Miller MB490419R El manual del propietario
- Categoría
- Sistema de soldadura
- Tipo
- El manual del propietario
Este manual también es adecuado para

Trailblazer 302 Diesel
Procesos
Descripción
Soldadura TIG CA/CD
Soldadura Convencional por
Electrodo
Soldadura MIG
Soldadura con alambre tubular
Generador de Soldadura Impulsado a
Motor
OM-217 454T/spa
2011−12
www.MillerWelds.com
MANUAL DEL OPERADOR

Miller Electric fabrica una línea completa
de máquinas para soldadura y equipos relacionados.
Si necesita información acerca de otros productos de calidad de Miller,
comuníquese con el distribuidor Miller de su localidad, quien le suministrará
el catálogo más reciente de la línea completa o folletos con las especificaciones
de cada producto individual. Para localizar al distribuidor o agencia
de servicios más cercano a su domicilio, llame al 1-800-4-A-Miller,
o visite nuestro sitio en Internet, www.MillerWelds.com.
Gracias y felicitaciones por haber elegido a Miller. Ahora usted puede hacer
su trabajo, y hacerlo bien. En Miller sabemos que usted no tiene tiempo para
hacerlo de otra forma.
Por ello, cuando en 1929 Niels Miller comenzó a fabricar soldadoras por arco,
se aseguró que sus productos ofreciesen un valor duradero y una calidad superior,
pues sus clientes, al igual que usted, no podían arriesgarse a recibir menos.
Los productos Miller debían ser los mejores posibles, es decir, los mejores
que se podía comprar.
Hoy, las personas que fabrican y venden los productos Miller continúan
con la tradición y están comprometidas a proveer equipos y servicios que
cumplan con los altos estándares de calidad y valor establecidos en 1929.
Este manual del usuario está diseñado para ayudarlo a aprovechar al máximo sus
productos Miller. Por favor, tómese el tiempo necesario para leer detenidamente
las precauciones de seguridad, las cuales le ayudarán a protegerse de los peligros
potenciales de su lugar de trabajo. Hemos hecho
que la instalación y operación sean rápidas y fáciles.
Con los productos Miller, y el mantenimiento
adecuado, usted podrá contar con años
de funcionamiento confiable. Y si por alguna razón
el funcionamiento de la unidad presenta problemas,
hay una sección de “Reparación de averías” que le
ayudará a descubrir la causa. A continuación, la lista
de piezas le ayudará a decidir con exactitud cuál
pieza necesita para solucionar el problema. Además,
el manual contiene información sobre la garantía
y el servicio técnico correspondiente a su modelo.
Miller es el primer fabricante
de equipos de soldadura en los
EE.UU. cuyo Sistema de calidad
ha sido registrado bajo la norma
ISO 9001.
Trabajando tan duro como
usted − cada fuente de poder
para soldadura de Miller está
respaldada por la garantía con
menos trámites complicados
de la industria.
De Miller para usted
Mil_Thank_spa
2005−04

INDICE
SECCIÓN 1 − PRECAUCIONES DE SEGURIDAD − LEA ANTES DE USAR 1........................
1-1. Uso de símbolos 1.....................................................................
1-2. Peligros en soldadura de arco 1..........................................................
1-3. Peligros del motor 3....................................................................
1-4. Peligros del circuito hidráulico 4..........................................................
1-5. Peligros del aire comprimido 5...........................................................
1-6. Símbolos adicionales para instalación, operación y mantenimiento 6...........................
1-7. CALIFORNIA Proposición 65 Advertencia 7................................................
1-8. Estándares principales de seguridad 8....................................................
1-9. Información sobre los campos electromagnéticos (EMF) 8...................................
SECCIÓN 2 − DEFINICIONES 9................................................................
SECCIÓN 3 − ESPECIFICACIONES 9..........................................................
3-1. Especificaciones para soldar, potencia auxiliar y motor 9.....................................
3-2. Dimensiones, pesos y ángulos de operación 10.............................................
SECCIÓN 4 − INSTALACIÓN 11................................................................
4-1. Ubicación de la etiqueta con el número de serie y los valores nominales de los parámetros eléctricos
de la máquina 11.......................................................................
4-2. Instalando el generador de soldadura 11...................................................
4-3. Aterrizando el generador al armazón de la camioneta, camión, o remolque 12....................
4-4. Instalación del tubo de escape 12.........................................................
4-5. Conexión de la batería 13................................................................
4-6. Visión general y chequeos del motor antes de arrancar 14.....................................
4-7. Bornes o terminales de Salida de Soldadura 16..............................................
4-8. Conectando a los terminales de salida de soldadura 16.......................................
4-9. Seleccionar tamaños de cables de soldadura* 17............................................
4-10. Información del receptáculo remoto 17.....................................................
SECCIÓN 5 − OPERACIÓN DEL GENERADOR DE SOLDADURA 18................................
5-1. Interruptores para controlar el motor 18....................................................
5-2. Controles de salida de soldadura 19.......................................................
5-3. Interruptor “Process/Contactor” (Proceso/Contactor) 20.......................................
5-4. Procedimiento para arranque “Stick” (Convencional) − Técnica de arrancar raspando 21...........
5-5. TIG Lift-Arct con Auto-Cratert y Auto-Stopt 22..........................................
5-6. Control remoto de amperaje 23...........................................................
SECCIÓN 6 − OPERANDO EL EQUIPO AUXILIAR 24.............................................
6-1. Receptáculos de potencia del generador 24.................................................
6-2. Soldadura y potencia simultánea 25.......................................................
6-3. Instrucciones de cableado para el enchufe monofásico opcional de 240 voltios, (NEMA 14-50P) 25..
SECCIÓN 7 − MANTENIMIENTO Y CORRECCION DE AVERIAS 26.................................
7-1. Mantenimiento rutinario 26...............................................................
7-2. Servicio al depurador de aire 27..........................................................
7-3. Etiqueta de mantenimiento y actividades de mantenimiento de motor 28.........................
7-4. Ajuste de la velocidad del motor 30........................................................
7-5. Protección contra sobrecargas 33.........................................................
7-6. Tablas de corrección de averías 34........................................................
SECCIÓN 8 − LISTA DE PARTES 37............................................................
8-1. Piezas de repuesto recomendadas 37.....................................................
SECCIÓN 9 − DIAGRAMA ELECTRICO 38.......................................................
SECCIÓN 10 − PROCEDIMIENTO DE ARRANQUE INICIAL 40.....................................
10-1. Tubo de escape (chimenea) mojado 40.....................................................
SECCIÓN 11 − DATOS DE RENDIMIENTO 41....................................................
11-1. Curvas del consumo de combustible 41....................................................
11-2. Curva de la energía o potencia del generador 42.............................................

INDICE
11-3. Ciclo de trabajo 42......................................................................
11-4. Curvas voltio-amperio para modo “stick” (convencional) 43....................................
11-5. Curvas voltio-amperio para modo TIG 44...................................................
11-6. Curva voltio/amperio para modo MIG 45....................................................
SECCIÓN 12 − RECOMENDACIONES PARA PREGUNTAS SOBRE LOS GENERADORES DE
POTENCIA 46................................................................................
GARANTIA

OM-217 454 Página 1
SECCIÓN 1 − PRECAUCIONES DE SEGURIDAD − LEA
ANTES DE USAR
spa_rom_2011−10
Protéjase usted mismo y a otros contra lesiones — lea, cumpla y conserve estas importantes precauciones de seguridad
e instrucciones de utilización.
1-1. Uso de símbolos
¡PELIGRO! − Indica una situación peligrosa que, si no
se la evita, resultará en muerte o lesión grave. Los peli-
gros posibles se muestran en los símbolos adjuntos o
se explican en el texto.
Indica una situación peligrosa que, si no se la evita, po-
dría resultar en muerte o lesión grave. Los peligros po-
sibles se muestran en los símbolos adjuntos, o se expli-
can en el texto.
AVISO − Indica precauciones no relacionadas a lesiones personales
Indica instrucciones especiales.
Este grupo de símbolos significa ¡Advertencia!, ¡Cuidado! CHOQUE
O DESCARGA ELÉCTRICA, PIEZAS QUE SE MUEVEN, y peligros
de PARTES CALIENTES. Consulte los símbolos e instrucciones re-
lacionadas abajo para la acción necesaria para evitar los peligros.
1-2. Peligros en soldadura de arco
Se usa los símbolos mostrados abajo por todo éste manual
para llamar la atención a y identificar a peligros posibles.
Cuando usted vee a este símbolo, tenga cuidado, y siga a las
instrucciónes relacionadas para evitar el peligro. La informa-
ción de seguridad dada abajo es solamente un resumen de la
información más completa de seguridad que se encuentra en
los estandares de seguridad de sección 1-7. Lea y siga todas
los estandares de seguridad.
Solamente personas calificadas deben instalar, operar, man-
tener y reparar ésta máquina.
Durante su operación mantenga lejos a todos, especialmente
a los niños.
UNA DESCARGA ELECTRICA puede
matarlo.
El tocar partes con carga eléctrica viva puede causar
un toque fatal o quemaduras severas. El circuito de
electrodo y trabajo está vivo eléctricamente cuando
quiera que la salida de la máquina esté prendida. El
circuito de entrada y los circuitos internos de la
máquina también están vivos eléctricamente cuando
la máquina está prendida. Cuando se suelda con
equipo automático o semiautomático, el alambre,
carrete, el bastidor que contiene los rodillos de
alimentación y todas las partes de metal que tocan el
alambre de soldadura están vivos eléctricamente.
Equipo instalado incorrectamente o sin conexión a
tierra es un peligro.
No toque partes eléctricamente vivas.
Use guantes de aislamiento secos y sin huecos y protección en el
cuerpo.
Aíslese del trabajo y de la tierra usando alfombras o cubiertas lo
suficientemente grandes para prevenir cualquier contacto físico
con el trabajo o tierra.
No use la salida de corriente alterna en áreas húmedas, si está
restringido en su movimiento, o esté en peligro de caerse.
Use la salida CA SOLAMENTE si lo requiere el proceso de solda-
dura.
Si se requiere la salida CA, use un control remoto si hay uno pre-
sente en la unidad.
Se requiere precauciones de seguridad adicionales cuando hay
alguna de las siguientes condiciones que son eléctricamente peli-
grosas: en lugares húmedos o mientras está usándose ropa
mojada o húmeda; en estructuras metálicas tales como pisos, reji-
llas o andamios; cuando se está en una posición apretada o
estrecha, tal como estar sentado, arrodillado o acostado, o cuan-
do hay un riesgo alto de contacto accidental con la pieza de trabajo
o tierra. Para estas condiciones, use los siguientes equipos en la
orden aquí presentada: 1) una soldadora semiautomática CD de
voltaje constante, una soldadora de alambre semiautomática CD
de voltaje constante, 2) una soldadora manual CD (de varilla con-
vencional); o 3) una soldadora CA con voltaje de circuito abierto
reducido. En la mayoría de las situaciones se recomienda el uso
de una soldadora CD de voltaje constante. ¡Y, no trabaje sólo!
Desconecte la potencia de entrada o pare el motor antes de insta-
lar o dar servicio a este equipo. Apague con candado o usando
etiqueta inviolable (“lockout/tagout”) la entrada de potencia de
acuerdo a OSHA 29 CFR 1910.147 (vea Estánderes de Seguri-
dad).
Instale, conecte a tierra y utilice correctamente este equipo de ac-
uerdo a las instrucciones de su Manual del usuario y a lo
establecido en los reglamentos nacionales, estatales y locales.
Instale el equipo y conecte a la tierra de acuerdo al manual del ope-
rador y los códigos nacionales estatales y locales.
Siempre verifique el suministro de tierra − chequee y asegúrese
que la entrada de la potencia al alambre de tierra esté apropiada-
mente conectada al terminal de tierra en la caja de desconexión o
que su enchufe esté conectado apropiadamente al receptáculo de
salida que esté conectado a tierra.
Cuando esté haciendo las conexiones de entrada, conecte el con-
ductor de tierra primero − doble chequee sus conexiones.
Mantenga los cordones o alambres secos, sin aceite o grasa, y
protegidos de metal caliente y chispas.
Frecuentemente inspeccione el cordón de entrada de potencia por
daño o por alambre desnudo. Reemplace el cordón inmediata-
mente si está dañado − un alambre desnudo puede matarlo.
Apague todo equipo cuando no esté usándolo.
No use cables que estén gastados, dañados de tamaño muy pe-
queño o mal conectados.
No envuelva los cables alrededor de su cuerpo.
Si se requiere grampa de tierra en el trabajo haga la conexión de
tierra con un cable separado. Nunca use la grampa de trabajo o el
cable de trabajo.
No toque el electrodo si usted está en contacto con el trabajo o cir-
cuito de tierra u otro electrodo de una máquina diferente.
Use equipo bien mantenido. Repare o reemplace partes dañadas
inmediatamente. Mantenga la unidad de acuerdo al manual.
No ponga en contacto dos portaelectrodos conectados a dos má-
quinas diferentes al mismo tiempo porque habrá presente
entonces un voltaje doble de circuito abierto.
Use tirantes de seguridad para prevenir que se caiga si está traba-
jando más arriba del nivel del piso.
Mantenga todos los paneles y cubiertas en su sitio.
Ponga la grampa del cable de trabajo con un buen contacto de me-
tal a metal al trabajo o mesa de trabajo lo más cerca de la suelda
que sea práctico.
Aísle la abrazadera de tierra cuando no esté conectada a la pieza
de trabajo para evitar que contacto cualquier objeto de metal. Des-
conecte los cables si no utiliza la máquina.

OM-217 454 Página 2
Aun DESPUÉS de haber apagado el motor, puede quedar
un VOLTAJE IMPORTANTE DE CC en las fuentes de poder
con convertidor CA/CC.
Detenga el motor en la inversora y descargue los capacitadores
de entrada, de acuerdo a las instrucciones en Sección de Manteni-
miento, antes de tocar cualquier pieza.
Las PIEZAS CALIENTES pueden
ocasionar quemaduras.
No toque las partes calientes con la mano sin
guante.
Permita que haya un período de enfriamiento
antes de trabajar en la máquina.
Para manejar partes calientes, use herramientas apropiadas
y/o póngase guantes pesados, con aislamiento para solar y ro-
pa para prevenir quemaduras.
METAL QUE VUELA o TIERRA puede le-
sionar los ojos.
El soldar, picar, cepillar con alambre, o esmeri-
lar puede causar chispas y metal que vuele.
Cuando se enfrían las sueldas, estás pueden
soltar escoria.
Use anteojos de seguridad aprobados con resguardos laterales
hasta debajo de su careta.
HUMO y GASES pueden ser peligrosos
El soldar produce humo y gases. Respirando estos
humos y gases pueden ser peligrosos a su salud.
Mantenga su cabeza fuera del humo. No respire el humo.
Si está adentro, ventile el área y/o use ventilación local forzada
ante el arco para quitar el humo y gases de soldadura.
Si la ventilación es mala, use un respirador de aire aprobado.
Lea y entienda las hojas de datos sobre seguridad de material
(MSDS’S) y las instrucciones del fabricante con respecto a me-
tales, consumibles, recubrimientos, limpiadores y desgrasado-
res.
Trabaje en un espacio cerrado solamente si está bien ventilado
o mientras esté usando un respirador de aire. Siempre tenga
una persona entrenada cerca. Los humos y gases de la suelda
pueden desplazar el aire y bajar el nivel de oxígeno causando
daño a la salud o muerte. Asegúrese que el aire de respirar esté
seguro.
No suelde en ubicaciones cerca de operaciones de grasa, lim-
piamiento o pintura al chorro. El calor y los rayos del arco pueden
hacer reacción con los vapores y formar gases altamente tóxi-
cos e irritantes.
No suelde en materiales de recubrimientos como acero galvani-
zado, plomo, o acero con recubrimiento de cadmio a no se que
se ha quitado el recubrimiento del área de soldar, el área esté
bien ventilada y esté usando un respirador de aire. Los recubri-
mientos de cualquier metal que contiene estos elementos pue-
den emanar humos tóxicos cuando se sueldan.
EL AMONTAMIENTO DE GAS puede
enfermarle o matarle.
Cierre el suministro de gas comprimido cuando
no lo use.
Siempre dé ventilación a espacios cerrados o
use un respirador aprobado que reemplaza el
aire.
LOS RAYOS DEL ARCO pueden que-
mar sus ojos y piel
Los rayos del arco de un proceso de suelda
producen un calor intenso y rayos ultravioletas
fuertes que pueden quemar los ojos y la piel. Las
chispas se escapan de la soldadura.
Use una careta de soldar aprobada que tenga un matiz apropiado de
lente-filtro para proteger su cara y ojos mientras esté soldando o mi-
rando (véase los estándares de seguridad ANSI Z49.1 y Z87.1).
Use anteojos de seguridad aprobados que tengan protección late-
ral.
Use pantallas de protección o barreras para proteger a otros del
destello, reflejos y chispas, alerte a otros que no miren el arco.
Use ropa protectiva hecha de un material durable, resistente a la
llama (cuero, algodón grueso, o lana) y protección a los pies.
Soldando en un envase cerrado, como tanques,
tambores o tubos, puede causar explosión. Las
chispas pueden volar de un arco de soldar. Las
chispas que vuelan, la pieza de trabajo caliente y el equipo caliente
pueden causar fuegos y quemaduras. Un contacto accidental del
electrodo a objectos de metal puede causar chispas, explosión,
sobrecalentamiento, o fuego. Chequee y asegúrese que el área esté
segura antes de comenzar cualquier suelda.
EL SOLDAR puede causar fuego o
explosión.
Quite todo material inflamable dentro de 11m de distancia del arco
de soldar. Si eso no es posible, cúbralo apretadamente con cubier-
tas aprobadas.
No suelde donde las chispas pueden impactar material inflamable.
Protéjase a usted mismo y otros de chispas que vuelan y metal ca-
liente.
Este alerta de que chispas de soldar y materiales calientes del ac-
to de soldar pueden pasar a través de pequeñas rajaduras o
aperturas en areas adyacentes.
Siempre mire que no haya fuego y mantenga un extinguidor de
fuego cerca.
Esté alerta que cuando se suelda en el techo, piso, pared o algún
tipo de separación, el calor puede causar fuego en la parte escon-
dida que no se puede ver.
No suelde en recipientes que han contenido combustibles, ni en
recipientes cerrados como tanques, tambores o tuberías, a me-
nos que estén preparados correctamente de acuerdo con la
norma AWS F4.1 y AWS A6.0 (vea las normas de seguridad).
No suelde donde la atmósfera pudiera contener polvo inflamable,
gas, o vapores de líquidos (como gasolina).
Conecte el cable del trabajo al área de trabajo lo más cerca posible
al sitio donde va a soldar para prevenir que la corriente de soldadura
haga un largo viaje posiblemente por partes desconocidas causando
una descarga eléctrica, chispas y peligro de incendio.
No use una soldadora para descongelar tubos helados.
Quite el electrodo del porta electrodos o corte el alambre de soldar
cerca del tubo de contacto cuando no esté usándolo.
Use ropa protectiva sin aceite como guantes de cuero, camisa pe-
sada, pantalones sin basta, zapatos altos o botas y una corra.
Quite de su persona cualquier combustible, como encendedoras
de butano o cerillos, antes de comenzar a soldar.
Después de completar el trabajo, inspeccione el área para asegu-
rarse de que esté sin chispas, rescoldo, y llamas.
Use sólo los fusibles o disyuntores correctos. No los ponga de ta-
maño más grande o los pase por un lado.
Siga los requerimientos en el número 1910.252 (a) (2) (iv) de OS-
HA, y 51B de NFPA para trabajo caliente y tenga un vigilante para
incendio con un extintor (extinguidor) cercado.

