellen.
O-Ringe in der Elektrodenaufnahme.
Die O-Ringe im Bereich der Elektrodenaufnahme sind halbjährlich oder bei Undichtigkeit auszutauschen. Die zwei O-Ringe sind notwendig, um jedes
Risiko von Flüssigkeitsverlust zu vermeiden.
Die O-Ringe haben einen Durchmesser von 25mm. Sie sollten mit ein wenig Fett eingesetzt werden. (Art.-Nr. 050440 : Kupfer-Schmierfett)
Stand und Wirksamkeit der Kühlüssigkeit
Das Kühlmittelniveau ist für die Funktion der Anlage wichtig und muss sich zwischen Minimum und Maximum benden (Kennzeichnung an der
Anlage). Wenn notwendig kann der Tank mit demineralisiertem Wasser aufgefüllt werden.
Die Kühlüssigkeit ist alle zwei Jahre auszuwechseln.

75
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
DE
1 Mit dem Schutzschalter an der hinteren Seite des Geräts die Versorgung ausschalten (Position OFF) und das Gerät abschalten.
2
- Die 6 Schrauben lösen um die obere
Platine des Geräts zu öffnen.
- Einen Lumpen unter dem Anschluss
hinstellen, um die Flüssigkeit aufzu-
saugen.
3 Einen Auffangbehälter (min. 30 l Füllkapazität) unter der Entleerungsbohrung platzieren.
4
Den Spannring entfernen und die
Pumpenleitung trennen. (die Leitung
zusammenpressen, um Auslaufen zu
begrenzen).
5
Die Leitung in die Entleerungsbohrung
einlegen und den Behälter entleeren.
6 Den Behälter mit Leitungswasser spülen, um Rückstände zu entfernen.
7 Die Leitung anschließen und den Spannring aufsetzen.
8 Die Gehäuseschrauben wieder eindrehen.
9 Den Behälter mit Kühlüssigkeit füllen (5l : 062511 / 10l : 052246)
10 Das Gerät einschalten (Position ON) und auf Undichtigkeiten prüfen.

76
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
DE
FEHLER, URSACHEN, HILFSMITTEL
FEHLER URSACHEN HILFSMITTEL
Schweißzange
Der Schweißpunkt wurde nicht bzw. nicht
korrekt ausgeführt
Elektrodenkappen verschmutzt bzw. ver-
schlissen.
Elektrodenkappen tauschen.
Ungenügende Vorbereitung des Werkstückes.
Überprüfen Sie die Oberächenvorbe-
handlung.
Der eingesetzte Elektrodenarm entspricht
nicht dem am Gerät eingestellten Arm.
Einstellung des Elektrodenarms am Display
korrigieren.
Der Schweißpunkt brennt durch das Werks-
tück
Elektrodenkappen verschmutzt bzw. ver-
schlissen.
Elektrodenkappen tauschen.
Unzureichender Anpressdruck.
Überprüfen Sie den Eingangsluftdruck (min.
8 bar)
Ungenügende Vorbereitung des Werkstückes.
Überprüfen Sie die Oberächenvorbe-
handlung.
Mangelnde Schweißleistung der C- und/oder
X-Zange
Netzanschlussproblem.
Prüfen Sie Netzanschluss und Stabilität des
Stromnetzes.
Elektrodenkappen verschmutzt bzw. ver-
schlissen.
Elektrodenkappen tauschen.
Inkorrekter Anschluss der Arme.
Lesen Sie bitte den Abschnitt zur Einstellung
der Zangenarme
- Schnelle Überhitzung des Gerätes.
- Leistungskabel-Schwellung.
Keiner oder schlechter Kreislauf der Kühlüs-
sigkeit.
Den Behälter öffnen und überprüfen, dass
die Kühlüssigkeit zurückießt.
- Abschaltung der Pumpe
- Verschmutzte Kühlüssigkeit
- Verstopfter Kreislauf
Verstopfung im Kühlkreislauf (zusammenge-
presste Leitung)
Kontrollieren Sie den Mantel des Leitungs-
bündels.
Überprüfen Sie die Funktionsfähigkeit der
Pumpe
Überprüfen Sie den Zustand der Kühlüssig-
keit.
Monopunktpistole
Ungewöhnlich starke Erhitzung der Mono-
punktpistole
Futterhülse MP-Pistole oder entsprechendes
Zubehör locker.
Überprüfen Sie die Futterhülse und die
Aufnahme für Ausbeulsterne sowie deren
Ummantelungen.
Defektes Pistolengehäuse.
Ersetzen Sie das Gehäuse, damit die Luftküh-
lung das Innere der Pistole erreicht.
Falsche Positionierung des Kupferwinkels der
Masseleitung.
Überprüfen Sie Sitz und Positionierung der
Masse.
Mangelnde Schweißleistung der Monopunkt-
pistole
Schlechter Kontakt der Kupferplatte der
Masseleitung.
Überprüfen Sie den Kontakt der Mas-
seklemme.
Futterhülse MP-Pistole oder entsprechendes
Zubehör locker.
Ziehen Sie Futterhülse bzw. Zubehör nach.
Beschädigte Verschleißteile. Ersetzen Sie die Verschleißteile.
HERSTELLERGARANTIE
Die Garantieleistung des Herstellers erfolgt ausschließlich bei Fabrikations- oder Materialfehlern, die binnen 24 Monate nach Kauf angezeigt werden
(nachweis Kaufbeleg). Nach Anerkenntnis des Garantieanspruchs durch den Hersteller bzw. seines Beauftragten erfolgen eine für den Käufer kosten-
lose Reparatur und ein kostenloser Ersatz von Ersatzteilen. Die Garantiezeitraum bleibt aufgrund erfolgter Garantieleistungen unverändert.
Ausschluss:
Die Garantieleistung erfolgt nicht bei Defekten, die durch unsachgemäßen Gebruach, Sturz oder harte Stöße sowie durch nicht autorisierte Reparatu-
ren oder durch Transportschäden, die infolge des Einsendens zur Reparatur, hervorgerufen worden sind. Keine Garantie wird für Verschleißteile (z. B.
Kabel, Klemmen, Vorsatzscheiben usw.) sowie bei Gebruachsspuren übernommen.
Das betreffende Gerät bitte immer mit Kaufbeleg und kurzer Fehlerbeschreibung ausschließlich über den Fachhandel einschicken. Die Reparatur
erfolgt erst nach Erhalt einer schriftlichen Akzeptanz (unterschrift) des zuvor Kostenvoranschlags durch den Besteller. Im Fall einer Garantieleistung
trägt der Hersteller ausschließlich die Kosten für den Rückversand an den Fachhändler.

77
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
ES
ADVERTENCIAS - NORMAS DE SEGURIDAD
CONSIGNA GENERAL
Estas instrucciones se deben leer y comprender antes de toda operación. Toda modicación o mantenimiento no indicado en el
manual no se debe llevar a cabo. Conserve este manual de instrucciones para una consulta posterior.
Todo daño físico o material debido a un uso no conforme con las instrucciones de este manual no podrá atribuírsele al fabricante.
En caso de problema o de incertidumbre, consulte con una persona cualicada para manejar correctamente el aparato. Estas instrucciones cubren
el material en su estado de origen cuando se entrega. Corresponde al usuario analizar un análisis de los riesgos en caso de que no se respeten las
instrucciones.
ENTORNO
Este material se debe utilizar solamente para realizar operaciones de soldadura dentro de los límites indicados en el aparato y el manual. Se deben
respetar las instrucciones relativas a la seguridad. En caso de uso inadecuado o peligroso, el fabricante no podrá considerarse responsable.
La instalación se debe hacer en un local sin polvo, ni ácido, ni gas inamable u otras sustancias corrosivas incluso donde se almacene el producto.
Hay que asegurarse de que haya una buena circulación de aire cuando se esté utilizando.
Zona de temperatura :
Uso entre -10 y +40°C (+14 y +104°F).
Almacenado entre -20 y +55°C (-4 y 131°F).
Humedad del aire :
Inferior o igual a 50% a 40°C (104°F).
Inferior o igual a 90% a 20°C (68°F).
Altitud: Hasta 1000m por encima del nivel del mar (3280 pies).
PROTECCIÓN INDIVIDUAL Y DE LOS OTROS
La soldadura por resistencia puede ser peligrosa y causar lesiones graves e incluso mortales. Está destinada a ser utilizada por personal cualicado
que ha recibido una formación adaptada al uso de la máquina (ejemplo: formación de carrocero).
La soldadura expone a los individuos a una fuente peligrosa de calor, de chispas, de campos electromagnéticos (atención a los que lleven marcapasos),
de riesgo de electrocución, de ruido y de emisiones gaseosas.
Para protegerse correctamente y proteger a los demás, siga las instrucciones de seguridad siguientes:
Para protegerse de quemaduras y de radiaciones, lleve ropas sin solapas, aislantes, secos, ignífugos y en buen estado que cubran
todo el cuerpo.
Utilice guantes que aseguren el aislamiento eléctrico y térmico.
Utilice una protección de soldadura y/o una capucha de soldadura de un nivel de protección suciente (variable según
aplicaciones). Protéjase los ojos durante operaciones de limpieza. Las lentillas de contacto están particularmente prohibidas.
A veces es necesario delimitar las zonas mediante cortinas ignífugas para proteger la zona de las proyecciones y de residuos incandescentes.
Informe a las personas en la zona de soldadura que lleven ropas adecuadas para protegerse.
Utilice un casco contra el ruido si el proceso de soldadura alcanza un nivel de ruido superior al límite autorizado (así como cualquier
otra persona que estuviera en la zona de soldadura).
Las manos, el cabello y la ropa deben estar a distancia de las partes móviles (ventilador, electrodos...)
No quite nunca el cárter del grupo de refrigeración del aparato estando bajo tensión, el fabricante no podrá ser considerado
responsable en caso de accidente.
Las piezas soldadas están caliente y pueden provocar quemaduras durante su manipulación. Durante la
intervención de mantenimiento sobre la pinza o la pistola, asegúrese de que esté lo sucientemente fría y espere
al menos 10 minutos si esta ha sido utilizada antes de efectuar cualquier acción. El grupo de refrigeración se debe
encender cuando se utilice una pinza refrigerada por líquido para que el líquido no pueda causar quemaduras.
Es importante asegurar la zona de trabajo antes de dejarla para proteger las personas y los bienes materiales.
HUMOS DE SOLDADURA Y GAS
El humo, el gas y el polvo que se emite durante la soldadura son peligrosos para la salud. Hay que prever una ventilación
suciente y en ocasiones puede ser necesario un aporte de aire. Una máscara de aire puede ser una solución en caso de aireación
insuciente. Compruebe que la aspiración es ecaz controlándola conforme a las normas de seguridad.
Atención, la soldadura en los lugares de pequeñas dimensiones requiere una vigilancia a distancia de seguridad. La soldadura de algunos materiales
que contengan plomo, cadmio, zinc, mercurio o berilio pueden ser particularmente nocivos. Desengrase las piezas antes de soldarlas.
Las botellas se deben colocar en locales abiertos o bien aireados. Se deben colocar en posición vertical y sujetadas con un soporte o sobre un carro.
La soldadura no se debe efectuar cerca de grasa o de pintura.

78
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
ES
RIESGO DE FUEGO Y DE EXPLOSIÓN
Proteja completamente la zona de soldadura, los materiales inamables deben alejarse al menos 11 metros.
Cerca de la zona de operaciones de soldadura debe haber un anti-incendios.
Atención a las proyecciones de materiales calientes o chispas incluso a través de las suras. Pueden generar un incendio o una explosión.
Aleje las personas, objetos inamables y contenedores a presión a una distancia de seguridad suciente.
La soldadura en contenedores o tubos cerrados está prohibida y en caso de que estén abiertos se les debe vaciar de cualquier material inamable o
explosivo (aceite, carburante, residuos de gas...).
Las operaciones de pulido no se deben dirigir hacia la fuente de energía de soldadura o hacia materiales inamables.
SEGURIDAD ELÉCTRICA
La red eléctrica utilizada de tener imperativamente una conexión a tierra. Una descarga eléctrica puede ser una fuente de
accidente grave directo o indirecto, incluso mortal.
No toque nunca las partes bajo tensión tanto en el interior como en el exterior del generador de corriente cuando este está encendido (antorchas,
pinzas, cables, electrodos) ya que están conectadas al circuito de soldadura.
Antes de abrir el aparato, es necesario desconectarlo de la red eléctrica y esperar dos minutos, para que el conjunto de los condensadores se
descarguen.
Cambie los cables, electrodos o brazos si estos están dañados, acudiendo a una persona cualicada. Dimensione la sección de los cables de forma
adecuada a la aplicación. Utilizar siempre ropas secas y en buen estado para aislarse del circuito de soldadura. Lleve zapatos aislantes, sin importar
el lugar donde trabaje.
¡Atención! Supercie muy caliente. Riesgo de quemaduras.
• Las piezas y el equipamiento calentados pueden causar quemaduras.
• No toque las piezas calientes con la mano desnuda.
• Espere a que las piezas y el equipo se enfríen antes de manipularlas.
• En caso de quemadura, lave con agua abundante y consulte un médico inmediatamente.
CLASIFICACIÓN CEM DEL MATERIAL
Este aparato de Clase A no está previstos para ser utilizado en un lugar residencial donde la corriente eléctrica está suministrada
por la red eléctrica pública de baja tensión. En estos lugares puede encontrar dicultades a nivel de potencia para asegurar
una compatibilidad electromagnética, debido a las interferencias propagadas por conducción y por radiación con frecuencia
radioeléctrica.
Este material no se ajusta a la norma CEI 61000-3-12 y está destinado a ser usado en redes de baja tensión privadas conectadas
a la red pública de alimentación de media y alta tensión. En una red eléctrica pública de baja tensión, es responsabilidad del
instalador o del usuario del material asegurarse, si fuera necesario consultando al distribuidor, de que el aparato se puede
conectar.
EMISIONES ELECTROMAGNÉTICAS
La corriente eléctrica causa campos electromagnéticos (EMF) localizados al pasar por cualquier conductor. La corriente de soldadura
produce un campo electromagnético alrededor del circuito de soldadura y del material de soldadura.
Los campos electromagnéticos EMF pueden alterar algunos implantes médicos, como los estimuladores cardíacos. Se deben tomar medidas de
protección para personas con implantes médicos. Por ejemplo, restricciones de acceso para las visitas o una evaluación de riesgo individual para los
soldadores.
Todos los soldadores deberían utilizar los procedimiento siguientes para minimizar la exposición a los campos electromagnéticos que provienen del
circuito de soldadura:
• Coloque los cables de soldadura juntos - fíjelos con una brida si es posible;
• Coloque su torso y su cabeza lo más lejos posible del circuito de soldadura;
• No enrolle nunca los cables de soldadura alrededor de su cuerpo;
• No coloque su cuerpo entre los cables de soldadura. Mantenga los dos cables de soldadura sobre el mismo lado de su cuerpo;
• conecte el cable a la pieza lo más cerca posible de zona a soldar;
• no trabaje junto al generador, no se siente sobre este, ni se coloque muy cerca de este.
• no suelde cuando transporte el generador de soldadura o la devanadera.
Las personas con marcapasos deben consultar un médico antes de utilizar este aparato.
La exposición a los campos electromagnéticos durante la soldadura puede tener otros efectos sobre la salud que se desconocen
hasta ahora.

