GYS RENOV CABLE PTI-PRO 220V El manual del propietario
- Tipo
- El manual del propietario

73502_V2_08/04/2022
RENOV FAISCEAU PTI PRO - 220 V
FR 1-14 / 67-73
EN 15-27 / 67-73
DE 28-40 / 67-73
ES 41-53 / 67-73
IT 54-66 / 67-73

2
RENOV FAISCEAU PTI PRO - 220 V
AVERTISSEMENTS - RÈGLES DE SÉCURITÉ
CONSIGNE GÉNÉRALE
Ces instructions doivent être lues et bien comprises avant toute opération. Toute modication ou maintenance non indiquée
dans le manuel ne doit pas être entreprise. Veiller à bien conserver ce manuel d’instruction pour des consultations ultérieures.
Tout dommage corporel ou matériel dû à une utilisation non-conforme aux instructions de ce manuel ne pourra être retenu à la charge du fabricant.
En cas de problème ou d’incertitude, consulter une personne qualiée pour manier correctement l’installation. Ces instructions couvrent le matériel
dans son état de livraison. Il est de la responsabilité de l’utilisateur de réaliser une analyse des risques en cas de non-respect de ces instructions.
ENVIRONNEMENT
Ce matériel doit être utilisé uniquement pour faire des opérations de soudage dans les limites indiquées par la plaque signalétique et/ou le manuel.
Il faut respecter les directives relatives à la sécurité. En cas d’utilisation inadéquate ou dangereuse, le fabricant ne pourra être tenu responsable.
L’installation doit être utilisée dans un local sans poussière, ni acide, ni gaz inammable ou autres substances corrosives de même pour son stockage.
S’assurer d’une circulation d’air lors de l’utilisation.
Plages de température :
Utilisation entre -10 et +40°C (+14 et +104°F).
Stockage entre -20 et +55°C (-4 et 131°F).
Humidité de l’air :
Inférieur ou égal à 50% à 40°C (104°F).
Inférieur ou égal à 90% à 20°C (68°F).
Altitude : Jusqu’à 1000 m au-dessus du niveau de la mer (3280 pieds).
PROTECTION INDIVIDUELLE ET DES AUTRES
Le soudage par résistance peut être dangereux et causer des blessures graves voire mortelles. Elle est destinée à être utilisée par du personnel qualié
ayant reçu une formation adaptée à l’utilisation de la machine (ex : formation carrossier).
Le soudage expose les individus à une source dangereuse de chaleur, d’étincelles, de champs électromagnétiques (attention au porteur de pacemaker),
de risque d’électrocution, de bruit et d’émanations gazeuses.
Pour bien se protéger et protéger les autres, respecter les instructions de sécurité suivantes :
An de se protéger de brûlures et rayonnements, porter des vêtements sans revers, isolants, secs, ignifugés et en bon état, qui
couvrent l’ensemble du corps.
Utiliser des gants qui garantissent l’isolation électrique et thermique.
Utiliser une protection de soudage et/ou une cagoule de soudage d’un niveau de protection susant (variable selon les applications).
Protéger les yeux lors des opérations de nettoyage. Les lentilles de contact sont particulièrement proscrites.
Il est parfois nécessaire de délimiter les zones par des rideaux ignifugés pour protéger la zone des projections et des déchets
incandescents.
Informer les personnes dans la zone de soudage de porter les vêtements adéquats pour se protéger.
Utiliser un casque contre le bruit si le procédé de soudage atteint un niveau de bruit supérieur à la limite autorisée (de même pour
toute personne étant dans la zone de soudage).
Tenir à distance des parties mobiles (ventilateur, électrodes, …) les mains, cheveux, vêtements.
Ne jamais enlever les protections carter du groupe froid lorsque la source de courant de soudage est sous tension, le fabricant ne
pourrait être tenu pour responsable en cas d’accident.
Les pièces qui viennent d’être soudées sont chaudes et peuvent provoquer des brûlures lors de leur manipulation. Lors d’intervention
d’entretien sur la pince ou le pistolet, il faut s’assurer qu’il/elle soit susamment froid(e) en attendant au moins 10 minutes avant
toute intervention. Le groupe froid doit être allumé lors de l’utilisation d’une pince refroidie eau an d’être sûr que le liquide ne
puisse pas causer de brûlures.
Il est important de sécuriser la zone de travail avant de la quitter an de protéger les personnes et les biens.
FUMÉES DE SOUDAGE ET GAZ
Les fumées, gaz et poussières émis par le soudage sont dangereux pour la santé. Il faut prévoir une ventilation susante, un
apport d’air est parfois nécessaire. Un masque à air frais peut être une solution en cas d’aération insusante.
Vérier que l’aspiration est ecace en la contrôlant par rapport aux normes de sécurité.
Attention le soudage dans des milieux de petites dimensions nécessite une surveillance à distance de sécurité. Par ailleurs le soudage de certains
matériaux contenant du plomb, cadmium, zinc ou mercure voire du béryllium peuvent être particulièrement nocifs, dégraisser également les pièces
avant de les souder.
Les bouteilles doivent être entreposées dans des locaux ouverts ou bien aérés. Elles doivent être en position verticale et maintenues à un support ou
sur un chariot. Le soudage doit être proscrit à proximité de graisse ou de peinture.

3
RENOV FAISCEAU PTI PRO - 220 V
• Cet équipement de soudage produit des fumées et des gaz qui contiennent des produits chimiques dont l’État de Californie reconnait qu’ils
provoquent des malformations congénitales et, dans certains cas, des cancers (code de santé et sécurité de Californie, chapitre 25249.5 et suivants).
• Cet équipement contient des éléments chimiques, dont le plomb, reconnus par l’État de Californie pour leur caractère cancérogène ainsi que
provoquant des malformations congénitales ou autres problèmes de procréation. Se laver les mains après toute manipulation.
RISQUE DE FEU ET D’EXPLOSION
Protéger entièrement la zone de soudage, les matières inammables doivent être éloignées d’au moins 11 mètres.
Un équipement anti-feu doit être présent à proximité des opérations de soudage.
Attention aux projections de matières chaudes ou d’étincelles et même à travers des ssures, elles peuvent être source d’incendie ou d’explosion.
Éloigner les personnes, les objets inammables et les containers sous pressions à une distance de sécurité susante.
Le soudage dans des containers ou des tubes fermés est à proscrire et dans le cas où ils sont ouverts il faut les vider de toute matière inammable
ou explosive (huile, carburant, résidus de gaz …).
Les opérations de meulage ne doivent pas être dirigées vers la source de courant de soudage ou vers des matières inammables.
SÉCURITÉ ÉLECTRIQUE
Le réseau électrique utilisé doit impérativement avoir une mise à la terre. Une décharge électrique peut être une source d’accident
grave direct ou indirect, voire mortel.
Ne jamais toucher les parties sous tension à l’intérieur comme à l’extérieur de la source de courant sous-tension (câbles, électrodes, bras, pistolet,…)
car celles-ci sont branchées au circuit de soudage.
Avant d’ouvrir la source de courant de soudage, il faut la déconnecter du réseau et attendre 2 minutes. an que l’ensemble des condensateurs soit
déchargé.
Veiller à changer les câbles, électrodes ou bras, par des personnes qualiées et habilitées, si ceux-ci sont endommagés. Dimensionner la section des
câbles en fonction de l’application. Toujours utiliser des vêtements secs et en bon état pour s’isoler du circuit de soudage. Porter des chaussures
isolantes, quel que soit le milieu de travail.
Attention ! Surface très chaude. Risque de brûlures.
• Les pièces et l’équipement chauds peuvent causer des brûlures.
• Ne pas toucher les pièces chaudes à main nue.
• Attendre le refroidissement des pièces et de l’équipement avant de les manipuler.
• En cas de brûlure, rincer abondamment à l’eau et consulter un médecin sans tarder.
CLASSIFICATION CEM DU MATÉRIEL
Ce matériel de Classe A n’est pas prévu pour être utilisé dans un site résidentiel où le courant électrique est fourni par le réseau
public d’alimentation basse tension. Il peut y avoir des dicultés potentielles pour assurer la compatibilité électromagnétique
dans ces sites, à cause des perturbations conduites, aussi bien que rayonnées à fréquence radioélectrique.
Ce matériel n’est pas conforme à la CEI 61000-3-12 et est destiné à être raccordé à des réseaux basse tension privés
connectés au réseau public d’alimentation seulement au niveau moyenne et haute tension. S’il est connecté à un réseau public
d’alimentation basse tension, il est de la responsabilité de l’installateur ou de l’utilisateur du matériel de s’assurer, en consultant
l’opérateur du réseau de distribution, que le matériel peut être connecté.
EMISSIONS ELECTRO-MAGNETIQUES
Le courant électrique passant à travers n’importe quel conducteur produit des champs électriques et magnétiques (EMF) localisés.
Le courant de soudage produit un champ électromagnétique autour du circuit de soudage et du matériel de soudage.
Les champs électromagnétiques EMF peuvent perturber certains implants médicaux, par exemple les stimulateurs cardiaques. Des mesures de
protection doivent être prises pour les personnes portant des implants médicaux. Par exemple, restrictions d’accès pour les passants ou une évaluation
de risque individuelle pour les soudeurs.
Tous les soudeurs devraient utiliser les procédures suivantes an de minimiser l’exposition aux champs électromagnétiques provenant du circuit de
soudage:
• positionner les câbles de soudage ensemble – les xer les avec une attache, si possible;
• se positionner (torse et tête) aussi loin que possible du circuit de soudage;
• ne jamais enrouler les câbles de soudage autour du corps;
• ne pas positionner le corps entre les câbles de soudage. Tenir les deux câbles de soudage sur le même côté du corps;
• raccorder le câble de retour à la pièce mise en œuvre aussi proche que possible à la zone à souder;
• ne pas travailler à côté de la source de courant de soudage, ne pas s’assoir dessus ou ne pas s’y adosser ;
• ne pas souder lors du transport de la source de courant de soudage ou le dévidoir.
Les porteurs de stimulateurs cardiaques doivent consulter un médecin avant d’utiliser ce matériel.
L’exposition aux champs électromagnétiques lors du soudage peut avoir d’autres eets sur la santé que l’on ne connaît pas
encore.

4
RENOV FAISCEAU PTI PRO - 220 V
RECOMMANDATIONS POUR ÉVALUER LA ZONE ET L’INSTALLATION DE SOUDAGE
Généralités
L’utilisateur est responsable de l’installation et de l’utilisation du matériel de soudage par résistance suivant les instructions du fabricant. Si des
perturbations électromagnétiques sont détectées, il doit être de la responsabilité de l’utilisateur du matériel de soudage par résistance de résoudre
la situation avec l’assistance technique du fabricant. Dans certains cas, cette action corrective peut être aussi simple qu’une mise à la terre du circuit
de soudage. Dans d’autres cas, il peut être nécessaire de construire un écran électromagnétique autour de la source de courant de soudage et de la
pièce entière avec montage de ltres d’entrée. Dans tous les cas, les perturbations électromagnétiques doivent être réduites jusqu’à ce qu’elles ne
soient plus gênantes.
Évaluation de la zone de soudage
Avant d’installer un matériel de soudage par résistance, l’utilisateur doit évaluer les problèmes électromagnétiques potentiels dans la zone environnante.
Ce qui suit doit être pris en compte:
a) la présence au-dessus, au-dessous et à côté du matériel de soudage par résistance d’autres câbles d’alimentation, de commande, de signalisation
et de téléphone;
b) des récepteurs et transmetteurs de radio et télévision;
c) des ordinateurs et autres matériels de commande;
d) du matériel critique de sécurité, par exemple, protection de matériel industriel;
e) la santé des personnes voisines, par exemple, emploi de stimulateurs cardiaques ou d’appareils contre la surdité;
f) du matériel utilisé pour l’étalonnage ou la mesure;
g) l’immunité des autres matériels présents dans l’environnement.
L’utilisateur doit s’assurer que les autres matériels utilisés dans l’environnement sont compatibles. Cela peut exiger des mesures de protection
supplémentaires;
h) l’heure du jour où le soudage ou d’autres activités sont à exécuter.
La dimension de la zone environnante à prendre en compte dépend de la structure du bâtiment et des autres activités qui s’y déroulent. La zone
environnante peut s’étendre au-delà des limites des installations.
Évaluation de l’installation de soudage
Outre l’évaluation de la zone, l’évaluation des installations de soudage par résistance peut servir à déterminer et résoudre les cas de perturbations.
Il convient que l’évaluation des émissions comprenne des mesures in situ comme cela est spécié à l’Article 10 de la CISPR 11. Les mesures in situ
peuvent également permettre de conrmer l’ecacité des mesures d’atténuation.
RECOMMANDATIONS SUR LES MÉTHODES DE RÉDUCTION DES ÉMISSIONS ÉLECTROMAGNÉTIQUES
a. Réseau public d’alimentation: Il convient de raccorder le matériel de soudage par résistance au réseau public d’alimentation selon les
recommandations du fabricant. Si des interférences se produisent, il peut être nécessaire de prendre des mesures de prévention supplémentaires
telles que le ltrage du réseau public d’alimentation. Il convient d’envisager de blinder le câble d’alimentation dans un conduit métallique ou équivalent
d’un matériel de soudage par résistance installé à demeure. Il convient d’assurer la continuité électrique du blindage sur toute sa longueur. Il convient
de raccorder le blindage à la source de courant de soudage pour assurer un bon contact électrique entre le conduit et l’enveloppe de la source de
courant de soudage.
b. Maintenance du matériel de soudage par résistance : Il convient que le matériel de soudage par résistance soit soumis à l’entretien de
routine suivant les recommandations du fabricant. Il convient que tous les accès, portes de service et capots soient fermés et correctement verrouillés
lorsque le matériel de soudage par résistance est en service. Il convient que le matériel de soudage par résistance ne soit modié en aucune façon,
hormis les modications et réglages mentionnés dans les instructions du fabricant.
c. Câbles de soudage : Il convient que les câbles soient aussi courts que possible, placés l’un près de l’autre à proximité du sol ou sur le sol.
d. Liaison équipotentielle : Il convient d’envisager la liaison de tous les objets métalliques de la zone environnante. Toutefois, des objets métalliques
reliés à la pièce à souder accroissent le risque pour l’opérateur de chocs électriques s’il touche à la fois ces éléments métalliques et l’électrode. Il
convient d’isoler l’opérateur de tels objets métalliques.
e. Mise à la terre de la pièce à souder : Lorsque la pièce à souder n’est pas reliée à la terre pour la sécurité électrique ou en raison de ses
dimensions et de son emplacement, ce qui est le cas, par exemple, des coques de navire ou des charpentes métalliques de bâtiments, une connexion
raccordant la pièce à la terre peut, dans certains cas et non systématiquement, réduire les émissions. Il convient de veiller à éviter la mise à la terre
des pièces qui pourrait accroître les risques de blessure pour les utilisateurs ou endommager d’autres matériels électriques. Si nécessaire, il convient
que le raccordement de la pièce à souder à la terre soit fait directement, mais dans certains pays n’autorisant pas cette connexion directe, il convient
que la connexion soit faite avec un condensateur approprié et choisi en fonction des réglementations nationales.
f. Protection et blindage : La protection et le blindage sélectifs d’autres câbles et matériels dans la zone environnante peuvent limiter les problèmes
de perturbation. La protection de toute la zone de soudage peut être envisagée pour des applications spéciales.
TRANSPORT ET TRANSIT DE LA SOURCE DE COURANT DE SOUDAGE
La source de courant de soudage est équipée de poignées supérieures permettant le déplacement à la main. Attention à ne pas
sous-évaluer son poids. Les poignées ne sont pas considérées comme un moyen d’élingage.
Ne pas utiliser les câbles pour déplacer la source de courant de soudage. Ne pas faire transiter la source de courant au-dessus de personnes ou
d’objets.

5
RENOV FAISCEAU PTI PRO - 220 V
INSTALLATION DU MATÉRIEL
• Mettre la source de courant de soudage sur un sol dont l’inclinaison maximum est de 10°.
• La source de courant de soudage doit être à l’abri de la pluie battante et ne pas être exposée aux rayons du soleil.
• Le matériel est de degré de protection IP20, signiant :
- une protection contre l’accès aux parties dangereuses des corps solides de diam >12.5 mm et,
- aucune protection contre les projections d’eau.
Les câbles d’alimentation, de rallonge et de soudage doivent être totalement déroulés an d’éviter toute surchaue.
Le fabricant n’assume aucune responsabilité concernant les dommages provoqués à des personnes et objets dus à une utilisation
incorrecte et dangereuse de ce matériel.
ENTRETIEN / CONSEILS
• Les utilisateurs de cette machine doivent avoir reçu une formation adaptée à l’utilisation de la machine an de tirer le maximum de ses performances
et de réaliser des travaux conformes (ex : formation de carrossier).
• Vérier que le constructeur autorise le procédé de soudage employé avant toute réparation sur un véhicule.
La maintenance et la réparation du générateur ne peut être eectuée que par le fabricant. Toute intervention dans ce générateur
eectuée par une tierce personne annulera les conditions de garantie. Le fabricant décline toute responsabilité concernant tout
incident ou accident survenant postérieurement à cette intervention.
Couper l’alimentation en débranchant la prise, et attendre deux minutes avant de travailler sur le matériel. A l’intérieur, les tensions
et intensités sont élevées et dangereuses.
• Avant toute intervention, couper l’alimentation en air comprimé et dépressuriser le circuit de la machine.
• Veiller à purger régulièrement le ltre du déshumidicateur placé à l’arrière de l’appareil.
• L’appareil est équipé d’un équilibreur permettant une manipulation plus facile de la pince. Cependant ne pas laisser la pince pendre au bout du câble
de l’équilibreur de manière prolongée sous peine d’entraîner une fatigue prématurée de l’équilibreur. Ne pas laisser la pince retomber de façon répétée
sans la retenir sous peine d’endommager l’équilibreur.
• Il est possible d’ajuster la tension du ressort de l’équilibreur à l’aide de la clé mâle six pans fournie.
• Le niveau de liquide de refroidissement est important pour le bon fonctionnement de la machine. Il doit toujours être compris entre les niveaux «
minimum » et « maximum » indiqués sur l’appareil. Vérier régulièrement ce niveau et faire l’appoint si nécessaire.
• Il est recommandé de renouveler le liquide de refroidissement tous les 2 ans.
• Tous les outils de soudage subissent une détérioration lors de leur utilisation. Veiller à ce que ces outils restent propres pour que la machine donne
le maximum de ses possibilités.
• Avant d’utiliser la pince pneumatique, vérier le bon état des électrodes/caps (qu’ils soient plats,
bombés ou biseautés). Si ce n’est pas le cas, les nettoyer à l’aide d’un papier de verre (grain n) ou les
remplacer (voir référence(s) sur la machine).
• Pour garantir un point de soudure ecace, il est indispensable de remplacer les caps tous les 200
points environ. Pour cela :
- Démonter les caps à l’aide d’une clé démonte caps (réf. 050846)
- Monter les caps avec de la graisse de contact (réf. 050440)
• Caps type A (réf : 049987)
• Caps type F (réf : 049970)
• Caps biseautés (réf : 049994)
Attention : les caps doivent être parfaitement alignés. Si ce n’est pas le cas, vérier l’alignement des
électrodes (cf. chapitre «Montage et changement des bras» P. 28)
A
A
F
F
A
A
• Avant d’utiliser le pistolet, vérier l’état des diérents outils (étoile, électrode monopoint, électrode carbone, …) puis éventuellement les nettoyer ou
procéder à leur remplacement s’ils paraissent en mauvais état.
• Régulièrement, enlever le capot et dépoussiérer à la souette. En proter pour faire vérier la tenue des connexions électriques avec un outil isolé
par un personnel qualié.
• Contrôler régulièrement l’état du cordon d’alimentation et du faisceau du circuit de soudage. Si des signes d’endommagement sont apparents, les
remplacer par le fabricant, son service après-vente ou une personne de qualication similaire, an d’éviter tout danger.
Après chaque utilisation veiller à ne pas laisser le faisceau vrillé. Un
faisceau constamment vrillé mène à sa détérioration prématurée et peut
présenter un danger électrique pour l’utilisateur.
• Laisser les ouïes de la source de courant de soudage libres pour l’entrée et la sortie d’air.