OM-217 454 Página 3
EL RUIDO puede dañar su oído.
El ruido de algunos procesos o equipo puede dañar
su oído
Use protección aprobada para el oído si el ni-
vel de ruido es muy alto.
Los CAMPOS ELÉCTRICOS Y MAGNÉTICOS
(EMF) pueden afectar el funcionamiento de
los dispositivos médicos implantados.
Las personas que utilicen marcapasos u otros
dispositivos médicos implantados deben
mantenerse apartadas de la zona de trabajo.
Los usuarios de dispositivos médicos implantados deben
consultar a su médico y al fabricante del dispositivo antes de
efectuar trabajos, o estar cerca de donde se realizan, de
soldadura por arco, soldadura por puntos, ranurado, corte por
arco de plasma u operaciones de calentamiento por inducción.
Los cilindros de gas comprimido contienen gas a
alta presión. Si están averiados los cilindros pueden
estallar. Como los cilindros son normalmente parte
del proceso de soldadura, siempre trátelos con cuidado.
LOS CILINDROS pueden estallar si
están averiados.
Proteja cilindros de gas comprimido del calor excesivo, golpes
mecánicos, daño físico, escoria, llamas, chispas y arcos.
Instale y asegure los cilindros en una posición vertical asegurán-
dolos a un soporte estacionario o un sostén de cilindros para
prevenir que se caigan o se desplomen.
Mantenga los cilindros lejos de circuitos de soldadura o eléctricos.
Nunca envuelva la antorcha de suelda sobre un cilindro de gas.
Nunca permita que un electrodo de soldadura toque ningún cilin-
dro.
Nunca suelde en un cilindro de presión − una explosión resultará.
Use solamente gas comprimido correcto al igual que reguladores,
mangueras y conexiones diseñados para la aplicación específica;
manténgalos, al igual que las partes, en buena condición.
Siempre mantenga su cara lejos de la salída de una válvula cuan-
do esté operando la válvula de cilindro.
Mantenga la tapa protectiva en su lugar sobre la válvula excepto
cuando el cilindro está en uso o conectado para ser usado.
Use el equipo correcto, procedimientos correctos, y suficiente nú-
mero de personas para levantar y mover los cilindros.
Lea y siga las instrucciones de los cilindros de gas comprimido,
equipo asociado y la publicación de la Asociación de Gas Compri-
mido (CGA) P-1 que están enlistados en los Estándares de
Seguridad.
1-3. Peligros del motor
La EXPLOSIÓN DE LA BATERÍA
puede producir lesiones.
Siempre use una cubierta para la cara, guantes
de seguridad y ropa protectiva cuando esté tra-
bajando con una batería.
Pare el motor antes de desconectar o conectar los cables de la
batería o los del cargador de baterías (si corresponde), o antes de
realizar tareas de mantenimiento en la batería.
No permita herramientas que causen chispas cuando esté traba-
jando en una batería.
No utilice la soldadora para cargar baterías ni para hacer arrancar
vehículos a menos que la unidad tenga incorporado un cargador
de baterías diseñado para ello.
Observe la polaridad correcta (+ y −) en baterías.
Desconecte primero el cable negativo (−) y conéctelo al último.
Evite que las baterías sean alcanzadas por chispas o llamas y
aléjela de cualquier otra fuente de ignición; no fume cerca de las
baterías. Las baterías producen gases explosivos durante su
funcionamiento normal y en el proceso de carga.
Cuando trabaje en o cerca de una batería, siga las indicaciones
del fabricante de ésta.
EL COMBUSTIBLE DE UN MOTOR
puede causar fuego o explosión.
Detenga el motor y permita que se enfríe antes
de chequearlo o añadir combustible.
No añada combustible mientras esté fumando o si la unidad está
cerca de chispas o llamas expuestas.
No sobre llene el tanque − permita que haya espacio para que el
combustible se expanda.
No derrame combustible. Si se ha derramado el combustible, lim-
pie y seque antes de arrancar el motor.
Deseche los trapos en un receptáculo contra llamas.
Siempre mantenga la boquilla en contacto con el tanque, cuando
lo esté llenando.
Las PIEZAS MÓVILES pueden provocar
lesiones.
Manténgase apartado de las piezas
en movimiento como ventiladores, correas
y rotores.
Mantenga todas las puertas, paneles, tapas y guardas cerrados y
en su lugar.
Pare el motor antes de instalarlo o conectarlo.
Verifique que sólo personal cualificado retire puertas, paneles,
tapas o resguardos para brindar mantenimiento o resolver
problemas en caso necesario.
Para evitar un arranque accidental durante las tareas
de mantenimiento, desconecte el cable negativo (−) de la batería.
Mantenga sus manos, pelo, ropa y herramientas alejados
de las piezas en movimiento.
Reinstale puertas, tapas, paneles o resguardos cuando terminen
las tareas de mantenimiento y antes de arrancar el motor.
Antes de trabajar sobre el generador, desmonte las bujías
o inyectores para evitar que el motor haga un giro de retroceso
o que arranque.
Si debe trabajar sobre los componentes del generador, bloquee el
volante para evitar que gire.
Las CHISPAS DEL ESCAPE pueden
causar fuego.
No permita que las chispas que salen por el tu-
bo de escape del motor causen un fuego.
Use un eliminador de chispas del escape apro-
bado en las áreas que se requieran. Véase los
códigos que aplican.

OM-217 454 Página 4
Las PIEZAS CALIENTES pueden
ocasionar quemaduras.
No toque las partes calientes del motor
Permita que haya un período de enfriamiento
antes de dar mantenimiento.
Use guantes y ropa protectiva cuando esté trabajando en un mo-
tor caliente.
El VAPOR y LIQUIDO ENFRIANTE
CALIENTE pueden causar quemadu-
ras.
Si es posible, chequee el nivel de líquido en-
friante cuando el motor esté frío para no que-
marse.
Siempre verifique el nivel del líquido enfriante en el tanque de so-
breflujo, si hay uno en la unidad, en vez de hacerlo en el radiador
(a no ser que se indique de otra manera en la Sección de Mante-
nimiento, o en el manual del motor).
Si el motor está caliente y necesita chequearse el nivel, siga las
recomendaciones que siguen.
Use anteojos de seguridad y guantes y ponga un trapo sobre la
tapa del radiador.
Dé vuelta a la tapa ligeramente y permita que la presión escape
lentamente antes de quitar la tapa completamente.
El uso de un generador adentro PUE-
DE MATARLE EN MINUTOS.
El escape de un generador contiene monóxido
de carbono. Éste es un veneno que no se pue-
de ver u oler.
NUNCA lo use adentro en casa o garaje, AUNQUE las puertas y
ventanas estuvieran abiertas.
Úselo sólo AL AIRE LIBRE y lejos de ventanas, puertas y respira-
deros.
ACIDO DE BATERIA puede QUEMAR
LA PIEL Y LOS OJOS.
No incline la batería.
Reemplace las baterías dañadas.
Completa e inmediatamente lave los ojos y la piel con agua.
El CALOR DEL MOTOR puede causar
fuego.
No ponga la unidad encima, sobre o cerca de
superficies combustibles o artículos inflama-
bles.
Mantenga el escape y los tubos de escape lejos de artículos in-
flamables.
1-4. Peligros del aire comprimido
El EQUIPAMIENTO DE AIRE COMPRIMIDO
puede producir lesiones o la muerte.
La instalación o el uso incorrectos de esta
unidad pueden provocar desperfectos en
el equipo y lesiones al personal. Sólo personas
capacitadas deberían instalar, operar y dar
servicio a esta unidad según el manual del
dueño, los estándares de la industria y los
códigos nacionales, estatales y locales.
No exceda la potencia nominal o la capacidad del compresor
ni de otros equipos del sistema de aire comprimido. Diseñe
el sistema de aire comprimido de forma tal que el desperfecto
de cualquiera de sus componentes no ponga en peligro
al personal ni provoque daños materiales.
Antes de comenzar a trabajar sobre el sistema de aire
comprimido, apague la unidad, coloque un bloqueo y
una etiqueta de advertencia en el interruptor principal,
descargue la presión de aire y asegúrese de que no pueda ser
aplicada accidentalmente.
No trabaje en el sistema de aire comprimido mientras la unidad
esté funcionando a no ser que sea una persona capacitada y
esté siguiendo las intrucciones del fabricante.
No modifique o altere el compresor ni otros equipos
suministrados por el fabricante. No desconecte, ni desactive,
ni inhabilite temporalmente ningún equipo de seguridad
del sistema de aire comprimido.
Use únicamente componentes y accesorios aprobados por
el fabricante.
Manténgase alejado de los puntos donde haya peligro de sufrir
pellizcos o aplastamientos en sus miembros provocados por
los equipos conectados al sistema de aire comprimido.
No trabaje debajo o alrededor de cualquier equipo que esté
sostenido únicamente por la presión neumática; sostenga dicho
equipo por medios mecánicos adecuados.
El METAL CALIENTE producido por
el corte y el ranurado por arco con aire
puede provocar incendios o explosiones.
No efectúe operaciones de corte o ranurado
cerca de elementos inflamables.
Vigile que no se produzcan incendios; tenga siempre a mano un
extinguidor.
El AIRE COMPRIMIDO puede producir
lesiones o la muerte.
Antes de comenzar a trabajar sobre el sistema
de aire comprimido, apague la unidad, coloque
un bloqueo y una etiqueta de advertencia en
el interruptor principal, descargue la presión
de aire y asegúrese de que no pueda ser
aplicada accidentalmente.
Descargue la presión del equipo antes
de desconectar o conectar las tuberías de aire.
Antes de poner en marcha la unidad revise los componentes
del sistema de aire comprimido y todas las conexiones y
mangueras para verificar la ausencia de daños, fugas o desgaste.
No dirija el chorro de aire comprimido hacia usted u otras
personas.
Cuando trabaje en el sistema neumático use equipos de
protección como lentes de seguridad, protección auditiva,
guantes de cuero, camisa y pantalones de trabajo, zapatos altos y
una gorra.
Use agua jabonosa o un detector ultrasónico para buscar fugas de
aire; nunca use las manos desnudas. No use el equipo
si encuentra fugas de aire.
Reinstale puertas, tapas, paneles o resguardos cuando terminen
las tareas de mantenimiento y antes de arrancar la unidad.
Si ALGO de aire es inyectado en la piel o en el cuerpo busque
asistencia médica inmediatamente.

OM-217 454 Página 5
RESPIRAR EL AIRE COMPRIMIDO puede
producir lesiones o la muerte.
No utilice aire comprimido para respirar.
Utilícelo únicamente para las operaciones
de corte, ranurado y accionamiento
de herramientas.
EL AIRE A PRESI
Ó
N CONTENIDO EN
EL SISTEMA Y UNA MANGUERA
AZOTANDO EL LUGAR DE TRABAJO
puede causar lesiones.
Antes de realizar tareas de mantenimiento,
agregar o cambiar accesorios, abrir el drenaje
o la tapa de llenado de aceite del compresor,
descargue la presión de aire en
las herramientas y en el sistema.
Las PIEZAS MÓVILES pueden provocar
lesiones.
Manténgase apartado de las piezas en
movimiento como ventiladores, correas y
rotores.
Mantenga todas las puertas, paneles, tapas
y guardas cerrados y en su lugar.
Mantenga sus manos, pelo, ropa y herramientas alejados de las
piezas en movimiento.
Antes de comenzar a trabajar sobre el sistema de aire comprimido,
apague la unidad, coloque un bloqueo y una etiqueta de advertencia
en el interruptor principal, descargue la presión de aire y asegúrese
de que no pueda ser aplicada accidentalmente.
Verifique que sólo personal cualificado retire tapas o resguardos
para brindar mantenimiento o resolver problemas en caso
necesario.
Reinstale puertas, tapas, paneles o resguardos cuando terminen
las tareas de mantenimiento y antes de arrancar el motor.
PARTES CALIENTES puedan causar
quemaduras severas.
No toque las piezas calientes del compresor
o del sistema de aire.
Deje que el sistema se enfríe antes de realizar
tareas de mantenimiento o tocar partes
del mismo.
Para manejar partes calientes, use herramientas apropiadas
y/o póngase guantes pesados, con aislamiento para solar
y ropa para prevenir quemaduras.
LEER INSTRUCCIONES.
Lea y siga cuidadosamente las instrucciones
contenidas en todas las etiquetas y en el
Manual del usuario antes de instalar, utilizar o
realizar tareas de mantenimiento en la unidad.
Lea la información de seguridad incluida en la
primera parte del manual y en cada sección.
Utilice únicamente piezas de reemplazo legítimas del fabrican-
te.
Los trabajos de mantenimiento deben ser ejecutados
de acuerdo a las instrucciones del manual del usuario, las
normas de la industria y los códigos nacionales, estatales
y locales.
1-5. Símbolos adicionales para instalación, operación y mantenimiento
Peligro de FUEGO O EXPLOSIÓN.
No ponga la unidad encima de, sobre o cerca
de superficies combustibles.
No instale la unidad cerca a objetos inflama-
bles.
No sobrecarga a los alambres de su edificio − asegure que su
sistema de abastecimiento de potencia es adecuado en tamaño
capacidad y protegido para cumplir con las necesidades de esta
unidad.
Un EQUIPO AL CAER puede producir
lesiones.
Use la orejera para levantar la unidad y los ac-
cesorios bien instalados, NO los cilindros de
gas. No exceda la capacidad máxima de peso
de la orejera (vea las especificaciones).
Con el equipo apropiado y con los procedimientos correctos, le-
vante y sostenga sólo la unidad.
Si use un carro montecargas para mover la unidad, asegure que
los dedos son bastante largas para extender más allá al lado
opuesto de la unidad.
Cuando trabaje desde una ubicación elevada, mantenga el
equipo (cables y cordones) alejado de los vehículos en
movimiento.
Siga las pautas incluidas en el Manual de aplicaciones de la
ecuación revisada para levantamiento de cargas del NIOSH
(Publicación Nº 94–110) cuando tenga que levantar cargas
pesadas o equipos.
EL SOBRECALENTAMIENTO puede
dañar a los motores.
Apague o desenchufe el equipo antes de arran-
car o parar el motor.
No deje que voltaje y frecuencia baja causadas por una veloci-
dad de motor lenta, hagan daño a los motores eléctricos.
No conecte motores de 50 o 60 Hertz al receptáculo de 100
Hertz cuando ésto fuera aplicable.
Las CHISPAS DESPEDIDAS por los
equipos pueden ocasionar lesiones.
Use un resguardo para la cara para proteger
los ojos y la cara.
De la forma al electrodo de tungsteno solamente en una amola-
dora con los resguardos apropiados en una ubicación segura
usando la protección necesaria para la cara, manos y cuerpo.
Las chispas pueden causar fuego − mantenga los inflamables
lejos.
Las PIEZAS MÓVILES pueden
provocar lesiones.
Aléjese de toda parte en movimiento.
Aléjese de todo punto que pellizque, tal como
rodillos impulsados.