79
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
ES
RECOMENDACIONES PARA EVALUAR LA ZONA Y LA INSTALACIÓN DE SOLDADURA
Generalidades
El usuario se responsabiliza de instalar y usar el aparato siguiendo las instrucciones del fabricante. Si se detectan alteraciones electromagnéticas, el
usuario del material de soldadura por resistencia debe resolver la situación siguiendo las recomendaciones del manual de usuario o consultando el
servicio técnico del fabricante. En algunos casos, esta acción correctiva puede ser tan simple como una conexión a tierra del circuito de soldadura. En
otros casos, puede ser necesario construir una pantalla electromagnética alrededor de la fuente de corriente de soldadura y de la pieza entera con
ltros de entrada. En cualquier caso, las perturbaciones electromagnéticas deben reducirse hasta que no sean nocivas.
Evaluación de la zona de soldadura
Antes de instalar un material de soldadura por resistencia, el usuario debe evaluar los problemas electromagnéticos potenciales en el entorno cercano.
Lo que se debe tener en cuenta:
a) la presencia, encima, abajo y en los laterales del material de soldadura por resistencia de otros cables de red eléctrica, control, de señalización y
de teléfono;
b) receptores y transmisores de radio y televisión;
c) ordenadores y otros materiales de control;
d) material crítico, por ejemplo, protección de material industrial;
e) la salud de personas cercanas, por ejemplo, que lleven estimuladores cardíacos o aparatos de audición;
f) material utilizado para el calibrado o la medición;
g) la inmunidad de los otros materiales presentes en el entorno.
El usuario deberá asegurarse de que los aparatos del local sean compatibles entre ellos. Ello puede requerir medidas de protección complementarias;
h) la hora del día en el que la soldadura u otras actividades se ejecutan.
La dimensión de la zona conjunta a tomar en cuenta depende de la estructura del edicio y de las otras actividades que se lleven a cabo en el lugar.
La zona se puede extender más allá de los límites de las instalaciones.
Evaluación de la instalación de soldadura
Además de la evaluación de la zona, la evaluación de las instalaciones de soldadura por resistencia puede servir para determinar los casos de
perturbaciones. Conviene que la evaluación de las emisiones incluya las medidas hechas en el lugar como especicado en el Artículo 10 de la CISPR
11:2009. Las medidas hechas en el lugar pueden permitir al mismo tiempo conrmar la ecacia de las medidas de mitigación.
RECOMENDACIONES SOBRE LOS MÉTODOS DE REDUCCIÓN DE EMISIONES ELECTROMAGNÉTICAS.
a. Red eléctrica pública: conviene conectar el equipo de soldadura por resistencia a la red eléctrica pública según las recomendaciones del
fabricante. Si se produjeran interferencias, podría ser necesario tomar medidas de prevención suplementarias como el ltrado de la red pública de
alimentación eléctrica. Se recomienda apantallar el cable de red eléctrica en un conducto metálico o equivalente para material de soldadura por
resistencia instalado de forma ja. Conviene asegurar la continuidad eléctrica del apantallado sobre toda la longitud. Se recomienda conectar el cable
apantallado al generador de soldadura para asegurar un buen contacto eléctrico entre el conducto y la fuente de soldadura.
b. Mantenimiento del material de soldadura por resistencia: conviene que el material de soldadura por resistencia esté sometido a un
mantenimiento regular según las recomendaciones del fabricante. Los accesos, aperturas y carcasas metálicas estén correctamente cerradas cuando
se utilice el material de soldadura por resistencia. El material de soldadura por resistencia no se debe modicar de ningún modo, salvo modicaciones
y ajustes mencionados en el manual de instrucciones del fabricante.
c. Cables de soldadura: Conviene que los cables sean lo más cortos posible, colocados cerca y a proximidad del suelo sobre este.
d. Conexión equipotencial: Se recomienda comprobar los objetos metálicos de la zona de alrededor que pudieran crear un paso de corriente. En
cualquier caso, los objetos metálicos junto a la pieza que se va a soldar incrementan el riesgo del operador a sufrir descargas eléctricas si toca estos
elementos metálicos y el hilo a la vez. Conviene aislar al operador de esta clase de objetos metálicos.
e. Conexión a tierra de la pieza a soldar: Cuando la pieza a soldar no está conectada a tierra para la seguridad eléctrica o debido a su dimensiones
y lugar, como es el caso, por ejemplo de carcasas metálicas de barcos o en la carpintería metálica de edicios, una conexión a tierra de la pieza
puede reducir en algunos casos las emisiones. Conviene evitar la conexión a tierra de piezas que podrían incrementar el riesgo de heridas para los
usuarios o dañar otros materiales eléctricos. Si fuese necesario, conviene que la conexión de la pieza a tierra se haga directamente, pero en algunos
países que no autorizan la conexión directa, conviene que la conexión se realice mediante un condensador apropiado y seleccionado en función de
la normativa nacional.
f. Protección y blindaje: La protección y el blindaje selectivo de otros cables y materiales de la zona puede limitar los problemas de alteraciones.
La protección de toda la zona de soldadura puedes ser necesaria para aplicaciones especiales.
TRANSPORTE Y TRÁNSITO DE LA FUENTE DE CORRIENTE DE SOLDADURA
El generador de corriente de soldadura está equipado con mangos en la parte superior que permiten el desplazamiento con la
mano. No se debe subestimar su peso. Los mangos no se pueden considerar como un medio de suspensión del producto.
No utilice los cables para desplazar el generador de corriente de soldadura. No transporte el generador de corriente por encima de otras personas u
objetos.
INSTALACIÓN DEL MATERIAL
• La fuente de corriente de soldadura se debe colocar sobre una supercie cuya inclinación máxima sea 10°.
• La máquina debe ser protegida de la lluvia y no se debe exponer a los rayos del sol.
• El material posee un grado de protección IP20, que signica :
- una protección contra el acceso de cuerpos sólidos de >12.5mm a las partes peligrosas y,
- ninguna protección contra las proyecciones de agua.

80
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
ES
Los cables de alimentación, de prolongación y de soldadura deben estar completamente desenrollados para evitar cualquier sobrecalentamiento.
El fabricante no asume ninguna responsabilidad respecto a daños provocados a personas y objetos debido a un uso incorrecto y
peligroso de este aparato.
MANTENIMIENTO / CONSEJOS
• Los usuarios de esta máquina deben haber recibido una formación adaptada al uso de la máquina para aprovechar al máximo sus rendimientos y
realizar trabajos conformes (ejemplo: formación de carrocero).
• Compruebe que el constructor autorice el proceso de soldadura empleado antes de una operación sobre el vehículo.
El mantenimiento y la reparación del generador solo puede efectuarlo el fabricante. Toda intervención en el generador efectuado
por una persona no autorizada anulará las condiciones de garantía. El fabricante declina toda responsabilidad respecto a cualquier
accidente que provenga posteriormente a este intervención.
Interrumpa el suministro eléctrico, luego desconecte el enchufe y espere 2 minutos antes de trabajar sobre el aparato. En su inte-
rior, la tensión y la intensidad son elevadas y peligrosas.
• Antes de cualquier intervención, interrumpa la alimentación de aire comprimido y despresurice el circuito de la máquina.
• Vacíe de forma regular el ltro del deshumidicador situado en la parte trasera del aparato.
• El aparato está equipado de un equilibrador que permite una manipulación más fácil de la pinza. Sin embargo, no se debe dejar la pinza colgando
del cable del equilibrador de manera prolongada, ya que podría provocar una fatiga prematura del equilibrador. No deje que la pinza caiga de forma
repetida sin sostenerla, ya que podría dañar el equilibrador.
• Es posible ajustar la tensión del muelle del equilibrador mediante una llave macho hexagonal incluida.
• El nivel de líquido de refrigeración es importante para el buen funcionamiento de la máquina. Debe contener siempre líquido entre los niveles
«Mínimo» y «Máximo» indicados sobre el aparato. Compruebe regularmente este nivel y complételo si fuese necesario.
• Se recomienda renovar el líquido de refrigeración cada 2 años.
• Todas las herramientas de soldadura sufren un deterioro durante su uso. Vigile que las herramientas estén limpias para que la máquina ofrezca el
máximo de posibilidades.
• Antes de utilizar la pinza neumática, compruebe el buen estado de los electrodos/caps (ya sean
planos, abombados o biselados). Si no es el caso, límpielos mediante un papel de vidrio (grano no) o
reemplácelos (ver referencias sobre la máquina).
• Para garantizar un punto de soldadura ecaz, es indispensable reemplazar los caps cada 200 puntos
aproximadamente. Para ello:
- Desmonte los caps mediante la llave desmonta caps (ref. 050846)
- Instale los caps con la grasa de contacto (ref. 050440)
• Caps tioo A (ref : 049987)
• Caps tipo F (ref : 049970)
• Caps biselados (ref : 049994)
Atención: los caps deben estar perfectamente alineados. Si no es el caso, compruebe la alineación de
los electrodos (ver parte «Montaje y cambio de brazos» pág. 89).
A
A
F
F
A
A
• Antes de utilizar la pistola, compruebe el estado de las diferentes herramientas (estrella, electrodo monopunto, electrodo de carbono...), luego
límpielos o reemplácelos si parecen estar en mal estado.
• De forma regular, quite el capó y desempolve con un soplador de aire. Aproveche la ocasión para pedir a un personal cualicado que compruebe
que las conexiones eléctricas estén bien en sitio con una herramienta aislada.
• Controle regularmente el estado del cable de red eléctrica y el cable del circuito de soldadura. Si hay daños aparentes, deberá ser reemplazado por
el fabricante, su servicio post-venta o una de persona de cualicación similar para evitar cualquier peligro.
• Deje los oricios del equipo libres para la entrada y la salida de aire.
INSTALACIÓN - FUNCIONAMIENTO DEL PRODUCTO
Solo el personal experimentado y habilitado por el fabricante puede efectuar la instalación. Durante la instalación, asegúrese que el generador está
desconectado de la red eléctrica. Las conexiones en serie o en paralelo del generador están prohibidas.
DESCRIPCIÓN DEL MATERIAL (FIG-1)
Esta máquina está diseñada para realizar las siguientes operaciones en carrocería :
- Soldadura por puntos en chapas con una pinza neumática,
- Soldadura de chapas con la pistola,
- Soldadura de clavos, remaches, arandelas, pernos, molduras
- eliminación de abolladuras y de impactos (impactos de granizo con opción de pinza sacabollos)
1- Soporte tarjeta SD 6- Ventilador
2- INTERFAZ HOMBRE-MÁQUINA (IHM) 7- Interruptor
3- Grupo de refrigeración 8- Cable de conexión eléctrica
4- Soporte de bloqueo de la potencia 9- Tapón de envase
5- Manómetro 10- Indicador de liquido de refrigeración