6
RENOV FAISCEAU PTI PRO - 220 V
DESCRIPTION DE LA PINCE G
43 5 61
8 9
7
2
1- Levier de verrouillage/deverrouillage du bras 6- Bras mobile
2- Tuyau de refroidissement 7- Poignée latérale
3- Gyroscope 8- Bouton de réglage des paramètres à distance
4- Corps pneumatique 9- Bouton de soudage point
5- Electrode de surouverture
DÉMONTAGE DU FAISCEAU PTI-S7
1
Débrancher l’alimentation électrique de la PTI-S7.
2Enlever les deux vis du boitier de protection.
PROTOTYPE
3Enlever les trois écrous du bornier.

7
RENOV FAISCEAU PTI PRO - 220 V
4Enlever les deux vis qui maintiennent le passe l du fais-
ceau, ainsi que tous les connecteurs.
PROTOTYPE
5Démonter les supports droit et gauche du bras de la
PTI-S7.
MONTAGE DU FAISCEAU RENOV PTI-PRO
1Installer les supports de bras incliné gauche et droit four-
nis dans le Kit rénov.
PROTOTYPE
PROTOTYPE
PROTOTYPE
M6x16
(x4)
10 N·m
M6x16
(x4)
10 N·m
2Poser la pince sur le support incliné.
PROTOTYPE
3Installer le gyroscope

8
RENOV FAISCEAU PTI PRO - 220 V
3.1 Retirer la poignée en plastique, incliner le gyroscope
comme ci-contre et le faire coulisser jusqu’à la coque.
3.2 Fixer le gyroscope avec 4 vis M5x10 sans tête.
3.3 Il peut tourner autour de la pince à 360°.
3.4 La butée sur le gyroscope peut être levée ou abaissée.
Elle sert à décaler le câble de l’équilibreur pour pouvoir
engager un grand bras plus aisément.

9
RENOV FAISCEAU PTI PRO - 220 V
4Installer le bras G1.
PROTOTYPE
5Poser le boitier de protection sur l’avant de la PTI et vis-
ser les trois cosses comme ci-contre.
6Repositionner le boitier et remettre les vis.
PROTOTYPE

10
RENOV FAISCEAU PTI PRO - 220 V
7Fixer le passe-l du faisceau ainsi que tous les connec-
teurs. (Voir notice PTI pour le branchement)
PROTOTYPE
8Brancher le connecteur de puissance.
CHANGEMENT DES SUPPORTS DE BRAS
1Démonter les supports de bras PTI-S7.

11
RENOV FAISCEAU PTI PRO - 220 V
2Fixer les nouveaux supports petits bras PTI-PRO, avec les
vis M5x12(x4) fournies.
PROTOTYPE
FIXATION DU SUPPORT DE GRANDS BRAS (FACULTATIF)
Ce support devra être xé sur un mur. Les vis M5 ne sont pas fournies.
MISE À JOUR DU SOFT
Consulter le SAV pour la procédure de mise à jour du logiciel.
ACCESSOIRES ET OPTIONS
Liquide de
refroidissement 40 caps
x 10
x 18
x 18
x 6
Housse de
protection Carte SD avec
programmes Equilibreur
10>14 kg
5 l : 062511
10 l : 052246 048935 050068 050853 050914 059696
Aûteur de caps Capteur d’eort Valise de test de soudure Europax anti-corrosion Kit pistolet
048966 052314 050433 052758 067318
100
180
96
100
93
205
180
96
154
G1 (550 daN) - ref. 022768 INCLUS G2 (300 daN) - ref. 022775 G3 (550 daN) - ref. 022782
117
100
44
15540
G2 + G3 + G4 - ref. 022898 G6 (550 daN) - ref. 022812 G7 (150 daN) - ref. 022829

12
RENOV FAISCEAU PTI PRO - 220 V
500
250
128
180
600
250
177
235 1000
250
G4 (550 daN) - ref. 022799
430
450
324
384
G8 (550 daN) - ref. 022836
G5 (550 daN) (6.25 kg) - ref. 022805
G10 (400 daN) (5 kg) - ref. 067165
G11 (550 daN) - ref. 071766
G12 (550 daN) - ref. 075238
UTILISATION DU PISTOLET (OPTION)
- Sélectionner l’outil PISTOLET à l’aide de la touche .
Fixer le cable de masse du pistolet sur l’électrode mobile. Faire coulisser et serrer la molette
Retirer le bras de la pince et xer, en lieu et place de celui-ci, le câble du pistolet.
Connecter le câble de commande à la che Jack.
Vérier que la vis qui connecte le patin à la cosse du câble est bien serrée.

13
RENOV FAISCEAU PTI PRO - 220 V
- Fixer fermement le patin de masse aussi près que possible de l’endroit à souder.
Dans le cas d’un soudage monopoint au pistolet, toujours placer le patin de masse sur la tôle qui n’est pas en contact avec l’électrode de soudage
(de façon que le courant passe au travers des deux tôles à souder).
- Souder en commençant par le point le plus éloigné de la masse, puis se rapprocher de celle-ci.
- Le mode normal avec soudage d’étoiles est lancé par défaut.
- Le pistolet peut être utilisé en mode normal ou manuel.
En mode Normal, le pistolet sera limité à des tôles de 1.5 mm maximum.
Avec le pistolet, l’opérateur a le choix entre diérents outils (mono point, étoile, impact, chaue rétreinte, goujon,
rivet, écrou, molette). La sélection de l’outil se fait avec les touches + et -.
En mode Manuel, l’intensité maximale admise sera de 8 kA pendant une durée qui ne pourra pas excéder 500 ms. Les
réglages à l’écran seront donc bloqués à ces valeurs maximum.
Régler le générateur en lui indiquant l’épaisseur de la tôle à souder à l’aide des touches + et -. Il est possible de
modier les paramètres courant et temps en mode manuel.
Un appui de 2 secondes sur la touche permet de revenir dans le mode NORMAL.
MONTAGE ET CHANGEMENT DES BRAS DE LA PINCE G
La garantie ne couvre pas les anomalies et détériorations dues à un mauvais montage des bras de la pince en G.
IMPORTANT :
- ne pas utiliser de graisse cuivrée sur les bras.
- maintenir propre la semelle des bras et le support de bras sur la pince pour favoriser un bon passage du courant entre les pièces en contact.
- En cas de non-utilisation prolongée, toujours stocker la machine avec un bras monté sur la pince pour éviter les poussières sur le support de bras.
Procédure de changement des bras :
Pendant le remplacement des bras sur la pince, la pompe du circuit de refroidissement doit impérativement être coupée. Pour cela, se placer en mode
«Réglage pince» sur la machine ; le voyant rouge s’allume sur le bouton de la pince (FIG 2 -12) indiquant que la pompe est arrêtée. L’électrode se
rétracte dans la pince pour permettre le retrait du bras.
1 Le loquet dépasse côté cadenas fermé
2 Le levier doit être en butée position arrière (~120°)
3 Les èches doivent être alignées
4 Incliner le bras d’environ 15° et le retirer de son logement (les goupilles doivent glisser dans la rainure)
1
4
3
2
1
4
3
2

14
RENOV FAISCEAU PTI PRO - 220 V
SUR-OUVERTURE MÉCANIQUE DU BRAS
Pour ouvrir le bras et accéder plus facilement à la carrosserie, actionner la surouverture en appuyant sur le bouton de la pince (FIG 2 -10).
1 Appuyez sur le bouton (FIG 2 -10)
2 Le loquet dépasse côté cadenas ouvert
3 Le levier doit être ouvert (~90°) en butée sur loquet.
4 Les èches ne doivent pas être alignées
Incliner le bras.
42
3
4
2
3
GYROSCOPE
Retirer la poignée en plastique, incliner le gyro comme ci-contre et le
faire coulisser jusqu’à la coque. Fixer le gyroscope avec 4 vis M5x10 sans tête.
Il peut tourner autour de la pince à 360°. La butée sur le gyroscope peut être levée ou abaissée. Elle sert à
décaler le câble de l’équilibreur pour pouvoir engager un grand bras
plus aisément.

15
PTI-PRO RENOV CABLE EN
WARNING - SAFETY RULES
GENERAL INSTRUCTIONS
Read and understand the following safety instructions before use. Any modication or updates that are not specied in the
instructions manual should not be undertaken. Please store this manual safely.
The manufacturer is not liable for any injury or damage due to a non-compliance with the instructions featured in this manual.
In the event of problems or uncertainties, please consult a qualied person to handle the installation properly. The instructions cover the material
in the condition it was delivered. It is the responsibility of the user to analyse the risks taken when not following the instructions published by GYS.
ENVIRONMENT
This equipment must only be used for welding operations in accordance with the limits indicated on the descriptive panel and/or in the user manual.
Safety instructions must be followed. In case of improper or unsafe use, the manufacturer cannot be held liable.
This equipment must be used and stored in a room free from dust, acid, ammable gas or any other corrosive agent. Operate the machine in an
open, or well-ventilated area.
Operating temperature:
Use between -10 and +40°C (+14 and +104°F).
Storage between -20 and +55°C (-4 and 131°F).
Air humidity:
Lower or equal to 50% at 40°C (104°F).
Lower or equal to 90% at 20°C (68°F).
Altitude : Up to 1000 m above sea level (3280 feet).
INDIVIDUAL PROTECTION & OTHERS
Resistance welding can be dangerous and cause serious injuries or even death. It needs to be used by a qualied technician with training relevant
to the machine.
Welding exposes the user to dangerous heat, arc rays, electromagnetic elds, risk of electric shock, noise and gas fumes. People wearing pacemakers
are advised to consult a doctor before using the welding machine.
To protect oneself as well as others, ensure the following safety precautions are taken:
In order to protect you from burns and radiations, wear clothing without turn-up or cus. These clothes must be insulating, dry,
reproof, in good condition and cover the whole body.
Wear protective gloves which guarantee electrical and thermal insulation.
Use sucient welding protective gear for the whole body: hood, gloves, jacket, trousers... (varies depending on the application/
operation). Protect the eyes during cleaning operations. Contact lenses are prohibited during use.
It may be necessary to install reproof welding curtains to protect others against arc rays, weld spatters and sparks. .
Ask people around the working area to look away from at the arc or the molten metal, and to wear protective clothing.
Ensure ear protection is worn by the operator if the work exceeds the authorised noise limit (the same applies to any person in the
welding area).
Keep mobile parts at a distance (fan, electrodes...) from hands, hair and clothing .
Never remove the safety covers from the cooling unit when the machine is plugged in. The manufacturer is not liable for any injury
or damage caused due to non-compliance with the safety precautions.
Parts that have just been welded will be hot and may cause burns when touched. During maintenance work on the torch or the
electrode holder, you should make sure it’s cold enough and wait at least 10 minutes before any intervention. When using a water-
cooled torch, make sure that the cooling unit is switched on to avoid any burns caused by the liquid.
It is important to secure the working area before leaving it to ensure protection of the goods and the safety of people.
WELDING FUMES AND GASES
Fumes, gas and dust produced during welding are hazardous to health. It is mandatory to ensure adequate ventilation and/
or extraction to keep fumes and gas away from the work area. Using an air fed welding helmet is recommended in case of
insucient ventilation in the workplace.
Check that the air supply is eective by referring to the recommended safety regulations.
Precautions must be taken when welding in small areas, and the operator will need supervision from a safe distance. Welding certain pieces of metal
containing lead, cadmium, zinc, mercury or beryllium can be extremely toxic. The user will also need to degrease the workpiece before welding.
Gas cylinders must be stored in an open or ventilated area. They must be stored vertically and held by a support or trolley to limit the risk of fall. Do
not weld in areas where grease or paint are stored.

16
PTI-PRO RENOV CABLE EN
• This welding equipment produces fumes and gases that contain chemicals considered by the State of California as a source of congenital malformations
and potentially, cancers (refer to the California Health Code, chapter 25249.5 and after).
• This equipment contains chemicas, including lead, identied by the state if California as a potential cause of cancers and congenital malformations
or other issues in relation to procreation. Wash your hands after handling.
FIRE AND EXPLOSION RISKS
Protect the entire welding area. Flammable materials must be moved to a minimum safe distance of 11 meters.
A re extinguisher must be readily available near the welding operations.
Be careful of weld spatter and sparks, even through cracks. If not careful then this could potentially lead to a re or an explosion.
Keep people, ammable materials/objects and containers that are under pressure at a safe distance.
Welding in closed containers or pipes should be avoided and , if they are opened, they must be emptied of any ammable or explosive material (oil,
fuel, gas ...).
Grinding operations should not be carried out close to the power supply or any ammable materials.
ELECTRICAL SAFETY
The electrical mains used must have an earth terminal. An electric shock could cause serious injuries or potentially even deadly
accidents.
Never make contact with live parts inside or outside the current source (cables, electrodes, arms, guns...) as they are connected to the welding circuit.
Before opening the device, it is imperative to disconnect it from the mains and wait 2 minutes, so that all the capacitors are discharged.
Damaged cables and torches must be changed by a qualied and skilled professional. Make sure that the cable cross section is adequate with the
usage (extensions and welding cables). Always wear dry clothes which are in good condition in order to be isolated from the welding circuit. Wear
insulating shoes, regardless of the workplace/environment in which you work in.
Warning! Very hot surface. Risk of burns.
• The parts and pieces that have just been heated are hot and may cause burns when manipulated.
• Do not touch any hot parts with your hands.
• Wait for the parts and pieces to cool down before handling them.
• In case of burn, rinse thoroughly with water and consult a doctor as soon as possible.
EMC MATERIAL CLASSIFICATION
This Class A machine is not intended to be used on a residential site where the electric current is supplied by the domestic
low-voltage power grid. There may be issues in ensuring electromagnetic compatibility on these sort of sites, due to conducted
interferences as well as radiation.
This equipment does not comply with IEC 61000-3-12 and is intended to be connected to private low-voltage systems interfacing
with the public power grid only at the medium- or high-voltage level. If connected to a public low-voltage power grid, the
installer or user of the machine has to ensure, by checking with the network operator, that the device can be connected.
ELECTROMAGNETIC INTERFERENCES
The electric current owing through any conductor causes electrical and magnetic elds (EMF). The welding current generates an
EMF around the welding circuit and the welding equipment.
The EMF electromagnetic elds can interfere with certain medical implants, such as pacemakers. Protective measures must be taken for people having
medical implants. For example, by restricting access to passers-by or conducting an individual risk evaluation for the welders.
All welders should take the following precautions in order to minimise exposure to the electromagnetic elds (EMF) generated by the welding circuit:
• position the welding cables together – if possible, attach them;
• keep your head and upper body as far as possible from the welding circuit;
• never wrap the cables around your body;
• never position your body between the welding cables. Hold both welding cables on the same side of your body;
• connect the earth clamp as close as possible to the welding area;
• do not work too close to, do not lean and do not sit on the welding machine
• do not weld when transporting the welding machine or its wire feeder.
People wearing pacemakers are advised to consult their doctor before using this device.
Exposure to electromagnetic elds while welding may have other health eects which are not yet identied.

17
PTI-PRO RENOV CABLE EN
RECOMMENDATIONS FOR WELDING AREA ASSESSMENT AND WELDING
Miscellaneous
The user is responsible for the correct installation and usage of the welding material based on the instructions supplied by the manufacturer. If
electromagnetic disturbances are detected, it is the user’s responsibility to resolve the situation with the manufacturer’s technical assistance. In some
cases, this corrective action may be as simple as earthing the welding circuit. In other cases, it may be necessary to construct an electromagnetic
shield around the welding power source and around the entire piece by tting input lters. In all cases, electromagnetic interferences must be reduced
until they are no longer inconvenient.
Welding area assessment
Before installing the machine, the user must evaluate the possible electromagnetic problems that may arise in the area where the installation is
planned. The following must be taken into account:
a) the presence (above, below and next to the arc welding machine) of other power cables, remote cables and telephone cables;
b) television transmitters and receivers;
c) computers and other hardware;
d) critical safety equipment such as industrial machine protections;
e) the health and safety of people in the area especially if they are using pacemakers or hearing aids;
f) calibration and measuring equipment;
g) the isolation of other pieces of equipment which are in the same area.
The operator has to ensure that the devices and equipment used in the same area are compatible with each other. This may require extra precautions;
h) the time of day during the welding or other activities have to be performed.
The dimension of the cutting area that has to be considered depends on the size and shape of the building and the type of work undertaken. The area
taken into consideration might go beyond the limits of the installations.
Review of the welding installation
Reviewing the welding installations can be useful to determine and resolve any case of electrical disturbances. The assessment of emissions must
include in situ measurements as specied in Article 10 of CISPR 11. In situ measurements can also be used to conrm the eectiveness of mitigation
measures.
RECOMMENDAED METHODS TO REDUCE ELECTROMAGNETIC EMISSIONS
a. National power grid: The arc welding machine must be connected to the national power grid in accordance with the manufacturer’s
recommendation. In case of interferences, it may be necessary to take additional precautions such as the ltering of the power supply network.
Consideration should be given to shielding the power supply cable in a metal conduit or equivalent of permanently installed arc welding equipment. It
is necessary to ensure the electrical continuity of the frame along its entire length. The shielding should be connected to the welding current source
to ensure a good electrical contact between the conduit and the casing of the welding current source.
b. Maintenance of the resistance welding equipment: The resistance welding machine should be subject to a routine maintenance check in line
with the recommendations of the manufacturer. All accesses, service doors and covers should be closed and properly locked when the arc welding
equipment is on. The arc welding equipment must not be modied in any way, except for the changes and settings covered in the instructions.
c. Welding cables: Cables must be as short as possible, close to each other and close to the ground, if not on the ground.
d. Equipotential bonding: consideration should be given to bond all metal objects in the surrounding area. However, metal objects connected to
the workpiece increase the risk of electric shock if the operator touches both these metal elements and the electrode. It is necessary to insulate the
operator from such metal objects.
e. Earthing of the welded part: When the part is not earthed - due to electrical safety reasons or because of its size or location (which is the case
with ship hulls or metallic building structures), the earthing of the part can, in some cases but not systematically, reduce emissions It is preferable to
avoid the earthing of parts that could increase the risk of injury to the users or damage other electrical equipment. If necessary, it is appropriate that
the earthing of the part is done directly, but the safety rules in some countries may not allow such a direct connection and it is appropriate that the
connection is made using a capacitor selected according to national regulations.
f. Protection and shielding: The selective protection and shielding of other cables and devices in the area can reduce perturbation issues. The
protection of the entire welding area can be considered for specic situations.
TRANSPORT AND TRANSIT OF THE WELDING MACHINE
The top of the machine is equipped with handles for movement by hand. Be careful not to underestimate the weight of the
machine. The handles cannot be used to lift the product.
Do not use the cables or torch to move the machine. Do not place/carry the unit over people or objects.
EQUIPMENT INSTALLATION
• Put the machine on the oor (maximum incline of 10°).
• The machine must be placed in a sheltered area away from rain or direct sunlight.
• The machine protection level is IP20, which means :
- Protection against access to dangerous parts from solid bodies of a diameter ≥12.5mm and,
- Protection against water projections.
Power cables, extension leads and welding cables must be fully uncoiled to prevent overheating.
The manufacturer does not accept any liability in relation to damages caused to objects or harm caused to persons as the result
of incorrect and/or dangerous use of the machine.

