Miller LE105120 El manual del propietario
- Categoría
- Sistema de soldadura
- Tipo
- El manual del propietario
Este manual también es adecuado para

Procesos
Descripción
Soldadura TIG
Soldadura Convencional por
Electrodo
OM-2226/spa 189783R
Enero 2004
Modelos de 115/230/400/460 voltios
c/AutolineR
Fuente de Poder para Soldadura de
Arco
Maxstar 200 SD,
DX, y LX
R
www.MillerWelds.com
MANUAL DEL OPERADOR

Gracias y felicitaciones en eligir a Miller. Ahora usted puede completar el
trabajo y hacerlo correctamente. En Miller, nosotros sabemos que usted no
tiene el tiempo para hacerlo de otra forma.
Es por eso que cuando Niels Miller primero empezó a fabricar máquinas
soldadoras en 1929, él aseguró que sus productos ofrecieron valor duradero
y calidad superior. Como usted, sus clientes no podían arresgarse al recibir
menos. Los productos de Miller tenían que ser los mejores posibles. Ellos
tenían que ser los mejores que se podría comprar.
Hoy, las personas que fabrican y venden los productos de Miller continúan
la tradición. Ellos llevan el compromiso de Niels Miller a proveer equipo y
servicio que iguala a los altos estandares de calidad y valor establecidos en
1929.
Este manual de operario es diseñado a ayudar a usted a aprovechar al
máximo sus productos de Miller. Por favor tome el tiempo de leer las
precauciónes de seguridad. Ellas le ayudarán a protegerse contra los peligros
potenciales de su sitio de trabajo. Hemos hecha la instalación y operación
rápida y fácil. Con la marca Miller y
mantenimiento adecuado, usted se puede contar
con años de rendimiento confiable. Si por algúna
razón su máquina requiere servicio, hay una
sección de “Corrección de Averías” que ayudará a
diagnosticar la avería. Después, su lista de partes
le ayudará a decidir cual parte exacta de requiere
para corregir el problema. También se encuentra
información de garantía y servicio sobre su
modelo.
Miller Electric fabrica una linea completa de
máquinas y accesorios de soldar. Para
información en otros productos de calidad de
Miller, comuníquese con su distribuidor local de Miller para recibir su
catálogo completo o hoja individual de folleteria. Para encontrar su
distribuidor más cerca llame a 1-800-4-A-Miller (solamente en EE.UU. y
Canada).
Desde Miller a Usted
Miller es el primer fabricante,
en los EE.UU., de equipo
soldadora, registrada al es-
tandar de sistemas de cali-
dad ISO 9001:2000.
Trabajando tan fuerte como
usted - cada fuente de poder
de Miller es respaldada por la
garantía menos problemática
de la industria.
Miller ofrece un manual
técnico, lo cual abastece
información más detallada
de partes y servicio para
su unidad. Para obtener un
manual técnico,
comuníquese con su
distribuidor local de Miller.
Su distribuidor también le
puede proveerle con
manuales de procesos de
soldadura tal como SMAW
(convencional), GTAW
(TIG), GMAW (MIG), y
GMAW-P (MIG-Pulsado).

INDICE
SECCION 1 − PRECAUCIONES DE SEGURIDAD − LEA ANTES DE USAR 1 . . . . . . . . . . . . . . . . . . . . . . . . . .
1-1. Uso de símbolos 1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-2. Peligros en soldadura de arco 1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-3. Símbolos adicionales para instalación, operación y mantenimiento 3 . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-4. CALIFORNIA Proposición 65 Advertencia 3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-5. Estándares principales de seguridad 4 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-6. Información del EMF 4 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECCION 1 − DEFINICIONES (modelos CE) 5 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-1. Definiciones de las etiquetas de advertencia 5 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-2. Etiquetas de capacidades 7 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-3. Símbolos y definiciones 8 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECCION 2 − INSTALACION 9 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-1. Especificaciones 9 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-2. Curvas de voltios/amperios 10 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-3. Ciclo de trabajo y sobrecalentamiento 11 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-4. Seleccionando la ubicación 12 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-5. Terminales de salida de soldadura y seleccionando los tamaños del cable* 13 . . . . . . . . . . . . . . . . . . . . .
2-6. Información sobre el receptáculo remoto 14 13 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-7. Conexión para automatización (opcional) 14 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-8. Conexiones de gas 15 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-9. Conexiones de impulso de alta frecuencia de TIG/Lift-Arc DCEN
(electrodo negativo, corriente directa) 15 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-10. Conexiones para soldadura convencional con electrodo DCEP (electrodo positivo, corriente directa, en
inglés) 16 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-11. Guía de servicio eléctrico 16 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-12. Conectando la potencia de entrada 17 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECCION 3 − OPERACION 18 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-1. Controles 18 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-2. Control de codificador 19 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-3. Control de amperaje 19 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-4. Lectura de parámetros 19 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-5. Voltímetro 20 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-6. Control de polaridad (modelos Dynasty solamente) 20 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-7. Controles de proceso 21 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-8. Controles de salida 21 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-9. Control de pulsación (modelos DX y LX) 22 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-10. Controles del secuenciador (modelos DX, LX y todos los modelos CE) 23 . . . . . . . . . . . . . . . . . . . . . . . .
3-11. Controles de ajustar (preflujo/posflujo/DIG (cavamiento)/purga 24 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-12. Forma de la onda CA (modelos Dynasty solamente) 25 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-13. Control de tiempo de soldadura de punto (selección de la salida del SOSTEN (HOLD) reconfigurado
RMT 2T) 25 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-14. Memorias (almacenamiento de programas 1-4) (los modelos DX y LX si están disponibles) 26 . . . . . . .
3-15. Fijando el tiempo de preflujo para el uso con impulso TIG AF que no tienen un control de preflujo en el
panel frontal 27 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-16. Valores de parámetros preinstalados en la fábrica y gama y resolución 28 . . . . . . . . . . . . . . . . . . . . . . . .
3-17. Refijando la unidad a las fijaciones que se presentan automáticamente fijadas en la fábrica 29 . . . . . . .
SECCION 4 − FUNCIONES AVANZADAS 30 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-1. Parámetros programables de arranque TIG 30 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-2. Funciones del control de salida y gatillo 33 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-3. Lectura del medidor de arco/contador 41 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-4. Funciones para bloquear 42 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-5. Fijando la unidad para exhibir PPP mientras suelda pulsando (modelos DX y LX) 45 . . . . . . . . . . . . . . . .
4-6. Selección de voltaje de circuito abierto (VCA) para “Stick” (todos los modelos) 46 . . . . . . . . . . . . . . . . . .

INDICE
SECCION 5 − MANTENIMIENTO Y CORRECCION DE AVERIAS 47 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-1. Mantenimiento rutinario 47 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-2. Soplando la parte interna de la unidad 47 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-3. Lecturas de ayuda del voltímetro/amperímetro 48 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-4. Reparacion de averias 49 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECCION 7 − DIAGRAMAS ELECTRICOS 50 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECCION 8 − ALTA FRECUENCIA (HF) 51 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8-1. Procesos de soldadura usándose AF 51 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8-2. Instalación correcta 51 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECCION 9 − SELECCIONANDO Y REPARANDO ELECTRODO DE TUNGSTENO 52 . . . . . . . . . . . . . . . . . . .
9-1. Seleccionando el electrodo de tungsteno 52 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9-2. Información de seguridad acerca del tungsteno 52 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9-3. Preparando el tungsteno para soldadura CA o CD con electrodo negativo (DCEN) 53 . . . . . . . . . . . . . . .
SECCION 10 − GUÍA PARA SOLDADURA TIG (GTAW) 54 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10-1. Fijaciones típicas para GTAW 54 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10-2. Posicionando la antorcha 56 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10-3. Procedimientos de arranque para “Lift Arc” y AF (alta frecuencia) TIG 57 . . . . . . . . . . . . . . . . . . . . . . . . .
10-4. Movimiento de la antorcha mientras se suelda 58 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10-5. Posicionando la antorcha de tungsteno para diferentes tipos de uniones de soldadura 59 . . . . . . . . . . . .
SECCION 11 − DIRECTIVAS PARA SOLDADURA CONVENCIONAL POR ELECTRODO (SMAW) 60 . . . . . .
11-1. Pantalla frontal de “stick” DCEP (Corriente Directa, Electrodo Positivo) 60 . . . . . . . . . . . . . . . . . . . . . . . .
SECCION 12 − LISTA DE PARTES 69 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
GARANTIA

dec_con1_spa11/02
Declaración de conformidad
Nombre del fabricante:
Miller Electric Mfg. Co.
Dirección del fabricante:
1635 W. Spencer Street
Appleton, WI 54914 USA
Declara que este producto es:
Maxstar
R
200 SD, DX, LX
Se conforma a las directivas y estándares que siguen:
Directivas
Directivas de compatibilidad electromagnética: 89/336, 92/31/EEC
Voltaje bajo: 73/23/EEC
Directivas de la maquinaria: 89/392/EEC
Y sus enmiendas 91/368/EEC, 93/C 133/04, 93/68/EEC
Estándares
Compatibilidad electromagnética (EMC) estándar del producto para equipo de soldadura de arco:
EN50199: Agosto 1995
Requerimientos de seguridad para equipo de soldadura por arco pieza 1: EN60974-1, 1989
Grado de protección proporcionado por bastidor o caja (código IP): IEC 529, 1989
Equipo para soldadura por arco, parte 1: Fuentes de Poder de Soldadura: IEC 974-1,
( Revisión del borrador − Diciembre 1996)
Coordinación de aislamiento para equipo dentro de sistemas de bajo voltaje:
Parte 1: Principios, requerimientos y pruebas: IEC 664-1: 1992
Contacto en Europa: Danilo Fedolfi, Managing Director
ITW WELDING PRODUCTS ITALY S.r.l.
Via Privata Iseo, 6/E
20098 San Giuliano
Milanese, Italy
Telephone: 39(02)98290-1
Fax: 39(02)98290-203


OM-2226 Página 1
Volver al Indice
SECCION 1 − PRECAUCIONES DE SEGURIDAD − LEA ANTES DE USAR
som_spa 8/03
1-1. Uso de símbolos
Significa ¡Precaución! ¡Cuidado! ¡Hay peligros posibles
con este procedimiento! Los peligros posibles se mues-
tra en los símbolos anexos.
Y Anota un mensaje especial de seguridad.
. Significa NOTESE; no relacionado con seguridad.
Este grupo de símbolos significa ¡Precaución! ¡Cuidado! peligros
posibles de CHOQUE ELECTRICO, PARTES MOVIBLES, y
PARTES CALIENTES. Consulte a los símbolos y instrucciones
relacionados abajo para las acciones necesarias para evitar los
peligros.
1-2. Peligros en soldadura de arco
Y Se usa los símbolos mostrados abajo por todo éste manual
para llamar la atención a y identificar a peligros posibles.
Cuando usted vee a este símbolo, tenga cuidado, y siga a las
instrucciónes relacionadas para evitar el peligro. La informa-
ción de seguridad dada abajo es solamente un resumen de la
información más completa de seguridad que se encuentra en
los estandares de seguridad de sección 1-5. Lea y siga todas
los estandares de seguridad.
Y Solamente personas calificadas deben instalar, operar, man-
tener y reparar ésta máquina.
Y Durante su operación mantenga lejos a todos, especialmente
a los niños.
UNA DESCARGA ELECTRICA puede
matarlo.
El tocar partes con carga eléctrica viva puede
causar un toque fatal o quemaduras severas. El
circuito de electrodo y trabajo está vivo eléctrica-
mente cuando quiera que la salida de la máquina
esté prendida. El circuito de entrada y los circuitos internos de la
máquina también están vivos eléctricamente cuando la máquina está
prendida. Cuando se suelda con equipo automático o semiautomáti-
co, el alambre, carrete, el bastidor que contiene los rodillos de
alimentación y todas las partes de metal que tocan el alambre de
soldadura están vivos eléctricamente. Equipo instalado incorrecta-
mente o sin conexión a tierra es un peligro.
D No toque partes eléctricamente vivas.
D Use guantes de aislamiento secos y sin huecos y protección en el
cuerpo.
D Aíslese del trabajo y de la tierra usando alfombras o cubiertas lo
suficientemente grandes para prevenir cualquier contacto físico
con el trabajo o tierra.
D No use la salida de corriente alterna en áreas húmedas, si está
restringido en su movimiento, o esté en peligro de caerse.
D Use la salida CA SOLAMENTE si lo requiere el proceso de
soldadura.
D Si se requiere la salida CA, use un control remoto si hay uno
presente en la unidad.
D Desconecte la potencia de entrada o pare el motor antes de
instalar o dar servicio a este equipo. Apague con candado o
usando etiqueta inviolable (“lockout/tagout”) la entrada de
potencia de acuerdo a OSHA 29 CFR 1910.147 (vea Estánderes
de Seguridad).
D Instale el equipo y conecte a la tierra de acuerdo al manual del
operador y los códigos nacionales estatales y locales.
D Siempre verifique el suministro de tierra − chequee y asegúrese
que la entrada de la potencia al alambre de tierra esté apropiada-
mente conectada al terminal de tierra en la caja de desconexión o
que su enchufe esté conectado apropiadamente al receptáculo de
salida que esté conectado a tierra.
D Cuando esté haciendo las conexiones de entrada, conecte el con-
ductor de tierra primero − doble chequee sus conexiones.
D Frecuentemente inspeccione el cordón de entrada de potencia
por daño o por alambre desnudo. Reemplace el cordón inmediata-
mente si está dañado − un alambre desnudo puede matarlo.
D Apague todo equipo cuando no esté usándolo.
D No use cables que estén gastados, dañados de tamaño muy pe-
queño o mal conectados.
D No envuelva los cables alrededor de su cuerpo.
D Si se requiere grampa de tierra en el trabajo haga la conexión de
tierra con un cable separado.
D No toque el electrodo si usted está en contacto con el trabajo o cir-
cuito de tierra u otro electrodo de una máquina diferente.
D Use equipo bien mantenido. Repare o reemplace partes dañadas
inmediatamente. Mantenga la unidad de acuerdo al manual.
D Use tirantes de seguridad para prevenir que se caiga si está traba-
jando más arriba del nivel del piso.
D Mantenga todos los paneles y cubiertas en su sitio.
D Ponga la grampa del cable de trabajo con un buen contacto de me-
tal a metal al trabajo o mesa de trabajo lo más cerca de la suelda
que sea práctico.
D Guarde o aísle la grampa de tierra cuando no esté conectada a la
pieza de trabajo para que no haya contacto con ningún metal o al-
gún objecto que esté aterrizado.
D Aísle la abrazadera de tierra cuando no esté conectada a la pieza
de trabajo para evitar que contacto cualquier objeto de metal.
UN VOLTAJE SIGNIFICANTE DE CORRIENTE DI-
RECTA existe despues de quitar la potencia de
entrada en las inversoras.
D Apaga la inversora, disconecta la potencia de entrada y descarga
los capacitadores de entrada de acuerdo con las instrucciones en
la sección de Mantención antes de tocar cualquier parte.
El soldar produce humo y gases. Respirando estos
humos y gases pueden ser peligrosos a su salud.
HUMO y GASES pueden ser
peligrosos
D Mantenga su cabeza fuera del humo. No respire el humo.
D Si está adentro, ventile el area y/o use un exhausto al arco para
quitar el humo y gases de soldadura.
D Si la ventilación es mala, use un respirador de aire aprobado.
D Lea las hojas de datos sobre seguridad de material (MSDS’S) y
las instrucciones del fabricante con respecto a metales, consumi-
bles, recubrimientos, limpiadores y desgrasadores.
D Trabaje en un espacio cerrado solamente si está bien ventilado o
mientras esté usando un respirador de aire. Siempre tenga una
persona entrenada cerca. Los humos y gases de la suelda pue-
den desplazar el aire y bajar el nivel de oxígeno causando daño a
la salud o muerte. Asegúrese que el aire de respirar esté seguro.
D No suelde en ubicaciones cerca de operaciones de grasa, limpia-
miento o pintura al chorro. El calor y los rayos del arco pueden
hacer reacción con los vapores y formar gases altamente tóxicos
e irritantes.
D No suelde en materiales de recubrimientos como acero galvani-
zado, plomo, o acero con recubrimiento de cadmio a no se que se
ha quitado el recubrimiento del área de soldar, el área esté bien
ventilada y si es necesario, esté usando un respirador de aire. Los
recubrimientos de cualquier metal que contiene estos elementos
pueden emanar humos tóxicos cuando se sueldan.

OM-2226 Página 2
Volver al Indice
LOS RAYOS DEL ARCO pueden que-
mar sus ojos y piel
Los rayos del arco de un proceso de suelda produ-
cen un calor intenso y rayos ultravioletas fuertes que
pueden quemar los ojos y la piel. Las chispas se es-
capan de la soldadura.
D Use una careta de soldar que tenga el color apropiado de filtro pa-
ra proteger su cara y ojos mientras esté soldando o mirando
(véase los estándares de seguridad ANSI Z49.1 y Z87.1).
D Use anteojos de seguridad aprobados que tengan protección late-
ral.
D Use pantallas de protección o barreras para proteger a otros del
destello del arco y reflejos de luz; siempre alerte a otros que no
miren el arco.
D Use ropa protectiva hecha de un material durable y resistente a la
llama (lana o cuero) y protección a los pies.
Soldando en un envase cerrado, como tanques,
tambores o tubos, puede causar explosión. Las
chispas pueden volar de un arco de soldar. Las
chispas que vuelan, la pieza de trabajo caliente y el
equipo caliente pueden causar fuegos y quemaduras. Un contacto
accidental del electrodo a objectos de metal puede causar chispas,
explosión, sobrecalentamiento, o fuego. Chequee y asegúrese que el
área esté segura antes de comenzar cualquier suelda.
EL SOLDAR puede causar fuego o
explosión.
D Protéjase a usted mismo y otros de chispas que vuelan y metal
caliente.
D No suelde donde las chispas pueden impactar material inflama-
ble.
D Quite todo material inflamable dentro de 11m de distancia del arco
de soldar. Si eso no es posible, cúbralo apretadamente con cu-
biertas aprobadas.
D Este alerta de que chispas de soldar y materiales calientes del ac-
to de soldar pueden pasar a través de pequeñas rajaduras o
aperturas en areas adyacentes.
D Siempre mire que no haya fuego y mantenga un extinguidor de
fuego cerca.
D Esté alerta que cuando se suelda en el techo, piso, pared o algún
tipo de separación, el calor puede causar fuego en la parte escon-
dida que no se puede ver.
D No suelde en receptáculos cerrados como tanques o tambores o
tubería, a no ser que hayan estado preparados apropiadamente
de acuerdo al AWS F4.1 (véase las precauciones de los estánda-
res de seguridad).
D Conecte el cable del trabajo al área de trabajo lo más cerca posible
al sitio donde va a soldar para prevenir que la corriente de solda-
dura haga un largo viaje posiblemente por partes desconocidas
causando una descarga eléctrica y peligros de fuego.
D No use una soldadora para descongelar tubos helados.
D Quite el electrodo del porta electrodos o corte el alambre de soldar
cerca del tubo de contacto cuando no esté usándolo.
D Use ropa protectiva sin aceite como guantes de cuero, camisa pe-
sada, pantalones sin basta, zapatos altos o botas y una corra.
D Quite de su persona cualquier combustible, como encendedoras
de butano o cerillos, antes de comenzar a soldar.
PEDAZOS DE METAL puede dañar a
los ojos.
D El soldar, picar, cepillar con alambre, o esmeri-
lar puede causar chispas y metal que vuele.
Cuando se enfrían las sueldas, estás pueden
soltar escoria.
D Use anteojos de seguridad aprobados con
resguardos laterales hasta debajo de su
careta.
EL AMONTAMIENTO DE GAS puede
enfermarle o matarle.
D Cierre el gas protectivo cuando no lo use.
D Siempre dé ventilación a espacios cerrados o
use un respirador aprobado que reemplaza el
aire.
PARTES CALIENTES puedan causar
quemaduras severas.
D No toque a partes calientes sin guantes.
D Deje enfriar a la antorcha o pistola antes de
darle servicio.
CAMPOS MAGNETICOS puede
afectar a marcadores de paso.
D Las personas que usan Marcadores de Paso
deben mantenerse lejos.
D Las personas que usan Marcadores de Paso
deben consultar su médico antes de acercarse a procesos de solda-
dura de arco, de punto o de ranuración.
EL RUIDO puede dañar su oído.
El ruido de algunos procesos o equipo puede dañar
su oído
D Use protección aprobada para el oído si el nivel
de ruido es muy alto.
Los cilindros que contienen gas protectivo tienen
este gas a alta presión. Si están averiados los
cilindros pueden estallar. Como los cilindros son
normalmente parte del proceso de soldadura, siem-
pre trátelos con cuidado.
LOS CILINDROS pueden estallar si
están averiados.
D Proteja cilindros de gas comprimido del calor excesivo, golpes
mecánicos, escoria, llamas, chispas y arcos.
D Instale y asegure los cilindros en una posición vertical asegurán-
dolos a un soporte estacionario o un sostén de cilindros para
prevenir que se caigan o se desplomen.
D Mantenga los cilindros lejos de circuitos de soldadura o eléctricos.
D Nunca envuelva la antorcha de suelda sobre un cilindro de gas.
D Nunca permita que un electrodo de soldadura toque ningún
cilindro.
D Nunca suelde en un cilindro de presión − una explosión resultará.
D Use solamente gas protectivo correcto al igual que reguladores,
mangueras y conexiones diseñados para la aplicación específica;
manténgalos, al igual que las partes, en buena condición.
D Siempre mantenga su cara lejos de la salída de una válvula cuan-
do esté operando la válvula de cilindro.
D Mantenga la tapa protectiva en su lugar sobre la válvula excepto
cuando el cilindro está en uso o conectado para ser usado.
D Lea y siga las instrucciones de los cilindros de gas comprimido,
equipo asociado y la publicación CGA P−1 que aparece en los es-
tándares de seguridad.