81
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
ES
DESCRIPCIÓN DE LA PINZA G (IMAGEN 2)
1- Palanca de bloqueo/desbloqueo del brazo 7- Mango lateral
2- tubo de refrigeración 8- Pestillo de bloqueo
3- Giroscopio 9- Palanca de bloque/desbloqueo del giroscopio
4- Cuerpo de neumático 10- Botón de sobre abertura
5- Electrodo de sobre abertura 11- Botón de soldadura por puntos
6- Brazo móvil 12- Botón de conguración de parámetros a distancia
Sobreapertura: al presionar sobre el botón (Imagen 2 - 10), la sobreapertura de la pinza se puede activar. El electrodo se retrae en la pinza
dejando una separación de 80mm para acceder a la zona a soldar, en lugar de los 20 mm en estado de reposo.
ACCESORIOS Y OPCIONES
Liquido de refrigeración
40 caps
x 10
x 18
x 18
x 6
Funda de protección Tarjeta SD con
programas
Balanceador
10>14 kg
5 l : 062511
10 l : 052246
048935 050068 050853 050914 059696
Alador de caps Sensor de potencia Maleta de prueba de soldadura Europax anti-corrosión
048966 052314 050433 052758
ALIMENTACIÓN ELÉCTRICA
• Este material diseñado para ser utilizado sobre una instalación eléctrica trifásica 380V/400V (50-60 Hz) con cuatro cables y un neutro conectado a
la tierra con disyuntor de 32 A, 40 A o 50 A retardado curva D (o fusible tipo aM).
La corriente permanente absorbida (l1p o ILp) se indica en la parte «características eléctricas» de este manual y corresponde a las condiciones de
uso máximas. Compruebe que la alimentación y sus protecciones (fusible y/o disyuntor) sean compatibles con la corriente necesaria durante su uso.
En ciertos países puede ser necesario cambiar la toma de corriente para condiciones de uso máximas.
• Recomendación de la linea de alimentación eléctrica :
Para limitar la caída de tensión en la línea de alimentación y evitar cualquier riesgo de desconexión de la protección, es imprescindible conectar el
equipo a una toma «dedicada». Este enchufe debe conectarse al panel eléctrico y alimentar únicamente este equipo. El grado de protección debe
determinarse teniendo en cuenta las siguientes limitaciones:
50 A
Con n de disfrutar de la potencia completa de su equipo y especialmente de su uso al ciclo de trabajo máximo, se recomienda prever una
linea de alimentación eléctrica especial protegida con un disyuntor de 50 A atrasado curva D.
40 A
Sin embargo sigue siendo posible utilizar el equipo sobre una linea eléctrica protegida con un disyuntor de 40 A atrasado curva D.
Durante el ensamblado de chapas gruesas (>4 mm), el usuario deberá aplicar un tiempo de recuperación mínimo de 30 segundos entre
cada punto de soldadura.
32 A
Sin embargo sigue siendo posible utilizar el equipo sobre una linea eléctrica protegida con un disyuntor de 32 A atrasado curva D.
Durante el ensamblado de chapas gruesas (>4 mm), el usuario deberá aplicar un tiempo de recuperación mínimo de 60 segundos entre
cada punto de soldadura.
Si el usuario no respeta estos tiempos de recuperación, una puesta en marcha de la protección de la linea eléctrica esta posible
después de algunos puntos de soldadura. La sección de los conductores de la línea de alimentación debe determinarse de acuerdo con la
siguiente regla:
Grado de protección Longitud de la línea eléctrica Sección de los conductores de la línea eléctrica
32 A
< 100 m (30 ft) 10 mm² (8 AWG)
> 100 m (30 ft) 16 mm² (6 AWG)
40 A
< 50 m (15 ft) 10 mm² (8 AWG)
> 50 m (15 ft) 16 mm² (6 AWG)

82
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
ES
50 A
< 100 m (30 ft) 16 mm² (6 AWG)
> 100 m (30 ft) 25 mm² (4 AWG)
Cuando se utiliza un cable de extensión, debe tener una longitud y una sección apropiada para el voltaje del equipo. Utilice un cable de extensión
que cumpla con las regulaciones nacionales.
Cable de conexión eléctrica Ficha 400 V / 3 fases + tierra
L1
L2
L3
L1
L2
L3
L1 : Fase 1
L2 : Fase 2
L3 : Fase 3
: Tierra (Verde/Amarillo o verde)
Neutro (no utilizado)
• El generador de corriente de soldadura se coloca en protección si la tensión de red es inferior o superior a 15% de las tensiones especícas (un
código error aparece en la pantalla).
• Per ottenere il funzionamento ottimale dell’attrezzatura, vericare che il circuito d’aria compressa possa fornire 8 bar (116 Psi) poi collegare la rete
d’aria compressa nella parte posteriore del dispositivo. Il dispositivo non dev’essere utilizzato con una rete d’aria con pressione inferiore a 4 bar (58
Psi) o superiore a 10 bar (145 Psi).
CONEXIÓN SOBRE GRUPO ELECTRÓGENO
Este material no está protegido contra las sobretensiones regulares de los grupos electrógenos y no se recomienda conectarlo a este tipo de sumi-
nistro eléctrico.
LLENADO DEL TANQUE DE LÍQUIDO DE REFRIGERACIÓN
Es imprescindible utilizar el líquido de refrigeración recomendado por GYS.
5 l : ref. 062511 • 10 l : ref. 052246
El uso de otros líquido de refrigeración, y en particular de líquido estándar para automóviles, puede provocar, mediante un fenómeno de electrolisis,
la acumulación de depósitos sólidos en el circuito de refrigeración, que disminuyen la calidad de la refrigeración y pueden llegar a obstruir el circuito.
Toda degradación de la máquina vinculada al uso de otro liquido de refrigeración no se considerará en garantía.
El liquido puro recomendado procura una protección anticongelante hasta -20°C. Puede diluirse, pero utilizando imperativamente agua desminera-
lizada; ¡jamás utilice agua del grifo para diluir el liquido! Cual sea el caso, 1 bidón de 10 litros como mínimo debe ser utilizado para asegurar
una protección mínima del circuito de refrigeración.
30 litros de líquido protección anticongelante a -20°C
20 litros de líquido + 10 litros de agua desmineralizada protección anticongelante a -13°C
10 litros de líquido + 20 litros de agua desmineralizada protección anticongelante a -5°C
Cualquier daño relacionado al hielo que se hubiera observado en la máquina anulará la garantía de la máquina.
Para el llenado del tanque de líquido de refrigeración, proceda como sigue:
- Coloque la pinza neumática sobre su soporte.
- Vierta 30 litros de líquido para alcanzar el nivel de media altura sobre el indicado de nivel.
Datos de seguridad del líquido:
- en caso de contacto con los ojos, quitar las lentillas si la persona las lleva, y lavar abundantemente los ojos con agua clara durante
algunos minutos. Consulte con un médico si hubiera complicaciones.
- en caso de contacto con la piel, lavar enérgicamente con jabón, y quitar inmediatamente cualquier ropa contaminada. En caso de
irritación (rojez), consultar con un medico.
- en caso de ingestión, lávese la boca con agua clara abundante. Beba agua en abundancia. Consulte con un médico.
Mantenimiento: ver capítulo «PRECAUCIÓN DE EMPLEO Y MANTENIMIENTO».
PUESTA EN MARCHA DE LA MÁQUINA
• La puesta en marcha se realiza rotando el interruptor sobre la posición ON (Imagen 1 - 7), y al contrario se apaga rotando sobre la posición OFF.
¡Atención! No interrumpa nunca la alimentación eléctrica cuando el generador de corriente esté en proceso de soldadura. La tarjeta
electrónica inicia un ciclo de test y de inicio de parámetros, que dura alrededor de 10 segundos. Al nal de este ciclo, la máquina está lista para ser
usada.
• En cuanto la máquina está bajo tensión eléctrica, el líquido circula por los cables. Compruebe que no haya fugas.

83
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
ES
INTERFAZ HOMBRE MÁQUINA
2
5
7
6
3 4
1
1
Tecla
4
Registro de parámetros
• Una simple presión sobre la tecla permite seleccionar entre el modo
pinza, pistola o ajuste de pinza.
Al presionar 2 segundos sobre la tecla permite volver al modo «nor-
mal» a partir de otros modos.
• Al presionar durante 2 segundos sobre la tecla se permite colocar a 0
el contador de puntos.
• Al presionar 2 segundos sobre la tecla permite acceder al menú
«Ajustes».
• Dos presiones breves sucesivas borran el informe que se indica sobre
la pantalla en el modo de visualización de informes.
• Una presión breve sobre la tecla, en el modo memorización de pro-
gramas, borra el programa seleccionado.
• La tecla
permite registrar un ajuste de la máquina (parámetros
que se han ajustado en el modo manual: intensidad, tiempo y esfuerzo
de presión).
• La tecla
permite reestablecer un ajuste registrado con anteriori-
dad con el mismo nombre.. La máquina se coloca automáticamente en
modo manual con los parámetros de soldadura (intensidad, tiempo y
esfuerzo de presión) y la herramienta (pinza o pistola registrada).
2
Registro de un informe
5
Ajuste del grosor de chapa
Esta funcionalidad se detalla en el capítulo correspondiente.
La tecla permite activar o no la escritura de un informe.
La tecla permite visualizar la serie de puntos efectuada.
El valor de este ajuste corresponde al grosor de las chapas a soldar.
La selección del grosor se hace mediante las teclas + y -, los grosores
disponibles son 0.6, 0.8, 1.0, 1.2, 1.5, 1.8, 2.0, 2.5 y 3.0 mm.
3
Uso de los modos
6
Ajuste del tipo de chapa
La tecla permite desplazarse en todos los modos de soldadura.
Una presión prolongada sobre la tecla Mode activa el modo congu-
ración que permite seleccionar el idioma, ajustar la fecha y activar
la alarma sonora «corriente demasiado débil» o «presión demasiado
débil». Las teclas de desplazamiento ( o ) permiten seleccionar
el valor a modicar, y las teclas + y - permiten aumentar o disminuir la
selección.
Este parámetro permite seleccionar el tipo de chapas a soldar, entre 4
grandes familias: Acero revestido, Acero HLE/UHLE (Alta resistencia y
ultra alta resistencia) y acero al boro/Usibor. Este parámetro se puede
modicar mediante las teclas + y -.
7
Ajuste del brazo a utilizar
AJUSTE DE LA PINZA EN G
Bloquee el brazo en G utilizando la palanca de apriete (Imagen 2 - 1).
La tecla permite seleccionar la función de ajuste de pinza. La función «ajuste de pinza» permite cerrar
la pinza y aplicar la fuerza de ajuste programada en los electrodos sin hacer pasar corriente. La pinza sigue
cerrada siempre y cuando el operador mantenga presionado el gatillo. Esta función permite comprobar el
centrado de las puntas.
Al presionar 2 segundos sobre la tecla
permite volver al modo AUTO.
Para el GYSPOT BP.LG, se coloca sistemáticamente en este modo para detener la bomba cuando se realiza
el cambio de brazos. El electrodo se retracta en la pinza. El testigo rojo sobre el botón (Imagen 2 - 12) se
enciende, lo cual signica que la bomba está parada.

84
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
ES
LOS DIFERENTES MODO DE SOLDADURA
Para todos los modos:
Las teclas de desplazamiento ( o ) permiten seleccionar los parámetros a modicar. Cada ajuste se efectúa al presionar las
teclas laterales + y -.
El botón (Imagen 2 - 12) de la pinza permite el ajuste a distancia de parámetros de soldadura (grosor, tipo de acero):
- Presión larga: cambio de parámetro (paso de un parámetro a otro).
- Presión corta: modicación del valor del parámetro.
Para cambiar de brazo (G1 -> G2 por ejemplo), el usuario debe pasar obligatoriamente por el teclado de la máquina.
Presión de aire insuciente:
Si la presión de entrada es insuciente para asegurar la fuerza de presión requerida, la máquina indica antes el punto con un mensaje de error «Presión
de aire insuciente». Si se presiona de nuevo sobre el gatillo se «fuerza» la ejecución del punto que se efectúa en este caso con la presión disponible.
Corriente débil:
Si la corriente obtenida durante el punto es inferior al valor asignado (<6%), la máquina indica una vez realizado el punto un mensaje de advertencia
«Corriente débil», que indica que el punto se debe comprobar.
En todos los casos, un mensaje aparece al nal del punto para indicar la intensidad y la presión medidas. Este mensaje permanece indicado en pantalla
mientras el usuario no haya presionado una tecla del teclado o realizado un nuevo punto presionando sobre el botón de soldadura (Imagen 2 - 11).
Las condiciones de soldadura se deben controlar al inicio de cada trabajo. Los puntos de soldadura «test» se deben realizar sobre
piezas de chapa representativas del trabajo a realizar. Realice 2 puntos de soldadura con espacios de la misma distancia que en el
trabajo a realizar. Compruebe el arrancamiento del segundo punto de soldadura. El punto es correcto cuando el arranque provoca
la extracción del núcleo desgarrando la chapa, con un diámetro mínimo de núcleo conforme a las especicaciones del fabricante.
Modo AUTO
Este modo se indica por defecto al inicio de la máquina.
Este modo permite soldar las chapas sin especicar ningún parámetro en la pantalla de la máquina. Esta
calcula los parámetros de soldadura adaptados.
Para poder utilizar este modo, efectúe antes un punto en vacío (sin chapas entre los electrodos), como se requiere en pantalla. Presione el botón
(Imagen 2 - 11). El mensaje «Efectúe un punto en vacío» aparece en pantalla. Presione de nuevo el botón para efectuar la calibración. Una vez que
la calibración se ha realizado, la máquina indica todos los parámetros a cero y está lista para soldar. Coloque la pinza sobre la zona a soldar y suelde
automáticamente, sin insertar ningún parámetro. Cada 30 puntos de soldadura, se le requerirá una nueva calibración.
Este modo se puede utilizar con todos los brazos salvo el G7.
Modo NORMAL
Este modo determina los parámetros de soldadura a partir del grosor de las chapas y del tipo de acero.
Los parámetros a ajustar en este modo son:
- Grosor de chapas del ensamble, que puede variar de 0.60 mm a 3.00 mm.
Cuando se sueldan dos chapas juntas, inserte el espesor de la chapa más na.
Cuando se sueldan 3 chapas juntas, inserte el grosor total dividido entre 2.
- Tipo de acero (Acero revestido, Acero HLE/THLE, Acero UHLE, Acero al boro (Boron)).
Cuando se sueldan diferentes tipos de chapa, seleccione el acero más duro en el apilado de las chapas.
- Referencia del brazo utilizado.
Al presionar durante 2 segundos sobre la tecla , se vuelve al modo AUTO.