18
PTI-PRO RENOV CABLE EN
MAINTENANCE / RECOMMENDATIONS
• The operators must have received suitable training in order to use the machine at its maximum potential and weld correctly.
• Check which welding process is authorised by the manufacturer before attempting any vehicle repair.
The maintenance and repair of the machine can only be undertaken by the manufacturer. Any work undertaken by a third party on
the machine will invalidate the warranty. The manufacturer will not accept liability in the event of an incident that would occur after
this work was undertaken.
Ensure the machine is unplugged from the mains, and then wait 2 minutes before carrying out maintenance work. Inside the
machine, voltage and current levels are high and dangerous.
• Prior to any work on the machine, turn the air supply o and depressurise the circuit of the machine.
• Make sure to purge the lter of the dehumidier located at the back of the machine regularly.
• The device is tted with a balance system designed for easier handling. However, it is not recommended to leave the clamp hanging at the end of
the cable of the balancing system for prolonged periods of time as it might increase wear. Do not drop the clamp repetitively or it might damage the
balancing system.
• It is possible to adjust the tension of the balancing system spring using the spanner provided.
•The level of the cooling liquid is important for the machine to work correctly. It must always be between the «minimum» and «maximum» marks on
the machine. Regularly check the level and top-up when needed.
• It is recommended to renew the cooling liquid every 2 years.
• All the welding tools will wear o with use. Ensure that these tools are clean to get the best results.
• Prior to using the pneumatic clamp, check the condition of the electrodes/caps (regardless if they are
round or at). If that is not the case, clean them using sand paper (thin grain) or replace them (see
explanation on the machine).
• To ensure an ecient welding spot, it is necessary to replace the caps every 200 spots. In order to
do so :
- Remove the caps using the caps removing wrench (ref. 050846)
- Fit the caps and apply contact grease (ref. 050440)
• Caps type A (ref : 049987)
• Caps type F (ref : 049970)
• Caps bevelled (ref : 049994)
Warning : the caps must be perfectly aligned. If this is not the case, check the alignment of the
electrodes (cf. chapter «Assembly and replacement of the arms» P. 48)
A
A
F
F
A
A
• Prior to using the gun, check the condition of the dierent tools (star, single sided electrode, carbon electrode...) and clean or replace if required.
• Remove regularly the casing and any excess of dust. Take this opportunity to have the electrical connections checked by a qualied person, with
an insulated tool.
• Regularly review the condition of the power cable and welding connection cables. In case of visible signs of damage, organise for them to be
replaced by the manufacturer or a qualied technician.
After each use make sure that the harness is not left twisted. A constantly
twisted harness leads to its premature deterioration and can present an
electrical hazard to the user.
• Ensure the vents of the device are not blocked to allow adequate air circulation.

19
PTI-PRO RENOV CABLE EN
DESCRIPTION OF THE G CLAMP
43 5 61
8 9
7
2
1- Arm locking/unlocking lever 6- Mobile arm
2- Cooling pipe 7- Side handle
3- Gyroscope 8- Remote settings button
4- Pneumatic body 9- Spot welding button
5- Over-opening electrode
Clamp opening : push the button (FIG 2 - 10), the opening of the clamp can be released. The electrode retracts in the clamp leaving a space of
80 mm to access the welding area instead of 20 mm when not in use.
DISMANTLING THE PTI-S7 HARNESS
1
Disconnect the power supply to the PTI-S7.
2Remove the two screws from the protective casing.
PROTOTYPE
3Remove the three nuts from the terminal block.

20
PTI-PRO RENOV CABLE EN
4Remove the two screws holding the harness grommet
and all connectors.
PROTOTYPE
5Remove the right and left arm supports from the PTI-S7.
RENOV PTI-PRO BUNDLE ASSEMBLY
1Install the left and right slope arm brackets supplied in
the Renovation Kit.
PROTOTYPE
PROTOTYPE
PROTOTYPE
M6x16
(x4)
10 N·m
M6x16
(x4)
10 N·m
2Place the clamp on the inclined support.
PROTOTYPE
3Installing the gyroscope

21
PTI-PRO RENOV CABLE EN
3.1 Remove the plastic handle, tilt the gyro as shown and
slide it to the shell.
3.2 Fix the gyro with 4 M5x10 headless screws.
3.3 It can rotate around the clamp 360°.
3.4 The stop on the gyro can be raised or lowered. It is used
to shift the balancer cable so that a large arm can be
engaged more easily.

22
PTI-PRO RENOV CABLE EN
4Install the G1 arm.
PROTOTYPE
5Place the protective box on the front of the PTI and
screw on the three lugs as shown.
6Reposition the case and replace the screws.
PROTOTYPE

23
PTI-PRO RENOV CABLE EN
7Attach the harness grommet and all connectors. (See PTI
manual for connection)
PROTOTYPE
8Connect the power connector.
CHANGING THE ARM SUPPORTS
1Remove the PTI-S7 arm supports.

24
PTI-PRO RENOV CABLE EN
2Attach the new PTI-PRO small arm brackets, using the
M5x12(x4) screws provided.
PROTOTYPE
ATTACHMENT OF LARGE ARM SUPPORT (OPTIONAL)
This bracket should be xed to a wall. M5 screws are not supplied.
UPDATING THE SOFTWARE
Consult the After Sales Service for the procedure to update the software.
ACCESSORIES AND OPTIONS
Coolant 40 caps
x 10
x 18
x 18
x 6
Protective cover SD card including
automatic programs Overhanging
balancing system
10>14 kg
5 l : 062511
10 l : 052246 048935 050068 050853 050914 059696
Caps sharpener Pressure sensor Welding test case Europax
anti-corrosion Gun kit
048966 052314 050433 052758 067318
100
180
96
100
93
205
180
96
154
G1 (550 daN) - ref. 022768 INCLUS G2 (300 daN) - ref. 022775 G3 (550 daN) - ref. 022782
117
100
44
15540
G2 + G3 + G4 - ref. 022898 G6 (550 daN) - ref. 022812 G7 (150 daN) - ref. 022829

25
PTI-PRO RENOV CABLE EN
500
250
128
180
600
250
177
235 1000
250
G4 (550 daN) - ref. 022799
430
450
324
384
G8 (550 daN) - ref. 022836
G5 (550 daN) (6.25 kg) - ref. 022805
G10 (400 daN) (5 kg) - ref. 067165
G11 (550 daN) - ref. 071766
G12 (550 daN) - ref. 075238
USE OF THE GUN (OPTION)
- Select the GUN tool using the button .
Attach the gun grounding cable to the mobile electrode. Slide and tighten the knurl.
Remove the arm from the clamp and x, in its place, the gun cable.
Connect the control cable to the jack plug.
Check that the screw connecting the shoe to the cable lug is tight.

26
PTI-PRO RENOV CABLE EN
- Fix the earth pad rmly and as close to the weld as possible.
In the case of a monopoint weld, always place the earth on the sheet/panel that is not in contact with the welding electrode (in order for the current
to go through the two sheets to be welded).
- Weld starting with the furthest spot away from the earth and work towards it.
- The normal welding mode using the stars is the one used by default.
- The gun can be used in normal or manual mode.
In normal mode, the gun will be limited to 1.5mm thick sheets.
Using the gun, the operator can choose between dierent tools (mono point, star, impact, heat, dowel pin,
rivet, nut, toothed wheel). Select the desired tool using the + and - keys.
In Manual mode, the maximum possible intensity is 8 kA for a maximum duration of 500 ms. The settings
showing on the screen will not exceed these values.
Set the generator by indicating the thickness of the sheet/panel to weld using + and - keys. It is possible to
adjust the current and time settings when in manual mode.
Press the button for 2 seconds to get back to the NORMAL mode.
ASSEMBLY AND REPLACEMENT OF THE ARMS ON THE G CLAMP
The warranty does not cover anomalies and damages due to improper assembly of the G-clamp arms.
IMPORTANT :
- do not use copper grease on the arms.
- keep the arm base and arm support on the clamp clean to ensure a good ow of current between the parts in contact.
- If not used for a long time, always store the machine with an arm mounted on the clamp to avoid dust on the arm support.
Procedure for changing the arms :
During the replacement of the arms on the clamp, the cooling circuit pump must be switched o. To do this, place yourself in the «Clamp Setting»
mode on the machine; the red light on the clamp button (FIG 2 -12) indicates that the pump is o. The electrode retracts into the clamp to allow the
arm to be removed.
1 The latch sticks out on the lock side
2 The lever must be in the rear position stop (~120°)
3 The arrows must be aligned
4 Tilt the arm about 15° and remove it from its housing (the pins must slide into the groove)
1
4
3
2
1
4
3
2

27
PTI-PRO RENOV CABLE EN
MECHANICAL OVER-OPENING OF THE ARM
To open the arm and gain easier access to the bodywork, activate the over-opening by pressing the clamp button (FIG 2 -10).
1 Press the button (FIG 2 -10)
2 The latch sticks out on the open lock side
3 The lever must be open (~90°) at the stop on the latch.
4 The arrows must not be aligned
Incline the arm.
42
3
4
2
3
THE GYROSCOPE
Remove the plastic handle, tilt the gyro as shown and slide it to the
shell. Fix the gyro with 4 M5x10 headless screws.
It can rotate around the clamp 360°. The stop on the gyro can be raised or lowered. It is used to shift the
balancer cable so that a large arm can be engaged more easily.

28
RENOV KOMPLETTPAKET PTI-PRO DE
SICHERHEITSANWEISUNGEN
ALLGEMEIN
Lesen Sie vor Inbetriebnahme des Gerätes die Anleitung sorgfältig durch. Nehmen Sie keine Wartungarbeiten oder Verände-
rungen am Gerät vor, wenn diese nicht explizit in der Anleitung gennant werden. Bewahren sie diese Bedienungsanleitung
sorgfältig auf.
Der Hersteller haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes enstanden sind.
Bei Problemen oder Fragen zum korrekten Gebrauch dieses Gerätes, wenden Sie sich bitte an entsprechend qualiziertes und geschultes Fachpersonal.
Diese Anweisungen beziehen sich auf das Material im Auslieferungszustand. Es liegt in der Verantwortung des Benutzers, bei Nichteinhaltung dieser
Anweisungen eine Risikoanalyse durchzuführen.
UMGEBUNG
Dieses Gerät darf ausschließlich für Schweißarbeiten und für die auf dem Siebdruck-Aufdruck bzw. dieser Anleitung angegebenen Materialanforderungen
(Material, Materialstärke, usw) verwendet werden. Respektieren Sie die Sicherheitsanweisungen. De Hersteller ist für Schäden bei fehlerhaften oder
gefährlichen Verwendung nicht verantwortlich.
Verwenden Sie das Gerät nicht in Räumen, in denen sich in der Luft metallische Staubpartikel benden, die Elektrizität leiten können. Achten Sie
sowohl beim Betrieb als auch bei der Lagerung des Gerätes auf eine Umgebung, die frei von Säuren, Gasen und anderen ätzenden Substanzen ist.
Achten Sie auf eine gute Belüftung und ausreichenden Schutz bzw. Ausstattung der Räumlichkeiten.
Betriebstemperatur:
zwischen -10 und +40°C (+14 und +104°F).
Lagertemperatur zwischen -20 und +55°C (-4 und 131°F).
Luftfeuchtigkeit:
Niedriger oder gleich 50% bis 40°C (104°F).
Niedriger oder gleich 90% bis 20°C (68°F).
Das Gerät ist bis in einer Höhe von 1000m (über NN) einsetzbar.
SICHERHEITSHINWEISE
Widerstandpunktschweißen kann gefährlich sein und zu schweren - unter Umständen auch tödlichen - Verletzungen führen. Das Gerät ist für den
Gebrauch durch qualiziertes Personal geeignet, das eine an den Gebrauch der Maschine angepasste Ausbildung erhalten hat (z.B. Karosserie-
Ausbildung).
Beim Schweißen ist der Anwender einer Vielzahl potentieller Risiken ausgesetzt: gefährliche Hitzequelle, elektromagnetische Strahlung (Personen
mit medizinischen Implantaten oder Geräten wie z.B. Herzschnittmacher, Hörgeräte, Insulinpumpen, etc., sollten sich vor Arbeiten in der Nähe der
Maschinen von einem Arzt beraten lassen), elektrische Schläge, Schweißlärm und -rauch.
Schützen Sie daher sich selbst und andere. Beachten Sie unbedingt die folgenden Sicherheitshinweise:
Die Lichtbogenstrahlung kann zu schweren Augenschäden und Hautverbrennungen führen. Die Haut muss durch geeignete trockene
Schutzbekleidung (Schweißerhandschuhe, Lederschürze, Sicherheitsschuhe) geschützt werden.
Tragen Sie bitte Elekro- und Wärmeisolierungshandschuhe.
Tragen Sie bitte Schweißschutzkleidung und einen Schweißschutzhelm mit einer ausreichenden Schutzstufe (je nach Schweißart und
-strom). Schützen Sie Ihre Augen bei Reinigungsarbeiten durch eine geeignete Schutzbrille (Kontaktlinsen sind nicht ausrechend)!
Schirmen Sie den Schweißbereich bei enstprechenden Umgebungsbedingungen durch Schweißvorhänge ab, um Dritte vor
Schweißspritzen, usw. zu schützen.
In der Nähe der Schweißzone bendliche Personen müssen ebenfalls auf Gefahren hingewiesen werden und mit den nötigen Schutz
ausgerüstet sein.
Bei Gebrauch des Schweißgerätes ensteht sehr Lärm, der auf Dauer das Gehör schädigen kann. Tragen Sie daher im Dauereinsatz
ausreichend Gehörschutz und schützen Sie in der Nähe arbeitende Personen.
Bewegliche Teile (Lüfter, Elektroden...), ungeschützte Hände, Haare und Kleidungstücke müssen auf Distanz gehalten werden.
Entfernen Sie unter keinen Umständen das Gehäuse des Gerätes, wenn dieses am Stromnetz angeschlossen ist. Der Hersteller
haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung bzw. Nichteinhaltung der Sicherheitshinweise
entstanden sind.
ACHTUNG! Das Werkstück ist nach dem Schweißen sehr heiß! Seien Sie daher im Umgang mit dem Werkstück vorsichtig, um
Verbrennungen zu vermeiden. Achten Sie vor Instandhaltung / Reinigung einer wassergekühlten Zange oder Pistole darauf, das
Kühlaggregat nach Schweißende ca. 10 min weiterlaufen zu lassen. Bei der Anwendung einer wassergekühlten Zange muss die
Kühleinheit eingeschaltet werden, damit die Kühlüssigkeit entsprechend abkühlt und Verbrennungen vermieden werden.
Der Arbeitsbereich muss vor dem Verlassen abgesichert werden um Personen und Sachen zu schützen.
SCHWEISSRAUCH/-GAS
Beim Schweißen entstehen Rauchgase bzw. toxische Dämpfe, die zu Sauerstomangel in der Atemluft führen können. Sorgen Sie
daher immer für ausreichend Frischluft, technische Belüftung, oder ein zugelassenes Atemluftltergerät.
Prüfen Sie, dass die Absaugung ausreichend stark ist und den aktuellen Sicherheitsstandards entspricht.

29
RENOV KOMPLETTPAKET PTI-PRO DE
Achtung! Bei Schweißarbeiten in kleinen Räumen müssen Sicherheitsabstände besonders beachtet werden. Beim Schweißen von Blei, auch in Form
von Überzügen, verzinkten Teilen, Kadmium, «kadmierte Schrauben», Beryllium (meist als Legierungsbestandteil, z.B. Beryllium-Kupfer) und andere
Metalle entstehen giftige Dämpfe. Erhöhte Vorsicht gilt beim Schweißen von Behältern. Entleeren und reinigen Sie diese zuvor. Um die Bildung von
Giftgasen zu vermeiden bzw. zu verhindern, muss der Schweißbereich des Werkstückes von Lösungs- und Entfettungsmitteln gereinigt werden.
Die zum Schweißen benötigten Gasaschen müssen in gut belüfteter, gesicherter Umgebung aufbewahrt werden. Lagern Sie sie ausschließlich in
vertikaler Position und sichern Sie sie z.B. mithilfe eines entsprechenden Gasaschenfahrwagens gegen Umkippen. Informationen zum richtigen
Umgang mit Gasaschen erhalten Sie von Ihrem Gaselieferanten. Schweißarbeiten in unmittelbarer Nähe von Fett und Farben ist grundsätzlich
verboten!
• Bei der Anwendung dieser Punktschweißanlage können Dämpfe und Gase entstehen, die Chemikalien enthalten, die lt. dem Staat Kalifornien zu
angeborenen Fehlbildungen führen und/oder krebserregend sein können. (Gesundheits- und Sicherheitsgesetzbuch des Staates Kalifornien, Kapitel
25249.5 und folgendes).
• Diese Anlage enthält Chemikalien wie Blei, die lt. dem Staat Kalifornien zu angeborenen Fehlbildungen führen und/oder krebserregend, bzw. zu
anderen Fruchtbarkeitsproblemen führen können. Nach der Anwendung die Hände waschen.
BRAND- UND EXPLOSIONSGEFAHR
Sorgen Sie für ausreichenden Schutz des Schweißbereiches. Der Sicherheitsabstand für Gasaschen (brennbare Gase) und
andere brennbare Materialien beträgt mindestens 11 Meter.
Brandschutzausrüstung muss im Schweißbereich vorhanden sein.
Beachten Sie die beim Schweißen entstehende heiße Schlacke, Spritzer und Funken. Sie sind eine potentielle Entstehungsquelle für Feuer oder
Explosionen.
Behalten Sie einen Sicherheitsabstand zwischen Personen, entammbaren Materialien und Druckbehältern.
Schweißen Sie keine Behälter, die brennbare Materialien enthalten ((auch keine Reste davon) -> Gefahr entammbarer Gase). Falls Behälter geönet
sind müssen diese von entammbaren oder explosiven Materialen vollständig gereinigt werden.
Arbeiten Sie bei Schleifarbeiten immer in entgegengesetzer Richtung zu diesem Gerät und entammbaren Materialen.
ELEKTRISCHE SICHERHEIT
Das Schweißgerät darf ausschließlich an einer geerdeten Netzversorgung angeschlossen werden. Das Berühren stromführender
Teile kann tödliche elektrische Schläge, schwere Verbrennungen bis zum Tod verursachen.
Berühren Sie daher UNTER KEINEN UMSTÄNDEN Teile des Geräteinneren oder das geönete Gehäuse wenn das Gerät mit dem Stromnetz verbunden
ist.
Trennen Sie IMMER das Gerät vom Stromnetz und warten Sie 2 weitere Minuten BEVOR Sie das Gerät önen, damit sich die Spannung der
Kondensatoren entladen kann.
Ausschließlich qualiziertem und geschultem Fachpersonal ist es vorbehalten beschädigte Kabel und Pistole auszutauschen. Achten Sie beim Austausch
stets darauf das entsprechende Äquivalent zu verwenden. Tragen Sie zur Isolierung beim Schweißen immer trockene Kleidung in gutem Zustand, um
selbst vom Schweißstromkreis getrennt zu sein. Achten Sie unabhängig der Umgebungsbedingungen stets auf isolierendes Schuhwerk.
Achtung! Sehr heiße Oberäche. Verbrennungsgefahr.
• ACHTUNG! Die Werkstücke und Geräte sind nach Anwendung sehr heiß! Seien Sie daher im Umgang mit den Werkstücken und
Geräten vorsichtig, um Verbrennungen zu vermeiden.
• Berühren Sie die heißen Werkstücke nicht mit bloßen Händen.
• Vor der Bedienung müssen die Werkstücke sich abkühlen.
• Im Falle einer Verbrennung, sofort gründlich mit Wasser kühlen und Arzt konsultieren.
CEM-KLASSE DES GERÄTES
ACHTUNG! Dieses Gerät wird als Klasse A Gerät eingestuft. Es ist nicht für den Einsatz in Wohngebieten bestimmt, in denen
die lokale Stromversorgung über das öentliche Niederspannungsnetz geregelt wird. In diesem Umfeld ist es auf Grund von
Hochfrequenz-Störungen und Strahlungen schwierig die elektromagnetische Verträglichkeit zu gewährleisten.
ACHTUNG! Dieses Gerät ist nicht mit der Norm IEC 61000-3-12 konform. Es ist dafür bestimmt, an private Niederspannungsnetze
angeschloßen zu werden, die an öentliche Stromnetze mit einer mittleren und hohen Spannung verbunden sind. Wenn
das Gerät an einem öentlichen Niederspannungsnetz betrieben wird, sind der Installateur und der Anwender des Geräts
dafür verantwortlich, zu gewährleisten, ob die MAschine verbunden werden kann, indem sie sich beim Betreiber des Netzes
informieren wenn nötig.
ELEKTROMAGNETISCHE FELDER UND STÖRUNGEN
Der durch Leiter ießende elektrische Strom erzeugt lokale elektrische und magnetische Felder (EMF). Beim Betrieb von
Schweißanlagen kann es zu elektromagnetischen Störungen kommen.
Durch den Betrieb dieses Gerätes können elektromedizinische, informationstechnische und andere Geräte in ihrer Funktionsweise beeinträchtigt
werden. Personen, die Herzschrittmacher oder Hörgeräte tragen, sollten sich vor Arbeiten in der Nähe der Maschine, von einem Arzt beraten lassen.
Zum Beispiel Zugangseinschränkungen für Passanten oder individuelle Risikobewertung für Schweißer.