OM-2226 Página 3
Volver al Indice
1-3. Símbolos adicionales para instalación, operación y mantenimiento
Peligro de FUEGO O EXPLOSION
D No ponga la unidad encima de, sobre o cerca
de superficies combustibles.
D No instale la unidad cerca a objetos flamables.
D No sobrecarga a los alambres de su edificio − asegure que su
sistema de abastecimiento de potencia es adecuado en tamaño
capacidad y protegido para cumplir con las necesidades de esta
unidad.
EQUIPO CAYENDO puede causar
heridas.
D Use solamente al ojo de levantar para levantar
la unidad, NO al tren de rodaje, cilindros de
gas, ni otros accesorios.
D Use equipo de capacidad adecuada para le-
vantar la unidad.
D Si use un carro montacargas para mover la unidad, asegure que
los dedos son bastante largas para extender más allá al lado
opuesto de la unidad.
SOBREUSO puede causar SOBRE-
CALENTAMIENTO DEL EQUIPO
D Permite un período de enfriamiento, siga el ci-
clo de trabajo nominal.
D Reduzca el corriente o ciclo de trabajo antes de
soldar de nuevo.
D No bloquee o filtre el flujo de aire a la unidad.
ELECTRICIDAD ESTATICA puede da-
ñar a las tarjetas impresas de
circuito.
D Ponga los tirantes aterrizados de muñeca
ANTES de tocar los tableros o partes.
D Use bolsas y cajas adecuadas anti-estáticas
para almacenar, mover o enviar tarjetas impre-
sas de circuito.
PARTES QUE SE MUEVEN pueden
causarle heridas.
D Mantengase lejos de todas partes que se mue-
ven.
D Mantengase lejos de puntos que pellizcan co-
mo rodillos de alimentación.
El ALAMBRE de SOLDAR puede
causarle heridas
D No presione el gatillo de la antorcha hasta que
reciba estas instrucciones.
D No apunte la punta de la antorcha hacia ningu-
na parte del cuerpo, otras personas o cualquier
objeto de metal cuando esté pasando el alam-
bre.
PARTES QUE SE MUEVEN pueden
causarle heridas.
D Mantengase lejos de todas partes que se mue-
ve como ventiladores.
D Mantenga todas las puertas, paneles, cubier-
tas y guardas cerradas y en su lugar.
RADIACION de ALTA FRECUENCIA
puede causar interferencia.
D Radiación de alta frecuencia puede interferir
con navegación de radio, servicios de
seguridad, computadores, y equipos de
comunicación.
D Asegure que solamente personas calificadas, familiarizadas
con equipos electrónicas instala el equipo.
D El usuario es responsable por tener un electricista calificada co-
rregir cualquiera interferencia causada resultando de la instala-
ción.
D Si la FCC (Comisión Federal de Comunicación) le notifique que
hay interferencia, deja de usar el equipo al inmediato.
D Asegure que la instalación recibe chequeo y manutención
regular.
D Mantenga las puertas y paneles de una fuente de alta frecuencia
cerradas completamente, mantenga la distancia de la chispa en
los platinos en su fijación correcta y use el aterrizar o el blindar
contra corriente para minimizar la posibilidad de interferencia.
La SOLDADURA DE ARCO puede
causar interferencia.
D La energía electromagnética puede interferir
con equipo electrónico sensitivo como compu-
tadoras, o equipos impulsados por computado-
ras, como robotes.
D Asegúrese que todo el equipo en el área de soldadura sea com-
patible electromagnéticamente.
D Para reducir posible interferencia, mantenga los cables de sol-
dadura lo más cortos posible, lo más juntos posible o en el suelo,
si fuerá posible.
D Ponga su operación de soldadura por lo menos a 100 metros de
distancia de cualquier equipo que sea sensible electrónicamen-
te.
D Asegúrese que la máquina de soldar esté instalada y aterrizada
de acuerdo a este manual.
D Si todavía ocurre interferencia, el operador tiene que tomar me-
didas extras como el de mover la máquina de soldar, usar cables
blindados, usar filtros de línea o blindar de una manera u otra la
área de trabajo.
1-4. CALIFORNIA Proposición 65 Advertencia
Y Este producto cuando se usa para soldar o cortar, produce
humo o gases que contienen químicos conocidos en el estado
de California por causar defectos al feto y en algunos casos,
cáncer. (Sección de Seguridad del Código de Salud en Califor-
nia No. 25249.5 y lo que sigue)
Y Los postes de la batería, los terminales y los accesorios rela-
cionados contienen plomo y compuestos de plomo que son
químicos, conocidos por el estado de California, como ca-
paces de causar cáncer, defectos de nacimiento y otros daños
al sistema reproductor. Lávese las manos después de manipu-
larlos.
Para un motor de gasóleo:
Y Los gases del escape de un motor de gasóleo contienen
químicos, conocidos por el estado de California, como ca-
paces de causar cáncer, defectos de nacimiento y otros daños
al sistema reproductor.
Para un motor de diesel:
Y El humo que despide un motor de gasoil y alguno de sus cons-
tituyentes se reconocen en el estado de California que pueden
causar cáncer, defectos al feto, y otros daños al sistema repro-
ductor.

OM-2226 Página 4
Volver al Indice
1-5. Estándares principales de seguridad
Seguridad en cortar y soldar, estándar ANSI Z49-1, del American
Welding Society, 550 N.W. LeJeune Rd, Miami FL 33126 (phone:
305-443-9353, website: www.aws.org).
Recommended Safe Practices for the Preparation for Welding and Cut-
ting of containers and Piping, American Welding Society Standard AWS
F4.1, de la American Welding Society, 550 N.W. LeJuene Rd, Miami FL
33126 (phone: 305-443-9353, website: www.aws.org).
Código Nacional Eléctrico, NFPA estándar 70, de la Asociación Nacio-
nal de Protección de Fuego, Batterymarch Park, Quincy, Ma
02269−9101 (phone: 617−770−3000, website: www.nfpa.org and www.
sparky.org).
El manejo seguro de gases comprimidos en cilindros, pamfleto CGA
P-1, de la Compressed Gas Association, 1735 Jefferson Davis High-
way, Suite 1004, Arlington, VA 22202−4102 (phone: 703−412−0900,
website: www.cganet.com).
Código para seguridad en cortar y soldar, estándar CSA W117.2, de la
Canadian Standards Association, ventas estándares, 178 Rexdale
Boulevard, Rexdale, Ontario, Canada M9W 1R3. (phone:
800−463−6727 or in Toronto 416−747−4044, website: www.csa−inter-
national.org).
Práctica segura para la protección de ojos y cara en ocupación y educa-
ción, estándar ANSI Z87.1 del Instituto Americano Nacional de
Estándar, 11 West 42nd Street, New York, NY 10036−8002 (phone:
212−642−4900, website: www.ansi.org).
Procesos de cortar y soldar, estándar NFPA 51B de la Asociación de
Protección del Fuego, P.O. Box 9101, 1 Battery March Park, Quincy,
MA 02269−9101 (phone: 617−770−3000, website: www.nfpa.org and
www. sparky.org).
Estándares de seguridad y salud, OSHA 29 CFR 1910, Subpart Q, y
Part 1926, Subpart J, del U.S. Government Printing Office, Superinten-
dent of Documents, P.O. Box 371954, Pittsburgh, PA 15250 (there are
10 Regional Offices−−phone for Region 5, Chicago, is 312−353−2220,
website: www.osha.gov).
1-6. Información del EMF
Consideración acerca de Soldadura y los Efectos de Campos Eléctri-
cos y Magnéticos de Baja Frecuencia
La corriente de soldadura cuando fluye por los cables de soldadura
causará campos electromagnéticos. Ha habido una preocupación
acerca de estos campos. Sin embargo, después de examinar más de
500 estudios sobre el transcurso de 17 años, un comité especial del Na-
tional Research Council concluyo que:
“La evidencia, en el juicio del comité, no ha demostrado que la exposi-
ción a campos de frecuencia de potencia eléctrica y magnéticos es un
peligro para la salud humana”. Sin embargo, todavía hay estudios que
están haciéndose y la evidencia continua siendo examinada. Hasta que
se lleguen a hacer las conclusiones finales de esta investigación, usted
debería preferir minimizar su exposición a los campos electromagnéti-
cos cuando esté soldando o cortando.
Para reducir los campos magnéticos en el área de trabajo, úsese los
siguientes procedimientos:
1. Mantenga los cables lo más juntos posible, trenzándolos o pe-
gándolos con cinta pegajosa.
2. Ponga los cables a un lado y apartado del operador.
3. No envuelva o cuelgue cables sobre su cuerpo.
4. Mantenga las fuentes de poder de soldadura y los cables lo más
lejos que sea práctico.
5. Conecte la grampa de tierra en la pieza que esté trabajando lo
más cerca posible de la suelda.
Acerca de Marcadores de Paso:
Personas que usan marcadores de paso consulten a su doctor primero.
Si su doctor lo permite, entonces siga los procedimientos de arriba.

OM-2226 Página 5
Volver al Indice
SECCION 2 − DEFINICIONES (modelos CE)
2-1. Definiciones de las etiquetas de advertencia
¡Advertencia!, ¡Cuidado! Hay peligros posi-
bles como lo muestran los símbolos.
1 Un choque eléctrico del electrodo de
soldadura o el alambrado puede ma-
tarlo.
1.1 Use guantes aislantes secos. No to-
que el electrodo con la mano desnu-
da. No use guantes mojados o dete-
riorados.
1.2 Protéjase de el choque eléctrico ais-
landose usted mismo del trabajo y la
tierra.
1.3 Desconecte el enchufe de entrada o la
potencia de entrada antes de trabajar
en la máquina.
2 El respirar vapores y humos puede
ser peligroso para su salud.
2.1 Mantenga su cabeza fuera del humo y
los gases.
2.2 Use ventilación forzada o algún tipo
de extracción de humo.
2.3 Use ventilación para sacar el humo y
gases.
3 Chispas de la soldadura pueden cau-
sar explosión o fuego.
3.1 Mantenga materiales inflamables lejos
de la soldadura. No suelde cerca de
materiales inflamables.
3.2 Las chispas de soldadura pueden
causar fuegos. Tenga un extinguidor
de fuego cercano y tenga una persona
vigilando que esté lista a usarlo.
3.3 No suelde en tambores o en otros re-
ceptáculos cerrados.
4 Los rayos del arco pueden quemar los
ojos y lesionar la piel.
4.1 Use anteojos y sombrero de seguri-
dad. Use protección para los oídos y
abotónese el cuello de la camisa. Use
careta de soldadura con un lente de
protección correcta. Use protección
de cuerpo completo.
5 Entrenése y lea las instrucciones an-
tes de trabajar en la máquina o soldar.
6 No quite o ponga pintura sobre esta
etiqueta.
1 1.1 1.2 1.3
2 2.1 2.2 2.3
3 3.1 3.2 3.3
4 4.1
5
6
S-179 310-A

OM-2226 Página 6
Volver al Indice
¡Advertencia!, ¡Cuidado! Hay peli-
gros posibles como lo muestran los
símbolos.
1 Un choque eléctrico del elec-
trodo de soldadura o el alam-
brado puede matarlo.
2 Desconecte el enchufe de en-
trada o la potencia antes de
trabajar en la máquina.
3 Un voltaje peligroso se queda
en los capacitadores de entra-
da después de que se ha
apagado la potencia. No to-
que los capacitadores que es-
tén completamente cargados.
4 Siempre espere 60 segundos
después de que se ha apaga-
do la potencia antes de traba-
jar en la unidad, O...
5 Chequee el voltaje de los ca-
pacitadores de entrada y ase-
gúrese que esté cerca de ce-
ro antes de tocar cualquiera
de sus partes.
6 Cuando se prenda la poten-
cia, partes dañadas pueden
estallar o causar que otras
partes estallen.
7 Pedazos de las partes que
estallan pueden causar lesio-
nes. Siempre use un resguar-
do para la cara cuando esté
dando servicio a la unidad.
8 Siempre use mangas largas y
el cuello abotonado cuando
esté dando servicio a la uni-
dad.
9 Depués de haber tomado las
precauciones que se han
mostrado, conecte la potencia
a la unidad.
S-185 836
> 60 s
V
V
V
1
2
3
45
6 7
8
9
S-179 309-A
∠ = <60
°
∠
1 ¡Advertencia!, ¡Tenga Cuida-
do! Hay peligros posibles co-
mo lo muestran los símbolos.
2 Equipo que cae puede causar
lesiones y hacer daño a la
unidad.
3 Siempre levante y sostenga la
unidad con ambas manijas.
Mantenga el ángulo de cual-
quier aparato de levantamien-
to a menos de 60 grados.
4 Use el carro apropiado para
mover la unidad.
5 No use una manija para le-
vantar o sostener la unidad.
1/96
1
2345

OM-2226 Página 7
Volver al Indice
2-2. Etiquetas de capacidades
. Para la ubicación de la etiqueta
vea Sección 3-4.
. Use la etiqueta de capacidades
para determinar los requeri-
mientos de la alimentación de
entrada.
195 646-B
S
S
40% 60%
100%
150
175200
16
1718
X
2
U
I
2
EN 60974−1
1A 10V
50/60 Hz
50/60 Hz
100%
125
25
26
150
60%40%
175
27
U
80V
o
1A 20V
80V
o
U
35 25
1731
effmaxII
11
IP23
1
1
f1
f2
1119
3
50/60 Hz
611
3
50/60 Hz
59
3
50/60 Hz
U
1
=115V
U
1
=230V
U
1
=230V
U
1
=400V
U
1
=460V
200A 28V
200A 18V
X
I
2
2
U
100%
125
15
80%
100
24
70%
150
16
25
125
50%
U
1
=115V
U
1
=115V

OM-2226 Página 8
Volver al Indice
2-3. Símbolos y definiciones
A
Amperios Panel Soldadura TIG
Soldadura
convencional con
electrodo
V
Voltios Entrada
Convertidor−tranformador−rectificador de
frecuencia estática, trifásico
Salida
Breiquer de
circuito
Remoto
Arranque tocando
(TIG)
Conexión a tierra
protegida
Medidor de Tiempo
de Posflujo
Medidor de Tiempo
de Preflujo
S
Segundos
Prendido Apagado Positivo Negativo
Corriente alterna Entrada de Gas Salida de Gas
I
2
Corriente de
soldadura nominal
X
Ciclo de trabajo Corriente directa Conexión a la línea
U
2
Voltaje de carga
convencional
U
1
Voltaje primario
IP
Grado de
protección
I
1max
Máxima Corriente
de Entrada
Nominal
I
1eff
Máxima Corriente
Efectiva de
Entrada
U
0
Voltaje nominal sin
carga (término
medio)
Amperaje del
Respaldo de Pulso
Amperaje inicial
Incrementa/
Decrementa de
Cantidad
Operación normal
del gatillo (GTAW)
Operación de
Gatillo de Dos
Pasos (TIG)
Operación de
Gatillo de Cuatro
Pasos (TIG)
Porciento
Hz
Hertz
Recobrado desde
la memoria
Fuerza de Arco
(Cavar)
Arranque de
Impulso (TIG)
Tiempo Final Amperaje Final
Porcentaje de
Pulso con arco
prendido
Inclinación Inicial
Control de
contactor
(soldadura
convencional)
Pulsador
prendido/apagado
Amperios de
soldadura TIG y
amperios pico
Mientras está
pulsando
Frecuencia de
Pulso
Amperaje de
respaldo
Proceso Pulsador Secuencia
Salida Adjuste
S
Se puede usar la
unidad en ambien-
tes con riesgo in-
crementado de
choque eléctrico.

OM-2226 Página 9
Volver al Indice
SECCION 3 − INSTALACION
3-1. Especificaciones
Potencia de
entrada
Salida Nomina
l
Gama de
Amperage
Máx.
OCV
Entrada en amperios a la salida de carga
nominal 50/60 Hz
KVA KW
entrada
Salida Nominal
Amperage
OCV
115 230 400 460
KVA
KW
Trifásica
Proceso de solda-
dura convencional
por electrodo
150 Amperios,
26 Voltios CD,
60% Ciclo de
Trabajo
1 − 200
80∇
9-14♦
-−
13,1
0,16*
7,4
0,24*
6,4
0,25*
5,2
0,06*
5,0
0,03*
Trifásica
Proceso TIG
175 Amperios,
17 Voltios CD,
60% Ciclo de
Trabajo
1 − 200
80
9-14♦
-−
10,5
0,16*
6,0
0,24*
5,2
0,25*
4,2
0,06*
4,0
0,03*
Trifásica
Proceso de solda-
dura convencional
por electrodo
200 Amperios,
28 Voltios CD,
30% Ciclo de
Trabajo
1 − 200
80∇
9-14♦
-−
18,4
0,16*
10,3
0,24*
8,9
0,25*
7,3
0,06*
7,0
0,03*
Trifásica
Proceso TIG
200 Amperios,
18 Voltios CD,
40% Ciclo de
Trabajo
1 − 200
80
9-14♦
-−
12,7
0,16*
7,2
0,24*
6,2
0,25*
5,1
0,06*
4,9
0,03*
Monofásica
Proceso de solda-
dura convencional
por electrodo
150 Amperios,
26 Voltios CD,
60% Ciclo de
Trabajo
1 − 200
80∇
9-14♦
-−
21,7
0,23*
-−
10,6
0,25*
5,0
0,05*
5,0
0,02*
Monofásica
Proceso TIG
175 Amperios,
17 Voltios CD,
60% Ciclo de
Trabajo
1 − 200
80
9-14♦
-−
17,4
0,23*
-−
8,5
0,25*
4,0
0,05*
4,0
0,02*
Monofásica
Proceso de solda-
dura convencional
por electrodo
125 Amperios,
25 Voltios CD,
50% Ciclo de
Trabajo
1 − 200
80∇
9-14♦
34,1
0,42*
-− -− -−
4,0
0,05*
3,8
0,03*
Monofásica
Proceso TIG
150 Amperios,
16 Voltios CD,
70% Ciclo de
Trabajo
1 − 200
80
9-14♦
29,7
0,42*
-− -− -−
3,4
0,05*
3,4
0,03*
Monofásica
Proceso de solda-
dura convencional
por electrodo
100 Amperios,
24 Voltios CD,
80% Ciclo de
Trabajo
1 − 200
80∇
9-14♦
28,1
0,42*
-− -− -−
3,2
0,05*
3,2
0,03*
Monofásica
Proceso TIG
125 Amperios,
15 Voltios CD,
100% Ciclo de
Trabajo
1 − 200
80
9-14♦
23,0
0,42*
-− -− -−
2,6
0,05*
2,6
0,03*
*Mientras trabaja sin carga
♦El voltaje de circuito abierto es bajo mientras se está en Lift−Arc(TM) o en “Stick” cuando se ha seleccionado voltaje de circuito abierto bajo.
∇El voltaje de circuito abierto normal (80 voltios) está presente mientras se está en el proceso “stick” cuando se ha seleccionado voltaje de
circuito abierto bajo.
Nótese: Las limitaciones del ciclo de rendimiento en las unidades de 115 voltios de alimentación de entrada se deben al cordón de entrada de
potencia que viene con la unidad.
Nótese: Esta unidad está equipada con Auto-Linet. Los circuitos Auto-Line automáticamente se convierten al voltaje de 120-460 VCA, ya sea
monofásico o trifásico, sin tener que quitar la tapa para hacer los puentes en la fuente de poder.