85
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
ES
Modo MANUAL
CEste modo permite ajustar manualmente los parámetros del punto de soldadura, siguiendo las instrucciones
de reparación del vehículo.
Los parámetros a ajustar en este modo son:
- Intensidad (2000 a 13 000 A)
- Tiempo (100 a 850 ms)
- Fuerza de presión (100 a 550 daN)
- Referencia del brazo utilizado.
Al presionar durante 2 segundos sobre la tecla , se vuelve al modo AUTO.
Modo MULTI
Este modo permite un ajuste preciso del grosor y del tipo de cada una de las 2 o 3 chapas.
El primer elemento (grosor de la chapa 1) se selecciona. Las teclas de arriba y abajo permiten seleccionar
el parámetro a modicar, mientras que las teclas derecha e izquierda reducen o incrementan su valor. La
información resaltada permite seleccionar el parámetro a modicar.
Los parámetros a ajustar en este modo son:
- Grosor de cada una de las chapas: de 0.60 mm a 3.00 mm.
- Tipo de acero de cada una de las chapas: Acero revestido, acero HLE/THLE, acero UHLE y acero al boro).
Cuando se suelden chapas de naturaleza diferente, seleccione el acero más duro del conjunto.
- Para activar la chapa 3, presione sobre las teclas de desplazamiento ( o ) para resaltar la chapa 3.
Utilice luego las teclas + y - para seleccionar el tipo de grosor de las chapas.
- Referencia del brazo utilizado.
Al presionar durante 2 segundos sobre la tecla , se vuelve al modo AUTO.
Modo GYSTEEL
El modo GYSTEEL es opcional; se congura en el menú «Ajustes».
Este modo es idéntico al modo normal salvo que el usuario completa el límite elástico de las chapas (Re).
Este valor «Re» se puede conocer utilizando un durómetro como el GYSTEEL Vision.
Re : 1-10 corresponde a los aceros dulces.
Re : 11-18 corresponde a los aceros HLE/THLE (Alta resistencia y muy alta resistencia).
Re : 19-35 corresponde a los aceros UHLE (Ultra alta resistencia).
Re : 36-99 corresponde a los aceros al boro.
Los parámetros a ajustar en este modo son:
- Grosor de chapas del ensamble, que puede variar de 0.60 mm a 3.00 mm.
Cuando se sueldan dos chapas juntas, inserte el espesor de la chapa más na.
Cuando se sueldan 3 chapas juntas, inserte el grosor total dividido entre 2.
- Referencia del brazo utilizado.
Al presionar durante 2 segundos sobre la tecla , se vuelve al modo AUTO.
Modo FABRICANTE
El modo FABRICANTE es opcional, se congura en el menú «Ajustes».
Este modo permite usar un punto de soldadura registrado anteriormente según las anotaciones de repara-
ción del constructor.
Los puntos de soldadura programados por el usuario se pueden volver a utilizar seleccionando USER en la lista de fabricantes. Los puntos de soldadura
se pueden programar con ayuda del programa GYSPOT y el módulo de conguración de puntos de soldadura.
Al presionar durante 2 segundos sobre la tecla
, se vuelve al modo AUTO.
MODO ENERGY
El modo ENERGY es opcional; se congura en el menú «Ajustes».
Este modo permite controlar la energía transmitida durante el punto de soldadura. Este modo no está desti-
nado a la reparación, más bien a las pruebas realizada por los fabricantes de vehículos o los organismos de
control.

86
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
ES
Para poder utilizar este modo, efectúe con anterioridad un punto en vacío. Presione el botón (Imagen 2 - 11). El mensaje «Efectúe un punto en vacío»
aparece en pantalla. Presione de nuevo el botón para efectuar la calibración. Una vez que la calibración se ha realizado, la máquina indica en pantalla
los últimos valores utilizados en este modo para la corriente y la energía. El usuario puede entonces modicar la corriente de soldadura, la energía y
la impedancia. La máquina suelda el tiempo necesario para alcanzar la energía requerida. Si el tiempo de soldadura es demasiado largo, la máquina
indicará un mensaje de error «Tiempo máximo alcanzado».
Al presionar durante 2 segundos sobre la tecla
, se vuelve al modo AUTO.
MENÚ AJUSTES
Se puede acceder a este menú presionando la tecla durante más de 2 segundos.
El idioma de los menús se puede seleccionar en la línea 1.
La fecha y hora se pueden programar en la línea 2.
Los modos GYSTEEL, FABRICANTE, AUTO, ENERGY, NORMAL y MULTICHAPA se pueden activar / desactivar en
este menú.
Modo PEGAMENTO:
En la pantalla AJUSTES inferior, el usuario puede precisar la presencia de pegamento entre las chapas. Si el modo pegamento está activado, un pre-
punto se realiza antes del punto de soldadura. La duración de este prepunto se congura en milisegundos, de 0 a 400 ms, por zonas congurables
de 50 ms. Cuando se selecciona el modo Pegamento, la mención «Glue» aparece en los menús de soldadura NORMAL, MANUAL, MULTI o GYSTEEL.
USO DE LA PISTOLA
- Conecte el soporte de masa al terminal del cable del generador.
- Fije con rmeza el soporte de masa lo más cerca posible de la pieza a soldar.
En el caso de una soldadura monopunto con pistola, coloque el soporte de masa sobre la chapa que no está en contacto con el electrodo de soldadura
(de forma que la corriente pase a través de las dos chapas a soldar).
- Suelde comenzando por el punto más alejado de la masa, luego acérquese a este.
- Seleccione la herramienta PISTOLA mediante la tecla
, o presionando sobre el gatillo de la pistola.
- El modo normal con soldadura de estrellas se inicia por defecto.
- La pistola se puede utilizar en modo normal o manual.
No deje nunca el martillo de inercia en el extremo de la pistola cuando este último está suspendido en el soporte grúa. Riesgo de deterioro
de los cables.
En modo Normal, la pistola está limitada a chapas de 1.5 mm máximo.
Con la pistola, el operador puede elegir entre diferentes herramientas (monopunto, estrella, impacto, calen-
tamiento, pernos, remaches, tuerca, rueda). La selección de herramienta se hace con las teclas + y -.

87
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
ES
En modo Manual, la intensidad máxima admitida será de 9 kA durante una duración que no podrá exceder
los 600 ms. Los ajustes en pantalla estarán bloqueado a estos valores máximos.
Ajuste el generador indicando el grosor de la chapa a soldar mediante las teclas + y -. Es posible modicar
los parámetros de corriente y tiempo en modo manual.
Presionar la tecla
durante 2 segundos permite volver al modo NORMAL.
Las pinzas y la pistola del aparato están conectadas a la misma fuente de corriente. Esto signica que cuando se usa una de estas
herramientas, hay tensión eléctrica sobre las otras. Es necesario que las herramientas que no se están utilizando se coloquen sobre sus
respectivos soportes. En caso de no respeto de esta indicación, se pueden causar graves daños en el generador y provocar un riesgo de
chispas o de proyección de metales en fusión.
GESTIÓN DE ERRORES
Diversos eventos pueden producir errores. Se pueden clasicar en 4 categorías:
1/ Advertencias que previenen al usuario de un sobrecalentamiento, falta de presión o de intensidad,
etc. Estas advertencias se indican en pantalla y permanecen visibles hasta la presión de una tecla.
2/ Los fallos, que corresponden a una mala instalación (presión de aire, red eléctrica).
3/ Fallos graves, que bloquean el uso de la máquina. En este caso, contacte el departamento postventa
4/ La protección térmica se garantiza mediante un termistor sobre el puente de diodos que bloquea la
instalación de la máquina con el mensaje «Sobrecalentamiento».
Batería débil
El mensaje «Batería débil» aparece cuando el aparato está bajo tensión y alerta al usuario de que la
tensión de la pila de la tarjeta de control es débil. Esta pila asegura el registro de la fecha y la hora
cuando se enciende el aparato.
Herramienta no válida
El mensaje «Herramienta no válida» aparece al colocar el aparato bajo tensión y alerta al usuario
de que un botón o un gatillo permanece accionado o un cortocircuito permanente se ha detectado.
Controle el gatillo de la pistola y los botones sobre la o las pinzas para hacer que desaparezca este
mensaje.
Brazo no válido
El brazo de la pinza no es compatible con el modo de soldadura seleccionado.
Corriente demasiado baja
1/ Compruebe la red
Si la corriente obtenida durante el punto es inferior al valor asignado (6%), la máquina indica una vez
realizado el punto un mensaje de advertencia «Corriente débil, compruebe red», que indica que el
punto se debe comprobar.
2/ Compruebe chapas
Si la máquina no puede obtener la corriente requerida, indica el mensaje de error «Corriente débil,
compruebe chapas». El punto no se efectúa y se debe corregir el fallo para hacer un punto.

88
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
ES
Presión de aire insuciente
Si la presión de entrada es insuciente para asegurar la fuerza de pre-
sión requerida, la máquina emite un pitido e indica, antes del punto, el
mensaje de error siguiente: «Presión de aire insuciente».
Si se presiona de nuevo sobre el gatillo se «fuerza» la ejecución del
punto que se efectúa en este caso con la presión disponible. Si la
fuerza de presión medida es insuciente, la máquina indica «Presión
débil». «p debil» se indica igualmente en el informe registrado.
CONTADOR DE PUNTOS
Un contador de puntos permite contar los puntos efectuados con las mismas boquillas. Si el punto
se efectúa sin problemas, el mensaje siguiente se indica.
El valor del contador se indica en la parte superior izquierda de la pantalla. Al presionar durante 2
segundos sobre la tecla
se permite colocar a 0 el contador de puntos tras haber cambiado las
boquillas.
Si se realizan más de 200 puntos con las mismas boquillas, se indica un mensaje de advertencia en
pantalla y permanece indicado tras cada punto realizado hasta que el contador no se ponga a cero.
La máquina contabiliza el número de puntos realizados con cada brazo de forma independiente.
A partir del momento en el que el mensaje de alerta aparece, si los caps no se cambian antes de colocar a cero el contado, se pueden
deteriorar y conllevar una mala calidad del punto de soldadura.
FUNCIONALIDADES DE REGISTRO
El modo Identicación es opcional, se congura en el menú «Ajustes».
Si el modo Identicación está congurado en «OFF», basta con registrar el nombre de un informe y activarlo para memorizar los puntos de soldadura
efectuados.
El diario permite memorizar los parámetros de los puntos realizados con la pinza. Está disponibles desde todos los modos, presionando sobre las 2
teclas
y .
El programa usuario está disponible desde todos los modos, al presionar sobre las teclas
y .
Informe (diario)
El registro de un informe permite recuperar los datos de una serie de puntos realizados con la pinza
y registrarlos en la tarjeta de memoria para recuperarlos en un PC. GYS ofrece un programa llamado
GYSPOT para leer la tarjeta SD y editar los diarios en el PC. Este programa GYSPOT se almacena en
la tarjeta SD y se puede conseguir igualmente siguiendo las instrucciones del manual.
Por defecto, esta función está desactivada al iniciar la máquina. Una presión sobre la tecla registrar
(On/Off) y sobre la tecla «Mode» permite iniciar el registro del informe en el orden seleccionado.
Una presión de nuevo sobre la tecla registrar (on/off) detiene el registro en proceso.
El informe creado contiene: un identicador indicado por el usuario y para cada punto realizado, la herramienta, el brazo utilizado, los ajustes de la
máquina (intensidad y presión). Contiene igualmente eventuales mensajes de error siguientes que aparecen durante su registro: I DÉBIL, P DEBIL,
PB CAPS.
El registro del identicador se realiza mediante las 4 teclas +,-
ou . LCuando se completa un identicador ya utilizado, la máquina registrará
los nuevos puntos, sin suprimir los precedentes.
La tecla
permite recuperar un informe registrado con anterioridad y volverlo a leer en la pantalla.
Hay que detener el registro en proceso presionando sobre la tecla
antes de poder visualizarlo sobre la pantalla. La tecla permite salir del
modo de visualización del informe.

89
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
ES
Para suprimir el contenido del informe, es necesa-
rio visualizarlo en pantalla utilizando la tecla .
Luego, presione sobre la tecla
.
El mensaje siguiente se indica en
pantalla.
Cuando el triángulo se visualiza, una segunda
presión sobre la tecla
suprime el contenido
del informe visualizado.
El triángulo desaparece de la pantalla automáti-
camente tras 3 segundos.
Modo identicación
Si el modo identicación está congurado en «ON», hay que registrar todos los campos obligatorios
del orden de reparación para hacer puntos de soldadura, de lo contrario la máquina emitirá un «fallo
de identicación».
Para activar y para desactivar el modo identicación, hay que insertar una tarjeta SD identicación
en el lector de la BP en lugar de la tarjeta SD que contiene los programas.
La pantalla ajustes se activa presionando durante 2 segundos la tecla
.
Cuando la tarjeta SD «identicación» se inserta y que se selecciona «Identicación ON», la pantalla
de supervisión se visualiza.
Esta pantalla permite hacer que los campos «Matrícula, marca de vehículo, modelo del vehículo,
número de chasis» sean obligatorios cuando se completa un orden de reparación.
Para salir de la pantalla, hay que presionar sobre la tecla
durante 2 segundos. Luego, hay que
volver a colocar la tarjeta SD que contiene los programas en el lector de la máquina.
Lista de pantallas que permiten registrar un orden de reparación:
Cuando un orden de reparación se ha creado, no se puede modicar ni suprimir en la máquina. Para suprimirlo, utilice el programa GYSPOT del PC.
El usuario puede crear un máximo de 100 ordenes de reparación.
Orden de reparación Identicación de usuario Matrícula (opcional)
Marca de vehículo Modelo del vehículo N º de chasis (opcional)
Las teclas de desplazamiento ( o ) permiten cambiar las letras o cifras. Las teclas - y + permiten desplazar el cursor en el
campo. Una presión corta sobre la tecla
permite suprimir el campo. La tecla permite hacer deslar los campos para
modicar o releer.