OM-217 454 Página 6
La SALIDA PARA CARGA DE BATERÍAS y la
EXPLOSIÓN DE LA BATERÍA pueden
producir lesiones.
No todos los modelos se pueden utilizar para cargar
baterías.
Use siempre una careta de protección para la cara, guantes de
caucho (hule) y ropa protectora cuando trabaje con una
batería.00
Pare el motor antes de desconectar o conectar los cables de la
batería o los del cargador de baterías (si corresponde), o antes
de realizar tareas de mantenimiento en la batería.
Evite que las herramientas causen chispas cuando trabaje con
una batería.
No utilice la soldadora para cargar baterías ni para hacer
arrancar vehículos a menos que tenga incorporado un cargador
de baterías diseñado para ello.
Observe la polaridad correcta (+ y −) de las baterías.
Desconecte primero el cable negativo (−) y, cuando vuelva a
conectar la batería, conéctelo al último.
Evite que las baterías sean alcanzadas por chispas o llamas y
aléjela de cualquier otra fuente de ignición; no fume cerca de las
baterías. Las baterías producen gases explosivos durante su
funcionamiento normal y en el proceso de carga.
Cuando trabaje en o cerca de una batería, siga las indicaciones
del fabricante de ésta.
Nunca permita que personas sin la capacitación suficiente
carguen baterías.
Si retira una batería de un vehículo para su carga, desconecte
primero el cable negativo (−) y, cuando vuelva a conectar la
batería, conéctelo al último. Para evitar un arco, verifique que
todos los accesorios estén apagados.
Cargue únicamente baterías de plomo−ácido. No utilice el
cargador de baterías para alimentar un sistema eléctrico de muy
bajo voltaje ni para cargar baterías secas.
No cargue una batería congelada.
No use cables averiados para cargar baterías.
No cargue las baterías en un lugar cerrado o con poca
ventilación.
No cargue una batería cuyos terminales estén flojos o una batería
con daños visibles como la caja o la tapa agrietadas.
Antes de cargar una batería, seleccione el voltaje del cargador
de acuerdo al voltaje de la batería.
Antes de conectar la batería al cargador, coloque los controles
de éste en la posición Off (apagado). Evite que los conectores a
resorte del cargador de baterías se toquen entre sí.
Mantenga los cables del cargador apartados del cofre y la puerta
del vehículo y de piezas en movimiento.
El ALAMBRE de SOLDAR puede
causar heridas.
No presione el gatillo de la antorcha hasta que
reciba estas instrucciones.
No apunte la punta de la antorcha hacia ningu-
na parte del cuerpo, otras personas o cualquier
objeto de metal cuando esté pasando el alambre.
SOBREUSO puede causar SOBRE−
CALENTAMIENTO DEL EQUIPO
Permite un período de enfriamiento, siga el ci-
clo de trabajo nominal.
Reduzca la corriente o ciclo de trabajo antes de soldar de nuevo.
No bloquee o filtre el flujo de aire a la unidad.
ELECTRICIDAD ESTATICA puede
dañar a las tarjetas impresas de
circuito.
Ponga los tirantes aterrizados de muñeca AN-
TES de tocar los tableros o partes.
Use bolsas y cajas adecuadas anti-estáticas para almacenar,
mover o enviar tarjetas impresas de circuito.
La INCLINACIÓN DEL REMOLQUE
puede provocar lesiones.
Use el gato para la barra de remolque o blo-
quéela para soportar su peso.
Instale apropiadamente el generador de solda-
dura sobre el remolque, de acuerdo a las ins-
trucciones que vinieron con el remolque.
LEER INSTRUCCIONES.
Lea y siga cuidadosamente las instrucciones
contenidas en todas las etiquetas y en el
Manual del usuario antes de instalar, utilizar o
realizar tareas de mantenimiento en la unidad.
Lea la información de seguridad incluida en la
primera parte del manual y en cada sección.
Utilice únicamente piezas de reemplazo legítimas del fabricante.
Los trabajos de mantenimiento deben ser ejecutados
de acuerdo a las instrucciones del manual del usuario, las
normas de la industria y los códigos nacionales, estatales
y locales.
RADIACION de ALTA FRECUENCIA
puede causar interferencia.
Radiacion de alta frequencia puede interferir con
navegación de radio, servicios de seguridad,
computadores, y equipos de comunicación.
Asegure que solamente personas calificadas, familiarizadas con
equipos electronicas instala el equipo.
El usuario es responsable por tener un electricista calificada co-
rregir cualquiera interferencia causada resultando de la
instalación.
Si la FCC (Comision Federal de Comunicación) le notifique que
hay interferencia, deja de usar el equipo al inmediato.
Asegure que la instalación recibe chequeo y mantención regular.
Mantenga las puertas y paneles de una fuente de alta frecuencia
cerradas completamente, mantenga la distancia de la chispa en
los platinos en su fijación correcta y use el aterrizar o el blindar
contra corriente para minimizar la posibilidad de interferencia.
La SOLDADURA DE ARCO puede
causar interferencia.
La energía electromagnética puede interferir
con equipo electrónico sensitivo como compu-
tadoras, o equipos impulsados por computado-
ras, como robotes.
Asegúrese que todo el equipo en el área de soldadura sea compa-
tible eletromagnéticamente.
Para reducir posible interferencia, mantenga los cables de solda-
dura lo más cortos posible, lo más juntos posible o en el suelo, si
fuerá posible.
Ponga su operación de soldadura por lo menos a 100 metros de
distancia de cualquier equipo que sea sensible electrónicamente.
Asegúrese que la máquina de soldar esté instalada y aterrizada de
acuerdo a este manual.
Si todavía ocurre interferencia, el operador tiene que tomar medi-
das extras como el de mover la máquina de soldar, usar cables
blindados, usar filtros de línea o blindar de una manera u otra la
área de trabajo.

OM-217 454 Página 7
1-6. CALIFORNIA Proposición 65 Advertencia
Este producto cuando se usa para soldar o cortar, produce
humo o gases que contienen químicos conocidos en el esta-
do de California por causar defectos al feto y en algunos
casos, cáncer. (Sección de Seguridad del Código de Salud en
California No. 25249.5 y lo que sigue)
Los postes de la batería, los terminales y los accesorios rela-
cionados contienen plomo y compuestos de plomo que son
químicos, conocidos por el estado de California, como capa-
ces de causar cáncer, defectos de nacimiento y otros daños
al sistema reproductor. Lávese las manos después de mani-
pularlos.
Este producto contiene químicos, incluso plomo, que el es-
tado de California reconoce como causantes de cáncer,
defectos de nacimiento y otros daños al sistema reproductor.
Lávese las manos después de su uso.
Para un motor de gasóleo:
Los gases del escape de un motor de gasóleo contienen
químicos, conocidos por el estado de California, como
capaces de causar cáncer, defectos de nacimiento y otros
daños al sistema reproductor.
Para un motor de diesel:
El humo que despide un motor de gasoil y alguno de sus
constituyentes se reconocen en el estado de California que
pueden causar cáncer, defectos al feto, y otros daños al sis-
tema reproductor.
1-7. Estándares principales de seguridad
Safety in Welding, Cutting, and Allied Processes, ANSI Standard Z49.1,
is available as a free download from the American Welding Society at
http://www.aws.org or purchased from Global Engineering Documents
(phone: 1-877-413-5184, website: www.global.ihs.com).
Safe Practices for the Preparation of Containers and Piping for Welding
and Cutting, American Welding Society Standard AWS F4.1, from Glob-
al Engineering Documents (phone: 1-877-413-5184, website:
www.global.ihs.com).
Safe Practices for Welding and Cutting Containers that have Held Com-
bustibles, American Welding Society Standard AWS A6.0, from Global
Engineering Documents (phone: 1-877-413-5184,
website: www.global.ihs.com).
National Electrical Code, NFPA Standard 70, from National Fire Protec-
tion Association, Quincy, MA 02269 (phone: 1-800-344-3555, website:
www.nfpa.org and www. sparky.org).
Safe Handling of Compressed Gases in Cylinders, CGA Pamphlet P-1,
from Compressed Gas Association, 14501 George Carter Way,
Suite 103, Chantilly, VA 20151 (phone: 703-788-2700,
website:www.cganet.com).
Safety in Welding, Cutting, and Allied Processes, CSA Standard
W117.2, from Canadian Standards Association, Standards Sales, 5060
Spectrum Way, Suite 100, Ontario, Canada L4W 5NS (phone:
800-463-6727, website: www.csa-international.org).
Battery Chargers, CSA Standard C22.2 NO 107.2−01, from Canadian
Standards Association, Standards Sales, 5060 Spectrum Way, Suite
100, Ontario, Canada L4W 5NS (phone: 800-463-6727, website:
www.csa-international.org).
Safe Practice For Occupational And Educational Eye And Face Protec-
tion, ANSI Standard Z87.1, from American National Standards Institute,
25 West 43rd Street, New York, NY 10036 (phone: 212-642-4900, web-
site: www.ansi.org).
Standard for Fire Prevention During Welding, Cutting, and Other Hot
Work, NFPA Standard 51B, from National Fire Protection Association,
Quincy, MA 02269 (phone: 1-800-344-3555, website: www.nfpa.org.)
OSHA, Occupational Safety and Health Standards for General Indus-
try, Title 29, Code of Federal Regulations (CFR), Part 1910, Subpart Q,
and Part 1926, Subpart J, from U.S. Government Printing Office, Super-
intendent of Documents, P.O. Box 371954, Pittsburgh, PA 15250-7954
(phone: 1-866-512-1800) (there are 10 OSHA Regional Offices—
phone for Region 5, Chicago, is 312-353-2220, website:
www.osha.gov).
Portable Generators Safety Alert, U.S. Consumer Product Safety Com-
mission (CPSC), 4330 East West Highway, Bethesda, MD 20814
(phone: 301-504-7923, website: www.cpsc.gov/cpscpub/pubs/port-
gen.pdf).
Applications Manual for the Revised NIOSH Lifting Equation, The Na-
tional Institute for Occupational Safety and Health (NIOSH), 1600
Clifton Rd, Atlanta, GA 30333 (phone: 1-800-232-4636, website:
www.cdc.gov/NIOSH).
1-8. Información sobre los campos electromagnéticos (EMF)
La corriente que fluye a través de un conductor genera campos
eléctricos y magnéticos (EMF) localizados. La corriente de la soldadura
genera un campo EMF alrededor del circuito y los equipos de
soldadura. Los campos EMF pueden interferir con algunos dispositivos
médicos implantados como, por ejemplo, los marcapasos. Por lo tanto,
se deben tomar medidas de protección para las personas que utilizan
estos implantes médicos. Por ejemplo, aplique restricciones al acceso
de personas que pasan por las cercanías o realice evaluaciones de
riesgo individuales para los soldadores. Todos los soldadores deben
seguir los procedimientos que se indican a continuación con el objeto
de minimizar la exposición a los campos EMF generados por el circuito
de soldadura:
1. Mantenga los cables juntos retorciéndolos entre sí o uniéndolos
mediante cintas o una cubierta para cables.
2. No ubique su cuerpo entre los cables de soldadura. Disponga
los cables a un lado y apártelos del operario.
3. No enrolle ni cuelgue los cables sobre su cuerpo.
4. Mantenga la cabeza y el tronco tan apartados del equipo del
circuito de soldadura como le sea posible.
5. Conecte la pinza de masa en la pieza lo más cerca posible de la
soldadura.
6. No trabaje cerca de la fuente de alimentación para soldadura, ni
se siente o recueste sobre ella.
7. No suelde mientras transporta la fuente de alimentación o el
alimentador de alambre.
Acerca de los aparatos médicos implantados:
Las personas que usen aparatos médico implantados deben consultar
con su médico y el fabricante del aparato antes de llevar a cabo o acer-
carse a soldadura de arco, soldadura de punto, ranurar, hacer corte por
plasma, u operaciones de calentamiento por inducción. Si su doctor lo
permite, entonces siga los procedimientos de arriba.

OM-217 454 Página 8

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-217-454 Página 9
SECCIÓN 2 − DEFINICIONES
2-1. Definiciones de los símbolos
Detenga
el motor
Rápido, (Marcha,
Soldar/Potencia)
Rápido/Lento
(Marcha/Ralentí)
Lento
(Ralentí)
Arranque
el motor
Lea el manual
del operador A
Amperios
V
Voltios
Aceite
el motor
Combustible Batería (Motor) Motor
Temperatura
Chequee espacio
de las válvulas
No cambie cuando
se esté soldando
Conexión
del trabajo
Positivo Negativo
Corriente alterna
(CA)
Salida
Arco de soldar
(Electrodo)
Alambre, MIG
(GMAW)
“Stick” (SMAW) TIG (GTAW)
h
Horas
s
Segundos Tiempo
Conexión a tierra
protegida
Protección
del circuito
SECCIÓN 3 − ESPECIFICACIONES
3-1. Especificaciones para soldar, potencia auxiliar y motor
Vea también los datos de rendimiento en Sección 12.
Modo de
soldadura
Salida nominal
de soldadura
Máximo voltaje
de circuito
abierto
Gama de
producción
de soldadura
Potencia nominal
del generador
Capacidad del
combustible
Motor
CC/CD
280 A, 25 V, 100%
ciclo de trabajo
50 20 − 300 A Continuo: 9.5 kVA/kW,
80/40 A, 120/240 V CA,
60 Hz, monofásico
Pico: 11 kVA/kW
(c/contactor de
soldadura apagado)
Tanque de
12 gal. (45 L)
Motor diésel
Kubota D722,
enfriado por agua
de tres cilindros,
cuatro ciclos
de 18.8 HP
VC/CD
300 A, 25 V, 100%
ciclo de trabajo
35 13 − 35 V
CC/CA
200 A, 25 V, 60%
ciclo de trabajo
60 35 − 225 A

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-217-454 Página 10
Ubique el travesaño delantero
del soporte a aproximadamen-
te 1 pulgada detrás de los
agujeros de montaje.
! No exceda los ángulos de in-
clinación porque pudiera
dañarse al motor, o la unidad
pudiera voltearse.
! No mueva o opere la unidad
donde podría voltearse.
Peso: 363 kg (720 lb)
Capacidad de peso de levantar
de la orejera: 580 kg (1280 lb)
3-2. Dimensiones, pesos y ángulos de operación
803 572 / Ref 232 770
20°
20°
20°
20°
005.1
501.
052.5
005.31
057.23
005.61
000.2
005.15
Cajón de pila
Agujeros de montaje
Acceso al tapa de
llenado de aceite
Tapa del tanque
de combustible.
Tapa del radiador Agujeros de montaje
Ø 0,406 pulg.
Mínimo 4 pulgadas
para retirar el panel.
Mínimo 4 pulgadas
para retirar el pan-
el.
Acceso al indicadora del nivel de
aceite, filtro de aceite, y botella
para el refrigerante.
Acceso al filtro del
combustible y filtro
del aire.
Dimensiones del soporte del equipo
Espesor mínimo: calibre 12
Ancho mínimo: 3 pulgadas.
Ubique el travesaño
trasero del soporte bajo
el motor.

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-217-454 Página 11
SECCIÓN 4 − INSTALACIÓN
4-1. Ubicación de la etiqueta con el número de serie y los valores nominales de los
parámetros eléctricos de la máquina
El número de serie y los valores nominales de este producto están ubicados en su parte posterior. Use esta etiqueta para determinar los requisitos
de la alimentación eléctrica y la potencia de salida nominal de la máquina. Anote el número de serie de la máquina en el lugar indicado en la contra-
portada de este manual para consultas futuras.
! No mueva o opere la unidad
donde podría voltearse.
! No lo levante de un extremo
! No suelde la base. El soldarla
puede causar fuego explosión
del tanque de combustible. Su-
jétela con pernos, usando los
huecos ya suministrados en la
base.
! Siempre sujete al generador de
soldadura sobre el vehículo de
transporte o remolque pare
cumplir con todos los códigos
de DOT y otros que puedan ser
requeridos.
AVISO − No instale la unidad en un lu-
gar donde la circulación de aire esté
restringida pues el motor podría reca-
lentarse.
Vea la capacidad de carga del ojal
de izado en la sección 3-2.
Montaje:
! No haga montaje de la unidad
sosteniendo la base sólo en los
cuatro huecos de montaje. Use
soportes cruzados para ade-
cuadamente sostener la uni-
dad y prevenir que haya daño a
la base.
8 Soportes cruzados
Monte la unidad en una superficie pla-
na o use los soportes cruzados como
la base de sostén, en la sección 3-2.
install2 2008-01 − Ref. 800 652 / Ref. 800 477-A / 803 274-A / 804 712
O
18 pulg.
(460 mm)
18 pulg.
(460 mm)
18 pulg.
(460 mm)
18 pulg.
(460 mm)
18 pulg.
(460 mm)
O
4-2. Instalando el generador de soldadura
1
Movimiento
Ubicación/Espacio para el Flujo del Aire
Montaje

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-217-454 Página 12
! Siempre conecte el generador al
chasis del vehículo para impedir
choques o descargas eléctricas y
peligros de la electricidad estática.
! Vea también la hoja del AWS sobre
Safety & Health Fact Sheet No. 29
(Seguridad y Salud), acerca de con-
ectar a tierra Generadores de Solda-
dura Portátiles o Montados en
Vehículos.
! Las protecciones de la caja del vehí-
culo, los patines de embalaje y algu-
nas ruedas de transporte pueden
aislar al generador de la estructura
del vehículo. Conecte siempre un
cable de puesta a tierra entre el ter-
minal de puesta a tierra del equipo y
una superficie de metal limpio de la
estructura del vehículo como mues-
tra la figura.
! Use interruptores de protección
diferencial (GFCI) cuando utilice eq-
uipos auxiliares.Si la unidad no tie-
ne receptáculos GFCI, use un cor-
dón de extensión protegido por
GFCI.
1 Terminal de puesta a tierra del equipo
(en el panel frontal)
2 Cable de puesta a tierra (no se
provee)
3 Armazón metálico del vehículo
Conecte el cable de la terminal de tierra del
equipo al armazón metálico del vehículo.
Use alambre de cobre de tamaño No.8
AWG o más grande.
Conecte el armazón del generador al
armazón del vehículo por medio de
contacto de metal a metal.
4
-3. Aterrizando el generador al armazón de la camioneta, camión, o remolque
rot_grnd2 2011−04 − 800 652- D
1
3
2
GND/PE
4-4. Instalaci
ó
n del tubo de escape
804 196-A / Ref 216 171-A
! Detenga al motor y déjelo enfriar.
! No sople el escape hacia el lado
derecho de la unidad donde la
entrada de aire, o el limpiador de
aire pudieran requerir servicio
frecuente. Apunte el tubo de
escape en la dirección deseada
pero siempre lejos del panel
frontal y la dirección de avance.
Herramientas necesarias:
1/2 pulg.

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-217-454 Página 13
4-5. Conexión de la batería
804 197-A / Ref 216 171 / Ref. S-0756-D
1/2 pulg.
Herramientas necesarias:
+
−
! Conecte el cable negativo (−) al último.