OM-2226 Página 10
Volver al Indice
0
20
40
60
80
00
120
140
0 50 100 150 200 250
Las curvas de voltios−amperios
muestran las capacidades de sali-
da del voltaje y amperaje máximo
de la unidad. Las curvas de otras fi-
jaciones caen entre las curvas que
se han mostrado.
3-2. Curvas de voltios/amperios
ST- 189 767-A
*Se debe reducir la fijación del amperaje para obtener corrientes inferiores que el punto de datos* subrayados.
Amperios
Entrada de 115VCA
Voltios
Máx. en convencional
Máx. en TIG
Mín. en
convencional/TIG
Máx. en DIG
0
20
40
60
80
100
120
140
0 50 100 150 200 250
.
Amperios
Voltios
Máx. en convencional
Máx. en TIG
Mín. en
convencional/TIG
Máx. en DIG
Otros voltajes de entrada

OM-2226 Página 11
Volver al Indice
4 Minutos Enfriando6 Minutos Soldando
Ciclo de Trabajo es un porcentaje
de 10 minutos que la unidad o
antorcha puede soldar a la carga
nominal sin sobrecalentarse.
Si la unidad se sobre calienta, la
salida se detiene y aparece un
mensaje de “Help” en la pantalla
(véase la sección 6-3), y el
ventilador sigue funcionando. Es-
pere quince minutos para enfriar la
unidad. Reduzca el amperaje o
voltaje o el ciclo de trabajo antes de
soldar.
Y Excediendo el ciclo de
trabajo puede dañar la
unidad o antorcha e invalidar
la garantía.
3-3. Ciclo de trabajo y sobrecalentamiento
0
15
A o V
Minutos
% CICLO DE TRABAJO
90A @ 100% Ciclo de trabajo para proceso convencional monofásico de 115 voltios
125 A @ 100% Ciclo de trabajo para proceso TIG monofásico de 115 voltios
150 A @ 60% Ciclo de trabajo para proceso convencional (otros voltajes)
175 A @ 60% Ciclo de trabajo para proceso TIG (otros voltajes)
O
Reduzca el Ciclo
de Trabajo
Sobrecalentando
AMPERIOS
ST-189 770-A

OM-2226 Página 12
Volver al Indice
Ubicación y Flujo de Aire
Dimensiones y Pesos
3-4. Seleccionando la ubicación
1 Placa de Identificación
2 Etiqueta de la placa
3 Dispositivo de desconectar la
línea
Ubique la unidad cerca de una
fuente de potencia eléctrica correc-
ta.
Y Puede necesitarse una
instalación especial cuando
hayan presentes gasolina o
líquidos volátiles. Véase el
artículo 511 del NEC o CEC
Sección 20.
3
1
18 pulg
(460 mm)
18 pulg
(460 mm)
ST-802 451
17-1/4 pulg
(438 mm)
13-3/8 pulg
(333 mm)
7-9/16 pulg
(192 mm)
34,7 lb (15,7 kg) - sin cordón de potencia
SERIAL NO.
STOCK NO.
EVIDENCE OF LABEL TAMPERING VOIDS WARRANTY
37,3 lb (16,9 kg) - con cordón de potencia
2
S
S
40%
60%
100%
150
175200
161718
X
2
U
I
2
EN 60974−1
1A 10V
50/60 Hz
50/60 Hz
100%
125
2526
150
60%
40%
175
27
U
80V
o
1A 20V
80V
o
U
35 25
1731
effmaxII
11
IP23
1
1
f1
f2
1119
3
50/60 Hz
611
3
50/60 Hz
59
3
50/60 Hz
U
1
=115V
U
1
=230V
U
1
=230V
U
1
=400V
U
1
=460V
200A 28V
200A 18V
X
I
2
2
U
100%
125
15
80%
100
24
70%
150
16
25
125
50%
U
1
=115V
U
1
=115V

OM-2226 Página 13
Volver al Indice
3-5. Terminales de salida de soldadura y seleccionando los tamaños del cable*
Tamaño del cable de soldadura** y Largo de Cable Total (Cobre) en el Circuito de Solda-
dura que no Exceda
Y Detenga el motor an-
tes de conectar los
terminales de solda-
dura.
Y No use cables que
30 m (100 pies) o
Menos
45 m
(150
pies)
60 m
(200
pies)
70 m
(250
pies)
90 m
(300
pies)
105 m
(350
pies)
120 m
(400
pies)
Y No use cables que
estén desgastados
,
dañados, de tamaño
muy pequeño, o ma
l
conjuntados.
Amperios de
Soldadura***
10 − 60%
Ciclo de
Trabajo
60 − 100%
Ciclo de
Trabajo
10 − 100% Ciclo de Trabajo
100 4 (20) 4 (20) 4 (20) 3 (30) 2 (35) 1 (50) 1/0 (60) 1/0 (60)
150 3 (30) 3 (30) 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95 3/0 (95)
200 3 (30) 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120) 4/0 (120)
−
+
−
+
Bornes de salida.
*Esta tabla es una guía general la cual puede no ser apta en todas las aplicaciones. Si el cable comienza a sobre calentarse (normalmente
uno puede olerlo), use el tamaño mayor siguiente de cable.
**El tamaño del cable de soldadura (AWG) está basado en una caída de 4 voltios o menos o una densidad de corriente de por lo menos 300 milles
circulares por amperio. ( ) = mm
2
.
***Seleccione el tamaño del cable para aplicaciones de pulsación de acuerdo al amperaje pico a usarse.
3-6. Información sobre el receptáculo remoto 14
AJ
Socket*
Información
AJ
B
K
I
L
15 V CD
A Control de contactor, 15 voltios CD.
C
L
NH
D
M
G
E
F
15 V CD
OUTPUT
CONTACTOR
B El cerramiento de contacto a A completa el circuito
de control de contactor de 15 voltios CD, y habilita
la salida.
CONTROL REMOTO
C Referencia de comando: 0 a + 10 voltios cd en la
salida del control remoto.
CONTROL REMOTO
DE SALIDA
D Conexión común del circuito para el control remoto.
DE SALIDA
E Señal de comando para entrada CD de 0 a + 10
voltios desde el control remoto.
A/V
AMPERAJE
F Retroalimentación de corriente: + 1 voltio CD por
100 amperios.
ST-802 541
AMPERAJE
VOLTAJE
H Retro alimentación de voltaje: + 1 voltio CD por 10
voltios en el receptáculo de salida.
ST-802 541
Tierra
K Circuito común.
*No se usan los agujeros que quedan.
Note: Si un control de mano remoto como el RHC−14, está conectado al receptáculo Remoto 14, se debe fijar algún valor de corriente encima
del mínimo en el control remoto antes de que se encienda el contactor de “Panel or Remote” (panel o remoto). El no hacer esto, causará que la
corriente sea controlada por el panel de control y el control remoto de mano no funcionará.

OM-2226 Página 14
Volver al Indice
3-7. Conexión para automatización (opcional)
Enchufe
individual
Información del enchufe individual para receptáculo de 10
patillas RC2
J
G
F
E
D
A Prender/Apagar
A
J
B
G
I
C
H
D
B Gas
A
B
C Inhabilitar salida
D Tierra para el chasis
E “Slope” final − colector
F “Slope” final − emisor
G Bloqueador del pulso − colector
Ref. ST-802 458
H Bloqueador del pulso − emisor
I Arco válido (colector)
J Arco válido (emisor)
Definiciones de las entradas y salidas
Entradas
A - El cierre a D comienza el ciclo de soldadura. Abriendo el cierre detiene el ciclo de soldadura. Durante la operación 2T, un cierre momentá-
neo (más de 100ms, pero menos de 3/4 de segundo) arranca y detiene la salida de soldadura.
B - Cierre a D arranca el gas. Si se fija el tiempo de preflujo, el ciclo de preflujo correrá su tiempo hasta terminar, antes de que se inicie el arco.
Si se fija un tiempo de posflujo, el ciclo de posflujo correrá su tiempo hasta terminar después de que se termine de soldar, no importa si el cer-
rar de B y D esté abierto.
C - Se debe mantener el cierre a D todo el tiempo. Si el cierre entre las patillas C y D se rompe, ocurre una inhabilidad de la salida, el posflujo
comienza a usar su tiempo, y los medidores indicarán una lectura de HELP 13.
Salidas
Las salidas son transistores de colector abierto aislados que pueden conducir por lo menos 6 mA de corriente, con un máximo de 100 mA de
corriente y 30 VCD.
La salida está encendido cuando se está en “slope” final.
La salida del cierre de pulso está encendida cuando se está en amperaje inicial, “slope” inicial, “slope” final, amperaje final, durante el tiempo
de respaldo, y cuando la frecuencia del pulso es menos de 10 Hz.
La salida de “Arc On” está encendida cuando el contactor está encendido y el amperaje sea mayor a 5 amperios, o el voltaje de salida sea
mayor a 5 voltios, pero menos de 50 voltios.

OM-2226 Página 15
Volver al Indice
1 Acoples de Gas
Los acoples tienen rosca 5/8−18 a
mano derecha (3/8−19 BSPP en
unidades CE).
2 Válvula de Cilindro
Abra la válvula ligeramente de ma-
nera que fluya el gas y sople la tie-
rra de la válvula. Cierre la válvula.
3 Regulador/Flujómetro
4 Ajuste del Flujo
El flujo debe de ser 15 pch (piés cú-
bicos por hora) (7,1 litros por minu-
to).
Conecte la manguera de gas que
suministra el cliente entre el regula-
dor/flujómetro y acople de gas en la
parte de atrás de la unidad.
3-8. Conexiones de gas
ST-802 452
3
2
4
1
11/16, 1-1/8 pulg (21 mm)
Herramientas necesarias:
Y Apague la potencia antes de
hacer conexiones.
1 Borne para salida de
soldadura negativa (−)
Conecte la antorcha TIG al borne
de salida de soldadura.
2 Conexión para la salida del
gas
Conecte la manguera de gas al
acople de salida de gas de la
antorcha
3 Borne de salida de soldadura
positivo (+)
Conecte el cable de trabajo al
terminal positivo de salida de
soldadura.
4 Receptáculo “Remote” 14
(remoto 14)
Conecte el control remoto deseado
al receptáculo “Remote” 14
5 Conexión para la entrada de
gas
Conecte la manguera de gas que
viene desde la fuente, a esta
entrada de gas.
3-9. Conexiones de impulso de alta frecuencia de TIG/Lift-Arc DCEN
(electrodo negativo, corriente directa)
Ref. ST-802 471
1
2
3
4
5
11/16 pulg (21 mm)
Herramientas necesarias:

OM-2226 Página 16
Volver al Indice
Y Apague la potencia antes de
hacer conexiones.
1 Borne para salida de
soldadura negativa (−)
Conecte el cable de trabajo al borne
negativo de salida de soldadura.
2 Borne de salida de soldadura
positivo (+)
Conecte el porta electrodos al
borne terminal positivo de salida de
soldadura.
3 Receptáculo “Remote” 14
Si se desea, conecte un control
remoto al receptáculo “Remote 14
(véase Sección 3-6).
3-10. Conexiones para soldadura convencional con electrodo DCEP (electrodo positivo,
corriente directa, en inglés)
Ref. ST-802 471
1
2
3
3-11. Guía de servicio eléctrico
El voltaje de entrada actual no puede exceder ± 10% del voltaje de entrada
requerido que está indicado.
NOTESE
Voltaje de entrada
Monofásica,
100% Ciclo de
Trabajo
Monofásica,
60% Ciclo de
Trabajo
Trifácia,
60% Ciclo de Trabajo
Voltaje de entrada
115 230 230 400 460
Amperios de entrada a la salida nominal 25 22 13,1 7,4 6,4
Máxima capacidad nominal estándar en amperios del fusible
1
De normal operación
3
35 30 20 10 10
Tamaño mínimo de conductor de entrada en mm
2
6 4 2,5 2,5 2,5
Largo máximo recomendado del conductor de entrada en metros
(pies)
17 (57) 24 (79)
31
(102)
94
(308)
124
(407)
Tamaño mínimo de conductor de tierra en mm
2
6 4 2,5 2,5 2,5
Referencia: Código Nacional Eléctrico (NEC) de 1999
1 Escoja un disyuntor con una curva de tiempo−corriente comparable a aquélla de un fusible con demora de tiempo. Fusibles con demora de tiempo”
son de la clase “RK5” de UL.
3 Los fusibles “de normal operación” (de propósito general − sin demora intencional) son de clase “K5” de UL (hasta los de 60 amps.) y de clase “H” de
UL (de 65 amps. para arriba).
Y Si no se sigue estas recomendaciones sobre fusibles y disyuntores, se podría crear riesgo de golpe eléctrico e incendio.

OM-2226 Página 17
Volver al Indice
Y Conecte el Conductor GND/PE
(tierra electrica) primero.
Verde o
Verde/amarillo
Verde o
Verde/amarillo
Y Desconecte y bloquee/rotule
la potencia de entrada antes
de conectar los conectores
de entrada de la unidad.
Y Consiga que solamente per-
sonas capacitadas hagan es-
ta instalación.
Verifique el voltaje de entrada dis-
ponible en la ubicación deseada.
1 Dispositivo de desconectar la
línea
2 Conductores de entrada y de
tierra
Véase Sección 3-11.
Para operación trifásica:
Y Siempre conecte el alambre
verde o verde/amarillo al ter-
minal de tierra de la caja de
suministro, nunca al termi-
nal de la línea.
Conecte los alambres negro, blan-
co y rojo (L1, L2, L3) a los termina-
les de la línea.
Para operación monofá-
sica:
Y Siempre conecte el alambre
verde o verde/amarillo al ter-
minal de tierra de la entrada
eléctrica, nunca al terminal
de la línea.
3 Conductores de entrada,
blanco y negro
4 Conductor de entrada, rojo
5 Manga aisladora
6 Cinta eléctrica
Aísle y separe el conductor rojo co-
mo se muestra
Note: Esta unidad está equipada
con Auto-Linet. Los circuitos de
Auto-Line automáticamente conec-
tan a potencia de 120 − 460 VCA,
monofásica o trifásica sin tener que
quitar la cubierta de la máquina pa-
ra cambiar los puentes en la fuente
de poder.
L1
1
1
2
2
3
2
5
4
L2
L3
L1
L2
1
3
= GND/PE
input_2 3/96 - ST-802 454
3-12. Conectando la potencia de entrada
Verde o
Verde/amarillo
6

OM-2226 Página 18
Volver al Indice
SECCION 4 − OPERACION
. Para todos los controles con
almohadillas de botones en el panel
frontal: presione la almohadilla de los
botones, para encender la luz y habilitar
la función.
NÓTESE: El verde en la placa de nombre
indica una función TIG. El gris indica una
función de soldadura convencional.
1 Control de codificador
Use el control de codificador en conjunto
con las funciones aplicables de las teclas
del panel frontal para cambiar los valores de
esa función. Véase Sección 4-2.
2 Lectura de parámetros
Véase Sección 4-3.
3 Voltímetro
Véase Sección 4-3.
4 Controles de proceso
Véase Sección 4-5.
5 Controles de salida
Véase Sección 4-8.
6 Control de amperaje y tiempo de
soldadura de punto
Para control de amperaje, véase Sección
4-3.
Para control de soldadura de punto, véase
Sección 4-13.
7 Ajuste controles
Véase Sección 4-11.
8 Interruptor de potencia
Use el interruptor para encender o apagar
la unidad.
9 Controles de pulsación (para DX y
LX)
Véase Sección 4-9.
10 Controles del secuenciador (para DX,
LX y todos los modelos CE)
Véase Sección 4-10.
1
23
4
5
6
7
8
9 10
4-1. Controles
207 690-A / 802 452

OM-2226 Página 19
Volver al Indice
1 Control de codificador
Use el control de codificador en
conjunto con las funciones aplica-
bles de las teclas del panel frontal
para cambiar los valores de esa
función.
4-2. Control de codificador
1
4-3. Control de amperaje
1 A (Control de amperaje)
2 Control de codificador
3 Amperímetro
Véase Sección 4-16 para la gama
de control del amperaje.
Appuyer sur la touche Ampérage et
régler le courant avec le bouton de
réglage unique. Cette valeur est
également l’ampérage de pic en
mode TIG pulsé (voir Section 4-9).
1
2
3
O
O
4-4. Lectura de parámetros
1 Amperímetro
Exhibe el amperaje actual mientras
se suelda. El medidor también exhi-
be parámetros prefijados para cual-
quiera de las siguientes unidades
de medida cuando éstas están acti-
vas: amperaje, tiempo, porcentaje,
o frecuencia. El LED (indicador lu-
minoso) correspondiente, que apa-
rece directamente debajo del am-
perímetro, también se iluminará.
1

OM-2226 Página 20
Volver al Indice
4-5. Voltímetro
1 Voltímetro
Salida de las lecturas o voltaje de
circuito abierto. Si la salida está
apagada, el voltímetro exhibirá una
serie de tres rayas (− − − ). Se
exhibe el voltaje de circuito abierto
si la potencia está encendida y hay
salida disponible.
1
1 Control de polaridad
Presione la almohadilla de interrup-
tores hasta que se ilumine el
indicador luminoso.
CD − A la máquina se la ha fijado
para DCEN (electrodo negativo,
corriente directa) para soldadura
TIG, y a DCEP (electrodo positivo,
corriente directa) para soldadura
convencional con electrodo.
CA − Use CA (corriente alterna)
para soldadura TIG o soldadura
convencional por electrodo.
4-6. Control de polaridad (modelos Dynasty solamente)
1

OM-2226 Página 21
Volver al Indice
1 Controles de proceso
Presione la almohadilla de interrup-
tores hasta que se ilumine el
indicador luminoso de proceso:
Impulso de alta frecuencia TIG −
Cuando ha sido seleccionada, alta
frecuencia pulsada, (sin contacto)
(véase Sección 10-3) es la que se
activa como el método para arran-
car el arco. A este método se lo
puede usar, ya sea para soldadura
TIG CA, o CD. Haga las conexio-
nes de acuerdo a la Sección 3-9.
Lift Arc TIGt − Cuando ha sido
seleccionado, es un método para
arrancar el arco que requiere que el
electrodo se ponga en contacto con
la pieza de trabajo para iniciar el
arco (véase Sección 10-3). A este
método se le puede usar ya sea con
TIG CA o soldadura TIG CD. Haga
las conexiones de acuerdo a la
Sección 3-9.
Soldadura convencional por
electrodo (SMAW) − A este
método se lo puede usar ya sea con
soldadura convencional por elec-
trodo CA o CD. Haga las conexio-
nes de acuerdo a la Sección 3-10.
4-7. Controles de proceso
1
4-8. Controles de salida
1
1 Controles de salida
Presione la almohadilla de interrupto-
res hasta que el indicador luminoso
con el parámetro deseado se ha
iluminado.
RMT STD (Estándar remoto)
Aplicación: Use un Gatillo Remoto
(estándar) cuando el operador desea
usar un pedal de pie o un control de
amperaje de dedo (véase Sección
5-2A).
NOTE: Cuando un control remoto de
corriente de pie o dedo esté conecta-
do a la fuente de poder de soldadura,
se controla los amperios iniciales,
“slope” (inclinación) inicial, “slope” fi-
nal, y los amperios finales son contro-
lados al control remoto, no en la fuente
de poder de soldadura.
NOTE: Si solamente se usa un gatillo
de tipo “On/Off” (prendido/apagado),
debe hacerse a éste un interruptor
mantenido. Todas las funciones del
secuenciador se vuelven activas y de-
ben ser fijadas por el operador.
Sostén RTM 2T
Aplicación: Use el sostén del Gatillo
Remoto (2T) cuando se hagen
soldaduras largas y extendidas. El
sostén Remoto del Gatillo (2T) puede
ayudar a reducir la fatiga del operador.
Si un control de corriente de pie o dedo
está conectado a la fuente de poder
de soldadura, solo la entrada del gati-
llo es funcional (véase Sección 5-2B).
NOTE: Esta función de interruptor
puede ser reconfigurada para 4T, 4T
Momentáneo, Mini Lógica, o control
de soldadura de punto. (Véase Sec-
ción 5-2C).
ON
La salida tendrá energía dos segun-
dos después de haber sido seleccio-
nada.
Aplicación: Use “Output On” (salida
prendida) para la operación con sol-
dadura convencional con electrodo
(SMAW), o para “Lift−Arc” sin el uso
de un control remoto (véase Sección
5-2H).