90
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
ES
Catálogo
La tecla permite consultar el orden de reparación. El número de página se indica (13 máximo)
Las teclas - y + permiten cambiar de página. Las teclas y permiten seleccionar la memoria de
trabajo siguiente o precedente. La tecla
permite indicar el orden de reparación seleccionado.
La tecla
permite salir del modo de visualización del informe.
• La librería de gestión de la tarjeta SD permite gestionar tarjetas SD > 2 Go.
• Para cambiar el orden de reparación asociado a un archivo de informe xxx.dat.(con xxx=identicador de 001 a 100). En cada informe, se puede
registra un máximo de 500 puntos de soldadura. Cuando se consulta, son los nombres del orden de reparación y del usuario lo que se indica.
• El N° de página se indica en la parte superior izquierda.
• El conjunto de órdenes de reparación se memoriza en el archivo catalog.GYS.
• Este archivo contiene el nombre total de órdenes de reparación, el nombre de cada orden de reparación y el nombre de cada usuario. Hay 100
ordenes de reparación como máximo.
Programas de usuario
El registro de parámetros permite denir un programa usuario para volver a encontrar fácilmente sus ajustes para un uso posterior. 20 casillas de
memoria están disponibles. Cada una de ella contiene los ajustes siguientes: herramienta, brazo, intensidad de soldadura, tiempo de soldadura y
fuerza de presión.
Un programa se puede asociar a la pinza o a la pistola.
La tecla
permite registrar los ajustes en proceso del modo manual (intensidad, tiempo y fuerza de presión). Los 20 emplazamientos en la memoria
se indican mediante su identicador (para los que se utilizan) o mediante un símbolo « --- « para los emplazamientos libres.
El registro del identicador se realiza mediante las 4 teclas
. Cuando se completa un identicador ya utilizado, la máquina borrará los paráme-
tros que estaban almacenados con anterioridad.
La tecla permite acceder a los ajustes registrados con anterioridad. La selección de un emplazamiento vacío no tiene efecto alguno.
Una presión breve sobre la tecla
borra el programa seleccionado de la lista de programas registrados.
La tecla
permite salir del modo de selección del programa, hace pasar la máquina en el modo manual con los parámetros y la herramienta
registrada en el programa.
Para desactivar un programa, basta con cambiar el valor de un parámetro en uno de los tres modos (manual, normal o multichapa) o cambiar la
herramienta (pinza o pistola) utilizando la tecla
.
La tecla
permite visualizar un informe registrado con anterioridad y volverlo a leer en la pantalla.
Tarjeta de memoria SD (ref. 050914)
Esta tarjeta permite al usuario hacel la unión entre su generador y un PC para:
• Recuperar los informes para conservar una traza de su trabajo y eventualmente enviarlo a una compañía de seguros.
• Actualizar los parámetros de soldadura, añadir nuevos idiomas.
• El programa GYSPOT de edición de parámetros sobre el PC está almacenado en la tarjeta SD.
• El manual de usuario está almacenado en la tarjeta de memoria SD.
El espacio de memoria es suciente para asegurar una autonomía de más de 65.000 puntos.
El equipo puede funcionar sin tarjeta de memoria en modo «Manual» únicamente.
Si la tarjeta de memoria no está insertada en el lector de tarjeta el mensaje siguiente se indica. Hay que
detener e reiniciar la máquina tras haber insertado la tarjeta SD.
Importante : hay que interrumpir la red eléctrica de la máquina antes de retirar la tarjeta SD de su lector
y reiniciar la máquina únicamente tras haber insertado la tarjeta SD en su lector, de lo contrario los datos
registrados en la tarjeta SD se pueden dañar.

91
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
ES
MONTAJE Y CAMBIO DE BRAZOS DE LA PINZA G
La garantía no cubre anomalías y deterioros debidos a un mal montaje de los brazos de la pinza en G.
IMPORTANTE:
- no utilice grasa con cobre sobre los brazos.
- mantenga la base y el soporte de los brazos y la pinza limpios para favorecer un buen paso de corriente entre las piezas en contacto.
- En caso de no usar la máquina durante un periodo prolongado, almacene la máquina con un brazo montado sobre la pinza para evitar polvo sobre
el soporte del brazo.
Procedimiento de cambio de brazos:
Durante el reemplazo de brazos sobre la pinza, la bomba del circuito de refrigeración debe estar cerrado. Para ello, colóquese en modo «Ajuste de
pinza» sobre la máquina, el testigo rojo se enciende sobre el botón de la pinza (IMAGEN 2 - 12) indicando que la bomba se ha detenido. El electrodo
se retracta en la pinza para permitir la retracción del brazo.
1
El pestillo sobresale con el candado cerrado
2
La palanca debe estar en el tope posición trasera (~120°)
3
Las echas deben estar alineadas
4
Incline el brazo alrededor de 15º y retírelo de su emplazamiento (los pasadores deben deslizarse en la ranura).
1
4
3
2
2
1
3
4
SOBREAPERTURA MECÁNICA DEL BRAZO
Para abrir el brazo y acceder con mayor facilidad a la carrocería, accione la sobreapertura presionando sobre el botón de la pinza (IMAGEN 2 - 10).
1
Presione sobre el botón (Imagen 2 -10)
2
El pestillo sobresale del lado del candado abierto
3
La palanca debe estar abierta (~90°) en el tope del pestillo.
4
Las echas no deben estar alineadas.
Incline el brazo.
4
2
3
1
2
4
3
1

92
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
ES
BLOQUEO/DESBLOQUEO DEL GIROSCOPIO
Cuando la palanca se inclina hacia abajo, el giroscopio se bloquea.
Cuando la palanca se inclina hacia arriba, el giroscopio se desbloquea.
Puede girar sobre la pinza a 360º.
TIPOS DE BRAZOS AISLADOS COMPATIBLES
100
180
96
500
250
128
180
117
100
44
G1 (550 daN) - ref. 022768 G6 (550 daN) - ref. 022812
100
93
15540
G2 (300 daN) - ref. 022775 G4 (550 daN) - ref. 022799 G7 (150 daN) - ref. 022829
205
180
96
154
600
250
177
235
430
450
324
384
G3 (550 daN) - ref. 022782
G2 + G3 + G4 - ref. 022898 G5 (550 daN) - ref. 022805 G8 (550 daN) - ref. 022836
140
115
G9 + X1 (550 daN) - ref. 022881
X1 - ref. 050501
X2 - ref. 050518
X6 - ref. 050587

93
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
ES
PROGRAMA GYSPOT SOBRE PC
Este programa tiene como objetivo editar y registrar los informes de puntos realizados con un GYSPOT que posea un lector de tarjeta SD. Para utilizar
este programa, el PC debe poseer un lector de tarjeta SD.
El programa GYSPOT se puede instalar mediante archivos presentes en la tarjeta SD. En el repertorio \GYSPOT V X.XX, haga doble clic sobre el archivo
INSTALL.EXE y siga las instrucciones para instalar el programa en su PC. Un icono GYSPOT se instala automáticamente en el escritorio de su PC.
1 - Selección de idioma
El programa soporta varios idiomas. En estos momentos los idiomas disponibles son:
Francés, Inglés, Alemán, Español, Neerlandés, Danés, Finés, Italiano, Sueco, Ruso y Turco.
Para seleccionar un idioma, en el menú, haga clic sobre Opciones y luego Idiomas.
Atención, una vez que se ha seleccionado el idioma, es necesario cerrar y abrir de nuevo el programa GYSPOT para que el idioma se tenga en cuenta.
2 - Identidad del usuario
Para personalizar las ediciones con sus informaciones personales, se requiere alguna información. Para completarlas, en el menú, haga clic sobre
Opciones y luego sobre Identidad. Se abre una nueva ventana con la información siguiente:
Razón social
Dirección / Código postal / Localidad
Teléfono / Fax / Email / Página Web
Logotipo
Estas informaciones se indican sobre las ediciones.
3 - Trazabilidad
Por defecto, el programa GYSPOT se abre en modo «Trazabilidad». En modo «Parametros de puntos» haga clic sobre Tazabilidad en el menú Opciones.
3.1 - Importar los informes de puntos realizados desde una tarjeta SD:
Para importar en su PC los informes de puntos realizados con un GYSPOT, inserte la tarjeta SD en el lector de tarjeta de su PC y luego inicie el
programa GYSPOT.
Luego, selecciones el lector en el que se ha insertado su tarjeta SD y haga clic sobre el botón
.
Cuando se haya efectuado la información los puntos realizados se reagrupan por el indicador de orden de trabajo. Este indicador corresponde al
nombre del informe especicado en el equipo de soldadura. Este identicador se indica en la pestaña En proceso.
Una vez que se han importado los informes, es posible efectuar una búsqueda, editar o archivar cada informe. Para visualizar los puntos realizados
de un informe, seleccione un informe. Los puntos realizados se indican en la tabla.
Para efectuar una búsqueda, complete el campo búsqueda y haga clic sobre el botón
.
Para editar un informe, seleccione un informe y luego haga clic sobre el botón
.
Para archivar un informe, seleccione un informe y luego haga clic sobre el botón
. Atención, los informes importados no se pueden suprimir
antes de haber sido archivados.
3.2 - Consulte los informes de puntos archivados:
Para consultar los informes archivados, haga clic sobre la pestaña Archivos. Los informes se reagrupan par año y por mes.
Para visualizar los puntos efectuados, seleccione un informe. Los puntos realizados se indican en la tabla.
Respecto a los informes archivados, es posible efectuar una búsqueda, editar o archivar cada informe.
Atención: un informe archivado y luego suprimido se importa de nueva cuando se realice una nueva importación en el caso de que la tarjeta SD
no se haya vaciado.
Para efectuar una búsqueda, complete el campo búsqueda y haga clic sobre el botón
.
Para editar un informe, seleccione un informe y luego haga clic sobre el botón
.
Para suprimir un informe, seleccione un informe y luego haga clic sobre el botón
.
3.3 - Vaciar una tarjeta SD :
Vaciar suprimirá todos los informes de puntos realizados que se han registrado sobre la tarjeta SD.
Para vaciar una tarjeta SD, inserte la tarjeta SD en el lector de tarjetas del PC. Luego, en el menú, haga clic sobre Opciones y Vaciar la tarjeta SD.
Atención, al vaciar la tarjeta, los informes de puntos realizados que no se han importado se importarán automáticamente.
3.4 - Para completar las informaciones del informe :
Cada informe se puede completar con la información siguiente:
Operador,
Tipo de vehículo,
Orden de reparación,
Matrícula,
Fecha de circulación,
Intervención,
Comentarios.
Para completar estos datos, seleccione un informe luego complete la información del encabezado.
3.5 - Imprimir un informe:
Para imprimir un informe, seleccione un informe y luego haga clic sobre el botón
. Una visualización de la edición se indica en pantalla. Haga
clic sobre el botón
.

94
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
ES
3.6 - Exportar la edición en formato PDF:
Para exportar una edición en formato PDF, seleccione una carpeta, luego haga clic sobre el botón
. Una visualización de la edición se indica en
pantalla. Haga clic sobre el botón
. En este manual hay un ejemplo de informe impreso utilizando el programa GYSPOT.
4 - Parámetros de los puntos
Para pasar al modo «Parámetros de puntos», haga clic sobre Parámetros de puntos en el menú Opciones.
El modo «Parámetros de punto» permite proponer al usuario puntos congurados por los fabricantes. Este modo también permite al usuario congu-
rar sus propios parámetros de soldadura.
- Inserte la tarjeta SD incluida con la soldadora por puntos GYSPOT en el lector de su PC, luego seleccione el lector correspondiente en el menú
desplegable de selección de lector.
- Las soldadoras por punto GYSPOT pueden servirse de hasta 16 archivos que contengan 48 parámetros de punto.
- El primer archivo llamado «USER» no se puede suprimir. Permite al usuario añadir, modicar o suprimir un parámetro de punto.
- Los otros archivos se reservan a las conguraciones de los fabricantes. ES posible importar archivos de fabricantes de nuestra página web (http://
www.gys.fr). No es posible añadir, modicar o suprimir un punto congurado en un archivo de fabricante.
4.1 - Importar un chero de conguración de puntos del fabricante:
Haga doble clic en la primera columna y complete un nombre de fabricante.
Luego, haga doble clic en la segunda columna para seleccionar un archivo de fabricante descargado
anteriormente desde nuestra página Web.
La lista de puntos congurados por el fabricante se indica en la segunda lista. Seleccione un punto
congurado para visualizar el cronograma y los parámetros congurados.
4.2 - Añadir un punto congurado en el archivo USER:
Para añadir un punto en el archivo USER, seleccione el archivo USER en la lista de archivos, luego haga
clic sobre el botón
en la derecha de la lista de puntos congurados. Inserte el nombre del punto
y presione sobre la tecla TAB o haga clic fuera de la lista de puntos parametrados para congurar los
parámetros de soldadura.
Para un punto a congurar, se puede indicar:
La etapa anterior al esfuerzo de presión.
La etapa anterior al calentamiento
Los diferentes pulsos de corriente (4 pulsos máximo)
La etapa de forjado a caliente y a frío.
Para modicar los parámetros, haga clic sobre los botones
.
Cuando el usuario modica un parámetro, el cronograma del punto se actualiza.
Para validar el punto parametrado, haga clic sobre el botón
.
Para anular el punto parametrado, haga clic sobre el botón
.