30
RENOV KOMPLETTPAKET PTI-PRO DE
Alle Schweißer sollten gemäß dem folgenden Verfahren die Exposition zu elektromagnetischen Feldern aus Schweißgeräten minimieren :
• Elektrodenhalter und Massekabel bündeln, wenn möglich machen Sie sie mit Klebeband fest;
• Achten Sie darauf, dass ihr Oberkörper und Kopf sich so weit wie möglich von der Schweißarbeit entfernt benden;
• Achten Sie darauf, dass sich die Kabel, den Brenner oder die Masseklemme nicht um Ihren Körper wickeln;
• Stehen Sie niemals zwischen Masse- und Brennerkabel. Die Kabel sollten stets auf einer Seite liegen;
• Verbinden Sie die Massezange mit dem Werkstück möglichst nahe der Schweißzone;
• Arbeiten Sie nicht unmittelbar neben der Schweißstromquelle;
• Während des Transportes der Stromquelle oder des Drahtvorschubkoer nicht schweißen.
Personen, die Herzschrittmacher oder Hörgeräte tragen, sollten sich vor Arbeiten in der Nähe der Maschine, von einem Arzt
beraten lassen.
Durch den Betrieb dieses Gerätes können elektromedizinische, informationstechnische und andere Geräte in Ihrer Funktionsweise
beeinträchtigt werden.
HINWEIS ZUR PRÜFUNG DES SCHWEISSPLATZES UND DER SCHWEISSANLAGE
Allgemein
Der Anwender ist für die korrekte Benutzung des Schweißgerätes und des Materials gemäß der Herstellerangaben verantwortlich. Treten
elektromagnetischer Störungen auf, liegt es in der Verantwortung des Anwenders mithilfe des Herstellers, eine Lösung zu nden. Die korrekte Erdung
des Schweißplatzes inklusive aller Geräte hilft in vielen Fällen. In einigen Fällen kann eine elektromagnetische Abschirmung des Schweißstroms
erforderlich sein. Eine Reduzierung der elektromagntischen Störungen auf ein niedriges Niveau ist auf jeden Fall erforderlich.
Prüfung des Schweißplatzes
Der Anwender muss potenzielle elektromagnetische Probleme der Umgebung prüfen vor dem Installieren der Widerstandspunktschweißeinrichtungen.
Zur Bewertung potentieller elektromagnetischer Probleme in der Umgebung sollte der Anwender folgendes berücksichtigen:
a) Netz-, Steuer-, Signal-, und Telekommunikationsleitungen;
b) Radio- und Fernsehgeräte;
c) Computer und andere Steuereinrichtungen;
d) Sicherheitseinrichtungen, zum Beispiel, Industriematerialschutz;
e) die Gesundheit benachbarter Personen, insbesondere wenn diese Herzschrittmacher oder Hörgeräte tragen;
f) Kalibrier- und Messeinrichtungen;
g) die Störfestigkeit anderer Einrichtungen in der Umgebung.
Der Anwender muss prüfen, dass andere Materialen in der Umgebung benutzt werden können. Weitere Schutzmaßnahmen können dadurch
erforderlich sein;
h) die Tageszeit, zu der die Schweißarbeiten ausgeführt werden müssen.
Die Größe der zu beachtenden Umgebung ist von der Struktur des Gebäudes und der anderen dort stattndenden Aktivitäten abhängig. Die Umgebung
kann sich auch außerhalb der Grenzen der Schweißanlagen erstrecken.
Prüfung des Schweißgerätes
Neben der Überprüfung des Schweißplatzes kann eine Überprüfung des Schweißgerätes weitere Probleme lösen. Die Prüfung sollte gemäß Art. 10 der
IEC/CISPR 11 durchgeführt werden. In-situ Messungen können auch die Wirksamkeit der Minderungsmaßnahmen bestätigen.
HINWEIS ÜBER DIE METHODEN ZUR REDUZIERUNG ELEKTROMAGNETISCHER FELDER
a. Öentliche Stromversorgung: Es wird empfohlen das Widerstandspunktschweißgerät gemäß der Hinweise des Herstellers an die öentliche
Versorgung anzuschließen. Falls Interferenzen auftreten, können weitere Maßnahmen erforderlich sein (z.B. Netzlter). Eine Abschirmung der
Versorgungskabel durch ein Metallrohr kann erforderlich sein. Kabeltrommeln sollten vollständig abgerollt werden. Abschirmung von anderen
Einrichtungen in der Umgebung oder der gesamten Schweißeinrichtung können erforderlich sein.
b. Wartung des Gerätes und des Zubehörs: Es wird empfohlen das Schweißgerät gemäß der Hinweise des Herstellers an die öentliche
Versorgung anzuschließen. Alle Zugänge und Gehäuseteile müssen geschlossen und korrekt verriegelt werden, wenn das Gerät in Betrieb ist. Das
Schweißgerät und das Zubehör sollten in keiner Weise geändert werden mit Ausnahme der in den Anweisungen des Geräteherstellers erwähnten
Änderungen und Einstellungen.
c. Schweißkabel: Schweißkabel sollten so kurz wie möglich und eng zusammen sein und am Boden verlaufen.
d. Potenzialausgleich: Alle metallischen Teile des Schweißplatzes sollten des Schweißplatzes sollten in den Potentialausgleich einbezogen werden.
Es besteht trotzdem die Gefahr eines elektrischen Schlages, wenn Elektrode und Metallteile gleichzeitig berührt werden. Der Anwender muss sich
von metallischen Bestückungen isolieren.
e. Erdung des Werkstücks: Die Erdung des Werkstücks kann in bestimmte Fälle die Störung reduzieren. Die Erdung von Werkstücken, die
Verletzungsrisiken für Anwender oder Beschädigung anderer elektrischen Materialen erhöhen können, sollen vermieden werden. Die Erdung kann
direkt oder über einen Kondensator erfolgen. Der Kondensator sollte gemäß der nationalen Normen gewählt werden.
f. Schutz und Trennung: Eine Abschirmung von anderen Einrichtungen in der Umgebung oder der gesamten Schweißeinrichtung kann die Störungen
reduzieren. Die Abschirmung der ganzen Schweißzone kann für Spezialanwendungen in Betracht gezogen werden.
TRANSPORT DER SCHWEISSSTROMQUELLE
Das Schweißgerät lässt sich mit den Grien auf der Geräteoberseite bequem bewegen. Unterschätzen Sie jedoch nicht dessen
Eigengewicht! Die Handgrie sind jedoch kein Lastaufnahmemittel.
Ziehen Sie niemals an Kabeln, um das Gerät zu bewegen. Das Gerät darf nicht über Personen oder Objekte hinweg gehoben werden.

31
RENOV KOMPLETTPAKET PTI-PRO DE
AUFSTELLUNG
• Stellen Sie das Gerät ausschließlich auf festen und sicheren Grund, dessen Neigungswinkel nicht größer als 10° ist und sichern Sie es gegen weg
rollen.
• Schützen Sie das Gerät vor Regen und direkter Sonneneinstrahlung.
• Das Gerät ist IP20-Schutzart konform, d. h:
- das Gerät schützt die eingebauten Teile vor Berührungen und mittelgroße Fremdkörpern mit einem Durchmesser >12,5 mm,
- keinen Schutz gegen Spritzwasser
Die Versorgung-, Verlängerung- und Schweißkabel müssen komplett abgerollt werden, um Überhitzung zu verhindern.
Der Hersteller GYS haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes entstanden
sind.
WARTUNG / HINWEISE
• Die Anwender dieser Anlage müssen angemessen ausgebildet sein, um die Anlange problemlos nutzen zu können und ein optimales Arbeitsergebnis
zu erzielen (Beispiel: Karosserieausbildung).
• Vor jeder Fahrzeugreparatur ist zu überprüfen, ob der Schweißprozess vom Hersteller genehmigt ist.
Die Wartung und Reparatur des Stromgenerators kann nur von GYS Fachleuten durchgeführt werden. Jedes Eingreifen einer dritten
Person führt zum Verlust der Gewährleistung. Die Firma GYS lehnt jegliche Verantwortung für jeden Zwischenfall oder Unfall nach
unbefugtem Eingri ab.
Es ist erforderlich die Stromversorgung auszuschalten und zu warten Sie bis die Lüfter komplett still stehen, bevor das Gerät geöf-
fnet wird. Die Spannungen und Leistungen in dem Gerät sind hoch und gefährlich.
• Vor Arbeiten am Druckluftkreis muss die Druckluftversorgung abgekoppelt sein, und der Druckluftkreis entlüftet werden.
• Der Filter des Entfeuchters an der hinteren Seite des Geräts soll regelmäßig gereinigt werden.
• Das Gerät ist mit einem Federbalancer ausgestattet, die eine einfachere Handhabung der Zange ermöglicht. Die Zange sollte allerdings nicht auf
Dauer am Balancer einghangen bleiben, da dies zur vorzeitigen Ermüdung der Federeinhait führen kann. Bitte die Zange nicht ins Seil fallen lassen,
ohne sie zurückzuhalten, da dies ebenfalls zu Beschädigungen führen kann.
• Die Federspannung lässt sich mit dem mitgelieferten Werkzeug einstellen.
• Das Kühlmittelniveau ist für die Funktion der Anlage wichtig und muss sich zwischen Minimum und Maximum benden (Kennzeichnung an der
Anlage). Dieses Niveau regelmäßig prüfen und auüllen wenn notwendig.
• Das Kühlmittel sollte spätetestens alle 2 Jahre gegen geeignetes Ersatzkühlmittel ausgetauscht werden.
• Schweißwerkzeuge sind einem gewissen Verschleiß ausgesetzt. Um die optimale Leistung der Anlage zu gewährleisten, ist eine regelmäßige
Reinigung bzw. Austauschen der Schweißelektroden (Kappen) unbedingt erforderlich.
• Überprüfen Sie regelmäßig den Zustand der Elektrodenkappen (ach, gerundet oder abgeschrägt)
und reinigen Sie die Kappen gegebenenfalls mit Schleifpapier (feine Körnung) oder ersetzen Sie diese
(Referenz am Gerät).
• Um qualitativ hochwertige Schweißpunkte zu setzen, ist es nötig nach ca. jedem 200sten Punkt die
Elektrodenkappe zu wechseln. Benutzen Sie hierzu den entsprechenden Elektrodenkappen- Schlüssel.
(Art-Nr. 050846)
• Setzen Sie die Elektrodenkappen mit Kupferpaste ein (Art-Nr: 050440)
• Elektrodenkappe Typ A (Art-Nr: 049987)
• Elektrodenkappe Typ F (Art-Nr: 049970)
• Schräge Elektrodenkappe (Art-Nr: 049994)
ACHTUNG! Die Elektrodenkappen müssen einander exakt gegenüberstehen. Sollte dies nicht der Fall
sein, justieren Sie bitte die Elektrodenarme. (siehe Abschnitt zur Einstellung der Zangenarme)
A
A
F
F
A
A
• Bevor Sie die Monopunktpistole benutzen, überprüfen Sie den Zustand der Werkzeuge (Stern, Monopunktelektrode, Karbonelektrode...) und reinigen
oder ersetzen Sie diese ggf.
• Nehmen Sie regelmäßig (mindenstens 2 bis 3 Mal im Jahr) das Gehäuse ab und reinigen Sie das Innere des Gerätes mit trockener Pressluft. Lassen
Sie regelmäßig Prüfungen des GYS-Gerätes auf seine elektrische Betriebssicherheit von qualiziertem Technikern durchführen.
• Überprüfen Sie regelmäßig den Zustand des Versorgungskabels und des Schweißkreislaufs. Wenn Beschädigungsspuren sichtbar sind, lassen Sie sie
durch den Hersteller, dessen Kundendienst oder qualiziertes Personal ersetzen, um Risiken zu vermeiden.
Achten Sie nach jedem Gebrauch darauf, dass der Kabelbaum nicht
verdreht ist. Ein ständig verdrehter Kabelbaum führt zu einer vorzeitigen
Beschädigung und kann eine elektrische Gefahr für den Benutzer
darstellen.
• Lüftungsschlitze nicht bedecken.

32
RENOV KOMPLETTPAKET PTI-PRO DE
BESCHREIBUNG DER ZANGE
43 5 61
8 9
7
2
1- Ver-/Entriegelungshebel für Bügel 6- Bügel
2- Kühlschlauch 7- Seitengri
3- Orbitalführung 8- Taste Fernregelung
4- Schlauchkörper 9- Taste Monopunkschweißen
5- Önungselektrode
Überönen: durch Drücken der Taste (ABB 2 - 10) wird die bewegliche Elektrode der Zange von 20mm auf 80mm Önung zurück gezogen um
eine bessere Zugänglichkeit zur Schweißposition zu ermöglichen.
ZERLEGUNG DES PTI-S7-STRAHLS
1Trennen Sie den PTI-S7 von der Stromversorgung.
2Entfernen Sie die beiden Schrauben des Schutzgehäuses.
PROTOTYPE
3Entfernen Sie die drei Muttern von der Klemmenleiste.

33
RENOV KOMPLETTPAKET PTI-PRO DE
4Entfernen Sie die beiden Schrauben, mit denen die
Kabeltülle des Kabelbaums befestigt ist, sowie alle
Steckverbinder.
PROTOTYPE
5Entfernen Sie die rechte und linke Halterung vom Arm
des PTI-S7.
MOUNTING THE PTI-PRO HARNESS
1Installieren Sie die linke und rechte Schrägarmhalterung,
die im Renovierungskit enthalten sind.
PROTOTYPE
PROTOTYPE
PROTOTYPE
M6x16
(x4)
10 N·m
M6x16
(x4)
10 N·m
2Legen Sie die Klammer auf die schräge Auage.
PROTOTYPE
3Gyroskop installieren.

34
RENOV KOMPLETTPAKET PTI-PRO DE
3.1 Entfernen Sie den Plastikgri, kippen Sie das Gyroskop
wie in der Abbildung gezeigt und schieben Sie es in den
Rumpf.
3.2 Befestigen Sie das Gyroskop mit 4 Schrauben M5x10
ohne Kopf.
3.3 Er kann sich um 360° um den Greifer drehen.
3.4
Der Anschlag auf dem Gyroskop kann angehoben oder
abgesenkt werden. Er dient dazu, das Balancierkabel zu
versetzen, um einen großen Arm leichter eingreifen zu
können.

35
RENOV KOMPLETTPAKET PTI-PRO DE
4Installieren Sie den Arm G1.
PROTOTYPE
5Legen Sie das Schutzgehäuse auf die Vorderseite
des PTI und schrauben Sie die drei Kabelschuhe wie
nebenstehend beschrieben an.
6Setzen Sie das Gehäuse wieder auf und bringen Sie die
Schrauben wieder an.
PROTOTYPE

36
RENOV KOMPLETTPAKET PTI-PRO DE
7Befestigen Sie die Tülle des Kabelbaums sowie alle An-
schlüsse (Siehe PTI-Anleitung für den Anschluss).
PROTOTYPE
8Schließen Sie den Leistungsstecker an.
AUSWECHSELN DER ARMSTÜTZEN
1Entfernen Sie die Armstützen PTI-S7.

37
RENOV KOMPLETTPAKET PTI-PRO DE
2Befestigen Sie die neuen Halterungen für kleine PTI-
PROArme mit den mitgelieferten Schrauben M5x12(x4).
PROTOTYPE
ANBRINGEN DER HALTERUNG FÜR GROSSE ARME (OPTIONAL)
Diese Halterung muss an einer Wand befestigt werden. Die M5-Schrauben sind nicht im Lieferumfang enthalten.
AKTUALISIERUNG DER SOFTWARE
Wenden Sie sich an den Kundendienst, um die Software zu aktualisieren.
ZUBEHÖR UND OPTIONEN
Kühlmittel 40 Kappen
x 10
x 18
x 18
x 6 Schutzhaube SD-Karte mit
Programmen Federbalancer
10>14 kg
5 l : 062511
10 l : 052246 048935 050068 050853 050914 059696
Elektrodenkappenschleifer Kraftsensor Schweißtestkoer Europax Rostschutzpaste Pistolen-Bausatz
048966 052314 050433 052758 067318
100
180
96
100
93
205
180
96
154
G1 (550 daN) - ref. 022768 INKLUSIVE G2 (300 daN) - ref. 022775 G3 (550 daN) - ref. 022782
117
100
44
15540
G2 + G3 + G4 - ref. 022898 G6 (550 daN) - ref. 022812 G7 (150 daN) - ref. 022829

38
RENOV KOMPLETTPAKET PTI-PRO DE
500
250
128
180
600
250
177
235 1000
250
G4 (550 daN) - ref. 022799
430
450
324
384
G8 (550 daN) - ref. 022836
G5 (550 daN) (6.25 kg) - ref. 022805
G10 (400 daN) (5 kg) - ref. 067165
G11 (550 daN) - ref. 071766
G12 (550 daN) - ref. 075238
VERWENDUNG DER MONOPUNKTPISTOLE (OPTION)
• Wählen Sie das Werkzeug MONOPUNKTPISTOLE mithilfe der Taste .
Befestigen Sie das Erdungskabel der Pistole an der beweglichen Elektrode. Schieben Sie das Rändelrad und ziehen Sie
es fest.
Entfernen Sie den Arm aus der Klemme und befestigen Sie stattdessen das Pistolen-
kabel.
Schließen Sie das Steuerkabel an den Klinkenstecker an.
Prüfen Sie, ob die Schraube, die den Schuh mit dem Kabelschuh verbindet, fest angezogen ist.