OM-2226 Página 22
Volver al Indice
Balanceado
Más tiempo en
el amperaje pico
Más tiempo en
el amperaje de
respaldo
Formas de onda de la salida pulsada
Fijación de tiempo de control
del porcentaje (%) de pico
(50%)
(80%)
(20%)
4
Amperaje pico
Amperaje de respaldo
PPS
1 Control de pulsación
La pulsación es disponible sólo mientra
s
se usa el proceso TIG, no puede se
r
seleccionada si el proceso “Stick” (con
-
vencional) (véase Sección 4-7) está
activo. A los controles se los puede
ajustar mientras se suelda.
Presione almohadilla de interruptore
s
para habilitar pulsación.
On − Cuando esté iluminado, este
indicador luminoso (LED) indica que la
pulsación está prendida.
Presione la membrana del interrupto
r
hasta que el indicador luminoso (LED) de
la función deseada esté iluminado.
Para apagar la pulsación, presione
y
suelte la membrana del interruptor hasta
que el indicador luminoso “On” se
apague.
2 Control del codificador
3 Amperímetro
Dé vuelta al codificador (véase Sección
4-2) para seleccionar el valor apropiado
para un parámetro de pulso activo. El va
-
lor seleccionado se muestra el amperí
-
metro (véase Sección 4-4). También, e
l
indicador luminoso (LED) del amperíme
-
tro para la unidad de medida correspon
-
diente (%, A, s, Hz) del parámetro activo
estará iluminado.
Véase Sección 4-16 para todas las ga
-
mas de los parámetros de pulso.
PPS (Pulsos por segundo o frecuencia de
pulso) − El control se usa para determina
r
la apariencia del cordón de soldadura.
PEAK t (t PICO) − El porcentaje de cada
ciclo de pulso que se puede pasar dentro
del nivel pico de amperaje.
BKGND A (Amperaje de respaldo) − Use
el control de amperaje para fijar el pulso
bajo y el amperaje de soldadura, el cua
l
enfría el charco de soldadura y afecta la
entrada total de calor. Los amperios de
respaldo se fijan como un porcentaje de
l
amperaje pico.
4 Formas de onda de la salida
pulsada
El ejemplo muestra el efecto que tiene e
l
cambiar el tiempo pico en la forma de
onda de la salida pulsada.
NÓTESE: Al amperaje pico se lo fija
usando el control de amperaje (véase
Sección 4-3). El amperaje pico es e
l
amperaje más alto de soldadura que se
permite que ocurra en el ciclo de pulso. La
penetración de soldadura varía directa
-
mente con el amperaje pico.
Aplicación:
La pulsación se refiere al incremento
y
decremento de la salida de soldadura en
una tasa específica. Las porcione
s
levantadas del arco de la salida de
soldadura están controladas en ancho
,
alto, y frecuencia, y en la forma de lo
s
pulsos de la salida de soldadura. Eso
s
pulsos y el nivel de amperaje más bajo
entre ellos (que se llama el amperaje de
respaldo) alternativamente calientan
y
enfrían el charco derretido de soldadura
.
El efecto combinado, da al operador un
control mejor de la penetración, el ancho
del cordón, el altura del cordón, e
l
socavamiento y la entrada de calor. A lo
s
controles se los puede ajustar mientra
s
se suelde.
La pulsación también puede usarse para
entrenamiento de la técnica de añadi
r
material de aporte.
4-9. Control de pulsación (modelos DX y LX)
1
3
2

OM-2226 Página 23
Volver al Indice
4-10. Controles del secuenciador (modelos DX, LX y todos los modelos CE)
2
3
1
1 Control del secuenciador
La secuenciación es sólo disponible mien-
tras se usa el proceso TIG, pero está inhabi-
litada si un control remoto de pie o dedo está
conectado al receptáculo de control remoto
mientras se esté en el modo RMT STD. Los
parámetros del secuenciador no pueden ser
seleccionados si el proceso de soldadura
convencional (véase Sección 4-7) está acti-
vo.
Presione la membrana del interruptor hasta
que el indicador luminoso (LED) de la fun-
ción deseada esté iluminado.
2 Control del codificador
3 Amperímetro
Dé vuelta al codificador (véase Sección 4-2)
para fijar el valor apropiado para el paráme-
tro de secuencia activo. El valor selecciona-
do aparecerá en el amperímetro (véase
Sección 4-4). También, el indicador lumino-
so para el amperímetro para la unidad de
medida correspondiente (A, S) es en el pará-
metro activo mientras esté iluminado.
Véase Sección 4-16 para todas las gamas
del parámetro del secuenciador.
A inicial (Amperaje inicial) − Use el control
para seleccionar el amperaje de comienzo
que sea diferente del amperaje de soldadu-
ra.
Aplicación:
Al amperaje inicial se lo puede usar mientras
esté soldándose con TIG (GTAW) para
asistir en pre− calentar material frío antes de
depositar el material de aporte, o para
asegurar un arranque suave.
t INICIAL (Tiempo inicial) (Modelos LX So-
lamente). Presione el control otra vez y dé
vuelta al codificador para seleccionar la can-
tidad de tiempo que se necesita al comienzo
de la soldadura.
t del SLOPE INICIAL (Tiempo inicial del
Slope). Use el control para seleccionar la
cantidad de tiempo que tomará al Slope ha-
cia arriba/hacia abajo del amperaje inicial al
amperaje de soldadura. Para inhabilitar, fíje-
lo en 0.
4 Membrana de interruptor del amperaje
Tiempo de soldadura (Modelos LX Sola-
mente) − Presione la membrana del inter-
ruptor de membrana del amperaje dos ve-
ces. Fije el tiempo deseado para soldar.
t SLOPE FINAL (Tiempo final del Slope).
Use el control para seleccionar la cantidad
de tiempo que tomará al Slope hacia arriba/
hacia abajo desde el amperaje de soldadura
al amperaje final. Para inhabilitar, fíjelo en 0.
Aplicación:
Al “slope” final se lo debería usar cuando se
esté soldando materiales en TIG que sean
sensibles a fracturarse o agrietarse y/o el
operador quiere eliminar el cráter al fin de la
soldadura.
A FINAL (Amperaje final) − Use el control
para seleccionar el amperaje al cual el am-
peraje de soldadura haya sido incrementado
o disminuído (sloped up/dowm).
t FINAL (Tiempo final) (Modelos LX sola-
mente). Presione el control otra vez y en-
cienda y codificador para seleccionar la can-
tidad de tiempo que se necesita hasta el fin
de la suelda.
4
O
O

OM-2226 Página 24
Volver al Indice
4-11. Controles de ajustar (preflujo/posflujo/DIG (cavamiento)/purga
1 Ajuste
Presione la membrana del interruptor hasta que
el indicador luminoso (LED) de la función desea-
da esté iluminado.
2 Control del codificador
3 Amperímetro
Dé vuelta al control del codificador (véase Sec-
ción 4-2) para fijar el valor apropiado para el pará-
metro activo de ajustar. El valor seleccionado
aparece en el amperímetro (véase Sección 4-4).
Además, el indicador luminoso del amperímetro
para la unidad de medida correspondiente (S, %)
del parámetro activo estará iluminado.
Véase Sección 4-16 para ajustar las gamas de los
parámetros.
PREFLUJO − Si el proceso de alta frecuencia
TIG está activo (véase Sección 4-7) y el panel de
control muestra preflujo, use el control para fijar la
longitud de tiempo que el gas fluya antes de la ini-
ciación del arco. Para fijar el tiempo de preflujo pa-
ra los modelos que no tienen control de preflujo en
el panel frontal, véase la Sección 4-15.
Aplicación: Se usa el preflujo para purgar la área
de soldadura inmediata de la atmósfera. El preflu-
jo también ayuda a dar arranques consistentes de
arco.
Posflujo − Si el proceso TIG está activo (véase
Sección 4-7), use el control para fijar la longitud de
tiempo que el gas fluya después de que se deten-
ga la soldadura.
Aplicación:
Se requiere el posflujo para enfriar el tungsteno y
la soldadura, y para prevenir contaminación del
tungsteno y la soldadura. Incremente el tiempo de
posflujo si el tungsteno o la soldadura tiene una
apariencia obscura.
CAVAMIENTO − Si el proceso de soldadura con-
vencional CD está activo (véase Sección 4-7),
use el control para fijar la cantidad de CAVAMIEN-
TO. Cuando esté fijado en 0, el amperaje de corto
circuito a voltaje de arco bajo, es el mismo que el
amperaje normal de soldadura.
Cuando se incrementa la fijación, el amperaje de
corte circuito a un voltaje bajo de arco, incremen-
ta.
Aplicación:
El control ayuda en el arranque del arco o para
hacer soldaduras verticales o encima de la
cabeza por razón de incrementar el amperaje a
un voltaje bajo de arco, y reduce la posibilidad de
que el electrodo se congele en la soldadura
mientras se esté soldando.
PURGA : Mientras se esté en el proceso TIG
(véase Sección 4-7) para activar la válvula de gas
y comenzar la función de purgar, oprima y sosten-
ga la membrana del interruptor Adjust (ajustar)
por el tiempo deseado de purga. Para fijar de 0 a
50 segundos de tiempo adicional para purga con-
tinúe oprimiendo la membrana de interruptor Ad-
just, mientras dé vuelta al control codificador. La
fijación hecha en la fábrica es 0.
Mientras la purga esté activa, (PURG) es lo que
aparece en la lectura izquierda, y el tiempo de pur-
ga es lo que aparece en la lectura derecha.
Presionando cualquier membrana de interruptor
del panel frontal terminará la lectura del tiempo de
purga pero el gas seguirá fluyendo hasta que el
tiempo prefijado haya transcurrido.
Aplicación: Se usa purga para limpiar de conta-
minantes a las líneas de gas de protección.
1
2
3

OM-2226 Página 25
Volver al Indice
4-12. Forma de la onda CA (modelos Dynasty solamente)
1 Forma de onda CA
2 Control del codificador
3 Amperímetro
Dé vuelta a la perilla del codificador (véase la
Sección 4-2) para fijar el valor apropiado pa-
ra el parámetro activo de la forma de onda
CA. El valor seleccionado se muestra en el
amperímetro (véase Sección 4-4).
Véase Sección 4-16 para todas las gamas
de parámetro de la forma de onda CA.
Balance (Equilibrio): En CA está habilitado
sólo si el proceso TIG CA ha sido selecciona-
do. Use el control para fijar el porcentaje de
tiempo cuando la polaridad de electrodo esté
negativa.
Aplicación:
Cuando se está soldando en materiales que
forman óxidos tales como aluminio o
magnesio, no es necesario limpiar a exceso.
Para producir una buena soldadura, sola-
mente una cantidad mínima, aproximada-
mente 0,10 pulg (2,5mm.) de zona grabada,
se requerirá a lo largo de los lados extremos
de la suelda.
La configuración de la unión, el estableci-
miento inicial, lo variable del proceso, y el es-
pesor del óxido podrían afectar la fijación.
Frecuencia CA: La frecuencia CA está habi-
litada solamente si el proceso TIG CA ha sido
seleccionado. Use el control para fijar la fre-
cuencia CA (ciclos por segundo).
Aplicación:
La frecuencia AC controla el ancho del
cordón de soldadura y el control direccional.
Al mismo tiempo que la frecuencia AC dismi-
nuye, el cordón/charco de soldadura se hace
más ancho. Al mismo tiempo que la frecuen-
cia AC incrementa, el cordón/charco de sol-
dadura se hace más estrecho y el arco se en-
foca más. La velocidad de avance puede in-
crementar al mismo tiempo que la frecuencia
AC incrementa.
1
2
3
4-13. Control de tiempo de soldadura de punto (selección de la salida del SOSTEN
(HOLD) reconfigurado RMT 2T)
O
SPO 1.0
1
3
1 Lectura del medidor del tiempo
de soldadura de punto
Seleccione la función de soldadura de
punto de acuerdo a la Sección 5-2C.
2 Membrana del interruptor de
amperaje
3 Control de codificador
Fije los parámetros de soldadura de
punta como sigue: Presione la mem-
brana del interruptor de amperaje una
vez (el indicador luminoso del medidor
A se enciende) y dé vuelta al codifica-
dor para fijar el amperaje de soldadura
de punto. Presione la membrana del
interruptor de amperaje otra vez (el in-
dicador luminoso del medidor S se en-
ciende) y dé vuelta al codificador para
fijar el tiempo de soldadura de punto
(0,1−25 segundos). La fijación que vie-
ne de la fábrica es de 1 segundo.
Para conseguir una soldadura medida
por tiempo. Úsese para unión de punto
en punto y para unir láminas delgadas.
2
OO

OM-2226 Página 26
Volver al Indice
4-14. Memorias (almacenamiento de programas 1-4) (los modelos DX y LX si están
disponibles)
1 Selector de Memorias
(Almacenamiento de
Programas 1-4)
2 Control de polaridad
3 Selector de Proceso
Para crear o cambiar los
parámetros de soldadura de un
programa, proceder de esta
manera:
Primero, presionar el pulsador
Memoria hasta que el LED del
programa (1-4) deseado se ilumine.
Segundo, presionar el pulsador
selector de polaridad, hasta que se
encienda el LED de la polaridad
deseada, AC ó DC.
Tercero, presionar el pulsador Pro-
ceso (TIG HF, TIG Lift Arc, o Stick),
hasta que el LED del proceso de-
seado se ilumine.
El programa en la memoria deseada
y el proceso seleccionado, es ahora
el programa activo.
Cuarto, cambiar o configurar todos
los parámetros que se requieran
(ver Sección 4-1).
1
2
3
1
2
3
Ubicación de
la memoria
1−4
CA
CD
TIG (AF o Lift)
Convencional
Cada ubicación de la memoria (1 hasta 4) puede almacenar pará-
metros para ambas polaridades, y cada polaridad puede almace-
nar parámetros para ambos procesos (TIG o Convencional) ha-
ciendo un total de 16 programas.
y
y
y
TIG (AF o Lift)
Convencional

OM-2226 Página 27
Volver al Indice
4-15. Fijando el tiempo de preflujo para el uso con impulso TIG AF que no tienen un
control de preflujo en el panel frontal
1
Y
SEL
0.2
4
2
1 Membrana de control de proceso
2 Membrana de control de ajuste
3 Interruptor de potencia
Para ajustar el preflujo, encienda el inter-
ruptor de potencia y entonces presione las
membranas del interruptor de Proceso y
Ajuste antes que la versión de “software”
desaparezca de los medidores, y sostenga
las membranas del interruptor hasta que la
versión del “software” desaparezca de los
medidores.
Después de encender cómo se describió,
los indicadores luminosos de impulso TIG,
Pos flujo, DIG (cavamiento), y medidor S se
encienden, y la fijación de la fábrica [SEL]
[0.2] aparecerá en la pantalla.
4 Control del codificador
Dé vuelta al control para seleccionar de 0 a
25 segundos de preflujo. El valor seleccio-
nado se exhibe en el amperímetro.
Aplicación: El preflujo se usa para purgar
el área inmediatamente alrededor del lugar
de la soldadura de la atmósfera. El preflujo
también ayuda a arranques de arco con-
sistentes.
3
V
O
Panel de atrás

OM-2226 Página 28
Volver al Indice
4-16. Valores de parámetros preinstalados en la fábrica y gama y resolución
Parámetro Fijación
Preestablecida
Gama y Resolución
Memorias 1 1-4
Proceso
* Stick VCA
Impulso TIG AF
Bajo VCA
AF TIG Impulso/TIG Levantar/Convencional
Bajo VCA/VCA normal
Salida
*RMT 2T
RMT STD
2T
RMT STD/RMT 2T/ENCENDIDO
Se puede reconfigurar RMT 2T para: Mini Lógica
2T/4T/4T Momentáneo/Punto (véase Sección
5-2C)
A PRINCIPAL/PICO
CD TIG
CD CONVENCIONAL
150 A
110 A
1 − 200 Amps
1 − 200 Amps
Tiempo de Soldadura de Punto
***Tiempo de Soldadura
1.0 S
0S
0.1 − 25.0 Segundos
Gama Doble y Resolución
0.0 − 99.9 / 100 − 999 Segundos
PULSACIÓN
PPS
PICO t
A de RESPALDO
Off (Apagado)
100 Hz
40%
25%
ON / OFF (Prendido/Apagado)
Gama Doble y Resolución
0.1 − 9.9 / 10 − 500 Hertz
5 − 95 Por ciento
5 − 95 Por ciento
SECUENCIADOR
A INICIAL
t SLOPE INICIAL
t SLOPE FINAL
A FINAL
20 A
0 S
0 S
5 A
1 − 200 Amps
1 − 200 Amps CD
0.0 − 25.0 Segundos
0.0 − 25.0 Segundos
5 − 200 Amps CA
1 − 200 Amps CD
AJUSTE
PREFLUJO
POS FLUJO
DIG (CAVAMIENTO)
0.2 S
10.0 S
30%
0.0 − 25.0 Segundos
0.0 − 50.0 Segundos @ 0.2 Resolución de Se-
gundo
0 − 100 Por ciento
MAXSTAR:
Amperaje
Tiempo
25 A
1mS
1 − 200 Amps
1 − 200 Mili segundos
** Los parámetros han sido ajustados usando la configuración de prender la potencia solamente.
*** Los parámetros que se usan con la opción de automatización (modelos LX solamente)

OM-2226 Página 29
Volver al Indice
4-17. Refijando la unidad a las fijaciones que se presentan automáticamente fijadas en la
fábrica
1 Membrana de interruptor de
proceso
2 Membrana de interruptor de
salida
3 Membrana de interruptor de
ajuste
4 Interruptor de potencia
principal.
Para rearmar todas las funciones de
la fuente de poder de soldadura a las
fijaciones establecidas en la fábrica,
la característica de bloqueo debe
estar apagada (véase Sección 5-4).
Luego, encienda la potencia de en-
trada, entonces presione las mem-
branas de interruptores de proceso,
salida, y ajuste antes de que la ver-
sión del “software” desaparezca de
los medidores, y sostenga las mem-
branas de interruptor hasta que la
versión de “software” desaparezca
de los medidores.
1
2
3
4
V
O
Panel de atrás

OM-2226 Página 30
Volver al Indice
SECCION 5 − FUNCIONES AVANZADAS
5-1. Parámetros programables de arranque TIG
A. Tomando acceso a los parámetros programables de arranque TIG
NÓTESE: El ciclo de soldadura se puede
ejecutar mientras se esté en el modo de
arranque programable. Antes de tomar ac-
ceso a los modos de polaridad de arranque
TIG, amperaje, y tiempo, esté seguro de que
todos los procedimientos y parámetros ha-
yan sido establecidos.
1 Membrana de interruptor de proceso
2 Membrana de interruptor de amperaje
3 Interruptor de potencia principal.
Para tomar acceso a las pantallas progra-
mables de “TIG start”, amperaje y tiempo,
encienda la potencia y entonces presione
las membranas de interruptor de proceso y
amperaje antes de que la versión del “soft-
ware” desaparezca de los medidores. Sos-
tenga las membranas de interruptor hasta
que la versión de “software” desaparece de
los medidores y [SEL] [EP] o [SEL] [EM] apa-
rezca.
4 Membrana de interruptor de memoria
(si está equipado así)
Presione la membrana de interruptor de me-
moria para seleccionar la ubicación desea-
da de la memoria (véase Sección 4-14).
5 Membrana de interruptor de polaridad
(si está equipado así)
Presione la membrana de interruptor de po-
laridad para seleccionar CA o CD (véase
Sección 4-6).
Note: Cada ubicación de la memoria y cada
polaridad (CA o CD) tiene su propio juego de
parámetros de arranque.
Presione la membrana de interruptor de pro-
ceso para seleccionar el proceso deseado,
TIG AF impulso o TIG “Lift Arc”, para su apli-
cación (véase Sección 4-7). Los valores del
parámetro son los mismos para ambos pro-
cesos y cualquier cambio que se hace a los
valores de un proceso, son duplicados en el
otro proceso
6 Membrana de interruptor de salida
Presione la membrana de interruptor de sali-
da para seleccionar el tipo de control desea-
do (véase Sección 4-8).
Proceda a la Sección B, C y/ó D.
Para guardar estos cambios y salir de las
funciones avanzadas, apague la potencia
de entrada.
2
1
Y
3
V
O
O
O
4
5 6
Panel de atrás