95
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
ES
4.3 - Modicar un punto congurado en el archivo USER:
Para modicar los parámetros de un punto, seleccione un punto en la lista, luego modique los parámetros de soldadura.
Para validar las modicaciones, haga clic sobre el botón
.
Para anular las modicaciones, haga clic sobre el botón
.
4.4 - Suprimir un punto congurado en el archivo USER:
Seleccione un punto congurado en la lista, luego haga clic sobre el botón
en la derecha de la lista.
Raison sociale :
Adresse :
Ville :
Code postal :
JBDC
ZI, 134 Bd des Loges
53941
Saint-Berthevin
www.companyname.comSite Web :
Téléphone :
Télécopie :
0243510101
0243510102
1450UT53
Immatriculation :
308SW
Modèle :
01/01/2017
Mise en circulation :
AILE ARRIERE
OPERATEUR
I
ntervenant :
O
rdre de réparation :
977AC92
Commentaires
D
ate du journal :
05/04/2018
Marque :
PEUGEOT
N° châssis :
12365849
C
ommentaires :
I
ntervention :
Date Mode Outil
Consignes
Temps
(ms)
Intensité (kA)
Serrage
(daN)
Mesures
Intensité (kA)
Serrage
(daN)
Etat
G
YSPOT BP.LG (1712009013)
Epaisseur
(mm)
I
d
1 Auto Pince en C n°1 Point Ok630 9,4 325 9,4 325 3,505/04/18 10:22
2 Auto Pince en C n°1 Point Ok630 9,4 325 9,3 325 3,505/04/18 10:22
3 Auto Pince en C n°1 Point Ok490 8,2 240 8,2 240 2,005/04/18 10:22
4 Auto Pince en C n°1 Point Ok510 8,3 250 8,2 245 2,105/04/18 10:22
5 Auto Pince en C n°1 Point Ok510 8,3 250 8,3 245 2,105/04/18 10:22
6 Normal Pince en C n°1 Point Ok350 7,3 225 7,3 225
-
05/04/18 10:23
7 Normal Pince en C n°1 Point Ok350 7,3 225 7,2 225
-
05/04/18 10:23
8 Normal Pince en C n°1 Point Ok400 8,1 265 8,0 265
-
05/04/18 10:23
9 Normal Pince en C n°1 Point Ok400 8,1 265 8,1 260
-
05/04/18 10:23
1
0 Normal Pince en C n°1 Point Ok400 8,1 265 8,1 270
-
05/04/18 10:23
1
1 Manuel Pince en C n°1 Pression faible400 8,1 510 8,1 440
-
05/04/18 10:23
PRECAUCIÓN DE EMPLEO Y MANTENIMIENTO
Formación del usuario
Los usuarios de esta máquina deben haber recibido una formación adaptada al uso de la máquina para aprovechar al máximo su rendimiento y realizar
trabajos conformes (ex: formación de carrocero).
Preparación de las piezas a ensamblar
Es indispensable decapar y asegurar la zona a soldar.
En el caso de una aplicación de protección, asegúrese bien de que esta última sea conductora mediante una prueba en una chapa.
Soldadura con el electrodo monopunto
Durante la reparación de un vehículo, compruebe que el fabricante autoriza este tipo de proceso de soldadura.
Uso del brazo de guardabarros
La presión máxima se sitúa a 100 daN.
Juntas tóricas de doble nuez de brazos de la pinza en X.
En el interior de la doble nuez de los brazos (Ver descripción de la pinza) se encuentran dos juntas tóricas que hay que reemplazar en caso de fugas
o cada 6 meses. Estas 2 juntas son necesarias para evitar cualquier riesgo de fuga de líquido.
Estas juntas son juntas tóricas d=25 de 4. Cuando se reemplazan estas juntas, hay que colocar grasa sobre ellas. (ref. 050440 : grasa de contacto).
Nivel y ecacia del líquido de refrigeración
El nivel de líquido de refrigeración es importante para el buen funcionamiento de la máquina. Debe estar situado entre el mínimo y el máximo indicado
sobre el carro. Complete con agua desmineralizada si fuese necesario.
Reemplace el líquido de refrigeración cada 2 años:

96
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
ES
1
Interrumpa la conexión eléctrica mediante el interruptor situado en la parte trasera de la máquina (posición OFF) y desconecte el aparato de
la instalación eléctrica.
2
- Desatornille los 6 tornillos para abrir la
platina superior de la máquina.
- Coloque un trapo sobre el conector
para absorber el líquido.
3 Coloque un cubo de recuperación (30 l/min de capacidad) bajo el oricio de vaciado de la máquina.
4
Desatornille la abrazadera de jación
y desconecte el conducto de la bomba
(pliegue el conducto para limitar las
fugas).
5
Inserte el conducto en el oricio de
vaciado y vacíe el depósito.
6 Limpie el interior del depósito con agua común para retirar los depósitos.
7 Vuelva a colocar el conducto de la bomba en su lugar y su abrazadera de jación.
8 Vuelva a atornillar los tornillos de la platina.
9 Llene el depósito de líquido de refrigeración (5l : 062511 / 10l : 052246)
10 Vuelva a colocar bajo tensión (posición ON) y compruebe la ausencia de fugas.

97
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
ES
ANOMALÍAS, CAUSAS Y SOLUCIONES
Anomalías Causas Soluciones
Soldadura con pinza
El punto realizado no aguanta / se mantiene
mal
Los caps utilizados están desgastados. Cambie los caps.
Mal decapado de las chapas. Compruebe la preparación de las supercies.
El brazo registrado no corresponde con el
instalado.
Compruebe el brazo registrado en el pro-
grama.
La punteadora perfora la chapa.
Los caps utilizados están desgastados. Cambie los caps.
Presión de aire insuciente.
Compruebe la presión de la red de aire (min.
8 bar)
La supercie no está preparada debida-
mente.
Prepare la supercie de trabajo.
Falta potencia.
Problema de red eléctrica.
Compruebe la estabilidad de la tensión de
la red.
Caps ennegrecidos o dañados. Cambie los caps.
Mal bloqueo del brazo.
Compruebe el capítulo "Montaje y cambio de
brazos".
- Sobrecalentamiento rápidao de la máquina.
- El cable de potencia de hincha.
No hay circulación o hay mala circulación del
líquido de refrigeración
Abra el tapón del depósito del carro y
observe la presencia de retorno de líquido de
refrigeración.
- Bomba en mal estado
- Líquido de refrigeración en mal estado
- Obstrucción del circuito.
Obstrucción en el circuito de refrigeración
(conducto plegado)
Controle la funda del cable de unión con el
carro.
Compruebe el buen funcionamiento de la
bomba.
Compruebe el estado del líquido de refrige-
ración.
Pistola
Calentamiento anormal de la pistola
Mal apriete del mandril.
Compruebe el apriete del mandril, del porta
estrellas y el estado de la funda.
Funda de la pistola desgastada.
Reemplace la funda para que la refrigeración
de aire llegue al interior de la pistola
Mal posicionamiento del soporte de masa.
Compruebe que el soporte de masa está en
contacto con la chapa adecuada
Falta potencia con la pistola
Mal contacto del soporte de masa. Compruebe el contacto de la masa
Mal apriete del mandril o de los accesorios.
Compruebe el apriete del mandril y de los
accesorios y el estado de la funda.
Consumibles dañados. Reemplace los consumibles
GARANTÍA
La garantía cubre todos los defectos o vicios de fabricación durante 2 años, a partir de la fecha de compra (piezas y mano de obra)
La garantía no cubre:
• Todas las otras averías resultando del transporte
• El desgaste normal de las piezas (cables, pinzas…)
• Los incidentes resultando de un mal uso (error de alimentación, caída, desmontaje)
• Los fallos relacionados con el entorno (polución, oxidación, polvo…)
En caso de fallo, regresen la maquina a su distribuidor, adjuntando:
• Un justicativo de compra con fecha (recibo, factura…)
• Una nota explicativa del fallo

98
GYSPOT INVERTER BP.LG
PIÈCES DE RECHANGE / SPARE PARTS / ERSATZTEILE / PIEZAS DE RECAMBIO / ЗАПЧАСТИ /
RESERVE ONDERDELEN / PEZZI DI RICAMBIO
1
2
3
4
5
6
7
8
9
10
11
BP.LG
1 Collier de serrage / Hose clamp / Spannring / Abrazadera de apriete / Зажимный хомут / Klembeugel 71108
2
Gaine de protection tissée / Woven protective sheathing / Schutzmantel / Funda de protección de tela / Тканный защитный
рукав / Geweven mantel
11243
3
Potentiomètre linéaire / Linear potentiometer / Lineares Potentiometer / Potenciómetro lineal / Линейный потенциометр /
Lineaire potmeter
63090
4 Shunt souple / Flexible shunt / Shunt / Shunt exible / Гибкий шунт / Shunt souple 77098
5
Raccord coudé Ø6 / Elbow shape connector Ø6 / Kniestück Ø6 / Conector acodado Ø6 / Соединительное колено Ø6 / Elle-
boog tting Ø6
71466
6 Joint 10x2 / Seal 10x2 / Gelenk 10x2 / Junta 10x2 / Прокладка 10x2 / Pakking 10x2 55179
7 Joint 7x1 / Seal 7x1 / Gelenk 7x1 / Junta 7x1 / Прокладка 7x1 / Pakking 7x1 71125
8 Joint 13x1 / Seal 13x1 / Gelenk 13x1 / Junta 13x1 / Прокладка 13x1 / Pakking 13x1 55227
9
Socle connexion pince/bras / Clamp/arm connection base / Zange/Arm-Einschubsockel / Base de conexión de pinza/brazo /
Основание соединения клещи/плечо / Sokkel aansluiting klem/arm
90976
10
Bouton poussoir lumineux / Illuminated push button / Leuchtende Drucktaste / Botón pulsador luminoso / Нажимная
светящаяся кнопка / Verlichte drukknop
51408
11 Bouton poussoir / Push-button / Drucktaste / Botón pulsador / Нажимная кнопка / Drukknop 51381
-
Faisceau pince complet - Complete clamp cable - kompletter Leitungsbündel Zange - Cable pistola completo - Кабель клещей в
сборе - Kabel klem compleet
91377

99
GYSPOT INVERTER BP.LG
PIÈCES DE RECHANGE / SPARE PARTS / ERSATZTEILE / PIEZAS DE RECAMBIO / ЗАПЧАСТИ / RE-
SERVE ONDERDELEN / PEZZI DI RICAMBIO
1 Socle bras / Arm base / Arm-Einschubsockel / Base de brazo / Основание плеча / Sokkel arm 90971
2 Raccord Ø6 / Connector Ø6 / Anschluss Ø6 / Conector Ø6 / Разъем Ø6 / Aansluiting Ø6 71841
3 Joint 8x1 / Seal 8x1 / Gelenk 8x1 / Junta 8x1 / Прокладка 8x1 / Pakking 8x1 71192
4 Joints 12x1 / Seals 12x1 / Gelenk 12x1 / Juntas 12x1 / Прокладки 12х1 / Pakking 12x1 55229
5
Tuyau anti-étincelles / Anti-spark hose / Funkengeschützte Leitung / Conducto anti-chispas / Противоискровая
трубка / Anti-vonk slang
G2 93801
6
Électrodes 4 positions / 4-position electrodes / Elektroden 4 Positionen / Electrodos de 4 posiciones / Электроды 4
положения / Elektroden 4 posities
90148
7
Socle bras équipé / Equipped arm base / Ausgestatteter Arm-Einschubsockel / Base de brazo equipado / Основание
плеча в сборе / Sokkel + uitgeruste arm
94183
1 Socle bras / Arm base / Arm-Einschubsockel / Base de brazo / Основание плеча / Sokkel arm 90971
2 Bouchon mâle M7 / M7 male plug / M7-Stecker / Enchufe macho M7 / штепсельная вилка M7 / M7 mannetjesstekker 71716
3 Joint 8x1 / Seal 8x1 / Gelenk 8x1 / Junta 8x1 / Прокладка 8x1 / Pakking 8x1 71192
4 Joints 12x1 / Seals 12x1 / Gelenk 12x1 / Juntas 12x1 / Прокладки 12х1 / Pakking 12x1 55229
5
2 électrodes pour bras accès difcile / 2 electrodes for difcult access arm / 2 Elektroden für schwer zugänglichen Arm / 2
electrodos para el brazo de difícil acceso / 2 электрода для труднодоступной руки / 2 elektroden voor moeilijk bereik-
bare arm
051614
6
Socle bras équipé / Equipped arm base / Ausgestatteter Arm-Einschubsockel / Base de brazo equipado / Основание
плеча в сборе / Sokkel + uitgeruste arm
94183

100
GYSPOT INVERTER BP.LG
1 Socle bras / Arm base / Arm-Einschubsockel / Base de brazo / Основание плеча / Sokkel arm 90971
2
Piquage droit mâle Ø6-M7 / Straight male spigot Ø6-M7 / Gerader Einsteckzapfen Ø6-M7 / Espiga macho recta Ø6-M7 /
Прямой мужской патрубок Ø6-M7 / Rechte mannelijke spigot Ø6-M7
71841
3 Joint 8x1 / Seal 8x1 / Gelenk 8x1 / Junta 8x1 / Прокладка 8x1 / Pakking 8x1 71192
4 Joints 12x1 / Seals 12x1 / Gelenk 12x1 / Juntas 12x1 / Прокладки 12х1 / Pakking 12x1 55229
5
Allonge vissée / Screwed extension / Verschraubte Verlängerung / Extensión atornillada / Винтовое удлинение / Ges-
chroefde verlenging
90284
6 Joints 12x2 / Seals 12x2 / Gelenk 12x2 / Juntas 12x2 / Прокладки 12х2 / Pakking 12x2 55121
7 Caps type A13 / Kappen Typ A13 / Gorras tipo A13 / Крышки типа A13 / Caps type A13 77027
8 Raccord Ø6 / Connector Ø6 / Anschluss Ø6 / Conector Ø6 / Разъем Ø6 / Aansluiting Ø6 71456
9 Raccord Ø6 / Connector Ø6 / Anschluss Ø6 / Conector Ø6 / Разъем Ø6 / Aansluiting Ø6 55138
10
Tuyau anti-étincelles / Anti-spark hose / Funkengeschützte Leitung / Conducto anti-chispas / Противоискровая трубка /
Anti-vonk slang
94525
11
Tuyau anti-étincelles / Anti-spark hose / Funkengeschützte Leitung / Conducto anti-chispas / Противоискровая трубка /
Anti-vonk slang
94512
12
2 Bras cuivre X1 / 2 Copper arm X1 / 2 Kupferarm X1 / 2 Brazo de cobre X1 / 2 Медный манипулятор X1 / 2 Koperen arm
X1
050501
15
Socle bras équipé / Equipped arm base / Ausgestatteter Arm-Einschubsockel / Base de brazo equipado / Основание
плеча в сборе / Sokkel + uitgeruste arm
94183
OPTION
13
2 Bras cuivre X2 / 2 Copper arm X2 / 2 Kupferarm X2 / 2 Brazo de cobre X2 / 2 Медный манипулятор X2 / 2 Koperen arm
X2
90971
14
2 bras cuivre desaxés X6 / 2 offset copper arms X6 / 2 versetzte Kupferarme X6 / 2 brazos de cobre compensados X6 / 2
смещённые медные кронштейны Х6 / 2 offset koperen armen X6
71841