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-217-454 Página 14
4-6. Visión general y chequeos del motor antes de arrancar
1 Receptáculos de potencia del generador
(vea Sección 6)
2 Bornes (terminales) de salida
de soldadura (vea Sección NO TAG)
3 Controles del operador (vea Sección 5)
4 Indicadores del nivel de combustible
5 Tapa del lugar para llenar el combustible
6 Tubo de escape
7 Tapa del radiador
8 Etiqueta de mantenimiento del motor
(dentro de la puerta)
9 Tapa de rellenar aceite
10 Tapón del bastidor del termostato
11 Filtro de aceite
12 Botella para el exceso de combustible
13 Drenaje del aceite
14 Medidor del aceite
15 Cedazo del combustible, en línea
16 Limpiador del aire (filtro)
17 Filtro del combustible
18 Válvula para cerrar el combustible
7
6
5
4
3
2
1
8
10
9

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-217-454 Página 15
12
11
15
16
17
18
Parte izquierda del motor
Parte derecha del motor
! Se muestra el motor con las puertas quita-
das. Las puertas deben estar en su lugar
cuando el motor esté funcionando.
El motor debe estar frío y en una superficie
nivelada. Vea la etiqueta de mantenimiento (Sec-
ción 7-3) para las especificaciones del líquido.
Arranque el motor la primera vez:
Añada combustible hasta llegar a la parte de abajo
del lugar para llenar. Abra la válvula de cerrar el
combustible.
Si el nivel del refrigerante está debajo de la parte de
abajo del lugar para llenar el radiador añada líquido
refrigerante al tanque de recuperación.
Periodo inicial de operación (primeras 100 ho-
ras):
El motor puede usar aceite y puede ocurrir
“chimenea mojada” durante el periodo inicial de ope-
ración (vea Sección 10). Chequee el nivel del aceite
varias veces por día durante el periodo inicial de
operación.
Chequeos diarios antes de arrancar:
Añada combustible fresco hasta la parte de abajo
del lugar para llenar.
Chequee el aceite. Si el aceite no está en la
posición “lleno” en la varilla de medir, añada aceite.
Se embarca la unidad con aceite 10W30.
Chequee el nivel del líquido refrigerante en el tan-
que de recuperación. Si está debajo del nivel “bajo”
(low) añada refrigerante hasta que el nivel esté entre
las marcas “bajo” y “completo” (low y full).Si el refri-
gerante estuvo “bajo”, chequee el nivel del refrige-
rante en el radiador. (Vea Sección 7-3.)
Daño al motor puede resultar de:
Nivel de aceite bajo
Temperatura alta del motor
Mezcla incorrecta del refrigerante
Quedándose sin combustible
(aire en la tubería del combustible)
Uso de gasolina
Uso de éter para arrancar el motor
Chimenea mojada
El motor se detiene si la presión del aceite está baja,
la temperatura del motor está alta, o el nivel del com-
bustible está bajo. Algunas condiciones pueden
causar daño al motor antes de que el motor se de-
tenga.
Aceite: Chequee a menudo el nivel del aceite y no
use el sistema automático de detener el motor para
monitorear el nivel del aceite.
Temperatura del motor: Temperatura incorrecta
del motor puede dañar el motor. No haga funcionar
el motor sin un termostato y capuchón de radiador
que funcionen apropiadamente.
Mantenga el radiador y la entrada de aire limpios.
Líquido refrigerante: Se debe usar en este motor
una solución del 50% de glicol etilénico y 50% agua.
No use 100% de agua, ya que daño severo ocurrirá.
Combustible: El motor se apaga o detiene si el ni-
vel del combustible está bajo. Aire en el sistema del
combustible causa dificultades en el arranque del
motor.
No use gasolina. El uso de éter anula la
garantía.
Chimenea mojada: Si combustible crudo se acu-
mula en el tubo de escape durante el periodo inicial
de servicio, vea Sección 10.
Para mejorar el arranque en tiempo frío:
Mantenga la batería en buena condición. Almace-
ne la batería en un área caliente.
Use combustible formulado para tiempo frío (com-
bustible diésel puede hacerse gelatinoso en tiem-
po frío). Contacte su proveedor local para informa-
ción sobre combustible.
Use el grado de aceite correcto para tiempo frío.
13
14
804 195-A / 804 197-A

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-217-454 Página 16
! No conecte los terminales CC y
los terminales VC al mismo
tiempo.
1 Terminal de salida de soldadura
del trabajo
2 Terminal de salida de soldadura
de “Stick” (convencional)/TIG (CC)
3 Borne o terminal de Salida de
Soldadura Alambre/VC
Para soldadura MIG conecte el cable
de trabajo al terminal marcado “Work”
(Trabajo) y el cable del alimentador de
alambre al terminal marcado
“Wire” (Alambre) (CV).
Para soldadura “Stick”/TIG, conecte
el cable de trabajo al terminal “Work”
y el cable del portaelectrodo/antorcha
TIG al terminal “Stick/TIG” (CC).
Use el interruptor de proceso para
seleccionar el tipo de salida de solda-
dura (vea Sección 5-3).
4-7. Bornes o terminales de Salida de Soldadura
804 195-A
Herramientas necesarias:
3/4 plug.
1
2
3
! Detener el motor
! El no conectar bien los cables
de soldadura puede causar cal-
or excesivo e iniciar un incen-
dio, o dañar su máquina.
No ponga nada entre el extremo
del cable y la barra de cobre.
Asegúrese que las superficies del
terminal del extremo del cable y la
barra de cobre estén limpias.
1 Conexión correcta
2 Conexión incorrecta
3 Terminal de salida de soldadura
4 Tuerca suministrada de la salida
del borne terminal
5 Terminal del cable de soldar
6 Barra de cobre
Quite la tuerca suministrada del borne
terminal de salida. Resbale el extremo
del cable sobre el borne terminal de
salida y sujételo con la tuerca de ma-
nera que el extremo del cable está
apretado contra la barra de cobre.
4-8. Conectando a los terminales de salida de soldadura
803 778-B
4
2
3
1
5
6
Herramientas necesarias:
3/4 plug.

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-217-454 Página 17
4-9. Seleccionar tamaños de cables de soldadura*
AVISO − La longitud total del cable del circuito de soldadura (vea la tabla inferior) es la suma de ambos cables de soldadura. Por ejemplo, si la fuente
de poder está a 100 pies (30 m) de la pieza, la longitud total del cable del circuito de soldadura será 200 pies (2 cables x 100 pies). Use la columna
60 m (200 pies) para determinar la medida del cable.
Tamaño de cable de soldadura** y longitud total del cable (cobre) en el circuito de
soldadura que no exceda***
100 pies (30 m)
o menos
150 pies
(45 m)
200 pies
(60 m)
250 pies
(70 m)
300 pies
(90 m)
350 pìes
(105 m)
400 pies
(120 m)
Bornes o termi-
nales de salida
de soldadura
! Apague la poder
antes de conectar
a los terminales
de salida de sol-
dadura.
! No use cables que
estén gastados,
dañados, de tama-
ño muy pequeño,
o mal conectados.
Amperios
de Solda-
dura
10 − 60%
Ciclo de
Trabajo
AWG
(mm
2
)
60 − 100%
Ciclo de
Trabajo
AWG (mm
2
)
10 − 100% Ciclo de Trabajo
AWG (mm
2
)
100 4 (20) 4 (20) 4 (20) 3 (30) 2 (35) 1 (50) 1/0 (60) 1/0 (60)
150 3 (30) 3 (30) 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 3/0 (95)
200 3 (30) 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120) 4/0 (120)
250 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120)
2 c/u 2/0
(2x70)
2 c/u 2/0
(2x70)
300 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120)
2 c/u 2/0
(2x70)
2 c/u 3/0
(2x95)
2 c/u 3/0
(2x95)
350 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120)
2 c/u 2/0
(2x70)
2 c/u 3/0
(2x95)
2 c/u 3/0
(2x95)
2 c/u 4/0
(2x120)
400 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120)
2 c/u 2/0
(2x70)
2 c/u 3/0
(2x95)
2 c/u 4/0
(2x120)
2 c/u 4/0
(2x120)
500 2/0 (70) 3/0 (95) 4/0 (120)
2 c/u 2/0
(2x70)
2 c/u 3/0
(2x95)
2 c/u 4/0
(2x120)
3 c/u 3/0
(3x95)
3 c/u 3/0
(3x95)
* Esta tabla es una guía general y puede no ser la justa para toda aplicación. Si se sobrecalientan los cables, use cable más gruesos.
** El tamaño del cable de soldar (AWG) se basa en ya sea, 4 voltios o menos de caída, o una densidad de corriente de por lo menos
300 mils circulares por amperio.
( ) = mm
2
*** Para mayores distancias que en las de la guía, llame a un representante de aplicaciones de la fábrica al número 1−800−332−3281.
Ref. S-0007-J 2011−07
4-10. Información del receptáculo remoto
El motor funciona a la velocidad de soldadura/potencia cuandoquiera que un aparato, que esté funcionando, esté conectado al receptáculo
remoto
80
4 1
95
-A
AJ
B
K
I
C
L
NH
D
M
G
E
F
REMOTO 14
Enchufe* Información sobre el enchufe
CONTACTOR
DE SALIDA
24 VOLTIOS CA
A 24 voltios CA.
B Cerramiento de contacto a A completa el circuito
de control del contactor de 24 voltios CA y
sostiene al motor a la velocidad de marcha en
el modo MIG. Protegido por el protector suple-
mentario CB4.
CONTACTOR
DE SALIDA
115 VOLTIOS CA
I 115 voltios ca. Protegido por el protector suple-
mentario CB3.
J Cierre el contacto a I completando el circuito
de control de contactor de 115 VCA.
REMOTO
SALIDA
CONTROL
CONTROL
REMOTO
DE SALIDA
C + 10 voltios cd de salida al control remoto.
D Masa virtual de control remoto.
E Señal de mando de entrada de 0 a
+10 voltios CD, desde el control remoto.
AMPERAJE
VOLTAJE
F
Retroalimentación de corriente: 1 voltio
por 100 amperios.
H Retroalimentación de voltaje: 1 voltio por
10 voltios del arco.
TIERRA
G Masa virtual para los circuitos de 24 y 115 VCA.
K Masa virtual.
* No se usan los agujeros que quedan.

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-217-454 Página 18
SECCIÓN 5 − OPERACIÓN DEL GENERADOR DE SOLDADURA
5-1. Interruptores para controlar el motor
Ref. 216 171−B
1 Interruptor de control del motor
Use el interruptor para arrancar el motor, se-
leccione la velocidad, y detenga al motor. En
la posición “Run/idle” (Marcha/ralentí), el
motor funciona a la velocidad de ralentí cuando
esté sin carga, y la velocidad “Weld/power”
(Soldadura/potencia) bajo carga. En la posi-
ción “Speed Lock” (Traba de Velocidad), la
velocidad del motor lo determina la posición
del interruptor “Speed Lock” (vea el renglón 2
y la tabla de velocidad del motor arriba).
Ponga el interruptor de control del motor
en la posición “Run” (Marcha) del interruptor
“Speed Lock” (Traba de Velocidad) para
soldadura TIG, usando un aparato para
alta frecuencia.
En el modo MIG, la unidad no retornará a
la velocidad de ralentí cuando el contactor
remoto esté encendido (cerramiento
entre las patillas A y B o I y J en el receptá-
culo remoto).
2 Interruptor de traba de velocidad
Use el interruptor para trabar al motor en velo-
cidad de ralentí o “Weld/power (Soldadura/
potencia) cuando el interruptor de control del
motor esté en la posición “Speed Lock” (Traba
de Velocidad). El interruptor de “Speed Lock”
no se necesita para arrancar. El motor siempre
arranca en la velocidad de ralentí.
Con el interruptor en la posición de ralentí y el
interruptor de control del motor en “Speed
Lock” (Traba de Velocidad), el motor funciona
a la velocidad de ralentí. Con el interruptor en
la posición “Run” (Marcha) y el interruptor de
control del motor en “Speed Lock”, el motor
funciona a la velocidad de “Weld/power”
(Soldadura/potencia).
El interruptor “Speed Lock” (Traba de Veloci-
dad) no afecta la velocidad del motor cuando
el interruptor de control del motor está en la
posición “Run/idle” (Marcha/ralentí). (La velo-
cidad del motor cambia con la carga.)
3 Interruptor para la bujía incandescente
Si fuera necesario, oprima el interruptor antes
de arrancar para activar la bujía incan-
descente. Para información de su operación
vea la tabla de la bujía incandescente arriba.
Para arrancar: Use el interruptor de la bujía
incandescente si es necesario. (Vea renglón
3 y tabla de la bujía incandescente.) Dé vuelta
al control del motor a la posición “Start”
(Arranque). Suelte el interruptor de control del
motor cuando arranque el motor.
Si el motor no arranca, deje que el motor
se pare completamente antes de intentar
comenzar de nuevo.
Para detenerlo: Dé vuelta al interruptor de
control del motor a la posición “Off” (Apagar).
Cierre la válvula del combustible para
detener el motor si el interruptor de Control
de Motor no funciona (vea Sección 4-6).
4 Indicador de nivel del combustible
Con el interruptor de control del motor en la
posición “Speed Lock” (Traba de Velocidad) o
“Run/idle” (Marcha/ralentí), el indicador lumi-
noso (LED) indicará el nivel del combustible
que queda en el tanque.
Control de la velocidad del motor
=
=
=
Sin carga: 2450 rpm (Velocidad
ralentí)
Con carga: 3750 rpm máx.
(Velocidad de Soldadura/Potencia)
2450 rpm (Velocidad ralentí)
continua
3750 rpm máx. (Velocidad de
Soldadura/Potencia) continua.
Use en aplicaciones de soldadura
cuando se necesita la velocidad
alta para arrancar el arco mejor y
en aplicaciones de TIG usando
un arrancador de alta frecuencia.
Cualquier posición.
t
−4°F (−20°C)
32°F (0°C)
70°F (21°C)
No use las bujías incandescentes
por más de 20 segundos.
No use éter para arrancar el motor.
El uso de éter anula la garantía.
1
3
4
2
Tiempo de bujía
incandescente
0 Segundos
10 segundos
20 segundos

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-217-454 Página 19
13
5-2. Controles de salida de soldadura
2 456
Ref.240 604 / Ref. 225 915-A
1 Interruptor Process/Contactor
(Proceso/Contactor)
Vea Sección 5-3 para información sobre el
interruptor Process/Contactor.
2 y 3 Pantallas
Las pantallas pueden mostrar la información
del proceso de soldar (voltaje y amperaje) o in-
formación sobre el motor y mantenimiento.
Medidor/indicador de las funciones de
soldadura: En los modos de alambre, el voltí-
metro muestra el voltaje de soldadura pre-
establecido cuando no se está soldando. El
indicador muestra el voltaje y amperaje actua-
les cuando se está soldando y por cinco se-
gundos después de que se haya dejado de
soldar.
En los modos de “Stick” (Convencional) y TIG,
el voltímetro indica ON y el amperímetro muestra
el amperaje pre-establecido cuando el contac-
tor está encendido y no se está soldando. El
voltímetro muestra 0 (cero) cuando se está en
remoto con el contactor apagado. Los medido-
res muestran el voltaje y amperaje actuales
cuando se está soldando y por cinco segun-
dos después de que se haya dejado de soldar.
Funciones del medidor para el motor y
mantenimiento: Vea el recuadro de la etique-
ta de mantenimiento.
Si la pantalla muestra: HLP_001 y el motor no
retorna a la velocidad de ralentí, chequee el
solenoide del acelerador. Dé vuelta al interrup-
tor de control del motor a OFF (apagado) para
rearmar el apagón.
4 Control de voltaje/amperaje
Use el control para seleccionar voltaje o ampera-
je de soldar. Se puede ajustar el control mien-
tras se está soldando.
Con el interruptor “Process/Contactor” (Pro-
ceso/Contactor) en cualquier fijación de “Stick”
(Convencional) ó TIG, use el control para ajustar
el amperaje. Con el interruptor “Process/Con-
tactor” en cualquier posición de alambre, use
el control para ajustar el voltaje. Cuando un
control remoto de voltaje/amperaje esté
conectado al receptáculo remoto RC4, el con-
trol fija el amperaje máximo en los modos de
“Stick” (Convencional) y TIG, pero no tiene
efecto en los modos MIG.
5 Receptáculo remoto
Use el receptáculo para conectar un control
o alimentadores de alambre.
Cuando un control remoto de voltaje/amperaje
esté conectado al receptáculo remoto, la ca-
racterística Auto Sense Remote (Perceptor
Automático de Remoto) automáticamente pa-
sa el control de voltaje y amperaje al control re-
moto. (Vea Secciones 4-10 y 5-6.)
Con el control remoto de voltaje/amperaje
conectado, la salida de soldar en el modo CC
está determinada por una combinación de las
fijaciones del panel frontal y el voltaje/ampera-
je en el control remoto. En el modo VC, la sali-
da de soldadura está controlada po medio del
control remoto solamente.
Si no está conectado un control remoto de vol-
taje/amperaje al receptáculo remoto, el control
de voltaje/amperaje del panel frontal ajusta el
voltaje y el amperaje.
6 Interruptor de polaridad CD/Interruptor
AC
No cambie cuando se esté soldando.
Use interruptor para seleccionar la salida CA
de soldadura o la polaridad de la salida de sol-
dadura CD.
PANTALLA DE MANTENIMIENTO
S
HORAS DEL MOTOR: con el motor apagado, gire el interruptor de control del motor a la posición SPEED LOCK
(traba de velocidad) para ver las horas de funcionamiento del motor.
S INDICADOR DE CAMBIO DE ACEITE: con el motor apagado, gire el interruptor de control del motor a la posición
RUN/IDLE (marcha/ralentí) para ver las horas que faltan para el próximo cambio de aceite. Las horas restantes del
aceite comienzan en100 y la cuenta es descendente hasta 0 (cero) (vencimiento del cambio de aceite)
AVISO − Horas negativas indican que el intervalo recomendado para el cambio de aceite ha pasado. PARA PONER EN CERO
EL TEMPORIZADOR: gire el interruptor de control del motor desde la posición RUN/IDLE a SPEED LOCK y nuevamente a
RUN/IDLE 3 veces (3 ciclos completos).
S APAGADO POR BAJO NIVEL DE COMBUSTIBLE: el motor se apagará antes de quedarse sin combustible para evitar
que se vacíe el sistema de combustible. En la pantalla aparecerá el mensaje: no FUEL (sin combustible). Gire el
interruptor de control a la posición OFF (apagado), agregue combustible y hágalo arrancar.
S APAGADO POR ALTA TEMPERATURA DEL REFRIGERANTE: el motor se apagará y la pantalla mostrará el mensaje:
HI H2O. Consulte en el manual del usuario la información acerca del refrigerante. Gire el interrupto de control a la
posición OFF para reiniciar el apagado.
S APAGADO POR BAJA PRESIÓN DE ACEITE: el motor se apagará y la pantalla mostrará el mensaje: LO OIL (baja
presión de aceite). Gire el interruptor de control a la posición OFF (apagado) para reiniciar el apagado.
S RPM DEL MOTOR: con el motor en funcionamiento y el selector de proceso en la posición Stick HOT, gire el
interruptor de control del motor desde la posición RUN/IDLE a SPEED LOCK y nuevamente a RUN/IDLE 3 veces (3
ciclos completos) y los medidores mostrarán la velocidad del motor en RPM. Utilice estos controles para verificar y
ajustar las velocidades de marcha y de ralentí (en RPM). La exactitud es +/−16 RPM. Apague la máquina para poner
en cero la pantalla.