OM-2226 Página 31
Volver al Indice
B. Cambiando la polaridad de arranque TIG programable (modelos Dynasty solamente)
2
SEL
E−
3
1 Membrana de Interruptor de
Amperaje
2 Control del codificador
3 Medidor de Amperios
Para ajustar la polaridad de arranque TIG
proceda como siga:
Presione la membrana de interruptor de
amperaje. El indicador luminoso de la
membrana del interruptor se enciende, y
el indicador luminoso del medidor de %
se enciende. La polaridad de arranque de
la corriente, [SEL] [E] ó [SEL] [EP] apare-
ce en los medidores, y estos pueden
ajustarse (véase Sección 4-16) dando
vuelta al control del codificador.
Para cambiar el amperaje de arranque,
proceda a la Sección C.
OO
1
C. Cambiando el amperaje de arranque TIG programable (todos los modelos)
1 Membrana de Interruptor de
Amperaje
2 Control del codificador
3 Medidor de Amperios
Para ajustar el amperaje de arranque
TIG, proceda como sigue:
Presione la membrana del interruptor de
amperaje. El indicador luminoso de la
membrana se enciende, y el indicador lu-
minoso del medidor de amperios se en-
ciende. El amperaje de arranque presen-
te aparece en el medidor de amperios y
puede ajustarse (véase Sección 4-16)
dando vuelta al control del codificador.
Para cambiar el tiempo de arranque, pro-
ceda a la Sección D.
1
2
SEL
20
3
OO

OM-2226 Página 32
Volver al Indice
D. Cambiando el tiempo de arranque programable (todos los modelos)
1 Membrana de Interruptor de
Amperaje
2 Control del codificador
3 Medidor de Amperios
Para ajustar el tiempo de arranque pro-
gramable proceda como sigue:
Presione la membrana del interruptor de
amperaje, y el indicador luminoso del me-
didor se enciende. El tiempo presente de
arranque aparece en el medidor de am-
perios y puede ajustarse dando vueltas al
control del codificador (véase Sección
4-16).
3
2
SEL
10
1
OO

OM-2226 Página 33
Volver al Indice
5-2. Funciones del control de salida y gatillo
Corriente (A)
Preflujo
Amperios iniciales
Amperios finales
A. Operación del gatillo del antorcha (estándar) remoto
Amperios principales
R
R
P & H
Control remoto
de pie o dedo
P&H = Apriete el gatillo y sostenga
R = Suelte el gatillo
NÖTESE: Cuando se haya conectado un control de corriente remoto de pie o dedo a la fuente de poder de soldadura, los ampe-
rios iniciales, el “slope” inicial, “slope” final, y los amperios finales no funcionan. Estas funciones están controladas por el control
remoto, no por la fuente de poder de soldadura.
Posflujo
Interruptor mantenido
“Slope” Inicial
“Slope” Final
Corriente (A)
Preflujo
Amperios iniciales
Amperios finales
Posflujo
B. Operación del gatillo de la antorcha remoto 2T
P&R
P&R
P&R = Presione el gatillo y suelte. NÓTESE: Si se sostiene el gatillo del antorcha por más de 3 segundos, la operación pasa otra vez al modo
RMT STD (Remoto Estándar).
Amperios principales
“Slope” Inicial
“Slope” Final

OM-2226 Página 34
Volver al Indice
C. Reconfigurando los controles de RMT 2T “HOLD” (Sostén) para 2T, soldadura de punto 4T,
momentáneo 4T, Ó mini lógica
Para operación del gatillo de RMT STD
(Remoto Estándar), RMT 2T Sostén
(Sostén Remoto 2T), y la operación
“On” (encendida) del gatillo, véase Sec-
ción 5-2A, B, y H.
1 Membrana del interruptor de
proceso
2 Membrana del interruptor de
salida
3 Interruptor de potencia
Para tener acceso a la pantalla de re-
configuración RMT 2T “Hold”, encienda
el interruptor de potencia y entonces
presione las membranas de interruptor
de proceso y salida antes de que la ver-
sión del “software” desaparezca de los
medidores. Sostenga las membranas
del interruptor hasta que la versión del
“software” desaparezca de los medido-
res y [SEL] [H−2], [SEL] [SPO], [SEL]
[H−4], [SEL] [H4L],ó [SEL] [H4E] apa-
rezca.
4 Control del codificador
Dé vuelta al control del codificador para
cambiar las funciones. La función activa
se exhibirá en el medidor de amperaje
(derecha).
5 Lectura de los medidores
Las lecturas del medidor para las dife-
rentes funciones serán como se mues-
tra.
Presione el gatillo del antorcha o Apa-
gue la potencia de entrada para guardar
la fijación.
NÓTESE: Después de que se haya re-
configurado 2T y una de las funciones
reconfiguradas es seleccionada duran-
te la operación normal, H−4, H4L, H4E
Ó 5PO aparecerá por 1 segundo como
un recordatorio al operador.
1
4
H−2
SEL
2
Y
3
V
O
OO
Panel de atrás

OM-2226 Página 35
Volver al Indice
4T Momentáneo
(DX, LX y los modelos CE)
(véase sección 5-2F para la
operación)
4T
(DX, LX y los modelos CE)
(véase sección 5-2D para la
operación)
SEL H−2
=
=
=
=
2T
(véase sección 5-2B para la
operación)
5
SEL H−4
SEL H4L
SEL SPO
=
SEL H4E
Punto
(véase sección 5-2G para la
operación)
Mini lógica
(DX, LX y los modelos CE)
(véase sección
5-2E para la
operación)

OM-2226 Página 36
Volver al Indice
Oprima y suelte el
gatillo en menos de
3/4 de segundo.
Oprima y sostenga
el gatillo
Suelte
el gatillo
Corriente (A)
Preflujo
Amperios iniciales
Posflujo
Amperios finales
Operación del gatillo de la antorcha
Oprima y sostenga
el gatillo
Suelte
el gatillo
Oprima y suelte el
gatillo en menos de
3/4 de segundo.
1 4T (Operación específica del
gatillo)
Se requiere al secuenciador para
reconfigurar el 4T.
Seleccione 4T de acuerdo a la
Sección 5-2C.
La operación del gatillo de la
antorcha es como se muestra.
Mientras esté en el modo 4T, hay
una característica disponible du-
rante la secuencia principal de
soldadura que permite que el
operador cambie entre corriente de
soldadura y corriente final sin
romper el arco.
NÓTESE: Cuando se ha conecta-
do un interruptor remoto a la fuente
de poder de soldadura, solamente
la entrada del gatillo es funcional. Al
amperaje lo controla la fuente de
poder de soldadura.
Aplicación:
Use el método de gatillo 4T cuando
se desea la función de un control
remoto de corriente, pero solamen-
te está disponible un control remoto
para prender y apagar.
D. 4T Operación específica del gatillo (modelos DX, LX y todos los modelos CE)
=
SEL H−4
4T
1
Amperios principales
“Slope” Inicial
“Slope” Final

OM-2226 Página 37
Volver al Indice
Posflujo
Preflujo
E. Operación de mini-lógica (modelos DX, LX y todos los modelos CE)
1 Exhibición del medidor de
mini lógica
Seleccione mini lógica de acuerdo
a la Sección 5-2C.
La operación del gatillo de la
antorcha es como se muestra.
Mientras se esté en mini lógica, hay
una función disponible durante el
“slope” inicial y la secuencia princi-
pal que permite que el operador se
pase entre el “slope” inicial y los
amperajes principales, y se ilustran
los amperajes iniciales.
Durante mini lógica, no habrá am-
peraje final disponible. El decre-
mento paulatino final “slope” siem-
pre descenderá al amperaje míni-
mo al fin del ciclo.
NÖTESE: Cuando se haya conec-
tado un control remoto de pie o ma-
no a la fuente de poder de soldadu-
ra, sólo funciona la entrada que vie-
ne del gatillo. Al amperaje lo contro-
la la fuente de poder de soldadura.
Al amperaje lo controla la fuente de
poder de soldadura.
Aplicación: Esta habilidad de
cambiar los niveles de corriente sin
tener, ya sea un incremento
paulatino inicial o decaimiento
paulatino inicial, da al operador la
oportunidad de ajustar el metal de
aporte, sin romper el arco.
=
SEL H4L
1
*
*
*
*
* = Se puede extinguir el arco a la tasación del “slope” final en cualquier mo-
mento simplemente presionando y sosteniendo el gatillo.
Mini-lógica
Amperios iniciales
Amperios principales
Oprima y suelte el
gatillo en menos
de 3/4 de segun-
do.
Oprima y suelte el gatillo en
menos de 3/4 de segundo.
Oprima y suelte el
gatillo en menos
de 3/4 de segun-
do.
Oprima y
sostenga el
gatillo
Oprima y
sostenga el
gatillo
Suelte
el gatillo
“Slope” Inicial
“Slope” Final

OM-2226 Página 38
Volver al Indice
F. Operación momentánea 4T (modelos DX, LX y todos los modelos CE)
1 Exhibición momentáneo del
medidor 4T
Seleccione 4T momentáneo de
acuerdo a la Sección 5-2C.
La operación de gatillo de la an-
torcha de 4T momentáneo es
como se muestra:
NÓTESE: Cuando se haya
conectado un interruptor remoto
a la fuente de poder, solamente
la entrada del gatillo es funcio-
nal. Al amperaje lo controlará la
fuente de poder de soldadura.
Aplicación:
Use el método de gatillo 4T
momentáneo cuando se desea
las funciones del control remoto,
pero solamente hay disponible
un control remoto on/off (pren-
der/apagar).
SEL
H4E
= Momentáneo del medidor 4T
1
NÓTESE: Para la primera vez que se presione y se suelte el gatillo, si se le sostiene al gatillo por más de 3 segundos, el
ciclo del gatillo terminará.
Oprima y suelte
el gatillo
*
* = El apretar y soltar durante el “slope” final romperá el arco y se pasará a pos flujo.
Amperios iniciales
Corriente (A)
Preflujo Posflujo
Amperios finales
Amperios principales
Oprima y suelte
el gatillo
Oprima y
suelte el ga-
tillo
Oprima y suelte
el gatillo
Oprima y
suelte el ga-
tillo
“Slope” Inicial
“Slope” Final

OM-2226 Página 39
Volver al Indice
Oprima y sostenga el gatillo
Posflujo
Preflujo
Corriente (A)
Amperios de soldadura de “punto” temporizados
G. Operación para el control de soldadura de punto
=
SEL SPO
Punto
1
1 Pantalla de la función “punto”
Seleccione la función “punto” de
acuerdo de la Sección 5-2C.
NÓTESE: Mientras esté en control
de soldadura de punto (“spot”) no
se tomarán en cuenta las fijaciones
del secuenciador y no podrá ser
programable.
NÓTESE: Mientras esté en solda-
dura de punto (“spot”) cuando se
conecte un interruptor remoto a la
fuente de poder, sólo la entrada del
gatillo será funcional. La fuente de
poder de soldadura controla al
amperaje.
La operación del gatillo de la antor-
cha es como se muestra.
Aplicación: Para suministrar una
soldadura temporizada. Use para
suelda momentaria de pega, o la
unión de láminas muy delgadas.
Suelte el gatillo des-
pués de que se haya
hecho el tiempo de sol-
dadura de punto

OM-2226 Página 40
Volver al Indice
H. Operación del gatillo encendido
Voltage (V)
Toque al Electrodo de Soldadura
Levante el Electrodo de Soldadura
Corriente al Tocar
Amperaje Principal
Toque el Tungsteno
Levante el Tungsteno Lijeramente
Levante el Tungsteno
ON
2 Seg
Soldadura Convencional
Para Levantar
Corriente (A)
Corriente (A)
Amperios iniciales
“Slope” Inicial

OM-2226 Página 41
Volver al Indice
5-3. Lectura del medidor de arco/contador
1 Controles de Salida y Amperaje
2 Interruptor de Potencia
Para exhibir el medidor del arco/contador,
encienda la potencia y entonces presione
la membrana de interruptor del control de
amperaje y salida antes de que la versión
del “software” desaparezca de los medi-
dores, y sostenga la membrana del inter-
ruptor hasta que el “software” desaparez-
ca de los medidores.
3 Exhibición del Medidor de Arco
Después de encender la potencia prima-
ria como se describió arriba, el medidor
luminoso S se encenderá y se exhibirá el
tiempo de arco por 5 segundos como [00
000] a [999 999]. Los primeros cuatro
números indican horas, y los últimos dos
números indican los minutos. El tiempo
de arco en el ejemplo aparece como
1,234 horas y 56 minutos. El tiempo
máximo del arco es 9,999 horas y 59
minutos.
4 Contador de arcos
Después de 5 segundos, el indicador
luminoso A se enciende y el contador del
arco se exhibirá por los próximos 5
segundos como [000 000] a [(999 999]. El
número máximo del contador es 999 999.
Y
1
123 456
3/4
O
2
V
O
1
OO
Panel de atrás

OM-2226 Página 42
Volver al Indice
5-4. Funciones para bloquear
A. Tomando acceso de la capacidad de bloquear
1
L−0
L − −
4
6
000
o 2,3,4
2
5
L−0
L L1
000
Y
3
V
O
Véase la sección 4-1 para una explicación de los controles que
a los cuales se refiere todas la sección 5-4.
Hay cuatro diferentes niveles de carradura/bloqueo (1-4). Cada ni-
vel sucesivo permite que el operador tenga más flexibilidad.
NÓTESE: Antes de activar los niveles de bloqueo, asegúrese que
se han establecido todos los parámetros y procedimientos. El ajuste
de los parámetros está limitado mientras los niveles de bloqueo es-
tén activos.
1 Almohadilla de interruptores de amperaje (A)
2 Almohadilla de interruptores para ajustar
3 Interruptor de potencia
Para tener acceso a las pantallas de bloqueo, encienda el interruptor
de potencia y entonces, antes de que la versión del “software” des-
aparezca de los medidores, apriete y sostenga las membranas del
interruptor de amperaje y ajuste hasta que el número de la versión
del “software” desaparezca de los medidores
4 “Lock-out off” (bloqueo apagado)
Una vez que se ha encendido la potencia como se describe, el
medidor % y el amperaje (A) tendrán sus indicadores luminosos
encendidos y la exhibición del medidor será como se muestra para
la condición de cerradura/bloqueo.
5 Control del codificador
Para prender la característica de bloqueo, proceda de la
siguiente manera:
Presionando el amperaje (A) cambiará entre el % y S en el indicador
luminoso. Alterne la almohadilla de interruptores hasta que se
encienda el indicador luminoso de %.
Dé vuelta al control codificador para seleccionar un número de
cerradura de tres dígitos. El número aparecerá en el medidor de
voltaje (a la izquierda). Seleccione cualquier número entre [001]
hasta [999]. IMPORTANTE: recuerde este número de tres dígitos ya
que lo necesitará para poder apagar la característica de cerradura.
Alterne la almohadilla de interruptores de amperaje (A) para
encender el indicador luminoso S. Usted puede ahora seleccionar
el nivel de cerradura.
Hay disponible cuatro niveles de cerradura. Dé vuelta al codificador
para tener acceso al nivel de cerradura (véase Secciones B para las
descripciones de los niveles de cerradura).
6 “Lock−out on” (bloqueo encendido)
Una vez que se haya obtenido las tres cifras deseadas y se haya se-
leccionado un nivel de bloqueo, presione el gatillo de la antorcha o
apague la potencia principal para apagar el bloqueo−apagado y
completar la secuencia de encender el bloqueo.
NÓTESE: Fijando un número de cerradura de tres dígitos [000], o
fijando un nivel de cerradura de [L−−] causará una condición apaga-
da de cerradura.
Para apagar la característica de bloqueo, proceda como sigue:
Para tener acceso a las pantallas de bloqueo, Encienda el interruptor
de potencia, y antes de que la versión del “software” desaparezca
los medidores apriete y sostenga las membranas de interruptor de
amperaje y ajuste hasta que el número de la versión del “software”
desaparezca de los medidores.
Una vez que se ha puesto la potencia como se describió, el medidor
% y el amperaje (A) encenderán sus indicadores luminosos, y la
lectura del medidor será como se muestra en la condición de
cerradura encendida (véase condición destacada 6).
Use el control del Codificador para inscribir los mismos tres dígitos
que se usaron para encender la característica de cerradura.
Presione la almohadilla de interruptores de amperaje (A). La
exhibición del medidor del % LED (indicador luminoso) se apagará,
y el indicador luminoso S se encenderá. El amperaje (a la derecha)
cambiará a [L−−]. La característica de cerradura está ahora
apagada.
Oprima el gatillo de la antorcha o apague la potencia primaria de la
unidad para completar la secuencia de apagar el bloqueo.
Panel de atrás

OM-2226 Página 43
Volver al Indice
B. Niveles de bloqueo
NÓTESE: Antes de activar los ni-
veles de bloqueo, asegúrese que
se han establecido todos los proce-
dimientos y parámetros. El ajuste
de parámetro está limitado mien-
tras los niveles de bloqueo estén
activos.
Nivel 1
NÓTESE: El control remoto de am-
peraje no está disponible en nivel 1.
Selección de salida TIG
Si estuvo activo el proceso, ya sea
impulso de alta frecuencia TIG, o
Lift Arc (véase Sección 4-7) cuan-
do el nivel de cerradura estaba acti-
vado, el operador puede escoger
entre RMT STD (Remoto Estándar)
o RMT 2T HOLD (Sostenga el re-
moto 2T). La función encendida
también estará disponible si estuvo
activo el Lift−Arc de TIG.
Si se reconfiguró RMT 2T HOLD
(véase Sección 4-14) antes de la
activación del nivel de cerradura 1,
el modo de salida reconfigurado
(4T, 4T momentáneo, mini lógica, o
punto) está disponible al operador,
en vez de RMT 2T.
Selección de la salida de solda-
dura convencional
Si el proceso de soldadura conven-
cional estuvo activo cuando se acti-
vó el nivel de cerradura 1, el opera-
dor puede escoger entre RMT, STD
u ON (encendido).
Cuando el cambio del parámetro o
selección está limitado por el nivel
de bloqueo 1, [L-1] es lo que apare-
ce en la pantalla como un recorda-
torio.
Nivel 2
NÓTESE: El control remoto de am-
peraje no está activo en nivel 2.
Incluye todas las funciones del ni-
vel 1 más la selección de polaridad
y proceso (véase Sección 4-6 y
4-7).
Cuando el cambio del parámetro o
selección está limitado por el nivel
de bloqueo 2, [L-2] es lo que apare-
ce en la pantalla como un recorda-
torio.
Use el almohadilla de interruptores de salida
para seleccionar un método de gatillo
Nivel 1
Para el proceso TIG
Use el almohadilla de interruptores de salida
para seleccionar un método de gatillo
Para el proceso de soldadura convencional
Nivel 2
Selección de proceso

OM-2226 Página 44
Volver al Indice
B. Niveles de bloqueo (continuado)
Nivel 3
Nivel 4
Nivel 3
NÓTESE: Antes de activar los nive-
les de bloqueo, asegúrese que to-
dos los procedimientos y paráme-
tros estén establecidos. El ajuste de
parámetros está limitado cuando los
niveles de bloqueo estén activos.
Nótese: El control remoto de ampe-
raje no está disponible en el nivel 3.
Incluye todas las funciones de los ni-
veles 1 y 2 más las siguientes:
Ajuste +/− 10% de los amperajes
de soldadura prefijados en TIG, o
soldadura convencional.
Seleccione el control de amperaje
deseado TIG o convencional, y use
el control para codificar y ajustar el
amperaje +/−10% del valor prefijado
de amperaje, hasta subir al límite de
la máquina. Si el operador trata de ir
más allá del +/− 10%, el amperaje (a
la derecha)exhibirá [LL3] como un
recordatorio.
Control de pulsación prender/
apagar
Da al operador la habilidad de pren-
der y apagar el control de pulsación.
Cuando el cambio de parámetro o
selección está limitado por el nivel
de bloqueo 3, [L−3] es lo que apare-
ce como un recordatorio.
Nivel 4
Incluye todas las funciones de los ni-
veles 1, 2 y 3 más lo siguiente:
Control de amperaje remoto
Permite al operador el usar el control
remoto de amperaje si se desea. El
control remoto de amperaje del míni-
mo al máximo del valor prefijado de
amperaje. Conecte el dispositivo de
control remoto de acuerdo a la sec-
ción 3-6.
Cuando el cambio de parámetro o
selección está limitado por el nivel
de bloqueo 4, [L−4] es lo que apare-
ce como un recordatorio.
AJ
B
K
I
C
L
NH
D
M
G
E
F
Use el control Codificador
para ajustar el amperaje +/−
10% del valor prefijado.
+/− 10% Control de ajuste de amperaje
Prender y apagar el control de pulsación
Control de pulsación prender/apagar
Control de amperaje remoto