101
GYSPOT INVERTER BP.LG
1 Socle bras / Arm base / Arm-Einschubsockel / Base de brazo / Основание плеча / Sokkel arm 90971
2 Raccord Ø6 / Connector Ø6 / Anschluss Ø6 / Conector Ø6 / Разъем Ø6 / Aansluiting Ø6 71841
3 Joint 8x1 / Seal 8x1 / Gelenk 8x1 / Junta 8x1 / Прокладка 8x1 / Pakking 8x1 71192
4 Joints 12x1 / Seals 12x1 / Gelenk 12x1 / Juntas 12x1 / Прокладки 12х1 / Pakking 12x1 55229
5
Tuyau anti-étincelles / Anti-spark hose / Funkengeschützte Leitung / Conducto anti-chispas / Противоискровая
трубка / Anti-vonk slang
G1 91264
G3 91269
G4 91266
G5 93803
G6 91269
G8 93804
6 Caps type A13 / Kappen Typ A13 / Gorras tipo A13 / Крышки типа A13 / Caps type A13 77027
7
Socle bras équipé / Equipped arm base / Ausgestatteter Arm-Einschubsockel / Base de brazo equipado / Основание
плеча в сборе / Sokkel + uitgeruste arm
94183
5
Bloc électrovanne / Solenoid valve assembly / Magnetventil-Block / Bloque electroválvula / Блок электроклапана / Mag-
neet ventielblok
91370
Electrovannes / Solenoid valves / Magnetventile / Electroválvulas / Электроклапаны / Magneetventielen :
4 3 2
1
5
1
EV1 71538
2
EV2 71797
3
EV3 71824
4
EV4 71741

102
GYSPOT INVERTER BP.LGGYSPOT INVERTER BP.LG
PIÈCES DE RECHANGE / SPARE PARTS / ERSATZTEILE / PIEZAS DE RECAMBIO / ЗАПЧАСТИ /
RESERVE ONDERDELEN / PEZZI DI RICAMBIO
1
2
8
7
6
3
5
4
1 Bouchon de remplissage / Filling cap / Behälterverschluss / Tapón de envase / Пробка заправочного отверстия / Vuldop 71327
2 Réservoir 38 litres Tank 38 litres/ / Flüssigkeitbehälter 38 Liter / Depósito de 38 litros / 38-литровый бак / Reservoir 38 liter 71759
3 Pompe / Pump / Pumpe / Bomba / Насос / Pomp 71772
4 Roue pivotante / Rotating wheel / Lenkrolle / Rueda giratoria / Поворотное колесо / Zwenkwieltje 71362
5 Silent bloc / Silent block / Stoßdämpfer / Silent bloc / Сайлент-блок / Silent bloc 71136
6 Radiateur / Radiator / Kühlkörper / Radiador / Радиатор / Radiator 71750
7 Ventilateur / Fan / Ventilator / Ventilador / Вентилятор / Ventilator 51001
8 Roue Ø 250 / Wheel Ø 250 / Rad Ø 250 / Rueda Ø 250 / Колесо Ø 250 / Wieltje Ø 250 71376
1
2
1 Câble pistolet / Gun cable / Pistolenkabel / Cable de pistola / Кабель пистолета / Kabel pistool 94991
2 Câble masse / Earth cable / Massekabel / Cable de masa / Кабель массы / Massa kabel 94997

103
GYSPOT INVERTER BP.LG
PIÈCES DE RECHANGE / SPARE PARTS / ERSATZTEILE / PIEZAS DE RECAMBIO / ЗАПЧАСТИ /
RESERVE ONDERDELEN / PEZZI DI RICAMBIO
1
2
3
5
6
2
7
8
15
16
9
10
11
12
14
13
4
1
PCB / PCB / Platine (PCB) / PCB / Основная плата (PCB) / PCB 97028
Nappe / Ribbon connector / Flachbandkabel / Banda / Шлейф / Kleed 53095
2 Carte de puissance / Power board / Leistungsplatine / Tarjeta de potencia / Силовая плата / Vermogens printplaat 97027
3 Transformateur / Transformer / Transformator / Transformador / Трансформатор / Transformator 96019
4 Filtre régulateur / Regulation lter / Filterregler / Filtro regulador / Фильтр регулятор / Filter 71729
5 Carte de commande / Control card / Steuerplatine / Placa de mando / Плата управления / Besturingskaart 97449
6
Pile bouton CR 2032 / Button battery CR 2032 / Batterie CR 2032 / Pila botón CR 2032 / Аккумулятор кнопочного типа CR
2032 / Batterij CR 2032
64623
7 Module IGBT / IGBT module / IGBT-Modul / Módulo IGBT / Модуль IGBT / IGBT Module 52200
8
Module pont de diode / Diode bridge module / Gleichrichter-Modul / Módulo puente de diodos / Модуль диодного моста /
Module diode-brug
52194
9
F1/F2 - Fusible T 2A / F1/F2 - F1/F2 - Fuse T 2A - Sicherung T 2A / F1/F2 - Fusible T 2A / F1/F2 - Плавкий предохранитель T
2A - F1/F2 - Zekering T 2A
51367
F3 - Fusible AR 1.6A / F3 - F3 - Fuse AR 1.6A - Sicherung AR 1.6A / F3 - Fusible AR 1.6A / F3 - Плавкий предохранитель AR
1.6A - F3 - Zekering AR 1.6A
51368
10
Interrupteur / Switch / Schalterschalter / Interruptor / Переключатель / Schakelaar 52354
Cache-bornes / Terminal shroud / Klemmenabdeckungen / Cubiertas de terminales / Klemafdekkingen 52355
Poignée / Handle 52358
11 Presse étoupe / Tow presser / Kabelbuchse / Prensaestopas / Сальник / Wartel 71164
12 Ventilateur / Fan / Ventilator / Ventilador / Вентилятор / Ventilator 51032
13 Thermistance CTN / Thermistor CTN / Thermistor CTN / Termistor CTN / Термистор CTN / Thermistor CTN 52099
14 Pont de diode BP / Diode bridge / Gleichrichter BP / Puente de diodos BP / Диодный мост BP / Diode brug BP 94877
15 Afcheur LCD / Display LCD / LCD-Anzeige / Pantalla LCD / ЖК-экран / LCD display 51905
16 Clavier / Keypad / Bedienfeld / Teclado / Панель управления / Bedieningspaneel 51968

104
GYSPOT INVERTER BP.LG
97027
51131
95054
94877
96019
97028
51905
51968
53095
94991
94997
G
91175
+
+
-
-
EV1
EV2 EV3
EV4
° C
52099
1 11
1 1 1 1 1 1
1
C GUN
X GUN
NETWORK
97449
U/I SENSE
SOLENOID1
SOLENOID2
SENSORS
GUNXGUN2XGUN1
CGUN2
CGUN3
CGUN1
POWER CARD
SD CARD
F1
F2
F3
97173
53101
M
51001
M
71772
M
51032
+ +
-
-
71741
71538
7182471797
0 1
52354
SCHÉMAS ÉLECTRIQUE / CIRCUIT DIAGRAM / SCHALTPLÄNE / ESQUEMAS ELÉCTRICOS /
ЭЛЕКТРИЧЕСКИЕ СХЕМЫ / ELEKTRISCHE SCHEMA / SCHEMI ELETTRICI

105
GYSPOT INVERTER BP.LG
63090
55050
V-
1
2
3
G GUN CONTROL CABLE
51381
+-
51408
55050
V+
51381
1
2
3
4
5
1
2
3
4
5
1
2
3
4
5
CGUN1
CGUN3
CGUN2
1
2
3
4
5
T°
52100
77053
GUN CONTROL CABLE
GUN
21516
21513
7x0.75mm²
5x0.75mm²
21511
4x0.75mm²
51441
1
2
3
4
5
6
1
2
3
brown black
grey
Blue
SCHÉMA FAISCEAUX / CABLE ASSEMBLY SCHEMATICS / SCHLAUCHPAKET SCHALTPLAN / ESQUEMA
CABLEADO / СХЕМЫ СИЛОВЫХ КАБЕЛЕЙ

106
GYSPOT INVERTER BP.LG
NETWORK
EV1
EV2
EV4
PRESSURE
SENSOR
71538
71797
71824
71741
C GUN
PRESSURE
SENSOR
EV3
91370
71729
SCHÉMA PNEUMATIQUE / PNEUMATIC SCHEMATICS / PNEUMATISCHER SCHALTPLAN / ESQUEMA
NEUMÁTICO / СХЕМА ПНЕВМАТИЧЕСКОЙ ЦЕПИ
71775
71750
71759
M
71772
SCHÉMA HYDRAULIQUE / HYDRAULIC SCHEMATICS / HYDRAULISCHER SCHALTPLAN / ESQUEMA
HIDRÁULICO / СХЕМА ГИДРАВЛИЧЕСКОЙ ЦЕПИ

GYSPOT INVERTER BP.LG
SPÉCIFICATIONS TECHNIQUES / TECHNICAL SPECIFICATIONS / TECHNISCHE DATEN /
ESPECIFICACIONES TÉCNICAS / ТЕХНИЧЕСКИЕ СПЕЦИФИКАЦИИ / TECHNISCHE GEGEVENS /
SPECIFICHE TECNICHE
BP.LG 400 V
Caractéristiques électriques / Electrical specications / Elektrische Daten / Caracteristicas electricas
Tension nominal d’alimentation / Nominal supply voltage / Eingangsspannung U1N
400 V +/- 15%
Fréquence secteur / Mains frequency / Netzfrequenz / Frecuencia / Частота сети / Frequentie sector /
Frequenza settore
F 50 / 60 Hz
Courant d’alimentation permanent / Permanent power supply / Dauerhafter Versorgungsstrom ILP 32 A
Puissance à 50 % de facteur de marche / Power at 50% duty cycle / Nennleistung bei 50% ED S50 32 kVA
Puissance permanente / Permanent stable power / Max. Dauerleistung Sp 23 kVA
Puissance maximale instantanée / Instant peakl power / Max. Schweißleistung Smax 150 kVA
Tension secondaire / Secondary voltage / Sekundärspannung U2d 15.5 V
Courant maximal de court-circuit primaire permanent / Maximum current permanent primary short-circuit ILCC 274 A
Courant secondaire en court-circuit / Secondary current in short-circuit / Max. Kurzschlussstrom I2cc 13 000 A
Courant secondaire permanent / Continuous secondary current / Max. Permanentstrom I2P 1 500 A
Courant maximal de soudage régulé / Maximum current regulated welding / Max. geregelter Schweißstrom 11 500 A
Interrupteur (courbe D) / Switch (D curve) / Netzabsicherung (Kurve D)
32 A / 40 A / 50 A
Facteur de marche / Duty cycle / Einschaltdauer 1.45 %
Caractéristiques thermiques / Thermal specications / Thermische bedingungen / Caracteristicas termicas
Température de fonctionnement / Operating temperature / Betriebstemperatur / Temperatura de funcionamiento /
Рабочая температура / Gebruikstemperatuur / Temperatura di funzionamento
-10°C
+40°C
+14°F
+104°F
Température de stockage / Storage temperature / Lagerungstemperatur / Temperatura de almacenaje / Температура
хранения / Bewaartemperatuur / Temperatura di stoccaggio
-20°C
+55°C
-4°F
+131°F
Hygrométrie / Hygrometry / Max. Luftfeuchtigkeit
@ 40°C
(104°F)
< 50 %
@ 20°C
(68°F)
< 90 %
Altitude / Altitude / Max. Höhenlage
1 000 m
3800 ft
Protection thermique par thermistance sur le pont de diodes / Thermal protection by thermistor on the diodes bridge
/ Überhitzungsschutz durch Thermoastat am Gleichrichter
70°C
158°F
Caractéristiques mécaniques / Mechanical specications / Mechanische daten / Caracteristicas mecanicas
Degré de protection / Protection level / Schutzgrad / Grado de protección / Степень защиты / Beschermingsklasse /
Grado di protezione
IP20
Dimensions (Lxlxh) / Dimensions (Lxlxh) / Abmessung (LxBxH) / Dimensiones (Lxlxh) / Размеры (ДхШхВ) / Afmetin-
gen (Lxlxh) / Dimensioni (Lxlxh)
65 x 80 x 205 cm
26 x 32 x 81 in
Poids / Weight / Gewicht / Peso / Вес / Gewicht / Peso
160 kg
352 lbs
Longueur du câble réseau / Network cable length / Länge Netzkabel
8 m
26 ft
Longueur du câble de la pince X / X clamp cable length / Kabellänge der Zange X
2.5 m
8.2 ft
Longueur du câble de la pince G / G clamp cable length / Kabellänge der Zange G
2.5 m
8.2 ft
Plage d’écartement des bras / Arm aperture dimension / Abstandsbereich der Arme
93 > 450 mm
3.7 to 17.7 inch
Plage de longueur des bras / Arm length dimension / Längebereich der Arme
100 > 600 mm
4 to 23.5 inch
Caractéristiques pneumatiques / Pneumatic specications / Pneumatische merkmale / Caracteristicas pneumaticas
Pression maximale / Maximum pressure / Maximaler Druck
P1
max
10 bar
116 Psi
Pression minimale / Minimum pressure / Minimaler Druck
P1
min
8 bar
145 Psi
Débit du liquide de refroidissement / Cooling liquid debit / Kühlüssigkeitsdurchuss Q
1.7 l/min
0.45 US gpm
Perte de charge du uide de refroidissement / Loss of cooling liquid / Druckverlust der Kühlüssigkeit ∆p
2.5 bar
36 Psi
Force minimale de soudage / Minimum welding force / Min. regulierter Anpressdruck F
1min
100 daN
225 Lbf
Effort maximal régulé avec la pince en G / Maximum force regulated with the G clamp / Max regulierter Anpressdruck
mit G-Zange
F
max
550 daN
1236 Lbf
107