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-217-454 Página 20
1 Interruptor “Process/Contactor”
! Los terminales de salida de soldadura
tienen energía cuando el interruptor
Process/Contactor está en la posición
“Electrodo Hot” (electrodo en vivo) y
el motor está funcionando.
La unidad no regresará a la velocidad de
ralentí cuando el interruptor del proceso/
contactor está en la posición de alambre
(wire) y el contactor remoto esté encendi-
do (haya conexión entre las patillas A y B
en el receptáculo remoto).
Use el interruptor para seleccionar el proceso
de soldadura y el control de salida de soldadu-
ra “on/off” (véase la tabla abajo y la sección
4-10).
Ponga el interruptor en la posición “Remote”
(remota) para encender la salida de soldadura
y “off” (apagado), con un aparato conectado al
receptáculo remoto.
Ponga el interruptor en la posición “Electrode
Hot” para que la salida de soldadura esté
prendida cuando quiera que el motor esté fun-
cionando.
Posiciones del alambre:
Use las posiciones del alambre para soldadu-
ra MIG usando a un alimentador de alambre
que percibe voltaje (con el electrodo eléctrica-
mente vivo) o un alimentador de alambre que
use un control remoto.
Posiciones de “Stick” (convencional)
Use las posiciones de “Stick” para soldadura
convencional y arco de carbón de aire (CAC−
A) para cortar y ranurar.
Posición Stick Electrode Hot:
Cuando el interruptor esté en el modo Stick
Electrode Hot”, seleccione una de las cuatro
posiciones para “dig” (fuerza del arco) para
proporcionar amperaje adicional durante
condiciones de arco corto y para ayudar
a prevenir que los electrodos se “peguen”.
Vea las descripciones de las posiciones de
“Stick” que siguen (leyendo de izquierda a de-
recha).
Arco suave (E7018) − Esta fijación proporcio-
na una fijación de fuerza baja de “dig/arc” (ca-
vamiento/arco) para rendimiento de soldadu-
ra suave. Un arco estable con un charco que
no tiene “snap” (golpeteo) da una apariencia
excelente del cordón de soldadura con salpi-
cadura mínima.
Arco mediano suave − Esta fijación proporcio-
na una fuerza de “dig/arc” de baja a media que
da un charco de soldadura ligeramente más
fluido, tiene más “snap” (golpeteo) del arco y
reduce la posibilidad de que el electrodo se
pegue en longitudes más cortas de arco.
Arco medio rígido − Esta fijación proporciona
una fuerza de “dig/arc” mediana para uniones
verticales de raíz abierta o uniones que no re-
quieren corriente adicional para llenar incon-
sistencias de una buena comisura de la suel-
da.
Arco rígido (E6010) − Esta fijación proporcio-
na una fuerza de “dig/arc” alta para uniones de
raíz abierta verticalmente hacia abajo donde
se necesita corriente adicional para compen-
sar por una unión apretada sin la necesidad de
incrementar la corriente total de soldadura.
Esta fijación se recomienda para aquéllos que
prefieren un arco muy rígido con electrodos
6010.
Posición Stick Remote On/Off:
Cuando el interruptor esté en el modo “Stick
Remote On/Off”, seleccione una de las tres
posiciones para proporcionar amperaje
adicional durante condiciones de arco corto
y para ayudar a prevenir que los electrodos
se “peguen”. Vea las descripciones de la
posición “Stick” (de izquierda a derecha) que
siguen:
Arco suave (posición “soft”) (E7018): este
ajuste proporciona una fuerza de arco (penet-
ración) entre baja y mediana, produce un
charco de soldadura ligeramente más fluido,
más “captura” del arco y, además, reduce la
posibilidad de que el electrodo se “pegue” con
arcos de menor longitud.
Arco medio (posición central): este ajuste
proporciona una fuerza de arco mediana para
filetes verticales ascendentes con raíz abierta
o uniones que no requieren una corriente
adicional para componer las inconsistencias.
Arco rígido (posición “stiff”) (E6010): este
ajuste proporciona una gran fuerza de arco
(dig) para filetes verticales descendentes con
raíz abierta donde se necesita corriente
adicional para compensar el elevado ajuste
entre ambas uniones sin necesidad de
incrementar la corriente total de soldadura.
Este ajuste está recomendado para aquéllos
que prefieren un arco muy rígido con electrodos
6010.
El circuito “dig” está inhabilitado cuando el in-
terruptor está en las posiciones ”Wire” (alam-
bre) o TIG.
Posiciones “TIG”:
Soldadura TIG, posición “Electrode Hot” con
función Lift Arc™ sin Auto Crater™ (sólo en
corriente continua): en esta posición se inyecta
un voltaje de bajo valor (10 Vcc) entre el
electrodo y la pieza para evitar el sobrecalen-
tamiento y el pegado o la contaminación del
electrodo (vea la sección 5-5) durante el inicio
del arco.
Finalice el arco con la función Auto Crater
(vea la sección 5-5).
Soldadura TIG, posición “Electrode Hot” con
función Lift Arc™ con Auto Stop™ (sólo en
corriente continua): en esta posición se inyec-
ta un voltaje de bajo valor (10 Vcc) entre
el electrodo y la pieza para evitar el sob-
recalentamiento y el pegado o la con-
taminación del electrodo (vea la sección 5-5)
durante el inicio del arco.
Finalice el arco con la función Auto Stop
(vea la sección 5-5).
5-3. Interruptor “Process/Contactor” (Proceso/Contactor)
Ref. 804 195-A / Ref 216 171
1

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-217-454 Página 21
Fijaciones del interruptor de proceso/contactor
Fijaciones del interruptor Proceso Control de salida de encender/apagar
Electrodo Eléctricamente Vivo MIG (GMAW) Electrodo eléctricamente vivo
Electrodo Eléctricamente
Vivo − Stick (Convencional)
“Stick” (Convencional) (SMAW)
Seleccione el cavamiento preferido
Electrodo eléctricamente vivo
Electrodo Eléctricamente
Vivo − Stick (Convencional)
Cortar y ranurar con arco de carbón aire (CAC-A)
Seleccione cualquier cavamiento
Electrodo eléctricamente vivo
Electrodo en vivo − Lift Arc-
con Auto Crater
TIG Lift Arc con Auto Crater (CD solamente) Electrodo en vivo
Electrodo en vivo − Lift Arc-
con Auto Stop
TIG Lift Arc con Auto Stop (CD solamente) Electrodo en vivo
TIG − Remoto
GTAW con unidad HF, dispositivo de pulsar, o control
remoto
En el receptáculo remoto
“Stick” (Convencional) remoto
“Stick” (Convencional) (SMAW) con encender/apagar
remoto
En el receptáculo remoto
Alambre − Remoto MIG (GMAW) En el receptáculo remoto
5-4. Procedimiento para arranque “Stick” (Convencional) − Técnica de arrancar raspando
Cuando seleccione “Stick”, arranque
el arco como sigue:
1 Electrodo
2 Pieza de Trabajo
3 Arco
Arrastre el electrodo sobre la pieza de
trabajo como si estuviera encendiendo
un cerillo; levante el electrodo ligera-
mente después de toca el trabajo. Si
el arco se apaga fue porque se levantó
muy alto al electrodo. Si el electrodo
se pega a la pieza de trabajo, use un
movimiento torsional rápido para
despegarlo.
1
2
3

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-217-454 Página 22
5-5. TIG Lift-Arct con Auto-Cratert y Auto-Stopt
WM Marketing
Inicio del arco con Lift-Arc
Fin del arco con Auto-Crater
Fin del arco con Auto-Stop
12
12
21
3
3
4
Inicio del arco con TIG Lift-Arc
“Lift-Arc” se usa para el proceso TIG
DCEN GTAW cuando no se permite
el método de arrancar con AF.
Seleccione Lift-Arc en el interruptor
Process/Contactor (Proceso/Contac-
tor).
Abra el gas.
1 Toque o raspe.
2 Levante en cualquier ángulo.
Toque la pieza con el electrodo de
tungsteno en el punto de inicio de la
soldadura. Levante lentamente el
electrodo. El arco se formará cuando
se levante el electrodo.
Mantenga la cobertura de gas
de protección y elimine la contam-
inación del tungsteno y de la pieza
mediante las funciones Auto-Crater
o Auto-Stop al finalizar el arco.
Fin del arco con Auto-Crater:
Cuando se utiliza la función Au-
to-Crater el control remoto no es
necesario.
1 Mientras está soldando.
2 Levante un poco la antorcha
para iniciar el final de la función
Auto-Crater (la corriente
disminuye).
3 Baje la antorcha. La corriente
de soldadura comienza a
descender.
4 El gas de protección continúa
saliendo hasta que se apague.
Fin del arco con Auto-Stop:
1 Mientras está soldando.
2 Levante la antorcha para iniciar
la función Auto-Stop.
(Levántela más de la altura
necesaria para iniciar la función
Auto-Crater.) El arco se
detiene.
3 Baje la antorcha para mantener
la cobertura de gas y evitar
la contaminación.
O

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-217-454 Página 23
5-6. Control remoto de amperaje
1 Receptáculo remoto RC4
Conecte el control remoto de voltaje/
amperaje (V/A) a RC4 (vea Sección
4-10).
Con el control remoto conectado, la sali-
da de soldadura en el modo CC “Stick”
(Convencional), (TIG) se determina por
una combinación de las fijaciones de vol-
taje/amperaje del panel frontal y el control
remoto. En el modo VC (Alambre), la sali-
da de soldadura se controla sólo por el
control remoto.
2 Control remoto de mano (opcional)
3 Control remoto de pie (opcional)
El motor funciona a la velocidad de
“Weld/power” (Soldadura/potencia) en
el modo de “Wire” (Alambre) cuando-
quiera que se conecte un aparato al
receptáculo remoto que haga cerra-
miento entre las patillas A y B. In
todos los otros modos, el motor fun-
ciona a la velocidad de ralentí hasta
que se aplique una carga.
804 197-A / 216 171−A / S-0769 / S-0774
2
Máx. (160 A CD)
Mín. (25 A CD)
Conecte el control
remoto de V/A
al receptáculo
remoto RC4
Fije el control de V/A
(a media gama:
al rededor de 160 A)
Ajuste el control remoto
de V/A (soldadura
convencional solamente)
3
1
Seleccione la polaridad
usando el interruptor CD/
interruptor CA,
o cambiando
las conexiones
de los cables.
En el ejemplo:
Proceso = “Stick” (Convencional)
(usando el Encender/Apagar Remoto)
Mín. = 25 A CC/CD
Máx. = 160 A CC/CD
REMOTO

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-217-454 Página 24
SECCIÓN 6 − OPERANDO EL EQUIPO AUXILIAR
! Use interruptores de protección
diferencial (GFCI) cuando utilice
equipos auxiliares. Si la unidad no
cuenta con tomas de corriente
protegidas por interruptores
diferenciales (GFCI), utilice un cab-
le de extensión protegido por un
GFCI para conectar la carga.
! Desenchufe el cordón de alimen-
tación antes de efectuar tareas de
reparación o mantenimiento en los
accesorios o herramientas.
La potencia del generador disminuye
conforme aumenta la corriente de solda-
dura.
1 Toma de corriente RC1, 120/240
Vca, 50 A
2 Tomas de corriente RC2 y RC3 de
120 Vca 20 A (la ilustración muestra
tomas de corriente con interruptor
diferencial GFCI)
RC1 suministra energía monofásica de 60
Hz cuando el generador alcanza la
velocidad adecuada para soldar o producir
energía eléctrica. La carga máxima ad-
mitida esde 11 kVA/kW.
RC2 y RC3 suministran energía
monofásica de 60 Hz cuando el generador
alcanza la velocidad adecuada para soldar
o producir energía eléctrica. La carga
máxima admitida por RC2 o RC3 es de 2,4
kVA/kW.
Tomas de corriente con interruptor
diferencial GFCI
Si se detecta una falla a tierra, el botón de
rearme del GFCI salta hacia fuera, se en-
ciende la luz roja y el circuito se abre para
desconectar el equipo defectuoso. Verifiq-
ue si hay herramientas, cordones, en-
chufes dañados, etc. conectados a la toma
de corriente. Pulse el botón para rearmar la
toma de corriente y reanudar su utilización.
Al menos una vez por mes, haga fun-
cionar el motor a la velocidad adecuada
para soldar o producir energía eléctrica
y oprima el botón de prueba para
verificar que el interruptor GFCI está fun-
cionando bien.
! Si la luz roja GFCI parpadea de
manera continua, reemplace la
toma de corriente.
3 Interruptor de protección
complementario CB1
CB1 protege a las tomas de corriente RC1,
RC2 y RC3 de las sobrecargas. Si CB1 ab-
re, las tomas de corriente no funcionan.
Ponga el interruptor en la posición On (en-
cendido) para rearmarlo.
4 Interruptor de protección
complementario CB2
5 Interruptor de protección
complementario CB3
CB2 protege a RC2 y CB3 protege a RC3
de las sobrecargas. Si el interruptor com-
plementario abre, la toma de corriente no
funciona.
Pulse el botón para rearmar el interruptor
complementario. Si el interruptor de
protección complementario continúa ab-
riendo, comuníquese con un agente del
servicio autorizado por la fábrica.
La potencia total que pueden suministrar
simultáneamente todas las tomas de corrien-
te está limitada a la potencia nominal del ge-
nerador (11 kVA/kW).
EJEMPLO: si se conecta una carga de 20
A en la toma de corriente doble de 120 V,
solo quedarán 23 A disponibles en la toma
de corriente de 120/240 V:
2 x (120 V x 20 A) + (240 V x 26 A) = 11 kVA/
kW
6-1. Receptáculos de potencia del generador
2
1
5
3
4

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-217-454 Página 25
6-2. Soldadura y potencia simultánea
Corriente de soldadura en
amperios
Energía total en vatios 120 V Receptáculo
Amperios
240 V Receptáculo
Amperios
300 1000 10 5
250 3500 31 15
200 5200 46 23
150 6700 60 30
100 8000 70 35
0 10,500 (pico) 88 44
6-3. Instrucciones de cableado para el enchufe monofásico opcional de 240 voltios, (NEMA 14-50P)
plug1 11/03 − 120 813-D
Se puede cablear el enchufe para
carga de 240 V, de 2 alambres, o
uno de 3 alambres de 120/240V.
Vea el diagrama de circuito.
1 Enchufe cableado para carga
de 120/240 V, 3 alambres
Cuando esté cableado para cargas
de 120 V, cada receptáculo doble
comparte una carga con una mitad
del receptáculo de 240 V.
2 Enchufe cableado para carga
de 240 V, 2 alambres
3 Terminal néutra (Plateada)
4 Termminal de carga 1(Latón)
5 Terminal de carga 2 (Latón)
6 Terminal de tierra (Verde)
7 Amperios disponibles usando
enchufe de 120/240 V
1
2
3
4
56
3
4
5
6
240V
240V
120V
120V
Herramientas necesarias:
240 V CA
120 V CA 120 V CA
*Sólo una carga de 240 V o dos cargas
de 120 V.
7
Corriente disponible en amperios
Receptáculo
de 240 V*
Cada receptáculo
doble de 120 V
V x A = Vatios
42
37
32
27
22
0
5
10
15
20

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-217-454 Página 26
SECCIÓN 7 − MANTENIMIENTO Y CORRECCION DE AVERIAS
7-1. Mantenimiento rutinario
! Pare el motor antes de dar mantenimiento.
Vea el Manual del Motor y Etiqueta de Manteni-
miento para información importante sobre arran-
que inicial, servicio, y almacenaje. Dé servicio más
frecuente al motor si se lo usó en condiciones ar-
duas, recias o duras.
Recicle los
líquidos del
motor.
= Chequee = Cambie = Limpie = Reemplace
* Debe ser hecho por un Agente Autorizado
por la Fábrica.
Referencia
Cada
8 horas
Sección 4-6
Nivel del refrigerante Nivel del combustible Nivel del aceite Derrames de aceite,
combustible
Cada
50 horas
Conexiones
del combustible
Conexiones
del combustible
Terminales para soldar
Cada
100 horas
5/16 pulg.
(8 mm.)
Manual
del motor,
Sección 7-3,
7-2
Elemento del depurador
de aire
Mangueras del
depurador de aire
Tensión de la correa. Terminales de la batería
Aceite
Cada
200 horas
Manual
del motor,
Sección 7-4
Filtro de aceite Mangueras del radiador Etiquetas no legibles Filtro del combustible
en línea
Filtro del combustible Velocidad del motor
Cada
500 horas
Manual
del motor,
Sección 7-3
Correa del ventilador Lave exhaustivamente
el radiador
Cables para soldar Anillos resbaladizos*
Carbones* 1500
Hours*
Cada
800 horas
O
Sección 7-3
Despeje de la válvula* Dentro de la unidad
Cada
2000 horas
Sección 7-3
Mangueras
de combustible
Mangueras
de combustible
Líquido de enfriar
y mangueras