OM-2226 Página 45
Volver al Indice
5-5. Fijando la unidad para exhibir PPP mientras suelda pulsando (modelos DX y LX)
1 Botón interruptor de salida
2 Botón interruptor de pulsación
3 Interruptor de potencia
Para tener acceso a PPP mientras se
suelde, encienda la potencia y enton-
ces presione la membrana de interrup-
tor de salida y pulsación antes de que
la versión del “software” desaparezca
de los medidores. Sostenga las mem-
branas de operación hasta que [SEL]
[−−−] o [SEL] [PPP] aparezcan.
4 Control de codificación
5 Exhibición del medidor PPP
Dé vuelta al codificador para cambiar
entre las exhibiciones estándar y PPP
del medidor.
Cuando esté activa la característica de
la exhibición del medidor cuando esté
soldándose con pulsación el (PPP) se
exhibirán en el medidor derecho y la
característica de sostener el medidor
quedará inhabilitada.
La característica de exhibición del me-
didor (PPP) no afectará la exhibición
normal del amperaje o la capacidad de
sostener la lectura del medidor cuando
no se esté en el modo de soldadura
pulsante.
Oprima el gatillo de la antorcha o apa-
gue la potencia para guardar la fijación
y terminar este modo de operar.
5
− − −
sel
2
Y
4
PPP
1
3
V
O
Panel de atrás

OM-2226 Página 46
Volver al Indice
5-6. Selección de voltaje de circuito abierto (VCA) para “Stick” (todos los modelos)
1 Membrana de interruptor de
proceso
2 Membrana de interruptor de
salida
3 Membrana de interruptor de
amperaje
4 Interruptor de potencia principal.
Para tener acceso a la selección de
VCA de “stick”, encienda la potencia
de entrada, entonces presione las
membranas de interruptores de proce-
so, salida, y ajuste antes de que la ver-
sión del “software” desaparezca de los
medidores. Sostenga las membranas
de interruptor hasta que {SEL} {loc} ó
{SEL} {moc} aparezca.
5 Control de codificar
6 Pantalla de medidores
Dé vuelta al codificador para cambiar
entre VCA bajo {SEL}{loc} y VCA nor-
mal {SEL} {moc}. La selección que es-
té activa es la que se exhibe en los me-
didores.
Cuando se haya seleccionado VCA
bajo, el voltaje de circuito abierto está
entre 9 y 14 voltios. Cuando se haya
seleccionado VCA normal de “stick”, el
voltaje de circuito abierto es aproxima-
damente 80 voltios.
Aplicación: Para la mayoría de aplica-
ciones convencionales (stick) utilice el
voltaje bajo de circuito abierto. Utilice el
voltaje de circuito abierto normal para
los electrodos convencionales que son
difíciles de arrancar, o si lo requiere su
aplicación particular.
sel
2
Y
5
1
V
O
loc
3
4
6
Panel de atrás

OM-2226 Página 47
Volver al Indice
SECCION 6 − MANTENIMIENTO Y CORRECCION DE
AVERIAS
6-1. Mantenimiento rutinario
Y Disconecta la potencia antes de dar servicio.
. Manténgala más amenudo durante condiciones severas.
3 Meses
Reemplace
etiquetas que
estubieran
dañadas o
ilegibles.
Reemplace
manguera de gas
averiada.
Limpie y
apriete los
terminals de
soldadura.
Repare o reemplace los
cables y los cordones
rajados.
6 Meses
Y No quite la caja externa o
bastidor para soplar aire
comprimido dentro de la
unidad (véase Sección 6-2) .
Sóplelo con aire comprimido.
Durante servicio pesado, límpielo
mensualmente.
Y No quite la caja externa o
bastidor para soplar aire
comprimido dentro de la uni-
dad.
Para soplar la unidad, dirija el cho-
rro de aire a través de las ranuras
del frente y atrás de la unidad como
se muestra.
6-2. Soplando la parte interna de la unidad
ST-802 451

OM-2226 Página 48
Volver al Indice
. Las direcciones indicadas son con re-
ferencia a la parte frontal de la unidad.
Todos los circuitos a los cuales nos re-
ferimos están ubicados dentro de la
unidad.
0 Lectura Ayuda 0
Indica un corto circuito en la protección
térmica de los circuitos localizado en la
parte de abajo del permutador térmico.
Póngase en contacto con un Agente de
Servicio Autorizado de la Fábrica si esto
aparece en la pantalla.
1 Lectura Ayuda 1
Indica un daño en el circuito de potencia
primaria causado por la condición de
sobre− corriente en el circuito de interruptor
primario IGBT. Póngase en contacto con un
Agente de Servicio Autorizado de la
Fábrica si esto aparece en la pantalla.
2 Lectura Ayuda 2
Indica que los circuitos de protección
térmicos están abiertos localizados en la
parte de abajo del permutador térmico.
Póngase en contacto con un Agente de
Servicio Autorizado de la Fábrica si esto
aparece en la pantalla.
3 Lectura Ayuda 3
Indica que el permutador térmico de abajo
se ha sobre calentado. Esta unidad se ha
apagado para permitir que el ventilador la
enfrié (véase Sección 3-3). La operación se
resumirá cuando la unidad se haya
enfriado.
4 Lectura Ayuda 4
Indica que hay un circuito de protección
térmica abierto localizado en el recipiente
superior que absorbe calor. Póngase en
contacto con un Agente de Servicio
Autorizado de la Fábrica si esto aparece en
la pantalla.
5 Lectura Ayuda 5
Indica que el recipiente superior que
absorbe calor está sobre calentado. La
unidad se ha apagado para permitir que
ventilador la enfríe (véase Sección 3-3). La
operación se resumirá cuando la unidad se
haya enfriado.
6 Lectura Ayuda 8
Indica una función mala en el circuito
secundario de potencia de la unidad.
Póngase en contacto con un Agente de
Servicio Autorizado de la Fábrica si
aparece esta lectura.
7 Lectura Ayuda 9
Indica que hay un corto en el circuito de
protección térmica localizado en el reci-
piente superior que absorbe calor. Póngase
en contacto con un Agente de Servicio
Autorizado de la Fábrica si esto aparece en
la pantalla.
8 Lectura Ayuda 10
Indica que se ha oprimido el gatillo de la
antorcha. Suelte el gatillo para continuar.
9 Exhibición de ayuda 12
Indica un establecimiento inicial inapropia-
do. Usted está tratando de hacer un ajuste
que no es permitido.
10 Lectura Ayuda 13 (modelos LX
solamente)
La señal de comando ha desaparecido
causando que la salida de soldadura se
detenga, pero el gas continúa fluyendo
(véase Sección 3-7).
6-3. Lecturas de ayuda del voltímetro/amperímetro
1
AV
2
AV
3
AV
HE.L
P−1
HE.L P−2
HE.L
P−3
4
AV
HE.L
P−4
5
AV
HE.L
P−5
0
V
HE.L
P−0
7
AV
HE.L P−9
8
AV
HE.L P10
A
10
AV
HE.L P13
9
AV
HE.L P12
6
AV
HE.L P−8

OM-2226 Página 49
Volver al Indice
6-4. Reparacion de averias
Dificultad Solución
No hay salida de soldadura; la unidad
está completamente sin operar.
Ponga el interruptor de conexión de unidad en la posición prendida (véase Sección 3-12).
está completamente sin operar.
Chequee y reemplacelos fusibles de la línea de entrada, si fuera necesario, o rearme el bréiquer
(véase Sección 3-12).
Chequee que las conexiones de entrada de fuerza sean las correctas (véase Sección 3-12).
No hay salida de soldadura; la pantalla
está encendida
Si está usando control remoto, asegúrese que se ha habilitado el proceso correcto para dar control
de salida al receptáculo remote 14 (véase la sección 3-6 si es aplicable)
El voltaje de entrada está afuera de la gama de variación aceptable (véase Sección 3-11).
Examine, haga reparación o reemplace el control remoto
La unidad se ha sobre calentado. Permita que la unidad se enfríe con el ventilador (véase Sección
3-3).
Salida de soldadura errática o
inadecuada.
Use el tamaño y tipo de cable de soldadura apropiado (véase Sección 3-5).
inadecuada.
Limpie y ajuste todas las conexiones de soldadura (véase Sección 3-5).
El ventilador no opera. Chequee y quite cualquier cosa que estuviese bloqueando el movimiento de las aspas del
ventilador.
Consiga que un agente autorizado de Servicio de la Fábrica chequee el motor de ventilación.
El arco se pasea
Use un tungsteno de tamaño apropiado (véase Sección 8).
Use un tungsteno preparado adecuadamente (véase Sección 8).
Reduzca el caudal o flujo del gas (véase Sección 3-8).
El electrodo de tungsteno se está
oxidando y no se queda brillante a la
Proteja la zona de soldadura de vientos o brisas.
oxidando y no se queda brillante a la
conclusión de la suelda.
Incremente el tiempo de posflujo (véase Sección 4-1).
Examine y apriete los acoples de gas (véase Sección 3-8).
Hay agua en la antorcha. Refiérase al manual de la antorcha.


OM-2226 Página 51
Volver al Indice
SECCION 8 − ALTA FRECUENCIA (HF)
8-1. Procesos de soldadura usándose AF
Soldadura TIG
Trabajo
high_freq 12/96 − S-0693
1 Voltaje AF
TIG − Ayuda a que el arco salte la
distancia de aire entre la antorcha y
la pieza de trabajo y/o estabiliza el
arco.
1
8-2. Instalación correcta
Edificio Metálico
Conecte a tierra la
pieza de trabajo si
lo requiere el
código.
Edificio que
no sea de
metal
Zona de Soldadura
1 Fuente de Alta Frecuencia (Soldadora
con AF integral o unidad de AF
separada)
Conecte a tierra el bastidor externo, el
terminal de trabajo y el dispositivo de
desconexión de la línea al igual que la
entrada de corriente y la mesa de trabajo.
2 Punto Central de la Zona de
Soldadura y Zona de Soldadura
Un círculo de 50 pies (15 m) del punto
central entre la fuente de alta frequencia y la
antorcha de soldar en todas las direcciones.
3 Cables de Salida de Soldadura
Mantenga los cables de un tamaño lo más
corto posible y lo más cerca del uno al otro.
4 Unión de los Conductos y Conexión a
Tierra
Junte eléctricamente todas las secciones
de conducto usando trenzas de cobre o
alambre trenzado. Conecte el conducto a
tierra cada 50 pies (15 m).
5 Tubos de Agua y sus Conexiones
Conecte a tierra los tubos de agua cada 50
pies (15 m).
6 Cables Eléctricos o Líneas Telefónicas
Ubique el orígen de AF por lo menos a una
distancia de 50 pies (15 m) de los alambres
de potencia y las líneas de teléfono.
7 Varilla para Conectar a Tierra
Consulte el Código Nacional Eléctrico para
las especificaciones.
8 Métodos de Conexión de los Paneles
de un Edificio Metálico
Atornille o suelde los paneles metálicos el
uno al otro instalando trenzas de cobre o
alambre trenzado a través de la uniones y
luego conecte el armazón a tierra.
9 Ventanas y Aberturas de Puertas
Cubra todas las ventanas y aberturas de
puertas con malla de cobre conectada a
tierra de un grosor no más grande de 1/4
pulg. (6,4 m).
10 Riel para una Puerta Sobre la Cabeza
Conecte esta riel a tierra.
Ref. S-0695 / Ref. S-0695
1
2
3
4
7
8
5
8
6
9
11
10
8
8
15 m
(50 pies)
15 m
(50 pies)
Conecte a tierra todo los objetos de metal y todo
el alambrado de la zona de soldadura usando
alambre No. 12 AWG

Om-2226 Página 52
Volver al Indice
SECCION 9 − SELECCIONANDO Y REPARANDO
ELECTRODO DE TUNGSTENO
gtaw 12/03
Para información adicional, vea a su distribuidor o un folleto sobre soldadura con
arco de tungsteno (GTAW) (TIG). Use guantes limpios para evitar contaminación
al electrodo de tungsteno.
NOTESE
9-1. Seleccionando el electrodo de tungsteno
Gama de amperaje - tipo de gas♦ - Polaridad
Diámetro del electrodo CD - Argón B Electrodo
negativo/polaridad directa
CD - Argón - Electrodo
positivo/polaridad
invertida
CA - Argón - Usando
alta frecuencia
CA - Argón - Onda
balanceada usando alta
frecuencia
Tungsteno con aleación
de 2% Torio (banda roja)
0,010” Up to 25 * Hasta 20 Hasta 15
0,020” 15-40 * 15-35 5-20
0,040” 25-85 * 20-80 20-60
1/16” 50-160 10-20 50-150 60-120
3/32” 135-235 15-30 130-250 100-180
1/8” 250-400 25-40 225-360 160-250
5/32” 400-500 40-55 300-450 200-320
3/16” 500-750 55-80 400-500 290-390
1/4” 750-1000 80-125 600-800 340-525
♦Los caudales o flujos de argón típicos son de 15 a 35 pies 3/hora (pies cúbicos por hora).
*No se recomienda.
Los números indicados son una guía y un resumen de las recomendaciones de la American Welding Society (AWS) y los fabricantes de electrodos.
Y Cuando se esmerila el elec-
trodo de tungsteno se pro-
duce polvo y chispas que
pueden causar lesiones y co-
menzar un incendio. Use ex-
tracción forzada de aire cer-
ca del esmerilador y use un
respirador aprobado. Lea los
MSDS para información de
seguridad. Considere el uso
de tungsteno que contiene
serio, lantano o itrio en vez
de torio. El polvo de esmeril
que viene de los electrodos
de aleación de torio contiene
un material radioactivo de
bajo nivel. Deseche el polvo
del amolador adecuadamen-
te en una manera segura que
se recomienda para el medio
ambiente. Use protección
apropiada para la cara, ma-
nos y el cuerpo. Mantenga
materiales inflamables lejos.
1 Electrodo de tungsteno con la
punta en forma de bola
2 Electrodo de tungsteno
apuntado
9-2. Información de seguridad acerca del tungsteno
Ref. S-0161
1
2

OM-2226 Página 53
Volver al Indice
9-3. Preparando el tungsteno para soldadura CA o CD con electrodo negativo (DCEN)
Ref. S-0161 / Ref. S-0162
1 Electrodo de tungsteno
2 Extremo compensado
Esmerile el extremo del tungsteno
en una rueda de amolar de grano
fino y duro antes de soldar. No use
la rueda de amolar para otros traba-
jos, ya que el tungsteno puede con-
taminarse causando calidad de sol-
dadura inferior.
3
1
2
1 Arco estable
2 Parte plana
El diámetro de esta parte plana de-
termina la capacidad del amperaje
3 Rueda de amolar
La rueda o piedra de esmerilar de-
bería ser usada solamente para
amolar tungsteno.
4 Esmerilamiento recto
3
1
2
1 Arco que se pasea
2 Punta
3 Rueda de amolar
La rueda o piedra de esmerilar de-
bería ser usada solamente para
amolar tungsteno.
4 Esmerilamiento radial
2
1
4
4
2−1/2 veces el diámetro del electrodo
Preparación apropiada del tungsteno - arco estable
Preparación incorrecta del tungsteno - arco que se pasea

Om-2226 Página 54
Volver al Indice
SECCION 10 − GUÍA PARA SOLDADURA TIG (GTAW)
10-1. Fijaciones típicas para GTAW
A. Fijación para aluminio CA – GTAW de 1/8 pulg.
Este símbolo indica cuáles funciones deberían estar activas para aluminio.
Encienda la potencia eléctrica (el interruptor está localizado en el panel de atrás).
• Oprima la membrana de interruptor de polaridad hasta que el indicador luminoso (LED en inglés) de
CA esté encendido.
• Oprima la membrana de interruptor de proceso (process) hasta que el indicador luminoso de impulso
de TIG HF (alta frecuencia) esté encendido.
• Oprima la membrana de interruptor de salida hasta que se encienda el indicador luminoso RMT STD.
• Oprima la membrana de interruptor de ajustar hasta que el indicador luminoso de Posflujo (Post Flow)
esté encendido.
• Dé vuelta al control codificador para fijar 15 segundos de tiempo de posflujo.
• Oprima la membrana de interruptor de forma de onda (Waveshape) CA hasta que el indicador lumino-
so de equilibrio (Balance) esté encendido.
• Dé vuelta al control codificador para fijar el equilibrio (Balance) deseado (65 – 80%)
• Oprima la membrana de interruptor de la forma de onda CA hasta que el indicador luminoso de fre-
cuencia CA esté encendido.
• Dé vuelta al control codificador para fijar la frecuencia CA deseada (100 – 150 Hz).
• Oprima la membrana de interruptor de amperaje A hasta que el indicador luminoso esté encendido.
• Dé vuelta al control codificador para fijar el amperaje (125−160 amps.).
. El amperímetro exhibe el parámetro para cualquiera de las siguientes unidades de medida cuando
estén activas: amperaje, tiempo, porcentaje, o frecuencia. El indicador luminoso (LED) correspon-
diente, localizado directamente debajo del amperaje, también se encenderá. El amperímetro tam-
bién indica que el amperaje actual mientras se esté soldando.
207 694-A
Ammeter
Encoder

OM-2226 Página 55
Volver al Indice
Este símbolo indica cuáles funciones deberían estar activas para acero inoxidable.
• Encienda la potencia eléctrica (el interruptor está localizado en el panel de atrás).
• Oprima la membrana de interruptor de polaridad hasta que el indicador luminoso (LED en inglés) de
CD esté encendido.
• Oprima la membrana de interruptor de proceso (process) hasta que el indicador luminoso de impulso
de TIG HF (alta frecuencia) esté encendido.
• Oprima la membrana de interruptor de salida hasta que se encienda el indicador luminoso RMT STD.
• Oprima la membrana de interruptor de ajustar hasta que el indicador luminoso de Posflujo (Post Flow)
esté encendido.
• Dé vuelta al control codificador para fijar 8 segundos de tiempo de posflujo.
• Oprima la membrana de interruptor de amperaje A hasta que el indicador luminoso esté encendido.
• Dé vuelta al control codificador para fijar el amperaje (50 - 80 amps.).
. El amperímetro exhibe el parámetro para cualquiera de las siguientes unidades de medida cuando
estén activas: amperaje, tiempo, porcentaje, o frecuencia. El indicador luminoso (LED) correspon-
diente, localizado directamente debajo del amperaje, también se encenderá. El amperímetro tam-
bién indica que el amperaje actual mientras se esté soldando.
B. Fijación para acero inoxidable CD – GTAW de calibre 16
207 694-A
Ammeter
Encoder

Om-2226 Página 56
Volver al Indice
Y Cuando se esmerila el electro-
do de tungsteno se produce
polvo y chispas que pueden
causar lesiones y comenzar un
incendio. Use extracción forza-
da de aire cerca del esmerilador
y use un respirador aprobado.
Lea los MSDS para información
de seguridad. Considere el uso
de tungsteno que contiene se-
rio, o lantano. El polvo de esme-
ril que viene de los electrodos
de aleación de torio contiene un
material radioactivo de bajo ni-
vel. Deseche el polvo del amo-
lador adecuadamente en una
manera segura que se reco-
mienda para el medio ambiente.
Use protección apropiada para
la cara, manos y el cuerpo. Man-
tenga materiales inflamables
lejos.
1 Pieza de trabajo
Asegúrese que la pieza de trabajo es-
té limpia antes de soldar.
2 Pinza de trabajo
Póngalo lo más cerca que fuera posi-
ble al punto de suelda.
3 Antorcha
4 Material de aporte (si es
necesario)
5 Boquilla de gas
6 Electrodo de tungsteno
Seleccione y prepare el tungsteno de
acuerdo a las secciones 9-1 y 9-3.
Directivas:
El diámetro interno de la boquilla de
gas debe de ser por lo menos tres
veces el diámetro del tungsteno para
proporcionar cubertura de gas protec-
tor adecuado. (Por ejemplo, si el
tungsteno es 1/16 pulg., la boquilla de
gas debe de tener un diámetro de por
lo menos 3/16 pulg.
La extensión del tungsteno es la
distancia que el tungsteno sobresale a
la boquilla de la antorcha.
La extensión del tungsteno no debe
ser mayor que el diámetro interno de
la boquilla de gas.
El largo del arco es la distancia desde
el tungsteno a la pieza de trabajo.
10-2. Posicionando la antorcha
Ref. 161 892
1
10−25°
10−15°
6
2
3
4
90°
4
5
3/16
pulg.
1/16 pulg.
6
5
Vista desde debajo de la boquilla