39
RENOV KOMPLETTPAKET PTI-PRO DE
• Befestigen Sie die Masseklemme am Werkstück, möglichst in der Nähe der zu bearbeitenden Stelle.
Befestigen Sie beim Monopunktschweißen mit der Pistole die Masse immer am Unterblech, damit sichergestellt ist, dass der Schweißstrom durch
beide Bleche ießt.
• Die Schweißarbeit mit dem Punkt beginnen, der am weistesten von der Masse ist, und sich dieser nähern.
• Automatisch wird der STANDARD Modus mit den Einstellungen für das Schweißen von Ausbeulsternen gestartet.
• Die Monopunktpistole kann sowohl im STANDARD als auch im EXPERTEN Modus verwendet werden.
Im STANDARD Modus ist die maximale Blechstärke auf 1.5mm begrenzt.
Neben dem einseitigen Stoßpunkten können mit der Monopunktpistole eine Reihe von weiteren Werkzeugen
für z.B. diverse Ausbeularbeiten genutzt werden (Schnellausbeulhammer (Stern), Anschweißen von Well-
draht, Ausziehbits, Anschweißen von Scheiben, Nieten, Bolzen, Muttern, Rollnaht-Schweißen, Schrumpfen,
Tempern, Härten (Kohleelektrode)). Mittels der HOCH und RUNTER Pfeiltasten navigieren Sie durch das
Menu, um mit den + und – Pfeiltasten die korrekte Einstellung vorzunehmen.
Im EXPERTEN Modus ist die maximale Schweißleistung auf 8.0 kA und 500 ms limitiert. Die Einstellungen im
Bedienfeld werden also bei diesen Werten eingeschränkt.
Hell hinterlegte Parameter können mithilfe der + und – Tasten an die jeweiligen Blechdicken und Bedingun-
gen angepasst werden. Im EXPERTEN Modus ist es möglich, die Strom- und Zeitparameter zu ändern.
MONTAGE UND WECHSEL DES G-SCHWEISSBÜGELS
Die Garantie erfolgt nicht bei Defekten, die durch eine falsche Montage des G-Schweißbügels hervorgerufen worden sind.
ACHTUNG:
- Bügel-Aufnahme und Bügel der Zange nicht mit Kupferpaste versehen.
- Für einwandfreien Bertrieb und Schweißstromuss genügt eine regelmäßige Reinigung des Bügels und der Aufnahme.
- Bei längerem Nichtgebrauch, immer die Zange mit einem montierten Schweißbügel lagern, um Staub- u. Schmutzablagerung in der Aufnahme zu
vermeiden.
Bügel wechseln:
Die Kühlmittelpumpe vor Austausch des Bügels unbedingt mittels Aktivierung des Montage-Modus ausschalten. Die Pumpe ist erst ausgeschaltet,
wenn die rote Anzeigeleuchte des Zangentasters (ABB 2 -12) leuchtet. Das Entfernen des Bügels ist nur bei zurück gezogener Elektrode möglich.
1 Der Verriegelungsknopf ragt an der Seite mit dem geschlossenen Bügelschloss-Symbol über.
2 Der Hebel soll hinten am Anschlag sein (~120°)
3 Die Pfeile sollen übereinstimmend sein
4 Den Bügel 15° neigen und zurücknehmen (die Stifte sollten in die Führungen rutschen)
1
4
3
2
1
4
3
2
ARMBÜGEL-ÖFFNUNG
Sollte der Zugang zum Schweißbereich mit geschlossenem Bügel nicht möglich sein, kann dieser ohne ihn zu entfernen kurzzeitig nach oben
geschwenkt werden. Überönen der Elektrode über den Taster (ABB 2 -10). Die Kühlmittelpumpe wird automatisch deaktiviert.
1 Drücken die den Knopf (ABB 2 -10).
2 Der Verrieglungsknopf ragt an der Seite mit dem geöneten Bügelschloss-Symbol über.
3 Den Hebel komplett (~90°) bis zum Anschlag auf dem Verriegelungsknopf önen.
4 Die Pfeile sind nicht in Deckung.

40
RENOV KOMPLETTPAKET PTI-PRO DE
Den Bügel aufklappen.
42
3
4
2
3
360°-ORBITALFÜHRUNG
Entfernen Sie den Plastikgri, kippen Sie den Gyro wie nebenstehend
und schieben Sie ihn bis zum Rumpf. Befestigen Sie das Gyroskop mit 4 M5x10-Schrauben ohne Kopf.
Er kann sich um 360° um die Klammer drehen. Der Anschlag auf dem Gyroskop kann angehoben oder abgesenkt
werden. Er dient dazu, das Balancierseil zu versetzen, damit ein großer
Arm leichter eingeklinkt werden kann.

41
RENOV FAISCEAU PTI PRO ES
ADVERTENCIAS - NORMAS DE SEGURIDAD
CONSIGNA GENERAL
Estas instrucciones se deben leer y comprender antes de toda operación. Toda modicación o mantenimiento no indicado en el
manual no se debe llevar a cabo. Conserve este manual de instrucciones para una consulta posterior.
Todo daño físico o material debido a un uso no conforme con las instrucciones de este manual no podrá atribuírsele al fabricante.
En caso de problema o de incertidumbre, consulte con una persona cualicada para manejar correctamente el aparato. Estas instrucciones cubren
el material en su estado de origen cuando se entrega. Corresponde al usuario analizar un análisis de los riesgos en caso de que no se respeten las
instrucciones.
ENTORNO
Este material se debe utilizar solamente para realizar operaciones de soldadura dentro de los límites indicados en el aparato y el manual. Se deben
respetar las instrucciones relativas a la seguridad. En caso de uso inadecuado o peligroso, el fabricante no podrá considerarse responsable.
La instalación se debe hacer en un local sin polvo, ni ácido, ni gas inamable u otras sustancias corrosivas incluso donde se almacene el producto.
Hay que asegurarse de que haya una buena circulación de aire cuando se esté utilizando.
Zona de temperatura :
Uso entre -10 y +40°C (+14 y +104°F).
Almacenado entre -20 y +55°C (-4 y 131°F).
Humedad del aire :
Inferior o igual a 50% a 40°C (104°F).
Inferior o igual a 90% a 20°C (68°F).
Altitud: Hasta 1000m por encima del nivel del mar (3280 pies).
PROTECCIÓN INDIVIDUAL Y DE LOS OTROS
La soldadura por resistencia puede ser peligrosa y causar lesiones graves e incluso mortales. Está destinada a ser utilizada por personal cualicado
que ha recibido una formación adaptada al uso de la máquina (ejemplo: formación de carrocero).
La soldadura expone a los individuos a una fuente peligrosa de calor, de chispas, de campos electromagnéticos (atención a los que lleven marcapasos),
de riesgo de electrocución, de ruido y de emisiones gaseosas.
Para protegerse correctamente y proteger a los demás, siga las instrucciones de seguridad siguientes:
Para protegerse de quemaduras y de radiaciones, lleve ropas sin solapas, aislantes, secos, ignífugos y en buen estado que cubran
todo el cuerpo.
Utilice guantes que aseguren el aislamiento eléctrico y térmico.
Utilice una protección de soldadura y/o una capucha de soldadura de un nivel de protección suciente (variable según
aplicaciones). Protéjase los ojos durante operaciones de limpieza. Las lentillas de contacto están particularmente prohibidas.
A veces es necesario delimitar las zonas mediante cortinas ignífugas para proteger la zona de las proyecciones y de residuos incandescentes.
Informe a las personas en la zona de soldadura que lleven ropas adecuadas para protegerse.
Utilice un casco contra el ruido si el proceso de soldadura alcanza un nivel de ruido superior al límite autorizado (así como cualquier
otra persona que estuviera en la zona de soldadura).
Las manos, el cabello y la ropa deben estar a distancia de las partes móviles (ventilador, electrodos...)
No quite nunca el cárter del grupo de refrigeración del aparato estando bajo tensión, el fabricante no podrá ser considerado
responsable en caso de accidente.
Las piezas soldadas están caliente y pueden provocar quemaduras durante su manipulación. Durante la intervención de
mantenimiento sobre la pinza o la pistola, asegúrese de que esté lo sucientemente fría y espere al menos 10 minutos si esta
ha sido utilizada antes de efectuar cualquier acción. El grupo de refrigeración se debe encender cuando se utilice una pinza
refrigerada por líquido para que el líquido no pueda causar quemaduras.
Es importante asegurar la zona de trabajo antes de dejarla para proteger las personas y los bienes materiales.
HUMOS DE SOLDADURA Y GAS
El humo, el gas y el polvo que se emite durante la soldadura son peligrosos para la salud. Hay que prever una ventilación
suciente y en ocasiones puede ser necesario un aporte de aire. Una máscara de aire puede ser una solución en caso de aireación
insuciente. Compruebe que la aspiración es ecaz controlándola conforme a las normas de seguridad.
Atención, la soldadura en los lugares de pequeñas dimensiones requiere una vigilancia a distancia de seguridad. La soldadura de algunos materiales
que contengan plomo, cadmio, zinc, mercurio o berilio pueden ser particularmente nocivos. Desengrase las piezas antes de soldarlas.
Las botellas se deben colocar en locales abiertos o bien aireados. Se deben colocar en posición vertical y sujetadas con un soporte o sobre un carro.
La soldadura no se debe efectuar cerca de grasa o de pintura.

42
RENOV FAISCEAU PTI PRO ES
• Questa attrezzatura di saldatura produce fumi e gasche contengono prodotti chimici che lo stato della California ritiene provochino malformazioni
congenite e, in alcuni casi, cancro (codice di salute e sicurezza della California, capitolo 25249.5 e successivi).
• Questa attrezzatura contiene elementi chimici, tra cui il piombo, riconosciuto dallo stato della California come cancerogeno oltre che causa di
malformazioni congenite o altri problemi di procreazione. Lavarsi le mani dopo ogni manipolazione.
RIESGO DE FUEGO Y DE EXPLOSIÓN
Proteja completamente la zona de soldadura, los materiales inamables deben alejarse al menos 11 metros.
Cerca de la zona de operaciones de soldadura debe haber un anti-incendios.
Atención a las proyecciones de materiales calientes o chispas incluso a través de las suras. Pueden generar un incendio o una explosión.
Aleje las personas, objetos inamables y contenedores a presión a una distancia de seguridad suciente.
La soldadura en contenedores o tubos cerrados está prohibida y en caso de que estén abiertos se les debe vaciar de cualquier material inamable o
explosivo (aceite, carburante, residuos de gas...).
Las operaciones de pulido no se deben dirigir hacia la fuente de energía de soldadura o hacia materiales inamables.
SEGURIDAD ELÉCTRICA
La red eléctrica utilizada de tener imperativamente una conexión a tierra. Una descarga eléctrica puede ser una fuente de
accidente grave directo o indirecto, incluso mortal.
No toque nunca las partes bajo tensión tanto en el interior como en el exterior del generador de corriente cuando este está encendido (antorchas,
pinzas, cables, electrodos) ya que están conectadas al circuito de soldadura.
Antes de abrir el aparato, es necesario desconectarlo de la red eléctrica y esperar dos minutos, para que el conjunto de los condensadores se
descarguen.
Cambie los cables, electrodos o brazos si estos están dañados, acudiendo a una persona cualicada. Dimensione la sección de los cables de forma
adecuada a la aplicación. Utilizar siempre ropas secas y en buen estado para aislarse del circuito de soldadura. Lleve zapatos aislantes, sin importar
el lugar donde trabaje.
¡Atención! Supercie muy caliente. Riesgo de quemaduras.
• Las piezas y el equipamiento calentados pueden causar quemaduras.
• No toque las piezas calientes con la mano desnuda.
• Espere a que las piezas y el equipo se enfríen antes de manipularlas.
• En caso de quemadura, lave con agua abundante y consulte un médico inmediatamente.
CLASIFICACIÓN CEM DEL MATERIAL
Este aparato de Clase A no está previstos para ser utilizado en un lugar residencial donde la corriente eléctrica está suministrada
por la red eléctrica pública de baja tensión. En estos lugares puede encontrar dicultades a nivel de potencia para asegurar
una compatibilidad electromagnética, debido a las interferencias propagadas por conducción y por radiación con frecuencia
radioeléctrica.
Este material no se ajusta a la norma CEI 61000-3-12 y está destinado a ser usado en redes de baja tensión privadas conectadas
a la red pública de alimentación de media y alta tensión. En una red eléctrica pública de baja tensión, es responsabilidad del
instalador o del usuario del material asegurarse, si fuera necesario consultando al distribuidor, de que el aparato se puede
conectar.
EMISIONES ELECTROMAGNÉTICAS
La corriente eléctrica causa campos electromagnéticos (EMF) localizados al pasar por cualquier conductor. La corriente de soldadura
produce un campo electromagnético alrededor del circuito de soldadura y del material de soldadura.
Los campos electromagnéticos EMF pueden alterar algunos implantes médicos, como los estimuladores cardíacos. Se deben tomar medidas de
protección para personas con implantes médicos. Por ejemplo, restricciones de acceso para las visitas o una evaluación de riesgo individual para los
soldadores.
Todos los soldadores deberían utilizar los procedimiento siguientes para minimizar la exposición a los campos electromagnéticos que provienen del
circuito de soldadura:
• Coloque los cables de soldadura juntos - fíjelos con una brida si es posible;
• Coloque su torso y su cabeza lo más lejos posible del circuito de soldadura;
• No enrolle nunca los cables de soldadura alrededor de su cuerpo;
• No coloque su cuerpo entre los cables de soldadura. Mantenga los dos cables de soldadura sobre el mismo lado de su cuerpo;
• conecte el cable a la pieza lo más cerca posible de zona a soldar;
• no trabaje junto al generador, no se siente sobre este, ni se coloque muy cerca de este.
• no suelde cuando transporte el generador de soldadura o la devanadera.
Las personas con marcapasos deben consultar un médico antes de utilizar este aparato.
La exposición a los campos electromagnéticos durante la soldadura puede tener otros efectos sobre la salud que se desconocen
hasta ahora.

43
RENOV FAISCEAU PTI PRO ES
RECOMENDACIONES PARA EVALUAR LA ZONA Y LA INSTALACIÓN DE SOLDADURA
Generalidades
El usuario se responsabiliza de instalar y usar el aparato siguiendo las instrucciones del fabricante. Si se detectan alteraciones electromagnéticas, el
usuario del material de soldadura por resistencia debe resolver la situación siguiendo las recomendaciones del manual de usuario o consultando el
servicio técnico del fabricante. En algunos casos, esta acción correctiva puede ser tan simple como una conexión a tierra del circuito de soldadura. En
otros casos, puede ser necesario construir una pantalla electromagnética alrededor de la fuente de corriente de soldadura y de la pieza entera con
ltros de entrada. En cualquier caso, las perturbaciones electromagnéticas deben reducirse hasta que no sean nocivas.
Evaluación de la zona de soldadura
Antes de instalar un material de soldadura por resistencia, el usuario debe evaluar los problemas electromagnéticos potenciales en el entorno cercano.
Lo que se debe tener en cuenta:
a) la presencia, encima, abajo y en los laterales del material de soldadura por resistencia de otros cables de red eléctrica, control, de señalización y
de teléfono;
b) receptores y transmisores de radio y televisión;
c) ordenadores y otros materiales de control;
d) material crítico, por ejemplo, protección de material industrial;
e) la salud de personas cercanas, por ejemplo, que lleven estimuladores cardíacos o aparatos de audición;
f) material utilizado para el calibrado o la medición;
g) la inmunidad de los otros materiales presentes en el entorno.
El usuario deberá asegurarse de que los aparatos del local sean compatibles entre ellos. Ello puede requerir medidas de protección complementarias;
h) la hora del día en el que la soldadura u otras actividades se ejecutan.
La dimensión de la zona conjunta a tomar en cuenta depende de la estructura del edicio y de las otras actividades que se lleven a cabo en el lugar.
La zona se puede extender más allá de los límites de las instalaciones.
Evaluación de la instalación de soldadura
Además de la evaluación de la zona, la evaluación de las instalaciones de soldadura por resistencia puede servir para determinar los casos de
perturbaciones. Conviene que la evaluación de las emisiones incluya las medidas hechas en el lugar como especicado en el Artículo 10 de la CISPR
11. Las medidas hechas en el lugar pueden permitir al mismo tiempo conrmar la ecacia de las medidas de mitigación.
RECOMENDACIONES SOBRE LOS MÉTODOS DE REDUCCIÓN DE EMISIONES ELECTROMAGNÉTICAS.
a. Red eléctrica pública: conviene conectar el equipo de soldadura por resistencia a la red eléctrica pública según las recomendaciones del
fabricante. Si se produjeran interferencias, podría ser necesario tomar medidas de prevención suplementarias como el ltrado de la red pública de
alimentación eléctrica. Se recomienda apantallar el cable de red eléctrica en un conducto metálico o equivalente para material de soldadura por
resistencia instalado de forma ja. Conviene asegurar la continuidad eléctrica del apantallado sobre toda la longitud. Se recomienda conectar el cable
apantallado al generador de soldadura para asegurar un buen contacto eléctrico entre el conducto y la fuente de soldadura.
b. Mantenimiento del material de soldadura por resistencia: conviene que el material de soldadura por resistencia esté sometido a un
mantenimiento regular según las recomendaciones del fabricante. Los accesos, aperturas y carcasas metálicas estén correctamente cerradas cuando
se utilice el material de soldadura por resistencia. El material de soldadura por resistencia no se debe modicar de ningún modo, salvo modicaciones
y ajustes mencionados en el manual de instrucciones del fabricante.
c. Cables de soldadura: Conviene que los cables sean lo más cortos posible, colocados cerca y a proximidad del suelo sobre este.
d. Conexión equipotencial: Se recomienda comprobar los objetos metálicos de la zona de alrededor que pudieran crear un paso de corriente. En
cualquier caso, los objetos metálicos junto a la pieza que se va a soldar incrementan el riesgo del operador a sufrir descargas eléctricas si toca estos
elementos metálicos y el hilo a la vez. Conviene aislar al operador de esta clase de objetos metálicos.
e. Conexión a tierra de la pieza a soldar: Cuando la pieza a soldar no está conectada a tierra para la seguridad eléctrica o debido a su dimensiones
y lugar, como es el caso, por ejemplo de carcasas metálicas de barcos o en la carpintería metálica de edicios, una conexión a tierra de la pieza
puede reducir en algunos casos las emisiones. Conviene evitar la conexión a tierra de piezas que podrían incrementar el riesgo de heridas para los
usuarios o dañar otros materiales eléctricos. Si fuese necesario, conviene que la conexión de la pieza a tierra se haga directamente, pero en algunos
países que no autorizan la conexión directa, conviene que la conexión se realice mediante un condensador apropiado y seleccionado en función de
la normativa nacional.
f. Protección y blindaje: La protección y el blindaje selectivo de otros cables y materiales de la zona puede limitar los problemas de alteraciones.
La protección de toda la zona de soldadura puedes ser necesaria para aplicaciones especiales.
TRANSPORTE Y TRÁNSITO DE LA FUENTE DE CORRIENTE DE SOLDADURA
El generador de corriente de soldadura está equipado con mangos en la parte superior que permiten el desplazamiento con la
mano. No se debe subestimar su peso. Los mangos no se pueden considerar como un medio de suspensión del producto.
No utilice los cables para desplazar el generador de corriente de soldadura. No transporte el generador de corriente por encima de otras personas u
objetos.