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-217-454 Página 27
7-2. Servicio al depurador de aire
! Pare el motor.
AVISO − No haga funcionar el motor sin
el depurador de aire o su elemento sucio.
Daño al motor causado por usar un ele-
mento dañado no está cubierto por la ga-
rantía.
Se puede limpiar el elemento primario
del depurador de aire pero la capacidad
de sostener la suciedad se reduce con
cada limpieza. La probabilidad de que
tierra pase al lado limpio del depurador
mientras se lo limpia, más la posibili-
dad de averiar al filtro, hace riesgoso
limpiarlo. Considere el riesgo de hacer
un daño, no cubierto por la garantía,
cuando determine si es mejor limpiar o
reemplazar el elemento primario.
Si decide limpiar el elemento primario,
recomendamos vigorosamente la insta-
lación de un elemento de seguridad
opcional para proporcionar protección
adicional al motor. Nunca limpie el
elemento de seguridad. Reemplace
el elemento de seguridad después de
dar servicio tres veces el elemento
primario.
1 Múltiple de entrada
2 Indicador de servicio (Opcional)
3 Ventana
4 Botón para rearmar
Dé servicio al elemento del depurador de
aire si una banda roja aparece en la ven-
tana. Oprima el botón para rearmar el in-
dicador.
Limpie o reemplace el elemento primario
si está sucio (vea la nota arriba antes de
limpiarlo). Reemplace el elemento
primario si está averiado. Reemplace el
elemento primario anualmente o después
de limpiarlo seis veces.
5 Bastidor
6 Elemento de seguridad (Opcional)
7 Elemento primario
8 Tapa
9 Eyector del polvo
Para limpiar el filtro de aire:
Limpie con un trapo la tapa y el bastidor.
Quite la tapa para botar el polvo. Quite el
elemento o elementos. Restriegue el
polvo del interior de la tapa y bastidor con
un trapo húmedo. Vuelva a instalar el
elemento de seguridad (si presente).
Vuelva a instalar la tapa.
AVISO − No limpie el bastidor con una
manguera de aire.
Limpie el elemento primario con aire
comprimido solamente.
La presión de aire no debe exceder
100 lbs/pulg.cuad. (690 kPa). Use boqui-
lla de 1/8 pulg. (3 mm) y mantenga la
boquilla por lo menos a 2 pulg. (51 mm) de
la parte interna del elemento. Reemplace
el elemento primario si tiene huecos o
juntas averiadas.
Reinstale el elemento primario y la tapa
(eyector de polvo hacia abajo).
Mantenga la boquilla
a 2 pulg. (51 mm) del
elemento.
Soplo
Inspección
1
5
6
Opciional
23 4
REF: aircleaner1 9/02− ST-153 929-B / ST-153 585 / Ref. S-0698-B

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-217-454 Página 28
7-3. Etiqueta de mantenimiento y actividades de mantenimiento de motor
! Detenga al motor y déjelo enfriar.
Aceite y combustible
1 Válvula para drenar el aceite
2 Filtro de aceite
Cambie el aceite y filtro del motor según
el manual del motor.
Cierre la válvula y la tapa de la válvula
antes de añadir aceite y dar marcha al
motor.
Llene el cárter con aceite nuevo a la marca
“full” (lleno) en la varilla de medir (vea
Sección 4-6).
3 Conductos (líneas) del combustible
Reemplace las líneas de combustible si
están agrietadas o desgastadas.
4 Cedazo del combustible, en línea
Instale un filtro nuevo como se muestra.
5 Filtro del combustible
Reemplace el filtro según el manual del motor.
Seque todo derrame de combustible.
Arranque el motor y chequee que no haya
fugas de combustible.
! Detenga al motor, apriete las cone-
xiones como fuera necesario, y lim-
pie el combustible derramado.
Refrigerante
6 Tapa del radiador
7 Llaves para drenar el radiador (una
localizada en el fondo del radiador)
Drene el refrigerante líquido según el proce-
dimiento indicado en el manual del motor.
Añada refrigerante líquido al motor como
sigue:
8 Tapa del bastidor del termostato
Quite la tapa del bastidor del termostato.
Añada líquido refrigerante al radiador hasta
que el líquido esté en la parte de abajo del
lugar para llenar y líquido salga del hueco de
la tapa del bastidor del termostato. Esto
garantiza que se ha purgado todo el aire del
sistema.
Vuelva a instalar la tapa y la tapa del radia-
dor. Chequee el nivel del refrigerante en la
botella de recuperación.
El líquido refrigerante es una mezcla de
agua y anticongelante basado en glicol de
etileno. Se debe usar una solución de 50%
anticongelante y 50% de agua en este mo-
tor. No use 100% de anticongelante porque
ocurrirá un daño grave.
4
3
3
1
8
2
7
6
5
7

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-217-454 Página 29
804 197-A / Ref 803 111-A / 227 727

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-217-454 Página 30
7-4. Ajuste de la velocidad del motor
Si el motor no arranca o se detiene bien, verifique que el solenoide del combustible esté bien instalado antes de ajustar la velocidad del motor.
(Vea la Sección A que sigue.)
Si el motor no se queda en la velocidad de ralentí, verifique que el solenoide esté bien instalado y ajustado antes de ajustar la velocidad del motor.
(Vea la Sección B que sigue.)
Si el motor funciona bien pero las velocidades están incorrectas, no ajuste los solenoides. Ajuste la velocidad del motor según las instrucciones
dadas en la Sección C.
A. Verificando el solenoide de combustible
Ref. 804 197-A / 802 649
! Pare el motor.
Si el motor no arranca o se detiene cuando
use en interruptor de controlar el motor,
chequee la posición del solenoide de com-
bustible.
Ajuste de la posición del solenoide de
combustible
1 Solenoide de combustible
2 Tornillo de detención
3 Tornillos de montaje del solenoide de
combustible
El tornillo de detener está fijado por la fá-
brica y no se lo debería ajustar.
Cuando se lo ajusta bien, el sostén del sole-
noide está ligeramente desplazado del filo
del bloque del motor y el acoplamiento del
solenoide se mueve fácilmente entre el
tornillo de detención y la parada interna del
solenoide de combustible.
Si es necesario ajustarlo, afloje los tornillos
de montaje del solenoide y empuje el sos-
tén del solenoide hacia atrás, acercándolo
al motor lo más que se pueda.
Continúe empujando el sostén del solenoide
en la dirección horaria mientras aprieta los
tornillos de montaje.
4 Palanca para apagar
5 Tornillo de detención
6 Tuerca para trabar el tornillo de
detención
7 Tuerca para trabar el solenoide
de combustible
8 Émbolo
El tornillo de detener está fijado por la fá-
brica y no se lo debería ajustar.
Sostenga el solenoide del acelerador en la
posición de ralentí (energizado). Si la palanca
de apagar está tocando, o dentro de
1/16 pulg. de distancia del tornillo de deten-
ción, el solenoide de combustible está ajus-
tado apropiadamente.
Si la palanca está a más de 1/16 pulg. del
tornillo de detención, verifique el despeje
entre la tuerca de trabar y el solenoide de
combustible. Si existe un despeje entre la
tuerca de trabar y el solenoide, afloje la tuerca
y dé vuelta al émbolo en dirección horaria
hasta que la palanca toque el tornillo de
detención. Vuelva a apretar la tuerca.
Si no hay despeje entre la tuerca de trabar
y el solenoide, afloje los tornillos de montaje
del solenoide y reposicione el solenoide como
se describió al principio de esta sección.
Herramientas necesarias:
Verifique la el
sostén de montaje
esté desplazado
desde el filo del
motor.
2
1
3
Apriete los tornillos de montaje cuando
el solenoide esté en la posición correcta.
65
7
8
4
7/16 pulg.
10, 14 mm

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-217-454 Página 31
B. Chequeo del solenoide del acelerador
Ref. 804 197-A / 802 649
! Pare el motor.
Si el motor no se queda en la
velocidad de ralentí, verifique que
el solenoide del acelerador y el
acoplamiento estén instalados
correctamente.
Ajuste de solenoide del acelerador
1 Solenoide del acelerador
2 Tuerca de trabar
3 Enlace del solenoide
4 Perno de hombro
5 Palanca del acelerador
6 Varilla del solenoide
7 Tornillo de montaje del
solenoide del acelerador
Afloje la tuerca de trabar, quite el
perno de hombro, y quite el acopla-
miento de la palanca del acelera-
dor. Instale el enlace 5/8 pulg.
(16 mm) en la varilla del solenoide.
Reconecte el enlace al perno del
hombro y palanca del acelerador.
Presione la varilla del solenoide a la
posición ralentí (energizada) y
chequee que exista un movimiento
lateral sin obstrucciones del enlace
del acelerador en la palanca del
acelerador. Si el enlace se atranca,
afloje los tornillos de montaje del
solenoide. Mueva el solenoide lige-
ramente hasta que el enlace se
mueva libremente con el solenoide
en las posiciones relajada y ener-
gizada. Apriete los tornillos.
Apriete la tuerca de trabar.
Vaya al paso C.
3/8, 7/16 pulg.
Herramientas necesarias:
1 2 3
5/8 pulg
(16 mm)
5
6
7
Chequee que haya
movimiento sin obstrucción
del enlace con el solenoide
en la posición energizada.
Verifique que el movi-
miento del enlace no
tenga obstrucciones
con el solenoide en
la posición relajada.
4
5/32 pulg.

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-217-454 Página 32
C. Ajustes para la velocidad del motor
Ref. 804 197-A / 801 963
Antes de ajustar la velocidad del
motor, verifique que el solenoide del
acelerador esté instalado bien (vea
Sección B en la página anterior).
Chequee las velocidades del motor (vea la
tabla) con un tacómetro o use las pantallas
de mantenimiento como sigue: Con el
motor funcionando y el interruptor
Process Selector (Seleccionador del pro-
ceso) en cualquier posición “Stick HOT”,
haga ciclo tres veces al interruptor de
control del motor desde “Run/idle”
(Marcha/ralentí) a “Speed Lock” (Traba de
Velocidad) y los medidores mostrarán los
rpm’s del motor. Precisión es ±16 rpm’s.
Si necesario, ajuste las velocidades como
sigue:
Arranque el motor y hágalo funcionar
hasta que esté caliente. Dé vuelta al
control V/A al máximo.
Ajuste de la velocidad de ralentí
Dé vuelta al control del motor a la posición
Run/idle (Marcha/ralentí).
1 Solenoide del acelerador
2 Tuerca de trabar de la velocidad
de ralentí
3 Émbolo
4 Enlace del acelerador
5 Palanca del acelerador
Afloje la tuerca de trabar. Mientras sostie-
ne el enlace del acelerador con una llave
de 3/8 de pulg., dé vuelta al émbolo en di-
rección horaria para incrementar la veloci-
dad de ralentí o dirección anti-horaria para
disminuir la velocidad de ralentí.
Después de ajustar la velocidad de
ralentí, verifique que el enlace del ace-
lerador esté paralelo con la palanca
del acelerador. Si necesario, afloje la
tuerca de trabar de la velocidad de
ralentí y cambie de posición al enlace
del acelerador.
No dé torsión a la bota del solenoide
mientras ajuste la velocidad del motor.
Apriete la tuerca de trabar.
Ajuste de la velocidad “Weld/power”
(Soldar/potencia)
Arranque el motor y hágalo funcionar has-
ta que esté caliente. Dé vuelta al control
V/A al máximo.
6 Tuerca de trabar de “Weld Speed”
velocidad de soldar
7 Tornillo de ajuste
Dé vuelta al control del motor a la posición
“Run” (Marcha). Afloje la tuerca y dé vuelta
al tornillo en la dirección anti-horaria para
incrementar la velocidad. Déle vuelta
horariamente para disminuir la velocidad.
Apriete la tuerca.
2375−2450 rpm
39.6−40.8 Hz
3675−3750 rpm
61.3−62.5 Hz
3/8, 7/16 pulg.
10, 14 mm
Herramientas necesarias:
2
3
67
1
Asegúrese que el enlace del
acelerador esté paralelo con
la palanca del acelerador.
No dé torsión a la bota del
solenoide mientras ajuste
la velocidad del motor.
45
Ralentí
Soldadura/
Potencia

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-217-454 Página 33
! Pare el motor.
Cuando se abre un disyuntor o
fusible, esto generalmente
indica que existe un problema
serio. Contacte un Agente de
Servicio Autorizado de la
Fábrica.
1 Protector suplementario CB4
CB4 protege la bobina del estator
que da 24 voltios CA de salida al re-
ceptáculo remoto RC4. Si se abre
CB4, la salida de 24 voltios CA
desaparecerá en RC4.
Los protectores suplementarios
CB1 y CB3 protegen la bobina
del estator que suministra la
salida de 115 voltios CA al
receptáculo remoto RC4 (vea
Sección 4-10).
Presione el botón para rearmar.
2 Disyuntor de circuito CB7
CB7 protege el circuito de la bujía
incandescente del motor. Si se abre
el CB7, la bujía incandescente no
calienta. CB7 automáticamente se
rearma cuando se corrige la falla.
3 Disyuntor de circuito CB8
CB8 protege el circuito de batería
del motor. Si se abre el CB8, el
motor no arrancará. CB8 auto-
máticamente se rearma cuando se
corrige la falla.
7-5. Protección contra sobrecargas
2
3
1

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-217-454 Página 34
7-6. Tablas de corrección de averías
A. Soldadura
Dificultad Remedio
No hay salida de soldar. Chequee las fijaciones del control de soldadura.
Chequee las conexiones de soldadura.
Desconecte el equipo de los receptáculos del generador de potencia durante arranque inicial.
Incremente las fijaciones de control de voltaje/amperaje del panel frontal y/o remotas (vea Secciones
5-2 y 5-6).
Chequee y asegure las conexiones al receptáculo RC4 (vea Secciones 4-10).
Haga que un Agente de Servicio Autorizado por la Fábrica chequee las escobillas, anillos resbaladizos
y las tablillas de circuito PC1 y PC2.
La salida de suelda es baja. Chequee las fijaciones del control.
Incremente las fijaciones de control de voltaje/amperaje del panel frontal y/o remotas (vea Secciones
5-2 y 5-6).
Revise y limpie el filtro de aire como fuera necesario (vea Sección 7-2).
Limpie y/o reemplace el filtro de combustible y el cedazo en línea del combustible como fuera
necesario (vea Sección 7-3).
Chequee la velocidad del motor, y ajústela si fuera necesario. (Vea Sección 7-4).
Vea el manual del motor.
Haga que un Agente de Servicio Autorizado por la Fábrica chequee las escobillas, anillos resbaladizos
y las tablillas de circuito PC1 y PC2.
La salida de soldadura es alta. Chequee las fijaciones del control.
Chequee y ajuste la velocidad del motor (vea Sección 7-4).
Chequee que no haya obstrucción en el movimiento del enlace del solenoide (vea Sección 7-4).
Haga que un Agente de Servicio Autorizado por la Fábrica chequee las tablillas de circuito PC1 y PC2.
La salida de soldadura
no se puede ajustar.
Haga que un agente de servicio autorizado de la fábrica revise la tablilla de control PC2 de la
corriente de campo.
La salida de soldadura es errática.
Chequee las fijaciones del control.
Limpie y apriete las conexiones dentro y fuera de la unidad.
Chequee y asegure las conexiones de los cables al control remoto.
Asegúrese que la conexión a la pieza de trabajo esté limpia y apretada.
Desenvuelva el enrollado excesivo de los cables de soldar.
Use electrodos secos, y almacenados apropiadamente.
Chequee y ajuste la velocidad del motor (vea Sección 7-4).
Chequee el gas de protección, asegure que tenga el gas de protección apropiado mientras esté
soldando.
Haga que un Agente de Servicio Autorizado por la Fábrica chequee las escobillas, anillos resbaladizos
y las tablillas de circuito PC1 y PC2.
No hay control remoto de voltaje/
amperaje.
Chequee y apriete las conexiones al receptáculo RC4 (véa Sección 4-10). Chequee y asegure las
conexiones de los cables al control remoto.
No hay control de voltaje/amperaje
del panel frontal.
Desconecte el control remoto del receptáculo remoto RC4 si no se lo necesita para el proceso de
soldar (vea Sección 4-10).
No hay salida de potencia de 24 voltios
ca en el receptáculo remoto RC4.
Rearme el protector suplementario CB4 (vea Sección 7-5).

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-217-454 Página 35
Dificultad Remedio
No hay salida de 115 voltios ca en
el receptáculo remoto RC4.
Rearme los protectores suplementarios CB1 y/o CB3 (vea Sección 6-1).
Falta de alta frecuencia, dificultad en
establecer arco de soldadura de gas
tungsteno (TIG).
Use el tamaño apropiado de tungsteno para el amperaje de soldadura.
Reduzca el escape de alta frecuencia desde la antorcha o el cable de trabajo (chequee conexión a
tierra, quite bobinas excesivas del cable de soldar, use cables de soldar más cortos, etc.).
Verifique que cables y antorcha no tengan aislamiento deteriorado, o conexiones malas.
Repare o reemplace las piezas necesarias.
Arco deambulante, mal control de la
dirección del arco.
Reduzca el flujo del gas.
Seleccione el tamaño apropiado de tungsteno. Prepare el tungsteno apropiadamente.
El electrodo de tungsteno se está
oxidando y no queda brillante al
terminar de soldar.
Proteja la zona de soldar de viento y brisas.
Incremente el tiempo de posflujo.
Verifique y apriete todos los acoples de gas.
Prepare el tungsteno apropiadamente.
B. Generador
Dificultad Remedio
No hay salida de potencia. Rearme los protectores suplementarios CB1, CB2 y/o CB3 (vea Sección 6-1).
Haga que un Agente de Servicio Autorizado por la Fábrica chequee las escobillas, anillos resbaladizos
y las tablillas de circuito PC1 y PC2.
La salida de potencia es baja. Chequee y limpie el filtro de aire como fuera necesario.
Limpie y/o reemplace el filtro de combustible y el cedazo en línea del combustible como fuera
necesario (vea Sección 7-3).
Chequee la velocidad del motor, y ajústela si fuera necesario. (Vea Sección 7-4.)
Vea el manual del motor.
La salida de potencia es alta. Chequee la velocidad del motor, y ajústela si fuera necesario. (Vea Sección 7-4.)
La salida de potencia es errática. Chequee el cableado y conexiones del receptáculo.
Chequee el gobernador de motor según el manual del motor.
Haga que un Agente de Servicio Autorizado por la Fábrica chequee las eacobillas, anillos resbaladizos
y la tablilla de control PC2 de la corriente de campo.
C. Motor
Dificultad Remedio
El motor no da vueltas. El protector suplementario CB8 puede estar abierto (vea Sección 7-5). Espere y vuelva a tratar.
Chequee el voltaje de la batería.
Chequee las conexiones de la batería y apriételas si fuera necesario.
Chequee enchufe del control del motor y las conexiones del cableado del motor.
Haga que un Agente de Servicio Autorizado chequee el interruptor S2 de control del motor, o el protector
suplementario CB8.