OM-2226 Página 57
Volver al Indice
1 − 2
Segundos
Tocar
10-3. Procedimientos de arranque para “Lift Arc” y AF (alta frecuencia) TIG
Arranque Lift Arc
Cuando la luz del botón de Lift Arc
tm
esté encendida, arranque el arco de la
siguiente manera:
1 Electrodo TIG
2 Pieza de Trabajo
Toque el electrodo de tungsteno a la pie-
za donde se está trabajando en el punto
donde va a comenzarse la suelda, habi-
lite la salida y el gas protector con el ga-
tillo de la antorcha, control de pie, o
control de mano. Sostenga el electro-
do contr a el trabajo de 1 a 2 segun-
dos, y lentamente levante el electrodo.
El arco se forma cuando se ha levanta-
do el electrodo.
El voltaje normal de circuito abierto no
está presente antes de que el electrodo
del tungsteno toque la pieza del trabajo;
solamente un voltaje sensor bajo está
presente entre el electrodo y la pieza de
trabajo. El contactor de salida de estado
sólido, no adquiere energía hasta que
después de que el electrodo haya toca-
do la pieza de trabajo. Esto permite que
el electrodo toque la pieza de trabajo sin
sobrecalentarse, congelarse, o conta-
minarse.
Aplicación:
Se usa el “Lift Arc” para el proceso
DCEN (Siglas en inglés para Corriente
Directa Electrodo Negativo) o GTAW
CA cuando no se permite el arranque
con alta frecuencia o para reemplazar el
método de arrancar raspando, o tocan-
do.
Arranque HF (alta frecuencia)
Cuando el indicador luminoso de arran-
que de alta frecuencia esté encendido,
arranque el arco de la siguiente manera:
Alta frecuencia se enciende para ayu-
dar a arrancar el arco cuando se haya
habilitado la salida. La alta frecuencia se
apaga cuando el arco haya arrancado,
y se enciende cuandoquiera que se
haya roto el arco para ayudar a arrancar
el arco de nuevo.
Aplicación:
El arranque de alta frecuencia se usa
para el proceso DCEN GTAW cuando
se requiere un método de arrancar don-
de el método del arranque del arco es
sin contacto.
1
No lo comience como un fósforo (cerillo)
2
Método para arrancar, “Lift Arc”

Om-2226 Página 58
Volver al Indice
Quite el material de aporte
Añada material de aporte
Mueva la antorcha hacia la parte frontal
del charco. Repita el proceso
Tungsteno con material de aporte
Mueva la antorcha hacia la parte frontal
del charco. Repita el proceso
Dirección de la soldadura
10-4. Movimiento de la antorcha mientras se suelda
ST-162 002-B
75°
75°
15°
Tungsteno sin material de aporte
Forme un charco
Incline la antorcha
Dirección de la soldadura
Forme un charco
Incline la antorcha


OM-2222 Página 60 Volver al Indice
SECCION 11 − DIRECTIVAS PARA SOLDADURA
CONVENCIONAL POR ELECTRODO (SMAW)
11-1. Pantalla frontal de “stick” DCEP (Corriente Directa, Electrodo Positivo)
207 694-A
1 Panel frontal
Panel frontal correcto para solda-
dura básica de “stick” en DCEP.
. Para todos los controles con
almohadillas de botones en el
panel frontal: presione la
almohadilla de los botones,
para encender la luz y habilitar
la función.
NÓTESE: El verde en la placa de
nombre indica una función TIG (vea
la Sección 5-6 para la descripción
de los controles).
1

OM-2222 Página 61
Volver al Indice
11-2. Tabla de selección de electrodo y amperaje
Ref. S-087 985-A
3/32
1/8
5/32
3/16
7/32
1/4
1/16
5/64
3/32
1/8
5/32
3/16
7/32
1/4
3/32
1/8
5/32
3/16
7/32
1/4
3/32
1/8
5/32
3/16
7/32
1/4
3/32
1/8
5/32
3/16
7/32
1/4
3/32
1/8
5/32
3/16
3/32
1/8
5/32
6010
&
6011
6013
7014
7018
7024
Ni-Cl
308L
50
100
150
200
250
300
350
400
450
ELECTRODE
DC*
AC
POSITION
PENETRATION
USAGE
MIN. PREP, ROUGH
HIGH SPATTER
GENERAL
SMOOTH, EASY,
FAST
LOW HYDROGEN,
STRONG
SMOOTH, EASY,
FASTER
CAST IRON
STAINLESS
DEEP
DEEP
LOW
MED
LOW
LOW
LOW
LOW
ALL
ALL
ALL
ALL
ALL
FLAT
HORIZ
FILLET
ALL
ALL
EP
EP
EP,EN
EP,EN
EP
EP,EN
EP
EP
6010
6011
6013
7014
7018
7024
NI-CL
308L
*EP = ELECTRODE POSITIVE (REVERSE POLARITY)
EN = ELECTRODE NEGATIVE (STRAIGHT POLARITY)
ELECTRODE
AMPERAGE
RANGE
DIAMETER

OM-2222 Página 62 Volver al Indice
Herramientas Necesarias:
Y La corriente de soldadura comien-
za cuando el electrodo toca la pie-
za de trabajo.
Y La corriente de soldadura puede
dañar partes electrónicas en vehí-
culos. Desconecte ambos cables
de la batería antes de soldar en un
vehículo. Ponga la abrazadera de
tierra lo más cerca posible al sitio
donde se va a soldar.
1 Trabajo
Asegúrese que la pieza de trabajo esté
limpia antes de soldar.
2 Grampa de tierra
3 Electrodo
Un electrodo de diámetro pequeño
requiere menos corriente que uno de
diámetro grande. Siga las instrucciones
del fabricante de electrodos cuando esté
fijando el amperaje de soldadura (véase
la Sección 11-2).
4 Porta electrodos aislado
5 Posición del porta electrodos
6 Largo del arco
El largo del arco es la distancia de la pun-
ta del electrodo al trabajo. Un largo de ar-
co corto con el amperaje correcto le dará
un sonido agudo cómo si estuviera hir-
viendo.
7 Escoria
Use un martillo de picar y un cepillo de
alambre para quitar la escoria. Quite la
escoria y chequee el cordón de soldadura
antes de hacer otro paso de soldadura.
11-3. Procedimiento para soldadura convencional por electrodo
stick 12/96 − ST-151 593
1
4
3
5
2
7
6
1 Electrodo
2 Pieza de trabajo
3 Arco
Arrastre el electrodo a lo largo de la pieza de
trabajo como si estuviera prendiendo un fós-
foro; levante el electrodo ligeramente des-
pués de tocar el trabajo. Si el arco se apaga
es por qué se levantó el electrodo demasiado
alto. Si el electrodo se pega al trabajo, use un
movimiento rotativo rápido para separarlo.
Y El voltaje de circuito abierto normal
(80 voltios) está presente si se ha se-
leccionado el voltaje normal de circui-
to abierto (véase la sección 5-6).
11-4. Comenzando el arco − técnica de raspar
S-0049
1
2
3
1 Electrodo
2 Pieza de trabajo
3 Arco
Mueva el electrodo verticalmente hacia
abajo para golpear la pieza de trabajo; en-
tonces levántelo ligeramente para comen-
zar el arco. Si el arco se apaga, quiere decir
que se levantó al electrodo demasiado alto.
Si el electrodo se pega al trabajo, use un
movimiento rotativo rápido para separarlo.
11-5. Comenzando el arco − técnica de golpe
S-0050
1
3
2

OM-2222 Página 63
Volver al Indice
SUELDAS DE FILETE
SUELDAS DE RANURA
11-6. Posicionando el porta electrodos
S-0060
90° 90°
10°-30°
45°
45°
10°-30°
Vista de un estremo del
angulo de trabajo
Vista lateral del angulo del
electrodo
Vista de un extremo del
angulo de trabajo
Vista lateral del angulo del
electrodo
1 Pedazos de escoria grandes
2 Cordón aspero y desnivelado
3 Pequeño cráter durante la
suelda
4 Sobresale mal
5 Mala penetración
11-7. Características malas de un cordón de soldadura
S-0053-A
5
4
2
3
1
1 Salpicadura de escoria muy
fina
2 Cordón uniforme
3 Un cráter moderado durante
la soldadura
Suelde un nuevo cordón o capa por
cada 3.2 mm de grosor en metales
que esté soldando.
4 No sobrepasa
5 Buena penetración dentro del
metal base
11-8. Características buenas de un cordón de soldadura
S-0052-B
1
5234

OM-2222 Página 64 Volver al Indice
11-9. Condiciones que afectan la forma del cordón de soldadura
A la forma del cordón de soldadura le afecta el ángulo del electrodo, el largo del
arco, la velocidad de avance, y el grosor del material base.
NOTESE
Muy largo
VELOCIDAD DE AVANCE
Normal
Arrastre
Angulo muy grande
Angulo muy pequeño
LARGO DEL ARCO
ANGULO DEL ELECTRODO
S-0061
10° - 30°
Spatter
Angulo correcto
Muy corto
Lento Normal
Rápido
11-10. Movimiento del electrodo durante la soldadura
Una cordón en forma de cordel es satisfactorio para la mayoría de las uniones de
ranura angosta. Para uniones de ranura ancha o haciendo puentes sobre
aberturas anchas, una cordón de vaivén funciona mejor.
NOTESE
1 Cordón en forma de cordel;
movimiento constante a lo
largo de la unión
2 Cordón de vaivén;
movimiento de lado a lo largo
de la unión
3 Patrones de vaivén
Usese patrones de vaivén para cu-
brir un área ancha en un paso del
electrodo. No permita que el ancho
del vaivén sea más de 2-1/2 veces
el diámetro del electrodo.
S-0054-A
1
2
3

OM-2222 Página 65
Volver al Indice
1 Soldaduras de sostén de
unión
No permita que los filos de una
unión se junten antes que el elec-
trodo llegue. Vaya haciendo unas
soldaduras de unión sosteniendo la
posición de los materiales antes de
la soldadura final.
2 Soldadura de una ranura
cuadrada
Buena para materiales hasta de un
grosor de 5 mm.
3 Soldadura de una unión en
form de V
Buena para materiales de 5 a 19
mm de grosor. Corte el biselado
con una antorcha de oxiacetileno o
plasma. Quite las asperidades del
material después de cortar. Sería
bueno esmerilar también para pre-
parar el bisel.
Cree un ángulo de 30° de bisel en
materiales a soldarse con una ra-
nura en forma de V.
4 Soldadura de una unión de
doble V
Buena para materiales más grue-
sos que 5 mm.
11-11. Uniones a tope
S-0662
30°
2
1
1/16 in
(1.6 mm)
3
4
30° o Menos
30° o Menos
1 Electrodo
2 Soldadura de filete de una
sola capa
Mueva el electrodo en un mov
i-
miento circular
3 Soldadura de filete de varias
capas
Suelde un segundo nivel cuando s
e
necesita un filete más fuerte. Quit
e
la escoria antes de hacer otro pase
.
Suelde ambos lados de la unión pa
-
ra mayor fuerza.
11-12. Unión de falda
S-0063 / S-0064
11
2
3
Suelda de filete de una sola capa Suelda de filete de capas múltiples
45°
o Menos
1 Electrodo
2 Soldadura de filete
Mantenga el arco corto y muévalo a
una velocidad definida. Sostenga el
electrodo cómo se muestra para dar
la fusión dentro de la esquina. Alinie
el filo de la superficie de soldadura.
Para mayor fuerza suelde ambos la-
dos de la pieza vertical.
3 Depósitos de capa múltiple
Suelde un segundo cordón cuando
se necesita un filete más fuerte. Use
cualquiera de los patrones de vaivén
que se mostraron en la 11-10. Quite
la escoria antes de hacer un nuevo
pase de soldadura.
11-13. Unión en forma de “T”
S-0060 / S-0058-A / S-0061
1
2
1
3
2

OM-2222 Página 66 Volver al Indice
51-76 mm
(2 - 3 pulg)
6,4 mm
(1/4 pulg)
51-76 mm
(2 - 3 pulg)
1 Tornillo de banco
2 Unión de soldadura
3 Martillo
Golpee la unión de soldadura en la
dirección que se muestra. Una bue-
na suelda se tuerce pero no se
rompe.
11-14. Prueba de soldadura
S-0057-B
3
2
1
3
2
1
11-15. Soluciones a problemas de soldadura − porosidad
Porosidad; pequeñas cavidades o huecos que resultan
de espacios de gas en el metal de soldadura.
Causas Posibles Acción Correctiva
Largo del arco muy largo. Reduzca el largo del arco.
Electrodo húmedo. Use un electrodo seco.
Pieza de trabajo sucio. Quite toda la grasa, aceite, humedad, óxido, pintura, recubrimientos, escoria, y suciedad de la super-
ficie a soldarse antes de comenzar a soldar.
11-16. Soluciones a problemas de soldadura − excesiva salpicadura
Excesiva salpicadura; la salpicadura de partículas de me-
tal derritidas que se enfrían al formar una forma sólida cer-
ca del cordón de soldadura.
Causas Posibles Acción Correctiva
Amperaje muy alto para el electrodo. Baje el amperaje o seleccione un electrodo más grande.
Largo del arco demasiado largo o el voltaje
muy alto.
Reduzca el largo del arco o el voltaje.

OM-2222 Página 67
Volver al Indice
11-17. Soluciones a problemas de soldadura − fusión incompleta
Fusión Incompleta; el metal de soldadura no se ha fundido com-
pletamente con el metal base o con el cordón de soldadura que
precedía.
Causas Posibles Acción Correctiva
Inversión de calor insuficiente. Incremente el amperaje. Seleccione un electrodo más grande e incremente el amperaje.
Técnica de soldar inapropiada.
Ponga el cordón tipo cordel en la ubicación apropiada sobre la unión durante la soldadura.
Ajuste el ángulo del trabajo o enanche la ranura para poder llegar hasta el fondo durante la sol-
dadura.
Momentariamente sostenga el arco en las paredes laterales de la ranura cuando use una técnica
de vaivén.
Mantenga el arco en el filo frontal del charco de soldadura.
Pieza de trabajo sucia. Quite toda la grasa, aceite, humedad, óxido, pintura, recubrimientos, escoria y suciedad de las
superficies de trabajo antes de soldar.
11-18. Soluciones a problemas de soldadura − falta de penetración
Falta de Penetración; una fusión poco profunda entre el metal de
soldadura y el metal base.
Buena penetraciónFalta de penetración
Causas Posibles Acción Correctiva
Preparación inapropriada de unión. Material demasiado grueso. La preparación de la unión y el diseño deben de darle acceso al
fondo de la ranura.
Técnica de soldar inapropiada. Mantenga el arco en el filo frontal del charco de soldadura.
Inversión de calor insuficiente. Incremente el amperaje. Seleccione un electrodo más grande e incremente el amperaje.
Reduzca la velocidad de avance.
11-19. Soluciones a problemas de soldadura − penetración excesiva
Penetración Excesiva Buena Penetración
Penetración Excesiva; el metal de soldadura está derritiéndose a
través del metal base y se queda colgado debajo de la pieza de sol-
dadura.
Causas Posibles Acción Correctiva
Inversión de calor excesiva. Seleccione un amperaje más bajo. Use electrodos más pequeños.
Incremente y/o mantenga una velocidad de avance constante.

OM-2222 Página 68 Volver al Indice
11-20. Soluciones a problemas de soldadura − agujereando la pieza de metal
Agujereando la Pieza de Metal; el metal de soldadura se derrite completamente
a través del metal base resultando en huecos donde no queda ningún metal.
Causas Posibles Acción Correctiva
Inversión de calor excesiva. Seleccione un amperaje más bajo. Use electrodos más pequeños.
Incremente y/o mantenga una velocidad de avance constante.
11-21. Soluciones a problemas de soldadura − vaivén en el cordón
Vaivén en el Cordón; el metal de soldadura no está paralelo y no cubre
la unión formada por el metal base.
Causas Posibles Acción Correctiva
Mal pulso. Use las dos manos. Practique la técnica.
11-22. Soluciones a problemas de soldadura − distorsión
Distorsión; la contracción del metal de sol-
dadura durante la soldadura que forza al
metal base a moverse.
El metal base de meuve
en la dirección del cordón de soldadura
Causas Posibles Acción Correctiva
Inversión de calor excesiva. Use un sostén para mantener el metal base en posición.
Haga sueldas de unión temporarias a lo largo de la unión antes de comenzar la operación de
soldadura.
Seleccione un amperaje más bajo para el electrodo.
Incremente la velocidad de avance.
Suelde en segmentos pequeños y permita que todo se enfríe entre las sueldas.


OM-2226 Página 70
Volver al Indice
Quantity
Description
Part
No.
Dia.
Mkgs.
Item
No.
Ilustración 12-1. Ensembje principal
1 Fig12-2 Panel, Front W/Cmpnt 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 Fig12-3 Panel, Rear W/Cmpnt 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 Fig12-4 Magnetics Subassembly 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 Fig12-5 Windtunnel, W/Components 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 Fig12-7 Base Assy, 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 S1 128756 Switch, Tgl 3pst 40a 600vac Scr Term Wide Tgl 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 200393 Insulator, filter board (CE models only) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 PM1 204821 Kit, Input/Pre-Regulator Inverter 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9 049611 Tubing, Cop .540 Od X .123 Wall X .687 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10 196727 Cable, Power 10 Ft 12ga 4c Blk/Red/Wht/Grnyel 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11 +195643 Wrapper, 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12 206108 Handle, Rubberized Carrying 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13 195663 Strap, Shoulder 6 Ft 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14 189782 Insulator, Interconnect Board 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15 C7 213974 Capacitor Assy, 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
16 189778 Plug W/Leads, Vfb 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
17 189773 Plug W/Leads, Arc Starter 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
18 189768 Plug W/Leads, Gas 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
19 189779 Cable, Lem W/Plugs 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
25 189784 Insulator, wrapper 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
28 203990 Label, Warning General Precautionary (Non Ce Models) 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
28 179310 Label, Warning General Precautionary (Ce Models) 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
29 138442 Label, Caution Falling 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
30 185835 Label, Warning Electric Shock/Exploding Parts (Non Ce Models) 1. . . . . . . . . . . . . . . . . . . . . . . . . .
30 185836 Label, Warning Electric Shock/Exploding Parts (Ce Models) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
31 185836 Label, GND/PE 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
32 207310 Core, Toroidal (CE Models) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
33 215002 Clip, Support PC Mtg 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
400 PC2 200851 Circuit Card Assy, Power 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
401 PC1 206129 Circuit Card Assy, Inverter 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
402 PC10 200841 Circuit Card Assy, Boost 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
403 199506 Circuit Card Assy, Filter (CE Models Only) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
600 200550 Screw, M10−1.5x 25 Hex Hd−pln 8.8 Pld 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
614 136343 Screw, K50x 20 Pan Hd−phl Stl Pld Pt Thread Forming 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
615 200565 Screw, M 5−.8x 35 Soc Pan hd-phl Stl Pls Sems 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts.
Model and serial number required when ordering parts from your local distributor.