44
RENOV FAISCEAU PTI PRO ES
INSTALACIÓN DEL MATERIAL
• La fuente de corriente de soldadura se debe colocar sobre una supercie cuya inclinación máxima sea 10°.
• La máquina debe ser protegida de la lluvia y no se debe exponer a los rayos del sol.
• El material posee un grado de protección IP20, que signica :
- una protección contra el acceso de cuerpos sólidos de >12.5mm a las partes peligrosas y,
- ninguna protección contra las proyecciones de agua.
Los cables de alimentación, de prolongación y de soldadura deben estar completamente desenrollados para evitar cualquier sobrecalentamiento.
El fabricante no asume ninguna responsabilidad respecto a daños provocados a personas y objetos debido a un uso incorrecto y
peligroso de este aparato.
MANTENIMIENTO / CONSEJOS
• Los usuarios de esta máquina deben haber recibido una formación adaptada al uso de la máquina para aprovechar al máximo sus rendimientos y
realizar trabajos conformes (ejemplo: formación de carrocero).
• Compruebe que el constructor autorice el proceso de soldadura empleado antes de una operación sobre el vehículo.
El mantenimiento y la reparación del generador solo puede efectuarlo el fabricante. Toda intervención en el generador efectuado
por una persona no autorizada anulará las condiciones de garantía. El fabricante declina toda responsabilidad respecto a cualquier
accidente que provenga posteriormente a este intervención.
Interrumpa el suministro eléctrico, luego desconecte el enchufe y espere 2 minutos antes de trabajar sobre el aparato. En su inte-
rior, la tensión y la intensidad son elevadas y peligrosas.
• Antes de cualquier intervención, interrumpa la alimentación de aire comprimido y despresurice el circuito de la máquina.
• Vacíe de forma regular el ltro del deshumidicador situado en la parte trasera del aparato.
• El aparato está equipado de un equilibrador que permite una manipulación más fácil de la pinza. Sin embargo, no se debe dejar la pinza colgando
del cable del equilibrador de manera prolongada, ya que podría provocar una fatiga prematura del equilibrador. No deje que la pinza caiga de forma
repetida sin sostenerla, ya que podría dañar el equilibrador.
• Es posible ajustar la tensión del muelle del equilibrador mediante una llave macho hexagonal incluida.
• El nivel de líquido de refrigeración es importante para el buen funcionamiento de la máquina. Debe contener siempre líquido entre los niveles
«Mínimo» y «Máximo» indicados sobre el aparato. Compruebe regularmente este nivel y complételo si fuese necesario.
• Se recomienda renovar el líquido de refrigeración cada 2 años.
• Todas las herramientas de soldadura sufren un deterioro durante su uso. Vigile que las herramientas estén limpias para que la máquina ofrezca el
máximo de posibilidades.
• Antes de utilizar la pinza neumática, compruebe el buen estado de los electrodos/caps (ya sean
planos, abombados o biselados). Si no es el caso, límpielos mediante un papel de vidrio (grano no) o
reemplácelos (ver referencias sobre la máquina).
• Para garantizar un punto de soldadura ecaz, es indispensable reemplazar los caps cada 200 puntos
aproximadamente. Para ello:
- Desmonte los caps mediante la llave desmonta caps (ref. 050846)
- Instale los caps con la grasa de contacto (ref. 050440)
• Caps tioo A (ref : 049987)
• Caps tipo F (ref : 049970)
• Caps biselados (ref : 049994)
Atención: los caps deben estar perfectamente alineados. Si no es el caso, compruebe la alineación de
los electrodos (ver parte «Montaje y cambio de brazos» pág. 90).
A
A
F
F
A
A
• Antes de utilizar la pistola, compruebe el estado de las diferentes herramientas (estrella, electrodo monopunto, electrodo de carbono...), luego
límpielos o reemplácelos si parecen estar en mal estado.
• De forma regular, quite el capó y desempolve con un soplador de aire. Aproveche la ocasión para pedir a un personal cualicado que compruebe
que las conexiones eléctricas estén bien en sitio con una herramienta aislada.
• Controle regularmente el estado del cable de red eléctrica y el cable del circuito de soldadura. Si hay daños aparentes, deberá ser reemplazado por
el fabricante, su servicio post-venta o una de persona de cualicación similar para evitar cualquier peligro.
Después de cada uso, asegúrese de que el arnés no quede retorcido.
Un arnés constantemente retorcido conduce a su deterioro prematuro y
puede representar un peligro eléctrico para el usuario.
• Deje los oricios del equipo libres para la entrada y la salida de aire.

45
RENOV FAISCEAU PTI PRO ES
DESCRIPCIÓN DE LA PINZA G (IMAGEN 2)
43 5 61
8 9
7
2
1- Palanca de bloqueo/desbloqueo del brazo 6- Brazo móvil
2- tubo de refrigeración 7- Mango lateral
3- Giroscopio 8- Botón de conguración de parámetros a distancia
4- Cuerpo de neumático 9- Botón de soldadura por puntos
5- Electrodo de sobre abertura
DESMONTAJE DEL ARNÉS PTI-S7
1
Desconecte la alimentación del PTI-S7.
2Retire los dos tornillos de la carcasa de protección.
PROTOTYPE
3Retire las tres tuercas del bloque de terminales.

46
RENOV FAISCEAU PTI PRO ES
4Retire los dos tornillos que sujetan el mazo de cables y
todos los conectores.
PROTOTYPE
5Retire los soportes del brazo derecho e izquierdo de la
PTI-S7.
RENOVADO CONJUNTO DE PAQUETES PTI-PRO
1Instale los soportes del brazo inclinado izquierdo y dere-
cho suministrados en el kit de renovación.
PROTOTYPE
PROTOTYPE
PROTOTYPE
M6x16
(x4)
10 N·m
M6x16
(x4)
10 N·m
2Coloque la pinza en el soporte inclinado.
PROTOTYPE
3Instale el giroscopio.

47
RENOV FAISCEAU PTI PRO ES
3.1 Retire el asa de plástico, incline el giroscopio como se
muestra y deslícelo hacia la carcasa.
3.2 Fije el giroscopio con 4 tornillos sin cabeza M5x10.
3.3 Puede girar alrededor de la pinza 360°.
3.4 El tope del giroscopio se puede subir o bajar. Se utiliza
para desplazar el cable del equilibrador de modo que un
brazo grande pueda engancharse más fácilmente.

48
RENOV FAISCEAU PTI PRO ES
4Instale el brazo G1.
PROTOTYPE
5Coloque la caja de protección en la parte delantera de la
PTI y atornille los tres terminales como se indica.
6Vuelva a colocar la carcasa y los tornillos.
PROTOTYPE

49
RENOV FAISCEAU PTI PRO ES
7Coloque el ojal del arnés y todos los conectores. (Véase
el manual de PTI para la conexión)
PROTOTYPE
8Conecta el conector de alimentación.
CAMBIO DE LOS SOPORTES DE LOS BRAZOS
1Retire los soportes del brazo PTI-S7.

50
RENOV FAISCEAU PTI PRO ES
2Fije los nuevos soportes del brazo pequeño PTI-PRO, utili-
zando los tornillos M5x12(x4) suministrados.
PROTOTYPE
FIJACIÓN DEL SOPORTE DEL BRAZO GRANDE (OPCIONAL)
Este soporte debe jarse a la pared. Los tornillos M5 no se suministran.
ACTUALIZAR EL SOFTWARE
Consulte con el Servicio Técnico el procedimiento de actualización del software.
ACCESSOIRES ET OPTIONS
Liquido de refrigeración 40 caps
x 10
x 18
x 18
x 6
Funda de protección Tarjeta SD con progra-
mas Balanceador
10>14 kg
5 l : 062511
10 l : 052246 048935 050068 050853 050914 059696
Alador de caps Sensor de potencia Maleta de prueba de
soldadura Europax anti-corrosión Kit de armas
048966 052314 050433 052758 067318
100
180
96
100
93
205
180
96
154
G1 (550 daN) - ref. 022768 INCLUYE G2 (300 daN) - ref. 022775 G3 (550 daN) - ref. 022782
117
100
44
15540
G2 + G3 + G4 - ref. 022898 G6 (550 daN) - ref. 022812 G7 (150 daN) - ref. 022829

51
RENOV FAISCEAU PTI PRO ES
500
250
128
180
600
250
177
235
1000
250
G4 (550 daN) - ref. 022799
430
450
324
384
G8 (550 daN) - ref. 022836
G5 (550 daN) (6.25 kg) - ref. 022805
G10 (400 daN) (5 kg) - ref. 067165
G11 (550 daN) - ref. 071766
G12 (550 daN) - ref. 075238
USO DE LA PISTOLA (OPCIÓN)
- Seleccione la herramienta PISTOLA mediante la tecla .
Conecte el cable de tierra de la pistola al electrodo móvil. Deslice y apriete la rueda selectora.
Retire el brazo de la abrazadera y coloque el cable de la pistola en su lugar.
Conecte el cable de control a la clavija.
Compruebe que el tornillo que conecta la zapata con la orejeta del cable está apretado.

52
RENOV FAISCEAU PTI PRO ES
- Fije con rmeza el soporte de masa lo más cerca posible de la pieza a soldar.
En el caso de una soldadura monopunto con pistola, coloque el soporte de masa sobre la chapa que no está en contacto con el electrodo de soldadura
(de forma que la corriente pase a través de las dos chapas a soldar).
- Suelde comenzando por el punto más alejado de la masa, luego acérquese a este.
- El modo normal con soldadura de estrellas se inicia por defecto.
- La pistola se puede utilizar en modo normal o manual.
En modo Normal, la pistola está limitada a chapas de 1.5 mm máximo.
Con la pistola, el operador puede elegir entre diferentes herramientas (monopunto, estrella, impacto, calen-
tamiento, pernos, remaches, tuerca, rueda). La selección de herramienta se hace con las teclas + y -.
En modo Manual, la intensidad máxima admitida será de 8 kA durante una duración que no podrá exceder
los 500 ms. Los ajustes en pantalla estarán bloqueado a estos valores máximos.
Ajuste el generador indicando el grosor de la chapa a soldar mediante las teclas + y -. Es posible modicar
los parámetros de corriente y tiempo en modo manual.
Presionar la tecla durante 2 segundos permite volver al modo NORMAL.
MONTAJE Y CAMBIO DE BRAZOS DE LA PINZA G
La garantía no cubre anomalías y deterioros debidos a un mal montaje de los brazos de la pinza en G.
IMPORTANTE:
- no utilice grasa con cobre sobre los brazos.
- mantenga la base y el soporte de los brazos y la pinza limpios para favorecer un buen paso de corriente entre las piezas en contacto.
- En caso de no usar la máquina durante un periodo prolongado, almacene la máquina con un brazo montado sobre la pinza para evitar polvo sobre
el soporte del brazo.
Procedimiento de cambio de brazos:
Durante el reemplazo de brazos sobre la pinza, la bomba del circuito de refrigeración debe estar cerrado. Para ello, colóquese en modo «Ajuste de
pinza» sobre la máquina, el testigo rojo se enciende sobre el botón de la pinza (IMAGEN 2 - 12) indicando que la bomba se ha detenido. El electrodo
se retracta en la pinza para permitir la retracción del brazo.
1 El pestillo sobresale con el candado cerrado
2 La palanca debe estar en el tope posición trasera (~120°)
3 Las echas deben estar alineadas
4 Incline el brazo alrededor de 15º y retírelo de su emplazamiento (los pasadores deben deslizarse en la ranura).
1
4
3
2
1
4
3
2

53
RENOV FAISCEAU PTI PRO ES
SOBREAPERTURA MECÁNICA DEL BRAZO
Para abrir el brazo y acceder con mayor facilidad a la carrocería, accione la sobreapertura presionando sobre el botón de la pinza (IMAGEN 2 - 10).
1 Presione sobre el botón (Imagen 2 -10)
2 El pestillo sobresale del lado del candado abierto
3 La palanca debe estar abierta (~90°) en el tope del pestillo.
4 Las echas no deben estar alineadas.
Incline el brazo.
42
3
4
2
3
GIROSCOPIO
Retire el asa de plástico, incline el giroscopio como se muestra y deslí-
celo hacia la carcasa. Fije el giroscopio con 4 tornillos sin cabeza M5x10.
Puede girar alrededor de la pinza 360°. El tope del giroscopio se puede subir o bajar. Se utiliza para desplazar
el cable del equilibrador de modo que un brazo grande pueda engan-
charse más fácilmente.

54
RENOV FAISCIOCAVI PTI PRO - 220 V IT
AVVERTENZE - NORME DI SICUREZZA
ISTRUZIONI GENERALI
Queste istruzioni devono essere lette e ben comprese prima dell’uso. Ogni modica o manutenzione non indicata nel manuale
non deve essere eettuata. Conservate questo manuale d’istruzione per ulteriori consultazioni
Ogni danno corporale o materiale dovuto ad un utilizzo non conforme alle istruzioni presenti su questo manuale non potrà essere considerato a carico
del fabbricante.
In caso di problema o incertezza, consultare una persona qualicata per manipolare correttamente l’attrezzatura. Queste istruzioni riguardano il
materiale nel suo stato di consegna. E’ responsabilità dell’utilizzatore realizzare un’analisi di rischi in caso di mancato rispetto di queste istruzioni.
AMBIENTE
Questo dispositivo deve essere utilizzato solamente per fare delle operazioni di saldatura nei limiti indicati sulla targhetta indicativa e/o sul manuale.
Bisogna rispettare le direttive relative alla sicurezza. In caso di uso inadeguato o pericoloso, il fabbricante non potrà essere ritenuto responsabile.
Il dispositivo deve essere utilizzato in un locale senza polvere, né acido, né gas inammabili o altre sostanze corrosive, e lo stesso vale per il suo
stoccaggio. Assicurarsi che durante l’utilizzo ci sia una buona circolazione d’aria.
Intervalli di temperatura:
Utilizzo tra -10 e +40°C (+14 e +104°F).
Stoccaggio fra -20 e +55°C (-4 e 131°F).
Umidità dell’aria:
Inferiore o uguale a 50% a 40°C (104°F).
Inferiore o uguale a 90% a 20°C (68°F).
Altitudine: Fino a 1000 m al di sopra del livello del mare (3280 piedi).
PROTEZIONE INDIVIDUALE E DEI TERZI
La saldatura a resistenza può essere pericolosa e causare ferite gravi o mortali. E’ destinata ad essere utilizzata da personale qualicato che abbia
ricevuto una formazione adatta all’utilizzo della macchina (es.: formazione carrozziere).
La saldatura espone gli individui ad una fonte pericolosa di calore , di scintille, di campi elettromagnetici (attenzione ai portatori di pacemaker), di
rischio di folgorazione, di rumore e di emanazioni gassose.
Proteggere voi e gli altri, rispettate le seguenti istruzioni di sicurezza:
Per proteggervi da ustioni e radiazioni, portare vestiti senza risvolto, isolanti, asciutti, ignifugati e in buono stato, che coprano tutto
il corpo.
Usare guanti che garantiscano l’isolamento elettrico e termico.
Utilizzare una protezione di saldatura e/o un casco per saldatura di livello di protezione suciente (variabile a seconda delle
applicazioni). Proteggere gli occhi durante le operazioni di pulizia. Le lenti a contatto sono particolarmente sconsigliate.
A volte potrebbe essere necessario delimitare le aree con delle tende ignifughe per proteggere la zona dalle proiezioni e scorie
incandescenti.
Informare le persone della zona di saldatura di indossare vestiti adeguati per proteggersi.
Utilizzare un casco contro il rumore se le procedure di saldatura arrivano ad un livello sonoro superiore al limite autorizzato (lo stesso
per tutte le persone in zona saldatura).
Mantenere a distanza dalle parti mobili (ventilatore) le mani, i capelli, i vestiti.
Non togliere mai le protezioni carter dall’unità di refrigerazione quando la fonte di corrente di saldatura è collegata alla presa di
corrente, il fabbricante non potrà essere ritenuto responsabile in caso d’incidente.
I pezzi appena saldati sono caldi e possono causare ustioni durante la manipolazione. Quando si interviene sulla pinza o sulla torcia,
bisogna assicurarsi che sia/siano sucientemente fredda/e aspettando almeno 10 minuti prima di eseguire qualsiasi intervento.
L’unità di rareddamento dev’essere accesa quando si utilizza una pinza rareddata ad acqua per assicurarci che il liquido non possa
causare delle ustioni.
È importate rendere sicura la zona di lavoro prima di abbandonarla per proteggere le persone e gli oggetti.
FUMI DI SALDATURA E GAS
Fumi, gas e polveri emessi dalla saldatura sono pericolosi per la salute. È necessario prevedere una ventilazione suciente e a
volte è necessario un apporto d’aria. Una maschera ad aria fresca potrebbe essere una soluzione in caso di aerazione insuciente.
Vericare che l’aspirazione sia ecace controllandola in relazione alle norme di sicurezza.
Attenzione, la saldatura in ambienti di piccola dimensione necessita di una sorveglianza a distanza di sicurezza. Inoltre il taglio di certi materiali
contenenti piombo, cadmio, zinco, mercurio o berillio può essere particolarmente nocivo; pulire e sgrassare le parti prima di tagliarle.

55
RENOV FAISCIOCAVI PTI PRO - 220 V IT
Le bombole devono essere posizionate in locali aperti ed aerati. Devono essere in posizione verticale su supporto o su un carrello. La saldatura è
proibita se eettuata in prossimità di grasso o vernici.
• Questa attrezzatura di saldatura produce fumi e gasche contengono prodotti chimici che lo stato della California ritiene provochino malformazioni
congenite e, in alcuni casi, cancro (codice di salute e sicurezza della California, capitolo 25249.5 e successivi).
• Questa attrezzatura contiene elementi chimici, tra cui il piombo, riconosciuto dallo stato della California come cancerogeno oltre che causa di
malformazioni congenite o altri problemi di procreazione. Lavarsi le mani dopo ogni manipolazione.
RISCHIO DI INCENDIO E DI ESPLOSIONE
Proteggere completamente la zona di saldatura, i materiali inammabili devono essere allontanati di almeno 11 metri.
Un’attrezzatura antincendio deve essere presente in prossimità delle operazioni di saldatura.
Attenzione alle proiezioni di materia calda o di scintille anche attraverso le fessure, queste possono essere causa di incendio o di esplosione.
Allontanare le persone, gli oggetti inammabili e i contenitori sotto pressione ad una distanza di sicurezza suciente.
La saldatura nei container o tubature chiuse è proibita e se essi sono aperti devono prima essere svuotati di ogni materiale inammabile o esplosivo
(olio, carburante, residui di gas...).
Le operazioni di molatura non devono essere dirette verso la fonte di corrente di saldatura o verso dei materiali inammabili.
SICUREZZA ELETTRICA
La rete elettrica usata deve imperativamente avere una messa a terra. Una scarica elettrica potrebbe essere fonte di un grave
incidente diretto, indiretto, o anche mortale.
Non toccare mai le parti sotto tensione all’interno o all’esterno della fonte di corrente di saldatura quando quest’ultima è alimentata (Cavi, elettrodi,
braccio, torcia,...) perché sono collegate al circuito di saldatura.
Prima di aprire la fonte di corrente di saldatura, bisogna disconnetterla dalla rete e attendere 2 min. anché l’insieme dei condensatori sia scarico.
Controllare e provvedere a far cambiare i cavi, gli elettrodi o i bracci, da persone qualicate e abilitate, se questi sono danneggiati. Dimensionare la
sezione dei cavi in funzione dell’applicazione. Utilizzare sempre vestiti asciutti e in buono stato per isolarsi dal circuito di saldatura. Portare scarpe
isolanti, indierentemente dall’ambiente di lavoro.
Attenzione! Supercie molto calda. Rischio di ustioni.
• I pezzi e le attrezzature calde possono causare delle ustioni.
• Non toccare i pezzi caldi a mani nude.
• Attendere il rareddamento dei pezzi e delle attrezzature prima di manipolarli.
• In caso di ustione risciacquare con abbondante acqua e consultare immediatamente un medico.
CLASSIFICAZIONE CEM DEL MATERIALE
Questo dispositivo di Classe A non è fatto per essere usato in una zona residenziale dove la corrente elettrica è fornita
dal sistema pubblico di alimentazione a basa tensione. Potrebbero esserci dicoltà potenziali per assicurare la compatibilità
elettromagnetica in questi siti, a causa delle perturbazioni condotte o irradiate.
Questo dispositivo non è conforme alla CEI 61000-3-12 ed è destinato ad essere collegato a delle reti private a bassa tensione
connesse alla rete di alimentazione pubblica solamente a un livello di tensione medio e alto. Se è collegato al sistema pubblico
di alimentazione di bassa tensione, è responsabilità dell’installatore o dell’utilizzatore del materiale assicurarsi, consultando
l’operatore della rete pubblica di distribuzione, che il materiale possa essere collegato ad esso.
EMISSIONI ELETTRO-MAGNETICHE
La corrente elettrica che attraversa un qualsiasi conduttore produce dei campi elettrici e magnetici (EMF) localizzati. La corrente di
saldatura produce un campo elettromagnetico attorno al circuito di saldatura e al dispositivo di saldatura.
I campi elettromagnetici EMF possono disturbare alcuni impianti medici, per esempio i pacemaker. Devono essere attuate delle misure di protezione
per le persone che portano impianti medici. Per esempio, restrizioni di accesso per i passanti o una valutazione del rischio individuale per i saldatori.
Tutti i saldatori dovrebbero seguire le istruzioni sottostanti per ridurre al minimo l’esposizione ai campi elettromagnetici del circuito di saldatura:
• posizionare i cavi di saldatura insieme - ssarli con una fascetta, se possibile;
• posizionarsi (busto e testa) il più lontano possibile del circuito di saldatura;
• non arrotolare mai i cavi di saldatura attorno al corpo;
• non posizionare dei corsi tra i cavi di saldatura; Tenere i due cavi di saldatura sullo stesso lato del corpo:
• collegare il cavo di ritorno all’applicazione più vicina alla zona da saldare;
• non lavorare a lato della fonte di corrente di saldatura, non sedersi o appoggiarsi su di esso;
• non saldare durante il trasporto della fonte di corrente di saldatura o del trainalo.
I portatori di pacemaker devono consultare un medico prima di usare questo dispositivo di saldatura.
L’esposizione ai campi elettromagnetici durante la saldatura potrebbe avere altri eetti sulla salute che non sono ancora
conosciuti.