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-217-454 Página 36
Dificultad Remedio
El motor da vueltas pero no arranca. Chequee el nivel del combustible (vea Sección 5-1).
Abra la válvula del combustible (vea Sección 4-6).
Dé servicio al cernidor en línea del combustible y al filtro de combustible. (Vea Sección 7-3.)
Chequee la batería, y reemplácela si fuera necesario.
Chequee el sistema de carga del motor según el manual del motor.
Vacíe el aire de sistema de combustible según el manual del motor.
Chequee el solenoide del combustible según el manual del motor.
Haga que un Agente de Servicio Autorizado de la Fábrica chequee el interruptor de la bujía
incandescente S6, la bujía incandescente, y el relevador de control CR3.
El motor arranca pero se detiene
cuando el interruptor S2 de control del
motor regresa a la posición “Run/idle”
(Marcha/ralentí).
Chequee el nivel del aceite (vea Sección 4-6). El motor no arrancará si la presión del aceite está muy
baja.
Chequee el nivel del refrigerante y la correa del ventilador (vea Sección 4-6 y el manual del motor).
El motor no arrancará si la temperatura del motor está muy alta.
Chequee y vuelva a llenar el cárter con aceite de la viscosidad apropiada para la temperatura de
operación, si fuera necesario (vea Sección 4-6).
Haga que un Agente de Servicio Autorizado por la fábrica chequee el interruptor S5 que apaga por
baja presión, y el interruptor de temperatura del motor S4.
El motor no se detiene. Detenga al motor cerrando la válvula de combustible (vea Sección 5-6). Ajuste el solenoide de
apagar (vea Sección 7-4).
El motor se detuvo durante operación
normal.
Chequee el nivel del combustible (vea Sección 5-1).
Abra la válvula del combustible (vea Sección 4-6).
Chequee el nivel del aceite (vea Sección 4-6). El motor se detiene si la presión del aceite está
demasiado baja.
Chequee el nivel del refrigerante y la correa del ventilador (vea Sección 4-6 y el manual del motor).
El motor se detiene si la temperatura está demasiado alta.
Haga que un Agente de Servicio Autorizado por la fábrica chequee el interruptor S5 que apaga por
baja presión, y el interruptor de temperatura del motor S4.
La batería se descarga entre usos. Limpie la parte superior de la batería con una solución de agua y bicarbonato de sodio; enjuague con
agua limpia.
Periódicamente recargue la batería (aproximadamente cada 3 meses).
Reemplace la batería.
Chequee el regulador de voltaje según el manual del motor.
El motor no regresa a la velocidad de
ralentí cuando se ha quitado la carga
en el interruptor “Run/idle”
(Marcha/ralentí).
Quite toda carga en potencia de soldadura y generación.
Chequee que no haya obstrucción en el movimiento del enlace del solenoide (vea Sección 7-4).
Haga que un Agente de Servicio Autorizado por la Fábrica chequee el transformador de corriente
CT1, el interruptor de traba de ralentí S7, el solenoide del acelerador TS1, y el interruptor de control
del motor S2.
El motor no se queda en la velocidad
de “weld/power” cuando se aplica una
carga de soldadura o generación con
el control del motor en la posición
“Run/idle” (Marcha/ralentí).
Chequee que no haya obstrucción en el movimiento del enlace del solenoide (vea Sección 7-4).
Haga que un Agente de Servicio Autorizado por la Fábrica chequee el relevador de control CR2, el
relevador de control CR4, el transformador de corriente CT1, y el solenoide del acelerador TS1.
El motor no se queda en la velocidad
de ralentí con el interruptor de control
del motor en la posición “Speed Lock”
(Traba de Velocidad) y el interruptor
“Idle Lock” (Traba de Ralentí) el la
posición “Idle” (Ralentí).
Chequee que no haya obstrucción en el movimiento del enlace del solenoide (vea Sección 7-4).
Haga que un Agente de Servicio Autorizado por la Fábrica chequee el relevador de control CR2, el
relevador de control CR4, el interruptor de traba de ralentí S7, y el solenoide del acelerador TS1.
El motor usa aceite durante el período
de funcionamiento inicial; ocurre
chimenea mojada.
Seque al motor (vea Sección 10).

Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-217-454 Página 37
SECCIÓN 8 − LISTA DE PARTES
8-1. Piezas de repuesto recomendadas
Piezas de repuesto recomendadas
Marc.
Diag.
No. de
pieza
Descripción Cantidad
187441 Elemento, depurador de aire 1.................... .. ......................................
♦202102 Elemento, seguridad del depurador de aire 1.................. .. .........................
213858 Filtro, combustible, en línea 5/16x5/16 Mic 125 −175 1.................... .. .................
187442 Elemento, filtro de combustible 1.................... .. ....................................
187443 Filtro de aceite 1.................... .. .................................................
187459 Correa, ventilador 1.................... .. ...............................................
BUJÍA INCANDESCENTE 187820 Bujía incandescente 1. .. .............................................
187819 Montaje, inyector 1.................... .. ................................................
206421 Juego de filtro, Kubota 722 (Incluye elemento del depurador de aire, .................... ..
filtros de combustible, aceite) 1.....................................
♦Opcional
Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com

OM-217 454 Página 38
SECCIÓN 9 − DIAGRAMA ELECTRICO
Ilustración 9-1. Diagrama de circuito para el generador de soldadura

OM-217 454 Página 39
247 676-B

OM-217 454 Página 40
SECCIÓN 10 − PROCEDIMIENTO DE ARRANQUE INICIAL
run_in_D722 9/05
10-1. Tubo de escape (chimenea) mojado
1 Generador de Soldadura
Este motor no debería requerir
procedimientos de arranque inicial.
Ponga la unidad en servicio regular.
2 Tubo de escape del motor
La “chimenea” mojada, o el tubo de
escape mojado es causado por
combustible, que no se ha encendi-
do, depositado en el tubo de esca-
pe y ocurre cuando se ha hecho
funcionar al motor con carga baja o
en revoluciones de ralentí, por
mucho tiempo.
Si el tubo de escape está cubierto
por una sustancia mojada, negra,
como alquitrán, póngase en con-
tacto con el departamento de servi-
cio de la fábrica para averiguar
sobre los procedimientos para se-
car apropiadamente al motor y a
asentar los anillos (rines) de los
pistones.
2
1

OM-217 454 Página 41
SECCIÓN 11 − DATOS DE RENDIMIENTO
Idle
Weld
3600
RPM
0 50 100 150 200 250 300
0.00
0.25
0.50
0.75
1.00
1.25
1.50
1.75
2.00
US Gal./Hr.
11-1. Curvas del consumo de combustible
226795-A / 226 796-A
Consumo de combustible para potencia auxiliar
Consumo de combustible para soldadura
AMPERIOS DE SOLDADURA CD A 100% DE CICLO DE TRABAJO
En una obra típica usando electro-
dos 7018 de 1/8−plg. (125 amps,
20% ciclo de trabajo) se puede con-
seguir cerca de 24 horas de opera-
ción.
Soldando a 150 amps al 40% de ci-
clo de trabajo, se usa aproximada-
mente 1/2 de galón por hora cerca
de 22 horas de operación.
EN RALENTÍ
KW DE POTENCIA AUXILIAR A 100% DE CICLO DE TRABAJO
01 2 5 6 8 10
0.00
0.20
0.40
0.60
0.80
1.00
1.20
US Gal./Hr.
34 7 9

OM-217 454 Página 42
La curva de potencia CA del
generador muestra la potencia del
generador que está disponible en
los receptáculos.
11-2. Curva de la energ
í
a o potencia del generador
Amperios CA a 120 voltios
Amperios CA a 240 Voltios
Voltios CA
0
0
10 20 30 40 50 60 70
0 20 40 60 80 100 120 140
50
100
150
200
250
300
0
25
50
75
100
125
150
11-3. Ciclo de trabajo
200 293
AMPERIOS PARA SOLDAR
%CICLO DE TRABAJO
CA/CC
CD/VC
CD/CC
1 100% Ciclo de trabajo
Ciclo de trabajo es el porcentaje de
10 minutos que la unidad puede
soldar a la carga nominal sin reca-
lentarse.
Ésta máquina tiene la capaci-
dad de 250 A para soldadura
continua.
AVISO − Soldando más allá del ci-
clo de trabajo puede dañar la uni-
dad invalidar la garantía.
1

OM-217 454 Página 43
226 792-A / 226 793-A
La curva voltio-amperio demuestra
la capacidad mínima y máxima
normales en voltaje y amperaje del
generador de soldar. Las curvas de
otras selecciones caen entre las
curvas demostradas.
A. Modo CC/CD para “Stick” (convencional)
11-4. Curvas voltio-amperio para modo “stick” (convencional)
B. Modo CC/CA para “STICK” (convencional)
Amperios CD
VOLTIOS CD
0
0
50 100 150 200 250 300 350 400
10
20
30
40
50
60
70
80
90
Amperios CA
Voltios CA
0
0
50 100 150 200 250 300
10
20
30
40
50
60
70
80
90

OM-217 454 Página 44
226 758-A / 226 759-A
11-5. Curvas voltio-amperio para modo TIG
0
0
50 100 150 200 250 300
10
20
30
40
50
60
70
80
90
Voltios
Amperios
0
0
50 100 150 200 250 300 350
10
20
30
40
50
60
Voltios
Amperios
La curva voltio-amperio demuestra
la capacidad mínima y máxima
normales en voltaje y amperaje del
generador de soldar. Las curvas de
otras selecciones caen entre las
curvas demostradas.
A. Modo CC/CA para TIG
B.
Modo CC/CD para TIG

OM-217 454 Página 45
La curva voltio-amperio demuestra
la capacidad mínima y máxima
normales en voltaje y amperaje del
generador de soldar. Las curvas de
otras selecciones caen entre las
curvas demostradas.
11-6. Curva voltio/amperio para modo MIG
226 757-A
0
0
100
200 300 400 500
600 700
5
10
15
20
25
30
35
40
Voltios
Amperios

OM-217 454 Página 46
SECCIÓN 12 − RECOMENDACIONES PARA PREGUNTAS
SOBRE LOS GENERADORES DE POTENCIA
Las ilustraciones de esta sección representan a todos los generadores de soldadura impulsados a motor. Es posible que su unidad sea diferente
de la que se muestra aquí.
1 Receptáculos de potencia
generador − alambre neutro
está unido al armazón
2 Enchufe de 3 púas del equipo
que está aterrizado a su
bastidor
3 2 púes para equipo con
aisamiento doble
Asegúrese que el equipo tenga
el símbolo indicando que esté
aislado doblemente y/o las pa-
labras que así lo indiquen.
! No use enchufes de 2 púas a
no ser que el equipo sea de
doble aislamiento.
12-1. Seleccionando el equipo
O
2
3
gen_pwr 2011−04spa − ST-800 577
1
! Siempre conecte el armazón del generador al
armazón del vehículo para evitar los peligros
de descarga eléctrica y golpes de electricidad
estática.
! Vea también la hoja del AWS sobre Safety &
Health Fact Sheet No. 29 (Seguridad y Salud),
acerca de conectar a tierra Generadores de
Soldadura Portátiles o Montados en Vehícu-
los.
1 Terminal para Conectar a Tierra el Equipo
(panel frontal)
2 Cable de Tierra (no se provee)
3 Armazón de Metal del Vehículo
Conecte el cable del terminal de tierra al chasís
metálico del vehículo. Use alambre de cobre de
tamaño No.8 AWG (10 mm
2
) o más grande.
Una eléctricamente el armazón del generador al
armazón del vehículo por un contacto de metal a
metal.
! Los forros de la cama (paila) del vehículo, pa-
letas de embarcar, y algunos de los carros de
ruedas aislan al generador de soldadura del
chasís del vehículo que lo porta. Siempre
conecte un alambre de tierra, del terminal de
tierra del equipo de soldadura, al metal des-
nudo del chasís del vehículo, como se mues-
tra aquí.
! Use interruptores de protección diferencial
(GFCI) cuando utilice equipos auxiliares. Si la
unidad no tiene receptáculos GFCI, use un
alambre de extensión protegido por GFCI
12-2. Aterrizando el generador al armazón de la camioneta, camión, o remolque
1
3
2
GND/PE
800 652-D

OM-217 454 Página 47
1 Terminal para Conectar a
Tierra el Equipo
2 Cable de Tierra
Use alambre de cobre de tamaño
No.8 AWG (10 mm
2
) o más grande.
3 Dispositivo de Tierra
Use un dispositivo de tierra
como lo dicen los códigos eléc-
tricos.
! Aterrice el generador al sis-
tema de tierra si está
dándose corriente al sistema
de alambrado de un edificio
(casa, taller, hacienda).
! Vea también la hoja del AWS
sobre Safety & Health Fact
Sheet No. 29 (Seguridad y
Salud), acerca de conectar a
tierra Generadores de Solda-
dura Portátiles o Montados
en Vehículos.
12-3. Aterrizando la unidad cuando se da potencia a sistemas de construcción
ST-800 576-B
GND/PE
1 2
2
3
1 Carga Resistiva
Un bombillo o foco para luz es una carga
resistiva y requiere una cantidad cons-
tante de potencia.
2 Carga No Resistiva
Equipo que tenga un motor es una carga
no resistiva y requiere aproximadamente
seis veces más potencia cuando está
arrancando el motor que cuando está
funcionando (véase la Sección 12-8).
3 Datos de Capacidad
Los datos muestran los voltios y ampe-
rios o vatios que se requieren para hacer
funcionar el equipo.
AMPERIOS x VOLTIOS =
VATIOS
EJEMPLO 1: Si un taladro usa 4.5 ampe-
rios a 115 voltios, calcule el requerimien-
to de potencia en vatios.
4.5 A x 115 V = 520 vatios
La carga aplicada por el taladro es 520
vatios
EJEMPLO 2: Si se usan 3 lámparas de
iluminación de 200 vatios con el taladro
del ejemplo 1, añada las cargas indivi-
duales para calcular la carga total.
(3 x 200 W) + 520 W = 1120 w
La carga total que se ha aplicado para las
tres lámparas y el taladro es 1120 Vatios.
12-4. ¿Cuánta potencia requiere el equipo?
S-0623
1
2
3
3
VOLTIOS 115
4,5
60
AMPS
Hz

OM-217 454 Página 48
12-5. Requerimientos aproximados de potencia para motores industriales
Motores Industriales Capacidad Vatios para Arrancar Vatios para Funcionar
Fase Dividida 1/8 HP 800 300
1/6 HP 1225 500
1/4 HP 1600 600
1/3 HP 2100 700
1/2 HP 3175 875
Arranque con Capacitador − Funcionamiento con
Inducción
1/3 HP 2020 720
1/2 HP 3075 975
3/4 HP 4500 1400
1 HP 6100 1600
1-1/2 HP 8200 2200
2 HP 10550 2850
3 HP 15900 3900
5 HP 23300 6800
Arranque con Capacitador − Funcionamiento con
Capacitador
1-1/2 HP 8100 2000
5 HP 23300 6000
7-1/2 HP 35000 8000
10 HP 46700 10700
Servicio de Ventilación 1/8 HP 1000 400
1/6 HP 1400 550
1/4 HP 1850 650
1/3 HP 2400 800
1/2 HP 3500 1100
12-6. Los requerimientos aproximados de potencia para una hacienda/casa
Equipo en Hacienda/Casa Capacidad Vatios para Arrancar Vatios para Funcionar
Decongelador de Tanque Estándar 1000 1000
Limpiador para Granos 1/4 HP 1650 650
Cinta Portátil 1/2 HP 3400 1000
Cinta Transportadora de Granos 3/4 HP 4400 1400
Enfriador de Leche 2900 1100
Ordeñador (Bomba de Vacío) 2 HP 10500 2800
MOTORES DE SERVICIO DE HACIENDA 1/3 HP 1720 720
Estándar (e.g.: Cinta Transportadora, 1/2 HP 2575 975
Empujadores de Grano, 3/4 HP 4500 1400
Compresores de Aire) 1 HP 6100 1600
1-1/2 HP 8200 2200
2 HP 10550 2850
3 HP 15900 3900
5 HP 23300 6800
De Alta Torsión (e.g. Limpiadores de Graneros,
Descargadores de Silos, Grúas de Silos,
Alimentadores de Cama)
1-1/2 HP 8100 2000
5 HP 23300 6000
7-1/2 HP 35000 8000
10 HP 46700 10700
Mezcladora de 3-1/2 pies
3
1/2 HP 3300 1000
Lavadora de Alta Presión 1.8 Gal./Min. 500 lbs./pulg.
2
3150 950
Con Lavadora con 2 gal./min. 550 lbs./pulg.
2
4500 1400
2 gal./min. 700 lbs./pulg.
2
6100 1600
Refrigeradora o Congeladora 3100 800
Bomba de Pozo 1/3 HP 2150 750
1/2 HP 3100 1000
Bomba para Subterráneo 1/3 HP 2100 800
1/2 HP 3200 1050

OM-217 454 Página 49
12-7. Requerimientos aproximados de potencia para equipo de contratista
Contratista Capacidad Vatios para Arrancar Vatios para Funcionar
Taladro de Mano 1/4 pulg. 350 350
3/8 pulg. 400 400
1/2 pulg. 600 600
Sierra Circular 6-1/2 pulg. 500 500
7-1/4 pulg. 900 900
8-1/4 pulg. 1400 1400
Sierra de Mesa 9 pulg. 4500 1500
10 pulg. 6300 1800
Sierra de Banda 14 pulg. 2500 1100
Amoladora de Banco 6 pulg. 1720 720
8 pulg. 3900 1400
10 pulg. 5200 1600
Compresor de Aire 1/2 HP 3000 1000
1 HP 6000 1500
1-1/2 HP 8200 2200
2 HP 10500 2800
Sierra de Cadena Eléctrica 1-1/2 HP, 12 pulg. 1100 1100
2 HP, 14 pulg. 1100 1100
Recortador Eléctrico Estándar de 9 pulg. 350 350
De Servicio Pesado 12 pulg. 500 500
Cultivador Eléctrico 1/3 HP 2100 700
Cortador de Plantas Eléctricas 18 pulg. 400 400
Luces de Iluminación HID 125 100
Hálido de Metal 313 250
Mercurio 1000
Sodio 1400
Vapor 1250 1000
Bomba Sumergible 400 gal./hr. 600 200
Bomba Centrífuga 900 gal./hr. 900 500
Lustrador de Pisos 3/4 HP, 16 pulg. 4500 1400
1 HP, 20 pulg. 6100 1600
Lavador de Alta Presión 1/2 HP 3150 950
3/4 HP 4500 1400
1 HP 6100 1600
Mezclador de Tambores de 55 gal. 1/4 HP 1900 700
Aspiradora en Mojado y en Seco 1.7 HP 900 900
2-1/2 HP 1300 1300