108
GYSPOT INVERTER BP.LG
ICÔNES / SYMBOLS / ZEICHENERKLÄRUNG / ZEICHEN / СИМВОЛЫ / PICTOGRAMMEN
- Attention ! Lire le manuel d’instruction avant utilisation.
- Warning ! Read the instructions manual before use.
- Внимание! Прочтите инструкцию перед использованием
- ¡Cuidado! Lea el manual de instrucciones antes de su uso.
- Let op! Lees voor gebruik aandachtig de gebruiksaanwijzing door.
- Attenzione! Leggere il manuale d’istruzioni prima dell’uso.
Courant de soudage continu - Direct welding current - Gleichschweißstrom - Corriente de soldadura continua. - Постоянный сварочный ток - Gelijkstroom
A
Ampères - Amperes - Ampere - Amperios - Амперы - Ampère - Amper - Ampère
V
Volt - Volt - Volt - Voltio - Вольт - Volt
Hz
Hertz
3
- Alimentation électrique triphasée 50 ou 60Hz.
- Three-phase power supply 50 or 60Hz
- Dreiphasige Netzversorgung mit 50 oder 60 Hz
- Alimentación eléctrica trifásica 50 o 60Hz
- Трехфазное электропитание 50 или 60Гц
- Driefasen elektrische voeding 50 of 60Hz
- Alimentazione elettrica trifase 50 o 60Hz.
U 1N
- Tension d’alimentation assignée - Instructed supply voltage - Versorgungsspannung - Tensión de alimentación asignada - Номинальное напряжение питания - Nomi-
nale voedingsspanning
S P
- Puissance permanente (au facteur de marche de 100%) - Permanent power (at a 100% duty cycle) - Dauerleistung (Einschaltdauer @100%) - Potencia permanente
(al ciclo de trabajo de 100%) - Постоянная мощность (при ПВ 100%) - Permanent vermogen (bij een inschakelduur van 100%)
S 50
- Puissance à 50% de facteur de marche - Power at 50% duty cycle - Leistung bei Einschaltdauer @ 50% - Potencia al 50 % del ciclo de trabajo - Мощность при ПВ 50
% - Vermogen bij 50% van de inschakelduur.
U 2d
- Tension continue à vide - Continued no load voltage - Leerlaufspannung - Tensión continua en vacío - Постоянное напряжение холостого хода - DC nullastspanning
I 2 CC
- Courant maximal de court-circuit secondaire - Maximal current of a secondary short circuit - Maximaler, sekundärseitiger Kurzschlussstrom - Corriente máxima de
cortocircuito secundario - Максимальный ток короткого замыкания на вторичке - Secondaire maximale kortsluitingsstroomsterkte
I 2 P
- Courant permanent au secondaire - Permanent current to secondary - Sekundärseitiger Dauerstrom - Corriente permanente en el secundario - Постоянный ток на
вторичке - Permanente secondaire stroom
e
- Plage d’écartement des bras - Arm aperture dimension - Abstandsbereich der Arme - Rango de separación de los brazos - Расстояние разжимания между
электродами плеча - Spreidingsbereik armen
- Plage de longueur des bras - Arm length dimension - Längenbereich der Arme - Zona de longitud de brazos - Пределы длины плеч - Lengtebereik armen
F max
- Force maximale de soudage - Maximum welding force - Maximale Schweißkraft - Fuerza máxima de soldadura - Максимальная сила сварки - Maximale laskracht
P1 min
- Pression d’alimentation minimale - Minimum input pressure - Minimaler Versorgungsdruck - Presión mínima de alimentación - Минимальное давление подачи -
Minimale voedingsdruk
P1 max
- Pression d’alimentation maximale - Maximum input pressure - Maximaler Versorgungsdruck - Presión máxima de alimentación - Максимальное давление подачи -
Maximale voedingsdruk
Q
- Débit assigné du uide de refroidissement - Cooling liquid debit instructed - Nominaler Kühlüssigkeitsdurchuss - Caudal asignado del uido de refrigeración -
Номинальный расход охлаждающей жидкости - Nominale toevoer koelvloeistof
∆p
- Perte de charge assignée du uide de refroidissement - Loss of charge of the cooling liquid instructed - Nominaler Druckverlust der Kühlüssigkeit<s - Pérdida de carga
asignada del uido de refrigeración - Номинальная потеря зарядки охлаждающей жидкости - Nominaal verlies koelvloeistof
m
- Masse de la machine - Mass of the machine - Gewicht des Geräts - Masa de la máquina - Масса аппарата - Gewicht van het apparaat
- Groupe froid - Cooling unit - Kühleinheit - Grupo de refrigeración - Система охлаждения - Koelgroep
Sortie d’eau - Water outlet - Kühlmittelausgang - Salida de agua - Выход жидкости - Uitgang water
Entrée d’eau - Water inlet - Kühlmitteleingang - Entrada de agua - Вход жидкости - Ingang water
MAXI
Niveau maximum d’eau - Maximum water level - Maximaler Kühlmittelstand - Nivel máximo de agua - Максимальный уровень жидкости - Maximale waterniveau
MINI
Niveau minimum d’eau - Minimum water level - Minimaler Kühlmittelstand - Nivel mínimo de agua - Минимальный уровень жидкости - Minimale waterniveau
Les porteurs de pacemaker ne doivent pas rester à proximité de cet appareil. / People wearing pacemakers are advised to not come close to the machine. / Personen
mit Herzschrittmacher müssen nicht in der Nähe dieser Produket bleiben. / Personas utilizando estimuladores cardiacos no deben dejar cerca de este aparato. /
Dragers van een pacemaker mogen niet in de buurt van het apparaat verblijven. / Os pcesos de pacemaker naõ podem car em proximidade do appareillo. / Лица,
использующие электрокардиостимуляторы, не должны находиться вблизи данного аппарата.
Attention ! Champ magnétique important. Les personnes porteuses d’implants actifs ou passifs doivent êtres informées. - Warning! Major magnetic eld. Persons
with active or passive implants must be informed.- - Achtung! Starkes Magnetfeld. Personen, die aktive oder passive Implantate tragen, müssen informiert werden. -
¡Atención! Campo magnético importante. Las personas que lleven implantes pasivos o activos deben informarse. - Let op! Sterk magnetisch veld. Dragers van actieve
of passieve implantaten moeten worden geïnformeerd.- Внимание! Сильное магнитное поле. Лица, имеющие активные или пассивные имплантаты должны быть
информированы.
Ne pas utiliser l’appareil en plei air. Ne pas utiliser l’appareil sous des projections d’eau. - Do not use the machine in the open air. Do not project water onto the machine.
- Gerät nicht in Außenbereichen verwenden. Gerät nicht ohne Schutz gegen Nässe verwenden. - No utilice la herramienta al aire libre. No utilice el aparato bajo proyec-
ciones de agua. - Gebruik het apparaat niet in de open lucht. Het apparaat niet gebruiken onder spattend water. - Не используйте аппарат на улице. Не используйте
аппарат под брызгами воды.

109
GYSPOT INVERTER BP.LG
- Matériel conforme aux directives européennes. La déclaration UE de conformité est disponible sur notre site (voir à la page de couverture).
- Device complies with Europeans directives. The EU Declaration of Conformity is available on our website (see cover page).
- Die Geräte entsprechen die europäischen Richtlinien. Die Konformitätserklärung nden Sie auf unsere Webseite.
- Aparato conforme a las directivas europeas. La declaración de conformidad UE está disponible en nuestra página web (dirección en la portada).
- Устройство соответствует директивам Евросоюза. Декларация UE о соответствии доступна для просмотра на нашем сайте (ссылка на обложке).
- Apparaat in overeenstemming met de Europese richtlijnen. De E.U. verklaring van overeenstemming kunt u downloaden op onze website (adres vermeld op de oms-
lag).
- Dispositivo conforme alle direttive europee La dichiarazione UE di conformità è disponibile sul nostro sito internet (vedere alla pagina di copertina).
IEC 62135-1
ISO 669:2016
La source de courant de soudage est conforme aux normes IEC62135-1 et EN ISO 669. - This welding machine is compliant with standard IEC62135-1 et EN ISO 669.
- Das Gerät entspricht der Norm IEC62135-1 und EN ISO 669 für Schweißgeräte. - La fuente de corriente de soldadura es conforme a las normas IEC62135-1 y EN ISO
669. - Источник сварочного тока отвечает нормам IEC62135-1 и EN ISO 669. - De lasstroombron is in overeenstemming met de normen IEC62135-1 en EN ISO 669.
L’appareil respecte la directive 2013/35/UE. - The machine is compliant with standard 2013/35/EU. - Das Gerät entspricht der Richtlinie 2013/35/UE. - El aparato se
ajusta a la Directiva 2013/35/UE. - Аппарат отвечает директиве 2013/35/UE. - Het apparaat voldoet aan de richtlijn 2013/35/UE.
- Ce matériel fait l’objet d’une collecte sélective selon la directive européenne 2012/19/UE. Ne pas jeter dans une poubelle domestique !
- This hardware is subject to waste collection according to the European directives 2002/96/UE. Do not throw away in a household bin!
- Für die Entsorgung Ihres Gerätes gelten besondere Bestimmungen (sondermüll) gemäß europäische Bestimmung 2012/19/EU. Es darf nicht mit dem Hausmüll ent-
sorgt werden.
- Este material requiere una recogida de basuras selectiva según la directiva europea 2012/19/UE. ¡No tirar este producto a la basura doméstica!
- Это оборудование подлежит переработке согласно директиве Евросоюза 2012/19/UE. Не выбрасывать в общий мусоросборник!
- Afzonderlijke inzameling vereist volgens de Europese richtlijn 2012/19/UE. Gooi het apparaat niet bij het huishoudelijk afval !
- Questo dispositivo è oggetto di raccolta differenziata secondo la direttiva europea 2012/19/UE. Non smaltire con i riuti domestici.
- Produit dont le fabricant participe à la valorisation des emballages en cotisant à un système global de tri, collecte sélective et recyclage des déchets d’emballages
ménagers.
- The product’s manufacturer contributes to the recycling of its packaging by contributing to a global recycling system.
- Produkt für getrenne Entsorgung (Elektroschrott). Werfen Sie es daher nicht in den Hausmüll!
- Producto sobre el cual el fabricante participa mediante una valorización de los embalajes cotizando a un sistema global de separación, recogida selectiva y reciclado de
los deshechos de embalajes domésticos.
- Аппарат, производитель которого участвует в глобальной программе переработки упаковки, выборочной утилизации и переработке бытовых отходов.
- De fabrikant van dit product neemt deel aan het hergebruik en recyclen van de verpakking, door middel van een contributie aan een globaal sorteer en recycle-
systeem van huishoudelijk verpakkingsafval.
- Il fabbricante di questo prodotto partecipa alla valorizzazione degli imballi contribuendo ad un sistema globale di smistamento, raccolta differenziata e riciclaggio degli
imballaggi domestici.
- Produit recyclable qui relève d’une consigne de tri.
- This product should be recycled appropriately
- Recyclingprodukt, das gesondert entsorgt werden muss.
- Producto reciclable que requiere una separación determinada.
- Этот аппарат подлежит утилизации.
- Product recyclebaar, niet bij het huishoudelijk afval gooien.
- Prodotto riciclabile soggetto a raccolta differenziata.
- Marque de conformité EAC (Communauté économique Eurasienne).
- EAEC Conformity marking (Eurasian Economic Community).
- EAC-Konformitätszeichen (Eurasische Wirtschaftsgemeinschaft)
- Marca de conformidad EAC (Comunidad económica euroasiática).
- Знак соответствия EAC (Евразийское экономическое сообщество).
- EAC (Euraziatische Economische Gemeenschap) merkteken van overeenstemming
- Marchio di conformità EAC (Comunità economica Eurasiatica).
- Information sur la température (protection thermique).
- Temperature information (thermal protection)
- Information zur Temperatur (Thermoschutz)
- Información sobre la temperatura (protección térmica)
- Информация по температуре (термозащита).
- Informatie over de temperatuur (thermische beveiliging).
- Informazioni sulla temperatura (protezione termica).

110

111

GYS SAS
1, rue de la Croix des Landes
CS 54159
53941 SAINT-BERTHEVIN Cedex
FRANCE
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
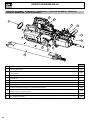 98
98
-
 99
99
-
 100
100
-
 101
101
-
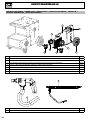 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108
-
 109
109
-
 110
110
-
 111
111
-
 112
112
















































































































GYS GYSPOT INVERTER BP.LG - 400V El manual del propietario
- Categoría
- Sistema de soldadura
- Tipo
- El manual del propietario
- Este manual también es adecuado para
en otros idiomas
Artículos relacionados
-
GYS GYSPOT INVERTER BP.LG - 220 V El manual del propietario
-
GYS GYSPOT 100 R.CX El manual del propietario
-
GYS GYSPOT 100 R.X El manual del propietario
-
GYS GYSPOT INVERTER BP.LG - 400 V Ficha de datos
-
-
-
GYS GYSPOT INVERTER EVOLUTION PTI.G 480V 6M El manual del propietario
-
GYS GYSPOT INVERTER PTI.G - 220 V El manual del propietario
-
GYS PACK GYSPOT INVERTER PTI.G - 400 V El manual del propietario
-
GYS GYSPOT INVERTER EVOLUTION PTI.G 400V 6M El manual del propietario