56
RENOV FAISCIOCAVI PTI PRO - 220 V IT
CONSIGLI PER VALUTARE LA ZONA E L’INSTALLAZIONE DI SALDATURA
Generalità
L’utilizzatore è responsabile dell’installazione e dell’uso del dipsositivo di saldatura ad arco secondo le istruzioni del fabbricante. Se delle perturbazioni
elettromagnetiche sono rilevate, è responsabilità dell’utente del dispositivo di saldatura ad arco risolvere la situazione con l’assistenza tecnica del
produttore. In certi casi, questa azione correttiva potrebbe essere molto semplice come ad esempio la messa a terra del circuito di saldatura. In altri
casi, potrebbe essere necessario costruire uno schermo elettromagnetico intorno alla fonte di corrente di saldatura e al pezzo completo con montaggio
di ltri d’entrata. In ogni caso, le perturbazioni elettromagnetiche devono essere ridotte no a non essere più fastidiose.
Valutazione della zona di saldatura
Prima di installare un dispositivo di saldatura per resistenza, l’utilizzatore deve valutare i potenziali problemi elettromagnetici nella zona circostante.
Occorre tenere in considerazione quanto segue:
a) la presenza sopra, sotto e accanto al dispositivo di saldatura per resistenza di altri cavi di alimentazione, di comando, di segnalazione e telefonici;
b) di ricettori e trasmettitori radio e televisione;
c) di computer e altre apparecchiature di controllo;
d) di materiale critico per la sicurezza come ad esempio protezione di materiale industriale;
e) lo stato di salute di persone vicine, ad esempio, l’uso di pacemaker o apparecchi acustici;
f) del materiale utilizzato per la calibratura o la misurazione;
g) l’immunità degli altri materiali presenti nell’ambiente.
L’utilizzatore deve assicurarsi che gli altri dispositivi usati nell’ambiente siano compatibili. Questo potrebbe richiedere delle misure di protezione
supplementari;
h) l’orario della giornata in cui la saldatura o altre attività devono essere eseguite.
La dimensione della zona circostante da prendere in considerazione dipende dalla struttura degli edici e dalle altre attività svolte sul posto. La zona
circostante può estendersi oltre ai limiti delle installazioni
Valutazione dell’installazione di saldatura
Oltre a valutare l’area, la valutazione degli impianti di saldatura a resistenza può essere utilizzata per identicare e risolvere i casi di disturbo. Conviene
che la valutazione delle emissioni includa delle misurazioni sul posto come specicato all’Articolo 10 della CISPR 11. Le misurazioni sul posto possono
anche permettere di confermare l’ecacia delle misure di attenuazione.
RACCOMANDAZIONI SUI METODI DI RIDUZIONE DELLE EMISSIONI ELETTROMAGNETICHE
a. Rete di alimentazione pubblica: Conviene collegare il materiale di saldatura per resistenza a una rete pubblica di alimentazione secondo le
raccomandazioni del fabbricante. Se ci sono interferenze, potrebbe essere necessario prendere misure di prevenzione supplementari, come il ltraggio
della rete pubblica di rifornimento [elettrico]. Converrebbe prendere in considerazione di schermare il cavo della presa elettrica passandolo in un
condotto metallico o equivalente di un materiale di saldatura a resistenza ssati stabilmente. Converrebbe anche assicurarsi della continuità della
schermatura elettrica su tutta la sua lunghezza. E’ conveniente collegare la schermatura alla fonte di corrente di saldatura per garantire un buon
contatto elettrico tra il condotto e l’involucro del generatore di corrente di saldatura.
b. Manutenzione delle apparecchiature per la saldatura a resistenza : Le apparecchiature per la saldatura a resistenza devono essere
sottoposte a manutenzione ordinaria secondo le raccomandazioni del produttore. È opportuno che ogni accesso, porte di servizio e coperchi siano
chiusi e correttamente bloccati quando il dispositivo di saldatura a resistenza è in funzione. È opportuno che il dispositivo di saldatura a resistenza non
sia modicato in alcun modo, tranne le modiche e regolazioni menzionati nelle istruzioni del fabbricante.
c. Cavi di saldatura: E’ opportuno che i cavi siano i più corti possibili, piazzati l’uno vicino all’altro in prossimità del suolo o sul suolo.
d. Collegamento equipotenziale: Converrebbe considerare il collegamento di tutti gli oggetti metallici della zona circostante. Tuttavia, oggetti
metallici collegati al pezzo da saldare potrebbero accrescere il rischio per l’operatore di scosse elettriche se costui tocca contemporaneamente questi
oggetti metallici e l’elettrodo. Converrebbe isolare l’utente di questi oggetti metallici.
e. Messa a terra del pezzo da saldare: Quando il pezzo da saldare non è collegato a terra per sicurezza elettrica o a causa delle dimensioni e del
posto dove si trova, come, ad esempio, gli sca delle navi o le strutture metalliche di edici, una connessione collegando il pezzo alla terra può, in
certi casi e non sistematicamente, ridurre le emissioni. È opportuno assicurarsi di evitare la messa a terra dei pezzi che potrebbero accrescere i rischi
di ferire gli utenti o danneggiare altri materiali elettrici. Se necessario, conviene che la messa a terra del pezzo da saldare sia fatta direttamente, ma
in certi paesi che non autorizzano questa connessione diretta, è opportuno che la connessione avvenga tramite un condensatore appropriato scelto
in funzione delle regolamentazioni nazionali.
f. Protezione e schermatura: La protezione e la schermatura selettiva di altri cavi, dispositivi e materiali nella zona circostante può limitare i
problemi di perturbazioni. La protezione di tutta la zona di saldatura può essere considerata per applicazioni speciali.
TRASPORTO E SPOSTAMENTO DELLA FONTE DI CORRENTE DI TAGLIO
La sorgente di corrente di saldatura è dotata di impugnature superiori che permette di trasportarla. Attenzione a non sottovalutarne
il peso. Le maniglie non sono da considerarsi come un mezzo d’imbragatura.
Non usare i cavi o la torcia per spostare la fonte di corrente di saldatura. Non far passare la fonte di corrente al di sopra di persone o oggetti.
INSTALLAZIONE DEL DISPOSITIVO
• Mettere la fonte di corrente di saldatura su un suolo inclinato al massimo di 10°.
• La fonte di corrente di saldatura deve essere al riparo dalla pioggia e non deve essere esposta ai raggi del sole.
• Il dispositivo è di grado di protezione IP20, che signica :
- una protezione contro l’accesso delle parti pericolose di corpi solidi di diametro >12.5mm e,
- nessuna protezione contro gli spruzzi d’acqua.

57
RENOV FAISCIOCAVI PTI PRO - 220 V IT
I cavi di alimentazione, di prolunga e di saldatura devono essere totalmente srotolati, per evitare il surriscaldamento.
Il fabbricante non si assume alcuna responsabilità circa i danni provocati a persone e oggetti dovuti ad un uso incorretto e
pericoloso di questo dispositivo.
MANUTENZIONE / CONSIGLI
Gli utilizzatori di questa macchina devono aver ricevuto una formazione adattata all’uso della stessa per ottenere le sue massime prestazioni e per
realizzare un lavoro conforme (esempio : formazione dei carrozzieri).
• Vericare che il costruttore autorizzi il procedimento di saldatura impiegato, prima di qualsiasi riparazione su un veicolo.
La manutenzione e la riparazione del generatore può essere eettuata solo dal fabbricante. Ogni intervento su questo generatore,
eettuato da un terzo, comporta un annullamento delle condizioni di garanzia. Il fabbricante declina ogni responsabilità in merito
ad ogni incidente o infortunio conseguente a questo tipo di intervento
Interrompere l’alimentazione staccando la presa, e attendere due minuti prima di lavorare sul dispositivo. All’interno, le tensioni e
l’intensità sono elevate e pericolose.
• Prima di qualsiasi intervento, togliere l’alimentazione dell’aria compressa e depressurizzare il circuito della macchina.
• Controllate di spurgare regolarmente il ltro del deumidicatore situato sul retro dell’apparecchio.
• L’apparecchio è dotato di un bilanciere che permette una manipolazione più facile della pinza. Tuttavia, non laciare che le pinze pendano alla ne
del cavo di bilanciamento a lungo, in quanto ciò provocherà fatica prematura del bilanciere. Non lasciare cadere la pinza in modo ripetuto senza
trattenerla, si rischia di danneggiare il bilanciere.
• E’ possibile regolare la tensione della molla del bilanciere con la chiave esagonale fornita.
• Il livello del liquido di rareddamento è importante per il buon funzionamento della macchina. Dev’essere sempre compreso tra il livello « minimo »
e « massimo » indicati sull’apparecchio. Vericare regolarmente questo livello ed eventualmente rabboccarlo.
• Si raccomanda di sostituire il liquido di rareddamento ogni 2 anni.
• Tutte le attrezzature subisco un deterioramento durante l’uso. Controllate che questi utensili restino puliti anché la macchina dia il massimo delle
proprie possibilità.
• Prima di utilizzare la pinza pneumatica, vericare il buono stato degli elettrodi/cappe (sia piatti,
bombati o smussati). Se non è così, allora pulirli con l’aiuto di carta abrasiva (grana ne) o sostituirli
(vedere referenza sulla macchina).
• Per garantire un punto di saldatura ecace, è indispensabile sostituire le cappe ogni 200 punti circa.
Per farlo:
- Rimuovere i tappi con una chiave per tappi (rif. 050846)
- Montare i tappi utilizzando grasso per contatti (rif. 050440)
• Caps tipo A (rif. : 049987)
• Caps tipo F (rif. : 049970)
• Cap smussati (rif : 049994)
Attenzione: i cap devono essere perfettamente allineati. Se così non fosse, vericare l’allineamento
degli elettrodi (cf. capitolo «Montaggio e cambio bracci» P. 28)
A
A
F
F
A
A
• Prima di utilizzare la torcia, vericare lo stato dei vari utensili (stella, elettrodo mono-punto, elettrodo carbonio,...) poi eventualmente pulirli o
procedere alla loro sostituzione se si presentano in cattivo stato.
• Regolarmente, togliere il coperchio e spolverare con l’aiuto di una pistola ad aria. Cogliere l’occasione per far vericare le connessioni elettriche con
un utensile isolato da persone qualicate.
• Controllare regolarmente lo stato del cavo di alimentazione e dei fascicavi del circuito di saldatura. Se il cavo di alimentazione è danneggiato, deve
essere sostituito dal fabbricante, dal suo servizio post-vendita o da una persona di qualica simile, per evitare pericoli.
Dopo ogni utilizzo, fare attenzione a non lasciare l’imbracatura attorcigliata.
Un cablaggio costantemente attorcigliato porta a un deterioramento
prematuro e può rappresentare un pericolo elettrico per l’utente.
• Lasciare le uscite d’aria della fonte di corrente del dispositivo libere per l’entrata e l’uscita d’aria..

58
RENOV FAISCIOCAVI PTI PRO - 220 V IT
DESCRIZIONE DELLA PINZA G
43 5 61
8 9
7
2
1- Leva di bloccaggio/sbloccaggio del braccio 6- Braccio mobile
2- Tubo di rareddamento 7- Impugnatura laterale
3- Giroscopio 8- Pulsante di regolazione a distanza dei parametri
4- Corpo pneumatico 9- Pulsante di saldatura a punti
5- elettrodo di sovrapertura
SMONTAGGIO DEL CABLAGGIO PTI-S7
1
Scollegare l’alimentazione elettrica della PTI-S7.
2Rimuovere le due viti dall’involucro protettivo.
PROTOTYPE
3Rimuovere i tre dadi dalla morsettiera.

59
RENOV FAISCIOCAVI PTI PRO - 220 V IT
4Rimuovere le due viti che tengono il cablaggio e tutti i
connettori.
PROTOTYPE
5Rimuovere i supporti del braccio destro e sinistro dal
PTI-S7.
MONTAGGIO DEL CABLAGGIO RENOV PTI-PRO
1Installare i supporti dei bracci inclinati destro e sinistro
forniti nel kit renov.
PROTOTYPE
PROTOTYPE
PROTOTYPE
M6x16
(x4)
10 N·m
M6x16
(x4)
10 N·m
2Posizionare la pinza sul supporto inclinato.
PROTOTYPE
3Installazione del giroscopio

60
RENOV FAISCIOCAVI PTI PRO - 220 V IT
3.1 Rimuovere la maniglia di plastica, inclinare il giroscopio
come illustrato nella gura a anco e farlo rientrare nel
guscio.
3.2 Fissare il giroscopio con 4 viti M5x10 senza testa.
3.3 Può girare attorno alla pinza a 360°
3.4
L’arresto del giroscopio può essere alzato o abbassato.
Viene utilizzato per spostare il cavo dell’equilibratore in
modo da poter agganciare più facilmente un braccio di
grandi dimensioni.

61
RENOV FAISCIOCAVI PTI PRO - 220 V IT
4Installare il braccio G1.
PROTOTYPE
5Posizionare la scatola di protezione sulla parte anteriore
del PTI e avvitare i tre terminali come mostrato a anco.
6Riposizionare l’involucro e rimettere le viti.
PROTOTYPE

62
RENOV FAISCIOCAVI PTI PRO - 220 V IT
7Fissare il gommino del cablaggio e tutti i connettori. (Per
il collegamento, vedere le istruzioni PTI)
PROTOTYPE
8Collegare il connettore di alimentazione.
SOSTITUZIONE DEI SUPPORTI DEL BRACCIO
1Rimuovere i supporti del braccio PTI-S7.

63
RENOV FAISCIOCAVI PTI PRO - 220 V IT
2Montare le nuove stae del braccio piccolo PTI-PRO, uti-
lizzando le viti M5x12(x4) in dotazione.
PROTOTYPE
ATTACCO PER IL SUPPORTO DEL BRACCIO GRANDE (OPZIONALE)
Questo supporto deve essere ssato a una parete. Le viti M5 non sono fornite.
AGGIORNAMENTO SOFTWARE
Consultare il servizio di assistenza post-vendita per la procedura di aggiornamento del software.
ACCESSORI E OPZIONI
Liquido di
rareddamento 40 cappe
x 10
x 18
x 18
x 6
Copertura per
protezione Scheda SD con
programmi Bilanciere
10>14 kg
5 l : 062511
10 l : 052246 048935 050068 050853 050914 059696
Ala cappe Sensore di sforzo Valigia di test di saldatura Europax anti-corrosione Kit pistola
048966 052314 050433 052758 067318
100
180
96
100
93
205
180
96
154
G1 (550 daN) - rif. 022768 INCLUSO G2 (300 daN) - rif. 022775 G3 (550 daN) - rif. 022782
117
100
44
15540
G2 + G3 + G4 - rif. 022898 G6 (550 daN) - rif. 022812 G7 (150 daN) - rif. 022829

64
RENOV FAISCIOCAVI PTI PRO - 220 V IT
500
250
128
180
600
250
177
235 1000
250
G4 (550 daN) - rif. 022799
430
450
324
384
G8 (550 daN) - rif. 022836
G5 (550 daN) (6.25 kg) - rif. 022805
G10 (400 daN) (5 kg) - rif. 067165
G11 (550 daN) - rif. 071766
G12 (550 daN) - rif. 075238
UTILIZZO DELLA PISTOLA (OPZIONE)
- Selezionare lo strumento PISTOLA con il tasto .
Collegare il cavo di terra della pistola all’elettrodo mobile. Far scorrere e stringere la rotella
Rimuovere il braccio di bloccaggio e inserire il cavo della pistola al suo posto.
Collegare il cavo di controllo alla spina jack.
Vericare che la vite che collega il pattino al capocorda sia ben stretta.

65
RENOV FAISCIOCAVI PTI PRO - 220 V IT
- Fissare fortemente la massa quanto più vicino al punto da saldare.
Nel caso di una saldatura mono-punto eseguita con la pistola, piazzare sempre la massa sulla lamiera che non sia in contatto con l’elettrodo di
saldatura (in modo che la corrente passi tramite le due lamiere da saldare).
-Saldare cominciando dal punto più lontano dalla massa, poi avvicinarsi ad essa.
- La modalità normale con saldatura a stella è avviata per «default».
- La pistola può essere utilizzata nella modalità normale o manuale.
In modalità Normale, la pistola sarà limitata a delle lamiere da 1.5 mm massimo.
Con la pistola, l’operatore ha la scelta tra diversi attrezzi (mono punto, stella, impatto, riscaldamento, perni, rivetti,
dadi, rotelline dentate). La selezione dell’attrezzatura si fa con i tasti + e -.
In modalità Manuale, la corrente massima consentita sarà di 8 kA per un periodo non superiore a 500 ms. Le regola-
zioni sullo schermo saranno dunque bloccate a questi valori massimi. Regolare il generatore indicandogli lo spessore
della lamiera da saldare con l’aiuto dei tasti + e -.
Impostare il generatore indicando lo spessore della lamiera da saldare con i tasti + e -. E’ possibile modicare i para-
metri corrente e tempo in modalità manuale.
Premere il tasto per 2 secondi per tornare alla modalità NORMALE.
MONTAGGIO E CAMBIAMENTO BRACCI PINZA G
La garanzia non copre le anomalie e i deterioramenti dovuti a un errato montaggio del braccio della pinza in G.
IMPORTANTE :
-non utilizzare del grasso di rame sui bracci.
- mantenere la suola delle braccia e il supporto del braccio puliti sul morsetto per favorire un buon usso di corrente tra le parti in contatto.
- In caso di non utilizzo prolungato, conservare sempre la macchina con un braccio montato sul morsetto per evitare la polvere sul supporto del
braccio.
Procedura di sostituzione del braccio :
Durante la sostituzione dei bracci sula pinza, la pompa del circuito di rareddamento deve essere spenta. Per questo, posizionarsi su «Regolazione
pinza» sulla macchina; la spia rossa s’illumina sul pulsante della pinza (FIG 2-12) ad indicare che la pompa è spenta. L’elettrodo si ritrae allora dalla
pinza per permettere il ritiro del braccio.
1La chiusura sporge sul lato chiuso
2La leva deve essere in posizione di arresto posteriore (~120°)
3Le frecce devono essere allineate
4Inclinare il braccio di circa 15° e rimuoverlo dal suo alloggiamento (i perni devono scorrere nella scanalatura)
1
4
3
2
1
4
3
2

66
RENOV FAISCIOCAVI PTI PRO - 220 V IT
APERTURA MECCANICA DEL BRACCIO
Per aprire il braccio e accedere più facilmente alla carrozzeria, azionare la sovrapertura premendo sul pulsante della pinza (FIG 2-10).
1Premere il pulsante (FIG 2 -10)
2Il chiusura sporge sul lato aperto
3La leva deve essere aperta (~90°) quando raggiunge la chiusura.
4Le frecce non devono essere allineate
Inclinare il braccio.
42
3
4
2
3
GIROSCOPIO
Rimuovere la maniglia di plastica, inclinare il giroscopio come illustrato
nella gura a anco e farlo scorrere nello scafo. Fissare il giroscopio con 4 viti M5x10 senza testa.
Può girare attorno alla pinza a 360° L’arresto del giroscopio può essere alzato o abbassato. Viene utilizzato
per spostare il cavo dell’equilibratore in modo da poter agganciare più
facilmente un braccio di grandi dimensioni.