OM-2226 Página 71
Volver al Indice
Ilustración 12-2. Panel, Front w/Components
Ref. 199 491-A
. Los herrajes son de tipo
común y no están dispo-
nibles a no ser que se los en-
liste.
Quanti
ty
Description
Part
No.
Dia.
Mkgs.
Item
No.
Ilustración 12-2. Panel, Front w/Components (Ilus. 12-1 Item 1)
1 194242 Panel, Front/Rear 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 195647 Panel, Front Lower 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 207690 Nameplate/Switch Membrane, Maxstar DX & LX (Non CE Models) 1. . . . . . . . . . . . . . . . . . . . . . . . .
3 207692 Nameplate/Switch Membrane, Maxstar SD (Non CE Models) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 207691 Nameplate/Switch Membrane, Maxstar DX & LX (CE Models) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 207693 Nameplate/Switch Membrane, Maxstar SD (CE Models) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 174992 Knob, Pointer .840 Dia X .250 Id W/Spring Clip−.21 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 194243 Door, 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 199008 Label, Door Maxstar 200 SD 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 199009 Label, Door Maxstar 200 DX 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 199010 Label, Door Maxstar 200 LX 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 RC1 189771 Receptacle W/Leads & Plug (14 Pin) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 202553 Rcpt, Tw Lk Insul Fem(Dinse Type)50/70 Series Wsl 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9 193649 Ftg, Gas Barbed 1/4 TBG 5/8−18 Female 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9 193650 Ftg, Gas Barbed 1/4 TBG 3/8−19 BSPP Male (CE Models Only) 1. . . . . . . . . . . . . . . . . . . . . . . . . . .
11 185712 Insulator, Bulkhead Front 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12 185713 Insulator, Bulkhead Rear 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13 185714 Washer, Tooth 20MM I.D. X 32MM O.D. 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14 185717 Nut, M20 X 1.5 1.0625 Hex .19 H Locking 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15 185718 O-Ring 0.989 I.D. X 0.070 Wall 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
16 186228 O-Ring 0.739 I.D. X 0.070 Wall 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
400 PC3 217679 Circuit Card Assy, Control & Interface (SD & DX Models Only) 1. . . . . . . . . . . . . . . . . . . . . .
400 PC3 217678 Circuit Card Assy, Control & Interface (LX Models Only) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . .

OM-2226 Página 72
Volver al Indice
Quanti
ty
Description
Part
No.
Dia.
Mkgs.
Item
No.
Ilustración 12-2. Panel, Front w/Components (Ilus. 12-1 Item 1) (continuado)
601 106702 Nut, 006−32 .31hex .20hex .20h Stl Pld (CE Models Only) 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
602 166560 Ring, Rtng Ext .500 Shaft X .042 Thk E Style Bowed 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
603 178548 Terminal, Connector Friction 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
604 212367 Stand−off, No 6−32 X .625 Lg .250 Hex Stl M&f 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
606 605568 Washer, Flat .140ID x 0.437OD x .04 (CE Models Only) 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
607 201623 Nut, M08-1.0 13MM Hex 4MMT Jam (CE Models Only) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
608 602211 Washer, Lock .318ID x 0.586OD x .07 (CE Models Only) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
609 201624 Washer, Flat .342ID x .751OD (CE Models Only) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-2226 Página 73
Volver al Indice
Ilustración 12-3.Panel, Rear w/Components
Ref. 199 492-A
. Los herrajes son de tipo
común y no están dispo-
nibles a no ser que se los en-
liste.
Ilustración 12-3. Panel, Rear w/Components (Ilus. 12-1 Item 2)
Quantity
Description
Part
No.
Dia.
Mkgs.
Item
No.
1 194242 Panel, Front/Rear 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 206053 Panel, Rear Lower 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 195646 Panel, Rear Upper (SD & DX Models Only) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 197127 Panel, Rear Upper 10-pin (LX Models Only) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 186440 Bushing, Strain Relief .350/ .630 ID X1.050 Mtg Hol 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 201155 Bushing, Strain Relief .450/ .709 ID X1.608 Mtg Hol (CE Models Only) 1. . . . . . . . . . . . . . . . . . . . . .
5 193649 Ftg, Gas Barbed 1/4 TBG 5/8−18 Female 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 193650 Ftg, Gas Barbed 1/4 TBG 3/8−19 BSPP Male (CE Models Only) 1. . . . . . . . . . . . . . . . . . . . . . . . . . .
6 199882 Receptacle, W/Leads 4 Plug 10-pin (LX Models Only) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
146 212 Conn, Circ Ms/Met 10Pin Sz 18 Plug Cable Solder (LX Models Only) 1. . . . . . . . . . . . . . . . . . . . . . . .
073 332 Conn, Circ Ms/Met Clamp Str Rlf Sz 18 (LX Models Only) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
600 198245 Nut, Conduit .750 Npt Pld 1.388 Od X .150 Thk 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
601 166560 Ring, Rtng Ext .500 Shaft X .042 Thk E Style Bowed 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
601 201623 Nut, M08-1.0 13MM Hex 4MMT Jam (CE Models Only) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
605 201624 Washer, Flat .342ID x .751OD .060 BRS (CE Models Only) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
606 602211 Washer, Lock .318ID x 0.586OD x .07 (CE Models Only) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-2226 Página 74
Volver al Indice
Ilustración 12-4. Magnetics Assembly w/Components
Ref. 199 501-J
. Los herrajes son de tipo
común y no están dispo-
nibles a no ser que se los en-
liste.
12
14
13
3
5
7
609
613
604
603
613
17
603
15
4
12
9
5
14
13
614
8
6
11
612
400
2
600
604
603
611
1
10
Ilustración 12-4. Magnetics Assembly w/Components
(Ilus. 12-1 Item 3)
Quanti
ty
Description
Part
No.
Dia.
Mkgs.
Item
No.
1 195649 Panel, Plenum 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 189785 Insulator, Hf Coil 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 FM1 196887 Fan, Muffin 24vdc 3000 Rpm 130 Cfm 4.125 Mtg Holes 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 GS1 216607 Valve, 24VDC 2way Custom Port 1/8 Orf W/Frict 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 197987 Hose, Nprn Brd No 1 X .250 Id X 10.000 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 CR1 198549 Relay, Encl 24vdc Spst 35a/300vac 4pin Flange Mtg 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 112863 Ftg, Hose Brs Barbed M 1/4 Tbg X 5/8−18 Sae Flare 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 196443 Choke, Output And Coupling Coil Assy 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9 L2 210599 Coil, inductor 9T 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10 L3 206020 Coil, inductor 14T 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11 T1 212268 Xfmr, HF Litz/Litz w/Boost 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12 109056 Core, Ferrite E 2.164 Lg X 1.094 High X .826 Wide 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13 196512 Bracket, Inductor Mounting 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14 196514 Gasket, Inductor Mounting 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15 200385 Bracket, Mtg HF 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
17 193415 Connector, Faston male 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
400 PC7 189939 Circuit Card Assy, Arc Starter 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
600 199538 Grommet, Scr No 8/10 Panel Hole .281 Sq .250 High 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .

OM-2226 Página 75
Volver al Indice
Ilustración 12-4. Magnetics Assembly w/Components
(Ilus. 12-1 Item 3) (continuado)
Quantity
Description
Part
No.
Dia.
Mkgs.
Item
No.
603 057357 Bushing, Snap−in Nyl .937 Id X 1.125 Mtg Hole 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
604 182737 Screw, 010−32x2.00 Rnd Hd−slt Brs Pln 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
609 137761 Nut, 750NPT 1.31Hex .27h Nyl Blk 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
611 136343 Screw, K50x 20 Pan Hd−phl Stl Pld Pt Thread Forming 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
612 099273 Screw, 008−18x .62 Pan Hd−phl Stl Pld Sht Met A 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
613 083147 Grommet, Scr No 8/10 Panel Hole .312 Sq .500 High 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
614 010381 Connector, Rectifier 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-2226 Página 76
Volver al Indice
Ilustración 12-5. Windtunnel w/Components
Ref. 199 494
10
. Los herrajes son de tipo común
y no están disponibles a no ser
que se los enliste.
Ilustración 12-5. Windtunnel w/Components
(Ilus. 12-1 Item 4)
Quantity
Description
Part
No.
Dia.
Mkgs.
Item
No.
1 195645 Panel, Midplain Horizontal 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 198634 Bracket, Front Heatsink Mtg 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 198633 Wind Tunnel 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 189777 Rail, Heat Sink 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 198652 Bracket, Windtunnel Insulator 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 +192450 Heat Sink, Module 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 199497 Heat Sink, Secondary Assembly 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 L1 189787 Choke, Input 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9 199538 Grommet, Scr No 8/10 Panel Hole .281 Sq .250 High (CE Models Only) 4. . . . . . . . . . . . . . . . . . . . . .
10 C9 151328 Capacitor, Polyp Met Film .0047Uf 1000 Vdc W/T (CE Models Only) 1. . . . . . . . . . . . . . . . . . .
602 154408 Bushing, Snap−in Nyl .562 Id X .875 Mtg Hole Cent 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-2226 Página 77
Volver al Indice
Ilustración 12-6. Heat Sink, Secondary Assembly
199 497-C
. Los herrajes son de tipo común
y no están disponibles a no ser
que se los enliste.
Ilustración 12-6. Heat Sink, Secondary Assembly
(Ilus. 12-5 Item 7)
Quantity
Description
Part
No.
Dia.
Mkgs.
Item
No.
1 210783 Heat Sink, Secondary 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 D1 204820 Kit, Diode, Ultra Fast 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 HD1 198028 Transducer, Current 100a Module Supply V+/− 15v 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 RT1 211124 Thermistor, Ntc 30k Ohm @ 25 Deg C 18 in Lead 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 R2, C6 206021 Resistor/Capacitor, 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 R1, C5 199138 Resistor/Capacitor, 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 SR1 199952 Diode, Power Module 50 Amp 600V 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
600 143360 Screw, 008−32x .50 Pan Hd−Phl Stl Pld 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
601 129351 Screw, 008−32x .50 Hexwhd.34d Stl Pld Slffmg Tap−rw 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
602 207451 Screw, 008−32x .50 Pan Hd Phl Stl Pld Sems 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
604 156579 Screw, 004−40x .37 Soc Hd−hex Stl Pld 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
605 156580 Washer, Lock .114idx0.209odx.025t Stl Pld Split #4 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
606 196683 Screw, M 6−1.0x 16 Pan Hd−phl Stl Pld Sems 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
607 602200 Washer, lock .168 ID x .277 OD x .04 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-2226 Página 78
Volver al Indice
Ilustración 12-7. Base Assembly
199 493-B
. Los herrajes son de tipo común y
no están disponibles a no ser que
se los enliste.
Ilustración 12-7. Base Assembly
(Ilus. 12-1 Item 5)
Quanti
ty
Description
Part
No.
Dia.
Mkgs.
Item
No.
1 195644 Base, 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 019663 Mount, Nprn 15/16odx3/8rec 3/16x3/8 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

Efectivo 1 enero, 2003
(Equipo equipo con el número de serie que comienza con las letras “LC” o
más nuevo)
Esta garantía limitada reemplaza a todas las garantías previas de Miller y no es exclusiva con otras garantías ya
sea expresadas o supuestas.
GARANTÍA LIMITADA − Sujeta a los términos y condiciones de
abajo, la compañía MILLER Mfg. Co., Appleton, Wisconsin,
garantiza al primer comprador al por menor que el equipo de
MILLER nuevo vendido, después de la fecha efectiva de esta
garantía está libre de defectos en material y mano de obra al
momento que fue embarcado desde MILLER. ESTA GARANTÍA
EXPRESAMENTE TOMA EL LUGAR DE CUALQUIERA OTRA
GARANTÍA EXPRESADA O IMPLICADA, INCLUYENDO
GARANTÍAS DE MERCANTABILIDAD, Y CONVENIENCIA.
Dentro de los periodos de garantía que aparecen abajo, MILLER
reparará o reemplazará cualquier pieza o componente
garantizado que fallen debido a tales defectos en material o
mano de obra. MILLER debe de ser notificado por escrito dentro
de 30 días de que este defecto o falla aparezca, el cual será el
momento cuando MILLER dará instrucciones en el
procedimiento para hacer el reclamo de garantía que se debe
seguir.
MILLER aceptará los reclamos de garantía en equipo
garantizado que aparece abajo en el evento que tal falla esté
dentro del periodo de garantía. El período de garantía comienza
la fecha que el equipo ha sido entregado al comprador al por
menor, o un año después de mandar el equipo a un distribuidor
en América del Norte o dieciocho meses después de mandar el
equipo a un distribuidor internacional.
1. 5 años piezas − 3 años mano de obra
* Rectificadores principales de potencia originales
* Inversora (solamente los rectificadores de entrada y
salida)
2. 3 años piezas − y mano de obra
* Fuentes de poder transformador/rectificador
* Fuentes de poder para cortar por plasma
* Alimentadores (devanadores) de alambre
automáticos y semiautomáticos
* Fuentes de poder inversoras
* Intellitig
* Maxstar 150
* Generadores de soldadura impulsados a motor
(NÓTESE: los motores son garantizados
separadamente por el fabricante del motor).
3. 1 año, piezas y mano de obra a no ser que se especifique
* Alimentador de alambre DS-2
* Antorchas impulsadas a motor (c/excepción del
Spoolguns)
* Controladores de proceso
* Posicionadores y controladores
* Dispositivos automáticos de movimiento
* Controles de pie RFCS
* Fuentes de poder IHPS
* Sistemas enfriados por agua
* Calibradores y reguladores de flujo (sin mano de
obra).
* Unidades de alta frecuencia
* Resistencias
* Maxstar 85, 140
* Soldadoras de punto
* Bancos de carga
* Racks
* Remolques/carros de ruedas
* Antorchas de cortar por Plasma (con la excepción
de los modelos APT y SAF)
* Opciones de campo
(NÓTESE: Opciones de campo está cubiertas por la
garantía True BlueR por el período de tiempo que
quede de garantía en el equipo en los cuales estén
instalados, o por un mínimo de un año − cualquiera
que fuera más largo).
4. 6 meses − baterías
5. 90 Días piezas − Spoolmate 185
* Antorchas MIG/antorchas TIG
* Bobinas y cobijas para calentar por inducción
* Antorchas de cortar por Plasma APT y SAF
* Controles remotos
* Juegos de accesorios
* Piezas de reemplazo (sin mano de obra)
* Spoolmate Spoolguns
* Cubiertas de lone
La garantía True BlueR de MILLER no aplicará a:
1. Componentes consumibles; tales como tubos de
contacto, boquillas de cortar, contactores,
relevadores, escobillas, anillos colectores o partes que
se gastan bajo uso normal. (Excepción: escobillas,
anillos colectores y relevadores están cubiertos en los
modelos Bobcat, Trailblazer, y Legend.)
2. Artículos entregados por MILLER pero fabricados por
otros, como motores u otros accesorios. Estos artículos
están cubiertos por la garantía del fabricante, si alguna
existe.
3 Equipo que ha sido modificado por cualquier persona que
no sea MILLER o equipo que ha sido instalado
inapropiadamente, mal usado u operado inapropiadamente
basado en los estándares de la industria, o equipo que no
ha tenido mantenimiento razonable y necesario, o equipo
que ha sido usado para una operación fuera de las
especificaciones del equipo.
LOS PRODUCTOS DE MILLER ESTÁN DISEÑADOS Y
DIRIGIDOS PARA LA COMPRA Y USO DE USUARIOS
COMERCIALES/INDUSTRIALES Y PERSONAS
ENTRENADAS Y CON EXPERIENCIA EN EL USO Y
MANTENIMIENTO DE EQUIPO DE SOLDADURA.
En el caso de que haya un reclamo de garantía cubierto por esta
garantía, los remedios deben de ser, bajo la opción de MILLER
(1) reparación, o (2) reemplazo o cuando autorizado por MILLER
por escrito en casos apropiados, (3) el costo de reparación y
reemplazo razonable autorizado por una estación de servicio de
MILLER o (4) pago o un crédito por el costo de compra (menos
una depreciación razonable basado en el uso actual) una vez
que la mercadería sea devuelta al riesgo y costo del usuario. La
opción de MILLER de reparar o reemplazar será F.O.B. en la
fábrica en Appleton, Wisconsin o F.O.B. en la facilidad de
servicio autorizado por MILLER y determinada por MILLER. Por
lo tanto, no habrá compensación ni devolución de los costos de
transporte de cualquier tipo.
DE ACUERDO AL MÁXIMO QUE PERMITE LA LEY, LOS
REMEDIOS QUE APARECEN AQUÍ SON LOS ÚNICOS Y
EXCLUSIVOS REMEDIOS, Y EN NINGÚN EVENTO MILLER
SERÁ RESPONSABLE POR DAÑOS DIRECTOS,
INDIRECTOS, ESPECIALES, INCIDENTALES O DE
CONSECUENCIA (INCLUYENDO LA PÉRDIDA DE
GANANCIA) YA SEA BASADO EN CONTRATO, ENTUERTO O
CUALQUIERA OTRA TEORÍA LEGAL.
CUALQUIER GARANTÍA EXPRESADA QUE NO APARECE
AQUÍ Y CUALQUIER GARANTÍA IMPLICADA, GARANTÍA O
REPRESENTACIÓN DE RENDIMIENTO, Y CUALQUIER
REMEDIO POR HABER ROTO EL CONTRATO, ENTUERTO O
CUALQUIER OTRA TEORÍA LEGAL, LA CUAL, QUE NO
FUERA POR ESTA PROVISIÓN, PUDIERAN APARECER POR
IMPLICACIÓN, OPERACIÓN DE LA LEY. COSTUMBRE DE
COMERCIO O EN EL CURSO DE HACER UN ARREGLO,
INCLUYENDO CUALQUIER GARANTÍA IMPLICADA DE
COMERCIALIZACIÓN, O APTITUD PARA UN PROPÓSITO
PARTICULAR CON RESPECTO A CUALQUIER Y TODO EL
EQUIPO QUE ENTREGA MILLER, ES EXCLUIDA Y NEGADA
POR MILLER.
Algunos estados en Estados Unidos, no permiten imitaciones en
cuan largo una garantía implicada dure, o la exclusión de daños
incidentales, indirectos, especiales o consecuentes, de manera
que la limitación de arriba o exclusión, es posible que no aplique
a usted. Esta garantía da derechos legales específicos, y otros
derechos pueden estar disponibles, pero varían de estado a
estado.
En Canadá, la legislación de algunas provincias permite que
hayan ciertas garantías adicionales o remedios que no han sido
indicados aquí y al punto de no poder ser descartados, es
posible que las limitaciones y exclusiones que aparecen arriba,
no apliquen. Esta garantía limitada da derechos legales
específicos pero otros derechos pueden estar disponibles y
estos pueden variar de provincia a provincia.
La garantía original está escrita en términos legales en inglés.
En caso de cualquier reclamo o mala interpretación, el
significado de las palabras en inglés, es el que rige.
¿Preguntas sobre la
garantía?
Llame
1-800-4-A-MILLER
para encontrar su
distribuidor local de
Miller (EE.UU. y
Canada solamente)
miller_warr_spa 8/03

IMPRESO EN EE.UU. 2004 Miller Electric Mfg. Co. 1/03
Miller Electric Mfg. Co.
An Illinois Tool Works Company
1635 West Spencer Street
Appleton, WI 54914 USA
International Headquarters−USA
USA Phone: 920-735-4505 Auto-attended
USA & Canada FAX: 920-735-4134
International FAX: 920-735-4125
European Headquarters −
United Kingdom
Phone: 44 (0) 1204-593493
FAX: 44 (0) 1204-598066
www.MillerWelds.com
Nombre de modelo Número de serie/estilo
Fecha de compra (Fecha en que el equipo era entregado al cliente original.)
Distribuidor
Dirección
Ciudad
Estado/País Código postal
Por favor complete y retenga con sus archivos.
Siempre dé el nombre de modelo y número de serie/estilo
Comuníquese con su Distribuidor
para:
Para localizar al Distribuidor más cercano
llame a 1-800-4-A-MILLER
(EE.UU. y Canada solamente) o
visite nuestro lugar en la red mundial
www.MillerWelds.com
Equipo y Consumibles de Soldar
Opciones y Accesorios
Equipo Personal de Seguridad
Servicio y Reparación
Partes de Reemplazo
Entrenamiento (Seminarios, Videos, Libros)
Manuales Técnicos
(Información de Servicio y Partes )
Dibujos Esquemáticos
Libros de Procesos de Soldar
Comuníquese con su transportista
para:
Por ayuda en registrar o arreglar una queja,
comuníquese con su Distribuidor y/o el De-
partamento de Transporte del Fabricante del
equipo.
Recursos Disponibles
Archivo de Dueño
Poner una queja por perdida o daño duran-
te el embarque.
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
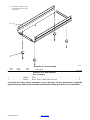 84
84
-
 85
85
-
 86
86






















































































Miller LE105120 El manual del propietario
- Categoría
- Sistema de soldadura
- Tipo
- El manual del propietario
- Este manual también es adecuado para
Artículos relacionados
-
Miller LB097732 El manual del propietario
-
-
-
-
-
Miller LC214970 El manual del propietario
-
-
Miller MAXSTAR 300 DX El manual del propietario
-
-