OM-217 454 Página 50
12-8. Potencia requerida para arrancar un motor
Requerimientos de Arranque para Motores Monofásicos de Inducción
Code de
arranque del
motor
G H J K L M N P
KVA/HP 6,3 7,1 8 9 10 11,2 12,5 14,0
1 Código de Arranque de Motor
2 Amperaje de Funcionamiento
3 Caballaje del Motor
4 Voltaje del Motor
Para encontrar el amperaje de arranque:
Paso 1: Encuentre el código y use la tabla
para encontrar el kVA/HP. Si el código no
está enlistado, multiplique el amperaje de
funcionamiento por seis para encontrar el
amperaje de arranque.
Paso 2: Encuentre el HP del motor y los
voltios.
Paso 3: Determine el amperaje de
arranque (véase el ejemplo).
El amperaje de salida del generador del
soldador, debe ser por lo menos dos
veces el amperaje con que funciona el
motor.
(kVA/HP x HP x 1000) / Voltios =
Amperaje de arranque
Ejemplo: Calcule el amperaje de arran-
que requerido para un motor de 230 V, 1/4
HP con un código de arranque del motor
de M.
Voltios = 230 HP = 1/4
kVA/HP = 11,2
11,2 x 1/4 x 1000) / 230 = 12,2A
Para arrancar el motor se requiere 12,.2
amperios
S-0624
VOLTS AMPS
HP
230 2.5
1/4
Hz
PHASE
CODE 60
1
M
MOTOR CA
1
2
3
4
1 Limite la Carga al 90% de la
Salida del Generador
Siempre arranque cargas que no
sean resistivas (motor) en la orden
de lo más grande a lo más peque-
ño, y añada las cargas resistivas al
último.
2 La Regla de los 5 Segundos
Si el motor no arranca dentro de 5
segundos apague la potencia para
evitar daño al motor. El motor
requiere más potencia de lo que el
generador puede entregar.
12-9. ¿Cuánta potencia puede entregar el generador?
Ref. ST-800 396-A / S-0625
1
2

OM-217 454 Página 51
Bréiqueres de
circuito o inter-
ruptor de des-
conexión con
fusible
(Si se requiere)
12-10. Conexiones típicas para suministrar potencia auxiliar
! Estas conexiones sólo deben
ser manipuladas por person-
al cualificado, y de acuerdo
con todas las normas y códi-
gos de protección aplicables
! Instale, conecte a tierra y
utilice correctamente este
equipo de acuerdo a las in-
strucciones de su Manual del
usuario y a lo establecido en
los reglamentos nacionales,
estatales y locales.
Se necesita equipo que tiene
que suministrar el cliente si se
va a usar el generador para dar
potencia auxiliar durante emer-
gencias o apagones.
1 Servicio de la red eléctrica
2 Interruptor de transferencia (de
dos polos)
El interruptor transfiere la carga
eléctrica del servicio de la red
eléctrica al generador. Vuelva a
transferir la carga a la conexión de
la red eléctrica cuando se haya
restaurado el servicio.
Instale el interruptor correcto (lo
provee el cliente). La capacidad del
interruptor tiene que ser la misma o
más grande que la protección de
sobre corriente lateral.
3 Bréiqueres de circuito o
interruptor de desconexión con
fusible
Instale el interruptor correcto (lo
provee el cliente) si así lo requiere
el código eléctrico.
4 Salida del generador de
soldadura
La salida de voltaje del generador y
el alambrado deben ser consisten-
tes con el voltaje y alambrado del
sistema de la red eléctrica.
Conecte el generador con alambres
provisionales o permanentes, aptos
para la instalación.
Apague o desenchufe todo el equi-
po que está conectado al generador
antes de arrancar o parar el motor.
Cuando esté arrancando o dete-
niendo el motor, el motor tiene una
velocidad baja, lo cual causa un
voltaje y una frecuencia demasiado
bajos.
5 Cargas esenciales
La salida del generador tal vez no
cumpla con los requerimientos
eléctricos del inmueble. Si el gene-
rador no produce suficiente salida
para cumplir con todos los requeri-
mientos, conecte sólo las cargas
esenciales (bombas, congelado-
res, calefactores, etc. − véase Sec-
ción 12-4).
Interruptor de
transferencia
Cargas
esenciales
Servicio de la
red eléctrica
1234
5
Salida del
generador de
soldadura

OM-217 454 Página 52
12-11. Seleccionando los cordones de extensión (usese el cordón más corto que fuera
posible)
Largos del cordón para cargas de 120 voltios
Use interruptores de protección diferencial (GFCI) cuando utilice equipos auxiliares. Si la unidad no tiene receptáculos GFCI,
use un alambre de extensión protegido por GFCI
El Largo de Cordón Máximo Permitido en m. (pies) para un Conductor de Tamaño (AWG)*
Corriente
(Amperios)
Carga (Vatios) 4 6 8 10 12 14
5 600 106 (350) 68 (225) 42 (137) 30 (100)
7 840 122 (400) 76 (250) 46 (150) 30 (100) 19 (62)
10 1200 122 (400) 84 (275) 53 (175) 34 (112) 19 (62) 15 (50)
15 1800 91 (300) 53 (175) 34 (112) 23 (75) 11 (37) 9 (30)
20 2400 68 (225) 42 (137) 26 (87) 15 (50) 9 (30)
25 3000 53 (175) 34 (112) 19 (62) 11 (37)
30 3600 46 (150) 26 (87) 15 (50) 11 (37)
35 4200 38 (125) 23 (75) 15 (50)
40 4800 34 (112) 19 (62) 11 (37)
45 5400 30 (100) 19 (62)
50 6000 26 (87) 15 (50)
*El tamaño del conductor está basado en una caída máxima de voltaje del 2%
Largos del cordón para cargas de 240 voltios
Use interruptores de protección diferencial (GFCI) cuando utilice equipos auxiliares. Si la unidad no tiene receptáculos GFCI, use
un alambre de extensión protegido por GFCI
El Largo de Cordón Máximo Permitido en m. (pies) para un Conductor de Tamaño (AWG)*
Corriente
(Amperios)
Carga (Vatios) 4 6 8 10 12 14
5 1200 213 (700) 137 (450) 84 (225) 61 (200)
7 1680 244 (800) 5152 (500) 91 (300) 61 (200) 38 (125)
10 2400 244 (800) 168 (550) 107 (350) 69 (225) 38 (125) 31 (100)
15 3600 183 (600) 107 (350) 69 (225) 46 (150) 23 (75) 18 (60)
20 4800 137 (450) 84 (275) 53 (175) 31 (100) 18 (60)
25 6000 107 (350) 69 (225) 38 (125) 23 (75)
30 7000 91 (300) 53 (175) 31 (100) 23 (75)
35 8400 76 (250) 46 (150) 1 (100)
40 9600 69 (225) 38 (125) 23 (75)
45 10,800 61 (200) 38 (125)
50 12,000 53 (175) 31 (100)
*El tamaño del conductor está basado en una caída máxima de voltaje del 2%

Apuntes

Apuntes

Efectivo 1 enero, 2011 (Equipo equipo con el número de serie
que comienza con las letras “MB” o más nuevo)
Esta garantía limitada reemplaza a todas las garantías previas de Miller y no es exclusiva con otras garantías ya sea
expresadas o supuestas.
GARANTÍA LIMITADA − Sujeta a los términos y condiciones de
abajo, la compañía MILLER Mfg. Co., Appleton, Wisconsin,
garantiza al primer comprador al por menor que el equipo de MILLER
nuevo vendido, después de la fecha efectiva de esta garantía está
libre de defectos en material y mano de obra al momento que fue
embarcado desde MILLER. ESTA GARANTÍA EXPRESAMENTE
TOMA EL LUGAR DE CUALQUIERA OTRA GARANTÍA
EXPRESADA O IMPLICADA, INCLUYENDO GARANTÍAS DE
MERCANTABILIDAD, Y CONVENIENCIA.
Dentro de los periodos de garantía que aparecen abajo, MILLER
reparará o reemplazará cualquier pieza o componente garantizado
que fallen debido a tales defectos en material o mano de obra.
MILLER debe de ser notificado por escrito dentro de 30 días de que
este defecto o falla aparezca, el cual será el momento cuando
MILLER dará instrucciones en el procedimiento para hacer el
reclamo de garantía que se debe seguir.
MILLER aceptará los reclamos de garantía en equipo garantizado
que aparece abajo en el evento que tal falla esté dentro del periodo
de garantía. El período de garantía comienza la fecha que el equipo
ha sido entregado al comprador al por menor, o un año después de
mandar el equipo a un distribuidor en América del Norte o dieciocho
meses después de mandar el equipo a un distribuidor internacional.
1. Garantía de 5 años para piezas y 3 años para mano de obra
* Rectificadores de potencia de entrada originales
(incluye a los SCR, diodos y módulos con rectificadores
discretos)
2. Garantía de 3 años para piezas y mano de obra
* Generadores de soldadura impulsados por motor de
combustión interna
(NOTA: los motores son garantizados
separadamente por el fabricante del motor.)
* Fuentes de poder con convertidor CA/CC
(excepto que se establezca otra cosa)
* Fuentes de poder para corte por plasma
* Controladores de proceso
* Alimentadores de alambre automáticos y semiautomáticos
* Calibradores y reguladores de flujo Smith serie 30
(sin mano de obra)
* Fuentes de poder transformador/ rectificador
* Sistemas de agua de refrigeración (integrados)
3. Garantía de 2 años para piezas
* Lentes para caretas fotosensibles (sin mano de obra)
4. Garantía de 1 año para piezas y mano de obra excepto que se
especifique otra cosa
* Dispositivos automáticos de movimiento
* Unidades sopladoras CoolBelt y CoolBand (sin mano de
obra)
* Equipos externos de monitorización y sensores
* Opciones de campo
(NOTA: las opciones de campo están cubiertas por el
tiempo restante de la garantía del producto en el que
están instaladas o por un mínimo de un año, el que sea
mayor.)
* Calibradores y reguladores de flujo (sin mano de obra)
* Controles de pie RFCS (excepto el RFCS−RJ45)
* Extractores de humo
* Unidades de alta frecuencia
* Antorchas para corte con plasma ICE (sin mano de
obra)
* Fuentes de poder para calentamiento por inducción,
refrigeradores y controles o registradores electrónicos
* Bancos de carga
* Antorchas impulsadas a motor
(excepto las antorchas portacarrete Spoolmate)
* Unidad sopladora PAPR (sin mano de obra)
* Posicionadores y controladores
* Sistemas de estantes para equipos
* Remolques/carros de ruedas
* Soldadoras de punto
* Conjuntos alimentadores de alambre para arco
sumergido
* Sistemas de agua de refrigeración (no integrados)
* Antorchas TIG Weldcraft (sin mano de obra)
* Controles remotos Inalámbricos de Mano/ Pedal
y sus receptores.
* Estaciones de trabajo / mesas de soldadura
(sin mano de obra)
5. Garantía de 6 meses para piezas
* Baterías
* Antorchas Bernard (sin mano de obra)
* Antorchas Tregaskiss (sin mano de obra)
6. Garantía de 90 días para piezas
* Juegos de accesorios
* Cubiertas de lona
* Bobinas y mantas para calentamiento por inducción,
cables y controles no electrónicos
* Antorchas M
* Antorchas MIG y antorchas para arco sumergido (SAW)
* Controles remotos y control de pie RFCS−RJ45
* Piezas de repuesto (sin mano de obra)
* Antorchas Roughneck
* Antorchas portacarrete Spoolmate
La garantía limitada True Blue) de Miller no tiene validez para los
siguientes elementos:
1. Componentes consumibles como: puntas de contacto,
toberas de corte, contactores, escobillas, relés, tapa de las
mesas de trabajo y cortinas de soldador, o piezas que fallen
debido al desgaste normal. (Excepción: las escobillas y
relés están cubiertos en
todos los equipos impulsados por
motor de combustión interna.)
2. Artículos entregados por MILLER pero fabricados por otros,
como motores u otros accesorios. Estos artículos están
cubiertos por la garantía del fabricante, si alguna existe.
3. Equipo que ha sido modificado por cualquier persona que no
sea MILLER o equipo que ha sido instalado inapropiadamente,
mal usado u operado inapropiadamente basado en los
estándares de la industria, o equipo que no ha tenido
mantenimiento razonable y necesario, o equipo que ha sido
usado para una operación fuera de las especificaciones del
equipo.
LOS PRODUCTOS DE MILLER ESTÁN DISEÑADOS Y DIRIGIDOS
PARA LA COMPRA Y USO DE USUARIOS
COMERCIALES/INDUSTRIALES Y PERSONAS ENTRENADAS Y
CON EXPERIENCIA EN EL USO Y MANTENIMIENTO DE EQUIPO
DE SOLDADURA.
En el caso de que haya un reclamo de garantía cubierto por esta
garantía, los remedios deben de ser, bajo la opción de MILLER (1)
reparación, o (2) reemplazo o cuando autorizado por MILLER por
escrito en casos apropiados, (3) el costo de reparación y reemplazo
razonable autorizado por una estación de servicio de MILLER o (4)
pago o un crédito por el costo de compra (menos una depreciación
razonable basado en el uso actual) una vez que la mercadería sea
devuelta al riesgo y costo del usuario. La opción de MILLER de
reparar o reemplazar será F.O.B. en la fábrica en Appleton,
Wisconsin o F.O.B. en la facilidad de servicio autorizado por MILLER
y determinada por MILLER. Por lo tanto, no habrá compensación ni
devolución de los costos de transporte de cualquier tipo.
DE ACUERDO AL MÁXIMO QUE PERMITE LA LEY, LOS
REMEDIOS QUE APARECEN AQUÍ SON LOS ÚNICOS Y
EXCLUSIVOS REMEDIOS, Y EN NINGÚN EVENTO MILLER SERÁ
RESPONSABLE POR DAÑOS DIRECTOS, INDIRECTOS,
ESPECIALES, INCIDENTALES O DE CONSECUENCIA
(INCLUYENDO LA PÉRDIDA DE GANANCIA) YA SEA BASADO EN
CONTRATO, ENTUERTO O CUALQUIERA OTRA TEORÍA LEGAL.
CUALQUIER GARANTÍA EXPRESADA QUE NO APARECE AQUÍ Y
CUALQUIER GARANTÍA IMPLICADA, GARANTÍA O
REPRESENTACIÓN DE RENDIMIENTO, Y CUALQUIER REMEDIO
POR HABER ROTO EL CONTRATO, ENTUERTO O CUALQUIER
OTRA TEORÍA LEGAL, LA CUAL, QUE NO FUERA POR ESTA
PROVISIÓN, PUDIERAN APARECER POR IMPLICACIÓN,
OPERACIÓN DE LA LEY. COSTUMBRE DE COMERCIO O EN EL
CURSO DE HACER UN ARREGLO, INCLUYENDO CUALQUIER
GARANTÍA IMPLICADA DE COMERCIALIZACIÓN, O APTITUD
PARA UN PROPÓSITO PARTICULAR CON RESPECTO A
CUALQUIER Y TODO EL EQUIPO QUE ENTREGA MILLER, ES
EXCLUIDA Y NEGADA POR MILLER.
Algunos estados en Estados Unidos, no permiten imitaciones en
cuan largo una garantía implicada dure, o la exclusión de daños
incidentales, indirectos, especiales o consecuentes, de manera que
la limitación de arriba o exclusión, es posible que no aplique a usted.
Esta garantía da derechos legales específicos, y otros derechos
pueden estar disponibles, pero varían de estado a estado.
En Canadá, la legislación de algunas provincias permite que hayan
ciertas garantías adicionales o remedios que no han sido indicados
aquí y al punto de no poder ser descartados, es posible que las
limitaciones y exclusiones que aparecen arriba, no apliquen. Esta
garantía limitada da derechos legales específicos pero otros
derechos pueden estar disponibles y estos pueden variar de
provincia a provincia.
La garantía original está escrita en términos legales en inglés. En
caso de cualquier reclamo o mala interpretación, el significado de las
palabras en inglés, es el que rige.
¿Preguntas sobre la
garantía?
Llame
1-800-4-A-MILLER
para encontrar su
distribuidor local de
Miller (EE.UU. y
Canada solamente)
miller_warr_spa 2011−01

TRADUCCIÓN DE LAS INSTRUCCIONES ORIGINALES − IMPRESO EN EE.UU. © 2011 Miller Electric Mfg. Co.
Miller Electric Mfg. Co.
An Illinois Tool Works Company
1635 West Spencer Street
Appleton, WI 54914 USA
International Headquarters−USA
USA Phone: 920-735-4505 Auto-attended
USA & Canada FAX: 920-735-4134
International FAX: 920-735-4125
Para direcciones internacionales visite
www.MillerWelds.com
Nombre de modelo Número de serie/estilo
Fecha de compra (Fecha en que el equipo era entregado al cliente original.)
Distribuidor
Dirección
Ciudad
Estado/País Código postal
Por favor complete y retenga con sus archivos.
Siempre dé el nombre de modelo y número de serie/estilo
Comuníquese con su Distribuidor
para:
Para localizar al Distribuidor más cercano
llame a 1-800-4-A-MILLER
(EE.UU. y Canada solamente) o
visite nuestro lugar en la red mundial
www.MillerWelds.com
Equipo y Consumibles de Soldar
Opciones y Accesorios
Equipo Personal de Seguridad
Servicio y Reparación
Partes de Reemplazo
Entrenamiento (Seminarios, Videos, Libros)
Manuales Técnicos
(Información de Servicio y Partes )
Dibujos Esquemáticos
Libros de Procesos de Soldar
Comuníquese con su transportista
para:
Por ayuda en registrar o arreglar una queja,
comuníquese con su Distribuidor y/o el De-
partamento de Transporte del Fabricante del
equipo.
Recursos Disponibles
Archivo de Dueño
Poner una queja por pérdida o daño duran-
te el embarque.
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
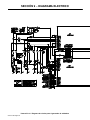 42
42
-
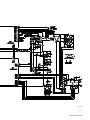 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
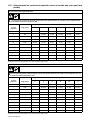 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60




























































Miller MB490419R El manual del propietario
- Categoría
- Sistema de soldadura
- Tipo
- El manual del propietario
- Este manual también es adecuado para