67
RENOV FAISCEAU PTI PRO - 220 V
PIÈCES DE RECHANGE / SPARE PARTS / ERSATZTEILE / PIEZAS DE RECAMBIO / PEZZI DI RICAMBIO
1
2
78
54
3
6
9
13
1211
10
14
No.
Référence
Qté
Désignation
1 71195 1
Collier de serrage
2
97067C
1
Circuit protection thermique primaire
3 77060 1
Shunt
4 71482 4
Raccord équerre mâle Ø6
5 94337 1
Pont de diodes
6 63090 1
Potentiomètre linéaire
7 51381 2
Bouton poussoir étanche
8 51408 1
Bouton poussoir lumineux
9 90976 1
Socle pince interchangeable
10 55227 2
Joint 13x1
11 71125 4
Joint 7x1
12 55179 3
Joint 10x2
13 56278 1
Prtotection raccords
14 11251 1
Gaine de prtotection tissée
15 94665 1
Tuyau polyuréthane vert
16 91617 1
Tuyau polyuréthane jaune
17 91611 1
Tuyau noir tréssé serti de 6.09 mètres
18 91610 1
Tuyau noir tréssé serti de 5.84 mètres
19 91734 1
Tuyau noir tréssé serti de 5.97 mètres
20
94866ST
1
Câble de commande
21
97123SF
1
Cable de puissance
91723SF
1816
15
17
No.
Référence
Qté
Désignation
22 56179
1
Coque B
23 56178
1
Coque A
24 71251
1
Prise jack mono femelle 6.35mm
25 77027
1
Caps type A13

68
RENOV FAISCEAU PTI PRO - 220 V
Clamp
1 Collier de serrage / Hose clip / Hose clip / Abrazadera / Fascetta di serraggio 71195
2Circuit mesure température primaire transfo / Primary temperature measuring circuit transformer / Primärtemperatur-
Messkreis Transformator / Circuito de medición de la temperatura del primario Transformador / Circuito di misura-
zione della temperatura del trasformatore primario 97067C
3Shunt pince / Shunt clamp / Nebenschlussklemme / Pinza de derivación / Pinza Shunt 77060
4Raccord équerre mâle Ø6 / Angle male tting Ø6 / Winkelstück männlich Ø6 / Racor macho angular Ø6 / Raccordo
staa maschio Ø6 71482
5Ensemble transformateur-pont de diodes / Transformer-diode bridge assembly / Transformator-Diodenbrücken-Bau-
gruppe / Conjunto de puente de transformador y diodo / Gruppo ponte trasformatore-diodo A0166
6 Potentiomètre linéaire 3.4Kohm / Linear potentiometer 3.4Kohm / Lineares Potentiometer 3,4Kohm / Potenciómetro
lineal 3,4Kohm / Potenziometro lineare 3,4Kohm 63090
7Bouton poussoir rond noir IP67 / Black round pushbutton IP67 / Schwarzer runder Taster IP67 / Pulsador redondo
negro IP67 / Pulsante rotondo nero IP67 51381
8Bouton poussoir rond lumineux / Illuminated round push button / Beleuchteter runder Taster / Pulsador redondo
iluminado / Pulsante rotondo illuminato 51408
9Socle interchangeable connexion bras pince G / Interchangeable base with clamp arm connection G / Austauschbare
Basis für G-Klemmarmanschluss / Base intercambiable para la conexión del brazo de la pinza G / Base intercambiabile
- Attacco braccio a morsetto G 90976
10 Joint torique 13x1 FKM VERT- 70SHORE / O-ring seal 13x1 FKM GREEN- 70SHORE / O-Ring 13x1 FKM GRÜN-
70SHORE / Junta tórica 13x1 FKM VERDE- 70SHORE / Giunto torico 13x1 FKM VERT- 70SHORE 55227
11 Joint torique 7x1 NBR 70SH / O-ring 7x1 NBR 70SH / O-Ring 7x1 NBR 70SH / Junta tórica 7x1 NBR 70SH / Giunto
torico 7x1 NBR 70SH 71125
12 Joint torique 10x2 NBR 70SH / O-ring 10x2 NBR 70SH / O-Ring 10x2 NBR 70SH / Junta tórica 10x2 NBR 70SH /
Giunto torico 10x2 NBR 70SH 55179
13 Protection raccord connecteur pince G / Protection for connector-clamp connection G / Schutz für G-Clamp-Verbin-
dungsstück / Protección para el racor de la abrazadera G / Clip di protezione del connettore G 56278
14 Gaine tissée de Protection / Protective woven sheath / Gewebter Schutzmantel / Funda protectora tejida / Guaina
intrecciata Protezione 11251
15 Coque B / Hull B / Schale B / Casco B / Scafo B 56179
16 Coque A / Hull A / Schale A / Casco A / Scafo A 56178
17 Prise jack mono femelle 6.35 mm / 6.35 mm mono female jack / 6,35 mm Mono-Klinkenbuchse / Clavija hembra
mono de 6,35 mm / Presa Jack femmina mono da 6,35 mm 71251
18 Caps type A13 / Caps type A13 / Kaps Typ A13 / Tapas tipo A13 / Cap tipo A13 77027
-Câble de puissance / Power diode / Leistungsdiode / Diodo de potencia / Cavo di alimentazione SF0638
-Pince PTI-PRO 400V / PTI-PRO 400V clamp / Zange PTI-PRO 400V / Pinza PTI-PRO 400V / Pinza PTI-PRO 400V S81136
-Faisceau + Pince PTI-PRO 400V / Bundle + Clamp PTI-PRO 400V / Kabelbaum + Zange PTI-PRO 400V / Viga + Pinza
PTI-PRO 400V / Fasciocavi + Pinza PTI-PRO 400V S81138
19
21
20

69
RENOV FAISCEAU PTI PRO - 220 V
G2
19 Tuyau anti-étincelles / Anti-spark hose / Funkengeschützte Leitung / Conducto anti-chispas / Tubo anti scintille G2 93801
20 Électrodes 4 positions / 4-position electrodes / Elektroden 4 Positionen / Electrodos de 4 posiciones / Elettrodi 4 posizioni 90148
21 Socle bras équipé / Equipped arm base / Ausgestatteter Arm-Einschubsockel / Base de brazo equipad / Base braccio
equipaggiato 94183
23
22
G7
22 2 électrodes pour bras accès dicile / 2 electrodes for dicult access arm / 2 Elektroden für schwer zugänglichen Arm / 2
electrodos para el brazo de difícil acceso / 2 elettrodi per braccio accesso dicile 051614
23 Socle bras équipé / Equipped arm base / Ausgestatteter Arm-Einschubsockel / Base de brazo equipado / Base braccio
equipaggiato 94172
G1
G3
G4
G5
G6
G8
G10
G12
24
25
26

70
RENOV FAISCEAU PTI PRO - 220 V
G1/G3/G4/G5/G6/G8/G10/G12
24 Tuyau anti-étincelles / Anti-spark hose / Funkengeschützte Leitung / Conducto anti-chispas /
Tubo anti scintille
G1 91264
G3 91265
G4 91266
G5 93803
G6 91269
G8 93804
G10 F0231
G12 F0668
25 Caps type A13 / Kappen Typ A13 / Gorras tipo A13 / Cap tipo A13 77027
26 Socle bras équipé / Equipped arm base / Ausgestatteter Arm-Einschubsockel / Base de brazo equipado
/ Base braccio equipaggiato 94183
29
30 31 28
27
34
33
32 35
G11
G11
27 Tuyau anti-étincelles 125 mm / Anti-spark hose 125 mm / Funkengeschützte Leitung 125 mm / Conducto anti-chispas 125 mm /
Tubo antiscintilla 125 mm F0504
28 Tuyau anti-étincelles 115 mm / Anti-spark hose 115 mm / Funkengeschützte Leitung 115 mm / Conducto anti-chispas 115 mm /
Tubo antiscintilla 115 mm F0505
29 Tuyau anti-étincelles 150 mm / Anti-spark hose 150 mm / Funkengeschützte Leitung 150 mm / Conducto anti-chispas 150 mm /
Tubo antiscintilla 150 mm F0506
30 Tuyau anti-étincelles 195 mm / Anti-spark hose 195 mm / Funkengeschützte Leitung 195 mm / Conducto anti-chispas 195 mm /
Tubo antiscintilla 195 mm 94512
31 Raccord coudé Ø6 / Elbow tting Ø6 / Winkelstück Ø6 / Racor codo Ø6 / Raccordo gomito Ø6 71463
32 Caps incliné 22° / Inclined caps 22° / Caps geneigt 22° / Tapas inclinadas de 22° / Cap inclinata 22° 77029
33 Allonge pince G 11 / Clamp extension G 11 / Verlängerung Zange G 11 / Extensión de la pinza G 11 / Allunga pinza G 11 90622
34 Joint 12x2 / Seal 12x2 / Gelenk 12x2 / Junta 12x2 / Guarnizione 12x2 55121
35 Socle bras équipé / Equipped arm base / Ausgestatteter Arm-Einschubsockel / Base de brazo equipado / Base braccio
equipaggiato 94183

71
RENOV FAISCEAU PTI PRO - 220 V
OPTION
PROTOTYPE
36 38 3937
40
41
KIT (067226) Gun
36 Cable pistolet / Gun cable / Pistolenkabel / Cable de la pistola / Cavo pistola A0071
37 Switch pistolet 0.1A 125VAC / Pistol switch 0.1A 125VAC / Pistolenschalter 0,1A 125VAC / Interruptor de pistola 0,1A
125VAC / Switch pistola 0.1A 125VAC 77053
38 Ecrou pour mandrin gyspot / Nut for gyspot chuck / Mutter für Gyspot-Futter / Tuerca para mandril gyspot / Dado per
mandrino gyspot 51198
39 Caps type F / Kappen Typ F / Tapas tipo F / Cap tipo F 77028
40 Cable masse / Ground cable / Erdungskabel / Cable de tierra / Cavo massa A0070
41 Plaque Cuivre masse / Copper ground plate / Grundplatte aus Kupfer / Placa de tierra de cobre / Piastra di rame a terra 91197

72
RENOV FAISCEAU PTI PRO - 220 V
SCHÉMA FAISCEAUX / CABLE ASSEMBLY SCHEMATICS / SCHLAUCHPAKET SCHALTPLAN / ESQUEMA
CABLEADO / SCHEMA FASCIONE
V-V+
TH1
TH2
3
5(6m)
ICÔNES / SYMBOLS / ZEICHENERKLÄRUNG / SÍMBOLOS / ICONE
- Attention ! Lire le manuel d’instruction avant utilisation.
- Warning ! Read the instructions manual before use.
- Внимание! Прочтите инструкцию перед использованием
- ¡Cuidado! Lea el manual de instrucciones antes de su uso.
Courant de soudage continu - Direct welding current - Gleichschweißstrom - Corriente de soldadura continua.
AAmpères - Amperes - Ampere - Amperios
VVolt - Volt - Volt - Voltio
Hz Hertz
3
- Alimentation électrique triphasée 50 ou 60Hz.
- Three-phase power supply 50 or 60Hz
- Dreiphasige Netzversorgung mit 50 oder 60 Hz
- Alimentación eléctrica trifásica 50 o 60Hz
U 1N - Tension d’alimentation assignée - Instructed supply voltage - Versorgungsspannung - Tensión de alimentación asignada
U LP - Courant d’alimentation au courant permanent au secondaire - Supply current to secondary continuous current - Versorgungsstrom zu sekundärem Ruhestrom - Cor-
riente de alimentación a la corriente secundaria de estado estacionario
S P- Puissance permanente (au facteur de marche de 100%) - Permanent power (at a 100% duty cycle) - Dauerleistung (Einschaltdauer @100%) - Potencia permanente (al
ciclo de trabajo de 100%)
S 50 - Puissance à 50% de facteur de marche - Power at 50% duty cycle - Leistung bei Einschaltdauer @ 50% - Potencia al 50 % del ciclo de trabajo
U 2d - Tension continue à vide - Continued no load voltage - Leerlaufspannung - Tensión continua en vacío
I 2 CC - Courant maximal de court-circuit secondaire - Maximal current of a secondary short circuit - Maximaler, sekundärseitiger Kurzschlussstrom - Corriente máxima de
cortocircuito secundario
I 2 P - Courant permanent au secondaire - Permanent current to secondary - Sekundärseitiger Dauerstrom - Corriente permanente en el secundario
e- Plage d’écartement des bras - Arm aperture dimension - Abstandsbereich der Arme - Rango de separación de los brazos
- Plage de longueur des bras - Arm length dimension - Längenbereich der Arme - Zona de longitud de brazos
F max - Force maximale de soudage - Maximum welding force - Maximale Schweißkraft - Fuerza máxima de soldadura
P1 min - Pression d’alimentation minimale - Minimum input pressure - Minimaler Versorgungsdruck - Presión mínima de alimentación
P1 max - Pression d’alimentation maximale - Maximum input pressure - Maximaler Versorgungsdruck - Presión máxima de alimentación
Q- Débit assigné du uide de refroidissement - Cooling liquid debit instructed - Nominaler Kühlüssigkeitsdurchuss - Caudal asignado del uido de refrigeración
∆p - Perte de charge assignée du uide de refroidissement - Loss of charge of the cooling liquid instructed - Nominaler Druckverlust der Kühlüssigkeit<s - Pérdida de carga
asignada del uido de refrigeración
m- Masse de la machine - Mass of the machine - Gewicht des Geräts - Masa de la máquina
- Groupe froid - Cooling unit - Kühleinheit - Grupo de refrigeración

73
RENOV FAISCEAU PTI PRO - 220 V
Sortie d’eau - Water outlet - Kühlmittelausgang - Salida de agua
Entrée d’eau - Water inlet - Kühlmitteleingang - Entrada de agua
MAXI Niveau maximum d’eau - Maximum water level - Maximaler Kühlmittelstand - Nivel máximo de agua
MINI Niveau minimum d’eau - Minimum water level - Minimaler Kühlmittelstand - Nivel mínimo de agua
Les porteurs de pacemaker ne doivent pas rester à proximité de cet appareil. / People wearing pacemakers are advised to not come close to the machine. / Personen mit
Herzschrittmacher müssen nicht in der Nähe dieser Produket bleiben. / Personas utilizando estimuladores cardiacos no deben dejar cerca de este aparato.
Attention ! Champ magnétique important. Les personnes porteuses d’implants actifs ou passifs doivent êtres informées. - Warning! Major magnetic eld. Persons with
active or passive implants must be informed.- - Achtung! Starkes Magnetfeld. Personen, die aktive oder passive Implantate tragen, müssen informiert werden. - ¡Aten-
ción! Campo magnético importante. Las personas que lleven implantes pasivos o activos deben informarse.
Ne pas utiliser l’appareil en plei air. Ne pas utiliser l’appareil sous des projections d’eau. - Do not use the machine in the open air. Do not project water onto the machine.
- Gerät nicht in Außenbereichen verwenden. Gerät nicht ohne Schutz gegen Nässe verwenden. - No utilice la herramienta al aire libre. No utilice el aparato bajo proyec-
ciones de agua.
- Matériel conforme aux directives européennes. La déclaration UE de conformité est disponible sur notre site (voir à la page de couverture).
- Device complies with Europeans directives. The EU Declaration of Conformity is available on our website (see cover page).
- Die Geräte entsprechen die europäischen Richtlinien. Die Konformitätserklärung nden Sie auf unsere Webseite.
- Aparato conforme a las directivas europeas. La declaración de conformidad UE está disponible en nuestra página web (dirección en la portada).
IEC 62135-1
ISO 669:2016
La source de courant de soudage est conforme aux normes IEC62135-1 et EN ISO 669. - This welding machine is compliant with standard IEC62135-1 et EN ISO 669.
- Das Gerät entspricht der Norm IEC62135-1 und EN ISO 669 für Schweißgeräte. - La fuente de corriente de soldadura es conforme a las normas IEC62135-1 y EN ISO
669.
L’appareil respecte la directive 2013/35/UE. - The machine is compliant with standard 2013/35/EU. - Das Gerät entspricht der Richtlinie 2013/35/UE. - El aparato se
ajusta a la Directiva 2013/35/UE.
- Ce matériel fait l’objet d’une collecte sélective selon la directive européenne 2012/19/UE. Ne pas jeter dans une poubelle domestique !
- This hardware is subject to waste collection according to the European directives 2002/96/UE. Do not throw away in a household bin!
- Für die Entsorgung Ihres Gerätes gelten besondere Bestimmungen (sondermüll) gemäß europäische Bestimmung 2012/19/EU. Es darf nicht mit dem Hausmüll entsorgt
werden.
- Este material requiere una recogida de basuras selectiva según la directiva europea 2012/19/UE. ¡No tirar este producto a la basura doméstica!
- Produit recyclable qui relève d’une consigne de tri.
- This product should be recycled appropriately
- Recyclingprodukt, das gesondert entsorgt werden muss.
- Producto reciclable que requiere una separación determinada.
- Marque de conformité EAC (Communauté économique Eurasienne).
- EAEC Conformity marking (Eurasian Economic Community).
- EAC-Konformitätszeichen (Eurasische Wirtschaftsgemeinschaft)
- Marca de conformidad EAC (Comunidad económica euroasiática).
- Matériel conforme aux exigences britanniques. La déclaration de conformité britannique est disponible sur notre site (voir à la page de couverture).
- Equipment in compliance with British requirements. The British Declaration of Conformity is available on our website (see home page).
- Das Gerät entspricht den britischen Richtlinien und Normen. Die Konformitätserklärung für Grossbritannien ist auf unserer Internetseite verfügbar (siehe Titelseite).
- Equipo conforme a los requisitos británicos. La Declaración de Conformidad Británica está disponible en nuestra página web (véase la portada).
- Matériel conforme aux normes Marocaines. La déclaration Cم) CMIM) de conformité est disponible sur notre site (voir à la page de couverture).
- Equipment in conformity with Moroccan standards. The declaration Cم) CMIM) of conformity is available on our website (see cover page).
- Das Gerät entspricht die marokkanischen Standards. Die Konformitätserklärung Cم) CMIM) ist auf unserer Webseite verfügbar (siehe Titelseite).
- Equipamiento conforme a las normas marroquíes. La declaración de conformidad Cم) CMIM) está disponible en nuestra página web (ver página de portada).
- Information sur la température (protection thermique).
- Temperature information (thermal protection)
- Information zur Temperatur (Thermoschutz)
- Información sobre la temperatura (protección térmica)
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
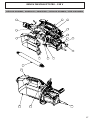 67
67
-
 68
68
-
 69
69
-
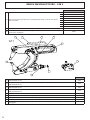 70
70
-
 71
71
-
 72
72
-
 73
73









































































GYS RENOV CABLE PTI-PRO 220V El manual del propietario
- Tipo
- El manual del propietario
en otros idiomas
Artículos relacionados
-
GYS GYSPOT INVERTER PTI.G - 220 V El manual del propietario
-
GYS PACK GYSPOT INVERTER PTI.G - 400 V El manual del propietario
-
GYS GYSPOT INVERTER BP.LG - 400 V El manual del propietario
-
GYS GYSPOT INVERTER BP.LG - 220 V El manual del propietario
-
-
GYS GYSPOT 2600 El manual del propietario
-
GYS GYSPOT COMBI 230.E PRO El manual del propietario
